Embed Size (px)
Citation preview

ESCOLA PILOTO EM ENGENHARIA QUÍMICA
Processos de Separação com Membranas
Membrana do Tipo Fibra Oca
Outubro de 2003, Rio de Janeiro, RJ
COPPE/UFRJ Programa de Engenharia Química
Professores Responsáveis: A. Claudio Habert Cristiano P. Borges Ronaldo Nóbrega

ii
ESCOLA PILOTO EM ENGENHARIA QUÍMICA
TEMA: Processos de Separação com Membranas
I - Aspectos Gerais dos Processos com Membranas (PRIMEIRO CAPÍTULO)
pág.
1.1 – Introdução 1
1.2 - Morfologia de Membranas, Força Motriz e Transporte 3
1.3 - PSM em comparação com os Processos Clássicos 8
1.4 - Aplicações dos Processos de Separação com Membranas 9 1.5 - Algumas Vantagem dos PSM 10 1.6 – O Mercado Mundial dos PSM 10 1.7 – Referências 12

Capítulo I
1
CAPITULO I
Aspectos Gerais dos Processos com Membranas
1.1 - Introdução
A indústria química é, fundamentalmente, uma indústria de transformação e para se chegar aos produtos finais, com as especificações desejadas, é necessário separar, concentrar e purificar as espécies químicas presentes nas diferentes correntes resultantes dessas transformações. Este, sem dúvida, tem sido um dos maiores desafios da indústria química, desde seus primórdios. A partir do início da década de 70, em adição aos processos clássicos de separação como, destilação, filtração, absorção, troca iônica, centrifugação, extração por solvente, cristalização e outros, surge uma nova classe de processos que utilizam membranas sintéticas como barreira seletiva. As membranas sintéticas surgem como uma tentativa de se imitar as membranas naturais, em particular quanto as suas características únicas de seletividade e permeabilidade. "De uma maneira geral, uma membrana é uma barreira que separa duas fases e que restringe, total ou parcialmente, o transporte de uma ou várias espécies químicas presentes nas fases". O desenvolvimento dos processos de separação por membranas e suas aplicações industriais podem ser considerados relativamente recentes, principalmente levando-se em conta que fenômenos envolvendo membranas vêm sendo estudados há mais de um século. Na realidade, o primeiro registro que se tem notícia, sobre um estudo relativo a fenômenos que ocorrem com membranas, data de 1748 e se deve a um abade francês de nome Nollet. Em sua experiência, Nollet emerge, em água pura, um copo cheio de um destilado de vinho (considerado uma simples mistura de água e etanol), vedado com uma membrana (bexiga) de origem animal. Após um certo tempo ele observou que a bexiga se estufou, chegando mesmo a romper, em alguns casos. Esta experiência evidenciou, pela primeira vez, as características de permeabilidade e seletividade de uma membrana. A interpretação deste fenômeno, hoje, é relativamente simples: a diferença de potencial químico da água entre os dois lados da membrana (bexiga animal) determina um fluxo preferencial da água para dentro do copo. Como a bexiga é elástica, no início ela se expande, mantendo a pressão dentro do copo constante e, aproximadamente igual à pressão atmosférica. Numa etapa posterior sua elasticidade já é menor e a pressão no interior do copo começa a aumentar, fazendo com que o potencial químico da água aumente. Caso a membrana resista esta pressão sem se romper, o potencial químico da água, no interior do copo, pode se igualar ao potencial químico da água do recipiente externo ao copo, atingindo-se, assim, o equilíbrio termodinâmico. A fundamentação teórica para esta explicação, no entanto, é bem mais recente.

Capítulo I
2
Embora os processos de separação com membranas (PSM), como diálise (D) e microfiltração (MF), já fossem conhecidos e utilizados, em pequena escala, desde 1930, eles não
evoluíram para uma escala industrial mais sólida devido, principalmente, aos baixos fluxos permeados resultantes das elevadas espessuras das membranas disponíveis. Os PSM começaram, realmente, a deixar de ser uma curiosidade científica e de laboratório no final da década de 50. Nesta época os Estados Unidos decidiram investir em projetos de pesquisa que tinham por objetivo principal a dessalinização de águas. Este projeto resultou em pelo menos duas descobertas importantes: 1) Reid e Breton (1953) relataram que membranas homogêneas de acetato de celulose, quando utilizadas para nas condições de osmose inversa (OI), podiam apresentar retenção salina elevada e 2) Loeb e Sourirajan (1960-1962) aperfeiçoaram uma técnica para preparo da membrana, mais tarde chamada técnica de inversão de fase por imersão-precipitação, que podia aumentar muito o fluxo permeado de água, mantendo elevada a retenção de sais. A partir destes fatos, o interesse sobre o assunto aumentou consideravelmente, pois a melhoria na seletividade e a redução da resistência ao transporte das espécies permeantes representavam alterações que poderiam tornar os PSM, em geral, e não somente a dessalinização de águas, mais competitivos do que os processos de separação tradicionais. Posteriormente, descobriu-se que o principal motivo para o sucesso das membranas preparadas pela técnica desenvolvida por Loeb e Sourirajan era devido a sua morfologia singular. Estas membranas apresentam poros gradualmente maiores em sua seção transversal. A região superior, em torno de 2% da espessura global, é chamada de "pele" e não apresenta poros ou possui poros muito pequenos (< 0,05 µm), sendo a principal responsável pela seletividade. A região abaixo da pele, chamada suporte ou substrato, apresenta poros progressivamente maiores, tendo como função principal fornecer resistência mecânica à pele. Membranas com esta morfologia são denominadas anisotrópicas ou assimétricas. Um grande número de investigações tem ocorrido para entender, controlar e caracterizar a estrutura dessas membranas. Em relação à estrutura da membrana, dois enfoques têm sido adotados. No primeiro, a ênfase principal é alterar as condições de preparo para obter as propriedades adequadas para a pele e substrato, enquanto que no segundo enfoque a pele e o substrato poroso são obtidos em etapas distintas. O procedimento de preparar a membranas em duas etapas foi sugerido nos trabalhos de Cadotte e Francis em 1966, como uma técnica alternativa ao uso exclusivo da técnica de inversão de fase. Neste procedimento um filme homogêneo ultrafino (< 1µm) é depositado sobre uma membrana microporosa. Estas membranas, que consistem de dois (ou mais) filmes laminados, são chamadas compostas ("composite membranes"). Foi o desenvolvimento dessas membranas compostas que permitiu a exploração comercial de processos com membranas para a separação de misturas gasosas - permeação de gases (PG) - e de misturas líquidas – pervaporação (PV). A firma americana Monsanto, no início dos anos 80 e a alemã GFT (hoje Sulzer Chemtech, Membrane Systems) no final desta mesma década, foram as pioneiras na aplicação industrial de membranas na separação de gases e de líquidos, respectivamente.

Capítulo I
3
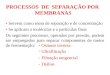
1.2 - Morfologia de Membranas, Força Motriz e Transporte As membranas sintéticas comerciais, em sua grande maioria, são preparadas a partir de materiais poliméricos com características químicas e físicas as mais variadas. Membranas de materiais inorgânicos são produzidas há mais de 20 anos, mas só recentemente começam a disputar o mercado com as membranas poliméricas. As membranas inorgânicas apresentam uma vida útil maior e facilidade de limpeza, mas são bem mais caras do que as poliméricas. Em função das aplicações a que se destinam as membranas apresentam diferentes morfologias. De um modo geral, as membranas podem ser classificadas em duas grandes categorias: densas e porosas. As características da superfície da membrana que esta em contato com a solução a ser separada é que vão definir a utilização de uma membrana porosa ou densa. A Figura 1.1 apresenta as morfologias mais comuns observadas nas seções transversais de membranas comerciais.
MORFOLOGIA DE MEMBRANAS SINTÉTICAS
densa (integral)
Membranas Anisotrópicas (assimétrica)
porosa densa (composta)
Membranas Isotrópicas (simétricas)
porosa porosa densa
Figura 1.1 - Representação esquemática da seção transversal dos diferentes tipos de morfologia de membranas sintéticas.

Capítulo I
4
Tanto as membranas densas como as porosas podem ser isotrópicas ou anisotrópicas, ou seja, podem ou não apresentar as mesmas características morfológicas ao longo de sua espessura.
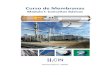
As membranas anisotrópicas se caracterizam por uma região superior muito fina (≈ 1 µm), mais fechada (com poros ou não), chamada de pele, suportada em uma estrutura porosa. Quando ambas as regiões são constituídas por um único material a membrana é do tipo anisotrópica integral. Caso materiais diferentes sejam empregados no preparo de cada região a membrana será do tipo anisotrópica composta. Dois tipos de parâmetros são normalmente empregados para se caracterizar membranas: parâmetros de natureza morfológica e parâmetros relativos as suas propriedades de transporte. No caso de membranas porosas características como a distribuição de tamanho de poros, porosidade superficial e espessura representam parâmetros morfológicos relevantes. Para membranas densas, as características físico-químicas envolvendo o polímero utilizado e as substâncias a serem separadas, bem como a espessura do filme polimérico, são parâmetros importantes. No caso de membranas compostas as características do suporte poroso também devem ser incluídas. Independente do tipo de membrana, propriedades de transporte como permeabilidade a gases e líquidos, bem como a sua capacidade seletiva são utilizadas como parâmetros característicos dos processos. Para que ocorra o transporte de uma espécie através de uma membrana é necessário a existência de uma força motriz agindo sobre a mesma. Os processos comerciais de separação com membrana utilizam como força motriz o gradiente de potencial químico e/ou o gradiente de potencial elétrico. Como os processos com membranas são, em sua grande maioria, atérmicos, o gradiente de potencial químico pode ser expresso, apenas, em termos do gradiente de pressão e de concentração (ou pressão parcial). Em função da morfologia da membrana e do tipo de força motriz empregada, o transporte das diferentes espécies através da membrana pode ocorrer tanto pelo mecanismo de convecção, como pelo mecanismo de difusão. A morfologia da membrana define, também, os princípios em que se baseiam a sua capacidade seletiva (ver esquema da Figura 1.2).
Em processos que utilizam membranas porosas a capacidade seletividade esta diretamente associada à relação entre o tamanho das espécies presentes e o tamanho dos poros da membrana. Este é o caso de processos como a microfiltração (MF), ultrafiltração (UF), nanofiltração (NF) e diálise (D). Além disso, as espécies presentes devem ser, na medida do possível, inertes em relação ao material que constitui a membrana. Para membranas porosas, em função do tipo de força motriz aplicada, o transporte das espécies através da membrana pode ser tanto convectivo como difusivo. No caso da ultrafiltração e microfiltração e nanofiltração, para os quais a força motriz é o gradiente de pressão através da membrana, o fluxo permeado é fundamentalmente convectivo. Já no caso da diálise, a força motriz é o gradiente de concentração das espécies através da membrana e o fluxo permeado é de natureza difusiva. Neste caso as espécies se difundem, no meio em que se encontram, através dos poros da membrana.

Capítulo I
5
Processos de Separação por Membranas
Membrana Porosa Membrana Densa
Conceituação Básica
Força Motriz para o Transporte
E
p C
µ
Figura 1.2 - Processos de separação por membranas: força motriz e transporte em membranas densas e porosas.
No caso de processos que empregam membranas densas, compostas ou não, a capacidade seletiva depende da afinidade das diferentes espécies com o material da membrana (etapa de natureza termodinâmica) e da difusão das mesmas através do filme polimérica (etapa de natureza cinética), como é o caso da osmose inversa (OI), pervaporação (PV) e permeação de gases (PG). O fluxo permeado é sempre de natureza difusiva, independente do tipo de força motriz aplicada, uma vez que a membrana não apresenta poros próximos à superfície que se encontra em contato com a solução a ser processada. A Figura 1.3 apresenta um esquema ilustrando das relações entre força motriz e morfologia com o tipo de transporte esperado e os principais fatores que irão determinar a seletividade do processo.

Capítulo I
6
+MORFOFOGIA
Porosa Densa
FORÇA MOTRIZ
Fluxo Difusivo
Interação c/ pol.Coef. Dif.
Dimensão dosPenetrantes
FatorPreponderantena Seletividade
Isotrópica AnisotrópicaAnisotrópica
Pele Densa
MFUFNFD
PVPGOI
Fluxo Viscoso e/ouFluxo Difusivo
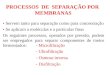
Figura 1.3 - Relação Esquemática entre Força Motriz, Morfologia e Seletividade A Eletrodiálise (ED), diferentemente dos processos acima mencionados, utiliza como força motriz um gradiente de potencial elétrico. Por este motivo só pode ser utilizada nos casos em que pelo menos uma das espécies apresente carga elétrica. Nos equipamentos de eletrodiálise membranas com cargas positivas são posicionadas alternadamente com membranas carregadas negativamente. O transporte das espécies iônicas ocorre pelo mecanismo de difusão e a seletividade se deve ao princípio da exclusão de Donan.
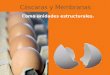
Conforme comentado anteriormente, os PSM podem ser caracterizados em função de dois parâmetros: a) o fluxo permeado, que representa a vazão (volumétrica, mássica ou molar) de permeado por unidade de área da membrana; b) a capacidade seletiva da membrana, a qual, dependendo to tipo de processo em questão, pode ser definida de diferentes formas. Para processos cuja força motriz é o gradiente de pressão a capacidade seletiva da membrana, em relação a uma dada espécie, é medida através do Coeficiente de Rejeição (R), definido por uma relação entre a concentração da espécie na alimentação e sua concentração no permeado (ver Figura 1.4). Assim, quando R = 0 a concentração da espécie em questão, no permeado, é igual a sua concentração na alimentação, ou seja, a membrana não apresenta nenhuma capacidade seletiva para esta espécie. Por outro lado, R = 1 significa que a espécie em questão não esta presente no permeado, ou seja, a membrana foi capaz de rejeita-la completamente. No caso de processos que utilizam membranas densas, como a permeação de gases e a pervaporação, a capacidade seletiva da membrana é medida através do fator de seletividade (αα ) ou através do fator de enriquecimento (ββ ). O fator de seletividade, no caso de misturas binárias, é definido através do quociente entre a relação da composição dos componentes no permeado e sua relação na corrente de alimentação

Capítulo I
7
(ver Figura 1.4). Já o fator de enriquecimento é definido é definido pela relação entre a concentração da espécie mais permeável no permeado e na alimentação. O Quadro 1.1 apresenta
os PSM comerciais e suas principais características, a força motriz e exemplos típicos de aplicação.
Figura 1.4 – Medidas de seletividade em processos com membranas.
R = 1-C
Cp
0
Coeficiente de Rejeição
PROCESSO MEDIDA DE SELETIVIDADE
Fator de Separação
Alimentação
Permeado
Concentrado
C0
CP
MF, UF, NF e OI
PV e PGAlimentação
Permeado
Concentrado
XA , XB
YA , YB
BA
BAB/A
XXYY=α
Fator de Enriquecimento
AAA XYâ =
R = 1-C
Cp
0R = 1-
C
Cp
0
Coeficiente de Rejeição
PROCESSO MEDIDA DE SELETIVIDADE
Fator de Separação
Alimentação
Permeado
Concentrado
C0
CP
MF, UF, NF e OIAlimentação
Permeado
Concentrado
C0
CP
MF, UF, NF e OI
PV e PGAlimentação
Permeado
Concentrado
XA , XB
YA , YB
PV e PGAlimentação
Permeado
Concentrado
XA , XB
YA , YB
BA
BAB/A
XXYY=α
BA
BAB/A
XXYY=α
Fator de Enriquecimento
AAA XYâ =AAA XYâ =

Capítulo I
8
Quadro 1.1 - Processos de Separação por Membranas Comerciais.
PROCESSO
FORÇA MOTRIZ
MATERIAL
RETIDO
MATERIAL QUE PERMEIA
APLICAÇÕES
MICROFILTRAÇÃO (MF)
∆P
(0,5 - 2 atm)
Material em Suspensão, Bactérias Massa molar > 500kDa (0,01µm)
Água e sólidos dissolvidos
Esterilização Bacteriana Clarificação de Vinhos e Cervejas Concentração de Células Oxigenação de Sangue
ULTRAFILTRAÇÃO (UF)
∆P
(1 - 7 atm)
Colóides, Macromoléculas Massa molar > 5.000 Da
Água (Solvente) Sais solúveis de baixa massa molar
Fracionamento e concentração de proteínas
Recuperação de pigmentos Recuperação de óleos
NANOFILTRAÇÃO (NF)
∆P
(5 - 25 atm)
Moléculas de massa molar média 500 < PM< 2.000 Da
Água, sais e moléculas de baixa massa molar
Purificação de enzimas Biorreatores a membrana
OSMOSE INVERSA (OI)
∆P (15 - 80 atm)
Todo material solúvel ou em suspensão
Água (Solvente)
Dessalinização de águas Concentração de suco de frutas Desmineralização de águas
DIÁLISE (D)
∆C
Moléculas de Massa molar > 5.000 Da
Íons e orgânicos de baixo peso molecular
Hemodiálise - Rim Artificial Recuperação de NaOH
ELETRODIÁLISE (ED)
∆E
Macromoléculas e Compostos não iônicos
Íons
Concentração de soluções salinas Purificação de águas
PERMEAÇÃO DE GASES (PG)
∆P ⇒ ∆C
Gás menos permeável
Gás mais permeável
Recuperação de hidrogênio Separação CO2/CH4 Fracionamento do Ar
PERVAPORAÇÃO (PV)
Pressão de
vapor
Líquido menos Permeável
Líquido mais permeável
Desidratação de álcoois Eliminação de VOC da água

Capítulo I
9
1.3 - Processos de Separação por Membranas comparados aos Processos
Clássicos de Separação Uma análise das características de cada um dos processos com membranas, apresentados no Quadro 1.1 permite inferir quais os processos clássicos de separação que podem competir com esta nova tecnologia. A Figura 1.5 apresenta a faixa de atuação dos diferentes processos com membranas, bem como de alguns processos clássico de separação, em função do tamanho ou das características físico-químicas das espécies a serem separadas. Na prática, hoje, processos combinados, envolvendo processos clássicos e PSM, cada qual atuando na faixa em que é mais eficiente, têm se mostrado mais vantajoso do que a utilização de cada uma das tecnologias isoladamente.
FAIXAS DE APLICAÇÃO DOS PROCESSOS COM MEMBRANAS
1 10
Micron (µµm)
10-4
10-3
10-2
10-1
102
10 3
Angstron ( A ) 0
1 10 310
710
510
410
210
610
Microfiltração
Eletrodiálise
Pervaporação
Osmose Inversa
Sep. de Gases
Ultrafiltração
Nanofiltração
Filtração
Cromat. Gel
Troca Iônica EletroforeseDistilação
Cristalização
Centrífuga
Diálise
ExtraçãoUltracentrífuga
- Processos de Separação por Membranas
- Outros Processos de Separação Figura 1.5 - Quadro Comparativo entre Processos Clássicos de Separação e os Processos com Membranas, em Função das Dimensões das Espécies a serem Separadas.

