Embed Size (px)
Citation preview

SERVIÇO NACIONAL DE APRENDIZAGEM INDUSTRIAL
SENAI - TOLEDO
CURSO TÉCNICO EM ELETROMECÂNICA
JOSÉ CARLOS GUST
TRABALHO DE TECNOLOGIA MECÂNICA
MÁQUINAS QUE TRABALHAM COM CHAPAS
TOLEDO - PR
2012

JOSÉ CARLOS GUST
TRABALHO DE TECNOLOGIA MECÂNICA
MÁQUINAS QUE TRABALHAM COM CHAPAS
Trabalho apresentado à disciplina de Redação Técnica, como requisito parcial de nota.
Orientador: Michel Douglas Piovezana
Toledo - PR
2012

Corte com jato de água
A água, combinada com a areia, já era usada pelos egípcios, na Antiguidade, em atividades de mineração e limpeza. Foi também utilizada nas minas de ouro daCalifórnia, no século passado, para cortar rochas impregnadas de ouro. No nosso século, jatos de areia em conjunto com vapor de água a alta pressão têm sido freqüentemente empregados para limpeza e remoção de tintas.
Mas o uso industrial moderno da tecnologia do jato de água é relativamente recente. Data do final dos anos 60 a concessão da primeira patente de um sistema de corte que utilizava água a uma pressão muito alta.
Em 1970, o corte por jato de água sob pressão foi desenvolvido para cortar materiais metálicos e não-metálicos. A água tinha de ser levada a uma pressão variando de 30.000 a 50.000 psi.
O primeiro equipamento comercial de corte por jato de água foi vendido em 1971, para cortar peças para móveis de madeira laminada, material difícil de ser processado pelas serras.
Em 1983, o processo para cortar metais foi modificado, com a adição de abrasivos, entre os quais se destacam as partículas de sílica e de granada.
Desde a sua comercialização, no início dos anos 80, o jato de água com abrasivo vem sendo aceito como ferramenta de corte por um número cada vez maior de indústrias, incluindo as aeroespaciais, nucleares, fundições, automobilísticas, de pedras ornamentais, de vidros e de construção.
Funcionamento do jato de água
O processo funciona basicamente da seguinte maneira:
• Tratamento da água: A água precisa ser filtrada, para ficar livre de impurezas que poderiam ocasionar entupimento dos bicos de corte. Essas impurezas podem afetar o desempenho e a manutenção do sistema de alta pressão.
• Elevação da pressão da água: Bombas bastante poderosas elevam a pressão daágua a aproximadamente 4.000 bar, ou seja, cerca de 4.000 vezes a pressão atmosférica ao nível do mar. A água pressurizada é armazenada num acumulador, que regulariza o fluxo de saída do fluido. Depois é leva- da por tubulações até um bocal feito de safira, que é um material com elevada resistência ao desgaste.
• Agregação de material abrasivo: Acoplado ao bocal, existe um reservatório contendo material abrasivo em pó. Assim, a água, ao passar pelo bocal, arrasta o material abrasivo, o que faz o jato, agora formado por uma mistura de água e abrasivo, ter uma potência de corte maior.

