-
8/16/2019 Exemplo Iniciação
1/17
FATEC - FACULDADE DE TECNOLGIA DE SERTÃOZINHO
Curso: Tecnologia em Mecânica: Processos de Soldagem
Rua Jordão Borghetti - 480, Bairro São João
14170-120 Sertãozinho - SP
Caracterização Mecânica e Microestrutural do Aço Inox Dúplex
Submetido
a Diferentes Processos de Soldagem
Orientadora: Prof. Dr a. Simoni Maria Gheno
Aluno: Carlos Henrique Gomes
Sertãozinho - SP
Agosto/2013
-
8/16/2019 Exemplo Iniciação
2/17
1.TÍTULO
Caracterização Mecânica e Microestrutural do Aço Inox Dúplex
Submetido
a Diferentes Processos de Soldagem
2. JUSTIFICATIVA
A estrutura do mercado de trabalho também tem passado
por
mudanças as quais, na maioria das vezes, são acompanhadas da
crescente
insegurança e precariedade das novas formas de ocupação. O
mercado
de trabalho alcançou o setor de serviços em decorrência do
planejamento
da produção pautado pela busca da qualidade total, pelo uso
intensivo das
redes de telecomunicações, da informática, da automação, bem
como pela
modularização e terceirização de parte dos sistemas de
gerenciamento
e produção. Não obstante, os processos de produção de inovações
são
diferentes em decorrência do tipo de tecnologia envolvida e das
cadeias de
produção interessadas [BARDY, 2001; GARZÓN, 2004].
No contexto de desenvolvimento de materiais, está a categoria
dos
aços inoxidáveis dúplex, os quais se tornaram comercialmente
disponíveis nos
anos 30 na produção industrial e de pesquisa realizada na
Suécia, França e
Estados Unidos. A utilização desses aços tem merecido destaque
em relação
aos outros tipos de aços inoxidáveis, por conta da interessante
combinação de
excelentes propriedades mecânicas e alta resistência à corrosão
(GAVRILJUK,
2004; NILSSON, 1992; SANTOS, 2008).
Desta forma, o desenvolvimento tecnológico, cada vez exige
demanda
cada vez maior de processos tecnológicos que solucionem os
problemas
reais. Neste contexto, merece destaque o desenvolvimento de
pesquisasem Tecnologia em Processos de Soldagem, pertencente a uma
área que
surgiu justamente para atender à demanda do mercado atual, por
exemplo, as
recentes descobertas de jazidas de petróleo em território
nacional - sobretudo
as da camada pré-sal – vem colocando em discussão quais os
métodos e
as tecnologias mais eficientes para explorá-las. Dessa forma, a
intenção é
participar, em um futuro próximo, da cadeia de material nos
fornecimentos
da Petrobras e, conseqüentemente, e tipo de aço inoxidável e
soldas maisadequados.
-
8/16/2019 Exemplo Iniciação
3/17
A área de Tecnologia em Processos de Soldagem –
fundamental em
projetos, máquinas e equipamentos industriais – tem sido
integrada à indústria
metal-mecânica com sinergia e de modo crescente, de forma a
produzir
equipamentos e controlar processos de maneira confiável, segura,
rentável e
menos poluente, entre outras vantagens. A união entre mecânica e
soldagem
está cada vez mais presente, tanto na linha de montagem como no
próprio
produto final. Por sua vez na área de serviços, pode ser citada
a demanda
por profissionais de processos de soldagem em projeto,
manutenção e
operação dos diversos sistemas e equipamentos das indústrias da
área metal-
mecânica as quais fornecem peças, equipamentos e serviços para
uma grande
quantidade de empresas no país e no exterior.