Capítulo I
10
1.4 - Aplicações dos Processos de Separação com Membranas Os PSM têm sido utilizados nos mais diferentes setores de atividade como na indústria química, na quebra de azeótropos de misturas de solventes orgânicos, na área médica, com a hemodiálise e a dosagem controlada de remédios, passando pela biotecnologia, indústria alimentícia e farmacêutica e tratamentos de águas industriais e municipais. No Quadro 1.2 são apresentados exemplos de aplicação de processos com membranas em algumas das áreas acima mencionadas. Quadro 1.2 - Exemplos de Aplicação de Processos com Membranas
ÁREA APLICAÇÕES QUÍMICA
Quebra do azeótropo benzeno/hexano Recuperação de H2 - Síntese da Amônia Fracionamento CO2/CH4 Fracionamento do ar: gás inerte e de corrente rica em O2
BIOTECNOLOGIA E FARMACÊUTICA
Separação de substâncias termolábeis Desidratação de etanol Purificação de enzimas Fracionamento de proteínas Esterilização de meios de fermentação Biorreatores a membranas
ALIMENTÍCIA E BEBIDAS
Concentração de leite Concentração do soro de queijo Concentração de sucos de fruta Clarificação e desalcoolização de vinhos e cervejas
TRATAMENTO DE ÁGUAS
Dessalinização de águas Eliminação de traços de orgânicos Tratamento de esgotos municipais Desmineralização de águas para caldeiras Água ultrapura para indústria eletrônica
TRATAMENTO DE DESPEJOS INDUSTRIAIS
Separação água/óleo Recuperação de índigo e PVA - Têxtil Recuperação de ions metálicos - Couro Recuperação de proteínas - Laticínio Tratamento águas - Papel e Celulose
MEDICINA
Rim artificial – Hemodiálise Pulmão artificial - Oxigenadores Ar enriquecido em oxigênio Esterilização de soluções injetáveis Dosagem controlada de remédios

Capítulo I
11
1.5 - Algumas Vantagem dos PSM Os PSM atingiram o status de processos comerciais devido a uma série de vantagens inerentes a esta tecnologia. Algumas dessas vantagens são comentadas a seguir: Economia de Energia - Os PSM, em sua grande maioria, promovem a separação sem que ocorra mudança de fase. Neste sentido são processos energeticamente favoráveis. Esta é uma das razões pela qual seu desenvolvimento coincide com a crise energética dos anos 70, devido ao grande aumento do preço do petróleo. Seletividade - A seletividade é outra característica importante dos PSM. Em algumas aplicações estes processos se apresentam como a única alternativa técnica de separação. No entanto, como já mencionado anteriormente, na maioria dos casos, processos combinados, envolvendo processos clássicos e processos com membranas, cada qual atuando onde é mais eficiente, tem se mostrado como a opção mais econômica e vantajosa de separação. Separação de Compostos Termolábeis - Como, via de regra, os PSM são operados à temperatura ambiente, podendo ser aplicados no fracionamento de misturas envolvendo substancias termossensíveis. Por este motivo eles tem sido amplamente empregados na indústria farmacêutica e de alimentos e, mais recentemente, como uma alternativa na purificação de produtos ou recuperação de células em biotecnologia. Simplicidade de Operação e Escalonamento - Ao contrário da maioria dos processos de separação, os PSM apresentam, ainda, a vantagem de serem extremamente simples do ponto de vista operacional e em termos de escalonamento ("scale up"). Os sistemas são modulares e os dados para o dimensionamento de uma planta podem ser obtidos a partir de equipamentos pilotos operando com módulos de membrana de mesma dimensão daqueles utilizados industrialmente. Além disso, o operação dos equipamentos com membranas é simples e não intensiva em mão de obra. 1.6 – O Mercado Mundial dos PSM Do final dos anos 60, quando Loeb e Sourirajan demonstraram, pela primeira vez, a viabilidade econômica de processos como a dessalinização de águas por osmose inversa, até os dias de hoje, o mercado de separação por membranas passou de US$ 2 milhões/ano para cerca de US$ 4,4 bilhões/ano em 2000. A Figura 1.6 apresenta a evolução do mercado de membranas e de módulos, por tipo de processo, entre 1993 e 2000. Pelos dados da Figura 1.6 verifica-se que a diálise representa quase a metade do mercado de membranas. A hemodiálise (rim artificial) é a grande responsável pela dimensão deste mercado. O número

Capítulo I
12
de doentes renais, a espera de transplante, é muito grande, em todo mundo. Além disso, para evitar problemas de contaminação os módulos de membrana para hemodiálise devem ser utilizados apenas uma
vez, ou por algumas vezes, mas com um mesmo paciente. O segundo grande mercado fica com a microfiltração. A aplicação neste caso é, fundamentalmente, a esterilização de águas e do ar. Observa-se, também, que o mercado para permeação de gases e pervaporação ainda é pequeno. Estes processos ainda se encontram em desenvolvimento, embora já tenham alcançado o status industrial.
Deve ser salientado que os valores constantes na Figura 1.6 representam apenas as vendas de membranas e de módulos de membrana. O valor total estimado das vendas de sistemas completos envolvendo os diferentes processos com membranas, em 2000, é superior a 15 bilhões de dólares. Além disso, espera-se um crescimento do mercado entre 8 e 10% ao ano (Strathmann, H., 2000).
1
2
3
4
5
BilhõesUS$
93 94 95 96 97 99 000
Diálise Microfiltração Ultrafiltração Osmose Inversa
Separação de GasesEletrodiálise Pervaporação
Figura 1.6 - Mercado Mundial de Membranas - Evolução das Vendas de Membranas e Módulos por tipo de Processo. (Strathmann, H., 2000).

Capítulo I
13
1.7 - Referências Baker, R. W. (2002), “Future directions of membrane gas separations technology”, Ind. Eng. Chem. Res.,
v. 41, 1393 – 1411
Baker, R. W.; Cussler, E.L.; E.L. Eykamp, W.; Koros, W.J.; Riley, R.L.; Strathmann, H. (1991), “Membrane separation systems”, Noyes Data Corp., Park Ridge, NJ, EUA.
Drioli, E.; Romano, M. (2001), “Progress and new perspectives on integrated membrane operations for sustainable industrial growth”, Ind. Eng. Chem. Res., v. 40, 1277 – 1300
Fell, C.J.D. (2003), “Membrane technology – has the promise been fulfilled?”, Membrane Quarterly, v. 18, 3, 5 –10
Mulder, M.H.V. (1991), "Basic Principles of Membrane Technology", Kluwer Acad. Pub., Holanda.
Noble, R.D.; Stern, S.A. (1995), "Membrane Separations Technology Principles and Applications", Elsevier, Inglaterra.
Rautenbach, R.; Albrecht, R. (1989), “Membrane Process”, John Wiley & Sons, NY, EUA.
Strathmann, H. (2000), “Membrane Separation Processes: Current Relevance and Future Opportunities”, AIChE Journal, v. 47, 5, 1077 – 1087
Winston, W.S.; Sirkar, K.K. (1992), “Membrane Handbook”, Van Nostrand Reinhold, NY, EUA.

CAPÍTULO II
Síntese de Membranas
Índice Pág.
2.1- Introdução 15 2.2 - Materiais para Membrana 17 2.2.1 – Materiais 17 Polímeros 18 Cerâmicos 19 Metais 20 2.3 - Preparo de Membranas Microporosas 20
2.3.1 – A Técnica de Inversão de Fase 20 Precipitação Térmica 22 Precipitação por evaporação de solvente 23 Precipitação pela presença de não solventes 23 Precipitação por imersão 23 2.3.2 – Outras Técnicas de Preparo de Membranas Microporosas 25 Sinterização 25 Estiramento 26 Gravação ("Track-Etching") 27 2.4 - Síntese de Membranas Densas 27 2.4.1 - Membranas Densas Isotrópicas 28 2.4.2 - Membranas Densas Anisotrópicas 29
2.5- Referências 31

15
CAPÍTULO 2
Preparo de Membranas 2.1- Introdução
Conforme visto no capítulo anterior, membrana pode ser definida como uma barreira que
separa duas fases e que restringe, total ou parcialmente, o transporte dos componentes presentes
nas fases. Nos processos de separação por membranas elas representam o coração do processo.
No entanto, como será visto mais adiante, mesmo uma excelente membrana pode apresentar um
desempenho bisonho, caso o sistema onde ela está incorporada não seja operado adequadamente.
A morfologia da membrana e a natureza do material que a constitui são algumas das
características que vão definir o tipo de aplicação e a eficiência na separação. O grande sonho dos
pesquisadores que trabalham em síntese de membranas (entenda por síntese de membranas, o seu
preparo) é poderem "projetar" uma membrana com as características desejadas e, evidentemente,
serem capazes de prepará-la em laboratório. Os trabalhos de literatura, em sua quase totalidade,
são empíricos. No entanto, o conhecimento acumulado até o presente momento, na área de síntese
de membranas, já permite algumas incursões, de sucesso, ou seja, o sonho começa a se tornar uma
realidade.
Do ponto de vista morfológico as membranas podem ser divididas em duas grandes
categorias: densas e porosas. As membranas são consideradas densas quando o transporte dos
componentes envolve uma etapa de dissolução e difusão através do material que constitui a
membrana. Um exemplo simples são os filmes utilizados em embalagens de alimentos, onde o ar ou
o vapor d'água podem permear somente após terem dissolvido (solubilizado) no material do filme e
difundido ao longo de sua espessura. A membrana é denominada porosa quando o transporte dos
permeantes ocorre preferencialmente em uma fase fluida continua, que preenche os poros da
membrana.
Quando uma membrana apresenta as duas morfologias, uma parte densa e uma parte
porosa, é necessário estender a classificação considerando o tipo de transporte predominante e a
característica de sua seção transversal. Desta forma, quando uma membrana possui uma fina
camada densa sustentada por uma estrutura porosa, também pode ser considerada como uma
membrana densa, pois o principal mecanismo envolvido na separação dos componentes permeantes
envolve dissolução e difusão no material dessa fina camada superficial da membrana. Por outro lado,

16
a variação na densidade ao longo da seção transversal da membrana pode ser descrita como
assimétrica ou, de modo mais geral, anisotrópica. Então, no caso considerado, a membrana é
descrita como uma membrana anisotrópica densa. Por outro lado, no exemplo anterior, os filmes de
embalagens serão classificados como membranas simétricas densas.
A classificação da membranas também deve distinguir o material que constitui as diferentes
regiões na seção tranversal da membrana, ou seja, o filme superficial denso e o parte porosa. No
caso de ser o mesmo material a membrana é dita integral, caso contrário denomina-se composta. A
Figura 2.1 resume esta classificação e a Figura 2.2 ilustra, esquematicamente, as características
morfológicas mais comuns para membranas.
MEMBRANA
POROSA
ISOTRÓPICA
ANISOTRÓPICA
DENSA
( Pele densa)
ISOTRÓPICA
ANISOTRÓPICA INTEGRAL
COMPOSTA
Figura 2.1 - Classificação das membranas quanto a morfologia
Na Figura 2.2, em todas as seções transversais esquematizadas, as regiões escuras
representam a matriz sólida da membrana e as regiões claras representam os espaços livres, ou os
poros presentes na membrana. São representadas as duas formas mais comuns para membranas
porosas isotrópicas. Em uma delas o tamanho dos poros ao longo da seção transversal é
praticamente monodisperso, ou seja, pode-se considerar que a densidade média não varia ao longo
da seção transversal. A outra situação consiste de poros praticamente cilíndricos, que atravessam
toda a seção transversal da membrana. A membrana isotrópica densa é representada isenta de
regiões claras.
No caso das membrana anisotrópicas, são representadas membranas com redução no
tamanho de poros ao longo da seção transversal. A região densificada pode ser do mesmo material
da parte porosa ou constituída de material distinto, representada por uma região de cor mais escura
na Figura 2.2.

17
Membranas Isotrópicas
porosa porosa densa
densa (integral)
Membranas Anisotrópicas
porosa densa (composta)
Figura 2.2 - Esquema da morfologia da seção transversal de diferentes membranas.
2.2 - Materiais para Membrana
As membranas sintéticas comerciais são produzidas a partir de duas classes distintas de
material: os polímeros, na sua grande maioria materiais orgânicos, e os inorgânicos, como metais e
cerâmicos. Normalmente as membranas de natureza orgânica apresentam menor custo de produção
do que as inorgânicas. No entanto, estas últimas apresentam uma maior vida útil e permitem
limpezas mais eficientes. No quadro da Figura 2.3 são apresentados alguns dos materiais mais
empregados no preparo de membranas comerciais.
••
• ACETATO DE CELULOSE
• POLI(SULFONA)• POLI(ÉTER SULFONA)
• POLI(ACRILONITRILA)
• POLI(ÉTER IMIDA)
• POLI(CARBONATO)
• POLI(ALCOOL VINÍLICO)• POLI(DIMETIL SILOXANO)• POLI(URETANA)• EPDM• EVA
POLIMÉRICOS
Polímeros para pele densade membranas compostas
NÃO POLIMÉRICOS
ÓXIDOS METÁLICOS METAIS
•
•
CERÂMICAS
CARBONO
Figura 2.3 - Principais materiais utilizados no preparo de membranas.

18
Para ilustrar melhor as diferenças que exibem distintos materiais empregados na fabricação
de membranas, convém resumir algumas de suas características básicas, particularmente, as que
determinam suas propriedades de transporte. Vale lembrar que a descrição dos materiais abaixo
refere-se à estrutura mais primária, ou seja, ao nível molecular ou atômico. Não deve ser confundida
com a descrição microscópica (morfologia) das membranas e que se tem mais mencionado até aqui.
Ambas são complementares e determinam as propriedades mais desejadas para membranas
(permeabilidade, seletividade, resistência mecânica, estabilidade térmica e resistência química).
Como alguns dos materiais podem ser empregados tanto para gerar estruturas densas
quanto porosas, é importante relembrar que nas densas as moléculas que permeiam o fazem por
difusão após uma absorção e mistura homogênea (“dissolução”) com o material. Do ponto de vista
físico-químico, o sistema membrana/penetrantes constitui uma única fase. Já nas porosas, sistemas
pelo menos bifásicos desde a sua origem, as moléculas ou partículas em geral interagem pouco com
o material, e trafegam exclusivamente pelos poros, por difusão e/ou convecção, dependendo da
estrutura e do tamanho dos poros.
Polímeros são uma classe de materiais extremamente versáteis (plásticos, fibras,
elastômeros, etc.), obtidos por síntese (polimerização de monômeros) ou por extração de produtos
naturais. Os polímeros orgânicos são mais empregados em membranas. Os sistemas poliméricos
são formados de macromoléculas (usualmente com massa molar acima de 20.000 Dalton) com
apreciáveis forças intermoleculares (garantem coesão, facilidade de formar filmes autosuportáveis e
boas propriedades mecânicas). As cadeias macromoleculares são compostas da junção covalente
de "n" unidades constitutivas ("meros") que conferem a sua identidade química e sua flexibilidade
(capacidade de deformação e elasticidade). O polietileno representa um dos mais simples polímeros
orgânicos e tem uma cadeia de átomos de carbono interligados por ligações simples, e saturados
com átomos de hidrogênio. Cada uma destas ligações permite rotação (é uma junção bastante
móvel), portanto a cadeia individual do polietileno é bastante flexível. Já o poliestireno, formado de
"n" meros de estireno, tem uma cadeia mais rígida, pois o tamanho do anel benzênico que substitui o
H numa das valências adjacentes à ligação C-C restringe a sua rotação. Combinações de
propriedades podem ser obtidas com os copolímeros (2 ou 3 meros distintos na macromolécula),
como na borracha sintética SBR, que tem estireno e butadieno presentes na cadeia, como ilustrado
na Figura 2.4.