• Corte do material: O jato com alta pressão é expelido pelo bocal em direção ao material. O corte ocorre quando a força do jato supera a resistência à compressão do material. Dependendo das características do material a ser cortado, o corte pode resultar de erosão, cisalhamento ou tensão localizada. Um sistema de movimentação permite manipular o jato em torno da peça. Esses movimentos são realizados por motores elétricos controlados por computador. Outra possibilidade de corte é a movimentação manual da peça sobre uma mesa estacionária onde passa um jato vertical de água.
Sistema de dosagem de abrasivo
Coleta e descarte da água: Após atravessar o material, o jato de água é amortecido num tanque, contendo água e esferas de aço ou pedras britadas, que fica sob a mesa do equipamento. Em alguns equipamentos, a água é armazenada em uma unidade coletora móvel. O processo não produz efluentes tóxicos, portanto o descarte pode ser feito normalmente. A limpeza regular do tanque de água é tarefa que não oferece perigo nem para o operador, nem para o meio ambiente.
Jato de água com abrasivos
Quando se utiliza a tecnologia do jato de água com abrasivo para cortar metais e outros materiais duros, 90% do corte, na realidade, é feito pelo abrasivo e não pela água. O abrasivo produz uma ação de cisalhamento que permite cortar materiais de grande dureza até a espessura de 152,4 mm. Esse tipo de corte é eficaz tanto para materiais duros como para peças que passaram por endurecimento superficial.
O sistema de corte com jato de água e abrasivo produz um jato cortante mais potente. Esse jato deixa o cabeçote de corte através de um tubo de mistura, feito de material cerâmico, como a safira.
Os modelos mais recentes de misturadores incorporam aperfeiçoamentos que possibilitam a manutenção da largura do corte constante, durante todo um turno de trabalho. A diferença da largura de corte no início e no fim de um turno de trabalho é de apenas alguns milésimos de polegadas, o que confere grande confiabilidade ao sistema de corte por jato de água e abrasivo.
Os sistemas de corte com jato de água e abrasivopodem ser instalados em diferentes tipos de sistemas de movimentação e controle.
Existem sistemas manuais que trabalham em posições fixas, nos quais o movimento é feito pelo operador.
Atualmente, há dois tipos de controle de movimentação manual: um em que o opera- dor guia o sistema de corte e a recepção do jato sobre uma peça

é mantida fixa; e outro em que o operador guia a peça sobre uma mesa em torno de um jato que é mantido fixo.
Os sistemas automáticos de corte podem ser instalados em robôs tipo pórtico de 5 ou 6 eixos, utilizados para fazer perfis complexos, peças aeroespaciais e componentes automotivos.
Outro equipamento disponível são as mesas X-Y, controladas por CNC.
Nesse sistema, a peça é normalmente colocada sobre um tanque, que receberá o jato de água após o corte. Durante a operação, as forças de reação são muito leves, ou seja, o material cortado não vibra e não sofre deslocamentos e todos os movimentos são realizados pelo cabeçote, que se desloca sobre o pórtico e pela mesa.
A maior parte dos sistemas de corte utiliza tanques cheios de água e algumas vezes outros meios para absorver a energia do jato depois do corte do material. Para cortes feitos no sentido vertical, ou próximo do vertical, são usados tanques com fundo coberto por pedras britadas.
Em sistemas de 5 eixos, normalmente é necessário utilizar um recipiente móvel, que se movimenta junto com o cabeçote de corte. Esse recipiente é parcialmente cheio com esferas de aço inoxidável ou de cerâmica, que absorvem e dissipam a força do jato. Essas esferas devem ser substituídas periodicamente, pois são destruídas pelo processo.
Vários fatores influenciam o corte por jato de água com abrasivo:
Pressão – A pressão determina o nível de energia das moléculas de água. Quanto maior a pressão, mais fácil fica vencer a força de coesão das moléculas do material que se pretende cortar.
Fluxo – O fluxo de água determina o índice de remoção do material. Há dois modos de aumentar o fluxo de água: aumentando a pressão da água ou aumentando o diâmetro do orifício da safira.
Diâmetro do jato – O diâmetro do bico de corte para sistemas de corte por água pura varia de 0,5 mm a 2,5 mm. Jatos de diâmetros menores também podem ser produzidos, para aplicações específicas. Para o corte de papel, o diâmetro do jato é de 0,07 mm. Quando se trata do corte por jato de água e abrasivo, os menores diâmetros situam-se em torno de 0,5 mm.
Abrasivo– A velocidade de corte do sistema é aumentada quando se aumenta o tamanho da granulação do abrasivo. Em compensação, abrasivos com menores tamanhos de grãos produzem uma superfície cortada com melhor qualidade. Porém, partículas muito finas de abrasivo são praticamente ineficientes.

