Embed Size (px)
Citation preview

iii
LEITE, MARCO ANTONIO HAIKAL
Gaseificação de bagaço de cana-de-açúcar:
estudo experimental e simulação computacional
[Rio de Janeiro] 2014
XIX, 104 p. 29,7 cm (COPPE/UFRJ, D.Sc.
Engenharia Mecânica, 2014)
Tese – Universidade Federal do Rio de Janeiro,
COPPE
1. Gaseificação 2. Biomassa 3. Simulação
computacional
I. COPPE/UFRJ II. Título (série)
Leite, Marco Antonio Haikal
Gaseificação de bagaço de cana-de-açúcar: estudo
experimental e simulação computacional/ Marco
Antonio Haikal Leite. – Rio de Janeiro: UFRJ/ COPPE,
2014.
XXIV, 233p.: il.; 29,7 cm.
Orientador: Manuel Ernani de Carvalho Cruz
Tese (doutorado) – UFRJ/ COPPE/ Programa de
Engenharia Mecânica, 2014.
Referências Bibliográficas: p. 202-208
1. Gaseificação. 2. Biomassa. 3. Simulação
computacional. 4. Gaseificador de leito fluidizado
circulante. I. Cruz, Manuel Ernani de Carvalho. II
Universidade Federal do Rio de Janeiro, COPPE,
Programa de Engenharia Mecânica. III. Título.

iv
"In physical science the first essential step in the direction of learning any subject is to
find principles of numerical reckoning and practicable methods for measuring some
quality connected with it. I often say that when you can measure what you are speaking
about, and express it in numbers, you know something about it; but when you cannot
measure it, when you cannot express it in numbers, your knowledge is of a meagre and
unsatisfactory kind; it may be the beginning of knowledge, but you have scarcely in
your thoughts advanced to the state of Science, whatever the matter may be."
Lord Kelvin, From lecture to the Institution of Civil Engineers, London (3 May 1883),
'Electrical Units of Measurement', Popular Lectures and Addresses (1889), Vol. 1, 80-
81.
"With three parameters, I can fit an elephant.”
Lord Kelvin
“A theory is the more impressive the greater the simplicity of its premises, the more
different kinds of things it relates, and the more extended its area of applicability.
Therefore the deep impression that classical thermodynamics made upon me. It is the
only physical theory of universal content which I am convinced will never be
overthrown, within the framework of applicability of its basic concepts.”
Albert Einstein
“Nothing in life is certain except death, taxes and the second law of thermodynamics.
All three are processes in which useful or accessible forms of some quantity, such as
energy or money, are transformed into useless, inaccessible forms of the same quantity.
That is not to say that these three processes don't have fringe benefits: taxes pay for
roads and schools; the second law of thermodynamics drives cars, computers and
metabolism; and death, at the very least, opens up tenured faculty positions.”
Seth Lloyd

v
Para minha esposa Tereza, minha filha Beatriz, meu filho Alexandre, minha mãe
Salma e meu pai Antonio (in Memoriam), com amor e carinho.

vi
AGRADECIMENTOS
Não poderia deixar de expressar meus sinceros agradecimentos a pessoas que
contribuíram de maneira significativa para a conclusão deste trabalho.
A minha esposa Tereza, companheira de vinte e oito anos, pelo amor, incentivo,
apoio irrestrito, exemplo de amor ao estudo e trabalho e pela paciência, além da
importante ajuda na elaboração de gráficos e figuras.
A meus filhos Beatriz e Alexandre pelo apoio, compreensão e interesse, mesmo
quando o trabalho na tese roubava tempo precioso do nosso convívio.
A minha mãe Salma e meu pai Antonio (in Memoriam), por terem despertado em
mim o interesse pelo estudo e trabalho, me levando a não estar nunca satisfeito e a
buscar novas conquistas.
Ao professor e orientador Manuel Ernani, por fornecer orientação firme e segura e
mostrando o caminho a seguir, mesmo nos momentos de maiores incertezas.
Ao André Fachetti, que atuou não só como gerente, mas também como amigo e
pelo incentivo ao meu doutorado.
Ao Fernando Baratelli, pelo incentivo desde o mestrado, e pelas sugestões sempre
oportunas, que enriqueceram e aperfeiçoaram o trabalho, além do eterno bom humor.
A Fernando Castellões pelo incentivo a cursar o doutorado e pela ajuda e sugestões
para enriquecimento do trabalho.
A Antonio Flutt pelas muitas horas em que estudamos juntos e pelo apoio nas horas
de maiores incertezas e desafios.
A Cristina Quitete, com quem trabalho desde 2006, pelo conhecimento de
engenharia química que compartilhou, pelo apoio, sugestões, ajuda nos experimentos,
sem esquecer dos divertidos almoços quase diários.

vii
Ao Marcelo Queiroz pela grande ajuda nas simulações, experimentos e em todos os
aspectos do projeto de gaseificação, sem esquecer também dos divertidos almoços quase
diários.
Ao Vítor Ximenes pela inestimável ajuda na análise estatística dos dados dos
experimentos, além do bom humor.
A Wiebren de Jong pelo apoio nos períodos passados na Holanda, na viabilização
dos experimentos na planta piloto de gaseificação, bem como na orientação na análise
dos dados do alcatrão.
A Marcin Siedlecki e Martina Fantini pela participação nos experimentos e na
coleta dos dados, além das brincadeiras transculturais sobre futebol, comida e cultura.
Aos amigos Nafiseh Talebanfard, Gerasimos Sarras, Yash Joshi, Onursal
Yakaboylu, Piotr Plaza, Wijittra Hongsiri, Sawat Poomsawat e George Tsalidis por
tornarem mais agradáveis minhas estadas em Delft.
Ao prof. Adrian Verkooijen por viabilizar meus períodos em Delft, pela orientação,
além do bom humor.
Finalmente, agradeço ao professor Albino Leiroz e ao Vinícius Lidoíno, pela ajuda
nas simulações no programa CSFMB.

viii
Resumo da Tese apresentada à COPPE/UFRJ como parte dos requisitos necessários
para a obtenção do grau de Doutor em Ciências (D.Sc.)
GASEIFICAÇÃO DE BAGAÇO DE CANA-DE-AÇÚCAR: ESTUDO
EXPERIMENTAL E SIMULAÇÃO COMPUTACIONAL
Marco Antonio Haikal Leite
Dezembro / 2014
Orientador: Manuel Ernani de Carvalho Cruz
Programa: Engenharia Mecânica
Este trabalho apresenta os resultados da execução de um planejamento
experimental de 19 corridas de gaseificação de bagaço de cana-de-açúcar em um
gaseificador de leito fluidizado circulante utilizando vapor e oxigênio como agentes
gaseificantes. Estes experimentos permitiram a obtenção de dados de composição por
cromatografia do gás produzido, do teor de alcatrão pelo método SPA e informações
sobre a distribuição granulométrica dos particulados por amostragem utilizando
impactador cascata. A composição foi determinada pela técnica SEM-EDS. Foi também
estudado o desempenho do sistema de filtragem de alta temperatura. A partir do
tratamento dos dados, foram obtidas correlações estatisticamente significativas que
permitem a predição da composição do gás produzido, bem como uma janela ótima de
operação para maximizar os teores de hidrogênio e de monóxido de carbono e
minimizar os teores de gás carbônico, metano e de alcatrão.
Foi também desenvolvida uma simulação usando a técnica de dinâmica dos fluidos
computacional, com escoamento reativo, 3D, multifásico, com modelo de turbulência e
transmissão de calor. A simulação teve o modelo de dinâmica dos fluidos e transmissão
de calor validada com dados experimentais.
Finalmente, as corridas experimentais foram simuladas através do programa
comercial CSFMB. Os resultados foram comparados com os experimentos e com
aqueles preditos pelas correlações. Essas últimas levam a menores desvios dos dados
experimentais do que os da simulação.

ix
Abstract of Thesis presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Doctor of Science (D.Sc.)
SUGAR CANE BAGASSE GASIFICATION: EXPERIMENTAL STUDY AND
COMPUTATIONAL SIMULATION
Marco Antonio Haikal Leite
December / 2014
Advisor: Manuel Ernani de Carvalho Cruz
Department: Mechanical Engineering
This work presents the results of the execution of an experimental planning
consisting of 19 sugar cane bagasse test runs in a circulating fluidized bed gasifier using
steam and oxygen as gasifying agents. Those experiments allowed obtaining produced
gas composition data by chromatography and tar by SPA method and information
regarding particulate particle size distribution using sampling with cascade impactor.
Composition was determined with SEM-EDS technique. High temperature filter
performance was also studied. Statistically significant correlations allowing produced
gas composition prediction and a window of optimized operation, maximizing hydrogen
and carbon monoxide content and minimizing carbon dioxide, methane and tar content
were obtained from data treatment.
A simulation using computational fluid dynamics was also developed, with reactive
multiphase flow, 3D, turbulence model and heat transmission. The simulation had the
fluid dynamics and heat transmission model validated with experimental data.
Finally, experimental runs were simulated using commercial software CSFMB. The
results were compared with experiments and with predictions with correlations. The
latter had smaller deviations than the commercial software.

x
Índice
Lista de Figuras ............................................................................................................. xiii
Lista de Tabelas ........................................................................................................... xviii
Simbologia e Nomenclatura ........................................................................................... xx
1 Introdução ................................................................................................................. 1
1.1 Contexto atual .................................................................................................... 1
1.2 Motivação .......................................................................................................... 4
1.3 Objetivos e contribuições deste trabalho ........................................................... 5
1.4 Delineamento do Trabalho ................................................................................. 6
2 Revisão Bibliográfica ............................................................................................... 7
2.1 Fundamentação .................................................................................................. 7
2.1.1 Biomassa ..................................................................................................... 7
2.1.2 Conversão termoquímica de biomassa ..................................................... 10
2.2 Modelagem de gaseificadores de biomassa ..................................................... 62
2.2.1 Modelos “caixa preta” .............................................................................. 62
2.2.2 Modelos de fluidização ............................................................................. 63
2.2.3 Modelos CFD ........................................................................................... 64
3 Planejamento Experimental .................................................................................... 68
3.1 Introdução ........................................................................................................ 68
3.2 Planejamento fatorial ....................................................................................... 70
3.3 Variáveis independentes (fatores) .................................................................... 71
4 Realização e Análise dos Experimentos ................................................................. 77
4.1 Unidade piloto de gaseificação ........................................................................ 77
4.2 Caracterização do leito ..................................................................................... 87

xi
4.3 Caracterização da biomassa ............................................................................. 92
4.4 Cálculo da razão oxigênio-combustível estequiométrica para o bagaço ......... 95
4.5 Avaliação dos dados gerados pelos testes ........................................................ 96
5 Resultados Experimentais ...................................................................................... 98
5.1 Captura dos dados ............................................................................................ 98
5.2 Caracterização do gás produzido. .................................................................... 99
5.2.1 Concentração de hidrogênio no gás produzido ...................................... 105
5.2.2 Alcatrão .................................................................................................. 107
5.3 Determinação dos estados estacionários ........................................................ 107
5.4 Avaliação dos dados gerados pelos testes ...................................................... 110
5.4.1 Análise estatística dos resultados ........................................................... 115
5.4.2 Análise do teor de alcatrão ..................................................................... 125
5.4.3 Determinação de uma região ótima de operação .................................... 132
5.5 Análises de sólidos ......................................................................................... 135
5.5.1 Análise das cinzas da biomassa .............................................................. 135
5.5.2 Velas cerâmicas do filtro de alta temperatura ........................................ 137
5.5.3 Experimentos com o filtro de alta temperatura ...................................... 137
5.5.4 Caracterização de sólidos. ...................................................................... 142
5.5.5 Efeito do filtro na composição do gás .................................................... 151
5.5.6 Análise SEM-EDS .................................................................................. 153
5.5.7 Análise das cinzas do filtro ..................................................................... 156
6 Resultados das Simulações Computacionais ........................................................ 159
6.1 Modelo CFD Euleriano-Euleriano usando ANSYS FLUENT ...................... 159
6.2 Gaseificador modelado .................................................................................. 160
6.3 Modelo físico ................................................................................................. 162

xii
6.4 Geometria e malha ......................................................................................... 163
6.5 Simulação e validação ................................................................................... 164
6.6 Modelo de reações químicas adotado para a simulação em CFD .................. 178
6.7 Modelo de fluidização CSFMB ..................................................................... 182
7 Análise Comparativa Crítica ................................................................................ 192
8 Conclusões e Sugestões ........................................................................................ 199
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 202
ANEXO 1 - Resultados de todos os estados estacionários. .......................................... 209
ANEXO 2 – Média de todos os estados estacionários obtidos .................................... 217
ANEXO 3 – Configurações do Modelo em CFD ......................................................... 219

xiii
Lista de Figuras
Figura 1 - Processos de secagem e devolatilização da biomassa num gaseificador de
leito fluidizado circulante adaptado de GÓMEZ-BAREA e LECKNER, 2010. .... 13
Figura 2 - Gráfico típico de concentração de umidade durante a secagem de
partícula porosa adaptado de SOUZA-SANTOS, 2010. ........................................... 14
Figura 3 - Cominuição das partículas de biomassa em carvão e cinzas adaptado de
GÓMEZ-BAREA e LECKNER, 2010. ....................................................................... 15
Figura 4 - Processos de conversão do carvão formado num gaseificador de leito
fluidizado circulante adaptado de GÓMEZ-BAREA e LECKNER, 2010. ............. 16
Figura 5 - Processos de conversão num gaseificador de leito fluidizado circulante
adaptado de GÓMEZ-BAREA e LECKNER, 2010. ................................................. 16
Figura 6 - Regimes de fluidização. .............................................................................. 48
Figura 7 - Gaseificador de leito fixo contracorrente adaptado de KNOEF, 2005;
OLOFSSON et al., 2005. .............................................................................................. 50
Figura 8 - Gaseificador de leito fixo concorrente adaptado de KNOEF, 2005;
OLOFSSON et al., 2005. .............................................................................................. 52
Figura 9 - Gaseificador de leito fluidizado borbulhante adaptado de KNOEF,
2005; OLOFSSON et al., 2005. .................................................................................... 54
Figura 10 - Gaseificador de leito fluidizado circulante adaptado de KNOEF, 2005;
OLOFSSON et al., 2005. .............................................................................................. 57
Figura 11 - Escoamento multifásico característico de um gaseificador de leito
fluidizado circulante adaptado de GÓMEZ-BAREA e LECKNER, 2010. ............. 58
Figura 12 - Diversas configurações de gaseificadores de leito de arraste................ 59
Figura 13 - Esquema do sistema de gaseificação. ...................................................... 79
Figura 14 - Sistema de alimentação de sólidos. .......................................................... 81

xiv
Figura 15 - P&ID da planta piloto da TUDelft adaptado de SIEDLECKI e JONG,
2011. ............................................................................................................................... 82
Figura 16 - Linha de amostragem do gás produzido adaptado de JONG, 2011. ... 84
Figura 17 – Sistema de amostragem de gases. ........................................................... 85
Figura 18 - Distribuição granulométrica do leito de magnesita. .............................. 88
Figura 19 - Difratograma de uma amostra virgem de magnesita M85. .................. 90
Figura 20 - Espectroscopia Raman de amostra de magnesita M85. ........................ 91
Figura 21 - Esquema do processo de análise de dados utilizado na TUDelft. ......... 99
Figura 22 – Concentração de H2 no gás produzido em base seca, livre de nitrogênio
em função de λ............................................................................................................. 106
Figura 23 - Concentração de H2 no gás produzido em base seca, livre de nitrogênio
em função da razão vapor / biomassa. ...................................................................... 106
Figura 24 - Perfis de vazão de oxigênio, vapor d’água e biomassa durante o Teste
1. ................................................................................................................................... 108
Figura 25 - Perfis de concentração de hidrogênio, monóxido de carbono e dióxido
de carbono durante o Teste 1. ................................................................................... 109
Figura 26 - Esquema que mostra a obtenção de um único valor de estado
estacionário para cada uma das combinações (esquerda) e para o ponto central
(direita). ....................................................................................................................... 110
Figura 27 - Representação dos valores finais para os fatores e os respectivos
valores planejados. ..................................................................................................... 112
Figura 28 - Gráficos de Pareto para os efeitos normalizados (no sentido horário:
hidrogênio, monóxido de carbono, metano, alcatrão, razão H2/CO e dióxido de
carbono). ...................................................................................................................... 116

xv
Figura 29 - Gráficos com os resultados obtidos nas condições não centrais (no
sentido horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão H2/CO
e dióxido de carbono). ................................................................................................ 117
Figura 30 - Valores experimentais versus valores obtidos pelos modelos (no sentido
horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão H2/CO e
dióxido de carbono). ................................................................................................... 121
Figura 31 - Gráficos de Pareto para os diferentes componentes do alcatrão,
conversão de carbono e rendimento a frio. .............................................................. 128
Figura 32 – Correlação entre os valores experimentais e os preditos pelos modelos
para os diferentes componentes do alcatrão, conversão de carbono e rendimento a
frio. ............................................................................................................................... 130
Figura 33 - Superfície de resposta para a função desirability. ................................ 133
Figura 34 - Metodologia de determinação do ponto ótimo do planejamento através
de interpolação por spline. ......................................................................................... 134
Figura 35 - Perda de carga e perfil de temperatura durante o Teste 3. ................ 139
Figura 36 - Perda de carga e perfil de temperatura durante o Teste 4. ................ 139
Figura 37 - Perda de carga e perfil de temperatura durante o Teste 6. ................ 140
Figura 38 - Perda de carga e perfil de temperatura durante o Teste 12. .............. 140
Figura 39 - Perda de carga e perfil de temperatura durante o Teste 16. .............. 141
Figura 40 - Perda de carga e perfil de temperatura durante o Teste 17 (velas
catalíticas). ................................................................................................................... 141
Figura 41 – Sistema de amostragem de partículas. ................................................. 144
Figura 42 - Placas do impactador após um experimento. ....................................... 145
Figura 43 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,25 e S/B=0,50. ................................................................................ 147

xvi
Figura 44 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,25 e S/B=1,00. ................................................................................ 147
Figura 45 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,325 e S/B=0,75. .............................................................................. 148
Figura 46 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,40 e S/B=0,50. ................................................................................ 148
Figura 47 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,40 e S/B=1,00. ................................................................................ 149
Figura 48 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,325 e S/B=0,75, com a utilização das velas catalíticas. .............. 149
Figura 49 – Distribuição granulométrica a montante e a jusante do filtro durante
testes com diferentes pontos de operação. ................................................................ 150
Figura 50 - Concentração de alcatrão antes e depois do filtro PALL para pontos de
operação selecionados. ............................................................................................... 153
Figura 51 - Imagem SEM do teste 17 (4 de julho), com particulado coletado em
diferentes estágios. ...................................................................................................... 154
Figura 52 - Análise SEM-EDS de amostra a montante do filtro com λ=0,25 e S/B=1
com diâmetro aerodinâmico de corte de 5,7 µm. Composição em base mássica. . 154
Figura 53 - Imagem SEM de particulados coletados em diferentes estágios a
jusante do filtro, no Teste 12. .................................................................................... 155
Figura 54 - Análise SEM-EDS de amostragem a jusante do filtro, com λ=0,25 e
S/B=1, em estágio com diâmetro aerodinâmico de corte de 1 mm. Composição em
base mássica. ............................................................................................................... 156
Figura 55 – Planta piloto GABI-1. ............................................................................ 161
Figura 56 - Esquema simplificado do gaseificador da planta piloto GABI-1. ...... 162

xvii
Figura 57 - Geometria do gaseificador em 3D. ....................................................... 164
Figura 58 – Modelo físico a frio de leito fluidizado circulante. .............................. 165
Figura 59 - Simulação da alimentação do leito no gaseificador. ............................ 166
Figura 60 - Velocidades no interior do riser em experimento. ............................... 167
Figura 61 - Simulação da operação normal em leito fluidizado circulante. .......... 168
Figura 62 - Simulação do funcionamento do ciclone em operação normal. .......... 169
Figura 63 - Perfil de pressão simulado do gaseificador durante a operação normal.
...................................................................................................................................... 170
Figura 64 - Medição de pressão na base do riser durante experimento. ............... 170
Figura 65 - Perfil de temperatura dos gases simulado. ........................................... 171
Figura 66 - Perfil de temperatura simulado dos sólidos. ........................................ 172
Figura 67 - Temperatura média experimental no interior do riser. ...................... 173
Figura 68 - Velocidade simulada dos gases no gaseificador. .................................. 173
Figura 69 - Velocidade simulada dos sólidos no gaseificador. ................................ 174
Figura 70 - Velocidades experimentais no interior do riser. ................................... 175
Figura 71 - Curto circuito simulado na operação do gaseificador. ........................ 176
Figura 72 - Falha simulada no selo no fundo do downcomer. ................................. 177
Figura 73 - Perfil de pressão experimental e altura do selo de sólidos. ................. 177

xviii
Lista de Tabelas
Tabela 1 - Constantes das taxas cinéticas das reações de devolatilização e
craqueamento. ................................................................................................................. 29
Tabela 2 - Reações químicas, fatores pré-exponenciais e energia de ativação. ............. 42
Tabela 3 - Reações químicas e taxas cinéticas do processo de gaseificação. ................. 45
Tabela 4 - Matriz experimental inicial. .......................................................................... 73
Tabela 5 - Matriz experimental proposta. ....................................................................... 75
Tabela 6 - Planejamento experimental executado. ......................................................... 76
Tabela 7 - Resumo dos métodos analíticos e componentes medidos ............................. 86
Tabela 8 - Composição do leito de magnesita. ............................................................... 87
Tabela 9 - Distribuição granulométrica do leito de magnesita. ...................................... 88
Tabela 10 - Resultados da análise elementar, em base seca, do bagaço de cana. .......... 92
Tabela 11 - Resultados da análise imediata, em base seca, do bagaço de cana. ............ 92
Tabela 12 - Comparação entre análise imediata e análise elementar de diversas
biomassas. ....................................................................................................................... 94
Tabela 13 - Etapas de cálculo para determinação da razão oxigênio-biomassa
estequiométrica. .............................................................................................................. 95
Tabela 14 - Coeficientes obtidos a partir do balanço dos elementos. ............................. 96
Tabela 15 - Visão geral dos experimentos realizados na TUDelft. ................................ 97
Tabela 16 - Resultados principais (continua nas próximas duas páginas). .................. 102
Tabela 17 - Média dos pontos obtidos em cada set-point. ........................................... 112
Tabela 18 - Fatores e respostas para os testes realizados. ............................................ 114
Tabela 19 - Estimativa dos efeitos e dos coeficientes para os modelos, com as variáveis
significativas. ................................................................................................................ 118
Tabela 20 - Resultados da análise de variância (ANOVA). ......................................... 123

xix
Tabela 21 - Coeficiente de determinação e teste de significância da regressão. .......... 124
Tabela 22 - Teores de alcatrão, alcatrão sem BTX, poliaromáticos, monoaromáticos e
fenólicos determinados através de amostragem SPA. .................................................. 126
Tabela 23 - Tabela de efeitos para as diferentes formas de avaliar o teor de alcatrão. 127
Tabela 24 - Média dos resultados de análise das cinzas do bagaço de cana utilizado. 136
Tabela 25 - Propriedades físicas do material das velas. ............................................... 137
Tabela 26 - Testes e pontos escolhidos para amostragem de particulado na campanha
experimental. ................................................................................................................ 146
Tabela 27 – Eficiência da filtragem das velas DSN 10-20 ........................................... 151
Tabela 28 – Composição do gás antes e depois do filtro PALL para dois tipos de velas e
diferentes pontos de operação....................................................................................... 152
Tabela 29 - Análise XRF de amostras de cinzas coletadas durante os testes 9, 10 e 14,
composição em base mássica. ...................................................................................... 157
Tabela 30 - Análise imediata de pellets de bagaço de cana.......................................... 179
Tabela 31 - Análise elementar de pellets de bagaço de cana........................................ 179
Tabela 32 - Composição da pseudo-espécie alcatrão. .................................................. 180
Tabela 33 - Modelo de escoamento reativo para a simulação CFD. ............................ 181
Tabela 34 – Resultados das simulações no CSFMB de 16 testes na TUDelft. ............ 184
Tabela 35 – Comparação dos testes experimentais com as simulações e cálculo dos
desvios (continua nas próximas três páginas)............................................................... 185
Tabela 36 – Comparação das correlações empíricas com os testes experimentais e
cálculo dos desvios (continua na próxima página). ...................................................... 189
Tabela 37 - Médias e desvios padrões dos desvios das simulações e correlações em
relação aos testes experimentais. .................................................................................. 191
xx
Simbologia e Nomenclatura
Abreviações
BP – British Petroleum
CENPES – Centro de Pesquisas da Petrobras, localizado no Rio de Janeiro, Brasil
CG – Cromatógrafo a gás
CFD – Computational Fluid Dynamics (Fluidodinâmica computacional)
CONAB – Companhia Nacional de Abastecimento
CSFMB – Comprehensive Simulator for Fluidized and Moving Beds
DNS – Direct Numerical Simulation (Simulação Numérica Direta)
DDPM – Dense Discrete Phase Model (Modelo Discreto de Fase Densa)
EPE – Empresa de Pesquisa Energética
FTIR – Fourier Transform Infrared Spectroscopy (Espectroscopia Infravermelha por
Transformada de Fourier)
GABI-1 – Planta piloto de gaseificação de biomassa da Petrobras
NDIR – Non Dispersive Infrared Spectroscopy (Espectroscopia Infravermelha não
dispersiva)
P&D – Pesquisa e Desenvolvimento
PSD – Particle Size Distribution (Distribuição granulométrica de partículas)
SEM-EDS – Scanning Electron Microscope – Energy Dispersive Spectography
(Microscópio Eletrônico de Varredura – Detetor de Espectografia Dispersiva de Raios –
X)
SPA – Solid Phase Adsorption (Adsorção em fase sólida)
TUDelft – Universidade Técnica de Delft, localizada em Delft, Holanda

xxi
UNICAMP – Universidade Estadual de Campinas
UNIFEI – Universidade Federal de Itajubá
Símbolos Latinos
CC – conversão de carbono [%]
CGE – rendimento a frio do gás [%]
Cd – coeficiente de arrasto
Cm – velocidade do som [m/s]
dp – diâmetro médio da partícula [m]
D – diâmetro do riser [m]
qF ,empuxo – força de empuxo [N]
qF – somatório das forças externas [N]
vmF – forças de massa virtual [N]
g – aceleração da gravidade [m/s2]
g – vetor aceleração da gravidade [m/s2]
Gs – vazão mássica de sólidos [kg/m2s]
hp – entalpia específica da fase q [J/kg]
I – tensor unitário
iqJ – taxa de difusão da espécie i na fase q, que ocorre devido a gradientes de
concentração
L – altura do riser [m]
Kpq – coeficiente de transferência de momento entre as fases p e q [kg/s]
biomassam& - vazão mássica de biomassa [kg/h]
sicbiomassam ,& - vazão mássica de biomassa seca, isenta de cinzas [kg/h]

xxii
gascarbonom ,& - massa de carbono no gás produzido (CO, CO2, CH4) em base seca
por massa de gás produzido em base seca [kg/kg]
biomassacarbonom ,& - massa de carbono na biomassa em base seca [kg/kg]
2Om& - vazão mássica de oxigênio fornecido [kg/h]
esteqOm2
& - vazão mássica estequiométrica de oxigênio [kg/h]
pqm& − transferência de massa da fase p para a fase q [kg/s]
qpm& − transferência de massa da fase q para a fase p [kg/s]
vaporm& - vazão mássica de vapor fornecido [kg/h]
p − pressão [Pa]
PCI – poder calorífico inferior [ ]
qq – vetor fluxo de calor [W/m2]
Qpq – troca de calor entre as fases p e q [W]
Rpq – vetor força de interação entre as fases [N]
iqR – taxa líquida de produção da espécie homogênea i pela reação química na
fase q
iR – taxa de reação heterogênea
SB – razão vapor / biomassa [kg/kg]
qS − termo fonte de massa ou de entalpia para a fase q
tep – tonelada equivalente de petróleo
u0 – velocidade superficial do gás [m/s]
umf – velocidade de mínima fluidização [m/s]
qu − vetor velocidade da fase q [m/s]
ut – velocidade de transporte pneumático [m/s]

xxiii
qV − volume de uma fase q [m3]
iqY – fração mássica da espécie i na fase q
Símbolos Gregos
qα − fração de volumétrica de uma fase q
β − coeficiente de arraste
ε − − − − fração de vazios do leito
φ −−−− fator de forma ou esfericidade da partícula
ϕ −−−− variável de campo qualquer
ϕ −−−− média temporal de uma variável de campo
ϕ ′ −−−− flutuação na faixa onde foi tomada a média temporal da variável de campo
λ − razão estequiométrica de oxigênio
qλ − viscosidade cinemática da fase q [m2/s]
µ − viscosidade do gás [Pa s]
µg − viscosidade do gás [Pa s]
µq − viscosidade da fase q [Pa s]
ρp – massa específica da partícula [kg/m3]
ρg – massa específica do gás [kg/m3]
qρ − massa específica de uma fase q [kg/m3]
uρ − vetor quantidade de movimento linear específico [kg/m2s]
qτ − tensor tensão da fase q

xxiv
Números Adimensionais
Ar –2
3)(
µρρρ gdPgpg −
- número de Arquimedes, representando a razão entre a
força da gravidade e as forças viscosas atuando na partícula
Fr – gL
u 20 - número de Froude baseado na altura do reator de subida,
representando a razão entre as forças de inércia e a força gravitacional
G* − 0u
G
pρ - fluxo de sólidos adimensional, representando a razão entre a taxa
de recirculação de sólidos e a vazão volumétrica do gás
M – mC
u0 - número de Mach, representando a razão entre a velocidade do gás e
a velocidade do som no meio
Rep – g
pg du
µρ 0 - número de Reynolds baseado no diâmetro da partícula,
representando a razão entre a inércia da partícula e a força viscosa do gás
Reg – g
g Lu
µρ 0 - número de Reynolds baseado no gás, representando a razão
entre a inércia e a força viscosa do gás
ρ∗ – g
p
ρρ
- razão de massas específicas, representando a razão entre a inércia
do sólido e a inércia do gás

1
1 Introdução
1.1 Contexto atual
A utilização eficiente da energia é de fundamental importância para a vida
moderna, podendo ser considerada um insumo essencial à realização de praticamente
todas as atividades humanas e ao desenvolvimento econômico (LORA e
NASCIMENTO, 2004).
Um dos maiores desafios atuais da indústria de energia é atender às necessidades
energéticas de uma população crescente, sobretudo nos países de industrialização
recente como o Brasil, e ao mesmo tempo preservar o meio ambiente.
De acordo com levantamentos referentes ao ano base de 2013 do Balanço
Energético Nacional (EPE, 2014b), a Oferta Interna de Energia no Brasil atingiu 296,2
milhões de toneladas equivalentes de petróleo (tep), valor 4,5% superior ao verificado
em 2012 e equivalente a cerca de 2,2% da oferta de energia mundial (BP, 2014), o que
mostra uma necessidade de aumento significativa.
Já a Oferta Interna de Energia per capita alcançou em 2013 o valor de 1,467
tep/habitante, crescendo 3,6% em relação a 2012 para um aumento do PIB per capita de
1,4% (EPE, 2014b), mas ainda inferior à média mundial de 1,9 tep/habitante, e muito
inferior à média de 4,9 tep/habitante dos países desenvolvidos. Pode-se concluir que, à
medida que a economia for se desenvolvendo, a tendência é de se aproximar
primeiramente da média mundial e em seguida dos países desenvolvidos.
A energia proveniente de fontes renováveis apresentou uma pequena redução de
42,3% para 41% no ano de 2013, devido à redução da oferta interna de hidroeletricidade
por condições hidrológicas desfavoráveis e consequente aumento da geração térmica,
principalmente utilizando gás natural. Essa proporção ainda é das mais altas do mundo,

2
contrastando com a média mundial de 13%, e com a média dos países desenvolvidos, de
apenas 8,1% (EPE, 2014b). Se considerarmos apenas a geração da energia elétrica, as
fontes renováveis responderam por 79,3% do total em 2013. Só a hidroeletricidade
respondeu por 70,6% do total, apesar de ter caído 5,9% em relação a 2013. A menor
geração hidroelétrica foi compensada por um aumento de 47,6% na geração a gás
natural, de 36,2% na geração a diesel e a óleo combustível, de 75,7% na geração a
carvão, de 30,3% na geração eólica e de 14,5% na geração a biomassa, que inclui
bagaço de cana de açúcar, lenha e lixívia. A participação da biomassa no total de
produção de energia elétrica em 2013 foi de 7,6%, contra 11,3% do gás natural, sendo a
terceira maior participação. A biomassa possui a vantagem de ser um recurso renovável,
proveniente de vegetais que absorvem durante o seu crescimento gás carbônico (CO2)
da atmosfera. Sua combustão, ao devolver este gás à atmosfera resulta num balanço de
carbono muito mais benigno do que os combustíveis fósseis. Além disso, a temperatura
menor em que ocorre a combustão da biomassa implica em menores emissões de óxidos
de nitrogênio (NOx). Seu baixo teor de enxofre também resulta em menores emissões de
óxidos de enxofre (SOx) (QUAAK et al., 1999).
No total da matriz energética, a biomassa de cana responde por 16,1% (EPE,
2014b). Com relação aos biocombustíveis, o Brasil responde por 24% da produção
mundial, sendo o segundo maior produtor (BP, 2014). A quantidade de cana moída em
2013 atingiu 649,3 milhões de toneladas, com um aumento de 9,3% em relação a 2012.
A estimativa da CONAB para o ano de 2014 é da ordem de 670 milhões de toneladas,
embora haja também estimativas de 650 milhões de toneladas por conta de problemas
climáticos. Durante o ano de 2013 foram produzidos 27,7 bilhões de litros de etanol,
sendo 11,7 bilhões de anidro e 15,9 bilhões de hidratado, um aumento de volume
produzido de 18%. Este volume permitiu o aumento do percentual de etanol anidro na

3
gasolina de 20 para 25%, estando em estudo o aumento para 27,5%. Estimativas da
produção de etanol na safra 2014/2015 indicam uma tendência de estabilidade ou
pequena redução por conta do menor teor de sacarose na cana por problemas
agronômicos e pelo excedente mundial de açúcar já há três anos (EPE, 2014a).
Cerca de 231 kg de bagaço com uma umidade de 48,67% são resíduos do
processamento de cada tonelada de cana-de-açúcar nas usinas de açúcar e etanol
(HASSUANI et al., 2005). Para a quantidade de cana moída em 2013, serão produzidas
73 milhões de toneladas de bagaço em base seca. A maior parte deste bagaço é
queimado em caldeiras de grelhas com pressões de vapor de 21 bar ou inferiores. Esta
pressão leva a rendimentos muito baixos para geração de energia elétrica através do
ciclo de Rankine. A energia elétrica gerada nas usinas era de difícil comercialização,
então o baixo rendimento era uma maneira de dar destinação aos resíduos, gerando o
vapor e a energia elétrica necessários para o consumo próprio da usina. A partir da
possibilidade da venda de energia para as concessionárias ou para o Sistema Integrado
Nacional, novos projetos com pressões de vapor de 65 bar e chegando até na vizinhança
de 100 bar, além da evolução natural da tecnologia, com menor necessidade de vapor
para produzir etanol ou açúcar levaram a uma maior disponibilidade do bagaço. A
quantidade de bagaço devida a estas melhorias do processo está projetada para aumentar
de 4,1 milhões de toneladas adicionais de bagaço em 2015 para 15,03 milhões de
toneladas em 2022 (HENRIQUES et al., 2014). Esta grande quantidade de biomassa
pode ser utilizada competitivamente para geração de energia através do ciclo vapor,
para produção de etanol de segunda geração pela rota bioquímica ou para geração de
bioprodutos pela rota termoquímica.
A rota termoquímica, como a gaseificação para a produção de gás de síntese
permite a produção de biocombustíveis ou bioprodutos e também vapor e energia

4
elétrica como subprodutos, com maiores rendimentos e eficiência. É uma rota flexível
tanto do ponto de vista da matéria-prima quanto do produto final e constitui o objeto
deste trabalho.
1.2 Motivação
Os sistemas de gaseificação, produzindo monóxido de carbono e hidrogênio, a
partir de uma grande variedade de matérias primas, incluindo resíduos agroindustriais,
apresentam uma fonte potencialmente crescente de combustíveis limpos, além de
produtos químicos de alta pureza, sendo também uma opção para geração de energia
elétrica com baixos níveis de emissão de poluentes atmosféricos (LORA e
VENTURINI, 2012).
No projeto de concepção de empreendimentos industriais, é sempre necessária a
execução de um estudo de viabilidade técnico-econômica. Os projetistas da instalação
ou os detentores da tecnologia utilizam índices técnicos para previsão da quantidade e
qualidade do produto a partir da matéria-prima. Esses índices são determinados a partir
de estudos experimentais utilizando plantas piloto ou simulações validadas
experimentalmente. A partir da experiência com a construção das unidades de
demonstração ou industriais, há um refinamento desses indicadores.
Para uma tecnologia ainda em desenvolvimento, como é o caso da gaseificação de
bagaço de cana-de-açúcar, estes índices técnicos ainda não estão disponíveis.
Surge então a motivação deste trabalho de, a partir de experimentos em escala
piloto, desenvolver correlações empíricas e simulações validadas experimentalmente
para prever a quantidade e sobretudo a qualidade do gás de síntese produzido através da
tecnologia de gaseificação de bagaço de cana-de-açúcar.

5
1.3 Objetivos e contribuições deste trabalho
A literatura científica apresenta poucos trabalhos experimentais abordando o
principal resíduo agroindustrial brasileiro, o bagaço de cana (HASSUANI et al., 2005).
Não foram localizados trabalhos envolvendo a gaseificação em leito fluidizado
circulante, uma das tecnologias de gaseificação mais adequadas para utilização de
biomassa em grande escala, com bagaço de cana como matéria prima e utilização de
vapor e oxigênio como agentes gaseificantes (GÓMEZ-BAREA e LECKNER, 2010).
Da mesma forma, a simulação em CFD deste tipo de gaseificador possui apenas
alguns exemplos para carvão (GÓMEZ-BAREA e LECKNER, 2010; SHI et al., 2007).
A interação entre a fluidodinâmica dos reatores de leito fluidizado circulante e as
reações de gaseificação é muito complexa e pouco conhecida, fazendo com que o
projeto dos gaseificadores seja puramente baseado em correlações experimentais
(GERBER et al., 2010). Estas correlações não foram localizadas para a gaseificação de
bagaço de cana-de açúcar. Este trabalho vem contribuir para o preenchimento desta
lacuna na literatura, com respaldo em dados experimentais.
Especificamente, podemos explicitar as principais contribuições deste trabalho:
• a partir da realização de experimentos inéditos de alta complexidade,
combinando a gaseificação de bagaço de cana-de-açúcar em leito circulante
em planta piloto, caracterização da composição do gás produzido, análises
do teor de alcatrão, particulados, perfis de temperatura e pressão ao longo
do gaseificador, o desenvolvimento de correlações empíricas
estatisticamente significativas para a previsão da composição do gás de
síntese produzido a partir da gaseificação de bagaço de cana-de-açúcar e a
determinação de uma janela ótima de operação para maximizar a produção

6
de hidrogênio e de monóxido de carbono e minimizar a produção de gás
carbônico, metano e de alcatrão;
• realização de simulações inéditas e com custo computacional elevado,
combinando fluidodinâmica, transferência de calor e reações químicas, para
previsão do comportamento do gaseificador;
1.4 Delineamento do Trabalho
Este trabalho é constituído de três partes principais. Na primeira parte, que se
constitui basicamente do capítulo 2, é apresentada uma revisão bibliográfica sobre
biomassa, sua disponibilidade no país, tipos e propriedades, as rotas tecnológicas para a
conversão de biomassa, a conversão termoquímica, uma visão dos processos de
gaseificação e resultados experimentais anteriores e a modelagem de gaseificadores de
biomassa. Na segunda parte, que engloba os capítulos 3, 4 e 5, são apresentados a planta
piloto da TUDelft, o planejamento experimental proposto, a realização das corridas,
seus resultados e a análise dos dados. No capítulo 6 são apresentados resultados de
modelagem do gaseificador da planta piloto da PETROBRAS GABI-1, utilizando-se
uma simulação em fluidodinâmica computacional através do programa FLUENT, e sua
validação experimental, além de simulações do gaseificador da TUDelft utilizando as
correlações empíricas obtidas a partir dos experimentos, e utilizando-se o programa
comercial CSFMB. Estas duas últimas simulações são então comparadas com os
resultados experimentais.

7
2 Revisão Bibliográfica
2.1 Fundamentação
2.1.1 Biomassa
É uma denominação para material orgânico com origem vegetal, como algas,
árvores e plantas. É produzida pelas plantas verdes através da fotossíntese e inclui toda
a vegetação terrestre e aquática, bem como resíduos orgânicos (MCKENDRY, 2002a).
Sua composição compreende uma mistura complexa de polímeros naturais de
carboidratos com organização celular bastante regular como celulose, hemicelulose,
lignina, extrativos e minerais e se origina de reações entre gás carbônico do ar, água e a
luz solar através da fotossíntese (LORA e VENTURINI, 2012).
A fotossíntese converte menos de 1% da energia disponibilizada pelo sol em
ligações químicas entre as moléculas de carbono, hidrogênio e oxigênio. A quebra
dessas ligações, através de digestão, combustão ou decomposição resulta na liberação
desta energia armazenada. Se o processamento da biomassa é eficiente, química ou
biologicamente e combinado com oxigênio, o carbono é oxidado a dióxido de carbono e
o hidrogênio a água. Estes ficam então disponíveis para a formação de novas plantas, de
forma cíclica e renovável (MCKENDRY, 2002a).
A celulose é um polímero de glicose, de cadeia longa de peso molecular variável,
com fórmula empírica (C6H10O5)n, com um valor mínimo de n=200 (tipicamente 300 a
700, podendo passar de 7000). Suas fibras resistentes constituem a parede celular das
plantas, como forma de proteger os açúcares contidos no interior da planta do ataque de
insetos e fungos. Constitui cerca de 40 a 60% da biomassa em base mássica.
A hemicelulose compõe entre 15 e 50% da biomassa em base mássica. É uma
mistura de polissacarídeos, composta de glicose, manose, xilose e arabinose, além dos

8
ácidos galaturônico e metilglicurônico. Difere da celulose por consistir basicamente de
monossacarídeos de C5 (MCKENDRY, 2002a).
Já a lignina, compondo de 10 a 30% da biomassa, é um grupo de compostos
amorfos e de alto peso molecular. São compostos de fenil-propanos, com um, dois ou
três grupos de metóxidos nos anéis benzênicos. Nas madeiras macias, a lignina é
composta basicamente de guaianol, que apresenta apenas um grupo de metóxido no anel
benzênico. Nas madeiras duras, o siringil apresenta dois grupos metóxidos. Este fato
pode explicar os maiores rendimentos de metanol e de ácido acético obtidos na pirólise
de madeiras duras (LORA e VENTURINI, 2012).
As cinzas correspondem a óxidos de cálcio, potássio, sódio, magnésio, silício, ferro
e fósforo, com conteúdo inferior a 1% em massa. Já os extrativos, compostos de resinas,
terpenos, ácidos graxos, pigmentos taninos e carboidratos correspondem a 2 a 5% em
base mássica.
Na rota bioquímica, algumas tecnologias de segunda geração aproveitam apenas a
celulose (C6), enquanto outras também aproveitam o C5 da hemicelulose, mas nenhuma
aproveita a lignina. Já as rotas termoquímicas aproveitam a biomassa integralmente,
com exceção das cinzas.
2.1.1.1 Definições e disponibilidade de biomassa no Brasil
A biomassa é definida como “qualquer matéria de origem vegetal usada como fonte
de energia” (AURÉLIO, 2012). Responde por aproximadamente 10% da oferta de
energia do mundo, sendo 66% de seu total usada em países do terceiro mundo para
cocção e calefação. Excluindo o consumo residencial, os maiores consumidores para
fins energéticos são o Brasil, os Estados Unidos e a Índia (VAKKILAINEN et al.,
2013). Na matriz energética brasileira, de acordo com dados de 2013 (EPE, 2014b) os
produtos da cana respondem por 16,1%, enquanto a lenha e o carvão vegetal respondem

9
por 8,3% e a lixívia ou licor negro, produto do processamento da indústria do papel e
celulose responde por 1,9%.
No setor energético foram consumidas aproximadamente 57,5 milhões de toneladas
de bagaço de cana-de-açúcar para uma produção de 12,25 milhões de tep.
Já o setor industrial utilizou 81 milhões de toneladas de bagaço, praticamente tudo
no setor de alimentos e bebidas, correspondendo a 19,5% do consumo industrial, com a
lenha respondendo por 8,7%, a lixívia por 5,6% e o carvão vegetal por 4,1%. Nos
Estados Unidos, a maior parte da biomassa é de origem florestal, sendo mais da metade
licor negro.
2.1.1.2 Rotas tecnológicas de conversão de biomassa
A biomassa pode ser convertida em diversos produtos: calor, potência,
combustíveis ou produtos químicos. A escolha do produto final depende de diversos
fatores, como o tipo, a quantidade da biomassa, considerações econômicas, critérios
ambientais, a composição da biomassa e requisitos do produto final (MCKENDRY,
2002b).
A conversão da biomassa pode ser realizada através de duas rotas tecnológicas
principais: a rota bioquímica e a rota termoquímica. A extração mecânica de óleo com a
posterior esterificação também pode ser considerada uma rota tecnológica, utilizada
particularmente para a produção de biodiesel
A rota bioquímica compreende a fermentação e a digestão. Estas tecnologias são
especialmente convenientes para biomassas com alto teor de umidade. A fermentação
utiliza biomassas com grande quantidade de açúcares como a cana-de-açúcar, a
beterraba e o sorgo sacarino ou cereais com grande teor de amido como o milho e o
trigo. A biomassa é cominuída e no caso dos cereais, o amido é primeiramente
transformado em açúcares através de enzimas. Os açúcares são então convertidos em

10
etanol pelo uso de leveduras. O processo final é a destilação, que é um processo
energeticamente intensivo.
O resíduo sólido da fermentação pode servir para queima em caldeiras de grelhas
como no caso do bagaço ou servir de ração animal como no caso do milho. Biomassas
lignocelulósicas como o bagaço ou a palha da cana, madeira e culturas energéticas como
a cana energia e o capim elefante podem ser também utilizadas para a produção de
etanol. A celulose e a hemicelulose podem ter seus açúcares utilizados, num processo
mais complexo que necessita uma hidrólise ácida ou enzimática para permitir a
fermentação dos açúcares C5 e C6. Este processo não permite a utilização da lignina.
A digestão é um processo em que material orgânico é convertido em biogás por
bactérias anaeróbicas. O gás resultante é uma mistura de metano, gás carbônico e H2S e
possui um poder calorífico inferior (PCI) 20 a 40% menor que o da matéria-prima. Este
gás pode ser utilizado diretamente em motores ou purificado para retirada do CO2 e do
gás sulfídrico para atingir PCI comparável ao do gás natural. É um processo utilizado
para biomassas com alto teor de umidade, como dejetos animais (MCKENDRY,
2002b).
2.1.2 Conversão termoquímica de biomassa
A conversão termoquímica da biomassa pode ser feita pelos processos de
combustão, pirólise, liquefação e gaseificação.
A combustão da biomassa é a oxidação total da biomassa e é largamente utilizada
no país para geração de vapor e de energia elétrica nas usinas de açúcar e de álcool e na
indústria de papel e de celulose. Os gases nas caldeiras de grelhas atingem temperaturas
da ordem de 800 a 1000 °C, permitindo a queima de biomassas com umidade de até
50%, como é o caso do bagaço, após o processo de extração do caldo. Os rendimentos

11
atingidos nos ciclos de Rankine de baixa pressão, com 21 bar ou inferiores, são baixos,
em torno de 20%.
A pirólise é um processo em que a biomassa é submetida a temperaturas próximas a
500 °C na ausência de oxigênio. Os produtos podem ser líquidos como o bio-óleo, que
é obtido na chamada pirólise rápida, sólidos como carvão vegetal na carbonização ou
pirólise lenta e gases, ou a sua combinação. Um fator determinante para a composição
final dos produtos é o tempo de residência.
O bio-óleo é corrosivo pelo alto teor de ácidos, pode possuir na sua composição
metais alcalinos e possui alto teor de oxigenados, o que limita a sua utilização sem
tratamento para aplicações mais exigentes, como o uso em motores e turbinas.
A liquefação é um tipo de hidrogenação que utiliza uma atmosfera redutora,
pressões elevadas entre 50 e 200 bar e atinge temperaturas da ordem de 450 °C. A
biomassa é moída e misturada com um solvente orgânico ou água, podendo usar um
catalisador. O líquido obtido tem menor teor de oxigenados que o bio-óleo, porém com
maior viscosidade.
Já na gaseificação, a biomassa é submetida a temperaturas elevadas, da ordem de
850 °C nos gaseificadores de leito fluidizado circulante e de 1300 °C nos gaseificadores
de escoamento por arraste ou “fluxo de arraste”, em condições sub-estequiométricas e
com baixo tempo de residência, sendo um processo de oxidação parcial. A gaseificação
é um processo que remonta ao século 19. Seu sucesso se deve não apenas à mais fácil
utilização dos gases do que dos sólidos, mas há também um argumento químico mais
fundamental. Se examinarmos as reações

12
C + O2=CO2 -394 MJ/kmol (1)
C + �� O2=CO -111 MJ/kmol (2)
CO +�� O2=CO2 -283 MJ/kmol (3)
Podemos concluir que fazendo-se um investimento de -111 MJ/kmol ou cerca de
28% do poder calorífico contido na biomassa para a oxidação parcial do carbono, o gás
resultante ainda contém cerca de 72% do total inicial da energia química da biomassa.
Nos processos reais, além do carbono há também hidrogênio, o que aumenta a energia
química do gás produzido para 75 a 88% da energia original. A partir do século 20, a
reação endotérmica de reforma a vapor
C + H2O = CO + H2 +131 MJ/kmol (4)
e a reação de deslocamento ou de shift
CO + H2O = H2 + CO2 -41 MJ/kmol (5)
tornaram possível a produção de hidrogênio puro ou do gás de síntese, que é uma
mistura de monóxido de carbono e hidrogênio, como matérias primas para a produção
de amônia ou de metanol (HIGMAN e BURGT, 2008).
2.1.2.1 Visão dos processos de gaseificação
A biomassa sofre uma série de processos de conversão ao ser introduzida num
reator de leito fluidizado circulante. A biomassa alimentada, ao ser aquecida sofre
inicialmente um processo de secagem e devolatilização, com a saída de hidrogênio,
vapor d’água, CO, e hidrocarbonetos, como mostrado na Figura 1.

