Embed Size (px)
Citation preview

GERENCIAMENTO E GESTÃO DA
IMPLANTAÇÃO E MANUTENÇÃO DE UMA
CENTRAL DE PRÉ-MOLDADOS EM OBRA DE
EDIFICAÇÕES: ESTUDO DAS VANTAGENS E
DESVANTAGENS
Camila Ribeiro Gomes Sotomayor
Projeto de Graduação apresentado ao curso
de Engenharia Civil da Escola Politécnica,
Universidade Federal do Rio de Janeiro,
como parte dos requisitos necessários à
obtenção do título de Engenheiro.
Orientador: Jorge dos Santos
Rio de Janeiro
Fevereiro de 2017

ii
GERENCIAMENTO E GESTÃO DA
IMPLANTAÇÃO E MANUTENÇÃO DE UMA
CENTRAL DE PRÉ-MOLDADOS EM OBRA DE
EDIFICAÇÕES: ESTUDO DAS VANTAGENS E
DESVANTAGENS
Camila Ribeiro Gomes Sotomayor
Projeto de Graduação apresentado ao curso
de Engenharia Civil da Escola Politécnica,
Universidade Federal do Rio de Janeiro,
como parte dos requisitos necessários à
obtenção do título de Engenheiro.
Orientador: Jorge dos Santos
Rio de Janeiro
Fevereiro de 2017

iii
GERENCIAMENTO E GESTÃO DA IMPLANTAÇÃO E MANUTENÇÃO DE
UMA CENTRAL DE PRÉ-MOLDADOS EM OBRA DE EDIFICAÇÕES:
ESTUDO DAS VANTAGENS E DESVANTAGENS
Camila Ribeiro Gomes Sotomayor
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA CIVIL DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS
NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO CIVIL.
Examinado por:
_________________________________
Prof. Jorge dos Santos, Orientador
_________________________________
Prof. Wilson Wanderley da Silva
_________________________________
Prof. Willy Weisshuhn
_________________________________
Prof.ª. Isabeth da Silva Mello

iv
RIO DE JANEIRO, RJ – BRASIL
Sotomayor, Camila Ribeiro Gomes
Gerenciamento e gestão da implantação e manutenção de uma
central de pré-moldados em obra de edificações: estudo das
vantagens e desvantagens/ Camila Ribeiro Gomes Sotomayor. –
Rio de Janeiro: UFRJ/ Escola Politécnica,2016.
xvi, 78 p.: 29,7 cm.
Orientador: Jorge dos Santos
Projeto de Graduação – UFRJ / Escola Politécnica /
Curso de Engenharia Civil, 2017.
Referências Bibliográficas: p. 79-82
1. Aspectos históricos 2. Vigas pré-moldadas / Lajes pré-
moldadas 3. Método de construção/Etapas executivas/Controle
de qualidade 4. Novas tecnologias 5. Vantagens/ Desvantagens
6. Estudo de caso 7. Conclusões
I. Jorge dos Santos; II. Universidade Federal do Rio de
Janeiro, Escola Politécnica, Curso de Engenharia Civil. III.
Engenheira Civil
v
.
“A vida é como o oceano, é preciso
mergulhar de cabeça para sentir a
sua profundidade. ”
George Jung

vi
AGRADECIMENTOS
Primeiramente, agradeço a meus pais.
Sem eles, essa conquista não seria possível. Apesar de parecer uma vitória pessoal,
saibam que foi imprescindível contar com o apoio incondicional de vocês. Agradeço por
fazerem de mim o que eu sou agora.
À minha irmã gêmea, minha metade morena, por compartilhar simplesmente tudo
comigo. Obrigada pela paciência e companheirismo.
Ao meu irmão, que me mostra o quão importante é ir atrás dos seus sonhos. Muito
orgulho por seu “seu passado”.
À Vovó Maria, por todos os ensinamentos passados. Você sempre será fonte de
inspiração para toda a família.
Aos meus avós, Vovó Gabi e Vovô Pio, por todas os lanchinhos maravilhosos.
Saibam que a alegria de vocês é a minha.
À Dinda Portuga, por todos os mimos ao longo da vida e por toda atenção e carinho
dado a toda à família.
Aos meus primos e primas, tão amigos e confidentes que podem ser considerados
irmãos e irmãs.
Às minhas amigas de engenharia civil da UFRJ, com as quais pude contar
diariamente por todos esses anos. Obrigada por estarem sempre disponíveis. O final da
faculdade é apenas uma etapa concluída, espero que vocês estejam presentes em todas as
outras da minha vida.
Às minhas amigas do futebol, as futcats do fundão, espero que continuemos sempre
unidas, tanto dentro como fora de quadra.
Aos meus amigos e amigas, pelos inúmeros momentos de descontração, que nos dão
forças para prosseguir em busca dos nossos sonhos.
Agradeço ao meu orientador, a quem admiro muito, Jorge dos Santos, pelos conselhos
acadêmicos e profissionais, pela paciência, auxílio e importância que atribuiu ao meu
trabalho.
Enfim, a todos vocês, deixo aqui meus sinceros agradecimentos, a alegria de poder
contar com cada um diariamente, faz qualquer batalha valer a pena.

vii
Resumo do Projeto de Graduação apresentado à Escola Politécnica - UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Civil.
GERENCIAMENTO E GESTÃO DA IMPLANTAÇÃO E MANUTENÇÃO DE
UMA CENTRAL DE PRÉ-MOLDADOS EM OBRA DE EDIFICAÇÕES:
ESTUDO DAS VANTAGENS E DESVANTAGENS.
Camila Ribeiro Gomes Sotomayor
Fevereiro de 2017
Orientador: Jorge dos Santos
Curso: Engenharia Civil
O ramo da construção civil busca cada vez mais processos e tecnologias visando a
racionalização e a produtividade. Nesse contexto, os sistemas construtivos em concreto
pré-moldado têm sido muito utilizados. O trabalho tem como principal objetivo estudar o
gerenciamento e a gestão da implantação de uma central de pré-moldados em obra de
edificações, expondo seus aspectos positivos e negativos. Dessa forma, é apresentado um
breve histórico do pré-moldado de concreto e o processo de produção dos elementos
estruturais. O procedimento executivo aborda desde a montagem das fôrmas até a
montagem no seu local definitivo. Para o entendimento dos assuntos abordados é
apresentado, também, um estudo comparativo de vigas e lajes pré-moldadas em uma
edificação com dois tipos de execução: no próprio canteiro ou por uma empresa
especializada.
Palavras-chave: Pré-moldados, Vigas pré-moldadas, Lajes pré-moldadas

viii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Engineer
MANAGEMENT OF THE IMPLANTATION AND MAINTENANCE OF A
CENTER OF PRE-MOLDED BUILDINGS: ADVANTAGES AND
DISADVANTAGES STUDY
Camila Ribeiro Gomes Sotomayor
February/2017
Advisor: Jorge dos Santos
Course: Civil Engineering
The construction industry is increasingly looking for processes and technologies aimed
at rationalization and productivity. In this context, constructional systems in precast
concrete have been widely used. The main objective is to study the management of the
implantation of a precast center in construction works, exposing its positive and negative
aspects. For that, the work presents a brief history of the precast concrete and the process
of production of the structural elements. The executive procedure covers everything from
assembling the formwork to assembling in its final location. For the understanding of the
subjects discussed, a comparative study of precast beams and slabs in a building with two
types of execution is also presented: at the construction site or by a specialized company.
Keywords: Precast elements, Precast beams, Precast slabs.

ix
SUMÁRIO
1. Introdução.................................................................................................................. 1
1.1. Importância do tema .......................................................................................... 1
1.2. Objetivos ............................................................................................................ 2
1.3. Justificativa da escolha do tema ......................................................................... 2
1.4. Metodologia ....................................................................................................... 3
1.5. Estruturação do trabalho .................................................................................... 3
2. Contextualização: pré-moldados na construção de edificações ................................ 5
2.1. Definições .......................................................................................................... 5
2.2. Aspectos históricos ............................................................................................ 6
2.3. Pré-moldados no Brasil ...................................................................................... 7
2.4. Elementos dos pré-moldados ............................................................................. 9
2.4.1. Vigas pré-moldadas .................................................................................... 9
2.4.2. Lajes pré-moldadas ................................................................................... 12
3. ASPECTOS TÉCNICOS E METODOLÓGICOS DO MÉTODO DE
UTILIZAÇÃO DE PRÉ-MOLDADOS EM EDIFICAÇÕES ....................................... 15
3.1. Sistema de produção ........................................................................................ 15
3.1.1 Fôrmas ............................................................................................................ 17
3.1.2 Montagem das Armaduras ............................................................................. 18
3.1.3 Produção, transporte e lançamento do concreto ............................................. 19
3.1.3 Adensamento .................................................................................................. 21
3.1.4 Aceleração do endurecimento e cura ............................................................. 23
3.1.5 Desforma ........................................................................................................ 25
3.1.6 Análise da peça concretada ............................................................................ 26
3.1.7 Içamento e manuseio ...................................................................................... 27

x
3.1.8 Acabamento .................................................................................................... 28
3.2 Procedimento executivo ................................................................................... 29
4. TENDÊNCIAS DA UTILIZAÇÃO DE PRÉ-MOLDADOS EM EDIFICAÇÕES
PRODUZIDOS NO CANTEIRO DE OBRAS .............................................................. 32
4.1 Materiais Alternativos ........................................................................................... 33
4.1.1 Fibras de Polipropileno .................................................................................. 33
4.1.2 Concreto Leve ................................................................................................ 34
4.1.3 Concreto Reciclado ........................................................................................ 35
4.1.4 Concreto de Alto Desempenho ou Alta Resistência (CAD) .......................... 36
4.1.5 Concreto auto-adensável (CAA) .................................................................... 38
4.2 Novas técnicas adotadas na produção de pré-moldados ....................................... 39
4.2.1 Insertos metálicos ........................................................................................... 39
4.2.2 Fôrmas hidráulicas ......................................................................................... 40
5. ESTUDO DAS VANTAGENS E DESVANTAGENS DA UTILIZAÇÃO DE
PRÉ-MOLDADOS EM EDIFICAÇÕES PRODUZIDOS NO CANTEIRO DE OBRAS
41
5.1. Aspectos Gerais ................................................................................................... 41
5.2. Vantagens e desvantagens ao longo do ciclo produtivo ...................................... 41
5.3 Vantagens .............................................................................................................. 46
5.4 Desvantagens ........................................................................................................ 48
6. ESTUDO DE CASO ............................................................................................... 50
6.1 Apresentação da empresa ...................................................................................... 51
6.2 Apresentação do empreendimento ........................................................................ 52
6.3 Considerações gerais ............................................................................................. 53
6.4 Estudo de viabilidade ............................................................................................ 54

xi
6.4.1 Resultados obtidos com execução de pré-fabricados ..................................... 54
6.4.2 Resultados obtidos com execução de pré-moldados ...................................... 55
6.5 Implantação da central de pré-moldados .............................................................. 56
6.5.1 Área de armazenamento de materiais............................................................. 58
6.5.2 Área de estocagem de pré-moldados .............................................................. 59
6.6 Sistema de produção ............................................................................................. 60
6.6.1 Fôrmas ............................................................................................................ 60
6.6.2 Armação ......................................................................................................... 61
6.6.3 Concreto ......................................................................................................... 63
6.6.4 Concretagem................................................................................................... 65
6.6.5 Cura das peças e desforma ............................................................................. 66
6.6.6 Análise da peça concretada ............................................................................ 67
6.6.7 Içamento e manuseio ...................................................................................... 68
6.6.8 Acabamento .................................................................................................... 69
6.7 Pontos relevantes no procedimento executivo ...................................................... 70
6.7.1 Posição da treliça em relação à tela ................................................................ 70
6.7.2 Posição do espaçador no fio inferior da tela .................................................. 71
6.7.3 Rugosidade das pré-vigas ............................................................................... 72
6.7.4 Detalhe para execução de arranques laterais em função da fôrma metálica .. 73
6.7.5 Geometria das peças X vãos........................................................................... 73
6.7.6 Recuperação de peças pré-moldadas .............................................................. 74
6.7.7 Tratamento dos ganchos cortados .................................................................. 75
6.7.8 “Cama” de argamassa para assentamento dos elementos pré-moldados ....... 75
6.7.9 Parede de vedação .......................................................................................... 75
7. CONCLUSÕES ....................................................................................................... 77

xii
7.1 Considerações Finais ............................................................................................ 77
7.2 Sugestões para trabalhos futuros ........................................................................... 78
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................... 79
xiii
Lista de Figuras
Figura 1: Hipódromo da Gávea no Rio de Janeiro ........................................................... 8
Figura 2: Tipos de vigas ................................................................................................. 10
Figura 3: Pré-lajes treliçadas .......................................................................................... 13
Figura 4: Pré-lajes treliçadas com EPS .......................................................................... 13
Figura 5: Pré-lajes protendidas ....................................................................................... 14
Figura 6: Lajes Pré-moldadas Alveolares ....................................................................... 14
Figura 7: Lajes Pré-moldadas Lisas e Maciças .............................................................. 15
Figura 8: Desenho esquemático de mesa vibradora ....................................................... 21
Figura 9: Esquema básico de um vibrador de imersão ................................................... 22
Figura 10: Vibrador externo fixado à fôrma ................................................................... 23
Figura 11: Esquemas de armazenamento dos elementos................................................ 28
Figura 12: Concretagem da capa .................................................................................... 29
Figura 13: Procedimento executivo de serviço - PES .................................................... 30
Figura 14: Detalhes insertos metálicos para fixação da estrutura .................................. 39
Figura 15: Implantação da Obra (Imagem Masterplan) ................................................. 52
Figura 16: Fachada do Empreendimento (Foto Imagem Ilustrativa) ............................. 53
Figura 17: Planta Baixa do Pavimento Tipo ................................................................... 53
Figura 18: Área ocupada pela central de pré-moldados ................................................. 58
Figura 19: Central de pré-moldados pronta .................................................................... 58
Figura 20: Armazenamento dos materiais ...................................................................... 59
Figura 21: Estocagem das pré-vigas ............................................................................... 60
Figura 22: Estocagem das pré-lajes ................................................................................ 60
Figura 23: Fôrmas metálicas para pré-lajes e pré-vigas ................................................. 61
Figura 24: Aplicação de desmoldante em fôrma ............................................................ 61
xiv
Figura 25: Montagem de armadura de pré-viga ............................................................. 62
Figura 26: Armação posicionada na fôrma..................................................................... 63
Figura 27: Brita 0 utilizada para produção de concreto.................................................. 64
Figura 28: Areia utilizada para produção de concreto .................................................... 65
Figura 29: Caçamba utilizada na concretagem ............................................................... 65
Figura 30: Vibração do concreto .................................................................................... 66
Figura 31: Viga sendo desformada ................................................................................. 66
Figura 32: Peça curada e desformada ............................................................................. 68
Figura 33: Área de içamento isolada .............................................................................. 68
Figura 34: Guindaste içando peça pré-moldada ............................................................. 69
Figura 35: Escoramento e reescoramento temporários................................................... 69
Figura 36: Correto posicionamento da treliça......... ....................................................... 71
Figura 37: Incorreto posicionamento da treliça .............................................................. 71
Figura 38: Correto posicionamento do espaçador...... .................................................... 71
Figura 39: Incorreto posicionamento do espaçador ........................................................ 71
Figura 40: Detalhe do projeto onde são indicadas as faces lisas e as faces rugosas ...... 72
Figura 41: Pré-viga já montada com testada que terá continuidade “in loco” totalmente
lisa ................................................................................................................................... 72
Figura 42: Exemplo de arranque lateral em pré-viga PM08 .......................................... 73
Figura 43: Dente Gerber danificado em viga já montada ............................................... 74
Figura 44: “Cama” de argamassa para assentamento dos pré-moldados ....................... 75
Figura 45: Parede de vedação disvinculada de viga pré-moldada .................................. 76
xv
Lista de Tabelas
Tabela 1: Método para Verificação de Elementos pré-moldados................................... 31
Tabela 2: Propriedades do concreto leve estrutural ........................................................ 35
Tabela 3: Execução de pré-fabricados por uma empresa especializada ......................... 54
Tabela 4: Execução de pré-moldados em canteiro de obra ............................................ 55

xvi
Lista de Gráficos
Gráfico 1: Comparativo de Produção no Canteiro x Empresa Especializada ................ 56

1
1. Introdução
1.1. Importância do tema
A construção civil, assim como os demais segmentos produtivos, busca tecnologias
alternativas que permitam racionalizar e otimizar sua linha produtiva. Nesse contexto são
introduzidas novas tecnologias e também resgatadas tecnologias antigas, mas pouco utilizadas.
A utilização de peças pré-moldadas em substituição a convencional tecnologia de
construção in loco, vem sendo resgatada pelas empresas construtoras objetivando otimizar a
execução de obras de edificações. Essa tecnologia, longe de ser uma inovação, vinha sendo
muito aplicada na construção de obras de arte especiais tais como viadutos e pontes, entretanto,
no caso de edificações há ainda velhos paradigmas por parte de engenheiros civis e arquitetos
que fazem com que esta alternativa não seja nem considerada por ocasião do orçamento e
planejamento de uma obra.
De forma geral a utilização de pré-moldados para a construção de estruturas de concreto
armado está predominantemente apoiada em fábricas especializadas de pré-moldados que
fornecem as vigas, pilares e lajes para as obras. A modalidade de produzir as peças pré-
moldadas no próprio canteiro de obras, via de regra é desencorajada em virtude do receio das
empresas construtoras temerem que a falta de experiência e da mão de obra especializada
promoverem ao processo mais dificuldades do que vantagens.
O estudo e a apresentação de experiência da implantação e operação de central de pré-
moldados no canteiro de obras para a construção de obra de edificações apresentam
significativa importância como tecnologia alternativa para a otimização da construção.