O abrasivo mais utilizado é a granada. Ocasionalmente são utilizados outros abrasivos, como a sílica, o óxido de alumínio, o metal duro granulado e o nitrato de silício. Para usinar metais cerâmicos muito duros podem ser usados abrasivos à base de carbeto de boro.
Quanto mais duro for o abrasivo, mais rapidamente se desgasta o bico de corte. Fluxos elevados de abrasivos também aceleram o desgaste do bico de corte.
O fluxo alto de abrasivos acarreta um custo operacional elevado, pois o custo do abrasivo representa uma parcela importante no custo total dos sistemas de corte por jato de água.
Distância e velocidade de corte – À medida que sai do bico, o jato de água se abre. O jato de água com abrasivo apresenta maior abertura, por ser menos uniforme. Isso explica porque a distância entre o bico e o material é sempre muito pequena,abaixo de 1,5 mm. Aabertura do jato pode ser reduzida, com a diminuição da velocidade de saída do fluido, com consequente diminuição da velocidade de corte.
CORTE PLASMA
O Processo de Corte Plasma foi desenvolvido desde os anos 50 para cortar metais condutores, principalmente o aço inoxidável e o alumínio. Durante seu desenvolvimento descobriram que se reduzissem o diâmetro do bocal por onde saia a tocha de gás para soldagem, o arco era comprimido, aumentando a velocidade e a temperatura do gás.
Hoje é o processo com maior crescimento na indústria, nas instalações industriais e nas oficinas em geral como excelente ferramenta para o corte de metais, em virtude da velocidade e precisão do corte.
Plasma é o quarto estado da matéria. Quando adicionado energia no gás, propriedades como temperatura e características elétricas são modificadas. Ocorrendo a ionização, onde ocorre a criação de elétrons livres e íons entre os átomos do gás tornado-se e um plasma, sendo eletricamente condutor pelo fato de os elétrons livres transmitirem a corrente elétrica.
O gás de corte flui pelo centro que contém o eletrodo negativo, um toque da tocha no metal produz um arco elétrico que ioniza o gás, formando o plasma. Desde que ele é condutor, a corrente elétrica e o fluxo do gás mantêm o processo. Um gás protetor é injetado em torno da área de corte para prevenir oxidação e também proporcionarcerta regulagem da largura do corte. A alta temperatura do plasma funde o metal, produzindo o corte.

A fonte de energia utilizada é de corrente constante, podendo ser retificador, gerador ou inversores, utilizando corrente continua, polaridade direta. As fontes para soldagem plasma diferem das de corte, porque no corte a tensão em vazio do equipamento deve ser superior a 200V.
Eletrodos
O eletrodo utilizado é de tungstênio (comercialmente puro tungstênio 99,5%), ou tungstênio dopado com tório ou zircônio, não sendo consumível. Para cortes em alta velocidade tem-se utilizado eletrodo de tungstênio dopado com óxido de lantânio, de vida mais longa.
Gases
Pode-se utilizar o mesmo tipo de gás tanto para a formação do plasma, quanto para a proteção adicional da poça de fusão; O argônio tem sido o preferido na soldagem com baixas correntes em função do seu maior potencial de ionização, além de promover uma melhor limpeza das camadas de óxidos de metais reativos e facilita a abertura do arco elétrico. Pode-se aplicar outros gases inertes como o hélio puro ou misturado com argônio, porém estes requerem tensões mais altas para a abertura do arco. O He desenvolve maior energia do plasma, porém necessita de uma refrigeração do bocal do orifício mais eficiente. A seleção do gás de proteção depende do tipo e da espessura do metal de base a ser soldado.
Metais de Adição
A maioria das soldagens por este processo não requer metal de adição face a sua concentração de calor e facilidade de fusão das partes, porém, caso haja necessidade, o metal de adição apresenta-se na forma de vareta ou arame enrolado em bobinas. Na soldagem manual a técnica de deposição do material é por gotejamento, sendo adicionado por umas das mãos enquanto a outra controla o banho de fusão. Na soldagem automática, a bobina de arame é colocada em um alimentador automático com velocidade constante. Este sistema é utilizado quando a corrente ultrapassa 100 A, e pode ainda ser aplicado com pré-aquecimento do arame por efeito Jaule passando-se uma corrente elétrica através deste antes de atingir a poça de fusão.
Corrente de Soldagem
No processo conhecido como micro plasma trabalha-se com correntes iniciais em faixas tão baixas quanto 0,1 à 1 A e máximo de 20 A, ou elevadas pois o processo admite a utilização de correntes até 500 A;Costuma-se demarcar 100 A como limite de baixas correntes, e acima são chamadas de altas correntes. Configuração da corrente Típica é a corrente continua, polaridade direta, porém para soldagem de alumínio, trabalha-se com