19
Polietileno (PE) Poliestireno (PS)
Borracha SBRPoli(estireno-co-butadieno)
c cH H
HH
n
c cH H
H
nc
cc
cc
c
H
H
H
H
H
c cH H
H
nc
cc
cc
c
H
H
H
H
H
c cH H
HH
m
c cH H
HH
Figura 2.4 - Estrutura química de alguns polímeros comerciais.
A noção de mobilidade segmental das cadeias é importante de ser ressaltada pois,
dependente da temperatura e da flexibilidade da cadeia, é a que permite interpretar o movimento
difusional de outras moléculas, por exemplo, as pequenas que difundem numa membrana
polimérica. Neste modelo, o meio, matriz polimérica, tem as cadeias entrelaçadas e em permanente
agitação, melhor descrita pela mobilidade segmental (como são longas, não se distingue mais
localmente a identidade das cadeias individuais, fazendo-se referência à mobilidade de segmentos de
cadeia). As moléculas penetrantes, que difundem sob ação de uma determinada força motriz, se
acomodam em "vazios” ou “vagas", cujo tamanho e frequência de aparecimento depende desta
agitação dos segmentos de cadeias. Se o polimero apresentar um certo grau de cristalinidade,
entendida como a existência de regiões onde segmentos de cadeias se ordenam e empacotam de
forma regular, mais coesos que nas regiões amorfas, a absorção e a difusão de pequenas moléculas
serão reduzidas.
Cerâmicos. Classe tradicional de materiais inorgânicos e que foi revigorada recentemente
por avanços em métodos de fabricação, representa uma opção que permite aumentar limites de
operação a temperaturas mais elevadas (acima de 150oC) e em meios quimicamente mais
agressivos. Consistem basicamente de oxidos de silício, alumínio, zircônio ou titânio. Alumina,
zirconia e silica são representantes clássicos desta categoria. Distintamente dos materiais
poliméricos, acredita-se que os cerâmicos pouco participam do processo de transporte das
moléculas permeantes. Sua importância maior reside no fato que permitem a fabricação de

20
estruturas microporosas bem variadas com um bom controle de distribuição de tamanho de poros,
caracterizadas por resistências térmicas e químicas elevadas e baixa plasticidade (são duros e
quebradiços). Estas propriedades são devidas à natureza altamente cristalina destes materiais, onde
predominam ligações interatomicas muito estáveis, principalmente iônicas e intermediárias entre
iônicas e covalentes.
Na categoria geral de cerâmicos, deve-se mencionar que vários tipos de vidros e grafite
também são usados para fabricar membranas microporosas. O vidro é basicamente silica amorfa, ou
seja, não cristalina, enquanto grafite é uma forma cristalina do carbono.
Metais. A ligação metálica que mantém os átomos numa estrutura de rede, envolta em uma
nuvem de elétrons livres, é responsavel pelas principais propriedades características dos metais,
como altas condutividades, plasticidade e resistência mecânica. Estas e outras propriedades
químicas (particularemente as catalíticas) os tornam candidatos naturais para materiais de
membrana, seja densa ou porosa. É o caso de aguns metais de transição como Paládio, Prata,
Tungstênio e Molibidênio que são empregados puros ou em ligas com Níquel, Rhodio e outros. Em
alguns casos, moléculas pequenas como hidrogênio e oxigênio são absorvidos por metais, como
Paládio e Prata, respectivamente, e difundem na rede metálica, justificando o emprego destes metais
como membranas densas.
2.3 – Preparo de Membranas Microporosas Poliméricas
O principal objetivo de se produzir membranas com estrutura porosa, isotrópicas ou não, é
obter uma barreira seletiva capaz de promover a separação com base na dimensão dos poros. A
seguir será discutida a principal técnica de preparo de membranas microporosas poliméricas, a
técnica de inversão de fases. Outras técnicas também são utilizadas e são apresentadas sucintamente
nos itens subseqüentes. 2.3.1 – A Técnica de Inversão de Fase
A grande maioria das membranas microporosas, isotrópicas e anisotrópicas, disponíveis
comercialmente, são preparadas pela técnica da inversão de fase. Nesta técnica um polímero é
dissolvido em um solvente adequado e a solução espalhada formando um filme de espessura
uniforme, entre 20 e 200 µm. O processo inicia pela desestabilização da solução polimérica, o que
se consegue através da indução do estado de supersaturação, pela adição de um outro componente,
um não solvente para o polímero, ou pela mudança da temperatura da solução. A solução, então,
torna-se termodinamicamente instável e tende a se separar em pelo menos duas fases líquidas, rica e

21
pobre em polímero. No processo de formação de uma membrana, a fase rica dará origem à
estrutura, enquanto a fase pobre dará origem aos poros. A viscosidade aumenta com a
concentração de polímero na fase rica, dificultando a transferência de massa no sistema. Durante
este processo, caso a transição vítrea da fase concentrada em polímero ocorra, o equilíbrio
termodinâmico entre as fases líquidas não é alcançado, o que leva à fixação da estrutura e a
formação da membrana. Dependendo da natureza do sistema, podem ocorrer interações físico-
químicas entre as cadeias poliméricas, podendo levar à gelificação, ou até mesmo à formação de
regiões cristalinas, acelerando a precipitação. A competição destes fenômenos durante a separação
de fases dará origem a diferentes tipos de membrana. Um diagrama esquemático, que mostra os
possíveis caminhos para a formação de membranas por inversão de fase, é apresentado na Figura
2.5.
Figura 2.5 - Processos envolvidos na formação de membranas por inversão de fase.
Os fenômenos que levam à solidificação do sistema dependem do tipo de polímero utilizado,
conforme citado anteriormente. Na maioria das vezes a vitrificação do material polimérico é a
principal responsável pela fixação da estrutura da membrana. Este é um processo no qual a
viscosidade do sistema aumenta pela redução dos movimentos segmentais do polímero. Este
processo evolui até que a viscosidade atinja valores característicos de um sólido (1013 Poise). Diz-
se então, que a substância passou para o estado vítreo.
No entanto, existem polímeros semicristalinos, que são constituídos por uma fase amorfa e
outra cristalina, na qual os segmentos de cadeia estão ordenados. Quando se utiliza um polímero
Imersão em banho
de não-solvente
Evaporação de solvente
Evaporação de
solvente
Variação detemperatura
Transferênciade massa
Gelificação
VitrificaçãoVitrificaçãoSeparação
líquido-líquido
Cristalização
Perturbação inicialna solução polimérica

22
desta natureza para a síntese de membranas, existe a possibilidade de ocorrer outro tipo de
transição no sistema, que seria a cristalização do polímero. Esta transição não depende somente das
condições termodinâmicas do sistema, mas também da cinética, uma vez que as moléculas de
polímero necessitam de um certo tempo para se ordenar, devido ao fenômento de relaxação das
cadeias poliméricas.
Outro fenômeno que pode ocorrer é conhecido como gelificação. Esta pode ser definida
como um processo no qual há a formação de uma estrutura tridimensional, devido ao aparecimento
de interações físico-químicas entre os segmentos de cadeia polimérica e os solutos de baixa massa
molar.
Dependendo das características do sistema, como natureza do polímero, do solvente e não
solvente, presença ou não de aditivos e das condições em que é realizada a precipitação, pode-se
controlar o processo, obtendo-se diferentes tipos de morfologia. Desta forma, é possível obter
membranas com morfologias adequadas a diferentes aplicações, desde a microfiltração até a
separação de gases.
Existem vários meios de se induzir instabilidade a uma solução polimérica, podendo levar a
sua precipitação. Para se obter um certo controle sobre o processo de inversão de fase, algumas
técnicas têm sido empregadas. As principais técnicas utilizadas são descritas a seguir.
Precipitação térmica
Uma solução polimérica é preparada a alta temperatura e então resfriada. Durante a
redução de temperatura, a solução pode tornar-se instável, iniciando o processo de separação de
fases líquido-líquido. Além da transferência de massa entre as fases líquidas, a taxa de resfriamento
influencia na morfologia da membrana resultante (Figura 2.6).
Figura 2.6 - Detalhe da seção transversal de uma membrana isotrópica de polipropileno produzida por inversão térmica.

23
Precipitação por evaporação de solvente
Nesta técnica se utiliza uma solução polimérica contendo um não-solvente e um solvente
volátil. Sendo o solvente mais volátil que o não-solvente, à medida que o solvente for evaporando, a
concentração de polímero na solução irá aumentar até que a precipitação ocorra, devido à presença
do não-solvente.
Precipitação pela presença de vapores de não-solvente
Neste caso, um filme de solução polimérica é exposto a vapores de um não-solvente ao
polímero. O vapor irá se difundir pela solução, até que a precipitação ocorra, podendo dar origem a
uma membrana microporosa isotrópica.
Precipitação por imersão
Nesta técnica um filme da solução polimérica é imerso em um banho de precipitação
contendo o não-solvente (NS). A solução precipitará devido à difusão do solvente para o banho e
do não-solvente para a solução. Esta técnica permite uma grande flexibilidade, e portanto, variação
na morfologia das membranas, dependendo da escolha do solvente e do não-solvente para o
polímero. O preparo de membranas planas utilizando esta técnica é ilustrado pela sequência
apresentada na Figura 2.7.
Figura 2.7 - Sequência de etapas envolvidas na formação de membranas por imersão em banho de
não solvente.
Solução Polimérica
1
Filme polimérico exposto à atmosfera
3
Banho de precipitação
4
Faca de espessura controlada
2
Membrana

24
Na Figura 2.8 é apresentado um diagrama esquemático dos fluxos de tranferência de massa
de solvente e não solvente, quando se utiliza a técnica de precipitação por imersão em um banho de
não solvente.
Figura 2.8: Transferência de massa durante a formação de membranas poliméricas.
Na inversão de fase por precipitação por imersão há sempre a troca de massa entre o
banho de precipitação e a solução polimérica, tendo como força motriz a diferença de potencial
químico dos componentes entre o banho e a solução. Dependendo da relação entre os fluxos de
solvente e não-solvente, pode-se levar a solução diretamente à vitrificação, sem que haja separação
de fases líquido-líquido. Desta forma, poderá ser formada uma membrana densa, típica para
separação de gases. Caso contrário, será produzida uma membrana contendo poros na sua
superfície, aplicável a processos como microfiltração e ultrafiltração.
A Figura 2.9 ilustra as diferentes técnicas de se induzir a separação de fase em sistemas
poliméricos.
Banho de não Solvente
Solvente (1)Não solvente (2)
Solução Poliméricax
x(t)
x(0)
Suporte
J1J2
FronteiraMóvel Ji α ∆µ
R1 .

25
Figura 2.9 Técnicas de indução de separação de fase em sistemas poliméricos
2.3.2 – Outras Técnicas de Preparo de Membranas Microporosas
No preparo de membranas microporosas industrialmente também são utilizadas outras
técnicas como a sinterização de particulados, estiramento a quente de filmes densos e gravação por
bombardeamento de partículas radioativas (“track etching”). Cada uma dessas técnicas será
descrita a seguir.
Sinterização
A sinterização consiste na fusão incipiente de materiais na forma de pó, com granulometria
controlada, em um molde sob pressão. A porosidade final da membrana e o tamanho médio de
poros depende, entre outros fatores, do material, da granulometria do particulado, da temperatura e
tempo de residência nesta temperatura e da pressão aplicada no molde. Essa técnica pode ser
utilizada tanto para polímeros, onde os mais utilizados são o poli(etileno) e o poli(tetra fluor etileno),
como para metais (aço inoxidável, prata e latão) e cerâmicas (óxido de alumínio, silica, etc.).
Uma vantagem é a utilização de materiais sem que haja a necessidade de sua solubilização,
possibilitando empregar materiais com elevada resistência química e térmica, o que resulta em
membranas com propriedades equivalentes. Por outro lado, a morfologia resultante é
predominantemente isotrópica porosa. Em geral, o tamanho médio de poro fica na faixa de 0,1 a 50
µm, podendo ser ajustado pela manipulação das condições de preparo. Entretanto, o controle da
PROCESSOS DE INVERSÃO DE FASE
a) Evaporação
espalhamento evaporação
c) Imersão
espalhamento imersão
d) Evaporação +Imersão
espalhamento
evaporação
imersão
b) Temperatura
espalhamento variação de T

26
distribuição de tamanhos é díficil e, normalmente, uma dispersão elevada é obtida. A Figura 2.10
apresenta uma fotomicrografia de uma membrana preparada pela sinterização um particulado de
poli(etileno).
Figura 2.10 - Detalhe da seção transversal de uma membrana isotrópica porosa produzida
por sinterização de particulas de poli(etileno).
As principais utilizações de membranas obtidas por sinterização são filtrações de suspensões
em meio gasoso ou líquido, em temperaturas elevadas ou em meios agresivos.
Estiramento
Uma outra técnica relativamente simples de preparar membranas microporosas isotrópicas é
através do estiramento de filmes isotrópicos densos de polímeros semi-cristalinos. Normalmente são
empregados filmes extrudados de poli(etileno) ou poli(tetra fluor etileno), sendo o estiramento
efetuado perpendicularmente a direção de extrusão. Este procedimento provoca pequenas fraturas
no filme polimérico o que dá origem a poros com tamanho entre 1 e 10 µm. A Figura 2.11
apresenta uma fotomicrografia de uma membrana de politetrafluoretileno, preparada pela técnica do
estiramento de filme denso.
Figura 2.11 – Detalhe da seção transversal de uma membrana isotrópica de PTFE produzida por estiramento mostrando a porosidade gerada.

27
Gravação ("Track-Etching")
Membranas microporosas, com poros perfeitamente cilíndricos e de diâmetro uniforme,
podem ser obtidas através da técnica conhecida como Gravação ou "Track-Etching" . Esta
técnica consiste em se submeter um filme polimérico denso a um bombardeamento de partículas
nucleares carregadas, proveniente de um reator nuclear, e posterior tratamento com uma solução
cáustica. Na primeira etapa as partículas nucleares atravessam a espessura da filme provocando a
quebra nas ligações químicas das cadeias poliméricas (track). Quando submetido ao tratamento
químico, as regiões do polímero danificadas pela passagem das partículas nucleares são atacadas,
preferencialmente, e a erosão provocada dá origem a poros perfeitamente cilíndricos (etching). A
densidade de poros dessas membranas depende do tempo e da intensidade da irradiação e o seu
diâmetro depende da natureza do banho cáustico e do tempo em que o filme fica submetido a este
tratamento. Um aumento na densidade de poros pode ser conseguido com uma maior exposição do
filme ao bombardeamento de partículas. No entanto, haverá sempre um compromisso entre
densidade de poros e sua uniformidade. Um bombardeamento excessivo aumenta a possibilidade de
que duas partículas atravessem o filme em locais muito próximos, provocando o aparecimento de
poros maiores, quando do tratamento químico, pela interconecção de dois ou mais poros. A
Nuclepore é a principal fabricante deste tipo de membrana. A Figura 2.12 apresenta uma
fotomicrografia de uma membrana microporosa de policarbonato preparada pela técnica de
gravação.
Figura 2.12 – Superfície de uma membrana de policarbonato produzida por gravação.
2.4 - Síntese de Membranas Densas
Membranas densas são utilizadas, principalmente, em processos de separação de misturas
de líquidos e de gases, ou soluções aquosas contendo pequenos íons. Como as membranas não
apresentam poros, as espécies a serem separadas devem se solubilizar nas mesmas e serem
transportadas por difusão através de sua espessura. Deste modo, o material que constitui a
membrana e a natureza de suas interações com as espécies a serem separadas representam fatores

28
determinantes para a eficiência do processo de separação. Assim como as membranas
microporosas, as membranas densas também porem ser classificadas em isotrópicas e anisotrópicas.
A Figura 2.13 relaciona as principais técnicas de preparo de membranas densas.
Figura 2.13 - Técnicas de Preparo de Membranas Densas
2.4.1 - Membranas Densas Isotrópicas
Membranas densas isotrópicas não apresentam nenhum interesse do ponto de vista
comercial. São filmes poliméricos de espessura relativamente elevada (por questão de resistência
mecânica) e, por este motivo, apresentam um fluxo permeado muito baixo, fora da faixa de interesse
comercial. Estas membranas são muito utilizadas em escala de laboratório, principalmente, na etapa
de seleção de polímeros para serem utilizados como pele densa de membranas compostas. Com
este objetivo, filmes densos são utilizados para determinar as propriedades intrínsecas como
permeabilidade, solubilidade e difusividade.
As técnicas de preparo de membranas densas isotrópicas são as usadas industrialmente
para a produção de filmes poliméricos. Dependendo das características do polímero em questão
pode ser utilizado o processo de sopro, extrusão ou laminação. Em laboratório, quando não se
dispõe do polímero na forma de filme, a técnica mais utilizada é a da evaporação do solvente, que
constitui na dissolução do polímero em solvente adequado, espalhamento da solução em uma
superfície plana e posterior evaporação do solvente, mantendo-se o sistema em uma atmosfera
inerte com relação a solução. Neste caso o sistema polímero/solvente deve ser miscível em toda
MEMBRANAS DENSAS ANIS0TRÓPICAS
MEMBRANAS DENSAS ISOTRÓPICAS
• Evaporação de Solvente
• Extrusão
• Laminação
• Sopro
• Inversão de fase ( integral )
• Deposição de um filme denso sobre
um suporte microporoso ( composta).- “Casting”- Polimerização “in situ”- Polimerização por plasma

29
faixa de composição para que não ocorra separação de fase durante a evaporação do solvente, o
que poderia dar origem a uma membrana porosa.
2.4.2 - Membranas Densas Anisotrópicas
As membranas densas anisotrópicas foram desenvolvidas com o objetivo de contornar o
grande inconveniente apresentado pelas membranas densas isotrópicas, qual seja: o baixo fluxo
permeado. O problema foi solucionado utilizando-se uma membrana microporosa como suporte
mecânico para uma fina camada (pele) de um material denso depositado na superfície da membrana
porosa. Assim, a seletividade da membrana é mantida pela pele densa e o fluxo permeado aumenta,
pois a espessura desta pele densa é muito pequena (na ordem de microns) e o suporte poroso não
oferece resistência significativa ao transporte.
A principal técnica de deposição de um filme denso na superfície de uma membrana
microporosa é a chamada "casting". Esta técnica consiste no espalhamento de uma solução diluída,
do polímero de interesse, na superfície e uma membrana microporosa, seguida de uma etapa de
evaporação controlada do solvente. A Figura 2.14 apresenta a fotomicrografia de uma membrana
anisotrópica composta obtida por esta técnica. Existem outras técnicas, de uso mais restrito, como a
polimerização "in situ" e a polimerização por plasma. Na primeira o polímero é preparado, a partir
dos monômeros, diretamente na superfície do suporte. Na segunda o suporte é mantido numa
câmara de vácuo a qual, a partir de um dado instante, é alimentada por uma corrente de gas
submetida a uma descarga elétrica de alta voltagem. A polímero formado nestas condições se
deposita sobre a superfície do suporte na forma de uma película ultra fina. Estas técnicas são
discutidas com maiores detalhes no capítulo 4.
Alternativamente, membranas inorgânicas têm sido preparadas pela aplicação de uma
camada seletiva produzida pelo processo sol-gel, sobre um suporte microporoso também inorgânico
com estrutura resultante exemplificada na Figura 2.15. O preparo de membranas inorgânicas não
está nos objetivos deste capítulo. Maiores informações poderm ser encontradas nas referências
bibliográficas, a seguir relacionadas.