2
Naturalmente, para a adoção de qualquer tecnologia ainda não praticada é necessário que as
vantagens e desvantagens sejam detalhadamente avaliadas.
1.2. Objetivos
O objetivo principal desse estudo de monografia é apresentar as vantagens e desvantagens
da implantação e operação de uma central de pré-moldados no canteiro de obras de edificações.
Demonstrando o conceito e os aspectos históricos dos pré-moldados, ressaltando as etapas
de construção utilizando esse método construtivo, comparando com obras que utilizam o
modelo de construção convencional e utilizando aspectos relativos a custos, qualidade, prazo e
produtividade é possível alcançar o objetivo principal.
1.3. Justificativa da escolha do tema
A escolha do tema apresentado surgiu do conhecimento adquirido durante o estágio
realizado em uma obra de edificações cujos pré-moldados de concreto armado são executados
no canteiro da mesma.
Por falta de domínio e conhecimento de profissionais, alguns elementos pré-moldados ainda
são pouco utilizados no mercado brasileiro. Como o ramo da construção civil vem cada vez
mais buscando processos que racionalizem materiais e tornem o processo construtivo mais
produtivo é de extrema importância demonstrar as vantagens e desvantagens da utilização de
uma central de pré-moldados no canteiro de uma obra.
As vigas e pré-lajes, elementos pré-moldados que serão estudados, oferecem uma
significativa velocidade de execução da obra, reduzindo o retrabalho e eliminando qualquer
improviso que poderia contribuir para atrasos e erros nas previsões orçamentárias.
De modo a avaliar tais parâmetros, será apresentado um estudo comparativo dos elementos
pré-moldados executados no canteiro de obra ou numa empresa especializada, de forma a obter
melhores resultados.

3
1.4. Metodologia
Para alcançar os objetivos propostos, a implantação e o acompanhamento do funcionamento
de uma central de pré-moldados dentro do canteiro foi realizada pesquisa de campo, coletando
dados que permitem descrever tanto as atividades, assim como a produção dos elementos.
Essa pesquisa relaciona elementos pré-moldados de concreto armado executados em
canteiro de obra e por uma empresa especializada, buscando esclarecer as características que
os tornam viáveis no aspecto construtivo, tais como: facilidade de produção, de transporte e de
manuseio.
Para contextualizar e embasar os dados apurados na pesquisa de campo, foram feitas
pesquisas bibliográficas sobre estruturas pré-moldadas em concreto em livros, monografias,
dissertações, teses, artigos sobre a construção civil e sites de empresas especializadas na
produção, montagem e içamento das peças pré-moldadas.
1.5. Estruturação do trabalho
O presente trabalho é composto por sete capítulos.
O primeiro capítulo introduz o tema, apresentando a importância do mesmo, o objetivo do
trabalho, a justificativa da escolha do assunto, a metodologia utilizada no desenvolvimento da
monografia e sua estruturação.
O segundo capítulo apresenta a contextualização do tema, dissertando sobre o método de
construção de edificações mediante o emprego dos pré-moldados, conceituando o que é um
elemento pré-moldado, além das suas vantagens e desvantagens em obras no canteiro de obras
ou não.
O terceiro capítulo trata dos aspectos técnicos e metodológicos do método de utilização de
pré-moldados em edificações, detalhando como é feita a verificação da viabilidade de realizar
obras com a utilização em construção convencional e utilizando os pré-moldados. Apresenta

4
também aspectos relativos ao planejamento e controle da produção da obra, materiais e produtos
aplicados, além do controle de qualidade e dificuldades executivas.
O quarto capítulo faz um levantamento bibliográfico, dissertando sobre as novas
tecnologias aplicáveis a essa tecnologia construtiva.
O quinto capítulo realiza um estudo das vantagens e desvantagens da utilização de pré-
moldados em edificações produzidos no canteiro de obras.
O sexto capitulo apresenta os estudos da obra selecionada que utiliza lajes e vigas pré-
moldadas com produção no canteiro de obra, descrevendo as características do empreendimento
e do projeto, além das práticas utilizadas e resultados alcançados. O capítulo descreve como foi
implantada a central e como a mesma é gerenciada, além dos recursos necessários, como
pessoal, equipamentos e materiais.
O sétimo capítulo apresenta as considerações finais da monografia, abordando os benefícios
de uma construção em concreto pré-moldado, com críticas e sugestões.

5
2. Contextualização: pré-moldados na construção de edificações
2.1. Definições
É evidente que as estruturas pré-moldadas e pré-fabricadas em concreto estrutural têm
garantido seu espaço no ramo da construção civil. Para uma melhor compreensão desses
conceitos, seguem as definições dadas pela NBR 9062 - Projeto e Execução de Estruturas de
Concreto Pré-Moldado (ABNT, 2006):
a) Elemento pré-moldado é aquele moldado previamente e fora do local de
utilização definitiva da estrutura, com controle de qualidade e para o qual se
dispensa a existência de laboratório e demais instalações congêneres próprias.
b) Elemento pré-fabricado é aquele executado industrialmente, em instalações
permanentes de empresa destinada para este fim, sob condições rigorosas de
controle de qualidade. É necessário atender aos requisitos mínimos de mão de
obra especializada e realização de ensaios e testes no recebimento da matéria-
prima dos elementos pela empresa.
Dessa forma, os pré-moldados podem se classificar como de fábrica ou de canteiro, de
acordo com seu local de produção.
El Debs (2000), classifica o concreto pré-moldado de diferentes formas, sendo as principais
em relação ao peso e também, em relação ao local de produção desses elementos. Quanto ao
seu local de produção:
a) Pré-moldado de fábrica: Executado em instalações permanentes distantes
da obra, dessa forma, deve ser considerado o transporte do elemento da
fábrica ao local de montagem.
b) Pré-moldado de canteiro: Executado em instalações temporárias nas
proximidades da obra. Existe a tendência de possuir baixa capacidade de
produção. Não possui tantos problemas com transporte e impostos
referentes à produção industrial, no entanto, está sujeito a ter menor
qualidade.
Em relação a carga, o autor divide esses elementos pré-moldados em dois tipos:
a) Pré-moldado pesado: Necessita de equipamentos especiais para
montagem e transporte.

6
b) Pré-moldado leve: Não necessita de equipamentos especiais para
montagem e transporte, podendo esta tarefa ser manual ou pode haver o
improviso dos equipamentos.
De modo a não confundir o leitor, será utilizada apenas a denominação pré-moldado nos
próximos capítulos, quando se referir a elementos fabricados fora do seu local de utilização.
Nesse contexto, os pré-moldados têm ganhado espaço em edificações, que está relacionado
com o ramo da construção civil, significando as técnicas usadas para a construção de edifícios,
sejam eles direcionados para habitação ou comércio.
2.2. Aspectos históricos
De acordo com Vasconcellos (2002), não existe uma data exata do início da pré-moldagem.
Pode-se afirmar, no entanto, que a pré-moldagem começou com a invenção do concreto armado,
uma vez que os seus elementos eram moldados fora do seu local final ou definitivo, ou seja,
eram pré-moldados.
Dessa maneira, para compreender o progresso da pré-moldagem em concreto armado é
necessário analisar o surgimento, a história e a evolução da industrialização, uma vez que a
mesma está essencialmente ligada aos conceitos de organização e de produção em série.
A evolução industrial da construção civil ocorreu em diversas fases, sendo essas
caracterizadas pela sua diversidade de métodos, tecnologias e arquiteturas próprias. Isso
permitiu produzir um material de qualidade em menos tempo e por um custo menor, tornando
as obras mais seguras e organizadas.
Salas (1988) considera uma divisão da utilização do pré-fabricado de concreto em três
etapas:
a) De 1950 a 1970 – nesse período, os pré-fabricados tiveram um importante papel na
reconstrução das cidades devastadas devido à guerra. Essa época ficou conhecida como
ciclo fechado de produção, uma vez que um mesmo fornecedor provia elementos pré-

7
fabricados para comporem a reconstrução tanto hospitais, quanto escolas e, também,
indústrias. Isso fez com que associassem esse tipo de construção à uniformidade e
rigidez na arquitetura, ou seja, sem flexibilidade.
b) De 1970 a 1980 – As construções massivas não permitiram que os edifícios
apresentassem desempenhos mínimos, o que fez com que ocorressem alguns acidentes
com grandes painéis pré-fabricados. Isso provocou um declínio dos sistemas pré-
fabricados de ciclo fechado de produção e uma grande revisão na caracterização de
utilização nos processos construtivo em grandes elementos pré-fabricados.
c) Pós 1980 – Esta etapa foi marcada pela demolição edifícios pelo fato de terem sido
rejeitados socialmente e por não terem funcionalidade. Além disso, foi caracterizada
pela adoção de elementos pré-fabricados de ciclo aberto, à base de componentes
compatíveis e de diferentes origens.
2.3. Pré-moldados no Brasil
A pré-moldagem no Brasil chegou no final da década de 50, reflexo do tamanho avanço
desse sistema na Europa, após devastação na Segunda Guerra Mundial. Segundo Vasconcellos
(2002), o hipódromo da Gávea, no Rio de Janeiro, foi a primeira grande obra no Brasil onde
foram utilizados os pré-fabricados. As estacas nas fundações e as cercas no perímetro da área
reservada ao hipódromo são exemplos dos diferentes elementos utilizados pela empresa
construtora dinamarquesa Christiani-Nielsen, com sucursal no Brasil para executar a obra do
hipódromo em 1926. A Figura 1 ilustra as obras realizadas no hipódromo Gávea.
8
Figura 1: Hipódromo da Gávea no Rio de Janeiro
Fonte: Decourt (2004).
No fim da década de 50, a Construtora Mauá executou, no seu canteiro de obras, diversos
galpões pré-moldados, uma vez que a preocupação com a racionalização e a industrialização de
sistemas construtivos teve início. A fábrica do Cortume Franco Brasileiro de aproximadamente
35.000 m² foi onde a construtora começou a pré-moldagem. Sua estrutura, leve e original, tinha
tesouras em forma de viga Vierendeel1 curva.
A primeira experiência com edifícios de vários pavimentos, com estrutura reticulada, foi
com o Conjunto Residencial da Universidade de São Paulo – CRUSP, cidade universitária
Armando Salles de Oliveira em São Paulo. Em 1964, conforme Vasconcellos (2002), esse
conjunto de doze torres com doze pavimentos foi construído, de modo a residir os estudantes
da Universidade de São Paulo (USP).
Apesar dos problemas, como a inexperiência dos trabalhadores devido a execução de um
processo construtivo diferente do convencional, a empresa realizou um excelente trabalho. O
espaço no canteiro de obras era propício para produzir e armazenar as peças, o que difere da
realidade atual, uma vez que a maioria das obras está localizada em centros altamente
populosos.
1 Viga Vierendeel: é um sistema estrutural formado por barras que se encontram em pontos denominados
nós, assim como as treliças.

9
O Banco Nacional da Habitação – BNH foi criado pelo governo em 1966, de modo a reduzir
o déficit habitacional, mas fez com que o sistema de pré-moldagem praticamente deixasse de
existir. Isso porque as situações das moradias executadas de pré-moldados eram precárias e pela
expectativa de incentivar o emprego maciço de mão de obra não qualificada no canteiro.
Dessa maneira, apenas na década de 90, devido ao crescimento da cidade de São Paulo, esse
processo construtivo teve seu retorno passou a receber grandes investimentos, propiciando um
aumento na construção de shoppings e hotéis, por exemplo.
2.4. Elementos dos pré-moldados
No presente trabalho são analisados os elementos de concreto armado pré-moldado,
produzidos tanto em fábricas especializadas, como no próprio canteiro de obras. Os elementos
estudados nessa monografia são as vigas e lajes, cujas definições são dadas a seguir.
2.4.1. Vigas pré-moldadas
As vigas são elementos estruturais horizontais, que tem suas funções diferenciadas devido
a sua classificação. São elementos que necessitam de um estudo mais detalhado dentro do
cálculo de estruturas.
Geralmente, a fabricação das pré-vigas tem uma tendência a repetição de modo a facilitar a
produção das mesmas. Fato é que esse sistema produtivo gera uma redução nas perdas de
concreto, minimizam a utilização de fôrmas de madeira na obra, além de adequar inúmeros
outros benefícios, como a racionalização da armadura, melhor compatibilização dos projetos e
sistema de adensamento das peças, rapidez de montagem, redução do ciclo produtivo de cada
pavimento, maior segurança no canteiro e redução do pessoal na obra.
As pré-vigas podem ser de concreto armado ou protendido, são apoiadas em consoles, e
podem ser trapezoidais ou em dentes. Isso faz com que possibilitem exercer diversas funções,
tais como: dar suporte a alvenaria, lajes, cobertura, painéis de fechamento, entre outras.

10
As estruturas podem ser fechadas de diversas maneiras, com elementos pré-fabricados de
concreto ou alvenaria. Caso o fechamento seja de um elemento pré-fabricado, ou seja, em
placas, a estrutura já vem dimensionada e seu sistema de fixação estudado.
Na Figura 2 estão descritos os principais tipos de vigas utilizados como pré-moldados de
concreto armado.
Figura 2: Tipos de vigas
Fonte: Adaptado de Teixeira (1986)
Para a realização dos projetos de estruturas pré-moldadas é necessário considerar fases
transitórias de montagem. É de extrema importância ressaltar essa questão, uma vez que o
manuseio, transporte, o içamento e montagem desses elementos podem afetar a resistência dos
mesmos, devido à relação da estabilidade lateral. Dessa forma, deve-se analisar sempre todas
as circunstâncias desde a produção até a conclusão do elemento pré-moldado na estrutura.

11
As vigas pré-moldadas utilizadas em construção de pontes, por exemplo, por serem longas,
delgadas e protendidas, estão sujeitas a uma instabilidade elástica, uma vez que seus elementos
perdem sua estabilidade sem que o material tenha atingido sua tensão de escoamento2.
Segundo Stratford & Burgoyne (2000), o problema da estabilidade lateral destas vigas
tornou-se potencial uma vez que a indústria da construção pré-moldada tem aliado melhor
comportamento mecânico com menor peso-próprio e máximo vão.
As vigas são estruturas ordenadas basicamente na horizontal, que se classificam por suas
diferentes funções, observa-se que:
a) vigas em concreto protendido: geralmente são empregadas como apoio de caminho de
pontes rolantes, apoio de lajes, apoio de paredes de alvenaria ou pré-fabricadas e como
vigas de fechamento para grandes vãos.
b) vigas-baldrame: servem de apoio para paredes de alvenaria ou pré-fabricadas. As vigas-
baldrame podem ser moldadas "in loco" ou pré-fabricadas. A solidarização com a
fundação é feita através de barras de aço.
c) vigas em concreto protendido, seção "U": são utilizadas como apoio das vigas-telha W
ou outros tipos de cobertura.
d) as abas das vigas: são utilizadas como acabamento na cobertura.
e) as vigas de apoio: em concreto armado ou protendido, utilizadas como apoio de paredes,
lajes, vigas-telha W, caminho de pontes rolantes e como vigas de fechamento para
pequenos vãos. As vigas se apoiam nos consolos sobre neoprenes3 dimensionados em
função das cargas atuantes e são solidarizadas aos pilares.
2 Tensão de escoamento ou limite de escoamento: é a tensão máxima que o material suporta ainda no regime
elástico de deformação, ou seja, o limite máximo de resistência que o material pode sofrer na sua deformação
elástica. 3 Neopreno (ou neoprene) é o nome comercial de um elastômero sintético policloropreno, polímero do
cloropreno. Foi inventado pelos cientistas Elmer K. Bolton do laboratório de DuPont, que se baseou em
pesquisas de Julius Arthur Nieuwland, um professor de química na Universidade de Notre Dame. O neopreno

12
2.4.2. Lajes pré-moldadas
Conforme El Debs (2000) as lajes pré-moldadas podem ser de três tipos: vigotas pré-
moldadas, pré-lajes ou lajes completamente pré-moldadas.
As vigotas pré-moldadas e as pré-lajes são as que necessitam, após sua montagem no local
de utilização final, uma capa de solidarizarão de concreto, geralmente armado com tela metálica
soldada, realizada no local de utilização do elemento.
Já as lajes completamente pré-moldadas não necessitam de qualquer tipo de reforço no local
de montagem, pois são totalmente fabricadas fora do local de utilização, necessitando apenas
ser içadas e colocadas no local final.
A NBR 14859-1 (ABNT, 2002a, p.3) cita como material de enchimento das vigotas: “Os
materiais inertes diversos, sendo maciços ou vazados, intercalados entre as vigotas em geral,
com a função de reduzir o volume de concreto, o peso próprio da laje e servir como fôrma para
o concreto complementar.”. O restante da laje é composto pelo concreto complementar que tem
função de realizar a complementação das vigotas, formando a cada laje, as nervuras
longitudinais, e, para o caso das lajes treliçadas, formando as nervuras transversais.
De acordo com Nakamura (2009, p.149), os tipos mais comuns de pré-lajes encontradas no
Brasil são:
a) Treliçadas: esses elementos apresentam armadura inferior e possuem superfície rugosa,
de modo a garantir a aderência de concreto na parte superior. Geralmente são produzidas em
centrais dentro do próprio canteiro e, dependendo do projeto, podem ter nichos no interior de
modo a passar as tubulações e os dutos. Na Figura 3 é demonstrada uma forma de
armazenamento de pré-lajes treliçadas.
(originalmente chamado de Duprene) era o primeiro composto de borracha sintética a ser produzido em massa. É
usado em uma variedade larga dos ambientes, como em roupas de mergulho, da isolação elétrica, nas correias de
ventilador do carro e até em materiais promocionais.

