Embed Size (px)
Citation preview

Introdução à Gestão da Produção e Operações
Profº Ricardo Mânica

Administração da Produção
• Evolução Histórica
• Novos Conceitos
2

Evolução Histórica
• A função da produção como transformação de bem tangível => homem da caverna
• Artesãos => primeira forma organizada de produção,estabelecendo prazos de entrega, preços, prioridades e seguiam especificações preestabelecidas
3

Evolução Histórica
• Revolução industrial =>invenção da máquina a vapor por James Watt em 1764 • Os artesãos passaram a se agrupar nas primeiras fábricas • A revolução na forma de produção trouxe algumas exigências:
– Padronização dos produtos – Padronização dos processos de fabricação – Treinamento e habilitação da mão de obra direta
4

Evolução Histórica
– Criação e desenvolvimento dos quadros gerenciais e de supervisão – Desenvolvimento de técnicas de planejamento e controle da produção – Desenvolvimento de técnicas de planejamento e controle financeiro – Desenvolvimento de técnicas de vendas
• 1790 - Eli Whitney => introduziu o conceito de padronização de
componentes • Teve início o registro, desenhos, croquis, dos produtos e processos fabris,
surgindo o projeto de produto, de processos, de instalações, de equipamentos, etc...
5

Evolução Histórica
• Fim do século XIX => EUA - trabalhos de Taylor - o pai da Administração Cientifica • Surge a sistematização do conceito de produtividade. • Estabelece relação entre os INPUTS e os OUTPUTS de um processo produtivo • Produtividade = medida do output • medida do input • Década de 10 - Henry Ford => linha de montagem seriada - produção em massa, grandes volumes de
produtos extremamente padronizados
6

Novos Conceitos
• Melhoria da produtividade => definida a engenharia industrial => novos conceitos foram introduzidos: – linha de montagem
– posto de trabalho
– estoques intermediários
– monotonia do trabalho
– arranjo físico
7

Novos Conceitos
– balanceamento de linha
– produtos em processo
– motivação
– sindicatos
– manutenção preventiva
– controle estatístico da qualidade
– fluxogramas de processos
8

Novos Conceitos
• Produção em massa => aumento da produtividade e qualidade, predominando até meados da década de 60
• surge a produção enxuta que introduziu novos conceitos: – Just in time
– OPT (Optimized Production Tecnology)
9

Novos Conceitos
– comakership (relacionamento de parceria entre cliente e fornecedor)
– sistemas flexíveis de manufatura
–manufatura integrada por computador
–benchmarking
10

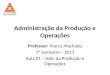
Materiais
Informações
Consumidores
Recursos de
entrada a
serem
transformados
Consumidores
Recursos de
entrada de
transformação
Instalações
Pessoal
Ambiente
OUTPUT –
saída de
produtos e
serviços
Papel e
posição
competitiva da
produção
Projeto
Planejamento
e controle
Melhoria
Estratégia
de produção
Administração
da produção
INPUT –
Recursos de
entrada
Objetivos
estratégicos
da produção
11

Tipos de Operações de Produção
• Volume de output
• Variedade de output
• Variação da demanda do output
• Grau de visibilidade
12

Tipos de Operações de Produção
• Volume de output (grande volume – Ex.: McDonalds - alto grau de repetição das tarefas – procedimentos e padrões preestabelecidos - custos unitários baixos)
• Variedade de output (variedade de bens e serviços oferecidos - Ex.: táxi – flexibilidade – preço mais alto que ônibus)
13

Tipos de Operações de Produção
• Variação da demanda do output (variação de demanda - Ex.sazonalidade dos hotéis e outros, levando a custos adicionais)
• Grau de visibilidade (contato com o consumidor) envolvido na produção do output. Quanto das atividades de uma operação é percebido pelo consumidor (Ex.: um site – baixo contato - lento inviabiliza uma venda de um bom produto pela Internet – no caso de venda de tijolo e cimento é alto contato, necessitando pessoal treinado)
14

Aspectos da Produção
• A administração da produção é importante, pois está preocupada com a criação de produtos e serviços de que todos nós dependemos.
• A administração da produção é interessante, pois está no centro de muitas mudanças que afetam o mundo dos negócios.
• A administração da produção é desafiadora, pois promove a criatividade que permite às empresas responder a tantas mudanças.
15

Introdução à Gestão da Produção e Operações
Profº Ricardo Mânica
Profº Ricardo Mânica
www.admct.com.br

Administração da Produção
• Atividades da Administração da Produção
• Objetivos de Desempenho da Produção
• Estratégias Competitivas
Profº Ricardo Mânica
www.admct.com.br

Atividades da Administração da Produção
• Entendimento dos objetivos estratégicos da produção
• Desenvolvimento de estratégias de produção para a organização
• Projetos de produtos, serviços e processos de produção
• Planejamento e Controle da Produção
• Melhoria do desempenho produção
Profº Ricardo Mânica
www.admct.com.br

Objetivos de Desempenho da Produção
• Influência dos Stakeholders
– Fornecedores – Sociedade – Acionista – Empregados – Consumidores
Profº Ricardo Mânica
www.admct.com.br

Objetivos de Desempenho da Produção
• Objetivo Qualidade
– Exerce influência sobre a satisfação ou insatisfação do consumidor;
– Satisfazer tanto os clientes internos como os externos;
– Redução de custos
– Aumento da confiabilidade
Profº Ricardo Mânica
www.admct.com.br

Objetivos de Desempenho da Produção
• Objetivo Rapidez – quanto mais rápido o bem ou serviço estiver disponível para o consumidor, mais
provável será que este venha a consumi-lo
– a rapidez interna auxilia na rapidez externa
– reduz estoques, pois reduz tempo de ciclo das operações e diminui tempo de espera entre etapas
– reduz o risco, pois quanto mais rápido for o processo, mais fácil será cumprir a demanda, pois a produção será com menor tempo de antecedência
Profº Ricardo Mânica
www.admct.com.br

Objetivos de Desempenho da Produção
• Objetivo Confiabilidade – os clientes internos julgarão o desempenho uns dos outros, analisando o nível de confiabilidade
entre as microoperações na entrega pontual de materiais e informações
– confiabilidade economiza tempo => se a entrega de materiais e informações for pontual, não haverá necessidade de reprogramação das atividades
– confiabilidade economiza dinheiro => o uso ineficaz de tempo será transformado em custo operacional extra
– confiabilidade da estabilidade => ocorrem perturbações nas operações pela falta de confiabilidade
Profº Ricardo Mânica
www.admct.com.br

Objetivos de Desempenho da Produção
• Objetivo Flexibilidade – flexibilidade de produto/serviço, capacidade de introduzir novos produtos e
serviços (
– flexibilidade de composto (mix), habilidade de fornecer ampla variedade ou composto de produtos e serviços. Em determinados momentos deverá deixar de processar um tipo de produto ou serviço para dedicar-se a outro tipo
– flexibilidade de volume: estar habilitado a alterar seu nível de output ou de atividade
– flexibilidade de entrega, habilidade para mudar a programação de entrega do bem ou de serviço => atender necessidade de antecipação ou postergação do pedido.
– flexibilidade na operação interna
– flexibilidade agiliza resposta, economiza tempo e mantém a confiabilidade
Profº Ricardo Mânica
www.admct.com.br

Objetivos de Desempenho da Produção
• Objetivo Custo
– Importante para empresas que concorrem com preço
– custo de funcionários, instalações, tecnologia, equipamentos e materiais.
Profº Ricardo Mânica
www.admct.com.br

Profº Ricardo Mânica
www.admct.com.br
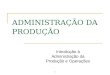
Qualidade
Rapidez
(velocidade)
Custos
Confiabilidade
Flexibilidade
Preço baixo, margem alta
ou ambos.
Tempo de entrega reduzido Entrega confiável
Produtos/serviços conforme
especificação
- Freqüência de novos
produtos/serviços
- Ampla variedade de
produtos /serviços
- Ajuste de volume e
entrega
Efeitos internos dos
cinco objetivos de
desempenho
Processos livres de
erro
Habilidade para mudar
Alta produtividade total
Operação confiável Atravessamento
rápido

Estratégia e fundamentos da gestão de operações
Elaborado por:Prof. Ricardo S. Costa e Eduardo G.M. Jardim

Tecnologias de produto
Tecnologias de processo
Tecnologias de gestão
Cada vez mais semelhantes entre
as empresas
Cada vez mais um diferencial competitivo
O mundo a nossa volta ...

Início do século XX Volume de produção
antes de 70 Mercado
70-80 Finanças
80-90 Qualidade
90-00 Produtividade
após 2000 Competitividade
Resumindo o desafio empresarial em uma só palavra...