30
Pele densa
Suporte porosoanisotropico
Figura 2.14 - Seção transversal de uma membrana anisotrópica densa composta com suporte de poli(eter sulfona) e pele de EPDM.
Figura 2.15 - Corte da seção transversal próximo a superfície densa (seletiva) de uma membrana inorgânica anisotrópica de óxido de aluminio.

31
2.5 – Referências Carvalho, R.B., Nobrega, R. e Borges C.P., “Formação de Membranas Planas Celulósicas por Espalhamento Duplo para os Processos de Nanofiltração (NF) e Osmose Inversa (OI)”, Polímeros Ciência e Tecnologia, v 11, 2, 65-76, 2001. Duarte, L.T., Habert, A.C. e Borges, C.P.; “Preparation and morphological characterization of polyurethane/polyethersulfone composite membranes”, Desalination, v. 145, 53-59, 2002. Lonsdale HK, Merten U, Riley RL, “Transport properties of cellulose acetate osmotic membranes”, Journal of Applied Polymer Science, 9 (4): 1341-&, 1965 Luccio, M.D., Nobrega, R. e Borges C.P., “Microporous anisotropic phase inversion membranes from bisphenol-A polycarbonate: study of a ternary system”, Polymer, v.41, n.13, 4309 – 4315, 2000. Luccio, M.D., Nobrega, R. e Borges, C.P., “Microporous Anisotropic Phase Inversion Membranes from Bisphenol-A Polycarbonate: Effect of Additives to the Polymer Solution”, Journal of Applied Polymer Science,V.86, 3085–3096, 2002. Machado, P.S.T., Habert, A.C. e Borges C.P., “Membrane formation mechanism based on precipitation kinetics and membrane morphology: flat and hollow fiber polysulfone membranes”, Journal of Membrane Science, 155, 171-183, 1999. Pereira, C.C., Nobrega, R. e Borges, C.P., “Membrane formation with the presence of Lewis acid:base complexes in the polymer solution”, Journal of Applied Polymer Science, v 83, 9, 2022-2034, 2002. Pinnau I, Freeman BD, “Formation and modification of polymeric membranes: overview”, Membrane Formation and Modification, ACS Symposium Series, 744: 1-22, 2000 Reuvers, A.J., Vandenberg, J.W.A., Smolders, C.A., “Formation of membranes by means of immersion precipitation.1. A model to describe mass-transfer during immersion precipitation”, Journal of Membrane Science, 34 (1): 45-65,1987 Reuvers, A.J., Vandenberg, J.W.A., Smolders, C.A., “Formation of membranes by means of immersion precipitation. 2. The mechanism of formation of membranes prepared from the system cellulose-acetate acetone water”, Journal of Membrane Science, 34 (1): 67-86,1987. Strathmann H, Kock K, Amar P, Baker RW, “Formation mechanism of asymmetric membranes”, Desalination, 16 (2): 179-203, 1975. Wienk, I.M, Boom, R. M., Beerlage, M.A.M., Bulte, A.M.W., Smolders C.A., Strathmann, H., “Recent advances in the formation of phase inversion membranes made from amorphous or semi-crystalline polymers”, Journal of membrane science, 113 (2): 361-371,1996.

CAPÍTULO III
Caracterização de Membranas
Índice
Pág. 3.1 – Introdução 33 3.2 - Caracterização de membranas Porosas 36 3.2.1 - Microscopia Eletrônica 39 3.2.2 - Porosimetria pelo Método da Intrusão de Mercúrio 41 3.2.3 - Adsorção e Dessorção de Gás 43 3.2.4 – Permeabilidade 45 3.2.5 - Ponto de bolha 46 3.2.6 - Permeação Gás - Líquido 48 3.2.7 - Rejeição de Solutos Polidispersos 51 3.3 - Caracterização de Membranas Densas 59 3.4 - Caracterização de Membranas Compostas 65 3.5 – Referências 70

33
CAPÍTULO 3
Caracterização de Membranas 3.1 - Introdução Os processos de separação com membranas, PSM, têm sido aplicados no fracionamento de misturas, soluções e suspensões envolvendo espécies de tamanho e natureza química diferentes. Estas aplicações requerem a utilização de membranas com características específicas. Dependendo da aplicação as membranas podem apresentar diferenças significativas em termos funcionais e morfológicos. O conhecimento da morfologia das membranas e sua relação com as propriedades de transporte é importante para uma melhor compreensão dos fenômenos envolvidos nos problemas de separação, assim como fornece informações que permitem selecionar a melhor morfologia para uma dada separação. A Tabela 3.1 apresenta a dimensão aparente de diferentes espécies presentes, por exemplo, em um processo fermentativo. Verifica-se que a dimensão aparente dessas espécies pode variar algumas ordens de grandeza (de 0,2 a 10.000 nm). Independente da técnica empregada no preparo de uma membrana é sempre importante a sua caracterização. Só assim é possível determinar o tipo de aplicação em que pode ser utilizada. Cabe salientar que pequenas variações nas condições de síntese de uma membrana, em particular quando se usa a técnica da inversão de fase (membranas poliméricas), pode acarretar variações significativas em sua morfologia, alterando completamente sua eficiência. O que se busca com as técnicas de caracterização é relacionar propriedades morfológicas das membranas, como porosidade e distribuição de tamanho de poros no caso e membranas porosas, e cristalinidade, volume livre e espessura no caso de membranas densas, com suas características de separação. Deve ser enfatizado, no entanto, que muito embora características tais como porosidade, distribuição de poros, curva de retenção, permeabilidade hidráulica e outras, sejam fornecidas pelos fabricantes, informações a respeito do desempenho das mesmas quando em operação em uma dada aplicações industrial, são normalmente omitidas. A título de exemplo, fluxos permeados em processos de ultrafiltração podem chegar a 10% do valor do fluxo permeado de água pura. No caso de microfiltração, dependendo da aplicação, o fluxo permeado pode atingir valores ainda menores. Esta grande diferença entre o fluxo permeado obtido quando da caracterização das membranas e quando em operação em um processo industrial, se deve a fenômenos como polarização de concentração e adsorsão das diferentes

34
espécies na superfície e poros da membranas. Estes fenômenos serão abordados, com mais detalhes, no Capítulo 5.
Tabela 3.1 - Dimensão aparente de pequenas partículas, moléculas e ions*.
Espécie
Faixa de Tamanho (nm)
Fungos e leveduras
1000 - 10000
Bactéria
300 - 10000
Emulsões de óleo
100 - 10000
Sólidos coloidais
100 - 1000
Vírus
30 - 300
Proteínas/Polissacarídeos ( 104 – 106 Da )
2 - 10
Enzimas (104 – 105 Da)
2 - 5
Antibióticos (300 – 1000 Da)
0,6 - 1,2
Moléculas orgânicas (30 – 500 Da)
0,3 - 0,8
Ions inorgânicos (10 – 100 Da)
0,2 - 0,4
Água ( 18 Da)
0,2
* - Beaton, N. C. and Cooper, A.R.
No caso de membranas porosas, o tamanho dos poros e sua distribuição de tamanhos, principalmente, irão determinar quais moléculas ou partículas serão retidas pela membrana e quais poderão passar através de seus poros. Via de regra, para este tipo de membrana, o material de que é feito a membrana não deve, em princípio, afetar a sua capacidade seletiva. Já no caso de membranas densas, como as utilizadas em separação de gases e pervaporação, a não existência de poros faz com que as características físico-químicas do material que constitui a membrana seja determinante em sua eficiência. Neste caso, o transporte através da membrana ocorre pela sorção da espécies no polímero, seguida de sua difusão através da espessura da membrana (ver Figura 3.1). Na Tabela 3.2 são apresentadas características básicas das membranas utilizadas nos diferentes processos de separação.

35
Figura 3.1 - Esquema do transporte através da seção transversal de uma membrana porosa e uma membrana densa.
Tabela 3.2 - Características básicas das membranas para os diferentes processos de separação.
PROCESSO
Tamanho de Poro
Características
Mecanismo de Separação
Observações
Microfiltração
5 – 0,05 µm isotrópicaa ε ~ 10 - 50 %
por tamanho
Ultrafiltração
50 - 3 nm anisotrópica ε ~ 0,1 - 10 %
por tamanho cerâmica ε ~10 - 50%
Osmose Inversa
1 - 0,1 nmb anisotrópica sorção/ difusão
Diálise
10 – 0,1 nm porosidade elevada ε ~ 50 %
Difusão Polímero altamente inchado
Eletrodiálise
10 – 0,1 nm densidade de carga
ξ - potencial
diferença de carga elétrica
Separação de Gases
< 0,1 nm anisotrópica sorção/ difusão
Pervaporação
< 0,1 nm anisotrópica sorção/ difusão volatilidade dos permeantes
a) porosidade da pele no caso de membranas anisotrópicas e porosidade global no caso de membranas isotrópicas; b) transição entre microporos e espaço intermolecular.
Membrana DensaMembrana Porosa

36
3.2 - Caracterização de membranas Porosas Uma membrana porosa está caracterizada se forem conhecidos os seguintes parâmetros: porosidade superficial, tamanho e distribuição de tamanho de poros. Qualquer que seja a técnica de caracterização empregada um dos problemas a ser enfrentado é a definição da forma e da geometria dos poros da membrana. Os poros, via de regra, são irregulares. No entanto, algumas hipóteses são efetuadas de maneira a que se possa utilizar modelos conhecidos. Assim, ao se utilizar a equação de Hagen-Poiseuille se está admitindo que os poros apresentam a forma de cilindros paralelos, ao passo que se a equação de Kozeny-Carman for empregada a forma dos poros correspondem ao espaço livre entre esferas de mesmo diâmetro, em contato. Na Figura 3.2 é apresentada uma comparação entre a morfologia “real” e uma estrutura ideal da pele de uma membrana porosa.
Figura 3.2 - Comparação entre as morfologias “real” e ideal da pele de uma membrana de ultrafiltração.
Independente da forma dos poros é importante que os poros sejam passantes. Somente
estes poros contribuem para o fluxo permeado. No entanto, algumas técnicas de
caracterização detectam, indiscriminadamente, poros ativos e não ativos. Além da forma dos
poros, a porosidade superficial é outro parâmetro importante. Dela depende o valor do fluxo
permeado, para uma dada aplicação. Membranas de microfiltração apresentam porosidade
superficial que variam de 5 a 50%. As membranas de ultrafiltração são muito menos porosas.
Apresentam porosidade superficial na faixa de 0,1 a 1%.
Modelo
“Realidade”
1122 33
“Pele”
Sub camada
1. Restrição2. Poro sem saída3. Raio hidráulico
Membrana

37
As diferentes técnicas de caracterização de membranas porosas permitem a determinação de parâmetros de duas naturezas: • Parâmetros relacionados a morfologia da membrana, como tamanho de poro distribuição
de tamanho de poros, espessura efetiva da pele e porosidade superficial. • Parâmetros relacionados com a permeabilidade e seletividade, como curva de retenção
(“cut-off”) e fluxo permeado. Diversos métodos têm sido propostos para a caracterização da morfologia de membranas microporosas. Basicamente, existem dois enfoques distintos, ou seja, a observação direta da membrana e a determinação, por métodos indiretos, de fatores relacionados ao tamanho e densidade de poros. A observação direta da morfologia da membrana é feita por microscopia eletrônica e, em alguns casos, por microscopia ótica. Estes métodos são bastante úteis para a análise da morfologia real da membrana, sendo possível detectar defeitos e macroporos. A principal limitação é a faixa de tamanho de poros que pode se observada, pois poros pequenos (< 0,01µm) estão próximos ao limite de resolução da técnica. Desta forma, a microscopia somente pode auxiliar em análises qualitativas sobre o efeito das variáveis envolvidas no preparo da membrana. Como em meios porosos tradicionais, os parâmetros mais usuais para a caracterização são: o tamanho médio de poros, a distribuição de tamanho de poros, a porosidade, a tortuosidade e a área superficial específica. Estes parâmetros podem ser estimados por vários métodos, que diferem entre si, principalmente, na forma de avaliar os espaços vazios. Métodos dinâmicos medem apenas os poros contíguos, enquanto métodos estáticos levam em conta todos os espaços vazios disponíveis, independente de serem ou não contíguos. Quando métodos indiretos são utilizados, deve ser ressaltado que parâmetros como o tamanho médio de poros ou a distribuição de tamanho de poros, não têm significado geométrico verdadeiro. Estes parâmetros são calculados como base em poros cilíndricos paralelos hipotéticos que devem apresentar um comportamento equivalente aos espaços vazios reais. Outro aspecto à ser salientado é a presença de anisotropia. Neste caso, os parâmetros ligados à morfologia devem ser determinados em relação à camada superficial (pele) da membrana, que representa a principal resistência ao transporte.
Os principais métodos de caracterização de membrana porosas são apresentados resumidamente na Tabela 3.3. O métodos mais utilizados são discutidos a seguir

38
Tabela 3.3 - Principais métodos de caracterização de membranas microporosas
Método
Princípio
Faixa de Tamanho de Poros
Limitações
Vantagens
M/P*
Microscopia Eletrônica
Observação
> 500 Å
boa definição para poros > que 500 Å
determina distribuição de tamanho de poros (DTP).
M
Porosimetria de
Mercúrio
Equilíbrio entre Pext. e
σsup.
7,5 µm a
20 Å
- pressões elevadas - presença de assimetria
- rapidez - determina a DTP
M
Adsorsão e
dessorção de gás
Condensação capilar / tensão
superficial
500 Å
a 15 Å
- equilíbrio lento - presença de anisotropia
- determina a DTP
M
Termoporometria
abaixamento da temperatura
de fusão em função do raio
do poro
1500 Å a 15 Å
-interação líquido/polímero - presença de anisotropia
- a amostra não é submet- secagem e compressão
M
Permeabilidade
Escoamento de um fluido
ampla Só valores médios podem ser obtidos
Equipamento simples e rapidez
P
Ponto de Bolha
tensão superficial
poros com diâmetro > 1.000Å
Equipamento simples e rapidez
M
Permeação
Gás-Líquido
Desobstrução do poro
quando Pext. > σsup.
> 300 Å
não é sensível para poros pequenos
determina poro máximo e DTP
P/M
Perporometria
Combinação: condensação capilar/perm.
de gases
300 Å a
20 Å
- interação penetrante/ polímero
- determina DTP
P/M
Rejeição parcial
de solutos
relação entre retenção e
tamanho de poros (r)
ampla - relação massa molar/geometria. - deformação da macromolécula
- determina DTP
P
* M - Parâmetros relacionados com a morfologia da membrana. P - Parâmetros relacionados com a permeabilidade

39
3.2.1 - Microscopia Eletrônica Basicamente são utilizadas duas técnicas para caracterização de membranas: a microscopia eletrônica de varredura (MEV) e a microscopia eletrônica de transmissão (MET). Ambas as técnicas permitem uma caracterização rápida e precisa da estrutura porosa de membranas de microfiltração. Além disso a microscopia eletrônica tem sido muito utilizada na análise das subestruturas porosas das membranas anisotrópicas. O limite de resolução dos microscópios eletrônicos de varredura está por volta de 0,01 µm ( 10 nm) e, por este motivo, é possível uma boa caracterização de membranas de microfiltração que apresentam poros na faixa de 0,1 a 10 µm. Mesmo com microscópios sofisticados (p.ex.: Microscópio eletônico de emissão de campo com resolução de até 5 nm) não é possível utilizar esta técnica para caracterizar completamente as membranas de ultrafiltração. Quando um material polimérico é analisado ao microscópio eletrônico a amostra corre a rico de se alterar, ou mesmo queimar, devido a alta voltagem empregada para a aceleração dos elétrons. Este problema é contornado recobrindo-se a amostra com uma fina camada metálica (~ 300 Å), normalmente de ouro. Neste caso, a amostra deve ser seca e novos cuidados devem ser tomados com o intuito de se evitar o colapso dos poros menores durante o processo de secagem, face as forças capilares. A técnica mais simples é substituir a água que possui tensão superficial elevada (γ = 72 x 10-3 N/m) e está presente nas poros das membranas, por outros líquidos de menor tensão superficial. A escolha dos líquidos depende do polímero que é utilizado para formar a membrana, uma vez que o líquido não deve inchar o polímero. Em geral, para os polímeros de uso mais corrente como polissulfona, poliétersulfona, poliéterimida e policarbonato, substitui-se a água pelo etanol e este pelo hexano, o qual, devido a baixa tensão superficial e alta volatilidade evapora dos poros sem deformá-los. Após este procedimento, a membrana é fraturada após imersão em nitrogênio líquido que evita a deformação na seção transversal da amostra. A seguir a amostra é recoberta com uma fina película de ouro em um equipamento denominado "sputtering", sendo, a seguir, analisada ao microscópio eletrônico. Na Figura 3.3 é apresentada uma fotomicrografia da superfície superior de uma membrana de microfiltração, bem como a mesma foto processada por um analisador de imagens, onde obtém-se a curva acumulada e a de distribuição de tamanhos de poros. A membrana em questão é comercial, fabricada pela Millipore, com tamanho médio de poro de 0,45 µm. Nas Figuras 3.4a e 3.4b são apresentadas as fotomicrografias da seção transversal de membranas de ultrafiltração, anisotrópica e isotrópica.

