Embed Size (px)
Citation preview
ANÁLISE UNIDIMENSIONAL DA GASEIFICAÇÃO DE BAGAÇO DE CANA EM
REATOR DE LEITO FLUIDIZADO CIRCULANTE
Vinícius Gama Lidoino
Dissertação de Mestrado apresentada ao Programa
de Pós-graduação em Engenharia Mecânica,
COPPE, da Universidade Federal do Rio de
Janeiro, como parte dos requisitos necessários à
obtenção do título de Mestre em Engenharia
Mecânica.
Orientadores: Albino José Kalab Leiroz
Manuel Ernani de Carvalho Cruz
Rio de Janeiro
Junho de 2015
ANÁLISE UNIDIMENSIONAL DA GASEIFICAÇÃO DE BAGAÇO DE CANA EM
REATOR DE LEITO FLUIDIZADO CIRCULANTE
Vinícius Gama Lidoino
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA (COPPE)
DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE EM
CIÊNCIAS EM ENGENHARIA MECÂNICA.
Examinada por:
________________________________________________
Prof. Manuel Ernani de Carvalho Cruz, Ph.D.
________________________________________________
Prof. Albino José Kalab Leiroz, Ph.D.
________________________________________________
Prof. Amaro Gomes Barreto Jr., D.Sc.
________________________________________________
Prof. Marcos Roberto Teixeira Halasz, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
JUNHO DE 2015

iii
Lidoino, Vinícius Gama
Análise Unidimensional da Gaseificação de Bagaço de
Cana em Reator de Leito Fluidizado Circulante/ Vinícius
Gama Lidoino. – Rio de Janeiro: UFRJ/COPPE, 2015.
XVIII, 106 p.: il.; 29,7 cm.
Orientadores: Albino José Kalab Leiroz
Manuel Ernani de Carvalho Cruz
Dissertação (mestrado) – UFRJ/ COPPE/ Programa de
Engenharia Mecânica, 2015.
Referências Bibliográficas: p. 97-100.
1. Gaseificação. 2. Análise Unidimensional. 3.
Biomassa. I. Leiroz, Albino José Kalab et al. II.
Universidade Federal do Rio de Janeiro, COPPE, Programa
de Engenharia Mecânica. III. Título.
iv
AGRADECIMENTOS
Agradeço aos orientadores, Albino José Kalab Leiroz e Manuel Ernani de
Carvalho Cruz, pelo apoio, aprendizado, amizade e orientação nestes anos de curso.
Aos meus pais, Paulo e Piedade, minha irmã Paula e toda minha família e amigos
pelos conselhos, apoio e amizade.
Ao Dr. Marco Antônio e o Eng. Marcelo da área de processos de conversão de
biomassa da PETROBRAS, pelo auxílio e colaboração ao fornecer os dados
experimentais.
Aos colegas e amigos do laboratório de máquinas térmicas (LMT), em especial
ao Gabriel e ao Alex pelas conversas e sugestões que ajudaram na conclusão deste
trabalho.
A todos os colegas da COPPE e professores da Universidade Federal do Rio de
Janeiro.
A FAPERJ, através do programa de bolsas, pelo apoio financeiro.

v
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
ANÁLISE UNIDIMENSIONAL DA GASEIFICAÇÃO DE BAGAÇO DE CANA EM
REATOR DE LEITO FLUIDIZADO CIRCULANTE
Vinícius Gama Lidoino
Junho/2015
Orientadores: Albino José Kalab Leiroz
Manuel Ernani de Carvalho Cruz
Programa: Engenharia Mecânica
O objetivo do trabalho é estudar o processo de gaseificação do bagaço de cana-
de-açúcar em um reator de leito fluidizado circulante, visando à predição da composição
e avaliação da qualidade do gás de síntese. O programa comercial CeSFaMB™ é utilizado
na simulação de 16 testes experimentais disponíveis na literatura, e também em um plano
de simulação realizado com base na faixa de operação do reator estudado. O programa
possui um modelo de fluidização baseado em correlações semiempíricas, além de
considerar condições de regime permanente e abordagem unidimensional. A análise
comparativa dos resultados experimentais e computacionais sugere que as simulações são
capazes de capturar o comportamento das variações dos componentes e das propriedades
do gás de síntese quando as variáveis de entrada se modificam. Foram observadas maiores
discrepâncias em relação à quantificação do metano, tal que o valor predito supera em
muito o experimental. Com um desvio médio de 3,9% as frações de CO2 se aproximam
das frações reais. Já o hidrogênio obteve desvio de 13,4% e o CO de 17,5%. Os casos
planejados indicam que para favorecer o processo de gaseificação e evitar a combustão
deve-se optar por uma menor razão Ar/Combustível. Foi verificado um aumento na
concentração final de hidrogênio com a alimentação de vapor junto ao agente
gaseificante.

vi
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
ONE-DIMENSIONAL ANALYSIS OF SUGARCANE BAGASSE GASIFICATION
IN CIRCULATING FLUIDIZED BED REACTOR
Vinícius Gama Lidoino
June/2015
Advisors: Albino José Kalab Leiroz
Manuel Ernani de Carvalho Cruz
Department: Mechanical Engineering
The objective of this work is to study the sugarcane bagasse gasification process
in a circulating fluidized bed reactor, aimed at predicting the composition and evaluating
the quality of the syngas. The CeSFaMB™ commercial software is used to simulate 16
experimental tests available in the literature, as well as to perform a simulation plan based
on the reactor operating range. The program fluidization model is based on semi-
empirical correlations, in addition to considering steady-state conditions and one-
dimensional approach. The comparative analysis of the experimental and computational
results suggests that the simulations are able to capture the behavior of the variations in
the composition and properties of the syngas, as the input variables are modified. Larger
discrepancies were verified in the quantification of methane, such that the predicted value
far overestimates the experimental. With an average deviation of 3.9% the CO2 fractions
approach the real ones. In the case of hydrogen the deviation of 13.4% is obtained, while
17.5% is verified for CO. The simulation plan indicates that to aid the gasification process
and prevent combustion, one should opt for a smaller air/fuel ratio. An increase in the
hydrogen final concentration has been observed when water vapor is fed together with
the gasifying agent.
vii
Sumário
1 INTRODUÇÃO ............................................................................................. 1
1.1 Revisão Bibliográfica ............................................................................. 2
1.2 Conclusão da Revisão Bibliográfica ........................................................... 7
2 GASEIFICAÇÃO .......................................................................................... 9
2.1 O Processo de Gaseificação ...................................................................... 9
Secagem ......................................................................................... 10
Pirólise ........................................................................................... 13
Combustão ..................................................................................... 19
Gaseificação ................................................................................... 20
2.2 Tipos de Gaseificadores .......................................................................... 21
3 FLUIDIZAÇÃO ........................................................................................... 27
3.1 Velocidade mínima de fluidização ........................................................... 27
3.2 Velocidade terminal ............................................................................... 28
3.3 Propriedades das partículas ..................................................................... 29
3.4 Modelos de Fluidização .......................................................................... 32
4 O MODELO MATEMÁTICO ....................................................................... 34
4.1 Modelagem no CeSFaMB ....................................................................... 35
Modelo fenomenológico, unidimensional e estacionário ...................... 36
Fases na região densa....................................................................... 38
Reações químicas e modelo de devolatilização ................................... 39
Transferências convectivas e composição de partículas sólidas............. 41
Variação granulométrica das partículas no regime permanente ............. 41
4.2 Equações básicas ................................................................................... 42
5 DESCRIÇÃO DO GASEIFICADOR ............................................................. 45
6 ANÁLISE COMPARATIVA ........................................................................ 49
viii
6.1 Descrição dos Experimentos ................................................................... 49
6.2 Dados de Entrada do CeSFaMB .............................................................. 50
Parâmetros de convergência numérica ............................................... 50
Parâmetros geométricos e físicos do equipamento ............................... 53
Dados do equipamento – jaqueta de aquecimento ............................... 57
Caracterização dos sólidos ............................................................... 58
Caracterização das correntes gasosas ................................................. 66
6.3 Validação .............................................................................................. 66
Conclusões da validação .................................................................. 70
6.4 Simulação dos experimentos ................................................................... 72
Composição do gás de síntese ........................................................... 74
Qualidade do gás ............................................................................. 78
6.5 Conclusão das simulações ....................................................................... 83
7 CASOS PLANEJADOS ................................................................................ 84
7.1 Simulações com a utilização da corrente de N2.......................................... 85
Composição do gás de síntese ........................................................... 85
Qualidade do gás de síntese .............................................................. 90
Efeito da temperatura ....................................................................... 92
7.2 Simulações sem adição da corrente de Nitrogênio ..................................... 93
7.3 Conclusão do planejamento de casos e sugestões futuras ............................ 95
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................... 97
ANEXO A – CONJUNTO DE PARÂMETROS DE ENTRADA DO CeSFaMB ..... 101

ix
Lista de Figuras
Figura 1.1: Processos de conversão termoquímica de biomassa (adaptado de BALAT et
al., 2009).............................................................................................................. 4
Figura 1.2: Bagaço de cana-de-açúcar (Fonte: Adaptado de IEPEC e Canal da Cana). .. 5
Figura 1.3: Participação dos 20 principais produtos no valor da produção do Brasil – 2012
(Fonte: IBGE ,2013). ............................................................................................. 6
Figura 2.1: Processos no gaseificador (adaptado de GÓMEZ-BAREA e LECKNER,
2010). ................................................................................................................ 10
Figura 2.2: Representação da umidade no interior de um sólido poroso (adaptado de
FOUST, 1980). ................................................................................................... 11
Figura 2.3: Curva de secagem típica, teor de umidade em função do tempo (adaptado de
FOUST, 1980). ................................................................................................... 12
Figura 2.4: Curva de taxa de secagem em função do teor de umidade (adaptado de
FOUST, 1980). ................................................................................................... 12
Figura 2.5: Processo de decomposição de moléculas grandes de hidrocarbonetos em
moléculas menores, durante a pirólise (Fonte: adaptado de BASU, 2010). ................ 14
Figura 2.6: Processo de pirólise sofrido por partícula de biomassa( Fonte: adaptado de
NEVES et al., 2011). ........................................................................................... 15
Figura 2.7: Pirólise em uma partícula de biomassa (Fonte: adaptado de BASU, 2010). 16
Figura 2.8: Diferentes regimes de fluidização (adaptado de SIEDLECKI, 2011). ....... 23
Figura 2.9: Esquema de reator de leito fluidizado borbulhante e circulante (adaptado de
MENG, 2012). .................................................................................................... 24
Figura 3.1: Envelopamento de uma partícula porosa (Fonte: LENÇO, 2010). ............ 30
Figura 3.2: Classificação de partículas de Geldart (Fonte: Adaptado de Geldart, 1973).
......................................................................................................................... 31
Figura 4.1: Esquema de regime laminar (a) e regime plug-flow (b) (adaptado de SOUZA-
SANTOS, 2010) ................................................................................................. 37
Figura 4.2: Fases da região densa: bolha e emulsão (adaptado de GAO et al., 2013). .. 38
x
Figura 4.3: Modelos de núcleo não exposto (a) e núcleo exposto (b) para reações
heterogêneas gás-sólido (adaptado de Souza-Santos, 2010). .................................... 40
Figura 5.1: Imagem do gaseificador de leito fluidizado circulante de TUDelft (adaptado
de LEITE,2014). ................................................................................................. 45
Figura 5.2: Esquema do gaseificador CFB modelado (adaptado de MENG, 2012). .... 46
Figura 6.1: Interface do CeSFaMB – entrada dos parâmetros de convergência numérica.
......................................................................................................................... 53
Figura 6.2: Principais parâmetros geométricos e físicos que definem um gaseificador para
o CeSFaMB© (adaptado de SOUZA-SANTOS, 2012). ........................................... 54
Figura 6.3: Esquema de um gaseificador de geometria não constante (adaptado de
SOUZA-SANTOS, 2012). ................................................................................... 55
Figura 6.4: Esquema de um distribuidor com flautas genérico (adaptado de SOUZA-
SANTOS, 2012). ................................................................................................ 56
Figura 6.5: Interface introdução dos principais parâmetros geométricos no simulador. 56
Figura 6.6: Montagem dos principais parâmetros referentes ao aquecimento externo do
gaseificador. ....................................................................................................... 57
Figura 6.7: Parâmetros de alimentação do combustível (interface gráfica CeSFaMB). 58
Figura 6.8: Bomba calorimétrica (adaptado de KRISHNAMURTHY et al., 2014) ..... 59
Figura 6.9: Composição imediata e elementar do combustível (Interface gráfica do
CeSFaMB). ........................................................................................................ 61
Figura 6.10: Densidades do combustível alimentado (interface gráfica do CeSFaMB). 62
Figura 6.11: Série de peneiras de abertura de malhas conhecidas (ABNT/NBR 5734/80)
(Fonte: Site UFSM). ............................................................................................ 63
Figura 6.12: Distribuição granulométrica do combustível alimentado (Interface gráfica do
CeSFaMB). ........................................................................................................ 64
Figura 6.13: Perfil de temperatura do conjunto de validação ao longo do reator ......... 71
Figura 6.14: Perfil de temperatura do conjunto de validação modificado ao longo do reator
......................................................................................................................... 71
Figura 6.15: Comparação experimental, composição de H2 livre de N2. .................... 76
xi
Figura 6.16: Comparação experimental, composição de CO livre de N2. ................... 77
Figura 6.17: Comparação experimental, composição de CH4 livre de N2. .................. 77
Figura 6.18: Comparação experimental, composição de CO2 livre de N2. .................. 77
Figura 6.19: Comparação propriedades do gás - Conversão de carbono..................... 80
Figura 6.20: Comparação propriedades do gás - Eficiência a frio. ............................ 80
Figura 6.21: Comparação propriedades do gás - H2/CO. .......................................... 80
Figura 6.22: Comparação propriedades do gás - PCI. .............................................. 81
Figura 7.1: Perfil longitudinal da fração molar do gás hidrogênio (H2) ao longo do
gaseificador. ....................................................................................................... 87
Figura 7.2: Perfil longitudinal da fração molar de vapor d'água ao longo do reator. .... 87
Figura 7.3: Perfil da fração molar de O2 ao longo do gaseificador. ........................... 88
Figura 7.4: Perfil da fração molar de CO2 ao longo do gaseificador. ......................... 89
Figura 7.5: Perfil da taxa da reação H2+O2 ao longo do reator. ................................ 89
Figura 7.6: Perfil da taxa da reação CO+O2 ao longo da região densa. ...................... 90
Figura 7.7: Perfis de temperatura dos casos planejados. ........................................... 93
xii
Lista de Tabelas
Tabela 2.1: Características de alguns processos de pirólise ( Fonte: adaptado de BASU,
2010 e BALAT et al., 2009). ................................................................................ 18
Tabela 2.2: Principais reações do processo de gaseificação. ..................................... 20
Tabela 2.3: Vantagens e desvantagens dos principais gaseificadores (adaptado de
ZHANG et al., 2010). .......................................................................................... 22
Tabela 2.4: Principais diferenças entre o gaseificador de leito fluidizado borbulhante e o
leito fluidizado circulante (adaptado de SIEDLECKI , 2011). .................................. 25
Tabela 3.1: Constantes experimentais (Fonte: adaptado de MELO, 2008) ................. 28
Tabela 4.1: Níveis de abordagem de um modelo de gaseificação em leito fluidizado. . 34
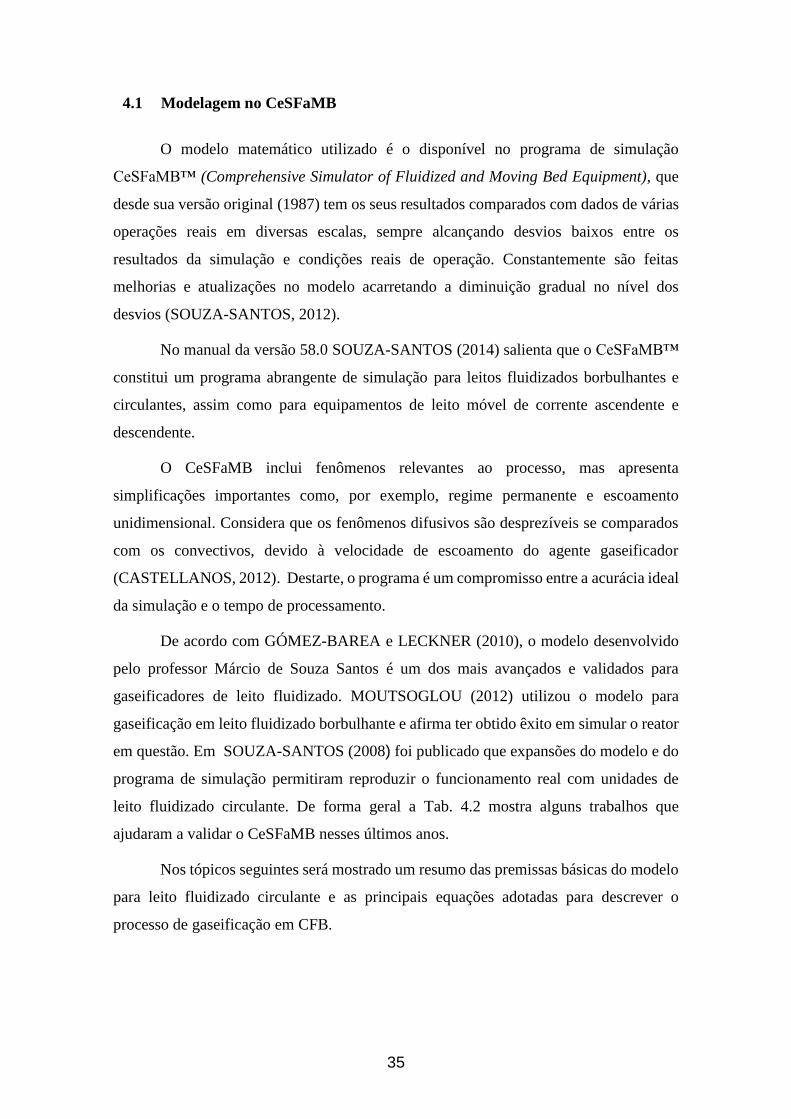
Tabela 4.2: Alguns trabalhos que utilizaram o modelo CeSFaMB. ........................... 36
Tabela 5.1: Resumo dos métodos analíticos e componentes medidos (LEITE, 2014). . 48
Tabela 6.1: Variáveis experimentais (Adaptado de LEITE, 2014). ............................ 50
Tabela 6.2: Principais parâmetros físicos e geométricos do gaseificador. .................. 55
Tabela 6.3: Poder calorífico do bagaço de cana-de-açúcar (base seca). ...................... 60
Tabela 6.4: Análise elementar (base seca) do bagaço (LEITE, 2014). ....................... 62
Tabela 6.5 Análise imediata do bagaço (LEITE, 2014). ........................................... 62
Tabela 6.6: Composição do leito de magnesita (LEITE,2014). ................................. 64
Tabela 6.7: Propriedades do material inerte do leito (Adaptado de LEITE,214; MENG,
2012; SIEDLECKI 2011). .................................................................................... 65
Tabela 6.8: Análise granulométrica do material inerte (LEITE, 2014). ...................... 65
Tabela 6.9: Propriedades das correntes gasosas alimentadas. ................................... 66
Tabela 6.10: Grupo de experimentos para validação do simulador (adaptado de LEITE,
2014) ................................................................................................................. 67
Tabela 6.11: Principais parâmetros de entrada do conjunto validação ....................... 67
Tabela 6.12: Resultados das primeiras simulações do conjunto de validação. ............ 68
xiii
Tabela 6.13: Resultados de temperatura das primeiras simulações do conjunto de
validação. ........................................................................................................... 68
Tabela 6.14: Parâmetros modificados para o conjunto de validação. ......................... 69
Tabela 6.15: Resultados do conjunto validação modificado. .................................... 69
Tabela 6.16: Resultados de temperatura do conjunto de validação modificado. .......... 70
Tabela 6.17: Média dos desvios para os conjuntos de validação. .............................. 70
Tabela 6.18: Principais resultados das simulações dos 16 experimentos no CeSFaMB.
......................................................................................................................... 72
Tabela 6.19: Principais resultados do conjunto simulação modificado....................... 73
Tabela 6.20: Principais componentes do gás de síntese (%vol) (adaptado de LEITE,
2014). ................................................................................................................ 74
Tabela 6.21: Comparação da composição do gás de síntese simulação modificado x
experimental. ...................................................................................................... 75
Tabela 6.22: Comparação da composição do gás de síntese simulação modificado x
experimental (sem N2). ........................................................................................ 76
Tabela 6.23: Resultado experimental: qualidade do gás (adaptado de LEITE, 2014). .. 78
Tabela 6.24: Comparação simulação modificado x experimental: qualidade do gás. ... 79
Tabela 6.25: Comparação experimental da temperatura (°C). ................................... 81
Tabela 6.26: Média dos desvios relativos da simulação no CeSFaMB. ...................... 82
Tabela 7.1: Variáveis independentes do estudo. ...................................................... 84
Tabela 7.2: Plano de simulação. ............................................................................ 84
Tabela 7.3: Fração molar do gás de síntese (base úmida). ........................................ 85
Tabela 7.4: Fração molar do gás de síntese (base seca). ........................................... 86
Tabela 7.5: Reações de formação de H2 a partir de vapor. ....................................... 86
Tabela 7.6: Qualidade do gás de síntese (base úmida). ............................................ 90
Tabela 7.7: Efeito da temperatura na qualidade do processo e do produto. ................. 92
Tabela 7.8: Fração molar do gás de síntese sem adição de N2 (base úmida). .............. 93

xiv
Tabela 7.9: Qualidade do gás de síntese (base úmida e sem N2). .............................. 94
Tabela 7.10: Comparação da qualidade do gás de síntese com e sem N2 (%). ............ 94
xv
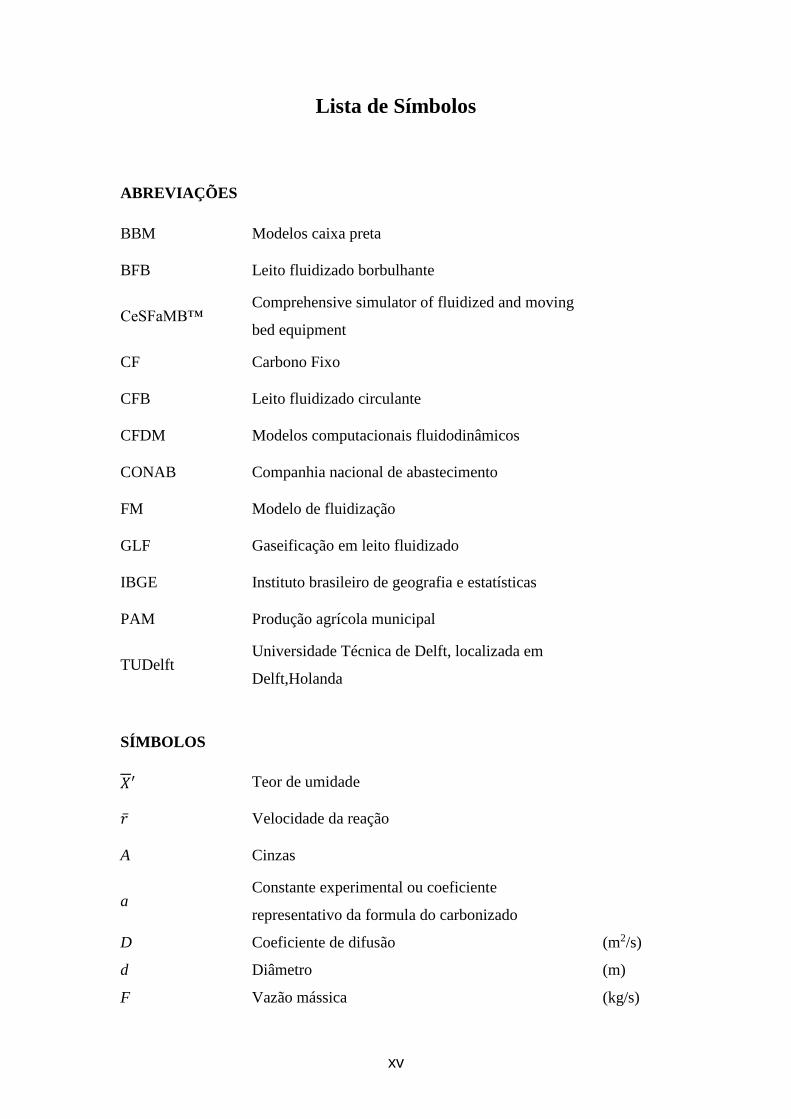
Lista de Símbolos
ABREVIAÇÕES
BBM Modelos caixa preta
BFB Leito fluidizado borbulhante
CeSFaMB™ Comprehensive simulator of fluidized and moving
bed equipment
CF Carbono Fixo
CFB Leito fluidizado circulante
CFDM Modelos computacionais fluidodinâmicos
CONAB Companhia nacional de abastecimento
FM Modelo de fluidização
GLF Gaseificação em leito fluidizado
IBGE Instituto brasileiro de geografia e estatísticas
PAM Produção agrícola municipal
TUDelft Universidade Técnica de Delft, localizada em
Delft,Holanda
SÍMBOLOS
𝑋′ Teor de umidade
�� Velocidade da reação
A Cinzas
a Constante experimental ou coeficiente
representativo da formula do carbonizado
D Coeficiente de difusão (m2/s)
d Diâmetro (m)
F Vazão mássica (kg/s)

xvi
g Aceleração da gravidade (m/s2)
K Fase (sólido ou gás)
k Coeficiente cinético
LHV Entalpia de combustão (MJ/kg)
M Massa (kg)
M Massa molar (kg/kmol)
NAR Número de Arquimedes
NRe Número de Reynolds
P Pressão (Pa)
PCI Poder calorífico inferior (MJ/kg)
PCS Poder calorífico superior (MJ/kg)
R Taxa de produção ou consumo (kg/m3.s)
S Área da seção transversal do gaseificador (m2)
SB Razão vapor/biomassa
T Temperatura (°C ou K)
U Velocidade (m/s)
V Volume (m3)
VL Voláteis
W Umidade
W Fração mássica
Z Altura (m)
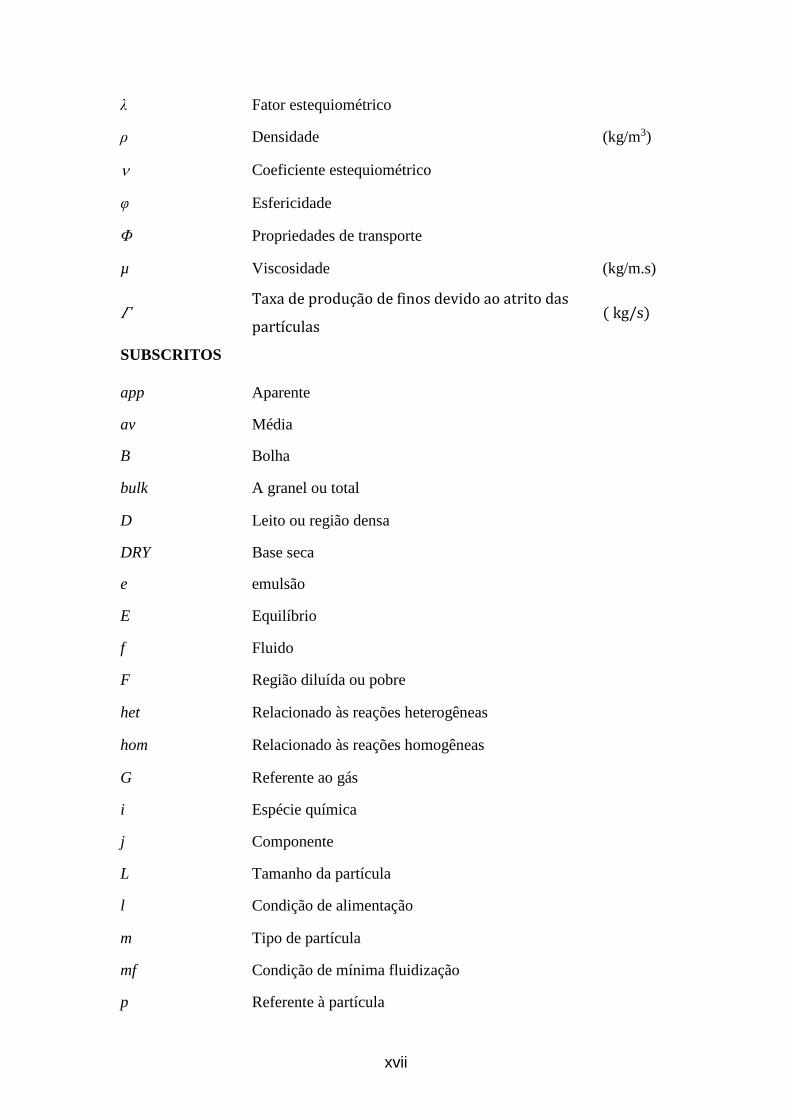
LETRAS GREGAS
Β Coeficiente de distribuição
ε Porosidade
η Eficiência do equipamento (%)
xvii
λ Fator estequiométrico
ρ Densidade (kg/m3)
Coeficiente estequiométrico
φ Esfericidade
Φ Propriedades de transporte
µ Viscosidade (kg/m.s)
𝛤 Taxa de produção de finos devido ao atrito das
partículas ( kg/s)
SUBSCRITOS
app Aparente
av Média
B Bolha
bulk A granel ou total
D Leito ou região densa
DRY Base seca
e emulsão
E Equilíbrio
f Fluido
F Região diluída ou pobre
het Relacionado às reações heterogêneas
hom Relacionado às reações homogêneas
G Referente ao gás
i Espécie química
j Componente
L Tamanho da partícula
l Condição de alimentação
m Tipo de partícula
mf Condição de mínima fluidização
p Referente à partícula
xviii
S Referente ao combustível sólido
t Terminal
WET Base úmida
Y Arrasto de partículas
1
1 INTRODUÇÃO
Apenas há pouco mais de 100 anos a biomassa começou a perder sua liderança
histórica como insumo energético, inicialmente para a energia do carvão, e depois, com
o crescimento contínuo do uso de petróleo e do gás natural (CORTEZ et al., 2008). Porém
hoje, fica evidente a crescente preocupação de diversos países com os níveis de emissões
de poluentes causados pela queima de combustíveis fósseis. Neste cenário ressurgem os
investimentos e trabalhos voltados à utilização de biomassa para a geração energia e
combustíveis.
A biomassa é atrativa na obtenção de energia por ser renovável e apresentar baixas
emissões globais de CO2 para a atmosfera. Além disso, a biomassa pode ser quase que
totalmente utilizada em processos industriais. A cana de açúcar, por exemplo, é utilizada
para produção de etanol e seu bagaço (rejeito) têm sido empregado em processos
termoquímicos para obtenção de energia.
Dentre estes processos, destaca-se a gaseificação que converte um insumo sólido
ou líquido em um gás com características basicamente combustíveis, através de sua
oxidação parcial a temperaturas intermediárias (CORTEZ et al., 2008). O gás de produto
ou gás de síntese produzido a partir da gaseificação de biomassa é uma alternativa “amiga
do ambiente” para os combustíveis petroquímicos convencionais na produção de
eletricidade, hidrogênio, biocombustíveis sintéticos de transporte e outros produtos
químicos (MENG, 2012).
Os gaseificadores de leito fluidizado possuem vantagens, especialmente no que
diz respeito à mistura, as velocidades de reação, e a possibilidade de ser construído em
dimensões muito superiores aos dos gaseificadores de leito fixo. Os leitos circulantes se
sobressaem na medida em que a reciclagem de finos conduz a uma maior eficiência de
conversão de carbono, aumentando o tempo de permanência das partículas (GÓMEZ-
BAREA e LECKNER, 2010).
Estudar o processo de gaseificação e entender os efeitos das variáveis do processo
no gás de síntese obtido pode se tornar uma tarefa dispendiosa experimentalmente.
Experimentos, especialmente em larga escala, muitas vezes são caros e complexos.
Estudos de modelagem podem economizar tempo e dinheiro, e podem apoiar a preparação

2
e otimização de experimentos a serem realizados em um sistema real (GÓMEZ-BAREA
e LECKNER, 2010).
Desta forma o presente trabalho tem como objetivo geral estudar o processo de
gaseificação do bagaço de cana-de-açúcar em um reator de leito fluidizado circulante
(CFB). A fim de determinar a composição do gás de síntese utilizando o programa
comercial CeSFaMB™. Por consequência os seguintes objetivos específicos devem ser
alcançados:
a) realizar simulações de reatores de leito fluidizado circulante com o
CeSFaMB™;
b) comparar os resultados obtidos com resultados experimentais disponíveis na
literatura;
c) realizar um estudo de efeito das variáveis independentes do processo de
gaseificação em reatores de leito fluidizado circulante.
1.1 Revisão Bibliográfica
A biomassa é uma fonte de energia renovável, potencialmente sustentável e tem
muitas aplicações possíveis, variando de geração de calor, para a produção de avançados
portadores de energia secundária (SIEDLECKI et al., 2011). Ela é formada a partir de
seres vivos, como plantas e animais, ou seja, tudo o que agora está vivo ou foi vivo há
pouco tempo. Origina-se logo que uma semente germina ou um organismo nasce (BASU,
2010).
A biomassa pode ser obtida de vegetais não-lenhosos, e lenhosos, como é o caso
da madeira e seus resíduos, e também de resíduos orgânicos, nos quais encontramos os
resíduos agrícolas, urbanos e industriais. Assim como também se pode obter biomassa
dos bio-fluidos, como os óleos vegetais (por exemplo, mamona e soja) (CORTEZ et al.,
2008).
De acordo com BALAT et al. (2009) foi a partir da crise energética da década de
1970 que surgiram interesses em biomassa como fonte de combustível para expandir o
desenvolvimento de fontes renováveis de energia doméstica e reduzir os impactos
ambientais da produção energética.
3
SOUZA-SANTOS (2010) lista algumas características importantes que fazem da
biomassa uma opção atrativa para substituir os combustíveis fósseis:
Uma fonte renovável e sua aplicação, como combustível, proporciona baixas
emissões globais de CO2 ao meio ambiente.
Em sua grande maioria, a biomassa possui baixos teores de cinzas presentes, o
que diminui os problemas relacionados à eliminação de resíduos, limpeza do
equipamento e outros aspectos operacionais;
A utilização de biomassa para geração de energia, permite que as florestas
energéticas sejam definidas perto das usinas, e não o contrário, como acontece
com as usinas a bases de carvão.
Unidades industriais que utilizam biomassa para outros fins principais podem
gerar energia para consumo próprio ou como subproduto a partir de seus
rejeitos. Por exemplo o trabalho de ANDRADE et al. (2007) avaliou a
produção de energia a partir de um gaseificador operando com casca de arroz,
rejeito do beneficiamento do arroz, como combustível.
Tendo em vista estas características, diversos estudos e trabalhos vêm sendo
desenvolvidos utilizando algum dos tipos de biomassa citados anteriormente para
produção de energia ou produtos combustíveis. Porém, para este fim, se faz necessário o
uso de métodos de conversão termoquímica.
Os métodos disponíveis para se obter energia a partir de biomassa podem ser
divididos em duas categorias principais: as rotas de conversão biológicas e as
termoquímicas (BALAT et al., 2009)
ZHANG et al. (2010) vê na energia a partir de biomassa, a bioenergia, como uma
fonte de perspectiva para substituir os combustíveis fósseis no futuro. Em seu trabalho
fornece uma visão geral das principais características dos quatro processos
termoquímicos fundamentais, combustão, pirólise, gaseificação e liquefação.
Os processos termoquímicos diferem entre si, principalmente, pelo uso ou não de
oxigênio (ar) e o tipo e qualidade do produto obtido. A Fig.1.1 resume as diferenças entre
os principais processos.

4
Figura 1.1: Processos de conversão termoquímica de biomassa (adaptado de BALAT et
al., 2009).
DI CARLO et al. (2013), destacam o uso do combustível renovável como uma
solução para geração de energia limpa para o futuro. O estudo busca prever o
comportamento dos componentes de uma planta de energia específica, composta
principalmente por um gaseificador indiretamente aquecido por uma célula combustível
de óxido sólido. O gaseificador é alimentado por castanha coppice, biomassa disponível
em abundância na Itália.
Muitos pesquisadores estão desenvolvendo tecnologias com base no potencial
energético do bagaço de cana-de-açúcar, no seu poder de renovação, na neutralidade de
emissões de CO2 e a possibilidade de conversão em produtos de maior valor agregado
(ARTEAGA-PÉREZ et al., 2014).
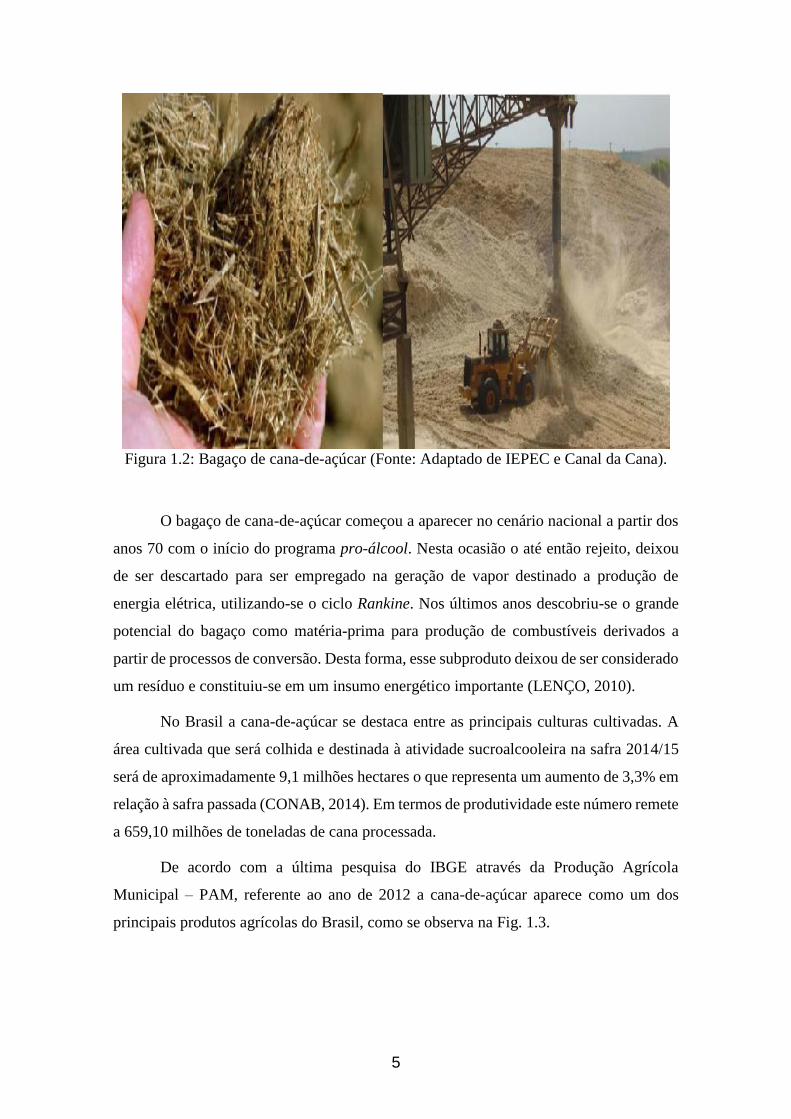
O bagaço de cana é o resíduo produzido após a extração do caldo nas usinas de
açúcar e destilarias de álcool etílico no Brasil. De acordo com a CONAB (2011), de um
modo geral, o bagaço em uso no Brasil apresenta de 270 a 290 kg de bagaço (com 50%
de umidade) em cada tonelada de cana processada. A Fig. 1.2 ilustra o bagaço e a grande
quantidade que pode ser produzida nas usinas e destilarias.
5
Figura 1.2: Bagaço de cana-de-açúcar (Fonte: Adaptado de IEPEC e Canal da Cana).
O bagaço de cana-de-açúcar começou a aparecer no cenário nacional a partir dos
anos 70 com o início do programa pro-álcool. Nesta ocasião o até então rejeito, deixou
de ser descartado para ser empregado na geração de vapor destinado a produção de
energia elétrica, utilizando-se o ciclo Rankine. Nos últimos anos descobriu-se o grande
potencial do bagaço como matéria-prima para produção de combustíveis derivados a
partir de processos de conversão. Desta forma, esse subproduto deixou de ser considerado
um resíduo e constituiu-se em um insumo energético importante (LENÇO, 2010).
No Brasil a cana-de-açúcar se destaca entre as principais culturas cultivadas. A
área cultivada que será colhida e destinada à atividade sucroalcooleira na safra 2014/15
será de aproximadamente 9,1 milhões hectares o que representa um aumento de 3,3% em
relação à safra passada (CONAB, 2014). Em termos de produtividade este número remete
a 659,10 milhões de toneladas de cana processada.
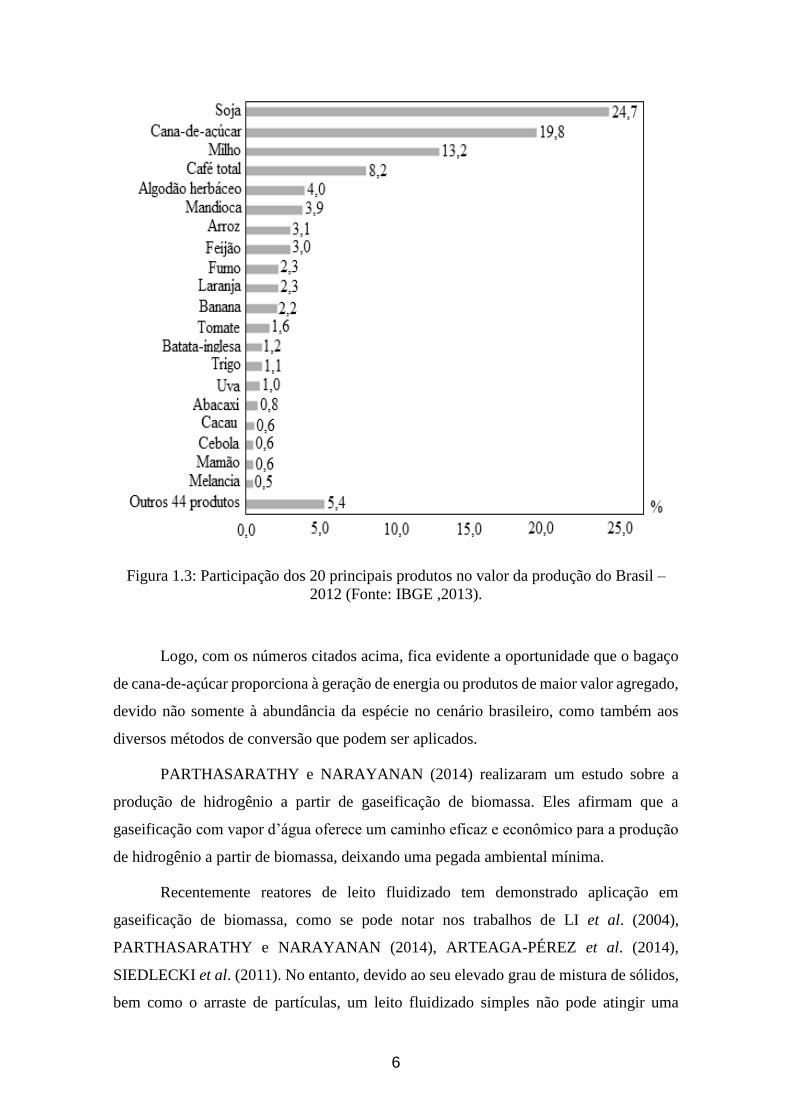
De acordo com a última pesquisa do IBGE através da Produção Agrícola
Municipal – PAM, referente ao ano de 2012 a cana-de-açúcar aparece como um dos
principais produtos agrícolas do Brasil, como se observa na Fig. 1.3.
6
Figura 1.3: Participação dos 20 principais produtos no valor da produção do Brasil –
2012 (Fonte: IBGE ,2013).
Logo, com os números citados acima, fica evidente a oportunidade que o bagaço
de cana-de-açúcar proporciona à geração de energia ou produtos de maior valor agregado,
devido não somente à abundância da espécie no cenário brasileiro, como também aos
diversos métodos de conversão que podem ser aplicados.
PARTHASARATHY e NARAYANAN (2014) realizaram um estudo sobre a
produção de hidrogênio a partir de gaseificação de biomassa. Eles afirmam que a
gaseificação com vapor d’água oferece um caminho eficaz e econômico para a produção
de hidrogênio a partir de biomassa, deixando uma pegada ambiental mínima.
Recentemente reatores de leito fluidizado tem demonstrado aplicação em
gaseificação de biomassa, como se pode notar nos trabalhos de LI et al. (2004),
PARTHASARATHY e NARAYANAN (2014), ARTEAGA-PÉREZ et al. (2014),
SIEDLECKI et al. (2011). No entanto, devido ao seu elevado grau de mistura de sólidos,
bem como o arraste de partículas, um leito fluidizado simples não pode atingir uma