13
Figura 3: Pré-lajes treliçadas
Fonte: Tijolaje (2015).
b) Treliçadas com EPS4 (Figura 4): apresentam as mesmas funções estruturais que os
painéis treliçados comuns, mas possuem como benefício o fato de serem mais leves, devido ao
uso de EPS, também chamado de isopor, como elemento de enchimento na superfície de
concretagem.
Figura 4: Pré-lajes treliçadas com EPS
Fonte: Arcol (2015).
c) Protendidas (Figura 5): são pré-lajes que necessitam ser produzidas em pistas de
protensão. Só podem ser produzidas com vãos de no máximo 7,0 metros. Da mesma forma que
as outras pré-lajes, possuem a superfície rugosa, garantindo aderência entre o concreto moldado
4 EPS é a sigla internacional do Poliestireno Expandido. Foi descoberto na Alemanha em 1949 pelos químicos
Fritz Stasny e Karl Buchholz. No Brasil é popularmente conhecido como IsoporⓇ, marca registrada da empresa
Knauf.

14
no local e o do pré-fabricado. Esses elementos possuem a face inferior acabada, o que permite
receber pintura sem acabamento. As lajes protendidas contém chanfros nos apoios, o que
garante ótima resistência ao cisalhamento.
Figura 5: Pré-lajes protendidas
Fonte: Arcol (2015).
As lajes completamente pré-moldadas possuem dois modelos habituais, segundo Brumatti
(2008, p.31):
a) Lajes alveolares (Figura 6): são produzidas com concreto protendido e possuem seção
transversal com altura constante e alvéolos longitudinais, responsáveis pela redução do
peso da peça. Por ser produzida em pistas metálicas, tem uma superfície inferior lisa, o
que elimina a necessidade de revestimento. Se for preciso, é especificado capeamento
com tela soldada na face superior para distribuir melhor as cargas.
Figura 6: Lajes Pré-moldadas Alveolares
Fonte: Santa Maria (2015).

15
b) Lajes lisas e maciças (Figura 7): esses elementos possuem vãos de no máximo 2,5
metros de largura e 8,0 metros de comprimento e sua espessura varia entre 10 cm e 12
cm. Dependendo do projeto, tem como objetivo vencer apenas vãos. Sendo assim, são
feitos para que suportem com apenas malhas de tela soldada e reforços pontuais nos
ganchos de içamento para movimentação e montagem das mesmas no seu destino final.
Figura 7: Lajes Pré-moldadas Lisas e Maciças
Fonte: Olmet Italy (2015)
3. ASPECTOS TÉCNICOS E METODOLÓGICOS DO
MÉTODO DE UTILIZAÇÃO DE PRÉ-MOLDADOS EM
EDIFICAÇÕES
3.1. Sistema de produção
Conforme El Debs (2000, p.22), as peças pré-moldadas podem ser fabricadas tanto fora
do canteiro de obra ou, inclusive, dentro do próprio canteiro. Fato é que sejam as peças
industrializadas ou produzidas no canteiro, é de extrema importância que haja um canteiro bem
definido e organizado.

16
No primeiro caso, a elaboração abrange as etapas de: produção dos elementos, manuseio
da fábrica até a obra, montagem e execução das ligações.
Nesse caso, deve haver espaço suficiente para área de estocagem de materiais e devem
ser definidos fluxos de transporte de modo a otimizar o manuseio dos elementos. É preciso que
haja um planejamento prévio de modo a ter uma melhor interação entre a área de armazenagem
e os equipamentos de içamento.
Já com relação à produção dentro do canteiro de obra acontecem duas situações.
Primeiro, a situação correspondente à fabricação dos elementos nos primeiros pavimentos da
edificação que está sendo construída, tendo, assim, as etapas de execução e montagem. A
segunda situação é aquela em que a produção é feita em local apropriado, como em uma central
de pré-moldados, comparável à fábrica, somente não incluindo a etapa de transporte da fábrica
a obra.
No caso da produção ocorrer dentro do canteiro, a logística é mais dificultada, uma vez
que, de forma geral, não há espaço nos canteiros ou condições de acesso adequadas destinadas
à montagem de uma central de pré-moldados. Fato é que seja a central montada dentro do
canteiro ou em áreas próximas ao mesmo, é necessário que esses locais detenham condições
adequadas que envolvem diversos aspectos, como a capacidade de suporte do solo do terreno,
a necessidade de terraplenagem, drenagem, espaço para manuseio e armazenamento dos pré-
moldados e dos materiais usados como matéria prima, central de concreto, disponibilidade de
água, entre outros.
Para Mamede (2001, p.16):
Tanto os elementos pré-moldados de canteiro quanto os de fábrica necessitam de um
canteiro organizado, com definições de espaço previamente destinados a estes
elementos, visando, assim, uma otimização do fluxo de suprimentos e pessoas e,
consequentemente, o fluxograma da produção.

17
A produção dos elementos pré-moldados se constitui de um conjunto de procedimentos,
que exigem um preparo cuidadoso.
3.1.1 Fôrmas
As fôrmas são estruturas provisórias e devem ser estruturadas de modo que possam
garantir sua integridade durante a concretagem, uma vez que suas principais funções são: dar
forma ao concreto, garantir a textura necessária à superfície do mesmo, assim como sustenta-
lo até que adquira a resistência adequada. Por determinarem a qualidade das peças e a
otimização do processo de produção dos elementos pré-moldados, assim como a rapidez na
montagem, as fôrmas têm grande importância.
Dessa maneira, deve-se confeccionar as fôrmas observando as dimensões determinadas,
passagens de tubulações, reentrâncias, esperas para emendas de armaduras e outros detalhes,
além de fazer uso de parafusos, pregos, sargentos, cunhas, taliscas e outros, para que os painéis
de fôrma não deformem ou desloquem, evitando assim, distorções de dimensões das peças ou
perda da pasta de argamassa.
Fato é que nenhuma superfície da peça concretada poderá ser melhor do que a fôrma que
lhe deu origem. Dessa maneira, a NBR 9062 (2006) especifica que “As fôrmas devem se
encaixar às formas e dimensões das peças pré-moldadas projetadas [...]”. Nesse contexto,
segundo El Debs (2000), a qualidade do produto e a produtividade do processo são
determinadas pelas fôrmas, por isso sua extrema acuidade na execução dos pré-moldados.
Para que consigam desempenhar suas funções, as fôrmas devem possuir certas
qualidades, entre elas, El Debs (2000) cita:
a) Estabilidade volumétrica, para que as dimensões dos elementos obedeçam às
tolerâncias especificadas;
b) Possiblidade de serem reutilizadas diversas vezes sem gastos excessivos de
manutenção;
c) Serem de fácil manejo e que facilitem tanto a colocação e fixação da armadura
em seu interior quanto dos elementos especiais, se for o caso;
d) Apresentar pouca aderência com o concreto e fácil limpeza;

18
e) Facilidade de desmoldagem, sem apresentar pontos de presa;
f) Estanqueidade, para que não ocorra fuga de nata de cimento, com prejuízo na
resistência e no aspecto do produto;
g) Versatilidade, de forma a possibilitar seu uso em várias seções transversais;
h) Transportabilidade, no caso de execução com fôrma móvel.
A última configuração da peça pré-moldada depende, também, do material usado na
confecção da fôrma. O material a ser utilizado está diretamente ligado com as necessidades a
serem atendidas, tais como: acabamento, tolerâncias, número de reutilizações, dentre outras.
A última configuração da peça pré-moldada depende, também, do material usado na
confecção da fôrma. O material a ser utilizado está diretamente ligado com as necessidades a
serem atendidas, tais como: acabamento, tolerâncias, número de reutilizações, dentre outras.
Conforme a NBR 9062 (ABNT, 2006, p.34), as fôrmas podem ser feitas de diversos materiais
como: aço, alumínio, concreto ou madeira (revestidos ou não de chapas metálicas), fibra,
plástico ou outros materiais.
Segundo Mamede (2001), os materiais mais utilizados nas fôrmas são a madeira e o aço. E,
como ressaltado anteriormente, atendem a diferentes requisitos. A madeira, é mais barata e
possui uma maior facilidade de adaptação para novos tipos de elementos, no entanto sua
durabilidade é menor do que a metálica, ou seja, tem um menor número de reutilizações.
3.1.2 Montagem das Armaduras
Os benefícios nessa etapa de execução dos pré-moldados surgem, uma vez que, a montagem
das armaduras é feita em local mais apropriado do que in loco e, quase sempre, em série,
resultando numa produção mais fácil e racionalizada. Dessa maneira, essa fase ocorre de forma
habitual, já que a montagem da armadura é executada junto à fôrma ou perto delas.
Para manter a integridade e o posicionamento adequado das armaduras dentro da fôrma,
deve-se ressaltar a importância do correto manuseio e transporte das armaduras. De modo a
facilitar o içamento e manuseamento das peças pré-moldadas, junto às armaduras antes da
concretagem devem ser colocados dispositivos auxiliares como: laços, chapas chumbadas,

19
argolas rosqueadas, entre outras. Todas essas ferramentas de auxílio devem ser dimensionadas
de forma a sustentar a movimentação dos elementos, levando em conta as resistências iniciais
do concreto.
Além disso, a NBR 9062 (ABNT, 2006, p. 31), no que se refere ao armazenamento, cita
“[...] que deve ser efetuado de forma a evitar a formatação de pilhas que prejudiquem a
conformação das armaduras pré-montadas”.
Por fim, devem-se posicionar as armaduras nas fôrmas utilizando espaçadores para garantir
o recobrimento do concreto conforme projeto, quando houver.
3.1.3 Produção, transporte e lançamento do concreto
Para a produção de pré-moldados de concreto armado deve-se proceder a determinação da
dosagem racional e experimental do concreto de forma que o traço seja o mais adequado às
peças a serem produzidas tanto do ponto de vista econômico quanto da qualidade. Efetuado o
cálculo da dosagem a mesma deverá ser validada mediante a realização de ensaios tecnológicos
em laboratório. Em função das características das peças a serem produzidas devem ser definidos
os ensaios a serem executados, podendo ser programados ensaios como determinação da
consistência, resistência à compressão axial, resistência a compressão diametral, módulo de
elasticidade, dentre outros.
Estudado o traço, deve-se proceder ao dimensionamento e instalação da central de produção
do concreto, se este for ser produzido no canteiro de obras, em função do volume diário
necessário a produção das peças pré-moldadas, bem como a logística necessária para o
manuseio do concreto até o local de produção das peças pré-moldadas.
De acordo com Melhado (1998), o concreto utilizado para a produção dos elementos pré-
moldados deve ser rigidamente controlado para que possa ser aplicado. Deve-se realizar
ensaios, dentre os mais comuns, o “slump test” e o controle de resistência a compressão “fck”

20
para garantir a qualidade do mesmo. Esse controle é de extrema importância,
independentemente se o concreto for produzido na obra ou comprado em uma central de
produção.
A utilização de aditivos químicos no concreto pode acelerar ou retardar a pega, assim como
facilitar ou dificultar o desenvolvimento da resistência do mesmo, diminuir a relação
agua/cimento, entre outras, devendo sempre estar de acordo com as especificações e Norma
Brasileira.
Vale ressaltar que a trabalhabilidade do concreto depende da sua consistência, e essa garante
o total preenchimento das fôrmas. Para conseguir essa consistência, o concreto deve possuir
uma plasticidade compatível com sua utilização, e deve-se ter cautela com a água acrescentada,
de maneira a não diminuir a resistência necessária.
O cimento mais utilizado nos pré-moldados é o Cimento Portland de Alta Resistência Inicial
– ARI (normalizado pela NBR 5733):
a) Designação: CPV-ARI;
b) Características: resistências iniciais (até 28 dias) mais altas que o de classe 40;
c) Teores permitidos de adições:
a. Materiais carbonáticos: 0 a 5%.
d) Tipos especiais de CPV-ARI:
a. ARI-PLUS – Resistências iniciais mais altas que o CPV-ARI;
b. ARI-RS – CPV-ARI resistente aos sulfatos, por conter adição de até cerca
de 25% de escória granulada de alto forno.
Depois que o concreto passa pelos ensaios e é liberado para ser utilizado, deve ser
transportado por meio de elevadores, gruas, caçambas ou, inclusive, deve ser bombeado para o

21
lugar onde se encontram as fôrmas. Se recomenda que o lançamento do concreto seja em
camadas, facilitando, assim, a vibração e o adensamento do mesmo dentro da fôrma.
3.1.3 Adensamento
Durante e imediatamente após a colocação do concreto ou argamassa na fôrma deverá ser
iniciado o adensamento. Essa etapa garante ao concreto preencher todos os vazios da fôrma
com a finalidade de expulsar bolsões de ar retidos. É um procedimento importante, uma vez
que feito de modo inadequado pode causar problemas como bolhas superficiais, formação de
nichos de concretagem e camada com cores diferentes, entre outros.
De acordo com Mamede (2001), as principais formas de adensamento em pré-moldados
são:
a) Mesa vibratória: consiste em uma mesa de aço com vibradores externos fixados em sua
estrutura e que se apoia sobre amortecedores de neoprene ou outro material que
amorteça as vibrações, conforme a Figura 8. O efeito do adensamento é determinado
pela aceleração da mesa, devido à força centrífuga. Se comparado a outros processos
possui, geralmente, resultados menos consistentes e mais difíceis de serem
interpretados.
Figura 8: Desenho esquemático de mesa vibradora
Fonte: Goulart (2005)

22
b) Vibradores internos: geralmente são chamados de vibradores de imersão ou vibradores
de agulhas. Costumam ser os mais utilizados, principalmente em pavimentos, vigas e
colunas. Esses vibradores são inseridos no concreto fresco, induzindo a plastificação e
adensamento por meio de oscilações. Uma vez que a agulha atua diretamente no
concreto e seu manuseio é mais fácil, a vibração atingida por esses equipamentos é a
mais eficiente. A Figura 9 mostra um esquema básico de um vibrador de imersão.
Figura 9: Esquema básico de um vibrador de imersão
Fonte: Goulart (2005)
c) Vibração da fôrma: esses vibradores transmitem as vibrações através das paredes das
fôrmas onde são fixados, conforme demonstra a Figura 10. Dessa maneira, diferente dos
internos, os vibradores externos agem indiretamente sobre o concreto fresco.
Geralmente, as fôrmas são montadas sobre apoios elásticos, de maneira a vibrar tanto a
fôrma quanto o concreto. Sendo assim, parte da energia de vibração é perdida na
vibração da fôrma.

23
Figura 10: Vibrador externo fixado à fôrma
Fonte: Goulart (2005)
Conforme El Debs (2000), na produção de elementos pré-moldados é comum usar concreto
com resistência maior do que o das estruturas de concreto moldadas in loco. Dessa forma, é
usual que se trabalhe com concretos com menor relação água/cimento e, assim, com melhores
índices de consistência. Sendo assim, é preciso acompanhar a colocação e adensamento do
concreto para que não ocorram deslocamentos das ferragens e abertura de fôrmas, garantindo a
qualidade do concreto.
3.1.4 Aceleração do endurecimento e cura
É necessária uma reutilização rápida das mesmas fôrmas, de modo que a produção de
elementos pré-moldados seja em grande escala e em um curto espaço de tempo.
Sendo assim, quanto mais rápido o concreto da peça pré-moldada ganhar resistência, mais
rápido pode ser retirado das fôrmas, o que assegura um maior aproveitamento das mesmas, o
que aumenta, evidentemente, a produtividade.
Há algumas maneiras, segundo El Debs (2000), de agilizar o endurecimento do concreto,
entre elas: usar cimento de Alta Resistência Inicial (cimento ARI), aumentar a temperatura e
utilizar aditivos.

24
Ao elevar a temperatura, a velocidade das reações químicas entre o cimento e a água acelera.
No entanto, existe o perigo da perda de água necessária para a hidratação do cimento, uma vez
que ocorre a vaporização. Os elevados gradientes térmicos podem provocar, também, a
microfissuração5 e, como resultado, a perda de resistência. Dessa forma, apesar de ser uma
maneira interessante de acelerar o endurecimento do concreto, devem ser tomadas cautelas.
Já a utilização de aditivos para agilizar o endurecimento não é tão comum. Isso está ligado
ao fato de que os primeiros aditivos aceleradores de endurecimento eram a base de cloreto de
cálcio, o que provoca a corrosão da armadura. Atualmente, alguns aditivos não possuem essa
substância, no entanto, ainda assim é uma solução de pouco uso na produção de concreto pré-
moldado.
Atualmente, os tipos de aditivos para concreto de cimento Portland regulados pela NBR
11768 (ABNT, 2011) são: plastificante, superplastificante, incorporador de ar, acelerador de
pega, acelerador de resistência e retardador de pega. De acordo com a NBR 6118 (ABNT,
2002b), é proibido a presença de íons de cloreto nas composições desses aditivos para que eles
sejam utilizados no concreto. Para isso, esses aditivos devem ter em sua composição teor de
cloreto solúveis em água ≤ 0,15% em massa ou menor que o valor fixado pelo fabricante no
caso de aditivos para uso de concreto simples.
A etapa de cura do concreto se destina a causar a hidratação do cimento, conforme El Debs
(2000) temos quatro diferentes tipos:
a) Cura por aspersão: superfícies expostas são permanentemente umedecidas;
b) Cura por imersão: os elementos são colocados em tanques de água;
c) Cura térmica: com o incremento térmico do concreto;
5 Microfissuração: são pequenas rachaduras.