40
Figura 3.3 - Caracterização de uma membrana de microfiltração em policarbonato por Microscopia Eletrônica de Varredura e Analisador de Imagens.
a) Fotografia do MEV b) Imagem Invertida (negat.)
c) Imagem Processada d) Curva acumulativa de tamanho de poros
0.0 0.4 0.8 1.2Pore diameter ( m)
0.0
0.2
0.4
0.6
0.8
1.0
Pore
are
a f r
act io
n
0.0
0.4
0.8
1.2
1.6
2.0
Diff erent ial pore d ist ribu tion
→
1 micron

41
Figura 3.4 - Corte transversal de membranas a base de poliétersulfona: (a) anisotrópica; (b) isotrópica. 3.2.2 - Porosimetria pelo Método da Intrusão de Mercúrio A caracterização de meios porosos por intrusão de mercúrio é efetuada a partir de medidas do volume de mercúrio que penetra nos poros de uma membrana seca, em função da pressão aplicada. O método baseia-se na equação de Laplace, a qual fornece uma relação entre o raio do poro (rp) e a pressão (P) necessária para se vencer a tensão superficial entre o
líquido (mercúrio) e o material de que é feito a membrana, ou seja:
rPp = −
2σ θcos (3.1)
onde, σ é a tensão superficial mercúrio/ar e θ o ângulo de contato do mercúrio com o polímero. Como o mercúrio não molha a polímero, o ângulo de contato é maior que 90
0 e,
consequentemente o cos(θ) é negativo. Esta é a razão do sinal negativo na Equação (3.1). A tensão superficial mercúrio/ar é em torno de 0,48 N/m e o ângulo de contato do mercúrio com materiais poliméricos é cerca de 143
0.
Tendo em vista que o volume de mercúrio pode ser medido com precisão, o método permite uma determinação precisa da distribuição de tamanho de poros de uma membrana microporosa. Deve ser salientado que o referido método apresenta restrições no caso da presença de poros pequenos. Neste caso a pressão a ser aplicada deve ser muito elevada e
a b

42
pode deformar a membrana. O método só deve ser aplicado na caracterização de membranas simétricas e não exclui os poros não passantes. A Figura 3.5 apresenta um curva típica de volume acumulado de mercúrio na amostra porosa em função da pressão aplicada. Na Figura 3.6 encontra-se representado o histograma da distribuição de poros de uma membrana microporosa da Millipore do tipo HAWF 047.
Figura 3.5 - Curva típica de porosimetria de mercúrio, volume acumulado em função da pressão aplicada.
Figura 3.6 - Histograma da distribuição de poros de uma membrana microporosa da Millipore do tipo HAWF 047 determinada por porosimetria de mercúrio.
V (c
m3 )
0 1000 2000 P(bar)
30
20
10
02 3 4 5 6 7 8 9103 104
r (A )0
1000 = 0,1µm (A )0
%Vp

43
3.2.3 - Adsorção e Dessorção de Gás Esta técnica é muito utilizada na caracterização de materiais cerâmicos porosos e de
catalisadores e consiste em se medir o volume de gás adsorvido em um meio poroso em
função da pressão relativa deste gás para uma dada temperatura. (Prel.=P/Po), ou seja, a
relação entre a pressão aplicada e a pressão de saturação do gás na temperatura do
experimento. O nitrogênio é utilizado, normalmente, como gás a ser adsorvido. A obtenção da
isoterma de adsorsão inicia-se a pressões relativas baixas. Devido a forças de dispersão, as
moléculas do gás irão se adsorver na superfície do material poroso. Esta adsorção, no entanto,
é restrita a uma fina camada sobre as paredes dos poros. As moléculas adsorvidas estão em
equilíbrio termodinâmico com a fase gasosa acima da superfície, a quantidade adsorvida é
determinada pela pressão relativa do gás e pela afinidade com do gás com o material. Com a
aumento da pressão relativa mais moléculas são adsorvidas formando novas camadas. Devido
a curvatura da interface ocorre um abaixamento da pressão de vapor do líquido e tão logo a
curvatura do menisco passe por um valor crítico, os poros que apresentam meniscos com
esta curvatura são rapidamente preenchidos com o gás condensado, ou seja, ocorre
condensação capilar. A medida que a pressão relativa aumenta a condensação capilar passa a
ocorrer em poros de dimensões maiores. A Figura 3.7 apresenta um esquema da seqüência
acima descrita.
Figura 3.7 - Etapas durante a adsorção: de d a a a pressão de vapor relativa aumenta. Em b observa-se a condensação capilar. rpé o raio do poro, rk é o raio de Kelvin e t a espessura da camada de adsorção.
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
Pr1 = 1
a)
Pr4 = 0
d)
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
Pr2 < 1
b)
2 rk
��������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������
c)
t
t
Pr3 < Pr2 < 1
2 rk 2 rp = 2 rk + 2t

44
O abaixamento da pressão de vapor para um capilar de raio r é dado pela equação de Kelvin, expressa por:
θσ
−=
cos
RTrV2
PPln
ko (3.2)
onde, σ é a tensão interfacial; V, o volume molar do líquido; θ, o ângulo de contato e rk o raio
de Kelvin. O raio do poro pode ser obtido a partir do raio de Kelvin através da relação: r r tp k= + (3.3)
onde t representa a espessura da camada de gás adsorvida. Esta espessura pode ser determinada a partir de medidas de adsorsão em uma superfície plana de referência. A equação de Kelvin pode ser aplicada para poros com raios na faixa entre 1 e 25 nm. Na Figura 3.8 e na Figura 3.9 são apresentados exemplos de isoterma de adsorção e distribuição de poros, respectivamente, para uma membrana de alumina calcinada.
Figura 3.8 - Isoterma de adsorção/dessorção de nitrogênio em uma membrana de alumina calcinada a 400°C.

45
Figura 3.9 - Distribuição de tamanho de poros em membranas de alumina calcinadas em diferentes temperaturas (400, 500 e 800oC). Método da adsorção/dessorção de gás. 3.2.4 - Permeabilidade Medidas de fluxo permeado através de membranas porosas podem ser utilizadas para se estimar tamanho de poros dessas membranas. Assim, admitindo-se que uma membrana apresente poros de forma cilíndrica, o tamanho desses poros pode ser estimado com o auxílio da equação de Hagen-Poiseuille:
P ∆x∆P
8.ηε.rJ
2
τ= (3.4)
onde, J é o fluxo permeado; ε = n.π.r
2 é a porosidade da membrana; η, a viscosidade do
penetrante; τ, a tortuosidade do poro; r, o raio do poro; n o número de poros; ∆P é a diferença de pressão entre os dois lados da membrana e ∆x a espessura da membrana. A permeabilidade, P, da membrana para o líquido em questão é definida por:
xP ∆= τ/8ηr ε 2 (3.5)
Esta abordagem depende do modelo escolhido e do valor estimado para os parâmetros utilizados. Além disso, o modelo fornece um valor único para o produto (n.r
4 ) o que deixa o
Raio do poro (nm)

46
problema indeterminado, mesmo que a membrana apresente uma distribuição uniforme de poros, uma vez que um mesmo resultado pode ser obtido com um número grande de poros pequenos ou um pequeno número de poros grandes. Dependendo da forma dos poros a equação de Konezy-Carman pode ser utilizada no lugar da equação de Hagen-Poisseuille. A equação de Konezy-Carman admite que os poros apresentam a forma dos interstícios formados entre esferas empacotadas e é expressa por:
∆x∆P.
ε).(1.S K.ηεJ 22
3
−= (3.6)
onde, K é a constante de Kanezy-Carman que depende da forma do poro e de sua tortuosidade; S é a área superficial específica. Neste caso a permeabilidade P é expressa por:
ε)∆x(1S /Kηε 23 −=P (3.7) 3.2.5 - Ponto de bolha O método do ponto de bolha, utilizado pela primeira vez por Bechhold, em 1908, é uma técnica que permite determinar o poro de maior tamanho de um dada membrana. O método consiste na medida da pressão necessária para fazer escoar um gás (ar ou nitrogênio, por exemplo) através de uma membrana cujos poros se encontram preenchidos por um líquido. A força devido à tensão superficial do líquido no interior de cada poro, expressa pelo produto do perímetro do poro pela tensão superficial, oferece uma resistência ao escoamento do gás. A força que o gás exerce sobre o líquido, em cada poro, é expressa pelo produto de sua pressão pela área da seção transversal do poro. Na condição limite (equilíbrio de forças) tem-se:
P)..r( θ cos.)..r(2. 2pp ∆= πσπ (3.8)
onde, rp é o raio do poro, admitido de forma cilíndrica; σ é a tensão superficial entre o
líquido e o gás; θ, o ângulo de contato e ∆P a diferença de pressão entre os dois lados da membrana.

47
Um esquema do equipamento utilizado para medidas do ponto de bolha é apresentado na Figura 3.10. No equipamento, um dos lados da membrana é mantido em contato com o líquido que irá preencher todos os seus poros e o outro lado da membrana é mantido em contato com o gás. A medida que a pressão aumenta o gás começa a penetrar, lentamente, nos poros da membrana (ver Figura 3.11). Como a bolha de ar penetra no poro, o ângulo de contato é 0º (cos(θ) = 1) e a Equação 3.8 se reduz a:
∆P2.σrp = (3.9)
O valor da tensão superficial varia com a temperatura e com o par líquido-gás. No caso da água e do ar a tensão superficial está em torno de 75 x 10-3 N/m. Para este valor, poros de dimensão reduzida (< 0,3 µm) necessitam pressões muito elevadas para que ocorra a expulsão do líquido, dificultando sua medida. Com o objetivo de reduzir a tensão superficial e facilitar a medida, líquidos com tensão superficial mais baixa têm sido utilizados, tais como álcoois e hidrocarbonetos fluorados. Este método fornece apenas uma medida do maior poro ativo de uma dada membrana. Na Tabela 3.4 são apresentados alguns valores de raio calculados com a Equação 3.9, utilizando água como líquido impregnante. Tabela 3.4: Relação entre pressão do ar e "raio" do poro, utilizando água como líquido impregnante.
raio do poro (µm)
10
1,0
0,1
0,01
Pressão (Bar)
0,14
1,4
14,5
145
Figura 3.10 - Esquema do equipamento para medidas do ponto de bolha
�����������������������������������������������
PPReguladorReguladorde pressãode pressão
líquidolíquido
MembranaMembranaNN22
ManômetroManômetro

48
Figura 3.11 – Esquema da seção transversal de uma membrana mostrando o princípio do método do ponto de bolha.
3.2.6 - Permeação Gás - Líquido As técnicas de medida de permeabilidade e do ponto de bolha podem ser combinadas para se determinar a distribuição de tamanho de poros de membranas poliméricas. Este método se baseia no fato de que, a uma certa pressão mínima, somente os maiores poros serão permeáveis ao gás, enquanto os poros menores permanecerão bloqueados pelo líquido que está impregnando a membrana. A medida que a pressão aumenta, os poros menores vão progressivamente sendo liberados, tornando-se permeáveis, e passando a contribuir para o fluxo total. Quando um aumento de pressão não mais provocar aumento da permeabilidade da membrana ao gás (obtém-se um relação linear entre fluxo e pressão) admite-se que todos os poros estão livres para o transporte do gás. A Figura 3.12 mostra, esquematicamente, o comportamento do fluxo permeado com a pressão a jusante. Nesta figura, a linha pontilhada, que mostra a variação linear do fluxo com a pressão, representa a situação onde não há líquido nos poros da membrana desde o início do experimento.
líquidolíquido membranamembrana arar
2r2r

49
Figura 3.12 - Fluxo permeado de gás em função da pressão a jusante, em uma membrana contendo líquido nos poros. A linha pontilhada representa o fluxo que seria obtido caso a para a membrana estivesse seca. Pela Equação 3.4 há uma proporcionalidade entre o fluxo permeado e a pressão aplicada, ou seja: P.∆= PJ (3.10)
Nesta equação P representa a permeabilidade da membrana. Este parâmetro depende das propriedades do fluido permeante (viscosidade e densidade) e também das características físicas do meio poroso (porosidade, tortuosidade, diâmetro dos poros, etc.) – ver Equações 3.5 e 3.7. Para a situação em que a membrana possui os poros parcialmente bloqueados com um líquido é conveniente rescrever o termo de proporcionalidade da Equação 3.10 em função do tamanho e do número de poros, ou seja: ( ) P .r,nfJ iii ∆= ∑ (3.11)
sendo:
i
i P2σr = (3.12)
onde Pi representa a pressão do gás e ni o número de poros de raio ri .
Pressão
Fluxo
P = 2 /σ2P = 2 σ /rmax1 rmin

50
A Equação 3.11 pode ainda ser escrita como:
( ) ( )[ ].......... /P2 ,nf P / 2,nfP. J 222111 ++∆= σσ (3.13)
tal que,
0 ....... f f P P 1iii ===⇒≤ + (3.14)
Dessa forma, a partir da curva de fluxo em função da pressão é possível, com o auxílio das Equações 3.12 e 3.13, calcular o tamanho do poro a uma dada pressão, assim como, o número de poros relativos a esse tamanho. Na Figura 3.13 e na Figura 14 são apresentados exemplos de aplicação do método de permeação gás - líquido.
Figura 3.13 - Comparação entre as curvas de distribuição de fluxo diferencial em função do tamanho de poro para fibras de poliéterimida preparadas com tempos de exposição diferentes (0,2; 0,4 e 0,7s).
0
4
8
12
16
0,1 0,12 0,14 0,16
diâ m e tro do poro (µm )
Flux
o di
fere
ncia
l (%
) te m po e x p.: 0,4 s 0,7 s
0,2 s

51
Figura 3.14 - Curvas de distribuição de fluxo diferencial em função do tamanho de poro para duas fibras de poliéterimida (A e B). Tamanho máximo de poro para a fibra A = 0,33 µm e para fibra B = 0,14 µm. Coeficiente de permeabilidade de ambas as fibras em torno 0,150 (cm3/cm2.s.cmHg). 3.2.7 - Rejeição de Solutos Polidispersos Uma outra maneira de apresentar as características de membranas de ultrafiltração, muito utilizada pelos fabricantes de membranas, é através da sua retenção nominal ou "Cut off". A retenção nominal de uma membrana de UF é definida como sendo o valor da massa molar para o qual a rejeição da membrana é de 95% (valor arbitrário). Assim, uma membrana retenção nominal de 70.000 Da deve rejeitar moléculas com essa massa molar em pelo menos 95%. A partir de medidas de rejeição de solutos de diferentes massas molares é possível se obter a chamada curva de retenção de uma membrana. A Figura 3.15 compara duas formas diferente de curva de retenção para membranas de ultrafiltração, uma que rejeita moléculas numa faixa estreita de massa molar e a outra rejeitando em uma faixa muito mais ampla de massa molar, correspondendo a membranas com distribuição de tamanho de poros mais estreita e mais aberta, respectivamente. Esta técnica tem a vantagem de detectar apenas os poros ativos da membrana e de efetuar sua caracterização utilizando a própria ultrafiltração. No entanto, como não existe uma relação unívoca entre a massa molar das moléculas e suas dimensões características,
0
4
8
12
16
0 0,2 0,4
diâ m e tro do poro (µm )
Flux
o di
fere
ncia
l (%
)
AB

52
independente de sua natureza, é difícil uma caracterização completa da membrana utilizado apenas a massa molar como parâmetro. A Tabela 3.5 apresenta uma relação de macromoléculas e suas dimensões características. Observa-se que moléculas de mesma massa molar, mas de natureza diferente, podem apresentar dimensões características distintas. Deve-se levar em conta, também, a forma e a flexibilidade das macromoléculas, bem como eventuais interações com o material da membrana. Outro fenômeno que deve ser levado em consideração ao se utilizar esta técnica é a polarização de concentração. Um aumento de concentração do soluto pode alterar suas dimensões características devido a efeitos osmóticos e pode, também, afetar a adsorção na membrana. A conseqüência é a obtenção de curvas de retenção diferentes para uma mesma membrana, em função das condições de operação. A curva de retenção de uma membrana de ultrafiltração pode ser obtida através de um único experimento, caso se utilize como soluto polímeros que apresentem uma distribuição de massa molar bastante ampla. Pela comparação das curvas de distribuição de massa molar do polímero utilizado como soluto, por análise em SEC (cromatografia de exclusão de tamanho), na solução de alimentação e no permeado (ver Figura 3.16) é possível calcular a rejeição da membrana para cada fração de polímero de diferente massa molar e a respectiva curva de retenção da membrana.