7
elevada conversão de sólidos. O leito fluidizado circulante (CFB) é uma extensão natural
do conceito do leito borbulhante, com ciclones ou outros separadores usados para capturar
e reciclar os sólidos, a fim de prolongar o seu tempo de residência, e, assim, elevar a
conversão de carbono (LI et al., 2004).
Com a evolução tecnológica começam a surgir diversos pacotes comerciais que
permitem a modelagem de diferentes fenômenos envolvendo mecânica dos fluidos,
transferência de calor e cinética química. Especificamente para o caso da gaseificação
existe um pacote comercial denominado CeSFaMB™ que se propõe a modelar reatores
de leito fluidizado, tais como caldeiras e gaseificadores (MELO, 2008).
Nos últimos anos diversos trabalhos tem utilizado o CeSFaMB™ para modelagem
de gaseificadores. Em SOUZA-SANTOS (2008) o programa é utilizado na modelagem
de um processo de gaseificação de madeira em leito fluidizado circulante. MENDOZA
(2009) também modela um reator de leito fluidizado circulante, mas operando a partir de
bagaço-de-açúcar. DYAKOV et al. (2014) utilizam o programa para uma comparação
experimental com uma planta-piloto de gaseificação de pelotas de madeira.
1.2 Conclusão da Revisão Bibliográfica
Da revisão bibliográfica apresentada uma série de conclusões podem ser tiradas.
Atualmente a biomassa vem sendo utilizada como fonte de energia e geração de
compostos de maior valor agregado, principalmente combustíveis e produtos químicos.
No caso da gaseificação, a biomassa produz o gás de síntese que pode ser utilizado na
reação de Fischer-Tropsch e produção de hidrocarbonetos.
A biomassa tem ser tornado atrativa basicamente por reunir duas características
importantes. Primeiro por apresentar baixas emissões de poluentes, e depois por se tratar
de uma fonte renovável. A cana-de-açúcar se destaca no Brasil como uma das principais
culturas cultivadas. Ao longo do tempo o bagaço passou de um rejeito para um atraente
insumo energético, disponível em grandes quantidades no país.
Dentre os processos de conversão termoquímica a gaseificação vem sendo
utilizada para converter a biomassa em energia ou produtos de valor agregado. E com o
avanço da tecnologia modelos capazes de simular o processo de gaseificação estão

8
surgindo. O simulador CeSFaMB tem sido empregado na modelagem de processos de
gaseificação operante a base de biomassa por diversos autores.
Desta forma a modelagem se mostra importante para o estudo de processos de
gaseificação. Trabalhos estão utilizando deste artifício para entender os principais
parâmetros do processo, economizando tempo e dinheiro.
9
2 GASEIFICAÇÃO
Gaseificação é a conversão da matéria-prima sólida ou líquida útil e conveniente
para combustível gasoso ou matéria-prima química. O combustível pode ser queimado
para liberar energia, enquanto a matéria-prima pode ser utilizada para a produção de
produtos químicos de valor agregado (BASU, 2010).
De um modo geral, podemos dizer que existem duas principais rotas de interesse
para a produção e expansão em escala da tecnologia de gaseificação. A primeira é a
produção combinada de calor e energia elétrica. A segunda rota é a obtenção de gás de
síntese de elevada qualidade que pode ser posteriormente utilizado para obtenção de
combustíveis líquidos, hidrocarbonetos, álcoois, hidrogênio, além de alguns insumos
químicos e espécies químicas como ésteres e amônia. (CORTEZ et al., 2008).
A qualidade e a composição do gás de síntese dependem de algumas variáveis
como o agente gaseificador, tipo de biomassa e o gaseificador propriamente dito. Caso a
gaseificação ocorra em presença de ar, o gás final será diluído em N2, o que reduz seu
poder calorífico. Se o processo ocorre em presença somente de oxigênio, não ocorre
diluição, aumentando seu poder calorífico. Ainda é comum a incorporação de quantidades
relativas de vapor superaquecido ao agente de gaseificação (oxigênio ou ar) para obter
um gás rico em hidrogênio (CORTEZ et al., 2008).
Dentre os processos de conversão termoquímica da biomassa, a gaseificação se
mostra como a que menos agride o meio ambiente devido às menores emissões de gases
tóxicos para a atmosfera (ZHANG et al., 2010).
2.1 O Processo de Gaseificação
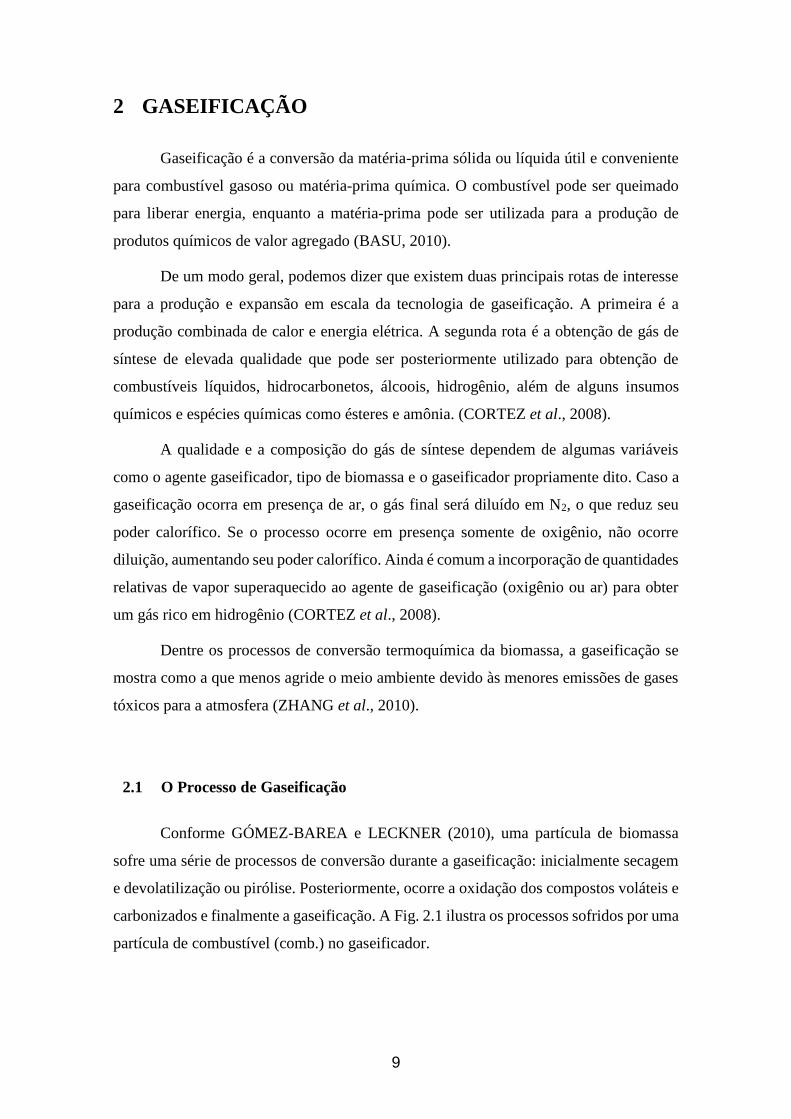
Conforme GÓMEZ-BAREA e LECKNER (2010), uma partícula de biomassa
sofre uma série de processos de conversão durante a gaseificação: inicialmente secagem
e devolatilização ou pirólise. Posteriormente, ocorre a oxidação dos compostos voláteis e
carbonizados e finalmente a gaseificação. A Fig. 2.1 ilustra os processos sofridos por uma
partícula de combustível (comb.) no gaseificador.
10
Figura 2.1: Processos no gaseificador (adaptado de GÓMEZ-BAREA e LECKNER,
2010).
Desta forma os autores costumam desmembrar este processo em etapas. BASU
(2010) divide um procedimento típico de gaseificação em:
Pré-aquecimento e secagem;
Pirólise;
Combustão;
Gaseificação.
Secagem
É muito importante uma etapa preliminar de secagem antes que a biomassa seja
alimentada ao gaseificador. Já que cada quilograma de umidade na biomassa tira um
mínimo de 2260 kJ de energia extra do gaseificador, para vaporizar a água. E a biomassa,
em geral, é caracterizada por possuir altos teores de umidade, dependendo do tipo,
podendo chegar em até 90% em massa (BASU, 2010).
Assim, CASTELLANOS (2012) informa que para obter um gás de síntese com
um poder calorífico razoável, recomenda-se que a biomassa seja alimentada no
gaseificador com umidade entre 10 e 20% em massa.
11
A secagem se constitui no primeiro processo a ocorrer durante o aquecimento de
um combustível sólido. De acordo com SOUZA-SANTOS (2010), em condições de
pressão atmosférica, ocorre em um intervalo que vai da temperatura ambiente à cerca de
380K.
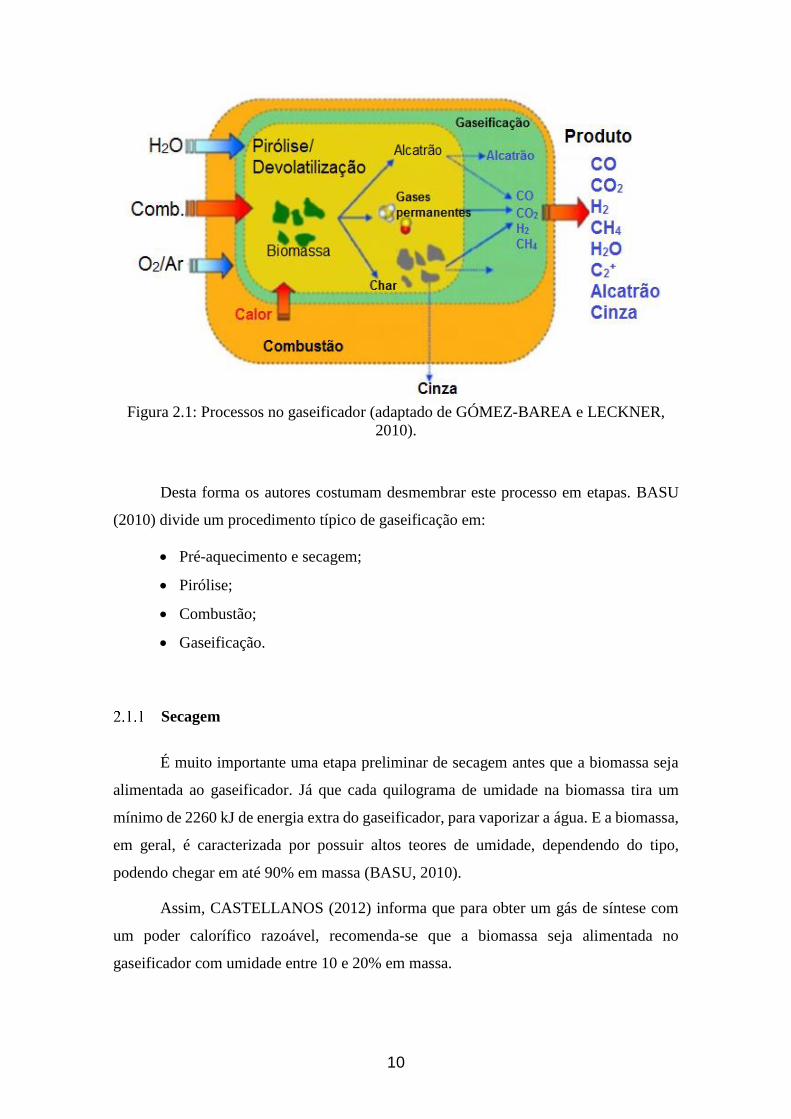
O processo parece simples, porém, quando se trata de sólidos porosos, é
considerado além da umidade superficial o teor de água presente no interior dos poros e
do combustível sólido. A Fig. 2.2 representa a umidade contida no interior de um sólido
poroso.
Figura 2.2: Representação da umidade no interior de um sólido poroso (adaptado de
FOUST, 1980).
Em FOUST (1980), é apresentado de forma detalhada todo o processo de
secagem. Simplificadamente ocorre o aquecimento do sólido com uma taxa de
aquecimento crescente até que a temperatura do sólido atinja a temperatura de bulbo
úmido do gás, quando a temperatura permanece bem estável e a taxa de secagem
permanece constante. Este é conhecido como período de secagem à taxa constante. O
período termina assim que o sólido atinge o teor de umidade crítico. Além deste ponto a
temperatura da superfície eleva-se e a taxa de secagem cai. O período de taxa decrescente
pode ser mais dilatado que o de taxa crescente, porém a remoção de umidade é muito
menor. A taxa se aproxima de zero em um certo teor de umidade de equilíbrio (𝑋′𝐸), que
corresponde ao menor teor de umidade atingível em um processo de secagem, sem que
se alterem as condições a que o processo está submetido. O teor de umidade (𝑋′) é
defidino por:
��′ = massa de líquido
massa de sólido seco (2.1)
12
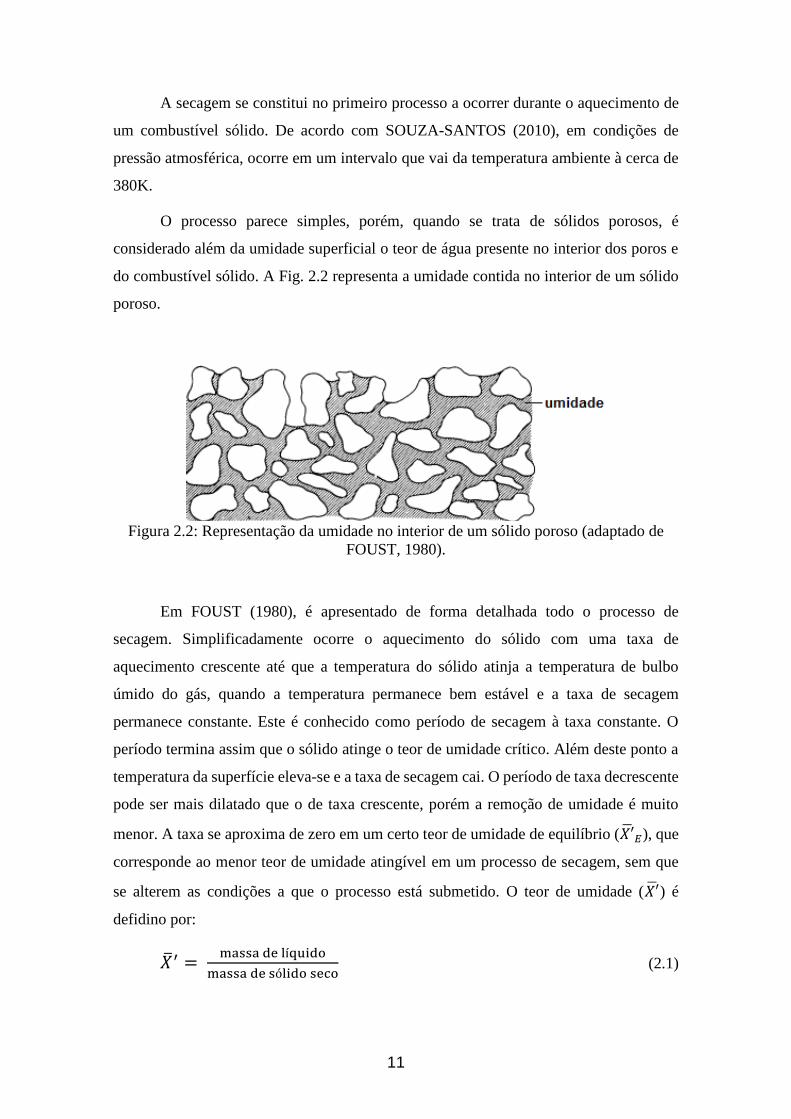
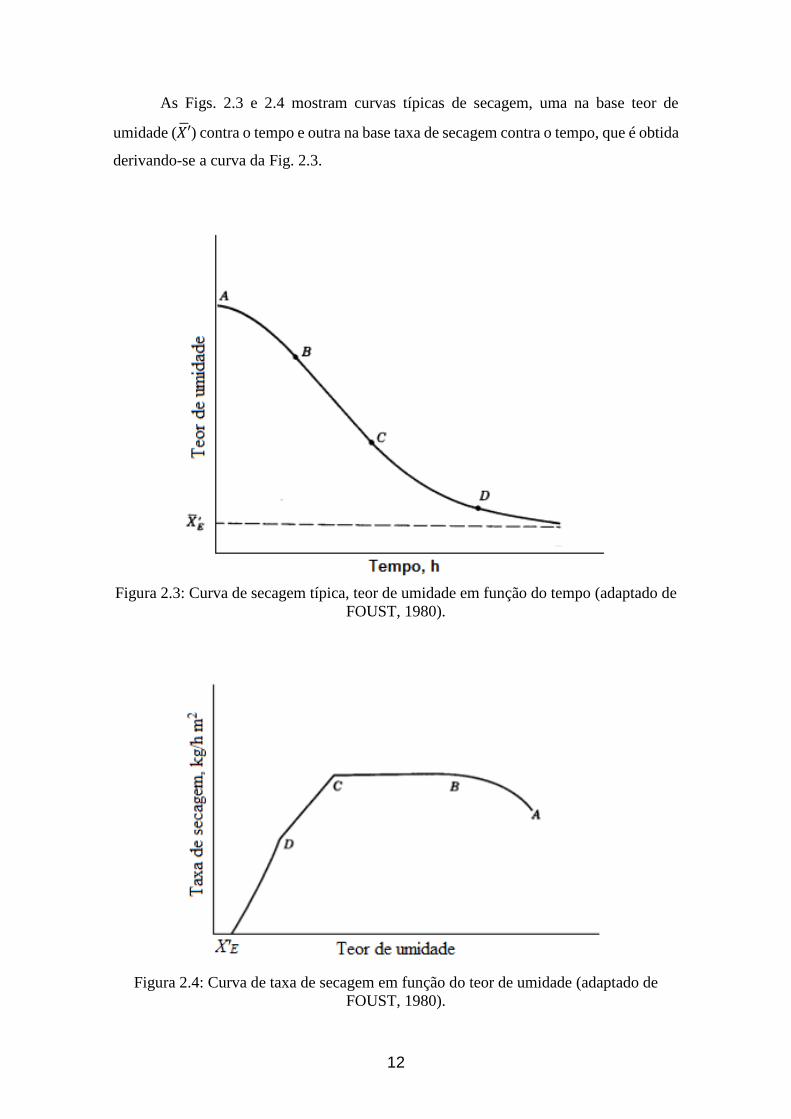
As Figs. 2.3 e 2.4 mostram curvas típicas de secagem, uma na base teor de
umidade (𝑋′) contra o tempo e outra na base taxa de secagem contra o tempo, que é obtida
derivando-se a curva da Fig. 2.3.
Figura 2.3: Curva de secagem típica, teor de umidade em função do tempo (adaptado de
FOUST, 1980).
Figura 2.4: Curva de taxa de secagem em função do teor de umidade (adaptado de
FOUST, 1980).
13
Observando-se os gráficos anteriores, o segmento AB representa o aquecimento
da partícula sólida, que ocorre em regime não permanente. O trecho BC representa o
período com taxa de secagem constante, neste período toda a superfície exposta do sólido
está saturada de água. De forma simplificada, o líquido armazenado no interior dos poros
do sólido migra para a superfície, proporcionando uma face continuamente coberta de
uma fina película de água. Desta forma, neste período a taxa de secagem independe da
natureza da partícula. No ponto C o teor de umidade é o mínimo para suprir inteiramente
a superfície dando origem ao segmento CD que é conhecido como período de secagem
decrescente. A crosta da partícula fica pobre em líquido já que a velocidade de movimento
do líquido para a superfície é menor do que a velocidade de transferência de massa a partir
da mesma. No ponto D já não há uma área significativa de líquido saturado na superfície
do sólido. A parte em que ainda resta algum vestígio de umidade, seca pela transferência
convectiva de calor e de massa para a corrente gasosa. O líquido ainda presente no interior
se difunde para a superfície e para o gás numa velocidade bem menor às transferências
convectivas que ocorrem na superfície saturada. Este processo continua até que se atinja
o teor de umidade de equilíbrio (𝑋′𝐸), já mencionado.
Pirólise
A pirólise consiste na decomposição térmica dos materiais, na ausência de
oxigênio, ou quando se utiliza significativamente menos oxigênio do que o necessário
para a combustão completa (BALAT et al., 2009). Basicamente, é a quebra de grandes
moléculas de combustível em moléculas pequenas, por degradação térmica (vide Fig. 2.5)
e é uma das etapas observadas na gaseificação.
Para BASU (2010), a pirólise possui certa semelhança com alguns processos como
craqueamento e carbonização, mas não tem qualquer semelhança com o processo de
gaseificação, que envolve reações químicas com um agente externo conhecido como
agente gaseificante. A pirólise ocorre em um intervalo de temperatura relativamente baixo
de 300 a 650°C enquanto a gaseificação ocorre entre 800 e 1000°C.
14
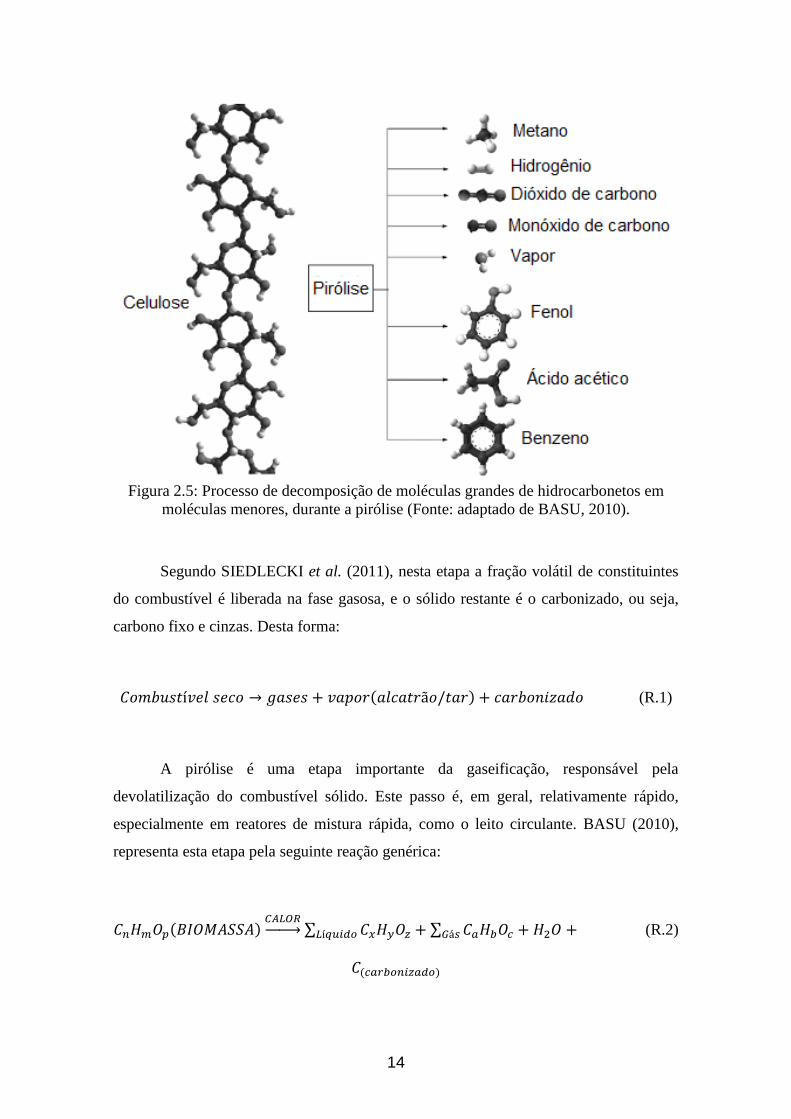
Figura 2.5: Processo de decomposição de moléculas grandes de hidrocarbonetos em
moléculas menores, durante a pirólise (Fonte: adaptado de BASU, 2010).
Segundo SIEDLECKI et al. (2011), nesta etapa a fração volátil de constituintes
do combustível é liberada na fase gasosa, e o sólido restante é o carbonizado, ou seja,
carbono fixo e cinzas. Desta forma:
𝐶𝑜𝑚𝑏𝑢𝑠𝑡í𝑣𝑒𝑙 𝑠𝑒𝑐𝑜 → 𝑔𝑎𝑠𝑒𝑠 + 𝑣𝑎𝑝𝑜𝑟(𝑎𝑙𝑐𝑎𝑡𝑟ã𝑜/𝑡𝑎𝑟) + 𝑐𝑎𝑟𝑏𝑜𝑛𝑖𝑧𝑎𝑑𝑜 (R.1)
A pirólise é uma etapa importante da gaseificação, responsável pela
devolatilização do combustível sólido. Este passo é, em geral, relativamente rápido,
especialmente em reatores de mistura rápida, como o leito circulante. BASU (2010),
representa esta etapa pela seguinte reação genérica:
𝐶𝑛𝐻𝑚𝑂𝑝(𝐵𝐼𝑂𝑀𝐴𝑆𝑆𝐴)𝐶𝐴𝐿𝑂𝑅→ ∑ 𝐶𝑥𝐻𝑦𝑂𝑧𝐿í𝑞𝑢𝑖𝑑𝑜 + ∑ 𝐶𝑎𝐻𝑏𝑂𝑐𝐺á𝑠 + 𝐻2𝑂 + (R.2)
𝐶(𝑐𝑎𝑟𝑏𝑜𝑛𝑖𝑧𝑎𝑑𝑜)

15
A Fig. 2.6 ilustra o processo de pirólise imposto a uma partícula de biomassa.
Com o aumento da temperatura ocorre a secagem e posteriormente a liberação de voláteis
(fase de pirólise primária “1”). Esses são produzidos a partir da cisão térmica de ligações
químicas nos constituintes individuais de biomassa, que são celulose, hemicelulose,
lignina e extrativos. No entanto, caso o combustível seja convertido em altas
temperaturas, alguns dos voláteis primários podem sofrer uma série de reações e formar
o produto “2” (Fig. 2.6). Reações heterogêneas e homogêneas podem ocorrer
paralelamente, como, por exemplo, reformação, desidratação, oxidação, reações de
gaseificação, entre outras. Assim as reações primárias e secundárias podem ocorrer
simultaneamente em diferentes partes de uma partícula de combustível (NEVES et al.,
2011).
Figura 2.6: Processo de pirólise sofrido por partícula de biomassa( Fonte: adaptado de
NEVES et al., 2011).
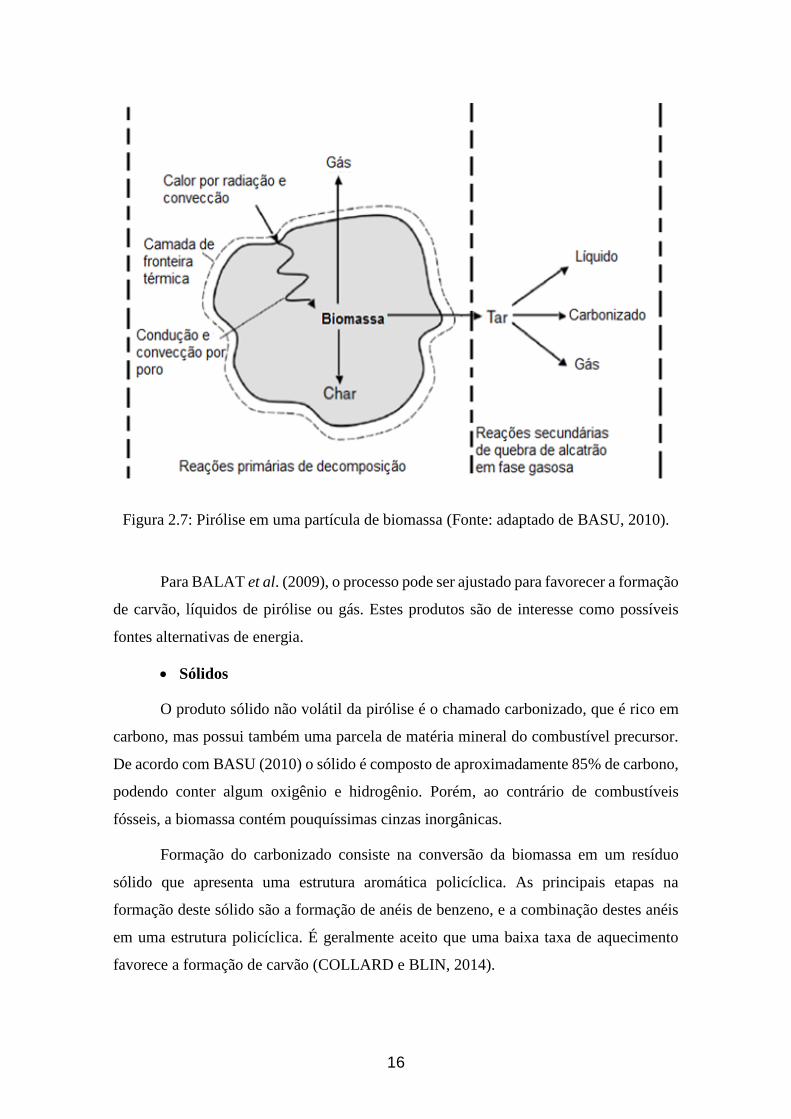
Os produtos iniciais da pirólise são os gases condensáveis e o carbonizado sólido
(char), como mostra a Fig. 2.7. Os gases condensáveis podem se decompor ainda mais
em gases não condensáveis (CO, CO2, H2 e CH4), líquido e carbonizado.
16
Figura 2.7: Pirólise em uma partícula de biomassa (Fonte: adaptado de BASU, 2010).
Para BALAT et al. (2009), o processo pode ser ajustado para favorecer a formação
de carvão, líquidos de pirólise ou gás. Estes produtos são de interesse como possíveis
fontes alternativas de energia.
Sólidos
O produto sólido não volátil da pirólise é o chamado carbonizado, que é rico em
carbono, mas possui também uma parcela de matéria mineral do combustível precursor.
De acordo com BASU (2010) o sólido é composto de aproximadamente 85% de carbono,
podendo conter algum oxigênio e hidrogênio. Porém, ao contrário de combustíveis
fósseis, a biomassa contém pouquíssimas cinzas inorgânicas.
Formação do carbonizado consiste na conversão da biomassa em um resíduo
sólido que apresenta uma estrutura aromática policíclica. As principais etapas na
formação deste sólido são a formação de anéis de benzeno, e a combinação destes anéis
em uma estrutura policíclica. É geralmente aceito que uma baixa taxa de aquecimento
favorece a formação de carvão (COLLARD e BLIN, 2014).
17
Líquidos
O produto líquido da pirólise possui diversas denominações, tais como, alcatrão,
óleo de pirólise, bio-óleo, ácido pirolenhoso, entre outros. Para BALAT et al. (2009) esta
fração líquida consiste em duas fases: uma fase aquosa contendo uma grande variedade
de compostos organo-oxigenados de baixo peso molecular e uma fase não aquosa
contendo compostos orgânicos insolúveis de peso molecular elevado (principalmente
compostos aromáticos). A esta segunda fase muitos autores denominam de alcatrão.
As características do bio-óleo costumam variar de acordo com o tipo de biomassa,
mas comumente são descritos como um líquido escuro e viscoso cujos principais
componentes são os ácidos orgânicos, aldeídos, cetonas, fenóis e quantidades substanciais
de água, de 20 a 25% (BASU, 2010 e BALAT et al., 2009). O teor de água contribui para
sua baixa densidade de energia, enquanto a biomassa original possui um PCI na faixa de
19,5 a 21 MJ/kg base seca, o seu rendimento líquido possui cerca de 13 a 18MJ/kg base
úmida (BASU, 2010).
Um importante produto da pirólise é o alcatrão formado através da condensação
do vapor condensável produzido no processo. O alcatrão é um líquido pegajoso que cria
uma grande dificuldade no uso industrial do produto de gaseificação (BASU, 2010).
PARTHASARATHY e NARAYANAN (2014), relatam que a condensação do alcatrão
produz uma emulsão oleosa, que é complicada de tratar e provoca problemas de obstrução
dos equipamentos a jusante.
Gás
O rendimento de gases da pirólise pode ser dividido em duas partes: os gases
condensáveis (vapor), que são líquidos nas condições ambientes, e os gases permanentes.
Os vapores (alcatrão e água) são compostos de moléculas mais pesadas que se condensam
com o resfriamento, incorporando ao rendimento dos líquidos da pirólise. Já os
permanentes são constituídos por moléculas mais leves que não se condensam com o
arrefecimento. São exemplos deste grupo, principalmente, os hidrocarbonetos de cadeia
pequena, CH4, CO, CO2 e H2.
O rendimento dos produtos resultantes da pirólise de biomassa pode ser
potencializado da seguinte maneira: o carbonizado é favorecido em baixas temperaturas
e reduzidas taxas de aquecimento. Os produtos líquidos também são beneficiados em
processos operantes a baixas temperaturas, mas com alta taxa de aquecimento e curto

18
tempo de residência. Já os gases, são os principais produtos, quando altas temperaturas,
baixa taxa de aquecimento e longos tempos de residência são alcançados (BALAT et al.,
2009).
Com base na taxa de aquecimento, a pirólise pode ser amplamente classificada
como lenta e rápida. Considera-se lenta se o tempo necessário para aquecer o combustível
para a temperatura de pirólise é muito mais longo do que o tempo de reação característico
de pirólise, e vice-versa (BASU, 2010).
Pirólise rápida ocorre com uma alta taxa de aquecimento e curto tempo de
residência que particularmente favorece a formação de produtos líquidos, mas inibe a
formação de sólidos. Já o processo de pirólise lenta é caracterizado pelo longo tempo de
residência e baixa taxa de aquecimento, e vem sendo utilizado ao longo de muitos anos
para produção de carvão (ZHANG et al., 2010). Por vezes este processo recebe o nome
de pirólise moderada ou convencional.
Com o aumento da taxa de aquecimento o processo de pirólise pode ainda ser
classificado como flash ou ultra rápida. A Tab. 2.1 ilustra as principais classificações de
pirólise, baseada na taxa de aquecimento. Para CASTELLANOS (2012), se a taxa de
aquecimento é rápida, os voláteis não se acumulam em torno da partícula, já que a pirólise
e a gaseificação ocorrem simultaneamente, favorecendo a pirólise secundária e, portanto,
produz um gás mais limpo que o produzido em pirólise lenta. Dessa forma, quanto maior
a taxa de aquecimento mais limpo será o produto.
Tabela 2.1: Características de alguns processos de pirólise ( Fonte: adaptado de BASU,
2010 e BALAT et al., 2009).
Processo Tempo de
residência
Taxa de
aquecimento
(K/s)
Temperatura
final (°K) Produtos
Carbonização Dias Muito baixa ~ 650 Carvão
Lenta 5 – 30 min 0.1 – 1 550 – 950
Carbonizado,
bio – óleo e
gás
Rápida < 2s 10 – 200 850 – 1250 Bio – óleo
Flash < 1s >1000 1050 – 1300 Gases