Outro importante fator que solidifica as bases deste projeto é o
fato de
a cidade de Sertãozinho possuir amplo parque industrial voltado
para a área
metal-mecânica, fornecendo peças, equipamentos e serviços para
grande
quantidade de empresas do país e do exterior. Os principais
clientes estão no
setor de produção sucroalcooleira (açúcar, álcool e energia) e
em vários outros
segmentos industriais o que dá a este parque industrial
características distintas
das encontradas na região metropolitana.
Uma destas características relevantes é a grande necessidade
de
inovação tecnológica e pesquisa aplicada, para atender ao
crescimento
exponencial do setor nos últimos anos, bem como aos requisitos
técnicos
para a exportação dos produtos. Assim, é importante e urgente
desenvolver
pesquisas que integrem as necessidades das indústrias ao
conhecimento
disponível no meio acadêmico.
3. BREVE FUNDAMENTAÇÃO TEÓRICA
3.1 Aços Inoxidáveis Duplex
Os aços inoxidáveis dúplex são aços que possuem
microestrutura
ferrítico-austenítica em que as duas fases são inoxidáveis, ou
seja, apresentam
teores de cromo de pelo menos 13% em peso. Na prática, esse
termo é
reservado para ligas em que as duas fases estão presentes em
volumes
-
8/16/2019 Exemplo Iniciação
4/17
separados relativamente grandes e em frações volumétricas
aproximadamente
iguais [NILSSON, 1992].
O aço inoxidável dúplex possui excelentes propriedades
mecânicas,
com limite de escoamento duas a três vezes o limite de
escoamento de aços
austeníticos, mantendo bons níveis de ductilidade e tenacidade
[NILSSON,
1992; REICK, 1992; HAYES, 1990; SCHAEFFLER, 1949]. Além disso, o
aço
inoxidável dúplex apresenta alta resistência a várias formas de
corrosão, tais
como generalizada, por pite, por frestas, intergranular e sob
tensão [NILSSON,
1992; REICK, 1992].
Outro importante fator é o fato de o comportamento mecânico dos
aços
inoxidáveis dúplex estar intimamente relacionado com a
característica de cada
fase; por isso o balanceamento entre as frações volumétricas de
austenita e
ferrita deve estar próximo de 50% para cada uma das fases, a fim
de serem
maximizadas as propriedades mecânicas.
A alta resistência mecânica e a boa tenacidade associadas
à alta
resistência à corrosão intergranular, sob tensão e à corrosão e
fadiga
termomecânica permitem o uso dos aços inoxidáveis dúplex em
numerosas
aplicações nas atividades industriais, como nos segmentos
químico,
petroquímico, polpa e papel, geração de energia e extração de
petróleo e gás
(DUPOIRON, 1996; SEDRIKS, 1996; SHEK, 1997; RYAN, 2002;
SANTOS,
2008; GHENO, 2008).
A resistência à corrosão é determinada pela capacidade que
esses
materiais têm de se passivar e permanecer nesse estado no
ambiente a
que estiver exposto. Essa propriedade está relacionada,
principalmente,
aos elementos de liga presentes na composição química do aço,
embora
outros fatores como tamanho de grão, distribuição e morfologia
de inclusões,precipitação de fases e qualidade da superfície também
exerçam influência.
Os mecanismos de corrosão mais comuns são: corrosão por pite e
corrosão
sob tensão. Geralmente, os aços inoxidáveis dúplex apresentam
elevada
resistência a todos esses mecanismos. [DEGARMO, 2003; SANTOS,
2008].
A excelente combinação de resistência à corrosão,
resistência
mecânica, tenacidade, soldabilidade e baixo teor de níquel, que
é um
elemento de alto custo, torna os aços inoxidáveis dúplex
adequados para
-
8/16/2019 Exemplo Iniciação
5/17
muitas aplicações em vários segmentos industriais, como mostra a
Tabela 3.1
[NILSSON, 1992].
Tabela 3.1 Aplicações de aços inoxidáveis dúplex em vários
segmentos
industriais [NILSSON, 1992].
