Embed Size (px)
Citation preview

1
ALINE DOS SANTOS NEVES
IDENTIFICAÇÃO DOS MODOS DE FALHA E DETERMINAÇÃO DA CAPACIDADE
MÁXIMA PRODUTIVA EM UM PROCESSO DE UMA INDÚSTRIA AGROQUÍMICA
Lorena
2014

2
ALINE DOS SANTOS NEVES
Monografia apresentada à Escola de
Engenharia de Lorena – Universidade de
São Paulo como requisito parcial para
obtenção de título de Engenheiro
Químico.
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
Lorena
2014

3
Autorizo a reprodução e divulgação total ou parcial deste trabalho, por qualquer
meio convencional ou eletrônico, para fins de estudo e pesquisa, desde que citada
a fonte.
CATALOGAÇÃO NA PUBLICAÇÃO
Assessoria de Documentação e Informação
Escola de Engenharia de Lorena
Neves, Aline dos Santos
Identificação dos modos de falha e determinação da máxima capacidade
produtiva em um processo de uma indústria agroquímica/ Aline dos
Santos Neves; orientador: Marco Antonio Carvalho Pereira. – Lorena
2014
69f.:
Monografia apresentada na disciplina de TCC II da Escola de Engenharia
de Lorena, Universidade de São Paulo, como requisito para a conclusão
de Graduação do Curso de Engenharia Industrial Química.

4
DEDICATÓRIA
Dedico a minha família e a algumas
pessoas que, sem as quais, isto não
seria possível. Muito obrigada Luiz
Antônio Grassano Murta, Diracyr Murta,
Elza Grassano, Marisa Natali, Cynthia
Junqueira e Rosa Braga. A vocês toda
minha gratidão.

5
AGRADECIMENTOS
Agradeço primeiramente a Deus pelo dom da vida, da sabedoria, da
resiliência, da paciência e do amor ao próximo.
Agradeço aos meus pais, João e Cleide, pois cada um a seu jeito me
ensinou a ser uma pessoa melhor a cada dia. Porém, agradeço principalmente a
minha mãe, que sempre esteve ao meu lado aconselhando e apoiando.
Agradeço ao Luiz Antônio Grassano Murta, Diracyr Murta, Elza Grassano,
Marisa Natali, Cynthia Junqueira e Rosa Braga por acreditarem em mim e me
apoiarem de todas as formas sempre. Com toda certeza, vocês são anjos
colocados por Deus em minha vida. Serei sempre eternamente grata a vocês!
Agradeço à família que escolhemos, aos meus mais verdadeiros amigos
pois com certeza sem eles esta jornada seria muito mais difícil. Muito obrigada
Helton Santana, Cristiano Reis, João Filizzola, Raul Guilherme D´Stéfano, Lucas
Eduardo Correa, Guilherme Molinero, Arthur Scarparo, Julia Maria, Maria Galvão,
Karen Andrade, Carolina Horie, Margareth Andrade, Ângela Maria, Ana Maria Galli.
Agradeço a todos os meus professores desde o ensino infantil até a
graduação. Em especial, agradeço ao Prof. Dr. Marco Antônio Carvalho Pereira por
sua dedicação, carinho e respeito para com seus alunos. Agradeço também por
sua paixão e entusiasmo com sua profissão, com esta atitude o senhor nos
incentiva e inspira. Marquinhos, como carinhosamente o chamamos, meu sincero
muito obrigada!
Agradeço ao meu padrinho, orientador, gestor e mentor Marcelo Tamashiro
por me ensinar a engenharia na prática, por me ouvir e aconselhar nos momentos
em que eu não sabia como agir, mas principalmente por acreditar em mim e
sempre me apoiar com suas palavras e atitudes sinceras e justas. Tama, com todo
meu carinho, o meu muito obrigada!

6
“Há uma força motriz mais poderosa que
o vapor, a eletricidade e a energia
atômica: a vontade.”
(Albert Einstein)

7
RESUMO
O presente trabalho foi realizado em uma indústria agroquímica, onde dois
produtos foram analisados. O objetivo foi de apurar o principal modo de falha, por
meio da construção de uma FMEA a fim de descobrir o equipamento gargalo do
processo. Para tal, um estudo de caso foi realizado. Inicialmente, foi realizada uma
“tempestade cerebral”, conhecida como brainstorming com funcionários que atuam
no respectivo processo. Nela procurou-se encontrar quais eram os principais
modos de falha do processo em questão. Isto feito elaborou-se uma análise dos
modos e efeitos de falhas – FMEA; na qual foi possível determinar uma relação
causa-efeito para cada falha, quantificar o risco que cada uma proporciona e,
também, sugerir ações de melhorias. Com o intuito de uma melhor visualização dos
dados obtidos pela FMEA, gerou-se um diagrama de pareto, onde foi possível
também a quantificação das falhas acumuladas. Estas análises revelaram que o
principal modo de falha, e que deve ser priorizado, é a manutenção.
Posteriormente fez-se a coleta de tempos de formulação e tempos de moagem
para identificar qual era a etapa gargalo deste processo, porém não foi possível
determiná-la. E, visando saber qual a máxima capacidade produtiva do mesmo,
fez-se uma análise da produção de 7 lotes consecutivos. Nesta análise encontrou-
se 10981 Kg para o produto A e, 10643 Kg para o produto B.

8
ABSTRACT
The present work was done at an agrochemical site at a chemical industry, in which
two products were analyzed. The study began by technical brainstorming, aiming to
find the main failure modes for the cited process. This step was followed by analysis
on failure modes and their effects on the process, which allowed identifying the
relationship between cause and effect for each failure, as well as quantifying the
related risk and the suggested actions for improvements. In order to improve data
visualization, which was obtained by FMEA, a Pareto diagram was made, allowing
the quantification of accumulated failures. These analyses revealed that the main
failure mode that must be a priority in repairing is the maintenance mode. This was
followed by a data collection on formulation, and grinding times, aiming the
identification of the slowest stage; which made itself not possible during this project.
Objectifying the maximum production capacity, an analysis of seven consecutive
lots was made. In such analysis, the results found were 10981 kg for product A and
10643 kg for product B, which were defined as the golden batch for each product.

9
ÍNDICE DE FIGURAS
Figura 1: Exemplo de formulário para ordem de produção (Hansen, 2006) ............................ 29
Figura 1: Exemplo do fluxograma apresentado no processo (Autor, 2014) ............................ 31

10
ÍNDICE DE GRÁFICOS
Gráfico 1: Modelo Diagrama de Pareto (Autor) .................................................... 23
Gráfico 2: Diagrama de Pareto de acordo com a FMEA (Autor) .......................... 43

11
ÍNDICE DE QUADROS
Quadro 1: Etapas do Brainstorming (Braxter, 1998)) ........................................... 21
Quadro 2: Índice de Severidade (Gevinatti, 2010) (Palady, 1997) ...................... 25
Quadro 3: Índice de Ocorrência (Gevinatti, 2010) (Palady, 1997) ....................... 25
Quadro 4: Índice de Detecção (Gevinatti, 2010) (Palady, 1997) ......................... 26
Quadro 5: Índice de Risco (Gevinatti, 2010) ....................................................... 26
Quadro 6: Modelo de FMEA ................................................................................. 27
Quadro 7: Exemplo do relatório “Indisponibilidade de Manutenção” ................... 34
Quadro 8: Causas das Falhas Indicadas pelo Brainstorming ............................... 36
Quadro 9: FMEA – Análise de Modos e Efeitos de Falhas .................................. 39
Quadro 10: Modelo Relatório Proposto ............................................................... 53

12
ÍNDICE DE TABELAS
Tabela 1: Tempos de Formulação Produto A ....................................................... 45
Tabela 2: Tempos de Formulação Produto B ....................................................... 45
Tabela 3: Lotes Consecutivos Formulação A ....................................................... 46
Tabela 4: Lotes Consecutivos Formulação B ....................................................... 46
Tabela 5: Menores Tempos de Formulação A .................................................... 47
Tabela 6: Menor Soma 7 Lotes Consecutivos Formulação A .............................. 47
Tabela 7: Menores Tempos de Formulação B ..................................................... 48
Tabela 8: Menor Soma 7 Lotes Consecutivos Formulação B .............................. 48
Tabela 9: Moagem Formulação A ....................................................................... 49
Tabela 10: Moagem Formulação B ..................................................................... 49
Tabela 11: Menores Tempos Moagem Formulação A ....................................... 50
Tabela 12: Menores Tempos Moagem Formulação B ........................................ 50
13
LISTA DE ABREVIATURAS E SIGLAS
FMEA Análise dos Modos e Efeitos das Falhas
FIFO First in – First Out
RPN Número de Prioridade de Risco
TOC Teoria das Restrições

14
SUMÁRIO
1. INTRODUÇÃO ..................................................................................................................... 15
1.1. Contextualização ................................................................................................................ 15
1.2. Objetivos ............................................................................................................................. 16
1.2.1. Objetivo Geral .............................................................................................................. 16
1.2.2. Objetivos Específicos ................................................................................................. 16
2. FUNDAMENTAÇÃO TEÓRICA ........................................................................................... 18
2.1 Teoria das Restrições ........................................................................................................ 18
2.2 Lean Manufacturing ........................................................................................................... 19
2.3 Ferramentas do Lean Manufacturing ............................................................................... 19
2.3.1 Brainstorming .............................................................................................................. 20
2.3.2 Diagrama de Pareto ..................................................................................................... 22
2.3.3. FMEA ................................................................................................................................ 23
2.3.3.1 Origem ............................................................................................................................ 23
2.3.3.2 O que é FMEA e seus benefícios ................................................................................. 23
2.3.3.3 Entendendo a FMEA ..................................................................................................... 24
2.3.3.4 Modelo de FMEA ........................................................................................................... 26
2.4 Coleta de Dados ...................................................................................................................... 27
3. METODOLOGIA .................................................................................................................. 30
3.1 A Empresa ........................................................................................................................... 30
3.2 O Processo Escolhido ............................................................................................................. 30
3.3 Método de Pesquisa ........................................................................................................... 32
3.4 O Roteiro da Pesquisa ....................................................................................................... 32
4. RESULTADOS E DISCUSSÃO ............................................................................................ 32
4.1 Análise do Processo .......................................................................................................... 34
4.2 Resultados do Brainstorming ........................................................................................... 35
4.3 Aplicação da FMEA ............................................................................................................ 37
4.4 Diagrama de Pareto ................................................................................................................. 42
4.5 Coleta de Dados ....................................................................................................................... 43
4.5.1 Análises dos Tempos de Formulação para os Produtos A e B ................................... 43
4.5.2 Análises da Soma de 7 Lotes Consecutivos para os Produtos A e B ................... 45
4.5.3 Análises da Etapa Mais Lenta: A Moagem ................................................................ 48
4.5.4 Análise Comparativa entre o Tempo de Formulação e o Tempo de Moagem do
Produto ....................................................................................................................................... 51
4.6 Discussão dos Resultados apresentados ....................................................................... 52
5. CONCLUSÃO ...................................................................................................................... 54
REFERÊNCIAS BIBLIOGRÁFICAS................................................................................................ 56

15
1. INTRODUÇÃO
1.1. Contextualização
O cenário atual do setor agroquímico brasileiro, especialmente no segmento
de defensivos agrícolas, é de um mercado em expansão e do agravamento da
dependência externa de insumos estratégicos. A posição do Brasil como grande
exportador mundial de commodities agrícolas não parece ameaçada, mas a falta
de uma política regulatória que incentive a produção local e a inovação em
agroquímicos está pressionando perigosamente os custos, e por extensão a
rentabilidade do agronegócio nacional (ABIFINA, 2011). Luis Henrique Rahmeier,
diretor de Desenvolvimento e Registro da Nufarm1, em entrevista a ABIFINA
confirma essas previsões:
"Temos uma estimativa internacional de que a demanda por alimentos continuará alta. Os estoques reguladores não estão folgados. Todas as projeções da FAO, do Banco Mundial e da própria ONU indicam que os preços das commodities vão continuar pressionados para cima e que a necessidade de produtos do Brasil será mantida em níveis elevados. Isto significa que o produtor vai continuar sendo bem remunerado, investindo em tecnologia, e que o Brasil vai continuar sendo um dos grandes celeiros mundiais" (ABIFINA, 2011).
Desta forma, é de grande relevância a otimização do processo produtivo do
agronegócio, pela sua importância estratégica para o Brasil, pois, irá contribuir de
maneira positiva com a economia.
Em geral, uma análise dos ativos fixos de qualquer linha de produção revela
falta de sincronia entre equipamentos, fazendo com que existam desequilíbrios,
doravante chamados de gargalos. Isto também ocorre nas linhas de produção de
produtos agroquímicos.
Gargalo é qualquer obstáculo no sistema produtivo que restringe e
determina o seu desempenho e a sua capacidade de obter uma maior
rentabilidade. Em um processo produtivo, o gargalo é a etapa com menor
capacidade produtiva e que impede a empresa em atender plenamente a demanda
por seus produtos (CEINFO, 2005).
1 A Nufarm é uma empresa do setor agrícola presente em mais de 100 países. No Brasil, possui um parque fabril de 161.000
m² localizado em Maracanaú (CE) e cinco Centros de Distribuição assim localizados: Barueri (SP), Londrina (PR), Carazinho
(RS), Cuiabá (MT) e Maracanaú (CE). Possui ainda um Escritório Comercial e de Marketing em São Paulo (SP). (NUFARM,
2014)
16
Esta monografia procurou identificar equipamentos que podem ser pontos de
estrangulamento em um processo de produção de inseticida. Para tanto, este
estudo foi baseado na Teoria das Restrições (TOC), com o auxilio de duas
ferramentas do Lean Manufacturing: Análise dos Modos e Efeitos de Falhas
(FMEA) e Diagrama de Pareto. A TOC visa identificar os objetivos de alta
prioridade, a FMEA é uma técnica muito utilizada por organizações que tem o
objetivo de identificar problemas, executar projetos, processos ou serviços novos,
além de servir como um registro dos projetos, processos ou serviços (PALADY,
1997). Já o diagrama de Pareto é um gráfico de barra vertical que permite
determinar quais problemas resolver e quais as prioridades (BARREIRA, 2010).
1.2. Objetivos
1.2.1. Objetivo Geral
Identificar o principal modo de falha em um processo produtivo na indústria
agroquímica, por meio da construção de uma FMEA a fim de descobrir o
equipamento gargalo do processo.
1.2.2. Objetivos Específicos
Algumas questões fundamentais, para as quais se busca resposta nesta
monografia são:
1) Quais são os modos de falha deste processo? Quais devem ser
priorizados? Quais ações de melhorias podem ser feitas?
2) Qual a real capacidade produtiva do processo de produção de inseticida
estudado, ou seja, qual o seu golden batch? Qual a maior quantidade de
produto que se consegue obter nesta planta, com o menor tempo
possível sem alterar a qualidade do mesmo?
3) Quais equipamentos restringem tal capacidade? Em qual equipamento o
processo leva mais tempo? Qual o motivo que faz este equipamento ser
o mais demorado?
4) Como melhorar a eficiência e a eficácia destes equipamentos? O que
pode ser feito para que este equipamento tenha sua eficiência

17
melhorada? Apenas um ajuste no mesmo será o suficiente? Deve-se
substituí-lo? Ou deve-se colocar outro equipamento do mesmo modelo
em série?

18
2. FUNDAMENTAÇÃO TEÓRICA
2.1 Teoria das Restrições
Para Goldratt (1993) a meta de uma empresa é ganhar dinheiro hoje e no
futuro. Os estudos desenvolvidos por Goldratt permitiram desenvolver métodos de
alcançar esse objetivo, pois ele percebeu que a maioria dos recursos numa fábrica
tinha a capacidade de gerar excessos, e poucos utilizavam 100% da sua
capacidade disponível sem causar inflação de estoques (COX III; SPENCER,
2002).
A teoria das Restrições (TOC) é definida como sendo “... uma filosofia de
gestão desenvolvida por Eliyahu Goldratt que pode ser vista como três áreas
separadas, mas inter-relacionadas: logística, indicadores de desempenho e
pensamento lógico”. (APICS, 1994).
Goldratt (1984) propõe que a TOC possui cinco passos:
1. Identificar a(s) restrição(ões) do sistema: elas podem ser internas ou externas à empresa. Quando a demanda total de um dado mix de produtos é maior do que a capacidade da fábrica diz-se que se teme um gargalo de produção. Todavia, quando a capacidade de produção é superior à demanda de produção a restrição é externa ao sistema produtivo, ou seja, a restrição está relacionada com o mercado e ao desempenho da área comercial da empresa. 2. Explorar da melhor forma possível a(s) restrição(ões) do sistema: se a restrição é interna à fábrica, a melhor decisão consiste em maximizar o ganho no(s) gargalo(s). Se for externa ao sistema em um dado tempo, não existem gargalos na fábrica e o ganho estará limitado pelas restrições do mercado e ao desempenho das vendas da empresa. 3. Subordinar todos os demais recursos à decisão anterior: a lógica deste passo, independentemente da restrição ser externa ou interna, consiste em reduzir ao máximo os inventários e as despesas operacionais e ao mesmo tempo garantir o ganho teórico máximo do sistema de produção. 4. Elevar a capacidade da(s) restrição(ões): se o gargalo for interno é necessário aumentar sua capacidade produtiva. Isso pode ser feito através de mudanças de layout, compra de equipamentos, redução da variabilidade, redução de setup, etc. Nesse passo, o Sistema Toyota de Produção (OHNO, 1997) apresenta uma série de ferramentas de melhoria que podem ser usadas. 5. Voltar ao passo 1: não deixar que a inércia tome conta do sistema. Ao elevar a capacidade produtiva da restrição o sistema torna-se, a priori, um sistema genérico, o que gera a necessidade de analisá-lo novamente.
Os passos 4 e 5 explicitam o caráter de melhoria contínua buscada na TOC,
com o objetivo de atingir permanente e sistematicamente a meta global do sistema:
“gerar lucro hoje e no futuro”.

19
Em suma, a TOC é uma ferramenta que permite encontrar os gargalos de
um sistema e operá-lo de maneira que eles, os gargalos, deixem de ser o fator
limitante. A TOC também permite a identificação de um novo ponto de
estrangulamento.
2.2 Lean Manufacturing
Segundo Ghinato (1996) o Sistema Toyota de Produção (Toyota Production
System – STP) tem sido mais recentemente, referenciado como “Sistema de
Produção Enxuta”. O termo “Lean” foi cunhado originalmente no livro “A Máquina
que Mudou o Mundo” de Womack, Jones e Roos (1990), como resultado de um
amplo estudo sobre a indústria automobilística mundial realizada pelo MIT
(Massachusetts Institute of Technology, EUA), no qual se evidenciou as vantagens
no uso do STP. O estudo evidenciou, entre outras questões, que o STP
proporcionava expressivas diferenças em relação à produtividade, qualidade,
desenvolvimento de produtos e explicava o sucesso da indústria japonesa na
época. Nesse sentido, os 5 princípios do Lean, segundo Womack e Jones (1996)
são:
1. Definir o que é valor, por produto, e sob a ótica do cliente;
2. Identificar o fluxo de valor para cada produto;
3. Fazer o valor fluir sem interrupções;
4. Puxar;
5. Buscar a perfeição.
No Lean perda é tudo o que não agrega valor, sendo assim toda ação de
melhoria deve ser direcionada para a área do processo que sofre forte impacto dos
gargalos. Para isto, o Lean Manufacturing possui ferramentas específicas.
2.3 Ferramentas do Lean Manufacturing
O Lean Manufacturing surgiu como uma alternativa à produção em massa, a
fim de reduzir o desperdício de recursos humanos, de matéria prima e de tempo.
Para tanto, conta com o auxílio de algumas ferramentas, dentre as quais, para fins
deste trabalho, três se destacam:
o Brainstorming