19
Combustão
Os produtos da etapa de pirólise reagem com um oxidante fornecido
externamente. O oxidante mais comum é o oxigênio, que é utilizado a partir do ar
(enriquecido), ou na forma pura. Vapor e CO2 também podem atuar como agentes
oxidantes (SIEDLECKI et al., 2011)
As reações de pirólise e de gaseificação são endotérmicas. Logo, necessitam que
energia seja fornecida para ocorrerem. Desta forma, o calor necessário para estes
processos, como também para a secagem, normalmente é obtido permitindo-se algumas
reações de combustão do combustível sólido alimentado no gaseificador.
De forma geral, as principais reações de combustão comuns no processo de
gaseificação estão expostas na Tab. 2.2 (R.4) a (R.8). SOUZA-SANTOS (2010) destaca
as reações de oxidação do carbono (R.7) e (R.8) como as principais na etapa de
combustão. Com relação a predominância entre a combustão completa ou parcial, é
apresentada a seguinte reação:
𝐶(𝑠) + 𝛽𝑂2 → (2𝛽 − 1)𝐶𝑂2 + (2 − 2𝛽)𝐶𝑂 (R.3)
O coeficiente de distribuição 𝛽 é dado por:
𝛽 = 2+ 𝛽′
2+2𝛽′ (2.2)
onde,
𝛽′ = 2500 𝑒𝑥𝑝 (−6240
𝑇) (2.3)
Para temperaturas mais elevadas, como no processo de gaseificação, o coeficiente
𝛽 aproxima-se de 0,5. Logo a combustão parcial, reação (R.8) na Tab. 2.2, é preterida.
20
Gaseificação
Na gaseificação em leito fluidizado não se observam zonas separadas de pirólise,
oxidação e redução. Todos os processos acontecem em todo o volume do leito
simultaneamente (CORTEZ et al., 2008).
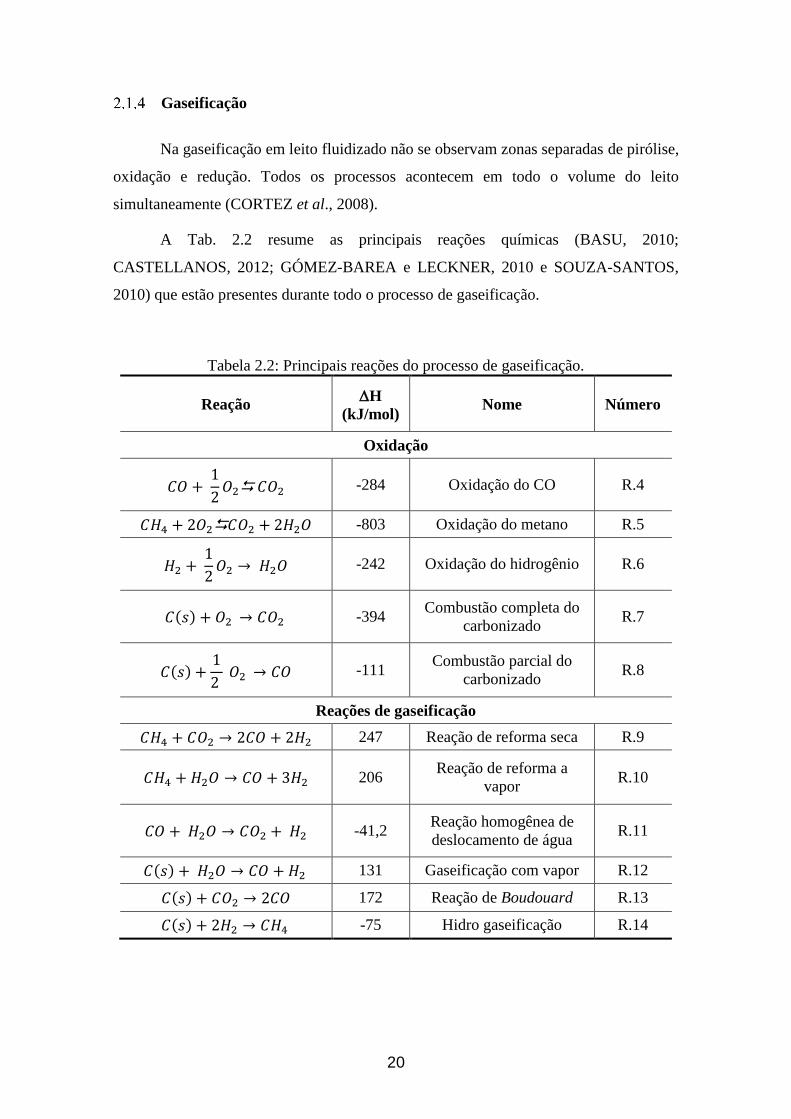
A Tab. 2.2 resume as principais reações químicas (BASU, 2010;
CASTELLANOS, 2012; GÓMEZ-BAREA e LECKNER, 2010 e SOUZA-SANTOS,
2010) que estão presentes durante todo o processo de gaseificação.
Tabela 2.2: Principais reações do processo de gaseificação.
Reação H
(kJ/mol) Nome Número
Oxidação
𝐶𝑂 + 1
2𝑂2 𝐶𝑂2 -284 Oxidação do CO R.4
𝐶𝐻4 + 2𝑂2𝐶𝑂2 + 2𝐻2𝑂 -803 Oxidação do metano R.5
𝐻2 + 1
2𝑂2 → 𝐻2𝑂 -242 Oxidação do hidrogênio R.6
𝐶(𝑠) + 𝑂2 → 𝐶𝑂2 -394 Combustão completa do
carbonizado R.7
𝐶(𝑠) +1
2 𝑂2 → 𝐶𝑂 -111
Combustão parcial do
carbonizado R.8
Reações de gaseificação
𝐶𝐻4 + 𝐶𝑂2 → 2𝐶𝑂 + 2𝐻2 247 Reação de reforma seca R.9
𝐶𝐻4 + 𝐻2𝑂 → 𝐶𝑂 + 3𝐻2 206 Reação de reforma a
vapor R.10
𝐶𝑂 + 𝐻2𝑂 → 𝐶𝑂2 + 𝐻2 -41,2 Reação homogênea de
deslocamento de água R.11
𝐶(𝑠) + 𝐻2𝑂 → 𝐶𝑂 + 𝐻2 131 Gaseificação com vapor R.12
𝐶(𝑠) + 𝐶𝑂2 → 2𝐶𝑂 172 Reação de Boudouard R.13
𝐶(𝑠) + 2𝐻2 → 𝐶𝐻4 -75 Hidro gaseificação R.14
21
Das inúmeras reações de gaseificação as reações R.12 a R.13 se destacam pela
formação de gases combustíveis essenciais para originar o gás de síntese.
2.2 Tipos de Gaseificadores
Gaseificadores são os equipamentos em que as reações de gaseificação ocorrem.
Com base nos tipos de reações, um gaseificador soprador de ar típico pode ser dividido
em quatro zonas de processo: zona de secagem, onde a água presente na biomassa é
evaporada, a zona de pirólise, no qual a biomassa é pirolisada em gases voláteis de médio
poder calorífico, líquido e carvão, a zona de combustão, região que ocorrem as reações
de combustão com ar/oxigênio limitado, e a zona de redução que produz CO e H2
(ZHANG et al., 2010).
De modo geral os gaseificadores podem ser classificados de acordo com a direção
de movimento relativo da biomassa e do agente gaseificador:
leito fixo ou móvel;
leito fluidizado;
leito arrastado.
Dentre estes, os reatores de leito fluidizado tem se mostrado mais atraentes que os
demais. GÓMEZ-BAREA e LECKNER (2010) afirmam que gaseificadores de leito
fluidizado têm inúmeras vantagens sobre os leitos fixos, especialmente no que diz respeito
à mistura, velocidade de reação e a possibilidade de ser construído em dimensões muito
superiores aos dos gaseificadores de leito fixo.
Já os reatores de leito de arraste possuem algumas limitações quanto ao
processamento de biomassa: a dificuldade de redução do tamanho da partícula de
combustível, a corrosão do revestimento do reator e as limitações inerentes ao tamanho
do equipamento.
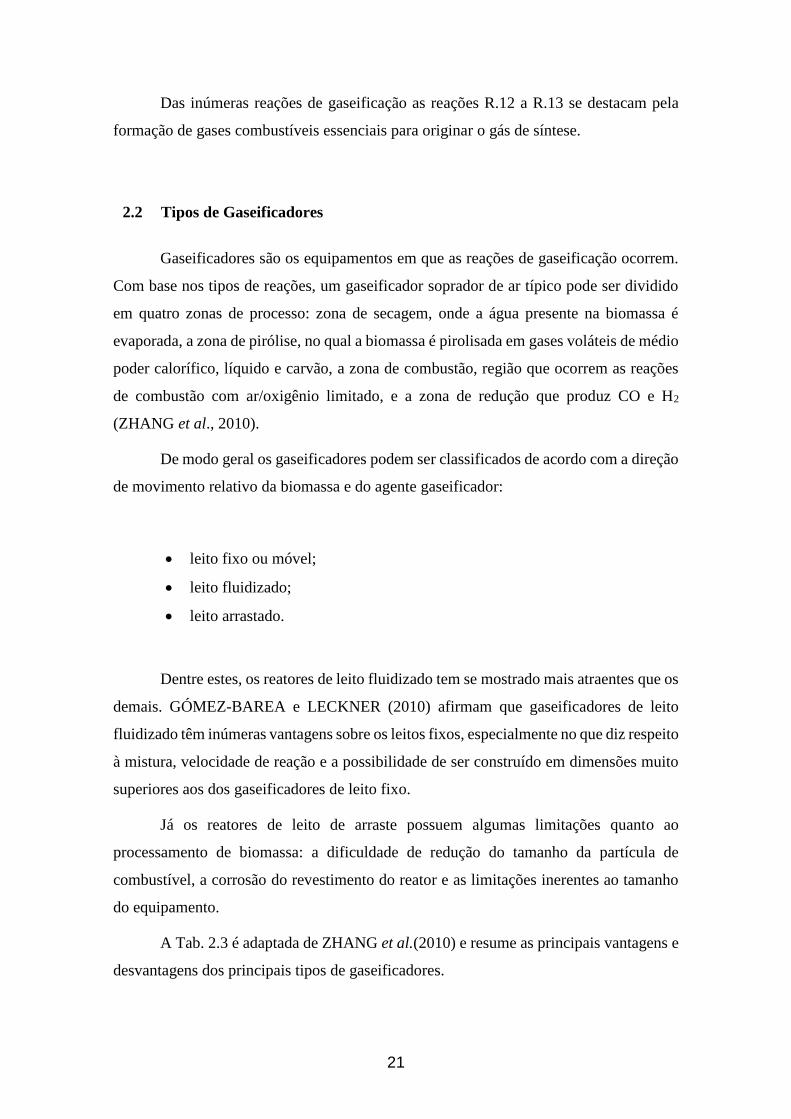
A Tab. 2.3 é adaptada de ZHANG et al.(2010) e resume as principais vantagens e
desvantagens dos principais tipos de gaseificadores.
22
Tabela 2.3: Vantagens e desvantagens dos principais gaseificadores (adaptado de
ZHANG et al., 2010).
Tipo de gaseificador Vantagem Desvantagem
Leito fixo/móvel, updraft
Processo simples e barato,
temperatura de saída de
gases na média de 250°C,
funciona satisfatoriamente
sob pressão, alta eficiência
de conversão de carbono,
baixos níveis de partículas
no gás e alta eficiência
térmica.
Grande produção de
alcatrão, pequeno tamanho
de alimentação, potencial
de canalização e transição.
Leito fixo/móvel,
downdraft
Processo simples, apenas
vestígios de alcatrão no
gás de produto.
Tamanho mínimo de
alimentação, teor de
cinzas limitado permitido
na alimentação, limitação
para aumento de escala,
potencial de transição.
Leito fluidizado
Taxa e composição de
alimentação flexíveis,
aceita combustíveis com
alto teor de cinzas,
possível de se pressurizar,
alto teor de CH4 no gás
produto, alta capacidade
volumétrica e fácil
controle de temperatura.
Temperatura de operação
limitada pela
clinquerização de cinzas,
alta temperatura do gás
produto, muito alcatrão e
finos presente no gás,
possibilidade de alto teor
de carbono nas cinzas
flutuantes.
Leito fluidizado circulante
Processo flexível,
temperatura de operação
de até 850 °C.
Problemas de corrosão e
atrito, pobre controle
operacional a partir da
biomassa.
Leito de arraste
Baixos teores de alcatrão e
CO2, flexível para matéria
prima e temperatura de
saída de gases.
Baixo teor de CH4,
extrema redução do
tamanho das partículas de
alimentação requerida,
complexo controle
operacional, perda de
carbono com cinzas,
formação de escórias pelas
cinzas.
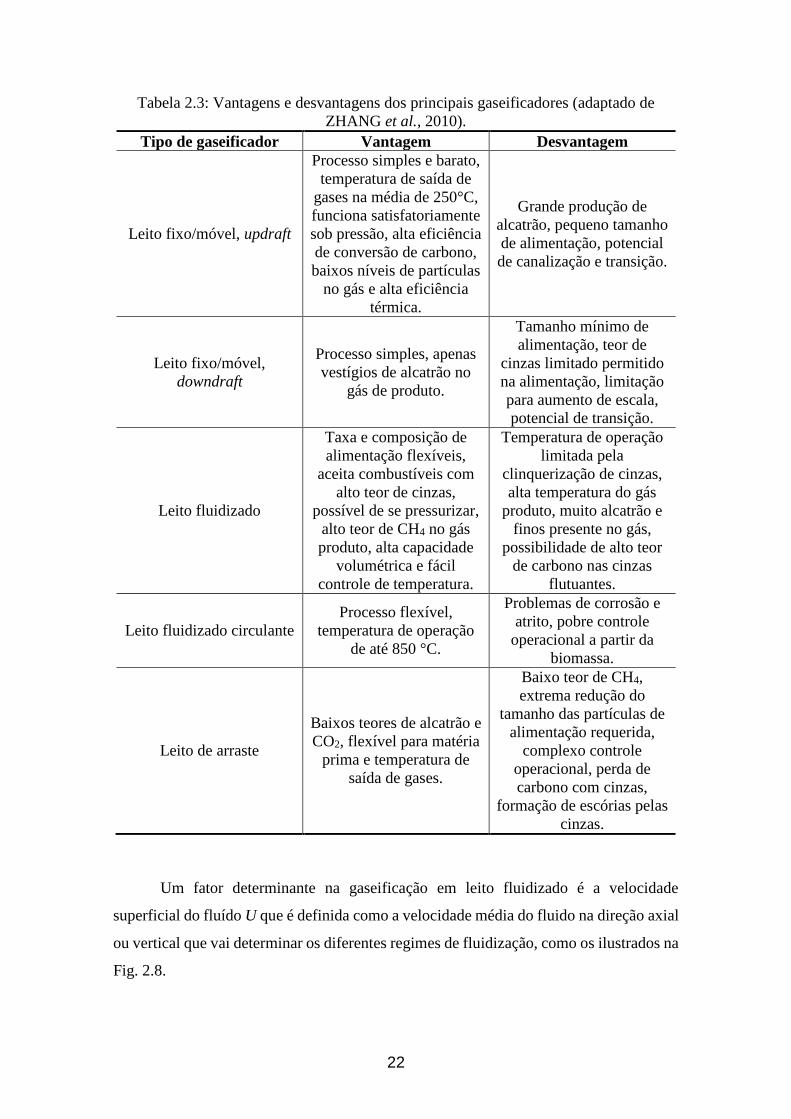
Um fator determinante na gaseificação em leito fluidizado é a velocidade
superficial do fluído U que é definida como a velocidade média do fluido na direção axial
ou vertical que vai determinar os diferentes regimes de fluidização, como os ilustrados na
Fig. 2.8.
23
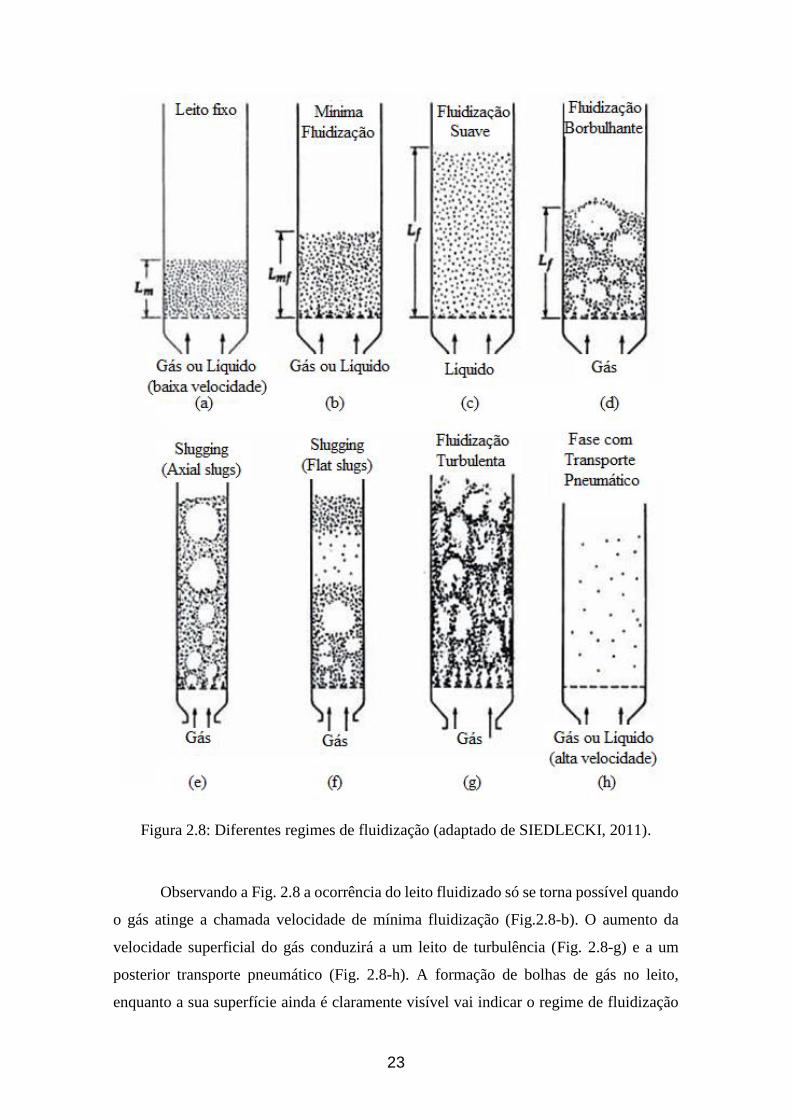
Figura 2.8: Diferentes regimes de fluidização (adaptado de SIEDLECKI, 2011).
Observando a Fig. 2.8 a ocorrência do leito fluidizado só se torna possível quando
o gás atinge a chamada velocidade de mínima fluidização (Fig.2.8-b). O aumento da
velocidade superficial do gás conduzirá a um leito de turbulência (Fig. 2.8-g) e a um
posterior transporte pneumático (Fig. 2.8-h). A formação de bolhas de gás no leito,
enquanto a sua superfície ainda é claramente visível vai indicar o regime de fluidização
24
borbulhante (Fig. 2.8-d) (SIEDLECKI, 2011). Entre o regime de turbulência e o de
transporte pneumático ocorre ainda um regime de rápida fluidização característico nos
gaseificadores CFB.
Nos gaseificadores de leito fluidizado, as partículas do combustível são mantidas
suspensas em um leito de partículas inertes (areia, sílica ou alumina). Estas partículas são
fluidizadas pelo fluxo do agente gaseificador, que cria melhores condições de
transferência de calor e a homogeneidade da temperatura na câmara de reações (leito
isotérmico) (CORTEZ et al., 2008). Estes gaseificadores se diferem entre borbulhante
(BFB) e circulante (CFB).
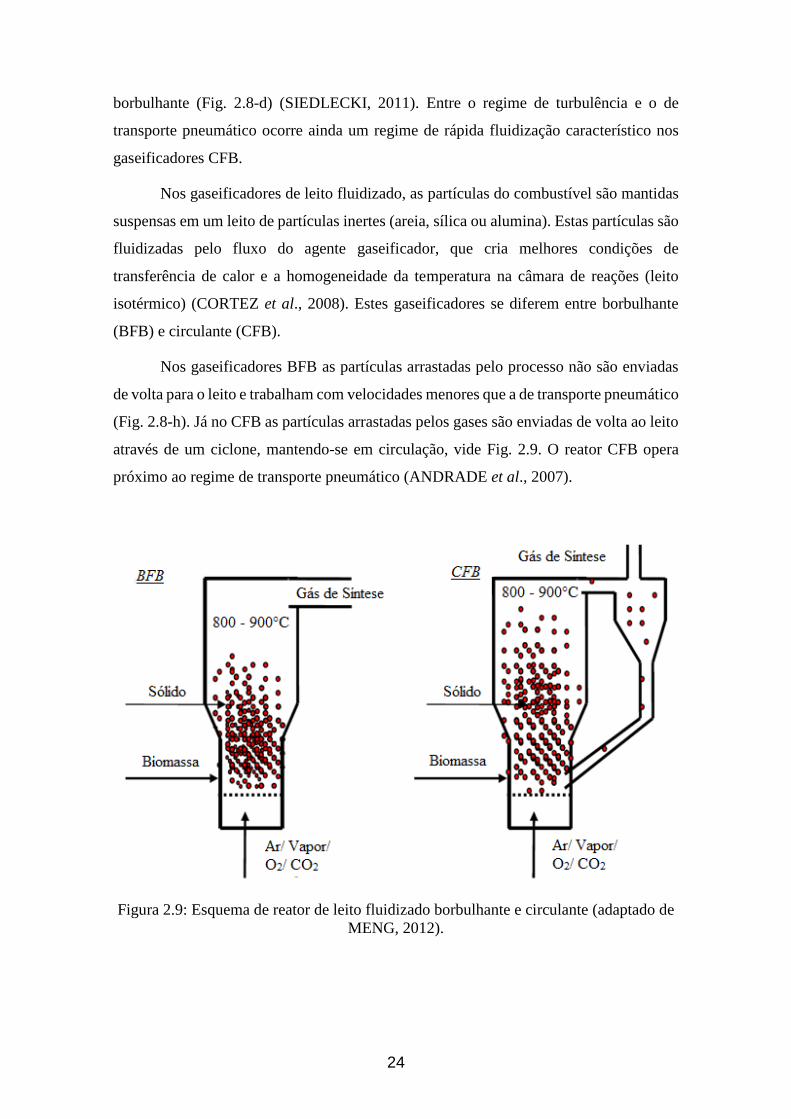
Nos gaseificadores BFB as partículas arrastadas pelo processo não são enviadas
de volta para o leito e trabalham com velocidades menores que a de transporte pneumático
(Fig. 2.8-h). Já no CFB as partículas arrastadas pelos gases são enviadas de volta ao leito
através de um ciclone, mantendo-se em circulação, vide Fig. 2.9. O reator CFB opera
próximo ao regime de transporte pneumático (ANDRADE et al., 2007).
Figura 2.9: Esquema de reator de leito fluidizado borbulhante e circulante (adaptado de
MENG, 2012).

25
Devido à recirculação das partículas, o gaseificador CFB possui maior tempo de
residência das partículas combustíveis no reator. Tal fato resulta em uma melhor
conversão de carbono e maior eficiência se comparado ao BFB.
A eficiência do gaseificador η pode ser definida por,
𝜂 =𝐹𝐺𝐿𝐻𝑉𝐺
𝐹𝑆𝐿𝐻𝑉𝑆 (2.4)
onde, FG é a vazão mássica de gás de síntese que sai do reator e FS corresponde à vazão
mássica de combustível sólido alimentado no gaseificador. A entalpia de combustão do
gás corresponde a 𝐿𝐻𝑉𝐺 e a do combustível sólido é 𝐿𝐻𝑉𝑆.
De forma simplificada a Tab. 2.4 resume as principais diferenças entre os dois
gaseificadores de leito fluidizado.
Tabela 2.4: Principais diferenças entre o gaseificador de leito fluidizado borbulhante e o
leito fluidizado circulante (adaptado de SIEDLECKI , 2011).
Propriedades BFB CFB
Regime de fluidização Leito borbulhante Leito rápido
Mistura Boa Excelente
Flexibilidade de
alimentação de sólidos
(tamanho)
Finos não desejáveis Finos e material grosso
Produção alcatrão (g m-3) Média de 12 Média de 8
Conversão de carbono (%) Menos que o CFB 88-96
Perda de carbono por
arraste Significante Baixo
Concentração de partículas
no gás (g m-3) Média de 4 Média de 20
Altura do leito/ zona de
queima de combustível 1 – 2 10 – 30
Taxa de transferência
térmica (MW/m2) 1,2 – 1,6 5 – 7
Controle do processo Menos complexo Mais complexo
Potencial scale-up Bom Muito bom
A partir da Tab. 2.4 é evidente que os CFBs têm características ligeiramente
melhores (conversão mais elevada de carbono, menos alcatrão no produto gasoso, maior

26
flexibilidade de combustível, melhor potencial de aumento de escala) em comparação
com os BFBs (SIEDLECKI et al., 2011).
27
3 FLUIDIZAÇÃO
Como visto no capítulo anterior, os reatores de leito fluidizado se diferem pela
velocidade e regime de fluidização. Para que ocorra a fluidização do leito, o processo
depende do agente gaseificador, da velocidade de fluidização e do tamanho e forma da
partícula. Neste capitulo serão apresentados alguns destes conceitos básicos para o
entendimento do fenômeno de fluidização.
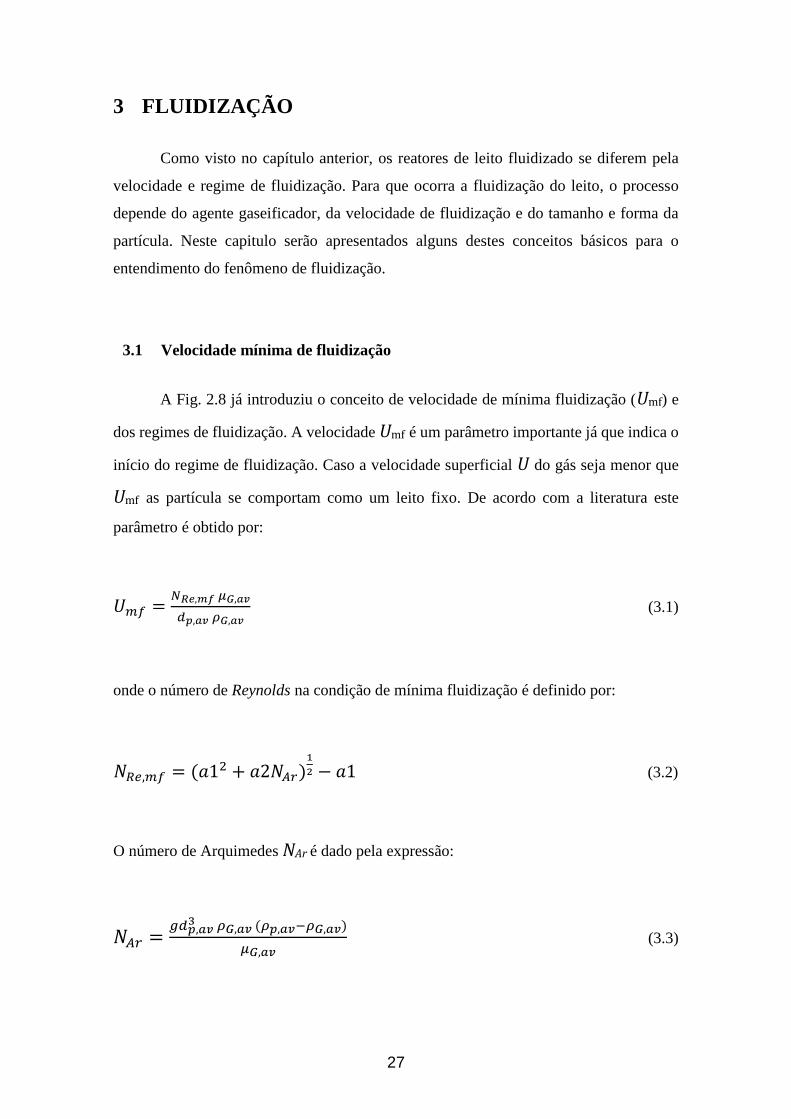
3.1 Velocidade mínima de fluidização
A Fig. 2.8 já introduziu o conceito de velocidade de mínima fluidização (Umf) e
dos regimes de fluidização. A velocidade Umf é um parâmetro importante já que indica o
início do regime de fluidização. Caso a velocidade superficial U do gás seja menor que
Umf as partícula se comportam como um leito fixo. De acordo com a literatura este
parâmetro é obtido por:
𝑈𝑚𝑓 =𝑁𝑅𝑒,𝑚𝑓 𝜇𝐺,𝑎𝑣
𝑑𝑝,𝑎𝑣 𝜌𝐺,𝑎𝑣 (3.1)
onde o número de Reynolds na condição de mínima fluidização é definido por:
𝑁𝑅𝑒,𝑚𝑓 = (𝑎12 + 𝑎2𝑁𝐴𝑟)
1
2 − 𝑎1 (3.2)
O número de Arquimedes NAr é dado pela expressão:
𝑁𝐴𝑟 =𝑔𝑑𝑝,𝑎𝑣
3 𝜌𝐺,𝑎𝑣 (𝜌𝑝,𝑎𝑣−𝜌𝐺,𝑎𝑣)
𝜇𝐺,𝑎𝑣 (3.3)

28
As constantes a1 e a2 são obtidas experimentalmente e MELO (2008) apresenta
a Tab. 3.1 que mostra alguns valores disponibilizados por diferentes autores.
Tabela 3.1: Constantes experimentais (Fonte: adaptado de MELO, 2008)
a1 a2 Referência
32,09 0,0415 SANTANA E D’ ÁVILA(1986)
33,70 0,0408 WEN E YU (1966)
25,25 0,0651 SOUZA-SANTOS (1996)
Como é detalhado em SOUZA-SANTOS (2010), as equações acima podem ser
derivadas da equação de Ergun, desenvolvida para prever a perda de carga em processos
de fluidização.
∆𝑃𝐷
𝑍𝐷=
150(1− 𝜀𝐷)2
𝜀𝐷3
𝜇𝐺,𝑎𝑣
(𝜑𝑝,𝑎𝑣 𝑑𝑝,𝑎𝑣)2 𝑈 + 1,75
1−𝜀𝐷
𝜀𝐷3
𝜌𝐺,𝑎𝑣
𝜑𝑝,𝑎𝑣 𝑑𝑝,𝑎𝑣𝑈2 (3.4)
3.2 Velocidade terminal
A velocidade terminal é outro parâmetro importante da fluidização, pois
determina o limite máximo de ocorrência do leito fluidizado, ponto a partir do qual ocorre
o rompimento do leito de partículas.
O trabalho de BROD (2003), demonstra a metodologia experimental para
obtenção da velocidade terminal (Ut). O método se baseia em observar a velocidade onde
ocorre o arraste das partículas em um leito fluidizado estabelecido.
SOUZA-SANTOS (2010), utiliza um método iterativo baseado nas equações a
seguir para a determinação do parâmetro de forma teórica.
𝑈𝑡 = 𝑔𝑑𝑝
2(𝜌𝑝−𝜌𝐺)
18𝜇𝐺, 𝑁𝑅𝑒 ≤ 2 (3.5)

29
𝑈𝑡 = [𝑔𝑑𝑝
1,6(𝜌𝑝−𝜌𝐺)
13,9𝜌𝐺0,4𝜇𝐺
0,6 ]0.71
, 2 ≤ 𝑁𝑅𝑒 ≤ 500 (3.6)
𝑈𝑡 = [3,03𝑔𝑑𝑝
1,6(𝜌𝑝−𝜌𝐺)
𝜌𝐺]0.5
, 𝑁𝑅𝑒 > 500 (3.7)
onde o Reynolds é definido por:
𝑁𝑅𝑒 = 𝑑𝑝𝜌𝐺𝑈𝑡
𝜇𝐺 (3.8)
Uma partícula em queda na presença de um fluxo de ar ascendente fica sujeita a
três forças: a força peso para baixo e as forças devido ao empuxo e a resistência do ar
para cima. Quando essas três forças estiverem em equilíbrio, a velocidade da partícula
será constante, denominada velocidade terminal (BROD, 2003).
3.3 Propriedades das partículas
O sólido presente no processo de fluidização possui uma série de características
importantes, como densidade, granulometria, porosidade e esfericidade. Várias definições
de densidade associadas a uma partícula podem ser encontradas.
Densidade a granel ou total
𝜌p.bulk =m
𝑉 (3.9)
Definida como a massa total das partículas sobre o volume ocupado pelas mesmas.
Não considera o volume dos poros nem fração de vazios. No caso das partículas do leito,
m é massa total do leito e V o volume resultante da soma do volume das partículas
individuais e o espaço vazio entre elas.
30
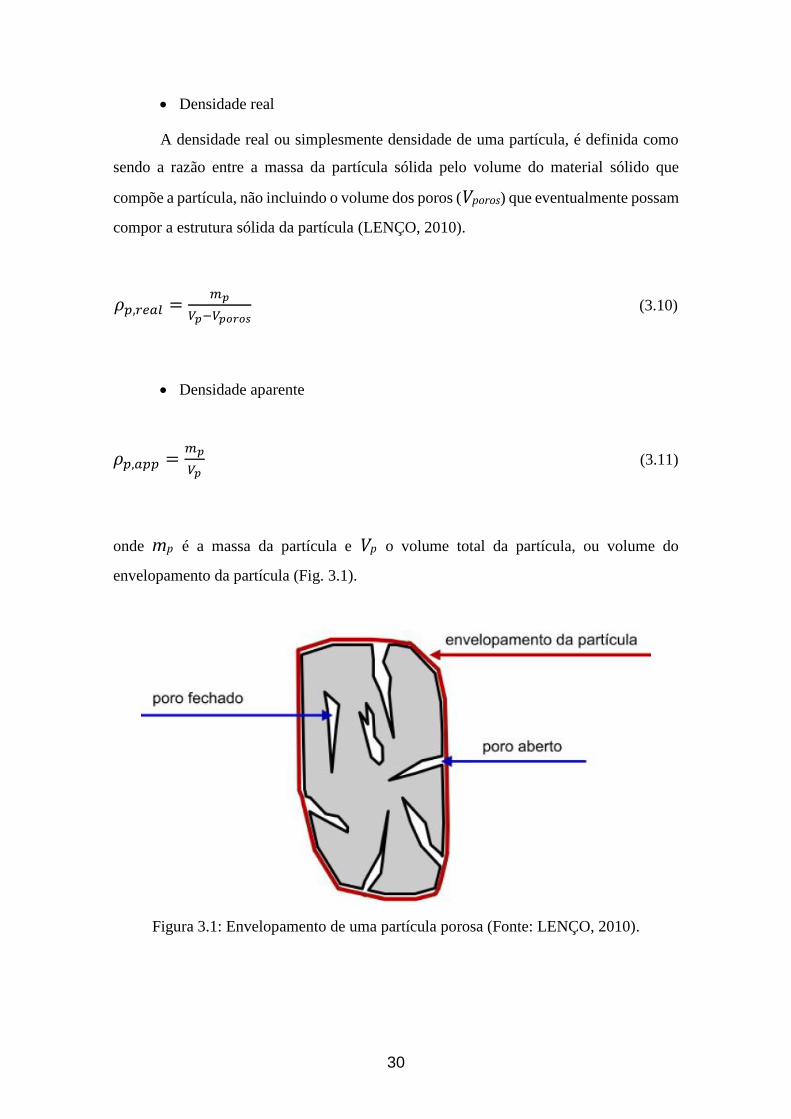
Densidade real
A densidade real ou simplesmente densidade de uma partícula, é definida como
sendo a razão entre a massa da partícula sólida pelo volume do material sólido que
compõe a partícula, não incluindo o volume dos poros (Vporos) que eventualmente possam
compor a estrutura sólida da partícula (LENÇO, 2010).
𝜌𝑝,𝑟𝑒𝑎𝑙 =𝑚𝑝
𝑉𝑝−𝑉𝑝𝑜𝑟𝑜𝑠 (3.10)
Densidade aparente
𝜌𝑝,𝑎𝑝𝑝 =𝑚𝑝
𝑉𝑝 (3.11)
onde mp é a massa da partícula e Vp o volume total da partícula, ou volume do
envelopamento da partícula (Fig. 3.1).
Figura 3.1: Envelopamento de uma partícula porosa (Fonte: LENÇO, 2010).

31
Segundo SOUZA-SANTOS (2010), a densidade total ou a granel introduz o
conceito de fração de vazios ou porosidade do leito, que é fornecido pela Eq. (3.12).
𝜀 =𝑉𝐺
𝑉= 1 −
𝑉𝑠
𝑉 (3.12)
em que VG corresponde ao volume ocupado pelo gás no leito e Vs é o volume ocupado
pelas partículas sólidas no leito.
Tendo em vista a grande variedade de partículas e o fato que dependendo de suas
características a fluidização ocorre de diferentes formas, torna-se necessário uma
padronização. GELDART (1973) classifica o comportamento de sólidos fluidizados por
gases em quatro grupos, caracterizados pela diferença de densidade entre o sólido e o
fluido (ρS - ρf) e o tamanho médio da partícula. A metodologia completa para a
classificação pode ser encontrado em seu trabalho e a Fig. 3.2 exibe o diagrama de Geldart
para a classificação de partículas.
Figura 3.2: Classificação de partículas de Geldart (Fonte: Adaptado de Geldart, 1973).

32
Resumidamente o grupo A se caracteriza por particulados que iniciam sua
fluidização nas condições de mínima fluidização e passam para o modo de fluidização
borbulhante com o aumento da velocidade. Já o grupo B, ao atingir a Umf, dão início ao
leito borbulhante. O grupo C apresenta partículas que possuem dificuldades em fluidizar
e o grupo D as que podem formar leito de jorro.
3.4 Modelos de Fluidização
A construção de um modelo para gaseificação em leito fluidizado (GLF) não é
uma tarefa trivial. Existem diversas variáveis a serem consideradas no processo. Espera-
se que o modelo seja o mais próximo possível da realidade e represente um determinado
processo ou fenômeno com desvios aceitáveis para propósitos de engenharia.
GÓMEZ-BAREA e LECKNER (2010) afirmam que as ferramentas disponíveis
para este tipo de modelagem são as equações de conservação de massa, energia e
quantidade de movimento linear complementadas por condições de contorno, relações
constitutivas e termos que expressam as fontes e sumidouros do sistema. Porém, se faz
necessário ainda o uso das leis de velocidade para os processos de conversão química,
além da utilização de dados termodinâmicos úteis para a estimativa de propriedades
térmicas.
Desta forma, MELO (2008), lembra que para que seja possível a idealização de
um modelo há a necessidade de se fazer algumas considerações, pois do contrário, a
solução do problema seria complexa.
Para GÓMEZ-BAREA e LECKNER (2010), os modelos de fluidização podem
ser classificados a partir do modo como consideram a fluidodinâmica do processo. A
representação mais real seria a solução do balanço das propriedades de transporte
formuladas e resolvidas para cada fase, que é descrito de forma resumida pela Eq. (3.13):
𝜕𝛷𝑘
𝜕𝑡+ 𝑑𝑖𝑣(𝑈𝑘𝛷𝑘) = 𝑑𝑖𝑣(𝐷𝛷𝑘𝑔𝑟𝑎𝑑𝜑𝑘) + 𝑆𝛷,𝑘 (3.13)
33
sendo Φ uma propriedade de transporte, como densidade ou concentração, entalpia e
velocidade;
U, representa a velocidade;
D, representa o coeficiente de difusão;
k, representa as fases (gás e sólido).
Nos modelos de dinâmica dos fluidos computacionais (CFDM) a mecânica dos
fluidos é tratada de forma detalhada. Desta forma, o CFDM envolve a resolução das
equações de conservação de massa, espécie, energia e quantidade de movimento ao longo
de um domínio ou região definida. Portanto, o modelo é capaz de prever a distribuição de
temperatura, concentração e o comportamento fluidodinâmico ao longo do gaseificador.
Além disto, os modelos CFD resolvem a Eq. (3.13) adotando certas hipóteses para
interação entre as fases, são relativamente novos e com pouca utilização para modelagem
de gaseificadores de leito fluidizado, apresentando elevado custo computacional.
Em contrapartida aos modelos CFD, existem os chamados “caixa-preta” (BBM).
A grande vantagem dos modelos BBM é o reduzido gasto computacional, já que este tipo
de modelo não resolve os fenômenos no interior do gaseificador. Ao invés disto, o modelo
se baseia em balanços globais de massa e energia. Normalmente, duas abordagens são
utilizadas. Na primeira adotam-se relações de equilíbrio e na segunda, essas relações são
complementadas por correlações empíricas. Conforme GÓMEZ-BAREA e LECKNER
(2010) os BBM são úteis em alguns casos, principalmente para uma primeira
aproximação. Porém sua capacidade de previsão é inferior aos CFDM e FM.
Os Modelos de Fluidização (FM) estão entre os mais comuns para o processo de
gaseificação em leito fluidizado. Para CASTELLANOS (2012), entre os três tipos de
modelos, os FM congregam exatidão e baixa complexidade devido às simplificações
introduzidas. GÓMEZ-BAREA e LECKNER (2010) reportam que o FM é um
compromisso entre o BBM e CFDM. O FM evita os detalhes da complexa dinâmica gás-
sólido, mas ainda mantém os efeitos fluidodinâmicos ao assumir um padrão multifásico
no leito (geralmente duas fases). As equações de conservação de quantidade de
movimento não são resolvidas, ao invés disto o modelo fluidodinâmico é descrito por
correlações semiempíricas.
34
4 O MODELO MATEMÁTICO
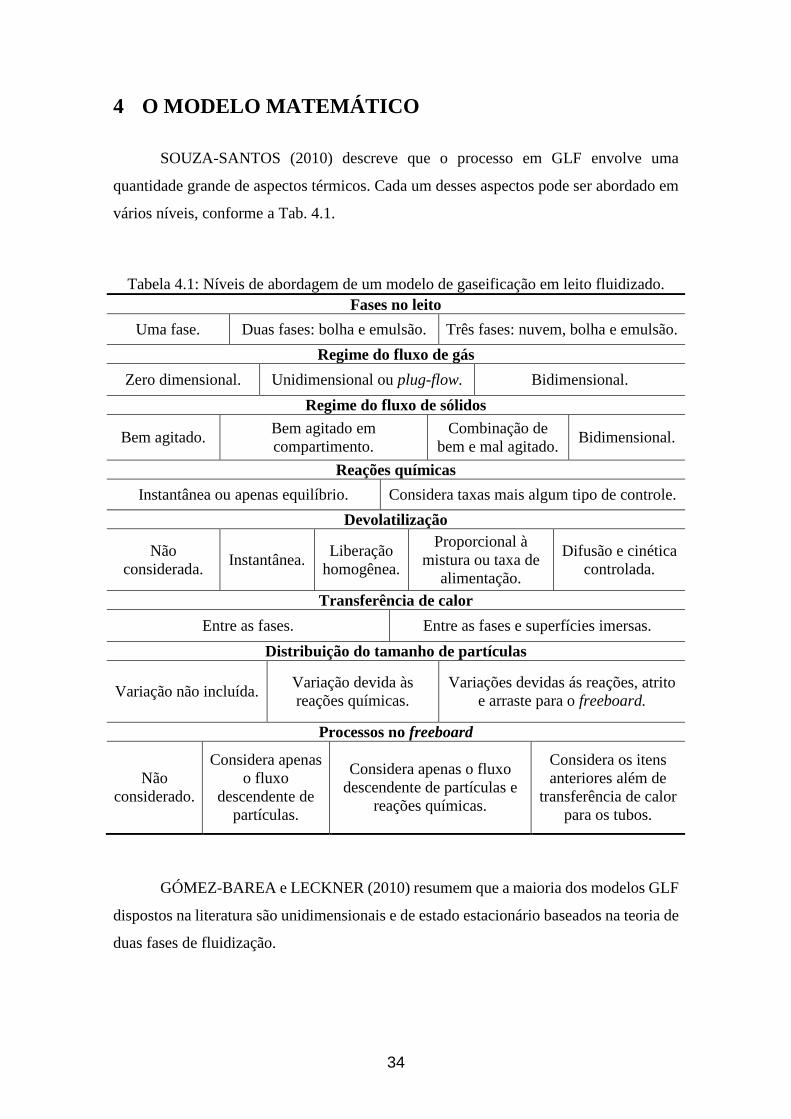
SOUZA-SANTOS (2010) descreve que o processo em GLF envolve uma
quantidade grande de aspectos térmicos. Cada um desses aspectos pode ser abordado em
vários níveis, conforme a Tab. 4.1.
Tabela 4.1: Níveis de abordagem de um modelo de gaseificação em leito fluidizado.
Fases no leito
Uma fase. Duas fases: bolha e emulsão. Três fases: nuvem, bolha e emulsão.
Regime do fluxo de gás
Zero dimensional. Unidimensional ou plug-flow. Bidimensional.
Regime do fluxo de sólidos
Bem agitado. Bem agitado em
compartimento.
Combinação de
bem e mal agitado. Bidimensional.
Reações químicas
Instantânea ou apenas equilíbrio. Considera taxas mais algum tipo de controle.
Devolatilização
Não
considerada. Instantânea.
Liberação
homogênea.
Proporcional à
mistura ou taxa de
alimentação.
Difusão e cinética
controlada.
Transferência de calor
Entre as fases. Entre as fases e superfícies imersas.
Distribuição do tamanho de partículas
Variação não incluída. Variação devida às
reações químicas.
Variações devidas ás reações, atrito
e arraste para o freeboard.
Processos no freeboard
Não
considerado.
Considera apenas
o fluxo
descendente de
partículas.
Considera apenas o fluxo
descendente de partículas e
reações químicas.
Considera os itens
anteriores além de
transferência de calor
para os tubos.
GÓMEZ-BAREA e LECKNER (2010) resumem que a maioria dos modelos GLF
dispostos na literatura são unidimensionais e de estado estacionário baseados na teoria de
duas fases de fluidização.
35
4.1 Modelagem no CeSFaMB
O modelo matemático utilizado é o disponível no programa de simulação
CeSFaMB™ (Comprehensive Simulator of Fluidized and Moving Bed Equipment), que
desde sua versão original (1987) tem os seus resultados comparados com dados de várias
operações reais em diversas escalas, sempre alcançando desvios baixos entre os
resultados da simulação e condições reais de operação. Constantemente são feitas
melhorias e atualizações no modelo acarretando a diminuição gradual no nível dos
desvios (SOUZA-SANTOS, 2012).
No manual da versão 58.0 SOUZA-SANTOS (2014) salienta que o CeSFaMB™
constitui um programa abrangente de simulação para leitos fluidizados borbulhantes e
circulantes, assim como para equipamentos de leito móvel de corrente ascendente e
descendente.
O CeSFaMB inclui fenômenos relevantes ao processo, mas apresenta
simplificações importantes como, por exemplo, regime permanente e escoamento
unidimensional. Considera que os fenômenos difusivos são desprezíveis se comparados
com os convectivos, devido à velocidade de escoamento do agente gaseificador
(CASTELLANOS, 2012). Destarte, o programa é um compromisso entre a acurácia ideal
da simulação e o tempo de processamento.
De acordo com GÓMEZ-BAREA e LECKNER (2010), o modelo desenvolvido
pelo professor Márcio de Souza Santos é um dos mais avançados e validados para
gaseificadores de leito fluidizado. MOUTSOGLOU (2012) utilizou o modelo para
gaseificação em leito fluidizado borbulhante e afirma ter obtido êxito em simular o reator
em questão. Em SOUZA-SANTOS (2008) foi publicado que expansões do modelo e do
programa de simulação permitiram reproduzir o funcionamento real com unidades de
leito fluidizado circulante. De forma geral a Tab. 4.2 mostra alguns trabalhos que
ajudaram a validar o CeSFaMB nesses últimos anos.
Nos tópicos seguintes será mostrado um resumo das premissas básicas do modelo
para leito fluidizado circulante e as principais equações adotadas para descrever o
processo de gaseificação em CFB.
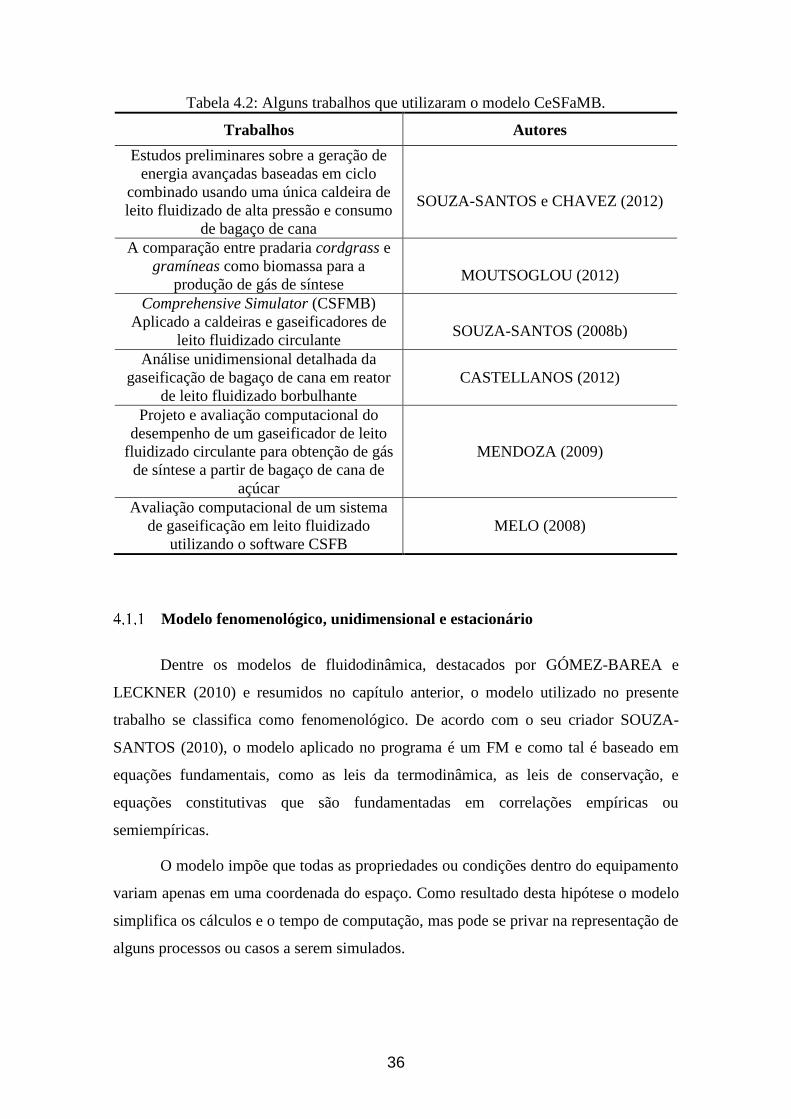
36
Tabela 4.2: Alguns trabalhos que utilizaram o modelo CeSFaMB.
Trabalhos Autores
Estudos preliminares sobre a geração de
energia avançadas baseadas em ciclo
combinado usando uma única caldeira de
leito fluidizado de alta pressão e consumo
de bagaço de cana
SOUZA-SANTOS e CHAVEZ (2012)
A comparação entre pradaria cordgrass e
gramíneas como biomassa para a
produção de gás de síntese
MOUTSOGLOU (2012)
Comprehensive Simulator (CSFMB)
Aplicado a caldeiras e gaseificadores de
leito fluidizado circulante
SOUZA-SANTOS (2008b)
Análise unidimensional detalhada da
gaseificação de bagaço de cana em reator
de leito fluidizado borbulhante
CASTELLANOS (2012)
Projeto e avaliação computacional do
desempenho de um gaseificador de leito
fluidizado circulante para obtenção de gás
de síntese a partir de bagaço de cana de
açúcar
MENDOZA (2009)
Avaliação computacional de um sistema
de gaseificação em leito fluidizado
utilizando o software CSFB
MELO (2008)
Modelo fenomenológico, unidimensional e estacionário
Dentre os modelos de fluidodinâmica, destacados por GÓMEZ-BAREA e
LECKNER (2010) e resumidos no capítulo anterior, o modelo utilizado no presente
trabalho se classifica como fenomenológico. De acordo com o seu criador SOUZA-
SANTOS (2010), o modelo aplicado no programa é um FM e como tal é baseado em
equações fundamentais, como as leis da termodinâmica, as leis de conservação, e
equações constitutivas que são fundamentadas em correlações empíricas ou
semiempíricas.
O modelo impõe que todas as propriedades ou condições dentro do equipamento
variam apenas em uma coordenada do espaço. Como resultado desta hipótese o modelo
simplifica os cálculos e o tempo de computação, mas pode se privar na representação de
alguns processos ou casos a serem simulados.
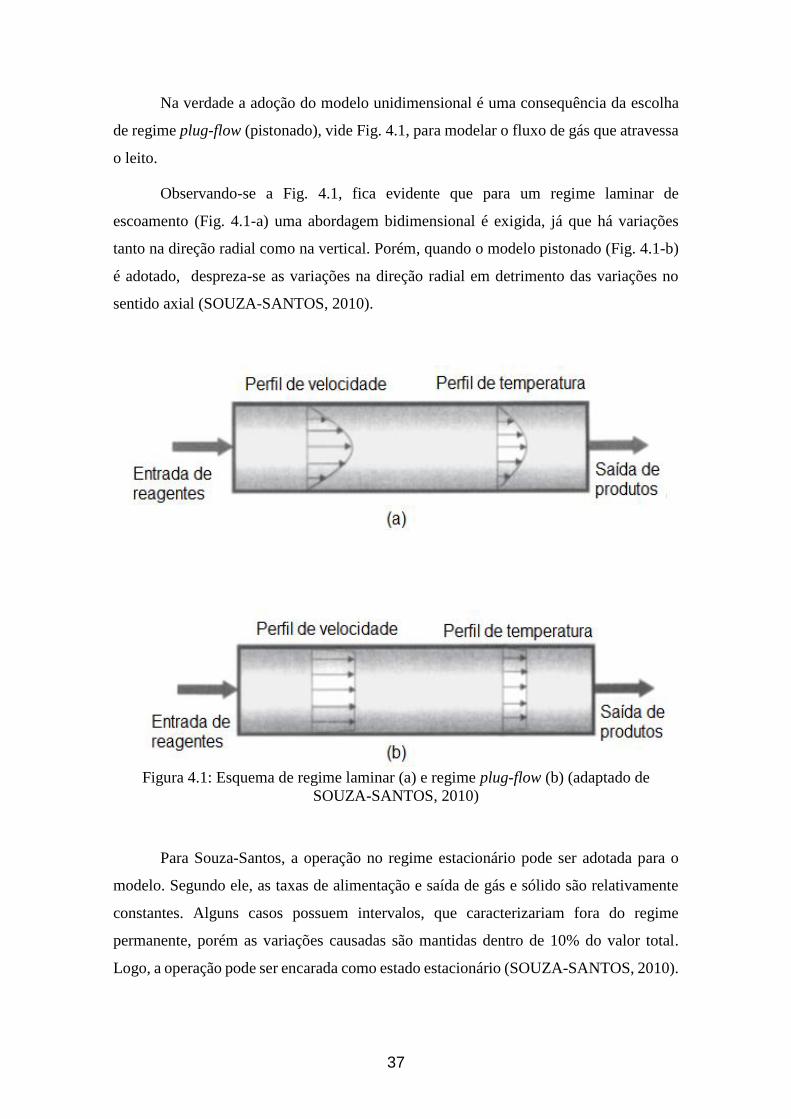
37
Na verdade a adoção do modelo unidimensional é uma consequência da escolha
de regime plug-flow (pistonado), vide Fig. 4.1, para modelar o fluxo de gás que atravessa
o leito.
Observando-se a Fig. 4.1, fica evidente que para um regime laminar de
escoamento (Fig. 4.1-a) uma abordagem bidimensional é exigida, já que há variações
tanto na direção radial como na vertical. Porém, quando o modelo pistonado (Fig. 4.1-b)
é adotado, despreza-se as variações na direção radial em detrimento das variações no
sentido axial (SOUZA-SANTOS, 2010).
Figura 4.1: Esquema de regime laminar (a) e regime plug-flow (b) (adaptado de
SOUZA-SANTOS, 2010)
Para Souza-Santos, a operação no regime estacionário pode ser adotada para o
modelo. Segundo ele, as taxas de alimentação e saída de gás e sólido são relativamente
constantes. Alguns casos possuem intervalos, que caracterizariam fora do regime
permanente, porém as variações causadas são mantidas dentro de 10% do valor total.
Logo, a operação pode ser encarada como estado estacionário (SOUZA-SANTOS, 2010).