13
Biomassa
Carvão
Voláteis(H2,H2O, CO,CxHy)
Processos de Secagem e Devolatização Biomassa
OxigênioVapor
Retorno doCarbono nãoConvertido
Combustão doCarbono nãoConvertido
Figura 1 - Processos de secagem e devolatilização da biomassa num
gaseificador de leito fluidizado circulante adaptado de GÓMEZ-BAREA e
LECKNER, 2010.
A secagem é o primeiro processo a ocorrer a partir do aquecimento das partículas
de biomassa. À pressão atmosférica, este processo acontece até uma temperatura de
cerca de 380 K (SOUZA-SANTOS, 2010). A secagem é uma sequência de etapas
envolvendo as fases sólido poroso, vapor, e água líquida. Durante o processo de
migração através do sólido poroso, pode haver dissolução na água de íons de sódio e
potássio no interior dos poros, o que resulta em fenômenos complexos de tensão
superficial (SOUZA-SANTOS, 2010).
A Figura 2 mostra o comportamento típico da concentração de umidade de uma
partícula porosa. A região de A para B representa o aquecimento da partícula. A região
de B para C mostra a secagem a taxa temporal constante, ou a primeira fase de secagem,
em que a água migra dos poros internos para a superfície da partícula, onde evapora

14
para o gás circundante. A região de C para D representa a fase de taxa de secagem
declinante. A água líquida não está mais disponível na superfície e precisa mudar de
fase para gás no interior da partícula. O vapor tem então de percorrer a camada de
material seco circundante ao núcleo úmido. Esta camada aumenta, à medida que a
umidade diminui, logo a resistência para os processos de transferência de calor e massa
entre a interface úmida e a superfície da partícula aumentam.
A
B
C
D
t
Concentraçãode umidade
Figura 2 - Gráfico típico de concentração de umidade durante a secagem de
partícula porosa adaptado de SOUZA-SANTOS, 2010.
Como no caso de um gaseificador de leito fluidizado circulante a temperatura é
bastante alta, da ordem de 850 oC, o aquecimento da partícula é muito rápido, com a
região de A para B da Figura 2 ocorrendo em um intervalo de tempo pequeno,
considerado desprezível para a maioria dos modelos. A secagem a taxa constante
também é muito rápida, devido à grande diferença de temperatura e concentração de

15
umidade entre a interface da partícula e o gás. Quanto à secagem à taxa decrescente, o
tempo do processo também diminui com o aumento da temperatura (SOUZA-SANTOS,
2010).
O processo de devolatilização inclui a pirólise e diversas reações resultando em
liberação de gases voláteis como H2, CO, CO2, H2O e CH4 como mostrado na Figura 1,
além da formação de compostos pesados como alcatrão e carvão. As partículas de
biomassa sofrem fragmentação primária devido às tensões internas resultantes do
aquecimento, da liberação de vapor e voláteis, e da pirólise. A fragmentação secundária
ocorre pelo atrito e pela conversão das partículas de carvão, como mostrado na Figura
3, reduzindo seu tamanho e levando à formação de cinza pela oxidação e posteriores
reações de gaseificação, como mostrado na Figura 4 e na Figura 5.
partícula de biomassa
carvão grosseiro
Carvão fino
cinza de fundo e carvão não convertido
cinza circulante cinza volante e carvão não convertido
Figura 3 - Cominuição das partículas de biomassa em carvão e cinzas adaptado
de GÓMEZ-BAREA e LECKNER, 2010.

16
Carvão
Conversão do Carvão
Biomassa
OxigênioVapor
Retorno doCarbono nãoConvertido
Combustão doCarbono nãoConvertido
H2O + CO ↔ H2 + CO2
H2H2O
CO2CO
Cominuição do Carvão e da Biomassa
Figura 4 - Processos de conversão do carvão formado num gaseificador de leito
fluidizado circulante adaptado de GÓMEZ-BAREA e LECKNER, 2010.
Biomassa
OxigênioVapor
Retorno doCarbono nãoConvertido
Combustão doCarbono nãoConvertido
Carvões
Processos de Pirólisee Devolatilização
Processo de Gaseificação
Alcatrões
Gás ProduzidoCO, CO2, H2, CH4,
H2O, C2+, Alcatrões,Cinza Volante
Cinza de Fundo
Cinza Circulantee Carbono não
Convertido
Figura 5 - Processos de conversão num gaseificador de leito fluidizado
circulante adaptado de GÓMEZ-BAREA e LECKNER, 2010.

17
2.1.2.2 Reações no gaseificador
Na literatura clássica sobre reações químicas (FOGLER, 1999), a taxa de cinética
básica das reações químicas é estudada de forma a ser expressa através da Equação (6):
BAAA CCkr ⋅⋅=− (6)
onde rA é a taxa de reatividade da substância A, kA é a constante de cinética da
reatividade da substância A, CA é a concentração da substância A, e CB é a concentração
da substância B. Isso para uma dada reação química expressa pela Equação
Estequiométrica (7):
DCBA +→+ (7)
onde A e B são os reagentes, e C e D são os produtos.
A constante de cinética k é definida pela equação de Arrhenius expressa pela
Equação (8):
TR
E
eATk ⋅−
⋅=)( (8)
onde T é a temperatura da reação, A é o fator de frequência ou fator pré-exponencial, E
é a energia de ativação da reação e R é a constante universal dos gases.

18
2.1.2.3 Estudo numérico da gaseificação de carvão usando o modelo multifásico
em CFD Euleriano-Euleriano
Foram realizados estudos de gaseificação de carvão (SHI et al., 2007) através de
simulação em CFD utilizando a formulação multifásica Euleriana-Euleriana, que trata
as fases sólida e gasosa como contínuas e interpenetrantes. O modelo tratava a fase
gasosa como uma mistura de 11 espécies gasosas: O2, CO, CO2, CH4, H2, H2O, N2, H2S,
NH3, Cl2 e alcatrão e a fase sólida, o carvão, como uma mistura de 4 espécies: umidade,
voláteis, carbono sólido e cinzas. O modelo reativo proposto para as reações
homogêneas foi expresso pelas Equações de (9) a (12) a seguir.
A reação de oxidação do hidrogênio é expressa pela Equação (9),
OHOH 222 21 →⋅+
(9)
A reação de combustão do metano é expressa pela Equação (10),
OHCOOCH 224 223 ⋅+→⋅+
(10)
A reação de oxidação do monóxido de carbono é expressa pela Equação (11),
2221 COOCO →⋅+
(11)
A reação de combustão do alcatrão é expressa pela Equação (12),

19
OHfCOfOfAlcatrão 232221 ⋅+⋅→⋅+ (12)
onde f1, f2 e f3 são coeficientes estequiométricas baseada nas análises elementar e
imediata do carvão, combustível a ser gaseificado.
O modelo reativo proposto para as reações heterogêneas foi expresso pelas
Equações de (13) a (20):
A reação de combustão do carbono é expressa pela Equação (13),
COOC →+⋅ 22 (13)
O processo de secagem é expresso pela Equação (14),
vaporumidade→ (14)
O processo de devolatilização é expresso pela Equação (15),
...24 ++++→ HCHCOTarvoláteis (15)
O processo de craqueamento do alcatrão é expresso pela Equação (16),
...24 ++++→ HCHCOCAlcatrão (16)
As reações a seguir são reversíveis, de acordo com o ponto de operação.

20
A reação de gaseificação por dióxido de carbono é expressa pela Equação (17),
COCOC ⋅↔+ 22 (17)
A reação de gaseificação por vapor é expressa pela Equação (18),
22 HCOOHC +↔+ (18)
A reação de gaseificação por hidrogênio, metanação, é expressa pela Equação (19),
42 21
21 CHHC ⋅↔+⋅
(19)
A reação de deslocamento de vapor ou water gas shift é expressa pela Equação
(20),
222 HCOOHCO +↔+ (20)
2.1.2.4 Simulação avançada de gaseificador através do modelo MGAS
Foi realizado estudo de simulação numérica do processo de gaseificação do carvão
através do modelo MGAS (SYAMLAL, 1992), desenvolvido para o Departamento de
Energia dos Estados Unidos (DOE). O modelo proposto para a simulação continha as
reações a seguir, com as suas respectivas taxas de cinética. Este modelo será examinado
em detalhe porque será usado para a simulação em CFD do escoamento reativo.

21
• Secagem
O processo de secagem transforma a espécie umidade da fase sólida na espécie
vapor da fase gasosa e é expressa pela Equação (21),
VaporUmidade→ (21)
A taxa da reação de secagem é apresentada na Equação (22),
umidsTR
E
xekR s ⋅⋅−⋅⋅= ⋅−
ρε )1(sec
secsec (22)
onde Rsec é a taxa da reação de secagem, Esec é a energia de ativação da reação em ����,
Ts é a temperatura da fase sólida em K, R é a constante universal dos gases em ������.� ,
ε é a porosidade da fase sólida, ρs é a massa específica dos sólidos em kg/m3, e xumid é a
fração da espécie umidade na fase da biomassa em %
• Devolatilização
O processo de devolatilização ou pirólise consiste na decomposição das espécies,
voláteis da fase sólida nas seguintes espécies da fase gasosa: H2O, NH3, C2H4, H2S,
CH4, H2, C2H6, CO, CO2, C6H6 e alcatrão. A reação de devolatilização é apresentada na
Equação (23),
322
2666242
42
00426467,000310884,000763441,0
00209698,0075354,00151265,00331301,0
0253063,0215724,0300531,0317723,0
NHSHOH
HHCHCHC
CHCOCOTarVoláteis
vapor +++++++
+++→
(23)

22
A taxa da reação de devolatilização é apresentada na Equação (24),
)()1( 1xxekR volsTR
E
devdevs
dev
−⋅⋅−⋅⋅= ⋅−
ρε (24)
onde Rdev é a taxa da reação de devolatilização, Edev é a energia de ativação da reação
em ������.� , xvol é a fração da espécie voláteis na fase biomassa em % e x1 é a fração de
massa remanescente de voláteis em função da temperatura em %. Esta fração é
calculada a partir da Equação (25),
Para o caso 1123<sT então 010 =x ,
Para o caso 1123≥sT então 1001
15,2732,867
914,3
10 ⋅
−=
sTx
É então calculado o valor de x1:
s
volcfs
xxxx
ρρ 00
1001
+⋅⋅=
(25)
onde 0sρ é a massa específica de sólidos no instante de tempo anterior em ���, 10x a
fração de massa remanescente de voláteis como fração das cinzas no instante de tempo
anterior em % , 0cfx é a fração mássica de carbono fixo da biomassa no instante de
tempo anterior em % e 0volx é a fração mássica de voláteis no instante de tempo
anterior em %.
Para o caso 1xxvol ≥ então 0=devR

23
Para o caso 1xxvol < então a reação de devolatilização é expressa como a Equação
(24).
• Craqueamento
O processo de craqueamento consiste da decomposição da espécie alcatrão da fase
gasosa nas seguintes espécies: carbono fixo (CF), H2O, NH3, C2H4, H2S,CH4, H2, C2H6,
CO, CO2 e C6H6. A reação de devolatilização é apresentada na Equação (26)
322
2666242
42
0121429,0010625,000799245,0
00763441,0274339,0158273,0120616,0
0921321,000846533,00117933,0295986,0
NHSHOH
HHCHCHC
CHCOCOCFAlcatrão
vapor ++++++++
++++→
(26)
A taxa da reação de craqueamento é apresentada na Equação (27).
tg
TR
E
crcr yekR g
cr
⋅⋅⋅⋅= ⋅−
ρε (27)
onde Rcr é a taxa da reação de craqueamento do alcatrão, Ec é a energia de ativação da
reação em ������.�, ty é a fração mássica de alcatrão na fase gasosa em % e Tg é a
temperatura da fase gasosa em K.
• Reação de gaseificação por vapor
A reação de gaseificação por vapor consiste em uma reação reversível de formação
de monóxido de carbono e hidrogênio a partir de carbono sólido e vapor. A reação de

24
gaseificação por vapor é apresentada na Equação (28),
22 HCOOHC +↔+ (28)
A taxa da reação de gaseificação por vapor é apresentada na Equação (29),
)(12 122 OHOH
cfsTR
E
gvgv PPx
ekR g
gv
−⋅⋅
⋅⋅= ⋅− ρ
(29)
onde gvR é a taxa da reação de gaseificação a vapor, gvE
é a energia de ativação da
reação em Kkgmol
kJ
⋅ , cfx é a fração mássica de carbono fixo na fase de biomassa em
% , OHP2 é a pressão parcial de vapor em Pa e 12OHP
é a pressão parcial de vapor em
função das pressões parciais de CO e 2H em Pa. Está última é calculada através da
Equação (30),
)16326
29,17(1
2
2
gT
COHOH
e
PPP
−
⋅=
(30)
onde 2HP é a pressão parcial de hidrogênio em Pa e COP é a pressão parcial de
monóxido de carbono em Pa;
• Reação de gaseificação por dióxido de carbono
A reação de gaseificação por dióxido de carbono consiste em uma reação reversível

25
de formação de monóxido de carbono a partir de dióxido de carbono e carbono sólido.
A reação de gaseificação por CO2 é apresentada na Equação estequiométrica (31),
COCOC 22 ↔+ (31)
A taxa da reação de gaseificação a 2CO é apresentada na Equação (32),
)(12 122 COCO
cfsTR
E
gcgc PPx
ekR g
gc
−⋅⋅
⋅⋅= ⋅− ρ
(32)
onde gcR é a taxa da reação de gaseificação a 2CO , gcE
é a energia de ativação da
reação em Kkgmol
kJ
⋅ , 2COPé a pressão parcial de dióxido de carbono em Pa e 12COP
é a
pressão parcial de 2CO em função da pressão parcial de CO em Pa, calculada através
da Equação (33),
)20282
92,20(
2
12
gT
COCO
e
PP
−=
(33)
• Reação de Metanação
A reação de metanação ou gaseificação por hidrogênio consiste de uma reação
reversível de formação de metano a partir de hidrogênio e de carbono sólido. A reação
de metanação é apresentada na Equação (34),

26
42 5,05,0 CHHC ↔+ (34)
A taxa da reação de metanação é apresentada na Equação (35),
)(12 1
8078087,7
22 HHcfsT
m PPx
eR g −⋅⋅
⋅=
+− ρ
(35)
onde mR é a taxa da reação de metanação, e 12HP é a pressão parcial de hidrogênio em
função da pressão parcial de metano em Pa. Esta é calculada através da Equação (36),
)10999
43,13(1
4
2
gT
CHH
e
PP
+−=
(36)
onde 4CHP é a pressão parcial de metano em Pa.
• Reação de deslocamento de vapor
A reação de deslocamento de vapor ou water-gas-shift (WGS) consiste de uma
reação reversível de formação de hidrogênio a partir de CO e de vapor. A reação WGS é
apresentada na Equação estequiométrica (37),
222 HCOOHCO +↔+ (37)

27
A taxa da reação WGS é apresentada na Equação (38) a seguir:
⋅
−⋅⋅
⋅⋅⋅⋅⋅−⋅⋅⋅=
+−
⋅−
−
+−
g
gg
T
HCOOHCO
TRp
T
sawgs
e
yyyy
epexwgER
71,395561,3630
2
27760
2505,0
555391,8
00
2
2
)1(305877,2 ρεε
(38)
onde wgsR é a taxa da reação WGS, 3wg é uma constante adimensional da reação, 0ax
é a fração mássica de cinzas do instante anterior em % , COy é a fração mássica de CO
da fase gasosa em % , OHy2 é a fração mássica de vapor da fase gasosa em % , 2COy
é a
fração mássica de 2CO da fase gasosa em % , 2Hy é a fração mássica de 2H da fase
gasosa em % e p é a pressão total em Pa.
• Reação de Combustão
A reação de combustão consiste na reação de formação de CO2 a partir de carbono
sólido e de oxigênio. A reação de combustão é apresentada na Equação (39),
22 COOC →+ (39)
A taxa da reação de combustão é apresentada na Equação (40),

28
0
0
0
0
5,22
75,1
2
75,1
)1(1
)1(
2
180026,4)1(292,0
1
2
180026,4)1(292,0
1000001,0 2
cfcf
acf
cfcf
acf
gp
g
gp
g
Ocf
cf
comb
xx
xxxx
xx
Td
T
Td
T
Px
x
R
⋅−⋅
−
⋅−⋅
⋅⋅
⋅⋅
⋅⋅−⋅
+
⋅⋅
⋅⋅−⋅
⋅+
=
εεε
(40)
onde combR é a taxa da reação de combustão, e 2OP é a pressão parcial de oxigênio em
Pa.
• Constantes cinéticas e energia de ativação das reações
A Tabela 1 apresenta as constantes das taxas de cinética das reações utilizadas
(SYAMLAL, 1992) no modelo desenvolvido para o processo de gaseificação de carvão.

29
Tabela 1 - Constantes das taxas cinéticas das reações de devolatilização e
craqueamento.
Descrição unidade Valor
Constante universal dos gases, R Kmol
cal
⋅
1,987
Constante da reação de devolatilização, devk s
1
110000
Energia de ativação da reação de devolatilização, devE mol
cal
21200
Constante da reação de secagem, seck s
1
110000
Energia de ativação da reação de secagem, secE mol
cal
21200
Constante da reação de craqueamento, crk s
1
2,5E+07
Energia de ativação da reação de craqueamento, crE mol
cal
27750
Constante da reação de gaseificação a vapor, gvk
satm⋅1
930
Energia de ativação da reação de gaseificação
a vapor, gvE
mol
cal
45000
Constante da reação de gaseificação a dióxido
de carbono, gck satm⋅
1
930
Energia de ativação da reação de gaseificação a
dióxido de carbono, gcE
mol
cal
45000
• Estequiometria das reações
Este item apresenta o modelo utilizado para a determinação da estequiometria das
reações de devolatilização e craqueamento do alcatrão (SYAMLAL, 1992).
O modelo depende dos seguintes parâmetros experimentais:
- cfx e volx obtidos através de analise imediata da biomassa;

30
- cx , Hx , Ox , Nx e Sx obtidos através de analise elementar da biomassa;
- Composição do alcatrão (cft , Hft , Oft , Nft e Sft );
- Composição dos gases formados durante a devolatilização;
-Composição dos gases formados durante o craqueamento.
onde cfx é a fração mássica de carbono fixo da biomassa em % , volx é a fração mássica
de voláteis da biomassa em % , cx é a fração mássica de carbono da biomassa em % ,
Hx é a fração mássica de hidrogênio da biomassa em % , Ox é a fração mássica de
oxigênio da biomassa em % , Nx é a fração mássica de nitrogênio da biomassa, Sx é a
fração mássica de enxofre da biomassa em % , cft é a fração mássica de carbono da
pseudo-espécie de alcatrão em % , Hft é a fração mássica de hidrogênio da pseudo-
espécie de alcatrão em % , Oft é a fração mássica de oxigênio da pseudo-espécie de
alcatrão em % , Nft é a fração mássica de nitrogênio da pseudo-espécie de alcatrão em
% e Sft é a fração mássica de enxofre da pseudo-espécie de alcatrão em % . A pseudo-
espécie de alcatrão indica o composto utilizado para descrever o alcatrão (nesta
simulação está sendo utilizado o tolueno).
Neste modelo foi feito um ajuste de discrepâncias ponderando as frações mássicas
dos componentes em função da fração mássica de voláteis. A seguir são apresentadas
nas Equações (60) a (64) os ajustes das espécies envolvidas:
vm
cfcc x
xxfv
−=
(60)
vm
HH x
xfv =
(61)

31
vm
OO x
xfv =
(62)
vm
NN x
xfv =
(63)
vm
SS x
xfv =
(64)
onde cfv é a fração mássica de carbono em função da fração mássica de voláteis em % ,
Hfv é a fração mássica de hidrogênio em função da fração mássica de voláteis em % ,
Ofv é a fração mássica de oxigênio em função da fração mássica de voláteis em % ,
Nfv é a fração mássica de nitrogênio em função da fração mássica de voláteis em % e
Sfv é a fração mássica de enxofre em função da fração mássica de voláteis em % .
Para uma primeira aproximação foi desconsiderada a geração de propano ( 83HC ).
• Estequiometria da reação de devolatilização
No cálculo da estequiometria da reação de devolatilização utiliza-se a distribuição
dos elementos hidrogênio e oxigênio presentes na composição dos gases da
devolatilização, com base em dados experimentais. Estas distribuições estão mostradas
nas Equações (65) e (66),
122 =++ OHCOCO dOdOdO (65)

32
onde COdO é a concentração de oxigênio no monóxido de carbono, 2COdO é a
concentração de oxigênio no dióxido de carbono e OHdO 2 é a concentração de oxigênio
no vapor formado na reação.
16683426242 =+++++ HCHCHCHCCHH dHdHdHdHdHdH (66)
onde 2HdH é a concentração de hidrogênio no gás, 4CHdH é a concentração de
hidrogênio no metano, 62HCdH é a concentração de hidrogênio no etano, 83HCdH é a
concentração de hidrogênio no propano, 42HCdH é a concentração de hidrogênio no
etileno e 66HCdH é a concentração de hidrogênio no benzeno formados na reação.
Além das distribuições dos elementos H e O, para a determinação dos coeficientes
da reação são utilizadas as Equações (67) a (86):
- Para o consumo de hidrogênio na formação de H2S:
322
)(1 ⋅⋅−= SS ftAfvh (67)
onde h1 é o consumo de H2 na formação de H2S e A é o coeficiente estequiométrico do
alcatrão da reação de devolatilização.
14
3)(2 ⋅⋅−= NN ftAfvh
(68)

33
onde h2 é o consumo de H2 na formação de NH3.
OHOO dOftAfvh 23 162
)( ⋅⋅⋅−= (69)
onde h3 é o consumo de H2 na formação de vapor.
Na Equação (66) é calculado por diferença o consumo de hidrogênio na formação
dos hidrocarbonetos:
3214 hhhftAfvh HH −−−⋅−= (70)
- Para o consumo de carbono:
)672
836
424
624
412
( 66834262441 HCHCHCHCCH dHdHdHdHdHhc ⋅+⋅+⋅+⋅+⋅⋅=
(71)
onde c1 é o consumo de carbono na formação de hidrocarbonetos.
⋅+⋅⋅⋅−= 22 3212
1612
)( COCOOO dOdOftAfvc (72)
onde c2 é o consumo de carbono na formação de gases oxigenados.
Através do balanço de carbono mostrado na Equação (73),

34
cc fvftAcc =⋅++ 21 (74)
obtém-se o coeficiente A do alcatrão na Equação (28),
( )( )
( )( )
( )( )
( )( )
⋅+⋅⋅−⋅−⋅−⋅−⋅−+⋅⋅+⋅+⋅+⋅+⋅+
⋅
⋅−⋅−⋅⋅+⋅+⋅+⋅+⋅
+
⋅⋅+⋅+⋅+⋅+⋅
⋅+⋅⋅−⋅−⋅−⋅−⋅−+⋅⋅+⋅+⋅+⋅+⋅+
⋅
⋅−⋅−⋅⋅+⋅+⋅+⋅+⋅
+
⋅⋅+⋅+⋅+⋅+⋅
=
cHHCHCHCHCCH
NHCHCHCHCCH
OCOCOOH
HCHCHCHCCH
SHCHCHCHCCH
cHHCHCHCHCCH
NHCHCHCHCCH
OCOCOOH
HCHCHCHCCH
SHCHCHCHCCH
ftftdHdHdHdHdH
ftdHdHdHdHdH
ftdOdOdO
dHdHdHdHdH
ftdHdHdHdHdH
fvfvdHdHdHdHdH
fvdHdHdHdHdH
fvdOdOdO
dHdHdHdHdH
fvdHdHdHdHdH
A
224268810081344896672
576216288192144
16884
33612616811284
16863845642
224268810081344896672
576216288192144
16884
33612616811284
16863845642
668342624
668342624
22
668342624
668342624
668342624
668342624
22
668342624
668342624
(75)
Os demais coeficientes estequiométricos foram calculados através das Equações
(76) a (86):
COOO dOftAfvB ⋅⋅⋅−=1628
)( (76)
onde B é o coeficiente estequiométrico do monóxido de carbono.
23244
)( COOO dOftAfvC ⋅⋅⋅−= (77)

35
onde C é o coeficiente estequiométrico do dióxido de carbono.
44416
CHdHhD ⋅⋅= (78)
onde D é o coeficiente estequiométrico do metano.
424428
HCdHhE ⋅⋅= (79)
onde E é o coeficiente estequiométrico do etano.
624630
HCdHhF ⋅⋅= (80)
onde F é o coeficiente estequiométrico do etileno.
664678
HCdHhG ⋅⋅= (81)
onde G é o coeficiente estequiométrico do benzeno.
24 HdHhH ⋅= (82)
onde H é o coeficiente estequiométrico do hidrogênio.

36
3218
hI ⋅= (83)
onde I é o coeficiente estequiométrico do vapor.
1234
hJ ⋅= (84)
onde J é o coeficiente estequiométrico do H2S.
2317
hK ⋅= (85)
onde K é o coeficiente estequiométrico do vapor de amônia.
834844
HCdHhL ⋅⋅= (86)
onde L é o coeficiente estequiométrico do propano.
A Equação (87) expressa a reação de devolatilização e o método utilizado para
realizar o seu balanço estequiométrico.
833222
66624242.
HLCKNHSJHOIHHH
HGCHFCHECDCHCCOBCOAlcatrãoAVoláteis
vapor +++++++++++→
(87)
• 2.3.10.2 Estequiometria da reação de craqueamento
No cálculo da estequiometria da reação de craqueamento do alcatrão utiliza-se a
distribuição dos elementos hidrogênio e oxigênio presente na composição dos gases da

37
devolatilização com base em dados experimentais. Estas distribuições estão mostradas
nas Equações (88) e (89),
122 =++ OHCOCO cOcOcO (88)
onde COcO é a concentração de oxigênio no monóxido de carbono, 2COcO é a
concentração de oxigênio no dióxido de carbono e OHcO 2 é a concentração de oxigênio
no vapor formados na reação,
16683426242 =+++++ HCHCHCHCCHH cHcHcHcHcHcH (89)
onde 2HcH é a concentração de hidrogênio no gás, 4CHcH é a concentração de
hidrogênio no metano, 62HCcH é a concentração de hidrogênio no etano, 83HCcH é a
concentração de hidrogênio no propano, 42HCcH é a concentração de hidrogênio no
etileno e 66HCcH é a concentração de hidrogênio no benzeno formados na reação.
Além das distribuições dos elementos H e O, para a determinação dos coeficientes
da reação são utilizadas as Equações (90) até (108),
- Para o consumo de hidrogênio:
322
5 ⋅= Sfth (90)
onde h5 é o consumo de H2 na formação de H2S.

38
143
6 ⋅= Nfth (91)
onde h6 é o consumo de H2 na formação de NH3.
OHO cOfth 27 162 ⋅⋅=
(92)
onde h7 é o consumo de H2 na formação de vapor.
Na Equação (93) é calculado por diferença o consumo de hidrogênio na formação
dos hidrocarbonetos,
7658 hhhfth H −−−= (93)
- Para o consumo de carbono:
)672
836
424
624
412
( 66834262483 HCHCHCHCCH cHcHcHcHcHhc ⋅+⋅+⋅+⋅+⋅⋅=
(94)
onde c3 é o consumo de carbono na formação de hidrocarbonetos.
⋅+⋅⋅= 24 3212
1612
COCOO cOcOftc (95)

39
onde c2 é o consumo de carbono na formação de gases oxigenados.
Através do balanço de carbono mostrado na Equação (48),
cftAccc =++ 43 (96)
obtém-se o coeficiente “Ac” do carbono fixo apresentada na Equação (97),
⋅+⋅⋅−
⋅+⋅+⋅+⋅+⋅⋅
⋅⋅−⋅−⋅−−=
COCOO
HCHCHCHCCH
OOHNSH
c
cOcOft
cHcHcHcHcH
ftcOftftft
ftAc
1612
3212
6
72
8
36
4
24
6
24
4
12
16
2
14
3
32
2
2
668342624
2
(97)
Os demais coeficientes estequiométricos foram calculados através das Equações
(98) a (108),
COO cOftBc ⋅⋅=1628
(98)
onde Bc é o coeficiente estequiométrico do monóxido de carbono.
23244
COO cOftCc ⋅⋅= (99)
onde Cc é o coeficiente estequiométrico do dióxido de carbono.

40
48416
CHcHhDc ⋅⋅= (100)
onde Dc é o coeficiente estequiométrico do metano.
428428
HCcHhEc ⋅⋅= (101)
onde Ec é o coeficiente estequiométrico do etano.
628630
HCcHhFc ⋅⋅= (102)
onde Fc é o coeficiente estequiométrico do etileno.
668678
HCcHhGc ⋅⋅= (103)
onde Gc é o coeficiente estequiométrico do benzeno.
28 HcHhHc ⋅= (104)
onde Hc é o coeficiente estequiométrico do hidrogênio.
7218
hIc ⋅= (105)

41
onde Ic é o coeficiente estequiométrico do vapor.
5234
hJc ⋅= (106)
onde Jc é o coeficiente estequiométrico do H2S.
6317
hKc ⋅= (107)
onde Kc é o coeficiente estequiométrico do vapor de amônia.
838844
HCcHhLc ⋅⋅= (108)
onde Lc é o coeficiente estequiométrico do propano.
A Equação (109) expressa a reação de craqueamento do alcatrão e o método
utilizado para realizar o seu balanço estequiométrico.
83322266
624242
HLcCKcNHSJcHOIcHHcHHGcC
HFcCHEcCDcCHCcCOBcCOAcCFTar
vapor +++++++++++→
(109)
2.1.2.5 Modelo matemático para gaseificação de carvão sob pressão
Foi desenvolvido um modelo matemático para descrever a gaseificação de carvão

42
sob pressão (BÍBA et al., 1978) considerando que parte do processo de gaseificação
ocorre em altas pressões para um reator de leito fixo.
Para a obtenção de um modelo viável, foram feitas simplificações considerando
apenas gaseificação, devolatilização e secagem. Este modelo também será usado na
simulação em CFD do escoamento reativo.
A Tabela 2 apresenta as reações químicas consideradas, além dos fatores pré-
exponenciais e energia de ativação da taxa de cinética.
Tabela 2 - Reações químicas, fatores pré-exponenciais e energia de ativação.
Reação Química Fator Pré-exponencial,
A, m/h
Energia de ativação,
E, kJ/kmol
COCOC ⋅↔+ 22 8102,0 ⋅
360.065
22 2 HCOOHC ⋅+↔+ 0,5 121.417
222 22 HCOOHC ⋅+↔⋅+
422 CHHC ↔⋅+ 71075,0 ⋅
230.274
222 HCOOHCO +↔+ 8101,0 ⋅
12.560
2.1.2.6 Modelagem e teste de desempenho de gaseificador de leito fluidizado
utilizando madeira
Foi realizada pesquisa sobre o processo de pirólise da madeira em um gaseificador
de leito fluidizado (AARSEN, 1985), sobre a cinética das reações envolvidas na
gaseificação do carvão vegetal e sobre as condições operacionais do gaseificador do
leito fluidizado. Foram considerados o tamanho de bolha, dependente da altura do
equipamento, a velocidade do gás acima da velocidade de mínima fluidização, o
escoamento do tipo pistonado (plug flow) em ambas as fases, a possibilidade de má
distribuição das bolhas, produtos da pirólise da madeira obtidos a partir do modelo de
combustão, pirólise só acontecendo em parte do leito e uma região específica para a

43
combustão. Foi também considerada a conversão do alcatrão, o aumento de volume do
gás devido à pirólise e à gaseificação, e a reação de deslocamento de vapor ocorrendo
de maneira equilibrada.
Este modelo também foi utilizado para a simulação em CFD do escoamento
reativo.
As reações estudadas são descritas a seguir.
• Reação de gaseificação por dióxido de carbono
Uma das reações estudadas foi a de gaseficação do carvão vegetal por dióxido de
carbono. Esta reação é expressa pela Equação estequiométrica (110),
COCOC ⋅↔+ 22 (110)
A taxa desta reação é expressa pela Equação (111),
83,02
166156
2,7" COeR TR ⋅⋅= ⋅−
(111)
A constante cinética da reação é expressa pela Equação (112),
TRek ⋅−
⋅=166156
2,7" (112)
O modelo do sistema de gaseificação de madeira em leito fluidizado considerou
oxidação parcial da madeira, pirólise rápida, gaseificação do carvão vegetal (char)
através das reações com vapor e dióxido de carbono, conversão de alcatrão e

44
possibilidade de interação química nas bolhas na fase densa.
• Reação de conversão de alcatrão
A reação de conversão de alcatrão consiste na decomposição das frações mais
pesadas de hidrocarbonetos em frações mais leves. A reação estimada da conversão
térmica de alcatrão que ocorre no processo de gaseificação de madeira é apresentada a
seguir na Equação (113),
Cy
yxCHy
COzOHC zyx ⋅−−+⋅+⋅↔ )4
(4 4
(113)
onde x é a quantidade de moles inicial de carbono, y é a quantidade inicial de moles de
hidrogênio e z é a quantidade inicial de moles de oxigênio da referida reação química.
A constante cinética da reação química acima é expressa pela Equação (114),
TRek ⋅−
⋅⋅=118900
7107,3" (114)
2.1.2.7 Estudo de gaseificação de biomassa em gaseificador CFB com foco na
qualidade do gás, experimentos e modelagem matemática
Foram realizados estudos em um gaseificador de leito fluidizado circulante
(SIEDLECKI, 2011), utilizando quatro tipos de biomassa, 2 tipos de madeira,
miscanthus e palha. Como agente gaseificante foram utilizados ar e uma mistura de
oxigênio com vapor que dependia da quantidade de biomassa injetada no gaseificador.
Na Tabela 3 são apresentadas as equações químicas das reações e taxas de cinética

45
utilizadas para as simulações computacionais.
Tabela 3 - Reações químicas e taxas cinéticas do processo de gaseificação.
Reação química Taxa cinética
225,0 COOCO →⋅+ TRe ⋅−
⋅⋅12600
8103,1
OHOH 222 5,0 →⋅+ TRe ⋅−
⋅⋅109000
6102,2
OHCOOCH 224 25,1 ⋅+→⋅+ TRe ⋅−
⋅⋅203000
9100,1
OHCOOHC 2262 325,2 ⋅+⋅→⋅+ Te10000
9100,1−
⋅⋅
OHSOOSH 2222 5,1 +→⋅+ Te24000
9100,1−
⋅⋅
222 5,0 ONON ⋅+→ Te27000
9102,5−
⋅⋅
OHNNHNO 223 65
32 +⋅→⋅+
Te
27680141045,2
−⋅⋅
OHNOONH 223 5,145 ⋅+→⋅+
Te
38160141021,2
−⋅⋅
OHz
yCOxOzyxOHC zyx 22)( ⋅+⋅→⋅−++
TRe ⋅
−⋅⋅
20100071058,1
224 3 HCOOHCH ⋅+→+ TRe ⋅−
⋅⋅125000
5100,3
Cy
zxCOzCHy
OHC zyx ⋅−−+⋅+⋅→ )4
(4 4
TRe ⋅
−⋅⋅
1450007107,3
22 )2()1()5,05,1( COCOOC ⋅−+⋅−→⋅⋅++ φφφ
COCOC ⋅→+ 22 TRe ⋅−
⋅166156
2,7
22 HCOOHC +→+
422 CHHC →⋅+
Foi utilizado o modelo matemático do processo de pirólise IEA (HANNES, 1996).
Foi também estudada a influência dos catalisadores sobre o processo de
gaseificação.

46
2.1.2.8 Hidrodinâmica
A principal diferença entre um gaseificador ou caldeira em leito fluidizado e uma
caldeira de carvão pulverizado ou de grelha é a hidrodinâmica da interação gás-sólido
na fornalha ou no reator. Desta maneira, a performance de uma caldeira ou gaseificador
de leito fluidizado se altera significativamente quando a operação se desvia do regime
de fluidização do projeto (BASU, 2006). O bom entendimento do regime de fluidização
e das características da interação gás-sólido é de grande importância para o projeto e o
bom funcionamento do equipamento. O item a seguir apresenta um breve sumário das
características da hidrodinâmica do leito fluidizado circulante.
2.1.2.9 Regimes de Fluidização
A fluidização é definida como a operação em que sólidos finos são transformados
em um estado semelhante a um fluido quando em contato com um gás ou líquido
(BASU, 2006).
Em um leito fluidizado, o efeito da gravidade nas partículas é compensado ou
sobrepujado pelo arraste do gás. Essa interação entre as fases mantém as partículas em
um estado de suspensão, com características semelhantes a um líquido.
Para compreender como um leito fluidizado é formado, pode-se imaginar um gás
sendo injetado através de uma placa porosa na parte inferior de um tubo através de um
leito de sólidos granulares, como mostrado na Figura 6a. Se a velocidade do gás ug
estiver abaixo de uma velocidade umf denominada velocidade de mínima fluidização, o
gás apenas irá percolar o leito, afastando alguns grãos e constituindo o regime de
escoamento denominado de leito fixo. A perda de carga do gás aumenta praticamente de
forma linear com a velocidade do gás. Alguns autores (SOUZA-SANTOS, 2010)
denominam este regime de leito movente ou semovente pelo fato de alguns grãos do

47
sólido se moverem lateralmente. Apesar de essa denominação ter alguma base, prefere-
se aqui o termo leito fixo.
Se a velocidade do gás injetado for aumentada gradualmente, ocorre uma expansão
do leito, com as partículas começando a se afastar umas das outras, com um movimento
aparentemente aleatório, como mostrado na Figura 6b. Neste estado não há bolhas
ainda, apenas um estado de emulsão. A velocidade superficial do gás neste ponto é
então denominada velocidade de mínima fluidização umf.
Um aumento adicional na velocidade do gás irá provocar o aparecimento de bolhas,
que sobem através do leito, como na Figura 6c. Neste regime de fluidização,
denominado leito fluidizado borbulhante, a perda de carga por unidade de comprimento
do leito permanece praticamente constante. Se o aumento da velocidade do gás
continuar, ocorrerá um aumento da expansão do leito e aumento no tamanho das bolhas
até uma situação onde as bolhas irão ocupar toda a seção transversal do leito. Esta
situação é chamada regime de pistonamento e apresenta uma operação bastante instável
do leito, causando vibrações indesejáveis e até perigosas para o equipamento. Neste
regime, a perda de carga no leito normalmente aumenta em relação ao regime anterior,
de leito fluidizado borbulhante.

48
Figura 6 - Regimes de fluidização.
Com o aumento da velocidade do gás, alguns autores (SOUZA-SANTOS, 2010)
citam também o regime chamado fluidização turbulenta, em que há o desaparecimento
das bolhas. Maiores aumentos na velocidade resultam no arraste da maioria das
partículas, no regime de leito fluidizado rápido, em que operam os gaseificadores e
caldeiras de leito fluidizado circulante. As perdas de carga em escoamentos multifásicos
neste regime envolvem muitas possibilidades e precisam ser estudadas caso a caso.
gágás gás gás
gás gás +
partículas gás gás +
partículas
Vgás
< Vmf
(a)
Vgás
= Vmf
(b)
Vgás
> Vmf
(c)
Vgás
> Vt
(d)

49
Como a composição do gás, as pressões e temperaturas variam significativamente, as
velocidades terminais das partículas variam ao longo do leito.
Aumentando-se mais ainda a velocidade do gás, é atingido o regime de transporte
pneumático, ilustrado na Figura 6d, em que a velocidade do gás ultrapassa a velocidade
terminal de todas as partículas presentes no leito, desta forma arrastando-as todas. Esta
velocidade é denominada velocidade de transporte pneumático ut.
2.1.2.10 Tipos de gaseificadores
Os gaseificadores podem ser divididos em três tipos principais, de acordo com o
regime de fluidização em que trabalham:
• leito fixo;
• leito fluidizado;
• leito de arraste ou escoamento arrastado.
Segundo (MANIATIS, 2001), 77,5% dos projetos de gaseificadores são do tipo de
leito fixo, 20% são do tipo fluidizado ou circulante e 2,5% de outros tipos.
2.1.2.10.1 Gaseificadores de leito fixo
Os gaseificadores de leito fixo são os gaseificadores mais antigos. Sua principal
vantagem é sua simplicidade e robustez. A principal desvantagem é sua limitação a
pequenas escalas. É difícil conseguir uniformidade na distribuição de temperatura no
leito, à medida que seu tamanho aumenta, implicando em falta de homogeneidade nas
reações de gaseificação e levando a problemas graves no controle do processo e na
qualidade de gás de síntese. Seus tipos principais são os gaseificadores contracorrente e
concorrente (KNOEF, 2005; OLOFSSON et al., 2005).
O gaseificador contracorrente, mostrado na Figura 7, é o de projeto mais antigo e
simples e ainda é largamente utilizado para a gaseificação de carvão mineral e, em

menor escala, para gaseificação de biomassa. No Brasil, algumas empresas de produção
de CaO (cal) ainda empregam este tipo de gaseificador, gaseificando toras de madeira,
para gerar gás combustível que alimenta os fornos de calcinação.
Figura 7 - Gaseificador de leito fixo contracorrente
As principais vantagens dos gaseificadores contracorrente são:
50
menor escala, para gaseificação de biomassa. No Brasil, algumas empresas de produção
de CaO (cal) ainda empregam este tipo de gaseificador, gaseificando toras de madeira,
para gerar gás combustível que alimenta os fornos de calcinação.
Gaseificador de leito fixo contracorrente adaptado de
OLOFSSON et al., 2005.
As principais vantagens dos gaseificadores contracorrente são:
menor escala, para gaseificação de biomassa. No Brasil, algumas empresas de produção
de CaO (cal) ainda empregam este tipo de gaseificador, gaseificando toras de madeira,
KNOEF, 2005;

51
• simplicidade operacional e habilidade de gaseificar materiais com elevado teor
de água e material inorgânico, como resíduo municipal;
• potencial de operar com temperaturas muito elevadas na região da grelha (a
menos que vapor d’água seja injetado na grelha) capaz de fundir metais e escória
(gaseificação com cinza fundida);
As principais desvantagens dos gaseificadores contracorrente são:
• o gás gerado normalmente contém de 10 a 20% do alcatrão gerado na pirólise do
combustível, com uma concentração da ordem de 100 g/Nm3; estes alcatrões, no
entanto, queimam bem em processos de combustão direta;
• no caso de aplicações em motores de combustão interna, turbinas ou para
geração de gás de síntese, o alcatrão deverá ser removido.
• a grelha pode ser submetida a temperaturas muito elevadas, o que pode levar a
bloqueios devido à fusão da cinza, a não ser que vapor d’água ou CO2 sejam
injetados com o ar ou oxigênio;
• a granulometria do combustível alimentado tem de ser relativamente uniforme
para evitar perda de carga elevada no leito (no caso do gaseificador
atmosférico), ou formação de canais preferenciais; no entanto, tamanho, forma e
teor de umidade são muito menos críticos do que para os gaseificadores
concorrentes.
O gaseificador concorrente é alimentado pelo topo e a tomada de ar pode ser
também pelo topo ou pelos lados, como mostrado na Figura 8.
O gás produzido é retirado pela parte inferior do reator, o que permite sua passagem
pela zona de maior temperatura, consumindo a maior parte do alcatrão.