SegmentoIndustrial
Tipo de Aço23%Cr, semMo, PRE=25
22%Cr + Mo,30
-
8/16/2019 Exemplo Iniciação
6/17
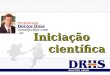
3.2 Microestrutura de aços inoxidáveis dúplex
A presença de microestrutura bifásica nos aços inoxidáveis
é
determinada principalmente pelos teores de Fe, Cr e Ni. Um
diagrama de fases
para um inoxidável dúplex, considerando somente Fe, Cr e Ni na
composição
[SEDRIKS, 1996].
Figura 3.1 Isopleta para 65%Fe-Cr-Ni [SEDRIKS, 1996].
A quantidade de ferrita na microestrutura varia com a
temperatura.
Dependendo da composição química, a liga pode solidificar como
ferrita ou
austenita. Um material com 65% de Fe, 25% de Cr e 10% de Ni
solidifica como
ferrita ocorrendo a precipitação de austenita durante o
resfriamento. Quanto
mais lenta a taxa de resfriamento, maior a quantidade de
austenita formada,
pois dessa forma o sistema pode aproximar-se mais do estado de
equilíbrio.Comercialmente, é muito empregado um tratamento térmico
no intervalo
de 1050-1150ºC seguido de resfriamento em água para obter
proporções
aproximadamente iguais de ferrita e austenita.
O diagrama de Schaeffler [SCHAEFFLER, 1949] e sua modificação
por
DeLong [LONG, 1973] não podem ser aplicados a aços inoxidáveis
dúplex
trabalhados porque refletem a ferrita formada na solidificação,
em vez de
considerar a ferrita desenvolvida por trabalho a 1000-1200ºC
[SOLOMON,1982].
-
8/16/2019 Exemplo Iniciação
7/17
Os elementos de liga são adicionados para a obtenção de
propriedades
específicas. Por exemplo, Mo melhora a resistência à corrosão em
ambientes
contendo cloretos, com maior resistência à corrosão por pite,
por frestas e sob
tensão. A presença de C aumenta a resistência mecânica e ao
desgaste e a de
N melhora a resistência à corrosão por pite, além de promover
endurecimento.
Os elementos C, N, Ni, Mn, Co, Cu e Al concentram-se
preferencialmente na
austenita, enquanto os elementos P, Cr, Si, Mo, W, Nb e Ti
concentram-se na
ferrita [REICK, 1992].
É bem conhecido que a resistência à corrosão por pite depende
dos
teores de Cr, Mo e N. O PREN ( pitting resistance
equivalent number ), índice de
pite, é um parâmetro composicional empírico para determinar a
resistência à
corrosão por pite, dado por [SEDRIKS, 1986]:
peso) em(% N%16Mo%3,3%Cr PREN ⋅+⋅+=
Os aços inoxidáveis que têm valores de PREN maiores que 40
são chamados superdúplex. Esses aços contêm maiores teores de
Cr,
Mo e N e por isso têm maior resistência à corrosão por pite e
por frestas.
Entretanto, a resistência à corrosão por pite e por frestas
também depende da
microestrutura, das fases eventualmente precipitadas no aço
[SEDRIKS, 1986]
].
3.3 Corrosão de aços inoxidáveis dúplex
3.3.1 Corrosão em meio ácido
A estrutura bifásica de ferrita e austenita dos aços
inoxidáveis dúplex
leva a alguns aspectos particulares do comportamento quanto à
corrosão,
devido a diferenças de composição entre as fases. Cr e Mo tendem
a
concentrar-se na ferrita, enquanto a austenita apresenta maiores
teores de Ni,
C e N [SOLOMON, 1982].
Dependendo da composição do dúplex, do meio corrosivo e do
potencial
eletroquímico, pode ocorrer dissolução preferencial da ferrita
ou austenita[SYMNIOTIS, 1990, LO, 2006 ].