O que faz
o cliente (ou o cidadão)
escolher a minha
empresa (ou minha instituição)
ao invés de escolher
uma outra concorrente ?

Preço
Qualidade do Produto: Performance Confiabilidade Durabilidade Aparência
Linha de Produtos: Cores Tamanhos Modelos
Novidade Moda
Rapidez de Entrega Confiabilidade de Entrega
Imagem da Marca
Atuação do Vendedor
Condições de Pagamento
Fidelidade a uma escolha anterior
Conveniência ou Facilidade da Compra
Imagem ou Reputação Social do Fabricante
Qualidade do Serviço Pós-Venda
Influência da Família e de Amigos
O que faz o cliente escolher o meu produto / serviço?

Quais destes aspectos são
diretamente potencializados pela
OPERAÇÃO ?

1. Fazendo CERTO
vantagem da QUALIDADE
2. Fazendo BARATO
vantagem do PREÇO
3. Fazendo no RÁPIDO
vantagem da VELOCIDADE
4. Fazendo NO TEMPO conforme prometido
vantagem da PONTUALIDADE
5. MUDANDO o que é feito
vantagem da FLEXIBILIDADE
Como a PRODUÇÃO proporciona VALOR PARA OS CLIENTES?

O que caracteriza a
ESTRATÉGIA DE OPERAÇÕES ?

A DEFINIÇÃO CLARA SOBRE O PACOTE DE VALOR A OFERTAR E O QUE FAZER PARA
GANHAR CLIENTES
e o desdobramento disso em decisões e escolhas táticas e cotidianas
sobre como melhor operar os recursos do sistema de produção
para obter a vantagem competitiva desejada

planos de produtos e serviços;
prioridades competitivas;
posicionamento estratégico.
Exemplos de escolhas estratégicas

definir, descrever, desenvolver e estabilizar os processos de
produção;
decidir comprar ou fazer;
definir qual capacidade instalar;
definir onde localizar produção, distribuição e vendas;
definir layout básico das plantas;
gerenciar a inovação tecnológica;
definir característica e selecionar recursos humanos.
Exemplos de escolhas táticas

previsão da demanda;
gerenciamento do suprimento;
definição dos níveis de estoques;
definição dos planos de produção;
sequenciamento das atividades
controle de chão de fábrica;
qualidade e aprimoramento contínuo;
gestão da manutenção;
gestão da performance cotidiana;
desenvolvimento dos recursos humanos e lideranças.
Exemplo de escolhas operacionais

Como começar ?

Posso querer ser bom em tudo ...
Posso querer ser bom em alguma coisa ...
Posso pautar a minha melhoria pela posição comparativa com a concorrência ...
Como COMEÇAR ?

Custo
Flexibilidade
Velocidade
Confiabilidade
Qualidade
Qualidade
Qualidade + confiabilidade
Qualidade + confiabilidade + velocidade
Qualidade + confiabilidade + velocidade + flexibilidade
Qualidade + confiabilidade + velocidade + flexibilidade + custo
“O modelo do cone de areia” do melhoramento
em manufatura”
Modelo de Slack

Prioridades são estabelecidas em relação a:
Resultados comparativos à atuação com a Concorrência
Clientes Concorrentes
O que o Cliente Quer
Importância
de cada critério competitivo
Desempenho
em cada critério competitivo
Prioridades para melhoria
Estratégia Operacional

Ganhadores e Qualificadores de Pedidos
Critérios Vencedores de Pedidos
Benefício Competitivo
Performance

Ganhadores e Qualificadores de Pedidos
Critérios menos importantes
Benefício Competitivo
Critérios Qualificadores
Benefício Competitivo
Performance Performance

P
ER
FO
RM
AN
CE
c
om
para
da
a
os
CO
NC
OR
RE
NT
ES
bom
ru
im
Melhor
Pior
Igual
Menos
Relevantes
Qualificadores Vencedores
de Pedidos
IMPORTÂNCIA
aos
Clientes baixa alta
Matriz: Importância X Desempenho
FLEXIBILIDADE DE VOLUME
VELOCIDADE ENTREGA
PREÇO/CUSTO *
CONFIABILIADDE DA ENTREGA*
FLEXIBILIDADE *
VELOCIDADE DE OFERTA
QUALIDADE DOPRODUTO
ESPECIFICAÇÃO
ACESSO
9 8 7 6 5 4 3 2 1
1
2
3
4
5
6
7
8
9

9 8 7 6 5 4 3 2 1
Menos
Relevantes
Qualifica-
dores
Vencedores
de Pedidos
Importância aos Clientes
1
2
3
4
5
6
7
8
9
Melhor
Igual
Pior
Desem
pe
nh
o e
m r
ela
ção a
os C
oncorr
ente
s
Matriz: Importância X Desempenho
EXCESSO?
ADEQUADO
MELHORA
AÇÃO
URGENTE
B
A
C
D
E

Critérios Vencedores:
1. É a base ou fundamental para a escolha do Cliente;
2. Representa vantagem importante na escolha do Cliente;
3. Representa uma vantagem útil na escolha do Cliente.
Importância dos Critérios Competitivos

Critérios Qualificadores:
4. Precisa se posicionar marginalmente acima da média da indústria;
5. Precisa se posicionar na média da indústria ;
6. Deve estar próximo num nível abaixo da média da indústria.
Importância dos Critérios Competitivos

Critérios Menos Importantes:
7. Normalmente não considerado pelo Cliente;
8. Raramente considerado pelo Cliente;
9. Nunca considerado pelo Cliente.
Importância dos Critérios Competitivos

Melhor que os Concorrentes:
1. Consistentemente e consideravelmente melhor que o melhor concorrente;
2. Consistentemente e visivelmente melhor que o melhor concorrente;
3. Consistentemente e marginalmente melhor que o melhor concorrente.
Benchmarking: Comparando com a Concorrência

Mesmo Nível que os Concorrentes:
4. Marginalmente melhor que o melhor concorrente;
5. No mesmo nível que o melhor concorrente;
6. Marginalmente pior que o melhor concorrente.
Benchmarking: Comparando com a Concorrência

Pior que os Concorrentes:
7. Normalmente e claramente pior que o melhor concorrente;
8. Normalmente pior que o melhor concorrente;
9. Consistentemente pior que o melhor concorrente.
Benchmarking: Comparando com a Concorrência

SISTEMAS de PRODUÇÃO
Um conjunto (finito!) de elementos
- humanos, materiais, lógicos e financeiros -
entre os quais se possa encontrar ou definir
uma relação para o alcance de objetivos:
necessidades e oportunidades (infinitas!).

geram e disponibilizam
PRODUTOS
BENS e/ou SERVIÇOS que são
(tangíveis) (intangíveis)
OPERAÇÕES CADEIA em
Conteúdo e Objetivos dos Sistemas de Produção:

(as partes interessadas)
BENS e/ou SERVIÇOS
PACOTES DE VALOR
compõem
percebidos pelos
“STAKEHOLDERS”
Conteúdo e Objetivos dos Sistemas de Produção:

Clientes, Acionistas,
Colaboradores Internos (Funcionários),
Colaboradores Externos (Fornecedores),
Governo e Sociedade
Os Legitimadores
Os Operantes
“STAKEHOLDERS”
quem são?
OS DETERMINANTES!
Acionistas, Clientes,
Conteúdo e Objetivos dos Sistemas de Produção:

COMO SÃO, EM ESSÊNCIA,
OS SISTEMAS DE PRODUÇÃO,
GERADORES DE
PACOTES DE VALOR ?