Figura 8 - Gaseificador de leito fixo concorrente
As principais vantagens dos gaseificadores concorren
• consomem entre 99 a 99,9% do alcatrão; desta forma o gás gerado pode ser
transportado em tubulações e utilizados em motore
limpeza; produzem
• os materiais inorgânicos ficam retidos na matriz de carvão e cinza
fundo dos gaseificadores, reduzindo de forma acentuada a necessidade de
ciclones de elevada eficiência e filtros a quente;52
Gaseificador de leito fixo concorrente adaptado de KNOEF, 2005;
OLOFSSON et al., 2005.
As principais vantagens dos gaseificadores concorrente são:
consomem entre 99 a 99,9% do alcatrão; desta forma o gás gerado pode ser
transportado em tubulações e utilizados em motores, requerendo
pouco metano;
os materiais inorgânicos ficam retidos na matriz de carvão e cinza
fundo dos gaseificadores, reduzindo de forma acentuada a necessidade de
ciclones de elevada eficiência e filtros a quente;
adaptado de KNOEF, 2005;
consomem entre 99 a 99,9% do alcatrão; desta forma o gás gerado pode ser
, requerendo um mínimo de
os materiais inorgânicos ficam retidos na matriz de carvão e cinza retirada pelo
fundo dos gaseificadores, reduzindo de forma acentuada a necessidade de

53
• o gaseificador concorrente é um sistema comprovado, com mais de um milhão
de veículos utilizando este sistema durante a Segunda Guerra Mundial, inclusive
no Brasil.
As principais desvantagens são:
• o combustível tem de apresentar baixa umidade (< 20%) e granulometria
uniforme;
• o gás sai do gaseificador a temperaturas elevadas (em geral 700 oC); esta energia
é perdida, a menos que haja algum aproveitamento, como por exemplo para
preaquecimento do ar ou secagem do combustível;
• tipicamente 4 a 7% do carbono do combustível não é convertido, saindo com as
cinzas pelo fundo do gaseificador.
2.1.2.10.2 Gasificadores de leito fluidizado
Esta tecnologia combina eficiência na conversão e na transferência de calor.
Consiste na suspensão e circulação de combustível, calcário, dolomita ou areia, com
jatos de ar direcionados para cima. O resultado é a mistura de gases e sólidos em regime
turbulento. A aparência é de um fluido borbulhante, com reações químicas e
transferência de calor mais eficientes.
O leito fluidizado foi desenvolvido antes da Segunda Guerra Mundial para sistemas
de gaseificação de carvão mineral de grande capacidade (gaseificadores Winkler). Eles
são mais complicados de operar que os leitos fixos e por esta razão são empregados
majoritariamente em grandes instalações. Geram gases com teores de alcatrão
intermediário entre os gaseificadores contracorrentes e concorrentes.
Os gaseificadores de leito fluidizado borbulhante, como os da Figura 9 são
utilizados principalmente devido às suas características de robustez. O combustível é
alimentado acima ou no interior do leito e o agente de gaseificação é introduzido pelo

fundo a velocidades da ordem de 2 a 3 m/s, resultando em bolhas através do leito. A
velocidade do agente de gaseificação é importante para o tamanho e velocidade da
bolhas e influencia a mistura e a troca térmica entre as partículas de combustível. O gás
de síntese é retirado pelo topo do reator através de um ciclone, que retira partículas do
leito e cinzas volantes do gás de síntese.
Figura 9 - Gaseificador de leito fluidizado borbulhante
As principais vantagens dos gaseificadores de leito fluidizado borbulhante são:
• grande vazão de gás produzido, bem superior aos leitos fixos;
• excelente mistura, cinética, contato partícula/gás e transferência de calor
otimizados e longo tempo de residência, o que contribui para altas taxas de
54
fundo a velocidades da ordem de 2 a 3 m/s, resultando em bolhas através do leito. A
velocidade do agente de gaseificação é importante para o tamanho e velocidade da
bolhas e influencia a mistura e a troca térmica entre as partículas de combustível. O gás
de síntese é retirado pelo topo do reator através de um ciclone, que retira partículas do
leito e cinzas volantes do gás de síntese.
Gaseificador de leito fluidizado borbulhante adaptado de KNOEF,
2005; OLOFSSON et al., 2005.
As principais vantagens dos gaseificadores de leito fluidizado borbulhante são:
grande vazão de gás produzido, bem superior aos leitos fixos;
mistura, cinética, contato partícula/gás e transferência de calor
otimizados e longo tempo de residência, o que contribui para altas taxas de
fundo a velocidades da ordem de 2 a 3 m/s, resultando em bolhas através do leito. A
velocidade do agente de gaseificação é importante para o tamanho e velocidade das
bolhas e influencia a mistura e a troca térmica entre as partículas de combustível. O gás
de síntese é retirado pelo topo do reator através de um ciclone, que retira partículas do
adaptado de KNOEF,
As principais vantagens dos gaseificadores de leito fluidizado borbulhante são:
mistura, cinética, contato partícula/gás e transferência de calor
otimizados e longo tempo de residência, o que contribui para altas taxas de
55
conversão de carbono e eficiência na produção de gás; o teor de alcatrão do gás
é baixo, ainda que maior que o dos gaseificadores concorrente e de fluxo de
arraste; este tipo de gaseificador é tolerante a variações no tamanho das
partículas do leito, bem como flutuações na alimentação e no teor de umidade da
biomassa.
As principais desvantagens dos gaseificadores de leito fluidizado borbulhante são:
• o teor de particulados do gás de síntese é elevado;
• existe a possibilidade de aglomeração do leito dependendo da biomassa; se as
bolhas forem grandes, o agente de gaseificação pode escapar através do leito
sem reagir.
Ao contrário dos leitos fluidizados borbulhantes, os gaseificadores de leito
fluidizado circulante, como os da Figura 10, não têm uma interface distinta entre o leito
e o freeboard. A maior velocidade de fluidização implica em um gradiente de massa
específica entre a parte inferior e a superior do gaseificador, como mostrado na Figura
11. Os sólidos do leito arrastados e os finos resultantes do processo de gaseificação são
conduzidos de volta ao gaseificador através de um ciclone e de uma válvula de controle
de sólidos. Como o carbono não convertido volta ao reator, a conversão de carbono é
maior. Este tipo de gaseificador é adequado para grande vazão de gás produzido e para a
alimentação de biomassa, o que o torna adequado para a produção de biocombustíveis
pela rota termoquímica.
O combustível é alimentado no interior do leito e o agente de gaseificação é
introduzido pelo fundo a velocidades da ordem de 5 a 10 m/s. As partículas do leito são
arrastadas juntamente com as partículas de biomassa não convertidas e capturadas e
recirculadas através do ciclone e da válvula de controle de recirculação. O gás de síntese
é retirado pelo topo do ciclone.

56
As principais vantagens dos gaseificadores de leito fluidizado circulante são:
• a qualidade do gás é melhor do que a do leito fluidizado borbulhante; há uma
grande vazão de gás produzido, bem superior aos leitos fixos;
• a circulação resulta em condições isotérmicas, excelente mistura e cinética,
contato partícula/gás e transferência de calor otimizados além de longo tempo de
residência, o que contribui para altas taxas de conversão de carbono e eficiência
na produção de gás; o teor de alcatrão do gás é baixo, ainda que maior que o dos
gaseificadores concorrente e de fluxo de arraste; este tipo de gaseificador é
tolerante a variações no tamanho das partículas do leito, bem como flutuações na
alimentação e no teor de umidade da biomassa; é um gaseificador adequado para
grandes produções de gás.

Figura 10 - Gaseificador de leito fluidizado circulante
57
Gaseificador de leito fluidizado circulante adaptado
2005; OLOFSSON et al., 2005.
adaptado de KNOEF,

58
Saída do Gás + Partículas
Agente gaseificante
Fase Diluída (Núcleo)
Escoamento próximo à parede (Anel)
Aglomerados de Partículas(Clusters)
Fase Densa
Figura 11 - Escoamento multifásico característico de um gaseificador de leito
fluidizado circulante adaptado de GÓMEZ-BAREA e LECKNER, 2010.
As principais desvantagens dos gaseificadores de leito fluidizado circulante são:
• o teor de particulados do gás de síntese é elevado;
• existe a possibilidade de aglomeração do leito dependendo da biomassa;
• o tamanho das partículas da biomassa define a velocidade mínima de transporte;
altas velocidades podem causar erosão do equipamento;
• a troca térmica é menos eficiente que a do leito borbulhante, podendo haver
gradientes de temperatura ao longo do escoamento.
2.1.2.10.3 Gaseificadores de escoamento arrastado ou leito de arraste
Os gaseificadores de escoamento arrastado como os da Figura 12 possuem diversas
configurações. O combustível gasoso, em pó ou como lama, é misturado com oxigênio
e vapor e gera uma chama em regime turbulento a temperaturas acima de 1200 oC em
um tempo muito curto. Nestas temperaturas, é gerado um gás de síntese praticamente
isento de alcatrão, além de cinza fundida. Esta tecnologia é utilizada com pressões

moderadas em combinação com pós finos para atingir uma conversão de carbono
razoável.
Figura 12 - Diversas configurações de gaseificadores de leito de arraste.
A principal vantagem dos gaseificadores de
• o gás de síntese é praticamente isento de alcatrão.
As principais desvantagens dos gaseificadores de leito de arraste são:
59
moderadas em combinação com pós finos para atingir uma conversão de carbono
Diversas configurações de gaseificadores de leito de arraste.
dos gaseificadores de leito de arraste é:
o gás de síntese é praticamente isento de alcatrão.
As principais desvantagens dos gaseificadores de leito de arraste são:
moderadas em combinação com pós finos para atingir uma conversão de carbono
Diversas configurações de gaseificadores de leito de arraste.
As principais desvantagens dos gaseificadores de leito de arraste são:

60
• um grande percentual da energia é convertido em calor sensível, necessitando
integração com usuário de vapor ou geração elétrica;
• há um grande consumo de oxigênio;
• o pré-tratamento da biomassa para alimentação em pó requer muita energia, que
pode ser reduzida pelo processo de torrefação; outra possibilidade é a
alimentação com bio-óleo gerado a partir de pirólise da biomassa.
2.1.2.11 Parâmetros principais do processo
Há vários parâmetros de entrada que podem ser variados na operação de um
gaseificador de leito fluidizado circulante de modo a alterar os resultados de saída do
gás produzido e o rendimento do processo.
Como nos motores e turbinas, a quantidade de combustível é um fator importante.
A vazão mássica de biomassa deve ser controlada, bem como a vazão mássica dos
agentes gaseificantes, a pressão e a temperatura do gaseificador e o material do leito.
São usados tipicamente também alguns parâmetros calculados.
O fator estequiométrico λ é um dos parâmetros mais importantes num gaseificador.
É a razão entre a vazão mássica de oxigênio fornecida a uma câmara de combustão ou a
um gaseificador e a vazão mássica de oxigênio teórica para a combustão
estequiométrica do combustível (SOUZA-SANTOS, 2010). Outros autores (BASU,
2013) utilizam o conceito de razão entre a relação ar/combustível real para a relação
ar/combustível estequiométrica. Como para os cálculos de gaseificação, é conveniente a
primeira definição, pela facilidade de medição e controle do oxigênio injetado no
gaseificador, esta será adotada na Equação (115).
λ = 2Om&
esteqOm2
& (115)

61
Nos casos reais de gaseificação, seu valor é menor do que 1,0, uma vez que a
quantidade de oxigênio é sempre menor que a estequiométrica. Para a gaseificação, λ
normalmente se localiza entre 0,2 e 0,4 (SOUZA-SANTOS, 2010). Valores muito
pequenos de λ, abaixo de 0,2 implicam em gaseificação incompleta, formação excessiva
de carvão e baixo poder calorífico do gás produzido. Já valores acima de 0,4 resultam
em produção excessiva de produtos de combustão como CO2 e H2O, em prejuízo dos
produtos desejados, como H2 e CO, além de alta temperatura.
A razão vapor / biomassa é a razão entre a vazão mássica de vapor e a vazão
mássica de biomassa alimentadas no gaseificador.
A razão vapor / biomassa SB está mostrada na Equação (116),
�� = vaporm&
biomassam& (116)
A conversão de carbono é a razão entre a vazão mássica de carbono no gás e a vazão
mássica do carbono na biomassa alimentada no gaseificador.
A conversão de carbono está mostrada na Equação (117),
�� = � gascarbonom ,&
biomassacarbonom ,&� . 100 (117)
Rendimento do gás frio:
O rendimento do gás frio é a razão entre a energia química do gás produzido e a energia
química da biomassa combustível, isto é, a razão entre o vazão mássica do gás
produzido multiplicado pelo PCI do gás e a vazão mássica da biomassa a ser gaseificada
multiplicada pelo PCI da biomassa (BASU, 2013). O rendimento do gás frio está
mostrado na Equação (118).
��� = ∑�� ���.�� ����� !"#$����.�� !"#$���� (118)

62
Além desses parâmetros, outros fatores podem ser importantes. A pressão, por
exemplo, influi reduzindo os teores de hidrogênio e de monóxido de carbono, os
componentes desejados, e aumentando os de vapor d’água, gás carbônico e metano, que
são indesejáveis para a síntese de bioprodutos (KLASS, 1998). Mais recentemente,
estudos efetuados na Finlândia (KURKELA et al., 2014) mostraram que a utilização de
pressões superiores a 4 kg/cm2 no processo de gaseificação criam problemas no leito,
com aumento dos teores de alcatrão, pois os leitos baseados em cálcio deixam de ter
efeitos catalíticos significativos.
2.2 Modelagem de gaseificadores de biomassa
2.2.1 Modelos “caixa preta”
Neste tipo de modelo, os processos no interior dos reatores não são resolvidos e os
modelos consistem em balanços globais de massa, energia e espécies químicas. Os
modelos denominados de equilíbrio utilizam relações de equilíbrio. Um exemplo é o
modelo denominado GASIFY (HIGMAN e BURGT, 2008). Os modelos denominados
de pseudo-equilíbrio utilizam relações de equilíbrio complementadas por correlações
empíricas obtidas a partir de experimentos.
Os modelos caixa preta funcionam muito bem para gaseificadores de escoamento
arrastado (HIGMAN e BURGT, 2008), onde as condições de alta temperatura implicam
em condições de equilíbrio termodinâmico. Não funcionam muito bem para os
gaseificadores de leito fluidizado, nos quais a pirólise e a devolatilização são
importantes. No entanto são úteis como uma primeira aproximação, especialmente nas
fases de concepção de projeto.

63
2.2.2 Modelos de fluidização
Um modelo de fluidização consiste em equações de conservação aplicadas às várias
regiões do reator. O padrão do escoamento em cada região é determinado por modelos
fluidodinâmicos semi-empíricos para determinar a distribuição de espécies de gás e
partículas reativas, o tamanho e velocidade das bolhas e outras variáveis de importância
(GÓMEZ-BAREA e LECKNER, 2010). As equações de conservação de quantidade de
movimento não são resolvidas explicitamente, o que resulta em grande economia
computacional. No entanto, não é possível extrapolar os modelos disponíveis para
condições muito diferentes dos experimentos utilizados para as formulações semi-
empíricas, ou podem ocorrer erros consideráveis.
2.2.2.1 Modelo CSFMB
O modelo CSFMB é o modelo de fluidização mais sofisticado disponível
comercialmente (GÓMEZ-BAREA e LECKNER, 2010). Este modelo é unidimensional
e vem sendo utilizado pelo CENPES, pela UNIFEI e pela TUDelft (SIEDLECKI, 2011)
há vários anos. Foi desenvolvido pelo professor da UNICAMP Márcio de Souza-Santos
a partir de sua tese de PhD pela Universidade de Sheffield, na Inglaterra (SOUZA-
SANTOS, 2007). Vem sendo desenvolvido desde 1987 e é atualizado com novas
versões com bastante freqüência. Seu nome original de CSFB foi modificado
primeiramente para CSFMB (SOUZA-SANTOS, 2009) e posteriormente para
CeSFaMB por motivos comerciais (SOUZA-SANTOS, 2012). Apesar de adequado para
a fase de concepção de um projeto, apresenta resultados algumas vezes inconsistentes e
exige muitas informações que nem sempre estão disponíveis. A parte do modelo
referente à pirólise e a conversões de carvão e alcatrão deve ser considerada como uma
primeira aproximação (GÓMEZ-BAREA e LECKNER, 2010) e expandida e revisada.

64
2.2.3 Modelos CFD
A fluidodinâmica computacional (CFD) é uma técnica que vem sendo cada vez
mais usada para a modelagem de escoamentos. Apesar de modelos dos escoamentos
monofásicos serem amplamente disponíveis e frequentemente bem sucedidos, a
modelagem de escoamentos multifásicos continua apresentando desafios. Esses
escoamentos apresentam as complexidades oriundas das interações entre as fases e a
dificuldade de localização da interface, por conta de problemas matemáticos e da
dificuldade na descrição física do fenômeno (WACHEM, 2000). No entanto, a
abordagem CFD apresenta a vantagem da resolução explícita das equações de
conservação, não dependendo de modelos de fluidização. Consequentemente espera-se
um custo computacional bem maior.
Os modelos CFD podem ser divididos em modelos Eulerianos e modelos
Lagrangeanos.
2.2.3.1 Modelo Euleriano-Euleriano
Os modelos Eulerianos tratam a fase das partículas como um meio contínuo e
promediam o movimento na escala das partículas individuais. As simulações utilizando
esta formulação podem descrever o comportamento de escoamentos gás - partículas
com alta massa específica em geometrias adequadas para fins de engenharia.
A desvantagem desta formulação é a necessidade de utilização de métodos
estatísticos complexos para traduzir o comportamento de uma infinidade de partículas
em um meio contínuo. Para atingir tal objetivo é utilizada a teoria cinética granular. Esta
formulação não é adequada para representar distribuições granulométricas de partículas
devido à promediação.
Os modelos Eulerianos tratam a fase das partículas como um meio contínuo e
promediam o movimento na escala das partículas individuais. As simulações utilizando
65
esta formulação podem descrever o comportamento de escoamentos gás - partículas
com alta massa específica em geometrias adequadas para fins de engenharia.
A desvantagem desta formulação é a necessidade de utilização de métodos
estatísticos complexos para traduzir o comportamento de uma infinidade de partículas
em um meio contínuo. Para atingir tal objetivo é utilizada a teoria cinética granular. Esta
formulação não é adequada para representar distribuições granulométricas de partículas
devido à promediação.
Pela complexidade da geometria, do escoamento e o grande número de reações
envolvidas, o modelo Euleriano - Euleriano será o utilizado.
2.2.3.2 Modelo Lagrangeano-Euleriano
Os modelos Lagrangeanos utilizam modelos discretos para calcular a trajetória de
cada partícula individual ou de conjuntos de partículas denominados pacotes (parcels).
A desvantagem dos métodos Lagrangeanos é o custo computacional excessivo para o
cálculo das partículas individuais, levando a longos tempos de simulação. O modelo
híbrido Lagrangeano-Euleriano seria uma boa alternativa, mas ainda se encontra em
desenvolvimento.
Os métodos de modelagem Lagrangeano – Euleriano permitem a utilização de
sistemas granulares polidispersos, ou seja, com uma dada distribuição granulométrica.
Como cada partícula tem seu próprio diâmetro, a manipulação de sistemas polidispersos
está considerada implicitamente. Em compensação, as colisões interpartículas não são
incluídas na formulação. Desta forma estes modelos têm dificuldades em descrever
estes efeitos, especialmente em regiões densas. Além disso, o custo computacional
necessário para a simulação aumenta muito com o número de partículas. A implicação é
que os métodos Lagrangeanos - Eulerianos não são utilizados para escoamentos densos,

66
como aqueles no fundo do reator de subida de um gaseificador de leito fluidizado
circulante, apenas para escoamentos muito dispersos (POPOFF e BRAUN, 2007).
2.2.3.3 Modelo Híbrido
Uma terceira formulação, intermediária entre a formulação Euleriana – Euleriana
do modelo de dois fluidos e a formulação Lagrangeana – Euleriana é um modelo
híbrido, denominado modelo discreto de fase densa (DDPM). Este modelo também
acompanha as partículas através do domínio como um modelo Lagrangeano, mas utiliza
o modelo cinético granular para estimar as interações partícula – partícula. Este método
permite a simulação de um maior número de partículas, com menor custo
computacional e a utilização de distribuições granulométricas, mas ainda se encontra em
desenvolvimento (POPOFF e BRAUN, 2007), (CLOETE et al., 2010).
2.2.3.4 Programa ANSYS FLUENT
O ANSYS FLUENT é um dos programas CFD mais avançados disponíveis para
modelagem de escoamento de fluidos, transmissão de calor e reações químicas em
geometrias complexas.
É escrito na linguagem C, utilizando suas facilidades, como alocação dinâmica de
memória do computador, estruturas de dados eficientes e controle flexível de cálculo de
equações (solver). Usa também arquitetura cliente-servidor, permitindo processos
simultâneos em servidores e em clusters, mesmo em diferentes sistemas operacionais
como Windows e LINUX.
Há flexibilidade para a geração de malhas, incluindo malhas não estruturadas para
geometrias muito complexas. O programa tem suporte para malhas 2D triangulares e
quadrilaterais, malhas 3D tetraédricas, hexaédricas, prismas e também malhas híbridas.
67
Após a leitura da malha, todas as operações seguintes tais como estabelecimento
das condições iniciais e de contorno, definição das propriedades dos fluidos, solução,
refino da malha e pós-processamento dos resultados podem ser executadas dentro do
FLUENT, embora o pós-processamento possa ser executado com mais recursos por
programas como o ENSIGHT.
O cálculo de equações (solver) administra os arquivos de entrada e saída, a
interface com o usuário e suporta processamento paralelo e múltiplos processos
diferentes, permitindo a resolução simultânea de diversos casos no mesmo computador
ou em outros computadores e clusters na rede.
Estão disponíveis os principais modelos, tanto para formulação Euleriana como
Lagrangeana, escoamento monofásico e multifásico, de turbulência e os modelos de
reações químicas.
Para a simulação do gaseificador de leito fluidizado circulante, pode ser utilizada
uma formulação Euleriana-Euleriana, com a versão modificada do modelo de dois
fluidos de Ishii (ISHII e HIBIKI, 2007), com as equações de conservação para um
escoamento gás-sólido promediadas através da decomposição de Reynolds, mais
próximo da forma apresentada por Enwald (ENWALD et al., 1996). Um dos modelos
de turbulência disponíveis, com economia computacional e razoável precisão é o
modelo k-ε (FREIRE et al., 2006).

68
3 Planejamento Experimental
3.1 Introdução
A utilização de um planejamento experimental (MONTGOMERY, 2001) permite o
uso de métodos estatísticos para análise dos resultados obtidos, além de tornar o
processo experimental mais eficiente e econômico. Essa avaliação quantitativa propicia
a formulação de conclusões mais objetivas, por vezes permitindo determinar modelos
matemáticos que descrevam o comportamento do fenômeno observado.
Para determinar um modelo, é fundamental testar a importância (ou significância
estatística) de cada um dos parâmetros existentes. Para este fim são utilizados os testes
de hipóteses, onde neste caso, deseja-se rejeitar a hipótese nula, desconsiderando dessa
forma a possibilidade de que o coeficiente estimado não seja zero, e mostrando que a
variável associada a esse parâmetro é importante.
Na estatística, quando se realizam estimativas, não se pode afirmar que o valor
obtido é exato. É regra associar a este valor único um intervalo de confiança, que
compreende uma faixa de valores com uma probabilidade pré-determinada para
encontrá-lo. Em geral trabalha-se com níveis de confiança de 95%, fornecendo uma
segurança no uso posterior desses parâmetros.
A utilização de modelos empíricos agrega ao estudo a capacidade de inferência
sobre o que acontecerá no domínio onde as observações experimentais estão ausentes.
Neste ponto, é importante frisar que os modelos empíricos são modelos locais e, quando
bem ajustados, predizem o comportamento de variáveis apenas em uma faixa restrita
dos fatores. Uma vantagem da utilização de modelos empíricos, e que merece destaque,
é a possibilidade de concentrar a atenção e os esforços de otimização no que realmente é
69
relevante ao processo, desprezando aquelas variáveis de efeito pouco ou não
significativo.
Uma forma de avaliar o desempenho de um modelo proposto é através de seus
resíduos, pois ao utilizar-se um modelo ideal eles não existirão. A análise de variância
(ANOVA ) é uma técnica robusta para este tipo de avaliação, pois decompõe a variação
total da resposta entre o predito e o experimental, em termos que são atribuídos à
regressão, aos resíduos e, quando possível, à falta de ajuste e ao erro puro. A ANOVA
possibilita ainda testar a significância estatística da regressão, verificar se há evidências
de falta de ajuste do modelo e quantificar a variação máxima possível de ser explicada
pela regressão.
O planejamento experimental pode ser dividido, de acordo com o propósito dos
experimentos, em (CALLADO e MONTGOMERY, 2003; MONTGOMERY, 2001):
a) pesquisa de quais variáveis tem mais influência nos resultados;
b) otimização dos resultados pela atribuição de valores às variáveis mais influentes;
c) minimização da variância pela atribuição de valores às variáveis mais influentes;
d) minimização da influência das variáveis incontroláveis pela atribuição de valores
às variáveis influentes.
Os benefícios da técnica do planejamento experimental incluem:
e) redução do número de experimentos sem perder a qualidade da
informação;
f) estudo simultâneo de muitas variáveis, separando seus efeitos;
g) determinação da confiabilidade dos experimentos;
h) possibilidade da execução da pesquisa em etapas, num processo iterativo de
novos experimentos;
i) seleção das variáveis influentes com um número reduzido de experimentos;

70
j) representação matemática do processo em estudo.
Para determinar a sequência dos experimentos em um planejamento, são utilizadas
quatro técnicas básicas:
• aleatoriedade;
• réplicas;
• experimento exploratório (screening);
• blocos.
3.2 Planejamento fatorial
O objetivo dos testes realizados foi a determinação da janela operacional para as
variáveis de interesse na gaseificação do bagaço de cana em regime de leito fluidizado
circulante. Além disso, a obtenção de um modelo matemático apropriado, que descreva
os fenômenos que ocorrem durante a gaseificação, também tem relevância para o
desenvolvimento do processo. O planejamento fatorial é indicado quando é desejada a
investigação dos efeitos de duas ou mais variáveis independentes ou fatores, isto é,
aqueles parâmetros a serem variados no planejamento experimental. É também a única
maneira de investigar a interação entre fatores. O planejamento em dois níveis 2k é o
mais usual. Para o cálculo dos intervalos de confiança e do erro experimental, é
necessário efetuar réplicas dos experimentos. Adicionalmente, para garantir a
aleatoriedade, deve ser sorteada a ordem dos experimentos.
O planejamento fatorial com dois níveis inclui a pressuposição de linearidade do
fenômeno estudado. No caso do estudo das interações entre fatores, o modelo pode
apresentar uma torção no plano. Dependendo desta curvatura, pode ser necessária a
proposição de um modelo de segunda ordem, criando a necessidade de mais pontos para
estimar os parâmetros deste modelo, que correspondem aos pontos centrais.

71
3.3 Variáveis independentes (fatores)
De um modo geral, as variáveis que afetam a qualidade do gás formado durante a
gaseificação são: vazão de biomassa, vazão de oxigênio, vazão de vapor d’água,
temperatura de reação, pressão de operação e tipo de material do leito circulante, que
pode ter efeito catalítico. Nesse contexto, o número de testes utilizando dois níveis para
cada uma dessas variáveis, e dois conjuntos de replicatas, geraria um planejamento com
3 x 26 experimentos, ou seja, um total de 192 testes, em uma unidade piloto contínua de
gaseificação. Tal demanda não apenas é extremamente dispendiosa, como também de
difícil execução, tendo em vista os problemas logísticos de envio de dezenas de
toneladas de bagaço de cana para o local dos experimentos, a Holanda. Portanto, para
minimizar o número de testes, decidiu-se fixar algumas variáveis. A influência da
temperatura é exaustivamente relatada na literatura (SIEDLECKI, 2011) e decidiu-se
que seria de 850 °C, a temperatura mais alta que a planta piloto pode suportar com
segurança, de forma a minimizar a formação de alcatrão. A planta piloto também não
possui resistência mecânica para operação pressurizada, então a pressão de operação foi
fixada pouco acima da pressão atmosférica, suficiente para vencer as perdas de carga do
sistema. Quanto ao tipo de leito, estudos anteriores da TUDelft (SIEDLECKI, 2011;
SIEDLECKI et al., 2009) mostraram ótimos resultados da magnesita na redução do teor
de alcatrão e no aumento do teor de hidrogênio, sendo este tipo de material escolhido
para ser utilizado em todos os testes.
Para a determinação da região operacional ótima, os testes devem considerar no
mínimo dois níveis para cada uma das variáveis. Além disso, é fundamental que sejam
realizadas réplicas devido à complexidade da unidade piloto e do número de erros que
podem ser inseridos entre os valores das variáveis de entrada e de resposta. Um ponto
central também se mostra importante para a verificação do comportamento das

72
respostas entre os dois níveis e, caso seja viável, para o desenvolvimento de um modelo
empírico. Baseado em experimentos prévios realizados na TUDelft , foram escolhidas
como variáveis independentes três fatores, as vazões mássicas de oxigênio, vapor e
biomassa. Por este planejamento, seriam necessários pelo menos 8 experimentos, mas
considerando a necessidade de pelo menos 1 réplica e 2 pontos centrais, seriam
necessários 18 experimentos. A matriz experimental inicial dos 18 experimentos é a
mostrada na Tabela 4. Considerando o experimento exploratório ou de screening,
seriam necessários 19 experimentos.

73
Tabela 4 - Matriz experimental inicial.
Ponto Réplica Ponto Central Fator A Fator B Fator C
1 1 1 -1 -1 -1
2 1 1 1 -1 -1
3 1 1 -1 1 -1
4 1 1 1 1 -1
5 1 1 -1 -1 1
6 1 1 1 -1 1
7 1 1 -1 1 1
8 1 1 1 1 1
9(C) 1 0 0 0 0
10 2 1 -1 -1 -1
11 2 1 1 -1 -1
12 2 1 -1 1 -1
13 2 1 1 1 -1
14 2 1 -1 -1 1
15 2 1 1 -1 1
16 2 1 -1 1 1
17 2 1 1 1 1
18(C) 2 0 0 0 0
Outra possível estratégia seria a de adimensionalizar as variáveis independentes,
reduzindo os fatores para 2. Este procedimento reduziria o número mínimo de
experimentos de 8 (23) para 4 (22), e introduzindo 4 pontos centrais para maior precisão,
poderíamos ter 2 réplicas e um experimento exploratório, com um total de 17

74
experimentos. Desta forma o erro experimental e o modelo de segunda ordem podem
ser obtidos com maior precisão. Como esta metodologia parece melhor, resultando em
um modelo mais preciso, a adimensionalização dos três fatores foi realizada utilizando
dois parâmetros muito conhecidos na gaseificação:
• o fator estequiométrico, cujo significado físico é a razão entre a
quantidade de oxigênio presente no sistema e a quantidade de oxigênio
necessária para a combustão estequiométrica da biomassa; o símbolo
comumente utilizado para este parâmetro é λ;
• a razão vapor-biomassa, que é simplesmente a razão entre a quantidade
de vapor e de biomassa inseridos no sistema; sua representação simbólica
costuma ser SB, fazendo referência à tradução para o inglês das palavras vapor
(steam) e biomassa (biomass).
Para a determinação do fator estequiométrico de todos os pontos obtidos durante os
testes utilizou-se a Equação (119),
% = �&'�&� '(�)(*� (119)
onde λ é a razão entre a massa de oxigênio e a massa de combustível, o bagaço. Como
se utilizou apenas um tipo de biomassa, a razão oxigênio-bagaço estequiométrica
permanece constante para todos os pontos, de todos os testes. Seu cálculo é apresentado
mais adiante, no ítem 4.4.
Os experimentos foram realizados utilizando como base um Planejamento Fatorial
2², ou seja, com dois fatores e dois níveis, e com dois conjuntos de replicatas. Além dos
pontos extremos, um ponto central também foi utilizado para tentar determinar a
curvatura da superfície de resposta. A matriz experimental proposta é a mostrada na
Tabela 5.

75
Tabela 5 - Matriz experimental proposta.
Ponto Réplica Ponto Central λ RazãoVapor/Biomassa
1 1 1 0,250 0,50
2 1 1 0,400 0,50
3 1 1 0,250 1,00
4 1 1 0,400 1,00
5(C) 1 0 0,325 0,75
6(C) 1 0 0,325 0,75
7 2 1 0,250 0,50
8 2 1 0,400 0,50
9 2 1 0,250 1,00
10 2 1 0,400 1,00
11(C) 2 0 0,325 0,75
12(C) 2 0 0,325 0,75
13 3 1 0,250 0,50
14 3 1 0,400 0,50
15 3 1 0,250 1,00
16 3 1 0,400 1,00
17 screening screening
Desta forma, foram utilizadas as técnicas de experimento exploratório, réplicas e
pontos centrais, uma vez que blocos não são aplicáveis para este tipo específico de
experimento. Resta garantir a aleatoriedade. Para tanto, foi sorteada a ordem dos
experimentos, resultando na Tabela 6.

76
Tabela 6 - Planejamento experimental executado.
Ponto Experimental
Réplica Ponto Central
λ Razão Vapor/Biomassa
Screening 1 exploratório
Screening 2 exploratório
T1 14 3 1 0,400 0,50
T2 3 1 1 0,250 1,00
T3 10 2 1 0,400 1,00
T4 2 1 1 0,400 0,50
T5 11 (C) 2 0 0,325 0,75
T6 5 (C) 1 0 0,325 0,75
T7 15 3 1 0,250 1,00
T8 4 1 1 0,400 1,00
T9 8 2 1 0,400 0,50
T10 12 (C) 2 0 0,325 0,75
T11 16 3 1 0,400 1,00
T12 1 1 1 0,250 0,50
T13 13 3 1 0,250 0,50
T14 6 (C) 1 0 0,325 0,75
T15 7 2 1 0,250 0,50
T16 9 2 1 0,250 1,00

77
4 Realização e Análise dos Experimentos
4.1 Unidade piloto de gaseificação
A Universidade Técnica de Delft (TUDelft ) possui uma planta de gaseificação
piloto com 100 kW de potência térmica, que ocupa quatro andares e é composta de seis
sistemas principais:
• sistema de gaseificação;
• sistema de alimentação de sólidos;
• sistema de alimentação de gases;
• sistema de limpeza dos gases;
• sistema de controle e medição;
• sistemas analíticos.
Os componentes principais do sistema de gaseificação, do tipo leito fluidizado
circulante (CFB) são:
• Reator de escoamento ascendente (riser), que é o reator principal aonde
ocorrem as reações de gaseificação para a formação de monóxido de carbono e
hidrogênio, os principais componentes do gás de síntese. Possui um
comprimento de 5,5 m e diâmetro interno de 83 mm.
• Ciclone, que faz a separação mecânica entre os sólidos e os gases
produzidos, fazendo com que os gases se direcionem para o sistema de limpeza e
os sólidos retornem para o riser através do downcomer. Possui diâmetro interno
de 102 mm, altura total (excluindo flanges) de 630 mm, dimensões internas da
entrada de 21 x 50 mm (largura x altura), diâmetro interno de saída do gás de 54
mm e diâmetro interno de saída de sólidos de 45 mm.
• Reator de escoamento descendente (downcomer), que é a tubulação de
retorno dos sólidos do ciclone ao riser. Possui diâmetro interno de 54 mm.

78
• Válvula não mecânica ou válvula L, dispositivo que controla a taxa de
recirculação e cria um selo que evita que os gases injetados no riser ascendam
através do downcomer, provocando um curto-circuito.
O material dos componentes expostos à temperatura nominal do processo e ao
contato com os reagentes e os produtos é aço inox AISI 310, DIN 1.485. Para as outras
partes, é utilizado aço inox AISI 316, DIN 1.4404.
A Figura 13 apresenta um desenho esquemático do sistema de gaseificação da
TUDelft , que pode operar até a temperatura de 875 ˚C.

79
Figura 13 - Esquema do sistema de gaseificação.
O riser, o downcomer e o ciclone são aquecidos usando resistências modulares
bipartidas e isoladas com fibras cerâmicas de fabricação ZMC Zamac da Polônia. Estes
aquecedores, do tipo radiante, têm um comprimento de 400 mm, potência de 2,4 kW a
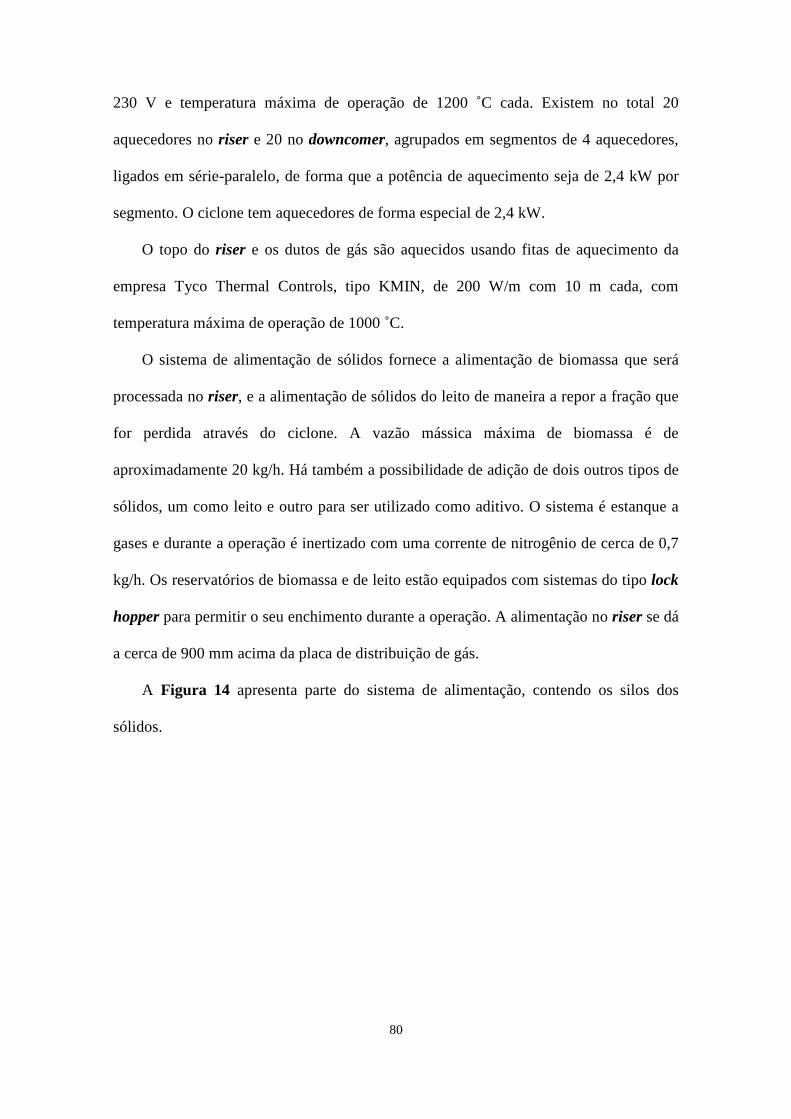
80
230 V e temperatura máxima de operação de 1200 ˚C cada. Existem no total 20
aquecedores no riser e 20 no downcomer, agrupados em segmentos de 4 aquecedores,
ligados em série-paralelo, de forma que a potência de aquecimento seja de 2,4 kW por
segmento. O ciclone tem aquecedores de forma especial de 2,4 kW.
O topo do riser e os dutos de gás são aquecidos usando fitas de aquecimento da
empresa Tyco Thermal Controls, tipo KMIN, de 200 W/m com 10 m cada, com
temperatura máxima de operação de 1000 ˚C.
O sistema de alimentação de sólidos fornece a alimentação de biomassa que será
processada no riser, e a alimentação de sólidos do leito de maneira a repor a fração que
for perdida através do ciclone. A vazão mássica máxima de biomassa é de
aproximadamente 20 kg/h. Há também a possibilidade de adição de dois outros tipos de
sólidos, um como leito e outro para ser utilizado como aditivo. O sistema é estanque a
gases e durante a operação é inertizado com uma corrente de nitrogênio de cerca de 0,7
kg/h. Os reservatórios de biomassa e de leito estão equipados com sistemas do tipo lock
hopper para permitir o seu enchimento durante a operação. A alimentação no riser se dá
a cerca de 900 mm acima da placa de distribuição de gás.
A Figura 14 apresenta parte do sistema de alimentação, contendo os silos dos
sólidos.

81
Figura 14 - Sistema de alimentação de sólidos.
O sistema de alimentação de gases consiste de nove injetores localizados no fundo
do riser, cada um com diâmetro interno de 4 mm e diâmetro externo de 6 mm e dois
orifícios de 2 mm. Os gases primários, que são os agentes fluidizantes, podem ser
nitrogênio, ar, vapor, e oxigênio e podem ser fornecidos e controlados
independentemente, embora haja restrições quanto ao teor máximo de oxigênio, com
limite de 50% em base mássica por questões de segurança. Há também limites na fração
de ar ou nitrogênio no vapor para evitar condensação no reator.
Os gases de fluidização injetados no riser são pré-aquecidos por um aquecedor
elétrico de 6 kW, do fabricante Watlow, com temperatura nominal de 360 ˚C e máxima
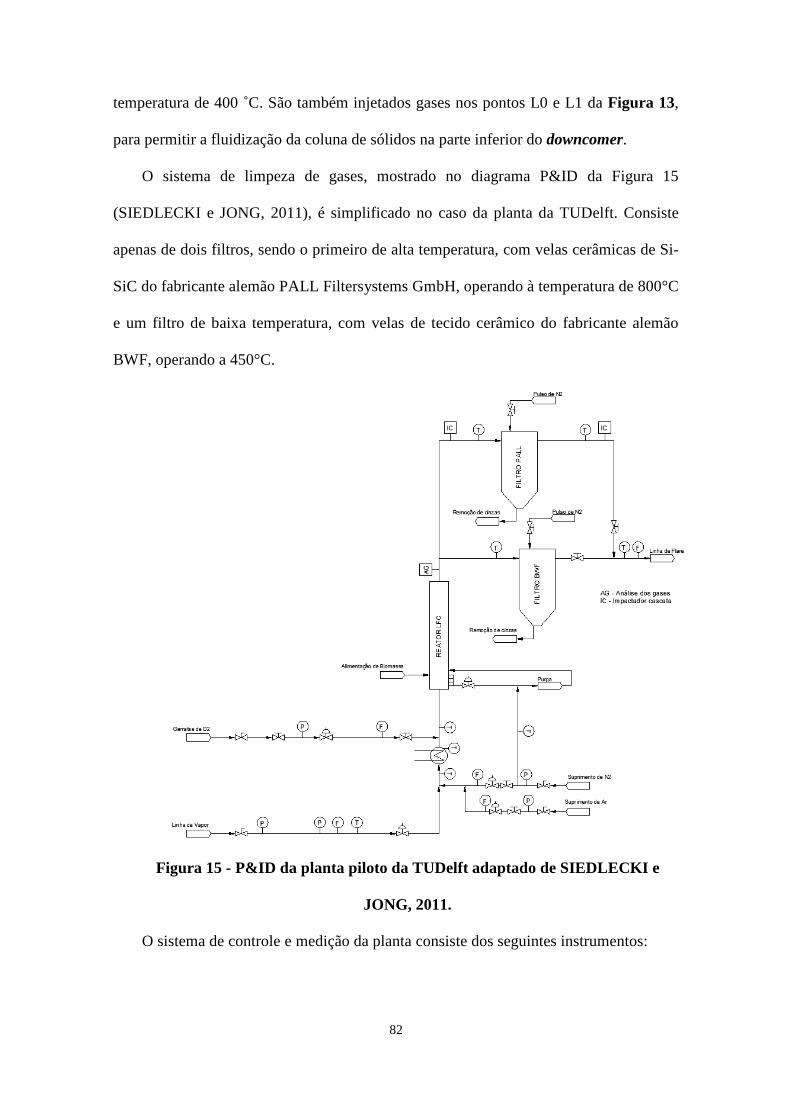
82
temperatura de 400 ˚C. São também injetados gases nos pontos L0 e L1 da Figura 13,
para permitir a fluidização da coluna de sólidos na parte inferior do downcomer.
O sistema de limpeza de gases, mostrado no diagrama P&ID da Figura 15
(SIEDLECKI e JONG, 2011), é simplificado no caso da planta da TUDelft. Consiste
apenas de dois filtros, sendo o primeiro de alta temperatura, com velas cerâmicas de Si-
SiC do fabricante alemão PALL Filtersystems GmbH, operando à temperatura de 800°C
e um filtro de baixa temperatura, com velas de tecido cerâmico do fabricante alemão
BWF, operando a 450°C.
Figura 15 - P&ID da planta piloto da TUDelft adaptado de SIEDLECKI e
JONG, 2011.
O sistema de controle e medição da planta consiste dos seguintes instrumentos:

83
a) medição de vazão de todos os gases primários utilizando medidores tipo
térmico Endress & Hauser AT70, exceto para o vapor, que utiliza medidor tipo
vórtex Endress & Hauser Prowirl 72;
b) para o controle das vazões de todos os gases primários, são utilizadas
válvulas de controle pneumático de fabricação Samson. estas válvulas são
controladas por sinal dos loops de controle no PLC;
c) as purgas, controle da válvula L e outras pequenas vazões são
comandadas por controladores de vazão mássica M+W Mass-Stream do fabricante
Bronkhorst High Tech B.V.;
d) a vazão do gás produzido é medida utilizando um medidor de vazão de
pressão diferencial McCrometer V-cone;
e) oito termopares do tipo K, T1 a T8, sendo sete no riser e um no
downcomer;
f) nove células de pressão diferencial, medindo a perda de carga em
diferentes partes da instalação;
g) sistema de supervisão, controle e aquisição de dados (SCADA) acoplado
a um PLC tipo SattCon 200 do fabricante ABB, operado por dois PCs na sala de
controle. os dados do processo são registrados com uma frequência de 0,1 Hz.
Os sistemas analíticos utilizam amostras do gás produzido extraídas continuamente
após a saída de gás do ciclone. Um esquema da linha de amostragem pode ser visto na
Figura 16 (JONG, 2011).
84
Figura 16 - Linha de amostragem do gás produzido adaptado de JONG, 2011.
A sonda para análise do gás aponta na direção do escoamento para evitar que o
particulado de maior granulometria penetre na linha. A tubulação é aquecida utilizando
um Sistema de heat tracing por resistência elétrica da empresa Horst (type HSS-
450°C). A carcaça do filtro de partículas é aquecida utilizando uma jaqueta de
aquecimento Tyco IJ-GL de lã de vidro. As temperaturas tanto da linha de amostragem
quanto da carcaça do filtro de partículas são mantidas em 300 °C através de
controladores de temperatura.
Um ponto de amostragem de alcatrão, para utilização do método Solid Phase
Adsorption (SPA), está localizado imediatamente após a saída do filtro de partículas.
Há também um ponto com um termopar para a confirmação da temperatura do gás na
linha onde se dá a amostragem. Um diagrama mais detalhado do sistema de amostragem
de gases pode ser visto na Figura 17.

Figura
O gás passa então por um condensador primário para remoção dos condensáveis
com o maior ponto de ebulição, que são basicamente os componentes mais pesados do
alcatrão, além de um pouco de água, antes da condução do gás para a sala de controle,
onde ocorre a análise do gás. Após a passagem pelo condensador secundário e dois
frascos de vidro cheios com esferas de sílica gel, o gás seco é caraterizado por diversos
métodos analíticos. Um resumo dos métodos analíticos utilizados está mostrado na
Tabela 7.
85
Figura 17 – Sistema de amostragem de gases.
O gás passa então por um condensador primário para remoção dos condensáveis
com o maior ponto de ebulição, que são basicamente os componentes mais pesados do
alcatrão, além de um pouco de água, antes da condução do gás para a sala de controle,
a análise do gás. Após a passagem pelo condensador secundário e dois
frascos de vidro cheios com esferas de sílica gel, o gás seco é caraterizado por diversos
métodos analíticos. Um resumo dos métodos analíticos utilizados está mostrado na
O gás passa então por um condensador primário para remoção dos condensáveis
com o maior ponto de ebulição, que são basicamente os componentes mais pesados do
alcatrão, além de um pouco de água, antes da condução do gás para a sala de controle,
a análise do gás. Após a passagem pelo condensador secundário e dois
frascos de vidro cheios com esferas de sílica gel, o gás seco é caraterizado por diversos
métodos analíticos. Um resumo dos métodos analíticos utilizados está mostrado na

86
Tabela 7 - Resumo dos métodos analíticos e componentes medidos
Instrumento / Técnica analítica
Medição Componentes
medidos Acurácia
Desvio Padrão
Repetibilidade Hartman & Braun URAS10P Espectroscopia de infravermelho não dispersivo (NDIR)
online CO2 e CO 98% 0,5%
Hartman & Braun Magnos6G Analisador Paramagnético (PM)
online O2 98% 0,5%
Varian CP 4900 µGC módulo CP-Sil 5CB, 4m
semi-online
BTX (benzeno, tolueno e xileno)
n/a 1%
Varian CP 4900 µGC módulo CP-COX, 1m
semi-online
N2, CO, CO2, H2, CH4
98% 1%
Espectroscopia de infravermelho por transformada de Fourier (FTIR) ThermoElectron Nicolet 5700 célula aquecida de gás (150°C)
off-line, seco
CO2, CH4, C2H4, CO,
C2H2 98% 10%
Espectroscopia de infravermelho por transformada de Fourier (FTIR) ThermoElectron Nicolet 5700 célula aquecida de gás (150°C)
off-line, úmido
CO2, CH4, C2H4, CO,
C2H2, COS, HCN, H2O,
NH3
98% 10%
Teor de água por gravimetria
off-line H2O n/d n/d
Adsorção por fase sólida (SPA)
off-line PAH, fenólicos 94% 1,7%

87
Para os gases principais, como CO, CO2, H2O, CH4, C2H4, existem alternativas para
medição. Para o H2, pela sua importância, foi introduzido um micro cromatógrafo a gás
próprio em duplicata. Não há alternativas para o N2, e em caso de uma eventual falha de
medição, seu teor teria que ser calculado por diferença.
4.2 Caracterização do leito
A magnesita utilizada como leito nos testes é a denominada M-85, do fabricante
INTOCAST de origem eslovaca. Sua composição está mostrada na Tabela 8. Já a sua
distribuição granulométrica está mostrada na Tabela 9.
Tabela 8 - Composição do leito de magnesita.
% massa MgO 86,65 CaO 4,76 SiO2 0,26 Fe2O3 7,57 Al 2O3 0,18
As <10 ppm Cd <0,1 ppm Hg <0,1 ppm Pb <10 ppm
A partir de uma amostra de 1.425,9 g, foi obtida a distribuição granulométrica da
Tabela 9. O somatório do diâmetro médio de cada faixa multiplicado pela fração
mássica de cada intervalo de diâmetros de partícula nos dá o valor médio de diâmetro de
286 µm, para uma massa específica aparente (bulk) de 1.090 kg/m3.