25
d) Cura com película impermeabilizante: quando se aplicam pinturas que impedem a saída
da água pela superfície exposta.
3.1.5 Desforma
De acordo com El Debs (2000), a resistência do concreto para a desmoldagem depende das
solicitações as quais o elemento possa ser submetido em seguida. Sabe-se que apenas é
recomendado realizar a desforma se a resistência do concreto for superior a 10 MPa.
Sendo assim, a avaliação da resistência para desforma deve ser definida em projeto ou em
procedimento interno da empresa aprovado pelo projetista estrutural. Deve-se atentar para essa
etapa, pois se precoce, pode resultar em deformações não previstas, até mesmo em longo prazo,
como fissuras e consequente perda de resistência e quebras.
Segundo El Debs (2000), a desmoldagem pode ser das seguintes formas:
a) Direta: correspondente à retirada dos elementos por içamento, podendo ou não
retirar as partes laterais de fôrma;
b) Por separação dos elementos: corresponde às fôrmas tipo bateria utilizadas na
execução de painéis;
c) Por tombamento da fôrma: nesse caso o elemento é moldado com fôrma na posição
horizontal e é colocado na posição vertical para a desmoldagem mediante o uso de
mesa de tombamento;
Segundo a norma NBR 9062 (2001), o projeto e a execução das fôrmas deve atender todas
as condições para fácil desmoldagem, sem danificar os elementos concretados, como previsão
de ângulos de saída, livre remoção das laterais e cantos chanfrados ou arredondados.

26
De modo a facilitar o processo de desmoldagem dos elementos pré-moldados, recomenda-
se que sejam utilizados produtos desmoldantes6.
A limpeza das fôrmas deve ser feita logo após a desforma, uma vez que a retirada dos
resíduos fica mais fácil e, logo em seguida, recomenda-se que seja aplicado o desmoldante que
protege, no caso, as fôrmas metálicas contra corrosão.
3.1.6 Análise da peça concretada
Segundo Mamede (2001), antes que o elemento pré-moldado seja liberado para
estocagem ou uso, deve-se verificar:
a) Atendimento as condições especificadas para levantamento;
b) Dimensões das peças e suas respectivas tolerâncias;
c) Defeitos provenientes das fôrmas;
d) Falhas provocadas pelo concreto;
e) Presença de fissuras;
f) Cor homogênea, textura da superfície, cantos quebrados, bolhas;
Após a apuração, uma equipe dirá se as peças atendem as conformidades necessárias e, caso
as peças não sejam liberadas, por comprometerem seu desempenho estrutural, são condenadas
ou direcionadas para reparo.
Para a aceitação final do elemento pré-moldado, é fundamental realizar o controle
tecnológico da produção do concreto empregado nas peças. Esse controle é feito por meio de
ensaios no estado fresco e endurecido para verificação das propriedades estabelecidas no estudo
de dosagem.
6 Desmoldantes são substâncias químicas que deixam uma fina camada oleosa entre as fôrmas e o concreto, impedindo a aderência entre
ambos e facilitando a desenforma.

27
Os corpos de prova moldados são, portanto, de extrema importância de modo a verificar a
resistência à compressão do concreto para validação da peça pré-moldada, de acordo com o
especificado em projeto.
3.1.7 Içamento e manuseio
Conforme a NBR 9062 (2006), as peças pré-moldadas devem ser içadas e manuseadas
através de máquinas, equipamentos e acessórios adequados em pontos de suspensão localizados
nos elementos de concreto, que foram definidos de acordo com o projeto, de modo a evitar
choques e movimentos bruscos. Dessa forma, via de regra, são utilizados equipamentos de
apoio ao içamento e montagem tais como gruas, guindastes, caminhões munck, entre outros.
Devem ser obedecidas as especificações do projeto de içamento (ângulos e
posicionamento) para os cabos de aço e outros dispositivos. As alças e pinos de levantamento
funcionam como ligações temporárias com o equipamento de transporte e montagem das peças.
É necessário verificar as condições de estabilidade do elemento em virtude dos
equilíbrios de forças e aplicação de esforços na região das alças. A segurança é de extrema
importância, uma vez que essas máquinas movimentam peças pesadas e qualquer desatenção
nessa etapa pode gerar acidentes fatais.
Se as peças forem encaminhadas para montagem, a área de armazenagem não precisa
possuir grandes dimensões, caso contrário, essa área de estocagem vai depender da
produtividade da mão de obra da empresa. Como no armazenamento o concreto atinge a
resistência de projeto, sempre que possível as peças devem ser armazenadas na mesma posição
de utilização definitiva. A Figura 11 mostra alguns esquemas de armazenamento.

28
Figura 11: Esquemas de armazenamento dos elementos
Fonte: El Debs (2000)
Durante o transporte das peças até o local de montagem deve-se atentar para não
danificar os elementos, devido à movimentação dos mesmos. Dessa forma, recomenda-se que
as peças sejam fixadas e apoiadas. As limitações quanto ao transporte são decorrentes das
dimensões da rodovia e da capacidade dos veículos.
3.1.8 Acabamento
Os elementos pré-moldados, depois de içados em seus lugares definitivos, podem
possuir algumas diferenças entre as dimensões especificadas em projeto e as reais das peças.
Para as lajes completamente pré-moldadas, que não necessitam de reforço no local, cabe
aos engenheiros projetistas permitirem ou não a permanência das peças no local para aprovação
da mesma.
Conforme a NBR 9062 (2006), pode ser previsto escoramento temporário de modo a
auxiliar no posicionamento dos elementos e garantir estabilidade até que a ligação definitiva
seja efetuada. Esse escoramento deve ser projetado de forma a não sofrer, sob a ação de seu
peso, do peso dos elementos pré-moldados e das cargas acidentais que possam atuar durante a
execução da montagem.
Já as vigotas pré-moldadas e as pré-lajes necessitam, após sua montagem no local de
utilização final e liberação por parte da equipe de engenharia, de uma capa de solidarizarão de

29
concreto, geralmente armado com tela metálica soldada, realizada no local de utilização do
elemento, conforme a Figura 12.
Figura 12: Concretagem da capa
Fonte: O autor (2017)
3.2 Procedimento executivo
Com o aumento da demanda dos últimos anos, a qualidade dos serviços tem sido cada
vez mais exigida no mercado imobiliário e as empresas construtoras para demonstrar ao
mercado sua capacidade de produção com qualidade estabelecem sistemas de gestão da
qualidade e buscam a certificação seja na NBR ISO 9001:2015 seja no SiAC-PBQP-H.
Para uniformizar seus processos de trabalho e estabelecer critérios de controle da
qualidade para os aspectos críticos destes processos as empresas construtoras estabelecem os
procedimentos operacionais, comumente denominados de procedimentos executivos de
serviços - PES. Nestes procedimentos além do passo a passo para o desenvolvimento da
atividade, as empresas construtoras estabelecem critérios para o controle da qualidade do
serviço e critérios de aceitação e rejeição dos mesmos.
A título de ilustração, como exemplo, é descrito na Figura 13 um PES específico para o
processo de produção de pré-moldados (QUEIROZ GALVÃO, 2016).

30
Figura 13: Procedimento executivo de serviço - PES
PROCEDIMENTO EXECUTIVO DE SERVIÇO - PES
"PRODUÇÃO DE PRÉMOLDADOS DE CONCRETO ARMADO"
1. Condições para início
A central deve estar montada e equipada. Devem ser definidas previamente as
dimensões das peças as serem confeccionadas, bem como, passagens de
tubulações, reentrâncias7, esperas para emendas de armaduras e outros detalhes.
Os traços de concreto e argamassa devem estar definidos.
Assim como os equipamentos e ferramentas devem estar em perfeitas condições
de segurança e uso, os trabalhadores devem estar com os devidos EPI’s e com a
área de trabalho limpa e desimpedida.
2. Método executivo com qualidade e segurança
Primeiro deve-se confeccionar as fôrmas observando as dimensões
determinadas, passagens de tubulações, reentrâncias, esperas para emendas de
armaduras e outros detalhes.
As fôrmas devem ser estruturadas de modo que possam garantir sua integridade
durante a concretagem, ou seja, fazer uso de parafusos, pregos, sargentos,
cunhas, taliscas e outros, para que os painéis de fôrma não deformem ou
desloquem, evitando assim, distorções de dimensões das peças ou perda da pasta
de argamassa.
Algumas fôrmas precisam de elementos auxiliares para confecção das peças, tais
como: tubos para passagens de instalações elétricas ou hidráulicas (Ex.:
passagens de eletrodutos em vergas, alimentação de elétrica e drenos nos pré-
moldados para Split, etc.).
Algumas fôrmas precisam de elementos auxiliares para confecção das peças, tais
como:
a) tubos para passagens de instalações elétricas ou hidráulicas (Ex.:
passagens de eletrodutos em vergas ou tijolos elétricos, alimentação de
elétrica e drenos nos pré-moldados para Split, etc.).
b) elementos de moldagem para criar reentrâncias, cavidades, cortes e
outros, nas peças, ou até mesmo elementos que venham compor estas
peças (Ex.: Cavidade para colocar caixas elétricas nos tijolos elétricos
ou a própria caixa para compor a peça).
c) pequenas chapas para interromper o concreto e deixar esperas de
armaduras (Ex.: Espera de armadura em extremidades de vergas no caso
em que duas vergas serão emendadas “in loco”).
As peças que sejam passiveis de sofrer tração devem ser confeccionadas em
concreto armado. As armaduras podem ser em treliças soldadas (para vigas e
vergas) ou em varões. Deve-se destacar que deve proceder a limpeza da fôrma e
aplicação do desmoldante.
Devem-se posicionar as armaduras nas fôrmas utilizadas espaçadores para
garantir o recobrimento do concreto 1,5 cm ou conforme projeto, quando houver.
O concreto ou a argamassa utilizada para o pré-moldado deve seguir o traço, em
função do uso.
7 Ângulo ou curva para dentro; cavidade.
31
No processo de moldagem, deve-se molhar a fôrma antes de colocar o concreto
ou argamassa para evitar que os mesmos sofram perda d’água de composição.
Deve-se atentar para o tempo de utilização do concreto ou da argamassa e
observando sempre sua plasticidade. Em nenhuma hipótese se fará uso do
concreto ou argamassa após o início da pega.
Durante e imediatamente após a colocação do concreto ou argamassa na fôrma
deve ser iniciado o adensamento, onde se faz uso de soquete e no mesmo
momento pode-se golpear levemente os painéis da fôrma para acrescentar mais
eficácia ao processo. Caso a peça possua grandes dimensões transversais, deve-
se usar vibrador de imersão. O adensamento deve ser cuidadoso para que o
concreto preencha todos os recantos da forma e devem ser tomadas às precauções
necessárias para que não se formem ninhos ou haja segregação dos materiais.
É muito necessário o acompanhamento, a colocação e adensamento do concreto
ou argamassa, para que não ocorram deslocamentos das ferragens e abertura de
fôrmas.
Enquanto não se atinge o endurecimento satisfatório, as peças devem ser
protegidas contra agentes prejudiciais, tais como mudanças bruscas de
temperatura, secagem, chuva forte, água torrencial, agentes químicos e outros.
As peças confeccionadas devem passar por um processo de cura de pelo menos
3 dias. Esse processo deve ser realizado molhando as peças de maneira tal que
as mesmas sempre estejam, ao menos, úmidas.
A desmoldagem das peças pode ser realizada no dia seguinte a moldagem,
evitando-se impacto na fôrma.
É de suma importância manter a central de pré-moldados constantemente limpa
e organizada, removendo as sobras de material (resto de concreto e argamassa,
serragem e pontas de madeira) e verificando o funcionamento e conservação de
ferramentas e equipamentos.
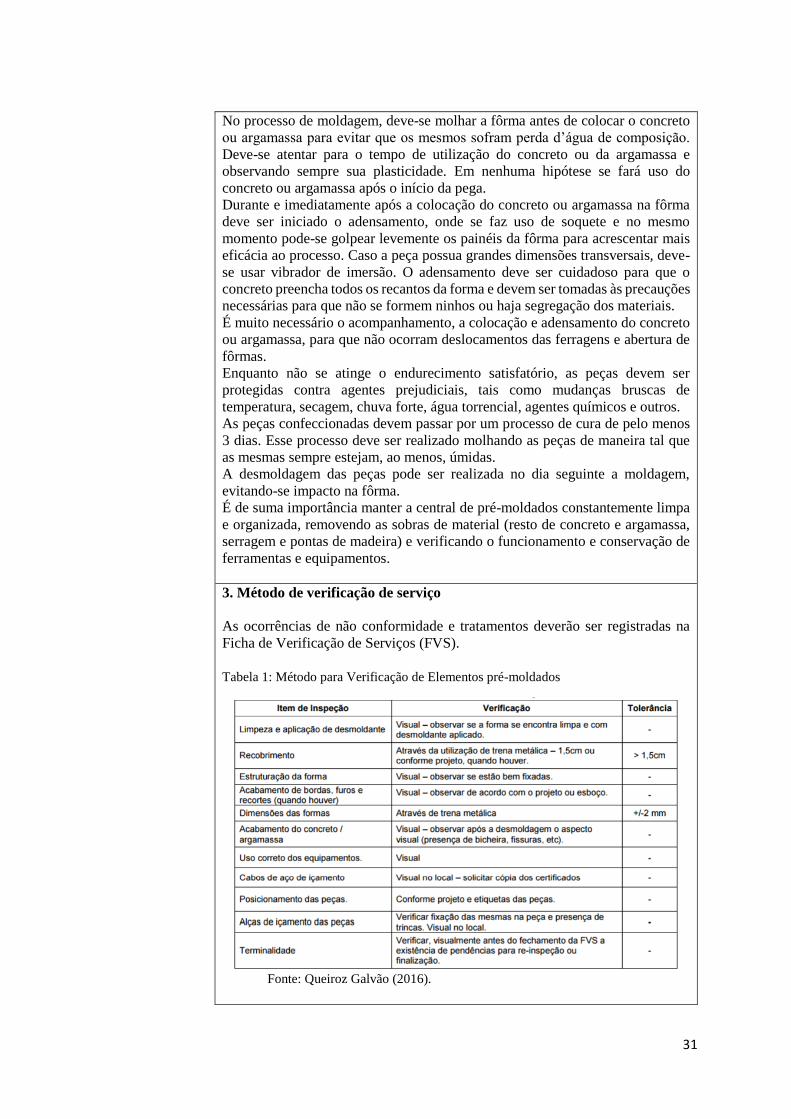
3. Método de verificação de serviço
As ocorrências de não conformidade e tratamentos deverão ser registradas na
Ficha de Verificação de Serviços (FVS).
Tabela 1: Método para Verificação de Elementos pré-moldados
Fonte: Queiroz Galvão (2016).

32
4. Segurança no trabalho
Além das recomendações de segurança contida na Ordem de Serviço (OS),
outras medidas específicas a esta atividade devem ser seguidas, sendo:
Os funcionários devem estar com fardamento completo.
Todas as ferramentas devem estar em perfeitas condições de segurança e uso.
Devem ser utilizados todos os EPI’s inerentes a execução desta atividade (Óculos
de segurança, máscara contra pó, respirador facial, botas, luvas impermeávies,
capacete e etc).
O cabo do vibrador deverá estar suspenso.
Observar o estado de conservação dos equipamentos e máquinas antes da
utilização.
Na descarga das peças e içamento das mesmas a área deve estar isolada e apenas
o operador do guindaste ou grua, e equipe de montagem devem ter acesso após
treinamento de segurança do trabalho na atividade específica;
No posicionamento das peças o cinto deverá ser fixado conforme orientações da
NR-18 para cada situação, porém nunca poderá estar preso com o mesmo cabo
de transporte da peça, nem na mesma;
Manter o local isolado e sinalizado;
Evitar o uso de celular no horário de trabalho.
4. TENDÊNCIAS DA UTILIZAÇÃO DE PRÉ-MOLDADOS
EM EDIFICAÇÕES PRODUZIDOS NO CANTEIRO DE
OBRAS

33
A Engenharia Civil busca, a cada dia que passa, a utilização de novos materiais, novos
processos, novas tecnologias. Além disso, a construção civil tem papel fundamental para a
realização dos objetivos globais do desenvolvimento sustentável.
No entanto, as novas tecnologias vêm sempre acompanhadas de uma certa falta de
conhecimento, tanto sobre seus benefícios, quanto seu retorno e até mesmo seu domínio. Desse
modo, sempre há resistência por parte dos empreendedores até a sua adoção.
Esse capítulo apresenta algumas possíveis alternativas para adoção de materiais que
aprimorem o comportamento das peças pré-moldadas apresentadas anteriormente.
4.1 Materiais Alternativos
4.1.1 Fibras de Polipropileno
O concreto empregado em peças pré-moldadas, segundo Scoaris (2005), poderá
receber a adição de fibras de polipropileno, uma vez que essas proporcionam: elevado controle
de fissuração, ductilidade, resistência ao impacto, além da substituição da armadura principal
que agiliza o processo de produção.
Segundo o autor, um elevado volume de fibras pode ser prejudicial, principalmente no
processo executivo e no adensamento mecânico, comprometendo a trabalhabilidade da mistura.
Por outro lado, um baixo volume aumenta o nível de tensão transferido da matriz para cada
fibra, podendo ocorrer o processo de arrancamento das fibras.
A utilização de fibras de polipropileno é bem apropriada, uma vez que ajudam no
controle de fissuração, o que gera um menor peso e, também, custo. Segundo Mamede (2001),
essas fibras podem substituir as telas metálicas, muito encontradas em peças de concreto de
pouca espessura, pois controlam a fissuração proveniente da retração hidráulica e das
solicitações mecânicas.