20
o Diagrama de Pareto
o Análise dos Modos e Efeitos de Falhas (FMEA)
2.3.1 Brainstorming
Brainstorming significa tempestade de ideias, pensamentos e ideias que
cada participante do grupo pode expor sem restrições (Miguel, 2001), ou em uma
tradução literal “tempestade cerebral”.
É uma técnica usada com o intuito de aproveitar ideias e explorar a
potencialidade criativa de um indivíduo ou de um grupo, de modo colocá-las a
serviço de objetivos pré-determinados (SANTOS, 2004).
Para a elaboração de um brainstorming existem princípios e regras que
devem ser seguidos, são eles:
Princípios:
- Julgar o menos possível e
- Excesso de criatividade tanto quantitativa quanto qualitativamente
Regras:
- Não existência de críticas esta é com certeza a regra mais importante
para que um brainstorming aconteça, é o que o diferencia de reuniões
tradicionais. Esta regra permite que o princípio do não julgamento
aconteça. Pois críticas podem deixar as pessoas inibidas e assim não
haverá exposição ou até mesmo geração de ideias.
- Ser criativo permite a geração de um grande número de idéias. Não
raro, as saídas dos problemas são encontradas justamente onde se
pensava ser o mais longe de uma solução. Desta forma, nenhuma ideia
deve ser menosprezada.
- Quantidade é importante, portanto deve-se garantir a igualdade de
oportunidade, todos devem ter a chance de expor suas idéias, pois
quanto mais ideias maiores são as chances de se ter qualidade e assim
resolver o problema.
- Combinação de ideias ou modificações nas mesmas, isto permite que
estas sejam reprocessadas e melhoradas, sem, contudo, gerar
julgamento.
21
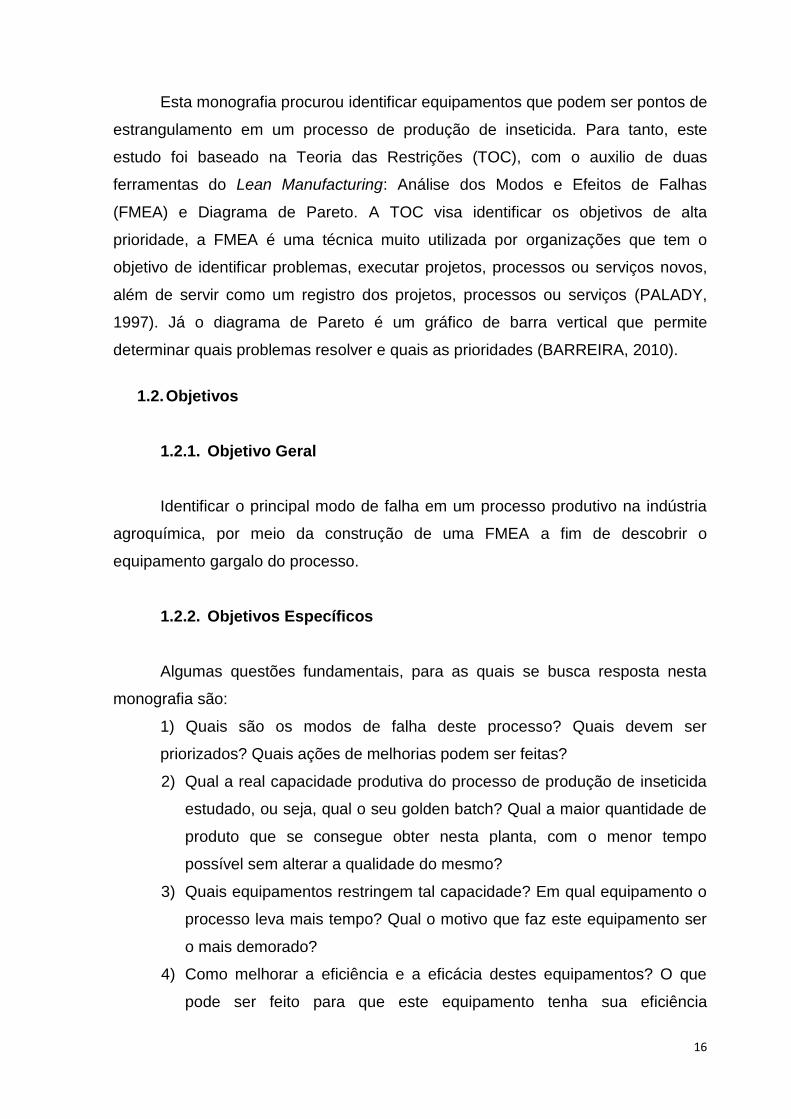
O brainstorming pode ser elaborado nas etapas mostradas no quadro 1,
segundo Baxter (1998):
Quadro 1 – Etapas do Brainstorming
Etapa Preparação
Orientação Fase inicial do brainstorming. O coordenador orientará a equipe e mostrará o problema ou o briefing a ser trabalhado.
Preparação O coordenador estipula um tempo determinado, geralmente 30 minutos, para o provimento das ideias por parte de toda a equipe. Todas as informações apontadas devem ser anotadas pelo relator.
Análise Após o término do tempo inicial determinado, entra-se numa segunda marcação de tempo, também flexível, porém é sugerido um tempo de 15 minutos para agrupar as ideias levantadas.
Ideação Ainda no segundo tempo, inicia-se uma fase de associação, escolha das ideias mais relevantes, refinamento ou junção das alternativas propostas visando escolher a ideia (ou ideias) a ser detalhada.
Incubação A incubação é a interrupção ou retomada da técnica criativa, com ou intervalo de horas ou dias, quando o rendimento da mesma não for suficiente. Durante esta interrupção pode-se coletar outros dados, estudos similares, etc.
Síntese e Avaliação
Fase em que o coordenador deve determinar um intervalo de tempo para realizar a conclusão. Normalmente, o tempo determinado gira em torno de 15 a 20 minutos. A finalidade dessa fase é detalhar, delinear a solução (ou soluções) proposta, e confrontá-la com o briefing, verificando sua adesão.
Fonte: Baxter (1998)
O quadro 1 apresenta a obrigatoriedade da existência de 3 elementos para a
realização de um brainstorming, são eles: 1 (um)coordenador (ou líder); 1 (um)
relator (ou secretário) e os membros em si. Estas pessoas devem ter um
conhecimento profundo sobre o assunto, isto para que realmente boas ideias sejam
geradas em quantidade; e de preferência deve-se ter pessoas que estejam no
mesmo patamar hierárquico dentro da empresa; ou seja, deve-se evitar a presença
de “chefes”, visto que isto pode causar a inibição por parte dos “subordinados”.
O coordenador deve ser uma pessoa com facilidade e conhecimento sobre a
técnica do brainstorming e também uma pessoa de temperamento tranqüilo, para
que uma atmosfera descontraída seja mantida, evitando desta forma o julgamento.
Já o relator deve ser uma pessoa com facilidade em resumir ideias, sem
prejudicar o seu conteúdo, e transcrevê-las rapidamente, sendo que o nome do
sugestor da ideia não deve ser anotado, para que constrangimento não seja
causado.
O ambiente, onde será feito o brainstorming, é também muito importante. As
pessoas que irão realizá-lo devem sentir-se confortáveis e a vontade. Uma boa
22
ideia seria a sua realização se dar fora do ambiente de trabalho, isto pode levar as
pessoas a pensarem “fora da caixa”.
Vê-se, portanto, que esta técnica através da exploração da capacidade criativa
de seus realizadores, permite identificar problemas no processo, determinar as
suas causas e gerar ideias inovadoras para a sua resolução.
2.3.2 Diagrama de Pareto
Diagrama de Pareto é uma ferramenta da qualidade, que utiliza de um
gráfico em barras verticais que permitem a identificação dos problemas a serem
resolvidos e quais são os mais urgentes. Ou seja, ele permite uma priorização da
ação, já que está atacará o problema de maior impacto primeiramente.
As barras verticais ordenam as ocorrências de forma decrescente
permitindo, desta forma, a localização dos problemas mais vitais. Para Rodrigues
(2012), “A construção do diagrama de Pareto, deve-se seguir as seguintes etapas:
primeiramente, coletam-se os dados, identificam quantas vezes os problemas ou
não conformidades ocorreram, em seguida elabora-se uma planilha de dados onde
deve ter os totais individuais, os totais acumulados, as percentagens do total geral
e as porcentagens acumuladas.”
A base para a elaboração deste gráfico se sustenta no Princípio de Pareto.
O economista sociopolítico Vilfredo Pareto no século XIX, ao analisar a sociedade,
concluiu que grande parte da riqueza se encontrava nas mãos de um número
reduzido de pessoas, onde determinou matematicamente que 80% da riqueza
estava nas mãos de 20% da população (GOMES, 2009).
Ou seja, por meio desta ferramenta pode-se determinar e mensurar as
prioridades do processo estudado a partir da relação 80/20, o que significa que
80% dos problemas têm raízes em 20% das causas.
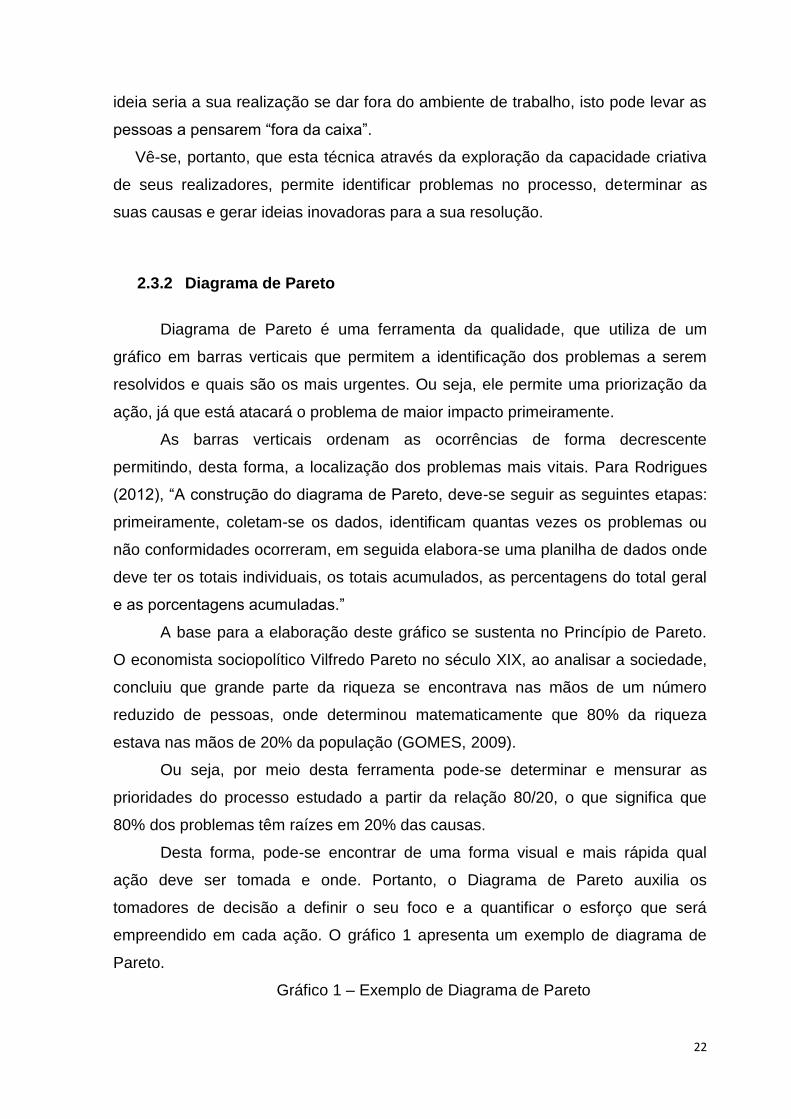
Desta forma, pode-se encontrar de uma forma visual e mais rápida qual
ação deve ser tomada e onde. Portanto, o Diagrama de Pareto auxilia os
tomadores de decisão a definir o seu foco e a quantificar o esforço que será
empreendido em cada ação. O gráfico 1 apresenta um exemplo de diagrama de
Pareto.
Gráfico 1 – Exemplo de Diagrama de Pareto
23
Fonte: Autora
2.3.3. FMEA
2.3.3.1 Origem
Assim como muitas outras ferramentas de qualidade, a análise de modos e
efeito de falhas (FMEA – Failure Modes and Effects Analysis) teve sua origem em
operações militares. Surgiu no final da década de 40, nos EUA, e era designada
como Procedures for Performing a Failure Mode, Effects and Criticality Analysis
(Indústria Hoje, 2013).
Anos depois a NASA (Administração Nacional da Aeronáutica e do Espaço)
veio fazer uso desta ferramenta, já fazendo algumas modificações e;
posteriormente a FORD Motor Company (Companhia de Motores Ford) com o
objetivo de cumprir normatizações também lançou mão a esta ferramenta (Indústria
Hoje, 2013).
Hoje em dia, a FMEA é empregada nos mais vastos segmentos industriais.
2.3.3.2 O que é FMEA e seus benefícios
A FMEA pode ser considerada uma ferramenta de análise de projetos, com
o intuito de caracterizar os prováveis modos de falha potenciais e estabelecer seus
efeitos sobre o desempenho do sistema, com base em raciocínio dedutivo
(HELMAN e ANDEREY, 1995).
A utilização de ferramentas como a FMEA permite identificar equipamentos
e/ou processos que possuem maior risco de ocorrência de modos de falha durante
a sua operação. Assim, é possível eliminar ou minimizar todos os modos de falha
24
que são considerados críticos ao sistema, ou ainda, criar uma sistemática de
priorização de manutenção a custos baixos (LAFRAIA, 2001; SIQUEIRA, 2005).
Aguiar e Salomon (2007) listaram os seguintes benefícios da FMEA:
Melhorar a qualidade, confiabilidade e segurança dos produtos ou serviços;
Melhorar a imagem e a competitividade da organização;
Contribuir para aumentar a satisfação do cliente;
Reduzir o tempo e o custo de desenvolvimento de produtos;
Estabelecer uma prioridade para a tomada de ações de melhoria;
Identificar características críticas ou significativas;
Contribuir na análise de um novo processo de montagem ou de manufatura;
Contribuir na definição de ações corretivas;
Listar as falhas potenciais e identificar a magnitude relativa de seus efeitos;
Desenvolver critérios rápidos para manufatura, processos, montagem e serviços;
Prover documentação histórica para futuras referências, auxiliando nas mudanças de projetos, processos e serviços.
Atuando efetivamente em falhas potenciais, a FMEA analisa três elementos
importantes para o sistema produtivo: o prejuízo que a falha pode gerar, a
possibilidade de ocorrência da falha e como esta falha pode ser detectada antes
que o produto chegue ao cliente. Deste modo, esta técnica oferece à abordagem
integrada um caráter preventivo (REBELATO et al., 2008).
2.3.3.3 Entendendo a FMEA
A análise da FMEA consiste em identificar o processo e suas funções,
evidenciando as falhas potenciais e os efeitos causados por elas. Em seguida,
realizar uma avaliação dos modos de falha que as mesmas possam oferecer por
meio de índices de severidade, ocorrência e detecção. Posteriormente, são
destacadas as ações de melhorias recomendadas a fim de reduzir esses riscos
(CHIN et al., 2009).
Para a classificação dos modos de falha, existem 3 parâmetros que devem
ser quantificados entre os valores de 1 a 10, são eles:
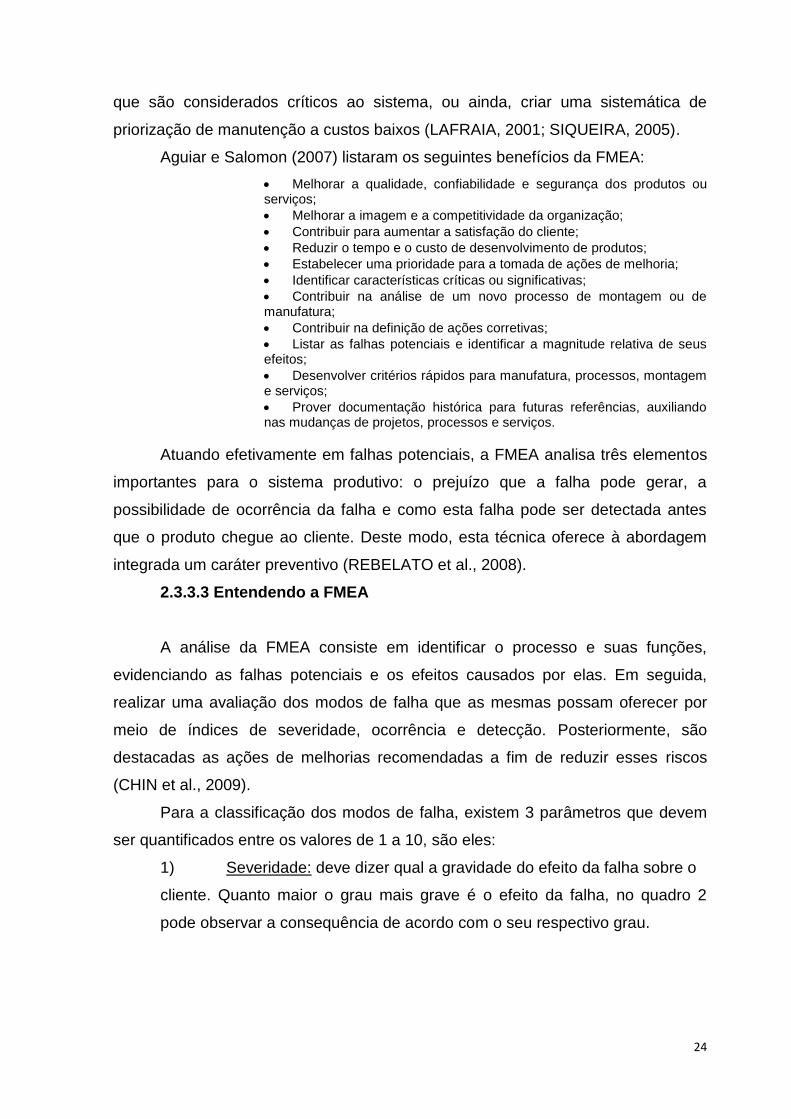
1) Severidade: deve dizer qual a gravidade do efeito da falha sobre o
cliente. Quanto maior o grau mais grave é o efeito da falha, no quadro 2
pode observar a consequência de acordo com o seu respectivo grau.
25
Quadro 2 – Índice de Severidade
Grau Conseqüência
1 Falhas de menor importância. Quase não são percebidos os efeitos sobre o produto ou o processo.
2 a 3 Provoca redução de performance do produto e surgimento gradual de ineficiência. O cliente perceberá a falha mas não ficará insatisfeito com ela.
4 a 6 O produto sofrerá uma degradação progressiva, ineficiência moderada, produtividade reduzida, início de frustração por parte do operador do processo ou do cliente.
7 e 8 Entre 50 a 70% das vezes não se consegue manter a produção e, requer grande esforço do operador. Queda na produtividade e eficiência. Alta taxa de refugo. O cliente ficará muito insatisfeito com a falha.
9 e10 Não se consegue produzir. Podem ocasionar danos às pessoas ou aos bens. Risco à continuidade operacional da planta. Cliente muito insatisfeito.
Fonte: Adaptado de Giovanetti (2010) e Palady (1997)
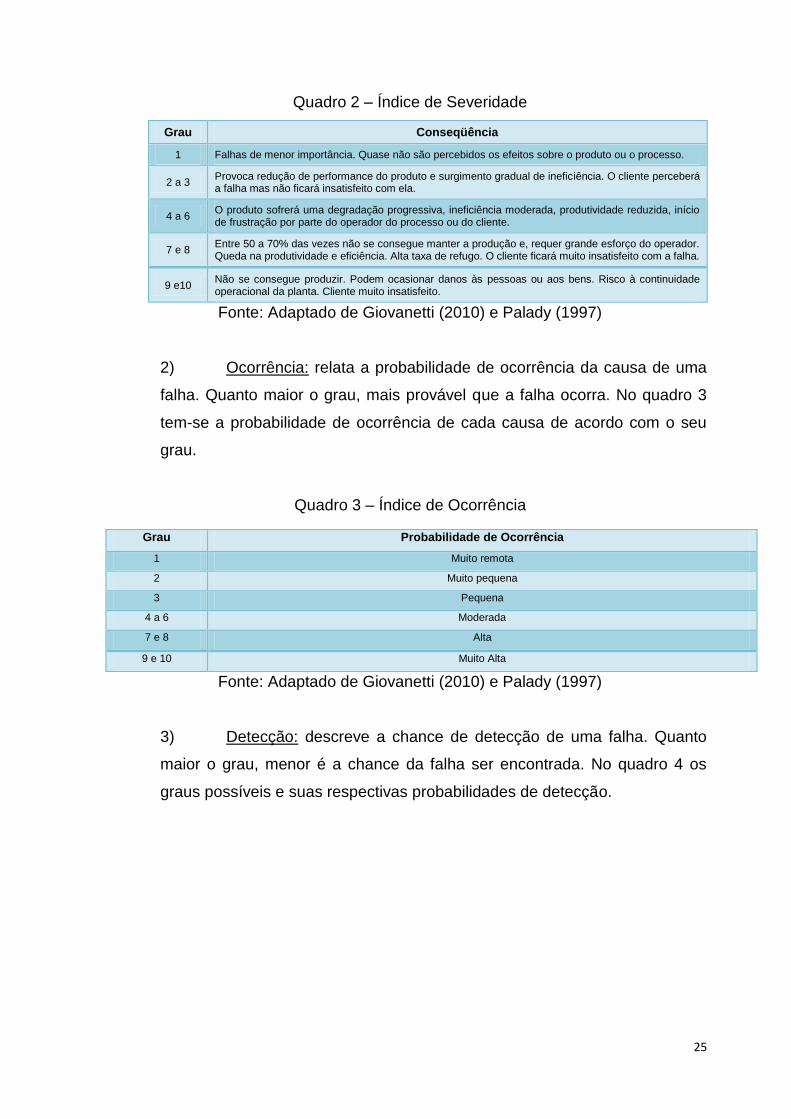
2) Ocorrência: relata a probabilidade de ocorrência da causa de uma
falha. Quanto maior o grau, mais provável que a falha ocorra. No quadro 3
tem-se a probabilidade de ocorrência de cada causa de acordo com o seu
grau.
Quadro 3 – Índice de Ocorrência
Fonte: Adaptado de Giovanetti (2010) e Palady (1997)
3) Detecção: descreve a chance de detecção de uma falha. Quanto
maior o grau, menor é a chance da falha ser encontrada. No quadro 4 os
graus possíveis e suas respectivas probabilidades de detecção.
Grau Probabilidade de Ocorrência
1 Muito remota
2 Muito pequena
3 Pequena
4 a 6 Moderada
7 e 8 Alta
9 e 10 Muito Alta

26
Quadro 4 – Índice de Detecção
Grau Probabilidade de Detecção
1 Muito alta
2 a 3 Alta
4 a 6 Moderada
7 e 8 Pequena
9 Muito pequena
10 Remota, a falha pode não ser detectada
Fonte: Adaptado de Giovanetti (2010) e Palady (1997)
Após a determinação destes 3 índices, pode-se obter o número de
prioridade de risco (RPN), que é dado pela multiplicação dos mesmos. Ou seja, a
determinação do RPN é dada pela equação 1:
RPN = Severidade x Ocorrência x Detecção (1)
O quadro 5 informa qual a avaliação do risco que se encontrará caso a
multiplicação destes 3 índices fique em algumas faixas de valores.
Quadro 5 – Índice de Risco
Pontuação Avaliação do Risco
1 – 50 Baixa
50 – 100 Média
100 – 200 Alta
200 – 1000 Muito alta
Fonte: Adaptado de Giovanetti (2010)
É de acordo com o índice de risco obtido que as ações, para a não
ocorrência de falhas, são tomadas.
2.3.3.4 Modelo de FMEA
O quadro 6 apresenta o exemplo de uma FMEA. No qual primeiramente
devem ser preenchidos os seguintes dados:
- Processo de fabricação
- O nome do produto
- Em qual fábrica (planta) foi realizada