38
Fases na região densa
O gaseificador é separado em duas regiões: a região densa e a região diluída. Um
dos aspectos abordados na modelagem do processo em questão é o número de fases a se
considerar na região densa. No CeSFaMB, o modelo utilizado é o de Toomey e Jonhstone
de 1952 que considera a região como constituída de duas fases: emulsão e bolha.
A fase de emulsão é constituída de partículas sólidas e gás intersticial. Nesta fase
estão presentes quase todas as partículas, sendo conhecida como região densa e onde
ocorrem a maior parte das reações gás-sólido. Já a fase de bolha é praticamente livre de
sólidos, as bolhas crescem no leito a partir do distribuidor (fundo) e ganham velocidade
para a parte superior, o que ocasiona uma diferença de pressão entre a parte superior e a
inferior da bolha. Desta forma, pequenas partículas da emulsão são arrastadas para a
região de menor pressão da bolha, porém essas partículas não representam uma porção
significativa nesta fase.
Embora o regime de fluidização rápida, comum em casos de leito circulante,
permita que alguma partícula exista no interior da bolha, as reações gás-sólido são
negligenciadas para este caso. A Fig. 4.2 representa as fases consideradas no leito.
Figura 4.2: Fases da região densa: bolha e emulsão (adaptado de GAO et al., 2013).
A distribuição de fluxo de gás entre as duas fases é importante, especialmente em
sistemas reativos, pois o gás na emulsão está em contato direto com as partículas sólidas,
39
enquanto o gás na bolha não (CASTELLANOS ,2012). Conforme DESHMUKH et al.
(2005), a teoria de Toomey e Johnstone sugere que o fluxo de gás na fase de bolha é igual
ao excesso de fluxo de gás acima do que é exigido para mínima fluidização.
Reações químicas e modelo de devolatilização
O processo de gaseificação é constituído tanto de reações homogêneas como de
reações heterogêneas. O modelo utilizado no programa dispõe de um conjunto de mais
de 100 reações, cujas principais foram apresentadas no segundo capítulo.
Para cada tipo de reação química (i), a taxa de produção ou consumo (R) de um
determinado componente (j) pode ser descrito por:
𝑅𝑡𝑖𝑝𝑜,𝑗 = 𝑀𝑗 ∑ 𝑣𝑖𝑗𝑟��𝑖 (4.1)
onde 𝑟�� é a velocidade da reação e é descrita pela cinética de cada reação específica. Um
estudo mais detalhado dos cálculos de cinética química pode ser encontrado em
CASTELLANOS (2012), SOUZA-SANTOS (2010), TURNS (2000).
As reações heterogêneas envolvem duas fases distintas de reagentes, neste caso o
combustível sólido reage com o gás fluidizante. Sendo assim, as taxas das reações
dependem e podem ser limitadas pela transferência de massa entre as fases. O programa
permite a escolha entre dois modelos limitantes para situações de reações heterogêneas
gás-sólido: o modelo de núcleo exposto e o modelo de núcleo não exposto.
No modelo de núcleo não exposto (Fig. 4.3-a), para que as reações se iniciem, o
gás deve sobrepujar uma camada de material inerte reagido até que alcance o núcleo
reativo da partícula. Já no modelo de núcleo exposto (Fig. 4.3-b), a camada envoltória do
núcleo é decomposta em partículas muito pequenas. Logo, o núcleo está sempre exposto
ao ambiente gasoso.
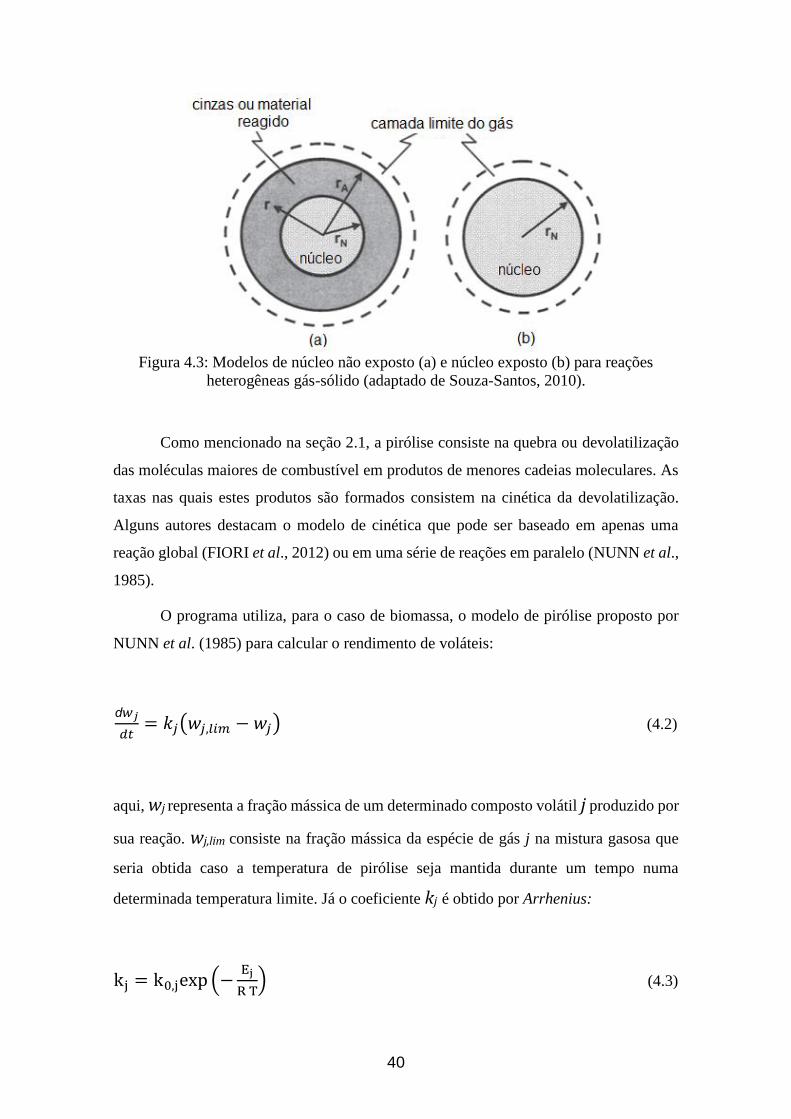
40
Figura 4.3: Modelos de núcleo não exposto (a) e núcleo exposto (b) para reações
heterogêneas gás-sólido (adaptado de Souza-Santos, 2010).
Como mencionado na seção 2.1, a pirólise consiste na quebra ou devolatilização
das moléculas maiores de combustível em produtos de menores cadeias moleculares. As
taxas nas quais estes produtos são formados consistem na cinética da devolatilização.
Alguns autores destacam o modelo de cinética que pode ser baseado em apenas uma
reação global (FIORI et al., 2012) ou em uma série de reações em paralelo (NUNN et al.,
1985).
O programa utiliza, para o caso de biomassa, o modelo de pirólise proposto por
NUNN et al. (1985) para calcular o rendimento de voláteis:
d𝑤𝑗
𝑑𝑡= 𝑘𝑗(𝑤𝑗,𝑙𝑖𝑚 −𝑤𝑗) (4.2)
aqui, wj representa a fração mássica de um determinado composto volátil j produzido por
sua reação. wj,lim consiste na fração mássica da espécie de gás j na mistura gasosa que
seria obtida caso a temperatura de pirólise seja mantida durante um tempo numa
determinada temperatura limite. Já o coeficiente kj é obtido por Arrhenius:
kj = k0,jexp (−Ej
R T) (4.3)
41
Este modelo baseado em uma série de reações impõe que cada componente de
devolatilização é produzido/consumido por uma reação individual. De acordo com
SOUZA-SANTOS (2014), em processos de gaseificação, devido às altas temperaturas, o
processo de pirólise rápida ocorre e todo material volátil deixa a matriz sólida pouco
tempo após a entrada no leito.
Transferências convectivas e composição de partículas sólidas
Nas equações de transporte é suposto que, devido às altas velocidades de
circulação de partículas e elevados fluxos de massa de gás, a transferência de massa por
difusão e de energia por condução na direção axial é desprezível se comparada com as
transferências convectivas.
Devido à alta taxa de circulação de partículas, pode-se considerar a composição
da região densa como homogênea.
Variação granulométrica das partículas no regime permanente
No processo de gaseificação existe uma série de fatores que contribuem para
variação na distribuição granulométrica original das partículas. Os efeitos são: redução
de tamanho devido a reações químicas, a geração de finos por atrito entre as partículas e
componentes internos do reator e, o incremento no tamanho médio das partículas
ocasionado pelo arraste de finos ao freeboard.
SOUZA-SANTOS (2010) baseia-se nestes fatores para desenvolver um balanço
de massa que considera diferentes tipos (m) e tamanhos (L) de partículas:
𝑤𝑚,𝐿𝐹𝑆𝐿,𝑚 + 𝛤𝑚,𝐿 = 𝑤𝐼,𝑚,𝐿𝐹𝐼,𝑚 + 𝛤𝑚,𝐿+1 + (𝐹𝑌,𝑚,𝐿,𝑧=𝑧𝐷 − 𝐹𝑌,𝑚,𝐿,𝑧=𝑧𝐹) +
𝐹𝑅,𝑚,𝐿 (4.4)
42
O primeiro termo da esquerda representa a perda de partículas por correntes que
deixam o leito. Já o segundo indica a taxa de produção de finos, ou seja, é a perda de
partículas de tamanho L que por atrito tonam-se L-1.
Do lado direito, o primeiro termo refere-se a entrada de partículas tipo m e
tamanho L no leito devido à alimentação (I). O termo seguinte simula o ganho de
partículas m,L ocasionado pelo atrito das partículas de tamanho L+1. O terceiro termo
indica o retorno das partículas que não deixaram o sistema pelo topo do freeboard.
Finalmente, tem-se as partículas que são recirculadas ao leito.
O fluxo de massa das partículas que deixam o leito pode ser obtido por:
𝐹𝑆𝐿,𝑚 = 𝐹𝐿,𝑚 + 𝐹𝑅,𝑚 + 𝐹𝑌,𝑚,𝑧=𝑧𝐷 − 𝐹𝑌,𝑚,𝑧=𝑧𝐹 (4.5)
4.2 Equações básicas
O CeSFaMB tem sido utilizado por alguns autores, por exemplo,
CASTELLANOS (2012) e MELO (2008), para operações em leito fluidizado
borbulhante. Porém, em SOUZA-SANTOS (2008) o programa é utilizado para reproduzir
as operações em leito fluidizado circulante e são apresentados detalhes de considerações
e critérios que devem ser adotados para adaptar o modelo ao leito circulante.
A primeira adaptação importante é a substituição dos termos leito e freeboard para
região densa e região diluída, respectivamente. As diferenças mais significativas entre os
dois métodos de leito fluidizado são:
A velocidade superficial do gás é maior nos equipamentos de leito circulante, para
um leito composto de partículas de mesmo tamanho médio e densidade.
No regime de leito circulante, as bolhas formadas são maiores e muitas vezes
ocorre a formação do fluxo slugging ou até mesmo de fluidização turbulenta. Esse
fato ocasiona uma grande presença de partículas na região diluída. Logo, uma
porção considerável de reações gás-sólido também incidem nesta região.
Sendo assim, a adaptação do modelo para casos circulantes possui como maior
preocupação o fato de que uma grande parte das partículas estão presentes na região
diluída (ou freeeboard para leitos borbulhantes). Assim as equações relacionadas com a

43
dinâmica são diferentes. Para o caso de gaseificação em leito fluidizado circulante,
SOUZA-SANTOS (2007) utiliza as relações aplicadas por WEN e CHEN (1982). As
principais estão relacionadas a seguir.
Taxa de arraste:
𝐹𝑌,𝑚,𝑙 = 𝐹𝑋,𝑚,𝑙 + (𝐹𝑌,𝑚,𝑙,𝑧=𝑧𝐷 − 𝐹𝑋,𝑚,𝑙)exp [−𝑎𝑌(𝑧 − 𝑧𝐷)] (4.6)
A taxa de elutriação:
𝐹𝑋,𝑚,𝑙 = 𝑤𝑚,𝑙 𝜌 𝑚(1 – 𝜀𝐹,𝑚,𝑙) (𝑈𝐺 – 𝑈𝑡,𝑚,𝑙) 𝑆 (4.7)
E a taxa de arrasto no topo da região densa, é fornecida por:
𝐹𝑌,𝑚,𝑙,𝑧=𝑧𝐷 = 3,07𝑥10−9𝑆2𝑑𝐵,𝑧=𝑧𝐷 𝜌𝐺
3,5𝑔0,5𝑥 (𝑈𝐺−𝑈𝐺,𝑚𝑓)𝑧=𝑧𝐷
2,5
𝜇𝐺2,5 𝑓𝑚 (4.8)
Outras equações importantes, são as de conservação de massa e energia para as
regiões densa e diluída.
Balanço de massa para o gás na emulsão:
𝑑𝐹𝐺𝐸
𝑑𝑧= ∑ 𝑅ℎ𝑒𝑡,𝑠𝑒,𝑖
𝑑𝑆𝑠𝑒,𝑚
𝑑𝑧+3
𝑚=1 𝑅ℎ𝑜𝑚,𝑔𝑒𝑏,𝑖𝑑𝑉𝑔𝑒
𝑑𝑧− 𝐹𝐵−𝐺𝑒,𝑖
𝑑𝑆𝐵
𝑑𝑧 (4.9)
O primeiro termo da parte direita da equação é a contribuição devido a produção
(ou consumo) do componente i por meio das reações heterogêneas (gás-sólido). O
segundo termo se refere a contribuição das reações homogêneas (gás-gás). Já o último
termo está relacionado à transferência de massa do componente entre as fases (bolha e
emulsão).
44
Balanço de massa na bolha:
𝑑𝐹𝑖,𝐵
𝑑𝑧= 𝑅ℎ𝑜𝑚,𝑏,𝑖
𝑑𝑉𝐵
𝑑𝑧− 𝐹𝐵−𝐺𝑒,𝑖
𝑑𝑆𝐵
𝑑𝑧 (4.10)
Os termos desta equação se assemelham aos da Eq. 4.9, porém graças as
suposições do tópico 4.1.2, não existe nenhum termo que envolve a produção ou consumo
devido às reações heterogêneas. Em CASTELLANOS (2012), SOUZA-SANTOS (2010),
SOUZA-SANTOS (2007) estão disponíveis mais detalhes, como as equações de
conservação de energia que são aplicadas no modelo.

45
5 DESCRIÇÃO DO GASEIFICADOR
O sistema de gaseificação a ser modelado é uma planta piloto da Universidade
Técnica de Delft (TUDelft). A planta piloto tem sido utilizada em pesquisas de
gaseificação, como as de SIEDLECKI (2011), MENG (2012) e LEITE (2014). Esses
estudos anteriores apresentam uma visão detalhada do gaseificador. A Fig.5.1 representa
parte do sistema de gaseificação disponível em TUDelft.
Figura 5.1: Imagem do gaseificador de leito fluidizado circulante de TUDelft (adaptado
de LEITE,2014).
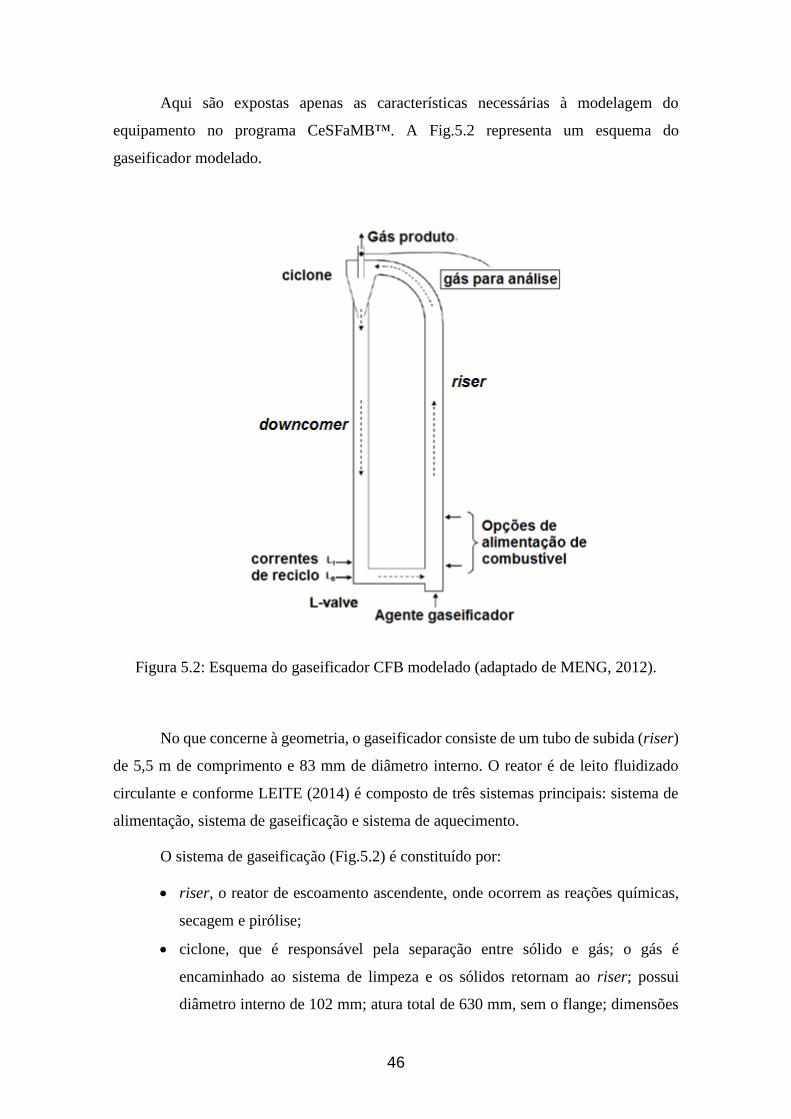
46
Aqui são expostas apenas as características necessárias à modelagem do
equipamento no programa CeSFaMB™. A Fig.5.2 representa um esquema do
gaseificador modelado.
Figura 5.2: Esquema do gaseificador CFB modelado (adaptado de MENG, 2012).
No que concerne à geometria, o gaseificador consiste de um tubo de subida (riser)
de 5,5 m de comprimento e 83 mm de diâmetro interno. O reator é de leito fluidizado
circulante e conforme LEITE (2014) é composto de três sistemas principais: sistema de
alimentação, sistema de gaseificação e sistema de aquecimento.
O sistema de gaseificação (Fig.5.2) é constituído por:
riser, o reator de escoamento ascendente, onde ocorrem as reações químicas,
secagem e pirólise;
ciclone, que é responsável pela separação entre sólido e gás; o gás é
encaminhado ao sistema de limpeza e os sólidos retornam ao riser; possui
diâmetro interno de 102 mm; atura total de 630 mm, sem o flange; dimensões

47
de entrada de 21x50 mm (largura x altura); saída de gases com diâmetro de 54
mm e saída de sólidos de 45mm de diâmetro interno;
downcomer é o tubo de descida responsável pelo retorno dos sólidos
provenientes do ciclone para o reator;
válvula L, responsável pelo controle da taxa de recirculação e por evitar que os
gases ascendam pelo downcomer.
O sistema de alimentação é responsável pela entrada do agente gaseificador,
necessário para as reações de gaseificação no riser, e pela alimentação de sólidos
(combustível e inerte):
alimentação de sólidos é responsável pela adição de três tipos de sólidos no
riser, o combustível, o material do leito e algum aditivo; possui uma taxa
máxima de alimentação de biomassa de 20 kg/h e dois pontos de admissão de
combustível, um imediatamente acima da placa de distribuição de gás e outro
a 900 mm da placa; o sistema de alimentação é constantemente varrido por uma
corrente de nitrogênio para garantir condições de atmosfera inerte.
alimentação de gases, que consiste no agente gaseificante, se dá através da
placa de distribuição (z = 0); o distribuidor consiste de nove tubos de injeção
com diâmetro interno de 4 mm e externo de 6mm, cada tubo possui dois
orifícios de saída de gases de 2 mm cada.
Para o aquecimento do reator, é utilizado um sistema de resistências elétricas e
fitas de aquecimento. No total são 20 aquecedores de resistência no riser e mais 20 no
downcomer. Cada resistência possui 400 mm de comprimento e potência de 2,4 kW. A
temperatura máxima de operação fica em torno dos 1200 °C. O ciclone tem um aquecedor
de 2,4 kW e o topo do riser e os tubos de gás têm fitas de aquecimento com temperatura
máxima de operação de 1000 °C.
O sistema de limpeza de gases é composto de dois filtros de vela, e posteriormente
o gás é enviado para o sistema analítico para a medição de componentes. Em resumo a
Tab. 5.1 mostra as análises e componentes medidos nos testes.
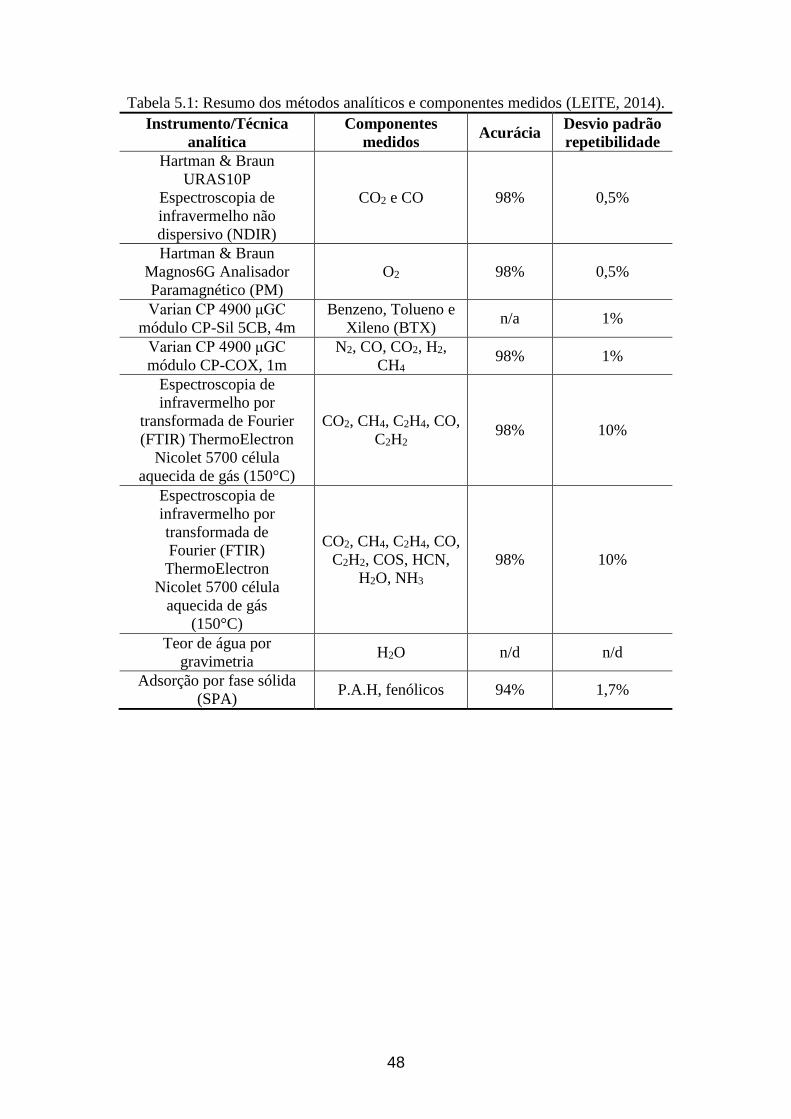
48
Tabela 5.1: Resumo dos métodos analíticos e componentes medidos (LEITE, 2014).
Instrumento/Técnica
analítica
Componentes
medidos Acurácia
Desvio padrão
repetibilidade
Hartman & Braun
URAS10P
Espectroscopia de
infravermelho não
dispersivo (NDIR)
CO2 e CO 98% 0,5%
Hartman & Braun
Magnos6G Analisador
Paramagnético (PM)
O2 98% 0,5%
Varian CP 4900 μGC
módulo CP-Sil 5CB, 4m
Benzeno, Tolueno e
Xileno (BTX) n/a 1%
Varian CP 4900 μGC
módulo CP-COX, 1m
N2, CO, CO2, H2,
CH4 98% 1%
Espectroscopia de
infravermelho por
transformada de Fourier
(FTIR) ThermoElectron
Nicolet 5700 célula
aquecida de gás (150°C)
CO2, CH4, C2H4, CO,
C2H2 98% 10%
Espectroscopia de
infravermelho por
transformada de
Fourier (FTIR)
ThermoElectron
Nicolet 5700 célula
aquecida de gás
(150°C)
CO2, CH4, C2H4, CO,
C2H2, COS, HCN,
H2O, NH3
98% 10%
Teor de água por
gravimetria H2O n/d n/d
Adsorção por fase sólida
(SPA) P.A.H, fenólicos 94% 1,7%
49
6 ANÁLISE COMPARATIVA
O simulador CeSFaMB™ é utilizado na tentativa de reproduzir um conjunto de
resultados experimentais. A contribuição de LEITE (2014), que realizou uma série de
experimentos com o gaseificador descrito no Cap. 5, foi essencial para atingir os
objetivos.
6.1 Descrição dos Experimentos
A metodologia completa para a realização dos experimentos na planta de
gaseificação está disponível em LEITE (2014). Com base em experimentos prévios
realizados em TUDelft, três fatores foram escolhidos como variáveis independentes: as
vazões mássicas de oxigênio, de vapor e de biomassa. Foi utilizado um planejamento
experimental de 2 níveis, que define o número de experimentos como 2k com k sendo o
número de variáveis. Desta forma seriam 8 experimentos (23), porém foi realizada uma
réplica dobrando os experimentos para 16, e ainda foram realizados mais dois
experimentos no ponto central, resultando assim em 18 experimentos mais um
experimento exploratório.
Outra estratégia utilizada por LEITE (2014) foi adimensionalizar as variáveis
independentes, fazendo com que os fatores k sejam 2.
Fator estequiométrico (λ): corresponde à razão entre a quantidade de oxigênio
presente no processo e a quantidade estequiométrica necessária para a
combustão completa do combustível.
Razão vapor/biomassa (SB): razão entre a quantidade de vapor e de biomassa
que entra no sistema.
Assim, o número de experimentos se reduz para 2k=2 = 4. Foi também adotada a
utilização de 4 pontos centrais e mais 2 réplicas. Desta forma, o número total de
experimentos realizados são: 16 experimentos mais 1 exploratório. No que diz respeito
às simulações efetuadas, o experimento exploratório não foi simulado. Logo, são 16
experimentos simulados no CeSFaMB™.

50
A Tab. 6.1 expõe os valores das variáveis independentes nos casos experimentais.
Além disto, a gaseificação realizada contou com uma corrente de N2 de cerca de 3,96 kg/h
e o gaseificador foi aquecido até no máximo 850°C, por motivos de segurança.
Tabela 6.1: Variáveis experimentais (Adaptado de LEITE, 2014).
Experimentos Biomassa,
kg/h
Oxigênio,
kg/h
Vapor,
kg/h λ S/B
1 15,65 7,00 9,91 0,38 0,63
2 15,20 4,00 14,70 0,22 0,98
3 14,61 6,40 14,41 0,37 0,99
4 14,87 6,60 9,91 0,37 0,67
5 14,15 6,00 11,40 0,36 0,81
6 13,86 5,99 11,40 0,36 0,82
7 13,28 4,00 14,70 0,25 1,11
8 14,04 6,24 13,95 0,38 1,00
9 15,09 6,40 8,71 0,36 0,58
10 14,97 6,00 11,40 0,34 0,76
11 14,64 6,28 14,43 0,36 0,99
12 14,44 4,00 14,70 0,23 1,02
13 23,61 7,00 12,60 0,25 0,53
14 15,08 6,00 11,40 0,33 0,76
15 19,67 6,40 10,50 0,27 0,53
16 19,39 6,15 10,34 0,27 0,53
6.2 Dados de Entrada do CeSFaMB
Para a realização das simulações no CeSFaMB outros dados de entrada são
necessários. Os principais dados são os parâmetros de convergência numérica, os dados
geométricos do reator, as características dos sólidos (inerte e biomassa), a vazão, a
composição do agente gaseificador utilizado e mais alguns parâmetros operacionais como
pressão e temperatura de alimentação, por exemplo. O conjunto completo com todos os
dados de entrada está presente no anexo A.
Parâmetros de convergência numérica
São os dados utilizados pelo programa para alimentar o algoritmo de solução
numérica do sistema de equações. Os parâmetros mais importantes definem o intervalo
de busca da solução, o desvio máximo permitido na solução, a tolerância máxima