34
Essa substituição, da armadura em tela pelas fibras, segundo Bentes (1992), reduz os
custos de materiais em torno de 45% a 50% na execução de painéis divisórios.
Segundo o autor, a ótima atuação das fibras de polipropileno foi comprovada por meio
de ensaios feitos na Escola de Engenharia de São Carlos. No controle de fissuração da
argamassa, foi confirmado que o desempenho das placas armadas com fios de 4,2mm e fibras
submetidas à flexão é melhor do que as placas armadas com tela soldada.
4.1.2 Concreto Leve
Os concretos leves são conhecidos pelo seu reduzido peso específico e elevada
capacidade de isolamento térmico e acústico. O concreto leve possui diversas aplicações no
ramo da construção civil, sendo utilizado em obras de pequeno a grande porte. É capaz de
produzir uma peça pré-moldada mais leve, o que facilita seu transporte e reduz o peso da
estrutura.
Se comparados ao concreto de massa específica comum, apresentam propriedades que
estão descritas na Tabela 2:

35
Tabela 2: Propriedades do concreto leve estrutural
Fonte: Mehta&Monteiro (1994) e Agnesini&Gomes Neto (1998)
Conforme Mehta&Monteiro (1994), a execução de elementos pré-moldados de concreto
recebe a maior parte das aplicações de concreto leve no mundo, pois o mesmo influencia em
uma redução de custos, ligados a manuseio, transporte e construção.
4.1.3 Concreto Reciclado
“O desenvolvimento sustentável se tornou uma grande preocupação para a Indústria de
Construção Civil, uma vez que, o setor é responsável pelo consumo de uma grande quantidade

36
de recursos naturais e por grande parte dos impactos ambientas devido as suas atividades. ”
(SANTANA, 2011)
Uma das alternativas para redução dos impactos ambientais, da diminuição do grande
consumo de recursos naturais provenientes do ramo da Construção Civil e dos problemas
urbanos de atualmente gerados com demolições, é a utilização do concreto reciclado.
Segundo Mamede (2001), há viabilidade do aproveitamento do entulho reciclado em
diversos serviços nas edificações. A reciclagem pode ser feita em sistemas descentralizados,
como usinas de reciclagem ou inclusive, no canteiro de obra. O equipamento necessário para
tal, no canteiro de obra, é conhecido como moinho.
A redução dos custos com transporte e o possível controle sobre a qualidade dos resíduos
surgem como vantagens quando existe reciclagem no canteiro. Conforme Batista (2009), a
produção de agregados com base no entulho pode gerar economias de mais de 80% em relação
aos preços dos agregados convencionais. A partir deste material é possível fabricar
componentes com uma economia de até 70% em relação a similares com matéria-prima não
reciclada.
Fato é que a reciclagem é uma alternativa para execução de pré-moldados, de acordo
com o que foi analisado referente ao uso de concreto com agregado reciclado. Contudo, deve
haver um estudo detalhado, de modo a fazer uma avaliação das características do entulho
gerado, para verificar a sua adequação e o seu grau de interferência nas propriedades do
concreto a ser produzido.
4.1.4 Concreto de Alto Desempenho ou Alta Resistência (CAD)
Segundo Metha (1994), o Concreto de Alto Desempenho (CAD) é o tipo de concreto
que tem resistência à compressão maior que 40,0MPa, mesmo não havendo um consenso
técnico a respeito de tal fato. A característica da alta resistência é atingida com uma baixa

37
relação água/cimento. Na obtenção de concretos de alto desempenho, sempre são utilizados
aditivos e adições.
O emprego de aditivos como superplastificantes, somados às vantagens da sílica ativa
propiciam concretos cujas características vão além da elevada resistência. Na verdade, o CAD
pode agregar durabilidade, esbeltez e menor custo às obras, que são motivos suficientes para
que se descubram as vantagens técnicas do material, contribuindo na economia e racionalidade
das obras.
Conforme o autor, são claras as vantagens econômicas e estruturais do CAD com
relação ao concreto convencional. A opção pelo CAD leva a significativos ganhos econômicos,
visto que as estruturas de concreto produzidas com concreto convencional têm área em torno
de duas vezes maior que a das estruturas se executadas com CAD.
Ademais, atingem resistências mecânicas muito maiores, chegando até mesmo a superar
100 MPa; apresentam maior durabilidade/ melhor desempenho frente a meios potencialmente
agressivos; baixa porosidade; baixa permeabilidade; elevada resistência ao desgaste e, ainda,
menor tempo e custo de manutenção
Tais vantagens do CAD não diminuem o fato de que esse tipo de concreto precisa de
cuidados bastante precisos e requer projetos específicos para sua dosagem, já que o traço do
CAD varia em função das especificações, da resistência, do tipo de armaduras, da dimensão
dos agregados, entre outros detalhes. Exige, além do controle da qualidade do cimento, dos
agregados e da dosagem dos aditivos, acompanhamento da execução na obra em que será
utilizado. Isso porque, cada obra exige um traço específico que irá depender da sua
aplicabilidade.
Por conta do extenso rol de características já mencionadas, o CAD é muito utilizado em
estruturas com cargas ou tensões de compressão elevadas, obras emergenciais ou de

38
recuperação e em estruturas submetidas a ambientes agressivos ou que necessitem de alta
durabilidade. Nesse contexto, é comum sua aplicação em edifícios muito elevados, pontes ou
viadutos de extensão acentuada, estruturas marítimas, obras hidráulicas, entre outros.
4.1.5 Concreto auto-adensável (CAA)
Considerado como um concreto especial e inovador, o concreto autoadensável (CAA) é
uma evolução tecnológica dos concretos convencionais (CC) ou tradicionais. O CAA difere do
concreto convencional basicamente por incluir em sua composição um aditivo
superplastificante e, às vezes, um modificador de viscosidade, combinado com elevado teor de
finos, podendo ser reativos, que garantem alta fluidez e estabilidade durante a concretagem
(COLLEPARDI, 2001a).
Portanto, a facilidade na operação da concretagem acarreta uma significativa melhora
na qualidade e durabilidade das peças ou estruturas acabadas, minimizando a possibilidade de
ocorrerem nichos ou outras falhas (TUTIKIAN, 2005).
Como uma das grandes revoluções para a construção civil o CAA leva como suas
principais vantagens: diminuição da necessidade de desempenos e minimização de macro
defeitos, bolhas de ar e falhas de concretagem, em razão de sua propriedade autonivelante;
melhoria das condições de trabalho pela redução de ruído com a eliminação de vibradores;
redução de mão de obra; economia de energia elétrica; menor desgaste das fôrmas; aceleração
do ritmo de concretagem.
O CAA elimina a etapa de vibração do concreto reduzindo sensivelmente a necessidade
de acabamento das peças, proporcionando uma maior velocidade da produção. Permite a
concretagem em regiões com grande densidade de armadura e proporciona uma facilidade no
nivelamento do concreto nas peças.
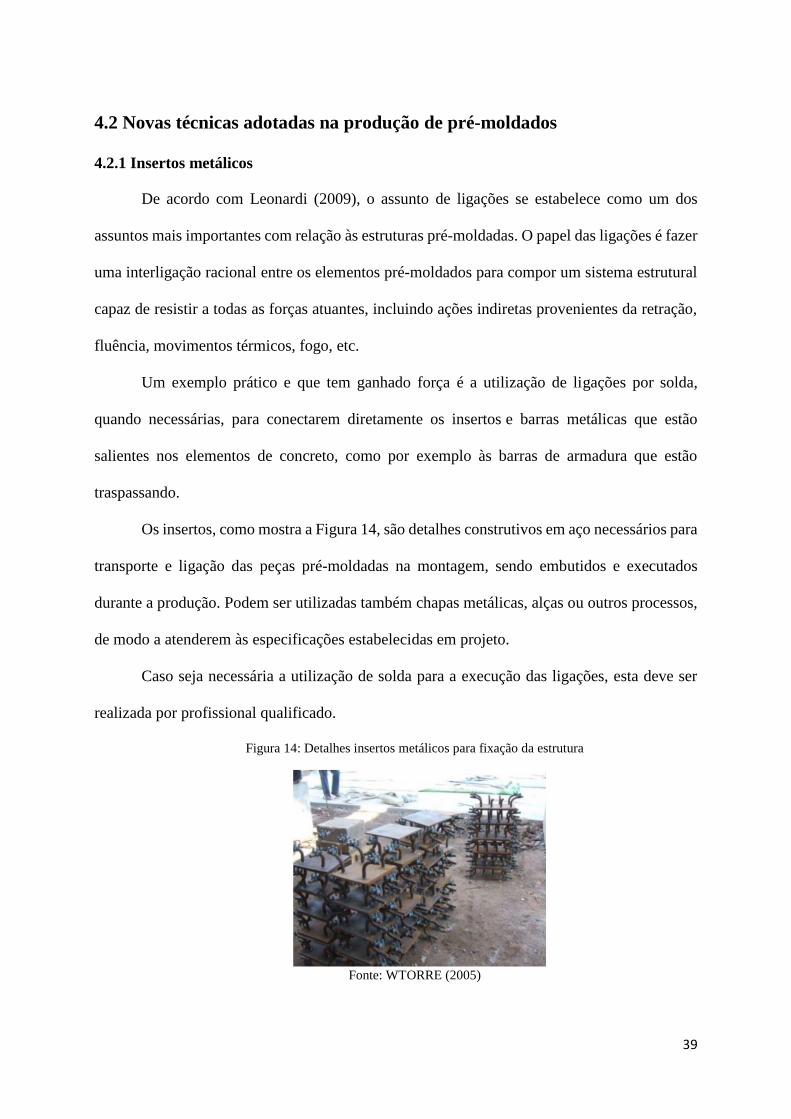
39
4.2 Novas técnicas adotadas na produção de pré-moldados
4.2.1 Insertos metálicos
De acordo com Leonardi (2009), o assunto de ligações se estabelece como um dos
assuntos mais importantes com relação às estruturas pré-moldadas. O papel das ligações é fazer
uma interligação racional entre os elementos pré-moldados para compor um sistema estrutural
capaz de resistir a todas as forças atuantes, incluindo ações indiretas provenientes da retração,
fluência, movimentos térmicos, fogo, etc.
Um exemplo prático e que tem ganhado força é a utilização de ligações por solda,
quando necessárias, para conectarem diretamente os insertos e barras metálicas que estão
salientes nos elementos de concreto, como por exemplo às barras de armadura que estão
traspassando.
Os insertos, como mostra a Figura 14, são detalhes construtivos em aço necessários para
transporte e ligação das peças pré-moldadas na montagem, sendo embutidos e executados
durante a produção. Podem ser utilizadas também chapas metálicas, alças ou outros processos,
de modo a atenderem às especificações estabelecidas em projeto.
Caso seja necessária a utilização de solda para a execução das ligações, esta deve ser
realizada por profissional qualificado.
Figura 14: Detalhes insertos metálicos para fixação da estrutura
Fonte: WTORRE (2005)

40
4.2.2 Fôrmas hidráulicas
As formas de viga da Nuspl com acionamento hidráulico possuem uma configuração
básica variável, permitindo produzir diversos pré-moldados de concreto com alta qualidade.
Desta forma é possível produzir perfis padrões ou especiais com diferentes alturas, assim como
seções em I, T ou TT e que podem também ser convertidas para seções retangulares ou terça
em V. Cabeceiras especiais para cargas de até 1.000 toneladas permitem atingir vãos maiores.
A configuração pode ser ajustada para praticamente todas as dimensões, atendendo suas
especificações individuais. Com uma unidade de protensão adicional, elementos de concreto
protendido poderão ser produzidos. Para isso as cabeceiras deverão ser instaladas no piso da
fábrica, para suportar as forças de tensões e transferi-las ao solo. Até 1.000 t de tensão podem
ser aplicadas às cordoalhas por meio de cilindros hidráulicos. Unidades de vibração de alta-
frequência e válvulas de aquecimento revestidas para uma distribuição homogênea de calor
podem ser instaladas se requisitado.
As formas hidráulicas para vigas se destacam graças a seus processos simples de forma
e desforma dos elementos, pela ampla gama de perfis e coberturas intercambiável. Vigas com
alturas de até 1.600mm podem ser fabricadas, sem a necessidade de travamento superior da
forma.
Mais que isso, as formas hidráulicas podem ser fornecidas também na versão dupla, o
que eleva consideravelmente a produtividade da fábrica.

41
5. ESTUDO DAS VANTAGENS E DESVANTAGENS DA
UTILIZAÇÃO DE PRÉ-MOLDADOS EM EDIFICAÇÕES
PRODUZIDOS NO CANTEIRO DE OBRAS
5.1. Aspectos Gerais
A execução de estruturas de concreto armado para a construção de edifícios é baseada
em diversos fatores, sendo eles, técnicos e ambientais, econômicos e sociais.
Como qualquer outra tecnologia o uso de pré-moldados de concreto armado produzidos
no canteiro de obras para a construção de estruturas de edificações, tem vantagens e
desvantagens e podem ou não ser adotadas como alternativa para trazer benefícios a um
empreendimento. Desse modo, cada caso será necessariamente um caso e um estudo de
viabilidade prévio deverá ser realizado para analisar o custo benefício da opção por essa ou
qualquer outra tecnologia.
O estudo de viabilidade deverá ser abrangente aos seguintes aspectos: elaboração e
análise de projeto e planejamento, aspectos econômicos e mercadológicos, de maneira a
verificar quem são e onde estão os clientes, analisar o preço praticado pelo mercado, análise da
viabilidade técnica, envolvendo localização e logística, previsão de investimentos e
financiamentos, benefícios líquidos do projeto e viabilidade econômico-financeira.
5.2. Vantagens e desvantagens ao longo do ciclo produtivo
5.2.1. Vantagens e desvantagens na fase de projeto
Certamente, durante a fase de concepção do projeto, há uma maior facilidade
administrativa e logística com a centralização do mesmo. Todo o desenho arquitetônico, os
cálculos estruturais, assim como a fabricação das peças é centralizado no projeto.

42
Geralmente, só existe a necessidade de contato com um só fornecedor, o que diminui
bastante o trabalho de gerenciamento da construção. Desse modo, é possível a execução da obra
por etapas pré-definidas, dividindo a obra por setores, sendo possível fazer a montagem de cada
setor de forma independente.
No entanto, em geral, a utilização de pré-moldados é mais cara do que a construção
convencional e os custos ainda não se justificam para pequenas obras.
Ademais, como nessa técnica as paredes podem fazer parte da própria sustentação da
construção, aumenta a quantidade de restrições para as possibilidades de mudanças não
planejadas anteriormente. A presença de vãos e balanços no projeto também sofre limitações.
5.2.2. Vantagens e desvantagens na fase de Serviços preliminares
Para a execução de uma central de pré-moldados em um canteiro de obras, é necessário
um espaço amplo destinado à estrutura. Para que tal tarefa seja concluída, é necessário um
trabalho de retirada de vegetação e terraplenagem que demandam mão-de-obra e tempo.
Após a limpeza do terreno, faz-se necessário analisar o espaço para que se verifique qual
melhor posicionamento da central. Isso porque, com a escolha do local adequado para abriga-
la, o ciclo de produção planejado não será em nenhum momento obstado e o fluxo dos
elementos até as proximidades dos locais de montagem será facilitado. Quanto às considerações
sobre o layout, Santos et al. (2002) aborda que a definição do mesmo, a localização adequada
e o dimensionamento correto do pátio de concretagem das peças de uma fábrica de concreto
pré-moldado são de extrema importância para o desenvolvimento dos trabalhos.
5.2.3. Vantagens e desvantagens na fase de Planejamento
Na opinião de Souza (2000), “não há sentido em se falar em qualidade na obra ou
produtividade no processo construtivo quando não se tem planejado o local onde os serviços da
construção acontecem”.