27
- Por quem foi elaborado
Na sequência a primeira coluna, chamada de “Função”, deve dizer o que
este processo deve fazer ou conter para que a necessidade do cliente seja
atingida. Na segunda coluna, deve-se descrever os “modos de falha”, ou seja, o
que acontece neste processo para que ele não cumpra seu papel. Na terceira
coluna diz-se quais os efeitos que este modo de falha causa. Na quinta coluna,
têm-se as causas que ocasionaram cada modo de falha. Na quarta, na sexta e na
oitava coluna, devem ser anotados os graus das escalas de severidade, ocorrência
e detecção, explicados anteriormente. A multiplicação de cada um destes fatores
resulta no valor do RPN que está representado na nona coluna. Na sétima coluna
encontra-se as formas de controle de cada modo de falha para que ele não volte a
ocorrer, ou sua incidência seja diminuída. Na última coluna anota-se quais ações
serão tomadas para que o controle descrito possa ser conseguido de fato.
Quadro 6– Modelo de FMEA
FMEA – Análise de Modos e Efeitos de Falhas
Processo de Fabricação:____ Fábrica:______
Produto:_____________ Elaborado por:_____________________
Função Modo de
Falha Efeito Severidade Causa Ocorrência Controle Detecção RPN
Ação Recomendada
Fonte: Autora
2.4 Coleta de Dados
A obtenção de bons resultados depende que a coleta de dados tenha
credibilidade. A forma de coletá-los deve ser unificada para todos os equipamentos.
Ter um padrão é uma boa prática. Outro hábito que auxilia nas análises destes
dados, é a coleta de evidências físicas (como peças ou fragmentos), quando
possível. Para uma eficaz coleta de dados, onze tipos de dados devem ser
coletados, conforme detalhado abaixo, segundo Hansen (2006):
1) O quê. A identificação da falha da função.
2) Quando. Data e horário do evento, relatório da data e horário e
cronometragem do tempo, como a leitura da hora, do contador de ciclo

28
do sistema e o tempo do processo (por exemplo, início, estado
permanente e transição).
3) Onde. Serviço ou processo, centro de trabalho, sistema, fluxo do
processo, componente do equipamento (especialmente o que quebrou),
identificação do equipamento (número e sistema). Guarde qualquer parte
ou peça para exame físico.
4) Importância ou Impacto. Segurança, meio ambiente, produção, custo
estimado do reparo e frequência.
5) Testemunhas. Quem tem informações para responder perguntas sobre o
acompanhamento do assunto?
6) Por quê? Causa da falha e modo da falha. O que foi visto, cheirado,
ouvido e sentido (por exemplo, vibração, temperatura, posição).
7) Tipo de reparo.
8) Quem fez o reparo.
9) Partes ou peças usadas ou ajustadas (que ajustes foram feitos).
10) Tempo requerido para reparo. O reparo foi feito sem problemas? Em
caso negativo, quais as razões para aumentar o tempo de reparo.
11) Leituras básicas no reinício da operação (exemplos: amperagens,
vibrações e posições de válvulas).
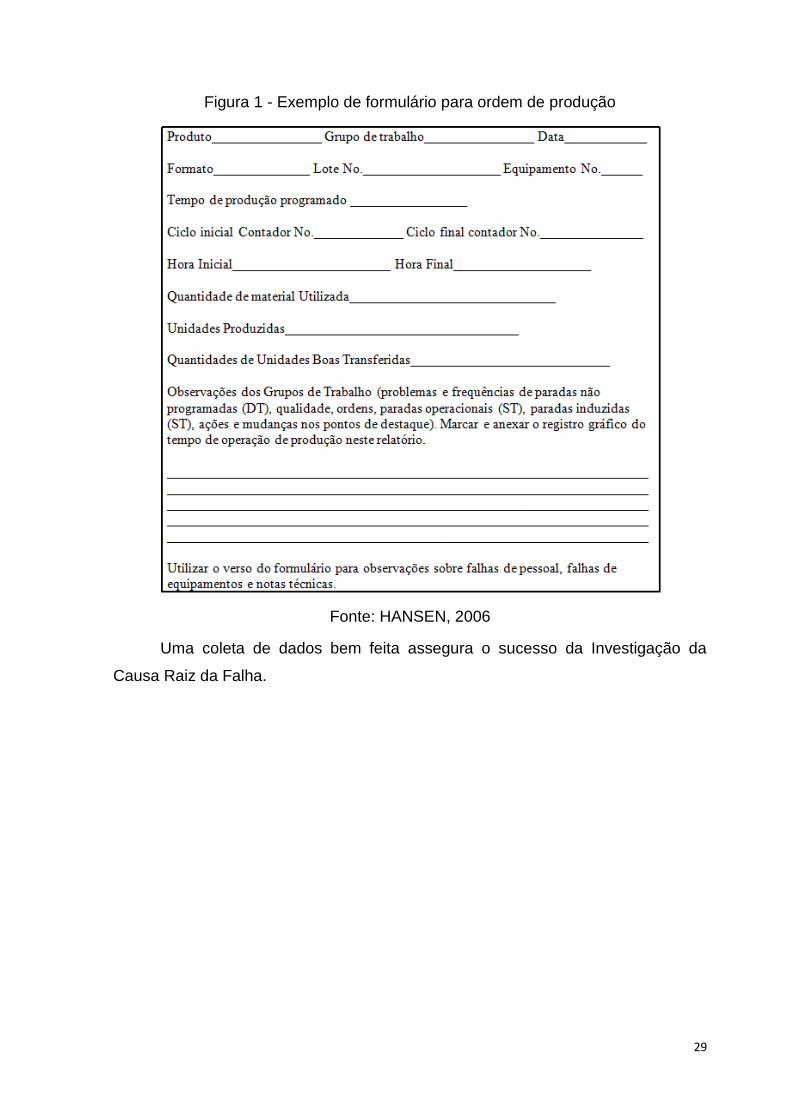
Hansen (2006) aponta que quando se coleta dados de uma falha de
equipamento, as informações devem ser registradas como se fosse a cena de um
crime. Dos onze tipos de dados listados anteriormente, os itens de 1 a 6 e o item
11 devem registrados para todas as falhas. Todos os onze itens devem ser
registrados como falhas possíveis de serem reparáveis. Um exemplo de formulário
para a coleta de dados, sugerido por Hansen (2006), encontra-se na figura 1.
29
Figura 1 - Exemplo de formulário para ordem de produção
Fonte: HANSEN, 2006
Uma coleta de dados bem feita assegura o sucesso da Investigação da
Causa Raiz da Falha.

30
3. METODOLOGIA
3.1 A Empresa
No presente trabalho a indústria química retratada é de origem alemã,
possui unidades de produção distribuídas em cerca de 40 países e tem clientes em
mais de 170 nações. Possui um vasto portfólio, desde defensivos agrícolas,
passando por plásticos, até petróleo e gás.
Tem como norteadores os seguintes princípios: qualidade, segurança,
saúde, meio ambiente e responsabilidade social. Com isto ela visa à satisfação de
seus clientes.
O trabalho foi realizado no complexo químico de Guaratinguetá, em uma
das unidades de produtos agroquímicos, unidade esta responsável por diversos
produtos, desde inseticidas, fungicidas e herbicidas.
3.2 O Processo Escolhido
O processo de produção escolhido foi de um inseticida e consiste em uma
formulação do tipo suspensão concentrada. Os produtos químicos biologicamente
ativos não são apropriados para aplicação na forma pura, porque suas formas
físicas não permitem uma distribuição uniforme e também porque solventes,
emulsificantes ou adjuvantes e similares (usados nas formulações) facilitam a
penetração do produto químico ativo no alvo a ser atingido. Esses produtos
químicos devem ser transformados convenientemente em produtos formulados.
Formulação diz respeito ao método pelo qual o ingrediente ativo de um produto é
apresentado pela forma mais efetiva, em relação à aplicação (ZAMBOLIM;
CHAVES, 1990).
A formulação estudada foi de uma suspensão concentrada, ou seja, de uma
formulação constituída de uma suspensão estável de ingrediente(s) ativo(s) em um
veículo líquido que podia conter ingredientes ativos dissolvidos para aplicação após
diluição em água (NBR 12679).

31
E esta formulação foi preparada através dos seguintes equipamentos,
conforme a descrição que segue:
1) Dispersor: nele foram dosadas algumas matérias primas juntamente com
água e após um processo de moagem os ativos foram adicionados.
2) Moinhos: após a adição dos ativos, a solução passou pelos moinhos em
reciclo. Foi nesta etapa que o produto adquiriu o tamanho de partícula adequado
para a aplicação no campo.
3) Tanque de gel: o gel foi formulado em um tanque diferente para ser
adicionado ao produto somente quando a base moída já está no adensador. Ele
conferiu uma maior consistência ao produto.
4) Adensador: o tanque adensador recebeu a base moída que passou pelos
moinhos e o gel. Nele também foi realizada a adição de algumas matérias primas.
Após algum tempo de agitação, para melhor homogeneização do produto, o
mesmo foi enviado para o tanque pulmão.
5) Tanque Pulmão: após o adensador, o produto foi enviado para o tanque
pulmão, ou também tanque de produto acabado, onde ficou em repouso esperando
até ter sido envasado.
Figura 2 - Exemplo de fluxograma do processo estudado
Fonte: Autora
32
3.3 Método de Pesquisa
O método de pesquisa foi de estudo de caso, que consiste num estudo de
caráter empírico que investiga um fenômeno atual no contexto da vida real,
geralmente considerando que as fronteiras entre o fenômeno e o contexto onde se
insere não são claramente definidas (YIN, 2001).
Neste caso, o estudo de caso foi do tipo exploratório, que consiste nas
fases iniciais de uma investigação, onde se pode usar um ou mais casos para
desenvolver ideias e perguntas de investigação (VOSS et al, 2002).
O estudo de caso foi pautado na confiabilidade e validade, que são critérios
para julgar a qualidade da pesquisa. A confiabilidade visa demonstrar que as
operações de um estudo (como, por exemplo, os procedimentos para a coleta dos
dados) podem ser repetidas, apresentando os mesmos resultados (YIN, 2001).
3.4 O Roteiro da Pesquisa
O estudo de caso foi realizado nas seguintes etapas:
1) Análise do processo como um todo: esta análise foi feita visando
determinar o ponto de estrangulamento (gargalo) do processo. O ponto de partida
foi um relatório que é preenchido pelos operadores, onde eles descrevem os
motivos de paradas do processo. A análise deste relatório possibilitou a verificação
que a maior incidência de paradas ocorria nos moinhos por motivos diversos.
Sendo assim, adotou-se o moinho como o primeiro equipamento a ser investigado
neste estudo;
2) Análise de falhas: foi feita uma análise de quais falhas ocorriam no
gargalo (moinho), do por que e com qual incidência elas ocorriam. Esta análise foi
feita usando a ferramenta “Árvore de Falhas”. Todas as falhas, apontadas no
relatório preenchido pelos operadores (conforme etapa 1) foram classificadas e
divididas em categorias a fim de apurar o motivo de falha real e de maior
incidência;
3) Obtenção de dados: foram feitas medições no equipamento
responsável pelo gargalo, para que se pudesse comprovar que realmente ali
estava o principal gargalo produtivo e tentar compreender a razão disto.
33
Inicialmente, foi feita a análise do relatório FIFO (First in – First out) para se
averiguar qual a duração total do processo estudado e, posteriormente, analisou-se
o trend do moinho utilizado no mesmo, para se ter o tempo real que o produto ficou
naquele equipamento.
4) Análise dos dados coletados e apresentação de uma conclusão que
possibilitava ganhos do processo, e em consequência, um aumento da sua
produtividade. Com base nas duas análises realizadas: (i) - análise do relatório
FIFO e (ii) - análise do trend do moinho, a fim de determinar o golden batch e
também, por meio de uma comparação entre o tempo total da campanha e o tempo
de permanência do produto no moinho determinar, se para uma primeira análise, o
moinho realmente é o gargalo do processo.
5) Proposta: montar um relatório diário que deverá ser preenchido pelos
operadores. Nele, as seguintes informações deverão ser fornecidas: início da
formulação no moinho, término da passagem do produto por este equipamento, a
ocorrência de falha e seu motivo (quando houver).

34
4 RESULTADOS E DISCUSSÃO
4.1 Análise do Processo
O processo em questão é composto basicamente por quatro etapas,
relacionadas de acordo os equipamentos nos quais elas são realizadas. Essas
operações são realizadas em série, e são as seguintes:
1) Reator de Dispersão
2) Reator de Base a Moer
3) Moinhos
4) Reator de Adensamento
Existe também uma etapa em paralelo, no qual há um tanque, também
conhecido como reator de gel, cuja formulação é descarregada no “Reator de
Adensamento”.
Em conversa com os operadores e com os engenheiros do setor, foi apurado
que eles, através de suas observações e experiência no processo, acreditam que é
no moinho que os produtos levam mais tempo.
Mesmo com esta informação, fez-se uma análise dos dados obtidos a partir
do formulário preenchido a cada turno, pelos operadores, denominado
“Indisponibilidade de Manutenção”. Este formulário é mostrado no Quadro 7, no
qual na primeira coluna, o operador anota a data em que a produção parou; na
segunda coluna o horário do início da parada, na coluna seguinte, o horário de
reinicio do processo. Na quarta coluna, o operador apura o tempo da duração da
parada, enquanto na quinta coluna registra o código de falha da parada. O
operador que registra a parada deve assinar na sexta coluna. Na coluna seguinte,
ele deve informar qual era o produto que estava sendo produzido quando a parada
ocorreu e em seguida, registrar o número do respectivo lote. Na última coluna,
deve-se anotar a descrição do motivo da parada ou, alguma observação que julgar
necessário.
Quadro 7 - Exemplo do relatório “Indisponibilidade Manutenção”
Fonte: Autora
Data Início Término Tempo Código Responsável Produto Lote Descrição

35
A partir dos dados apurados no relatório “Indisponibilidade Manutenção” (Quadro
7), pode-se comprovar que o motivo mais apontado como razão de parada do
processo, era o moinho, o que já havia sido apurado junto às pessoas que
possuíam experiência e tempo de observação do processo. Em face disso, definiu-
se que o moinho seria o primeiro equipamento a ser investigado como possível
gargalo.
É importante destacar que no relatório “Indisponibilidade Manutenção” (Quadro
7), nem sempre que uma parada ocorria era por uma falha em algum equipamento,
pois, tudo o que pudesse parar o processo, seja qual fosse a razão deveria ser
anotada nesta planilha, como, por exemplo, a falta de embalagem. Os motivos de
falhas que eram apontados nesta tabela eram bem abrangentes, o que não se fazia
necessário para o levantamento de dados que este tudo pretendia, dizia-se, por
exemplo, que o motor da bomba PXXXX havia quebrado. No presente estudo este
nível de detalhe não se faz necessário. Sendo assim, modificou-se a árvore de
falhas, para que pudesse abranger a tudo o que pudesse acontecer neste
processo, mas com maior assertividade, não se atendo a detalhes.
4.2 Resultados do Brainstorming
No tópico anterior, viu-se a necessidade de se criar uma nova árvore de
falhas. Então, primeiramente, fez-se uma análise dos fatores que poderiam compor
a mesma para o sistema produtivo (vide Figura 2 – seção 3.2), a fim de analisar os
principais motivos de paradas do sistema estudado, que são:
1) Paradas Programadas: são as paradas que são planejadas com certa
antecedência e que estão programadas no calendário anual da planta, como, por
exemplo, quando há implementação de um projeto em andamento, ou quando se
deve fazer a desinfecção química entre um produto e outro.
2) Paradas Inesperadas: são as paradas que ocorrem por falhas de
equipamentos ou operacionais, ou por falta de insumos necessários ao processo,
mas que não foram planejados.
3) Capacidade Não Utilizada: isso ocorre quando não há demanda de
mercado para o produto, ou quando o pedido para um lote teve seu tamanho
reduzido.
36
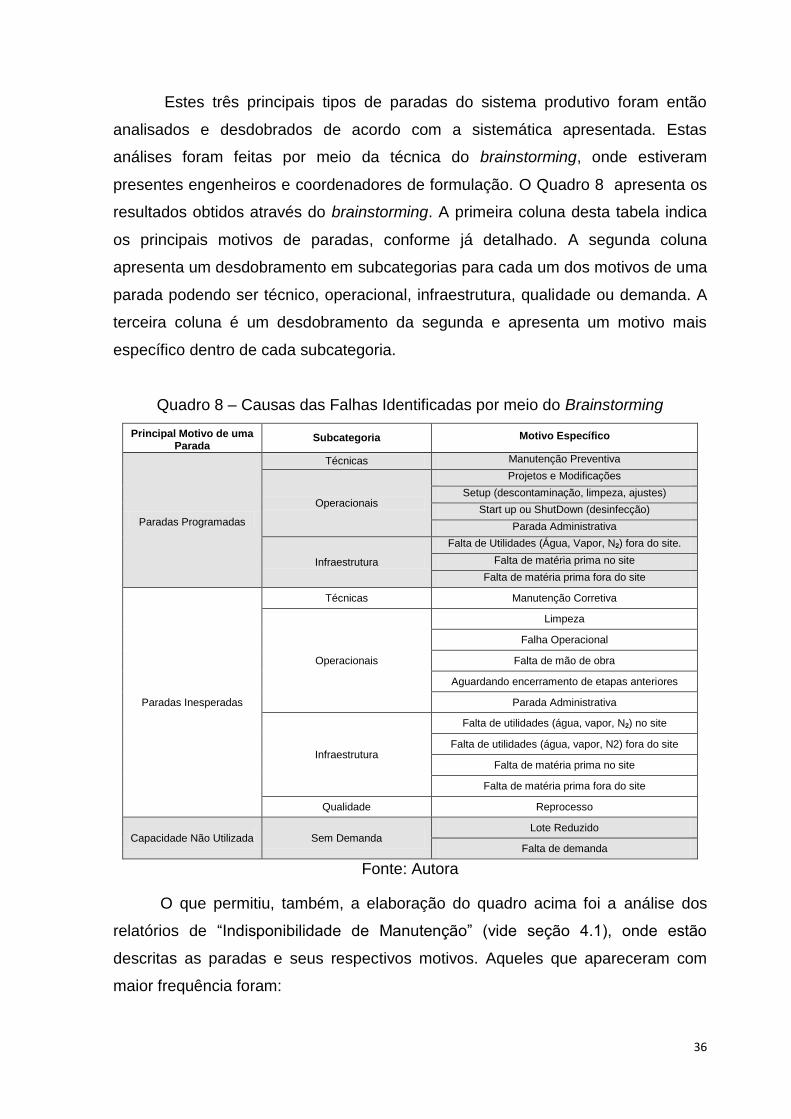
Estes três principais tipos de paradas do sistema produtivo foram então
analisados e desdobrados de acordo com a sistemática apresentada. Estas
análises foram feitas por meio da técnica do brainstorming, onde estiveram
presentes engenheiros e coordenadores de formulação. O Quadro 8 apresenta os
resultados obtidos através do brainstorming. A primeira coluna desta tabela indica
os principais motivos de paradas, conforme já detalhado. A segunda coluna
apresenta um desdobramento em subcategorias para cada um dos motivos de uma
parada podendo ser técnico, operacional, infraestrutura, qualidade ou demanda. A
terceira coluna é um desdobramento da segunda e apresenta um motivo mais
específico dentro de cada subcategoria.
Quadro 8 – Causas das Falhas Identificadas por meio do Brainstorming
Principal Motivo de uma Parada
Subcategoria Motivo Específico
Paradas Programadas
Técnicas Manutenção Preventiva
Operacionais
Projetos e Modificações
Setup (descontaminação, limpeza, ajustes)
Start up ou ShutDown (desinfecção)
Parada Administrativa
Infraestrutura
Falta de Utilidades (Água, Vapor, N2) fora do site.
Falta de matéria prima no site
Falta de matéria prima fora do site
Paradas Inesperadas
Técnicas Manutenção Corretiva
Operacionais
Limpeza
Falha Operacional
Falta de mão de obra
Aguardando encerramento de etapas anteriores
Parada Administrativa
Infraestrutura
Falta de utilidades (água, vapor, N2) no site
Falta de utilidades (água, vapor, N2) fora do site
Falta de matéria prima no site
Falta de matéria prima fora do site
Qualidade Reprocesso
Capacidade Não Utilizada Sem Demanda Lote Reduzido
Falta de demanda
Fonte: Autora
O que permitiu, também, a elaboração do quadro acima foi a análise dos
relatórios de “Indisponibilidade de Manutenção” (vide seção 4.1), onde estão
descritas as paradas e seus respectivos motivos. Aqueles que apareceram com
maior frequência foram:

37
1) Aumento da temperatura e/ou pressão - Não estão citados na árvore de
falhas porque é algo intrínseco ao processo, que ocorre naturalmente e não é
considerado uma falha operacional ou de equipamento, pois não há nada no
processo que aponte para a ocorrência de vazão maior, ou do aumento na
quantidade de esferas.
2) Aguardando o encerramento de etapas – um exemplo que pode ser dado
é da etapa de adensamento, quando o tanque ainda se encontra ocupado, já que o
produto ainda não está todo envasado. Neste caso, trata-se de paradas
inesperadas, devido a problemas operacionais.
3) Tamanho de partícula baixo – refere-se a partículas fora da
especificação, o que é considerado como parada inesperada devido a problemas
de qualidade.
4) Limpeza – entre um produto e outro é necessário a limpeza dos
equipamentos, através de uma desinfecção química, pois algumas das matérias
primas de um produto podem interferir de maneira negativa em outro produto. Caso
isso venha a ocorrer, um resultado indesejado pode ser a não eficiência do produto
no campo ou até mesmo a ocorrência de um efeito reverso ao que deveria
apresentar. Para evitar que isto ocorra, entre campanhas de produtos diferentes, os
equipamentos são devidamente limpados. Este tipo de limpeza química é
classificado como parada programada operacional.
5) Equipamento danificado (selo mecânico) – com o aumento da
temperatura, ou mesmo da pressão dentro do moinho, o selo mecânico deste
acaba por se danificar sendo necessário o seu conserto ou até mesmo a sua
substituição, esta falha é classificada como parada inesperada técnica.
4.3 Aplicação da FMEA
Com a etapa do brainstorming concluída, pode-se identificar as principais
causas de falhas. Desta forma, em uma segunda etapa fez-se uma FMEA para 11
das 21 causas apontadas no brainstorming. As 10 causas que não foram
analisados pela metodologia da FMEA são de controle externo à planta, como por
exemplo, quando faltam utilidades fora do site. Ou se repetiria a análise, como
exemplo pode ser citada a “parada administrativa” que é mencionada duas vezes
no quadro 8 (vide seção 4.2).
38
Desta maneira, com os modos de falhas melhor evidenciados, a relação
causa-efeito de cada um foi determinada, como também a forma de controle atual
sobre eles. Posteriormente quantificou-se os índices de severidade, ocorrência e
detecção, sendo atribuída uma pontuação de 1 a 10 para cada um destes. Com
esta etapa concluída pode-se obter o RPN de cada modo de falha, através da
multiplicação dos três índices citados e assim propor ações de melhorias a serem
tomadas.
No quadro 9 pode-se verificar as análises feitas para cada modo de falha
apontado pelo brainstorming.