polaridade inversa ou corrente alternada, esta ultima causa uma certa instabilidade de arco.
Tensão
A tensão de arco é menos sensível a uma variação do comprimento do arco, garantindo assim uma maior estabilidade dos parâmetros sendo superiores às do processo TIG, em valores de 50V ou maiores.
Técnicas
O processo a arco plasma possui duas técnicas principais, sendo: arco transferido; não transferido. Arco plasma transferido é o sistema mais comum. Após a abertura do arco piloto entre o eletrodo e o bocal, o arco se transfere para a peça por aproximação, fluindo para a mesma, extinguindo-se o arco piloto. Ao se afastar a pistola da peça, o arco extingue-se. Arco plasma não transferido o arco piloto é intensificado (soprado) para fora do bocal aproveitando-se o calor gerado pelo mesmo.
O jato plasma emergente é utilizado principalmente para corte de materiais não metálicos (não condutores) e revestimentos por aspersão de pós metálicos (ou cerâmicos) fundidos.
Plasma de Alta Definição
O processo plasma de alta definição foi criado com o objetivo de produzir cortes com qualidade nível 3. Porém em produção, com as constantes variações de pressão e vazão nos gases de plasma e proteção, aliado aos desgastes da tocha e dos consumíveis, o processo se mantinha com nível de qualidade entre o 4 e 5 e uma vida útil do bico e eletrodo de aproximadamente 2 horas. Por este fato o processo tendia ao colapso na sua utilização para a indústria devido ao alto custo operacional e baixa consistência.
Em 2003 foram investidas elevadas quantias em pesquisa e desenvolvimento para resolver a inconsistência e aprimorar o processo de alta definição. O resultado foi o desenvolvimento de duas novas tecnologias que revolucionaram o plasma de alta definição. Um controle sinérgico para o gás e um novo desenho de tocha que permite a flutuação do tubo de refrigeração dentro do eletrodo proporcionou a consistência do processo, ou seja, produção de cortes com qualidade nível 3 por um longo período de vida dos consumíveis bico e eletrodo. O processo que foi batizado de Hyperformance, ou plasma de Alto Desempenho, já é comercializado desde 2004 e os resultados médios comprovam a qualidade nível 3 em uma vida útil de eletrodo e bico em média de 6 horas.
Vantagens do processo corte Plasma:

• Processos eficiente de corte;
• Sem necessidade de pós operação;
• Velocidade e facilidade na operação;
• Preparação de juntas para a soldagem;
• Reparo e manutenção;
• Corta uma ampla faixa de espessuras (Dependendo da capacidade do equipamento, é possível cortar metais desde 0.5mm até 60mm de espessura)
• Processo muito seguro, não utiliza perigosos cilindros de oxigênio e gás combustível e nem mangueiras transportando elementos combustíveis;
• Corta qualquer metal condutor (Aço carbono, inoxidável, alumínio, bronze, cobre, ferro fundido);
• Alta velocidade de corte;
• Perfura sem pré-aquecimento;
• Permite cortar placas empilhadas;
• Corte limpo (O corte não deixa escória, por isso, não é necessária a limpeza posterior com esmeril);
• Não superaquece o material (Devido a alta velocidade de avanço, a zona térmica afetada - ZTA é muito pequena);
• As chapas de espessura fina não se deformam.
Corte a Laser
O efeito físico por trás do funcionamento do laser é que os átomos de determinados materiais, quando em estado instável de alta energia, se corretamente estimulados decaem sua energia emitindo fótons coerentes com o estímulo original, cujas ondas estão em sincronia (em fase) entre si. Um laser funciona desde que se consiga excitar um número mínimo de átomos de determinado material para um nível de energia superior, de modo a se obter uma inversão de população (quando existem mais átomos excitados do que átomos no estado fundamental). Quando isso ocorre, estimulam-se alguns átomos a emitirem seus fótons, o que vai iniciar um efeito em cascata de modo que o fóton emitido por um átomo estimula o átomo seguinte a emitir outro