88
Tabela 9 - Distribuição granulométrica do leito de magnesita.
Faixa de diâmetros [µm]
Diâmetro médio [µm]
massa [g]
Fração mássica [kg/kg]
%
> 850 44,8 3,1E-02 3,14 600-850 725 138,7 9,7E-02 9,73 500-600 550 100,3 7,0E-02 7,03 425-500 463 91,2 6,4E-02 6,40 300-425 362.5 227,9 1,6E-01 15,98 200-300 250 279,3 2,0E-01 19,59 150-200 175 171,8 1,2E-01 12,05 90-150 120 230,2 1,6E-01 16,14
<90 141,6 9,9E-02 9,93 n.d. 0,1 7,0E-05 0,01
Total 1425,8 100,00
A Figura 18 mostra a distribuição granulométrica do leito de magnesita.
Figura 18 - Distribuição granulométrica do leito de magnesita.
A magnesita é um mineral cuja composição é constituída de MgCO3 (MgO no caso
de magnesita calcinada) e frações menores de CaO, Fe2O3 e sílica. Como seu teor de
sílica é pequeno, é um material atrativo para uso como leito, já que tem maior
resistência à formação de aglomerados, tendo adicionalmente a vantagem de seu preço
0,00
0,05
0,10
0,15
0,20
0,25
> 850 600-850 500-600 425-500 300-425 200-300 150-200 90-150 <90 n.d.
Fra
ção
má
ssic
a [
kg
/kg
]
Faixa de diâmetros [μm]

89
relativamente baixo. Foi usado com sucesso na TUDelft como leito em várias
campanhas de gaseificação de biomassa (SIEDLECKI, 2011). A presença de óxidos
metálicos na magnesita tem também um potencial efeito catalítico primário no processo
de gaseificação.
Para estudar estes óxidos, foi efetuado um ensaio de difração de raios-x e uma
análise de espectrografia Raman em amostras de magnesita M85, que é a usada pela
TUDelft . Estes resultados poderão ser comparados no futuro com magnesitas nacionais
para avaliação de atividade catalítica.
A Figura 19 mostra o difratograma de uma amostra virgem de magnesita M85. O
padrão de difração da amostra mostra picos de alta intensidade atribuídos a uma fase
MgO bem cristalizada, e de acordo com a composição química mostrada na Tabela 8.
Estes picos estão desviados em direção a ângulos 2θ menores que os de MgO puro. Este
fato pode ser uma indicação da inclusão de Fe na estrutura, formando uma solução
sólida Mg-Fe-O. Além disso, foram observadas linhas de difração menos intensas
atribuídas a fases tipo espinélio. Estas podem ser do tipo Fe3O4, apesar de fases do tipo
Fe2O3 não poderem ser descartadas, já que o pico desta fase a cerca de 35,6° coincide
com o pico da fase tipo espinélio. Por último, foram observadas linhas de baixa
intensidade e banda larga atribuídas a Ca(OH)2. Uma inspeção visual da amostra
revelou a presença de partículas brancas, sugerindo a ausência de ferro. Uma análise
EDS mostrou que estas partículas contêm basicamente CaO. A presença de hidróxido de
cálcio em vez de CaO pode estar relacionada à alta tendência deste óxido se transformar
em hidróxido em contato com a umidade do ar.

90
Figura 19 - Difratograma de uma amostra virgem de magnesita M85.
Para um melhor entendimento da natureza dos óxidos de ferro presentes nas
amostras, foram efetuadas espectrografias RAMAN nas partículas de magnesita M85.
As partículas foram examinadas no microscópio e duas das amostras apresentando cores
diferentes foram analisadas. O espectro RAMAN no intervalo entre 2000 e 200 cm-1
está mostrado na Figura 20. Apesar da interpretação do espectro ser bastante complexa,
a sua forma é similar ao do Fe3O4, apesar dos picos não se ajustarem aqueles reportados
na literatura para a magnetita, sendo desviados para comprimentos de onda mais
elevados, que podem ser atribuídos à maghemita (γ-Fe2O3). Além disso, alguns picos
podem ser atribuídos à magnetita (α-Fe2O3). Os óxidos de ferro podem se transformar
durante os ensaios RAMAN, pela oxidação de Fe3O4 para maghemita e hematita. Desta
forma, para ter conclusões mais definitivas sobre as fases contendo ferro, um estudo
mais detalhado é necessário, o que pode levar a um maior entendimento sobre as
propriedades catalíticas da magnesita.
10 20 30 40 50 60 70 80
20 30 40 50 60
°
°
° °°°
°̂ °
*
^
^
^
^
^^
^ ^*
*
§
Det
ecto
r si
gnal
(a.
u.)
2θ (°CuKα)
§
§ Al sample holder* MgO-type^ spinel-type° Ca(OH)
2
# α-Fe2O
3
*
^
°
#
#

91
Figura 20 - Espectroscopia Raman de amostra de magnesita M85.
2000 1800 1600 1400 1200 1000 800 600 400 200
33249
1
698
1370
1336
24731
329
1
400
46955
2
Det
ecto
r si
gnal
(a.
u.)
wavenumber (cm-1)
site 1 site 2
683

92
4.3 Caracterização da biomassa
A biomassa utilizada como carga do processo de gaseificação foi o bagaço de cana
peletizado. Foram adquiridos 2.500 kg de pellets Pelletbraz produzidos pela empresa
Madersul e enviados para a Holanda. Sua caracterização foi realizada através de análise
elementar, mostrada na Tabela 10 e análise imediata, mostrada na Tabela 11. Os
ensaios foram executados pela empresa BELAB AB . Além dessas análises, foi
determinado o teor de umidade médio presente nos pellets de bagaço.
Tabela 10 - Resultados da análise elementar, em base seca, do bagaço de cana.
Análise elementar % massa
Carbono 46,200
Oxigênio 41,200
Hidrogênio 5,600
Nitrogênio 0,270
Enxofre 0,032
Cloro 0,040
Tabela 11 - Resultados da análise imediata, em base seca, do bagaço de cana.
Análise Imediata % massa
Voláteis 77,9
Cinzas 6,6
Carbono fixo 15,5

93
Como o bagaço de cana nunca tinha sido utilizado para a gaseificação em leito
fluidizado circulante com oxigênio e vapor, sua composição foi comparada com
biomassas utilizadas no passado pela TUDelft (SIEDLECKI, 2011), com os resultados
mostrados na Tabela 12.

94
Tabela 12 - Comparação entre análise imediata e análise elementar de diversas
biomassas.
Tipo de
Combustível Bagaço Madeira A Madeira B Miscanthus
Análise Imediata, como recebida, % massa
Umidade 6,2 8,1 6,2 6,8
Matéria volátil 73,1
Carbono fixo 14,5
Cinzas 6,2
Análise Elementar, como recebida, normalizada, % massa
C 43,3 47,0 47,9 45,7
H 6,0 6,13 6,02 5,93
N 0,26 0,203 0,752 0,678
S 0,03 0,020 0,050 0,111
O 44,2 46,3 44,2 44,0
Cl 0,03 0,012 0,042 0,225
SiO2 4,435 0,039 0,0215 1,2
Al 2O3 0,635 0,000 0,055 0,097
Fe2O3 0,872 0,000 0,085 0,046
CaO 0,136 0,118 0,224 0,184
MgO 0,100 0,015 0,057 0,129
Na2O 0,017 0,000 0,022 0,038
K2O 0,259 0,035 0,046 0,877
P2O5 0,065 0,000 0,014 0,179
Cinzas Totais 6,2 0,344 0,983 3,33
Frações Totais 100,0 100,0 100,0 100,0
PCI [MJ/kg] calc 14,0 15,7 16,7 15,6
O teor de carbono e o de hidrogênio em base seca e isento de cinzas dos quatro
tipos de biomassas são bastante semelhantes. No entanto, podem ser observadas
diferenças significativas no teor de cinzas e na composição. Levando em conta o teor de

95
sílica e o de potássio no bagaço, seria possível a ocorrência de aglomeração do leito
fluidizado durante os experimentos, mas não foi observado este problema nos
experimentos e consequentemente não houve a necessidade de utilização de aditivos
como o caulim no leito. Este aditivo foi utilizado apenas no primeiro teste de screening.
4.4 Cálculo da razão oxigênio-combustível estequiométrica para o
bagaço
A partir da análise elementar, da análise imediata e do teor de umidade do bagaço
foi determinada sua composição em base molar, normalizada, seca e isenta de cinzas
(d.a.f.-dry and ash-free). Na Tabela 13, cada coluna representa uma etapa dos cálculos
realizados.
Tabela 13 - Etapas de cálculo para determinação da razão oxigênio-biomassa
estequiométrica.
Análise Elementar %massa d.a.f. %massa d.a.f. e
normal. %mol d.a.f. e
normal.
Carbono 49,465 49,517 32,092
Oxigênio 44,111 44,158 21,482
Hidrogênio 5,996 6,002 46,256
Nitrogênio 0,289 0,289 0,161
Enxofre 0,034 0,034 0,008
Utilizando a composição em base molar da biomassa, foi obtida uma fórmula
empírica para o bagaço, optando-se por normalizá-la para um átomo de carbono, a fim
de facilitar os cálculos de combustão. A fórmula empírica obtida foi a da Equação
(120),
��,,,,-�,..�/,,,,01,,223�,,,,,4. (120)

96
O próximo passo foi descobrir a quantidade de oxigênio necessária para que, ao
reagir com o bagaço, apenas dióxido de carbono, dióxido de enxofre e água sejam
formados. Através da reação de combustão apresentada na Equação (121), os
coeficientes são determinados a partir do balanço dos elementos.
5��,,,,-�,..�/,,,,01,,223�,,,,,4 + 71� → 9�1� + :-�1 + ;�1� (121)
Desta forma, obtém-se os resultados mostrados na Tabela 14.
Tabela 14 - Coeficientes obtidos a partir do balanço dos elementos.
x y m n p
1,0000 1,0259 1,0000 0,7207 0,0003
Portanto, a razão estequiométrica entre a massa de oxigênio e a massa de bagaço
d.a.f. é de 1,354, ou seja 9� <'estequiométrico= 1,354 9� =><�?@@?
4.5 Avaliação dos dados gerados pelos testes
A Tabela 15 apresenta uma visão geral dos experimentos de gaseificação
realizados na TUDelft durante a campanha de gaseificação. O último teste utilizou as
velas catalíticas experimentais no filtro PALL .

97
Tabela 15 - Visão geral dos experimentos realizados na TUDelft.
Data Teste λ Razão
Vapor/Biomassa Réplica
18 e 20 de
abril
Testes de Screening
26 de abril Teste 1 0.400 0.5 1
2 de maio Teste 2 0.250 1 1
7 de maio Teste 3 0.400 1 1
11 de maio Teste 4 0.400 0.5 2
29 de maio Teste 5 0.325 0.75 1
31 de maio Teste 6 0.325 0.75 2
4 de junho Teste 7 0.250 1 2
7 de junho Teste 8 0.400 1 2
12 de junho Test 9 0.400 0.5 3
14 de junho Teste 10 0.325 0.75 3
18 de junho Teste 11 0.400 1 3
20 de junho Teste 12 0.250 1 3
25 de junho Teste 13 0.250 0.5 2
27 de junho Teste 14 0.325 0.75 4
2 de julho Test 15 0.250 0.5 2
4 de julho Teste 16 0.250 0.5 3
24 de julho Velas catalíticas
0.325 0.75 -

98
5 Resultados Experimentais
Após os testes de screening, onde foram definidas as condições para a gaseificação
do bagaço de cana, todos os 17 experimentos foram considerados válidos, com estados
estacionários para análise posterior dos dados. Os estados estacionários são
particularmente importantes porque mostram o funcionamento estável da planta piloto
naquele ponto de operação e permitem o cálculo dos balanços de massa e de energia.
5.1 Captura dos dados
A planta piloto de gaseificação da TUDelft é controlada através de um controlador
lógico programável (PLC) industrial. Este dispositivo comanda os loops de controle e as
operações de entrada e de saída de dados de acordo com comandos fornecidos pelo
operador por um programa supervisório do tipo SCADA. Os dados medidos são
armazenados, sendo necessária uma ferramenta para pós-processamento das
informações. A TUDelft possui uma implementação em Visual Basic Professional 6.0
denominado Energy Technology Reactor Data Evaluator (ERDE), que constitui uma
planilha EXCEL com uma interface que permite a captura automatizada dos dados do
supervisório e a análise dos dados. As informações ficam disponíveis numa planilha
junto com o log do experimento, os estados estacionários e os gráficos de análise. A
Figura 21 mostra o processo de análise dos dados utilizado na TUDelft .

99
Figura 21 - Esquema do processo de análise de dados utilizado na TUDelft.
Como era desejada uma análise estatística mais detalhada dos experimentos, além
das análises padrão constantes das planilhas EXCEL fornecidas, foram também obtidos
os arquivos de dados brutos extraídos do supervisório. Estas informações foram
analisadas no CENPES com mais precisão, analisando-se vários estados estacionários e
aplicando ferramentas estatísticas com o programa STATISTICA, a partir do item 5.4.
5.2 Caracterização do gás produzido.
A Tabela 16 mostra uma visão geral dos resultados obtidos nos 17 experimentos de
gaseificação, correspondendo a 23 estados estacionários selecionados pela TUDelft .
Naqueles testes em que mais de um estado estacionário foi observado, aquele de maior
duração foi escolhido para fazer parte da tabela. As variáveis que foram medidas
continuamente como vazões de entrada, temperaturas, pressões e componentes do gás
produzido exceto H2O e BTX, são apresentadas como médias calculadas durante o
período de medição apresentado na tabela para cada experimento. A concentração de
água no gás, os componentes residuais e o alcatrão exceto o BTX, foram quantificados
Dados brutosDados
tabulados em formato EXCEL
ERDE
Pós-processamento
Planilha com a visão geral
Balanços de massa e de
energia
Resultados finais

100
como amostras discretas tiradas durante a operação em estado estacionário do
gaseificador, e durante o período de medição mencionado. No item 5.4 foi utilizada uma
análise ligeiramente diferente, para maior precisão estatística.
A eficiência de filtração do filtro de alta temperatura do fabricante PALL foi
estudada, com as temperaturas do filtro, perda de carga, carga de particulado antes e
depois do filtro e pressão dos pulsos apresentadas na Tabela 16. Os parâmetros para a
limpeza do filtro tais como pressão e frequência dos pulsos e o tempo de abertura das
válvulas foram inicialmente ajustados nos valores sugeridos pela PALL e
posteriormente modificados para garantir os valores desejados para a manutenção da
limpeza do filtro e da sua perda de carga. A frequência dos pulsos em particular foi
ajustada devido a altos valores de perda de carga. Os parâmetros do processo foram
calculados utilizando as médias obtidas a partir dos dados medidos, enquanto a
conversão de carbono e o rendimento a frio foram calculados a partir do balanço molar.
Naqueles pontos em que a precisão da estimativa dos vazamentos de nitrogênio como
função da pressão do silo de alimentação de biomassa devido por exemplo à vedação
dos eixos, os valores das purgas foram ajustados de modo a manter as vazões do gás
produzido dentro de uma faixa razoável. São apresentados dois valores de fator
estequiométrico λ, o valor do planejamento experimental e o efetivamente conseguido.
A variação se deveu em alguns casos, como os de λ=0,40, ao aumento da temperatura
da gaseificação pelo excesso de oxigênio, excedendo 900 °C e excedendo a temperatura
recomendável de operação do material do gaseificador. No entanto, o leito se manteve
em circulação, não havendo colapso por fusão, como ocorre com algumas biomassas.
Por segurança nestes casos, λ foi reduzido. Após a análise dos dados, foi evidenciada
também a falta de precisão na alimentação de biomassa da planta piloto da TUDelft . A
dosagem de sólidos é muito mais difícil que a de líquidos ou de gases e resultou em

101
variações na vazão de biomassa prevista para cada experimento, de acordo com o grau
de enchimento do silo de biomassa e de outros aspectos operacionais, implicando na
variação do λ e da razão vapor/biomassa. Com relação ao teor de CO e de CO2, a tabela
mostra os valores esperados, isto é, a concentração de CO2 aumenta quando é fornecido
mais oxigênio às reações, enquanto a concentração de CO diminui simultaneamente. A
temperatura do processo diminui com a diminuição do fator estequiométrico. Este
fenômeno é causado pelo fato de que para um menor λ, as reações endotérmicas
prevalecem, e ao mesmo tempo a energia fornecida pelo sistema de aquecimento não é
suficiente para compensar a perda de calor para o meio ambiente. A isolação térmica no
gaseificador da TUDelft, após muitos anos de utilização, apresenta várias áreas
deficientes, o que pode ser comprovado pela visão do gaseificador com o metal rubro
em vários pontos. Em instalações industriais, a razão do calor perdido pelas paredes em
relação ao calor fornecido pela reação é comparativamente muito menor, com as perdas
de calor pelo efeito de parede reduzidas e a isolação térmica muito melhor. No caso de
uma planta piloto, é necessário o fornecimento de calor por aquecimento elétrico para
compensar as perdas pelas paredes.

102
Tabela 16 - Resultados principais (continua nas próximas duas páginas).
Teste 1
Teste 2
Teste 3
Teste 4
Teste 5
Teste 6
Teste 7
Teste 8
Teste 9
Teste 10
Teste 11
Teste 12
Teste 13
Teste 14
Teste 15
Teste 16
Teste 17
Data do teste: 26/04/2012 2/05/2012 7/05/2012 11/05/2012 29/05/2012 31/05/2012 4/06/2012 7/06/2012 12/06/2012 14/06/2012 18/06/2012 20/06/2012 25/06/2012 27/06/2012 02/07/2012 04/07/2012 24/07/2012
Material do leito M85 M85 M85 M85+S M85 M85 M85 M85 M85 M85 M85 M85 M85 M85 M85 M85 SM
Duração total da corrida 8:32 9:48 6:15 9:05 8:35 9:00 8:50 8:00 9:53 9:19 9:18 10:20 9:15 9:40 9:20 10:00 13:30
Duração do período de avaliação 1:53 3:42 4:45 6:11 5:34 7:04 4:45 5:37 7:05 5:02 6:34 7:50 3:27 6:34 6:47 8:15 12:18
Horário do início do período de avaliação
12:05 12:02 10:25 10:19 13:26 10:13 11:50 10:58 11:00 12:43 10:31 09:09 12:53 11:05 9:58 09:36 8:33
Horário do final do período de avaliação
13:58 15:44 15:10 16:30 19:00 17:17 16:35 16:35 18:05 17:45 17:05 16:59 16:20 17:39 16:45 17:51 20:51
Vazões de injeção [kg/h]
Vapor (primário) 9,91 14,7 14,41 9,90 11,40 11,40 14,70 14,19 9,56 11,40 14,42 14,70 12,6 11,4 10,5 10,36 11,23
Oxigênio (primário) 7,00 4,00 6,34 6,60 6,00 6,00 3,99 6,24 6,35 5,97 6,33 4,00 7,00 6,00 6,40 6,18 5,98
N2 (recirculação válvula L) 0,73 0,73 0,77 0,73 0,73 0,82 0,84 1,45 1,48 1,47 1,46 1,48 1,48 1,48 1,48 1,43 1,46
Nitrogênio (vazão purgas) 2,86 2,86 2,86 2,86 2,86 2,86 2,85 0,65 0,63 0,65 0,63 0,65 0,63 0,65 0,65 0,65 0,65
Biomassa 15,65 13,74 14,31 14,63 14,15 14,08 13,28 14,33 14,78 14,69 14,73 14,39 23,61 14,99 18,74 19,13 15,54
Temperaturas [°C]
Riser (média de 7 TCs) 871 864 828 851 853 853 835 869 873 883 876 826 859 889 866 864 887
Riser aquec. elétrico (média) 836 820 799 820 825 825 828 845 845 844 844 815 837 844 841 841 813
Injeção de gás 360 360 360 360 360 360 360 360 360 360 360 360 360 360 360 360 360

103
Teste 1
Teste 2
Teste 3
Teste 4
Teste 5
Teste 6
Teste 7
Teste 8
Teste 9
Teste 10
Teste 11
Teste 12
Teste 13
Teste 14
Teste 15
Teste 16
Teste 17
Pressões [mbar]
Pressão manom. saída CFB n/d n/d n/d n/d 28,87 30,18 31,88 37,84 30,22 33,70 39,37 33,70 50,00 33,92 35,69 35,19 31,33
Parâmetros de processo
Velocidade de fluidização (ufl) [m/s] 3,62 4,46 4,50 3,50 3,80 3,79 4,25 4,60 3,44 3,92 4,72 4,22 4,24 3,96 3,65 3,58 3,99
λ desejado base mássica 0,40 0,25 0,40 0,40 0,325 0,325 0,25 0,40 0,40 0,325 0,40 0,25 0,25 0,325 0,25 0,25 0,325
λ real base mássica 0,36 0,24 0,37 0,38 0,36 0,36 0,25 0,37 0,36 0,34 0,36 0,23 0,25 0,34 0,29 0,27 0,32
SB desejada base mássica 0,50 1,00 1,00 0,50 0,75 0,75 1,00 1,00 0,50 0,75 1,00 1,00 0,50 0,75 0,50 0,50 0,75
SB real base mássica 0,6 1,1 1 0,7 0,8 0,8 1,1 1 0,6 0,8 1 1 0,5 0,8 0,6 0,5 0,7
Razão H2O/O2 [mol/mol] 2,5 6,5 4,0 2,7 3,4 3,4 6,5 4,0 2,67 3,4 4,0 6,5 3,2 3,4 2,9 3,0 3,3
Componentes principais do gás produzido [% vol ]
H2 seco, livre de nitrogênio 25,1 30,4 24,5 21,6 27,1 27,1 33,8 24,9 25,5 26,5 26,2 31,9 31,3 27,9 29,9 29,2 27,1
CO seco, livre de nitrogênio 16,7 18,8 15,7 18,4 15,6 15,3 14,5 13,1 14,5 16,2 14,1 15,9 19,3 15,6 19 18,6 17,9
CH4 seco, livre de nitrogênio 6,2 7,2 6,2 6,2 6,3 6,2 6,2 5,6 5,8 6,3 6 6,4 6,6 6,4 6,8 6,7 6,4
CO2 seco, livre de nitrogênio 47,4 41 50,5 45,4 48,0 47,5 40,6 48,1 47,4 47,3 49,5 40,8 39,8 47,3 41,3 41,7 45,2
N2 seco 16,5 23,9 26,3 17,3 18,2 18,1 20,5 19,4 19,6 21,4 19,6 20 13,2 18,4 14,2 14,0 16,5
H2O 57 58 63 61 59 58 59 66 56 60 61 58 49 50 61 40 51
Teor de alcatrão [g/Nm 3]
BTX seco, livre de nitrogênio, na descarga do gaseificador
6,82 2,95 2,58 4,01 4,65 6,58 7,91 4,69 6,91 7,44 7,20 7,70 8,96 7,46 9,47 8,48 7,92
BTX seco, livre de nitrogênio, na descarga do filtro PALL
- - - - - - - - 6,44 2,71 3,47 5,93 6,36 2,75 8,64 4,42 1,66
PAH na descarga do gaseificador 4,23 4,08 2,36 5,43 3,47 3,49 3,23 3,14 2,94 3,54 3,15 4,02 5,91 4,37 5,71 4,43 5,31

104
Teste 1
Teste 2
Teste 3
Teste 4
Teste 5
Teste 6
Teste 7
Teste 8
Teste 9
Teste 10
Teste 11
Teste 12
Teste 13
Teste 14
Teste 15
Teste 16
Teste 17
PAH na descarga do filtro PALL - - - - - - - - 3,04 2,85 2,36 3,38 2,75 2,13 3,53 3,80 2,22
Fenóis na descarga do gaseificador 0,296 0,550 0,540 0,607 0,212 0,331 0,280 0,082 0,129 0,219 0,257 0,551 0,802 0,320 0,591 0,411 0,53
Fenóis na descarga do filtro PALL - - - - - - - - 0,017 0,055 0,053 0,204 0,094 0,056 0,097 0,106 0,02
Benchmarks Processo
Conversão de carbono [%] 83 43 47 76 75 77 62 74 73 68 75 70 73 82 87 86 93
Eficiência a frio [%] 49 33 26 44 45 47 46 42 43 42 44 51 53 51 62 60 60
Razão H2 / CO [-] 1,5 1,6 1,6 1,2 1,7 1,8 2,3 1,9 1,8 1,6 1,9 2,0 1,6 1,8 1,6 1,6 1,5
Notas
Pressão pulso (antes pulso) [bar] - 2,6 2,5 2,5 2,5 4 3 3 3 3 3 3 3 3 3 3 3,3
Dp (começo) [mbar] - 43 49 43 43 59 66 77 78 78 90 88 144 122 108 118 84
Dp (final) [mbar] - 59 62 64 65 69 78 81 67 82 92 106 148 220 213 134 98
T gás pulso (média) [°C] - 412 406 406 406 407 407 408 407 407 407 408 407 408 406 407 407
T gás [°C] - 770 767 774 777 779 775 777 778 779 779 771 777 779 782 785 793
Tempo abertura válvula pulso [ms] - 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150
Carga particulado montante [g/Nm3] n.r. n.r. 71 9,1 15,1 15,6 7,3 - - - - - - - - 25,2 -
Carga particulado jusante [g/Nm3] - - - - - - - 0,07 0,58 0,16 0,07 0,03 - 0,06 0,04 - 0,02
Cinzas coletadas no filtro [kg] - 0,5 0,6 0,3 2,4 3,7 3,7 3,9 8,2 - 8 2,4 3,5 12 8 - 2,5

105
Com relação à composição do gás produzido no gaseificador, os valores mostrados
na Tabela 16 são semelhantes aos encontrados na literatura para pellets de madeira. As
composições são medidas em base volumétrica, seca e livre de nitrogênio, exceto o teor
de água. Na gaseificação com oxigênio e vapor, apenas o nitrogênio contido na
biomassa é fornecido ao sistema, mas há uma injeção de nitrogênio para purga dos
tubos que conectam os medidores de pressão diferencial ao gaseificador, para evitar o
entupimento com cinzas e areia. O sistema de alimentação de biomassa também é
pressurizado com nitrogênio para evitar o vazamento do gás produzido para os
parafusos de alimentação e daí para os silos e para o ambiente. A quantidade de
nitrogênio usada para purgar os medidores de pressão diferencial pode ser medida com
precisão, mas é mais difícil quantificar o total de nitrogênio fornecido ao sistema de
alimentação de biomassa. Foi feita uma estimativa com base nos balanços de massa,
considerando-se então que cerca de 50% do nitrogênio utilizado para a purga do sistema
de alimentação entra no reator e o restante escapa para o ambiente.
5.2.1 Concentração de hidrogênio no gás produzido
A concentração de hidrogênio no gás produzido recebeu bastante atenção nos
experimentos. A Figura 22 mostra a concentração de hidrogênio no gás produzido em
base seca e livre de nitrogênio em função do fator estequiométrico λ. Já a Figura 23
apresenta a concentração de hidrogênio no gás produzido na mesma base, mas em
função da razão vapor/biomassa.

106
Figura 22 – Concentração de H2 no gás produzido em base seca, livre de
nitrogênio em função de λ.
Figura 23 - Concentração de H2 no gás produzido em base seca, livre de
nitrogênio em função da razão vapor / biomassa.
20,00
22,00
24,00
26,00
28,00
30,00
32,00
34,00
36,00
0,15 0,20 0,25 0,30 0,35 0,40
Co
nce
ntr
açã
o d
e H
2d
nf
[%v
/v]
λ [-]
Test 1
Test 2
Test 3
Test 4
Test 5
Test 6
Test 7
Test 8
Test 9
20,00
22,00
24,00
26,00
28,00
30,00
32,00
34,00
36,00
0,2 0,7 1,2 1,7
Co
nce
ntr
açã
o d
e H
2d
nf
[%v
/v]
Razão S/B [-]
Test 1
Test 2
Test 3
Test 4
Test 5
Test 6
Test 7
Test 8

107
Com base nos gráficos pode ser visto que o aumento da razão vapor/biomassa, na
faixa de 0,8 até um valor entre 1,2 e 1,5 resultará no aumento da conversão de alcatrão e
consequentemente no teor de hidrogênio. Mantendo-se o valor da razão vapor/biomassa,
o teor de hidrogênio aumenta ligeiramente para valores baixos de λ e decresce para
λ>0,3.
5.2.2 Alcatrão
A formação de alcatrão é praticamente inevitável na gaseificação em leito
fluidizado circulante, pelas temperaturas de reação moderadas e período de residência
relativamente curto, resultando que as moléculas de hidrocarbonetos mais pesadas não
são totalmente convertidas para moléculas mais leves. A utilização de magnesita como
material do leito já contribui para minimizar a formação de alcatrão (SIEDLECKI,
2011). A Tabela 16 mostra a evolução das concentrações de alcatrão durante os
experimentos. Os componentes do alcatrão medidos foram hidrocarbonetos
poliaromáticos (PAH), hidrocarbonetos fenólicos e BTX (benzeno, tolueno e xileno).
Embora pela definição de alcatrão o benzeno não seja um componente (MENG, 2012),
por conveniência foi incluído aqui.
5.3 Determinação dos estados estacionários
Cada teste teve uma duração aproximada de 8 horas, gerando uma grande
quantidade de dados. Determinaram-se, para cada teste, os intervalos em que a unidade
de gaseificação atingiu o estado estacionário, através da análise da composição do gás
produzido e do suprimento dos insumos. Cada teste gerou diferentes quantidades de
estados estacionários, cujos dados, posteriormente, foram tratados e utilizados para o
cálculo do valor médio de cada variável de interesse, para um teste completo.

108
Para exemplificar a determinação dos estados estacionários, é demonstrada como
foi realizada a análise para o Teste 1. Inicialmente foram determinados, de forma visual,
intervalos em que o suprimento de vapor d’água e o de oxigênio tinham as oscilações
reduzidas (região delimitada pela linha tracejada na Figura 24). Uma das maiores
particularidades do sistema em estudo é a utilização de carga sólida. Um sistema de
carga para sólidos é muito mais complexo do que aquele utilizado para gases ou
líquidos e, dificilmente, a vazão fornecida por ele permanece estável. Em sistemas desse
tipo, é comum a utilização de um silo contendo uma balança ou célula de carga, cuja
função é registrar a massa de biomassa que entra no gaseificador por intervalo de tempo
e determinar uma vazão média. Portanto, falar em vazão instantânea de biomassa tem
pouco significado prático, devendo-se trabalhar com um valor médio para um intervalo
em que as outras variáveis indiquem que o sistema esteja em regime.
Figura 24 - Perfis de vazão de oxigênio, vapor d’água e biomassa durante o
Teste 1.
0
5
10
15
20
25
30
35
40
45
50
0
2
4
6
8
10
12
14
16
18
20
8:24:00 9:36:00 10:48:00 12:00:00 13:12:00 14:24:00 15:36:00 16:48:00 18:00:00
Vaz
ão d
e só
lidos
, kg/
h
Vaz
ão,
kg/h
Oxigênio Vapor d'água Biomassa

109
O passo seguinte foi verificar se, nos mesmos intervalos, os valores medidos para a
composição dos gases produzidos permaneciam constantes, ou com pequenas variações
em torno do valor médio para aquele período. Regiões de oscilações bruscas indicam
problemas de continuidade operacional, podendo ter como causa vazamentos, ou
entupimentos. Na Figura 25, essas regiões podem ser identificadas sem maiores
dificuldades. As linhas tracejadas indicam intervalos em que possivelmente o sistema
encontrava-se em regime permanente.
Figura 25 - Perfis de concentração de hidrogênio, monóxido de carbono e
dióxido de carbono durante o Teste 1.
Em seguida, para cada intervalo calculou-se o valor médio e o respectivo desvio
padrão de cada variável. Com isso, foi possível verificar o quanto cada desvio
representava em relação à média obtida, e identificar se aquele período poderia de fato
ser considerado um estado estacionário. À exceção da vazão de biomassa, cujo motivo
já foi esclarecido anteriormente, todos os desvios obtidos representavam menos que
10% do valor médio de cada variável. Foram obtidos 69 estados estacionários a partir
dos 16 testes.
0
5
10
15
20
25
30
35
40
45
8:24:00 9:36:00 10:48:00 12:00:00 13:12:00 14:24:00 15:36:00 16:48:00 18:00:00
Con
cent
raçã
o, %
volu
me
H2 CO CO2

Mais adiante, eliminaram
outliers, cujos valores observados ficaram numericamente distantes do restante dos
dados. Por último, calculou
gerando, finalmente, as variáveis de resposta desejadas para a análise do planejamento
experimental. A tabela com os valores de resposta obtidos para todos os estados
estacionários é apresentada no
enquanto o Anexo II apresenta a média de todos os estados estacionários selecionados.
5.4 Avaliação dos dados ger
Experimentos em unidades piloto possuem dificuldades inerentes à escala quando
se deseja desenvolver e aplicar um planejamento experimental a fim de subsidiar uma
análise estatística do processo. Quando a unidade utiliza uma carga sólida,
dificuldades tornam-se ainda maiores. Nestes casos, uma das dificuldades mais
relevantes é a controlabilidade do processo, isto é, o controle dos fatores do
planejamento. Este fato implica
Figura 26 - Esquema
estacionário para cada uma das combinações (esquerda) e para o ponto central
110
Mais adiante, eliminaram-se os estados estacionários considerados anômalos ou
, cujos valores observados ficaram numericamente distantes do restante dos
dados. Por último, calculou-se a média dos estados estacionários para cada teste,
gerando, finalmente, as variáveis de resposta desejadas para a análise do planejamento
. A tabela com os valores de resposta obtidos para todos os estados
estacionários é apresentada no Anexo I, com a indicação de sua seleção ou não,
apresenta a média de todos os estados estacionários selecionados.
Avaliação dos dados gerados pelos testes
Experimentos em unidades piloto possuem dificuldades inerentes à escala quando
se deseja desenvolver e aplicar um planejamento experimental a fim de subsidiar uma
análise estatística do processo. Quando a unidade utiliza uma carga sólida,
se ainda maiores. Nestes casos, uma das dificuldades mais
relevantes é a controlabilidade do processo, isto é, o controle dos fatores do
planejamento. Este fato implica que, por mais que se planeje determinado valor
Esquema que mostra a obtenção de um único valor de estado
estacionário para cada uma das combinações (esquerda) e para o ponto central
(direita).
se os estados estacionários considerados anômalos ou
, cujos valores observados ficaram numericamente distantes do restante dos
se a média dos estados estacionários para cada teste,
gerando, finalmente, as variáveis de resposta desejadas para a análise do planejamento
. A tabela com os valores de resposta obtidos para todos os estados
de sua seleção ou não,
apresenta a média de todos os estados estacionários selecionados.
Experimentos em unidades piloto possuem dificuldades inerentes à escala quando
se deseja desenvolver e aplicar um planejamento experimental a fim de subsidiar uma
análise estatística do processo. Quando a unidade utiliza uma carga sólida, as
se ainda maiores. Nestes casos, uma das dificuldades mais
relevantes é a controlabilidade do processo, isto é, o controle dos fatores do
que, por mais que se planeje determinado valor para
um único valor de estado
estacionário para cada uma das combinações (esquerda) e para o ponto central

111
uma variável independente, dificilmente o valor realizado será o mesmo, principalmente
quando se trabalha com média de pontos e média de médias.
Nos testes na TUDelft , outro aspecto que deve ser levado em consideração é o fato
dos experimentos terem sido realizados em triplicata, devendo-se, portanto, obter uma
média para cada uma das combinações do planejamento experimental. Na Figura 26 é
apresentado um esquema mostrando o universo amostral e sua respectiva redução para
se chegar aos valores de um estado estacionário, para uma das combinações dos fatores
(esquerda) e para o ponto central (direita). Cada teste leu em torno de 3.000 pontos,
gerando em média 4,3 estados estacionários. Foi calculada a média destes estados,
gerando um estado estacionário médio por teste para cada variável. Em seguida,
calculou-se a média entre os testes em réplica, gerando, por fim, um único valor para
cada variável.
Como temos dois fatores, dois níveis e um ponto central, a quantidade de
combinações possíveis é de cinco condições (quatro combinações dos dois fatores em
dois níveis e mais o ponto central). A Tabela 17 apresenta as médias finais dos fatores
obtidas como consequência da variação da alimentação de biomassa, para cada uma das
combinações e para o ponto central, além do seu valor planejado e o respectivo desvio
em relação ao planejado..

112
Tabela 17 - Média dos pontos obtidos em cada set-point.
Planejado Realizado Desvio
λ S/B λ S/B λ S/B
0,250 0,500 0,263 0,534 -5% -7%
0,250 1,000 0,237 1,034 5% -3%
0,325 0,750 0,349 0,787 -7% -5%
0,400 1,000 0,368 0,989 8% 1%
0,400 0,500 0,370 0,628 8% -26%
Na Figura 27 é observada a representação gráfica dos pontos apresentados na
Tabela 6. É possível notar que os desvios do valor realizado em relação ao planejado
não seguiram um padrão, mostrando uma variabilidade aleatória.
Figura 27 - Representação dos valores finais para os fatores e os respectivos
valores planejados.
0,20
0,40
0,60
0,80
1,00
1,20
0,200 0,250 0,300 0,350 0,400 0,450
S /
B
λ
Planejado Realizado

113
O processo de gaseificação tem como objetivo produzir uma corrente rica em
hidrogênio e monóxido de carbono. Ao mesmo tempo é fundamental manter uma alta
relação H2/CO em virtude das exigências dos processos de síntese. Por esta razão, as
variáveis escolhidas como resposta foram a concentração de hidrogênio, de monóxido
de carbono, de metano e de dióxido de carbono (estas duas últimas pois é desejado
minimizá-las). Além dessas saídas, foram realizadas amostragens durante os testes para
a determinação da concentração de alcatrão em cada uma das condições do
planejamento. Os resultados dessas análises também foram avaliados como resposta.
A Tabela 18 mostra os fatores e as respostas para cada um dos pontos do
planejamento. No teste 12 não foi realizada a amostragem do alcatrão pela mesma
metodologia empregada nos outros testes, conhecida como Solid Phase Adsorption
(SPA). Portanto, para a avaliação estatística dos resultados, seu valor foi replicado a
partir de um teste em condições similares.

114
Tabela 18 - Fatores e respostas para os testes realizados.
Teste Ponto λ S/B % H2 % CO % CO2 % CH4
Alcatrão, g/Nm³
com BTX
sem BTX
12 1 0,266 0,534 29,0 18,6 41,8 6,7 6,7 4,8
15 7 0,274 0,534 30,0 18,9 41,4 6,8 6,4 5,4
13 13 0,250 0,534 31,3 19,3 39,7 6,6 6,9 5,1
Média 0,263 0,534 30,1 18,9 41,0 6,7 6,7 5,1
Desvio 0,013 0,000 1,1 0,3 1,1 0,1 0,2 0,3
4 2 0,375 0,668 24,4 18,1 47,7 6,4 7,5 6,0
9 8 0,360 0,582 25,9 14,8 46,9 5,8 - -
1 14 0,377 0,633 25,1 16,7 47,4 6,2 5,3 4,7
Média 0,370 0,628 25,1 16,5 47,3 6,1 6,4 5,4
Desvio 0,009 0,043 0,7 1,6 0,4 0,3 1,5 1,0
2 3 0,224 0,976 31,0 18,3 39,1 7,0 5,2 4,7
16 9 0,234 1,019 30,9 16,7 40,6 6,6 5,4 4,4
7 15 0,254 1,108 34,0 14,4 41,3 6,2 5,3 3,6
Média 0,237 1,034 32,0 16,5 40,3 6,6 5,3 4,2
Desvio 0,015 0,067 1,8 2,0 1,1 0,4 0,1 0,6
8 4 0,375 0,996 25,5 12,8 47,7 5,4 8,2 3,4
3 10 0,369 0,986 25,2 15,2 50,7 6,0 3,3 2,9
11 16 0,361 0,986 25,8 14,1 49,6 5,9 4,5 3,5
Média 0,368 0,989 25,5 14,0 49,4 5,8 5,4 3,2
Desvio 0,007 0,006 0,3 1,2 1,6 0,3 2,5 0,3
6 5 (C) 0,364 0,823 27,2 14,9 47,6 6,0 8,3 3,8
14 6 (C) 0,335 0,756 27,6 15,8 47,3 6,5 4,8 4,2
5 11 (C) 0,358 0,807 27,1 15,6 48,0 6,3 10,9 3,8
10 12 (C) 0,338 0,762 27,4 15,6 47,4 6,3 6,9 3,5
Média 0,349 0,787 27,3 15,5 47,6 6,2 7,7 3,8
Desvio 0,014 0,033 0,2 0,4 0,3 0,2 2,5 0,3

115
5.4.1 Análise estatística dos resultados
Para a avaliação do planejamento experimental foi utilizado o software
STATISTICA , desenvolvido pela Statsoft. Essa ferramenta computacional permite a
realização de todas as análises estatísticas descritas no item 4, entre muitas outras. A
primeira análise realizada foi a verificação da magnitude do efeito de cada fator nas
variáveis de resposta, e a determinação da significância estatística de cada um dos
efeitos. Para isso utilizou-se a ferramenta conhecida como gráfico de Pareto para os
efeitos normalizados, como mostra a Figura 28, utilizando um nível de significância de
5%. O valor da concentração dos gases produzidos está em base isenta de água e
nitrogênio (ER = λ).
A linha vermelha vertical, em p = 0,05, delimita o valor mínimo para que o efeito
normalizado de uma variável independente, em cada uma das variáveis dependentes,
seja significativo do ponto de vista estatístico. Esses gráficos podem ser facilmente
interpretados, já que uma simples indicação visual revela os efeitos que não são
significativos e, portanto, que devem ser ignorados ao determinar-se o modelo empírico
que melhor ajusta os dados. De forma sucinta, a concentração de hidrogênio sofre
influência do fator estequiométrico, a concentração de monóxido de carbono sofre
influência tanto do fator estequiométrico quanto da razão vapor/biomassa, a razão
H2/CO é afetada basicamente pelo fator estequiométrico e, por último, a concentração
de alcatrão não tem nenhuma relação significativa com as duas variáveis independentes.
Ainda de acordo com a análise, nenhuma das respostas é afetada por interações entre os
fatores, ou seja, não há interações de segunda ordem entre as variáveis independentes.

Figura 28 - Gráficos de Pareto para os efeitos normalizados (no sentido
horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão H
Corroborando as conclusões acima, os gráficos apresentados na
permitem uma interpretação mais simples sobre o impacto de cada um dos fatores
as respostas.
116
Gráficos de Pareto para os efeitos normalizados (no sentido
horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão H
dióxido de carbono).
Corroborando as conclusões acima, os gráficos apresentados na
permitem uma interpretação mais simples sobre o impacto de cada um dos fatores
Gráficos de Pareto para os efeitos normalizados (no sentido
horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão H2/CO e
Corroborando as conclusões acima, os gráficos apresentados na Figura 29
permitem uma interpretação mais simples sobre o impacto de cada um dos fatores para

Figura 29 - Gráficos com os resultados obtidos nas condições não centrais (no
sentido horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão
Através do conhecimento
variáveis de resposta, foram determinados modelos empíricos, ignorando aqueles
mencionados como desprezíveis do ponto de vista estatístico. A
efeitos significativos para cada resposta, com os respectivos desvios e intervalos de
confiança. O teste t de Student é utilizado para determinar a significância do efeito. A
117
Gráficos com os resultados obtidos nas condições não centrais (no
sentido horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão
H2/CO e dióxido de carbono).
Através do conhecimento da significância dos efeitos dos fatores para cada uma das
variáveis de resposta, foram determinados modelos empíricos, ignorando aqueles
mencionados como desprezíveis do ponto de vista estatístico. A Tabela
efeitos significativos para cada resposta, com os respectivos desvios e intervalos de
tudent é utilizado para determinar a significância do efeito. A
Gráficos com os resultados obtidos nas condições não centrais (no
sentido horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão
da significância dos efeitos dos fatores para cada uma das
variáveis de resposta, foram determinados modelos empíricos, ignorando aqueles
Tabela 19 apresenta os
efeitos significativos para cada resposta, com os respectivos desvios e intervalos de
tudent é utilizado para determinar a significância do efeito. A

118
mesma tabela contém também os coeficientes dos modelos, com os respectivos desvios
e intervalos de confiança.
Tabela 19 - Estimativa dos efeitos e dos coeficientes para os modelos, com as
variáveis significativas.
H2 Efeito Erro
Padrão t(14) p -95,% +95,% Coeficiente.
Erro Padrão
-95% +95%
Média. 28,814 0,303 95,175 0,000 28,164 29,463 28,814 0,303 28,164 29,463
(1) λ -6,770 0,783 -8,645 0,000 -8,449 -5,090 -3,385 0,392 -4,225 -2,545
CO Efeito Erro
Padrão t(13) p -95,% +95,% Coeficiente
Erro Padrão
-95,% +95%
Média 16,459 0,285 57,759 0,000 15,843 17,075 16,459 0,285 15,843 17,075
(1) λ -3,073 0,733 -4,190 0,001 -4,657 -1,488 -1,536 0,367 -2,328 -0,744
(2)S/B -3,596 0,801 -4,490 0,001 -5,327 -1,866 -1,798 0,400 -2,663 -0,933
CO2 Efeito Erro
Padrão t(13) p -95,% +95,% Coeficiente
Erro Padrão
-95,% +95,%
Média 44,102 0,271 163,029 0,000 43,518 44,687 44,102 0,271 43,518 44,687
(1) λ 9,850 0,696 14,148 0,000 8,346 11,354 4,925 0,348 4,173 5,677
(2)S/B 1,817 0,760 2,390 0,033 0,175 3,460 0,909 0,380 0,087 1,730
CH4 Efeito Erro
Padrão t(14) p -95,% +95,% Coeficiente
Erro
Padrão -95,% +95,%
Média. 6,396 0,073 87,430 0,000 6,239 6,553 6,396 0,073 6,239 6,553
(1) λ -0,797 0,189 -4,214 0,001 -1,203 -0,392 -0,399 0,095 -0,602 -0,196
H2/CO Efeito Erro
Padrão t(14) p -95,% +95,% Coeficiente
Erro
Padrão -95,% +95,%
Média 1,760 0,043 41,344 0,000 1,668 1,851 1,760 0,043 1,668 1,851
(2)S/B 0,456 0,126 3,619 0,003 0,186 0,727 0,228 0,063 0,093 0,363
Alcatrão Efeito Erro
Padrão t(14) p -95,% +95,% Coeficiente
Erro
Padrão -95,% +95,%
Média. 6,245 0,166 25,089 0,000 3,815 9,528 6,245 0,166 3,815 9,528
Os valores dos coeficientes são sempre metade dos valores dos efeitos. Este
fenômeno acontece porque, para o cálculo dos efeitos, considera-se a variação da
resposta quando os fatores são reduzidos ou aumentados em dois níveis, isto é, entre -1
e +1. No caso dos coeficientes, seus valores indicam a variação da resposta em função

119
da variação unitária dos fatores, devendo considerar o que a variação unitária representa
em variação da variável.
Os modelos obtidos que apresentaram significância estatística são apresentados nas
Equações (122) a (126),
-�A%C = 42,10 − 44,28 ∗ AλC (122)
�1A%C = 27,63 − 20,10 ∗ A%C − 6,26 ∗ A� �⁄ C (123)
�1�A%C = 22,17 + 64,42 ∗ A%C + 3,16 ∗ A� �⁄ C (124)
�-.A%C = 7,96 − 5,21 ∗ A%C (125)
-�/�1A%C = 1,76 + 0,46 ∗ A� �⁄ C (126)
Como nos resultados acima já foram eliminados os efeitos não significativos, é
possível notar que nenhum dos intervalos de confiança inclui o valor nulo (zero). Para a
concentração de hidrogênio no gás de saída, o efeito do fator estequiométrico apresenta
um valor negativo, ou seja, reduz-se a entrada e aumenta-se o valor da resposta. A
mesma análise pode ser aplicada, de forma análoga, às outras variáveis de resposta.
Na Figura 30 são apresentados os pontos experimentais versus os pontos obtidos
através dos modelos propostos. Quanto mais próximos da linha vermelha estiverem os
pontos experimentais, menores serão os resíduos dos modelos. Nota-se que o modelo
determinado para a concentração de hidrogênio é o que melhor se ajusta aos pontos
obtidos experimentalmente, gerando menores resíduos, principalmente na faixa de
concentração entre 24% e 28%. Para o monóxido de carbono, embora a tendência dos
resultados experimentais seja expressa pela equação, o modelo gera resíduos mais
significativos.

120
Para a concentração de alcatrão, o modelo gerado pelo STATISTICA não consegue
ser ajustado para fornecer uma boa correlação com os resultados experimentais.
Considerando que a concentração de alcatrão não sofre influência das duas variáveis
independentes, ou seja, do fator estequiométrico e da razão vapor-biomassa, a média
obtida foi de 6,41 g/Nm³ com um desvio padrão de 1,9 g/Nm³. É relatado na literatura
(MENG, 2012) que a variável de maior efeito no teor de alcatrão é a temperatura de
reação, com o seu aumento levando à formação de uma maior quantidade de seus
precursores.