BENS E SERVIÇOS advêm da integração de dois tipos de recursos presentes em qualquer sistema de produção:
PROCESSADORES
PROCESSADOS
contribuem com o aumento de valor ou
utilidade
que têm o seu valor ou utilidade aumentado

RECURSOS PROCESSADORES
instalações e equipamentos pessoas
procedimentos
dinheiro
Hardware Humanware
Software Moneyware

RECURSOS PROCESSADOS
São uma combinação de :
materiais informações
consumidores
Autoria: Profs. Eduardo Jardim e Ricardo Sarmento

INPUTS
trabalhadores gerente
equipamento instalações materiais
local energia
OUTPUTS
Produtos Serviços
Participação do Mercado
/Clientes (feedback)
Informações sobre Desempenho
(feedback)
OPERAÇÕES E TRANSFORMAÇÕES
1 2
3 4
5
Visão Sistêmica
Conceitos Básicos de Operações

VENDA muda a posse
TRANSFORMAÇÃO muda o atributo
DISTRIBUIÇÃO muda o local
ARMAZENAMENTO mantém o atributo, a posse e o local
TIPOS DE OPERAÇÕES

Tipo de operação
predominante MATERIAIS
VENDA
TRANSFORMAÇÃO
ARMAZENAMENTO
DISTRIBUIÇÃO
• Operações de Varejo
• Empresas de “Factoring”
• Operações de Manufatura
• Mineração
• Refeições Industriais
• Operações Agroindustriais
• Depósito
• Armazém do Cais do Porto
• Aeroporto
• Serviço Postais
• Frete
• Embarque de “Containers”
• Distribuidora de Gás / Eletricidade
Recurso Processado

INFORMAÇÕES
• Pesquisa / Marketing
• Detetive Particular
• “Paparazzi”
• Contador
• Banco
• Arquiteto
• Analista / Consultor
• Centro de Pesquisa
• Biblioteca
• Norma Técnica
• Banco de Dados
• Serviço de Notícias / Reuters
• Telecomunicações
Tipo de operação
predominante
VENDA
TRANSFORMAÇÃO
ARMAZENAMENTO
DISTRIBUIÇÃO
Recurso Processado

CONSUMIDORES
Recurso Processado
. “Head-Hunter”
. Empresário de esportista
. Agenciador de artistas
. Cirurgião Plástico, . Cabeleireiro
. Clínica / Hospital, . Restaurante
. Teatro / Cinema, . Escolas
. Parque Temático . SPA`s
. Hotel
. Berçário
. Sala de Espera (VIP)
. Transporte Aéreo, . Navio
. Trem / Metrô, . Taxi
Tipo de operação
predominante
VENDA
TRANSFORMAÇÃO
ARMAZENAMENTO
DISTRIBUIÇÃO
Física, Fisiológica, Psicológica

Frequência de geração do produto
Natureza da demanda
Tipo de transformação
Arranjo físico dos recursos (layout)
Tipo de fluxo básico dos materiais
Momento de chegada do pedido
(do cliente ou de uma previsão)
PRINCIPAIS CATEGORIAS DOS SISTEMAS DE PRODUÇÃO
M A T E R I A I S
TRAN
SFO
RM
AÇÃO

petróleo, aço, camiseta branca básica
automóveis, eletrodomésticos, roupas profissionais
máquinas / ferramentas, alimentos congelados, roupas clássicas e de estação
equipamentos sob encomenda, material gráfico, ternos sob medida
navios, pontes, vestido de noiva
CONTÍNUA
SERIADA
INTERMITENTE
NÃO / POUCO REPETITIVA
ÚNICA
PRO
DU
ÇÃO
DE B
EN
S
- exemplos -
SISTEMAS DE PRODUÇÃO SEGUNDO A FREQUÊNCIA DE GERAÇÃO DOS PRODUTOS

CONTÍNUA
SERIADA
INTERMITENTE
NÃO / POUCO REPETITIVA
ÚNICA PRO
DU
ÇÃO
DE B
EN
S
PRO
DU
ÇÃO
DE S
ERVIÇ
OS
DE MASSA
ESPECIALIZADOS (lojas de serviços)
PERSONALIZADOS (serviços profissionais)
SISTEMAS DE PRODUÇÃO SEGUNDO A FREQUÊNCIA DE GERAÇÃO DOS PRODUTOS

empresa aérea, caixa eletrônico, hospitais públicos
locadoras de automóveis, agência bancária, laboratório de análises clínicas
taxi-aéreo, consultor financeiro, médico cirurgião
DE MASSA
ESPECIALIZADOS (lojas de serviços)
PERSONALIZADOS (serviços profissionais)
PRO
DU
ÇÃO
DE S
ERVIÇ
OS
- exemplos -
SISTEMAS DE PRODUÇÃO SEGUNDO A FREQUÊNCIA DE GERAÇÃO DOS PRODUTOS

DE PROCESSO
DE PARTES DISCRETAS
Sem Árvore
GRANDES PROJETOS
Árvore Complexa
Horizon-talizada
Vertica-lizada
Árvore Simples
SISTEMAS DE PRODUÇÃO SEGUNDO O TIPO DE TRANSFORMAÇÃO

Por Previsão
A partir de um Plano Mestre
Contra - Pedido, sem Estocar
SISTEMAS DE PRODUÇÃO SEGUNDO A NATUREZA DA DEMANDA

Fixo
Por Produto (Linha de Produção)
Celular
Funcional
Móvel
SISTEMAS DE PRODUÇÃO SEGUNDO O ARRANJO FÍSICO DOS RECURSOS (LAYOUT)

Como você categorizaria uma estrutura de
produção do ponto de vista do...
Recurso processado (dominante)
Tipo de transformação (dominante)
Frequência de produção
Natureza da demanda
Tipo de produto ou serviço
Arranjo físico dos recursos processadores
Reflita...

Linear – Planta tipo I
Implosivo – Planta tipo V
Misto – Planta tipo X Misto – Planta tipo T
Explosivo – Planta tipo A
Aberto – Planta tipo O
SISTEMAS DE PRODUÇÃO SEGUNDO O TIPO DE FLUXO BÁSICO DOS MATERIAIS

Projeto
do
Produto
Roteiro
de
Fabri-
cação
Compra
de
Materiais
Fabrica-
ção de
semi-
acabados
Monta-
gem do
produto
final
Depósito
/ entrega
do
produto
final
CLIENTE
Fluxo Clássico de Planejamento e Produção ao Longo do Tempo
SISTEMAS DE PRODUÇÃO SEGUNDO O MOMENTO DE CHEGADA DO PEDIDO

Projeto
do
Produto
Roteiro
de
Fabri-
cação
Compra
de
Materiais
Fabrica-
ção de
semi-
acabados
Monta-
gem do
produto
final
Depósito / entrega
do produto
final
CLIENTE
SISTEMAS DE PRODUÇÃO SEGUNDO O MOMENTO DE CHEGADA DO PEDIDO
uma só empresa faz todas as etapas ex: Vestido de Noiva
recebe o projeto pronto ex: Faccionista (subcontratado)
a contratante quer garantir a qualidade da matéria prima
ex: Alfaiate
ex: Costureira
Terceiriza tudo
ex: Malharia
ex: Loja de venda

Introdução à Gestão de Produção e Operações
Profº Ricardo Mânica

Projeto de Produtos e Serviços
• O objetivo da atividade de projeto é satisfazer as necessidades dos consumidores
• A atividade de projeto aplica-se tanto a produtos (ou serviços) como a sistemas (que chamamos processos)
• A atividade de projeto é em si mesma um processo de transformação

Projeto de Produtos e Serviços
• O projeto começa com um conceito e termina na tradução desse conceito em uma especificação de algo que pode ser produzido
• Devem ser observados os impactos dos projetos de produtos/serviços e processo nos objetivos de desempenho (qualidade, rapidez, confiabilidade, flexibilidade e custo)

Todo produto deve ser:
– Funcional – fácil utilização, verificar aspectos ergonômicos, ter estética, comandos auto-explicativos (painéis de carros), preocupar-se com meio ambiente
– Manufaturável – apoiar-se em tecnologias conhecidas e contar com a colaboração de equipes interfuncionais
– Vendável – O produto deve agradar os clientes e ser vendável

Ciclo de Vida
Introdução Crescimentoo Maturidade Declínio

Ciclo de Vida
• Introdução – fase inicial, baixas vendas e baixo volume de produção, produção em lotes pequenos
• Crescimento – o produto estabelece-se no mercado, aumenta demanda, empresa procura maiores volumes de produção através de melhorias e investimentos
• Maturidade – estabilização da demanda e dos processos industriais
• Declínio – demanda decrescente e perda de mercado

Estratégia de Desenvolvimento de novos Produtos
– Vender o que fabrica – a empresa desenvolve novos produtos com base na tecnologia que possui. Desenvolve e fabrica passando o problema para o pessoal de vendas procurar comprador. Product-out
– Fabricar o que pode vender – ouve a voz do mercado e fabrica o que o mercado quer, ou até antecipa gerando necessidades de consumo. Market-in
– Estratégia mista – utiliza as duas estratégias acima, procurando maximizar seus recursos produtivos e de desenvolvimento de novos produtos

Matriz BCG
Alto Baixo
Participação no Mercado
C
R
E
S
C
I
M
E
N
T
O
A
L
T
O
B
A
I
X
O

Processo de Desenvolvimento de Novos Produtos
Aspectos internos e
externos
Geração de idéia Especificações
funcionais
Seleção do produto Projeto preliminar Construção do
protótipo
Testes Projeto final Introdução
Avaliação

Exercício
1) Como justificar um projeto com um belo desenho industrial porém pouco funcional?
2) Na fase de levantamento de alternativas, uma das etapas do desenvolvimento de novos produtos, como se aplica a técnica denominada brainstorming?