fóton de igual comprimento de onda e fase, o que vai amplificando a emissão de feixes de luz de comprimento de onda definido e coerente.
Para que tudo isso funcione, entretanto, é necessária uma realimentação, ou seja, por certo tempo manter fótons emitidos estimuladamente interagindo com outros átomos. Isso é obtido com uma cavidade óptica, uma região do espaço em que se confina luz por algum tempo com o uso de espelhos altamente refletores e convenientemente alinhados que vão refletindo várias vezes os fótons.
O corte a laser é um processo que se dá através da estimulação molecular e da posterior transmissão das moléculas para níveis mais baixos de energia. Em um processo de corte a laser típico, são focados de 1000 a 2000 watts de energia e a profundidade de corte atingida fica em torno dos 20mm.
Os benefícios de um projeto apropriado para o laser incluem:
* Alto grau de liberdade para o produto.
* Fabricação mais rápida a custos compatíveis.
* Posicionamento mais fácil e preciso para o total processamento.
* Opção de importação de arquivos do CAD.
* Melhora a funcionalidade.
Os tipos de lasers mais usados na indústria são o laser de CO2 e laser YAG.
Laser de CO2
* Utiliza os seguintes gases: Dióxido de Carbono (CO2) empregado na emissão do laser; Nitrogênio (N2) na excitação e o Hélio (He) na etapa do esfriamento.
*O CO2 torna o corte a laser versátil, pois ele pode trabalhar materiais metálicos e não metálicos com alta velocidade e facilidade de controle.
* No caso de material refletivo o laser CO2 enfrenta dificuldades de corte.
* O CO2 cortaos metais sem liga ou de liga leve, o aço inox, a liga de níquel, o titânio (e suas ligas) e o alumínio (e suas ligas).
YAG
(Yttrium Aluminium Garnet)

* É distribuído através de uma barra sólida de alumínio, ou por meio de alguma outra matriz sólida, como o rubi.
* Ele pode ser YAG Contínuo se comportando da mesma maneira que o CO2, ou YAG Pulsado tendo velocidade de corte mais lenta e possibilitando um trabalho perfeito com os metais reflexivos.
* O laser YAG corta os metais incluindo o aço inox e o alumínio e suas ligas entre outros.
Como funciona o Corte a Laser
* Funciona integrada a um sistema CAD/CAM.
* 1ª Etapa: Um forte gerador produz um raio que é encaminhado para a cabeça de corte
* 2ª Etapa: Espelhos ajustáveisdirecionam o feixe de laser por um caminho ótico
* 3ª Etapa: O raio, que até então apresentava baixa densidade de energia, atravessa uma lente de foco que ajusta a intensidade e o tamanho do feixe.
* 4ª Etapa: É adicionada uma substância gasosa (Oxigênio ou Nitrogênio), e o feixe focado passa a apresentar uma alta densidade de energia.
* 5ª Etapa: O feixe é convergido sobre o material a ser trabalhado, quando, então, é efetuado o corte (a densidade energética do feixe “derrete” o material na linha de corte). Gases assistentes auxiliam a máquina de corte a laser na “secagem” da peça trabalhada.
Vantagens
* Flexibilidade e versatilidade para a automação do processo através de robôs.
* Alta qualidade da produção.
* Não necessita contato mecânico com a peça.
* Possibilita altíssimas velocidades de corte.
* É silencioso, eficiente, não requer troca de ferramenta de corte e não demanda o desenvolvimento de matrizes.
* Permite que projetos complexos, cheios de detalhes e ângulos difíceis, sejam realizados de forma perfeita.
* Menor investimento no caso de modificações no produto. Muitas vezes apenas a reprogramação dos robôs já engloba toda a modificação necessária.