1
Quadro 9 – FMEA: Análise de Modos e Efeitos de Falhas
Processo de Fabricação: Suspensão Concentrada Fábrica: XXXX
Produto: A e B Elaborado por: Autora
Função Modo de Falha Efeito Severidade Causa Ocorrência Controle Detecção RPN Ação Recomendada
Evitar possíveis
erros e falhas
dos
equipamentos
Manutenção
Preventiva
Falha do
equipamento por
falta de
manutenção
9 Falta de uma política de
incentivo 9 Não existente 4 324
Criação de políticas de
incentivo à manutenção
preventiva
Obter melhorias
que aumentem a
capacidade
produtiva do
processo
Projetos e
Modificações
Atrasos no
tempo de
produção
5
Falta de planejamento
adequado para que se
cumpra o prazo
5
Leadtime
estipulado no
ato da abertura
dos projetos
2 50
Melhor estudo dos
prazos estipulados,
para que realmente
possam ser cumpridos
Obter os níveis
adequados de
limpeza, para
que não se tenha
contaminantes
Setup
(descontaminação,
limpeza, ajustes)
Atrasos no
tempo de
produção
Contaminação
do produto
7
Falta de planejamento
Falta de mão de obra
Métodos Ineficientes de
controle
8
Planilha de
plano de
produção
4 224
Investigação da
principal causa de
atraso
Recomeçar a
produção após
modificações
Start up ou
ShutDown
(desinfecção)
Modificações
dos valores de
controles já
conhecidos
5
Falta de informação de
parâmetros anteriores
Falta de especificação
do equipamento
4
Planilhas com os
valores de
controles
parametrizados
durante testes
7 140
Melhor organização da
documentação e
controle mais efetivo
sobre seu
preenchimento
Cumprir
legislação
Parada
Administrativa
Falta de mão de
obra 1
Falta planejamento na
distribuição das pessoas 2
Planejamento
Operacional 2 4
Estudos preliminares
dos treinamentos

2
Quadro 9 – FMEA: Análise de Modos e Efeitos de Falhas (Continuação)
Processo de Fabricação: Suspensão Concentrada Fábrica:XXX
Produto: A e B Elaborado por: Autora
Função Modo de Falha Efeito Severidade Causa Ocorrência Controle Detecção RPN Ação Recomendada
Produzir o
Produto
Falta de Utilidades
(água, vapor, N2) no
site
Interrupção da
produção 3
Falta de
planejamento
Falta de
manutenção
adequada
2 Planejamento prévio 2 12 Planejamento integrado
Produzir o
Produto
Falta de matéria
prima no site
Interrupção da
produção 3
Planejamento
não
adequado
2
Controle de estoques
e previsão de
pedidos
2 12
Estudo de como
melhorar o controle de
estoques e pedidos
Corrigir erros e
falhas dos
equipamentos
danificados
Manutenção
Corretiva
Interrupção da
produção 9
Falta de
manutenção
preventiva
9
Relatório de
Indisponibilidade de
Manutenção
4 324
Incentivo à manutenção
preventiva
Treinamento
Colaboradores
Produzir o
Produto Falha Operacional
Interrupção da
produção 5
Instruções
operacionais não
adequadas ou
inexistentes
3
Divulgação dos
procedimentos
operacionais com
lista de presença
4 60
Revisão dos
procedimentos
operacionais
Dar
sequenciamento
ao processo
produtivo
Aguardando
encerramento de
etapas anteriores
Interrupção da
produção
3 Falta de tecnologia
e/ou automação do
processo
9 Inexistente 6 162
Estudo das novas
tecnologias de mercado
e como utilizá-las no
processo

3
Quadro 9 – FMEA: Análise de Modos e Efeitos de Falhas (Continuação)
Processo de Fabricação: Suspensão Concentrada Fábrica: XXX
Produto: A e B Elaborado por: Autora
Função Modo de Falha Efeito Severidade Causa Ocorrência Controle Detecção RPN Ação Recomendada
Retrabalhar o
produto para que
ele atenda a
especificação
requerida
Reprocesso
Atraso no
tempo de
produção
Gastos a mais
4
Erros durante a
formulação por
falta de atenção
do operador ou
por equipamento
não funcionando
adequadamente
Embalagem ou
rótulos
inadequados
6
Treinamento dos
operadores
Testes das
embalagens
7 168
Reciclagem periódica
dos operadores
Incentivo à manutenção
preventiva
Revisão dos rótulos
com certa periodicidade
Fonte: Autora

1
A análise da FMEA apresentada no quadro 9, revela que os maiores
valores de RPN são justamente para aqueles modos de falhas que foram relatados
pelo relatório de “Indisponibilidade de Manutenção” (vide seção 4.2).
É importante ressaltar a relevância de se colocar em prática as ações
recomendadas com maiores valores de RPN primeiramente. Vê-se que os quatro
modos de falhas que possuem maior RPN são: manutenção preventiva empatada
com manutenção corretiva, com 324 pontos; desta forma a ação de melhoria
recomendada foi a criação de políticas de incentivo à manutenção preventiva. Em
seguida tem-se o setup (descontaminação, limpeza) com 224 pontos. Este modo
de falha possui mais de uma causa raiz, portanto, propôs-se uma investigação para
que se encontre a principal. Em quarto lugar está o reprocesso com 168 pontos,
sendo sugeridas três ações de melhorias, entre elas o incentivo à manutenção
preventiva.
Todos os 11 modos de falhas analisados receberam sugestões de ações de
melhorias. Observando as ações propostas verifica-se que o incentivo à
manutenção preventiva é o mais citado. A empresa deve agora fazer uma
avaliação da sua política de manutenção. Outro ponto que pode ser levantado, foi a
recomendação em mais de um modo de falha, quanto a verificação periódica de
documentos e de se efetuar treinamentos. Verifica-se, portanto, que para se atingir
a excelência operacional, deve-se sempre revisar e observar o que está sendo feito
e como isto acontece; com certeza oportunidades de melhorias aparecerão.
4.4 Diagrama de Pareto
Para uma rápida identificação dos conceitos obtidos por meio da FMEA
gerou-se um diagrama de pareto. Nele pode-se observar quais os modos de
falhas com maior RPN e qual o seu impacto quando são acumulados.
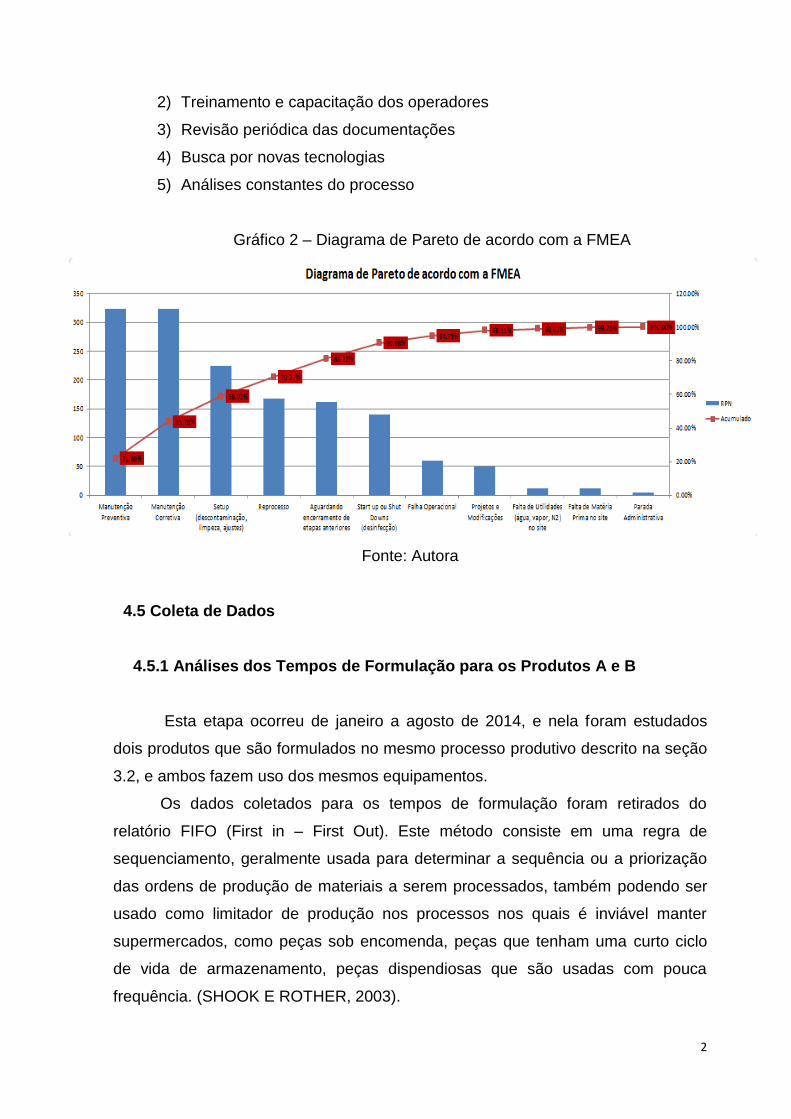
Observa-se que manutenção preventiva aliada à manutenção corretiva
representa quase 50% do risco de falha desta planta. Isto nos diz que a
intervenção da manutenção nos equipamentos da planta se dá com grande
frequência.
Desta forma, alguns pontos de melhorias podem ser levantados para o
sistema estudado; são eles:
1) Incentivo à manutenção preventiva
2
2) Treinamento e capacitação dos operadores
3) Revisão periódica das documentações
4) Busca por novas tecnologias
5) Análises constantes do processo
Gráfico 2 – Diagrama de Pareto de acordo com a FMEA
Fonte: Autora
4.5 Coleta de Dados
4.5.1 Análises dos Tempos de Formulação para os Produtos A e B
Esta etapa ocorreu de janeiro a agosto de 2014, e nela foram estudados
dois produtos que são formulados no mesmo processo produtivo descrito na seção
3.2, e ambos fazem uso dos mesmos equipamentos.
Os dados coletados para os tempos de formulação foram retirados do
relatório FIFO (First in – First Out). Este método consiste em uma regra de
sequenciamento, geralmente usada para determinar a sequência ou a priorização
das ordens de produção de materiais a serem processados, também podendo ser
usado como limitador de produção nos processos nos quais é inviável manter
supermercados, como peças sob encomenda, peças que tenham uma curto ciclo
de vida de armazenamento, peças dispendiosas que são usadas com pouca
frequência. (SHOOK E ROTHER, 2003).

3
Dessa forma, o FIFO é um método de controle de estoque, que indica que o
material que deve ser retirado do almoxarifado é aquele que está há mais tempo no
setor, ou seja, o primeiro que entrou. O método proporciona um maior controle de
produtos, reduzindo a possibilidade de haver produtos ultrapassados do prazo de
validade e, portanto, descartados, prejudicando a empresa em diversos fatores
(VIANA, 2002; NOVAES, 2004).
Assim, por meio do FIFO obteve-se o início e o término de cada lote, sendo
possível a determinação do tempo de formulação para os dois produtos em
questão (Tempos de Formulação para o Produto A / Produto B). Com esta análise
foi possível determinar o golden batch para cada produto, ou seja, qual foi o lote
que teve o menor tempo de produção, devendo o mesmo ser adotado como padrão
a ser implementado.
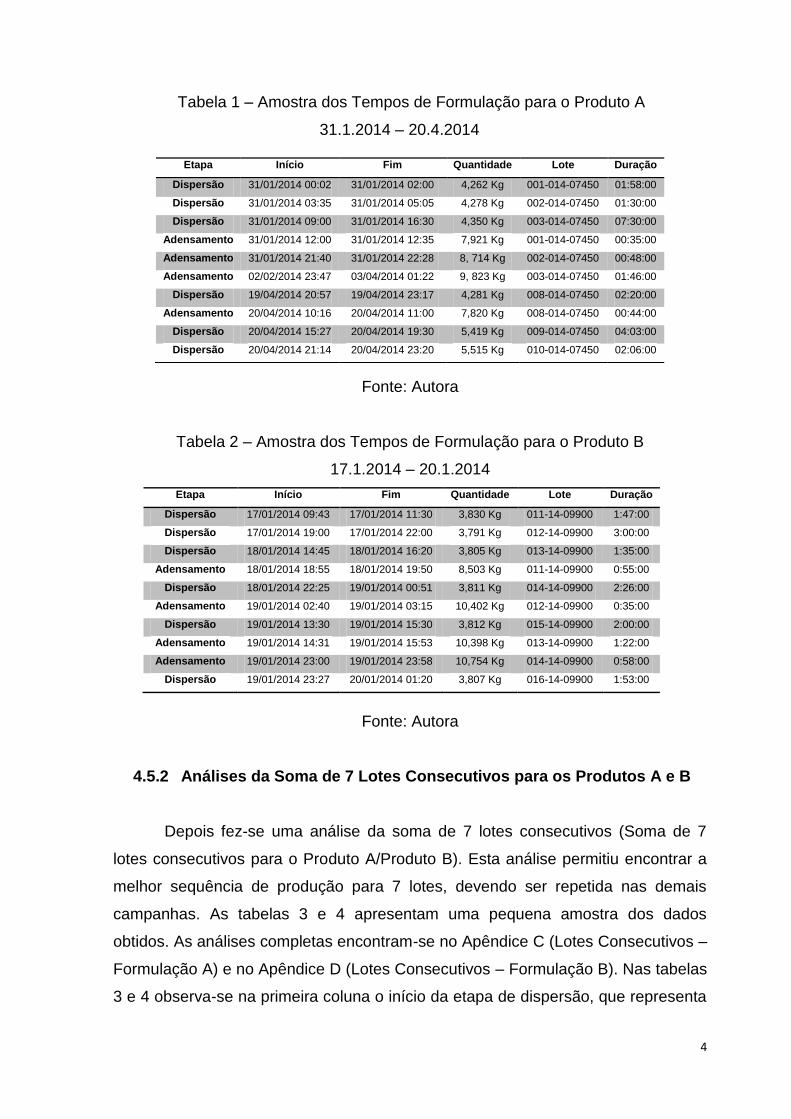
Os dados completos obtidos encontram-se no Apêndice A (Formulação A) e
Apêndice B (Formulação B). As tabelas 1 e 2 apresentam uma amostra dos dados
obtidos. Em ambas as tabelas, a primeira coluna apresenta a etapa do processo
produtivo: adensamento ou dispersão; a segunda coluna apresenta os dados
referentes ao momento exato do início do processamento de cada lote e a terceira
coluna apresenta os dados referentes ao momento exato do final da referente
etapa. Os dados da quarta coluna referem-se à quantidade que foi produzida em
cada etapa por lote e os dados da quinta coluna referem-se ao número do lote
conforme classificação interna da fábrica. Por fim, os dados da sexta e última
coluna possuem o tempo de duração de cada etapa, ou seja, a diferença entre o
tempo da terceira coluna (tempo final) subtraído do tempo da segunda coluna
(tempo inicial).
4
Tabela 1 – Amostra dos Tempos de Formulação para o Produto A
31.1.2014 – 20.4.2014
Fonte: Autora
Tabela 2 – Amostra dos Tempos de Formulação para o Produto B
17.1.2014 – 20.1.2014
Etapa Início Fim Quantidade Lote Duração
Dispersão 17/01/2014 09:43 17/01/2014 11:30 3,830 Kg 011-14-09900 1:47:00
Dispersão 17/01/2014 19:00 17/01/2014 22:00 3,791 Kg 012-14-09900 3:00:00
Dispersão 18/01/2014 14:45 18/01/2014 16:20 3,805 Kg 013-14-09900 1:35:00
Adensamento 18/01/2014 18:55 18/01/2014 19:50 8,503 Kg 011-14-09900 0:55:00
Dispersão 18/01/2014 22:25 19/01/2014 00:51 3,811 Kg 014-14-09900 2:26:00
Adensamento 19/01/2014 02:40 19/01/2014 03:15 10,402 Kg 012-14-09900 0:35:00
Dispersão 19/01/2014 13:30 19/01/2014 15:30 3,812 Kg 015-14-09900 2:00:00
Adensamento 19/01/2014 14:31 19/01/2014 15:53 10,398 Kg 013-14-09900 1:22:00
Adensamento 19/01/2014 23:00 19/01/2014 23:58 10,754 Kg 014-14-09900 0:58:00
Dispersão 19/01/2014 23:27 20/01/2014 01:20 3,807 Kg 016-14-09900 1:53:00
Fonte: Autora
4.5.2 Análises da Soma de 7 Lotes Consecutivos para os Produtos A e B
Depois fez-se uma análise da soma de 7 lotes consecutivos (Soma de 7
lotes consecutivos para o Produto A/Produto B). Esta análise permitiu encontrar a
melhor sequência de produção para 7 lotes, devendo ser repetida nas demais
campanhas. As tabelas 3 e 4 apresentam uma pequena amostra dos dados
obtidos. As análises completas encontram-se no Apêndice C (Lotes Consecutivos –
Formulação A) e no Apêndice D (Lotes Consecutivos – Formulação B). Nas tabelas
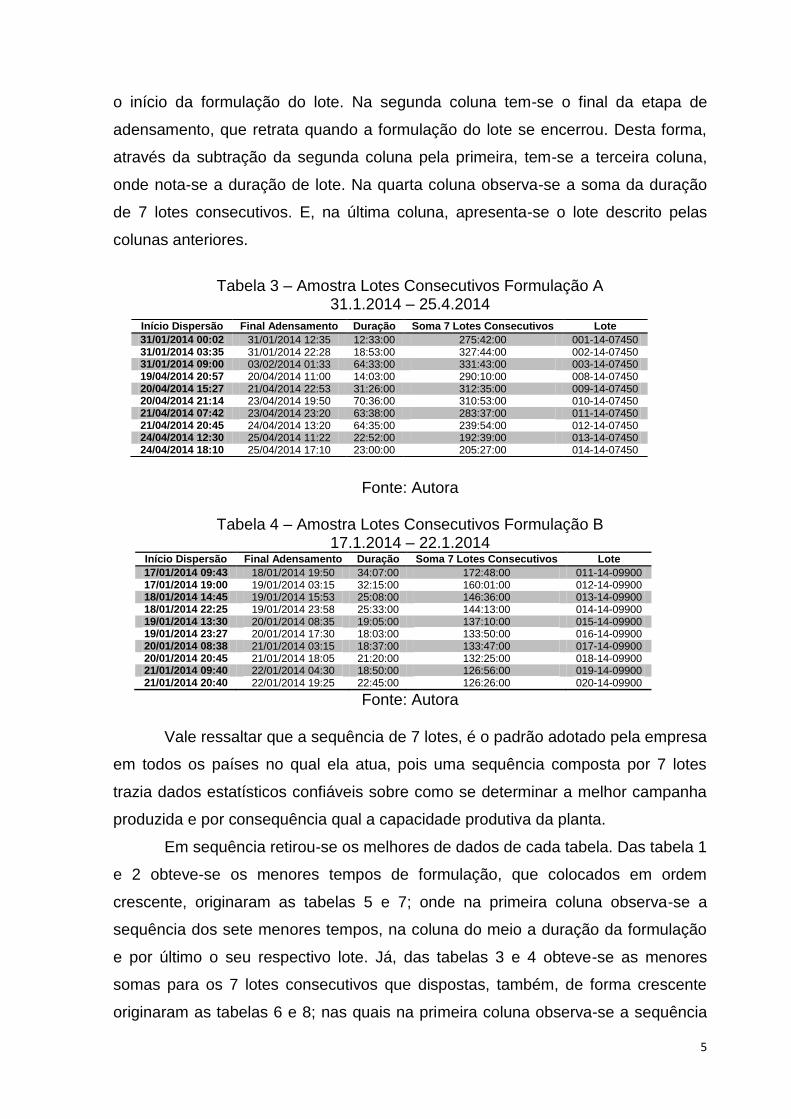
3 e 4 observa-se na primeira coluna o início da etapa de dispersão, que representa
Etapa Início Fim Quantidade Lote Duração
Dispersão 31/01/2014 00:02 31/01/2014 02:00 4,262 Kg 001-014-07450 01:58:00
Dispersão 31/01/2014 03:35 31/01/2014 05:05 4,278 Kg 002-014-07450 01:30:00
Dispersão 31/01/2014 09:00 31/01/2014 16:30 4,350 Kg 003-014-07450 07:30:00
Adensamento 31/01/2014 12:00 31/01/2014 12:35 7,921 Kg 001-014-07450 00:35:00
Adensamento 31/01/2014 21:40 31/01/2014 22:28 8, 714 Kg 002-014-07450 00:48:00
Adensamento 02/02/2014 23:47 03/04/2014 01:22 9, 823 Kg 003-014-07450 01:46:00
Dispersão 19/04/2014 20:57 19/04/2014 23:17 4,281 Kg 008-014-07450 02:20:00
Adensamento 20/04/2014 10:16 20/04/2014 11:00 7,820 Kg 008-014-07450 00:44:00
Dispersão 20/04/2014 15:27 20/04/2014 19:30 5,419 Kg 009-014-07450 04:03:00
Dispersão 20/04/2014 21:14 20/04/2014 23:20 5,515 Kg 010-014-07450 02:06:00
5
o início da formulação do lote. Na segunda coluna tem-se o final da etapa de
adensamento, que retrata quando a formulação do lote se encerrou. Desta forma,
através da subtração da segunda coluna pela primeira, tem-se a terceira coluna,
onde nota-se a duração de lote. Na quarta coluna observa-se a soma da duração
de 7 lotes consecutivos. E, na última coluna, apresenta-se o lote descrito pelas
colunas anteriores.
Tabela 3 – Amostra Lotes Consecutivos Formulação A 31.1.2014 – 25.4.2014
Fonte: Autora
Tabela 4 – Amostra Lotes Consecutivos Formulação B
17.1.2014 – 22.1.2014 Início Dispersão Final Adensamento Duração Soma 7 Lotes Consecutivos Lote
17/01/2014 09:43 18/01/2014 19:50 34:07:00 172:48:00 011-14-09900 17/01/2014 19:00 19/01/2014 03:15 32:15:00 160:01:00 012-14-09900 18/01/2014 14:45 19/01/2014 15:53 25:08:00 146:36:00 013-14-09900 18/01/2014 22:25 19/01/2014 23:58 25:33:00 144:13:00 014-14-09900 19/01/2014 13:30 20/01/2014 08:35 19:05:00 137:10:00 015-14-09900 19/01/2014 23:27 20/01/2014 17:30 18:03:00 133:50:00 016-14-09900 20/01/2014 08:38 21/01/2014 03:15 18:37:00 133:47:00 017-14-09900 20/01/2014 20:45 21/01/2014 18:05 21:20:00 132:25:00 018-14-09900 21/01/2014 09:40 22/01/2014 04:30 18:50:00 126:56:00 019-14-09900 21/01/2014 20:40 22/01/2014 19:25 22:45:00 126:26:00 020-14-09900
Fonte: Autora
Vale ressaltar que a sequência de 7 lotes, é o padrão adotado pela empresa
em todos os países no qual ela atua, pois uma sequência composta por 7 lotes
trazia dados estatísticos confiáveis sobre como se determinar a melhor campanha
produzida e por consequência qual a capacidade produtiva da planta.
Em sequência retirou-se os melhores de dados de cada tabela. Das tabela 1
e 2 obteve-se os menores tempos de formulação, que colocados em ordem
crescente, originaram as tabelas 5 e 7; onde na primeira coluna observa-se a
sequência dos sete menores tempos, na coluna do meio a duração da formulação
e por último o seu respectivo lote. Já, das tabelas 3 e 4 obteve-se as menores
somas para os 7 lotes consecutivos que dispostas, também, de forma crescente
originaram as tabelas 6 e 8; nas quais na primeira coluna observa-se a sequência
Início Dispersão Final Adensamento Duração Soma 7 Lotes Consecutivos Lote
31/01/2014 00:02 31/01/2014 12:35 12:33:00 275:42:00 001-14-07450 31/01/2014 03:35 31/01/2014 22:28 18:53:00 327:44:00 002-14-07450 31/01/2014 09:00 03/02/2014 01:33 64:33:00 331:43:00 003-14-07450 19/04/2014 20:57 20/04/2014 11:00 14:03:00 290:10:00 008-14-07450 20/04/2014 15:27 21/04/2014 22:53 31:26:00 312:35:00 009-14-07450 20/04/2014 21:14 23/04/2014 19:50 70:36:00 310:53:00 010-14-07450 21/04/2014 07:42 23/04/2014 23:20 63:38:00 283:37:00 011-14-07450 21/04/2014 20:45 24/04/2014 13:20 64:35:00 239:54:00 012-14-07450 24/04/2014 12:30 25/04/2014 11:22 22:52:00 192:39:00 013-14-07450 24/04/2014 18:10 25/04/2014 17:10 23:00:00 205:27:00 014-14-07450