Exercício
3) A funcionalidade de um produto implica, necessariamente, que ele seja ergonômico?
4) Quais os objetivos da análise de valor? Como se identifica a necessidade de sua aplicação em um determinado produto?
5) Elaborar exemplo de um projeto. Seguindo as diretrizes gerais para elaboração de projetos, criar exemplo fictício de produto inovador ou não.

Gestão de Compras e Fornecedores
Elaborado por Everton Drohomeretski, revisado por Ricardo Mânica

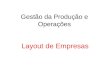
Custos (%)
Despesas Gerais Mao-de-Obra Impostos
Custos Gerais Materiais e Serviços
Valor das aquisições – Empresa Industrial
As compras de materiais em uma empresa industrial
representam mais de 50% de seu orçamento de operações!

Objetivos da função compras
• Comprar de forma eficiente, maximizando o ganho para a
empresa, dentro dos padrões éticos;
• Garantir o suprimento dos materiais, nas quantidades e
nos prazos exigidos pelos usuários;
• Criar e desenvolver de forma permanente e intensiva, um
cadastro de fontes de suprimentos que dê garantias quanto
ao fluxo de materiais a serem abastecidos nas empresas;

Objetivos da função compras
•Manter uma boa articulação internamente nas empresas,
com o mercado em geral e mais especialmente, com o
mercado fornecedor dos insumos e produtos exigidos pelas
empresas;
•Criar rotinas e procedimentos dentro dos processos de
aquisição que sejam ágeis e que permitam um efetivo
controle de todo o processo.

• Realização das licitações;
• Análise das cotações de preços e condições de
fornecimento;
• Negociações para fechamento dos contratos;
• Cadastramento de fornecedores;
• Estudo do mercado fornecedor;
• Desenvolvimento de fornecedores;
Principais atividades de Compras:

•Qualificação e avaliação de fornecedores;
• Desenvolvimento de materiais;
• Análise de valor;
• Manutenção dos registros das compras realizadas;
• Registro dos preços de aquisição dos diversos materiais;
• Manutenção do catálogo de materiais;
Principais atividades de Compras:

Evolução do Processo de Compras
Foco
em
Preço
Foco em Qualidade,
Confiabilidade,
Capacidade de
Reação e Custo
Total
Foco Estratégico
•Alianças com o Fornecedor
•Previsões de Demanda
•Tempo de Ciclo
93

Custo do estoque
Curva do Custo Total
94

Custo do estoque
Custo Total – fórmula geral
CT = Custo Unitário do item (ano) + Custo de Pedido (ano)
+ Custo de Armazenagem (ano)
Pode ser expresso como
onde
P = Preço unitário de compra
C = Consumo do item
B = Custo de pedido
Q = Quantidade do lote
I = Custo de armazenagem
2
QI
Q
CBCPCT
95

LOTE ECONOMICO DE FABRICAÇÃO
96

CUSTO TOTAL DE FABRICAÇÃO
97

MRP

MATERIAL REQUIREMENTS
PLAN
• 1934: PR = Planejamento por Ponto de Reposição.
• 1950: MRP = Planejamento das Necessidades de Material
baseado nas necessidades brutas.
• 1960: MRP = Planejamento das Necessidades de Material
baseado nas necessidades líquidas.
• 1960: CRP = Planejamento das Necessidades de
Capacidades.
• 1980: MPS = Planejamento Mestre da Produção.
• 1982: MRP II= Planejamento dos Recursos de
Manufatura.
99

100

O que é um MRP?
• Material Requirements Planning
• Sistema de Planejamento que,com base na decisão de produção dos produtos finais, determinamos “o que”, “quanto” e “quando” produzir e comprar.
• Simplifica a gestão dos materiais(compra e fabricação).
101

• É UM ALGORÍTIMO PARA GESTÃO DE ESTOQUES DE ITENS COM DEMANDA DEPENDENTE.
– MATÉRIAS PRIMAS;
– COMPONENTES;
– ITENS DE MANUTENÇÃO PREVENTIVA.
102

103

• Material Requirements Plan ( MRP ) é um plano para a fabricação e compra de componentes utilizados para a feitura de itens no MPS. – mostra quantidades necessárias, – indica quando a produção pretende utiliza-las, – indica as quantidades que devem ser compradas de itens específicos, – indica as quantidades que devem ser fabricadas de itens específicos, – o nível de detalhamento é alto, – o MRP estabelece quando os componentes e peças serão necessários
para fabricar cada item final – o horizonte de planejamento é tão longo quanto o lead times
combinados de compra e de fabricação.
104

• QUANTIDADE DE APLICAÇÃO:
–Unidades de medida do “FILHO” necessárias para produzir uma unidade de medida do “PAI”.
• NÍVEL DE UTILIZAÇÃO:
–Localização dentro da seqüência de montagem do produto.
105

• NECESSIDADE BRUTA:
–É o total das necessidades de um componente, matéria-prima, conjunto ou sub-conjunto, ANTES de deduzir o estoque disponível e os recebimentos previstos.
• NECESSIDADE LÍQUIDA:
–São todas as necessidades de um componente, matéria-prima, conjunto ou sub-conjunto APÓS deduzir o estoque disponível e os recebimentos previstos.
106

• CÓDIGO DE MAIS BAIXO NÍVEL:
–Identifica o mais baixo nível, em uma estrutura de produtos, em que um determinado item pode aparecer.
–As necessidades líquidas de um dado componente NÃO são calculadas até que todas as necessidades brutas tenham sido calculadas até aquele nível mais baixo.
107

• OBJETIVOS:
–o principal objetivo é permitir o cumprimento dos prazos de entrega dos pedidos com a mínima formação de estoque,
–planeja compras, produção, para que ocorram apenas no momento e na quantidade necessária, nem mais nem menos nem antes nem depois.
108

– reconhece estrutura do produto, passa existir demanda dependente,
– trabalha com o futuro,
– idealmente só recomenda ordens na quantidade e na data de utilização,
– planeja somente o estoque que convier e que puder,
– concebido para evitar falta de material sem manter estoque desnecessário.
109

Os Parâmetros Fundamentais do MRP
1) Políticas e tamanho do lote:
- Políticas de Lotes mínimos
- Políticas de Lotes máximos
- Políticas de Períodos Fixos
2) Estoque de Segurança
3) Lead Times
110

111

DEMANDA SUPRIMENTO
FAZ RECOMENDAÇÕES VISANDO BALANCEAR O SUPRIMENTO PARA
ATENDER A DEMANDA
112

QUE DADOS SÃO
NECESSÁRIOS ?
O QUE DEVEMOS TER ?
DEMANDA
O QUE TEMOS ? DO QUE É FEITO ?
MRP 113

DATA 1 2 3 4 5 6 7 8
CADEIRA A 150 150
CADEIRA B 120 120
DATA 1 2 3 4 5 6 7 8
CADEIRA A
150
150
CADEIRA B 120 120
PROGRAMA MESTRE DE PRODUÇÃO
DATA DE LIBERAÇÃO DA PRODUÇÃO
114

DATA 1 2 3 4 5 6 7 8
CADEIRA A
150
15
0
CADEIRA B 12
0
12
0
DATA 1 2 3 4 5 6 7 8
NEC. BRUTAS 15
0
0 0 12
0
0 15
0
12
0
0
REC. PREVISTO
230
0
0
0 0 0 0 0
ESTOQUE ON-HAND 12
7
127
12
7
7
REC. PLANEJADOS
0
0
0
23
0
ORD. PLANEJADAS 0 23
0
DATA DE LIBERAÇÃO
TAMANHO DO LOTE: 230 UNIDADES LEAD TIME: 2 SEMANAS ESTOQUE DE
SEGURANÇA: 50 UNIDADES ESTOQUE INICIAL ON-HAND: 47 UN.
ESTOQUE ON-HAND SEMANA 1: 47 + 230 + 0 - 150 = 127
ITEM: PEDESTAL
115

DATA 1 2 3 4 5 6 7 8
CADEIRA A
150
15
0
CADEIRA B 12
0
12
0
DATA 1 2 3 4 5 6 7 8
NEC. BRUTAS 15
0
0 0 12
0
0 15
0
12
0
0
REC. PREVISTO
230
0
0
0 0 0 0 0
ESTOQUE ON-HAND 12
7
127
12
7
23
7
23
7
87 19
7
19
7 REC. PLANEJADOS
0
0
0
23
0
0
0 23
0
0
ORD. PLANEJADAS 0 23
0
23
0
DATA DE LIBERAÇÃO
TAMANHO DO LOTE: 230 UNIDADES LEAD TIME: 2 SEMANAS ESTOQUE DE
SEGURANÇA: 50 UNIDADES ESTOQUE INICIAL ON-HAND: 47 UN.
ESTOQUE ON-HAND SEMANA 1: 47 + 230 + 0 - 150 = 127
ITEM: PEDESTAL
116

SAÍDAS DO MRP
ORDENS PLANEJADAS - INDICA A QUANTIDADE E O PERÍODO DAS
FUTURAS ORDENS.
ORDENS LIBERADAS - AUTORIZAÇÃO PARA A EXECUÇÃO DAS
ORDENS PLANEJADAS
ALTERAÇÕES- CORRESPONDE ÀS REVISÕES DE DATAS E/OU
QUANTIDADES OU CANCELAMENTO DE ORDENS
117

MRP-II e os Sistemas Integrados
OK?
OK?
Planejamento empresarial
Planejamento de vendas
Planejamento de produção
Programação mestre
Planejamento de materiais
Planejamento de capacidade
Controle de fabricação
Compras
Medidas de desempenho
Lista de materiais
Disponibilidade de materiais
Sequência de operações

O Que é MRP, MRP II e ERP?
ERP - Enterprise Resources Planning
Em 1991, foi apresentado a evolução
dos sistemas integrados de
planejamento e controle, contemplando
todas as funções do MRP II, incluindo
qualidade e pessoal e, transacionando
tudo na razão da empresa.
A inclusão do conceito de workflow,
permite que a empresa seja
parametrizada pelos seus processos.