-
8/16/2019 Exemplo Iniciação
8/17
A resistência à corrosão generalizada, intergranular, sob
tensão e por
pites é diminuída por alterações microestruturais, tais como
mudanças nas
frações volumétricas e na composição de ferrita e austenita,
precipitação
de intermetálicos como fase σ, de nitretos e carbonetos de
cromo, gerando
regiões empobrecidas nesse elemento [MAGNABOSCO, 2003]
3.3.2 Corrosão por pite
Aços inoxidáveis, em particular os aços inoxidáveis
dúplex, são úteis
por causa da existência de filmes passivos, que são camadas de
óxido finas,
formadas naturalmente sobre a superfície metálica e que reduzem
muito a
taxa de corrosão. Entretanto, os filmes passivos são suscetíveis
à ruptura
localizada, por pite ou por frestas [OLSSON, 2003].
Pites podem não só provocar vazamentos em tanques,
tubulações
e recipientes, como também levar a outras causas de falha como
corrosão
sob tensão, fragilização por hidrogênio ou fadiga associada à
corrosão
[MÉSZÁROS, 2005; MAGNABOSCO, 2003].
A corrosão por pite que ocorre em três estágios: ruptura
do filme
passivo, aparecimento de pites metaestáveis e crescimento
estável de pites
é um fenômeno auto-catalítico, pois, quando um pite começa a
crescer, as
condições desenvolvidas são tais que é promovido crescimento
adicional.
O ambiente local dos pites torna-se empobrecido no agente
catódico (por
exemplo, oxigênio) e enriquecido em cátions metálicos e
cloretos, que migram
para o interior dos pites para manter a eletroneutralidade.
Dentro dos pites,
os valores de pH são muito baixos, como resultado da hidrólise
de cátions
metálicos. Assim, forma-se um meio ácido e contendo cloretos,
que é muito
agressivo e tende a propagar o crescimento de pites [SATO,
1990].Esses mecanismos são descritos em metais puros, mas pites
são
freqüentemente associados a inclusões e partículas de segunda
fase. As
propriedades eletrônicas do filme passivo, que é semicondutor,
influenciam a
sua ruptura [HAUPT, 1995].
Regiões empobrecidas em Cr e Mo ao redor da fase σ são
locais
preferenciais para nucleação de pites e seu crescimento ocorre
por dissolução
preferencial dessas regiões, com dificuldade de repassivação com
a reversão
-
8/16/2019 Exemplo Iniciação
9/17
da varredura de potencial [MAGNABOSCO, 2005].
3.4 Processos de Soldagem
Existem diversas maneiras de unir duas partes metálicas. Entre
elas
está a soldagem, que é um processo de junção, utilizando uma
fonte de calor,
com ou sem aplicação de pressão.
A soldagem envolve muitos fenômenos metalúrgicos como, por
exemplo,
fusão, solidificação, transformações no estado sólido,
deformações causadas
pelo calor e tensões de contração, que podem causar muitos
problemas
práticos [MARQUES, 2005; WAINER, 1992].
Os processos de soldagem podem ser classificados de acordo
com o tipo de fonte de energia ou de acordo com a natureza da
união.
Industrialmente, os processos de soldagem mais empregados são os
que
utilizam a eletricidade como geração da energia para realizar a
união. Para
promover a fusão entre as duas partes que serão unidas pode-se
utilizar o
arco elétrico ou a resistência elétrica, através do aquecimento
por efeito Joule.
A soldagem por resistência envolve as seguintes variantes
de processo:
soldagem a ponto, soldagem com costura, soldagem topo-a-topo e
soldagem
com ressalto. Já a soldagem com arco elétrico pode ser
subdividida entre
soldagem com eletrodo consumível e soldagem com eletrodo não
consumível.