53
Tabela 3.5 – Relação entre massa molar e diâmetro médio das moléculas.
Esta técnica foi aprimorada por Nobrega et alli, em 1989, os quais estabeleceram as
condições de operação mais adequadas, de ultrafiltração, para que o método da rejeição
parcial de solutos polidispersos possa fornecer uma curva de retenção que represente, de fato,
as características da membrana em questão. Baixa concentração de soluto, fraca interação do
soluto com a membrana, número de Reynolds elevado na corrente de alimentação da unidade
de ultrafiltração e baixos fluxos permeados são as principais recomendações para se obter a
bons resultados.
ESPÉCIE PM (Dalton)
Bactérias, Virus,Macromoléculas
Imuno Globulina 150.000
* Dextrana 250.000
Albumina Humana 67.000Hemoglobina 64.000Ovolbumina 45.000Pepsina 35.000Mioglobina 17.800Citrocromo 12.400
*Dextrana 110.000*Polietileno Glicol 6.000*Rafinose 594*Sucrose 342*Bacitracina 1400
Glucose, Amino ácidos, Sais
100908070
60
50
40
30
20
10
Diâ
met
ro M
édio
das
Mol
écul
as (A
)
* Tipo linear

54
Figura 3.15 - Características da rejeição de membranas de ultrafiltração que apresentam diferentes distribuição de tamanho de poros.
Figura 3.16 - Cálculo do coeficiente de rejeição parcial a partir das curvas de distribuição de massa molar da alimentação e do permeado.
Alimentação
Permeado
A - distribuição estreita de porosB - distribuição espalhada de poros A
B
10110
210
310
410
510 0
Massa molar
0,0
1,0
0,5
Rej
eiçã
o, R
R=0,95
PM nominal
A B
A - distribuição estreita de porosB - distribuição espalhada de poros A
B
10110110
210
210
310
310
410
410
510
510 0
Massa molar
0,0
1,0
0,5
Rej
eiçã
o, R
R=0,95
PM nominal
A B

55
Na Figura 3.17 são apresentados os coeficientes de rejeição parcial obtidos para uma membrana de ultrafiltração do tipo fibra oca, em polissulfona, utilizando dextrana como soluto polidisperso. Os resultados mostram uma forte influência da pressão de operação nos resultados obtidos. Ou seja, uma molécula de uma dada massa molar é rejeitada cada vez menos pela membrana, a medida que a pressão de operação aumenta. Este comportamento se deve a uma deformação da macromolécula provocada pela tensão de cisalhamento na estrada do poro da membrana. Cabe lembra que dextranas são moléculas deformáveis e que o fluxo permeado, responsável pela tensão cisalhante, aumenta com a pressão de operação. Assim, a curva de retenção nominal da membrana será aquela obtida em baixas pressões ou extrapolada para pressão de operação nula. A partir de um balanço de massa simples é possível transformar a curva de retenção obtida por esta técnica numa curva acumulativa de fluxo permeado, em função da massa molar do soluto polidisperso. O fluxo permeado de solvente pode sempre ser expresso como sendo a soma de duas parcelas: (Js1), referente ao fluxo que permeia pelos poros que não rejeitam a espécie de massa molar Mwi e (Js2), referente ao fluxo que passa pelos poros que rejeitam esta espécie. Assim, pelo balanço de massa tem-se:
( ) J.R J e R1J.J iS2iS,1 =−= (3.15)
Assim, a curva de Ri em função da massa molar pode ser interpretada como uma curva
acumulativa de fluxo permeado, (Js,2/J), em função da fração da massa molar do soluto polidisperso, uma vez que:
JJ
R S,2i =
(3.16) A Figura 3.18 apresenta esta curva acumulativa de fluxo para o mesmo exemplo da Figura 3.17.

56
(Valores extrapolados)
Figura 3.17 - Rejeição parcial em função da massa molar. Membrana do tipo fibra oca em polissulfona. Soluto: dextrana, 3,8Kg/m3. Re = 2.000. A transformação das curvas acumulativas de fluxo em função da massa molar do soluto, em curvas do fluxo acumulado em função da distribuição do tamanho de poros da membrana apresenta uma série de dificuldades ainda não resolvida. A relação entre a massa molar de uma dada espécie e sua dimensão característica, bem como a relação entre esta dimensão e a dimensão mínima do poro através do qual ela pode passar são algumas das questões em aberto. Apesar desta limitação a caracterização de membranas de ultrafiltração utilizando soluto polidisperso é um método simples e rápido. Esta técnica tem sido utilizada para se comparar as características de membranas obtidas quando se varia as condições de síntese, bem como para acompanhar alterações sofridas por uma membrana devido a fenômenos de adsorção e entupimento de poros.

57
Figura 3.18 - Curva acumulativa de fluxo permeado em função da massa molar da dextrana. Membrana do tipo fibra oca em polissulfona. As Figura 3.19 e a Figura 3.20 apresentam um exemplo desta técnica de caracterização. Uma membrana tubular, inorgânica, de ultrafiltração foi caracterizada antes e depois da adsorção por moléculas de BSA (albumina de soro bovino). Os resultados revelam uma queda na densidade de poros maiores e um aumento da densidade de poros menores após a adsorção. Isso se deve a adsorção de BSA no interior dos poros maiores que, devido a dimensão da molécula, são os mais acessíveis.
Cur
va d
e Fl
uxo
perm
eado
acu
mul
ado
(%) C
urva de Distribuição de fluxo perm
eado (%)

58
Curva de D
istribuição de fluxo permeado (%
)C
urva
de
Flux
o pe
rmea
do a
cum
ulad
o (%
)
Figura 19 - Curva acumulativa de fluxo e curva de distribuição de fluxo em função da massa molar da dextrana. Membrana tubular inorgânica sem BSA.
Curva de D
istribuição de fluxo permeado (%
)Cur
va d
e Fl
uxo
perm
eado
acu
mul
ado
(%)
Figura 20 - Curva acumulativa de fluxo e curva de distribuição de fluxo em função da massa molar da dextrana. Membrana tubular inorgânica após adsorção com BSA.

59
3.2 - Caracterização de Membranas Densas Membranas densas (não porosas) são utilizadas para promover separações de moléculas de baixa massa molar. Neste caso, mais do que o tamanho da molécula, a natureza química e a estrutura do polímero que compõe a membrana e sua interação com as espécies a separar são de fundamental importância. Conforme visto anteriormente, o transporte das espécies através da matriz polimérica ocorre pelos mecanismos de sorção e difusão, sendo que a separação pode ocorrer devido a diferenças na solubilidade e/ou na difusividade dos componentes na membrana. Assim as técnicas apresentadas para as membranas microporosas não são de grande utilidade na caracterização de membranas densas. Neste caso, o conhecimento de propriedades físicas e morfológicas do polímero como as temperaturas de transição vítrea, Tg, e de fusão dos domínios cristalinos, Tm, teor de domínios cristalinos e de parâmetros físico-químicos do sistema penetrante/polímero, tais como solubilidade, difusão e permeabilidade, entre outras, caracterizam melhor as membranas densas, para uma dada aplicação. Um dos métodos mais simples de se caracterizar membranas densas é através de medidas de sua permeabilidade para gases e líquidos. Normalmente, os elastômeros são mais permeáveis que os polímeros vítreos e este comportamento está ligado a maior mobilidade de suas cadeias poliméricas. A Tabela 3.6 apresenta a temperatura de transição vítrea de vários polímeros e a Tabela 3.7 os valores da permeabilidade para oxigênio e nitrogênio, bem como a seletividade ideal dos diferentes polímeros para estes gases. Verifica-se através dessas tabelas que, de fato, os elastômeros apresentam a maior permeabilidade para estes gases. Pode ser observado, ainda, que os polímeros normalmente utilizados no preparo de membranas microporosas são vítreos, ao passo que os polímeros usados como pele de membranas composta são elastoméricos. Embora a permeabilidade de um polímero para um dado gás possa se constituir numa propriedade intrínseca do material, ela não apresenta um valor constante. A permeabilidade pode ser influenciada por fatores como a temperatura, a história térmica do polímero e de sua cristalinidade, do tipo de gás e das condições experimentais utilizadas. Gases permanentes ou longe das condições críticas podem ser considerados como inertes para o polímero, não afetando sua mobilidade segmental. Gases como o dióxido de carbono, etileno e líquidos em geral, por outro lado, podem interagir fortemente com o polímero que constitui a membrana (fenômeno de inchamento), alterando sobremaneira a mobilidade segmental e, como conseqüência, suas propriedades de transporte.

60
Conforme mencionado anteriormente o transporte de gases vapores e líquidos através de membranas densas pode ser descrito pelo mecanismo sorção/difusão, ou seja, a permeabilidade da membrana, para um dado componente, será o resultado da solubilidade deste componente na membrana, um parâmetro termodinâmico do sistema penetrante/polímero, e da sua difusividade na matriz polimérica, um parâmetro cinético. A solubilidade é uma medida da quantidade de penetrante sorvido pela membrana, no equilíbrio. A solubilidade de gases em polímeros, normalmente, é muito baixa e pode ser descrita pela lei de Henry, a qual admite um comportamento linear entre a pressão e a quantidade de gás sorvida pelo polímero numa dada temperatura, ou seja, admite um comportamento ideal para o sistema. Já para vapores e líquidos as solubilidades são muito maiores e a não idealidade do sistema de ser levada em consideração. Neste caso, equações de estado como as de Flory-Huggins, Lacomb-Sanches, entre outras, podem ser utilizadas para representar o comportamento do sistema e prever dados de solubilidade. A difusividade, por sua vez, depende das dimensões do penetrante sendo tanto maior quanto menor for a sua dimensão. A difusividade depende, também, das características morfológicas do polímero. Além disso, dependendo da capacidade que o penetrante tem de inchar a membrana, alterando suas características, a difusividade será função, também, da concentração do próprio penetrante. Na Figura 3.21 são apresentados dados de solubilidade e do coeficiente de difusão de diversos gases em borracha natural. Verifica-se que o coeficiente de difusão decresce com a dimensão da molécula, como esperado. Já a solubilidade se mantém praticamente constante para gases como hidrogênio, oxigênio, monóxido de carbono e nitrogênio, aumentando bastante para o metano e o gás carbônico. Este comportamento se deve ao fato de que, para as mesmas condições de pressão e temperatura, o metano e, mais ainda, o dióxido de carbono se encontram mais próximos da condensação.
Na Figura 3.22 são apresentados alguns resultados de permeabilidade de diferentes
gases em vários polímeros. Verifica-se, em função da natureza do polímero, variações que
chegam a sete ordens de grandeza. O mínimo de permeabilidade obtido para o nitrogênio está
relacionado com o comportamento da solubilidade e difusividade deste gás, conforme
discutido na Figura 3.21.

61
Tabela 3.6 - Temperatura de Transição Vítrea de Diferentes polímeros*.
Polímero
Temperatura de transição vítrea, Tg (°C)
poli(dimetil siloxano) -123
poli(etileno) -120
poli(cis-1,4-butadieno) -90
poli(cis-1,4-metil butadieno) -73
borracha natural -72
borracha butílica -65
poli(cloropreno) -50
poli(cis-1,4-propileno) -15
poli(acetato de vinila) 29
poli(metil penteno) 30
nylon-6 (poliamida alifática) 50
nitrato de celulose 53
poli(tereftalato de etileno) 69
diacetato de celulose 80
poli(álcool vinílico) 85
poli(cloreto de vinila) 87
poli(metacrilato de metila) 110
poli(acrilonitrila) 120
poli(tetrafluoreto de etileno) 126
poli(carbonato) 150
poli(trimetilsilano de vinila) 170
poli(sulfona) 190
poli(trimetilsilano de propila) 200
poli(eter imida) 210
poli(fluoreto de vinilideno) 210
poli-(2,6-oxido de dimetil fenilieno) 210
poli(eter sulfona) 230
* Schouten, A.E.

62
Tabela 3.7 - Permeabilidade de diferentes polímeros para o oxigênio e nitrogênio+.
Polímero
Permeabilidade Para o O2
(PO2, Barrer*)
Permeabilidade Para o N2
(PN2, Barrer*)
Seletividade ideal
(PO2 / PN2)
poli(trimetilsilil propeno) 10040,0 6745,0 1,5
poli(dimetil siloxano) 600,0 280,0 2,2
poli-(1-butil acetileno) 200,0 118,0 1,7
poli(metil penteno) 37,2 8,9 4,2
poli(trimetilsilano de vinila) 36,0 8,0 4,5
poli(isopreno) 23,7 8,7 2,7
poli(oxido de fenileno) 16,8 3,8 4,4
poli(estireno) 7,5 2,5 2,9
poli(etileno) 6,6 2,1 2,9
poli(imida) 2,5 0,49 5,1
poli(propileno) 1,6 0,30 5,4
poli(carbonato) 1,4 0,30 4,7
borracha butílica 1,3 0,30 4,3
poli(metacrilato de etila) 1,2 0,22 5,2
poli(triazol) 1,1 0,13 8,4
acetato de celulose 0,7 0,25 3,0
poli(fluoreto de vinilideno) 0,24 0,055 4,4
poli(amida), nylon 6 0,093 0,025 2,8
poli(álcool vinílico) 0,0019 0,00057 3,2
poli(imida), Kapton 0,001 0,00012 8,0
+ Mulder, M.H.V.; * 1 Barrer = 10-10 cm3(CNTP).cm/cm2.s.cmHg

63
Solu
bilid
ade
(cm
3 -C
NTP
/(cm
3 de
pol.
bar)
) x 1
02
Coe
ficie
nte
de d
ifusã
o (m
2 /s )
x 10
10
Diâmetro de Leonard-Jones (nm)
Figura 3.21 - Solubilidade e difusividade de gases em borracha natural (Baker e Blume).
Diâmetro de Leonard-Jones (A)
Perm
eabi
lidad
e (B
arre
r)
Figura 3.22 - Permeabilidade de gases em diferentes polímeros: PTMSP - politrimetilsililpropeno; PDMS - polidimetilsiloxano; LDPE - polietileno; EC- etilcelulose; PVC - policloreto de vinila; TPX - polimetilpenteno; IR - polisopreno. (Blume, I.)

64
A Figura 3.23 apresenta dados de solubilidade de vapores orgânicos em polidimetilsiloxano em função da pressão de vapor. Conforme comentado anteriormente, a solubilidade de vapores é elevada e o comportamento altamente não ideal. Esta alta solubilidade resulta em permeabilidades elevadas, conforme pode verificado na Tabela 3.8.
So
rção
(cm
3 -C
NTP
/cm
3 )
Pressão (cm Hg)
Figura 3.23 - Solubilidade de diclorometano (•), triclorometano ( ) e tetraclorometano ( ) em polidimetilsiloxano (PMDS).(Blume, I.) Tabela 3.8 - Permeabilidade de vários compostos em polidimetilsiloxano (PDMS) +.
Componente
Permeabilidade (Barrer)*
nitrogênio 280
oxigênio 600
metano 940
dióxido de carbono 3.200
etanol 53.000
cloreto de metileno 193.000
1,2-dicloroetano 269.000
tetracloreto de carbono 290.000
clorofórmio 329.000
1,1,2-tricloroetano 530.000
tricloroeteno 740.000
tolueno 1.106.000
+ (Blume, I.); * 1 Barrer = 10-10 cm3 (CNTP).cm/cm2.s.cm Hg

65
3.3 - Caracterização de Membranas Compostas Uma membrana composta, via de regra, é obtida a partir da recobrimento de um suporte poroso (membrana microporosa) por uma película, fina e densa, de um outro polímero. Deste modo, tanto o suporte como o polímero que formará a pele densa da membrana composta devem ser devidamente caracterizados, a priori, utilizando as técnicas apresentadas anteriormente. Uma vez pronta, a membrana composta deve também ser caracterizada. Considerando que a pele densa define as características de transporte, medidas de permeabilidade de gases e líquidas são utilizadas. No entanto, o desenvolvimento de uma membrana composta também depende de parâmetros relacionados ao suporte poroso (porosidade, distribuição de tamanho de poros e permeabilidade intrínseca do polímero que constitui o suporte) e de parâmetros relacionados a própria membrana composta (espessura da pele e profundidade de intrusão do polímero que compõe a pele, para dentro dos poros do suporte. Medidas de permeabilidade de gases no suporte, membranas densas e na respectiva membrana composta possibilitam uma caracterização desse parâmetros. A Figura 3.24 apresenta, esquematicamente, as diferentes regiões que participam do transporte de um dado penetrante através de uma membrana anisotrópica composta.
Figura 3.24 - Representação esquemática da seção transversal de uma membrana anisotrópica composta. As regiões 1, 2, 3 e 4 referem-se, respectivamente, a camada superficial (pele), a área superficial densa do suporte, aos poros do suporte parcialmente preenchidos com o material da pele, e a região do suporte com maior porosidade. R1, R2, R3 e R4 representam resistências ao transporte em cada região. Como em membranas isotrópicas densas, admite-se que o transporte dos permeantes através da membrana anisotrópica composta (direção x) inicia pela solubilização dos

66
componentes da mistura nas camadas superficiais da pele (região 1). A seguir, os permeantes são transportados por difusão até a interface da pele com o suporte (região 2) ou através dos poros do suporte parcialmente preenchidos com o material da pele (região 3). Após o transporte pela interface, os permeantes são transportados por difusão através da região densa do suporte (região 2). Na região de maior porosidade (região 4), ocorre a dessorção dos componentes e, dependendo das condições de operação e do tamanho dos poros, o regime de escoamento nesta região pode ser uma combinação de difusão de Knudsen, difusão ordinária ou fluxo viscoso. A permeabilidade apresentada pela membrana composta à determinados permeantes pode ser diferente da permeabilidade dos materiais que formam a pele e o suporte, em função da resistência ao transporte oferecida por cada região da membrana. Um suporte apresentando porosidade superficial reduzida, aproxima a permeabilidade da membrana composta à permeabilidade do material que forma o suporte. Por outro lado, existe um compromisso entre a espessura da pele e as características morfológicas do suporte. Para que a pele seja mecanicamente estável, o diâmetro dos poros superficiais do suporte não deve exceder a espessura do filme denso.
No caso da permeação de misturas gasosas, um modelo simplificado para o transporte dos permeantes através da membrana, foi proposto por Henis e Tripodi, em 1981. Neste modelo a resistência ao transporte de cada região da membrana é considerada e a resistência global da membrana é obtida por combinação das resistências das diferentes regiões. Para computar a resistência global, admite-se uma regra similar a soma de resistências em circuitos elétricos. Escoamento unidirecional, poros do suporte completamente preenchidos com o material do filme denso, resistência nula ao transporte dos permeantes na interface, difusão obedecendo a lei de Fick, coeficientes de transporte constantes e baixa resistência ao transporte dos permeantes na subcamada porosa do suporte, são as principais simplificações deste modelo. Segundo o modelo, a resistência ao transporte de cada região da membrana é admitida como a razão entre o fluxo e a força motriz, considerando que o acoplamento de fluxos não é significativo. Desta forma, a resistência (R) de uma região "k" ao componente "i" pode ser escrita como:
kAk
ki
eR
kiP= (3.17)