ERP - Funções Cobertas - Módulos
Materiais
Planejamento da Produção
Vendas e Distribuição
Contabilidade Financeira
Controladoria
Investimentos de Capital

ERP - Funções Cobertas - Módulos
Tesouraria
Manutenção
Controle de Qualidade
Projetos
Recursos Humanos
Workflow
Controle de Empresa

Benefícios do Sistema
Melhor atendimento ao cliente
Integração das funções e informações da empresa
Integração com as fronteiras externas:
fornecedores
clientes
governo
mercado
parceiros e outras unidades etc

PROJETOS GERENCIAMENTO
DA QUALIDADE
VISÕES DE
NEGÓCIOS
GERENCIAMENTO
DE DOCUMENTOS
INFORMAÇÕES
EXECUTIVAS
Financials Front Office Distribution Manufacturing Human
Resources Maintenance Engineering
Contabilidade Enciclopédia
de Marketing Estoques
Plano Mestre
de Produção
Habilidades e
Qualificações
Monitoração de
Equipamentos Engineering
Contas a Pagar Campanhas
de Marketing Compras
Produção
Repetitiva
Desenvolvimento
de Funcionários
Performance de
Equipamentos
Engenharia
de Produto
Contas a
Receber
Automação da
Força de Vendas Faturamento
Montagem
Final Recrutamento Equipamentos
Projeto de
Entrega
Ativo Fixo Configuração
de Produtos
Pedido de
Clientes
Produção Basea-
da em Pedidos
Relatórios de
Projetos
Ordem de
Serviço
Desenho da
Planta
Consolidações
Contábeis
Geração de
Propostas
Programação
de Clientes
Ordem de
Fabricação
Gerenciamento
do Tempo
Manutenção
Preventiva
Projeto
Elétrico
Gerador de
Relatórios
Operações e Ser-
viços de Campo
Programação
de Fornecedores MRP
Relatórios
de Despesas Programação
Projeto de
Instrumentação
Fluxo de
Caixa CRP
Administração da Folha de Pagamento
Projeto de
Processos
Chão de Fábrica
Custos
Planejamento Baseado em Restrições
Autoria Eduardo G.M. Jardim e Ricardo S. Costa
ERP - Enterprise Resource Planning

Integração MRPII / ERP / CIM / SCM
CIM
CAD CAPP CAM / Robótica
BASE DE
DADOS
Administ./ Finanças
Estoque
Engenharia / Processo
Vendas/ Distrib.
Compras/ Receb.
Controle da Produção
PCP
Compras/
Receb.
Vendas/ Distrib.
ERP do fornecedor
ERP do cliente
ERP
SCM

Classificação ABC

Classificação ABC
Conceito
• Importante instrumento para o administrador, permite
classificar os itens de acordo com sua importância, e que seja
dispensado aos mesmos o tratamento adequado
• É usada na administração de estoques, na definição de políticas
de vendas, programação de produção e outras aplicações

Classificação ABC
As classes da curva ABC
• Classe A: grupo de itens mais importantes que devem ser
tratados com uma atenção especial
• Classe B: grupo de itens em situação intermediária de
importância
• Classe C: grupo de itens pouco importantes, que recebem
pouca atenção por parte da administração

Classificação ABC
As classes da curva ABC
• Exemplo
O Dep. de Produção de uma empresa consome 9.000 itens
diferentes e pretende redefinir a política de estoques.
Pelo elevado investimento em estoques, quer identificar os
itens que precisarão de controles rígidos, bem como aqueles menos
Importantes, que não merecem controle.

Classificação ABC
As classes da curva ABC
A empresa obteve o seguinte resultado:
Classe A: 8% dos itens (720) corresponderão a 70% do valor anual
do consumo
Classe B: 20% dos itens (1.800) corresponderão a 20% do valor
anual do consumo
Classe C: 72% dos itens (6.480) corresponderão a 10% do valor
anual do consumo.

Classificação ABC
As classes da curva ABC
Conclusão:
Para controlar 90% do valor de consumo, basta controlar 28% dos
itens. A classe C, que possui 6.480 itens, corresponde a apenas
10% do valor de consumo

Classificação ABC
Aplicação e Montagem

Classificação ABC
Aplicação e Montagem

Classificação ABC
Aplicação e Montagem

Classificação ABC
Aplicação e Montagem

Classificação ABC
Diferenciação das Curvas

Métodos de desenvolvimento dos
tempos padrões:
o Cronometragem
o Tempos Sintéticos
o Amostragem do trabalho

Finalidades do Estudo de Tempos
o Estabelecer padrões de produção
o Fornecer dados para determinação de custos
o Fornecer dados para balanceamento de
linhas de produção

Equipamentos para o Estudo de Tempos
o Cronômetro de hora centesimal
o Filmadora
o Folha de observação
o Prancheta para observações

Etapas para a determinação do tempo
padrão de uma operação
o Divisão da operação em elementos
o Determinação do número de ciclos a
serem cronometrados
o Avaliação da velocidade do operador
o Determinação das tolerâncias
• Atendimento às necessidades pessoais
• Alívio da fadiga
o Determinação do tempo padrão

Divisão da Operação em Elementos
São as partes em que a operação pode ser
dividida. Tem a finalidade de verificar o método de
trabalho e deve ser compatível com a obtenção de
uma medida precisa. Tomar o cuidado de não
dividir a operação em um número excessivo de
elementos.

Número de ciclos a serem
cronometrados
n = ---------------- z . R
Er . d2 . x
2
Onde: n ... Número de ciclos a cronometrar
z ... Coeficiente da distribuição Normal Padrão
R ... Amplitude da amostra
d2 ... Coeficiente que depende do número de
cronometragens realizadas preliminarmente
X .. Média da amostra

Velocidade do Operador
A velocidade V (também denominada de RÍTMO)
do operador é determinada subjetivamente por
parte do cronometrista, que a referencia à assim
denominada velocidade normal de operação, à
qual é atribuído um valor 1,00 (ou 100%).
Assim, se: V = 100% Velocidade Normal
V > 100% Velocidade Acelerada
V < 100% Velocidade Lenta

Determinação das Tolerâncias Necessidades Pessoais:
de 10 a 25 min por turno de 8 horas
Alívio da Fadiga:
depende basicamente das condições do trabalho,
geralmente variando de 10% (trabalho leve e um bom
ambiente) a 50% (trabalho pesado em condições
inadequadas) da jornada de trabalho.
O fator FT (Fator de Tolerância) é geralmente dado por:
FT = 1/(1-p)
Onde p é a relação entre o total de tempo parado devido às
permissões e a jornada de trabalho.