6
de 3 menores somas de formulação de 7 lotes consecutivos, na segunda coluna a
soma das duração destes 7 lotes, na terceira coluna diz-se quais são estes lotes,
na quarta se encontra uma média da quantidade produzida por eles, e por último
uma média da coluna anterior, que será adotada como quantidade padrão para
produção.
Tabela 5 - Menores tempos de Formulação A
Sequência Duração da Formulação Lote
1 12:33:00 001-14-07450 2 14:03:00 008-14-07450 3 14:25:00 025-14-09700 4 14:50:00 028-14-09700 5 15:18:00 023-14-09700 6 15:35:00 026-14-09700 7 15:39:00 024-14-09700
Fonte: Autora
Da tabela 5, verifica-se que o lote “001-14-07450” foi o lote com menor
tempo de duração – 12horas e 33 minutos -, desta forma, o mais rápido a ser
produzido, seguido pelo lote “008 -14-07450” e assim em diante.
Tabela 6 - Menor soma consecutiva de 7 lotes Formulação A
Sequência Duração de 7 Lotes
Consecutivos
Lotes Correspondentes Média Produzida Nestes
Lotes
Quantidade
Padrão
1 118:00:00 022 ao 028 10948 Kg 10981Kg
2 122:12:00 023 ao 029 11028 Kg
3 146:34:00 024 ao 030 10965 Kg
Fonte: Autora
Da tabela 6, verifica-se que a sequência de 7 lotes consecutivos que teve
menor tempo, foi iniciada no lote “022” e terminou no lote “028” e teve como
quantidade produzida por lote uma média de 10948Kg. Este mesmo raciocínio
pode-se adotar para as linhas seguintes. E, observa-se que na quinta coluna foi
feito uma média da coluna anterior, encontrando-se o valor de 10981Kg, que pode
ser considerado como a capacidade máxima de produção do produto A, neste
processo, no menor tempo possível.
7
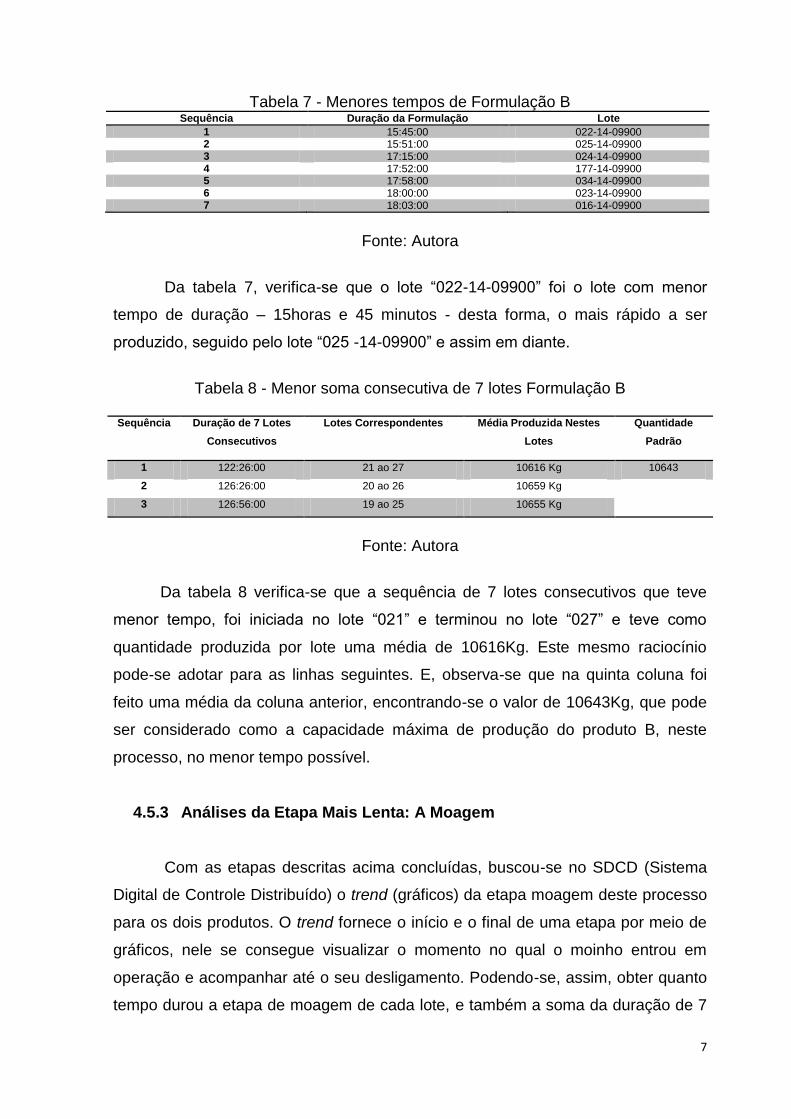
Tabela 7 - Menores tempos de Formulação B Sequência Duração da Formulação Lote
1 15:45:00 022-14-09900 2 15:51:00 025-14-09900 3 17:15:00 024-14-09900 4 17:52:00 177-14-09900 5 17:58:00 034-14-09900 6 18:00:00 023-14-09900 7 18:03:00 016-14-09900
Fonte: Autora
Da tabela 7, verifica-se que o lote “022-14-09900” foi o lote com menor
tempo de duração – 15horas e 45 minutos - desta forma, o mais rápido a ser
produzido, seguido pelo lote “025 -14-09900” e assim em diante.
Tabela 8 - Menor soma consecutiva de 7 lotes Formulação B
Sequência Duração de 7 Lotes
Consecutivos
Lotes Correspondentes Média Produzida Nestes
Lotes
Quantidade
Padrão
1 122:26:00 21 ao 27 10616 Kg 10643
2 126:26:00 20 ao 26 10659 Kg
3 126:56:00 19 ao 25 10655 Kg
Fonte: Autora
Da tabela 8 verifica-se que a sequência de 7 lotes consecutivos que teve
menor tempo, foi iniciada no lote “021” e terminou no lote “027” e teve como
quantidade produzida por lote uma média de 10616Kg. Este mesmo raciocínio
pode-se adotar para as linhas seguintes. E, observa-se que na quinta coluna foi
feito uma média da coluna anterior, encontrando-se o valor de 10643Kg, que pode
ser considerado como a capacidade máxima de produção do produto B, neste
processo, no menor tempo possível.
4.5.3 Análises da Etapa Mais Lenta: A Moagem
Com as etapas descritas acima concluídas, buscou-se no SDCD (Sistema
Digital de Controle Distribuído) o trend (gráficos) da etapa moagem deste processo
para os dois produtos. O trend fornece o início e o final de uma etapa por meio de
gráficos, nele se consegue visualizar o momento no qual o moinho entrou em
operação e acompanhar até o seu desligamento. Podendo-se, assim, obter quanto
tempo durou a etapa de moagem de cada lote, e também a soma da duração de 7

8
moagens consecutivas. Desta forma, uma pequena amostra dos dados coletados
pode ser verificada nas tabelas 9 e 10 (Moagem Formulação A/Formulação B) em
que, na primeira coluna tem-se o início da etapa de moagem, na segunda coluna o
final desta etapa. Calculou-se a duração da mesma na terceira coluna, e na quarta
a soma de 7 lotes consecutivos e, na última coluna tem-se o lote em questão. Os
dados completos podem ser encontrados, respectivamente, nos Apêndice E
(Moagem Formulação A) e F (Moagem Formulação B).
Tabela 9 – Amostra Moagem Formulação A 31.1.2014 – 25.4.2014
Fonte: Autora
Tabela 10 – Amostra Moagem Formulação B 17.1.2014 – 22.1.2014
Início Moagem Final Moagem Duração Soma 7 Lotes Consecutivos Lote
17/01/2014 17:12 18/01/2014 01:05 07:53:00 54:27:00 011-14-09900 18/01/2014 03:26 18/01/2014 12:38 09:12:00 54:51:00 012-14-09900 18/01/2014 19:58 19/01/2014 03:34 07:36:00 45:39:00 013-14-09900 19/01/2014 01:15 19/01/2014 08:38 07:23:00 46:39:00 014-14-09900 19/01/2014 16:57 20/01/2014 00:13 07:16:00 46:55:00 015-14-09900 20/01/2014 02:49 20/01/2014 10:02 07:13:00 39:39:00 016-14-09900 20/01/2014 11:27 20/01/2014 19:21 07:54:00 32:26:00 017-14-09900 21/01/2014 08:42 21/01/2014 16:59 08:17:00 32:06:00 018-14-09900
019-14-09900 21/01/2014 23:01 22/01/2014 07:37 08:36:00 31:20:00 020-14-09900
Fonte: Autora
Posteriormente, foi feita uma análise destes dados (Apêndices E e F) e os
melhores de cada tabela (Moagem Formulação A/Formulação B) foram extraídos,
ou seja, os menores tempos de moagem para cada formulação, que estão
retratados nas tabelas 11 e 12:
Início Moagem Final Moagem Duração Soma 7 Lotes Consecutivos Lote
31/01/2014 03;35 31/01/2014 07:00 3:25:26 22:41:00 001-14-07450 31/01/2014 08:02 31/01/2014 11:24 3:22:00 24:01:00 002-14-07450 31/01/2014 20:59 31/01/2014 23:54 2:55:00 25:31:00 003-14-07450 20/04/2014 01:30 20/04/2014 05:12 3:42:00 27:27:00 008-14-07450 20/04/2014 22:10 21/04/2014 01:37 4:27:00 26:17:00 009-14-07450 21/04/2014 03:24 21/04/2014 08:14 4:50:00 27:06:00 010-14-07450
011-14-07450 21/04/2014 23:30 22/04/2014 04:15 4:45:00 27:36:00 012-14-07450 24/04/2014 18:01 24/04/2014 22:53 4:52:00 28:26:00 013-14-07450 25/04/2014 00:22 25/04/2014 05:13 4:51:00 28:25:00 014-14-07450
9
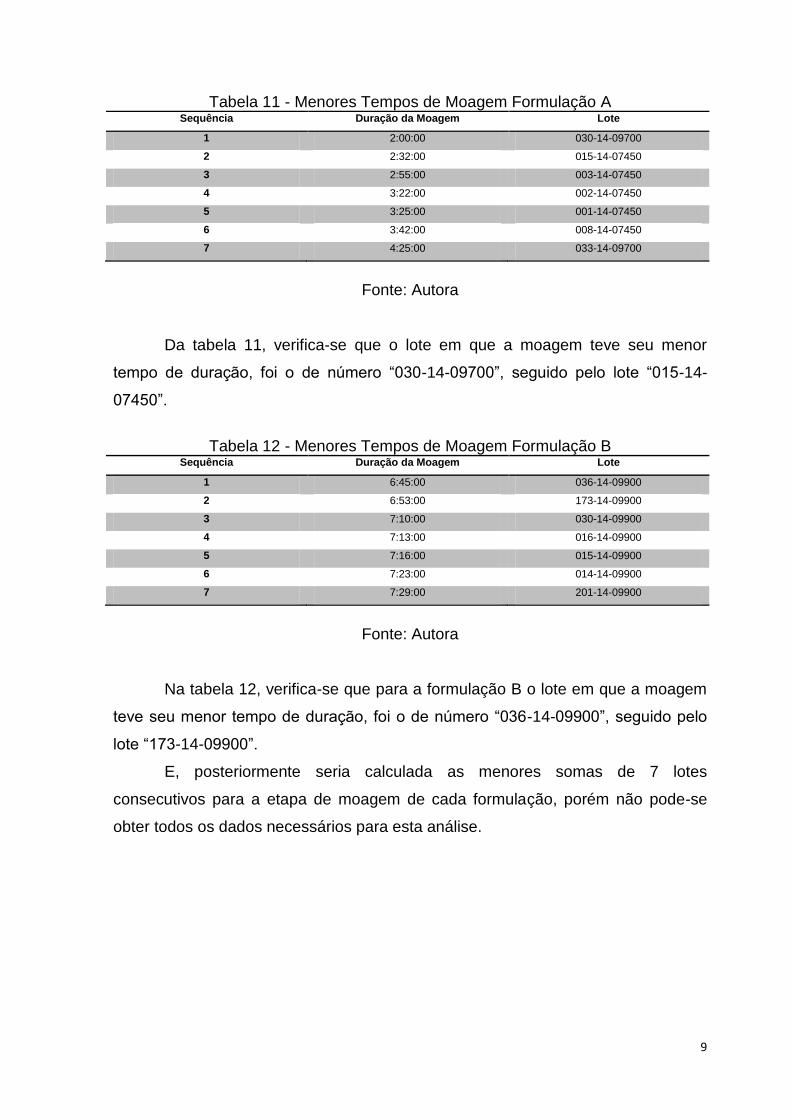
Tabela 11 - Menores Tempos de Moagem Formulação A Sequência Duração da Moagem Lote
1 2:00:00 030-14-09700
2 2:32:00 015-14-07450
3 2:55:00 003-14-07450
4 3:22:00 002-14-07450
5 3:25:00 001-14-07450
6 3:42:00 008-14-07450
7 4:25:00 033-14-09700
Fonte: Autora
Da tabela 11, verifica-se que o lote em que a moagem teve seu menor
tempo de duração, foi o de número “030-14-09700”, seguido pelo lote “015-14-
07450”.
Tabela 12 - Menores Tempos de Moagem Formulação B Sequência Duração da Moagem Lote
1 6:45:00 036-14-09900
2 6:53:00 173-14-09900
3 7:10:00 030-14-09900
4 7:13:00 016-14-09900
5 7:16:00 015-14-09900
6 7:23:00 014-14-09900
7 7:29:00 201-14-09900
Fonte: Autora
Na tabela 12, verifica-se que para a formulação B o lote em que a moagem
teve seu menor tempo de duração, foi o de número “036-14-09900”, seguido pelo
lote “173-14-09900”.
E, posteriormente seria calculada as menores somas de 7 lotes
consecutivos para a etapa de moagem de cada formulação, porém não pode-se
obter todos os dados necessários para esta análise.