* É extremamente versátil em processar diferentes materiais como: acrílico, madeira, couro, papel, plástico, aço carbono, aço inox, aços galvanizados, alumínio e suas ligas, titânio, borrachas e compósitos, tecidos, vidros e Quartzo.
Desvantagens
* Alto custo inicial do sistema
* Requer um nível de automação alto como robôs e dispositivos.
* Necessita integração a sistema CNC
* Limitação de profundidade de corte e espessuras.
* Dificuldade em cortar materiais refletivos
* Depósitos de fuligem na superfície
* Requer um volume de produção relativamente alto para amortizar o investimento
Calandras
Uma calandra compreende de dois ou mais rolos de ferro fundido com perfuração central para a passagem de água e vapor, ambos para controle de temperatura, montados em uma estrutura metálica em diversas configurações. É equipada com jogos de engrenagens os quais permitem variar a velocidade dos rolos, de acordo com o tipo de operação a ser efetuada. Os rolos giram em velocidades controladas e a distância entre eles controla a espessura e podem ser ajustadas de forma manual ou automaticamente. Os rolos não são paralelos, sendo ligeiramente arqueados ou possuem um arqueador hidráulico no conjunto para compensar a variação de espessura no material em processo. A alimentação é feita manualmente com mantas aquecidas à temperatura da calandra em um cilindro ou continuamente por fitas.
Tipos de calandra
Calandra de três rolos sem dispositivo de deformação das abas.
Rolos inferiores, fixos, com igual diâmetro, mas menores (10 a 50%) que o superior calandras de maior capacidade rolos de maior diâmetro e maior entre eixo nos rolos inferiores. Menor força de flexão. Utilização de rolos inferiores de suporte para reduzir a deformação em calandras de comprimento elevado (geralmente > 3m). O ajuste do rolo superior, livre, define o diâmetro da calandragem. Força de calandragem suficiente para arrastar por atrito o rolo superior. Difícil para chapa fina de grande diâmetro rolo superior motorizado. Os extremos da chapa (abas) permanecem direitos.

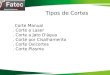
Figura 1: a)Calandra de três rolos tipo piramidal, b)Calandra de 3 rolos com dispositivo de dobramento das abas c)Calandra de quatro rolos.
Calandra de três rolos com dispositivo de deformação das abas.
A dobragem das abas nunca é total (zona direita = (0,5 a 2)h; h - espessura da chapa). Existem diferentes tipos de concepção (no essencial, diferentes movimentos dos rolos).
Figura 2: Fases da operação de calandragem numa calandra de três rolos com os rolos inferiores simétricos e possuindo movimento vertical inclinada, a)Alimentação, b)Deformação de uma aba, c) Deformação da outra aba, d) deformação da virola.
Calandra de quatro rolos
Rolos centrais, motores os rolos laterais, livres, controlam o raio da calandragem e a dobragem das abas.