51
permitida para a integração numérica, a forma de determinar a região de devolatilização
no leito, o método de integração das equações diferenciais e o método para solução das
equações diferenciais não lineares (CASTELLANOS, 2012). Logo, os principais
parâmetros são listados a seguir:
CCMINP: Porcentagem mínima suposta de conversão de carbono no leito. É
uma estimativa que define o valor mínimo esperado de conversão de carbono
sólido em gases no interior do leito. O carbono está disponível na fração de
voláteis e de carbono fixo no combustível sólido, porém devido aos processos
físicos e químicos parte passa para forma gasosa, presente em vários compostos
como CO2, CO e hidrocarbonetos (SOUZA-SANTOS, 2012).
CCMAXP: Porcentagem máxima suposta de conversão de carbono no leito. É
a estimativa para o valor esperado de conversão de carbono no leito.
CCDEVP: Desvio máximo para a conversão de carbono fixo no leito. É a
tolerância necessária para os cálculos de convergência de carbono fixo no leito.
O manual do simulador adverte o usuário a se atentar à relação tempo de
computação e o valor necessário para este parâmetro. Valores pequenos são
preferidos por maiores precisões, mas acarretam em maior tempo
computacional. Durante as simulações observou-se que em alguns casos são
necessários aumentos desta tolerância para obtenção de convergência
numérica.
TOLMB: Critério de convergência para a integração numérica nos balanços de
massa e energia. O parâmetro controla a convergência da integração numérica.
Este dado serve como tolerância para a integração do sistema de balanço
diferencial de massa e energia no gaseificador. À medida que TOLMB diminui,
o erro acumulado durante a integração também diminui. Entretanto, para este
termo deve-se ter o mesmo cuidado que CCDEVP, para que não se aumente
excessivamente o tempo de computação (SOUZA-SANTOS, 2012).
Os parâmetros acima afetam o número de iterações necessárias para a
convergência numérica do programa. O CCMINP é utilizado para a primeira iteração. Já
que com este valor o programa calcula as conversões do combustível sólido e as equações
diferenciais de equilíbrio de massa e energia. Uma vez concluída a integração no leito, o
valor de conversão de carbono fixo no combustível sólido é calculado e comparado com
o CCMINP. Caso o valor seja maior, o programa segue para a próxima iteração utilizando
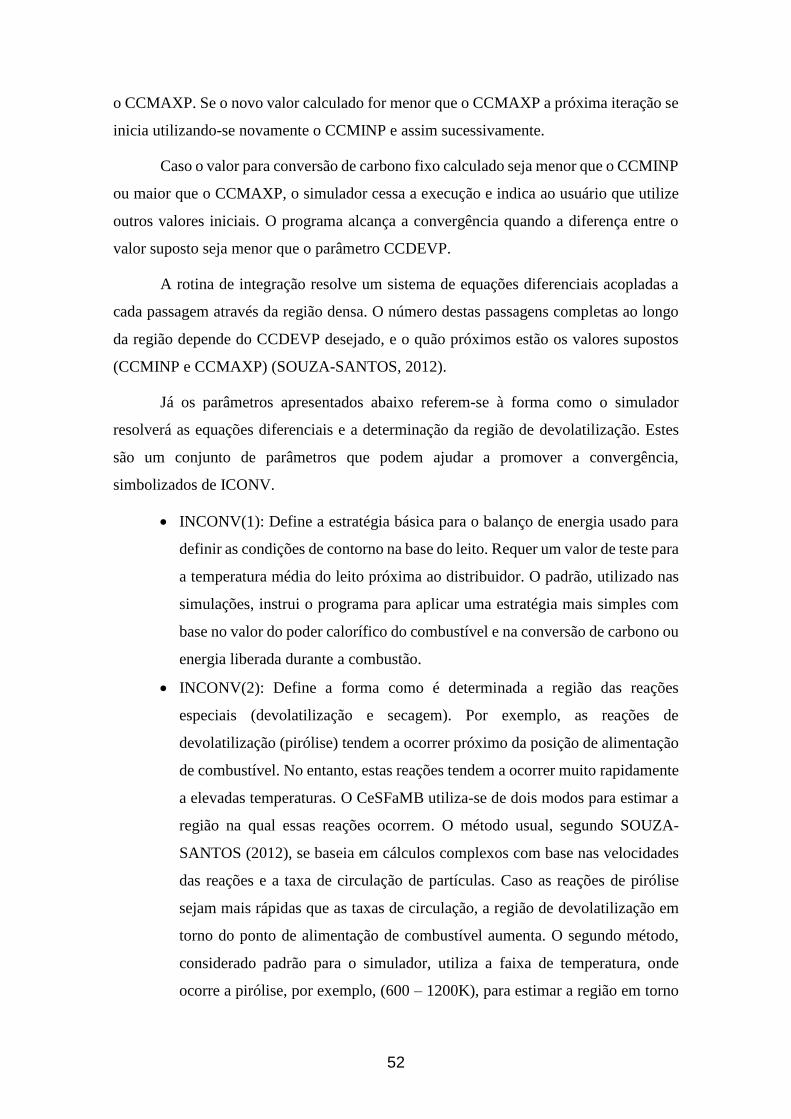
52
o CCMAXP. Se o novo valor calculado for menor que o CCMAXP a próxima iteração se
inicia utilizando-se novamente o CCMINP e assim sucessivamente.
Caso o valor para conversão de carbono fixo calculado seja menor que o CCMINP
ou maior que o CCMAXP, o simulador cessa a execução e indica ao usuário que utilize
outros valores iniciais. O programa alcança a convergência quando a diferença entre o
valor suposto seja menor que o parâmetro CCDEVP.
A rotina de integração resolve um sistema de equações diferenciais acopladas a
cada passagem através da região densa. O número destas passagens completas ao longo
da região depende do CCDEVP desejado, e o quão próximos estão os valores supostos
(CCMINP e CCMAXP) (SOUZA-SANTOS, 2012).
Já os parâmetros apresentados abaixo referem-se à forma como o simulador
resolverá as equações diferenciais e a determinação da região de devolatilização. Estes
são um conjunto de parâmetros que podem ajudar a promover a convergência,
simbolizados de ICONV.
INCONV(1): Define a estratégia básica para o balanço de energia usado para
definir as condições de contorno na base do leito. Requer um valor de teste para
a temperatura média do leito próxima ao distribuidor. O padrão, utilizado nas
simulações, instrui o programa para aplicar uma estratégia mais simples com
base no valor do poder calorífico do combustível e na conversão de carbono ou
energia liberada durante a combustão.
INCONV(2): Define a forma como é determinada a região das reações
especiais (devolatilização e secagem). Por exemplo, as reações de
devolatilização (pirólise) tendem a ocorrer próximo da posição de alimentação
de combustível. No entanto, estas reações tendem a ocorrer muito rapidamente
a elevadas temperaturas. O CeSFaMB utiliza-se de dois modos para estimar a
região na qual essas reações ocorrem. O método usual, segundo SOUZA-
SANTOS (2012), se baseia em cálculos complexos com base nas velocidades
das reações e a taxa de circulação de partículas. Caso as reações de pirólise
sejam mais rápidas que as taxas de circulação, a região de devolatilização em
torno do ponto de alimentação de combustível aumenta. O segundo método,
considerado padrão para o simulador, utiliza a faixa de temperatura, onde
ocorre a pirólise, por exemplo, (600 – 1200K), para estimar a região em torno
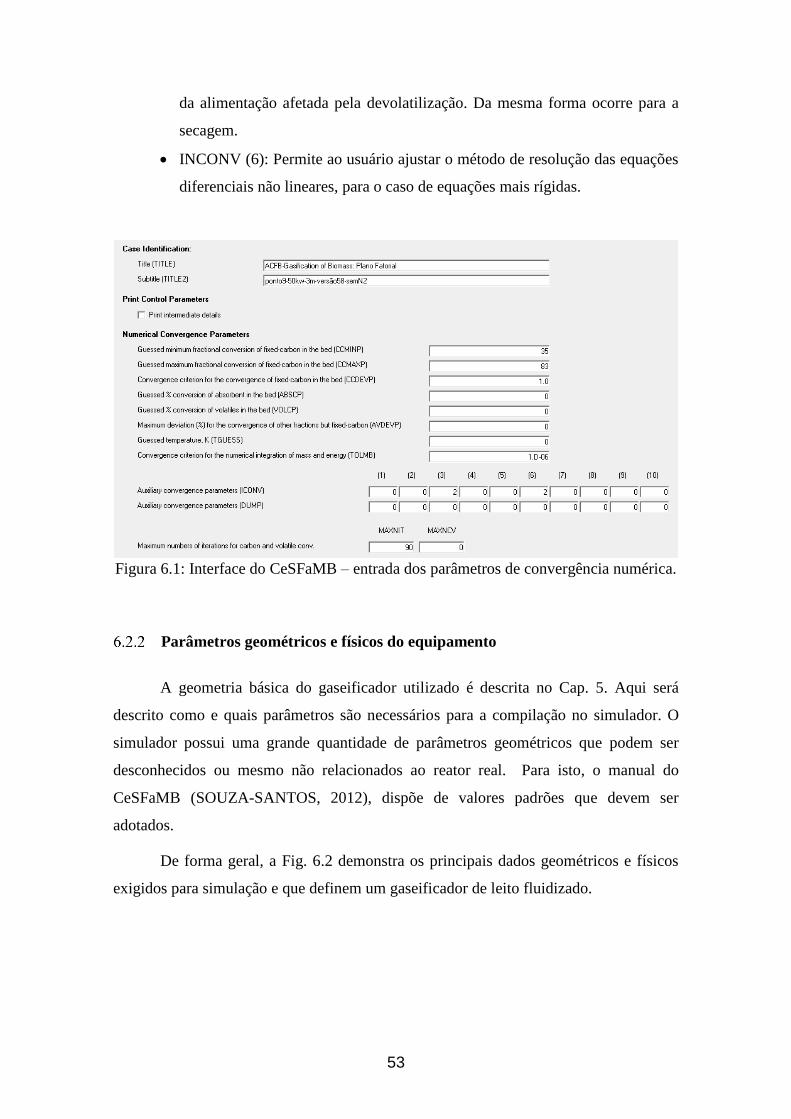
53
da alimentação afetada pela devolatilização. Da mesma forma ocorre para a
secagem.
INCONV (6): Permite ao usuário ajustar o método de resolução das equações
diferenciais não lineares, para o caso de equações mais rígidas.
Figura 6.1: Interface do CeSFaMB – entrada dos parâmetros de convergência numérica.
Parâmetros geométricos e físicos do equipamento
A geometria básica do gaseificador utilizado é descrita no Cap. 5. Aqui será
descrito como e quais parâmetros são necessários para a compilação no simulador. O
simulador possui uma grande quantidade de parâmetros geométricos que podem ser
desconhecidos ou mesmo não relacionados ao reator real. Para isto, o manual do
CeSFaMB (SOUZA-SANTOS, 2012), dispõe de valores padrões que devem ser
adotados.
De forma geral, a Fig. 6.2 demonstra os principais dados geométricos e físicos
exigidos para simulação e que definem um gaseificador de leito fluidizado.
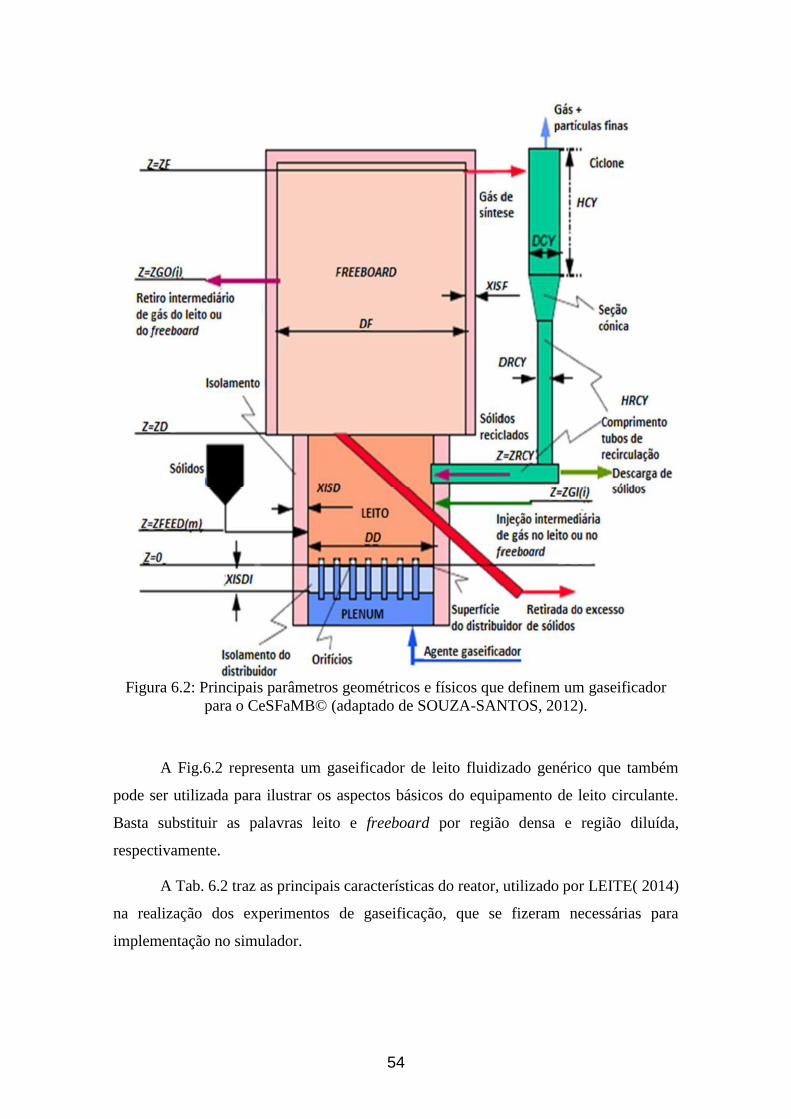
54
Figura 6.2: Principais parâmetros geométricos e físicos que definem um gaseificador
para o CeSFaMB© (adaptado de SOUZA-SANTOS, 2012).
A Fig.6.2 representa um gaseificador de leito fluidizado genérico que também
pode ser utilizada para ilustrar os aspectos básicos do equipamento de leito circulante.
Basta substituir as palavras leito e freeboard por região densa e região diluída,
respectivamente.
A Tab. 6.2 traz as principais características do reator, utilizado por LEITE( 2014)
na realização dos experimentos de gaseificação, que se fizeram necessárias para
implementação no simulador.
55
Tabela 6.2: Principais parâmetros físicos e geométricos do gaseificador.
Parâmetro Símbolo no
CeSFaMB Valor
Diâmetro interno do equipamento DIAME 0,083 m
Posição z relativa ao diâmetro interno ZPOSE 0 – 5,4 m
Comprimento do leito ZD 0,05 m
Posição da principal saída de gases ZF 5,4 m
Diâmetro dos orifícios no distribuidor DOD 0,003 m
Número de orifícios no distribuidor NOD 18
Diâmetro interno das flautas no distribuidor DIFLUT 0,004
Diâmetro externo das flautas no distribuidor DOFLUT 0,005
Número de flautas no distribuidor NFLUT 9
Número de ciclones NCY 1
Diâmetro interno da região cilíndrica do
ciclone DCY 0.102 m
DIAME, na Tab. 6.2 corresponde a uma matriz que descreve o diâmetro interno
do equipamento em várias posições. ZPOSE é a matriz que descreve as posições dos
respectivos DIAME. Portanto, o simulador permite que o usuário defina detalhadamente
o perfil geométrico do equipamento. A Figura 6.3 demonstra um esquema para a definição
dos parâmetros citados numa geometria não constante.
Figura 6.3: Esquema de um gaseificador de geometria não constante (adaptado de
SOUZA-SANTOS, 2012).
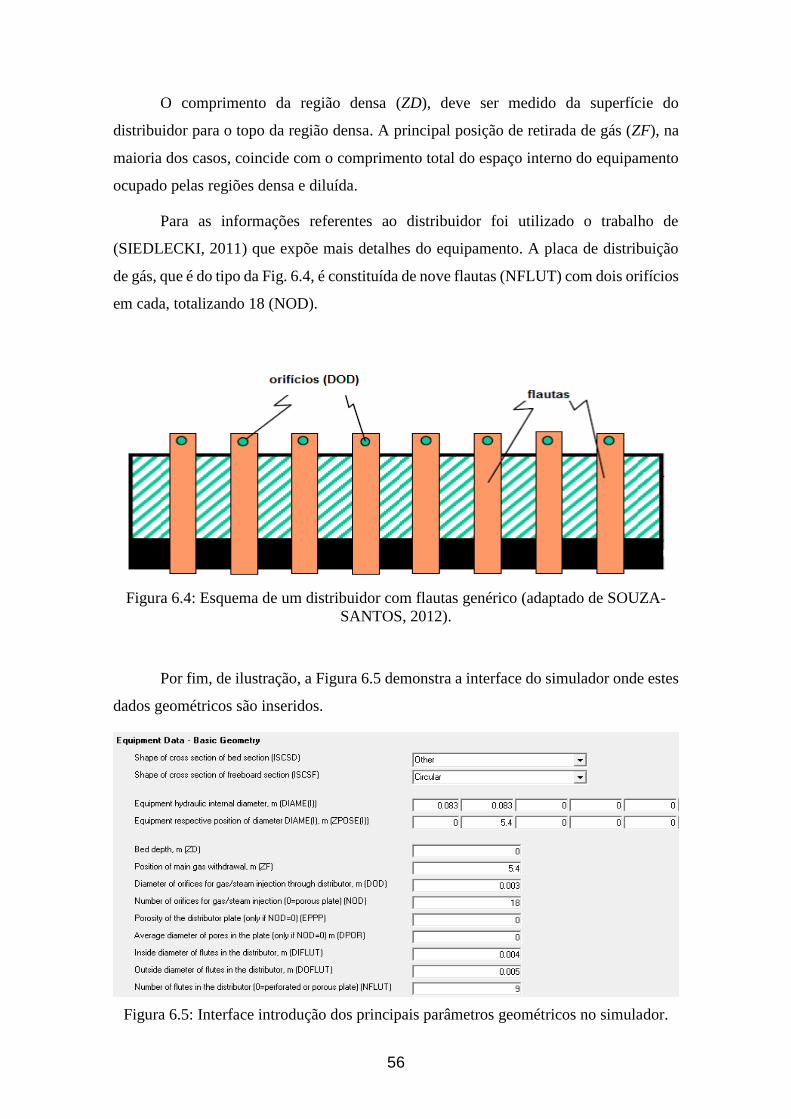
56
O comprimento da região densa (ZD), deve ser medido da superfície do
distribuidor para o topo da região densa. A principal posição de retirada de gás (ZF), na
maioria dos casos, coincide com o comprimento total do espaço interno do equipamento
ocupado pelas regiões densa e diluída.
Para as informações referentes ao distribuidor foi utilizado o trabalho de
(SIEDLECKI, 2011) que expõe mais detalhes do equipamento. A placa de distribuição
de gás, que é do tipo da Fig. 6.4, é constituída de nove flautas (NFLUT) com dois orifícios
em cada, totalizando 18 (NOD).
Figura 6.4: Esquema de um distribuidor com flautas genérico (adaptado de SOUZA-
SANTOS, 2012).
Por fim, de ilustração, a Figura 6.5 demonstra a interface do simulador onde estes
dados geométricos são inseridos.
Figura 6.5: Interface introdução dos principais parâmetros geométricos no simulador.
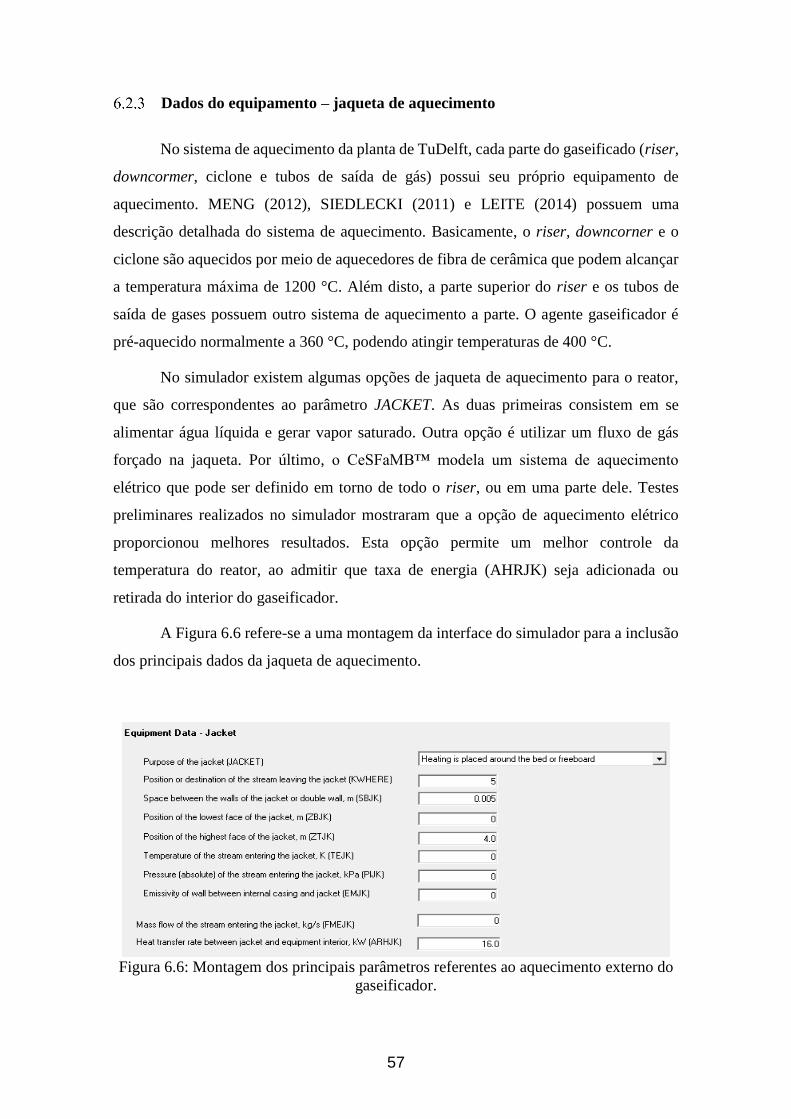
57
Dados do equipamento – jaqueta de aquecimento
No sistema de aquecimento da planta de TuDelft, cada parte do gaseificado (riser,
downcormer, ciclone e tubos de saída de gás) possui seu próprio equipamento de
aquecimento. MENG (2012), SIEDLECKI (2011) e LEITE (2014) possuem uma
descrição detalhada do sistema de aquecimento. Basicamente, o riser, downcorner e o
ciclone são aquecidos por meio de aquecedores de fibra de cerâmica que podem alcançar
a temperatura máxima de 1200 °C. Além disto, a parte superior do riser e os tubos de
saída de gases possuem outro sistema de aquecimento a parte. O agente gaseificador é
pré-aquecido normalmente a 360 °C, podendo atingir temperaturas de 400 °C.
No simulador existem algumas opções de jaqueta de aquecimento para o reator,
que são correspondentes ao parâmetro JACKET. As duas primeiras consistem em se
alimentar água líquida e gerar vapor saturado. Outra opção é utilizar um fluxo de gás
forçado na jaqueta. Por último, o CeSFaMB™ modela um sistema de aquecimento
elétrico que pode ser definido em torno de todo o riser, ou em uma parte dele. Testes
preliminares realizados no simulador mostraram que a opção de aquecimento elétrico
proporcionou melhores resultados. Esta opção permite um melhor controle da
temperatura do reator, ao admitir que taxa de energia (AHRJK) seja adicionada ou
retirada do interior do gaseificador.
A Figura 6.6 refere-se a uma montagem da interface do simulador para a inclusão
dos principais dados da jaqueta de aquecimento.
Figura 6.6: Montagem dos principais parâmetros referentes ao aquecimento externo do
gaseificador.

58
Caracterização dos sólidos
Entre os sólidos possíveis e permitidos pelo programa para o processo de
gaseificação, estão o combustível, absorventes, se houver, e o material inerte que compõe
o leito de partículas. Estes tipos são diferenciados pelo índice m = 1, 2 ou 3
respectivamente.
O combustível sólido (m = 1) utilizado para as simulações, bem como nos
experimentos de LEITE (2014) é o bagaço de cana de açúcar. O simulador permite uma
variedade de materiais carbonáceos, como combustível para o processo que são definidos
pelo símbolo MTKINDC(i). Para o bagaço de cana MTKINDC(i) = 8.
Os primeiros parâmetros para a caracterização do combustível são os parâmetros
físicos e de alimentação (Fig. 6.7):
Figura 6.7: Parâmetros de alimentação do combustível (interface gráfica CeSFaMB).
Poder calorífico superior.
No programa, representado pelo símbolo HHVDBC, o poder calorífico superior
em base seca é definido como o calor liberado quando uma unidade de quantidade de
combustível é completamente queimada e os produtos da combustão são arrefecidos até
a temperatura em que se encontravam os reagentes, a qual normalmente é a temperatura
ambiente (KRISHNAMURTHY et al., 2014).
Procedimentos experimentais normalmente informam apenas o poder calorífico
superior (PCS) em base seca (DRY). Um dos métodos mais utilizados para esta
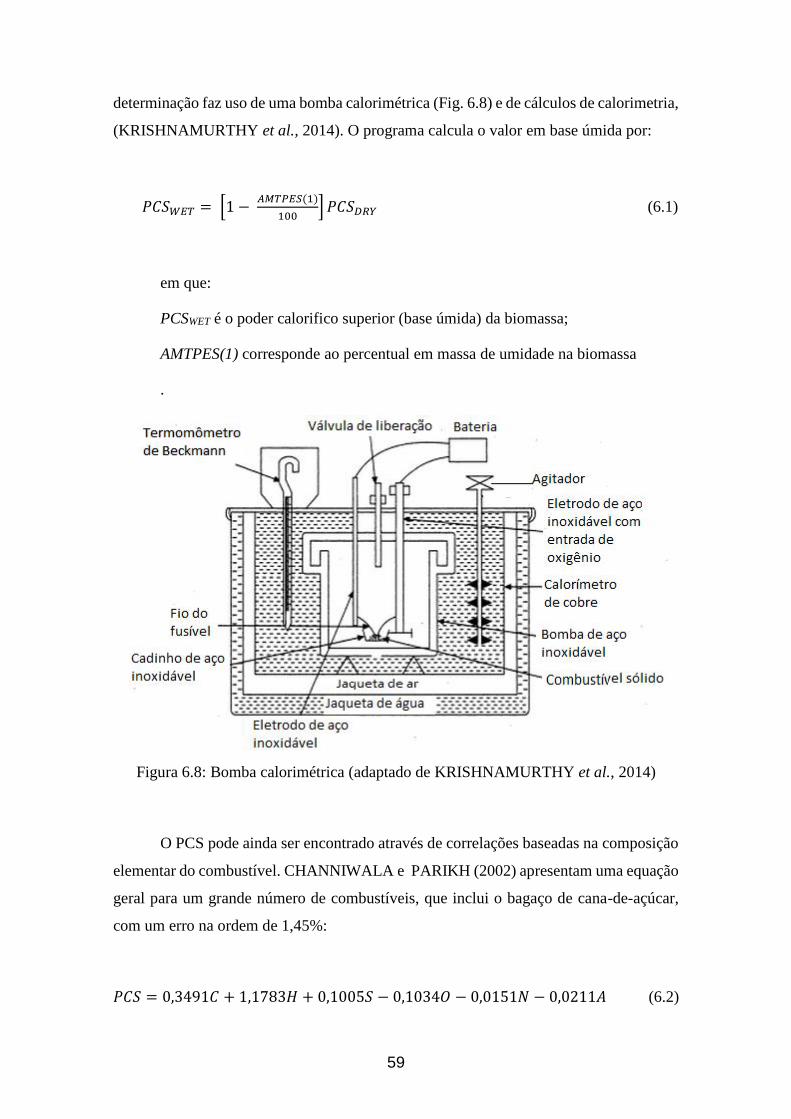
59
determinação faz uso de uma bomba calorimétrica (Fig. 6.8) e de cálculos de calorimetria,
(KRISHNAMURTHY et al., 2014). O programa calcula o valor em base úmida por:
𝑃𝐶𝑆𝑊𝐸𝑇 = [1 − 𝐴𝑀𝑇𝑃𝐸𝑆(1)
100] 𝑃𝐶𝑆𝐷𝑅𝑌 (6.1)
em que:
PCSWET é o poder calorifico superior (base úmida) da biomassa;
AMTPES(1) corresponde ao percentual em massa de umidade na biomassa
.
Figura 6.8: Bomba calorimétrica (adaptado de KRISHNAMURTHY et al., 2014)
O PCS pode ainda ser encontrado através de correlações baseadas na composição
elementar do combustível. CHANNIWALA e PARIKH (2002) apresentam uma equação
geral para um grande número de combustíveis, que inclui o bagaço de cana-de-açúcar,
com um erro na ordem de 1,45%:
𝑃𝐶𝑆 = 0,3491𝐶 + 1,1783𝐻 + 0,1005𝑆 − 0,1034𝑂 − 0,0151𝑁 − 0,0211𝐴 (6.2)
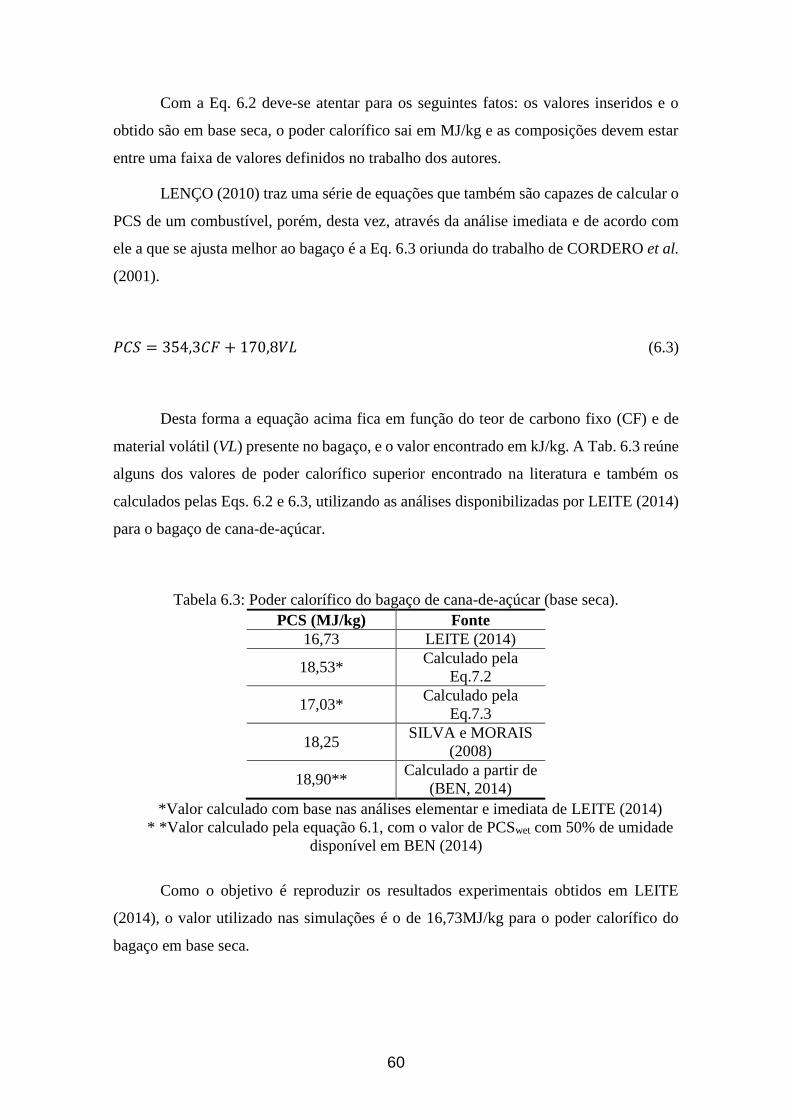
60
Com a Eq. 6.2 deve-se atentar para os seguintes fatos: os valores inseridos e o
obtido são em base seca, o poder calorífico sai em MJ/kg e as composições devem estar
entre uma faixa de valores definidos no trabalho dos autores.
LENÇO (2010) traz uma série de equações que também são capazes de calcular o
PCS de um combustível, porém, desta vez, através da análise imediata e de acordo com
ele a que se ajusta melhor ao bagaço é a Eq. 6.3 oriunda do trabalho de CORDERO et al.
(2001).
𝑃𝐶𝑆 = 354,3𝐶𝐹 + 170,8𝑉𝐿 (6.3)
Desta forma a equação acima fica em função do teor de carbono fixo (CF) e de
material volátil (VL) presente no bagaço, e o valor encontrado em kJ/kg. A Tab. 6.3 reúne
alguns dos valores de poder calorífico superior encontrado na literatura e também os
calculados pelas Eqs. 6.2 e 6.3, utilizando as análises disponibilizadas por LEITE (2014)
para o bagaço de cana-de-açúcar.
Tabela 6.3: Poder calorífico do bagaço de cana-de-açúcar (base seca).
PCS (MJ/kg) Fonte
16,73 LEITE (2014)
18,53* Calculado pela
Eq.7.2
17,03* Calculado pela
Eq.7.3
18,25 SILVA e MORAIS
(2008)
18,90** Calculado a partir de
(BEN, 2014)
*Valor calculado com base nas análises elementar e imediata de LEITE (2014)
* *Valor calculado pela equação 6.1, com o valor de PCSwet com 50% de umidade
disponível em BEN (2014)
Como o objetivo é reproduzir os resultados experimentais obtidos em LEITE
(2014), o valor utilizado nas simulações é o de 16,73MJ/kg para o poder calorífico do
bagaço em base seca.
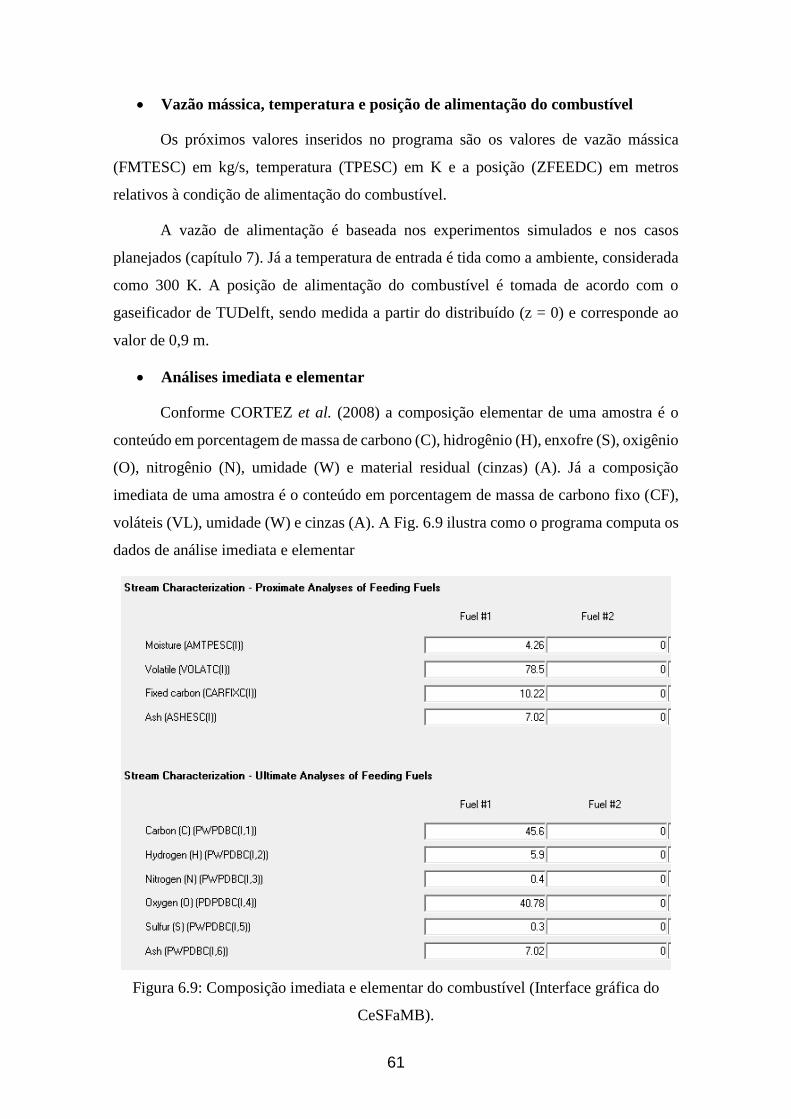
61
Vazão mássica, temperatura e posição de alimentação do combustível
Os próximos valores inseridos no programa são os valores de vazão mássica
(FMTESC) em kg/s, temperatura (TPESC) em K e a posição (ZFEEDC) em metros
relativos à condição de alimentação do combustível.
A vazão de alimentação é baseada nos experimentos simulados e nos casos
planejados (capítulo 7). Já a temperatura de entrada é tida como a ambiente, considerada
como 300 K. A posição de alimentação do combustível é tomada de acordo com o
gaseificador de TUDelft, sendo medida a partir do distribuído (z = 0) e corresponde ao
valor de 0,9 m.
Análises imediata e elementar
Conforme CORTEZ et al. (2008) a composição elementar de uma amostra é o
conteúdo em porcentagem de massa de carbono (C), hidrogênio (H), enxofre (S), oxigênio
(O), nitrogênio (N), umidade (W) e material residual (cinzas) (A). Já a composição
imediata de uma amostra é o conteúdo em porcentagem de massa de carbono fixo (CF),
voláteis (VL), umidade (W) e cinzas (A). A Fig. 6.9 ilustra como o programa computa os
dados de análise imediata e elementar
Figura 6.9: Composição imediata e elementar do combustível (Interface gráfica do
CeSFaMB).
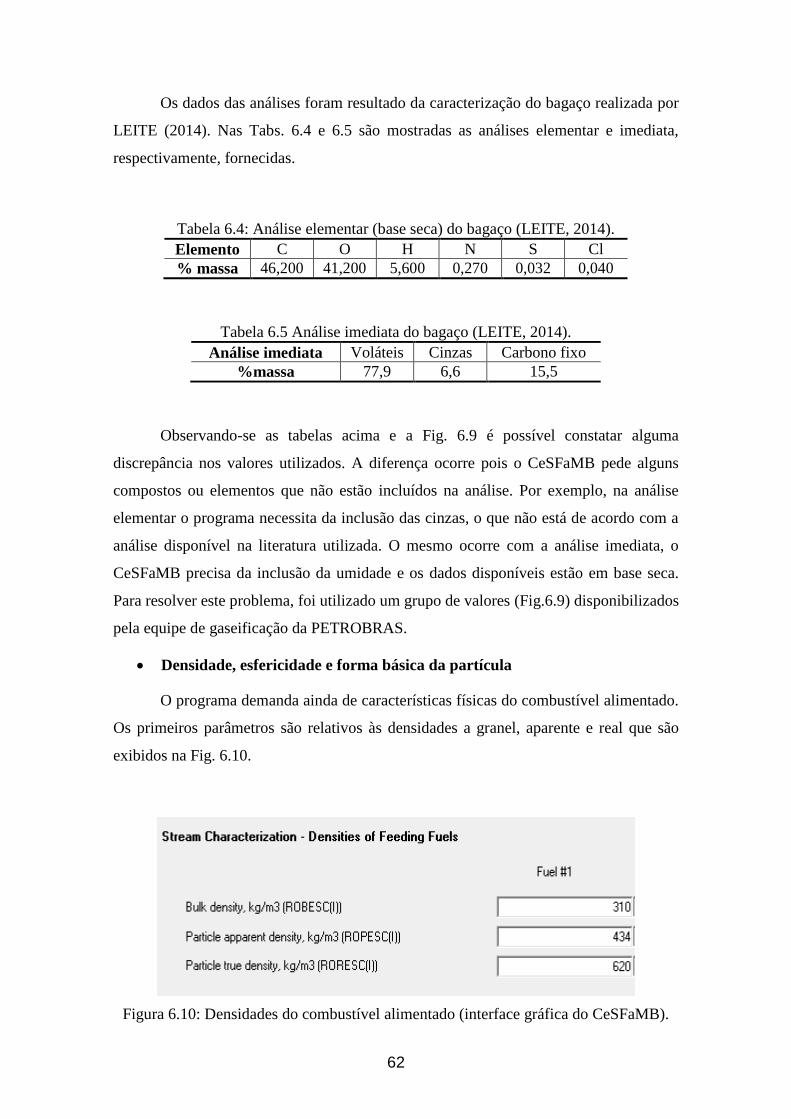
62
Os dados das análises foram resultado da caracterização do bagaço realizada por
LEITE (2014). Nas Tabs. 6.4 e 6.5 são mostradas as análises elementar e imediata,
respectivamente, fornecidas.
Tabela 6.4: Análise elementar (base seca) do bagaço (LEITE, 2014).
Elemento C O H N S Cl
% massa 46,200 41,200 5,600 0,270 0,032 0,040
Tabela 6.5 Análise imediata do bagaço (LEITE, 2014).
Análise imediata Voláteis Cinzas Carbono fixo
%massa 77,9 6,6 15,5
Observando-se as tabelas acima e a Fig. 6.9 é possível constatar alguma
discrepância nos valores utilizados. A diferença ocorre pois o CeSFaMB pede alguns
compostos ou elementos que não estão incluídos na análise. Por exemplo, na análise
elementar o programa necessita da inclusão das cinzas, o que não está de acordo com a
análise disponível na literatura utilizada. O mesmo ocorre com a análise imediata, o
CeSFaMB precisa da inclusão da umidade e os dados disponíveis estão em base seca.
Para resolver este problema, foi utilizado um grupo de valores (Fig.6.9) disponibilizados
pela equipe de gaseificação da PETROBRAS.
Densidade, esfericidade e forma básica da partícula
O programa demanda ainda de características físicas do combustível alimentado.
Os primeiros parâmetros são relativos às densidades a granel, aparente e real que são
exibidos na Fig. 6.10.
Figura 6.10: Densidades do combustível alimentado (interface gráfica do CeSFaMB).
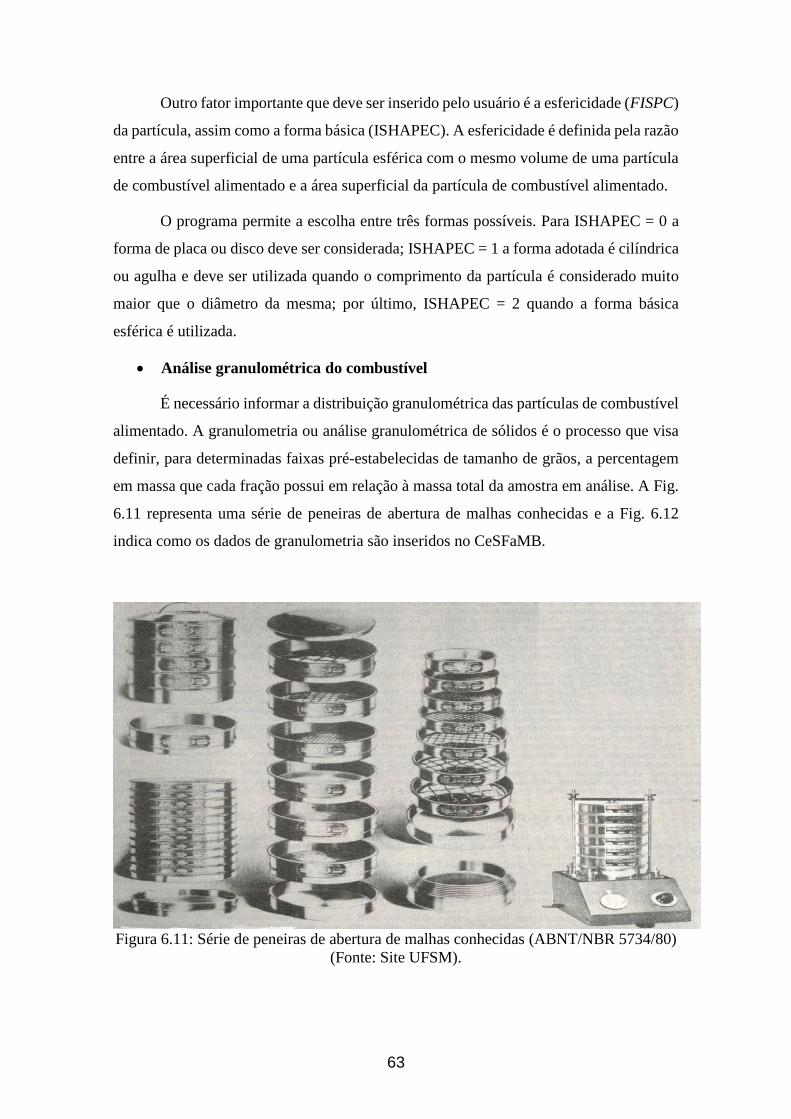
63
Outro fator importante que deve ser inserido pelo usuário é a esfericidade (FISPC)
da partícula, assim como a forma básica (ISHAPEC). A esfericidade é definida pela razão
entre a área superficial de uma partícula esférica com o mesmo volume de uma partícula
de combustível alimentado e a área superficial da partícula de combustível alimentado.
O programa permite a escolha entre três formas possíveis. Para ISHAPEC = 0 a
forma de placa ou disco deve ser considerada; ISHAPEC = 1 a forma adotada é cilíndrica
ou agulha e deve ser utilizada quando o comprimento da partícula é considerado muito
maior que o diâmetro da mesma; por último, ISHAPEC = 2 quando a forma básica
esférica é utilizada.
Análise granulométrica do combustível
É necessário informar a distribuição granulométrica das partículas de combustível
alimentado. A granulometria ou análise granulométrica de sólidos é o processo que visa
definir, para determinadas faixas pré-estabelecidas de tamanho de grãos, a percentagem
em massa que cada fração possui em relação à massa total da amostra em análise. A Fig.
6.11 representa uma série de peneiras de abertura de malhas conhecidas e a Fig. 6.12
indica como os dados de granulometria são inseridos no CeSFaMB.
Figura 6.11: Série de peneiras de abertura de malhas conhecidas (ABNT/NBR 5734/80)
(Fonte: Site UFSM).