43
Portanto, o canteiro de obra deve ser organizado de forma a otimizar, com segurança, o
fluxo de suprimentos e de pessoas e, consequentemente, o fluxograma da produção. O
investimento no planejamento e elaboração de um canteiro de obra trará resultados positivos
para a empresa, tanto no sentido quantitativo, como qualitativo.
Com um melhor planejamento das etapas da obra é possível tem um maior controle do
que vai ser gasto em cada fase evitando desperdícios, além de ter um maior controle de prazos.
A fabricação e montagem dos pré-moldados traz maior segurança e organização para a obra.
Isso também faz com que seja mais fácil a empresa seguir as regulamentações impostas pelo
Ministério do Trabalho.
Apesar das vantagens acima expostas, faz-se necessário um detalhamento do projeto e
planejamento antecipado do empreendimento, ou seja, é preciso haver um estudo logístico que
analise todos os fatores e justifique a escolha do pré-moldado.
5.2.4. Vantagens e desvantagens na fase de suprimentos de materiais
Como os elementos pré-moldados são produzidos no canteiro, tais materiais já ficam à
disposição para uso, sem que haja dificuldades de transporte de fornecedores longínquos até o
local da obra. Com esses elementos prontos para uso a existe menos erros de execução evitando
retrabalho.
Ademais, há um controle de qualidade maior do material empregado, até por conta da
necessidade de mão de obra que desenvolve a atividade sem interrupção, padronizando as
tarefas do processo com controle rígido por parte da empresa responsável pelo terceirizado e a
fiscalização ocasional pelo construtor.
5.5. Vantagens e desvantagens na fase de suprimentos de equipamentos
O peso dos elementos pré-moldados, na maioria das vezes, impossibilita-os de serem
transportados manualmente, impondo o uso de equipamentos especiais de içamento. Esses

44
equipamentos geram altos custos e, caso não sejam operados com segurança, provocam grande
risco de acidentes.
As máquinas tendem a ser de grande porte, o que exige uma área adequada para que
possam ser utilizadas devidamente.
No entanto, o emprego de equipamentos na montagem das construções dispensa grande
parte da mão de obra. O processo de montagem é simples, não necessitando de mão de obra
especializada.
5.6. Vantagens e desvantagens na fase de montagem das armaduras
Uma das grandes vantagens é o melhor dimensionamento da armadura, que tem que
atender aos esforços de içamento e montagem dos elementos.
Há também uma economia de mão de obra, com menos funcionários na obra como
armadores, reduzindo a folha de pagamento e o risco de acidentes.
Entretanto, por ser necessário considerar situações desfavoráveis durante o transporte
ou na montagem, é preciso superdimensionar certos elementos. Isso porque são levadas em
consideração no cálculo das armaduras os esforços estruturais de cargas de transporte e
içamento, aumentando a sua armadura, de maneira a garantir um elemento de qualidade.
5.7. Vantagens e desvantagens na fase de montagem das fôrmas
Com a utilização de fôrmas metálicas há uma maior precisão geométrica e maior
qualidade de acabamento das peças. Como as peças são fabricadas na própria obra, isso requer
menos mão de obra e, portanto, menos carpinteiros, reduzindo os gastos com pessoal. Além
disso, essa tarefa não depende das condições do tempo, podendo ser realizada em locais
cobertos e fechados.
Uma vantagem evidente é que os pré-moldados respeitam e ajudam a preservar o meio
ambiente, já que se utilizam de materiais de baixo impacto ambiental, reciclável. Outro ponto

45
que gera economia é a redução de materiais desperdiçados, motivados pelo perfeito encaixe das
peças pré-moldadas, reduzindo consideravelmente a produção de resíduos nas obras. Sendo,
portanto, a responsabilidade ambiental um ponto favorável.
5.8. Vantagens e desvantagens na fase de produção de concreto
A vantagem é a obtenção de um concreto com melhor qualidade, uma vez que o mesmo
passa por processo rigoroso de controle de qualidade para produção dos elementos.
Além disso, durante a produção, são controladas a umidade, cura, temperatura, adições
ou tensão das cordoalhas, o que resulta em peças sem deformações e com textura e coloração
uniformes.
Para concluir, o concreto pré-moldado é estável por toda sua vida útil. Isso quer dizer
que ele precisa de muito menos cuidados e manutenção, bem como dispensa tratamentos
químicos para evitar o apodrecimento. Isso torna o ambiente construído muito mais seguro e
ecologicamente correto.
5.9. Vantagens e desvantagens na fase de lançamento, adensamento do concreto
Durante essa fase, quando o lançamento e adensamento ocorre “in loco”, existe a
possibilidade da concretagem ser interrompida. Isso pode prejudicar a qualidade da peça.
Além disso, reduz as perdas de concreto, uma vez que o volume de concreto necessário
já é conhecido, uma vez que a produção é padronizada.
5.10. Vantagens e desvantagens na fase de cura do concreto
Deve-se atentar a ocorrência de possíveis patologias nas peças concretadas. As
patologias apresentam-se sob formas variadas, dentre elas destacam-se: manchas, fissuras,
quebras, bolhas superficiais, adensamento inadequado (nichos de concretagem), acabamento
inadequado.

46
5.11. Vantagens e desvantagens na fase de manuseio, armazenamento e transporte
de pré-moldados
É fundamental o manuseio das peças de pré-moldadas pela obra, sendo direcionadas ao
local em que serão utilizadas ou para área de armazenamento. A escolha dos equipamentos para
manuseio das mesmas deve ser feita de modo estratégico, para que a movimentação, carga e
descarga seja eficiente e ao mesmo tempo não atrapalhe os outros setores.
É importante ressaltar que será necessário um espaço para esses equipamentos no
canteiro, bem como uma logística alinhada para a movimentação das peças. Deve-se atentar
também para o fato de que as peças têm limitações de tamanho de acordo com o tipo de
transporte que será utilizado, ou seja, devem ser respeitados os gabaritos de transporte.
5.12. Vantagens e desvantagens na fase de montagem de pré-moldados
Como as peças são fabricadas diretamente na obra, a montagem da construção é mais
rápida, e com isso consegue uma grande vantagem econômica. A rapidez de execução da obra
libera espaço no canteiro, pois muitas vezes ocorre a dispensa da estocagem de material, elimina
desperdícios e oferece boa produtividade.
A principal desvantagem é a de que podem ocorrer dificuldades na montagem,
dependendo da topografia e dos tipos de terrenos. Ademais, após a colocação das peças em seu
local definitivo, têm-se a necessidade de prover a ligação entre os vários elementos que
compõem a estrutura, o que requer trabalho preciso e técnico.
5.3 Vantagens
Os pré-moldados de concreto armado produzidos no canteiro de obras têm como uma
de suas maiores vantagens a velocidade com que permite que a obra seja finalizada, de modo a
atender rigorosamente a prazos. Havendo projetos detalhados, um planejamento eficiente e um

47
estudo de viabilidade é possível criar soluções, muitas vezes, inovadoras. A automatização na
produção dos elementos construtivos assegura a qualidade, durabilidade e o desempenho.
“Considerando o caso atípico do emprego da pré-moldagem [...] em que a construção é
feita com um único elemento pré-moldado, as vantagens seriam a redução do cimbramento, [...]
e as facilidades da execução da fôrma, da armação e da moldagem, no nível do solo. ” (EL
DEBS, 2000, p. 27)
Van Acker (2002, p. 2-5) cita como vantagens:
a) Produtos feitos na fábrica: a forma mais efetiva de industrializar o setor
da construção civil é transferir o trabalho realizado nos canteiros para
as fábricas permanentes e modernas. A produção numa fábrica
possibilita de processos mais eficientes e racionais, trabalhadores
especializados, repetição de tarefas, controle de qualidade [...];
b) Uso otimizado de materiais: a pré-fabricação possui um maior potencial
econômico, desempenho estrutural e durabilidade do que as
construções moldadas no local, por causa do uso altamente
potencializado e otimizado de materiais [...];
c) Menor tempo de construção: menos da metade do tempo necessário
para a construção convencional moldada no local;
d) Qualidade: [...] o sistema de controle de produção da fábrica consiste
em procedimentos, instruções, inspeções regulares, testes e utilização
dos resultados dos equipamentos de controle, matéria-prima, outros
insumos, processos de produção e produtos. Os resultados da inspeção
são registrados e ficam disponíveis aos clientes;
e) Adaptabilidade: futuramente, haverá muito menos, demolição de
edificações inteiras e mais demandas para adaptar as construções
existentes para as novas exigências do mercado;
Além disso, a construção civil brasileira é uma intensiva geradora de resíduos. Nesse
contexto, Chastre e Lúcio (2012, p. 13-16) ainda citam a sustentabilidade do sistema como
vantagens da pré-moldagem. Isso ocorre por causa de dois fatores: a racionalização que se pode
alcançar mais facilmente no seu sistema de execução e a contribuição para eficiência energética
que se tem com as edificações em pré-moldado.
A racionalização é proporcionada por diversos fatores, dentre eles:
a) A possibilidade de reutilização e reciclagem dos elementos pré-
moldados;

48
b) A minimização de fôrmas e andaimes, de interferência e lixo no
ambiente, maximizando o controle de qualidade;
c) A otimização e muitas vezes a minimização das dimensões de seções
e dos materiais utilizados com o emprego do concreto protendido;
d) As melhorias no conforto térmico e na eficiência energética
maximizando a reflexão solar e a inércia térmica da edificação;
e) A possibilidade de melhoria de qualidade de ar interno, reduzido ou
eliminando os compostos orgânicos voláteis;
f) O controle da planta de produção que pode aumentar
significativamente a vida útil da estrutura em até 100 anos;
g) A possibilidade de minimizar a infiltração de ar e umidade por meio
do emprego de painéis pré-fabricados de concreto e de controlar as
ações de resfriamento e aquecimento na estrutura pela inércia térmica
dos elementos de concreto;
h) A resiliência ou poder de recuperação da estrutura, particularmente
contra-ataques terroristas e desastres naturais, tais como incêndios,
furacões, tornados e enchentes (SCHOKKER, apud Chastre; Lúcio,
2012,0 p. 15).
5.4 Desvantagens
As principais desvantagens dos elementos pré-moldados estão relacionadas com o fato
de que precisam ser transportados e içados. Além disso, muitas vezes, as condições de acesso
dos equipamentos não são adequadas e por serem transportes especiais, acabam tendo um alto
custo.
Revel (1973, p. 12) cita como desvantagens:
a) Pesos e dimensões dos elementos pré-moldados são limitados devido à
necessidade de transporte e içamento;
b) Planejamento das atividades para montagem dos elementos estruturais
pré-moldados. Esse planejamento é mais importante que a logística das
atividades para concretagem dos elementos in loco, pois há a
necessidade de se prever com precisão o tempo de montagem;
c) Restrição à liberdade de concepção dos projetos pelos projetistas,
principalmente no que se refere às fôrmas das peças;
Ademais, existem restrições quanto à movimentação no canteiro de obras, relacionadas
principalmente com o fato de serem necessários equipamentos especiais para o içamento das

49
peças. Isso dificulta o acesso a obra caso, por exemplo, essa se situe em grandes centros.

50
6. ESTUDO DE CASO
A pesquisa desse trabalho teve como objetivo levantar questões referentes ao
gerenciamento e gestão da implantação de uma central de pré-moldados em uma obra de
edificações, estudando, assim, suas vantagens e desvantagens.
Para isso, o estudo de caso, mostra primeiramente, as pesquisas de custo referentes à
utilização de dois diferentes processos construtivos, pré-fabricados e pré-moldados, dos
elementos estruturais, lajes e vigas, necessários às edificações em alvenaria estrutural
estudadas.
O trabalho levantou todas as etapas e custos, da compra até a montagem na edificação,
que o processo de utilização de lajes e vigas adquiridas de uma fábrica fixa ocasiona à empresa
construtora. E, para comparação, também foram levantadas as etapas realizadas pela empresa
construtora, para implantação de uma fábrica móvel no próprio canteiro de obras, e posterior
produção e utilização destes elementos pré-moldados nos seus edifícios.
Através desses levantamentos, a empresa pode optar pela implantação da central de pré-
moldados, uma vez que era mais vantajoso para construção de empreendimentos.
Dessa forma, uma vez concluído o estudo de viabilidade, o trabalho apresenta o processo
executivo dos pré-moldados produzidos no canteiro de obras, desde a pista de preparo para a
central até a montagem no seu local final.
Por meio da pesquisa de campo, foi possível acompanhar todo o procedimento executivo
que será demonstrado.
A análise da produção das peças pré-moldadas desse trabalho se refere apenas aos
pavimentos térreo, segundo, terceiro e quarto (dependência), não foi incluso nos levantamentos
nenhum dado referente a área comum (área de lazer).

51
6.1 Apresentação da empresa
O empreendimento escolhido para realização da etapa prática dessa pesquisa pertence à
construtora Queiroz Galvão Desenvolvimento Imobiliário, que atua em diversas áreas e
segmentos. A construtora é subsidiária do Grupo Queiroz Galvão S.A., um conglomerado
industrial brasileiro.
Há 60 anos a empresa, de origem brasileira e criada em Pernambuco, vem se expandindo
por todos os estados do Brasil e, também, por diversos países da América Latina, África, Caribe,
América do Norte e Europa, empregando cerca de 40 mil trabalhadores.
Sua área de atuação envolve desenvolvimento imobiliário, construção naval, de
ferrovias, portos e aeroportos, projetos de hidrelétricas, saneamento, infraestrutura urbana,
linhas de transmissão, plataformas para exploração de petróleo e gás, siderurgia, concessões de
serviços públicos, engenharia ambiental, produção e exportação de alimentos.
Na área de desenvolvimento imobiliário, a realização do empreendimento passa por
várias etapas: da escolha, negociação e legalização do terreno, passando pelo projeto,
lançamento e pela execução da obra, até a entrega das chaves – e também no relacionamento
com o cliente, seja no pós-venda ou na assistência técnica.
A Queiroz Galvão Desenvolvimento Imobiliário S.A. possui as certificações abaixo:
a) ISO 9001:2008 - Sistema da Gestão da Qualidade Inmetro (Brasil), concedido
pela BRTÜV.
b) SiAC (Base ISO 9001:2000) PBQP - H (Programa Brasileiro de Qualidade e
Produtividade na Habitação) no nível A, concedido pela BRTÜV.
c) LEED Gold - Liderança em Energia e Design Ambiental, referente à construção
da nova sede administrativa de Suape

52
No Rio de Janeiro, a única obra da Queiroz Galvão utilizando pré-moldados no canteiro
de obras é o empreendimento em estudo nesse trabalho, o que torna um desafio para a
construtora, que está sempre disposta a executar projetos inovadores e sustentáveis, tanto do
ponto de vista econômico quanto do socioambiental.
6.2 Apresentação do empreendimento
O empreendimento, cujo terreno pode ser visto na Figura 15, consiste em um
condomínio residencial, com alta qualidade que é padrão da grife Barra Village, com
apartamentos de 2, 3 e 4 quartos. O empreendimento possui 3 espelhos d´água que percorrem
toda a parte interna do condomínio, como se pode observar na Figura 16.
O Barra Village Lakes consiste em torres construídas em alvenaria estrutural de blocos
de concreto, sendo as lajes e vigas em elementos pré-moldados.
O condomínio residencial é composto por 324 unidades, sendo 9 blocos com 4
pavimentos cada (térreo, dois pavimentos tipos e dependência) com 12 apartamentos por andar,
conforme a Figura 17.
Figura 15: Implantação da Obra (Imagem Masterplan)
Fonte: Queiroz Galvão (2015).

53
Figura 16: Fachada do Empreendimento (Foto Imagem Ilustrativa)
Fonte: Queiroz Galvão (2015).
Figura 17: Planta Baixa do Pavimento Tipo
Fonte: Queiroz Galvão (2015).
6.3 Considerações gerais
A obra estudada iniciou-se em julho de 2015, tendo como prazo para conclusão março
de 2018, prazo que foi estendido para dezembro de 2018. O empreendimento é de alvenaria
estrutural em blocos de concreto vazado, com suas lajes e vigas pré-moldadas.
Vale ressaltar as seguintes considerações:
a) Execução de 3 (três) blocos simultaneamente;
b) O ciclo de alvenaria estrutural para ½ (metade) do pavimento tem duração de 8
(oito) dias úteis;
c) O ciclo de produção dos elementos pré-moldados ou de entrega dos mesmos
para ½ (metade) do pavimento tem duração de 8 (oito) dias úteis;

54
d) O empreendimento tem um total de 8 metades (½) por prédio – pois são 4
pavimentos – e um total de 72 metades em todo o empreendimento;
e) São 476,85 m³ em vigas, 1.253,40 m³ em lajes, o que totalizam 1.730,25 m³;
f) O Barra Village Lakes tem um total de 133.875,00 em aço CA 50 e CA 60.
6.4 Estudo de viabilidade
6.4.1 Resultados obtidos com execução de pré-fabricados
Para execução de lajes e vigas pré-fabricadas por uma empresa especializada com
içamento por Guindaste foram considerados os seguintes itens e valores de orçamento contidos
na Tabela 3:
Tabela 3: Execução de pré-fabricados por uma empresa especializada
ITEM DESCRIÇÃO DO SERVIÇO QUANT. UN. PREÇO UNIT. CUSTO
1 Fornecimento de Pré-laje 1.253,40 m³ 1.687,50R$ 2.115.112,50R$
2Fornecimento de Vigas Pré-
fabricadas476,85 m³ 2.162,00R$ 1.030.949,70R$
3Material - Aço CA 50 / 60 (corte e
dobra industrializado, sem perda) 133.875,00 kg 2,40R$ 321.170,14R$
4
Mão de Obra - Aço CA 50 / 60
(corte e dobra industrializado,
sem perda)
133.875,00 kg 1,63R$ 218.216,25R$
5Material - Concreto estrutural (fck
≥ 25 Mpa, perda 6%)2.583,42 m³ 309,05R$ 798.406,38R$
6
Mão de Obra - Concreto
estrutural (fck ≥ 25 Mpa, perda
6%)
2.583,42 m³ 26,00R$ 67.168,96R$
7Guindaste 70ton. (Considerado 2
dias de locação)1.440,00 h 200,00R$ 288.000,00R$
8 Escoramento 18.324,00 m² 15,86R$ 290.618,64R$
9 Mão de Obra Montagem 12,00 mês 23.549,76R$ 282.597,12R$
10 Caminhão Munck 12,00 mês 18.000,00R$ 216.000,00R$
5.628.239,69R$ TOTAL:
Fonte: O Autor (2015).