No primeiro caso estão englobados os processos de soldagem com
eletrodo
revestido, processo de soldagem MIG/MAG, processo de soldagem
com
eletrodo tubular e processo de soldagem com arco submerso. Os
processos
que utilizam eletrodo não consumível são soldagem TIG e soldagem
com
plasma [MARQUES, 2005; WAINER, 1992]. Todos os processos
citados
podem ser utilizados para a soldagem dos aços inoxidáveis
[MODENESI,
2001]. A escolha do processo de soldagem envolve
basicamente quatro fatores
[MARQUES, 2005; WAINER, 1992]:
i) projeto da junta: As juntas mais usuais são classificadas
como: topo,
ângulo, sobreposta e canto. Dependendo da espessura do material
a ser
soldado, as bordas podem ser preparadas com diversos processos,
sejam a
quente (oxicorte e plasma) ou a frio (jato de água, processos de
usinagem).
Se o material a ser soldado é um aço inox ou um não ferroso,
dificilmente
-
8/16/2019 Exemplo Iniciação
10/17
o processo de oxicorte seria utilizado. Da mesma maneira, no
processo de
preparação a quente das juntas de alguns materiais (aços baixa e
média
liga, aços inoxidáveis martensíticos, ligas de alumínio
endurecíveis por
precipitação,...), a zona afetada pelo calor deve ser eliminada,
dependendo da
aplicação desejada.
Outro fator a ser considerado é a penetração que foi projetada
para
o cordão de solda e a posição de soldagem. A soldagem nas
posições
sobrecabeça e verticais ascendente e descendente apresenta uma
dificuldade
maior de execução do que nas posições plana e horizontal, devido
a ação da
gravidade. Nem todos os processos de soldagem são utilizados em
todas as
posições.
ii) espessura do material: Durante a concepção e o projeto da
junta
deve-se avaliar também a espessura do material a ser soldado.
Dependendo
dela é necessária a operação de preparação da borda da chapa
(chanfro).
iii) natureza do material a ser soldado: Quando se fala na
escolha do
processo baseado no tipo de material deve-se ter em mente as
seguintes
características: propriedades físicas (condutividade térmica,
coeficiente de
expansão térmica linear, etc...); temperatura do ponto de fusão;
reatividade do
material com o ar e prováveis fragilizações do material durante
a soldagem.
iv) custo de fabricação: O custo do equipamento deve ser baseado
na
sua aplicação. Dependendo dela, os requisitos de qualidade podem
ser mais
ou menos rigorosos. Isso significa que um processo que é caro
para uma
dada aplicação com muito pouca responsabilidade pode ser barato
para outra
aplicação. Outro fator muito desejado é o aumento da
produtividade sem a
perda da qualidade. Nesses casos, a taxa de deposição dos
processos de
soldagem é bastante importante.
4. METODOLOGIA
4.1 Material
Será analisado um aço inoxidável dúplex fornecido pela Villares
Metals
na forma de barras. A composição química será análisada no
laboratório de de
espectroscopia de massa, da FATEC de Sertãozinho.
-
8/16/2019 Exemplo Iniciação
11/17
4.2 Tratamentos térmicos
O material será tratado termicamente para obter proporções
aproximadamente iguais de ferrita e austenita na
microestrututra. As amostras
serão resfriadas em óleo.
4.3 Caracterização estrutural
A caracterização estrutural das amostras de aço inoxidável
dúplex será
feita por difração de raios-X (DRX) em um equipamento Siemens
D5005,
usando radiação de Cu do Laboratório de Caracterização
Estrutural do DEMa
- UFSCar. A identificação das fases presentes será baseada na
pesquisa do
banco de dados PDF (Powder Diffraction File) do JCPDS (Joint
Committee on
Powder Diffraction Standards).
4.4 Caracterização microestrutural
Os ensaios de caracterização microestrutural, após os
tratamentos
térmicos, serão desenvolvidos por microscopias ótica (MO) e
eletrônica de
varredura (MEV).