64
Figura 6.12: Distribuição granulométrica do combustível alimentado (Interface gráfica
do CeSFaMB).
Na Fig.6.12 nota-se que um diâmetro médio foi utilizado. O mais comum nos
trabalhos de engenharia é o diâmetro médio de Sauter, que pode ser definido por:
�� = 1
∑𝛥𝑥𝑖𝑑𝑖𝑖
onde xi é a fração mássica retida entre duas peneiras e di é a média entre as aberturas
dessas peneiras.
Após a descrição do combustível utilizado, características referentes ao material
inerte que compõe o leito são exigidas. O material utilizado nos experimentos foi a
magnesita, com a composição apresentada na Tab. 6.6.
Tabela 6.6: Composição do leito de magnesita (LEITE,2014).
Composição %massa
MgO 86,65
CaO 4,76
SiO2 0,26
Fe2O3 7,57
Al2O3 0,18
As <10 ppm
Cd <0,1 ppm
Hg <0,1 ppm
Pb <10 ppm

65
Assim como para o combustível, dados referentes a temperatura e posição de
entrada são necessários para o inerte. Propriedades como densidade, esfericidade,
granulometria também são importantes. De forma geral, a Tab. 6.7 resume as
propriedades do material do leito, necessárias para simulação, e a Tab. 6.8 expõe a análise
granulométrica do mesmo.
Tabela 6.7: Propriedades do material inerte do leito (Adaptado de LEITE,214; MENG,
2012; SIEDLECKI 2011).
Propriedade Simbologia do CeSFaMB Valor/Tipo
Tipo de alimentação IBATCHI Contínua (IBATCHI = 0)
Massa de inerte
colocada no interior do
leito
AMASSI 9 kg
Temperatura de
alimentação TEPESI 298 K
Posição de
alimentação ZFEEDI 0,9 m
Densidade a granel ROBESI 1315 kg/m3
Densidade aparente ROPESI 1841 kg/m3
Densidade verdadeira RORESI 2630 kg/m3
Esfericidade FISPI 0,98
Tabela 6.8: Análise granulométrica do material inerte (LEITE, 2014).
Faixa de
diâmetros
(µm)
Diâmetro
médio (µm)
Massa retida
(g)
Fração
mássica
(kg/kg)
%
> 850 44,8 3,1E-02 3,14
600-850 725 138,7 9,7E-02 9,73
500-600 550 100,3 7,0E-02 7,03
425-500 463 91,2 6,4E-02 6,40
300-425 362,5 227,9 1,6E-01 15,98
200-300 250 279,3 2,0E-01 19,59
150-200 175 171,8 1,2E-01 12,05
90-150 120 230,2 1,6E-01 16,14
<90 141,6 9,9E-02 9,93
n.d. 0,1 7,0E-05 0,01
Total 1425,8 100,00
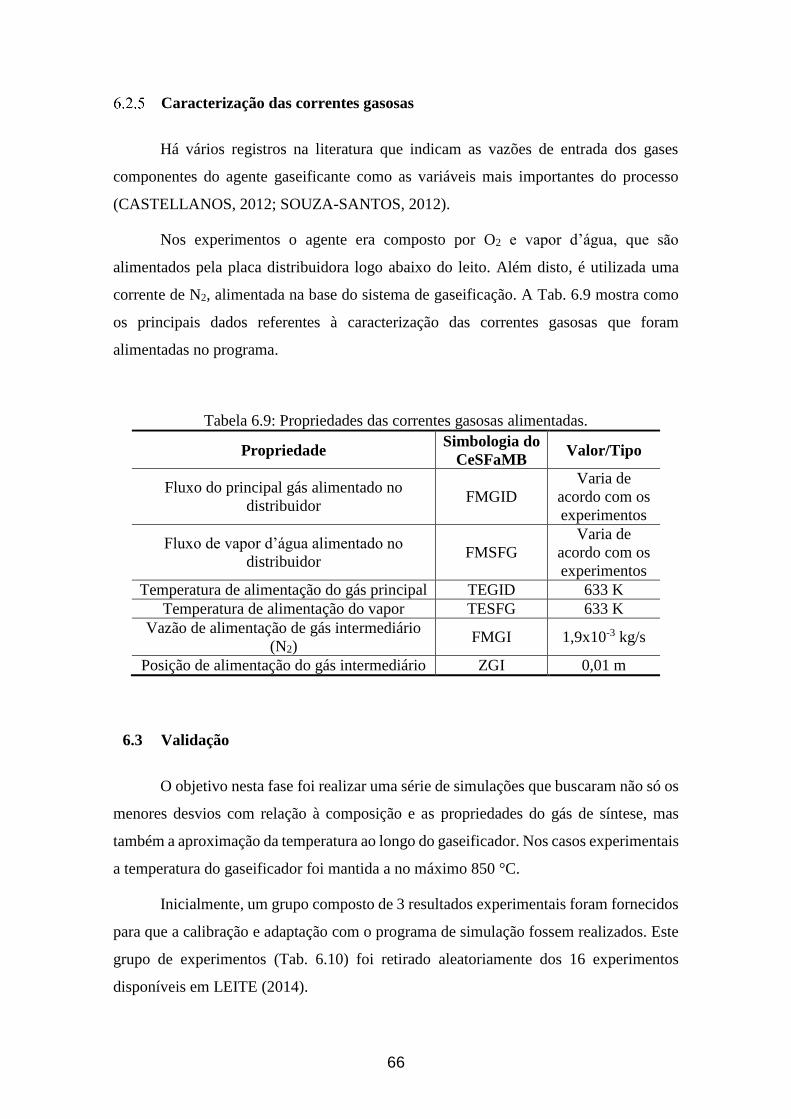
66
Caracterização das correntes gasosas
Há vários registros na literatura que indicam as vazões de entrada dos gases
componentes do agente gaseificante como as variáveis mais importantes do processo
(CASTELLANOS, 2012; SOUZA-SANTOS, 2012).
Nos experimentos o agente era composto por O2 e vapor d’água, que são
alimentados pela placa distribuidora logo abaixo do leito. Além disto, é utilizada uma
corrente de N2, alimentada na base do sistema de gaseificação. A Tab. 6.9 mostra como
os principais dados referentes à caracterização das correntes gasosas que foram
alimentadas no programa.
Tabela 6.9: Propriedades das correntes gasosas alimentadas.
Propriedade Simbologia do
CeSFaMB Valor/Tipo
Fluxo do principal gás alimentado no
distribuidor FMGID
Varia de
acordo com os
experimentos
Fluxo de vapor d’água alimentado no
distribuidor FMSFG
Varia de
acordo com os
experimentos
Temperatura de alimentação do gás principal TEGID 633 K
Temperatura de alimentação do vapor TESFG 633 K
Vazão de alimentação de gás intermediário
(N2) FMGI 1,9x10-3 kg/s
Posição de alimentação do gás intermediário ZGI 0,01 m
6.3 Validação
O objetivo nesta fase foi realizar uma série de simulações que buscaram não só os
menores desvios com relação à composição e as propriedades do gás de síntese, mas
também a aproximação da temperatura ao longo do gaseificador. Nos casos experimentais
a temperatura do gaseificador foi mantida a no máximo 850 °C.
Inicialmente, um grupo composto de 3 resultados experimentais foram fornecidos
para que a calibração e adaptação com o programa de simulação fossem realizados. Este
grupo de experimentos (Tab. 6.10) foi retirado aleatoriamente dos 16 experimentos
disponíveis em LEITE (2014).
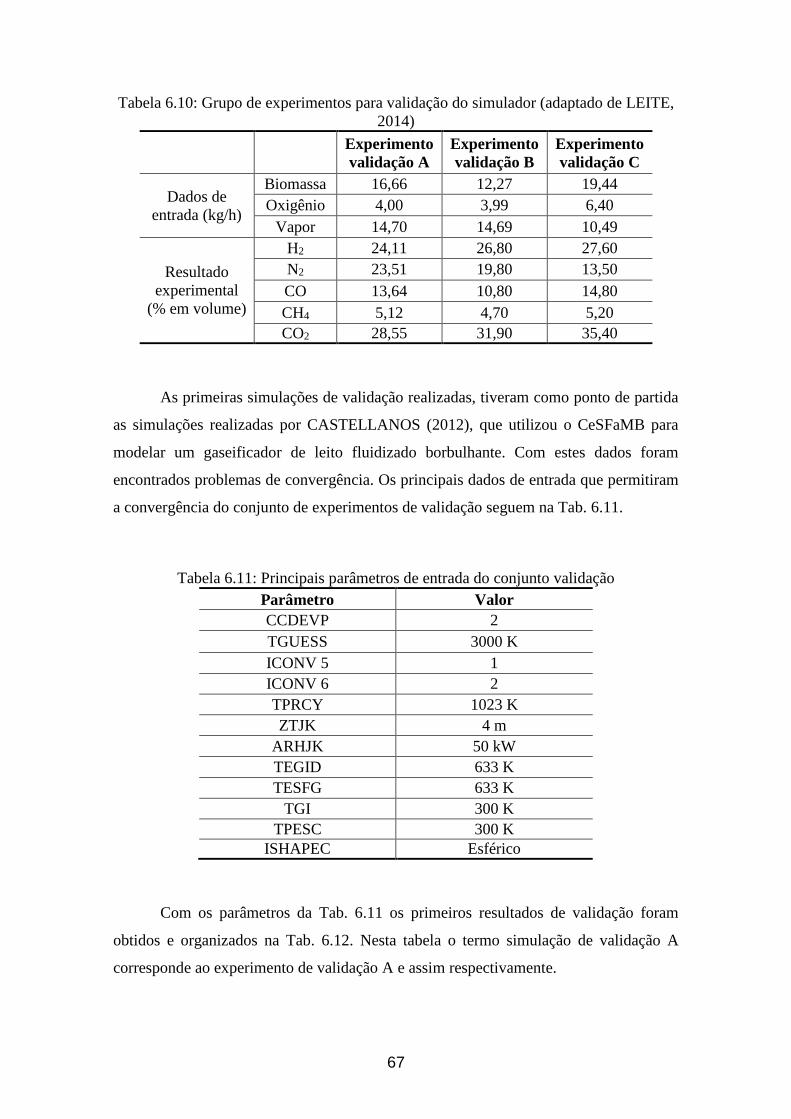
67
Tabela 6.10: Grupo de experimentos para validação do simulador (adaptado de LEITE,
2014)
Experimento
validação A
Experimento
validação B
Experimento
validação C
Dados de
entrada (kg/h)
Biomassa 16,66 12,27 19,44
Oxigênio 4,00 3,99 6,40
Vapor 14,70 14,69 10,49
Resultado
experimental
(% em volume)
H2 24,11 26,80 27,60
N2 23,51 19,80 13,50
CO 13,64 10,80 14,80
CH4 5,12 4,70 5,20
CO2 28,55 31,90 35,40
As primeiras simulações de validação realizadas, tiveram como ponto de partida
as simulações realizadas por CASTELLANOS (2012), que utilizou o CeSFaMB para
modelar um gaseificador de leito fluidizado borbulhante. Com estes dados foram
encontrados problemas de convergência. Os principais dados de entrada que permitiram
a convergência do conjunto de experimentos de validação seguem na Tab. 6.11.
Tabela 6.11: Principais parâmetros de entrada do conjunto validação
Parâmetro Valor
CCDEVP 2
TGUESS 3000 K
ICONV 5 1
ICONV 6 2
TPRCY 1023 K
ZTJK 4 m
ARHJK 50 kW
TEGID 633 K
TESFG 633 K
TGI 300 K
TPESC 300 K
ISHAPEC Esférico
Com os parâmetros da Tab. 6.11 os primeiros resultados de validação foram
obtidos e organizados na Tab. 6.12. Nesta tabela o termo simulação de validação A
corresponde ao experimento de validação A e assim respectivamente.
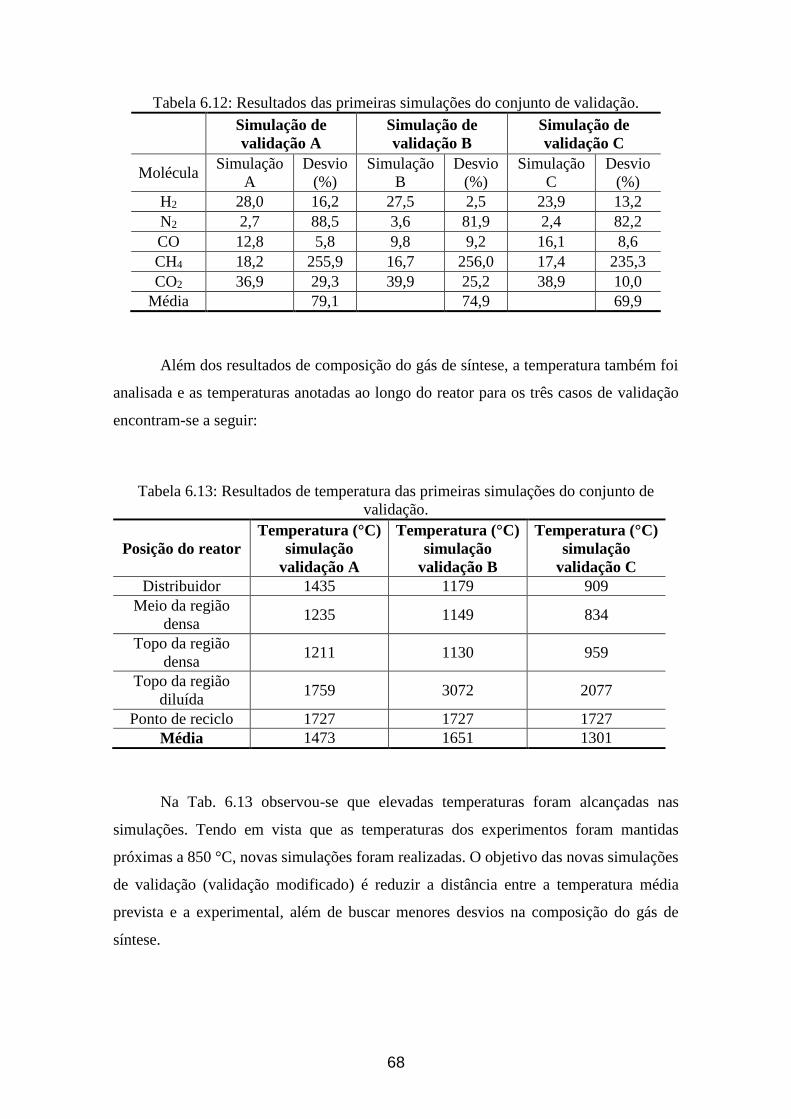
68
Tabela 6.12: Resultados das primeiras simulações do conjunto de validação.
Simulação de
validação A
Simulação de
validação B
Simulação de
validação C
Molécula Simulação
A
Desvio
(%)
Simulação
B
Desvio
(%)
Simulação
C
Desvio
(%)
H2 28,0 16,2 27,5 2,5 23,9 13,2
N2 2,7 88,5 3,6 81,9 2,4 82,2
CO 12,8 5,8 9,8 9,2 16,1 8,6
CH4 18,2 255,9 16,7 256,0 17,4 235,3
CO2 36,9 29,3 39,9 25,2 38,9 10,0
Média 79,1 74,9 69,9
Além dos resultados de composição do gás de síntese, a temperatura também foi
analisada e as temperaturas anotadas ao longo do reator para os três casos de validação
encontram-se a seguir:
Tabela 6.13: Resultados de temperatura das primeiras simulações do conjunto de
validação.
Posição do reator
Temperatura (°C)
simulação
validação A
Temperatura (°C)
simulação
validação B
Temperatura (°C)
simulação
validação C
Distribuidor 1435 1179 909
Meio da região
densa 1235 1149 834
Topo da região
densa 1211 1130 959
Topo da região
diluída 1759 3072 2077
Ponto de reciclo 1727 1727 1727
Média 1473 1651 1301
Na Tab. 6.13 observou-se que elevadas temperaturas foram alcançadas nas
simulações. Tendo em vista que as temperaturas dos experimentos foram mantidas
próximas a 850 °C, novas simulações foram realizadas. O objetivo das novas simulações
de validação (validação modificado) é reduzir a distância entre a temperatura média
prevista e a experimental, além de buscar menores desvios na composição do gás de
síntese.
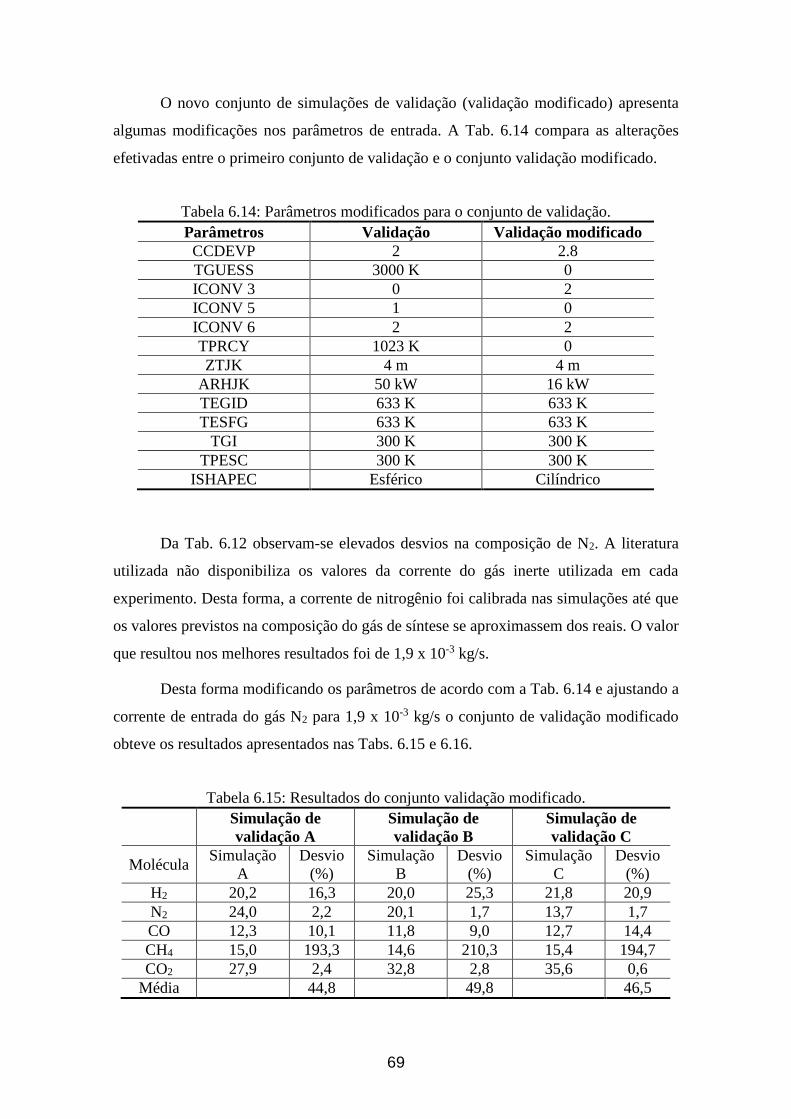
69
O novo conjunto de simulações de validação (validação modificado) apresenta
algumas modificações nos parâmetros de entrada. A Tab. 6.14 compara as alterações
efetivadas entre o primeiro conjunto de validação e o conjunto validação modificado.
Tabela 6.14: Parâmetros modificados para o conjunto de validação.
Parâmetros Validação Validação modificado
CCDEVP 2 2.8
TGUESS 3000 K 0
ICONV 3 0 2
ICONV 5 1 0
ICONV 6 2 2
TPRCY 1023 K 0
ZTJK 4 m 4 m
ARHJK 50 kW 16 kW
TEGID 633 K 633 K
TESFG 633 K 633 K
TGI 300 K 300 K
TPESC 300 K 300 K
ISHAPEC Esférico Cilíndrico
Da Tab. 6.12 observam-se elevados desvios na composição de N2. A literatura
utilizada não disponibiliza os valores da corrente do gás inerte utilizada em cada
experimento. Desta forma, a corrente de nitrogênio foi calibrada nas simulações até que
os valores previstos na composição do gás de síntese se aproximassem dos reais. O valor
que resultou nos melhores resultados foi de 1,9 x 10-3 kg/s.
Desta forma modificando os parâmetros de acordo com a Tab. 6.14 e ajustando a
corrente de entrada do gás N2 para 1,9 x 10-3 kg/s o conjunto de validação modificado
obteve os resultados apresentados nas Tabs. 6.15 e 6.16.
Tabela 6.15: Resultados do conjunto validação modificado.
Simulação de
validação A
Simulação de
validação B
Simulação de
validação C
Molécula Simulação
A
Desvio
(%)
Simulação
B
Desvio
(%)
Simulação
C
Desvio
(%)
H2 20,2 16,3 20,0 25,3 21,8 20,9
N2 24,0 2,2 20,1 1,7 13,7 1,7
CO 12,3 10,1 11,8 9,0 12,7 14,4
CH4 15,0 193,3 14,6 210,3 15,4 194,7
CO2 27,9 2,4 32,8 2,8 35,6 0,6
Média 44,8 49,8 46,5

70
Tabela 6.16: Resultados de temperatura do conjunto de validação modificado.
Posição do reator
Temperatura (°C)
simulação
validação A
Temperatura (°C)
simulação
validação B
Temperatura (°C)
simulação
validação C
Distribuidor 774 790 732
Meio da região
densa 705 718 700
Topo da região
densa 660 691 818
Topo da região
diluída 1027 1102 1298
Ponto de reciclo 1014 1088 1283
Média 836 878 966
Conclusões da validação
As simulações de validação foram importantes para o ajuste dos dados de entrada
do CeSFaMB e também para a adaptação com a utilização do mesmo. Os desvios obtidos
nas simulações de validação foram organizados na Tab. 6.17.
Tabela 6.17: Média dos desvios para os conjuntos de validação.
Desvio médio
validação
Desvio médio
validação modificado
Molécula Absoluto Relativo
(%) Absoluto
Relativo
(%)
H2 2,7 10,6 5,5 20,9
N2 16,0 84,2 0,4 1,9
CO 1,0 7,8 1,5 11,2
CH4 12,5 249,1 10,0 199,5
CO2 6,7 21,5 0,6 1,9
Desvio geral - 74,6 - 47,1
Os resultados do conjunto de validação modificado apresentaram menores
desvios, com uma média geral de 47,1%. Isto indica que a média dos desvios das
composições foi de 47,1 %. Outro fator levado em consideração foi a temperatura, os
experimentos realizados por LEITE (2014) tomam o cuidado de manter a temperatura até
850°C por motivos de segurança na operação da planta piloto.
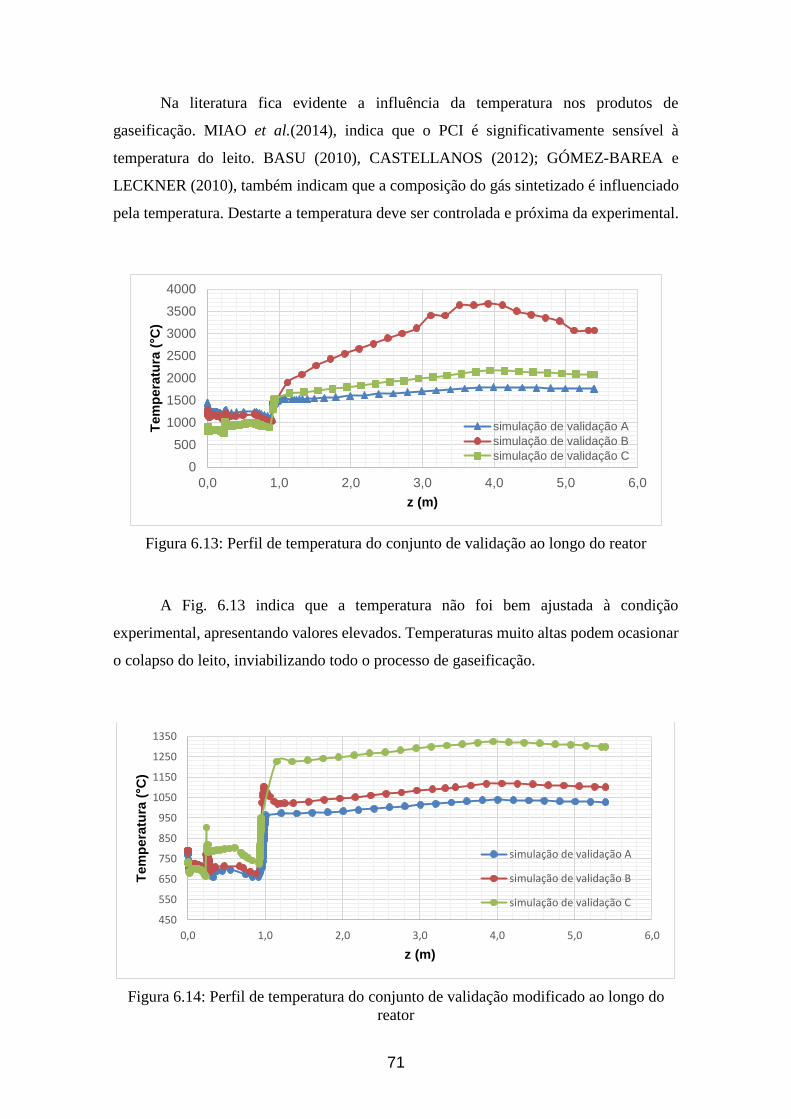
71
Na literatura fica evidente a influência da temperatura nos produtos de
gaseificação. MIAO et al.(2014), indica que o PCI é significativamente sensível à
temperatura do leito. BASU (2010), CASTELLANOS (2012); GÓMEZ-BAREA e
LECKNER (2010), também indicam que a composição do gás sintetizado é influenciado
pela temperatura. Destarte a temperatura deve ser controlada e próxima da experimental.
Figura 6.13: Perfil de temperatura do conjunto de validação ao longo do reator
A Fig. 6.13 indica que a temperatura não foi bem ajustada à condição
experimental, apresentando valores elevados. Temperaturas muito altas podem ocasionar
o colapso do leito, inviabilizando todo o processo de gaseificação.
Figura 6.14: Perfil de temperatura do conjunto de validação modificado ao longo do
reator
0
500
1000
1500
2000
2500
3000
3500
4000
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Tem
pe
ratu
ra (°C
)
z (m)
simulação de validação A
simulação de validação B
simulação de validação C
450
550
650
750
850
950
1050
1150
1250
1350
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Tem
pera
tura
(°C
)
z (m)
simulação de validação A
simulação de validação B
simulação de validação C
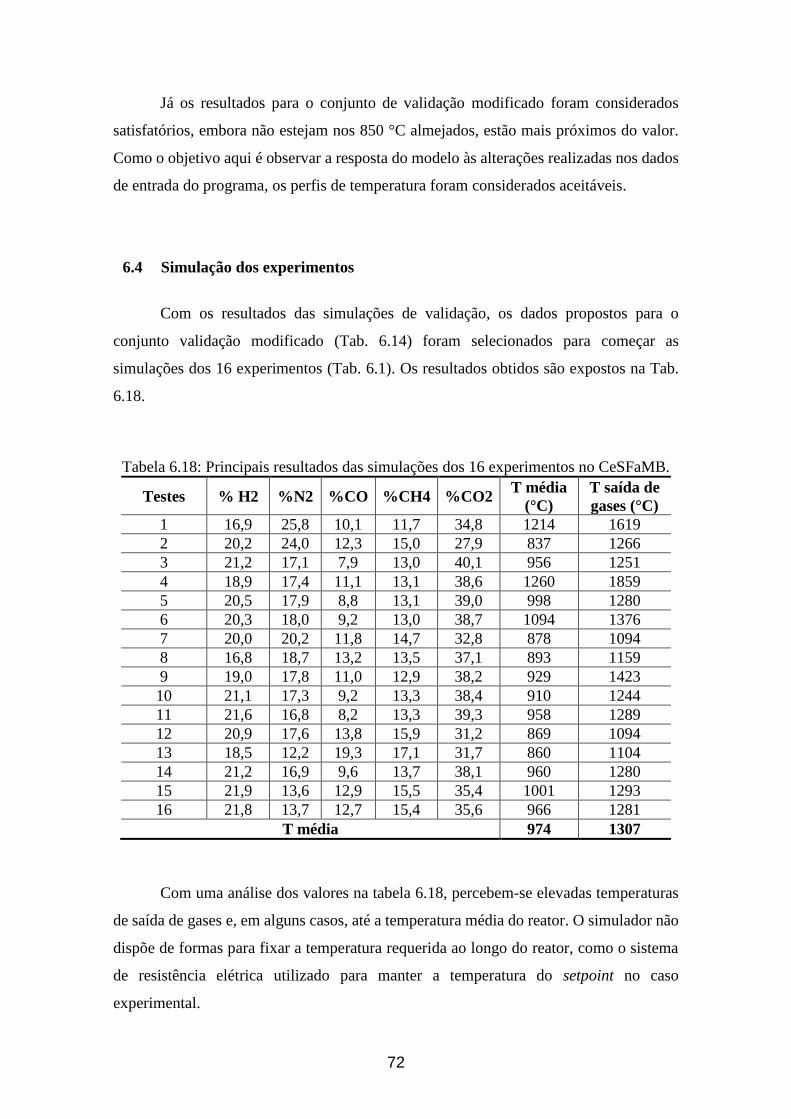
72
Já os resultados para o conjunto de validação modificado foram considerados
satisfatórios, embora não estejam nos 850 °C almejados, estão mais próximos do valor.
Como o objetivo aqui é observar a resposta do modelo às alterações realizadas nos dados
de entrada do programa, os perfis de temperatura foram considerados aceitáveis.
6.4 Simulação dos experimentos
Com os resultados das simulações de validação, os dados propostos para o
conjunto validação modificado (Tab. 6.14) foram selecionados para começar as
simulações dos 16 experimentos (Tab. 6.1). Os resultados obtidos são expostos na Tab.
6.18.
Tabela 6.18: Principais resultados das simulações dos 16 experimentos no CeSFaMB.
Testes % H2 %N2 %CO %CH4 %CO2 T média
(°C)
T saída de
gases (°C)
1 16,9 25,8 10,1 11,7 34,8 1214 1619
2 20,2 24,0 12,3 15,0 27,9 837 1266
3 21,2 17,1 7,9 13,0 40,1 956 1251
4 18,9 17,4 11,1 13,1 38,6 1260 1859
5 20,5 17,9 8,8 13,1 39,0 998 1280
6 20,3 18,0 9,2 13,0 38,7 1094 1376
7 20,0 20,2 11,8 14,7 32,8 878 1094
8 16,8 18,7 13,2 13,5 37,1 893 1159
9 19,0 17,8 11,0 12,9 38,2 929 1423
10 21,1 17,3 9,2 13,3 38,4 910 1244
11 21,6 16,8 8,2 13,3 39,3 958 1289
12 20,9 17,6 13,8 15,9 31,2 869 1094
13 18,5 12,2 19,3 17,1 31,7 860 1104
14 21,2 16,9 9,6 13,7 38,1 960 1280
15 21,9 13,6 12,9 15,5 35,4 1001 1293
16 21,8 13,7 12,7 15,4 35,6 966 1281
T média 974 1307
Com uma análise dos valores na tabela 6.18, percebem-se elevadas temperaturas
de saída de gases e, em alguns casos, até a temperatura média do reator. O simulador não
dispõe de formas para fixar a temperatura requerida ao longo do reator, como o sistema
de resistência elétrica utilizado para manter a temperatura do setpoint no caso
experimental.
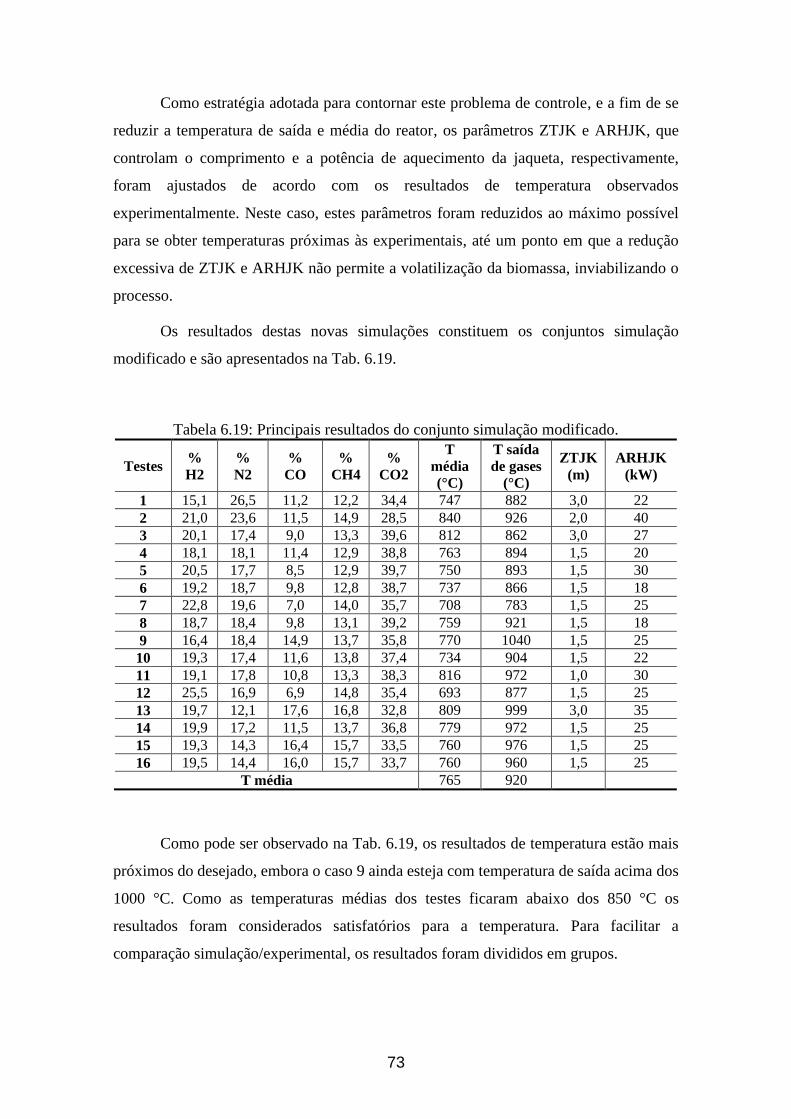
73
Como estratégia adotada para contornar este problema de controle, e a fim de se
reduzir a temperatura de saída e média do reator, os parâmetros ZTJK e ARHJK, que
controlam o comprimento e a potência de aquecimento da jaqueta, respectivamente,
foram ajustados de acordo com os resultados de temperatura observados
experimentalmente. Neste caso, estes parâmetros foram reduzidos ao máximo possível
para se obter temperaturas próximas às experimentais, até um ponto em que a redução
excessiva de ZTJK e ARHJK não permite a volatilização da biomassa, inviabilizando o
processo.
Os resultados destas novas simulações constituem os conjuntos simulação
modificado e são apresentados na Tab. 6.19.
Tabela 6.19: Principais resultados do conjunto simulação modificado.
Testes %
H2
%
N2
%
CO
%
CH4
%
CO2
T
média
(°C)
T saída
de gases
(°C)
ZTJK
(m)
ARHJK
(kW)
1 15,1 26,5 11,2 12,2 34,4 747 882 3,0 22
2 21,0 23,6 11,5 14,9 28,5 840 926 2,0 40
3 20,1 17,4 9,0 13,3 39,6 812 862 3,0 27
4 18,1 18,1 11,4 12,9 38,8 763 894 1,5 20
5 20,5 17,7 8,5 12,9 39,7 750 893 1,5 30
6 19,2 18,7 9,8 12,8 38,7 737 866 1,5 18
7 22,8 19,6 7,0 14,0 35,7 708 783 1,5 25
8 18,7 18,4 9,8 13,1 39,2 759 921 1,5 18
9 16,4 18,4 14,9 13,7 35,8 770 1040 1,5 25
10 19,3 17,4 11,6 13,8 37,4 734 904 1,5 22
11 19,1 17,8 10,8 13,3 38,3 816 972 1,0 30
12 25,5 16,9 6,9 14,8 35,4 693 877 1,5 25
13 19,7 12,1 17,6 16,8 32,8 809 999 3,0 35
14 19,9 17,2 11,5 13,7 36,8 779 972 1,5 25
15 19,3 14,3 16,4 15,7 33,5 760 976 1,5 25
16 19,5 14,4 16,0 15,7 33,7 760 960 1,5 25
T média 765 920
Como pode ser observado na Tab. 6.19, os resultados de temperatura estão mais
próximos do desejado, embora o caso 9 ainda esteja com temperatura de saída acima dos
1000 °C. Como as temperaturas médias dos testes ficaram abaixo dos 850 °C os
resultados foram considerados satisfatórios para a temperatura. Para facilitar a
comparação simulação/experimental, os resultados foram divididos em grupos.
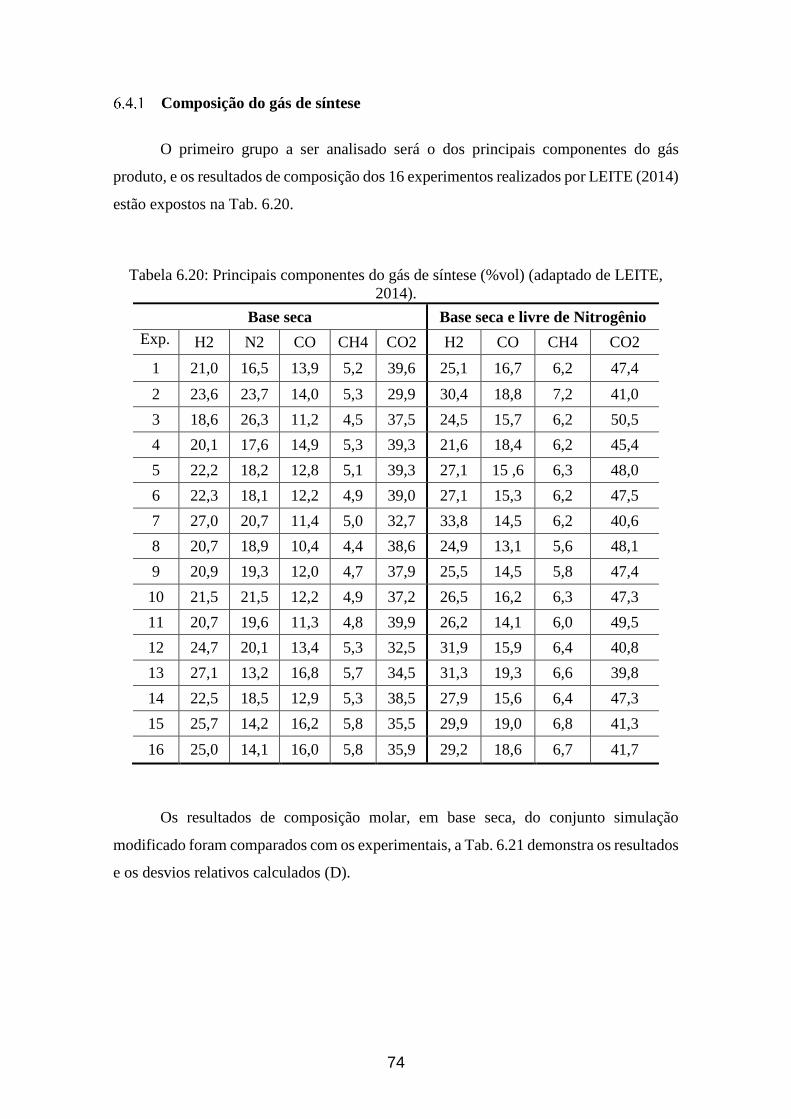
74
Composição do gás de síntese
O primeiro grupo a ser analisado será o dos principais componentes do gás
produto, e os resultados de composição dos 16 experimentos realizados por LEITE (2014)
estão expostos na Tab. 6.20.
Tabela 6.20: Principais componentes do gás de síntese (%vol) (adaptado de LEITE,
2014).
Base seca Base seca e livre de Nitrogênio
Exp. H2 N2 CO CH4 CO2 H2 CO CH4 CO2
1 21,0 16,5 13,9 5,2 39,6 25,1 16,7 6,2 47,4
2 23,6 23,7 14,0 5,3 29,9 30,4 18,8 7,2 41,0
3 18,6 26,3 11,2 4,5 37,5 24,5 15,7 6,2 50,5
4 20,1 17,6 14,9 5,3 39,3 21,6 18,4 6,2 45,4
5 22,2 18,2 12,8 5,1 39,3 27,1 15 ,6 6,3 48,0
6 22,3 18,1 12,2 4,9 39,0 27,1 15,3 6,2 47,5
7 27,0 20,7 11,4 5,0 32,7 33,8 14,5 6,2 40,6
8 20,7 18,9 10,4 4,4 38,6 24,9 13,1 5,6 48,1
9 20,9 19,3 12,0 4,7 37,9 25,5 14,5 5,8 47,4
10 21,5 21,5 12,2 4,9 37,2 26,5 16,2 6,3 47,3
11 20,7 19,6 11,3 4,8 39,9 26,2 14,1 6,0 49,5
12 24,7 20,1 13,4 5,3 32,5 31,9 15,9 6,4 40,8
13 27,1 13,2 16,8 5,7 34,5 31,3 19,3 6,6 39,8
14 22,5 18,5 12,9 5,3 38,5 27,9 15,6 6,4 47,3
15 25,7 14,2 16,2 5,8 35,5 29,9 19,0 6,8 41,3
16 25,0 14,1 16,0 5,8 35,9 29,2 18,6 6,7 41,7
Os resultados de composição molar, em base seca, do conjunto simulação
modificado foram comparados com os experimentais, a Tab. 6.21 demonstra os resultados
e os desvios relativos calculados (D).
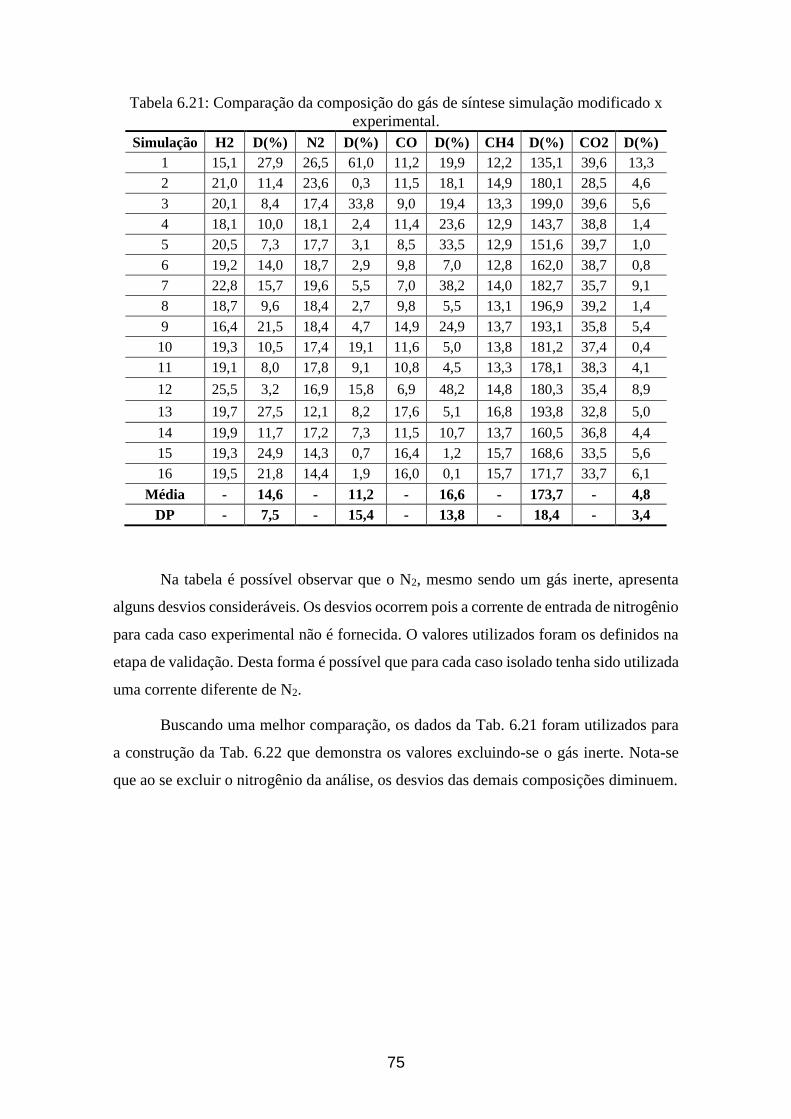
75
Tabela 6.21: Comparação da composição do gás de síntese simulação modificado x
experimental.
Simulação H2 D(%) N2 D(%) CO D(%) CH4 D(%) CO2 D(%)
1 15,1 27,9 26,5 61,0 11,2 19,9 12,2 135,1 39,6 13,3
2 21,0 11,4 23,6 0,3 11,5 18,1 14,9 180,1 28,5 4,6
3 20,1 8,4 17,4 33,8 9,0 19,4 13,3 199,0 39,6 5,6
4 18,1 10,0 18,1 2,4 11,4 23,6 12,9 143,7 38,8 1,4
5 20,5 7,3 17,7 3,1 8,5 33,5 12,9 151,6 39,7 1,0
6 19,2 14,0 18,7 2,9 9,8 7,0 12,8 162,0 38,7 0,8
7 22,8 15,7 19,6 5,5 7,0 38,2 14,0 182,7 35,7 9,1
8 18,7 9,6 18,4 2,7 9,8 5,5 13,1 196,9 39,2 1,4
9 16,4 21,5 18,4 4,7 14,9 24,9 13,7 193,1 35,8 5,4
10 19,3 10,5 17,4 19,1 11,6 5,0 13,8 181,2 37,4 0,4
11 19,1 8,0 17,8 9,1 10,8 4,5 13,3 178,1 38,3 4,1
12 25,5 3,2 16,9 15,8 6,9 48,2 14,8 180,3 35,4 8,9
13 19,7 27,5 12,1 8,2 17,6 5,1 16,8 193,8 32,8 5,0
14 19,9 11,7 17,2 7,3 11,5 10,7 13,7 160,5 36,8 4,4
15 19,3 24,9 14,3 0,7 16,4 1,2 15,7 168,6 33,5 5,6
16 19,5 21,8 14,4 1,9 16,0 0,1 15,7 171,7 33,7 6,1
Média - 14,6 - 11,2 - 16,6 - 173,7 - 4,8
DP - 7,5 - 15,4 - 13,8 - 18,4 - 3,4
Na tabela é possível observar que o N2, mesmo sendo um gás inerte, apresenta
alguns desvios consideráveis. Os desvios ocorrem pois a corrente de entrada de nitrogênio
para cada caso experimental não é fornecida. O valores utilizados foram os definidos na
etapa de validação. Desta forma é possível que para cada caso isolado tenha sido utilizada
uma corrente diferente de N2.
Buscando uma melhor comparação, os dados da Tab. 6.21 foram utilizados para
a construção da Tab. 6.22 que demonstra os valores excluindo-se o gás inerte. Nota-se
que ao se excluir o nitrogênio da análise, os desvios das demais composições diminuem.
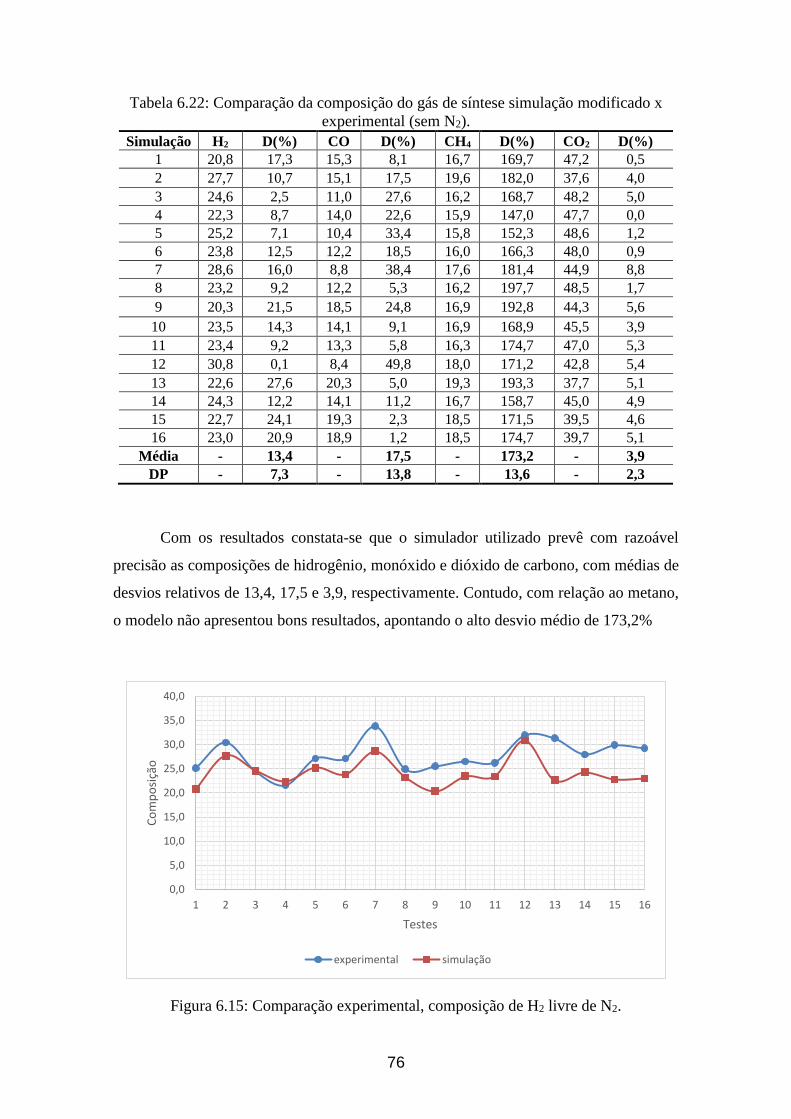
76
Tabela 6.22: Comparação da composição do gás de síntese simulação modificado x
experimental (sem N2).
Simulação H2 D(%) CO D(%) CH4 D(%) CO2 D(%)
1 20,8 17,3 15,3 8,1 16,7 169,7 47,2 0,5
2 27,7 10,7 15,1 17,5 19,6 182,0 37,6 4,0
3 24,6 2,5 11,0 27,6 16,2 168,7 48,2 5,0
4 22,3 8,7 14,0 22,6 15,9 147,0 47,7 0,0
5 25,2 7,1 10,4 33,4 15,8 152,3 48,6 1,2
6 23,8 12,5 12,2 18,5 16,0 166,3 48,0 0,9
7 28,6 16,0 8,8 38,4 17,6 181,4 44,9 8,8
8 23,2 9,2 12,2 5,3 16,2 197,7 48,5 1,7
9 20,3 21,5 18,5 24,8 16,9 192,8 44,3 5,6
10 23,5 14,3 14,1 9,1 16,9 168,9 45,5 3,9
11 23,4 9,2 13,3 5,8 16,3 174,7 47,0 5,3
12 30,8 0,1 8,4 49,8 18,0 171,2 42,8 5,4
13 22,6 27,6 20,3 5,0 19,3 193,3 37,7 5,1
14 24,3 12,2 14,1 11,2 16,7 158,7 45,0 4,9
15 22,7 24,1 19,3 2,3 18,5 171,5 39,5 4,6
16 23,0 20,9 18,9 1,2 18,5 174,7 39,7 5,1
Média - 13,4 - 17,5 - 173,2 - 3,9
DP - 7,3 - 13,8 - 13,6 - 2,3
Com os resultados constata-se que o simulador utilizado prevê com razoável
precisão as composições de hidrogênio, monóxido e dióxido de carbono, com médias de
desvios relativos de 13,4, 17,5 e 3,9, respectivamente. Contudo, com relação ao metano,
o modelo não apresentou bons resultados, apontando o alto desvio médio de 173,2%
Figura 6.15: Comparação experimental, composição de H2 livre de N2.
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Co
mp
osi
ção
Testes
experimental simulação
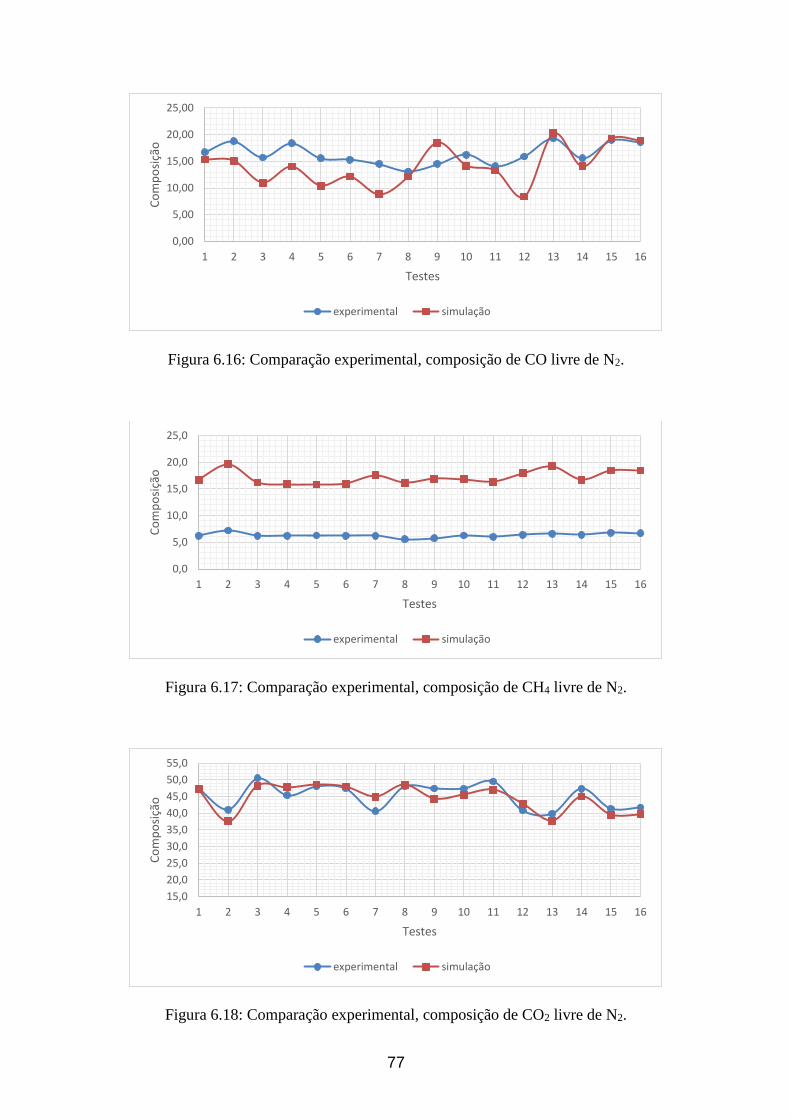
77
Figura 6.16: Comparação experimental, composição de CO livre de N2.
Figura 6.17: Comparação experimental, composição de CH4 livre de N2.
Figura 6.18: Comparação experimental, composição de CO2 livre de N2.
0,00
5,00
10,00
15,00
20,00
25,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Co
mp
osi
ção
Testes
experimental simulação
0,0
5,0
10,0
15,0
20,0
25,0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Co
mp
osi
ção
Testes
experimental simulação
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
55,0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Co
mp
osi
ção
Testes
experimental simulação
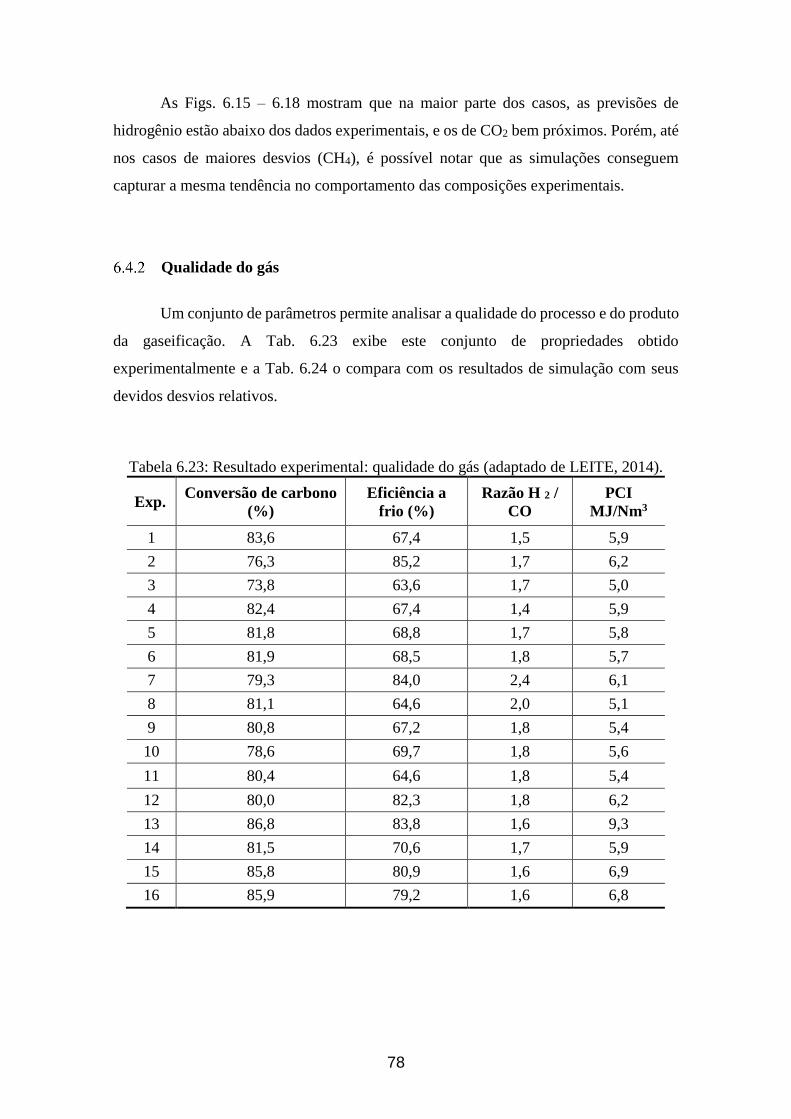
78
As Figs. 6.15 – 6.18 mostram que na maior parte dos casos, as previsões de
hidrogênio estão abaixo dos dados experimentais, e os de CO2 bem próximos. Porém, até
nos casos de maiores desvios (CH4), é possível notar que as simulações conseguem
capturar a mesma tendência no comportamento das composições experimentais.
Qualidade do gás
Um conjunto de parâmetros permite analisar a qualidade do processo e do produto
da gaseificação. A Tab. 6.23 exibe este conjunto de propriedades obtido
experimentalmente e a Tab. 6.24 o compara com os resultados de simulação com seus
devidos desvios relativos.
Tabela 6.23: Resultado experimental: qualidade do gás (adaptado de LEITE, 2014).
Exp. Conversão de carbono
(%)
Eficiência a
frio (%)
Razão H 2 /
CO
PCI
MJ/Nm3
1 83,6 67,4 1,5 5,9
2 76,3 85,2 1,7 6,2
3 73,8 63,6 1,7 5,0
4 82,4 67,4 1,4 5,9
5 81,8 68,8 1,7 5,8
6 81,9 68,5 1,8 5,7
7 79,3 84,0 2,4 6,1
8 81,1 64,6 2,0 5,1
9 80,8 67,2 1,8 5,4
10 78,6 69,7 1,8 5,6
11 80,4 64,6 1,8 5,4
12 80,0 82,3 1,8 6,2
13 86,8 83,8 1,6 9,3
14 81,5 70,6 1,7 5,9
15 85,8 80,9 1,6 6,9
16 85,9 79,2 1,6 6,8
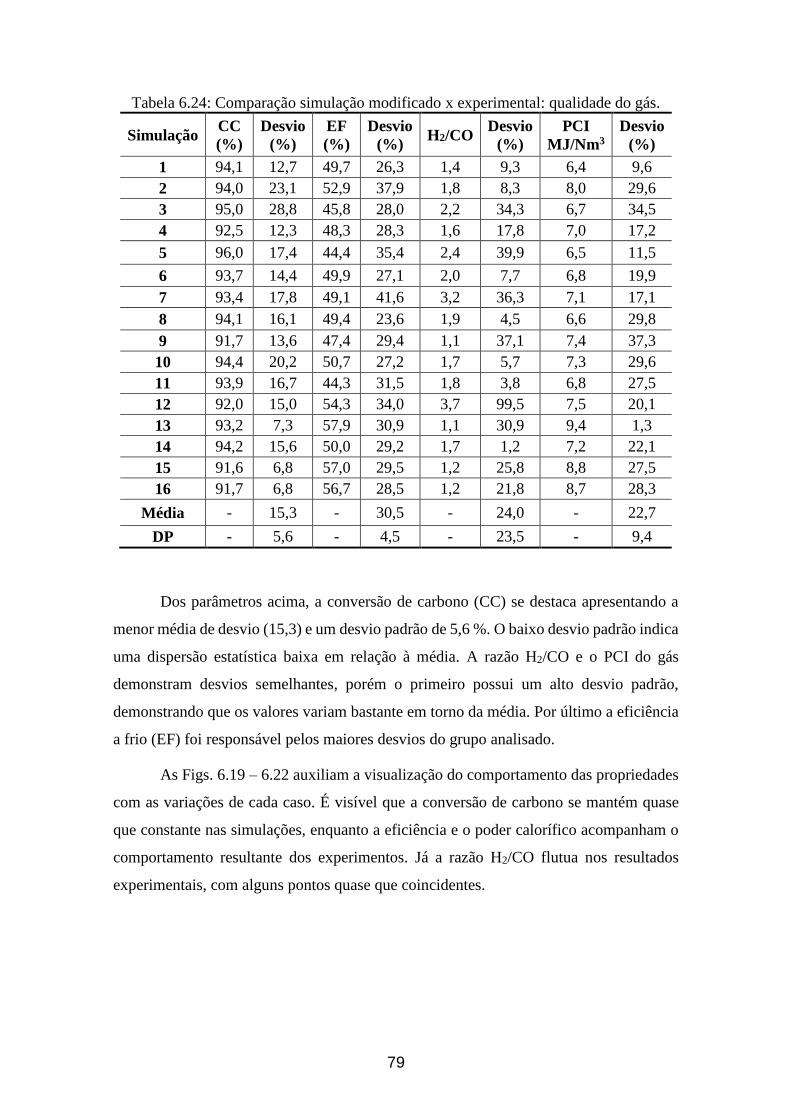
79
Tabela 6.24: Comparação simulação modificado x experimental: qualidade do gás.
Simulação CC
(%)
Desvio
(%)
EF
(%)
Desvio
(%) H2/CO
Desvio
(%)
PCI
MJ/Nm3
Desvio
(%)
1 94,1 12,7 49,7 26,3 1,4 9,3 6,4 9,6
2 94,0 23,1 52,9 37,9 1,8 8,3 8,0 29,6
3 95,0 28,8 45,8 28,0 2,2 34,3 6,7 34,5
4 92,5 12,3 48,3 28,3 1,6 17,8 7,0 17,2
5 96,0 17,4 44,4 35,4 2,4 39,9 6,5 11,5
6 93,7 14,4 49,9 27,1 2,0 7,7 6,8 19,9
7 93,4 17,8 49,1 41,6 3,2 36,3 7,1 17,1
8 94,1 16,1 49,4 23,6 1,9 4,5 6,6 29,8
9 91,7 13,6 47,4 29,4 1,1 37,1 7,4 37,3
10 94,4 20,2 50,7 27,2 1,7 5,7 7,3 29,6
11 93,9 16,7 44,3 31,5 1,8 3,8 6,8 27,5
12 92,0 15,0 54,3 34,0 3,7 99,5 7,5 20,1
13 93,2 7,3 57,9 30,9 1,1 30,9 9,4 1,3
14 94,2 15,6 50,0 29,2 1,7 1,2 7,2 22,1
15 91,6 6,8 57,0 29,5 1,2 25,8 8,8 27,5
16 91,7 6,8 56,7 28,5 1,2 21,8 8,7 28,3
Média - 15,3 - 30,5 - 24,0 - 22,7
DP - 5,6 - 4,5 - 23,5 - 9,4
Dos parâmetros acima, a conversão de carbono (CC) se destaca apresentando a
menor média de desvio (15,3) e um desvio padrão de 5,6 %. O baixo desvio padrão indica
uma dispersão estatística baixa em relação à média. A razão H2/CO e o PCI do gás
demonstram desvios semelhantes, porém o primeiro possui um alto desvio padrão,
demonstrando que os valores variam bastante em torno da média. Por último a eficiência
a frio (EF) foi responsável pelos maiores desvios do grupo analisado.
As Figs. 6.19 – 6.22 auxiliam a visualização do comportamento das propriedades
com as variações de cada caso. É visível que a conversão de carbono se mantém quase
que constante nas simulações, enquanto a eficiência e o poder calorífico acompanham o
comportamento resultante dos experimentos. Já a razão H2/CO flutua nos resultados
experimentais, com alguns pontos quase que coincidentes.
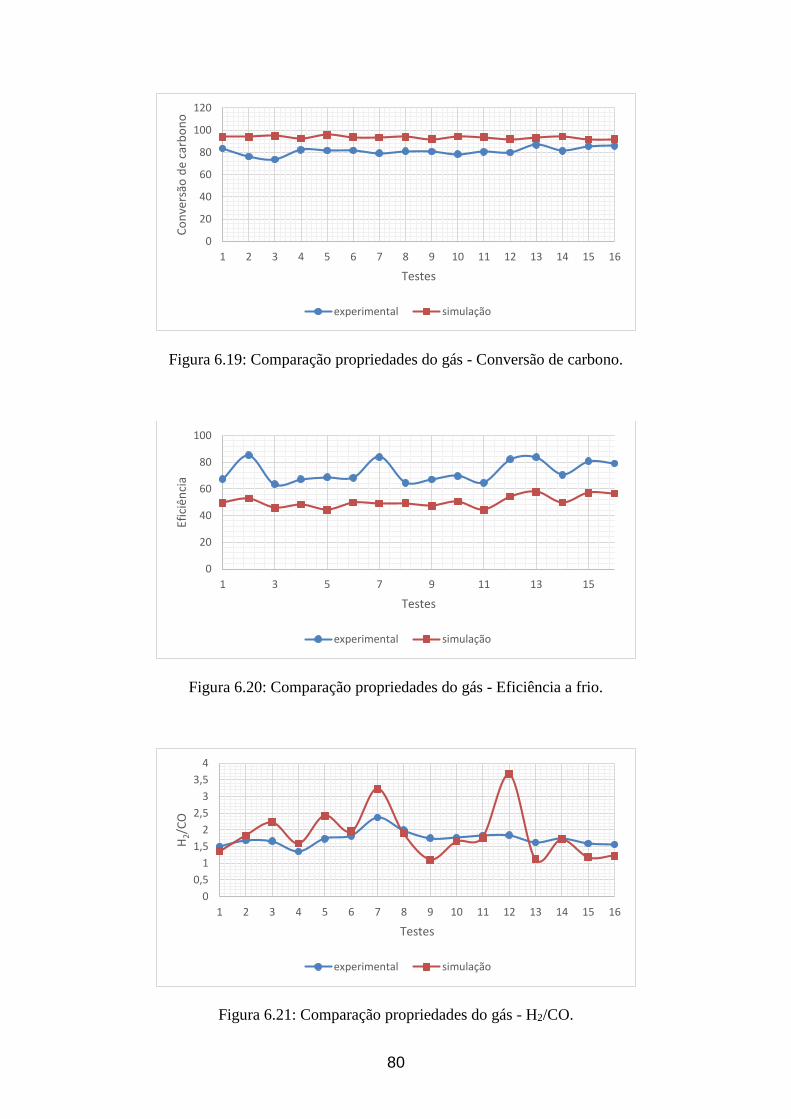
80
Figura 6.19: Comparação propriedades do gás - Conversão de carbono.
Figura 6.20: Comparação propriedades do gás - Eficiência a frio.
Figura 6.21: Comparação propriedades do gás - H2/CO.
0
20
40
60
80
100
120
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Co
nve
rsão
de
carb
on
o
Testes
experimental simulação
0
20
40
60
80
100
1 3 5 7 9 11 13 15
Efic
iên
cia
Testes
experimental simulação
0
0,5
1
1,5
2
2,5
3
3,5
4
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
H2/
CO
Testes
experimental simulação
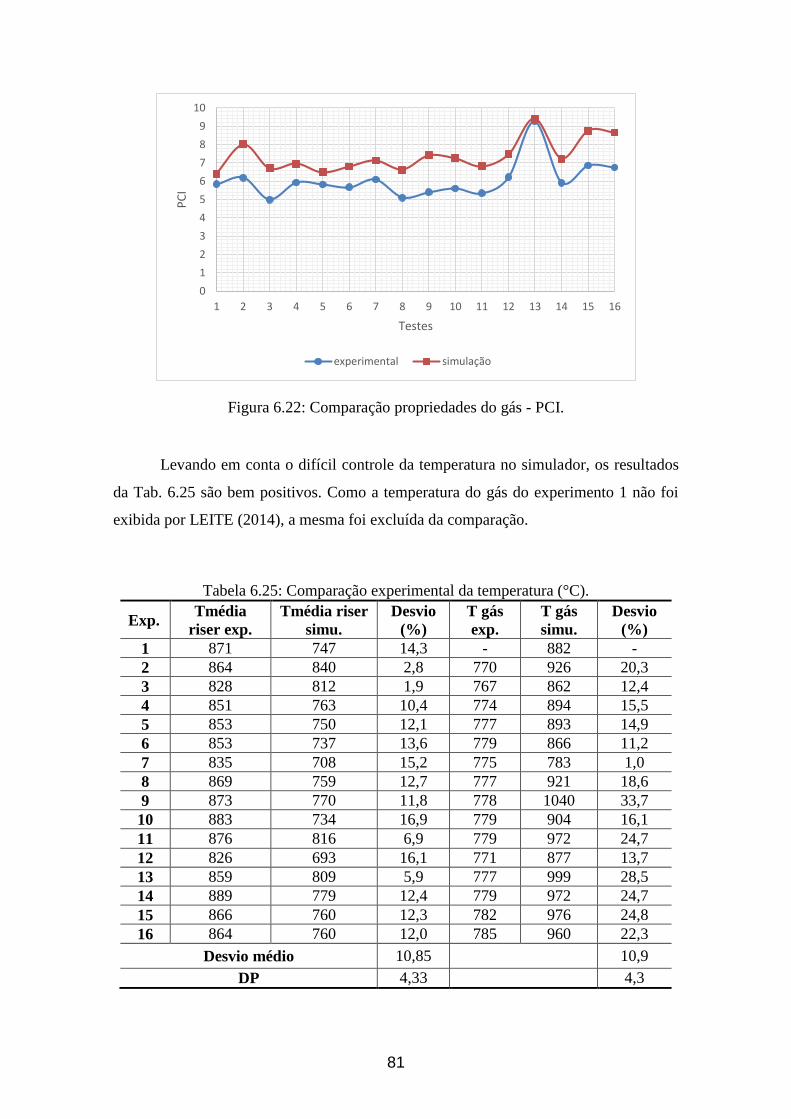
81
Figura 6.22: Comparação propriedades do gás - PCI.
Levando em conta o difícil controle da temperatura no simulador, os resultados
da Tab. 6.25 são bem positivos. Como a temperatura do gás do experimento 1 não foi
exibida por LEITE (2014), a mesma foi excluída da comparação.
Tabela 6.25: Comparação experimental da temperatura (°C).
Exp. Tmédia
riser exp.
Tmédia riser
simu.
Desvio
(%)
T gás
exp.
T gás
simu.
Desvio
(%)
1 871 747 14,3 - 882 -
2 864 840 2,8 770 926 20,3
3 828 812 1,9 767 862 12,4
4 851 763 10,4 774 894 15,5
5 853 750 12,1 777 893 14,9
6 853 737 13,6 779 866 11,2
7 835 708 15,2 775 783 1,0
8 869 759 12,7 777 921 18,6
9 873 770 11,8 778 1040 33,7
10 883 734 16,9 779 904 16,1
11 876 816 6,9 779 972 24,7
12 826 693 16,1 771 877 13,7
13 859 809 5,9 777 999 28,5
14 889 779 12,4 779 972 24,7
15 866 760 12,3 782 976 24,8
16 864 760 12,0 785 960 22,3
Desvio médio 10,85 10,9
DP 4,33 4,3
0
1
2
3
4
5
6
7
8
9
10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
PC
I
Testes
experimental simulação