10
4.5.4 Análise Comparativa entre o Tempo de Formulação e o Tempo de
Moagem do Produto
Visando analisar se o moinho é a etapa gargalo deste processo, foi feita
uma comparação entre as tabelas 5 e 7 (Menores Tempos de Formulação A/B)
com as tabelas 11 e12 (Menores Tempos de Moagem Formulação A/B).
Entende-se que o tempo menor de formulação, para um lote, encontrados
nas tabelas 5 e 7 deve ser correspondente ao menor tempo de moagem, dado
pelas tabelas 11 e 12. Fez-se, então, uma comparação entre estas tabelas para
cada formulação.
1) Para a formulação A:
Vê-se que apenas os lotes “001-14-07450” e “008-14-07450” aparecem
ambas. Todos os demais lotes são distintos. Isto, portanto, não nos permite dizer,
com precisão, que o moinho é a etapa gargalo da formulação A.
2) Para a formulação B:
Vê-se que apenas o lote “016-14-09900” aparece em ambas. Isto, também,
não nos permite dizer, com precisão, que o moinho é a etapa gargalo da
formulação B.
4.6 Discussão dos Resultados apresentados
No presente estudo buscou-se utilizar a ferramenta FMEA para identificar os
modos de falhas que ocorrem neste processo produtivo (vide seção 3.2). Ela
permitiu encontrar os pontos críticos do mesmo e, também, propor ações de
melhorias que possam diminuir os riscos apontados.
Observa-se que o modo de falha manutenção, seja preventiva ou corretiva,
apareceu com grande destaque neste processo, ambas com 324 pontos e, que
juntas chegam a cerca de 50% das causas de riscos - informação esta apurada
através do diagrama de pareto. Portanto, deve ser priorizado. Deve-se incentivar a
11
política de manutenção preventiva. Quanto à manutenção corretiva, deve-se ter
uma melhor capacitação dos seus colaboradores, para que as operações sejam
feitas mais rapidamente e com melhor precisão, para que uma nova intervenção
não seja necessária.
Outra oportunidade de melhoria encontrada foi quanto a capacitação e
treinamento dos colaboradores. Isto pode ser feito por aqueles que têm mais
experiência.
Verifica-se também que com uma periodicidade de revisão dos documentos
utilizados pela fábrica pode-se diminuir alguns dos modos de falhas, como por
exemplo, as falhas operacionais.
Para nenhum dos 11 modos de falhas estudados, foi apontada alguma ação
de melhoria que demandasse alto custo. Vê-se, portanto, que uma ferramenta
como a FMEA é eficaz na determinação de quais são os riscos do seu processo, e
também ao dizer qual deve ser priorizado.
Observa-se, também, que a união da FMEA com o gráfico de pareto é de
grande utilidade, pois este permite identificar de forma mais rápido os resultados
obtidos por ela.
Quanto à coleta de dados, e determinação do gargalo esperava-se
encontrar uma correspondência entre os tempos de moagem e o tempo total de
formulação, pois onde a moagem demorasse mais, provavelmente seria o lote com
maior tempo total de formulação. Porém, não foi o que ocorreu.
Os resultados obtidos permitem observar que ter adotado a etapa de
moagem como gargalo deste processo, não foi uma boa opção. Visto que somente
em alguns casos o tempo de maior moagem coincide com o tempo maior de
formulação.
Recomenda-se à empresa que continue a coleta de dados, porém com uma
outra etapa, ou que faça o monitoramento do processo como um todo, para que
possa, de fato encontrar a real etapa gargalo deste processo.
Como resultado deste trabalho, deixa-se à empresa a sugestão de um novo
relatório, onde as falhas que serão adotadas (vide seção 4.2) representarão de
maneira assertiva o que realmente acontece neste processo, sem, porém, conter
informações desnecessárias. Neste relatório poderá observar-se na primeira coluna
o início da parada, na segunda o seu término. A terceira e a quarta coluna estão
relacionadas com a falha, naquela diz-se o seu motivo e nesta a sua descrição,

12
ambas de acordo com o modelo aqui apresentado na seção 4.2. Na quinta coluna
será informado o produto e na sexta o seu respectivo lote. A penúltima coluna dirá
qual a condição do processo no momento da falha; ou seja:
1) Se não estava produzindo,
2) Se estava produzindo e o processo foi interrompido ou
3) Se continuou produzindo porém com uma capacidade reduzida.
E, a última coluna será informado quem observou a falha relatada.
Quadro 10 – Modelo Relatório Proposto
Início Parada Fim da Parada Motivo da
Falha Descrição da
Falha Produto Lote
Condição do Processo no momento da
Falha
Responsável
Fonte: Autora
Um resultado positivo desse estudo foi a determinação do o golden batch
para os dois produtos estudados, conforme explicado anteriormente (vide seção
4.3.2), e representado na última coluna das tabelas 6 e 8.
Produto A: capacidade máxima de 10981 Kg
Produto B: capacidade máxima de 10643 Kg

13
5. CONCLUSÃO
Ao final deste trabalho, obtiveram-se as seguintes respostas:
1) Como principal modo de falha deste processo encontrou-se a falta de
uma boa política de manutenção, chegando a cerca de 50% dos riscos
do processo.
2) Para a formulação do produto A, este processo tem a capacidade
máxima de 10981 Kg, e para o produto B de 10643 Kg. Estes são os
valores que deverão ser adotados como o golden batch para cada um
dos produtos, respectivamente.
3) O moinho é o equipamento que mais falha, e o que mais precisa de
intervenções por parte da manutenção. Porém, não se pode afirmar que
ele é realmente o gargalo do processo, visto que somente em alguns
casos o tempo de maior moagem coincide com o tempo maior de
formulação. Portanto, verifica-se que, por meio de uma árvore de falhas
fidedigna pode-se determinar quais os motivos de parada de um
processo e, até mesmo, com qual incidência ele ocorre.
4) Não foi possível afirmar que o moinho é o gargalo deste processo, mas,
sim que ele falha constantemente, talvez seja necessária uma árvore de
falhas mais específica, onde se possa determinar quais os motivos que
levam o moinho a parar, para que se possa dizer, com precisão, se
apenas um ajuste será necessário ou se será preciso realmente uma
substituição do equipamento.
Desta forma, apesar de não encontrar por definitivo a etapa gargalo do
processo em questão, o presente estudo mostrou que com uma coleta de dados e
através de uma árvore de falhas pode-se determinar a etapa gargalo de um
processo e quais os motivos que a levam a ser a etapa mais lenta. Sendo possível,
também, determinar quão confiável e disponível um equipamento é.
Este trabalho mostrou também como é possível a determinação da
capacidade máxima de um processo produtivo. E, como se pode observar, neste
estudo a capacidade máxima dos dois produtos foi aumentada, sem ser necessária
nenhuma modificação no processo produtivo, apenas este estudo comprovou que a
planta tem capacidade de produzir mais do que produz atualmente.

14
Sugere-se que seja continuada a investigação deste processo produtivo até
que se determine, de fato, qual é a sua etapa gargalo.
15
REFERÊNCIAS BIBLIOGRÁFICAS
ABIFINA, 2011 http://www.abifina.org.br/factoNoticia.asp?cod=435
AGUIAR, Dimas C.; SALOMON, Valério A. P. Avaliação da prevenção de falhas em processos utilizando métodos de tomada de decisão. Produção, v.17, n.3, p. 502-519, set./dez. 2007. Disponível em: < http://www.scielo.br/pdf/prod/v17n3/a08v17n3.pdf>. Acesso em: 02 mai. 2014.
APICS Dictionary, The American Production and Inventory Control Society, 500 West Annadale Road, Falls Church, Virginia, 5th Edition, 1994.
BARREIRA, Mauricio. Formação de Gestores da Qualidade. Wise Consultoria e Treinamentos,2010.a.
BASF. Disponível em < http://www.basf.com.br/sac/web/brazil/pt_BR/sobre-a-basf/index> Acesso em: 02.mai.2014.
BAXTER, M. Projeto de Produto - Guia Prático para o Desenvolvimento de novos Produtos. São Paulo,Editora Edgar Blücher, 1998.
CEINFO. Disponível em < http://www.ceinfo.cnpat.embrapa.br/arquivos/artigo_657.pdf> Acesso em: 13.mai.2014.
CHIN, Kwai-Sang, WANG , Ying-Ming, POON, Gary Ka Kwai; YANG, Jian-Bo. Failure Mode and Effects Analysis by Data Envelopment Analysis. Decision Support Systems, v. 48, p. 246-256, 2009.
GHINATO, P. Sistema Toyota de produção: mais do que simplesmente Just-In-Time. Caxias do Sul: Editora da Universidade de Caxias do Sul, 1996.
GIOVANETTI, Lucas. Análise do Processo de Fabricação da Válvula Dispersora Utilizando FMEA. Monografia. Universidade Federal de Itajubá, Minas Gerais, 2010.
GOMES, A. Princípio de Pareto. Disponível em: <http://www.brasilacademico.com>. Acesso em: 10 de dezembro de 2014.
HANSEN, R. C. Eficiência Global de Equipamentos: uma poderosa ferramenta de produção/manutenção para o aumento dos lucros. Porto Alegre, Bookman, p.217, 29, 31, 26, 37, 60, 92, 169, 172, 140, 2006.
HELMAN, H.; ANDEREY, P. R .P. Análise de falhas: aplicação dos métodos de FMEA e FTA. Belo Horizonte:Fundação Cristiano Ottoni, 1995.
INDÚSTRIA HOJE. Disponível em: <http://www.industriahoje.com.br/fmea> Acesso em: 10.dez.2014.
INSTITUTO BIOLÓGICO. Disponível em: <http://www.biologico.sp.gov.br/docs/bio/v71_1/prisco_palestra.pdf> Acesso em: 02.mai.2014.
16
LAFRAIA, J. R. B. Manual de Confiabilidade, Mantenabilidade e Disponibilidade. 2. ed. Rio de Janeiro: Qualitymark: Petrobrás, 2001.
MIGUEL, P. A. C. Qualidade: enfoques e ferramentas. São Paulo: Arttliber Editora, 2001.
NOVAES, A. G. Logística e gerenciamento da cadeia de distribuição: estratégia, operação e avaliação. Rio de Janeiro: Elsevier, 2004.
NUFARM: Six Big Losses. Disponível em: < http://www.nufarm.com/BR/Inicio >. Acesso em: 29.nov.2014
PALADY, P. FMEA: Análise dos modos de falha e efeitos: prevendo e prevenindo problemas antes que acorram. Outras palavras (trad.). São Paulo: IMAM, 1997.
REBELATO, G. M. ; FERNANDES, R. M. J.; RODRIGUES, M. A. Proposta de Integração entre Métodos para Planejamento e Controle da Qualidade. Revista Produção. Ponta Grossa, 2008.
RODRIGUES, Luana. Análise de Valor da Máquina de Costura Convencional na empresa Singer doBrasil com Utilização das Ferramentas dos Seis Sigma. Juazeiro do Norte: URCA, 2012.
SANTOS, A. Gestão da Qualidade. Belo Horizonte: Fundação Getúlio Vargas, (2004)
SHOOK, J ; ROTHER, M. Apredendo a enxergar: mapeando o fluxo de valor e eliminar o desperdício. São Paulo. 2003.
VIANA, João José. Administração de Materiais: um enfoque prático. São Paulo: Atlas, 2002.
VOSS, C.; TSIKRIKTSIS, N.; FROHLICH,M. Case research in operations management. International Journal of Operations and Production Management, v.22, n.2, p. 195-219, 2002.
YIN, R.K. Estudo de caso – planejamento e método. 2.ed. São Paulo:Bookman, 2001.
ZAMBOLIM, L.; CHAVES, G.M. Curso de defensivos agrícolas. Porto Alegre: ABEAS, 1990.

17
APÊNDICE A - TEMPOS DE FORMULAÇÃO PARA O PRODUTO A
Etapa Início Fim Quantidade Lote Duração
Dispersão 31/01/2014 00:02 31/01/2014 02:00 4,262 Kg 001-14-07450 01:58:00
Dispersão 31/01/2014 03:35 31/01/2014 05:05 4,278 Kg 002-14-07450 01:30:00
Dispersão 31/01/2014 09:00 31/01/2014 16:30 4,350 Kg 003-14-07450 07:30:00
Adensamento 31/01/2014 12:00 31/01/2014 12:35 7,921 Kg 001-14-07450 00:35:00
Adensamento 31/01/2014 21:40 31/01/2014 22:28 8,714 Kg 002-14-07450 00:48:00
Adensamento 02/02/2014 23:47 03/02/2014 01:33 9,823 Kg 003-14-07450 01:46:00
Dispersão 19/04/2014 20:57 19/04/2014 23:17 4,281 Kg 008-14-07450 02:20:00
Adensamento 20/04/2014 10:16 20/04/2014 11:00 7,820 Kg 008-14-07450 00:44:00
Dispersão 20/04/2014 15:27 20/04/2014 19:30 5,419 Kg 009-14-07450 04:03:00
Dispersão 20/04/2014 21:14 20/04/2014 23:20 5,515 Kg 010-14-07450 02:06:00
Dispersão 21/04/2014 07:42 21/04/2014 11:50 5,494 Kg 011-14-07450 04:08:00
Dispersão 21/04/2014 20:45 21/04/2014 23:50 47,070 Kg 012-14-07450 03:05:00
Adensamento 21/04/2014 22:15 21/04/2014 22:53 10,744 Kg 009-14-07450 00:38:00
Adensamento 23/04/2014 14:20 23/04/2014 19:50 10,990 Kg 010-14-07450 05:30:00
Adensamento 23/04/2014 21:40 23/04/2014 23:20 11,002 Kg 011-14-07450 01:40:00
Adensamento 24/04/2014 12:25 24/04/2014 13:20 10,875 Kg 012-14-07450 00:55:00
Dispersão 24/04/2014 12:30 24/04/2014 16:40 5,477 Kg 013-14-07450 04:10:00
Dispersão 24/04/2014 18:10 24/04/2014 21:20 5,496 Kg 014-14-07450 03:10:00
Dispersão 24/04/2014 23:40 25/04/2014 01:30 5,556 Kg 015-14-07450 01:50:00
Adensamento 25/04/2014 00:05 25/04/2014 11:22 10,880 Kg 013-14-07450 11:17:00
Dispersão 25/04/2014 11:26 25/04/2014 16:00 5,523 Kg 016-14-07450 04:34:00
Adensamento 25/04/2014 16:20 25/04/2014 17:10 10,938 Kg 014-14-07450 00:50:00
Dispersão 25/04/2014 19:10 25/04/2014 23:40 88,814 Kg 017-14-07450 04:30:00
Adensamento 26/04/2014 11:20 26/04/2014 12:08 10,763 Kg 015-14-07450 00:48:00
Adensamento 26/04/2014 16:20 26/04/2014 17:10 10,807 Kg 016-14-07450 00:50:00
Adensamento 27/04/2014 10:45 27/04/2014 14:30 11,839 Kg 017-14-07450 03:45:00
Dispersão 30/04/2014 01:10 30/04/2014 04:10 5,432 Kg 018-14-09700 03:00:00
Dispersão 30/04/2014 10:00 30/04/2014 13:00 5,500 Kg 019-14-09700 03:00:00
Dispersão 30/04/2014 16:30 30/04/2014 21:20 5,404 Kg 020-14-09700 04:50:00
Adensamento 30/04/2014 20:15 30/04/2014 21:05 10,150 Kg 018-14-09700 00:50:00
Dispersão 30/04/2014 23:26 01/05/2014 03:20 5,450 Kg 021-14-09700 03:54:00
Adensamento 01/04/2014 02:40 01/04/2014 03:20 10,670 Kg 019-14-09700 00:40:00
Dispersão 02/05/2014 03:05 02/05/2014 08:00 5,358 Kg 022-14-09700 04:55:00
Adensamento 02/05/2014 03:30 02/05/2014 04:10 11,091 Kg 020-14-09700 00:40:00
Dispersão 02/05/2014 20:42 02/05/2014 23:30 5,410 Kg 023-14-09700 02:48:00
Adensamento 02/05/2014 21:20 02/05/2014 23:30 10,804 Kg 021-14-09700 02:10:00
Adensamento 03/05/2014 04:20 03/05/2014 04:53 10,614 Kg 022-14-09700 00:33:00
Dispersão 03/05/2014 04:56 03/05/2014 09:30 5,405 Kg 024-14-09700 04:34:00
Adensamento 03/05/2014 11:10 03/05/2014 12:00 11,190 Kg 023-14-09700 00:50:00
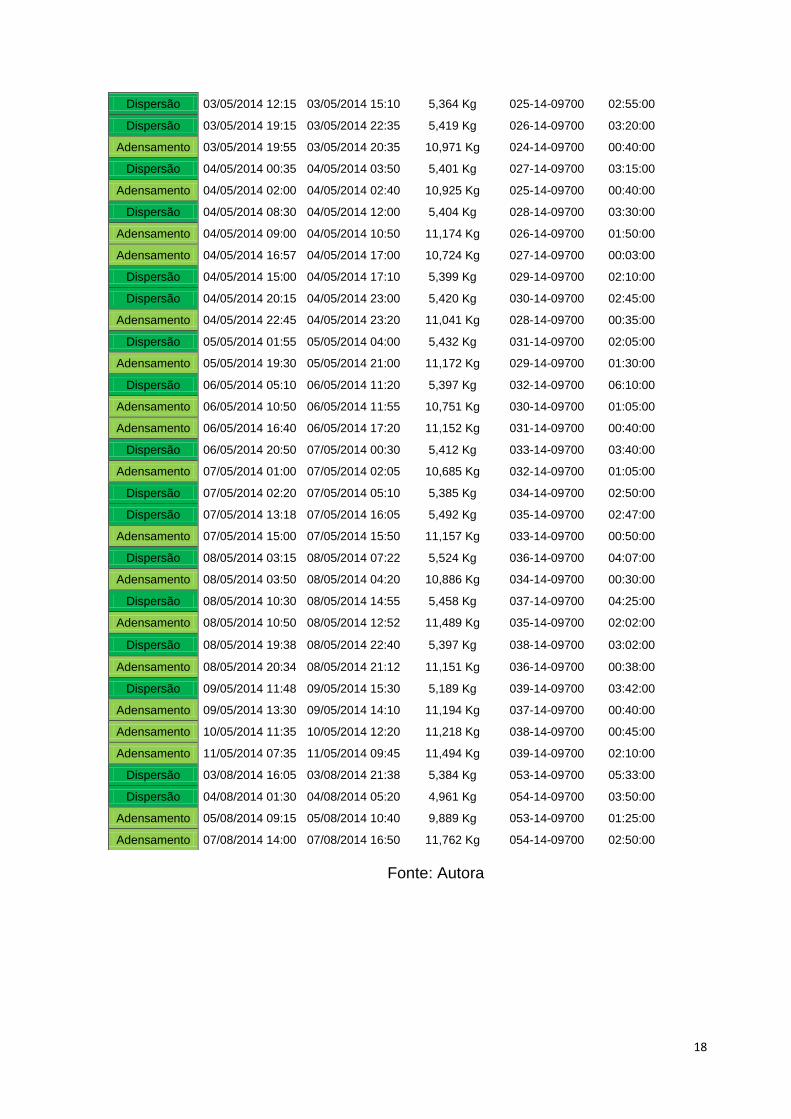
18
Fonte: Autora
Dispersão 03/05/2014 12:15 03/05/2014 15:10 5,364 Kg 025-14-09700 02:55:00
Dispersão 03/05/2014 19:15 03/05/2014 22:35 5,419 Kg 026-14-09700 03:20:00
Adensamento 03/05/2014 19:55 03/05/2014 20:35 10,971 Kg 024-14-09700 00:40:00
Dispersão 04/05/2014 00:35 04/05/2014 03:50 5,401 Kg 027-14-09700 03:15:00
Adensamento 04/05/2014 02:00 04/05/2014 02:40 10,925 Kg 025-14-09700 00:40:00
Dispersão 04/05/2014 08:30 04/05/2014 12:00 5,404 Kg 028-14-09700 03:30:00
Adensamento 04/05/2014 09:00 04/05/2014 10:50 11,174 Kg 026-14-09700 01:50:00
Adensamento 04/05/2014 16:57 04/05/2014 17:00 10,724 Kg 027-14-09700 00:03:00
Dispersão 04/05/2014 15:00 04/05/2014 17:10 5,399 Kg 029-14-09700 02:10:00
Dispersão 04/05/2014 20:15 04/05/2014 23:00 5,420 Kg 030-14-09700 02:45:00
Adensamento 04/05/2014 22:45 04/05/2014 23:20 11,041 Kg 028-14-09700 00:35:00
Dispersão 05/05/2014 01:55 05/05/2014 04:00 5,432 Kg 031-14-09700 02:05:00
Adensamento 05/05/2014 19:30 05/05/2014 21:00 11,172 Kg 029-14-09700 01:30:00
Dispersão 06/05/2014 05:10 06/05/2014 11:20 5,397 Kg 032-14-09700 06:10:00
Adensamento 06/05/2014 10:50 06/05/2014 11:55 10,751 Kg 030-14-09700 01:05:00
Adensamento 06/05/2014 16:40 06/05/2014 17:20 11,152 Kg 031-14-09700 00:40:00
Dispersão 06/05/2014 20:50 07/05/2014 00:30 5,412 Kg 033-14-09700 03:40:00
Adensamento 07/05/2014 01:00 07/05/2014 02:05 10,685 Kg 032-14-09700 01:05:00
Dispersão 07/05/2014 02:20 07/05/2014 05:10 5,385 Kg 034-14-09700 02:50:00
Dispersão 07/05/2014 13:18 07/05/2014 16:05 5,492 Kg 035-14-09700 02:47:00
Adensamento 07/05/2014 15:00 07/05/2014 15:50 11,157 Kg 033-14-09700 00:50:00
Dispersão 08/05/2014 03:15 08/05/2014 07:22 5,524 Kg 036-14-09700 04:07:00
Adensamento 08/05/2014 03:50 08/05/2014 04:20 10,886 Kg 034-14-09700 00:30:00
Dispersão 08/05/2014 10:30 08/05/2014 14:55 5,458 Kg 037-14-09700 04:25:00
Adensamento 08/05/2014 10:50 08/05/2014 12:52 11,489 Kg 035-14-09700 02:02:00
Dispersão 08/05/2014 19:38 08/05/2014 22:40 5,397 Kg 038-14-09700 03:02:00
Adensamento 08/05/2014 20:34 08/05/2014 21:12 11,151 Kg 036-14-09700 00:38:00
Dispersão 09/05/2014 11:48 09/05/2014 15:30 5,189 Kg 039-14-09700 03:42:00
Adensamento 09/05/2014 13:30 09/05/2014 14:10 11,194 Kg 037-14-09700 00:40:00
Adensamento 10/05/2014 11:35 10/05/2014 12:20 11,218 Kg 038-14-09700 00:45:00
Adensamento 11/05/2014 07:35 11/05/2014 09:45 11,494 Kg 039-14-09700 02:10:00
Dispersão 03/08/2014 16:05 03/08/2014 21:38 5,384 Kg 053-14-09700 05:33:00
Dispersão 04/08/2014 01:30 04/08/2014 05:20 4,961 Kg 054-14-09700 03:50:00
Adensamento 05/08/2014 09:15 05/08/2014 10:40 9,889 Kg 053-14-09700 01:25:00
Adensamento 07/08/2014 14:00 07/08/2014 16:50 11,762 Kg 054-14-09700 02:50:00
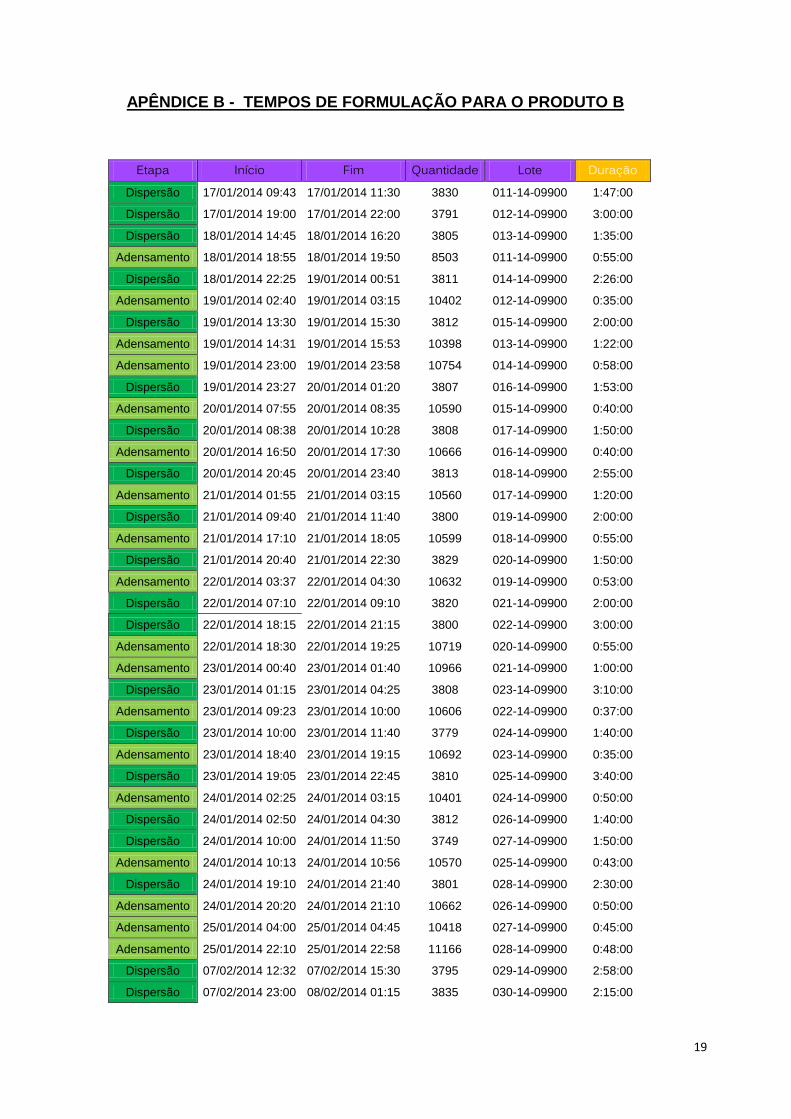
19
APÊNDICE B - TEMPOS DE FORMULAÇÃO PARA O PRODUTO B
Etapa Início Fim Quantidade Lote Duração
Dispersão 17/01/2014 09:43 17/01/2014 11:30 3830 011-14-09900 1:47:00
Dispersão 17/01/2014 19:00 17/01/2014 22:00 3791 012-14-09900 3:00:00
Dispersão 18/01/2014 14:45 18/01/2014 16:20 3805 013-14-09900 1:35:00
Adensamento 18/01/2014 18:55 18/01/2014 19:50 8503 011-14-09900 0:55:00
Dispersão 18/01/2014 22:25 19/01/2014 00:51 3811 014-14-09900 2:26:00
Adensamento 19/01/2014 02:40 19/01/2014 03:15 10402 012-14-09900 0:35:00
Dispersão 19/01/2014 13:30 19/01/2014 15:30 3812 015-14-09900 2:00:00
Adensamento 19/01/2014 14:31 19/01/2014 15:53 10398 013-14-09900 1:22:00
Adensamento 19/01/2014 23:00 19/01/2014 23:58 10754 014-14-09900 0:58:00
Dispersão 19/01/2014 23:27 20/01/2014 01:20 3807 016-14-09900 1:53:00
Adensamento 20/01/2014 07:55 20/01/2014 08:35 10590 015-14-09900 0:40:00
Dispersão 20/01/2014 08:38 20/01/2014 10:28 3808 017-14-09900 1:50:00
Adensamento 20/01/2014 16:50 20/01/2014 17:30 10666 016-14-09900 0:40:00
Dispersão 20/01/2014 20:45 20/01/2014 23:40 3813 018-14-09900 2:55:00
Adensamento 21/01/2014 01:55 21/01/2014 03:15 10560 017-14-09900 1:20:00
Dispersão 21/01/2014 09:40 21/01/2014 11:40 3800 019-14-09900 2:00:00
Adensamento 21/01/2014 17:10 21/01/2014 18:05 10599 018-14-09900 0:55:00
Dispersão 21/01/2014 20:40 21/01/2014 22:30 3829 020-14-09900 1:50:00
Adensamento 22/01/2014 03:37 22/01/2014 04:30 10632 019-14-09900 0:53:00
Dispersão 22/01/2014 07:10 22/01/2014 09:10 3820 021-14-09900 2:00:00
Dispersão 22/01/2014 18:15 22/01/2014 21:15 3800 022-14-09900 3:00:00
Adensamento 22/01/2014 18:30 22/01/2014 19:25 10719 020-14-09900 0:55:00
Adensamento 23/01/2014 00:40 23/01/2014 01:40 10966 021-14-09900 1:00:00
Dispersão 23/01/2014 01:15 23/01/2014 04:25 3808 023-14-09900 3:10:00
Adensamento 23/01/2014 09:23 23/01/2014 10:00 10606 022-14-09900 0:37:00
Dispersão 23/01/2014 10:00 23/01/2014 11:40 3779 024-14-09900 1:40:00
Adensamento 23/01/2014 18:40 23/01/2014 19:15 10692 023-14-09900 0:35:00
Dispersão 23/01/2014 19:05 23/01/2014 22:45 3810 025-14-09900 3:40:00
Adensamento 24/01/2014 02:25 24/01/2014 03:15 10401 024-14-09900 0:50:00
Dispersão 24/01/2014 02:50 24/01/2014 04:30 3812 026-14-09900 1:40:00
Dispersão 24/01/2014 10:00 24/01/2014 11:50 3749 027-14-09900 1:50:00
Adensamento 24/01/2014 10:13 24/01/2014 10:56 10570 025-14-09900 0:43:00
Dispersão 24/01/2014 19:10 24/01/2014 21:40 3801 028-14-09900 2:30:00
Adensamento 24/01/2014 20:20 24/01/2014 21:10 10662 026-14-09900 0:50:00
Adensamento 25/01/2014 04:00 25/01/2014 04:45 10418 027-14-09900 0:45:00
Adensamento 25/01/2014 22:10 25/01/2014 22:58 11166 028-14-09900 0:48:00
Dispersão 07/02/2014 12:32 07/02/2014 15:30 3795 029-14-09900 2:58:00
Dispersão 07/02/2014 23:00 08/02/2014 01:15 3835 030-14-09900 2:15:00