As amostras serão embutidas em baquelite, lixadas e
polidas. A
seguir, serão atacadas com Beraha’s: 90 ml H2O + 10 ml HCl 37% +
0,8
g de metabissulfito de potássio, segundo a norma ASTM E407-93.
Esse
reagente permite obter excelente contraste entre a ferrita e
austenita. Para as
observações no MEV as amostras serão submetidas a polimentos e
ataques
leves sucessivos.
A obtenção da quantidade das fases será feita em um
microscópio ótico
Zeiss com apliação de até 1000x da FATEC de Sertãozinho. A
microestrutura
e a microanálise química será feita em um microscópio eletrônico
de varredurado Laboratório de Caracterização Estrutural do DEMa –
UFSCar.
4.5 Caracterização das propriedades mecânicas
4.5.1 Ensaios de Microdureza
A resistência de um metal a penetrações é uma medida de
sua dureza e
também uma indicação de sua resistência. Para executar o ensaio
de dureza,
uma carga fixa força o penetrador no corpo de prova. A
profundidade depenetração ou o tamanho da impressão é medido.
-
8/16/2019 Exemplo Iniciação
12/17
Para obter valores de dureza das fases ferrita e austenita e
correlacioná-
los com o envelhecimento, serão realizados ensaios de
microdureza Vickers
utilizado um microdurômetro da Future-Tech Corp. (Tóquio,
Japão), modelo
FM-7E com carga de 25 g e tempo de carregamento de 15 segundos,
conforme
norma ASTM E 384. Serão obtidos a média e desvio padrão dos
valores de
microdureza com base em 10 impressões em cada fase.
4.5.2 Resistência à fadiga
Em todo o processo de fadiga pressupõe-se a ocorrência de
esforços
cíclicos cuja tensão máxima fica abaixo da tensão limite de
resistência do
metal.
Nesse ensaio de fadiga será colocado o corpo de prova em uma
máquina que aplica repetidamente o mesmo ciclo de carregamento,
que inclui
tensão máxima, tensão mínima, amplitude de tensão, tensão média,
período,
freqüência, tipo de onda, etc. A resistência à fadiga é
calculada pelo número de
ciclos que o metal sofre antes de atingir o ponto de
fratura.
4.5.3 Ensaio de impacto Charpy
O ensaio de impacto Charpy tem sido extensivamente usado nos
ensaios mecânicos de produtos de aço e em pesquisa por mais de
quatro
décadas. O ensaio de impacto Charpy está relacionado com o
comportamento
do material sujeito a carregamento dinâmico (altas taxas de
carregamento) e a
um estado triaxial de tensões associado a um entalhe em V.
Nesse ensaio, o corpo de prova é colocado em um suporte por
meio
de um dispositivo de centralização. O martelo, preso a uma
altura determinada
para fornecer uma energia cinética conhecida no momento do
impacto como corpo de prova, é liberado e rompe o corpo de prova na
região do entalhe,
continuando sua trajetória até certa altura. A medição da
energia absorvida no
impacto é feita por meio de um cursor que acompanha o martelo em
todo o seu
curso até seu retorno, indicando a diferença entre a energia
inicial e a energia
final do martelo.
Para ensaios com temperatura controlada, o tempo entre a
retirada
do corpo de prova do banho e a sua fratura não deve exceder 5
seg. O tempo
-
8/16/2019 Exemplo Iniciação
13/17
de permanência do corpo de prova à temperatura de ensaio deve
ser de, no
mínimo, 10 min para meios líquidos.
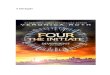
As curvas de energia absorvida, expansão lateral ou
percentual
de fratura por cisalhamento apresentam uma variação semelhante
com a
temperatura (Fig. 4.1).
Figura 4.1 - Energia absorvida na fratura em função da
temperatura
4.5.4 Ensaio de tenacidade à fratura
Para que a tenacidade à fratura seja considerada uma
propriedade
do material deve ser independente de tamanho, geometria e níveis
de
carregamento para um material com uma determinada
microestrutura.