82
Por fim, um conjunto formado pelos principais componentes, propriedades do gás
de síntese e do processo simulado foi reunido e disposto na Tab. 6.26 com os desvios
médios da simulação no CeSFaMB. SIEDLECKI (2011) realizou uma série de
simulações com diferentes tipos de biomassa no CeSFaMB, e para título de comparação
os desvios obtidos também se encontram na tabela.
Tabela 6.26: Média dos desvios relativos da simulação no CeSFaMB.
Este trabalho Adaptado de Siedlecki (2011)
Propriedades Desvio
médio
Desvio
padrão
CeSFaMB
padrão
CeSFaMB
modificado
% H2 14,6 7,5 78,2 5,9
% N2 11,2 15,4 5,3 5,7
% CO 16,6 13,8 35,6 1,8
% CH4 173,7 18,4 94,9 34,6
% CO2 4,8 3,4 51,8 8,9
% H2 sem N2 13,4 7,3 - -
% CO sem N2 17,5 13,8 - -
% CH4 sem N2 173,2 13,6 - -
% CO2 sem N2 3,9 2,3 - -
PCI gás, MJ/Nm3 22,7 9,4 - -
Conversão de
carbono, % 15,3 5,6 17,4 8,9
Eficiência a frio 30,5 4,5 - -
H2/CO 24,0 23,5 - -
Temperatura riser 10,9 4,3 - -
T gás saída 18,8 7,8 - -
PCI gás, MJ/Nm3 14,6 7,5 - -
SIEDLECKI (2011) realizou duas simulações. A primeira (padrão) com os fatores
pré-exponencias das reações químicas intactos, ou seja, manteve os valores padrões do
programa. Já na segunda simulação (modificado) esses valores foram alterados, de forma
a favorecer uma reação em detrimento da outra, conforme os resultados da primeira
simulação.
Ao se analisar a simulação padrão, nota-se que este trabalho apresentou desvios
menores aos encontrados em SIEDLECKI, porém ao se modificar os fatores das reações
químicas os desvios foram bem menores. Ainda é possível notar que o trabalho de
SIEDLECKI (2012) também obteve os maiores desvios na concentração de metano.
83
6.5 Conclusão das simulações
Com os primeiros conjuntos de simulação ficou perceptível a dificuldade de tomar
a temperatura do riser, ou do gás, como uma variável de entrada. O programa
disponibiliza o controle da temperatura através do uso da jaqueta de aquecimento, mas
não permite a fixação do valor desejado. Porém, os resultados obtidos na simulação 3
indicam, com um desvio médio de 10,8% temperatura do riser, que alterações na potência
e comprimento da jaqueta podem aproximar a temperatura predita da real.
Grandes discrepâncias resultaram da fração de CH4, os valores computacionais
superaram, em muito, os reais em todos os casos. MENDOZA (2009) sugere que o
metano participa de muitas reações e é produzido na reação entre carbono e hidrogênio,
assim como na pirólise, tornando-o uma função difícil de ser estudada mediante análises
unidimensionais. O modelo consegue prever bem a fração de CO2, que obteve o menor
desvio médio (3,8%) e com maior desvio a de H2 (13,4%) e CO (17,5%).
O programa faz uso de uma extensa lista de dados de entrada, que alimentam a
simulação. Por vezes muitos dos dados referentes ao equipamento e os componentes do
processo, são desconhecidos. Aproximações disponíveis na literatura, ou em exemplos
do programa, são recorrentes. Fato que contribui com os desvios encontrados.
Considerando os desvios apresentados, o CeSFaMB consegue capturar bem o
comportamento das variações dos componentes e das propriedades do gás de síntese.
Portanto, o programa pode ser utilizado no estudo do processo de gaseificação ou em uma
etapa primária de escalonamento de um gaseificador, onde uma aproximação é necessária.
A grande vantagem do CeSFaMB™ está no tempo de simulação, visto que em média
gastou-se de 40 a 60 minutos por simulação. Simuladores baseados em CFD podem gastar
semanas.

84
7 CASOS PLANEJADOS
Neste capitulo o objetivo é avaliar a influência das vazões de biomassa, oxigênio
e vapor na composição e na qualidade do gás de síntese. A Tab. 7.1 indica o intervalo de
operação das variáveis analisadas no gaseificador utilizado e descrito no Cap. 6.
Tabela 7.1: Variáveis independentes do estudo.
Variável Símbolo Faixa de operação
Vazão de oxigênio QO2 2,49 – 7,43 kg/h
Vazão de vapor QS 11,60 – 26,70 kg/h
Vazão de biomassa QB 7,97 – 27,20 kg/h
Com o intuito de se obter uma distribuição uniforme de pontos para simulação ao
longo da faixa total de operação do gaseificador (Tab. 7.1), os casos simulados foram
baseados em um plano fatorial clássico para três variáveis e dois níveis com uma
avaliação no ponto central, resultando em 23 +1 = 9 simulações. A Tab. 7.2 apresenta o
plano de simulação estabelecido.
Tabela 7.2: Plano de simulação.
Caso QO2 (kg/h) QS (kg/h) QB (kg/h)
1 2,49 11,60 7,97
2 2,49 11,60 27,20
3 2,49 26,70 7,97
4 2,49 26,70 27,20
5 7,32 11,60 7,97
6 7,32 11,60 27,20
7 7,32 26,70 7,97
8 7,32 26,70 27,20
9 4,90 19,15 17,58
É comum que processos GLF utilizem uma corrente de Nitrogênio para ajudar na
fluidização do leito e para manter a condição de atmosfera inerte. Neste capitulo também
é avaliada a influência desta corrente de azoto na composição e qualidade do gás de
síntese. Desta forma, dois planos de simulações são analisados, um com alimentação de
N2 e outro sem.
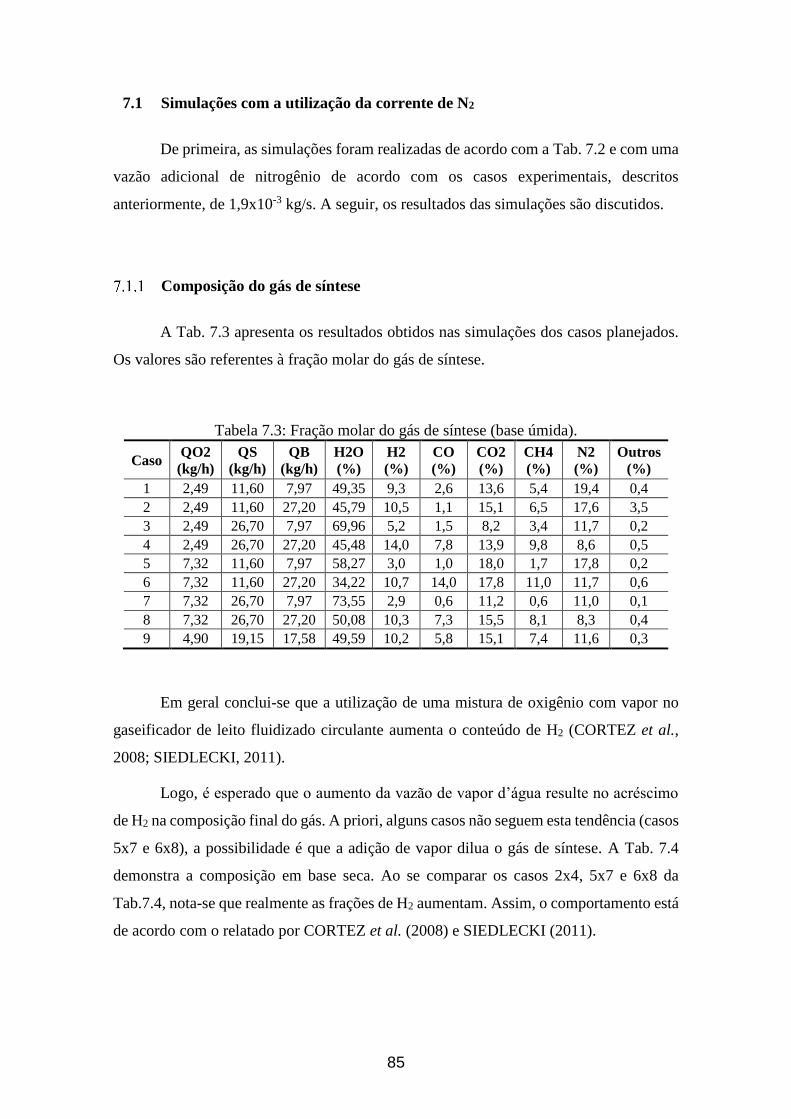
85
7.1 Simulações com a utilização da corrente de N2
De primeira, as simulações foram realizadas de acordo com a Tab. 7.2 e com uma
vazão adicional de nitrogênio de acordo com os casos experimentais, descritos
anteriormente, de 1,9x10-3 kg/s. A seguir, os resultados das simulações são discutidos.
Composição do gás de síntese
A Tab. 7.3 apresenta os resultados obtidos nas simulações dos casos planejados.
Os valores são referentes à fração molar do gás de síntese.
Tabela 7.3: Fração molar do gás de síntese (base úmida).
Caso QO2
(kg/h)
QS
(kg/h)
QB
(kg/h)
H2O
(%)
H2
(%)
CO
(%)
CO2
(%)
CH4
(%)
N2
(%)
Outros
(%)
1 2,49 11,60 7,97 49,35 9,3 2,6 13,6 5,4 19,4 0,4
2 2,49 11,60 27,20 45,79 10,5 1,1 15,1 6,5 17,6 3,5
3 2,49 26,70 7,97 69,96 5,2 1,5 8,2 3,4 11,7 0,2
4 2,49 26,70 27,20 45,48 14,0 7,8 13,9 9,8 8,6 0,5
5 7,32 11,60 7,97 58,27 3,0 1,0 18,0 1,7 17,8 0,2
6 7,32 11,60 27,20 34,22 10,7 14,0 17,8 11,0 11,7 0,6
7 7,32 26,70 7,97 73,55 2,9 0,6 11,2 0,6 11,0 0,1
8 7,32 26,70 27,20 50,08 10,3 7,3 15,5 8,1 8,3 0,4
9 4,90 19,15 17,58 49,59 10,2 5,8 15,1 7,4 11,6 0,3
Em geral conclui-se que a utilização de uma mistura de oxigênio com vapor no
gaseificador de leito fluidizado circulante aumenta o conteúdo de H2 (CORTEZ et al.,
2008; SIEDLECKI, 2011).
Logo, é esperado que o aumento da vazão de vapor d’água resulte no acréscimo
de H2 na composição final do gás. A priori, alguns casos não seguem esta tendência (casos
5x7 e 6x8), a possibilidade é que a adição de vapor dilua o gás de síntese. A Tab. 7.4
demonstra a composição em base seca. Ao se comparar os casos 2x4, 5x7 e 6x8 da
Tab.7.4, nota-se que realmente as frações de H2 aumentam. Assim, o comportamento está
de acordo com o relatado por CORTEZ et al. (2008) e SIEDLECKI (2011).
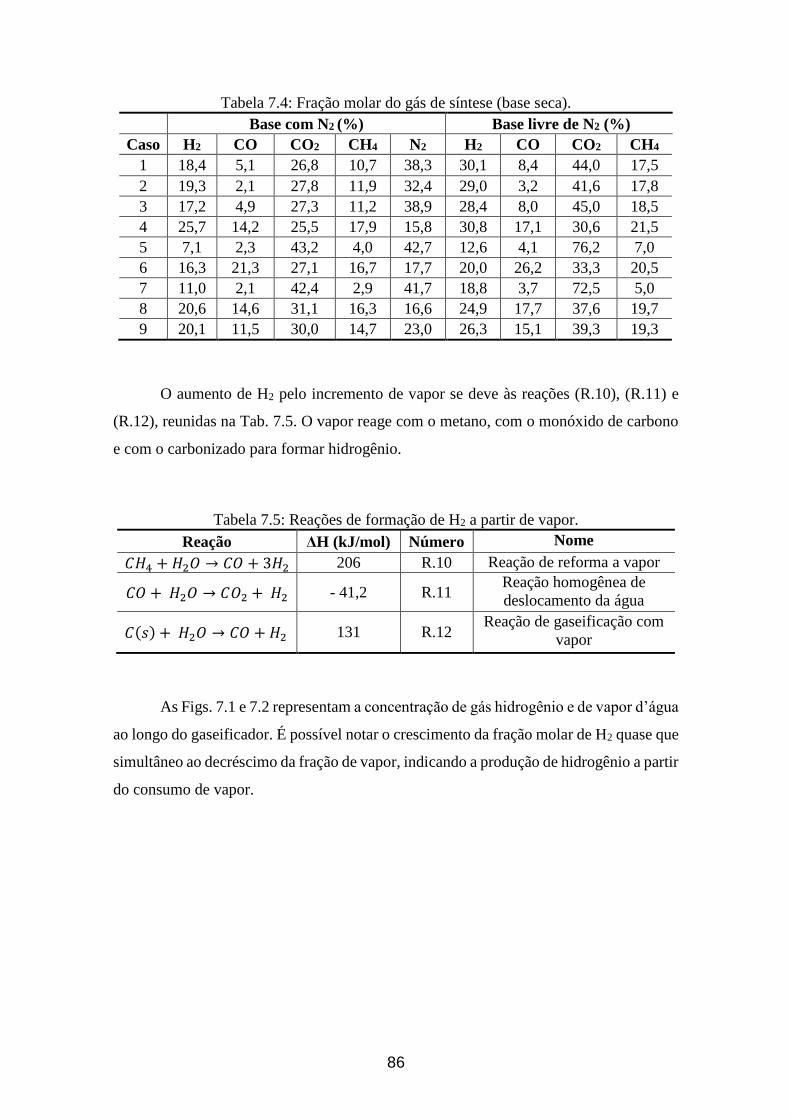
86
Tabela 7.4: Fração molar do gás de síntese (base seca).
Base com N2 (%) Base livre de N2 (%)
Caso H2 CO CO2 CH4 N2 H2 CO CO2 CH4
1 18,4 5,1 26,8 10,7 38,3 30,1 8,4 44,0 17,5
2 19,3 2,1 27,8 11,9 32,4 29,0 3,2 41,6 17,8
3 17,2 4,9 27,3 11,2 38,9 28,4 8,0 45,0 18,5
4 25,7 14,2 25,5 17,9 15,8 30,8 17,1 30,6 21,5
5 7,1 2,3 43,2 4,0 42,7 12,6 4,1 76,2 7,0
6 16,3 21,3 27,1 16,7 17,7 20,0 26,2 33,3 20,5
7 11,0 2,1 42,4 2,9 41,7 18,8 3,7 72,5 5,0
8 20,6 14,6 31,1 16,3 16,6 24,9 17,7 37,6 19,7
9 20,1 11,5 30,0 14,7 23,0 26,3 15,1 39,3 19,3
O aumento de H2 pelo incremento de vapor se deve às reações (R.10), (R.11) e
(R.12), reunidas na Tab. 7.5. O vapor reage com o metano, com o monóxido de carbono
e com o carbonizado para formar hidrogênio.
Tabela 7.5: Reações de formação de H2 a partir de vapor.
Reação ΔH (kJ/mol) Número Nome
𝐶𝐻4 + 𝐻2𝑂 → 𝐶𝑂 + 3𝐻2 206 R.10 Reação de reforma a vapor
𝐶𝑂 + 𝐻2𝑂 → 𝐶𝑂2 + 𝐻2 - 41,2 R.11 Reação homogênea de
deslocamento da água
𝐶(𝑠) + 𝐻2𝑂 → 𝐶𝑂 + 𝐻2 131 R.12 Reação de gaseificação com
vapor
As Figs. 7.1 e 7.2 representam a concentração de gás hidrogênio e de vapor d’água
ao longo do gaseificador. É possível notar o crescimento da fração molar de H2 quase que
simultâneo ao decréscimo da fração de vapor, indicando a produção de hidrogênio a partir
do consumo de vapor.
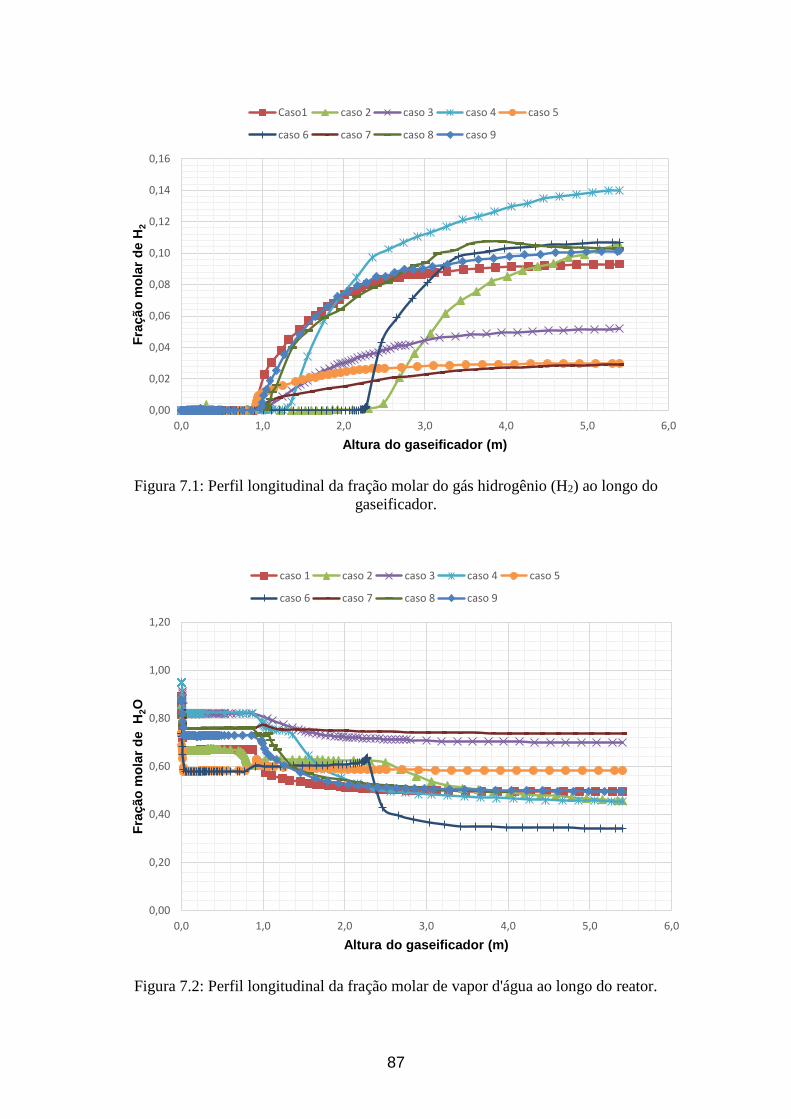
87
Figura 7.1: Perfil longitudinal da fração molar do gás hidrogênio (H2) ao longo do
gaseificador.
Figura 7.2: Perfil longitudinal da fração molar de vapor d'água ao longo do reator.
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Fra
ção
mo
lar
de H
2
Altura do gaseificador (m)
Caso1 caso 2 caso 3 caso 4 caso 5
caso 6 caso 7 caso 8 caso 9
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Fra
ção
mo
lar
de
H2O
Altura do gaseificador (m)
caso 1 caso 2 caso 3 caso 4 caso 5
caso 6 caso 7 caso 8 caso 9
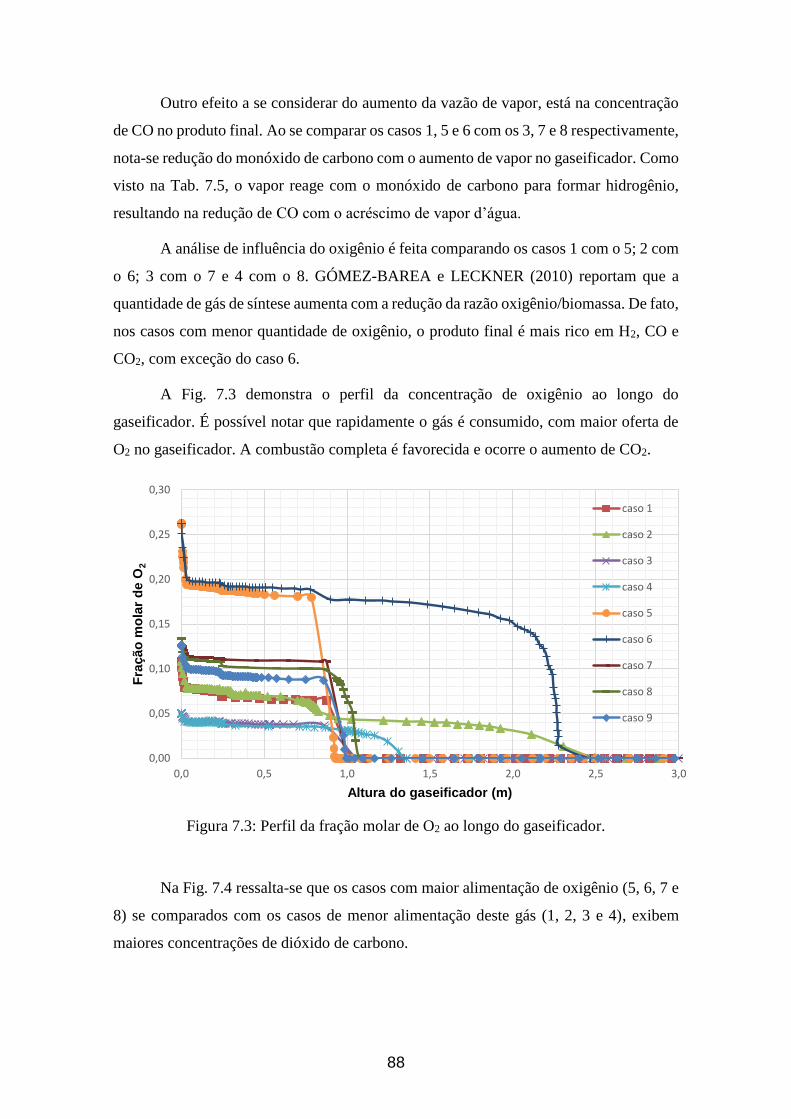
88
Outro efeito a se considerar do aumento da vazão de vapor, está na concentração
de CO no produto final. Ao se comparar os casos 1, 5 e 6 com os 3, 7 e 8 respectivamente,
nota-se redução do monóxido de carbono com o aumento de vapor no gaseificador. Como
visto na Tab. 7.5, o vapor reage com o monóxido de carbono para formar hidrogênio,
resultando na redução de CO com o acréscimo de vapor d’água.
A análise de influência do oxigênio é feita comparando os casos 1 com o 5; 2 com
o 6; 3 com o 7 e 4 com o 8. GÓMEZ-BAREA e LECKNER (2010) reportam que a
quantidade de gás de síntese aumenta com a redução da razão oxigênio/biomassa. De fato,
nos casos com menor quantidade de oxigênio, o produto final é mais rico em H2, CO e
CO2, com exceção do caso 6.
A Fig. 7.3 demonstra o perfil da concentração de oxigênio ao longo do
gaseificador. É possível notar que rapidamente o gás é consumido, com maior oferta de
O2 no gaseificador. A combustão completa é favorecida e ocorre o aumento de CO2.
Figura 7.3: Perfil da fração molar de O2 ao longo do gaseificador.
Na Fig. 7.4 ressalta-se que os casos com maior alimentação de oxigênio (5, 6, 7 e
8) se comparados com os casos de menor alimentação deste gás (1, 2, 3 e 4), exibem
maiores concentrações de dióxido de carbono.
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,0 0,5 1,0 1,5 2,0 2,5 3,0
Fra
ção
mo
lar
de O
2
Altura do gaseificador (m)
caso 1
caso 2
caso 3
caso 4
caso 5
caso 6
caso 7
caso 8
caso 9
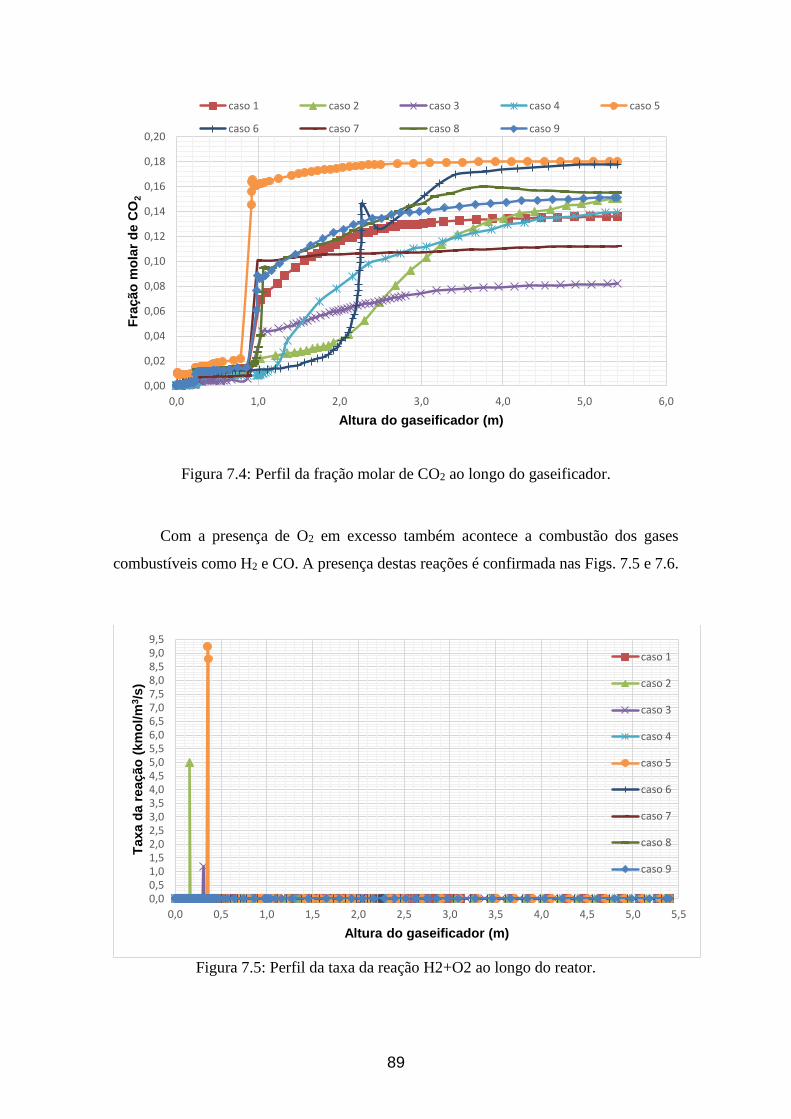
89
Figura 7.4: Perfil da fração molar de CO2 ao longo do gaseificador.
Com a presença de O2 em excesso também acontece a combustão dos gases
combustíveis como H2 e CO. A presença destas reações é confirmada nas Figs. 7.5 e 7.6.
Figura 7.5: Perfil da taxa da reação H2+O2 ao longo do reator.
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Fra
ção
mo
lar
de C
O2
Altura do gaseificador (m)
caso 1 caso 2 caso 3 caso 4 caso 5
caso 6 caso 7 caso 8 caso 9
0,00,51,01,52,02,53,03,54,04,55,05,56,06,57,07,58,08,59,09,5
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5
Taxa d
a r
eação
(km
ol/m
3/s
)
Altura do gaseificador (m)
caso 1
caso 2
caso 3
caso 4
caso 5
caso 6
caso 7
caso 8
caso 9
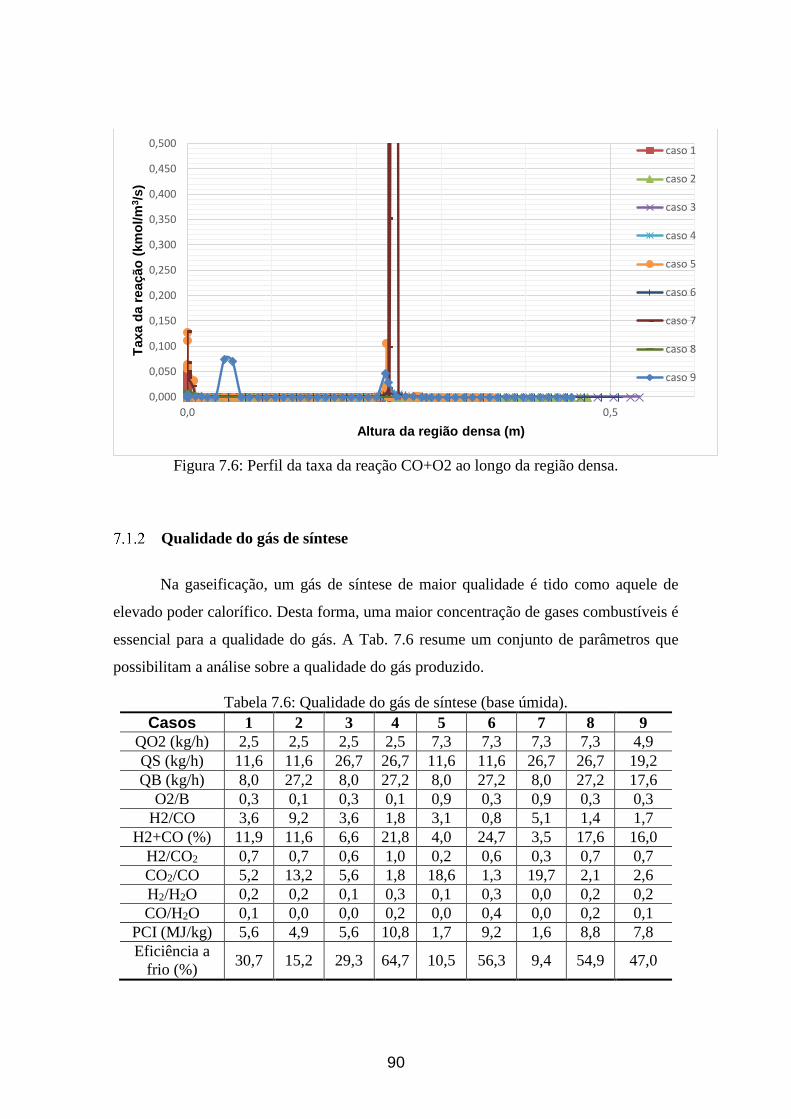
90
Figura 7.6: Perfil da taxa da reação CO+O2 ao longo da região densa.
Qualidade do gás de síntese
Na gaseificação, um gás de síntese de maior qualidade é tido como aquele de
elevado poder calorífico. Desta forma, uma maior concentração de gases combustíveis é
essencial para a qualidade do gás. A Tab. 7.6 resume um conjunto de parâmetros que
possibilitam a análise sobre a qualidade do gás produzido.
Tabela 7.6: Qualidade do gás de síntese (base úmida).
Casos 1 2 3 4 5 6 7 8 9
QO2 (kg/h) 2,5 2,5 2,5 2,5 7,3 7,3 7,3 7,3 4,9
QS (kg/h) 11,6 11,6 26,7 26,7 11,6 11,6 26,7 26,7 19,2
QB (kg/h) 8,0 27,2 8,0 27,2 8,0 27,2 8,0 27,2 17,6
O2/B 0,3 0,1 0,3 0,1 0,9 0,3 0,9 0,3 0,3
H2/CO 3,6 9,2 3,6 1,8 3,1 0,8 5,1 1,4 1,7
H2+CO (%) 11,9 11,6 6,6 21,8 4,0 24,7 3,5 17,6 16,0
H2/CO2 0,7 0,7 0,6 1,0 0,2 0,6 0,3 0,7 0,7
CO2/CO 5,2 13,2 5,6 1,8 18,6 1,3 19,7 2,1 2,6
H2/H2O 0,2 0,2 0,1 0,3 0,1 0,3 0,0 0,2 0,2
CO/H2O 0,1 0,0 0,0 0,2 0,0 0,4 0,0 0,2 0,1
PCI (MJ/kg) 5,6 4,9 5,6 10,8 1,7 9,2 1,6 8,8 7,8
Eficiência a
frio (%) 30,7 15,2 29,3 64,7 10,5 56,3 9,4 54,9 47,0
0,000
0,050
0,100
0,150
0,200
0,250
0,300
0,350
0,400
0,450
0,500
0,0 0,5
Taxa d
a r
eação
(km
ol/m
3/s
)
Altura da região densa (m)
caso 1
caso 2
caso 3
caso 4
caso 5
caso 6
caso 7
caso 8
caso 9
91
O caso 4 se destaca dos demais por produzir um gás de maior poder calorifico
inferior (PCI) e por resultar num processo de gaseificação mais eficiente (64,7%). Os
casos 6 e 8 também apresentam bons rendimentos com 56,3 e 54,9 % de eficiência e 9,2
e 8,8 MJ/kg de PCI, respectivamente.
A eficiência do processo é definida por Souza-Santos (2004) como:
SS
GG
hF
hF (7.1)
onde FG e hG são o fluxo de massa e a entalpia do gás produzido, respectivamente, e FS e
hS são o fluxo de massa e a entalpia para o combustível sólido.
De acordo com CASTELLANOS (2012) o poder calorífico do gás de síntese e a
eficiência do equipamento aumentam na medida em que a razão oxigênio/combustível
diminui. De fato, o comportamento é confirmado no caso 4, porém um atento é
necessário. O caso 2 possui a mesma razão O2/Biomassa mas ao invés de proporcionar
bons resultados, como no caso 4, resulta num processo de baixa eficiência e em um gás
de PCI pequeno. A possível causa deste efeito é que no caso 4 a vazão de vapor d’água é
superior, finalizando na maior produção de H2 que é um importante gás combustível.
Uma razão oxigênio/combustível pequena é preferida, porém deve-se atentar à
necessidade de permitir que parte das reações de combustão, que geram energia para o
processo, aconteçam. Caso contrário, um gás pobre pode ser resultado do processo.
Os casos 6 e 8 também possuem bons resultados, como pode ser visto na Tab. 7.6.
Eles possuem baixas razões O2/combustível se comparado com os outros casos. Como
era de se esperar, os piores rendimentos se deram para os casos 5 e 7. Nestes casos, a
abundância do gás oxidante resulta na combustão dos gases combustíveis (CO e H2) sendo
responsável por uma menor quantidade e qualidade do gás de síntese resultante.