67
onde, ek e Ak representam a espessura e a área disponível para a permeação da região "k", enquanto, Pki representa a permeabilidade do componente "i" na região "k".
Admitindo o esquema de resistências apresentado na Figura 3.24, a resistência total ao transporte na membrana composta, em analogia a circuitos elétricos, pode ser escrita como:
i4i3i2
i3i2i1Ti R)RR
RR(RR +
++= (3.18)
Com as considerações adicionais:
e2 = e3 , P3i = P1i , A3 << A2 , R4i ≅ 0 A seguinte equação pode ser escrita:
1
32
2
1
1ief., )
ee( )e( −
++= εPP P
Piii
(3.19)
onde, (P/e)ef,i representa o coeficiente de permeabilidade do componente "i" medido para a
membrana composta e ε é a razão entre a área de poros e a área da região 2 (A3/A2), ou
seja, representa a porosidade superficial do suporte.
A seletividade no transporte através da membrana composta, pode ser representado com a razão entre os coeficientes de permeabilidade dos componentes.
jef.,
ief.,ij )e(
)e( α P
P= (3.20)
onde, αij é a seletividade do componente "i" em relação ao componente "j".
Embora este modelo admita diversas simplificações, a Equação 3.19 permite a análise qualitativa sobre a influência das características do suporte e da pele. Nesta equação pode ser observado que a resistência total da membrana composta é a soma da resistência da pele com a resistência combinada das regiões 2 e 3. Desta forma, para diminuir a resistência ao transporte, as espessuras do filme denso e das regiões 2 e 3 devem ser reduzidas, assim como,

68
a porosidade superficial do suporte deve aumentar. Como mencionado anteriormente, estas condições são conflitantes em relação a estabilidade mecânica da região 1 (pele) da membrana composta. Cabe ressaltar que a medida que a resistência da pele diminui em relação a resistência combinada, a resistência global da membrana tende a resistência intrínseca do polímero que forma o suporte. A situação inversa, isto é, resistência da pele aumentando em relação a resistência combinada, a permeabilidade tende a permeabilidade do material que forma a pele. Na Tabela 3.9 são apresentados os dados de caracterização de suportes porosos de poliéterimida, preparados em diferentes condições de síntese. A caracterização inclui a permeabilidade para nitrogênio e para água, além do diâmetro máximo de poro determinado por microscopia eletrônica e pelo método do ponto de bolha. A partir destes suportes foram preparadas membranas compostas utilizando-se o EPDM - poli(eteno, propeno, dieno) como polímero formador da pele. A permeabilidade intrínseca tanto do PEI como do EPDM para o CO2 são apresentadas na Tabela 3.10, juntamente com a seletividade desses polímeros para a mistura CO2/CH4.
Na Tabela 3.11 são apresentados os resultados de caracterização das membranas compostas, calculados a partir das Equações 3.19 e 3.20, utilizando os dados das Tabelas 3.9 e 3.10. Tabela 3.9 - Caracterização das fibras-ocas em polieterimida utilizadas como suporte.
Diâmetro máximo de poro (µm)
Fibra-oca
(P/e)ef.,N2
(cm3/cm3.s.cmHg)
(P/e)ef.,água
(l/h.m2.bar) M.E.V. Ponto de bolha
A 0,150 588,2 0,30 0,33 B 0,138 2,5 0,35 0,13 C 0,004 119,5 0,11 0,09 D 0,013 17,8 0,25 0,07 E 0,003 1,0 n.d. n.d. F 0,144 657,9 0,29 0,14 G 0,138 576,6 0,19 0,14 H 0,029 16,7 n.d. n.d. I 0,001 1,8 n.d. n.d.
n.d. - não determinada

69
Tabela 3.10 - Permeabilidade e seletividade dos polímeros utilizados, relativos a permeação de mistura CO2/CH4 (25/75 v/v).
Polímero
Permeabilidade do CO2
(Barrer)a
Seletividade α(CO2/CH4)
PEI 0,5 a 1 55 a 60 EPDM 80 4,0
a 1 Barrer = 10-10 cm3/cm2.s.cmHg
Tabela 3.11 - Permeabilidade e seletividade de fibras ocas compostas, relativos a permeação de mistura CO2/CH4 (25/75 v/v).
Fibra oca
(P/e)ef.,CO2 (cm3/cm2.s.cmHg x 106 )
α (CO2/CH4)
e1 (µm)a
e2 (µm)b
ε b
A 17,0 5,8 1,0 0,12 0,019 A.1 4,9 5,6 4,5 0,39 0,020 A.2 2,3 5,7 5,8 0,99 0,022 B 7,0 4,4 3,8 0,69 0,077 C 1,9 7,5 3,0 0,93 0,011 D 11,0 6,2 1,4 0,17 0,016 E 12,5 6,7 2,5 0,09 0,009 F 12,3 5,3 2,9 0,11 0,019 G 16,0 5,2 2,0 0,10 0,022 H 4,1 18,8 2,1 0,25 1,9 x 10-3 I 4,3 45,0 2,9 0,20 4,8 x 10-5
a - espessura da pele (região 1, Figura 3.24) medida por M.E.V. b - espessura da região 2 (= espessura da região 3, ou espessura de penetração) e porosidade superficial, calculadas utilizando o modelo unidirecional (Equações 18 e 19).

70
3.4 – Referências Baker RW, Blume I, “Permselective Membranes Separate Gases”, Chemtech, 16 (4): 232-238, 1986.
Balmann, H. and Nobrega, R.,"The Deformation of Dextran Molecules: Causes and Consequences in Ultrafiltration". Journal of Membrane Science, 40, 1989.
Blume I, Schwering PJF, Mulder MHV, Smolders CA, “Vapor Sorption and Permeation Properties of Poly(dimethylsiloxane) Films”, Journal of Membrane Science, 61: 85-97, 1991.
Borges, C P.; Habert, A. C. e Nobrega, R., “Caracterização da distribuição de tamanho de poros de fibras ocas microporosas pelas técnicas de permeametria e ponto de bolha”. Anais do XXI ENEMP, vol.III, 935-946, Ouro Preto, MG, outubro de 1993.
Borges, C.P., Mulder, M.H.V. and Smolders, C.A.; "Composite hollow fiber for removal of VOC´s from water by pervaporation", publicado nos "proceedings" do VI International Conference on Pervaporation Processes in the Chemical Industry, pp. 207- 222, Bakish (Ed.), Englewood, 1992.
Di Luccio, M. e Borges, C.P., “Determination of pore size distribution on polymeric microporous membranes by means of scanning electron microscopy and digital image processing”, Acta microscopica, Vol. 6, Supl. A, September (1997), 134 – 135
Nobrega, R.; Balmann, H.; Aimar, P. and Sanches, V., "Transfer of Dextran Through Ultrafiltration Membranes: A Study of Rejection Date Analised by Gel Permeation Chromatograph". Journal of Membrane Science, 45, 1989.
Pereira, C.C.; Nobrega, R. e Borges, C. P., "Polyetherimide Hollow Fiber Membranes for Gas Separation Characterized by Scanning Electron Microscopy". Acta Microscopica, vol. 5, supplement B, 346-347, October1996.
Pinnau I, Wijmans JG, Blume I, Kuroda T, Peinemann KV, “Gas Permeation Through Composite Membranes”, Journal of Membrane Science, 37 (1): 81-88, 1988.

CAPÍTULO IV
Fabricação de Membranas e Tipos de
Módulos de Permeação
Índice
Pág. 4.1 - Introdução 72 4.2 - Fabricação de Membranas 75 4.3 - Membranas Integrais 78
4.3.1 - Geometria Plana 78 a) Módulos com membranas planas 81
4.3.2 - Geometria Cilíndrica 83
a) Módulos de fibras-ocas e capilares 83 b) Módulos de membranas na forma Tubular 86
4.3.3 - Comparação dos diferentes módulos 88
4.4 - Membranas Compostas 89
4.4.1 - Deposição de solução diluída 90 4.4.2 - Polimerização interfacial 91 4.4.3 - Polimerização por plasma 92 4.5 – Referências 94

72
4.1 - Introdução As membranas estão presentes em todos os sistemas biológicos, onde
desempenham as mais variadas funções, tais como transportar nutrientes e água, estocar
e converter energia, ou possibilitar a transferência de informação. Para exercer tal
função a membrana necessita "distinguir" compostos, transportando-os seletivamente e
em taxas controladas. Suas características principais estão associadas à especificidade e
ao baixo consumo de energia no transporte das espécies entre duas fases. Estas
membranas, esquematizadas na Figura 4.1, são constituídas de fosfolipídeos e
glicolipídeos e denominadas naturais ou biológicas.
Figura 4.1: Membrana biológica com estrutura de dupla camada de lipídeos (a parte esférica representa a região polar da molécula, enquanto a parte linear representa a região apolar).
As membranas sintéticas surgem como uma tentativa de se imitar as membranas
naturais, em particular quanto as suas características de seletividade e baixo consumo
energético. Para tanto, houve a necessidade da observação e compreensão do fenômeno
de permeação e do desenvolvimento de técnicas de preparo de membranas sintéticas. As

73
primeiras observações metodológicas envolvendo permeação em membranas datam de
meados do século XVIII, com os estudos de Nollet e Dutrochet sobre osmose, enquanto
que a constatação de que as espécies permeantes podem apresentar taxas diferenciadas
no transporte através de membranas pode ser atribuída aos estudos de Fick e Graham
em 1855 e 1866, respectivamente.
Embora até o início do século XX não existissem aplicações comerciais,
membranas foram usadas para auxiliar o desenvolvimento de teorias na físico-química.
As medidas de pressão osmótica efetuadas por Traube (1867) e Pfeffer (1877), por
exemplo, foram utilizadas por van´t Hoff (1887) para explicar o comportamento de
soluções ideais diluídas. O conceito de uma membrana seletiva a permeação também foi
usado por Maxwell e outros no desenvolvimento da teoria cinética dos gases. Durante
este período, diversas investigações contribuíram para o desenvolvimento da tecnologia
de membranas, em particular o trabalho de Bechold (1906) que desenvolveu uma
técnica para obter membranas microporosas a partir de nitrato de celulose.
Posteriormente, Elford, Zsigmondy, Bachmann e Ferry aperfeiçoaram esta técnica até
que, em 1930, estas membranas se tornaram as primeiras a serem produzidas em escala
comercial, utilizadas em microfiltração e diálise. Membranas com morfologia similar,
mas preparadas a partir de polímeros contendo grupos iônicos, foram a seguir
desenvolvidas para dessalinização de soluções aquosas por eletrodiálise.
Após as pesquisas de Bechold e até meados do século XX, os processos de
separação com membranas (PSM) que alcançaram desenvolvimento comercial
envolviam a utilização de membranas microporosas para as seguintes aplicações:
soluções cujo principal fator influenciando a separação fosse a carga dos solutos;
suspensões onde a separação ocorresse por efeito de exclusão de tamanho; ou processos
como diálise, onde o escoamento convectivo através dos poros é minimizado e a
membrana funciona como ligação entre duas fases líquidas que possuem concentração
diferente de determinado soluto.
Embora os processos de diálise e microfiltração tenham alcançado a escala
comercial desde 1930, os processos de separação que utilizam membranas densas (sem

74
poros) não evoluíram com a mesma velocidade, principalmente, face à espessura
elevada das membranas disponíveis e, conseqüentemente, aos valores reduzidos dos
fluxos permeados.
Os PSM começaram, realmente, a deixar de ser uma curiosidade científica e de
laboratório no final da década de 50. Nesta época começou, nos Estados Unidos, um
plano de pesquisa em dessalinização de águas que resultou em, pelo menos, duas
descobertas importantes: 1) Reid e Breton (1953) relataram que membranas
homogêneas de acetato de celulose, quando utilizadas para osmose inversa, podiam
apresentar retenção salina elevada, e 2) Loeb e Sourirajan (1960-1962) aperfeiçoaram
uma técnica para preparo da membrana, mais tarde chamada técnica de inversão de fase
por imersão-coagulação, que podia aumentar muito o fluxo permeado de água,
mantendo elevada a retenção de sais. A partir destes fatos, o interesse sobre o assunto
aumentou consideravelmente, pois a melhoria na seletividade e a redução da resistência
ao transporte das espécies permeantes representavam alterações que poderiam tornar os
PSM, em geral, mais competitivos do que os processos de separação tradicionais.
Posteriormente, descobriu-se que o principal motivo para o sucesso das
membranas preparadas pela técnica desenvolvida por Loeb e Sourirajan era devido a
sua morfologia singular. Estas membranas apresentam poros gradualmente maiores em
sua seção transversal. A região superior, em torno de 2% da espessura global, é
chamada de "pele" e não apresenta poros, ou possui poros muito pequenos (< 0,05 µm),
sendo a principal responsável pela seletividade. A região abaixo da pele, chamada
suporte ou substrato, apresenta poros progressivamente maiores e tem como função
principal fornecer resistência mecânica à pele. Membranas com esta morfologia são
denominadas anisotrópicas ou assimétricas.
Um grande número de investigações tem ocorrido para entender, controlar e
caracterizar a estrutura dessas membranas. Em relação à estrutura da membrana, dois
enfoques são adotados. No primeiro, a ênfase principal é alterar as condições de preparo
para obter as propriedades adequadas para a pele e substrato, enquanto que no segundo
enfoque a pele e o substrato poroso são obtidos em etapas distintas. O procedimento de
preparar a membranas em duas etapas foi sugerido nos trabalhos de Cadotte e Francis

75
em 1966, como uma técnica alternativa ao uso exclusivo da técnica de inversão de fase.
Neste procedimento um filme homogêneo ultrafino (< 3µm) é depositado sobre uma
membrana microporosa. Estas membranas, que consistem de dois (ou mais) filmes
laminados, são chamadas "compostas" (composite membranes).
No caso de membranas anisotrópicas compostas, diversas técnicas podem ser
empregadas para a deposição do filme superficial, tais como, imersão em solução
diluída ("dip coating"), polimerização interfacial e polimerização "in situ". Deste modo,
as opções no preparo da membrana aumentam consideravelmente, pois é possível
utilizar combinações de diferentes materiais para a pele e para o substrato, assim como,
otimizar suas propriedades separadamente.
As membranas têm sido utilizadas com várias morfologias. Algumas muito
simples, como membranas microporosas, outras são mais complexas contendo grupos
funcionais e agentes complexantes bastante seletivos. Uma forma relativamente mais
simples de preparar uma membrana sintética é prensar e sinterizar partículas de
polímero, de cerâmica ou de metal. Estas membranas têm poros relativamente grandes,
uma distribuição de poros ampla e baixa porosidade. As membranas, isotrópicas ou
anisotrópicas, obtidas por inversão de fases são mais complexas em relação ao seu
preparo e a sua estrutura. Elas são produzidas por precipitação de uma solução
polimérica e podem ser usadas em micro e ultrafiltração, assim como em separação de
gás e pervaporação. As membranas anisotrópicas compostas são cada vez mais
empregadas nos dois últimos processos mencionados.
4.2 - Fabricação de Membranas Para o desenvolvimento dos PSM três aspectos são fundamentais, conforme
ilustra a Figura 4.2, a seguir. O material que forma a membrana é determinante quando
a afinidade penetrante/polímero é o principal fator envolvido na separação, bem como
na seleção das condições de operação. Por outro lado, as condições de preparo
determinam a morfologia de membranas anisotrópicas ou isotrópicas e é fundamental

76
para a otimização das propriedades de transporte. A eficiência global do processo
depende, também, das condições de escoamento, i.e., do projeto e tipo do módulo e
permeador utilizado.
Figura 4.2: Aspectos envolvidos no desenvolvimento dos processos com membranas.
Como mencionado nos Capítulos anteriores, diversas técnicas podem ser
utilizadas para a obtenção de membranas microporosas ou densas. A Figura 4.3
apresenta as principais técnicas utilizadas no preparo de membranas microporosas, a
faixa de tamanho de poros resultante e a principal aplicação das membranas obtidas. No
caso de membranas densas ou membranas compostas com pele densa, a Figura 4.4
esquematiza as técnicas mais utilizadas.
Seleção do
Material
Preparoda
Membrana
Configuração do módulo e
do permeador
Separação com Membrana

77
MembranaMicroporosa
Técnica Poros Aplicação
sinterização
estiramento
irradiação
precipitação
0,1 - 50 µm
0,1 - 1 µm
0,02 - 10 µm
10 nm - 5 µm
meios agresivos
meios agresivos
técnicas analíticas
diálise, MF, UF
Figura 4.3: Principais técnicas para fabricação de membranas microporosas.
Membrana Densa / Pele Densa
Integral (um polímero) Composta (dois polímeros)
• Evaporação• Extrusão• Precipitação
• Deposição• Polimerização “in situ”• Polimerização interfacial• Polimerização por plasma
Figura 4.4: Principais técnicas para fabricação de membranas densas e membranas
compostas com pele densa.
As membranas podem ser preparadas em configurações diversas, como tubular,
planas e fibras ocas, dependendo do processo de separação a que se destinam. A Figura
4.5 apresenta as configurações usuais. Os principais aspectos a serem considerados na
seleção da geometria adequada são as variáveis do processo e as características da
mistura a ser fracionada. Membranas na forma de fibras ocas têm recebido grande
atenção durante os últimos anos devido às vantagens oferecidas por esta geometria.
Uma de suas principais vantagens é o fato de que a relação entre a área de permeação
(área da superfície da membrana) e o volume do módulo é muito superior à das demais

78
geometrias. Uma relação elevada entre a área de permeação e o volume do módulo
representa uma melhor utilização do espaço e uma redução no custo de equipamento.
Uma outra vantagem que as fibras ocas oferecem é serem auto-suportadas, o que reduz
o custo de produção do módulo de permeação. Por outro lado, a possibilidade de
entupimento do orifício interno das fibras (quando a alimentação é por dentro das fibras
e contém material em suspensão) e a espessura da parede das fibras relativamente
grande (para evitar colapso em gradientes de pressão elevados), são as principais
desvantagens desta geometria.
Geometria
Plana Cilíndrica
Tubular
Capilares
Fibras-ocas
EspiralPlaca-quadro
Figura 4.5: Configurações usuais para o preparo de membranas
A seguir são discutidas algumas formas de fabricação de membranas integrais e
compostas nas diferentes geometrias relacionadas. 4.3 - Membranas Integrais
4.3.1 - Geometria plana
As membranas integrais porosas obtidas por precipitação de uma solução
polimérica, especialmente na geometria plana, são de longe a forma mais empregada em
todos os PSM. Para esta técnica, o processo de fabricação é facilmente desenvolvido e
deve contemplar todas as etapas necessárias ao processo de inversão de fase. Pode-se

79
distinguir duas concepções: a membrana é formada pela evaporação controlada dos
solventes e aditivos presentes na solução polimérica, como ilustra a Figura 4.6; ou a
membrana é formada pela imersão da solução em um banho de um não solvente para o
polímero, como apresentado na Figura 4.7.
Praticamente todas as membranas fabricadas na geometria plana são depositadas
sobre um suporte poroso para aumentar a resistência mecânica, facilitar o manuseio e
reduzir a espessura de espalhamento da solução. Este suporte deve apresentar uma
superfície isenta de protuberâncias para minimizar a formação de defeitos (furos). O
material mais utilizado é preparado a partir de fibras de poliester sinterizadas e
calandradas, denominado papel não tecido ou "non-woven".
Quando a fabricação da membrana é por evaporação solvente (Figura 4.6), a
solução é espalhada sobre o suporte poroso e conduzida para uma câmara com
atmosfera e temperatura controlada, onde pode ocorrer a evaporação do solvente e,
também, a absorção de vapores de um não solvente para o polímero. Desta forma, a
solução pode precipitar tanto pelo aumento da concentração de polímero, como pela
presença do não solvente. Uma alternativa é incluir um não solvente na formulação da
solução, com pressão de vapor menor que a do solvente, acelerando o processo de
separação de fases e formação da membrana. Após a precipitação, a membrana é
conduzida para outra câmara onde ocorre a evaporação do solvente e não-solvente
residuais. Finalmente, a membrana é condicionada em rolos ou cortada em fatias, para
posterior montagem de módulos de permeação. Uma faixa de velocidade típica de
produção de membrana por este método está em torno de 10 a 15 m/min.