Uma medição confiável de tenacidade à fratura é um pré-requisito
parao projeto de componentes estruturais com base nos princípios da
mecânica da
fratura.
4.6 Soldagem do aço inox duplex
A soldagem das amostras de aço inox dupléx serão feitas
através
de diferentes processos: processos de soldagem com eletrodo
revestido,
processo de soldagem MIG/MAG, processo de soldagem com eletrodo
tubulare processo de soldagem com arco submerso. Os processos que
utilizam
eletrodo não consumível são soldagem TIG e soldagem com plasma.
Todos os
processos citados podem ser utilizados para a soldagem dos aços
inoxidáveis
[MODENESI, 2001].
Será analisado o processo que apresentar melhor resultado em
termos
estruturais e mecânicos.
5. RESULTADOS ESPERADOS
-
8/16/2019 Exemplo Iniciação
14/17
5.1 Progresso Científico
1. Compreensão dos fenômenos físicos e químicos que determinam
as
propriedades mecânicas e microestruturais em aços inox
dúplex.
2. Publicação de artigos científicos em periódicos
especializados e
apresentação de trabalhos científicos em seminários e congressos
na área de
materiais e na área de soldagem.
3. Contribuição para a formação de recursos humanos
especializados no
assunto.
4. Aumento da capacitação regional na área de processos de
soldagem
em aço inox dúplex.
5.2 Progresso Tecnológico
1. Consolidar o conhecimento dos processos de soldagem e a
influência
desses em propriedades dos materiais.
2. Possibilidade de transferência de tecnologia para o setor
privado, caso
haja interesse.
6. CRONOGRAMA
I – PRIMEIRO TRIMESTRE
Revisão Bibliográfica
Fabricação dos corpos de prova
Tratamento térmico e superficial
Análise química
Caracterização estrutural e microestrutural
II – SEGUNDO TRIMESTRE
Ensaios de microdureza
Ensaio de tração
Ensaios Charpy
III – TERCEIRO TRIMESTRE
Processos de Soldagem
-
8/16/2019 Exemplo Iniciação
15/17
Elaboração e envio de artigos para congresso,
simpósio e revistas
nacionais e internacionais
Relatório final
7. REFERÊNCIAS
BARDY, L. P. Cadernos de Tecnologia. RJ: Instituto Euvaldo Lodi,
V.1, 2001.BAIN, E. C.; GRIFFITHS, W. E. Introduction to the
iron-chromium-nickel alloys.
Trans. Am. Inst. Mining Met. Eng , v. 75, p. 166-213,
1927.CHARLES, J. Super duplex stainless steels: structure and
properties.
Proceedings… Beaune, 1991, p. 3-48
DEGARMO, E.P.; BLACK, J.T.; KOHSER, R.A. Materials and Processes
inManufacturing. 9° edição, editora John Wiley, 2003.
DUPOIRON, F.; AUDOUARD, J. P. Scandinavian Journal of
Metallurgy, v. 25,n. 3, p. 95-102, 1996.
GARZÓN, C.M., TSCHIPTSCHIN, A.P., Journal of Materials Science,
v. 39, n.9, pp. 7101–7105, 2004.
GAVRILJUK, V.G., BERNS, H. High Nitrogen Steels, Berlin,
Springer-Verlag,1999.
GHENO, S. M.; SANTOS, F.S.; KURY, S.E. Journal Of Applied
Physics 103,053906, 2008.
HAYES, F. H.; HETHERINGTON, M. G.; LONGBOTTOM, R.
D.Thermodynamics of duplex stainless steels. Materials Science
andTechnology , v. 6, n. 3, p. 263-272, 1990.
HAUPT S.; STREHBLOW, H. -H. A combined surface analytical
andelectrochemical study of the formation of passive layers on
Fe/Cr alloys in0.5 M H2SO4. Corrosion Science, v. 37, p. 43-54,
1995.