55
6.4.2 Resultados obtidos com execução de pré-moldados
Já para execução de lajes e vigas pré-moldados no canteiro de obras com içamento por
Guindaste, foram considerados os itens, presentes na Tabela 4.
Tabela 4: Execução de pré-moldados em canteiro de obra
ITEM DESCRIÇÃO DO SERVIÇO QUANT. UN. PREÇO UNIT. CUSTO
1Concreto para fabricação das
pistas 50,00 m³ 309,05R$ 15.452,50R$
2 Aço para fabricação das pistas 4.500,00 kg 2,40R$ 10.800,00R$
3Lançamento do concreto das
pistas50,00 m³ 26,00R$ 1.300,00R$
4Acabamento do Piso das pistas
(Nível zero)500,00 m² 3,20R$ 1.600,00R$
5
Fornecimento das formas
metálicas e fabricação das
peças
39.004,24 m² 24,00R$ 936.101,76R$
6Material - Concreto estrutural (fck
≥ 25 Mpa, fcj 7MPa)1.730,25 m³ 320,00R$ 553.680,00R$
7Fornecimento de insumos
(Desmoldante, Espaçador, Cura)39.004,24 m² 8,60R$ 335.436,46R$
8 Caminhão Munck 12,00 mês 18.000,00R$ 216.000,00R$
9Material - Aço CA 50 / 60 (corte
e dobra industrializado)219.341,56 kg 2,40R$ 526.206,98R$
10Mão de Obra - Aço CA 50 / 60
(corte e dobra industrializado)219.341,56 kg 1,63R$ 357.526,74R$
11Material - Concreto estrutural
(fck≥ 25 Mpa, perda 6%)2.583,42 m³ 309,05R$ 798.405,95R$
12
Mão de Obra - Concreto
estrutural (fck≥ 25 Mpa, perda
6%)
2.583,42 m³ 26,00R$ 67.168,92R$
13Aço CA 50 /60 (corte e dobra
industrializado = 100%) (mat)133.875,00 kg 2,40R$ 321.170,14R$
14Aço CA 50 /60 (corte e dobra
industrializado = 100%) (mo)133.875,00 kg 1,63R$ 218.216,25R$
15 Guindaste 70 até toneladas 1.440,00 h 200,00R$ 288.000,00R$
16 Escoramento 18.324,00 m² 15,86R$ 290.618,64R$
17Mão de Obra Montagem
(3 carpinteiros e 2 ajudantes)12,00 mês 23.549,76R$ 282.597,12R$
18 Caminhão Munck 12,00 mês 18.000,00R$ 216.000,00R$
5.436.281,47R$ TOTAL:
Fonte: O Autor (2015).

56
Conforme pode ser observado na tabela 8, a produção de pré-vigas e pré-lajes no
canteiro demanda uma série de elementos que devem compor o custo tanto da central, quanto
da produção. Pode ser visto que é necessária a utilização de concreto e aço para fabricação das
pistas, o fornecimento de fôrmas metálicas e insumos (desmoldante, espaçador, mangueira..),
o custo de produção das peças. Comparando as tabelas é possível constatar que a produção no
canteiro de obras é mais viável do que em empresa especializada.
No Gráfico 1, pode-se verificar que o menor custo para execução de elementos pré-
moldados em lajes e vigas da obra em questão seria com a produção dos elementos no canteiro
de obra, o que foi adotado pela empresa Queiroz Galvão Desenvolvimento Imobiliário.
Gráfico 1: Comparativo de Produção no Canteiro x Empresa Especializada
6.5 Implantação da central de pré-moldados
Uma vez que foi comprovado que seria viável, a central de pré-moldados foi implantada
no canteiro da obra do Barra Village Lakes. Dessa maneira, para a produção de lajes e vigas
pré-moldadas, a empresa construtora teve que contratar uma empresa terceirizada,
especializada na execução desses elementos.
Canteiro
Empresa Especializada
R$5.300.000,00
R$5.400.000,00
R$5.500.000,00
R$5.600.000,00
R$5.700.000,00
R$5.436.281,47
R$5.628.239,69
Canteiro Empresa Especializada

57
A central de pré-moldados começou a ser construída no início de setembro de 2016 e
ocupou aproximadamente 500 m² do canteiro de obras. A área ocupada é próxima as edificações
e faz parte de um terreno vizinho, que está ciente e emprestou para o uso.
Para a construção da central foi feito, primeiramente, a retirada da vegetação do terreno
e, posteriormente, um trabalho de terraplenagem para que o terreno fosse regularizado.
Depois disso, foram espalhadas lonas para posicionar as malhas (telas soldadas do
modelo Q92), com espaçadores plásticos para execução da laje de piso.
Para a composição da mesma, foram utilizadas fôrmas metálicas, de modo a concretar
assim o local para a implantação da central de pré-moldados, conforme a Figura 18.
Em seguida, a equipe da empresa terceirizada ingressou na obra e a central foi
implantada em aproximadamente 1 mês, como mostra a Figura 19.
A central é composta por um galpão, alugado pela empresa terceirizada, que abrange
uma área de 400 metros quadrados. O galpão de lona duas águas possui estrutura modular
metálica galvanizada a fogo, revestimento em lona vinílica, dispensa fundação e sua montagem
foi extremamente rápida. O vão central é livre, o que forma uma área útil muito maior para
trabalho.
Dentro do galpão estão as fôrmas metálicas para fabricação das vigas e lajes pré-
moldadas, assim como a usina para fabricação do concreto. Ainda dispõe de uma área para
estocar materiais, tais como brita, areia e cimento. A central contém um pórtico que possui um
motor acoplado, que desliza por trilhos de ambos os lados. Isso faz com que um gancho
amarrado a um cabo de aço possa movimentar a caçamba de modo a fazer a concretagem, além
de permitir o içamento para desforma das peças.

58
Figura 18: Área ocupada pela central de pré-moldados
Fonte: O autor (2016)
Figura 19: Central de pré-moldados pronta
Fonte: O autor (2016)
6.5.1 Área de armazenamento de materiais
A área de armazenamento contém a matéria prima bruta necessária para execução dos
pré-moldados. Para a criação da mesma, foi necessária a retirada da vegetação do terreno e,
posteriormente, um trabalho de terraplenagem para regularização do mesmo, para posterior
concretagem, utilizando concreto magro de fck 15 MPa. Esse local possui aproximadamente
100 metros quadrados e fica ao lado da central de pré-moldados conforme mostra a Figura 20.
Essa área contém as diversas telas soldadas que são utilizadas para a produção das pré-
lajes. Cada laje é composta por uma malha diferente, sendo assim, as armaduras são
armazenadas separadas por modelos de lajes. As telas ficam apoiadas sobre paletes de madeira,
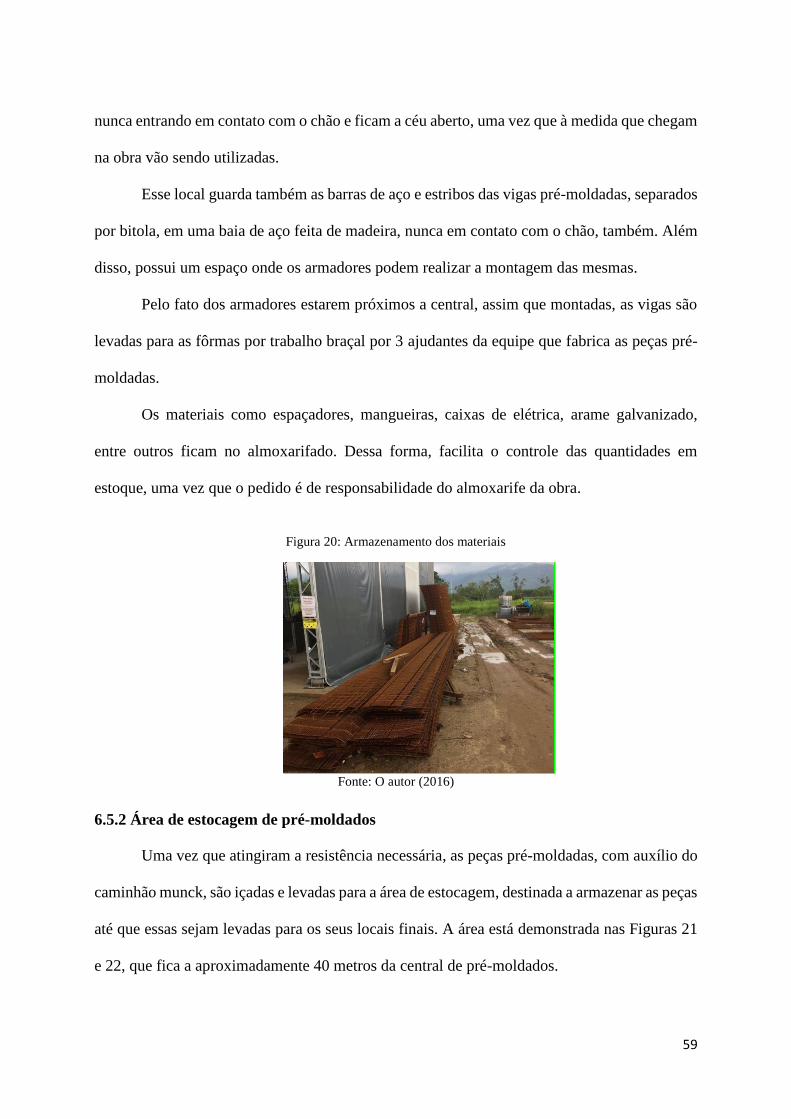
59
nunca entrando em contato com o chão e ficam a céu aberto, uma vez que à medida que chegam
na obra vão sendo utilizadas.
Esse local guarda também as barras de aço e estribos das vigas pré-moldadas, separados
por bitola, em uma baia de aço feita de madeira, nunca em contato com o chão, também. Além
disso, possui um espaço onde os armadores podem realizar a montagem das mesmas.
Pelo fato dos armadores estarem próximos a central, assim que montadas, as vigas são
levadas para as fôrmas por trabalho braçal por 3 ajudantes da equipe que fabrica as peças pré-
moldadas.
Os materiais como espaçadores, mangueiras, caixas de elétrica, arame galvanizado,
entre outros ficam no almoxarifado. Dessa forma, facilita o controle das quantidades em
estoque, uma vez que o pedido é de responsabilidade do almoxarife da obra.
Figura 20: Armazenamento dos materiais
Fonte: O autor (2016)
6.5.2 Área de estocagem de pré-moldados
Uma vez que atingiram a resistência necessária, as peças pré-moldadas, com auxílio do
caminhão munck, são içadas e levadas para a área de estocagem, destinada a armazenar as peças
até que essas sejam levadas para os seus locais finais. A área está demonstrada nas Figuras 21
e 22, que fica a aproximadamente 40 metros da central de pré-moldados.

60
Esse local tem aproximadamente 150 metros quadrados. As vigas são armazenadas lado
a lado, já as lajes podem ser empilhadas, de acordo com recomendações da projetista estrutural.
Os elementos nunca devem estar em contato com o solo, dessa maneira ficam apoiadas sobre
proteções de madeira, conservando os mesmos.
Essa área é de fácil acesso, de modo a promover uma melhor movimentação interna,
facilitando o trabalho para a retirada das peças para montagem final.
Figura 21: Estocagem das pré-vigas
Fonte: O autor (2017)
Figura 22: Estocagem das pré-lajes
Fonte: O autor (2017)
6.6 Sistema de produção
6.6.1 Fôrmas

61
Como mostra a Figura 23, a central de pré-moldados é equipada com fôrmas metálicas
para fabricação de vigas e lajes pré-moldadas, uma vez que possuem uma maior capacidade de
reutilização.
Com as fôrmas disponíveis, são produzidas, em média, 8 pré-vigas e 32 pré-lajes por
dia, o vem atendendo ao cronograma da obra.
A Figura 24 mostra a aplicação do desmoldante, que deve ocorrer após a limpeza e
preparação das fôrmas.
Figura 23: Fôrmas metálicas para pré-lajes e pré-vigas
Fonte: O autor (2016)
Figura 24: Aplicação de desmoldante em fôrma
Fonte: O autor (2016)
6.6.2 Armação

62
As armações das vigas são feitas com aço CA-50 com diâmetros conforme as
solicitações de carga, variando de uma peça a outra. A construtora contratou uma empresa
especializada para realizar os cortes e dobras dos materiais, de modo a agilizar e facilitar o
trabalho dos armadores. Compreendem as armações os aços longitudinais e transversais, sendo
unidos por arame recozido.
A Figura 25 mostra os armadores executando a montagem de uma viga pré-moldada. É
necessária uma equipe de pelo menos 6 armadores para que sejam montadas as 8 vigas
necessárias de modo a não atrasar o cronograma de execução da obra.
Já em relação a produção de lajes são utilizadas telas soldadas de diferentes tamanhos,
de acordo com o modelo de laje. Na Figura 26, as malhas estão sendo posicionadas nas fôrmas,
utilizando espaçadores, de modo a garantir o recobrimento do concreto, além de mangueiras e
caixas de elétrica.
Figura 25: Montagem de armadura de pré-viga
Fonte: O autor (2017)

63
Figura 26: Armação posicionada na fôrma
Fonte: O autor (2016)
6.6.3 Concreto
O concreto é fabricado na usina dentro da central de pré-moldados pela equipe da
empresa terceirizada, que recebe de fornecedores o cimento, a areia, o pedrisco e o aditivo para
confecção do mesmo.
A produção de concreto é feita da seguinte forma: a usina contém uma célula de carga
dentro do misturador e por meio de um painel eletrônico, o operador consegue visualizar a
quantidade que está sendo colocada no misturador. Como esse operador possui a receita do
traço do concreto, ele controla as quantidades de pedrisco, água, areia, cimento e aditivo para
fabricação do concreto com qualidade. O misturador atua por volta de 2 minutos e abre uma
comporta onde o concreto é despejado.
A capacidade de produção da usina é em torno de 10 m³ de concreto por hora, mas na
obra são fabricados, aproximadamente, 20 m³ de concreto por dia, de modo a atender o
cronograma.
A resistência do concreto deve sempre atingir 25 MPa, de acordo com a projetista
estrutural. Para controle de qualidade, corpos de prova são moldados todos os dias pela equipe
da central e enviados a um laboratótio contratado pela própria empresa terceira.

64
Os laudos de concreto dos ensaios de resistência à compressão tanto para rompimento
com 7 dias, tanto com 28 dias, são enviados pela empresa terceirizada à Queiroz Galvão e
anexados às fichas de verificação de serviços.
Além disso, a construtora contratou uma empresa que faz uma visita mensal, recolhendo
corpos de prova, de modo a ter a comprovação de que o concreto utilizado para fabricação das
peças está mesmo dentro dos padrões de qualidade.
A carta de traço para as peças pré-moldadas inclui:
a) Cimento CPV – 350 kg/m³
b) Areia Fina Quartzo-Rosa (peso seco) – 754 kg/m³
c) Pedrisco - 1143 kg/m³
d) Fator A/C – 0,66
e) Aditivo Powerflow (hiperplastificante) – 1818 ml
f) Slump pós - 16+-3 cm
A presença de aditivo é de extrema importância, uma vez que agilizam o endurecimento
do concreto. As Figuras 27 e 28 mostram, respectivamente, brita 0 e areia utilizadas na produção
de concreto que é feita na própria central de pré-moldados.
Figura 27: Brita 0 utilizada para produção de concreto
Fonte: O autor (2017)

65
Figura 28: Areia utilizada para produção de concreto
Fonte: O autor (2017)
6.6.4 Concretagem
Depois que o concreto está pronto, ele é transportado por meio de uma caçamba,
movimentada por um motor acoplado ao pórtico, conforme mostra a Figura 29. As peças são
vibradas com vibrador de agulha (de mangote), de acordo com a Figura 30, sempre atento ao
posicionamento das armaduras.
Figura 29: Caçamba utilizada na concretagem
Fonte: O autor (2017)

66
Figura 30: Vibração do concreto
Fonte: O autor (2017)
6.6.5 Cura das peças e desforma
Segundo a projetista estrutural, a desmoldagem das peças pode ser realizada no dia
seguinte a moldagem, evitando-se impacto na fôrma. O fck que deve ser atingido para desforma
é de 7 MPa. A desmoldagem é feita de forma direta, com isso, a retirada da peça pré-moldada
da fôrma acontece por meio do içamento, sem a necessidade de retirada das partes laterais da
mesma. A Figura 31 mostra uma pré-viga sendo desmoldada.
Figura 31: Viga sendo desformada
Fonte: O autor (2017)

67
6.6.6 Análise da peça concretada
As peças devem ser liberadas, seja para uso ou para área de estocagem, por algum
responsável da equipe de engenharia da obra e, se não forem aprovadas, podem ir para reparo
ou inclusive, são proibidas de serem utilizadas, de acordo com resposta da projetista estrutural.
Cada elemento pré-moldado recebe sua devida identificação, como consta no projeto,
assim como sua data de fabricação, como demonstra a Figura 32, para garantir a rastreabilidade
do concreto. Dessa forma, caso alguma peça não atinja o fck necessário, o que é conferido após
o envio do laudo de concreto à construtora, consegue ser identificada.
Caso a peça venha a ser descartada, a obra possui um Plano de Gerenciamento de
Resíduos da Construção Civil, que define as condições para o gerenciamento dos resíduos
sólidos gerados durante a execução da mesma, em conformidade com a Resolução CONAMA
307/2002.
Os critérios estabelecidos são que os resíduos oriundos do processo de fabricação e/ou
demolição de peças pré-moldadas em concreto (blocos, tubos, meios-fios etc) produzidos no
canteiro de obras são de Classe A, ou seja, são resíduos reutilizáveis ou recicláveis como
agregados.
A Resolução Conama 307/2002 determina que os resíduos da construção civil deverão
ser reutilizados ou reciclados na forma de agregados, ou encaminhados a áreas de aterro de
resíduos da construção civil, sendo dispostos de modo a permitir a sua utilização ou reciclagem
futura.
Dessa maneira, o transporte dos elementos descartados é feito por transportadores
credenciados da COMLURB, de modo a dar um destino final para os mesmos.