Figura 30 - Valores experimentais
sentido horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão
Os resultados da análise de variância dos modelos encontram
caso do alcatrão, a equação determinada pelo STATISTICA não fornece nenhuma
121
Valores experimentais versus valores obtidos pelos modelos (no
sentido horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão
H2/CO e dióxido de carbono).
análise de variância dos modelos encontram-se na
caso do alcatrão, a equação determinada pelo STATISTICA não fornece nenhuma
valores obtidos pelos modelos (no
sentido horário: hidrogênio, monóxido de carbono, metano, alcatrão, razão
se na Tabela 20. No
caso do alcatrão, a equação determinada pelo STATISTICA não fornece nenhuma

122
correlação com os dados experimentais e, portanto, não faz sentido realizar a sua
ANOVA, pois ela não representa a variação em função dos fatores.
Uma primeira indicação sobre os desempenhos dos modelos pode ser obtida através
do coeficiente de determinação (R2), cuja fórmula é a razão entre a soma quadrática da
regressão (SSR) e a total (SST). Para avaliar com mais exatidão a significância estatística
da regressão, pode-se realizar um teste, onde a hipótese nula significa que não há
relação entre a variável dependente e independente. Neste caso, a razão entre as médias
quadráticas da regressão (MSR) e dos resíduos (MSE) segue uma distribuição de Fischer
ou F. Portanto, quando o valor de Fcrítico é menor que a razão entre as médias, a hipótese
nula é rejeitada, e o modelo é considerado representativo, pelo menos localmente. Os
dados dessas análises encontram-se na Tabela 21.

123
Tabela 20 - Resultados da análise de variância (ANOVA).
H2 Soma
quadrática Grau de liberdade
Média quadrática
F p
(1) λ 97,7617 1 97,76165 74,73169 0,000001
Erro 18,3144 14 1,30817
SQ total 116,0760 15
CO Soma quadrática
Grau de liberdade
Média quadrática
F p
(1) λ 20,08266 1 20,08266 17,55472 0,001059
(2)S/B 23,06296 1 23,06296 20,15987 0,000608
Erro 14,87204 13 1,14400
SQ total 55,83253 15
CO2 Soma quadrática
Grau de liberdade
Média quadrática
F p
(1) λ 206,3719 1 206,3719 200,1709 0,000000
(2)S/B 5,8898 1 5,8898 5,7129 0,032681
Erro 13,4027 13 1,0310
SQ total 222,5331 15
CH4 Soma quadrática
Grau de liberdade
Média quadrática
F p
(1) λ 1,356271 1 1,356271 17,75577 0,000867
Erro 1,069387 14 0,076385
SQ total 2,425658 15
H2/CO Soma quadrática
Grau de liberdade
Média quadrática
F p
(2)S/B 0,372352 1 0,372352 13,09842 0,002790
Erro 0,397982 14 0,028427
SQ total 0,770334 15

124
Tabela 21 - Coeficiente de determinação e teste de significância da regressão.
R2 Fcrítico MSR/MSr
H2 0,856 4,600 28,183
CO 0,734 3,806 11,916
CO2 0,945 3,806 11,637
CH4 0,679 4,600 9,961
H2/CO 0,508 4,600 6,923
Alcatrão 0,076 4,600 0,278
De acordo com o teste de hipóteses, as razões entre as médias quadráticas da
regressão e dos resíduos são maiores do que os valores de Fcrítico para todas as respostas
menos o alcatrão e, portanto, cinco regressões tem significância estatística. O modelo
para a concentração de hidrogênio foi o melhor obtido.
O resíduo do modelo pode ser dividido em dois erros distintos: a falta de ajuste da
regressão e o erro puro (ou erro aleatório). Para avaliar o erro puro é necessária a
realização de réplicas dos testes, mantendo os fatores muito bem controlados. Apesar
dos testes terem sido realizados, no mínimo, em tréplicas, as variáveis independentes
não foram mantidas em níveis constantes o suficiente para a determinação do erro puro.
Como resultados da avaliação estatística têm-se, em suma, que:
• O modelo obtido para a concentração de hidrogênio tem significância
estatística e sofre influência apenas do fator estequiométrico.
• O modelo obtido para a concentração de monóxido de carbono tem
significância estatística e sofre influência tanto do fator estequiométrico quanto da
razão vapor-biomassa.
• O modelo obtido para a razão hidrogênio-monóxido de carbono possui
significância estatística e sofre influência apenas da razão vapor-biomassa.

125
• O modelo obtido para a concentração de alcatrão não possui significância
estatística.
Para o caso da razão H2/CO, existe a possibilidade dos efeitos do fator
estequiométrico na concentração de hidrogênio e na concentração de monóxido de
carbono se anularem ao ponto da variável combinada sofrer influência apenas da razão
vapor-biomassa.
5.4.2 Análise do teor de alcatrão
A amostragem de alcatrão é realizada através da metodologia conhecida como
Solid Phase Adsorption (SPA), onde um cartucho contendo um material adsorvente de
sílica aglutinada por n-propilamina é inserido em uma linha com fluxo constante de gás
produzido. Essa metodologia pode interferir na representatividade da concentração de
monoaromáticos na amostra, pois por serem os compostos mais voláteis presentes no
alcatrão, podem ser perdidos devido à evaporação.
Diante da falta de significância para o ajuste do teor de alcatrão, decidiu-se por
analisar o teor de alcatrão descontando os monoaromáticos, além de avaliar os efeitos
dos fatores nas diferentes classes de compostos do alcatrão, tais como nos
poliaromáticos, nos monoaromáticos e nos compostos fenólicos.
A Tabela 22 apresenta os resultados obtidos em todos os testes, à exceção do teste
9, cuja amostragem SPA não foi realizada. Todavia, replicou-se para este teste o valor
obtido em condições similares, apesar desta manobra tornar menos relevante a
determinação do erro puro.

126
Tabela 22 - Teores de alcatrão, alcatrão sem BTX, poliaromáticos,
monoaromáticos e fenólicos determinados através de amostragem SPA.
Teste Total - BTX PAH MAH Fenólicos
1 5,33 4,67 4,39 0,67 0,27
2 5,21 4,75 4,00 0,46 0,75
3 3,33 2,90 2,36 0,42 0,54
4 7,47 6,04 5,43 1,43 0,61
5 10,89 3,78 3,47 7,12 0,31
6 8,30 3,79 3,49 4,50 0,30
7 5,32 3,57 3,23 1,75 0,34
8 8,22 3,36 3,14 4,85 0,22
9 - - - - -
10 6,91 3,52 3,30 3,39 0,21
11 4,52 3,47 3,23 1,05 0,25
12 6,73 4,84 4,43 1,88 0,41
13 6,91 5,05 4,48 1,85 0,57
14 4,84 4,21 3,93 0,63 0,28
15 6,43 5,35 4,88 1,08 0,47
16 5,37 4,39 3,85 0,98 0,54
Como esperado, na grande maioria dos testes, a quase totalidade do alcatrão é
composta por compostos poliaromáticos. Em seguida foi realizada a análise dos efeitos
dos fatores nas variáveis de interesse, cujos resultados que apresentaram significância
estatística encontram-se na Tabela 23. Os gráficos de Pareto, apresentados na Figura
31, ilustram o mesmo fato.

127
Tabela 23 - Tabela de efeitos para as diferentes formas de avaliar o teor de
alcatrão.
Alcatrão Efeito Coeficiente
Média 6,24012 6,240115
(1) λ 1,07881 0,539407
(2)S/B -1,53930 -0,769649
(1) x (2) -0,14137 -0,070687
Alcatrão (-BTX) Efeito Coeficiente
Média 4,28002 4,280020
(1) λ -0,48639 -0,243190
(2)S/B -2,11226 -1,056130
(1) x (2) -1,65568 -0,827840
Monoaromáticos Efeito Coeficiente
Média 1,960096 1,960096
(1) λ 1,565203 0,782601
(2)S/B 0,572963 0,286482
(1) x (2) 1,514302 0,757151
Poliaromáticos Efeito Coeficiente
Média 3,84475 3,844750
(1) λ -0,28449 -0,142250
(2)S/B -2,01687 -1,008440
(1) x (2) -1,49875 -0,749370
Fenólicos Efeito Coeficiente
Média 0,435268 0,435268
(1) λ -0,201896 -0,100948
(2)S/B -0,095386 -0,047693
(1) x (2) -0,156928 -0,078464

Figura 31 - Gráficos de Pareto para
conversão de carbono e rendimento a frio
128
Gráficos de Pareto para os diferentes componentes
conversão de carbono e rendimento a frio.
componentes do alcatrão,

129
As frações de alcatrão cujos resultados experimentais permitiram construir uma
tendência em função dos fatores foram o alcatrão (-BTX) e os poliaromáticos. Os
gráficos correlacionando os valores experimentais com os preditos pelos modelos são
apresentados na Figura 32.

Figura 32 – Correlação entre os valores experimentais e os preditos pelos
modelos para os diferentes
130
Correlação entre os valores experimentais e os preditos pelos
s diferentes componentes do alcatrão, conversão de carbono e
rendimento a frio.
Observed vs. Predicted Values2 factors at two levels; MS Residual=2,573878
DV: Rend.
60 65 70 75 80 85 90
Observed Values
60
65
70
75
80
85
90
Pre
dict
ed V
alue
s
Correlação entre os valores experimentais e os preditos pelos
, conversão de carbono e

131
Os outros modelos obtidos, que apresentaram significância estatística são
apresentados nas Equações (127) a (130),
PQRSTUãW − �XYAZ /94⁄ C = 7,23 − 1,67 ∗ A� �⁄ C − 6,11 ∗ A%C ∗ A� �⁄ C (127)
[WQ\SUW9áT\RW^AZ /94⁄ C = 6,66 − 2,03 ∗ A� �⁄ C − 4,38 ∗ A%C ∗ A� �⁄ C (128)
�� = 91,42 − 12,84 ∗ A�/�C (129)
��� = 116,17 − 135,37 ∗ A%C (130)

132
5.4.3 Determinação de uma região ótima de operação
Existe uma região em que a qualidade do gás de síntese, produto da gaseificação,
encontra-se otimizada em relação a aspectos como: as exigências dos processos de
síntese a jusante, os rendimentos de hidrogênio e monóxido de carbono, e a geração de
produtos condensáveis. Como as variáveis de resposta englobam esses três aspectos
principais, podemos buscar a faixa ótima para os valores dos fatores, neste caso o fator
estequiométrico e a razão vapor-biomassa, que forneçam um gás com a melhor
qualidade que o range operacional dessas variáveis de processo permita obter.
Para a determinação desse ponto ótimo, foi empregada a função alvo ou
desirability, do STATISTICA, gerando uma função objetivo, representada por um
gráfico de superfície, cuja resposta em função das variáveis independentes é um valor
entre 0 a 1. Quanto mais próximo da unidade, mais perto de atingir o melhor valor de
cada uma das respostas desejadas. A Figura 33 mostra a superfície gerada.
As tendências impostas para a construção da função objetivo foram:
- Maximizar: %H2, %CO e H2/CO
- Minimizar: %CO2, %CH4 e Alcatrão (-BTX)
Através deste gráfico é possível notar que, para maximizar a função desirability,
cujo significado físico é a otimização do processo em função das variáveis estudadas, se
faz necessário reduzir o fator estequiométrico ao menor valor possível, ou seja, reduzir a
vazão de oxigênio em relação à quantidade necessária para a combustão estequiométrica
do bagaço. Entretanto, existe uma limitação técnica para a redução indefinida do fator
estequiométrico, devido às exigências energéticas do processo de gaseificação
utilizando o conceito empregado, ou seja, o de um processo autotérmico. Neste

133
gaseificador, a energia necessária para que as reações altamente endotérmicas ocorram é
suprida através do calor gerado pela combustão parcial do bagaço.
> 0,6 < 0,5 < 0,3 < 0,1 < -0,1
0,20
0,22
0,24
0,26
0,28
0,30
0,32
0,34
0,36
0,38
0,40
ER
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
S/B
-0,2
0,0
0,2
0,4
0,6
0,8
Desirabi lity
Figura 33 - Superfície de resposta para a função desirability.
A variável S/B possui um menor impacto na função desirability, apesar de também
apresentar um valor que otimiza a qualidade do gás gerado. De acordo com os testes,
quanto maior a razão vapor-biomassa, ou seja, quanto maior a quantidade do agente
gaseificante, mais perto do valor ótimo as variáveis de interesse estarão. Ao mesmo
tempo, uma maior quantidade de vapor implica em um maior consumo de água de
processo e, consequentemente, uma maior geração de efluentes líquidos. Portanto, deve
ser realizada uma avaliação minuciosa do impacto econômico que esta diferença no

134
consumo de água tem para o processo, levando-se em consideração o valor do gás
formado de acordo com sua qualidade e a diferença nos custos operacionais ao
utilizarem-se diferentes quantidades de vapor. A Figura 34 mostra os perfis dos valores
preditos pelos modelos de cada variável e para a função desirability.
ER
22,000
32,678
38,000
S/B Desirability
0,
,5
1,
24,408
29,226
34,045
%H
2
0,
,5
1,
10,000
16,197
23,000
0,
,5
1,
12,848
16,081
19,315
%C
O
0,
,5
1,
34,000
40,086
54,000
1,
,5
0,
39,142
44,945
50,749
%C
O2
1,
,5
0,
5,0000
6,6010
8,0000
1,
,5
0,
5,4306
6,1936
6,9567
%C
H4
1,
,5
0,
1,0000
2,0434
2,6000
0,
,5
1,
1,3496
1,8598
2,3700
H2/
CO
0,
,5
1,
1,5000
3,7905
7,0000
1,
,5
0,
2,9029
4,4716
6,0404
Alc
atrã
o
1,
,5
0,
,22368 ,37658
,59946
,53359 1,108
Des
irabi
lity
Figura 34 - Metodologia de determinação do ponto ótimo do planejamento
através de interpolação por spline.
Baseado em todas essas informações, o ponto ótimo de operação no âmbito da
qualidade do gás de síntese produzido, é com um fator estequiométrico igual a 0,22 e
uma razão vapor biomassa igual a 1,11.

135
5.5 Análises de sólidos
5.5.1 Análise das cinzas da biomassa
O teor médio de cinzas das amostras de bagaço foi 6,6% em massa. Estes
componentes inorgânicos foram analisados para que a distribuição dos mesmos fosse
conhecida. Os resultados, constantes na Tabela 24, mostraram que há uma grande
variedade de moléculas presentes nas cinzas do bagaço, sendo a sílica a substância em
maior abundância.

136
Tabela 24 - Média dos resultados de análise das cinzas do bagaço de cana utilizado.
Média Desvio
SiO2 % TS 4,49 0,33
Al 2O3 % TS 0,604 0,083
CaO % TS 0,136 0,019
Fe2O3 % TS 0,875 0,067
K2O % TS 0,248 0,021
MgO % TS 0,0948 0,0096
MnO % TS 0,0121 0,0012
Na2O % TS 0,0151 0,0010
P2O5 % TS 0,0638 0,0081
TiO2 % TS 0,147 0,008
Ba mg/kg TS 13,9 1,2
Be mg/kg TS 0,0353 0,0058
Co mg/kg TS 1,43 0,19
Cr mg/kg TS 8,12 2,21
Mo mg/kg TS 2,91 0,27
Nb mg/kg TS 1,04 0,07
Ni mg/kg TS 1,79 0,54
Sc mg/kg TS 1,40 0,13
Sr mg/kg TS 7,29 0,82
V mg/kg TS 21,05 2,30
W mg/kg TS < 3 0
Y mg/kg TS 1,32 0,13
Zr mg/kg TS 18,5 0,5

137
5.5.2 Velas cerâmicas do filtro de alta temperatura
Durante os testes foram utilizados dois tipos de velas cerâmicas no filtro de alta
temperatura. Nos primeiros 16 experimentos foram utilizadas as velas cerâmica padrão
DIA-SCHUMALITH N tipo 10-20, que não têm efeito catalítico. Para o teste 17 foram
utilizadas velas catalíticas experimentais do tipo N280612.1, fornecidas pela empresa
Pall Schumacher da Alemanha. As propriedades físicas do material das velas estão
descritas na Tabela 25.
Tabela 25 - Propriedades físicas do material das velas.
Propriedade DIA SCHUMALITH
N tipo 10-20
N280612.1
(BBGas project)
Dimensão (da/di/L) [mm] 60/10/1500 60/15.2/1500
Material suporte da vela SL N 20 Al 2O3
Material da membrana DIA 10
grãos de Mullita Al 2O3
Porosidade do suporte das velas [vol %] 35 39,5
Densidade do material das velas [g/cm3] 1,85 2,3
Coeficiente de expansão das velas
[10-6 K-1] 5,1 8,5
Permeabilidade específica da vela
catalítica (sem a espuma cerâmica
catalítica) [10-13 m2]
55 23,7
5.5.3 Experimentos com o filtro de alta temperatura
O comportamento do filtro de alta temperatura é analisado a partir da perda de
carga do filtro. As tendências mais características da perda de carga medida durante os
experimentos foram selecionadas e mostrados a seguir, calculadas como médias móveis
dos valores medidos pelo supervisório.

138
O comportamento do filtro durante o experimento apresenta a característica da
perda de carga aumentando à medida que novas partículas sólidas são retidas pelo
elemento de filtro e a torta aumenta de espessura. O sistema de pulsos regenera uma
vela de cada vez. Cada pulso causa uma diminuição e depois aumento da perda de
carga, que então se estabiliza num valor definido como referência ou linha de base da
perda de carga, que é mais baixa que o valor antes do pulso. Esta é uma indicação de
que a torta foi removida. Logo em seguida, recomeça a deposição da torta e como
resultado o aumento da perda de carga. No começo, quando as velas são novas, a perda
de carga aumenta até que seja atingido um equilíbrio entre a carga de partículas e o ciclo
de regeneração. Uma camada permanente de torta é então formada e irá operar como o
meio filtrante. Uma linha de referência constante é sinal de uma filtração estável. A
regeneração periódica das velas necessita remover algumas camadas de particulado que
formam a assim chamada torta removível para atingir uma filtração em estado
estacionário.
As temperaturas do gás medidas no interior do filtro estão mostradas nas Figuras
35 a 40. Estão mostrados os gráficos de um experimento para cada ponto de operação,
além do experimento com as velas catalíticas. Algumas observações podem ser feitas
para entender melhor alguns comportamentos. Na Figura 38, as resistências elétricas
foram automaticamente desligadas após um alarme e na Figura 40 os valores da perda
de carga e da temperatura caíram em razão do escoamento ter sido interrompido para
troca de uma conexão de borracha na alimentação do leito.

139
Figura 35 - Perda de carga e perfil de temperatura durante o Teste 3.
Figura 36 - Perda de carga e perfil de temperatura durante o Teste 4.
640
660
680
700
720
740
760
780
800
0
10
20
30
40
50
60
70
80
90
100
10
:55
11
:05
11
:15
11
:25
11
:35
11
:45
11
:54
12
:04
12
:14
12
:24
12
:34
12
:44
12
:53
13
:03
13
:13
13
:23
13
:33
13
:43
13
:52
14
:02
14
:12
14
:22
14
:32
14
:42
14
:51
15
:01
[°C
]
Dp
[m
ba
r]
Dp_7th May 2012
Tgas
Q = 28 Nm3/h
λ = 0,4
SB = 1
Dp referência no início do teste: 50 mbar
Dp referência no final do teste : 60 mbar
720
730
740
750
760
770
780
790
0
10
20
30
40
50
60
70
80
90
10
:20
10
:37
10
:54
11
:11
11
:28
11
:45
12
:02
12
:19
12
:36
12
:53
13
:10
13
:27
13
:44
14
:01
14
:18
14
:35
14
:52
15
:09
15
:26
15
:43
16
:00
16
:17
16
:34
16
:51
17
:08
17
:25
[°C
]
Dp
[m
ba
r]
Dp_11th May 2012
Tgas
Q = 32 Nm3/h
λ = 0,4
SB = 0,5
Dp referência no início do teste: 36 mbar
Dp referência no final do teste : 58 mbar

140
Figura 37 - Perda de carga e perfil de temperatura durante o Teste 6.
Figura 38 - Perda de carga e perfil de temperatura durante o Teste 12.
720
730
740
750
760
770
780
790
0
10
20
30
40
50
60
70
80
90
100
10
:10
10
:26
10
:43
10
:59
11
:16
11
:32
11
:49
12
:05
12
:22
12
:38
12
:55
13
:11
13
:28
13
:44
14
:01
14
:17
14
:34
14
:50
15
:07
15
:23
15
:40
15
:56
16
:13
16
:29
16
:46
17
:02
[°C
]
Dp
[m
ba
r]
Dp_31st May
2012
Q = 33 Nm3/h
λ = 0,325
SB = 0,75
Dp referência no início do teste: 47 mbar
Dp referência no final do teste : 68 mbar
0
100
200
300
400
500
600
700
800
900
0
20
40
60
80
100
120
140
160
180
200
9:0
0
9:1
8
9:3
7
9:5
5
10
:14
10
:32
10
:51
11
:09
11
:28
11
:46
12
:05
12
:23
12
:42
13
:00
13
:19
13
:37
13
:56
14
:14
14
:33
14
:51
15
:10
15
:28
15
:47
16
:05
16
:24
16
:42
[°C
]
Dp
[m
ba
r]
Dp_20th June 2012
Tgas
Q = 34 Nm3/h
λ = 0,25
SB = 1
Dp referência no início do teste: 87 mbar
Dp referência no final do teste : 132 mbar

141
Figura 39 - Perda de carga e perfil de temperatura durante o Teste 16.
Figura 40 - Perda de carga e perfil de temperatura durante o Teste 17 (velas
catalíticas).
0
100
200
300
400
500
600
700
800
900
0
50
100
150
200
250
300
350
7:4
5
8:0
8
8:3
1
8:5
4
9:1
7
9:4
0
10
:04
10
:27
10
:50
11
:13
11
:36
11
:59
12
:23
12
:46
13
:09
13
:32
13
:55
14
:18
14
:42
15
:05
15
:28
15
:51
16
:14
16
:37
17
:01
17
:24
[°C
]
Dp
[m
ba
r]
Dp_4th July 2012
Tgas
Q = 39 Nm3/h
λ = 0,25
SB = 0,5
Dp referência no início do teste: 189 -> 111 mbar
Dp referência no final do teste: 138 mbar
600
620
640
660
680
700
720
740
760
780
800
820
0
50
100
150
200
250
300
9:0
0
9:2
7
9:5
6
10
:24
10
:51
11
:19
11
:46
12
:14
12
:41
13
:09
13
:36
14
:04
14
:32
14
:59
15
:27
15
:54
16
:22
16
:49
17
:17
17
:44
18
:12
18
:39
19
:07
19
:34
20
:02
20
:29
[°C
]
Dp
[m
ba
r]
Dp_24th July 2012
Tgas
Q = 41 Nm3/h
λ = 0,32
SB = 0,7
Dp referência no início do teste: 100 mbar
Dp referência no final do teste : 92 mbar

142
A frequência da regeneração das velas foi modificada durante os testes,
especialmente o intervalo de tempo entre cada pulso se tornou mais longo de acordo
com o aumento dos valores das perdas de carga. A pressão dos pulsos foi ajustada para
um valor de 3,1 bar após os primeiros testes. Todos os testes começaram com um valor
de perda de carga que aumentou no final do experimento pelo aumento da espessura da
torta. Os valores de perda de carga aumentaram significativamente com aumento da
alimentação de biomassa, ou seja, com a diminuição do fator estequiométrico λ. Os
finos de magnesita, usada como leito, foram capturados pelos dois ciclones, de maneira
que não houve incorporação à torta, diferentemente de testes anteriores na TUDelft
(SIMEONE et al., 2011).
5.5.4 Caracterização de sólidos.
A caracterização de sólidos pode ser dividida em medição das partículas e
caracterização do particulado.
A medição de partículas utiliza o princípio da medição isocinética, em que uma
amostra do gás é extraída do escoamento principal do gás em um ponto de amostragem
especificado por um período de tempo medido, com uma vazão isocinéticamente
controlada (ISO, 2003). O volume do gás coletado é medido e um filtro préviamente
pesado coleta o material particulado arrastado na amostra de gás. Este filtro é então seco
e pesado novamente. O aumento da massa do filtro é considerado devido ao particulado
no gás. A razão entre a massa de particulado coletado e o volume de gás permite o
cálculo da concentração de particulado no gás. Para a medição das partículas foi
utilizado um impactador cascata modelo Pilat Mark 5, fabricado pela empresa Pollution
Control System Corp, que permite a determinação da carga de particulado e sua
distribuição granulométrica. Este equipamento consiste em uma sequência de estágios e
placas onde as partículas são coletadas. Pode haver um máximo de 11 estágios e este

143
número pode variar dependendo da vazão requerida durante a amostragem. Cada estágio
contém bocais que variam em número e diâmetro. Quando as partículas atravessam os
bocais de cada estágio, de acordo com sua inércia, são coletadas nas placas ou passam
para o próximo estágio. Há um diâmetro de corte d50 associado a cada estágio. O
tamanho das partículas coletadas vai diminuindo através do impactador, até o último
estágio onde os finos são coletados. Um filtro de fibra de borossilicato é colocado em
cada estágio. O procedimento de preparação consiste na limpeza e pesagem de cada
filtro e placa de coleta. O impactador foi mantido à temperatura de 400 °C para evitar
tanto a deposição de alcatrão quanto de condensados. Após a amostragem, o
equipamento é resfriado e aberto. A diferença de peso em cada estágio é usada para
calcular a concentração de partículas correspondente a cada d50. O equipamento permite
uma medição da distribuição de partículas no intervalo entre 0,20 e 30 µm. Para alguns
estágios selecionados, foram analisadas as partículas usando a técnica de microscopia de
eletrônica de varredura com detetor de energia dispersiva de raios-x (SEM-EDX). Para
amostragem a jusante do gaseificador e do filtro, foram projetadas duas sondas de
acordo com a norma ISO 9096 para garantir a amostragem isocinética. O procedimento
de amostragem também seguiu a mesma norma. Para coleta das partículas foi utilizado
o impactador cascata aquecido a 400 °C. Um diagrama do sistema de amostragem está
apresentado na Figura 41.
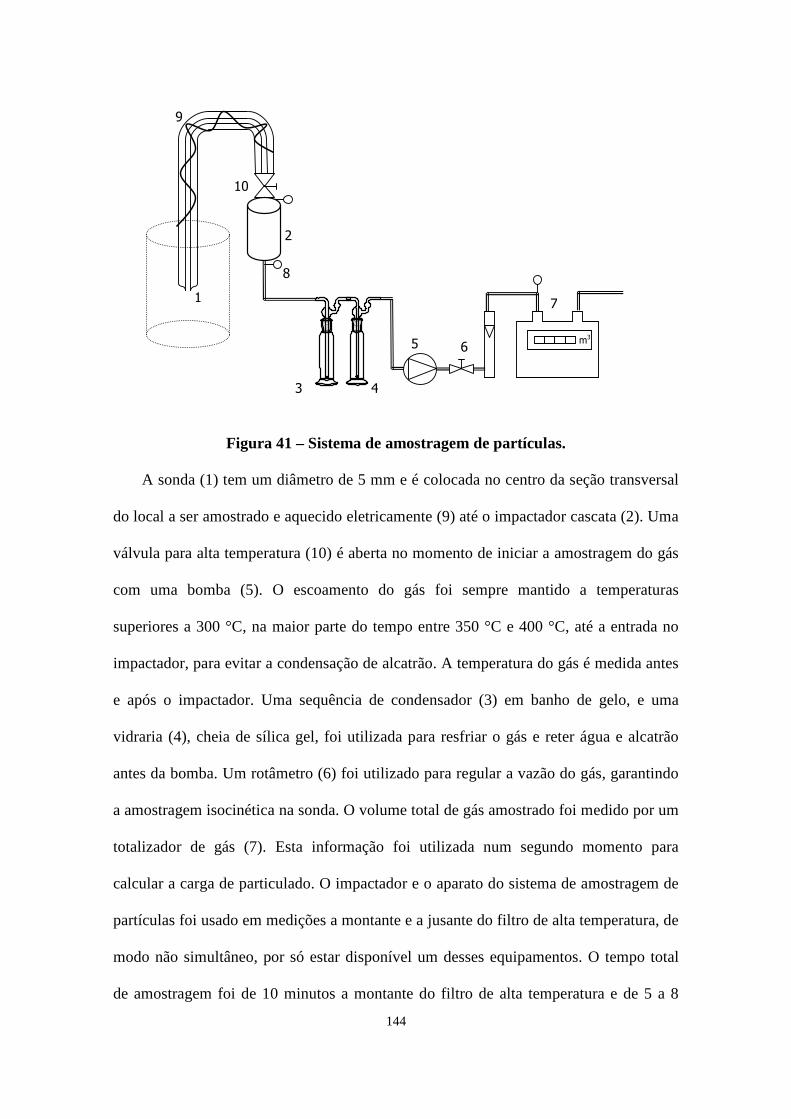
144
Figura 41 – Sistema de amostragem de partículas.
A sonda (1) tem um diâmetro de 5 mm e é colocada no centro da seção transversal
do local a ser amostrado e aquecido eletricamente (9) até o impactador cascata (2). Uma
válvula para alta temperatura (10) é aberta no momento de iniciar a amostragem do gás
com uma bomba (5). O escoamento do gás foi sempre mantido a temperaturas
superiores a 300 °C, na maior parte do tempo entre 350 °C e 400 °C, até a entrada no
impactador, para evitar a condensação de alcatrão. A temperatura do gás é medida antes
e após o impactador. Uma sequência de condensador (3) em banho de gelo, e uma
vidraria (4), cheia de sílica gel, foi utilizada para resfriar o gás e reter água e alcatrão
antes da bomba. Um rotâmetro (6) foi utilizado para regular a vazão do gás, garantindo
a amostragem isocinética na sonda. O volume total de gás amostrado foi medido por um
totalizador de gás (7). Esta informação foi utilizada num segundo momento para
calcular a carga de particulado. O impactador e o aparato do sistema de amostragem de
partículas foi usado em medições a montante e a jusante do filtro de alta temperatura, de
modo não simultâneo, por só estar disponível um desses equipamentos. O tempo total
de amostragem foi de 10 minutos a montante do filtro de alta temperatura e de 5 a 8
m3
3 4
5 6
7 1
2
8
9
10
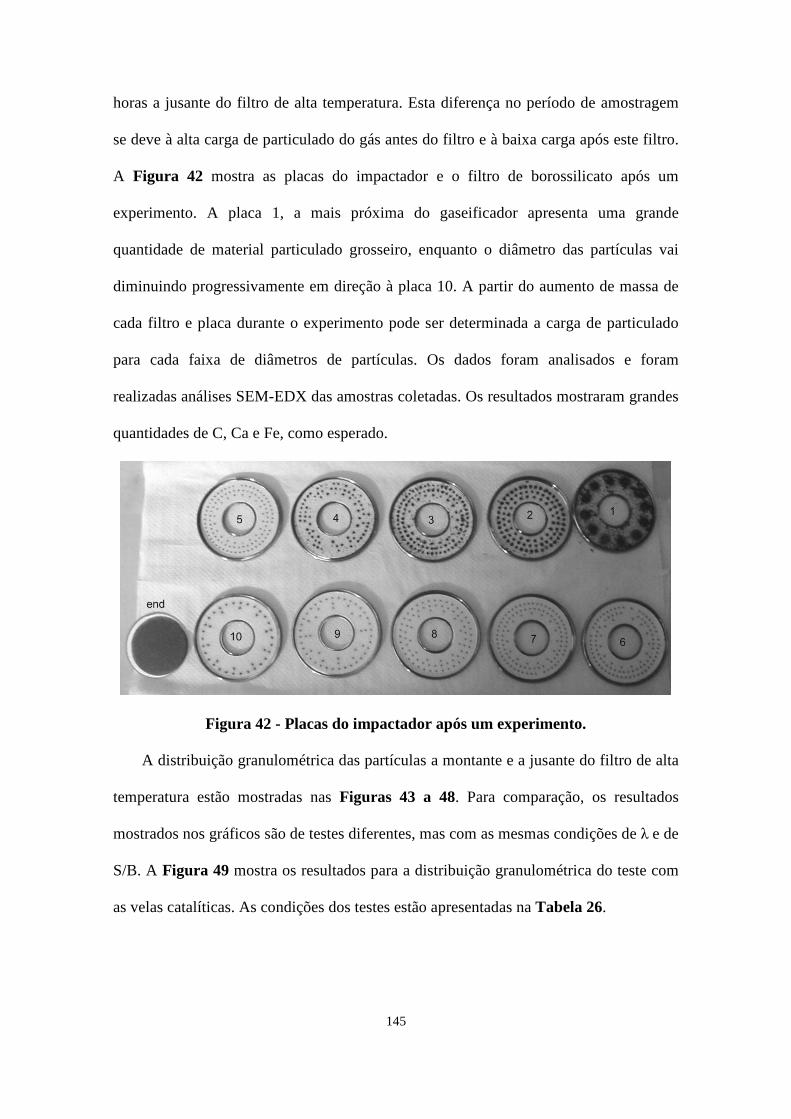
145
horas a jusante do filtro de alta temperatura. Esta diferença no período de amostragem
se deve à alta carga de particulado do gás antes do filtro e à baixa carga após este filtro.
A Figura 42 mostra as placas do impactador e o filtro de borossilicato após um
experimento. A placa 1, a mais próxima do gaseificador apresenta uma grande
quantidade de material particulado grosseiro, enquanto o diâmetro das partículas vai
diminuindo progressivamente em direção à placa 10. A partir do aumento de massa de
cada filtro e placa durante o experimento pode ser determinada a carga de particulado
para cada faixa de diâmetros de partículas. Os dados foram analisados e foram
realizadas análises SEM-EDX das amostras coletadas. Os resultados mostraram grandes
quantidades de C, Ca e Fe, como esperado.
Figura 42 - Placas do impactador após um experimento.
A distribuição granulométrica das partículas a montante e a jusante do filtro de alta
temperatura estão mostradas nas Figuras 43 a 48. Para comparação, os resultados
mostrados nos gráficos são de testes diferentes, mas com as mesmas condições de λ e de
S/B. A Figura 49 mostra os resultados para a distribuição granulométrica do teste com
as velas catalíticas. As condições dos testes estão apresentadas na Tabela 26.

146
Tabela 26 - Testes e pontos escolhidos para amostragem de particulado na
campanha experimental.
Set-point λ S/B Ponto 1, montante
0,25 0,5 Ponto 1, jusante
Ponto 2, montante 0,25 1
Ponto 2, jusante
Ponto 3, montante 0,325 0,75
Ponto 3, jusante
Ponto 4, montante 0,4 0,5
Ponto 4, jusante
Ponto 5, montante 0,4 1
Ponto 5, jusante
Velas catalíticas 0,32 0,7
As curvas de distribuição granulométrica mantiveram a mesma tendência
multimodal tanto a montante quanto a jusante do filtro. O comportamento anômalo
apresentado na curva a jusante do filtro na Figura 48 é devido provavelmente à
contaminação por partículas pesadas deixadas pela sonda. A análise SEM-EDX, de
certa forma corrobora esta conclusão, pela detecção de partículas pesadas, como as de
tungstênio. Não há indicações claras de que a filtração melhorou ou piorou ao longo dos
testes. A eficiência de remoção das partículas foi maior para diâmetros maiores que
2µm. Não houve indicação de condensação de alcatrão por inspeção visual dos
substratos obtidos pela amostragem, nem através das análises SEM-EDX. Este fato
pode ser atribuído ao fato de a temperatura na entrada do impactador cascata ter sido
mantida acima de 300 °C em todos os testes.

147
Figura 43 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,25 e S/B=0,50.
Figura 44 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,25 e S/B=1,00.
1
10
100
1000
10000
100000
0 1 10 100
Con
cent
r. d
M/d
log(
dae
) [m
g/N
m3]
Aerodynamic diameter d ae [µµµµm]
lambda 0.25; SB 0.5
DW UP
0
1
10
100
1000
10000
100000
0 1 10 100
Con
cent
r. d
M/d
log(
dae
) [m
g/N
m3]
Aerodynamic diameter d ae [µµµµm]
lambda 0.25; SB 1
DW UP

148
Figura 45 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,325 e S/B=0,75.
Figura 46 – Distribuição granulométrica a jusante e a montante do filtro durante
os testes com λ=0,40 e S/B=0,50.
1
10
100
1000
10000
100000
0 1 10 100
Con
cent
r. d
M/d
log(
dae
) [m
g/N
m3]
Aerodynamic diameter d ae [µµµµm]
lambda 0.325; SB 0.75
DW UP
1
10
100
1000
10000
0 1 10 100
Con
cent
r. d
M/d
log(
dae
) [m
g/N
m3]
Aerodynamic diameter d ae [µµµµm]
lambda 0.4; SB 0.5
DW UP
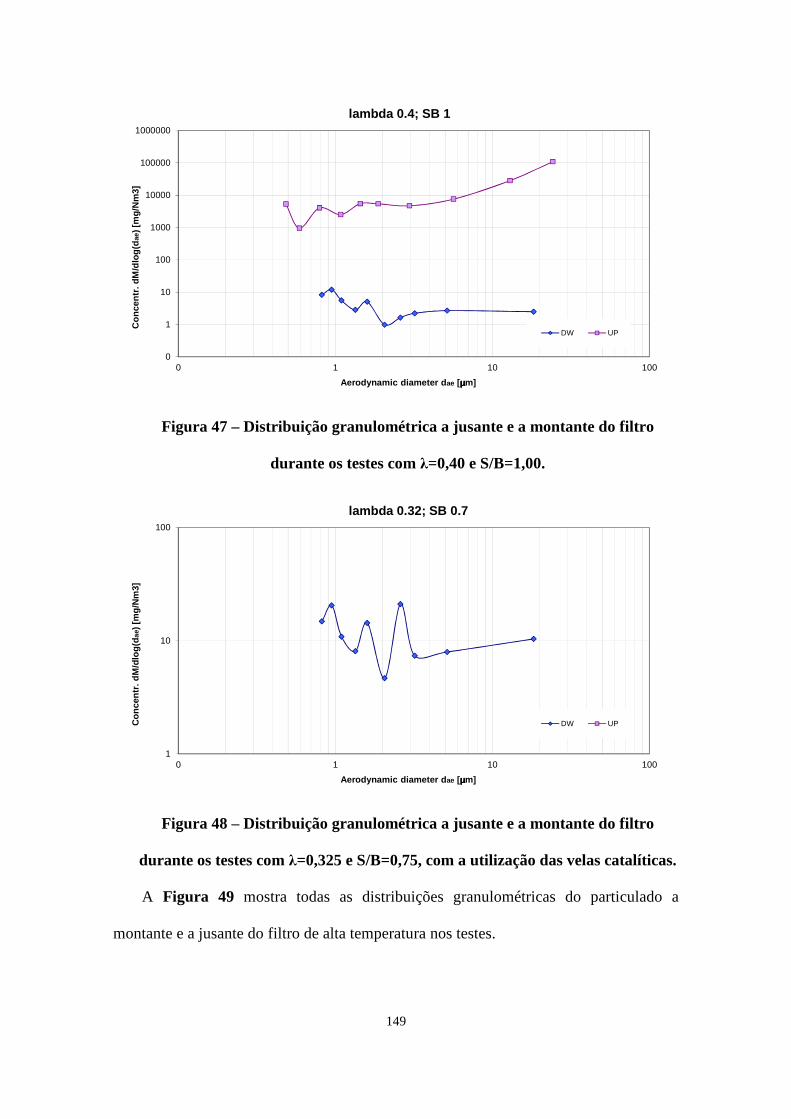
149
Figura 47 – Distribuição granulométrica a jusante e a montante do filtro
durante os testes com λ=0,40 e S/B=1,00.
Figura 48 – Distribuição granulométrica a jusante e a montante do filtro
durante os testes com λ=0,325 e S/B=0,75, com a utilização das velas catalíticas.
A Figura 49 mostra todas as distribuições granulométricas do particulado a
montante e a jusante do filtro de alta temperatura nos testes.
0
1
10
100
1000
10000
100000
1000000
0 1 10 100
Con
cent
r. d
M/d
log(
dae
) [m
g/N
m3]
Aerodynamic diameter d ae [µµµµm]
lambda 0.4; SB 1
DW UP
1
10
100
0 1 10 100
Con
cent
r. d
M/d
log(
dae
) [m
g/N
m3]
Aerodynamic diameter d ae [µµµµm]
lambda 0.32; SB 0.7
DW UP

150
Figura 49 – Distribuição granulométrica a montante e a jusante do filtro
durante testes com diferentes pontos de operação.
As curvas mostram tendências similares e valores de concentração bem próximos.
É difícil comprovar o efeito das diversas condições de operação. Uma possibilidade é
que a o material do leito em todas as faixas da distribuição granulométrica amostradas
pelo impactador tenha contaminado as amostras e mascarado a contribuição da fuligem.
Por outro lado, a sobreposição quase perfeita entre as curvas de distribuição de testes
realizados com pontos de operação muito próximos confirma a confiabilidade do
método de amostragem e a repetibilidade das amostras.
A eficiência da filtragem foi calculada a partir da carga de partículas e mostrada na
Tabela 27. O alto valor da carga de partículas coletadas a montante do filtro durante o
Teste 3 (realizado no ponto 5) é provavelmente devido à contaminação com graxa no
momento da abertura do impactador. O uso de graxa foi evitado nos testes
subsequentes.
0
1
10
100
1000
10000
100000
1000000
0 1 10 100
Con
cent
r. d
M/d
log(
dae
) [m
g/N
m3]
Aerodynamic diameter d ae [µµµµm]
UP1
DW 1
UP2
DW 2
UP 3
DW 3
UP4
DW 4
UP5
DW5

151
Tabela 27 – Eficiência da filtragem das velas DSN 10-20
SP1 SP2 SP3 SP4 SP5
Carga de particulado
a montante do filtro [g/Nm3] 25,2 7,3 15,6 9,1 71
Carga de particulado
a jusante do filtro [g/Nm3] 0,04 0,05 0,16 0,58 0,07
Eficiência do filtro [%] 99,8 99,3 98,9 93,6 99,9
5.5.5 Efeito do filtro na composição do gás
A composição do gás foi medida antes e depois do filtro tanto para os testes com as
velas DSN 10-20 quanto com as velas catalíticas. O teor de água foi medido através de
análise gravimétrica. O teor de hidrogênio apresentou aumento de cerca de 10% pela
utilização das velas DSN 10-20 e de cerca de 20% pela utilização das velas catalíticas.
Já o comportamento do CO e do CO2 é diferente para os dois tipos de velas. O CO se
mantém constante e o CO2 aumenta cerca de 3% para as velas DSN 10-20, enquanto o
CO diminui cerca de 15% e o CO2 permanece constante para as velas catalíticas. O
tempo de residência no filtro combinado com as altas temperaturas parece favorecer
algumas reações, principalmente a reação de shift na fase gás quando utilizado o DSN
10-20. Com a utilização das velas catalíticas, o efeito desta reação é mais evidente e a
razão H2/CO aumentou mais de 50%, atingindo o valor de 2,8. Os resultados estão
apresentados na Tabela 28.

152
Tabela 28 – Composição do gás antes e depois do filtro PALL para dois tipos de
velas e diferentes pontos de operação.
Composição base seca
livre de N2 (vol% dnf)
Teste 15 Teste 12 Teste 10 Teste 9 Teste 11 Teste velas catalíticas
entrada saída entrada saída entrada saída entrada saída entrada saída entrada saída
H2 29,9 32,7 31,9 35,3 26,5 28,7 25,5 28,8 26,2 29,4 27,1 33,2 CO 19,0 20,6 15,9 15,5 16,2 16,0 14,5 15,1 14,1 13,7 17,9 15,0 CH4 6,8 7,1 6,4 6,9 6,3 6,6 5,8 6,1 6,0 6,3 6,4 6,2 CO2 41,3 42,0 40,8 42,3 47,3 48,7 47,4 50,0 49,5 50,6 45,2 45,5 H2O 61,0 39,5 58,0 57,2 60,0 62,0 56,0 77,5 61,0 47,6 51,0 21,0
As concentrações de alcatrão medidas antes e depois do filtro estão mostradas na
Tabela 28 para cinco pontos de operação diferentes e para o experimento com as velas
catalíticas. Com relação ao efeito das velas DSN 10-20, o efeito na concentração de
alcatrão é devido ao tempo de residência no filtro e a alta temperatura. O ponto de
menor produção de alcatrão parece ser o do Teste 9, isto é, com λ=0,36 e S/B=0,6, mas
com a pouca confiabilidade da medição de alguns componentes do alcatrão, como visto
anteriormente, este dado tem de ser examinado com cuidado. Também tem de ser
levado em conta o teor de hidrogênio, de CO2, de CO, e de metano, como observado na
função desirability. No entanto, o efeito benéfico do leito de magnesita combinado com
a utilização de velas catalíticas parece ser a melhor solução para o alcatrão.
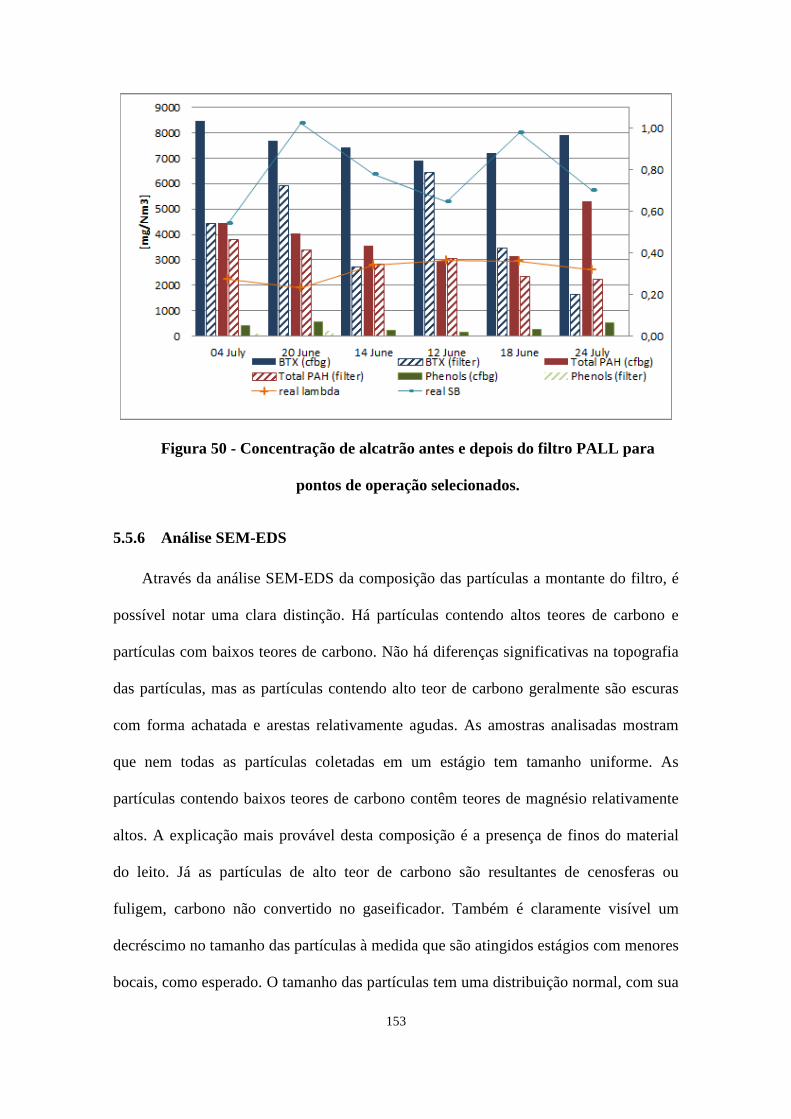
153
Figura 50 - Concentração de alcatrão antes e depois do filtro PALL para
pontos de operação selecionados.
5.5.6 Análise SEM-EDS
Através da análise SEM-EDS da composição das partículas a montante do filtro, é
possível notar uma clara distinção. Há partículas contendo altos teores de carbono e
partículas com baixos teores de carbono. Não há diferenças significativas na topografia
das partículas, mas as partículas contendo alto teor de carbono geralmente são escuras
com forma achatada e arestas relativamente agudas. As amostras analisadas mostram
que nem todas as partículas coletadas em um estágio tem tamanho uniforme. As
partículas contendo baixos teores de carbono contêm teores de magnésio relativamente
altos. A explicação mais provável desta composição é a presença de finos do material
do leito. Já as partículas de alto teor de carbono são resultantes de cenosferas ou
fuligem, carbono não convertido no gaseificador. Também é claramente visível um
decréscimo no tamanho das partículas à medida que são atingidos estágios com menores
bocais, como esperado. O tamanho das partículas tem uma distribuição normal, com sua

154
média coincidindo com d50 de cada estágio do impactador. A diminuição do tamanho
das partículas pode ser vista na Figura 51 para o teste 7.
Figura 51 - Imagem SEM do teste 17 (4 de julho), com particulado coletado em
diferentes estágios.
O substrato apresenta um alto teor de magnésio e um pouco de ferro, indicando a
presença de magnesita. Algumas das partículas aparentam ser uma aglomeração de
materiais mais finos, contendo cálcio, silício, potássio e fósforo. Um exemplo da
composição do estágio com diâmetro aerodinâmico de corte de 5,7 µm do teste 7 está
mostrado na Figura 52.
Figura 52 - Análise SEM-EDS de amostra a montante do filtro com λ=0,25 e
S/B=1 com diâmetro aerodinâmico de corte de 5,7 µm. Composição em base
mássica.