Figura 3: Sequência de calandragem numa calandra de quatro rolos.
Vantagem da calandra de quatro rolos.
O posicionamento apertado entre os 9 rolos motores facilita bastante a operação, designadamente o manuseamento da chapa que, em muitos casos, pode ser feito por um único operador a dobragem das abas efetua-se sem necessidade de voltar a chapa a calandragem das superfícies cónicas pode efetuar-se continuamente a calibragem das chapas, por exemplo, após soldadura das extremidades, é facilitada pela existência dos dois rolos livres, os quais devem estar ambos atuados neste tipo de operações.
Calandragem cilíndrica
O rolo superior, geralmente, com um diâmetro (ds) maior que o diâmetro dos rolos inferiores (di), é convenientemente posicionado para se obter o raio de curvatura exterior (Re) requerido para a chapa. Admitindo que as reações nos rolos inferiores são verticais (aproximação), pode considerar-se que a distribuição de momento fletor é triangular, com o valor máximo na zona média do entre eixo.
Descrição do processo.
Os rolos inferiores transmitem a energia necessária à deformação da chapa através das forças de atrito entre a chapa e os rolos. A capacidade de deformação é limitada pelo trabalho que é possível realizar com as forças de atrito.
Relatório de calandra deformação, 3 rolos motores velocidade de rotação do rolo superior diferente da dos rolos inferiores para a chapa não escorregar calandras com sistemas de regulagem de velocidade sofisticados, 2 rolos (inferiores) motores.

Geometria, Dimensões e preparação do planificado.
As formas obtidas são planificáveis e tanto os raios de curvatura, como o comprimento de calandragem são, geralmente, muito superiores à espessura da chapa As dimensões do planificado de uma virola cilíndrica serão obtidas considerando que a largura de calandragem não varia (deformação plana) e que a largura do planificado é igual ao perímetro da circunferência que passa na linha média da chapa (raio de curvatura >> espessura linha neutra coincide com a linha média).
Outras formas, métodos de planificação de superfícies é chanfrar as bordas das chapas para evitar a formação de fissuras (especialmente para espessuras acima dos 25 m).
Calandragem a frio e a quente
A calandragem a frio é preferível à calandragem a quente (menos dispendiosa e problemática).Para calandragens a frio, e em especial para passos múltiplos, deve ter-se em atenção a deformação máxima que a chapa sofre. É usual o tratamento quando:
emax> 5% para aços de baixa liga.
emax> 3% para aços ferríticos temperados e revestidos
A capacidade de calandragem da máquina for ultrapassada em resultado do encruamento do material.
A calandragem a quente deverá ser usada quando:
A capacidade de calandragem for insuficiente para realizar o trabalho a frio não se conseguir produzir peças com o diâmetro desejado sem que ocorra fissuração os tratamentos térmicos necessários à calandragem a frio tornam a calandragem a quente mais económica.
Calandragem de superfícies cônicas
Procedimentos e operação calandra de 3 rolos.

Figura 10: Calandragem de uma superfície cônica numa calandra de três rolos. a) Inclinação do rolo superior. b) E por menor mostrado o posicionamento da esfera.
Procedimentos e operação calandra de 4 rolos.
Figura 1: a) Calandragem de uma superfície cônica, numa calandra de quatro rolos. b) A ligeira inclinação do rolo inferior central leva a chapa a se desencostar dos rolos centrais na zona de menor diâmetro.
Dobragem das abas
Um dos problemas principais da calandragem é o da enformação das abas do planificado com o raio de curvatura desejado para a chapa o valor do momento fletor decresce linearmente, desde um valor máximo na secção (B), até se anular na secção (A). A deformação vai evoluindo de totalmente plástica para elástica, com zonas elasto-plásticas intermédias raio de curvatura cada vez maior deixa de existir curvatura a partir da secção em que a deformação é totalmente recuperada pelo efeito de mola.
Soluções para o problema da dobragem das abas.
Numa calandra sem capacidade para enformar abas a dobragem das abas poderá ser executada prévia ou posteriormente à calandragem por quinagem ou por martelagem.
Calandrar uma chapa com um comprimento superior ao pretendido e cortar as abas direitas.
Dobrar as abas na calandra com o auxílio de um gabarito, também conhecido por “berço”, fabricado previamente em chapa espessa.

Utilizar calandras preparadas para a dobragem das abas, as quais permitem deslocamento dos rolos inferiores ou do superior.
Efetuar a operação numa calandra de quatro rolos.