LO, I. -H et al. Effect of electrolyte composition on the
active-to-passivetransition behavior of 2205 duplex stainless steel
in H2SO4/HCl solutions.Corrosion Science, v. 48, n. 3, p. 696-708,
2006
LONG, C.J.; DELONG, W.T. Ferrite content of austenitic stainless
steel weld
metal. Welding Journal , v. 52, n. 7, p. 281S-297S,
1973.MÉSZÁROS, I.; SZABÓ, P. J. Complex magnetic and
microstructural
investigation of duplex stainless steel. NDT & E
International, v. 38, n. 7,p. 517-521, 2005
MAGNABOSCO, R.; ALONSO-FALLEIROS, N. Relação entre
microestrutura eresistência à corrosão de aço inoxidável dúplex UNS
S31803 (SAF 2205).Pesquisa & Tecnologia FEI , n. 24, p.
19-25, 2003.
MAGNABOSCO, R.; ALONSO-FALLEIROS, N. Sigma Phase Formation
andPolarization Response of UNS S31803 in Sulfuric Acid. Corrosion,
v. 61,n. 8, p. 807-814, 2005.
-
8/16/2019 Exemplo Iniciação
16/17
MARQUES, P.V., MODENESI, P.J., BRACARENSE, A. Q. SOLDAGEM
-Fundamentos e Tecnologia, Editora UFMG, Belo Horizonte/MG,
363p,2005.
MODENESI, P.J., SOLDABILIDADE DOS AÇOS INOXIDÁVEIS, ABS
Editora,2001
NILSSON, J. -O. Materials Science and Technology, v. 8, n. 8, p.
685-700,1992.
OLSSON, C. -O. A.; LANDOLT, D. Passive films on stainless steels
–chemistry, structure and growth. Electrochimica Acta, v. 48, p.
1093-1104,2003.
REICK, W.; POHL, M.; PADILHA, A. F. O desenvolvimento dos
açosinoxidáveis ferríticos-austeníticos com microestrutura duplex.
Metalurgia& Materiais, v. 48, n. 409, p. 551-563, 1992
RYAN, M. P. et al. (2002) Why stainless steel corrodes. Nature,
v. 415, n.6873, p. 770-774.
SANTOS, F.S. Espectroscopia de Fotoelétrons (Xps) no Estudo
deFilmes Passivos sobre Aços Inoxidáveis Envelhecidos em
BaixasTemperaturas. Dissertação de Mestrado, DEMa – UFSCar, 127p,
2008.
SATO, N. An overview on the passivity of metals. Corrosion
Science, v. 31, p.1-19, 1990.
SCHAEFFLER, A. L. Constitution diagram for stainless steel weld
metal. MetalProgress, v. 56, n. 11, p. 680-680B, 1949
SEDRIKS, A. J. Corrosion of stainless steels. 2ª ed. New York,
John Wiley &Sons, 1996.
SEDRIKS, A. J. Effects of alloy composition and microstructure
on the passivity
of stainless steels. Corrosion, v. 42, n. 7, p. 376-389,
1986SHEK, C. H.; WONG, K. W.; LAI, J. K. L. Review of temperature
indicators and
the use of duplex stainless steels for life assessment.
Materials Scienceand Engineering R , v. 19, n. 5/6, p.
153-200, 1997.
SYMNIOTIS, E. Galvanic Effects on the Active Dissolution of
Duplex StainlessSteels. Corrosion, v. 46, n. 1, p. 2-12,
1990
SOLOMON, H. D.; DEVINE Jr, T. M. Duplex Stainless Steels – A
tale of twophases. Proceedings Metals Park : ASM, 1982, p. 693
– 756.
WAINER, E., BRANDI, S. D., MELLO, F.D.H. Soldagem - Processos
eMetalurgia , ABS Editora, 1992.
-
8/16/2019 Exemplo Iniciação
17/17