92
Efeito da temperatura
A seguir será abordado o efeito das vazões na temperatura do processo, e como
este parâmetro se correlaciona com as propriedades do gás e a eficiência da gaseificação.
Para isto a Tab. 7.7 auxilia na compreensão e discussão dos resultados.
Tabela 7.7: Efeito da temperatura na qualidade do processo e do produto.
Casos 1 2 3 4 5 6 7 8 9
QO2 (kg/h) 2,5 2,5 2,5 2,5 7,3 7,3 7,3 7,3 4,9
QS (kg/h) 11,6 11,6 26,7 26,7 11,6 11,6 26,7 26,7 19,2
QB (kg/h) 8,0 27,2 8,0 27,2 8,0 27,2 8,0 27,2 17,6
O2/B 0,3 0,1 0,3 0,1 0,9 0,3 0,9 0,3 0,3
Conversão C 94,5 54,4 94,3 90,8 97,7 92,2 94,8 92,4 93,4
PCI (MJ/kg) 5,6 4,9 5,6 10,8 1,7 9,2 1,6 8,8 7,8
Eficiência a
frio (%) 30,7 15,2 29,3 64,7 10,5 56,3 9,4 54,9 47,0
Tm riser (°C) 1219 582 949 833 1259 824 1389 1030 907
T saída gases
(°C) 1398 492 1119 972 1465 1186 1449 1171 1035
Fica evidente que as maiores relações O2/B (casos 5 e 7) foram responsáveis pelas
temperaturas mais elevadas. Ademais, as maiores temperaturas coincidem com
conversões de carbono superiores, todavia, parecem prejudicar a eficiência do processo e
o PCI do gás produto.
A respeito da composição, nota-se que a temperatura segue o comportamento da
razão O2/B, ou seja, razões elevadas resultam em elevadas temperaturas que convém com
altas concentrações de CO2 e baixas de H2 e CO. A Fig. 7.7 demonstra que os casos que
atingem maiores temperaturas (5 e 7) são aqueles de maior razão oxigênio/biomassa.

93
Figura 7.7: Perfis de temperatura dos casos planejados.
7.2 Simulações sem adição da corrente de Nitrogênio
Agora com o intuito de descobrir o rendimento do gás de síntese sem a
interferência de um agente inerte, que acaba por diluir o produto final, um novo conjunto
de simulação foi testado. Este conjunto possui as mesmas variações nas correntes de O2,
biomassa e vapor d’água, a diferença é que não haverá uma corrente de alimentação de
nitrogênio como no caso anterior.
Desta forma as simulações foram realizadas com um aquecimento de 50 kW na
jaqueta e os resultados são organizados na Tab. 7.8 (base úmida).
Tabela 7.8: Fração molar do gás de síntese sem adição de N2 (base úmida).
Caso QO2
(kg/h)
QS
(kg/h)
QB
(kg/h)
H2O
(%)
H2
(%)
CO
(%)
CO2
(%)
CH4
(%)
N2
(%)
Outros
(%)
1 2,5 11,6 8,0 60,8 11,7 3,4 16,9 6,8 0,02 0,4
2 2,5 11,6 27,2 28,5 20,2 14,8 20,1 15,6 0,03 0,9
3 2,5 26,7 8,0 78,3 6,8 1,0 9,9 3,7 0,01 0,2
4 2,5 26,7 27,2 50,2 14,5 9,2 15,2 10,5 0,01 0,5
5 7,3 11,6 8,0 70,7 3,8 1,3 21,9 2,0 0,01 0,3
6 7,3 11,6 27,2 34,6 16,2 12,3 23,7 12,4 0,04 0,7
7 7,3 26,7 8,0 83,9 1,9 0,3 12,8 1,0 0,01 0,2
8 7,3 26,7 27,2 53,5 12,3 7,2 17,8 8,9 0,02 0,3
9 4,9 19,2 17,6 55,4 12,1 6,2 17,6 8,4 0,02 0,3
150
350
550
750
950
1150
1350
1550
0,0 1,0 2,0 3,0 4,0 5,0 6,0
TE
MP
ER
AT
UR
A (°C
)
ALTURA (M)
caso 1 caso 2 caso 3 caso 4 caso 5
caso 6 caso 7 caso 8 caso 9
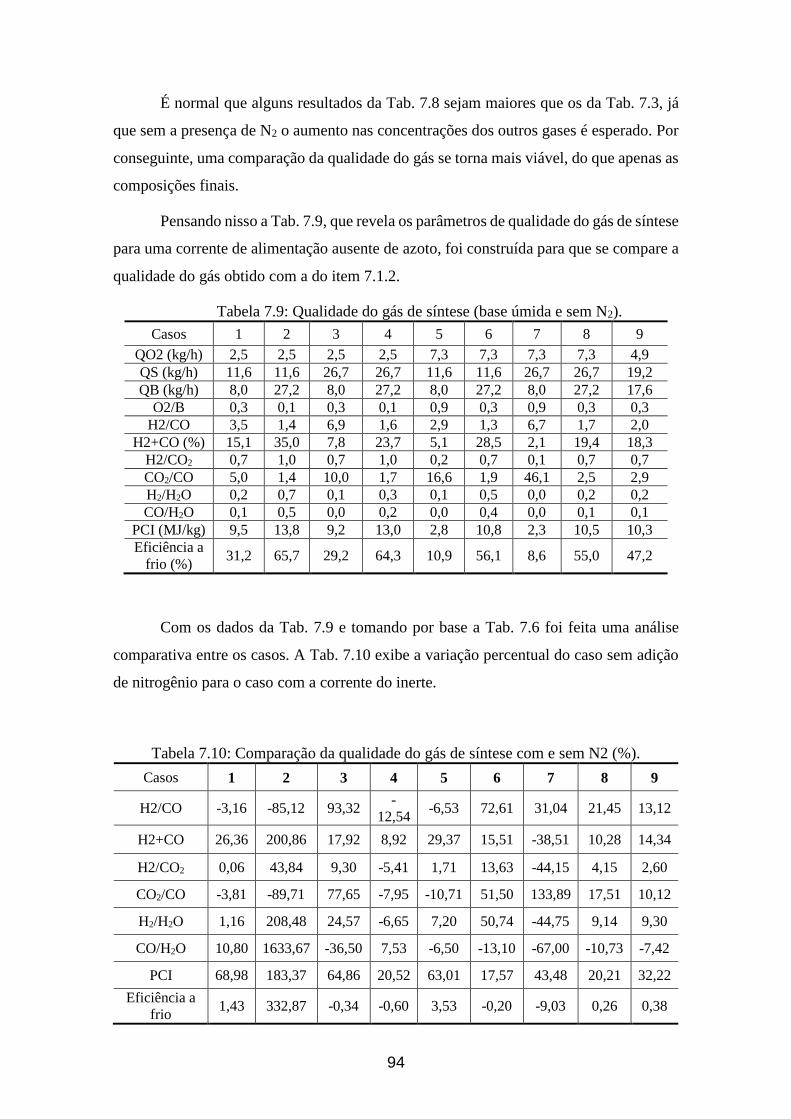
94
É normal que alguns resultados da Tab. 7.8 sejam maiores que os da Tab. 7.3, já
que sem a presença de N2 o aumento nas concentrações dos outros gases é esperado. Por
conseguinte, uma comparação da qualidade do gás se torna mais viável, do que apenas as
composições finais.
Pensando nisso a Tab. 7.9, que revela os parâmetros de qualidade do gás de síntese
para uma corrente de alimentação ausente de azoto, foi construída para que se compare a
qualidade do gás obtido com a do item 7.1.2.
Tabela 7.9: Qualidade do gás de síntese (base úmida e sem N2).
Casos 1 2 3 4 5 6 7 8 9
QO2 (kg/h) 2,5 2,5 2,5 2,5 7,3 7,3 7,3 7,3 4,9
QS (kg/h) 11,6 11,6 26,7 26,7 11,6 11,6 26,7 26,7 19,2
QB (kg/h) 8,0 27,2 8,0 27,2 8,0 27,2 8,0 27,2 17,6
O2/B 0,3 0,1 0,3 0,1 0,9 0,3 0,9 0,3 0,3
H2/CO 3,5 1,4 6,9 1,6 2,9 1,3 6,7 1,7 2,0
H2+CO (%) 15,1 35,0 7,8 23,7 5,1 28,5 2,1 19,4 18,3
H2/CO2 0,7 1,0 0,7 1,0 0,2 0,7 0,1 0,7 0,7
CO2/CO 5,0 1,4 10,0 1,7 16,6 1,9 46,1 2,5 2,9
H2/H2O 0,2 0,7 0,1 0,3 0,1 0,5 0,0 0,2 0,2
CO/H2O 0,1 0,5 0,0 0,2 0,0 0,4 0,0 0,1 0,1
PCI (MJ/kg) 9,5 13,8 9,2 13,0 2,8 10,8 2,3 10,5 10,3
Eficiência a
frio (%) 31,2 65,7 29,2 64,3 10,9 56,1 8,6 55,0 47,2
Com os dados da Tab. 7.9 e tomando por base a Tab. 7.6 foi feita uma análise
comparativa entre os casos. A Tab. 7.10 exibe a variação percentual do caso sem adição
de nitrogênio para o caso com a corrente do inerte.
Tabela 7.10: Comparação da qualidade do gás de síntese com e sem N2 (%).
Casos 1 2 3 4 5 6 7 8 9
H2/CO -3,16 -85,12 93,32 -
12,54 -6,53 72,61 31,04 21,45 13,12
H2+CO 26,36 200,86 17,92 8,92 29,37 15,51 -38,51 10,28 14,34
H2/CO2 0,06 43,84 9,30 -5,41 1,71 13,63 -44,15 4,15 2,60
CO2/CO -3,81 -89,71 77,65 -7,95 -10,71 51,50 133,89 17,51 10,12
H2/H2O 1,16 208,48 24,57 -6,65 7,20 50,74 -44,75 9,14 9,30
CO/H2O 10,80 1633,67 -36,50 7,53 -6,50 -13,10 -67,00 -10,73 -7,42
PCI 68,98 183,37 64,86 20,52 63,01 17,57 43,48 20,21 32,22
Eficiência a
frio 1,43 332,87 -0,34 -0,60 3,53 -0,20 -9,03 0,26 0,38
95
Percebe-se que todos os casos testados tiveram aumento de poder calorifico
inferior no gás de síntese. Todavia, excluindo-se o caso 2, que alcançou um excessivo
incremento, a maioria dos casos não teve grandes mudanças quanto à eficiência do
processo. O acréscimo no PCI é relativo ao incremento no parâmetro H2+CO.
7.3 Conclusão do planejamento de casos e sugestões futuras
Pelo conjunto de simulações planejadas e simuladas, uma série de conclusões
pode ser tirada. Fica evidente que para favorecer o processo de gaseificação e evitar a
combustão deve-se optar por uma menor razão Ar/Combustível, ou neste caso O2/B.
Porém, para casos com limitado fornecimento externo de energia, deve-se considerar
permitir que uma parte do combustível sofra as reações exotérmicas de oxidação, que
fomentam o processo.
O segundo ponto importante está na adição de vapor junto ao agente gaseificante.
Nota-se o crescimento da produção de H2 no produto final que pode ser mascarado pela
diluição provocada pelo vapor. Porém, foi observado um decréscimo da concentração de
CO. Desta forma, deve-se atentar ao objetivo do processo.
Dos casos simulados, os melhores resultados são para o caso 4, que apresenta a
menor razão O2/B, que resulta em uma maior eficiência do processo, produzindo mais
gases combustíveis, estando de acordo com os resultados de LI et al. (2004). Este
resultado conclui que espécies como CO2 e H2O aumentam com o acréscimo da proporção
de ar, reduzindo espécies H2, CH4 e CO. Porém, os casos simulados tiveram uma fonte
de energia externa provendo o sistema. Nota-se que o caso 2 possui a mesma razão O2/B
do caso 4 (0,09), porém resultou em baixa eficiência e PCI. Assim, para sistemas com
deficiência de suprimento de energia aconselha-se uma razão em torno de 0,27 a 0,28,
que apresentaram bons resultados de eficiência e PCI.
Por último, foi testada a influência do gás inerte. A ausência do nitrogênio causou
o aumento do poder calorífico do gás de síntese. Na verdade, por se tratar de um gás inerte
o N2 não é responsável diretamente pela formação ou consumo de nenhum composto,
entretanto, a sua presença dilui o produto final e com isso reduz o PCI do mesmo. Já no
que diz respeito à eficiência do processo, não foram encontradas grandes variações na
ausência do N2.

96
Nos processos reais, o azoto geralmente é considerado por duas razões. Para
ajudar como fluidizante, influindo na velocidade superficial do gás a fim de se alcançar
as condições de fluidização. Também, quando é alimentado como constituinte do ar, neste
caso ele é inserido por consequência da utilização de um agente gaseificante mais barato.
Desta forma, deve-se ter em conta os efeitos descritos antes da utilização do gás inerte.
Por fim, o programa se mostrou capaz de reproduzir os efeitos esperados pela
variação das vazões de alimentação do agente gaseificante (O2 e vapor) e da biomassa.
Por se tratar de um modelo fenomenológico, alguns parâmetros não são precisos
quantitativamente, porém o CeSFaMB™ se mostrou útil para uma análise qualitativa, que
permite entender o processo de gaseificação.
Como sugestão para futuros trabalhos, os resultados e conclusões obtidas a partir
de simulações com CeSFaMB™ podem ser utilizados para uma comparação com
resultados de modelos CFD com cinética química apropriada para o bagaço de cana-de-
açúcar.
O plano de simulações do Cap. 7 é um plano fatorial ortogonal e como tal pode
ser utilizado para um estudo detalhado de efeitos das variáveis de independentes. Em
particular, os efeitos de cada uma das variáveis podem ser avaliados individualmente,
bem como os efeitos destas variáveis combinadas. Desta forma, é possível identificar as
variáveis que exercem maior influência na composição do gás de síntese. Este estudo
mais detalhado, não realizado no presente trabalho, também fica como sugestão para
futuros desenvolvimentos.

97
REFERÊNCIAS BIBLIOGRÁFICAS
ANDRADE, R. V; LORA, E. S. L; MELO, B. A. et al. “Gaseificação de biomassa em
leito fluidizado: avaliação de um reator operando com casca de arroz como combustível”.
8° Congresso Iberoamericano de Engenharia Mecânica. Cusco. Peru, 2007.
ARTEAGA-PÉREZ, L. E; CASAS-LEDÓN. Y; PRINS, W. et al. “Thermodynamic
predictions of performance of a bagasse integrated gasification combined cycle under
quasi-equilibrium conditions”, Chemical Engineering Journal v. 258, pp. 402–411,
2014.
BALAT, M; BALAT, M; KIRTAY, E. et al. “Main routes for the thermo-conversion of
biomass into fuels and chemicals. Part 2: Gasification systems”, Energy Conversion and
Management v. 50, n. 12, pp. 3147–3157, 2009.
BASU, P. Biomass gasification and pyrolysis: practical design and theory. Ed.
Academic Press. Burling, MA, 2010.
BEN. Balanço energético nacional 2014 – ano base 2013: relatório final. In: Ministério
de Minas e Energia (MME), Brasília, 2014.
BROD, F. P. R; Construção e teste de um secador vibroflluidizado. Tese de D.Sc.,
Universidade Estadual de Campinas (UNICAMP), Campinas, SP, Brasil, 2003.
CASTELLANOS, A. B. V. Análise Unidimensional Detalhada da Gaseificação de
Bagaço de Cana em Reator de Leito Fluidizado Borbulhante. Dissertação de M. Sc.,
UFRJ, Rio de Janeiro, Brasil, 2012.
CANAL DA CANA. Energia da cana é alternativa para diversificar a matriz elétrica
do país. Disponível em: <http://www.canaldacana.com.br/noticias-
detalhes/cogeracao/6005/#.VZMS1PlViko>. Acesso em: 23/04/2013.
CHANNIWALA, S.A.; PARIKH, P.P. "A unified correlation for estimating HHV of
solid, liquid and gaseous fuels". Fuel v. 81, n. 8, pp. 1051–1063, 2002.
COLLARD, F. X.; BLIN, J. "A review on pyrolysis of biomass constituents: Mechanisms
and composition of the products obtained from the conversion of cellulose,
hemicelluloses and lignin". Renewable and Sustainable Energy Reviews v. 38, pp.
594–608, 2014.
COMPANHIA NACIONAL DE ABASTECIMENTO (CONAB). Acompanhamento
da Safra Brasileira de Cana-de-Açúcar, Segundo Levantamento, 2014.
COMPANHIA NACIONAL DE ABASTECIMENTO (CONAB). A geração
termoelétrica com a queima do bagaço de cana-de-açúcar no Brasil, 2011.
98
CORDERO, T.; MARQUEZ, F.; RODRIGUEZ-MIRASOL, J. et al. "Predicting heating
values of lignocellulosics and carbonaceous materials from proximate analysis". Fuel v.
80, n. 11, pp. 1567–1571, 2001.
CORTEZ, L. A. B.; LORA, E. E. S.; GOMEZ, E. O. Biomassa para energia. Ed.
Unicamp, Campinas, 2008.
DESHMUKH, S. A. R. K.; LAVERMAN, J. A.; CENTS, A. H. G. et al. "Development
of a Membrane-Assisted Fluidized Bed Reactor. 1. Gas Phase Back-Mixing and Bubble-
to-Emulsion Phase Mass Transfer Using Tracer Injection and Ultrasound Experiments".
Industrial & Engineering Chemistry Research v. 44, n. 16, pp. 5955–5965, 2005.
DI CARLO, A.; BOCCI, E.; NASO, V. "Process simulation of a SOFC and double
bubbling fluidized bed gasifier power plant". International Journal of Hydrogen
Energy v. 38, n. 1, pp. 532–542, 2013.
DYAKOV, I.V.; BARON, G. V.; BRAM, S. et al. “Experimental measurements and
modeling using cesfambtm software of the product gas components on the 2MWTH
gasifier plant”. Energy Research Journal v. 5, n.1, pp 26-32, 2014.
FIORI, L.; VALBUSA, M.; LORENZI, D. et al. "Modeling of the devolatilization
kinetics during pyrolysis of grape residues". Bioresource Technology v. 103, n. 1, pp.
389–397, 2012.
FOUST, A. S. Principles of unit operations. 2 ed. New York, Wiley, 1980.
GAO, X.; WANG, L.; WU, C. et al. "Novel Bubble–Emulsion Hydrodynamic Model for
Gas–Solid Bubbling Fluidized Beds". Industrial & Engineering Chemistry Research
v. 52, n. 31, pp. 10835–10844, 2013.
GELDART, D. “Types of Gas Fluidization”. Powder Technology 7. pp 285 – 292, 1973.
GÓMEZ-BAREA, A.; LECKNER, B. "Modeling of biomass gasification in fluidized
bed". Progress in Energy and Combustion Science v. 36, n. 4, pp. 444–509, 2010.
IBGE. Instituto Brasileiro de Geografia e Estatísticas. Produção Agrícola Municipal,
culturas temporárias e permanentes 2012. Rio de Janeiro, 2013.
IEPEC. Cana-de-açúcar mais uréia, tecnologia de baixo custo e alta sustentabilidade.
Disponível em: <http://iepec.com/cana-de-acucar-mais-ureia-tecnologia-de-baixo-custo-
e-alta-sustentabilidade/>. Acesso em 25/05/2013.
KRISHNAMURTHY, N.; VALLINAYAGAM, P.; MADHAVAN, D. Engineering
Chemistry. 3 ed. Delhi, Prentice-Hall of India Private Limited, 2014.
LEITE, M. A. H. Gaseificação de bagaço de cana-de-açúcar: estudo experimental e
simulação computacional. Tese de D. Sc., COPPE/UFRJ, Rio de Janeiro, RJ, Brasil,
2014.
99
LENÇO, P. C. Caracterização do bagaço de cana-de-açúcar para geração de energia.
Tese de D.Sc., Universidade Estadual de Campinas, Campinas, 2010.
LI, X.T.; GRACE, J. R.; LIM, C. J. et al. "Biomass gasification in a circulating fluidized
bed". Biomass and Bioenergy v. 26, n. 2, p. 171–193, 2004.
MELO, B A. Avaliação Computacional de um Sistema de Gaseificação em Leito
Fluidizado Utilizando o software CSFB. Dissertação de M.Sc., Universidade Federal
de Itajubá, Minas Gerais, Brasil, 2008.
MENDOZA, M. A. G. Projeto e avaliação computacional do desempenho de um
gaseificador de leito fluidizado circulante para obtenção de gás de síntese a partir
de bagaço de cana de açúcar, Dissertação de M. Sc., Universidade Federal de Itajubá,
Itajubá, 2009.
MENG, X. Biomass gasification: the understanding of sulfur, tar, and char reaction
in fluidized bed gasifiers, PhD thesis, Faculty 3mE, Delft University of Technology,
Netherlands, 2012.
MIAO, Q.; ZHU, J.; BARGHI, S. et al. "Model validation of a CFB biomass gasification
model", Renewable Energy. v. 63, pp. 317–323, 2014.
MOUTSOGLOU, A. "A comparison of prairie cordgrass and switchgrass as a biomass
for syngas production", Fuel v. 95, pp. 573–577, 2012.
NEVES, D.; THUNMAN, H.; MATOS, A. et al. "Characterization and prediction of
biomass pyrolysis products", Progress in Energy and Combustion Science v. 37, n. 5,
pp. 611–630, 2011.
NUNN, T. R.; HOWARD, J. B.; LONGWELL. J. P. et al. "Product compositions and
kinetics in the rapid pyrolysis of milled wood lignin", Industrial & Engineering
Chemistry Process Design and Development v. 24, n. 3, pp. 844–852, 1985.
PARTHASARATHY, P.; NARAYANAN, K. S. "Hydrogen production from steam
gasification of biomass: Influence of process parameters on hydrogen yield – A review",
Renewable Energy v. 66, pp. 570–579, 2014.
SIEDLECKI, M. On the gasification of biomass in a steam-oxygen blown CFB
gasifier with the focus on gas quality upgrading: technology back ground,
experiments and mathematical modeling, PhD. thesis, Faculty 3mE, Delft University
of Technology, Netherlands, 2011.
SIEDLECKI, M.; DE JONG, W.; VERKOOIJEN, A. H. M. "Fluidized Bed Gasification
as a Mature and Reliable Technology for the Production of Bio-Syngas and Applied in
the Production of Liquid Transportation Fuels—A Review", Energies v. 4, n. 12, pp.
389–434, 2011.
SILVA, M. B.; MORAIS, A. S. "Avaliação energética do bagaço de cana em diferentes
níveis de umidade e graus de compactação", In: Anais do XXVII Encontro Nacional de
Engenharia de Produção (ENEGEP, 2008), Rio de Janeiro, Brasil, 2008.
100
SOUZA-SANTOS, M. L. "A new version of CSFB, comprehensive simulator for
fluidised bed equipment", Fuel v. 86, n. 12-13, pp. 1684–1709, 2007.
SOUZA-SANTOS, M. L. "Comprehensive Simulator (CSFMB) Applied to Circulating
Fluidized Bed Boilers and Gasifiers", The Open Chemical Engineering Journal v. 2,
n. 1, pp. 106–118, 2008.
SOUZA-SANTOS, M. L. Solid fuels combustion and gasification: modeling,
simulation, and equipment operations. 2 ed. Boca Raton, FL, CRC Press, Taylor &
Francis, 2010.
SOUZA-SANTOS, M. L. CeSFaMB™/CSFMB© Comprehensive Simulator of
Fluidized and Moving Bed Equipment, Series 54, 2012.
SOUZA-SANTOS, M. L.; CHAVEZ, J. V. "Preliminary studies on advanced power
generation based on combined cycle using a single high-pressure fluidized bed boiler and
consuming sugar-cane bagasse", Fuel v. 95, pp. 221–225, 2012
SOUZA-SANTOS, M. L. CeSFaMB™/CSFMB© Comprehensive Simulator of
Fluidized and Moving Bed Equipment, Series 58, 2014.
TURNS, S. R. An introduction to combustion: concepts and applications. 2 ed.
Boston, WCB/McGraw-Hill, 2000.
WEN, C. Y.; CHEN, L. H. "Fluidized bed freeboard phenomena: Entrainment and
elutriation". AIChE Journal v. 28, n. 1, pp. 117–128, 1982.
ZHANG, L; XU, C.; CHAMPAGNE, P. “Overview of recent advances in thermo-
chemical conversion of biomass”, Energy Conversion and Management v. 51, n. 5, p.
969–982, 2010.
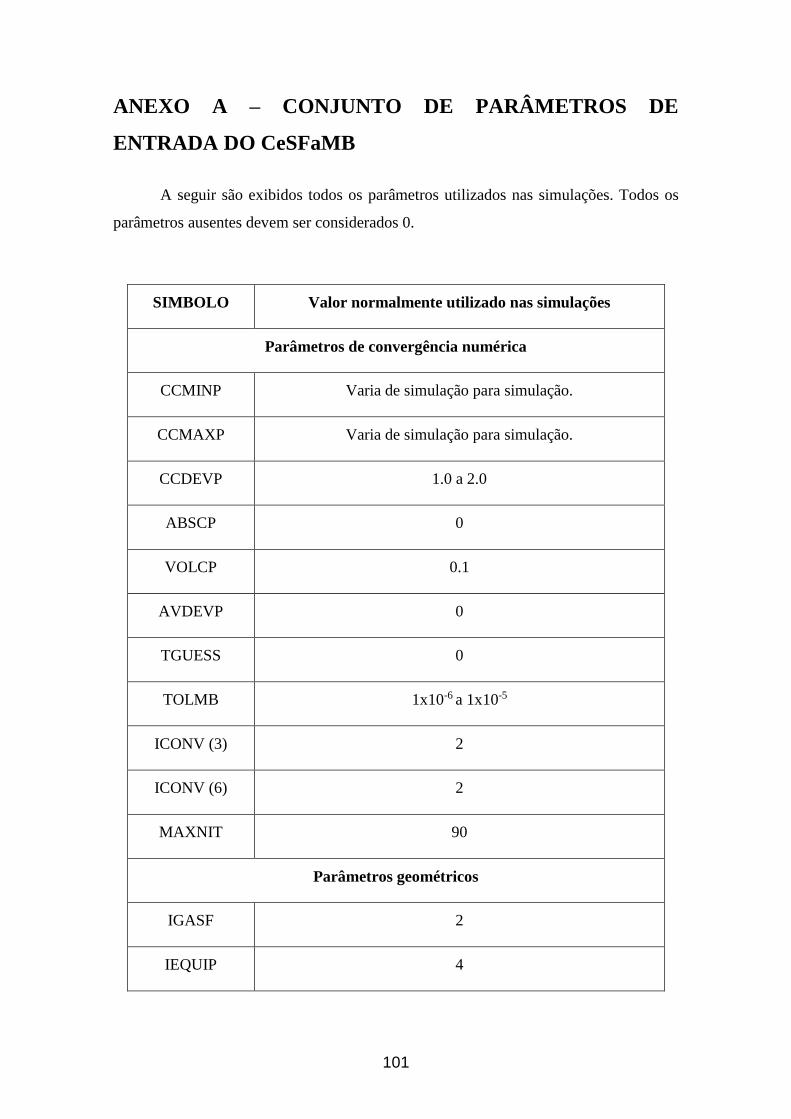
101
ANEXO A – CONJUNTO DE PARÂMETROS DE
ENTRADA DO CeSFaMB
A seguir são exibidos todos os parâmetros utilizados nas simulações. Todos os
parâmetros ausentes devem ser considerados 0.
SIMBOLO Valor normalmente utilizado nas simulações
Parâmetros de convergência numérica
CCMINP Varia de simulação para simulação.
CCMAXP Varia de simulação para simulação.
CCDEVP 1.0 a 2.0
ABSCP 0
VOLCP 0.1
AVDEVP 0
TGUESS 0
TOLMB 1x10-6 a 1x10-5
ICONV (3) 2
ICONV (6) 2
MAXNIT 90
Parâmetros geométricos
IGASF 2
IEQUIP 4

102
ISCSD 2
ISCSF 1
DIAME(1) 0.083
DIAME(2) 0.083
ZPOSE(1) 0
ZPOSE(2) 5.4
ZD 0
ZF 5.4
DOD 0.003
NOD 18
EPPP 0
DPOR 0
DIFLUT 0.004
DOFLUT 0.005
NFLUT 9
XISD(1) 0.1
AKISD(1) 0.2
EPSF 0.9
XISFI(1) 0.1
AKISF(1) 0.2
EPSF 0.9
103
XISDI(1) 0.1
AKISDI(1) 0.2
IRCY Ativo
RCY 1.0
NCY 1
DCY 0.102
HCY 0.175
HCYC 0.176
XICY(1) 0.1
AKICY(1) 0.2
EPSCY 0.2
NRCY 1
DRCY 0.054
ALRCY 5.65
XIRCY 0.1
AKIRCY 0.2
EPSRCY 0.9
ZRCY 0.25
TPRCY 0
Dados da jaqueta de aquecimento
JACKET 5

104
KWHERE 0
SBJK 0.005
ZBJK 0
ZTJK Normalmente de 1.5 a 3.0
ARHJK 16
Caracterização dos gases do distribuidor
FMGID 1.944 x 10-03
TEGID 633
PEGID 110
FMSFG 2.753 x 10-03
TESFG 633
PESFG 642
PYGID(10) 100
ZGI(1) 0.01
FMGI(1) 1.9 x 10-03
TGI(1) 300
PYGI(8) 100
POPER 103
TAMB 290
Caracterização do combustível sólido
MTKINDC(1) 8

105
HHVDBC(1) 16.730
FMTESC(1) 4.347D-03
TPESC(1) 300
ZFEEDC(1) 0.9
AMTPESC 4.26
VOLATC 78.5
CARFIX 10.22
ASHESC 7.02
PWPDBC(I,1) 45.6
PWPDBC(I,2) 5.9
PWPDBC(I,3) 0.4
PWPDBC(I,4) 40.78
PWPDBC(I,5) 0.3
PWPDBC(I,6) 7.02
ROBESC 310
ROPESC 434
RORESC 620
FISPC 0.7
ISHAPEC 2
MODLRC 1
Caracterização das partículas de inerte
106
AMASSI 9
TPESI 298
ZFEEDI 0.9
ROBESI 1315
ROPESI 1841
RORESI 2630
FISPI 0.98
ISHAPEI 3



