Determinação do Tempo Padrão
Uma vez obtidas as n cronometragens válidas, deve-se:
o Calcular a média da n cronometragens, obtendo-se
Tempo Cronometrado (TC);
o Calcular o Tempo Normal (TN):
TN = TC x V
o Calcular o Tempo Padrão (TP)
TP = TN x FT

Tempo Padrão de Atividades Acíclicas
Onde:
o TS Tempo Padrão do setup
o Q Quantidade de peças para as quais o setup é suficiente
o TPi Tempo Padrão da operação i
o TF Tempo Padrão das atividades de finalização
o L Lote de peças para que ocorra a finalização
Tempo Padrão = + + TPi TS
q
TF
L

Tempo Padrão para um lote de uma
mesma peça
Onde:
o n número de setup que devem ser feitos
o f número de finalizações que devem ser feitas
o p quantidade de peças do lote
Tempo Padrão para um lote = (n.TS) + p.( TPi) + (f.TF)

Tempos Predeterminados ou Sintéticos
Os tempos sintéticos permitem calcular o tempo
padrão para um trabalho ainda não iniciado.
Existem dois sistemas principais de tempos
sintéticos: o work-factor ou fator de trabalho e
sistema methods-time measurement (MTM) ou
métodos e medidas de tempo.
Unidade de medida TMU
1 TMU = 0,0006 min ou 0,00001 h

Tempos Predeterminados ou Sintéticos
MICROMOVIMENTOS:
o Alcançar
o Movimentar
o Girar
o Agarrar
o Posicionar
o Soltar
o Desmontar
o Tempo para os olhos

Amostragem do Trabalho
Consiste em fazer observações intermitentes em um
período consideravelmente maior que o utilizado pelo
método da cronometragem.
oObservações instantâneas
oEspaçadas ao acaso
Cálculo do tamanho da amostra
n = x
2 Z
Er
1 - Pi
Pi

Vantagens Desvantagens
- Operações cuja medição por cronômetro é cara; - Estudos simultâneos de equipes - Custo do cronometrista é alto - Observações longas diminuem influência de variações ocasio-
nais - O operador não se sente obser- vado de perto
- Não é bom para operações de ciclo restrito; - Não pode ser detalhada como estudo com cronômetro; - A configuração do trabalho pode mudar no período; - A administração não entende tão bem; - Às vezes se esquece de registrar o método de trabalho.
Vantagens e desvantagens da Amostragem
em relação aos Tempos Cronometrados

Processos e Operações
Processo é o percurso realizado por um material
(ou informação) desde que entra na empresa até
que dela sai com um grau determinado de
transformação.
Quer na empresa manufatureira ou de serviços, um
processo é constituído de diferentes operações.

Melhoria de Processos Industriais
A melhoria se compõe de quatro estágios e um preliminar, a saber:
-Preliminar uma nova maneira de pensar
-Estágio 1 conceitos básicos para a melhoria
-Observar as máquinas e tentar descobrir problemas
-Reduzir os defeitos a zero
-Analisar as operações comuns a produtos diferentes
-Procurar os problemas
-Estágio 2 como melhorar? (5W1H)
-What? -Who? -Where? -When?
-Why? -How?

Melhoria de Processos Industriais
Estágio 3 planejamento das melhorias
o Envolvimento no problema;
o Geração de idéias para a solução
• Pode ser eliminado?
• Pode ser feito inversamente?
• Isso é normal?
• No processo, o que é sempre fixo e o que é variável?
• É possível aumento e redução nas variáveis do processo?
• A escala do projeto modifica as variáveis?
• Há backup de dispositivos?
• Há operações que podem ser realizadas em paralelo?
• Pode-se mudar a seqüência das operações?
• Há diferenças ou características comuns a peças e operações?
• Há movimentos ou deslocamentos em vazio?

Melhoria de Processos Industriais
Estágio 4 implementação das melhorias
o entender o cenário
o tomar diferentes ações para que a implantação dê resultado:
• Ações de prevenção;
• Ações de proteção;
• Ações de correção.

Atividade que Agrega Valor (AV)
Define-se como a atividade que o cliente reconhece
como válida e está disposto a remunerar a empresa
por ela.

AGREGAR VALOR?
AV Lead Time
original NAV Companhia
típica
AV
Lead Time
original
Pequena
melhoria
NAV Melhoria
tradicional
na
manufatura
AV NAV Redução
enxuta de
desperdício
Grande
Melhoria
Enxuto olha primeiro
nas NAV
Pequena
melhoria

TAKT TIME
Exemplo: Tempo disponível (8h/turno)x(3.600s/h)-
(30min/turno)x(60s/min) = 27.000 s/turno
Demanda: 455 unid/turno
TAKT TIME = 59 s/unid.
TAKT TIME = Tempo de trabalho disponível por turno
Demanda do cliente por turno

0
10
20
30
40
50
60
70
80
90
100
0 5 10 20 30 40 50 60 70 80 90 100 120
Tempo Gasto por Unidade
com 80% de Aprendizagem

Just in Time

JIT – Just In Time
• O sistema JIT é mais do que um conjunto de técnicas, sendo considerado uma filosofia de trabalho. Seus objetivos fundamentais são qualidade e flexibilidade do processo. Esta filosofia diferencia-se da abordagem tradicional de administrar a produção nos seguintes aspectos:
160

JIT – Just In Time
• Os estoques são considerados nocivos por ocuparem espaço e representarem altos investimentos de capital mas também e principalmente por esconderem ineficiências do processo produtivo, com problemas de qualidade, altos tempos de preparação de máquina para troca de produtos e falta de confiabilidade de equipamentos;
• Coloca ênfase na redução dos lotes de fabricação através da redução dos tempos de preparação de equipamentos;
• Assume a meta de eliminação de erros; não considerando como inevitáveis;
161

JIT – Just In Time
• Coloca ênfase no fluxo de materiais e não na maximização da utilização da capacidade;
• Transfere a responsabilidade de funções como balanceamento das linhas, o controle da qualidade e a manutenção preventiva à mão de obra direta, deixando à mão de obra indireta as funções de apoio e auditoria;
• Coloca ênfase na ordem e limpeza da fábrica como pré requisitos fundamentais para o atingimento dos objetivos pretendidos.
162

JIT – Just In Time
• O sistema JIT pode ser definido como um sistema de manufatura cujo objetivo é otimizar os processos e procedimentos através da redução contínua de desperdícios. Os desperdícios atacados podem ser de várias formas:
• desperdício de transporte • desperdício de superprodução • desperdício de material esperando no processo • desperdício de processamento • desperdício de movimento nas operações • desperdício de produzir produtos defeituosos • desperdício de estoques
163

JIT – Just In Time
• As metas colocadas pelo JIT em relação aos vários problemas de produção são:
• zero defeitos;
• tempo zero de preparação(SETUP);
• estoque zero;
• movimentação zero;
• quebra zero;
• LEAD TIME zero;
• Lote unitário (uma peça).
164

Características
• O sistema JIT não se adapta perfeitamente à produção de muitos produtos diferentes, pois, em geral, isto requer extrema flexibilidade de faixa do sistema produtivo em dimensões que não são conseguidas com filosofia JIT. Consequentemente, deve ser dada ênfase ao projeto adequado de manufatura e ao projeto adequado à montagem, de modo a permitir que os setores produtivos tenham um foco definido, sem, entretanto restringir demais variedade de produtos oferecidos ao mercado.
• O layout do processo de produção deve se celular, dividindo-se os componentes produzidos em famílias com determinado roteiro de produção e formas similares; dessa forma, podem-se montar pequenas linhas de produção ( células), de modo a tornar o processo mais eficiente, reduzir a movimentação e o tempo gasto com a preparação da máquina.
• A gerência da linha de produção coloca ênfase na autonomia dos encarregados no balanceamento da linha, na não aceitação de erros, paralisando-se a linha até que os erros sejam eliminados, se for necessário, e na produção de modelos mesclados.
165

Características
• A responsabilidade pela qualidade é transferida à produção e é dada ênfase ao controle da qualidade na fonte, adotando os princípios do controle de qualidade total. A redução de estoque e a resolução dos problemas de qualidade forma um ciclo positivo de aprimoramento contínuo.
• É dada ênfase na redução dos tempos do processo, como forma de conseguir flexibilidade. Os tempos gastos com atividades que não agregam valor ao produto, devem ser eliminados, enquanto os tempos gastos com atividades que agregam valor devem ser utilizados de forma a maximizar a qualidade dos produtos produzidos.
• O fornecimento de materiais no sistema JIT deve ser uma extensão dos princípios aplicados dentro da fábrica tendo com principais objetivos os lotes de fornecimento reduzidos, recebimentos freqüentes e confiáveis, lead times de fornecimento reduzidos e altos níveis de qualidade.
166

Características
• O elemento humano tem participação fundamental no sistema just in time , sendo o envolvimento da mão de obra e o trabalho em equipe pré requisitos para a implementação do JIT.
• O planejamento da produção do sistema JIT deve garantir uma carga de trabalho diária estável, que possibilite o estabelecimento de um fluxo contínuo de material. O sistema de programação e controle de produção está baseado no uso de cartões para a transmissão de informações entre os centros produtivos. Esse sistema é denominado de sistema KANBAN, e segue a lógica de "puxar" a produção, produzindo somente a quantidade necessária e no momento necessário, de modo a atender à demanda dos centros consumidores.
167

Vantagens
• Redução do custo de materiais
• Redução dos custos de produção
• Redução dos custos nas vendas
168