155
Os resultados da amostragem com o impactador cascata da carga de partículas a
jusante do filtro para o Teste 12, que tem o mesmo ponto de operação do Teste 7 estão
mostrados na Figura 53. Como a carga de particulado nos filtros de borossilicato é
bastante baixa, foi necessário cortar um pedaço filtro para executar a análise. As fibras
de borossilicato podem ser vistas claramente na foto. Como na análise a montante do
filtro, a amostragem a jusante do filtro mostra um decréscimo geral no tamanho do
particulado, correspondendo ao diâmetro aerodinâmico dos estágios. Como mostrado na
Figura 54, os componentes principais são metais alcalinos que passaram através do
filtro em fase vapor e condensaram como sais, além de magnesita, indicando o arraste
de magnesita para o filtro durante os experimentos.
Figura 53 - Imagem SEM de particulados coletados em diferentes estágios a
jusante do filtro, no Teste 12.

156
Figura 54 - Análise SEM-EDS de amostragem a jusante do filtro, com λ=0,25 e
S/B=1, em estágio com diâmetro aerodinâmico de corte de 1 mm. Composição
em base mássica.
5.5.7 Análise das cinzas do filtro
Foram coletadas e analisadas amostras das cinzas retidas pelo filtro. Sua
composição obtida pela técnica de fluorescência de raios-x (XRF) está mostrada na
Tabela 29.
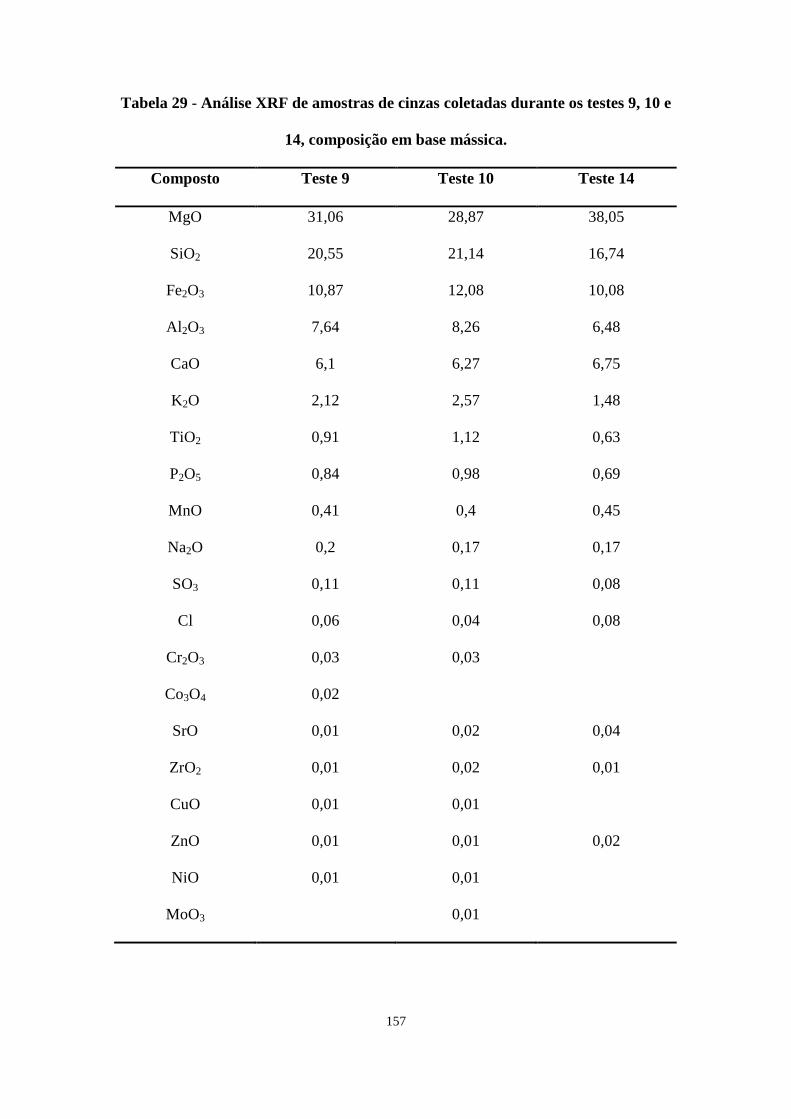
157
Tabela 29 - Análise XRF de amostras de cinzas coletadas durante os testes 9, 10 e
14, composição em base mássica.
Composto Teste 9 Teste 10 Teste 14
MgO 31,06 28,87 38,05
SiO2 20,55 21,14 16,74
Fe2O3 10,87 12,08 10,08
Al 2O3 7,64 8,26 6,48
CaO 6,1 6,27 6,75
K2O 2,12 2,57 1,48
TiO2 0,91 1,12 0,63
P2O5 0,84 0,98 0,69
MnO 0,41 0,4 0,45
Na2O 0,2 0,17 0,17
SO3 0,11 0,11 0,08
Cl 0,06 0,04 0,08
Cr2O3 0,03 0,03
Co3O4 0,02
SrO 0,01 0,02 0,04
ZrO2 0,01 0,02 0,01
CuO 0,01 0,01
ZnO 0,01 0,01 0,02
NiO 0,01 0,01
MoO3 0,01

158
Os compostos principais observados nas cinzas foram SiO2, Fe2O3, Al2O3, K2O, e
CaO. As cinzas são coerentes com o bagaço de cana e com o leito de magnesita,
utilizados durante os testes.
Através da composição das cinzas pode ser calculada uma aproximação para a
temperatura de fusão do leito. Esta temperatura pode ser inferior a 800 °C para algumas
palhas, mas no caso do bagaço de cana-de-açúcar o leito se comportou bem até 900 °C.
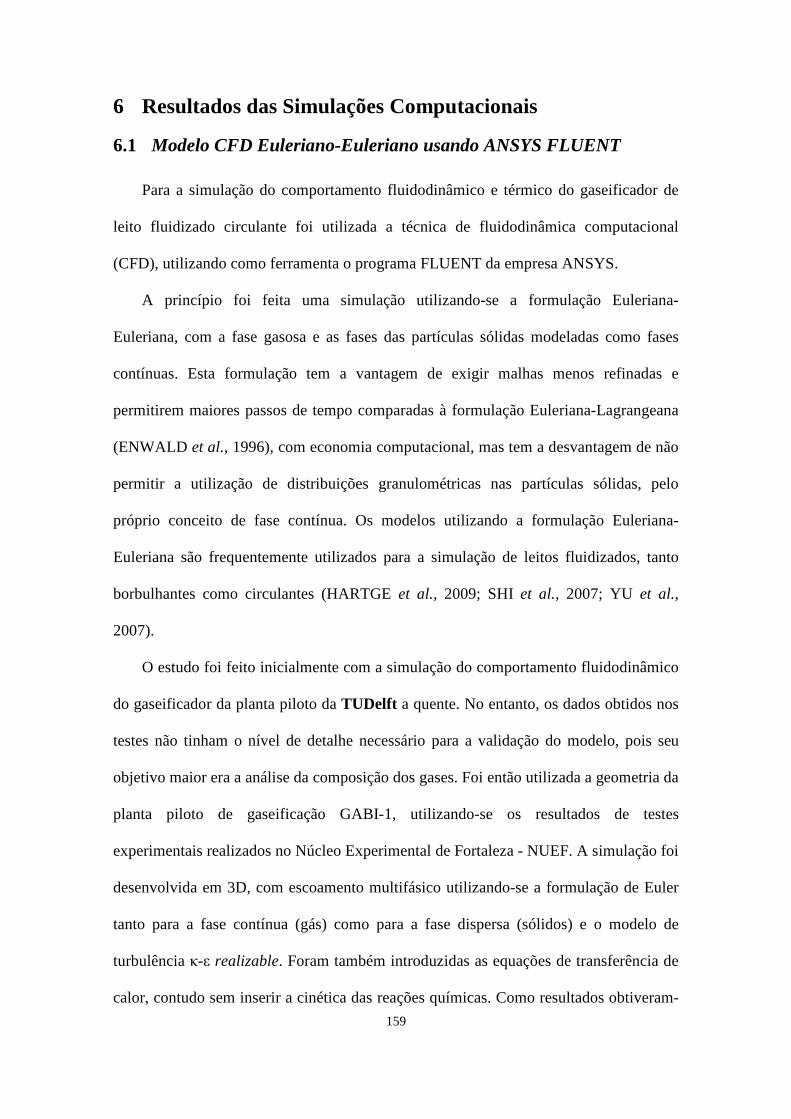
159
6 Resultados das Simulações Computacionais
6.1 Modelo CFD Euleriano-Euleriano usando ANSYS FLUENT
Para a simulação do comportamento fluidodinâmico e térmico do gaseificador de
leito fluidizado circulante foi utilizada a técnica de fluidodinâmica computacional
(CFD), utilizando como ferramenta o programa FLUENT da empresa ANSYS.
A princípio foi feita uma simulação utilizando-se a formulação Euleriana-
Euleriana, com a fase gasosa e as fases das partículas sólidas modeladas como fases
contínuas. Esta formulação tem a vantagem de exigir malhas menos refinadas e
permitirem maiores passos de tempo comparadas à formulação Euleriana-Lagrangeana
(ENWALD et al., 1996), com economia computacional, mas tem a desvantagem de não
permitir a utilização de distribuições granulométricas nas partículas sólidas, pelo
próprio conceito de fase contínua. Os modelos utilizando a formulação Euleriana-
Euleriana são frequentemente utilizados para a simulação de leitos fluidizados, tanto
borbulhantes como circulantes (HARTGE et al., 2009; SHI et al., 2007; YU et al.,
2007).
O estudo foi feito inicialmente com a simulação do comportamento fluidodinâmico
do gaseificador da planta piloto da TUDelft a quente. No entanto, os dados obtidos nos
testes não tinham o nível de detalhe necessário para a validação do modelo, pois seu
objetivo maior era a análise da composição dos gases. Foi então utilizada a geometria da
planta piloto de gaseificação GABI-1, utilizando-se os resultados de testes
experimentais realizados no Núcleo Experimental de Fortaleza - NUEF. A simulação foi
desenvolvida em 3D, com escoamento multifásico utilizando-se a formulação de Euler
tanto para a fase contínua (gás) como para a fase dispersa (sólidos) e o modelo de
turbulência κ-ε realizable. Foram também introduzidas as equações de transferência de
calor, contudo sem inserir a cinética das reações químicas. Como resultados obtiveram-

160
se os perfis de pressão, temperatura e velocidade de sólidos e gases e da fração
volumétrica dos sólidos para o regime de leito fluidizado circulante tanto na etapa de
alimentação do leito no gaseificador, que ocorre em escoamento em leito fluidizado
borbulhante, como na etapa de circulação em leito fluidizado circulante. A partir destes
resultados foram adicionalmente gerados vídeos apresentando situações de operação do
gaseificador.
6.2 Gaseificador modelado
O gaseificador modelado foi a planta de gaseificação GABI-1 localizada em
Fortaleza.
Este gaseificador foi projetado para operar nas seguintes condições:
• Alimentação de gases: ar, oxigênio, vapor, nitrogênio e/ou mistura destes;
• Aquecimento através de resistências elétricas do riser e do downcomer a
temperaturas de até 850 °C;
A Figura 55 ilustra a planta piloto GABI-1, que inclui o gaseificador de leito
fluidizado circulante modelado.

Figura
A Figura 56 apresenta o esquema simplificado do gaseificador apresentando os
componentes principais do circuito fechado de fluidização:
válvula não mecânica do tipo
161
Figura 55 – Planta piloto GABI-1.
apresenta o esquema simplificado do gaseificador apresentando os
componentes principais do circuito fechado de fluidização: riser, ciclone,
não mecânica do tipo L, e os pontos de medição de temperatura.
apresenta o esquema simplificado do gaseificador apresentando os
, ciclone, downcomer e
L, e os pontos de medição de temperatura.

162
Figura 56 - Esquema simplificado do gaseificador da planta piloto GABI-1.
6.3 Modelo físico
O modelo físico é representado por um circuito fechado, contendo os seguintes
componentes:

163
• riser: tubulação onde ocorrem as reações de gaseificação e o transporte dos
gases e sólidos;
• ciclone: separador mecânico sólido-gás.
• standpipe ou downcomer: tubulação de retorno das partículas sólidas
coletadas pelo ciclone;
• válvula não-mecânica de sólidos tipo L: regula a taxa de recirculação dos
sólidos para o riser; adicionalmente evita o curto circuito do sistema.
Os materiais utilizados na simulação são o nitrogênio como agente fluidizante,
injetado na parte inferior do riser e na válvula L e a magnesita para ser utilizado como
leito a ser fluidizado e arrastado através do riser.
6.4 Geometria e malha
A Figura 57 apresenta a geometria utilizada nesta simulação. O ciclone possui
uma configuração tridimensional, fazendo com que o gaseificador não esteja contido
num plano. É necessária uma inclinação na linha de interligação entre a entrada lateral
de sólidos e gases do ciclone e o riser, caso contrário será requerida uma curva que
adiciona uma perda de carga desnecessária e perturba o escoamento no fundo do
downcomer. Esta inclinação é então compensada no trecho de interligação após a
válvula não mecânica, e o riser, com uma outra inclinação em outro plano.

164
Figura 57 - Geometria do gaseificador em 3D.
6.5 Simulação e validação
Esta simulação vem sendo desenvolvida desde 2009. Ao longo deste período, o
poder computacional foi aumentado, partindo de um micro HP Z800 com 12
processadores, para a utilização do cluster do CENPES a princípio com 40, depois 128
e agora 516 processadores em paralelo. Foram também tentadas a formulação DDPM,
híbrida entre Euleriana-Euleriana e Lagrangiana-Euleriana, mas não foi possível a
convergência desta simulação com este grau de complexidade de geometria. A
simulação aqui apresentada foi sendo validada e ajustada ao longo do tempo,
primeiramente através de um modelo físico em acrílico na escala 1:4 denominado FABI

– Fluidização de Biomassa localizado no CENPES e mostrado na
modelo instrumentado e com supervisório adequado para captura de dados de pressão
diferencial e pode utilizar diversos tipos de leito, sendo até possível a utilização de
bronze em pó para a simulação do comportamento a quente.
Figura 58 – Modelo físico a frio de leito fluidizado circulante.
Foram também usados para validação os dados obtidos nos experimentos na
TUDelft , cada um com a sua geometria. Por ocasiã
GABI-1, foram obtidos dados mais detalhados para validação da simulação. Como
trata de uma simulação 3D, multifásica, com turbulência, transmissão de calor
geometria complexa, a convergência do modelo é difícil s
de mudança dos passos de tempo e de ajuste nos fatores de relaxação para que seja
atingido o resultado final. 165
Fluidização de Biomassa localizado no CENPES e mostrado na Figura
modelo instrumentado e com supervisório adequado para captura de dados de pressão
diferencial e pode utilizar diversos tipos de leito, sendo até possível a utilização de
ra a simulação do comportamento a quente.
Modelo físico a frio de leito fluidizado circulante.
Foram também usados para validação os dados obtidos nos experimentos na
, cada um com a sua geometria. Por ocasião dos testes iniciais na planta piloto
1, foram obtidos dados mais detalhados para validação da simulação. Como
de uma simulação 3D, multifásica, com turbulência, transmissão de calor
geometria complexa, a convergência do modelo é difícil sendo frequente a necessidade
de mudança dos passos de tempo e de ajuste nos fatores de relaxação para que seja
Figura 58. É um
modelo instrumentado e com supervisório adequado para captura de dados de pressão
diferencial e pode utilizar diversos tipos de leito, sendo até possível a utilização de
Modelo físico a frio de leito fluidizado circulante.
Foram também usados para validação os dados obtidos nos experimentos na
o dos testes iniciais na planta piloto
1, foram obtidos dados mais detalhados para validação da simulação. Como se
de uma simulação 3D, multifásica, com turbulência, transmissão de calor e
endo frequente a necessidade
de mudança dos passos de tempo e de ajuste nos fatores de relaxação para que seja

166
A simulação permitiu obter perfis instantâneos de fração de volume de sólidos,
frações molares dos gases, pressões, temperatura das espécies e velocidade dos gases.
Além do escoamento em leito fluidizado circulante, foi também simulada a
alimentação do leito no gaseificador, que se dá em regime de leito fluidizado
borbulhante, através do riser, com injeção de nitrogênio com baixas velocidades, apenas
para que o leito se comporte como líquido. À medida que o leito vai sendo alimentado,
seu aumento de nível faz com que suba ao downcomer através da válvula não mecânica
e da perna de interligação, em contracorrente, pelo princípio dos vasos comunicantes,
como mostrado na Figura 59.
Figura 59 - Simulação da alimentação do leito no gaseificador.
O perfil instantâneo da fração de volume de sólidos no instante de tempo de 10,57 s
mostra o gás injetado na base do riser, fazendo com que o leito alcance o regime de
leito fluidizado borbulhante. Desta forma, os sólidos são direcionados com velocidade
moderada para cima, à medida que o nível do leito vai se elevando pela alimentação no

riser e seguindo o princípio dos vasos comunicantes, se dirige para a base do
downcomer, através da perna de interligação e da válvula L, formando o selo necessário
para o início da operação de leito fluidizado circulante.
As configurações do modelo est
A Figura 60 apresenta as velocidades do gás no interior do
ocorrido em 12 de fevereiro de 2014. No período ent
12:00h, as velocidades calculadas a partir da
vermelha, se mantiveram próximas a 0,5 m/s. A curva verde mostra a velocidade
necessária para ser atingido o arraste de sólidos no regime de leito fluidizado circulante
e a curva roxa mostra a velocidade de mínima f
que os sólidos se comportem como um líquido.
Figura 60 - Velocidades no interior do
A velocidade média dos gases de 0,5 m/s no experimento, ao ser imposta na
simulação resultou em um escoamento em regime de leito fluidizado borbulhante,
mostrada na Figura 59. O escoamento ascendente, pelo princípio dos vasos 167
e seguindo o princípio dos vasos comunicantes, se dirige para a base do
, através da perna de interligação e da válvula L, formando o selo necessário
início da operação de leito fluidizado circulante.
s configurações do modelo estão mostradas no ANEXO 3.
apresenta as velocidades do gás no interior do riser
ocorrido em 12 de fevereiro de 2014. No período entre 7:00h e aproximadamente
, as velocidades calculadas a partir da vazão de nitrogênio, mostradas na curva
vermelha, se mantiveram próximas a 0,5 m/s. A curva verde mostra a velocidade
necessária para ser atingido o arraste de sólidos no regime de leito fluidizado circulante
e a curva roxa mostra a velocidade de mínima fluidização, velocidade necessária para
s se comportem como um líquido.
Velocidades no interior do riser em experimento.
A velocidade média dos gases de 0,5 m/s no experimento, ao ser imposta na
resultou em um escoamento em regime de leito fluidizado borbulhante,
. O escoamento ascendente, pelo princípio dos vasos
e seguindo o princípio dos vasos comunicantes, se dirige para a base do
, através da perna de interligação e da válvula L, formando o selo necessário
em experimento
re 7:00h e aproximadamente
vazão de nitrogênio, mostradas na curva
vermelha, se mantiveram próximas a 0,5 m/s. A curva verde mostra a velocidade
necessária para ser atingido o arraste de sólidos no regime de leito fluidizado circulante
luidização, velocidade necessária para
em experimento.
A velocidade média dos gases de 0,5 m/s no experimento, ao ser imposta na
resultou em um escoamento em regime de leito fluidizado borbulhante,
. O escoamento ascendente, pelo princípio dos vasos
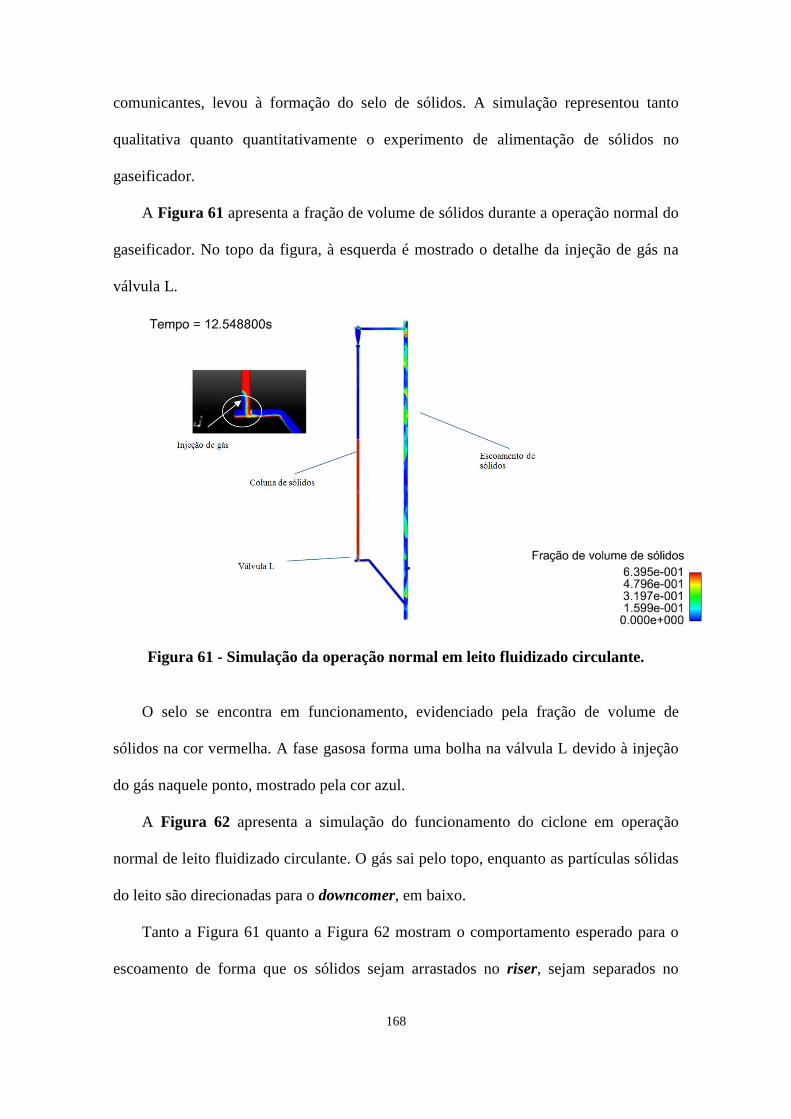
168
comunicantes, levou à formação do selo de sólidos. A simulação representou tanto
qualitativa quanto quantitativamente o experimento de alimentação de sólidos no
gaseificador.
A Figura 61 apresenta a fração de volume de sólidos durante a operação normal do
gaseificador. No topo da figura, à esquerda é mostrado o detalhe da injeção de gás na
válvula L.
Figura 61 - Simulação da operação normal em leito fluidizado circulante.
O selo se encontra em funcionamento, evidenciado pela fração de volume de
sólidos na cor vermelha. A fase gasosa forma uma bolha na válvula L devido à injeção
do gás naquele ponto, mostrado pela cor azul.
A Figura 62 apresenta a simulação do funcionamento do ciclone em operação
normal de leito fluidizado circulante. O gás sai pelo topo, enquanto as partículas sólidas
do leito são direcionadas para o downcomer, em baixo.
Tanto a Figura 61 quanto a Figura 62 mostram o comportamento esperado para o
escoamento de forma que os sólidos sejam arrastados no riser, sejam separados no

169
ciclone, direcionados para o downcomer, e a válvula L, com a manutenção do selo e o
retorno ao riser.
Figura 62 - Simulação do funcionamento do ciclone em operação normal.
A Figura 63 apresenta o perfil de pressão simulado na operação normal em leito
fluidizado circulante, mostrando que as pressões na base do riser e do downcomer se
encontram na faixa de 100 a 150 mbar.

Figura 63 - Perfil de pressão simulado do gaseificador durante a operação
A Figura 64 apresenta a evolução da
porosa durante o experimento executado dia 12/02/2014. O gaseificador apresentou
escoamento em regime de leito fluidizado circulante com a pressão mostrada na cor azul
oscilando entre 90 e 130 mbar aproximadamente no p
Figura 64 - Medição de pressão na base do 170
Perfil de pressão simulado do gaseificador durante a operação
normal.
apresenta a evolução da pressão medida na base do riser
porosa durante o experimento executado dia 12/02/2014. O gaseificador apresentou
escoamento em regime de leito fluidizado circulante com a pressão mostrada na cor azul
oscilando entre 90 e 130 mbar aproximadamente no período entre 14h e 16h.
Medição de pressão na base do riser durante experimento.
Perfil de pressão simulado do gaseificador durante a operação
riser após a placa
porosa durante o experimento executado dia 12/02/2014. O gaseificador apresentou
escoamento em regime de leito fluidizado circulante com a pressão mostrada na cor azul
eríodo entre 14h e 16h.
durante experimento.

171
Comparando a Figura 63 com a Figura 64, observa-se que a pressão no fundo do
riser obtida através da simulação apresentou valores médios em torno de 125 mbar,
enquanto os valores obtidos no experimento foram em torno de 110 mbar. Em que
pesem as naturais oscilações apresentadas no experimento, se utilizarmos os valores
médios, podemos concluir que a simulação representou o experimento com um desvio
em torno de 13,6%.
A Figura 65 apresenta o perfil simulado de temperatura dos gases. O gás é injetado
no riser a uma temperatura de cerca de 300 °C (573 K), por motivos de segurança, uma
temperatura mais baixa que a de aquecimento das fornalhas da parede do gaseificador,
que é de cerca de 650 °C (973 K). Há então um gradiente de temperatura entre o gás na
injeção e as paredes, com o gás se aquecendo, à medida que vai ascendendo. Caso
estivéssemos gaseificando, o gradiente é menor, inferior a 20 °C, pelas reações
exotérmicas de combustão que ocorrem na parte inferior do riser, que é mais rica em
oxigênio. Como estamos apenas simulando a circulação a quente do gaseificador, o seu
comportamento é menos isotérmico.
Figura 65 - Perfil de temperatura dos gases simulado.

172
Ao contrário dos gases, o perfil de temperatura dos sólidos apresenta uma menor
variação ao longo do gaseificador, como mostrado na Figura 66, permanecendo durante
a operação a uma temperatura mais próxima à temperatura de aquecimento das
fornalhas de 650 °C. Esta é uma das vantagens dos gaseificadores de leito fluidizado,
pois o leito de sólidos mantém a temperatura quase constante ao longo do gaseificador,
com um comportamento quase isotérmico.
Figura 66 - Perfil de temperatura simulado dos sólidos.
A Figura 67 apresenta a temperatura média no riser em teste experimental
realizado no dia 12 de fevereiro de 2014. Durante o experimento foram estudados dois
casos de temperatura, com o gaseificador operando nos patamares de 650°C (923 K) e
de 700°C (973 K).

Figura 67 - Temperatura média experimental no interior do
A Figura 68 apresenta a velocidade dos gases ao longo do gaseificador. Ao longo
do riser, a velocidade média da fase gasosa ficou em torno de 4 m/s. No detalhe na parte
superior esquerda, pode ser observado um aumento da velocidade, devido à restrição na
saída do ciclone.
Figura 68 - Velocidade simulada dos gases no gaseificador.173
Temperatura média experimental no interior do
apresenta a velocidade dos gases ao longo do gaseificador. Ao longo
ocidade média da fase gasosa ficou em torno de 4 m/s. No detalhe na parte
superior esquerda, pode ser observado um aumento da velocidade, devido à restrição na
Velocidade simulada dos gases no gaseificador.
Temperatura média experimental no interior do riser.
apresenta a velocidade dos gases ao longo do gaseificador. Ao longo
ocidade média da fase gasosa ficou em torno de 4 m/s. No detalhe na parte
superior esquerda, pode ser observado um aumento da velocidade, devido à restrição na
Velocidade simulada dos gases no gaseificador.
174
A Figura 69 apresenta a velocidade dos sólidos ao longo do gaseificador. A
velocidade média da fase sólida ficou em torno de 4 m/s, compatível com o da fase
gasosa, tendo na saída do ciclone também ocorrido um aumento na velocidade, à
exemplo da fase gasosa.
Figura 69 - Velocidade simulada dos sólidos no gaseificador.
A Figura 70 apresenta o cálculo das velocidades dos gases no interior do riser no
teste realizado no dia 12 de fevereiro de 2014.
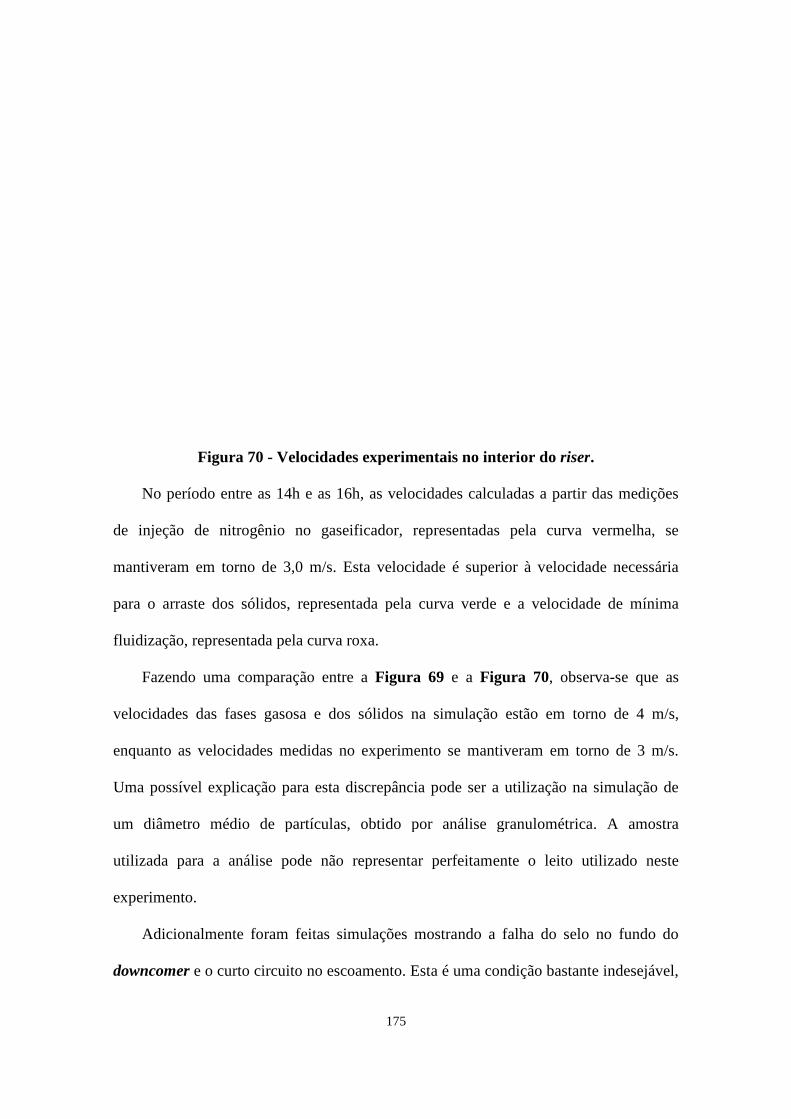
Figura 70 - Velocidades experimentais no interior do
No período entre as 14h e as 16h, as velocidades calculadas a partir das medições
de injeção de nitrogênio no gaseificador, representadas pela curva vermelha, se
mantiveram em torno de 3,0 m/s.
para o arraste dos sólidos, representada pela curva verde e a velocidade de mínima
fluidização, representada pela curva roxa.
Fazendo uma comparação entre a
velocidades das fases gasosa e dos
enquanto as velocidades medidas no experimento se mantiveram em torno de 3 m/s.
Uma possível explicação para esta discrepância pode ser a utilização na simulação de
um diâmetro médio de partículas, obtido por
utilizada para a análise pode não representar perfeitamente o leito utilizado neste
experimento.
Adicionalmente foram feitas simulações mostrando a falha do selo no fundo do
downcomer e o curto circuito no escoamento.
175
Velocidades experimentais no interior do riser
No período entre as 14h e as 16h, as velocidades calculadas a partir das medições
de injeção de nitrogênio no gaseificador, representadas pela curva vermelha, se
rno de 3,0 m/s. Esta velocidade é superior à velocidade necessária
para o arraste dos sólidos, representada pela curva verde e a velocidade de mínima
fluidização, representada pela curva roxa.
Fazendo uma comparação entre a Figura 69 e a Figura 70, observa
velocidades das fases gasosa e dos sólidos na simulação estão em torno de 4 m/s,
enquanto as velocidades medidas no experimento se mantiveram em torno de 3 m/s.
Uma possível explicação para esta discrepância pode ser a utilização na simulação de
um diâmetro médio de partículas, obtido por análise granulométrica. A amostra
utilizada para a análise pode não representar perfeitamente o leito utilizado neste
Adicionalmente foram feitas simulações mostrando a falha do selo no fundo do
e o curto circuito no escoamento. Esta é uma condição bastante indesejável,
riser.
No período entre as 14h e as 16h, as velocidades calculadas a partir das medições
de injeção de nitrogênio no gaseificador, representadas pela curva vermelha, se
sta velocidade é superior à velocidade necessária
para o arraste dos sólidos, representada pela curva verde e a velocidade de mínima
, observa-se que as
sólidos na simulação estão em torno de 4 m/s,
enquanto as velocidades medidas no experimento se mantiveram em torno de 3 m/s.
Uma possível explicação para esta discrepância pode ser a utilização na simulação de
análise granulométrica. A amostra
utilizada para a análise pode não representar perfeitamente o leito utilizado neste
Adicionalmente foram feitas simulações mostrando a falha do selo no fundo do
é uma condição bastante indesejável,

176
pois é potencialmente perigosa pelo colapso do leito e pela possibilidade de arraste do
leito para o filtro.
A Figura 71 apresenta a fração de volume de sólidos ao longo do gaseificador em
situação de curto circuito, devido à perda do selo na base do downcomer, com o
posterior escoamento ascendente indesejado dos sólidos e gases. Nesta situação, o
ciclone deixa de funcionar, fazendo que o escoamento se direcione para a saída do
gaseificador, com o consequente entupimento do filtro de particulados.
Figura 71 - Curto circuito simulado na operação do gaseificador.
A Figura 72 apresenta uma simulação da perda do selo no fundo do downcomer,
com curto circuito do escoamento.

Figura 72 - Falha simulada no selo no fundo do
A Figura 73 apresenta o perfil de pressão ao longo do
altura do selo no experimento realizado dia 12/02/2014.
Figura 73 - Perfil de pressão experiment
Pode ser observada uma queda de pressão repentina entre 13h e 14h30, com a
diminuição na altura do selo de sólidos. Nesta situação, ocorre a falha total do selo, com 177
Falha simulada no selo no fundo do downcomer
apresenta o perfil de pressão ao longo do downcomer
altura do selo no experimento realizado dia 12/02/2014.
Perfil de pressão experimental e altura do selo de sólidos.
Pode ser observada uma queda de pressão repentina entre 13h e 14h30, com a
diminuição na altura do selo de sólidos. Nesta situação, ocorre a falha total do selo, com
downcomer.
downcomer e o cálculo da
al e altura do selo de sólidos.
Pode ser observada uma queda de pressão repentina entre 13h e 14h30, com a
diminuição na altura do selo de sólidos. Nesta situação, ocorre a falha total do selo, com

178
os gases e sólidos escoando no sentido contrário ao desejado. O ciclone perde então a
capacidade de separação e a operação fica comprometida pelo arraste do leito para o
filtro. Observou-se nos testes experimentais que com a queda da pressão no fundo do
downcomer para valores próximos de zero existia grande possibilidade de perda do
selo. A queda repentina da pressão para valores próximos de 10 mbar no experimento
mostrado na Figura 73 ilustra esta ocorrência.
A simulação representou adequadamente a falha do selo de sólidos (Figura 72) e o
curto circuito (Figura 71) nesta situação.
6.6 Modelo de reações químicas adotado para a simulação em CFD
Com base na pesquisa bibliográfica nas áreas de processos de gaseificação de
biomassa e carvão e visando um modelo o mais simples possível, foram selecionadas as
reações e suas respectivas taxas cinéticas a serem utilizadas no modelo utilizado na
simulação em CFD.
Estas informações foram utilizadas juntamente com o modelo fluidodinâmico e
térmico mostrado anteriormente para simular o escoamento reativo num gaseificador de
leito fluidizado circulante. Apesar de estarem sendo utilizados valores de cinética para
carvão, a intenção inicial era um ajuste posterior com base nos valores experimentais
disponíveis.
A biomassa foi caracterizada pela análise imediata e elementar realizada a partir de
uma amostra de pellets de bagaço de cana-de-açúcar proveniente da empresa
MADERSUL.
A Tabela 30 apresenta os resultados da análise imediata.

179
Tabela 30 - Análise imediata de pellets de bagaço de cana.
Descrição Percentual em base úmida
Carbono fixo 0,1654
Cinzas 0,0016
Voláteis 0,749
Umidade 0,084
.
Tabela 31 apresenta os resultados da análise elementar.
Tabela 31 - Análise elementar de pellets de bagaço de cana.
Descrição Percentual em base úmida
Carbono 0,51
Hidrogênio 0,06
Oxigênio 0,42
Cinzas 0,002
Enxofre 0,001
A Tabela 32 mostra a composição da pseudo-espécie alcatrão (SYAMLAL, 1992)
utilizada no modelo MGAS, apresentado no capítulo 2.

180
Tabela 32 - Composição da pseudo-espécie alcatrão.
Descrição %vol [base seca]
Carbono 0,88
Hidrogênio 0,08
Oxigênio 0,02
Nitrogênio 0,01
Enxofre 0,01
O modelo reativo tem por principal finalidade representar o processo de
gaseificação de maneira a se obter como resultado a predição da composição do gás de
síntese bruto. As taxas de cinética selecionadas, foram as que de certa forma tornassem
o modelo o mais simples possível.
A Tabela 33 apresenta as reações químicas selecionadas e as respectivas constantes
para as taxas cinéticas.

181
Tabela 33 - Modelo de escoamento reativo para a simulação CFD.
Descrição Autor Equação Estequiométrica Energia de Ativação [J/mol]
Constante Pré-exponencial de Arrhenius [1/s]
Secagem Syamlal, 1992 )(2)(2 gl OHOH →
78.293,16 4101,5 ⋅
Devolatilização Syamlal, 1992
226662
242
0023,00014,00017,0062,0012,0
027,0021,0215,03,0352,0
NHSHHHCHC
CCHCOCOTarVolateis
+++++++++→
78.293,16 4101,5 ⋅
Craqueamento alcatrão Syamlal, 1992
)(226662
4242
0054,00065,0234,0135,0
103,0079,00058,0008,0424,0
gOHHHCHC
HCCHCOCOCTar
++++++++→
116.183,7 7100,9 ⋅
Deslocamento de vapor Bíba, et al., 1978 22)(2 HCOOHCO g +→+
12.560,00 310778,2 ⋅
Gaseificação a vapor Aarsen, 1985 2)(2 HCOOHC g +→+
166.153,00 2,72 ⋅
Gaseificação a CO2 Siedlecki, 2011 COCOC 22 →+
166.153,00 2,7
Metanação Syamlal,1992 42 5,05,0 CHHC →+
Formação de Vapor Siedlecki, 2011 )(222 22 gOHHO →+
109.000,00 6102,2 ⋅
Combustão de metano
Siedlecki, 2011 )(224 25,1 gOHCOOCH +→+
203.000,00 9100,1 ⋅
Formação de Sulfeto Siedlecki, 2011 )(2222 5,1 gOHSOOSH +→+
199.440,00 9100,1 ⋅
Gaseificação de metano Siedlecki, 2011 224 3HCOOHCH +→+
125.000,00 6100,3 ⋅
Combustão de carbono Siedlecki, 2011
22 COOC →+
221.900,00 667,1
182
O modelo, por sua grande complexidade já na parte fluidodinâmica e térmica,
após a inserção dos modelos reativos se mostrou muito dispendioso do ponto de vista
computacional, com estimativa de duração de 70 dias de duração utilizando 512
processadores do cluster do CENPES para o cálculo de cerca de 10 segundos de
simulação.
As primeiras tentativas de utilização do modelo mostraram dificuldades. Foi
verificado que algumas das equações admitiam valores imaginários dentro do domínio
das soluções possíveis. Após análise matemática de todas as equações, estes
problemas foram solucionados.
Após o modelo rodar o equivalente a 1 segundo de simulação, foi verificado que
as espécies formadas não eram coerentes com os experimentos e a simulação foi
encerrada.
Uma referência mais recente (NAKOD et al., 2013) aparenta ter um conjunto de
reações mais coerente. Foi preparada uma simulação com estas reações, mas a sua
duração deve exceder 70 dias. Ainda assim, trata-se de um conjunto de reações
adequado para carvão e necessitará de ajustes para a utilização de biomassa.
A necessidade de obtenção de dados para a gaseificação de bagaço de cana-de-
açúcar justifica uma linha de pesquisa para a determinação das taxas cinéticas,
especialmente nas etapas de secagem e devolatilização. A análise térmica, através de
equipamentos termogravimétricos acoplados a espectrômetros de massa pode ser uma
metodologia para obtenção destas informações.
6.7 Modelo de fluidização CSFMB
O programa comercial CSFMB foi utilizado para a modelagem do gaseificador
da TUDelft . Este programa pode ser utilizado para estudos de combustão e
gaseificação e retortas.

183
Como visto anteriormente, o programa utiliza um modelo de fluidização. Seu
maior problema está relacionado aos modelos cinéticos utilizados para a pirólise e
devolatilização, uma vez que para o bagaço de cana- de-açúcar estes modelos não são
bem determinados. De qualquer forma, foram simulados todos os testes executados,
com exceção dos testes de screening e do teste das velas catalíticas. Estas 16
simulações estão mostradas na Tabela 34.
Na Tabela 35, foram comparados os resultados da simulação com os resultados
experimentais e calculado o desvio relativo para cada teste experimental.
Na Tabela 36 são comparados os resultados das correlações empíricas com os
resultados experimentais e calculado o desvio relativo para cada teste experimental.
Na Tabela 37 são comparadas as médias e os desvios padrão dos desvios entre as
correlações empíricas e as simulações e os resultados experimentais.
Observa-se que os desvios em relação aos resultados experimentais são muito
menores para as correlações experimentais do que os desvios da simulação. As
correlações empíricas têm um erro menor, mesmo para o caso dos compostos do
alcatrão, uma vez que as simulações utilizando o programa CSFMB mostraram pouca
formação de compostos pesados, o que não está de acordo com os dados
experimentais. Conclui-se que as correlações possuem uma precisão maior do que a
simulação para o domínio considerado nos experimentos.