68
Figura 32: Peça curada e desformada
Fonte: O autor (2017)
6.6.7 Içamento e manuseio
Após a análise dos laudos de concreto, as peças que são liberadas para uso são içadas
através do guindaste, que auxilia na montagem.
A área de içamento deve estar sempre isolada, como mostra a Figura 33, tendo acesso
apenas o operador do equipamento e a equipe de montagem, de modo a prevenir acidentes.
A Figura 34 mostra o guindaste, com capacidade de carga de 70 toneladas, içando uma peça
pré-moldada.
Figura 33: Área de içamento isolada
Fonte: Foto do autor (2017)

69
Figura 34: Guindaste içando peça pré-moldada
Fonte: Foto do autor (2017)
6.6.8 Acabamento
Na obra é utilizado um plano de escoramento e reescoramento, conforme a Figura 35,
de modo a garantir estabilidade até que seja feita a ligação definitiva.
Uma vez içados em seus locais finais, cabe a equipe de engenharia permitir a
permanência dos elementos pré-moldados no local, analisando a terminalidade dos mesmos.
Figura 35: Escoramento e reescoramento temporários
Fonte: Foto do autor (2017)
Após a montagem das pré-vigas e pré-lajes, a equipe da obra deve se atentar aos projetos
de armação específica do capeamento moldado “in loco”, armações complementares e
negativas das lajes. Essa etapa é de extrema importância para o bom funcionamento da

70
estrutura. As armações devem estar posicionadas de maneira correta para o bom funcionamento
da ligação.
Assim, para finalizar a laje, deve haver um trabalho em harmonia das equipes de
instalações, elétricas e hidráulicas, com a de armação e de fôrma, de modo a liberar a
concretagem da capa.
6.7 Pontos relevantes no procedimento executivo
A obra possui projetos bem detalhados a respeito dos pré-moldados, mas apesar disso,
o emprego dos mesmos é um desafio, uma vez que é algo novo e não tão comum no mercado
de construção civil.
Sendo assim, durante a “laje de aprendizado”, ou seja, a primeira montagem feita na
obra, a projetista estrutural levantou e discutiu alguns pontos que deviam ser melhorados e
corrigidos, os quais serão relatados abaixo.
6.7.1 Posição da treliça em relação à tela
Em função da reduzida espessura da pré-laje, de 4cm, deve-se tomar maior cuidado com
o posicionamento da treliça. A treliça deve estar posicionada na mesma camada da armação
longitudinal da tela, preservando o maior cobrimento também sobre a peça.
A Figura 36 mostra exemplo correto do posicionamento da treliça, no entanto,
inicialmente foram encontrados algumas treliças posicionadas de modo incorreto, como na
Figura 37.

71
Figura 36: Correto posicionamento da treliça Figura 37: Incorreto posicionamento da treliça
Fonte: Pedreira (2016) Fonte: Pedreira (2016)
6.7.2 Posição do espaçador no fio inferior da tela
Foi verificado incorreto posicionamento de espaçadores em armações preparadas para
a execução de peças. Visando atendimento do cobrimento especificado em projeto, o espaçador
deve ser posicionado junto ao fio inferior da treliça, garantindo o correto distanciamento da face
da peça.
A Figura 38 mostra exemplo correto do posicionamento do espaçador, contudo,
inicialmente foram encontrados alguns espaçadores posicionados de maneira incorreto, como
na Figura 39.
Figura 38: Correto posicionamento do espaçador Figura 39: Incorreto posicionamento do espaçador
Fonte: Pedreira (2016) Fonte: Pedreira (2016)

72
Já com relação às pré-vigas, foi decidido utilizar maior concentração de espaçadores, de
forma a garantia o cobrimento, uma vez que em execução foi verificada pré-viga com
cobrimento menor que o especificado em projeto.
6.7.3 Rugosidade das pré-vigas
Todas as faces, tanto de pré-vigas, como de pré-lajes, que terão continuidade com
concreto moldado “in loco” deverão ter suas superfícies rugosas, como mostra o detalhe do
projeto na Figura 40, melhorando a aderência entre o concreto novo e o velho.
Na Figura 41 mostra que foram verificadas, inicialmente, na obra, pré-vigas já montadas
com a testada que teria continuidade “in loco” totalmente lisas.
Figura 40: Detalhe do projeto onde são indicadas as faces lisas e as faces rugosas
Fonte: Queiroz Galvão (2016)
Figura 41: Pré-viga já montada com testada que terá continuidade “in loco” totalmente lisa
Fonte: Pedreira (2016)

73
6.7.4 Detalhe para execução de arranques laterais em função da fôrma metálica
São previstos em algumas pré-vigas, arranques laterais, como mostra a Figura 42, para
solidarização com outras pré-vigas da varanda. Em função de dificuldade executiva, condição
das fôrmas metálicas, não foram previstos esses arranques laterais. Durante execução em obra,
esses arranques foram adaptados para armaduras coladas posteriormente na lateral dessas peças.
No entanto, o chumbamento posterior da armação lateral não era a melhor opção. De
acordo com o calculista, esses arranques devem ser previstos na peça conforme indicado em
projeto. Sendo assim, de maneira a solucionar o problema executivo existente na fôrma
metálica, foi definido que a concretagem desses arranques seria na vertical, faceando a peça, de
modo que a serem dobrados para a sua posição final após o saque da peça.
Figura 42: Exemplo de arranque lateral em pré-viga PM08
Fonte: Queiroz Galvão (2016)
6.7.5 Geometria das peças X vãos
Deve se atentar para o apoio das pré-lajes em alvenarias e vigas de suporte. Quando é
verificado um erro, esse pode ocorrer tanto por divergências na locação das paredes, quanto da
geometria incorreta das peças ou problemas de montagens. Pode ser também, devido à soma de

74
todos esses fatores. Nesse caso, devem ser verificadas as medidas das alvenarias e das peças de
maneira a achar o descuido.
6.7.6 Recuperação de peças pré-moldadas
A recuperação de algum elemento pré-moldado danificado deve ocorrer antes da
execução do capeamento e, se possível, antes da montagem do mesmo.
Existe um documento enviado pelo projetista estrutural, contendo critérios de aceitação
das peças e possíveis tratamentos em função de anomalias apresentadas, como por exemplo, na
Figura 43, durante o manuseio da peça, o dente gerber foi danificado, sendo assim, foi
necessário, segundo o documento enviado pelo calculista:
1. Escarificação até que fosse encontrada camada de concreto íntegro;
2. Posicionamento de fôrma de madeira na geometria originalmente prevista para
a peça;
3. Grauteamento do trecho, devolvendo a peça às condições de projeto, com
Sikagrout 250 ou produto de propriedades similares.
4. Aguardar 24 horas para uso/montagem da peça.
Figura 43: Dente Gerber danificado em viga já montada
Fonte: Pedreira (2016)

75
6.7.7 Tratamento dos ganchos cortados
Após a montagem das vigas pré-moldadas, os ganchos de içamento devem ser cortados
e tratados.
Deve ser adotado o mesmo tratamento para as armaduras expostas, com pintura com
produto anticorrosivo.
6.7.8 “Cama” de argamassa para assentamento dos elementos pré-moldados
Para melhor assentamento dos elementos pré-moldados sobre as alvenarias é de extrema
importância essa “cama” de argamassa, como mostra a Figura 44.
Essa “cama” tem por função principal a uniformização das tensões transmitidas entre as
peças pré-moldadas e a alvenaria de suporte, além de ajudar na vedação do capeamento
moldado “in loco” desta região e garantia de correto nível das peças.
Figura 44: “Cama” de argamassa para assentamento dos pré-moldados
Fonte: O autor (2016)
6.7.9 Parede de vedação
A alvenaria de vedação precisa estar desvinculada da viga e posteriormente encunhada
para que não ocorra a transferência de carga pela parede de vedação.
A Figura 45 mostra a parede de vedação da varanda desvinculada da viga.

76
Figura 45: Parede de vedação disvinculada de viga pré-moldada
Fonte: O autor (2016)

77
7. CONCLUSÕES
7.1 Considerações Finais
O sistema construtivo em concreto pré-moldado ao longo dos anos vem sendo
atualizado e cada vez mais tem atendido as expectativas da construção, no entanto ainda existe
resistência no mercado quanto a sua utilização.
A opção pelo uso dos elementos pré-moldados em obras de alvenaria estrutural gera
diversas vantagens na fase de execução da estrutura, como visto durante o trabalho, mas
também requer alguns cuidados usualmente não existentes na execução convencional.
Entre as vantagens, pode-se citar a eliminação praticamente total do uso de fôrmas de
madeira, a maior precisão dimensional da estrutura, a redução de mão de obra necessária,
limpeza e organização do canteiro, entre outras.
Em termos de custo, como pesquisado e demonstrado no estudo de caso, os sistemas
construtivos pré-moldado, em geral, são muito parecidos com o sistema convencional.
Os cuidados para essa aplicação ficam mais evidentes na fase de montagem, com
diversos controles como: níveis, condições de apoio e detalhes construtivos. Mas na verdade
esses cuidados devem ser tomados desde a fase de execução desses elementos pré-moldados.
Quando essa fase é terceirizada, ou seja, os pré-moldados são fornecidos por empresa
terceira, esses cuidados se iniciam no recebimento das peças e são te extrema importância, uma
vez que é responsabilidade da construtora qualquer eventual peça quebrada ou até mesmo um
acidente, pois a empresa terceira trabalha dentro do canteiro de obras.
Dessa maneira, a escolha do uso dos pré-moldados é certamente um desafio a ser
enfrentado por parte da construtora, juntamente com a empresa terceirizada, que fornece e faz
a montagem das peças e com a equipe de projetos.

78
Como é um aprendizado para a maioria da equipe de obra envolvida no processo
executivo foi relevante o acompanhamento da primeira montagem, chamada “laje de
aprendizado”, de modo a identificar os pontos que precisam de maior atenção, os que
necessitam ser corrigidos e melhorados. Isso evita a ocorrência de futuras patologias.
Os pontos aqui ressaltados foram todos corrigidos e, atualmente, se verificam na obra
todas as condições para o sucesso na implantação do sistema, além do comprometimento de
todos os envolvidos no processo.
De qualquer forma, antes de definir os métodos construtivos a serem utilizados em
qualquer obra, deve-se analisar o objetivo do empreendimento e o valor disponível em
orçamento, de maneira a atender todas as necessidades da obra.
Fato é que o estudo de caso tem como base dados empíricos, apoiados em experiências
de obra e observação durante o estágio. Ademais, esses dados estão de acordo com a literatura
abordada ao longo do trabalho. No entanto, faltam dados analíticos que comprovem as
vantagens e desvantagens abordadas.
7.2 Sugestões para trabalhos futuros
Esse trabalho apresenta uma análise preliminar das vantagens e desvantagens sobre a
implantação de uma central de um sistema estrutural que não é muito usado atualmente no
Brasil, os pré-moldados.
Com o objetivo de aperfeiçoar e dar continuidade ao presente trabalho de pesquisa, seria
interessante procurar mais detalhes sobre os custos de implantação de uma central de pré-
moldados para fazer melhor análise de como deixar o produto mais barato e competitivo,
compreender melhor como está o mercado consumidor para estudar futuras melhorias.
Além disso, é de extrema importância fazer uma análise com dados analíticos de modo a
comprovar o que a vivência de obra e a literatura abordam.

79
REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6.023: informação e
documentação: referências: elaboração. Rio de Janeiro, 2002.
______. NBR 6118: projetos de estruturas de concreto: procedimento. Rio de Janeiro,
2002b.
______. NBR 9.020: projeto e execução de estruturas de concreto pré-moldado. Rio de
Janeiro, 2006.
______. NBR 10.520: informação e documentação: citações em documentos:
apresentação. Rio de Janeiro, 2002.
______. NBR 11.768: aditivos químicos para concreto de cimento Portland: requisitos.
Rio de Janeiro, 2011
______. NBR 14.724: informação e documentação: trabalhos acadêmicos:
apresentação. Rio de Janeiro, 2011.
______. NBR 14.859-1: laje pré-fabricada – requisitos – parte 1: lajes unidirecionais.
Rio de Janeiro, 2002.
1º ENCONTRO NACIONAL DE PPP EM CONCRETO PRÉ-MOLDADO. Evolução
dos Pré-fabricados de Concreto: produção, projeto e pesquisa, 2005. 10f. Núcleo de Estudos
e Tecnologia em Pré-moldados (NET-PRÉ), Departamento de Engenharia Civil da
Universidade Federal de São Carlos, São Paulo, 2005. Disponível em: <
http://www.set.eesc.usp.br/1enpppcpm/cd/conteudo/trab_pdf/164.pdf> Acesso em: 03 jan. 17

80
ASSOCIAÇÃO BRASILEIRA DA CONSTRUÇÃO INDUSTRIALIZADA DO
CONCRETO – ABCIC. Pré-fabricados de concreto: curso básico ABCIC. 2013. 229 f.
Disponível em: <http://www.abcic.org.br/pdfs_curso_basico/CursoBasicoConstruction-
EXPO-07-06-13.pdf>. Acesso em: 10 jan. 17
ABNT. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ISO 9001:
Sistemas de gestão da qualidade – Requisitos. 2015. 32p.
BATISTA, C. G. Influência na resistência à compressão de concretos com
agregados reciclados de concreto em substituição ao agregado natural. 2009. 95f. Trabalho
de conclusão de curso - UNIVERSIDADE DO EXTREMO SUL CATARINENSE – UNESC.
Disponível em <http://www.bib.unesc.net/biblioteca/sumario/000040/000040E8.pdf > Acesso
em: 25 jan. 17
BRUMATTI, D. O. Uso de pré-moldados: estudo e viabilidade. 2008. 54 f. Trabalho
de Diplomação (Graduação em Engenharia Civil) – Departamento de Engenharia Civil,
Universidade Federal de Minas Gerais, Belo Horizonte, 2008. Disponível em:
<http://pos.demc.ufmg.br/2015/trabalhos/pg1/Monografia%20Dioni%20O.%20Brumatti.pdf>
Acesso em: 05 jan. 17
COLLEPARDI, M. A very close precursor of self-compacting concrete (SCC). In:
Supplementary volume of the Proceedings of Three-day CANMET/ACI International 69
Symposium on Sustainable Development and Concrete Technology, 2001a
EL DEBS, M. K. Concreto pré-moldado: fundamentos e aplicações. 1. Ed. (2.
reimpres.). São Carlos, SP: EESC-USP, 2000.
FERNÁNDEZ ORDÓÑÉZ, J. A. Prefabricacíon: teoria y prática. Barcelona: Editores
Técnicos Associoados. 2v. 1974.

81
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas,
2002.
GOULART, J. R. Adensamento do concreto por vibração: gestão de equipamentos e
obras, 2005. Disponível em <http://viasconcretas.com.br/cms/wp-
content/files_mf/adensamento_concreto_por_vibracao.pdf> Acesso em: 17 jan. 17
LEONARDI. Aspectos Gerais do sistema pré-moldado. 2009. Atibaia, São Paulo.
Disponível em: http://www.leonardi.com.br/aspectos-pre-moldado.html. Acesso em: 10 Set.
2012.
MAMEDE, F. C. Utilização de pré-moldados em edifícios de alvenaria estrutural.
2001. 187f. Dissertação (Mestrado em Engenharia) – Escola de Engenharia de São Carlos,
Universidade de São Paulo, São Carlos, 2001). Disponível em:
<http://www.teses.usp.br/teses/disponiveis/18/18134/tde-06062006-162432/pt-br.php>.
Acesso em: 02 jan. 17
MEHTA, Povindar Kumar; Monteiro, Paulo J.M. Concreto: estrutura, propriedades
e materiais. São Paulo: Pini, 1994
NAKAMURA, J. Meio a meio: com geometrias variadas, cálculo semelhantes ao de
uma laje comum com a promessa de economia, as pré-lajes de concreto tornam-se mais
presentes em estruturas de edifícios multipavimentos. Revista Téchne: a revista do engenheiro
civil, São Paulo, ano 17, n 149, p. 22-25, ago. 2009.
OLIVEIRA, L.A. Tecnologia de painés pré-fabricados arquitetônicos de concreto
para emprego em fachadas e edifícios. 191 p. Dissertação de mestrado – Escola Politécnica,
Universidade de São Paulo, São Paulo, 2002.

82
PBQP-H - Programa Brasileiro da Qualidade e Produtividade do Habitat. Sistema
de avaliação da conformidade de empresas de serviços e obras da construção civil. Disponível
em < http://pbqp-h.cidades.gov.br/> Acesso em: 20 jan. 2016.
REVEL, M. La prefabricacíon en la construcción. 1. 457p. ed. Bilbao: Urmo, 1973.
SABBATINI, F. H. Desenvolvimento de métodos, processos e sistemas construtivos:
formulação e aplicação de uma metodologia. São Paulo,1989. 336p.
SANTOS, W. M.; RODRIGUES R. J. C.; FAJERSZTAJN, H.; MEDEIROS, J. S. A
importância do pátio de vigas na qualidade de vigas pré-moldadas protendidas com
aderência posterior fabricadas em canteiro. In: Anais do 44º Congresso Brasileiro do
Concreto – IBRACON, Belo Horizonte, 2002.
SCOARIS, M.R. Concretos reforçados com fibras: avaliação das propriedades
mecânicas através do método da maturidade. 2005. 260 f. Dissertação (Mestrado em
Engenharia) – UESP, São Paulo.
TERZIAN, P. Concreto Pré-Fabricado in: Isaia, Geraldo. Concreto: Ensino, pesquisas
e realizações. Editora IBRACON, volume 2, 2005.
VASCONCELLOS, A. C. O Concreto no Brasil: pré-fabricação, monumentos,
fundações. Volume III. Studio Nobel. São Paulo, 2002.

83
TERMO DE AUTORIZAÇÃO DE PUBLICAÇÃO E REPRODUÇÃO
OBRA BARRA VILLAGE LAKES LIFESTYLE RESIDENCE
Autorizo, Camila Ribeiro Gomes Sotomayor, funcionária desta empresa, utilizar em
seu trabalho de conclusão de curso de Engenharia Civil do período 2016.2, da Universidade
Federal do Rio de Janeiro, os dados e fotos referentes à essa obra, contidos no trabalho
supracitado.
_______________________________
Obra Barra Village Lakes Lifestyle Residence





