Vantagens
• Redução do custo de materiais:
• As reduções diretas de custo em um sistema de materiais JIT são significativas em termos de redução de aquisição, recepção, inspeção e custos de armazenagem.
• As reduções oriundas somente dessas áreas podem ficar numa faixa de 30 a 50 por cento dos custos operacionais agregados.
169

Vantagens
• Os custos com materiais são reduzidos em um sistema JIT, de diversas maneiras:
1. Reduzindo o número de fornecedores com os quais a empresa opera. 2. Desenvolvendo contratos de longo prazo. 3. Eliminando a expedição. 4. Reduzindo planejamento de pedidos. 5. Obtendo melhores preços por unidade. 6. Eliminando a necessidade de contagem individual das peças. 7. Simplificando os sistemas de recebimento. 8. Eliminando inspeção de recebimento. 9. Eliminando a maior parte da re-embalagem. 10. Eliminando os desarranjos causados por grandes lotes. 11. Eliminando a armazenagem dos estoques. 12. Eliminando o excesso de materiais refugados.
170

Vantagens
• Reduzindo custos de produção: • A função produção inclui atividades de engenharia (tanto de projeto como de produção), produção e
controle de qualidade. Em sistemas JIT, a engenharia, a produção, o controle de qualidade e os fornecedores interagem mais no projeto do produtos visando a fabricabilidade. Isso é verdadeiro tanto no nível de componentes como no nível de montagem. Os produtos que são projetados tendo em vista facilidade de fabricação têm uma chance melhor de trazer lucro durante o seu ciclo de vida. Otimizar o processo de produção para obter a meta de nível de qualidade de 100 por cento, resulta em redução dos custos internos de inspeção, retrabalho e teste. Soma-se a isso a vantagem da redução de custos externos para serviços de assistência técnica e reparos de garantia.
171

Vantagens
• Adicionalmente às reduções acima, existem economias a serem obtidas em outras áreas mais obscuras que coletivamente integram os custos da qualidade. Esse é um termo usado por peritos do controle da qualidade para se referir às despesas incorridas e receitas perdidas com resultados de qualidade menores que 100 por cento em qualquer material ou atividade. Dessa forma, o custo da qualidade incluiria itens como o funcionamento de seções de conserto (são áreas onde os materiais com defeito são retidos esperando uma solução), refugos internos e retrabalho, parada de linha, vendas perdidas e perda de reputação do fornecedor.
• O custo da qualidade pode representar mais do que 15 a 25 por cento do faturamento da empresa. Se uma parte do dinheiro perdido como custo de qualidade for usado para evitar falhas na qualidade, estima-se que o retorno na forma de economias de longo prazo serão múltiplas da quantia investida na prevenção de problemas de qualidade.
172

Vantagens
• Redução do custo nas vendas • As economias obtidas por vendas como resultado de se usar o JIT vêm na forma de estabilização do
plano mestre e redução das sobreposições de sistemas (como inspeção e teste) entre o fabricante e o cliente. Quanto mais clientes JIT o departamento de vendas puder estabelecer, tanto mais a empresa poderá otimizar os seus próprios recursos.
• Os clientes que possuem uma necessidade de produtos mais estáveis, por seu lado, também serão fabricantes JIT. Pela natureza de seu próprio sistema operacional, o cliente JIT irá precisar de fornecedores que aceitem as responsabilidades de comprometimento de longo prazo. A meta do departamento de vendas torna-se então o desenvolvimento de uma base de clientes JIT.
173

JIT e os Objetivos de Desempenho
• Custos:
• Dados os preços já pagos pelos equipamentos, materiais e mão de obra, o JIT, busca que os custos de cada um destes fatores seja reduzido ao essencialmente necessário. As características do sistema JIT, o planejamento e a responsabilidade dos encarregados da produção pelo refinamento do processo produtivo favorecem a redução de desperdícios. Existe também uma grande redução dos tempos de setup, interno e externo, além da redução dos tempos de movimentação, dentro e fora da empresa.
174

JIT e os Objetivos de Desempenho
• Qualidade:
• O projeto do sistema evita que os defeitos fluam ao longo do fluxo de produção; o único nível aceitável de defeitos é zero. A pena pela produção de itens defeituosos é alta. Isto motiva a busca das causas dos problemas e das soluções que eliminem as causas fundamentais destes problemas. Os trabalhadores são treinados em todas as tarefas de suas respectivas áreas, incluindo a verificação da qualidade. Sabem, portanto, o que é uma peça com qualidade e como produzi-la. Se um lote inteiro for gerado de peças defeituosas, o tamanho reduzido dos lotes minimizará o número de peças afetadas. O aprimoramento de qualidade faz parte da responsabilidade dos trabalhadores da produção, estando incluída na descrição de seus cargos.
175

JIT e os Objetivos de Desempenho
• Flexibilidade:
• O sistema just in time aumenta a flexibilidade de resposta do sistema pela redução dos tempos envolvidos no processo. Embora o sistema não seja flexível com relação à faixa de produtos oferecidos ao mercado, a flexibilidade dos trabalhadores contribui para que o sistema produtivo seja mais flexível em relação às variações do mix de produtos. Através da manutenção de estoques baixos, um modelo de produto pode ser mudado sem que haja muitos componentes obsolescidos. Como o projeto de componentes comprados é geralmente feito pelos próprios fornecedores a partir de especificações funcionais, ao invés de especificações detalhadas e rígidas de projeto, estes podem ser desenvolvidos de maneira consistente com o processo produtivo do fornecedor.
176

JIT e os Objetivos de Desempenho
• Velocidade:
• A flexibilidade, o baixo nível de estoques e a redução dos tempos permitem que o ciclo de produção seja curto e o fluxo veloz. A prática de diferenciar os produtos na montagem final, a partir de componentes padronizados, de acordo com as técnicas de projeto adequado de manufatura e projeto adequado à montagem, permite entregar os produtos em vários prazos mais curtos.
177

JIT e os Objetivos de Desempenho
• Confiabilidade:
• A confiabilidade das entregas também é aumentada através da ênfase na manutenção preventiva e da flexibilidade dos trabalhadores, o que torna o processo mais robusto. As regras do KANBAN e o princípio da visibilidade permitem identificar rapidamente os problemas que poderiam comprometer a confiabilidade, permitindo sua imediata resolução.
178

Limitações
• As principais limitações do JIT estão ligadas à flexibilidade de faixa do sistema produtivo, no que se refere à variedade de produtos oferecidos ao mercado e a variação de demanda de curto prazo.
• O sistema JIT requer que a demanda seja estável para que se consiga um balanceamento adequado dos recursos, possibilitando um fluxo de materiais suave e contínuo.
179

Limitações
• Se houver uma variedade muito grande de produtos e componentes, o fluxo de cada um não será contínuo e sim intermitente, gerando altos estoques em processo para cada item, principalmente considerando-se a demanda de cada um.
• Isto contrariaria uma série de princípios da filosofia JIT, comprometendo sua aplicação.
• Outro problema resultante de grande variedade de produtos seria a conseqüente complexidade dos roteiros de produção.
• O princípio geral de transformação de processo produtivo numa linha contínua de fabricação e montagem de produtos fica prejudicado se um conjunto de roteiros preferenciais não pode ser estabelecido.
180

Limitações
• A redução do estoque do sistema pode aumentar o risco de interrupção da produção em função de problemas de administração da mão de obra, como greves, por exemplo, tanto na própria fábrica como na de fornecedores. Da mesma forma, o risco de paralisação por quebras de máquinas também é aumentado.
181

Kanban

O Sistema Kanban
Processo Processo Processo PAMP
Programação da Produção
Empurrar a produção
Processo Processo Processo PAMP
Programação da Produção
Puxar a produção
OC OF OF OM
OM
183

Tipos de Cartões Kanban
• O sistema kanban funciona baseado no uso de sinalizações para ativar a produção e movimentação dos itens pela fábrica. – Estas sinalizações são convencionalmente feitas com base nos cartões kanban e nos painéis porta-
kanbans, porém pode utilizar-se de outros meios, que não cartões, para passar estas informações.
– Os cartões kanban convencionais são confeccionados de material durável para suportar o manuseio decorrente do giro constante entre os estoques do cliente e do fornecedor do item.
– Cada empresa, ao implantar seu sistema kanban, confecciona seus próprios cartões de acordo com suas necessidades de informações.
184

Tipos de Processo
• KANBAN TRANSPORTE: Produção Estoque
Sinal emitido para que o material seja transferido do estoque para uma área específica de produção.
• KANBAN PRODUÇÃO: Estoque Produção
Sinal emitido para que seja iniciada a produção.
• KANBAN FORNECEDOR: O mesmo processo do KABAN TRANSPORTE só que para fornecedores externos.
185