184
Tabela 34 – Resultados das simulações no CSFMB de 16 testes na TUDelft.
Teste 1
Teste 2
Teste 3
Teste 4
Teste 5
Teste 6
Teste 7
Teste 8
Teste 9
Teste 10
Teste 11
Teste 12
Teste 13
Teste 14
Teste 15
Teste 16
Biomassa, kg/h 15,65 15,2 14,61 14,87 14,15 13,86 13,28 14,04 15,09 14,97 14,64 14,44 23,61 15,08 19,67 19,39
Oxigênio, kg/h 7,00 4,00 6,40 6,60 6,00 5,99 4,00 6,24 6,40 6,00 6,28 4,00 7,00 6,00 6,40 6,15
Vapor, kg/h 9,91 14,70 14,41 9,91 11,40 11,40 14,70 13,95 8,71 11,40 14,43 14,70 12,60 11,40 10,50 10,34
λ 0,36 0,19 0,35 0,36 0,34 0,35 0,26 0,36 0,34 0,32 0,34 0,225 0,24 0,324 0,265 0,268
S/B 0,63 0,96 0,98 0,66 0,80 0,82 1,10 0,99 0,57 0,76 0,98 1,01 0,53 0,75 0,53 0,53
% H2 16,88 20,18 21,24 18,98 20,46 20,31 20,00 16,79 19,03 21,10 21,60 20,86 18,51 21,15 21,86 21,82
% N2 25,81 24,02 17,13 17,35 17,86 17,95 20,15 18,72 17,83 17,26 16,81 17,59 12,19 16,87 13,56 13,73
% CO 10,06 12,26 7,88 11,07 8,81 9,18 11,79 13,18 10,94 9,16 8,22 13,75 19,28 9,57 12,91 12,68
% CH4 11,71 15,02 12,99 13,08 13,10 13,02 14,64 13,51 12,85 13,33 13,25 15,89 17,09 13,67 15,47 15,42
% CO2 34,81 27,85 40,08 38,60 38,99 38,66 32,83 37,10 38,21 38,38 39,33 31,23 31,68 38,06 35,37 35,62
%Alcatrão 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
% H2 sem N2 22,97 26,79 25,84 23,21 25,14 25,02 25,23 20,83 23,47 25,73 26,21 25,52 21,37 25,65 25,52 25,50
% CO sem N2 13,69 16,28 9,59 13,54 10,83 11,30 14,87 16,35 13,49 11,17 9,98 16,82 22,25 11,61 15,08 14,82
% CH4 sem N2 15,93 19,94 15,80 15,99 16,10 16,03 18,47 16,76 15,85 16,25 16,08 19,44 19,73 16,58 18,07 18,02
% CO2 sem N2 47,36 36,98 48,76 47,20 47,90 47,61 41,41 46,04 47,11 46,81 47,71 38,20 36,56 46,14 41,30 41,63
Benzeno, % 0,02 0,00 0,00 0,08 0,01 0,01 0,00 0,00 0,04 0,01 0,01 0,00 0,05 0,01 0,01 0,01
Alcatrão,kg/h 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
PCI gás, MJ/Nm3 5,81 8,10 6,55 5,94 6,64 6,66 7,63 6,71 6,73 6,89 6,25 8,52 9,28 7,05 8,29 8,21
Q água, kg/h 11,20 14,08 18,95 11,08 12,11 12,12 14,81 15,36 9,86 11,99 14,96 14,51 14,00 11,91 10,71 10,73
Q cinzas, kg/h 18,08 64,76 36,61 8,46 51,30 39,45 45,14 43,63 24,72 34,11 33,97 45,86 63,68 37,40 42,08 44,96
MM gás, kg/kmol 23,92 22,20 22,65 23,54 23,08 23,07 21,83 22,70 23,77 23,04 22,61 21,85 22,97 23,02 23,19 23,19
Q gás seco, kg/h 26,30 25,91 18,74 22,57 21,68 21,58 18,48 21,17 22,27 22,25 22,86 20,74 30,53 22,60 27,30 26,99
Q gás seco, Nm3/h 24,65 24,28 18,53 21,50 21,05 20,97 18,97 20,90 21,01 21,65 22,66 21,28 29,78 22,01 26,37 26,07
Rendimento a frio,%
51,2800
66,5500
51,9100
46,8000
52,0800
52,7900
56,3900
51,3400
51,9100
53,0900
50,0000
62,5900 49,15 54,880
0 63,270
0 62,560
0 Convers. carbono%
94,5200
92,7300
94,7700
95,1600
93,8700
95,4200
93,2600
94,4600
91,9500
92,0400
96,1900
93,6400
93,14 93,8000
93,3800
93,0900

185
Tabela 35 – Comparação dos testes experimentais com as simulações e cálculo dos desvios (continua nas próximas três páginas).
Teste 1 Sim.1 desvio % Teste 2 Sim.2 desvio % Teste 3 Sim.3 desvio % Teste 4 Sim.4 desvio %
Biomassa, kg/h 15.65 15.65 0.03 15.20 15.20 0.00 14.61 14.61 0.01 14.87 14.87 0.00
Oxigênio, kg/h 7.00 7.00 0.00 4.00 4.00 0.00 6.40 6.40 -0.01 6.60 6.60 0.01
Vapor, kg/h 9.91 9.91 -0.01 14.70 14.70 0.00 14.41 14.41 0.00 9.91 9.91 -0.02
λ 0.38 0.36 3.31 0.22 0.20 12.60 0.37 0.36 3.29 0.37 0.36 3.58
S/B 0.63 0.63 -0.03 0.98 0.97 0.93 0.99 0.99 -0.01 0.67 0.67 0.22
% H2 20.95 16.89 19.41 23.64 20.19 14.63 18.57 21.24 -14.36 20.11 18.99 5.60
% N2 16.45 25.81 -56.94 23.68 24.03 -1.46 26.25 17.14 34.71 17.63 17.35 1.60
% CO 13.92 10.07 27.65 13.97 12.26 12.19 11.17 7.88 29.43 14.89 11.07 25.63
% CH4 5.18 11.72 -126.10 5.31 15.02 -182.97 4.45 12.99 -192.02 5.30 13.08 -146.63
% CO2 39.61 34.81 12.11 29.87 27.86 6.73 37.46 40.08 -7.01 39.31 38.60 1.81
% H2 sem N2 25.08 22.97 8.39 30.98 26.80 13.50 25.19 25.84 -2.60 24.41 23.22 4.88
% CO sem N2 16.66 13.70 17.76 18.30 16.28 11.05 15.17 9.59 36.75 18.09 13.54 25.12
% CH4 sem N2 6.20 15.94 -157.00 6.96 19.94 -186.65 6.04 15.80 -161.77 6.44 16.00 -148.39
% CO2 sem N2 47.41 47.36 0.10 39.14 36.98 5.52 50.75 48.76 3.91 47.73 47.21 1.10
Benzeno, % 0.00 0.02 -1,539.34 0.00 0.00 55.12 0.00 0.00 100.00 0.00 0.03 -2,297.94
Alcatrão Total g/Nm3 5.34 0.00 100.00 5.21 0.00 100.00 3.33 0.00 100.00 7.49 0.00 100.00
PCI gás, MJ/Nm3 5.85 5.81 0.70 6.19 8.10 -30.85 4.99 6.55 -31.33 5.93 6.55 -10.51
Q água, kg/h 0.97 11.21 -1,054.57 0.94 14.09 -1,394.70 0.91 18.95 -1,991.83 0.92 18.95 -1,955.58
Q cinzas, kg/h 1.03 18.08 -1,649.83 1.00 64.76 -6,355.95 0.96 36.61 -3,696.38 0.98 36.61 -3,630.60
MM gás, kg/kmol 27.18 23.92 11.99 25.01 22.20 11.22 28.04 22.65 19.23 27.66 22.65 18.10
Q gás seco, kg/h 27.90 26.31 5.72 29.81 25.91 13.07 29.74 18.74 36.97 26.61 18.74 29.56
Q gás seco, Nm3/h 22.79 24.65 -8.16 26.56 24.28 8.56 23.54 18.54 21.26 21.38 18.54 13.28
Rendimento a frio, % 67.40 51.28 23.92 85.23 66.55 21.92 63.62 51.91 18.40 67.38 51.91 22.95
Conversão de carbono, % 83.55 94.52 -13.13 76.32 92.73 -21.51 73.75 94.77 -28.50 82.37 94.77 -15.06

186
Teste 5 Sim.5 desvio % Teste 6 Sim.6 desvio % Teste 7 Sim.7 desvio % Teste 8 Sim.8 desvio %
Biomassa, kg/h 14.15 14.87 -5.10 13.86 13.86 -0.02 13.28 13.28 -0.01 14.04 14.04 0.01
Oxigênio, kg/h 6.00 6.60 -10.06 5.99 5.99 0.07 4.00 4.00 -0.01 6.24 6.24 -0.04
Vapor, kg/h 11.40 9.91 13.04 11.40 11.40 0.00 14.70 14.70 0.00 13.95 13.95 0.01
λ 0.36 0.36 -1.04 0.36 0.35 3.41 0.25 0.26 -4.27 0.38 0.36 3.56
S/B 0.81 0.67 17.42 0.82 0.82 0.03 1.11 1.11 0.10 1.00 0.99 0.21
% H2 22.15 18.99 14.30 22.27 20.32 8.77 26.99 20.01 25.88 20.71 16.79 18.90
% N2 18.22 17.35 4.76 18.12 17.96 0.91 20.71 20.15 2.70 18.93 18.72 1.12
% CO 12.78 11.07 13.36 12.21 9.18 24.78 11.39 11.80 -3.58 10.41 13.18 -26.63
% CH4 5.13 13.08 -155.11 4.90 13.02 -165.64 4.95 14.65 -195.83 4.40 13.51 -207.21
% CO2 39.25 38.60 1.65 38.97 38.67 0.77 32.73 32.83 -0.32 38.63 37.11 3.95
% H2 sem N2 27.09 23.22 14.29 27.20 25.02 8.00 34.04 25.23 25.88 25.53 20.84 18.37
% CO sem N2 15.63 13.54 13.34 14.91 11.31 24.19 14.36 14.88 -3.58 12.85 16.35 -27.30
% CH4 sem N2 6.27 16.00 -155.15 5.99 16.04 -167.75 6.25 18.48 -195.81 5.43 16.77 -208.77
% CO2 sem N2 48.00 47.21 1.65 47.60 47.62 -0.05 41.28 41.41 -0.32 47.67 46.04 3.41
Benzeno, % 0.00 0.03 -2,524.18 0.00 0.01 -1,234.89 0.00 0.00 100.00 0.00 0.00 100.00
Alcatrão Total g/Nm3 10.89 0.00 100.00 8.30 0.00 100.00 5.32 0.00 100.00 8.22 0.00 100.00
PCI gás, MJ/Nm3 5.82 5.94 -2.12 5.68 6.66 -17.33 6.10 7.63 -25.16 5.10 6.71 -31.52
Q água, kg/h 0.88 11.08 -1,163.24 0.86 12.12 -1,310.97 0.82 14.81 -1,699.02 0.87 15.36 -1,664.45
Q cinzas, kg/h 0.93 8.47 -806.78 0.91 39.46 -4,213.96 0.88 45.14 -5,051.18 0.93 43.63 -4,608.09
MM gás, kg/kmol 27.21 23.54 13.50 26.87 23.07 14.14 24.72 21.83 11.69 26.33 22.70 13.79
Q gás seco, kg/h 25.93 22.58 12.92 25.56 21.58 15.57 25.75 18.48 28.24 26.64 21.18 20.51
Q gás seco, Nm3/h 21.15 21.50 -1.64 21.13 20.98 0.72 23.13 18.97 17.98 22.45 20.91 6.89
Rendimento a frio, % 68.81 46.80 31.99 68.45 52.79 22.87 83.99 56.39 32.86 64.57 51.34 20.49
Conversão de carbono, % 81.78 95.16 -16.36 81.88 95.42 -16.54 79.29 93.26 -17.62 81.07 94.46 -16.52

187
Teste 9 Sim.9 desvio % Teste 10 Sim.10 desvio % Teste 11 Sim.11 desvio % Teste 12 Sim.12 desvio%
Biomassa, kg/h 15.09 15.09 -0.03 14.97 14.97 -0.01 14.64 14.64 0.03 14.44 14.44 0.00
Oxigênio, kg/h 6.40 6.40 -0.01 6.00 6.00 0.02 6.28 6.28 -0.03 4.00 4.00 0.01
Vapor, kg/h 8.71 8.71 -0.06 11.40 11.40 0.00 14.43 14.43 -0.02 14.70 14.70 0.00
λ 0.36 0.35 4.13 0.34 0.33 3.40 0.36 0.35 3.32 0.23 0.23 3.44
S/B 0.58 0.58 0.78 0.76 0.76 0.09 0.99 0.99 0.01 1.02 1.02 0.11
% H2 20.90 19.04 8.92 21.51 21.10 1.90 20.71 21.60 -4.33 24.68 20.87 15.45
% N2 19.25 17.83 7.37 21.45 17.26 19.53 19.59 16.81 14.17 20.05 17.60 12.26
% CO 11.95 10.95 8.37 12.21 9.16 24.97 11.32 8.23 27.29 13.39 13.76 -2.78
% CH4 4.66 12.86 -176.00 4.92 13.33 -170.86 4.78 13.25 -177.51 5.29 15.90 -200.49
% CO2 37.86 38.21 -0.92 37.22 38.39 -3.14 39.92 39.33 1.48 32.46 31.24 3.77
% H2 sem N2 25.88 23.47 9.31 27.38 25.73 6.01 25.75 26.21 -1.79 30.86 25.52 17.29
% CO sem N2 14.80 13.50 8.77 15.55 11.17 28.15 14.08 9.99 29.06 16.75 16.83 -0.45
% CH4 sem N2 5.77 15.86 -174.79 6.27 16.26 -159.45 5.94 16.08 -170.75 6.62 19.44 -193.85
% CO2 sem N2 46.89 47.12 -0.48 47.38 46.82 1.18 49.65 47.72 3.89 40.61 38.21 5.92
Benzeno, % 0.00 0.05 -4,167.39 0.00 0.01 -1,128.27 0.00 0.00 -110.83 0.00 0.00 91.34
Alcatrão Total g/Nm3 0.00 0.00 100.00 6.91 0.00 100.00 4.52 0.00 100.00 6.73 0.00 100.00
PCI gás, MJ/Nm3 5.41 6.73 -24.41 5.60 6.89 -22.99 5.35 6.25 -16.79 6.22 8.52 -36.95
Q água, kg/h 0.94 9.86 -954.32 0.93 12.00 -1,193.00 0.91 14.97 -1,548.54 0.90 14.52 1,521.29
Q cinzas, kg/h 1.00 24.72 -2,383.28 0.99 34.11 -3,353.13 0.97 33.98 -3,415.43 0.95 45.86 4,712.32
MM gás, kg/kmol 26.56 23.77 10.50 27.02 23.04 14.73 27.40 22.61 17.48 24.99 21.85 12.55
Q gás seco, kg/h 28.31 22.27 21.34 28.66 22.26 22.33 27.57 22.87 17.07 27.16 20.75 23.62
Q gás seco, Nm3/h 23.67 21.01 11.23 23.55 21.65 8.05 22.35 22.66 -1.43 24.14 21.29 11.81
Rendimento a frio, % 67.15 51.91 22.70 69.71 53.09 23.84 64.60 50.00 22.60 82.28 62.59 23.93
Conversão de carbono, % 80.75 91.95 -13.87 78.55 92.04 -17.18 80.41 96.19 -19.62 79.95 93.64 -17.13

188
Teste 13 Sim.13 desvio % Teste 14 Sim.14 desvio % Teste 15 Sim.15 desvio % Teste 16 Sim.16 desvio %
Biomassa, kg/h 23.61 23.61 0.02 15.08 15.08 -0.02 19.67 19.67 0.00 19.39 19.39 -0.01
Oxigênio, kg/h 7.00 7.00 -0.01 6.00 6.00 -0.08 6.40 6.40 0.01 6.15 6.15 0.05
Vapor, kg/h 12.60 12.60 0.00 11.40 11.40 0.00 10.50 10.50 -0.04 10.34 10.34 0.02
λ 0.25 0.24 3.33 0.33 0.32 3.26 0.27 0.26 3.47 0.27 0.27 -0.63
S/B 0.53 0.53 -0.01 0.76 0.76 0.04 0.53 0.53 0.10 0.53 0.53 0.09
% H2 27.14 18.52 31.76 22.51 21.16 6.01 25.69 21.87 14.87 24.95 21.82 12.55
% N2 13.18 12.19 7.48 18.54 16.87 8.98 14.24 13.57 4.71 14.11 13.74 2.66
% CO 16.77 19.28 -15.00 12.91 9.58 25.80 16.17 12.92 20.11 16.01 12.68 20.75
% CH4 5.71 17.10 -199.46 5.25 13.68 -160.34 5.83 15.48 -165.52 5.78 15.43 -167.06
% CO2 34.51 31.68 8.20 38.52 38.06 1.19 35.48 35.38 0.28 35.89 35.63 0.73
% H2 sem N2 31.26 21.37 31.62 27.63 25.65 7.17 29.95 25.53 14.77 29.04 25.50 12.20
% CO sem N2 19.31 22.26 -15.24 15.84 11.61 26.72 18.85 15.08 20.00 18.64 14.82 20.47
% CH4 sem N2 6.58 19.74 -200.09 6.45 16.58 -157.12 6.80 18.07 -165.87 6.73 18.03 -168.02
% CO2 sem N2 39.75 36.57 8.00 47.28 46.15 2.41 41.37 41.30 0.17 41.79 41.64 0.37
Benzeno, % 0.00 0.05 -4,840.01 0.00 0.01 -444.51 0.00 0.02 -1,244.14 0.00 0.01 -775.23
Alcatrão Total g/Nm3 6.91 0.00 100.00 4.85 0.00 100.00 6.43 0.00 100.00 5.37 0.00 100.00
PCI gás, MJ/Nm3 7.06 9.28 -31.44 5.92 7.05 -19.17 6.87 8.29 -20.62 6.75 8.21 -21.55
Q água, kg/h 1.46 14.00 -856.24 0.93 11.92 -1,175.06 1.22 10.71 -778.48 1.20 10.74 -793.15
Q cinzas, kg/h 1.56 63.68 -3,986.06 1.00 37.40 -3,658.95 1.30 42.08 -3,141.58 1.28 44.96 -3,413.93
MM gás, kg/kmol 25.03 22.97 8.22 27.04 23.02 14.88 25.57 23.19 9.31 25.65 23.19 9.58
Q gás seco, kg/h 39.93 30.53 23.53 27.69 22.61 18.36 33.68 27.30 18.94 33.19 26.99 18.68
Q gás seco, Nm3/h 35.42 29.79 15.91 22.74 22.01 3.17 29.25 26.38 9.82 28.74 26.08 9.26
Rendimento a frio, % 83.80 49.15 41.35 70.58 54.88 22.24 80.87 63.27 21.76 79.22 62.56 21.03
Conversão de carbono, % 86.82 93.14 -7.28 81.46 93.80 -15.15 85.76 93.38 -8.88 85.89 93.09 -8.39

189
Tabela 36 – Comparação das correlações empíricas com os testes experimentais e cálculo dos desvios (continua na próxima página).
Teste 1 Correl. desvio % Teste 2 Correl. desvio % Teste 3 Correl. desvio % Teste 4 Correl. desvio %
λ 0.38 0.22 0.37 0.37 S/B 0.63
0.98
0.99
0.67
% H2 sem N2 25.08 25.43 -1.38 30.98 32.20 -3.92 25.19 25.77 -2.31 24.41 25.51 -4.50
% CO sem N2 16.66 16.10 3.35 18.30 17.02 6.99 15.17 14.04 7.40 18.09 15.92 11.99
% CH4 sem N2 6.20 6.00 3.29 6.96 6.79 2.33 6.04 6.04 -0.02 6.44 6.01 6.72
% CO2 sem N2 47.41 48.43 -2.16 39.14 39.66 -1.33 50.75 49.05 3.35 47.73 48.42 -1.44
PAH SPA, g/Nm3 4.39 4.33 1.38 4.00 3.72 6.86 2.36 3.06 -29.71 5.43 4.21 22.56
Rendimento a frio, % 67.40 68.19 -1.18 85.23 88.97 -4.38 63.62 69.25 -8.86 67.38 68.45 -1.59
Conversão de carbono, % 83.55 86.61 -3.66 76.32 82.26 -7.78 73.75 82.13 -11.36 82.37 86.17 -4.62
Alcatrão Total g/Nm3 5.34 4.72 11.68 5.21 4.27 18.13 3.33 3.36 -0.92 7.49 4.59 38.78
Teste 5 Correl. desvio % Teste 6 Correl. desvio % Teste 7 Correl. desvio % Teste 8 Correl. desvio %
λ 0.36 0.36 0.25 0.38 S/B 0.81 0.82 1.11 1.00
% H2 sem N2 27.09 26.27 3.04 27.20 25.97 4.51 34.04 30.86 9.36 25.53 25.49 0.15
% CO sem N2 15.63 15.39 1.51 14.91 15.16 -1.62 14.36 15.59 -8.54 12.85 13.86 -7.85
% CH4 sem N2 6.27 6.10 2.76 5.99 6.06 -1.22 6.25 6.64 -6.27 5.43 6.01 -10.58
% CO2 sem N2 48.00 47.76 0.51 47.60 48.24 -1.35 41.28 42.03 -1.81 47.67 49.48 -3.81
PAH SPA, g/Nm3 3.47 3.76 -8.34 3.49 3.68 -5.40 3.23 3.18 1.46 3.14 3.00 4.49
Rendimento a frio, % 68.81 70.77 -2.86 68.45 69.86 -2.07 83.99 84.87 -1.05 64.57 68.39 -5.91
Conversão de carbono, % 81.78 84.40 -3.21 81.88 84.20 -2.84 79.29 80.58 -1.63 81.07 82.01 -1.16
Alcatrão Total g/Nm3 10.89 4.12 62.18 8.30 4.02 51.51 5.32 3.66 31.19 8.22 3.28 60.04

190
Teste 9 Correl. desvio % Teste 10 Correl. desvio % Teste 11 Correl. desvio % Teste 12 Correl. desvio %
λ 0.36
0.34
0.36
0.23
S/B 0.58
0.76
0.99
1.02
% H2 sem N2 25.88 26.15 -1.05 27.38 27.14 0.88 25.75 26.11 -1.40 30.86 31.76 -2.92
% CO sem N2 14.80 16.75 -13.19 15.55 16.07 -3.32 14.08 14.20 -0.88 16.75 16.56 1.16
% CH4 sem N2 5.77 6.08 -5.43 6.27 6.20 1.07 5.94 6.08 -2.34 6.62 6.74 -1.91
% CO2 sem N2 46.89 47.21 -0.68 47.38 46.35 2.18 49.65 48.55 2.22 40.61 40.44 0.44
PAH SPA, g/Nm3 0.00 4.56 -423,965.06 3.30 3.98 -20.60 3.23 3.10 3.89 4.43 3.55 19.92
Rendimento a frio, % 67.15 70.42 -4.87 69.71 73.45 -5.37 64.60 70.30 -8.82 82.28 87.63 -6.50
Conversão de carbono, % 80.75 87.26 -8.07 78.55 84.97 -8.18 80.41 82.13 -2.14 79.95 81.71 -2.21
Alcatrão Total g/Nm3 0.00 4.98 0 6.91 4.38 36.56 4.52 3.41 24.59 6.73 4.07 39.47
Teste 13 Correl. desvio % Teste 14 Correl. desvio % Teste 15 Correl. desvio % Teste 16 Correl. desvio %
λ 0.25 0.33 0.27 0.27 S/B 0.53 0.76 0.53 0.53
% H2 sem N2 31.26 31.05 0.66 27.63 27.27 1.31 29.95 29.95 0.01 29.04 30.30 -4.34
% CO sem N2 19.31 19.27 0.22 15.84 16.16 -2.02 18.85 18.77 0.45 18.64 18.93 -1.59
% CH4 sem N2 6.58 6.66 -1.26 6.45 6.22 3.64 6.80 6.53 3.92 6.73 6.57 2.30
% CO2 sem N2 39.75 39.94 -0.47 47.28 46.14 2.43 41.37 41.54 -0.40 41.79 41.02 1.84
PAH SPA, g/Nm3 4.48 4.99 -11.35 3.93 4.02 -2.26 4.88 4.93 -1.15 3.85 4.95 -28.69
Rendimento a frio, % 83.80 85.45 -1.97 70.58 73.85 -4.64 80.87 82.07 -1.49 79.22 83.16 -4.97
Conversão de carbono, % 86.82 87.87 -1.21 81.46 85.05 -4.40 85.76 87.86 -2.45 85.89 87.87 -2.31
Alcatrão Total g/Nm3 6.91 5.53 20.04 4.85 4.42 8.87 6.43 5.44 15.37 5.37 5.47 -1.86

191
Tabela 37 - Médias e desvios padrões dos desvios das simulações e correlações
em relação aos testes experimentais.
média desvio CSFMB[%]
DP desvio CSFMB
média desvio Correlações[%]
DP desvio Correlações
λ 3.01 3.44
S/B 1.25 4.32
% H2 sem N2 11.71 8.98 -0.12 3.59
% CO sem N2 13.43 17.39 -0.37 6.27
% CH4 sem N2 -173.20 18.27 -0.19 4.45
% CO2 sem N2 2.30 2.57 -0.03 1.99
Benzeno, % -1,241.27 1,535.37
Alcatrão Total g/Nm3 100.00 0.00 27.71 20.30
PAH g/Nm3 -3.13 15.14
Rendimento a frio, % 24.68 5.81 -4.16 2.56
Conversão de carbono, % -15.80 5.19 -4.20 3.03

192
7 Análise Comparativa Crítica
Foi comprovada a viabilidade técnica da gaseificação de bagaço de cana de
açúcar brasileira, em 19 corridas inéditas a nível mundial, dentro de um planejamento
experimental. A partir dos resultados conseguidos, foram determinados modelos
matemáticos estatisticamente significativos para a previsão da composição do gás de
síntese, a partir de parâmetros operacionais do processo de gaseificação de bagaço de
cana de açúcar. Foi também determinada uma janela ótima de operação para a
maximização da relação H2/CO, e para a minimização da formação de alcatrão, CO2 e
metano, indesejáveis para a síntese de bioprodutos. A utilização de bagaço de cana de
açúcar possibilitou a operação durante várias horas ininterruptas, independente da
temperatura do processo.
O primeiro teste, screening 1, foi realizado no dia 18/04/2012. Como até então
não havia sido feita a gaseificação de bagaço de cana em leito fluidizado circulante
com vapor e oxigênio, o comportamento do leito era desconhecido. Pela comparação
com outras biomassas gaseificadas anteriormente na TUDelft, havia a possibilidade
de ocorrer aglomeração. Foi então utilizado caulim para evitar problemas no leito. O
teste transcorreu bem, com a alimentação de vapor, de biomassa e de oxigênio e a
ocorrência de reações até cerca de duas horas e quinze de operação, quando a
ausência de flutuações na pressão diferencial no fundo do downcomer, que opera em
escoamento fluidizado borbulhante, evidenciaram o bloqueio do loop-seal por
partículas de carvão. Após contato com o CENPES, foi feita uma simulação
simplificada em CFD com a geometria do downcomer, com condição inicial com
esferas de 6 mm de diâmetro simulando a biomassa. Esta simulação mostrou que o
aumento da vazão de nitrogênio injetada no ponto L0 do loop seal de 40% para 50%
deveria resolver o problema. Esta solução foi implementada para o teste screening 2

193
com sucesso. Estes dois testes exploratórios mostraram também que o caulim não é
necessário, pois para o leito de magnesita não houve aglomeração. As temperaturas
controladas no supervisório do sistema são as de segmentos da parede do
gaseificador, próximos às resistências elétricas. Assim, a temperatura interna varia
com o fator estequiométrico. Nas condições dos testes a temperatura ficou entre
820 °C e 850 ºC. O máximo λ em que foi possível trabalhar com bagaço de cana foi
0,377. Acima disso, a temperatura interna ultrapassava 900 ºC, devido à
disponibilidade de O2 resultar em uma quantidade de calor maior pela prevalência da
reação de combustão em relação às reações de gaseificação. Esta temperatura é muito
elevada para o material do casco do gaseificador. Assim, por razões de segurança, não
foram realizados testes com λ superior a 0,377. No entanto, mesmo à temperatura de
900 ºC, não foram observados problemas de aglomeração do leito de magnesita. Esta
característica pode confirmar a hipótese da aglomeração do leito ser devida à
formação eutéticos com a sílica, já que a magnesita tem pouca sílica.
Após os testes de screening, onde foram definidas as condições para a
gaseificação do bagaço de cana, todos os 17 experimentos foram considerados
válidos, com estados estacionários para análise posterior dos dados. Os estados
estacionários são particularmente importantes porque mostram a operação estável da
planta piloto naquele ponto de operação e permitem o cálculo dos balanços de massa e
de energia.
A eficiência de filtração do filtro de alta temperatura do fabricante PALL foi
estudada, através das variáveis temperatura do filtro, perda de carga, carga de
particulado antes e depois do filtro e pressão dos pulsos. Os parâmetros para a
limpeza do filtro tais como pressão e frequência dos pulsos e o tempo de abertura das
válvulas foram inicialmente ajustados nos valores sugeridos pela PALL e
194
posteriormente modificados para garantir os valores desejados para a manutenção da
limpeza do filtro e da sua perda de carga. A frequência dos pulsos em particular foi
ajustada devido a altos valores de perda de carga. Os parâmetros do processo foram
calculados utilizando as médias obtidas a partir dos dados medidos, enquanto a
conversão de carbono e o rendimento a frio foram calculados a partir do balanço
molar. Naqueles pontos em que a precisão da estimativa dos vazamentos de
nitrogênio como função da pressão do silo de alimentação de biomassa devido por
exemplo à vedação dos eixos, os valores das purgas foram ajustados de modo a
manter as vazões do gás produzido dentro de uma faixa razoável. São apresentados
dois valores de fator estequiométrico λ, o valor do planejamento experimental e o
efetivamente conseguido. A variação se deveu em alguns casos como os de λ=0,40 ao
aumento da temperatura da gaseificação pelo excesso de oxigênio, excedendo 900°C e
excedendo a temperatura recomendável de operação do material do gaseificador. No
entanto, o leito se manteve em circulação, não havendo colapso por fusão, como
ocorre com algumas biomassas. Por segurança nestes casos, o λ foi reduzido.
Após a análise dos dados, foi evidenciada também a falta de precisão na
alimentação de biomassa da planta piloto da TUDelft . A dosagem de sólidos é muito
mais difícil que a de líquidos ou de gases e este fato resultou em variações na vazão
de biomassa prevista para cada experimento, de acordo com o grau de enchimento do
silo de biomassa e de outros aspectos operacionais, implicando na variação do λ e da
razão vapor/biomassa. Com relação ao teor de CO e de CO2, foram obtidos os valores
esperados, isto é, a concentração de CO2 aumenta quando é fornecido mais oxigênio
às reações, enquanto a concentração de CO diminui simultaneamente. A temperatura
do processo diminui com a diminuição do fator estequiométrico. Este fenômeno é
causado pelo fato de que para um menor λ, as reações endotérmicas prevalecem, e ao

195
mesmo tempo a energia fornecida pelo sistema de aquecimento não é suficiente para
compensar a perda de calor para o meio ambiente. A isolação térmica no gaseificador
da TUDelft , após muitos anos de utilização, apresenta várias áreas deficientes, o que
pode ser comprovado pela visão do gaseificador com o metal rubro em vários pontos.
Em instalações industriais, a razão do calor perdido pelas paredes em relação ao calor
fornecido pela reação é comparativamente muito menor, com as perdas de calor pelo
efeito de parede reduzidas e a isolação térmica muito melhor. No caso de uma planta
piloto, é necessário o fornecimento de calor por aquecimento elétrico para compensar
as perdas pelas paredes. Com relação à composição do gás produzido no gaseificador,
os valores observados foram semelhantes aos encontrados na literatura para pellets de
madeira. As composições são medidas em base volumétrica, seca e livre de
nitrogênio, exceto o teor de água. Uma visão geral dos resultados mostra que apesar
da duração de cada experimento ser limitada a um dia de trabalho, uma operação
longa e relativamente estável sempre foi conseguida.
A concentração de hidrogênio no gás produzido recebeu bastante atenção nos
experimentos. Baseado nos gráficos pode ser visto que o aumento da razão
vapor/biomassa, na faixa de 0,8 até um valor entre 1,2 e 1,5 resultará no aumento da
conversão de alcatrão e consequentemente no teor de hidrogênio. Mantendo-se o valor
da razão vapor/biomassa, o teor de hidrogênio aumenta ligeiramente para valores
baixos de λ e decresce para λ>0,3.
A formação de alcatrão é praticamente inevitável na gaseificação em leito
fluidizado circulante, pelas temperaturas de reação moderadas e período de residência
relativamente curto, resultando que as moléculas de hidrocarbonetos mais pesadas não
são totalmente convertidas para moléculas mais leves. A utilização de magnesita
como material do leito já contribui para minimizar a formação de alcatrão

196
(SIEDLECKI, 2011). A Tabela 16 mostra a evolução das concentrações de alcatrão
durante os experimentos. Os componentes do alcatrão medidos foram hidrocarbonetos
poliaromáticos (PAH), hidrocarbonetos fenólicos e BTX (benzeno, tolueno e xileno).
Embora pela definição de alcatrão o benzeno não seja um componente, por
conveniência foi incluído aqui.
Cada teste teve uma duração aproximada de 8 horas, gerando uma grande
quantidade de dados. Determinaram-se, para cada teste, os intervalos em que a
unidade de gaseificação atingiu o estado estacionário, através da análise da
composição do gás produzido e do suprimento dos insumos. Cada teste gerou
diferentes quantidades de estados estacionários, cujos dados, posteriormente, foram
tratados e utilizados para o cálculo do valor médio de cada variável de interesse, para
um teste completo.
Experimentos em unidades piloto possuem dificuldades inerentes à escala quando
se deseja desenvolver e aplicar um planejamento experimental a fim de subsidiar uma
análise estatística do processo. Quando a unidade utiliza uma carga sólida, as
dificuldades tornam-se ainda maiores. Nestes casos, uma das dificuldades mais
relevantes é a controlabilidade do processo, isto é, o controle dos fatores do
planejamento. Esta característica quer dizer que, por mais que se planeje determinado
valor para uma variável independente, dificilmente o valor realizado será o mesmo,
principalmente quando se trabalha com média de pontos e média de médias.
Nos testes na TUDelft , outro aspecto que deve ser levado em consideração é o
fato dos experimentos terem sido realizados em triplicata, devendo-se, portanto, obter
uma média para cada uma das combinações do planejamento experimental. Na
Figura 26 é apresentado um esquema mostrando o universo amostral e sua respectiva
redução para se chegar aos valores de um estado estacionário, para uma das

197
combinações dos fatores (esquerda) e para o ponto central (direita). Cada teste leu em
torno de 3.000 pontos, gerando em média 4,3 estados estacionários, cuja média gerou
um estado estacionário por teste. Em seguida, calculou-se a média entre os testes em
réplica, gerando, por fim, um único valor para cada variável.
Como temos dois fatores, dois níveis e um ponto central, a quantidade de
combinações possíveis é de cinco condições (quatro combinações dos dois fatores em
dois níveis e mais o ponto central). A Tabela 17 apresenta a média final dos fatores
obtida para cada uma das combinações e para o ponto central, além do seu valor
planejado e o respectivo desvio.
É possível notar que os desvios do valor realizado em relação ao planejado não
seguiram um padrão, mostrando uma variabilidade aleatória.
A partir dos dados experimentais foram obtidos modelos empíricos
estatisticamente significativos para os teores de hidrogênio, monóxido de carbono,
metano, gás carbônico, teor de alcatrão isento de BTX e teor de poliaromáticos, além
do rendimento a frio e da conversão de carbono. As médias dos desvios foram muito
baixas, bem inferiores à dos teores preditos pelo programa comercial CSFMB, em que
pese a relativa imprecisão dos valores experimentais dos componentes do alcatrão.
Estas correlações podem então ser utilizadas para uma primeira aproximação dos
teores do gás produzido, com muito mais precisão que o programa comercial, dentro
do domínio em que os experimentos foram executados.
Já para a simulação em dinâmica dos fluidos computacional, o modelo de
escoamento multifásico reativo 3D pela formulação Euleriana-Euleriana com
turbulência e transmissão de calor foi validado com dados experimentais e será útil
para eventuais dimensionamentos de gaseificadores. No entanto os modelos cinéticos
disponíveis para carvão, mesmo com a utilização de modelos de madeira para a

198
secagem e devolatilização ainda deverá ter problemas de ajuste. A complexidade do
modelo do escoamento reativo também requer um custo computacional muito
elevado.
Uma possível solução é o tratamento da parte reativa por meio de um programa
específico como o CHEMKIN, que inclusive conta com modelos de degradação de
partículas de carvão e biomassa. As reações poderiam ser modeladas como reatores
do CHEMKIN utilizando os dados do escoamento extraídos da simulação não reativa.
Mesmo assim são necessários dados experimentais especialmente para as etaps
de secagem e devolatilização, que apresentam maiores diferenças em relação aos
modeos de alcatrão existentes.

199
8 Conclusões e Sugestões
Foram executadas 19 corridas de gaseificação de bagaço de cana-de-açúcar em um
gaseificador de leito fluidizado circulante utilizando vapor e oxigênio como agentes
gaseificantes. Foi comprovada a viabilidade técnica da gaseificação de bagaço de cana-
de-açúcar brasileira, com operação durante várias horas ininterruptas, independente da
temperatura do processo.
Estas corridas tiveram um planejamento experimental prévio e permitiram a
obtenção da composição do gás produzido para diferentes condições de fator
estequiométrico e razão vapor/biomassa, a distribuição granulométrica e a composição
de particulados antes e depois do filtro de alta temperatura.
Utilizando os dados dos experimentos, foram obtidas correlações estatisticamente
significativas para predição da composição do gás produzido utilizando o fator
estequiométrico e a razão vapor/biomassa como variáveis independentes. Foi também
determinada uma janela ótima de operação para a maximização da produção de H2 e
CO, e para a minimização da formação de alcatrão, CO2 e metano, indesejáveis para a
síntese de bioprodutos.
Foi também obtida uma simulação do gaseificador experimental utilizando-se a
técnica de dinâmica dos fluidos computacional, com formulação Euleriana-Euleriana,
multifásica, 3D, com o modelo de turbulência κ-ε realizable, transmissão de calor em
escoamento reativo. Esta simulação foi validada para as geometrias de um modelo físico
a frio, o gaseificador da TUDelft e o da planta piloto GABI-1.
Foi também simulado o riser do gaseificador com escoamento reativo em
formulação Euleriana-Euleriana, multifásica, 3D, com o modelo de turbulência κ-ε
200
realizable e transmissão de calor. Os resultados não foram bons para o primeiro modelo
tentado, desenvolvido para carvão.
Um modelo mais recente, também desenvolvido para carvão tem resultados mais
animadores. No entanto necessitam ser determinadas experimentalmente as taxas
cinéticas para o bagaço de cana-de-açúcar, que não foram localizadas na literatura.
Uma sugestão para trabalhos futuros é a determinação experimental destas taxas,
principalmente para as etapas de secagem e devolatilização da gaseificação através de
técnicas de análise térmica utilizando equipamentos como analisadores
termogravimétrico acoplados a espectrômetro de massa. Os dados poderiam ser testados
utilizando programas como o CHEMKIN e integrados ao escoamento na simulação
CFD. Algumas ferramentas a serem lançadas pela ANSYS permitem esta integração,
tratando a parte da reação em programa específico e permitindo grande economia de
esforço computacional.
As condições dos experimentos foram simuladas através do programa comercial
CSFMB e utilizando-se as correlações obtidas e calculados os desvios em relação aos
dados experimentais. As correlações apresentaram desvios muito inferiores aos do
programa comercial no domínio experimental estudado.
Quando é feito um estudo para uma unidade industrial especialmente da área
química, são utilizados índices técnicos para predição da sua produção e para permitir a
execução de estudos de viabilidade técnico-econômica. Estes índices são parte do
conhecimento da tecnologia e propriedade das empresas projetistas daquela tecnologia.
São obtidas originalmente em plantas piloto e através da experiência obtida na
fabricação de plantas industriais são ajustados e validados.

201
Quando se desenvolvem novas tecnologias, estes índices não estão disponíveis,
sendo necessário determina-los, seja através de experimentos, seja através de
simulações validadas.
Para o momento presente, as correlações obtidas experimentalmente permitem a
obtenção de índices técnicos preliminares e a simulação em CFD o dimensionamento
dos equipamentos para uma eventual planta de demonstração da tecnologia de
gaseificação de cana-de-açúcar em leito fluidizado circulante com vapor e oxigênio
como agentes gaseificantes.

202
REFERÊNCIAS BIBLIOGRÁFICAS
AARSEN, F. G. V. D., 1985, Fluidized bed wood gasifier performance and
modeling. Ph.D. dissertation, Technical University of Twente, Twente, The
Netherlands.
AURÉLIO. Novo dicionário Aurélio da língua portuguesa. 2012.
BASU, P. Biomass Gasification, Pyrolysis and Torrefaction San Diego, California:
2013.
BASU. Combustion and gasification in fluidized beds. Boca Raton, Florida: CRC
Press, 2006.
BÍBA, V. et al., 1978, "Mathematical model for the gasification of coal under pressure."
Industrial & Engineering Chemistry Process Design and Development, v. 17, n. 1.
BP. BP Statistical review of world energy. 2014.
CALLADO, V.; MONTGOMERY, D. C. Planejamento de Experimentos Utilizando
o STATISTICA . STATSOFT Latin America, 2003.
CLOETE, S. et al., "Evaluation of a lagrangian discrete phase modeling approach for
resolving cluster formation in CFB risers." In: 7th International Conference on
Multiphase Flow, 2010, Tampa, Florida, USA. Anais.

203
ENWALD, H.; PEIRANO, E.; ALMSTEDT, A. E., 1996, "Eulerian two phase flow
theory applied to fluidization." International Journal Multiphase Flow , v. 22,
supplement, p. 21-66.
EPE. Análise de Conjuntura dos Biocombustíveis 2013. 2014a.
EPE. Balanço Energético Nacional 2014. Rio de Janeiro, Brazil: Empresa de Pesquisa
Energética, 2014b.
FOGLER, H. S. Elements of chemical reaction engineering. New Jersey, USA:
Prentice Hall, 1999.
FREIRE, A. P. S.; ILHA, A.; COLAÇO, M. J. Turbulência. Rio de Janeiro: ABCM,
2006.
GERBER, S.; BEHRENDT, F.; OEVERMANN, M., 2010, "An Eulerian modeling
approach of wood gasification in a bubbling fluidized bed reactor using char as bed
material." Fuel, n. 89, p. 2903–2917.
GÓMEZ-BAREA, A.; LECKNER, B., 2010, "Modeling of biomass gasification in
fluidized bed" . Progress in Energy and Combustion Science, n. 36.
HANNES, J., 1996, Mathematical modeling of circulating fluidized bed
combustion. Ph.D. dissertation, Delft University of Technology, Delft, The
Netherlands.

204
HARTGE, E.-U. et al., 2009, "CFD-Simulation of a circulating fluidized bed riser."
Particuology, v. 7, p. 283-296.
HASSUANI, S. J.; LEAL, M. R. L. V.; MACEDO, I. D. C. Biomass Power
Generation Sugar Cane Bagasse and Trash. Piracicaba, São Paulo, Brazil: CTC -
Centro de Tecnologia Canavieira, 2005.
HENRIQUES, R. M. et al., "Cenários para o Bagaço de Cana-de-Açúcar: Geração de
Energia Elétrica e Etanol de Segunda Geração" . In: Rio Oil & Gas 2014, 2014, Rio de
Janeiro, Brazil. Anais. 15 a 18 de setembro de 2014.
HIGMAN, C.; BURGT, M. V. D. Gasification. EUA: Elsevier, 2008.
ISHII, M.; HIBIKI, T. Thermo-fluid dynamic theory of two-phase flow. New York
City: Springer, 2007.
JONG, W. D. Cfb experimental study towards BRAZILIAN BIOMASS
GASIFICATION using a 100 kWth CFB gasifier with int egrated catalytic hot gas
filtration characterization” (acronym: “BBGAS”), 2011.
KLASS, D. L. Biomass for renewable energy, fuels and chemicals. San Diego, USA:
Academic Press, 1998.
KNOEF, H. A. M. Handbook of Biomass Gasification. Enschede, Netherlands: BTG
Biomass Technology Group, 2005.

205
KURKELA, E.; KURKELA, M.; HILTUNNEN, I., 2014, "The effects of wood particle
size and different process variables on the performance of steam-oxygen blown
circulating fluidized bed gasifier." Environmental Progress and Sustainable Energy
In press.
LORA, E. E. S.; NASCIMENTO, M. A. R., Geração Termelétrica: Planejamento,
Projeto e Operação., Rio de Janeiro: Editora Interciência, 2004.
LORA, E. E. S.; VENTURINI, O. J. Biocombustíveis., Rio de Janeiro,. Editora
Interciência, 2012.
MANIATIS, K., "Progress in biomass gasification: An overview." In: Progress in
thermochemical biomass conversion, 2001, Anais. BRIDGEWATER, A. V., v. I.
MCKENDRY, P., 2002a, "Energy production from biomass (part 1): overview of
biomass." Bioresource Technology, v. 83, p. 37-46.
MCKENDRY, P., 2002b, "Energy production from biomass (part 2): conversion
technologies". Bioresource Technology, v. 82, p. 47-54.
MENG, X., 2012, Biomass gasification; the understanding of sulfur, tar, and char
reaction in fluidized bed gasifiers. Ph.D. dissertation, Process and Energy Department,
Mechanical, Maritime and Materials Engineering (3mE) Faculty, Delft University of
Technology, Delft, The Netherlands.

206
MONTGOMERY, D. C. Design and Analysis of Experiments. John Wiley and Sons,
2001.
NAKOD, P. et al. "Development and validation of a volatile break-up approach for
gasification simulations." In: 38th International Technical Conference on Clean
Coal & Fuel Systems, 2013, Clearwater, Florida, USA. Anais.
OLOFSSON, I.; NORDIN, A.; SÖDERLIND, U. Initial review and evaluation of
process technologies and systems suitable for cost-efficient medium-scale
gasification for biomass to liquid fuels. Umea University and Mid Sweden University,
2005.
POPOFF, B.; BRAUN, M. "A Lagrangian Approach to Dense Particulate Flows.", In:
6th International Conference on Multiphase Flow, 2007, Leipzig. Anais.
QUAAK, P.; KNOEF, H.; STASSEN, H. Energy from biomass - A review of
combustion and gasification technologies. World Bank Technical Paper, n. No. 422.
SHI, S.; GUENTHER, C.; ORSINO, S. ,"Numerical Study of Coal Gasification using
Eulerian-Eulerian Multiphase Model." In: ASME Power 2007, 2007, San Antonio,
Texas. Anais.
SIEDLECKI, M., 2011, On the gasification of biomass in a steam-oxygen blown
CFB gasifier with the focus on gas quality upgrading: technology background,
experiments and mathematical modeling. Ph.D. dissertation Process and Energy

207
Department, Mechanical, Maritime and Materials Engineering (3mE) Faculty, Delft
University of Technology, Delft, The Netherlands.
SIEDLECKI, M.; JONG, W. D., 2011, "Biomass gasification as the first hot step in
clean syngas production process - gas quality optimization and primary tar reduction
measures in a 100kW thermal input steam-oxygen blown CFB gasifier.", Biomass and
Bioenergy, n. 35 supplement 1, p. S40-S62.
SIEDLECKI, M. et al., 2009, "Effect of magnesite as bed material in a 100kWth steam-
oxygen blown circulating fluidized bed gasifier on gas composition and tar formation.",
Energy & Fuels, n. 23, p. 5643-5654.
SIMEONE, E. et al., 2011, "Filtration performance at high temperatures and analysis of
ceramic filter elements during biomass gasification.", Biomass and Bioenergy, v. 35, p.
S87-S104.
SOUZA-SANTOS, M. , 2007, "A new version of CSFB, comprehensive simulator for
fluidised bed equipment.", Fuel, v. 86, p. 1684-1709.
SOUZA-SANTOS, M., JUAN VILLANUEVA CHÁVEZ., 2012, "Preliminary studies
on advanced power generation based on combined cycle using a single high-pressure
fluidised bed boiler and consuming sugar-cane bagasse.", Fuel, v. 95, p. 221-225.
SOUZA-SANTOS, M. D., 2009, "CSFB applied to fluidised bed gasification of special
fuels.", Fuel, v. 88, p. 826-833.

208
SOUZA-SANTOS, M. D. Solid Fuels Combustion and Gasification. Boca Raton,
Florida: CRC Press, 2010.
SYAMLAL, M. METC gasifier advanced simulation (MGAS) model. U.S.
Department of Energy.
VAKKILAINEN, E.; KUPARINEN, K.; HEINIMÖ, J. Large industrial biomass
users. IEA, 2013.
WACHEM, B. V. Derivation, implementation and validation of computer
simulation models for gas-solid fluidized beds. 2000. TUDelft, Delft, Holanda, 2000.
YU, L. et al., 2007, "Numerical simulation of the bubbling fluidized bed coal
gasification by the kinetic theory of granular flow (KTGF).", Fuel, v. 86, p. 722-734.

209
ANEXO 1 - Resultados de todos os estados estacionários. São apresentados os valores das variáveis obtidas em todos os estados estacionários
(Steady States ou SS) nos 16 testes do planejamento experimental, a indicação se o
estado estacionário foi selecionado ou não, e as médias em cada experimento dos
selecionados.