20
Dispersão 08/02/2014 09:00 08/02/2014 10:10 3825 031-14-09900 1:10:00
Adensamento 08/02/2014 10:58 08/02/2014 11:35 8789 029-14-09900 0:37:00
Adensamento 08/02/2014 21:30 08/02/2014 22:25 10801 030-14-09900 0:55:00
Dispersão 08/02/2014 22:40 09/02/2014 01:00 3810 032-14-09900 2:20:00
Adensamento 09/02/2014 07:45 09/02/2014 09:00 10556 031-14-09900 1:15:00
Dispersão 09/02/2014 09:00 09/02/2014 12:00 3809 033-14-09900 3:00:00
Adensamento 10/02/2014 00:05 10/02/2014 01:10 10541 032-14-09900 1:05:00
Dispersão 10/02/2014 02:52 10/02/2014 04:08 3784 034-14-09900 1:16:00
Adensamento 10/02/2014 10:50 10/02/2014 11:40 10665 033-14-09900 0:50:00
Dispersão 10/02/2014 11:25 10/02/2014 13:22 3800 035-14-09900 1:57:00
Adensamento 10/02/2014 20:12 10/02/2014 20:50 10985 034-14-09900 0:38:00
Dispersão 10/02/2014 20:37 10/02/2014 22:25 3790 036-14-09900 1:48:00
Dispersão 11/02/2014 07:15 11/02/2014 09:20 45641.97917 037-14-09900 2:05:00
Adensamento 11/02/2014 07:30 11/02/2014 08:10 10440 035-14-09900 0:40:00
Adensamento 12/02/2014 20:00 12/02/2014 21:10 10044 036-14-09900 1:10:00
Adensamento 13/02/2014 14:55 13/02/2014 19:00 11121.1 037-14-09900 4:05:00
Dispersão 01/07/2014 04:40 01/07/2014 08:50 3832 173-14-09900 4:10:00
Dispersão 01/07/2014 13:55 01/07/2014 17:05 3834 174-14-09900 3:10:00
Dispersão 01/07/2014 21:40 01/07/2014 23:30 3782 175-14-09900 1:50:00
Adensamento 02/07/2014 02:40 02/07/2014 03:25 9098 173-14-09900 0:45:00
Dispersão 02/07/2014 07:05 02/07/2014 09:15 3807 176-14-09900 2:10:00
Adensamento 02/07/2014 08:07 02/07/2014 09:04 10567 174-14-09900 0:57:00
Adensamento 02/07/2014 16:35 02/07/2014 17:20 10695 175-14-09900 0:45:00
Dispersão 02/07/2014 21:40 02/07/2014 23:25 3820 177-14-09900 1:45:00
Adensamento 03/07/2014 00:50 03/07/2014 01:55 10874 176-14-09900 1:05:00
Dispersão 03/07/2014 07:30 03/07/2014 10:50 3796 178-14-09900 3:20:00
Adensamento 03/07/2014 14:31 03/07/2014 15:32 10209 177-14-09900 1:01:00
Dispersão 03/07/2014 19:10 03/07/2014 20:45 3805 179-14-09900 1:35:00
Adensamento 04/07/2014 11:00 04/07/2014 11:47 10801 178-14-09900 0:47:00
Dispersão 04/07/2014 11:35 04/07/2014 13:10 3825 180-14-09900 1:35:00
Dispersão 04/07/2014 21:10 04/07/2014 22:35 3811 181-14-09900 1:25:00
Adensamento 04/07/2014 21:48 04/07/2014 22:20 10719 179-14-09900 0:32:00
Adensamento 05/07/2014 08:00 05/07/2014 08:40 10595 180-14-09900 0:40:00
Dispersão 05/07/2014 08:30 05/07/2014 10:30 3806 182-14-09900 2:00:00
Dispersão 05/07/2014 19:30 05/07/2014 20:50 3804 183-14-09900 1:20:00
Adensamento 05/07/2014 21:00 05/07/2014 21:45 9800 181-14-09900 0:45:00
Adensamento 06/07/2014 04:32 06/07/2014 05:10 10642 182-14-09900 0:38:00
Dispersão 06/07/2014 07:25 06/07/2014 08:55 3802 184-14-09900 1:30:00
Adensamento 06/07/2014 14:20 06/07/2014 15:09 10573 183-14-09900 0:49:00
Dispersão 06/07/2014 15:41 06/07/2014 17:25 3803 185-14-09900 1:44:00
Dispersão 07/07/2014 01:37 07/07/2014 03:49 3822 186-14-09900 2:12:00
Adensamento 07/07/2014 06:55 07/07/2014 07:55 10166 184-14-09900 1:00:00
Dispersão 07/07/2014 18:32 07/07/2014 21:10 3826 187-14-09900 2:38:00

21
Fonte: Autora
Adensamento 07/07/2014 19:25 07/07/2014 20:15 10800 185-14-09900 0:50:00
Dispersão 08/07/2014 03:35 08/07/2014 05:10 3806 188-14-09900 1:35:00
Adensamento 08/07/2014 07:24 08/07/2014 08:05 10196 186-14-09900 0:41:00
Dispersão 08/07/2014 13:08 08/07/2014 14:55 3799 189-14-09900 1:47:00
Adensamento 08/07/2014 14:08 08/07/2014 14:38 10320 187-14-09900 0:30:00
Dispersão 08/07/2014 20:55 08/07/2014 22:40 3816 190-14-09900 1:45:00
Adensamento 08/07/2014 22:20 08/07/2014 23:10 10121 188-14-09900 0:50:00
Dispersão 09/07/2014 03:30 09/07/2014 04:50 3814 191-14-09900 1:20:00
Adensamento 09/07/2014 07:55 09/07/2014 08:40 9907 189-14-09900 0:45:00
Dispersão 09/07/2014 13:10 09/07/2014 15:30 3800 192-14-09900 2:20:00
Adensamento 09/07/2014 16:30 09/07/2014 17:30 10278 190-14-09900 1:00:00
Dispersão 10/07/2014 02:00 10/07/2014 03:40 3796 193-14-09900 1:40:00
Adensamento 10/07/2014 06:45 10/07/2014 07:25 10352 191-14-09900 0:40:00
Adensamento 10/07/2014 14:15 10/07/2014 15:00 10366 192-14-09900 0:45:00
Dispersão 10/07/2014 14:40 10/07/2014 16:40 3774 194-14-09900 2:00:00
Adensamento 11/07/2014 01:30 11/07/2014 02:30 10001 193-14-09900 1:00:00
Dispersão 11/07/2014 02:33 11/07/2014 04:20 3774 195-14-09900 1:47:00
Dispersão 11/07/2014 10:10 11/07/2014 12:30 3804 196-14-09900 2:20:00
Adensamento 11/07/2014 10:50 11/07/2014 11:30 10435 194-14-09900 0:40:00
Dispersão 11/07/2014 19:03 11/07/2014 21:00 3824 197-14-09900 1:57:00
Adensamento 12/07/2014 01:05 12/07/2014 01:55 10291 195-14-09900 0:50:00
Dispersão 12/07/2014 06:57 12/07/2014 08:50 3809 198-14-09900 1:53:00
Adensamento 12/07/2014 12:05 12/07/2014 12:56 10541 196-14-09900 0:51:00
Adensamento 12/07/2014 20:45 12/07/2014 21:42 10432 197-14-09900 0:57:00
Dispersão 12/07/2014 20:45 12/07/2014 22:20 3806 199-14-09900 1:35:00
Dispersão 13/07/2014 03:37 13/07/2014 04:57 3806 200-14-09900 1:20:00
Adensamento 13/07/2014 08:11 13/07/2014 09:12 10398 198-14-09900 1:01:00
Dispersão 13/07/2014 14:57 13/07/2014 16:50 3804 201-14-09900 1:53:00
Adensamento 13/07/2014 15:34 13/07/2014 16:25 10568 199-14-09900 0:51:00
Adensamento 14/07/2014 03:37 14/07/2014 04:32 10519 200-14-09900 0:55:00
Adensamento 15/07/2014 03:10 15/07/2014 03:55 11711.5 201-14-09900 0:45:00

22
Apêndice C – Lotes Consecutivos Formulação A
Fonte: Autora
Início da Dispersão
Final do Adensamento
Duração Soma7 Lote
31/01/2014 00:02 31/01/2014 12:35 12:33:00 275:42:00 001-14-07450 31/01/2014 03:35 31/01/2014 22:28 18:53:00 327:44:00 002-14-07450 31/01/2014 09:00 03/02/2014 01:33 64:33:00 331:43:00 003-14-07450 19/04/2014 20:57 20/04/2014 11:00 14:03:00 290:10:00 008-14-07450 20/04/2014 15:27 21/04/2014 22:53 31:26:00 312:35:00 009-14-07450 20/04/2014 21:14 23/04/2014 19:50 70:36:00 310:53:00 010-14-07450 21/04/2014 07:42 23/04/2014 23:20 63:38:00 283:37:00 011-14-07450 21/04/2014 20:45 24/04/2014 13:20 64:35:00 239:54:00 012-14-07450 24/04/2014 12:30 25/04/2014 11:22 22:52:00 192:39:00 013-14-07450 24/04/2014 18:10 25/04/2014 17:10 23:00:00 205:27:00 014-14-07450 24/04/2014 23:40 26/04/2014 12:08 36:28:00 230:31:00 015-14-07450 25/04/2014 11:26 26/04/2014 17:10 29:44:00 219:51:00 016-14-07450 25/04/2014 19:10 27/04/2014 14:30 43:20:00 205:25:00 017-14-07450 30/04/2014 01:10 30/04/2014 21:05 19:55:00 177:44:00 018-14-09700 30/04/2014 10:00 01/05/2014 03:20 17:20:00 172:14:00 019-14-09700 30/04/2014 16:30 02/05/2014 04:10 35:40:00 170:29:00 020-14-09700 30/04/2014 23:26 02/05/2014 23:30 48:04:00 151:14:00 021-14-09700 02/05/2014 03:05 03/05/2014 04:53 25:48:00 118:00:00 022-14-09700 02/05/2014 20:42 03/05/2014 12:00 15:18:00 122:12:00 023-14-09700 03/05/2014 04:56 03/05/2014 20:35 15:39:00 146:34:00 024-14-09700 03/05/2014 12:15 04/05/2014 02:40 14:25:00 170:20:00 025-14-09700 03/05/2014 19:15 04/05/2014 10:50 15:35:00 176:50:00 026-14-09700 04/05/2014 00:35 04/05/2014 17:00 16:25:00 180:15:00 027-14-09700 04/05/2014 08:30 04/05/2014 23:20 14:50:00 189:50:00 028-14-09700 04/05/2014 15:00 05/05/2014 21:00 30:00:00 198:34:00 029-14-09700 04/05/2014 20:15 06/05/2014 11:55 39:40:00 186:31:00 030-14-09700 05/05/2014 01:55 06/05/2014 17:20 39:25:00 174:31:00 031-14-09700 06/05/2014 05:10 07/05/2014 02:05 20:55:00 175:48:00 032-14-09700 06/05/2014 20:50 07/05/2014 15:50 19:00:00 200:50:00 033-14-09700 07/05/2014 02:20 08/05/2014 04:20 26:00:00 224:25:00 034-14-09700 07/05/2014 13:18 08/05/2014 12:52 23:34:00 285:45:00 035-14-09700 08/05/2014 03:15 08/05/2014 21:12 17:57:00 262:11:00 036-14-09700 08/05/2014 10:30 09/05/2014 14:10 27:40:00 244:14:00 037-14-09700 08/05/2014 19:38 10/05/2014 12:20 40:42:00 216:34:00 038-14-09700 09/05/2014 11:48 11/05/2014 09:45 45:57:00 175:52:00 039-14-09700 03/08/2014 16:05 05/08/2014 10:40 42:35:00 129:55:00 053-14-09700 04/08/2014 01:30 07/08/2014 16:50 87:20:00 87:20:00 054-14-09700
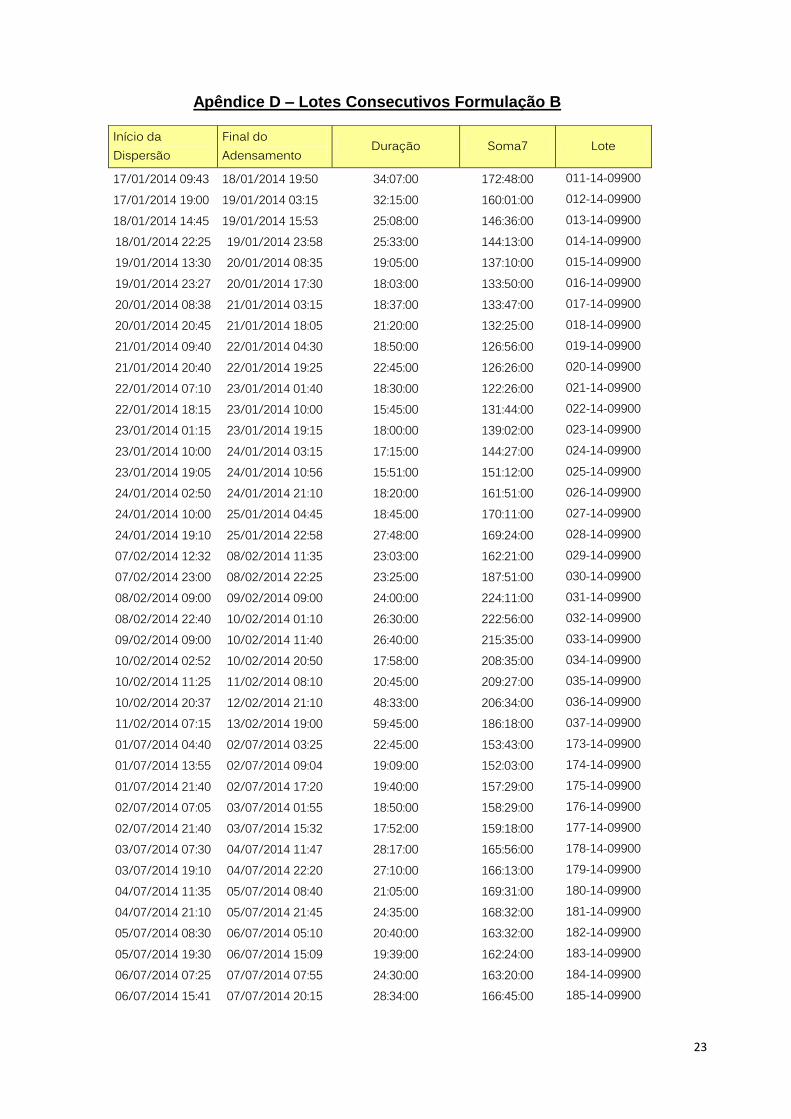
23
Apêndice D – Lotes Consecutivos Formulação B
Início da Dispersão
Final do Adensamento
Duração Soma7 Lote
17/01/2014 09:43 18/01/2014 19:50 34:07:00 172:48:00 011-14-09900 17/01/2014 19:00 19/01/2014 03:15 32:15:00 160:01:00 012-14-09900 18/01/2014 14:45 19/01/2014 15:53 25:08:00 146:36:00 013-14-09900 18/01/2014 22:25 19/01/2014 23:58 25:33:00 144:13:00 014-14-09900 19/01/2014 13:30 20/01/2014 08:35 19:05:00 137:10:00 015-14-09900 19/01/2014 23:27 20/01/2014 17:30 18:03:00 133:50:00 016-14-09900 20/01/2014 08:38 21/01/2014 03:15 18:37:00 133:47:00 017-14-09900 20/01/2014 20:45 21/01/2014 18:05 21:20:00 132:25:00 018-14-09900 21/01/2014 09:40 22/01/2014 04:30 18:50:00 126:56:00 019-14-09900 21/01/2014 20:40 22/01/2014 19:25 22:45:00 126:26:00 020-14-09900 22/01/2014 07:10 23/01/2014 01:40 18:30:00 122:26:00 021-14-09900 22/01/2014 18:15 23/01/2014 10:00 15:45:00 131:44:00 022-14-09900 23/01/2014 01:15 23/01/2014 19:15 18:00:00 139:02:00 023-14-09900 23/01/2014 10:00 24/01/2014 03:15 17:15:00 144:27:00 024-14-09900 23/01/2014 19:05 24/01/2014 10:56 15:51:00 151:12:00 025-14-09900 24/01/2014 02:50 24/01/2014 21:10 18:20:00 161:51:00 026-14-09900 24/01/2014 10:00 25/01/2014 04:45 18:45:00 170:11:00 027-14-09900 24/01/2014 19:10 25/01/2014 22:58 27:48:00 169:24:00 028-14-09900 07/02/2014 12:32 08/02/2014 11:35 23:03:00 162:21:00 029-14-09900 07/02/2014 23:00 08/02/2014 22:25 23:25:00 187:51:00 030-14-09900 08/02/2014 09:00 09/02/2014 09:00 24:00:00 224:11:00 031-14-09900 08/02/2014 22:40 10/02/2014 01:10 26:30:00 222:56:00 032-14-09900 09/02/2014 09:00 10/02/2014 11:40 26:40:00 215:35:00 033-14-09900 10/02/2014 02:52 10/02/2014 20:50 17:58:00 208:35:00 034-14-09900 10/02/2014 11:25 11/02/2014 08:10 20:45:00 209:27:00 035-14-09900 10/02/2014 20:37 12/02/2014 21:10 48:33:00 206:34:00 036-14-09900 11/02/2014 07:15 13/02/2014 19:00 59:45:00 186:18:00 037-14-09900 01/07/2014 04:40 02/07/2014 03:25 22:45:00 153:43:00 173-14-09900 01/07/2014 13:55 02/07/2014 09:04 19:09:00 152:03:00 174-14-09900 01/07/2014 21:40 02/07/2014 17:20 19:40:00 157:29:00 175-14-09900 02/07/2014 07:05 03/07/2014 01:55 18:50:00 158:29:00 176-14-09900 02/07/2014 21:40 03/07/2014 15:32 17:52:00 159:18:00 177-14-09900 03/07/2014 07:30 04/07/2014 11:47 28:17:00 165:56:00 178-14-09900 03/07/2014 19:10 04/07/2014 22:20 27:10:00 166:13:00 179-14-09900 04/07/2014 11:35 05/07/2014 08:40 21:05:00 169:31:00 180-14-09900 04/07/2014 21:10 05/07/2014 21:45 24:35:00 168:32:00 181-14-09900 05/07/2014 08:30 06/07/2014 05:10 20:40:00 163:32:00 182-14-09900 05/07/2014 19:30 06/07/2014 15:09 19:39:00 162:24:00 183-14-09900 06/07/2014 07:25 07/07/2014 07:55 24:30:00 163:20:00 184-14-09900 06/07/2014 15:41 07/07/2014 20:15 28:34:00 166:45:00 185-14-09900