Cartão Kanban de Produção
• Também chamado de kanban em processo, é empregado para autorizar a fabricação ou montagem de determinado lote de itens, tendo sua área de atuação restrita ao centro de trabalho que executa a atividade produtiva nos itens.
No. prateleira
estocagem
Processo Centro de trabalho
No. de item
Nome do item
capacidade docontenedor
No. deemissão
Tipo decontenedor
Materiais necessários
codigo locação
186

Cartão Kanban de requisição Interna
• Também chamado de cartão kanban de transporte, retirada ou movimentação, ou simplesmente cartão kanban de requisição, funciona como uma requisição de materiais, autorizando o fluxo de itens entre o centro de trabalho produtor e o centro consumidor dos itens.
Centro de trabalhoNo. de item
Nome do item
capacidade docontenedor
No. deemissão
Tipo decontenedor
precedente
subseqüenteCentro de trabalho
Locação noestoque
Locação noestoque
187

Cartão Kanban de Fornecedor
• Executa as funções de uma ordem de compra convencional, ou seja, autoriza o fornecedor externo da empresa a fazer uma entrega de um lote de itens, especificado no cartão, diretamente ao seu usuário interno, desde que o mesmo tenha consumido o lote de itens correspondente ao cartão.
No. de item
Nome do item
capacidade do contenedor
No. de emissão
Tipo de contenedor
Nome e código do fornecedor
Centro de trabalho
para entrega
Local estocagem
Horários de entregas
Ciclo de entregas
188

Painel Porta-Kanban
• O sistema kanban tradicional emprega painéis ou quadros de sinalização junto aos pontos de armazenagem espalhados pela produção, com a finalidade de sinalizar o fluxo de movimentação e consumo dos itens a partir da fixação dos cartões kanban nestes quadros.
peça 1 peça 2 peça 3 peça 4 peça n
Condições normaisde operação
Atenção
Urgência
189

Funcionamento do Sistema Kanban
• Regra 1: O processo subseqüente (cliente) deve retirar no processo precedente (fornecedor) os itens de sua necessidade apenas nas quantidades e no tempo necessário. – Esta primeira regra do sistema kanban é a chave do sistema de puxar a produção,
diferenciando-o dos sistemas tradicionais de empurrar.
– Como conseqüência direta desta regra temos que qualquer requisição de itens sem um cartão kanban autorizando-a é proibida, bem como, qualquer requisição de itens em quantidades diferentes da autorizada no cartão kanban também é proibida.
190

Funcionamento do Sistema Kanban
• Regra 2: O processo precedente (fornecedor) deve produzir seus itens apenas nas quantidades requisitadas pelo processo subseqüente (cliente). – Esta regra tem como objetivo limitar os estoques em processo nos postos de trabalho à
quantidade projetada para o sistema kanban, evitando a superprodução. Desta forma os fornecedores estarão produzindo apenas os itens imediatamente requisitados pelos clientes, nivelando os ritmos de produção e garantindo uma reposição uniforme dos itens, no momento e nas quantidades necessárias.
– Em decorrência desta regra, pode-se afirmar que qualquer produção diferente da autorizada pelo cartão kanban está proibida.
191

Funcionamento do Sistema Kanban
• Regra 3: Produtos com defeito não devem ser liberados para os clientes. – Esta regra ressalta a importância da qualidade total dentro do sistema
produtivo, via padronização das operações, permitindo um fluxo contínuo de itens sem defeitos.
– Por outro lado, a filosofia JIT na busca da flexibilidade no atendimento das necessidades dos clientes (internos e externos), se propõem a trabalhar com pequenos lotes de produção, o que, conseqüentemente, não dá margem a existência de itens defeituosos nestes lotes.
192

Funcionamento do Sistema Kanban
• Regra 4: O número de kanbans no sistema deve ser minimizado.
– Como o sistema kanban tem por base o ambiente da filosofia JIT, deve-se seguir o princípio do “melhoramento contínuo”, ou seja, todos os envolvidos no processo produtivo devem buscar alternativas para trabalhar sempre com a mínima quantidade de estoques em processo.
193

Funcionamento do Sistema Kanban
• Regra 5: O sistema kanban deve adaptar-se a pequenas flutuações na demanda. – Esta última regra diz respeito a capacidade do sistema kanban absorver pequenas alterações de curto
prazo na demanda sem a necessidade de intervenção do PCP no sentido de alterar o número de kanbans no sistema.
– Enquanto que no sistema tradicional de emissão de ordens não existe a possibilidade de responder rapidamente às variações de curto prazo na demanda, no sistema kanban, projetado para trabalhar com pequenos lotes e tempos de ciclo operacionais balanceados, esta adaptação se dá de forma simples e natural dentro da lógica de “puxar” a produção pela demanda do momento.
194

Sistema Kanban com Dois Cartões
M
M
M
P
P
M
Painel kanban Produção
P P P
P1 P2 P3 Pn
Painel kanban Produção
P P P
P1 P2 P3 Pn
Painel kanban Requisição
P1 P2 P3 Pn
M M M
Painel kanban Requisição
P1 P2 P3 Pn
M M M
M
M
PEstação de Trabalho
Posto Precedente
P P P
Estação de Trabalho
Posto Subsequente
P P P P
MM
PP
195

Sistema Kanban com Um Cartão
Estação de Trabalho
Posto Precedente
P P P
Estação de Trabalho
Posto Subsequente
P P P P
PP
P
Painel kanban Produção
P P P
P1 P2 P3 Pn
Painel kanban Produção
P P P
P1 P2 P3 Pn
P
P
Painel kanban Produção
P P P
P1 P2 P3 Pn
PP
196

Sistema Kanban com Fornecedores
Estação de Trabalho
P P P
Painel kanban Produção
P P P
P1 P2 P3 Pn
P
P
Painel kanban Fornecedores
F F F
P1 P2 P3 Pn
F
F
F
Supermercadode
Matérias-primas
F
FF
197

Cálculo Kanban
• K = {[LE + ES + (DM x TR x (1 + α)]/QK} + 1
• K – n°. de contentores;
• LE – lote econômico (compra ou fabricação)
• ES – estoque de segurança / estoque mínimo
• DM (D) – Demanda média
• TR – tempo de ressuprimento
• α – Eficiência da estação de trabalho (kanban produção);
• QK – quantidade de peças em cada contentor
• O TR engloba os ciclos de fabricação mais os tempos de Set-up.
198

Faixa vermelha
• K = [(DM x TR x (1+α))/QK] + 1
• K – n°. de contentores;
• DM – Demanda média
• TR – tempo de ressuprimento
• α – Eficiência da estação de trabalho (kanban de produção);
• QK – quantidade de peças em cada contentor
• O TR engloba os ciclos de fabricação mais os tempos de Set-up.
199

Faixa amarela
• K = ES/QK
• K – n°. de contentores;
• ES – estoque de segurança / estoque mínimo
• QK – quantidade de peças em cada contentor
200

Faixa verde
• K = LE / QK
• K – n°. de contentores;
• LE – lote econômico (compra ou fabricação)
• QK – quantidade de peças em cada contentor
201

Exemplo
• Para um produto cujas características são:
• Demanda/Mês: 1000 pç
• TR = 3 dias
• ES = 1 semana
• Container com capacidade p/100pç
• LEC = 200 pç.
• α = não usar
• Considerar semana com 7 dias e mês com 30 dias
202

Exemplo
• K = {[LE + ES + (DM x TR x (1 + α)]/QK} + 1
• = [200 + 233 + (33*3*1)/100] +1
• = 6,32 contentores totais
203

Exemplo
• K = LE/QK
• = 200/100 = 2
204

Exemplo
• K = ES/QK
• 233/100 = 2,33
205

Exemplo
• K = (DM x TR x (1 + α)/QK) + 1
• (33*3*1/100)+1 = 1,99
206

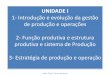
Quadro Kanban
207

Pré-requisitos do Sistema Kanban
• Os pré-requisitos de funcionamento do sistema kanban são as próprias ferramentas que compõem a filosofia JIT/TQC, e que determinam quão eficiente o sistema produtivo é, quais sejam: – Estabilidade de projeto de produtos;
– Estabilidade no programa mestre de produção;
– Índices de qualidade altos;
– Fluxos produtivos bem definidos;
– Lotes pequenos;
– Operários treinados e motivados com os objetivos do melhoramento contínuo;
– Equipamentos em perfeito estado de conservação.
208

Calcule
• Dimensionar o KANBAN para:
A B C D
• DEMANDA/MÊS 10000 4000 1500 1000
• TR (DIAS) 3 2 2 3
• ES(SEMANA) 1 1 1 1
• QK 400 200 100 100
• LEC 200 100 200 10
• EFICIENCIA Ñ USA Ñ USA 0,1 0,2
209