210
TESTE 1 TESTE 2 TESTE 3
SS1 SS2 SS3 SS4 Média SS1 SS2 Média SS1 SS2 SS3 Média
Biomassa, kg/h 15.79 15.52 16.61 16.16 15.65 16.66 13.74 15.20 14.69 14.53 13.70 14.61
Oxigênio, kg/h 7.00 7.00 7.00 7.00 7.00 4.00 4.00 4.00 6.40 6.40 6.23 6.40
Vapor, kg/h 9.91 9.91 9.91 9.91 9.91 14.70 14.70 14.70 14.42 14.40 14.40 14.41
AR, %massa 0.51 0.51 0.48 0.49 0.51 0.27 0.33 0.30 0.50 0.50 0.52 0.50
SR, %massa 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36
Selecionado? X X
X X
X X
λ 0.37 0.38 0.35 0.36 0.38 0.20 0.25 0.22 0.37 0.37 0.38 0.37
S/B 0.63 0.64 0.60 0.61 0.63 0.88 1.07 0.98 0.98 0.99 1.05 0.99
% H2 21.3 20.6 20.6 19.8 21.0 24.1 23.2 23.6 18.9 18.3 17.0 18.6
% N2 16.2 16.7 15.9 16.1 16.4 23.5 23.9 23.7 24.8 27.7 26.5 26.2
% CO 14.0 13.8 15.4 16.2 13.9 13.6 14.3 14.0 10.8 11.6 12.4 11.2
% CH4 5.2 5.1 5.5 5.6 5.2 5.1 5.5 5.3 4.3 4.6 4.7 4.4
% CO2 39.4 39.9 38.2 38.2 39.6 28.6 31.2 29.9 39.8 35.1 36.7 37.5
% H2 sem N2 25.4 24.8 24.6 23.6 25.1 31.5 30.4 31.0 25.1 25.3 23.1 25.2
% CO sem N2 16.7 16.6 18.4 19.3 16.7 17.8 18.8 18.3 14.3 16.0 16.9 15.2
% CH4 sem N2 6.2 6.2 6.5 6.6 6.2 6.7 7.2 7.0 5.8 6.3 6.4 6.0
% CO2 sem N2 46.9 47.9 45.5 45.5 47.4 37.3 41.0 39.1 52.9 48.6 49.9 50.7
Benzeno, % 1E-03 1E-03 1.13E-03 1E-03 1E-03 1E-03 1.13E-03 1.12E-03 1.13E-03
Tolueno, % 1E-03 2E-03
1.49E-03 1E-03 2E-03 1E-03 1.51E-03 1.53E-03
1.52E-03
Xilenos, % 9E-04 9E-04
8.79E-04 6E-04 1E-03 8E-04 8.38E-04 8.66E-04
8.52E-04
Balanço, % 96.0 96.2 95.7 95.9 96.1 94.9 98.0 96.5 98.5 97.3 97.3 97.9
PCI gás, MJ/Nm3 5.9 5.8 6.1 6.1 5.9 6.1 6.2 6.2 4.9 5.1 5.1 5.0
R gás, kg/Nm3 1.2 1.2 1.2 1.2 1.2 1.1 1.2 1.1 1.3 1.2 1.3 1.3
Q água, kg/h 1.0 1.0 1.0 1.0 1.0 1.0 0.9 0.9 0.9 0.9 0.8 0.9
Q cinzas, kg/h 1.0 1.0 1.1 1.1 1.0 1.1 0.9 1.0 1.0 1.0 0.9 1.0
MM gás, kg/kmol 27.0 27.3 26.9 27.1 27.2 24.3 25.7 25.0 28.5 27.6 28.1 28.0
Q gás seco, kg/h 28.0 27.8 29.1 28.2 27.9 32.9 26.7 29.8 29.4 30.1 27.6 29.7
Q gás seco, Nm3/h 23.0 22.6 24.0 23.1 22.8 30.1 23.0 26.6 22.9 24.2 21.8 23.5
Rendimento a frio, % 68.2 66.6 69.8 69.4 67.4 87.6 82.9 85.2 60.7 66.5 63.7 63.6
Conversão de carbono, % 83.8 83.3 84.1 83.9 83.6 76.5 76.1 76.3 75.2 72.3 73.5 73.8
N1, kmol/h 0.72 0.72 0.76 0.74 0.72 0.84 0.69 0.77 0.75 0.77 0.72 0.76
N2, kgmol/h 0.61 0.60 0.64 0.62 0.60 0.64 0.53 0.59 0.57 0.56 0.53 0.56

211
TESTE 4 TESTE 5 TESTE 6
SS1 SS2 SS3 SS4 Média SS1 SS2 SS3 SS4 Média SS1 SS2 SS3 SS4 SS5 Média
Biomassa, kg/h 15.20 13.87 14.47 15.55 14.87 13.98 13.55 13.89 15.00 14.15 13.71 14.58 13.91 13.72 14.09 13.86
Oxigênio, kg/h 6.60 6.60 6.60 6.60 6.60 6.00 6.00 5.99 6.00 6.00 6.00 6.00 6.00 5.99 5.99 5.99
Vapor, kg/h 9.91 9.91 9.90 9.91 9.91 11.39 11.40 11.40 11.39 11.40 11.39 11.40 11.40 11.40 11.41 11.40
AR, %massa 0.50 0.54 0.52 0.48 0.51 0.49 0.51 0.49 0.46 0.48 0.50 0.47 0.49 0.50 0.49 0.49
SR, %massa 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36
Selecionado? X X
X
X X X X X X X
λ 0.37 0.40 0.38 0.36 0.37 0.36 0.37 0.36 0.34 0.36 0.37 0.35 0.36 0.37 0.36 0.36
S/B 0.65 0.71 0.68 0.64 0.67 0.81 0.84 0.82 0.76 0.81 0.83 0.78 0.82 0.83 0.81 0.82
% H2 22.8 18.7 15.9 18.9 20.1 23.7 22.5 21.9 22.1 22.2 23.7 23.4 22.2 22.1 21.0 22.3
% N2 17.1 18.3 16.1 17.5 17.6 18.2 18.3 18.5 17.9 18.2 17.5 17.4 17.7 18.0 19.2 18.1
% CO 12.7 15.3 13.6 16.7 14.9 12.7 12.6 12.2 13.5 12.8 10.9 12.1 12.3 12.8 12.8 12.2
% CH4 5.1 5.3 4.6 5.5 5.3 5.1 5.1 5.0 5.3 5.1 4.4 5.0 5.0 5.1 5.1 4.9
% CO2 39.9 39.9 34.6 38.2 39.3 38.8 39.3 39.9 38.5 39.3 39.1 38.7 38.6 39.2 39.0 39.0
% H2 sem N2 27.5 22.8 18.9 22.9 24.4 29.0 27.6 26.8 26.9 27.1 28.7 28.3 27.0 27.0 26.1 27.2
% CO sem N2 15.3 18.7 16.2 20.2 18.1 15.6 15.5 15.0 16.5 15.6 13.2 14.7 15.0 15.6 15.9 14.9
% CH4 sem N2 6.1 6.5 5.4 6.7 6.4 6.3 6.3 6.1 6.4 6.3 5.4 6.0 6.1 6.3 6.3 6.0
% CO2 sem N2 48.2 48.8 41.2 46.3 47.7 47.5 48.1 49.0 46.9 48.0 47.4 46.9 46.9 47.8 48.2 47.6
Benzeno, % 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03
Tolueno, % 1E-03 1E-03
4E-04 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03
Xilenos, % 2E-04 3E-04
6E-02 2E-02 2E-04 3E-04 5E-04 4E-04 6E-04 6E-04 6E-04 6E-04 6E-04
Balanço, % 97.6 97.4 84.7 96.8 97.3 98.6 97.9 97.5 97.2 97.5 95.6 96.6 95.8 97.3 97.1 96.5
PCI gás, MJ/Nm3 5.8 5.8 5.0 6.1 5.9 6.0 5.8 5.7 6.0 5.8 5.5 5.8 5.7 5.8 5.7 5.7
R gás, kg/Nm3 1.2 1.3 1.1 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2
Q água, kg/h 0.9 0.9 0.9 1.0 0.9 0.9 0.8 0.9 0.9 0.9 0.8 0.9 0.9 0.9 0.9 0.9
Q cinzas, kg/h 1.0 0.9 1.0 1.0 1.0 0.9 0.9 0.9 1.0 0.9 0.9 1.0 0.9 0.9 0.9 0.9
MM gás, kg/kmol 27.2 28.2 24.6 27.6 27.7 27.0 27.2 27.4 27.0 27.2 26.3 26.6 26.6 27.2 27.3 26.9
Q gás seco, kg/h 27.6 24.9 26.0 27.4 26.6 25.7 24.9 25.7 27.2 25.9 25.5 26.7 25.5 25.1 26.1 25.6
Q gás seco, Nm3/h 22.5 19.6 23.5 22.0 21.4 21.1 20.3 20.8 22.4 21.2 21.5 22.3 21.3 20.5 21.2 21.1
Rendimento a frio, % 68.6 65.2 64.7 68.4 67.4 71.3 69.1 67.0 70.3 68.8 68.2 70.5 69.2 68.9 67.5 68.4
Conversão de carbono, %
82.9 81.7 83.9 82.5 82.4 81.8 81.7 81.5 82.1 81.8 82.5 82.6 82.3 82.0 80.8 81.9
N1, kmol/h 0.71 0.65 0.66 0.73 0.69 0.66 0.64 0.66 0.70 0.67 0.64 0.68 0.65 0.64 0.67 0.65
N2, kgmol/h 0.59 0.53 0.56 0.60 0.57 0.54 0.52 0.53 0.58 0.54 0.53 0.56 0.54 0.53 0.54 0.53

212
TESTE 7 TESTE 8 TESTE 9
SS1 SS2 SS3 SS4 Média SS1 SS2 SS3 SS4 SS5 Média SS1 SS2 SS3 SS4 SS5 SS6 SS7 Média
Biomassa, kg/h 12.27 13.68 12.88 14.29 13.28 12.90 15.62 14.15 14.27 13.27 14.04 14.17 14.24 14.52 17.99 14.56 14.12 13.85 15.09
Oxigênio, kg/h 3.99 4.00 4.00 3.97 4.00 6.23 6.40 6.40 6.40 5.75 6.24 6.40 6.40 6.40 6.40 6.40 6.40 6.06 6.40
Vapor, kg/h 14.69 14.71 14.69 14.70 14.70 13.00 14.41 14.39 14.40 13.56 13.95 14.39 8.69 8.69 8.73 8.71 8.71 9.01 8.71
AR, %massa 0.37 0.33 0.35 0.32 0.34 0.55 0.47 0.52 0.51 0.49 0.51 0.52 0.51 0.50 0.41 0.50 0.52 0.50 0.49
SR, %massa 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36
Selecionado? X X X X X X X X X X X X
λ 0.27 0.25 0.26 0.23 0.25 0.41 0.35 0.38 0.38 0.37 0.38 0.38 0.38 0.37 0.30 0.37 0.38 0.37 0.36
S/B 1.20 1.08 1.14 1.03 1.11 1.01 0.92 1.02 1.01 1.02 1.00 1.02 0.61 0.60 0.49 0.60 0.62 0.65 0.58
% H2 26.8 26.9 27.0 26.7 27.0 23.4 20.5 19.7 19.9 20.0 20.7 21.8 21.3 21.0 21.2 20.9 20.1 17.0 20.9
% N2 19.8 20.4 21.0 20.9 20.7 16.9 19.5 19.3 19.3 19.6 18.9 19.6 18.4 19.6 18.9 19.2 20.1 21.5 19.3
% CO 10.8 11.3 11.5 12.3 11.4 9.7 9.9 10.9 10.9 10.6 10.4 10.5 11.9 12.0 12.1 12.1 11.6 11.4 11.9
% CH4 4.7 4.9 5.0 5.1 5.0 3.9 4.4 4.6 4.6 4.5 4.4 4.7 4.6 4.7 4.7 4.7 4.6 4.4 4.7
% CO2 31.9 32.4 33.1 31.5 32.7 38.1 38.8 38.6 38.8 38.9 38.6 40.2 37.5 37.8 37.7 38.5 37.8 37.3 37.9
% H2 sem N 2 33.4 33.8 34.2 33.7 34.0 28.2 25.5 24.4 24.7 24.9 25.5 27.1 26.1 26.1 26.1 25.9 25.2 21.7 25.9
% CO sem N 2 13.5 14.1 14.6 15.6 14.4 11.7 12.3 13.5 13.5 13.2 12.8 13.1 14.6 14.9 14.9 14.9 14.6 14.6 14.8
% CH4 sem N 2 5.9 6.1 6.4 6.4 6.2 4.7 5.5 5.6 5.7 5.6 5.4 5.8 5.7 5.8 5.8 5.8 5.7 5.6 5.8
% CO2 sem N2 39.8 40.7 41.9 39.8 41.3 45.8 48.2 47.8 48.1 48.3 47.7 50.0 46.0 47.0 46.5 47.6 47.3 47.6 46.9
Benzeno, % 1E-03 1E-03 9.62E-04 1E-03 1E-03 1E-03 1E-03 1.07E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1.08E-03
Tolueno, % 1E-03 1E-03 1.25E-03 1E-03 1E-03 1E-03 1E-03 1.36E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1.40E-03
Xilenos, % 2E-04 3E-04 2.88E-04 2E-04 6E-04 8E-04 9E-04 6.14E-04 8E-04 9E-04 8E-04 9E-04 9E-04 8.49E-04
Balanço, % 94.1 95.9 97.7 96.4 96.8 92.1 93.2 93.1 93.6 93.5 93.1 96.8 93.8 95.1 94.6 95.4 94.2 91.7 94.6
PCI gás, MJ/Nm3 5.9 6.1 6.1 6.2 6.1 5.1 5.0 5.1 5.1 5.1 5.1 5.3 5.4 5.4 5.5 5.4 5.3 4.8 5.4
R gás, kg/Nm3 1.1 1.1 1.1 1.1 1.1 1.1 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2
Q água, kg/h 0.8 0.8 0.8 0.9 0.8 0.8 1.0 0.9 0.9 0.8 0.9 0.9 0.9 0.9 1.1 0.9 0.9 0.9 0.9
Q cinzas, kg/h 0.8 0.9 0.9 0.9 0.9 0.9 1.0 0.9 0.9 0.9 0.9 0.9 0.9 1.0 1.2 1.0 0.9 0.9 1.0
MM gás, kg/kmol 23.9 24.4 25.0 24.5 24.7 25.3 26.4 26.6 26.7 26.7 26.3 27.3 26.2 26.7 26.4 26.8 26.7 26.7 26.6
Q gás seco, kg/h 23.8 26.5 25.0 27.6 25.8 24.3 29.9 26.8 27.0 25.2 26.6 26.9 26.5 27.4 33.6 27.2 26.8 26.8 28.3
Q gás seco, Nm3/h 22.1 24.1 22.2 25.0 23.1 21.3 25.1 22.4 22.5 21.0 22.5 21.9 22.5 22.8 28.2 22.5 22.3 22.3 23.7
Rendimento a frio, % 84.3 84.3 83.7 86.1 84.0 67.2 63.9 64.0 64.0 63.7 64.6 65.1 68.0 67.4 67.9 66.7 65.8 61.5 67.2
Conversão de carbono, % 80.2 79.6 79.0 79.1 79.3 83.1 80.5 80.7 80.7 80.4 81.1 80.4 81.6 80.4 81.1 80.8 79.9 78.5 80.7
N1, kmol/h 0.59 0.66 0.63 0.70 0.64 0.60 0.75 0.68 0.68 0.64 0.67 0.68 0.67 0.70 0.85 0.69 0.68 0.68 0.72
N2, kgmol/h 0.47 0.53 0.50 0.55 0.51 0.50 0.60 0.54 0.55 0.51 0.54 0.55 0.55 0.56 0.69 0.56 0.54 0.53 0.58

213
TESTE 10 TESTE 11
SS1 SS2 SS3 SS4 SS5 Média SS1 SS2 SS3 SS4 SS5 Média
Biomassa, kg/h 15.62 14.46 14.77 15.03 13.55 14.97 14.65 15.05 14.46 15.15 14.32 14.64
Oxigênio, kg/h 6.00 6.00 6.00 6.00 5.85 6.00 6.40 6.40 6.40 6.40 6.03 6.28
Vapor, kg/h 11.39 11.42 11.40 11.39 11.40 11.40 14.39 14.41 14.42 14.40 14.46 14.43
AR, %massa 0.44 0.47 0.46 0.46 0.49 0.46 0.50 0.49 0.51 0.48 0.48 0.49
SR, %massa 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36
Selecionado? X X X X X X X
λ 0.32 0.35 0.34 0.34 0.36 0.34 0.37 0.36 0.37 0.36 0.35 0.36
S/B 0.73 0.79 0.77 0.76 0.84 0.76 0.98 0.96 1.00 0.95 1.01 0.99
% H2 21.6 21.6 22.1 20.6 18.0 21.5 21.8 21.6 20.7 21.0 20.4 20.7
% N2 20.7 20.7 20.8 23.6 21.1 21.5 19.6 19.5 20.1 19.4 19.3 19.6
% CO 11.8 11.9 12.8 12.3 14.9 12.2 11.4 11.6 11.1 11.3 11.6 11.3
% CH4 4.9 4.9 5.0 4.8 5.2 4.9 4.8 4.8 4.7 4.8 4.8 4.8
% CO2 38.0 38.8 36.3 35.8 37.3 37.2 39.6 39.6 40.4 39.6 39.7 39.9
% H2 sem N 2 27.3 27.3 27.9 27.0 22.8 27.4 27.2 26.8 25.8 26.1 25.3 25.8
% CO sem N 2 14.9 15.1 16.2 16.1 18.9 15.6 14.1 14.3 13.9 14.0 14.3 14.1
% CH4 sem N 2 6.2 6.2 6.4 6.3 6.5 6.3 6.0 6.0 5.9 5.9 6.0 5.9
% CO2 sem N2 47.9 48.9 45.8 46.9 47.2 47.4 49.3 49.2 50.6 49.1 49.2 49.6
Benzeno, % 1E-03 1E-03 1E-03 1E-03 1.11E-03 1E-03 1E-03 1E-03 1E-03
Tolueno, % 1E-03 1E-03 1E-03 1E-03 1.45E-03 1E-03 2E-03 2E-03 2E-03
Xilenos, % 9E-04 9E-04 1E-03 1E-03 9.80E-04 1E-03 1E-03 1E-03 1E-03
Balanço, % 97.0 98.0 97.0 97.2 96.4 97.3 97.2 97.1 97.0 96.1 95.8 96.3
PCI gás, MJ/Nm3 5.6 5.6 5.8 5.5 5.7 5.6 5.5 5.5 5.3 5.4 5.4 5.4
R gás, kg/Nm3 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2
Q água, kg/h 1.0 0.9 0.9 0.9 0.8 0.9 0.9 0.9 0.9 0.9 0.9 0.9
Q cinzas, kg/h 1.0 1.0 1.0 1.0 0.9 1.0 1.0 1.0 1.0 1.0 0.9 1.0
MM gás, kg/kmol 27.0 27.4 26.6 27.0 27.7 27.0 27.3 27.3 27.7 27.2 27.3 27.4
Q gás seco, kg/h 29.7 27.4 28.0 29.5 25.2 28.7 27.6 28.3 27.4 28.5 26.8 27.6
Q gás seco, Nm3/h 24.4 22.2 23.3 24.3 20.2 23.5 22.4 23.0 22.0 23.3 21.8 22.3
Rendimento a frio, % 68.7 67.8 72.3 70.1 66.7 69.7 66.6 66.3 63.7 65.3 64.7 64.6
Conversão de carbono, % 79.3 79.3 79.2 76.4 78.9 78.5 80.4 80.5 79.9 80.6 80.7 80.4
N1, kmol/h 0.76 0.70 0.72 0.76 0.66 0.73 0.70 0.72 0.70 0.72 0.68 0.70
N2, kgmol/h 0.60 0.56 0.57 0.58 0.52 0.58 0.56 0.58 0.56 0.58 0.55 0.56

214
TESTE 12 TESTE 13
SS1 SS2 SS3 SS4 SS5 SS6 SS7 Média SS1 SS2 SS3 SS4 Média
Biomassa, kg/h 14.40 14.11 14.52 14.35 14.56 15.12 13.65 14.44 20.41 23.48 23.50 23.86 23.61
Oxigênio, kg/h 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 6.37 7.00 7.00 7.00 7.00
Vapor, kg/h 14.70 14.70 14.71 14.70 14.70 14.70 14.69 14.70 12.19 12.60 12.60 12.60 12.60
AR, %massa 0.32 0.32 0.31 0.32 0.31 0.30 0.33 0.32 0.36 0.34 0.34 0.33 0.34
SR, %massa 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36
Selecionado? X X X X X X X X
λ 0.23 0.24 0.23 0.23 0.23 0.22 0.25 0.23 0.26 0.25 0.25 0.25 0.25
S/B 1.02 1.04 1.01 1.02 1.01 0.97 1.08 1.02 0.60 0.54 0.54 0.53 0.53
% H2 28.2 27.3 25.8 26.1 22.3 23.8 25.4 24.7 26.1 27.2 27.1 27.2 27.1
% N2 20.1 19.5 19.6 19.5 21.8 19.8 19.5 20.1 16.0 13.3 13.2 13.1 13.2
% CO 10.8 11.4 12.5 12.3 13.9 15.0 13.4 13.4 14.5 16.9 16.5 16.9 16.8
% CH4 4.7 4.9 5.2 5.2 5.1 5.6 5.4 5.3 5.1 5.8 5.7 5.7 5.7
% CO2 33.5 32.9 32.3 32.6 33.2 31.6 32.7 32.5 35.4 34.2 34.2 35.1 34.5
% H2 sem N 2 35.3 33.9 32.1 32.4 28.6 29.7 31.6 30.9 31.1 31.3 31.2 31.3 31.3
% CO sem N 2 13.5 14.1 15.5 15.3 17.7 18.6 16.6 16.7 17.2 19.5 19.0 19.4 19.3
% CH4 sem N 2 5.9 6.1 6.5 6.4 6.5 7.0 6.7 6.6 6.1 6.7 6.5 6.6 6.6
% CO2 sem N2 41.9 40.8 40.2 40.4 42.5 39.4 40.6 40.6 42.1 39.4 39.4 40.4 39.7
Benzeno, % 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03
Tolueno, % 2E-03 2E-03 2E-03 2E-03 2E-03 2E-03 1E-03 1E-03 1E-03 1E-03
Xilenos, % 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 7E-04 9E-04 9E-04 8E-04
Balanço, % 97.2 95.9 95.3 95.6 96.3 95.8 96.4 95.9 97.1 97.3 96.6 98.0 97.3
PCI gás, MJ/Nm3 6.1 6.1 6.2 6.2 6.0 6.5 6.3 6.2 6.5 7.1 7.0 7.1 7.1
R gás, kg/Nm3 1.1 1.1 1.1 1.1 1.2 1.1 1.1 1.1 1.1 1.1 1.1 1.1 1.1
Q água, kg/h 0.9 0.9 0.9 0.9 0.9 0.9 0.8 0.9 1.3 1.5 1.5 1.5 1.5
Q cinzas, kg/h 1.0 0.9 1.0 0.9 1.0 1.0 0.9 1.0 1.3 1.5 1.6 1.6 1.6
MM gás, kg/kmol 24.7 24.4 24.5 24.6 25.9 25.0 25.0 25.0 25.4 25.0 24.8 25.3 25.0
Q gás seco, kg/h 27.9 27.0 27.4 27.1 27.8 27.9 25.5 27.2 36.4 39.7 39.8 40.3 39.9
Q gás seco, Nm3/h 25.1 24.5 24.8 24.5 23.9 24.8 22.7 24.1 31.7 35.3 35.6 35.4 35.4
Rendimento a frio, % 83.6 84.1 83.8 83.6 77.2 83.6 83.2 82.3 79.4 84.5 83.9 82.9 83.8
Conversão de carbono, % 79.9 80.5 80.4 80.5 78.2 80.2 80.5 79.9 84.0 86.7 86.8 86.9 86.8
N1, kmol/h 0.69 0.67 0.69 0.69 0.72 0.73 0.65 0.70 0.94 1.04 1.04 1.06 1.05
N2, kgmol/h 0.55 0.54 0.56 0.55 0.56 0.58 0.53 0.56 0.79 0.90 0.90 0.92 0.91

215
TESTE 14 TESTE 15
SS1 SS2 SS3 SS4 SS5 SS6 Média SS1 SS2 SS3 SS4 SS5 SS6 SS7 SS8 SS9 Média
Biomassa, kg/h 16.36 14.63 15.12 15.07 15.31 14.82 15.08 17.96 18.09 11.58 19.55 19.90 19.40 20.64 20.05 20.06 19.67
Oxigênio, kg/h 5.91 6.00 6.00 6.00 6.00 5.98 6.00 6.37 6.40 6.40 6.40 6.40 6.40 6.40 6.40 6.40 6.40
Vapor, kg/h 11.72 11.40 11.39 11.40 11.40 11.41 11.40 11.19 10.47 10.51 10.48 10.50 10.50 10.50 10.51 10.51 10.50
AR, %massa 0.41 0.47 0.45 0.45 0.45 0.46 0.45 0.40 0.40 0.63 0.37 0.37 0.38 0.35 0.36 0.36 0.37
SR, %massa 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36
Selecionado? X X X X #DIV/0! X X X X X X X
λ 0.30 0.35 0.33 0.34 0.33 0.34 0.33 0.30 0.30 0.47 0.28 0.27 0.28 0.26 0.27 0.27 0.27
S/B 0.72 0.78 0.75 0.76 0.74 0.77 0.76 0.62 0.58 0.91 0.54 0.53 0.54 0.51 0.52 0.52 0.53
% H2 27.0 24.0 22.8 22.5 22.8 21.9 22.5 25.9 27.1 26.8 26.1 25.7 25.1 25.5 25.1 25.2 25.7
% N2 15.4 17.8 18.0 18.6 18.4 19.1 18.5 17.5 14.6 14.3 14.6 14.0 14.0 13.6 14.4 14.5 14.2
% CO 11.8 12.0 12.5 12.8 13.3 12.9 12.9 11.7 14.8 15.7 15.8 16.3 16.4 16.8 16.6 16.5 16.2
% CH4 4.6 5.1 5.2 5.2 5.3 5.3 5.3 4.5 5.4 5.4 5.5 6.0 6.1 6.0 5.9 5.9 5.8
% CO2 38.2 38.9 39.1 38.5 37.9 38.6 38.5 38.7 36.3 36.0 36.0 35.5 35.6 35.4 35.3 34.3 35.5
% H2 sem N 2 32.0 29.2 27.8 27.7 27.9 27.1 27.6 31.4 31.7 31.3 30.6 29.9 29.2 29.5 29.3 29.4 30.0
% CO sem N 2 13.9 14.6 15.3 15.8 16.3 16.0 15.8 14.2 17.4 18.3 18.5 18.9 19.1 19.5 19.4 19.2 18.9
% CH4 sem N 2 5.4 6.2 6.4 6.4 6.5 6.5 6.5 5.4 6.3 6.3 6.5 6.9 7.1 7.0 6.9 6.9 6.8
% CO2 sem N2 45.2 47.3 47.7 47.3 46.5 47.7 47.3 47.0 42.5 42.0 42.2 41.3 41.4 40.9 41.2 40.1 41.4
Benzeno, % 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03
Tolueno, % 2E-03 2E-03 2E-03 2E-03 2E-03 1E-03 1E-03 1E-03 2E-03 2E-03 2E-03 2E-03 1E-03
Xilenos, % 1E-03 1E-03 1E-03 1E-03 1E-03 4E-04 7E-04 9E-04 1E-03 1E-03 1E-03 1E-03 1E-03
Balanço, % 97.0 97.8 97.6 97.7 97.8 97.8 97.7 98.3 98.2 98.3 98.1 97.5 97.2 97.3 97.2 96.3 97.4
PCI gás, MJ/Nm3 6.0 5.9 5.9 5.9 6.0 5.9 5.9 5.8 6.7 6.8 6.8 6.9 6.9 7.0 6.9 6.9 6.9
R gás, kg/Nm3 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.1 1.2
Q água, kg/h 1.0 0.9 0.9 0.9 0.9 0.9 0.9 1.1 1.1 0.7 1.2 1.2 1.2 1.3 1.2 1.2 1.2
Q cinzas, kg/h 1.1 1.0 1.0 1.0 1.0 1.0 1.0 1.2 1.2 0.8 1.3 1.3 1.3 1.4 1.3 1.3 1.3
MM gás, kg/kmol 25.7 26.8 27.0 27.0 26.9 27.2 27.0 26.5 25.6 25.7 25.8 25.6 25.7 25.6 25.6 25.2 25.6
Q gás seco, kg/h 29.7 26.9 27.7 27.7 28.0 27.4 27.7 33.3 31.6 20.0 33.8 33.9 33.0 34.9 34.3 34.3 33.7
Q gás seco, Nm3/h 25.6 22.3 22.7 22.8 23.1 22.3 22.7 28.0 27.4 17.3 29.1 29.5 28.5 30.3 29.7 30.2 29.3
Rendimento a frio, % 74.5 71.2 70.0 70.5 72.0 69.8 70.6 72.0 80.1 80.4 79.8 81.3 80.7 81.4 80.7 82.1 80.9
Conversão de carbono, % 84.6 82.2 82.0 81.4 81.6 80.9 81.5 82.5 85.4 85.7 85.4 86.0 86.0 86.4 85.6 85.5 85.8
N1, kmol/h 0.74 0.69 0.71 0.71 0.72 0.71 0.71 0.84 0.82 0.52 0.88 0.89 0.87 0.92 0.90 0.90 0.88
N2, kgmol/h 0.63 0.56 0.58 0.58 0.59 0.57 0.58 0.69 0.70 0.45 0.75 0.77 0.75 0.79 0.77 0.77 0.76

216
TESTE 16
SS1 SS2 SS3 SS4 SS5 SS6 SS7 SS8 SS9 SS10 Média
Biomassa, kg/h 19.44 16.84 20.23 20.16 19.66 19.33 18.99 19.86 20.03 16.80 19.39
Oxigênio, kg/h 6.40 6.40 6.40 6.40 6.40 6.40 6.40 6.40 6.40 4.18 6.15
Vapor, kg/h 10.49 10.50 10.48 10.51 10.50 10.50 10.50 10.50 10.52 9.08 10.34
AR, %massa 0.38 0.43 0.36 0.36 0.37 0.38 0.38 0.37 0.36 0.28 0.36
SR, %massa 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36
Selecionado? X X X X X X X X X
λ 0.28 0.32 0.27 0.27 0.27 0.28 0.28 0.27 0.27 0.21 0.27
S/B 0.54 0.62 0.52 0.52 0.53 0.54 0.55 0.53 0.53 0.54 0.53
% H2 27.6 26.8 26.4 25.8 25.0 24.6 24.3 23.7 23.9 23.4 25.0
% N2 13.5 13.1 13.2 13.3 13.8 13.9 14.4 15.0 14.8 15.2 14.1
% CO 14.8 16.2 16.3 16.3 16.0 15.8 16.0 16.2 16.4 16.2 16.0
% CH4 5.2 5.8 5.9 5.9 5.9 5.8 5.8 5.8 5.8 5.8 5.8
% CO2 35.4 35.4 35.8 36.0 36.6 37.1 36.0 35.5 35.1 35.5 35.9
% H2 sem N 2 31.9 30.8 30.4 29.7 29.0 28.5 28.4 27.9 28.0 27.6 29.0
% CO sem N 2 17.1 18.6 18.8 18.8 18.6 18.4 18.7 19.1 19.2 19.1 18.6
% CH4 sem N 2 6.1 6.7 6.7 6.8 6.8 6.8 6.8 6.9 6.9 6.8 6.7
% CO2 sem N2 40.9 40.7 41.2 41.5 42.5 43.0 42.1 41.7 41.2 41.9 41.8
Benzeno, % 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03 1E-03
Tolueno, % 2E-03 2E-03 2E-03 2E-03 2E-03 2E-03 2E-03 2E-03 2E-03 2E-03
Xilenos, % 1E-03 1E-03 1E-03 1E-03 1E-03 2E-03 2E-03 2E-03 2E-03 1E-03
Balanço, % 96.6 97.3 97.5 97.3 97.3 97.2 96.5 96.2 96.0 96.1 96.7
PCI gás, MJ/Nm3 6.7 7.0 7.0 6.9 6.8 6.7 6.7 6.7 6.7 6.6 6.8
R gás, kg/Nm3 1.1 1.1 1.1 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2
Q água, kg/h 1.2 1.0 1.3 1.2 1.2 1.2 1.2 1.2 1.2 1.0 1.2
Q cinzas, kg/h 1.3 1.1 1.3 1.3 1.3 1.3 1.3 1.3 1.3 1.1 1.3
MM gás, kg/kmol 24.9 25.2 25.5 25.6 25.9 26.1 25.8 25.8 25.6 25.8 25.6
Q gás seco, kg/h 33.6 28.5 34.2 34.1 33.5 33.0 32.6 34.2 34.4 29.0 33.2
Q gás seco, Nm3/h 30.0 25.1 29.8 29.6 28.7 28.1 28.1 29.5 29.9 25.0 28.7
Rendimento a frio, % 81.6 82.3 81.4 80.5 78.5 77.3 78.4 78.4 79.1 77.8 79.2
Conversão de carbono, % 86.5 86.9 86.8 86.7 86.2 86.1 85.6 85.0 85.2 84.8 85.9
N1, kmol/h 0.87 0.75 0.90 0.90 0.88 0.86 0.85 0.90 0.90 0.76 0.87
N2, kgmol/h 0.75 0.65 0.78 0.78 0.76 0.74 0.73 0.76 0.77 0.65 0.75

217
ANEXO 2 – Média de todos os estados estacionários obtidos São apresentados os valores das variáveis obtidas nos estados estacionários (Steady
States ou SS) de maior duração dos 16 testes do planejamento experimental.

218
Teste 1 Teste 2 Teste 3 Teste 4 Teste 5 Teste 6 Teste 7 Teste 8 Teste 9 Teste 10 Teste 11 Teste 12 Teste 13 Teste 14 Teste 15 Teste 16
Biomassa, kg/h 15,65 15,20 14,61 14,87 14,15 13,86 13,28 14,04 15,09 14,97 14,64 14,44 23,61 15,08 19,67 19,39
Oxigênio, kg/h 7,00 4,00 6,40 6,60 6,00 5,99 4,00 6,24 6,40 6,00 6,28 4,00 7,00 6,00 6,40 6,15
Vapor, kg/h 9,91 14,70 14,41 9,91 11,40 11,40 14,70 13,95 8,71 11,40 14,43 14,70 12,60 11,40 10,50 10,34
AR, %massa 0,51 0,30 0,50 0,51 0,48 0,49 0,34 0,51 0,49 0,46 0,49 0,32 0,34 0,45 0,37 0,36
SR, %massa 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36 1,36
λ 0,38 0,22 0,37 0,37 0,36 0,36 0,25 0,38 0,36 0,34 0,36 0,23 0,25 0,33 0,27 0,27
S/B 0,63 0,98 0,99 0,67 0,81 0,82 1,11 1,00 0,58 0,76 0,99 1,02 0,53 0,76 0,53 0,53
% H2 21,0 23,6 18,6 20,1 22,2 22,3 27,0 20,7 20,9 21,5 20,7 24,7 27,1 22,5 25,7 25,0
% N2 16,4 23,7 26,2 17,6 18,2 18,1 20,7 18,9 19,3 21,5 19,6 20,1 13,2 18,5 14,2 14,1
% CO 13,9 14,0 11,2 14,9 12,8 12,2 11,4 10,4 11,9 12,2 11,3 13,4 16,8 12,9 16,2 16,0
% CH4 5,2 5,3 4,4 5,3 5,1 4,9 5,0 4,4 4,7 4,9 4,8 5,3 5,7 5,3 5,8 5,8
% CO2 39,6 29,9 37,5 39,3 39,3 39,0 32,7 38,6 37,9 37,2 39,9 32,5 34,5 38,5 35,5 35,9
% H2 sem N2 25,1 31,0 25,2 24,4 27,1 27,2 34,0 25,5 25,9 27,4 25,8 30,9 31,3 27,6 30,0 29,0
% CO sem N2 16,7 18,3 15,2 18,1 15,6 14,9 14,4 12,8 14,8 15,6 14,1 16,7 19,3 15,8 18,9 18,6
% CH4 sem N2 6,2 7,0 6,0 6,4 6,3 6,0 6,2 5,4 5,8 6,3 5,9 6,6 6,6 6,5 6,8 6,7
% CO2 sem N2 47,4 39,1 50,7 47,7 48,0 47,6 41,3 47,7 46,9 47,4 49,6 40,6 39,7 47,3 41,4 41,8
Benzeno, % 1,1E-03 1,1E-03 1,1E-03 1,2E-03 1,1E-03 1,1E-03 9,6E-04 1,1E-03 1,1E-03 1,1E-03 1,1E-03 1,2E-03 1,1E-03 1,2E-03 1,1E-03 1,2E-03
Tolueno, % 1,5E-03 1,5E-03 1,5E-03 1,0E-03 1,4E-03 1,4E-03 1,3E-03 1,4E-03 1,4E-03 1,4E-03 1,5E-03 1,6E-03 1,4E-03 1,5E-03 1,5E-03 1,6E-03
Xilenos, % 8,8E-04 7,6E-04 8,5E-04 2,2E-02 3,5E-04 6,1E-04 2,9E-04 6,1E-04 8,5E-04 9,8E-04 1,1E-03 1,3E-03 8,3E-04 1,2E-03 9,5E-04 1,4E-03
PAH SPA, g/Nm3 4,39 4,00 2,36 5,43 3,47 3,49 3,23 3,14 - 3,30 3,23 4,43 4,48 3,93 4,88 3,85
MAH SPA, g/Nm3 0,67 0,46 0,42 1,43 7,12 4,50 1,75 4,85 - 3,39 1,05 1,88 1,85 0,63 1,08 0,98
Fenólicos SPA, g/Nm3 0,27 0,75 0,54 0,61 0,31 0,30 0,34 0,22 - 0,21 0,25 0,41 0,57 0,28 0,47 0,54
Balanço de massa, % 96,1 96,5 97,9 97,3 97,5 96,5 96,8 93,1 94,6 97,3 96,3 95,9 97,3 97,7 97,4 96,7
PCI gás, MJ/Nm3 5,9 6,2 5,0 5,9 5,8 5,7 6,1 5,1 5,4 5,6 5,4 6,2 7,1 5,9 6,9 6,8
R gás, kg/Nm3 1,2 1,1 1,3 1,2 1,2 1,2 1,1 1,2 1,2 1,2 1,2 1,1 1,1 1,2 1,2 1,2
Q água, kg/h 1,0 0,9 0,9 0,9 0,9 0,9 0,8 0,9 0,9 0,9 0,9 0,9 1,5 0,9 1,2 1,2
Q cinzas, kg/h 1,0 1,0 1,0 1,0 0,9 0,9 0,9 0,9 1,0 1,0 1,0 1,0 1,6 1,0 1,3 1,3
MM gás, kg/kmol 27,2 25,0 28,0 27,7 27,2 26,9 24,7 26,3 26,6 27,0 27,4 25,0 25,0 27,0 25,6 25,6
Q gás seco, kg/h 27,9 29,8 29,7 26,6 25,9 25,6 25,8 26,6 28,3 28,7 27,6 27,2 39,9 27,7 33,7 33,2
Q gás seco, Nm3/h 22,8 26,6 23,5 21,4 21,2 21,1 23,1 22,5 23,7 23,5 22,3 24,1 35,4 22,7 29,3 28,7
Rendimento a frio, % 67,4 85,2 63,6 67,4 68,8 68,4 84,0 64,6 67,2 69,7 64,6 82,3 83,8 70,6 80,9 79,2
Conversão de carbono, % 83,6 76,3 73,8 82,4 81,8 81,9 79,3 81,1 80,7 78,5 80,4 79,9 86,8 81,5 85,8 85,9
N1, kmol/h 0,72 0,77 0,76 0,69 0,67 0,65 0,64 0,67 0,72 0,73 0,70 0,70 1,05 0,71 0,88 0,87
N2, kmol/h 0,60 0,59 0,56 0,57 0,54 0,53 0,51 0,54 0,58 0,58 0,56 0,56 0,91 0,58 0,76 0,75

219
ANEXO 3 – Configurações do Modelo em CFD

220
Nesta simulação foram utilizadas as especificações mostradas na Tabela A.I.
Tabela A.I - Especificações para a malha da simulação.
Descrição Valor
Preferência física CFD
Método de geração de malha na área do downcomer Automático
Método de geração de malha no restante da geometria Automático
Na aba de configurações de tamanho de malha, foram definidas as características para a
malha, mostradas na Tabela A.II.
Tabela A.II. Características para a malha da simulação.
Descrição Valor
Função avançada de tamanho On curvature
Centro de relevância Medium
Tamanho de elemento Active assembly
Os valores obtidos na medição da qualidade desta malha são apresentados na Tabela
A.III.
Tabela A.III - Qualidade da malha da simulação.
Descrição Valor médio obtido
Razão de aspecto máximo 18,66
Qualidade ortogonal mínima 0,212
- Razão de aspecto máximo é a razão entre a forma de uma célula e a forma de outra
célula de mesmo volume e equilátera
- Qualidade ortogonal (orthogonal quality), onde o valor ótimo é o mais próximo de 1.

221
CONFIGURAÇÕES DO FLUENT
É apresentada a configuração do software FLUENT da ANSYS para a simulação do
circuito completo do gaseificador GABI-1 em 3D em escala real operando com
nitrogênio como agente gaseificante e magnesita como sólidos em suspensão.
Casos simulados
Foram simulados dois casos : o primeiro representando a pré-operação com a inserção
do leito no riser e formação do selo de sólidos e o segundo representando a operação
propriamente dita.
O primeiro caso possui as seguintes condições de contorno:
- Alimentação de sólidos (magnesita) através do fundo riser;
- Injeção de nitrogênio para imprimir o regime de leito fluidizado borbulhante sobre a
magnesita.
O segundo caso possui as seguintes condições de contorno:
- Preenchimento inicial do downcomer com sólidos (magnesita);
- Injeção da mistura de gases na parte inferior do riser, para imprimir o regime de leito
fluidizado circulante sobre a Magnesita;
- Saída de gases e sólidos na parte superior do ciclone;
- Injeção de nitrogênio na parte lateral da válvula L a uma distância de 2x (duas vezes) o

222
diâmetro da válvula da base da mesma.
Os casos simulados levaram em consideração corridas na planta piloto sem gaseificação
que operaram em temperaturas de até 700 °C.
Configurações da simulação
Neste item são mostrados os modelos utilizados, as propriedades dos materiais, as
condições de contorno e inicial aplicados aos casos simulados.
Modelos
Os modelos físicos e empíricos utilizados nesta simulação são apresentados a seguir:
Modelo Multifásico
O modelo multifásico utilizado foi o de Euler-Euler. Este modelo utiliza a formulação
Euleriana para definir a fase contínua, que representa a mistura gasosa e a fase discreta,
que representa os sólidos em suspensão acionando o modelo de fase dispersa.
Modelo Viscoso
De acordo com a literatura (FREIRE et al., 2006), foi utilizado o modelo de turbulência
viscoso com turbulência k-ε realizable, que é uma formulação onde a equação de
transporte modificada para a taxa de dissipação turbulenta ε, foi derivada da equação
exata de transporte da média quadrática do vórtice de flutuação. O termo realizable

223
indica que o modelo satisfaz as restrições matemáticas dos tensores de Reynolds, sendo
assim consistente com os escoamentos físicos turbulentos.
Em paralelo ao modelo viscoso turbulento utilizou-se também o modelo multifásico
turbulento de fase dispersa por se tratar de sólidos em suspensão carreados por
escoamento gasoso.
Propriedades dos Materiais
Os materiais utilizados para as fases contínua, composta de três gases, e dispersa,
composta por um sólido, são mostrados a seguir.
Na Tabela A.IV apresentam-se as características da fase contínua.
Tabela A IV - Características da fase contínua
Descrição Valor Unidade
Material nitrogênio
Densidade 0,62 kg/m3
Viscosidade 0,0000383 Pa.s
Temperatura de referência 923,15 K
As propriedades foram definidas através do banco de dados do programa FLUENT .
Na Tabela A.V, apresentam-se as características da fase discreta.

224
Tabela A.V - Características da Fase Discreta
Descrição Valor Unidade
Material Magnesita -
Densidade 2320 kg/m3
Viscosidade 1 Pa.s
Propriedades das Fases
As propriedades da fase contínua dispersa são apresentadas a seguir:
Na Tabela VI são apresentadas as propriedades da fase discreta e os modelos empíricos
e teóricos utilizados.
Tabela A.VI - Propriedades da fase dispersa
Descrição Modelo/Valor
Diâmetro médio das partículas, mm 0,086
Viscosidade granular Método de Syamlal-O`Brien
Viscosidade granular volumar Lun et al
Temperatura granular dos sólidos Método algébrico
Pressão dos sólidos Método de Syamlal-O`Brien
Distribuição radial Método de Syamlal-O`Brien
Modulo de elasticidade Método derivativo
Limite de empacotamento 0,64
Tipo de sólido Granular

225
Condições de zona das células
Foram definidas duas zonas de células na malha utilizada na simulação:
- fluid : esta área definiu o riser e o retorno do standpipe para o riser incluindo a
área da válvula L.
- standpipe: está zona definiu a área do standpipe a ser preenchido de sólidos no
inicio da simulação.
O modelo de coeficiente de arraste utilizado para realizar a interação entre as fases foi o
de Syamlal-O’Brien.
Condições de contorno
As condições de contorno do problema de gaseificação para as diversas áreas do modelo
físico são apresentadas a seguir:
- inlet_gas: condição de contorno de injeção de gases na base do riser definida
como vent de entrada, para a fase de gases. As propriedades desta condição de
contorno são apresentadas na Tabela A.VII.

226
Tabela A.VII - Condições de contorno para inlet_gas.
Descrição Gás Sólido Unidade
Magnitude da Velocidade
normal 2,87(0,6) 0(0,226) m/s
Características do método de turbulência
Intensidade de Turbulência 10 10 %
Diâmetro hidráulico 77,9 77,9 mm
Temperatura 573 573 K
O valor da velocidade de injeção de ar estipulada foi definido através dos dados
experimentais obtidos a partir dos experimentos realizados. Os valores entre parênteses
são referentes ao caso de alimentação de magnesita.
- outlet_cyclone: condição de contorno de saída de sólidos e gases através do
topo do ciclone definida como pressão absoluta de operação do teste
experimental, para ambas as fases. As propriedades desta condição de contorno
são apresentadas na Tabela A.VIII.

227
Tabela A.VIII - Condições de contorno para outlet_cyclone.
Descrição Gás Sólido Unidade
Características do método de turbulência
Intensidade de Turbulência reversa 10 10 %
Magnitude do comprimento turbulento de escoamento
reverso 20,7 20,7 mm
Temperatura 923 923 K
Fração volumétrica de sólidos 0,001
- l2: condição de contorno de entrada na região lateral da válvula L definida
como vent de entrada, para a fase de gás. As propriedades desta condição de
contorno são apresentadas na Tabela A.IX.
Tabela A.IX - Condições de contorno para l2.
Descrição Gás Sólido Unidade
Magnitude da Velocidade
normal 1,42 (0) 0 m/s
Características do método de turbulência
Intensidade de Turbulência 10 10 %
Diâmetro hidráulico 6,35 6,35 mm
Temperatura 573 573 K
Os valores entre parênteses são referentes ao caso de alimentação de Magnesita.
- walls, walls2, inlet_solids, inlet_lvalve2: condição de contorno das paredes do
modelo físico definidas como paredes, para as zonas definidas na geometria e

228
malha. As propriedades desta condição de contorno são apresentadas na Tabela
A.X.
Tabela X - Condições de contorno para walls, walls2, inlet_solids.
Descrição Unidade
Tipo de parede Estacionária
Rugosidade 0,5
Temperatura externa 923,15 K
Configurações dos modelos da solução
Nesta seção são mostrados os métodos numéricos utilizados na simulação. A Tabela
A.XI apresenta os métodos numéricos utilizados para cada variável física envolvida no
modelo físico.
Tabela A.XI - Métodos numéricos referentes às variáveis físicas.
Equações Método Numérico
Acoplamento pressão-velocidade Acoplamento de fase simples
Discretização Espacial
Gradiente Green-Gauss baseado em nós
Momento Segunda ordem
Fração de volumes Método HRIC
Energia cinética turbulenta Segunda ordem
Taxa de dissipação especifica Segunda ordem
Formulação transiente Primeira ordem implícita

229
O controle da solução se dá através dos fatores de atenuação implícitos (under-
relaxation) da solução. Os métodos numéricos também utilizam o artifício da utilização
de termos de atenuação de alta ordem. Na Tabela A.XII são apresentados todos os
fatores de atenuação utilizados.
Tabela A.XII - Métodos Numéricos referentes às variáveis físicas.
Descrição Valor
Fatores de atenuação implícitos
Momento 0,1
Pressão 0,34
Densidade 0,7
Força dos corpos 1
Fração de volumes 0,4
Temperatura granular 0,2
Energia cinética turbulenta 0,8
Taxa de dissipação turbulenta 0,8
Viscosidade turbulenta 0,2
Energia 0,96
O monitoramento da solução se dá pelo cálculo dos resíduos com a finalidade de se
obter uma convergência satisfatória na solução final. Para esta simulação foi estipulado
o critério de convergência absoluto com a grandeza de 0,001, para verificar a
convergência em cada interação.
Como condição de contorno inicial definiu-se que a zona denominada standpipebottom

230
teria o seu volume preenchido com a fase discreta e com fração volumétrica de sólidos
de 0,4 através do comando patch.
Utilizando o modelo de ERGUN foi definida a resistência viscosa para a região porosa
na base do downcomer para ambas as fases. O modelo de ERGUN é apresentado na
Equação abaixo,
−∆[̀ = 150 ∙ A1 − bC� ∙ cd� ∙ b� ∙ e;� ∙ f + 1,75 ∙ A1 − bC ∙ ghd ∙ b4 ∙ e; ∙ f�[[S9 ]
Onde ∆[ é a perda de carga em Pa, L é o comprimento característico do escoamento,
em m, b é a porosidade do leito, d é esfericidade das partículas, dp é o diâmetro médio
das partículas, em m, c é a viscosidade dinâmica do fluido, em Pa.s, gh é massa
específica do fluido, em kg/m3, e f é a velocidade relativa entre o fluido e os sólidos.
Na Tabela A.XIII são apresentados os valores para a resistência viscosa.
Tabela A.XIII - Resistência viscosa das fases.
Fase Valor Unidade
Gasosa 12900000000 1/m2
Dispersa 47500000 1/m2
Foi definido que a resolução da simulação será iniciada através de todas as regiões da
malha utilizada.

231
Foram definidos: o tipo, a forma e quais variáveis seriam armazenados pelo simulador
para que estas sejam pós-processadas no programa ENSIGHT. Na Tabela A.XIV são
apresentadas as configurações dos arquivos a serem criados para as atividades de pós-
processamento dos dados.

232
Tabela A.XIV - Dados a serem armazenados.
Descrição Valor
Nome do arquivo de exportação
Tipo de arquivo Ensight Gold
Formato do arquivo Binário
Freqüência de gravação 1.000 passos de tempo (para esta simulação)
Variáveis a serem gravadas para esta simulação
Pressão estática
Para as fases gasosa e sólida
Magnitude de velocidade
Velocidade em x
Velocidade em y
Fração de volumes
Temperatura
Para a fase sólida
Diâmetro
Para a fase gasosa
Densidade
Fração molar de vapor
Fração molar de oxigênio
Fração molar de nitrogênio
As últimas características da simulação são: o passo de tempo; o número de passos de
tempo; o número máximo de interações permitidas para tentar se atingir a convergência,

233
apresentadas na Tabela A.XV.
Tabela A.XV - Configuração do tempo de simulação.
Descrição Valor Unidade
Passo de tempo 5x10-5 s
Número de passos de tempo para a simulação 200000
Número máximo de interações por passo de tempo 40 Int/s
Os valores de passo de tempo utilizados nos casos simulados variaram entre 1.10-6 e
5.10-5.





