24
Fonte: Autora
07/07/2014 01:37 08/07/2014 08:05 30:28:00 164:01:00 186-14-09900 07/07/2014 18:32 08/07/2014 14:38 20:06:00 158:03:00 187-14-09900 08/07/2014 03:35 08/07/2014 23:10 19:35:00 158:47:00 188-14-09900 08/07/2014 13:08 09/07/2014 08:40 19:32:00 162:34:00 189-14-09900 08/07/2014 20:55 09/07/2014 17:30 20:35:00 169:48:00 190-14-09900 09/07/2014 03:30 10/07/2014 07:25 27:55:00 175:52:00 191-14-09900 09/07/2014 13:10 10/07/2014 15:00 25:50:00 174:12:00 192-14-09900 10/07/2014 02:00 11/07/2014 02:30 24:30:00 168:02:00 193-14-09900 10/07/2014 14:40 11/07/2014 11:30 20:50:00 168:27:00 194-14-09900 11/07/2014 02:33 12/07/2014 01:55 23:22:00 184:35:00 195-14-09900 11/07/2014 10:10 12/07/2014 12:56 26:46:00 161:13:00 196-14-09900 11/07/2014 19:03 12/07/2014 21:42 26:39:00 134:27:00 197-14-09900 12/07/2014 06:57 13/07/2014 09:12 26:15:00 107:48:00 198-14-09900 12/07/2014 20:45 13/07/2014 16:25 19:40:00 81:33:00 199-14-09900 13/07/2014 03:37 14/07/2014 04:32 24:55:00 61:53:00 200-14-09900 13/07/2014 14:57 15/07/2014 03:55 36:58:00 36:58:00 201-14-09900
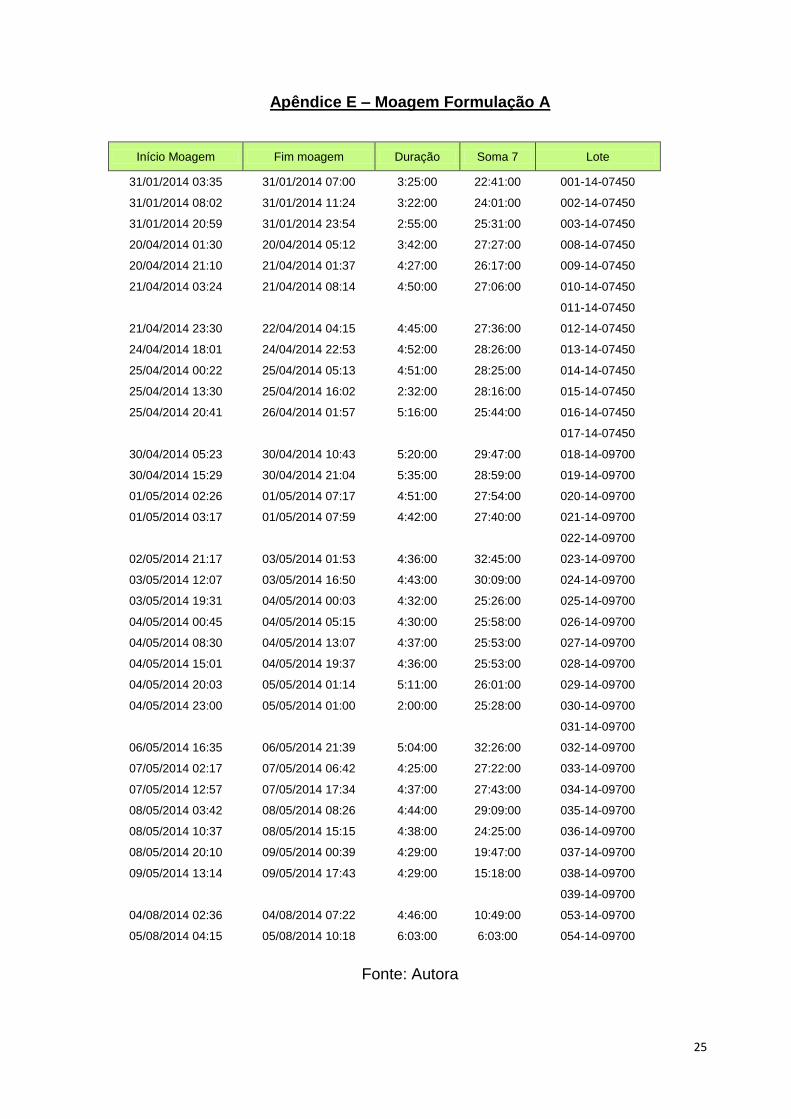
25
Apêndice E – Moagem Formulação A
Fonte: Autora
Início Moagem Fim moagem Duração Soma 7 Lote
31/01/2014 03:35 31/01/2014 07:00 3:25:00 22:41:00 001-14-07450
31/01/2014 08:02 31/01/2014 11:24 3:22:00 24:01:00 002-14-07450
31/01/2014 20:59 31/01/2014 23:54 2:55:00 25:31:00 003-14-07450
20/04/2014 01:30 20/04/2014 05:12 3:42:00 27:27:00 008-14-07450
20/04/2014 21:10 21/04/2014 01:37 4:27:00 26:17:00 009-14-07450
21/04/2014 03:24 21/04/2014 08:14 4:50:00 27:06:00 010-14-07450
011-14-07450
21/04/2014 23:30 22/04/2014 04:15 4:45:00 27:36:00 012-14-07450
24/04/2014 18:01 24/04/2014 22:53 4:52:00 28:26:00 013-14-07450
25/04/2014 00:22 25/04/2014 05:13 4:51:00 28:25:00 014-14-07450
25/04/2014 13:30 25/04/2014 16:02 2:32:00 28:16:00 015-14-07450
25/04/2014 20:41 26/04/2014 01:57 5:16:00 25:44:00 016-14-07450
017-14-07450
30/04/2014 05:23 30/04/2014 10:43 5:20:00 29:47:00 018-14-09700
30/04/2014 15:29 30/04/2014 21:04 5:35:00 28:59:00 019-14-09700
01/05/2014 02:26 01/05/2014 07:17 4:51:00 27:54:00 020-14-09700
01/05/2014 03:17 01/05/2014 07:59 4:42:00 27:40:00 021-14-09700
022-14-09700
02/05/2014 21:17 03/05/2014 01:53 4:36:00 32:45:00 023-14-09700
03/05/2014 12:07 03/05/2014 16:50 4:43:00 30:09:00 024-14-09700
03/05/2014 19:31 04/05/2014 00:03 4:32:00 25:26:00 025-14-09700
04/05/2014 00:45 04/05/2014 05:15 4:30:00 25:58:00 026-14-09700
04/05/2014 08:30 04/05/2014 13:07 4:37:00 25:53:00 027-14-09700
04/05/2014 15:01 04/05/2014 19:37 4:36:00 25:53:00 028-14-09700
04/05/2014 20:03 05/05/2014 01:14 5:11:00 26:01:00 029-14-09700
04/05/2014 23:00 05/05/2014 01:00 2:00:00 25:28:00 030-14-09700
031-14-09700
06/05/2014 16:35 06/05/2014 21:39 5:04:00 32:26:00 032-14-09700
07/05/2014 02:17 07/05/2014 06:42 4:25:00 27:22:00 033-14-09700
07/05/2014 12:57 07/05/2014 17:34 4:37:00 27:43:00 034-14-09700
08/05/2014 03:42 08/05/2014 08:26 4:44:00 29:09:00 035-14-09700
08/05/2014 10:37 08/05/2014 15:15 4:38:00 24:25:00 036-14-09700
08/05/2014 20:10 09/05/2014 00:39 4:29:00 19:47:00 037-14-09700
09/05/2014 13:14 09/05/2014 17:43 4:29:00 15:18:00 038-14-09700
039-14-09700
04/08/2014 02:36 04/08/2014 07:22 4:46:00 10:49:00 053-14-09700
05/08/2014 04:15 05/08/2014 10:18 6:03:00 6:03:00 054-14-09700
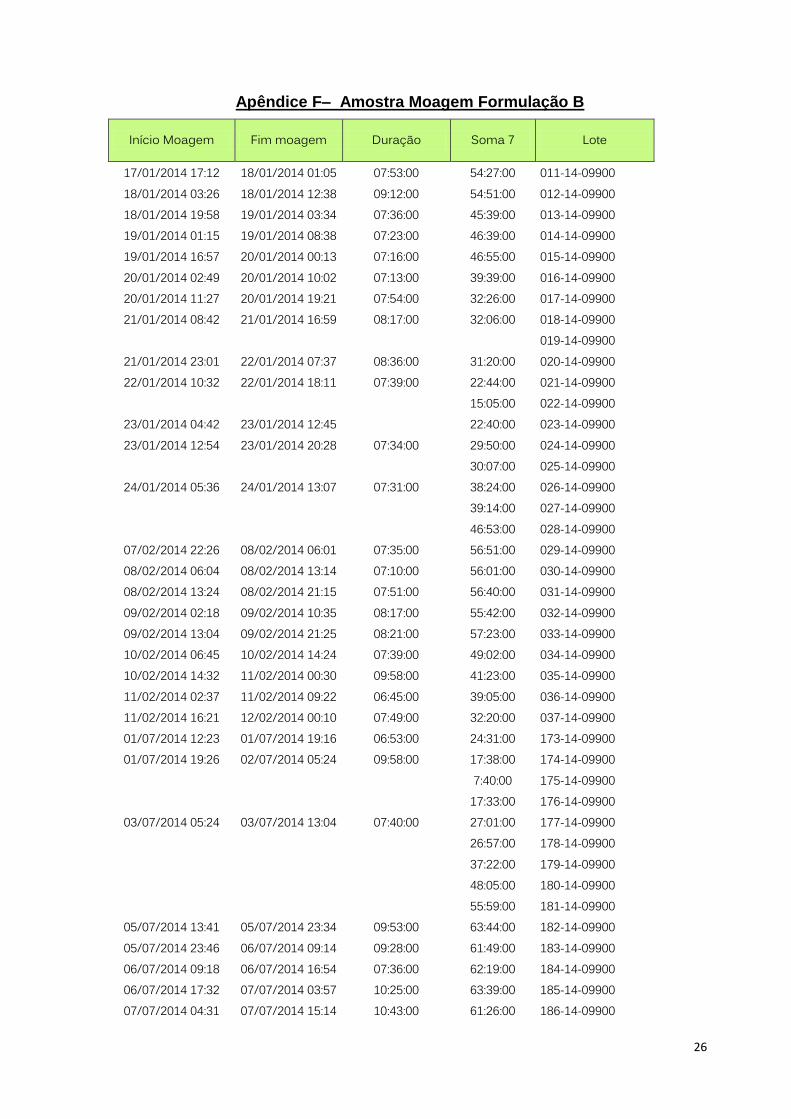
26
Apêndice F– Amostra Moagem Formulação B
Início Moagem Fim moagem Duração Soma 7 Lote
17/01/2014 17:12 18/01/2014 01:05 07:53:00 54:27:00 011-14-09900 18/01/2014 03:26 18/01/2014 12:38 09:12:00 54:51:00 012-14-09900 18/01/2014 19:58 19/01/2014 03:34 07:36:00 45:39:00 013-14-09900 19/01/2014 01:15 19/01/2014 08:38 07:23:00 46:39:00 014-14-09900 19/01/2014 16:57 20/01/2014 00:13 07:16:00 46:55:00 015-14-09900 20/01/2014 02:49 20/01/2014 10:02 07:13:00 39:39:00 016-14-09900 20/01/2014 11:27 20/01/2014 19:21 07:54:00 32:26:00 017-14-09900 21/01/2014 08:42 21/01/2014 16:59 08:17:00 32:06:00 018-14-09900
019-14-09900 21/01/2014 23:01 22/01/2014 07:37 08:36:00 31:20:00 020-14-09900 22/01/2014 10:32 22/01/2014 18:11 07:39:00 22:44:00 021-14-09900
15:05:00 022-14-09900 23/01/2014 04:42 23/01/2014 12:45 22:40:00 023-14-09900 23/01/2014 12:54 23/01/2014 20:28 07:34:00 29:50:00 024-14-09900
30:07:00 025-14-09900 24/01/2014 05:36 24/01/2014 13:07 07:31:00 38:24:00 026-14-09900
39:14:00 027-14-09900 46:53:00 028-14-09900
07/02/2014 22:26 08/02/2014 06:01 07:35:00 56:51:00 029-14-09900 08/02/2014 06:04 08/02/2014 13:14 07:10:00 56:01:00 030-14-09900 08/02/2014 13:24 08/02/2014 21:15 07:51:00 56:40:00 031-14-09900 09/02/2014 02:18 09/02/2014 10:35 08:17:00 55:42:00 032-14-09900 09/02/2014 13:04 09/02/2014 21:25 08:21:00 57:23:00 033-14-09900 10/02/2014 06:45 10/02/2014 14:24 07:39:00 49:02:00 034-14-09900 10/02/2014 14:32 11/02/2014 00:30 09:58:00 41:23:00 035-14-09900 11/02/2014 02:37 11/02/2014 09:22 06:45:00 39:05:00 036-14-09900 11/02/2014 16:21 12/02/2014 00:10 07:49:00 32:20:00 037-14-09900 01/07/2014 12:23 01/07/2014 19:16 06:53:00 24:31:00 173-14-09900 01/07/2014 19:26 02/07/2014 05:24 09:58:00 17:38:00 174-14-09900
7:40:00 175-14-09900 17:33:00 176-14-09900
03/07/2014 05:24 03/07/2014 13:04 07:40:00 27:01:00 177-14-09900 26:57:00 178-14-09900 37:22:00 179-14-09900 48:05:00 180-14-09900 55:59:00 181-14-09900
05/07/2014 13:41 05/07/2014 23:34 09:53:00 63:44:00 182-14-09900 05/07/2014 23:46 06/07/2014 09:14 09:28:00 61:49:00 183-14-09900 06/07/2014 09:18 06/07/2014 16:54 07:36:00 62:19:00 184-14-09900 06/07/2014 17:32 07/07/2014 03:57 10:25:00 63:39:00 185-14-09900 07/07/2014 04:31 07/07/2014 15:14 10:43:00 61:26:00 186-14-09900
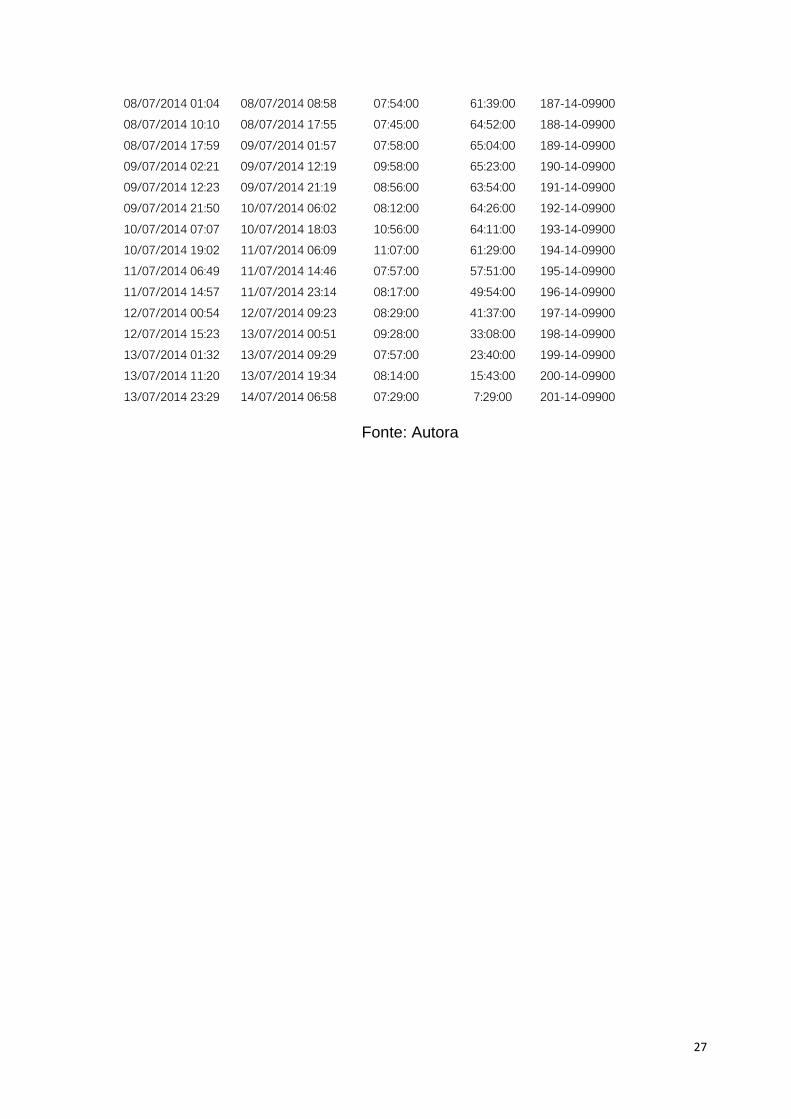
27
Fonte: Autora
08/07/2014 01:04 08/07/2014 08:58 07:54:00 61:39:00 187-14-09900 08/07/2014 10:10 08/07/2014 17:55 07:45:00 64:52:00 188-14-09900 08/07/2014 17:59 09/07/2014 01:57 07:58:00 65:04:00 189-14-09900 09/07/2014 02:21 09/07/2014 12:19 09:58:00 65:23:00 190-14-09900 09/07/2014 12:23 09/07/2014 21:19 08:56:00 63:54:00 191-14-09900 09/07/2014 21:50 10/07/2014 06:02 08:12:00 64:26:00 192-14-09900 10/07/2014 07:07 10/07/2014 18:03 10:56:00 64:11:00 193-14-09900 10/07/2014 19:02 11/07/2014 06:09 11:07:00 61:29:00 194-14-09900 11/07/2014 06:49 11/07/2014 14:46 07:57:00 57:51:00 195-14-09900 11/07/2014 14:57 11/07/2014 23:14 08:17:00 49:54:00 196-14-09900 12/07/2014 00:54 12/07/2014 09:23 08:29:00 41:37:00 197-14-09900 12/07/2014 15:23 13/07/2014 00:51 09:28:00 33:08:00 198-14-09900 13/07/2014 01:32 13/07/2014 09:29 07:57:00 23:40:00 199-14-09900 13/07/2014 11:20 13/07/2014 19:34 08:14:00 15:43:00 200-14-09900 13/07/2014 23:29 14/07/2014 06:58 07:29:00 7:29:00 201-14-09900