80
solventesmembrana
papel“non-woven”
esteira (10 - 15 m/min)
solução
precipitação secagem
arsecoar +NS
Figura 4.6: Fabricação de membrana plana por evaporação do solvente e não solvente. Na fabricação de membrana por precipitação em banho de não solvente (Figura
4.7), a solução é espalhada sobre o suporte poroso e conduzida para um banho de
precipitação (usualmente água). Antes da imersão pode ser necessário ocorrer
evaporação parcial do solvente e de aditivos presentes na solução, o que pode ser
controlado pelo tempo de residência da solução espalhada fora do banho de
precipitação. No banho, ocorre a troca entre solvente e não solvente, induzindo a
precipitação da solução. Normalmente, após o banho de precipitação, utiliza-se outros
banhos para extração de solvente residual ou para condicionamento térmico da
membrana. A membrana pode ser armazenada úmida ou submetida a etapas de secagem
para remoção do não solvente presente nos seus poros.

81
solução
papel“non-woven” membrana
tanque de precipitação tanque de extração
Figura 4.7: Fabricação de membrana plana por imersão em banho de não-solvente a) Módulos preparados a partir de membranas planas
Diversos módulos têm sido projetados para condicionar as membranas na forma
plana, em geral, estes devem ser projetados de forma contemplar uma melhor eficiência
do escoamento da solução de alimentação. A utilização de espaçadores para aumentar
fluxos secundários e melhorar a transferência de massa tem sido freqüente. As
concepções de módulos mais empregadas têm sido as de Placa-e-Quadro (Figura 4.8) e
a Espiral (Figura 4.9).
No caso de Placa-Quadro o projeto é similar ao de filtros convencionais, estando
as membranas dispostas paralelamente, intermediadas por espaçadores e suportes. O
suporte fornece resistência mecânica à membrana, quando submetida a diferenças de
pressão elevadas. A alimentação ocorre simultaneamente a todas membranas, sendo o
concentrado (solução que não permeou) retirado por um duto central. Módulos com esta
concepção têm custo de fabricação elevado e possui uma relação baixa entre a área de
permeação e o volume do módulo (400 - 600 m2/m3). Entretanto, as condições de
escoamento da alimentação e do permeado podem ser facilmente controladas, bem

82
como as membranas que forem danificadas durante a operação podem ser substituídas
sem perda do módulo. São utilizados em quase os PSM para aplicações em escalas
pequena e média.
membrana
alimentaçãopermeado
concentrado
espaçador
membrana
alimentaçãoconcentrado
permeado
flange
Figura 4.8: Módulo Placa-e-Quadro (detalhe da disposição da membrana à esquerda)
No módulo espiral, apresentado na Figura 4.9, utiliza-se a membrana entre dois
espaçadores. Um destes serve como um canal coletor para o permeado, enquanto o
outro fornece espaço para escoar a solução de alimentação. As membranas
conjuntamente com os espaçadores são enroladas em torno de um duto perfurado, para
o qual o permeado escoa. O conjunto é selado externamente com resina epoxi. O custo
de fabricação do módulo é baixo e apresenta uma relação entre área de permeação e
volume do módulo mais elevada (800 – 1.000 m2/m3). As condições de escoamento do
lado permeado são inferiores a do módulo Quadro-Placa, e para alimentação dependem
fortemente do tipo de espaçador utilizado. Esta concepção de módulo tem sido
freqüentemente utilizada em processos como Osmose Inversa, Permeação de Gases e
Pervaporação.

83
alimentação
permeadoalimentação
concentrado
concentrado
espaçador
membranacoletor
coletormembrana
espaçador
membrana
Figura 4.9: Módulo Espiral utilizando membranas planas. 4.3.2 - Geometria cilíndrica A) Módulos de membranas na forma de Fibra-Oca e Capilar
As membranas na forma de fibras ocas e capilares, assim como as membranas
planas, podem ser preparadas por várias técnicas, sendo que a técnica de extrusão a frio
com precipitação por imersão, é a que possibilita a maior flexibilidade em termos de
morfologia da membrana. Nesta técnica, uma solução de um polímero em um solvente
apropriado é extrusada em direção a um banho contendo um não solvente para o
polímero, onde ocorre a precipitação. A extrusora possui dois orifícios circulares
concêntricos por onde escoam a solução polimérica e um líquido que visa evitar o
colapso da solução. Este é denominado líquido interno e, em muitas situações, também
atua com um banho de precipitação. A Figura 4.10 apresenta, esquematicamente, o
escoamento da solução polimérica e do líquido interno através dos orifícios da
extrusora.

84
soluçãopolimérica
soluçãopolimérica
líquidointerno
seçãotransversal
líquidointerno
Figura 4.10: Esquema (Corte) da saída de uma estrusora para a produção de
membranas na forma de fibras-ocas ou capilares. O esquema de um equipamento típico para a fabricação de membranas na forma
de fibras ocas e capilares é apresentado na Figura 4.11. Neste equipamento, a extrusora
é posicionada acima do banho de precipitação. Duas bombas promovem o escoamento
da solução polimérica e do líquido interno através da extrusora em direção ao banho.
Durante o tempo de residência da solução na distância entre a extrusora e o banho pode
ocorrer evaporação parcial do solvente, ou mesmo a absorção de vapores de não
solvente, o que pode iniciar o processo de separação de fases e determinar a morfologia
da membrana. Após a imersão no banho, ocorre saída do solvente para este e entrada do
não solvente (usualmente se emprega água) na solução, ocasionando a precipitação e a
formação da fibra ou capilar. A membrana é, então, direcionada ao banho de lavagem
onde ocorre a extração do solvente residual, e estocada em meio aquoso. A secagem das
fibras é normalmente efetuada por técnicas que minimizem o colapso dos poros por
contração capilar, como a troca sucessiva de solventes onde a água é substituída por
etanol e depois este por n-hexano. A evaporação do n-hexano contido nos poros, devido
a sua baixa tensão superficial, tem um efeito moderado sobre a contração e sinterização
de pequenos poros.

85
extrusora
líquidointerno
solução
bomba
bomba
banhode precip.
banho de lavagem
armazenagem
Figura 4.11: Esquema de um equipamento típico para fabricação de membranas na forma de fibras ocas e capilares.
A relação entre as variáveis envolvidas no preparo da membrana e a morfologia
resultante é muito mais complexa, quando comparada com as condições de preparo de
membranas planas. Além das variáveis termodinâmicas e cinéticas que afetam a
precipitação da solução polimérica, variáveis mecânicas, tais como a tensão de
cisalhamento durante a passagem da solução polimérica pelo orifício de extrusão e a
tensão axial de estiramento, também podem influenciar a morfologia final da
membrana. Outros fatores associados com a técnica de extrusão, tais como, a presença
de duas frentes de precipitação (através das superfícies interna e externa da fibra) e a
expansão viscoelástica na saída da extrusora ("die-swell"), contribuem para aumentar a
complexidade do sistema.
A divisão entre fibras e capilares é baseada no diâmetro, ou seja, considera-se
fibra quando o diâmetro externo for inferior a 0,5 mm, e capilar quando diâmetro
externo se situar na faixa de 0,5 a 3,0 mm. Como mencionado, a principal vantagem
desta geometria é o fato de serem auto-suportadas, o que reduz significativamente o
custo de produção do módulo. A relação área/volume é elevada e depende do diâmetro
da fibra ou capilar, tipicamente, membranas capilares possuem relação área/volume
entre 800 a 1.200 m2/m3, enquanto para fibras-ocas esta relação situa-se em torno de
10.000 m2/m3. Membranas capilares têm sido utilizadas nos processos de Ultrafiltração

86
e Pervaporação, enquanto fibras-ocas são mais empregadas nos processos de Diálise
(incluindo a hemodiálise), Osmose Inversa e Permeação de Gases. As condições de
escoamento também são fortemente afetadas pelo diâmetro das membranas, ou seja,
quanto menor for este diâmetro, pior é o controle sobre a transferência de massa na
solução que escoa por dentro da fibra ou capilar. A Figura 4.12, a seguir, mostra
esquematicamente módulos contendo fibras-ocas e capilares.
������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������
alimentação
permeado
concentrado
capilares
sangue
200 µm
dialisante
sangue
fibras-ocas
Figura 4.12: Módulos com membranas na forma de fibras-ocas e capilares.
B) Módulos de membranas na forma Tubular
As membranas tubulares são produzidas depositando um filme de solução
polimérica sobre a superfície de um tubo poroso e levando este filme a precipitação. O
tubo poroso pode ser de material cerâmico ou um tipo de papel poroso ("non-woven").
A fabricação desta membrana é realizada de maneira semi-contínua, conforme ilustra a
Figura 4.13. Utilizando um embolo no interior do tubo, a solução é vertida e posiciona-
se ao redor do embolo. Quando o tubo é deslocado em direção ao banho de precipitação,

87
no espaço entre o embolo e a parede interna do tubo, um filme da solução é depositado
na parede do tubo. A precipitação ocorre após a imersão e a secagem segue os mesmos
procedimentos utilizados para as outras concepções de membranas.
O módulo preparado a partir de membranas tubulares é similar ao de fibras-ocas
e membranas capilares. Entretanto, face ao maior número de etapas envolvido no
processo de fabricação, a utilização de um suporte para fornecer resistência mecânica e
a baixa relação entre área de permeação e volume de equipamento (20 - 30 m2/m3), o
custo de fabricação é bem mais elevado. Sua utilização só se justifica quando há
necessidade de condições de escoamento muito bem controladas ou a alimentação
contém material suspenso que poderia danificar outros tipos de módulos. Algumas
aplicações têm ocorrido, em escala pequena e média, nos processos de Microfiltração,
Ultrafiltração e Osmose Inversa. A Figura 4.14 apresenta o esquema do escoamento da
alimentação e do fluxo permeado em uma membrana tubular.
solução
banho precip.
tuboporoso
espalhamentoda solução
Figura 4.13: Esquema de fabricação de membranas tubulares.

88
tuboporoso
membrana
concentrado
permeado
alimentação
Figura 4.14: Esquema de escoamento e permeação durante a permeação utilizando
membranas tubulares.
4.3.3 - Comparação de Tipos de Módulos
Conforme apresentado nos itens anteriores, a utilização de membranas em
processos industriais deve considerar o projeto do módulo de permeação de forma a
permitir o "livre" escoamento da solução de alimentação e do permeado. Os requisitos
básicos para os módulos são:
• Controle do escoamento
• Facilidade de limpeza
• Elevada relação entre área de membrana e volume do módulo
• Baixo custo de fabricação A Tabela 4.1, a seguir, compara os diferentes tipos de módulos em termos da
densidade de empacotamento, ou seja, a relação entre a área de membrana disponível
para a permeação e o volume do módulo.
Tabela 4.1: Comparação da densidade de empacotamento dos
diferentes tipos de módulos. Tipo de Módulo
m2/m3
Tubular 30 Placa/quadro 500 Espiral 900 Capilar 1.000 Fibra-oca 10.000

89
4.4 - Fabricação de Membranas Compostas
As membranas compostas são, normalmente, obtidas em duas etapas distintas,
ou seja, a obtenção do suporte e a deposição de um filme ultrafino denso sobre uma das
superfícies de suporte. Em princípio, o suporte pode ser preparado em qualquer das
geometrias discutidas. A Figura 4.15 ilustra a estrutura de membranas compostas na
geometria plana e cilíndrica.
Existem diversas técnicas para a fabricação de membranas compostas, a mais
simples consiste no espalhamento de uma solução diluída sobre a superfície de uma
membrana microporosa. Para esta finalidade, pode-se utilizar o contato interfacial do
suporte com uma solução diluída (“dip-coating”), ou mesmo a imersão do suporte na
solução de recobrimento. Outras técnicas freqüentemente utilizadas são a polimerização
interfacial e polimerização iniciada por plasma. Um outro enfoque, ainda, é a
modificação química na superfície de membranas anisotrópicas integrais, produzindo
uma pele com estrutura química diferente do substrato.
������������������������������������������������������������������������������������������������������������������������������������������������
filme denso
membrana microporosasuporte(“non-woven)
fibra microporosa
a) membrana plana b) fibra-oca
Figura 4.15: Membranas compostas em diferentes geometrias. Entre as principais vantagens da membrana composta, está a possibilidade da
seleção de materiais diferentes para a pele e para o substrato, aumentando
consideravelmente o grau de liberdade na fabricação de membranas com pele densa. Na
seleção do material para o recobrimento é importante considerar outros aspectos, tais
como as propriedades físico-químicas, resistência química e térmica, o limite de

90
solubilidade, possibilidade de reações de reticulação (promovendo o aumento da
resistência química) e a sua permeabilidade intrínseca aos componentes de interesse.
4.4.1 - Deposição de solução diluída Esta foi uma das primeiras técnicas a ser utilizada e, ainda, é a mais empregada
na fabricação de membranas compostas. Na situação típica, um suporte (membrana
microporosa) é direcionado para uma solução contendo o material para o recobrimento,
podendo ser imersa ou mantida apenas em contato superficial. A espessura final
depende principalmente da concentração de polímero na solução de recobrimento,
valores típicos se situam em torno de 5% (p/p). Após o contato, ocorre a evaporação
controlada do solvente e, eventualmente, a promoção de reações de reticulação no
polímero depositado. A Figura 4.16 mostra um esquema típico para a fabricação deste
tipo de membrana.
Membrana compostas preparadas por imersão em solução diluída apresentam
espessura de recobrimento na faixa de 0,5 a 2,0 µm. As principais limitações desta
técnica são o ataque de solventes orgânicos ao suporte, a falta de aderência entre filme e
suporte, e a presença defeitos no filme denso. Atualmente, membranas comerciais
preparadas por esta técnica são utilizadas nos processos de Permeação de gás
(Monsanto, Prism®), Pervaporação (Sulzer) e Osmose Inversa (Filmtec, Dow
Chemicals).

91
Figura 4.16: Fabricação de membrana composta por imersão em solução diluída 4.4.2 - Polimerização interfacial Nesta técnica duas fases líquidas imiscíveis (aquosa e orgânica), contendo
monômeros que reagem por polimerização em etapas, são mantidas em contato
ocorrendo formação de polímero na interface. Poliuretanos e poliamidas são os
exemplos mais conhecidos. A reação de polimerização ocorre na fase que tem maior
solubilidade aos dois monômeros, tendo com fator limitante a taxa de transferência de
massa do monômero da fase adjacente. Um exemplo e a reação de diamina (H2N-R-
NH2) com diácido (HOOC-R-COOH).
Na fabricação da membrana composta, uma membrana microporosa é utilizada
com suporte. Este suporte é impregnado por líquido contendo um tensoativo, de modo a
possibilitar a intrusão da solução nos poros menores, próximos à superfície. A seguir,
este suporte é imerso em solução aquosa contendo o primeiro monômero. A imersão em
solução orgânica (imiscível com a anterior) contendo o segundo monômero inicia a
reação e a formação da pele superficial.
Nesta técnica as propriedades do filme denso superficial dependem da
solubilidade, reatividade e concentração dos reagentes, do tempo de residência nos
banhos e da temperatura dos banhos e de secagem. A espessura que normalmente é
memb. plana ou fibra oca
solução de cobrimento
secagem ( forno)
memb. composta

92
obtida situa-se em torno de 0,5 µm ou menor. Um esquema típico para a fabricação de
membrana compostas por polimerização interfacial é apresentado na Figura 4.17.
Com a possibilidade de reação ao longo de uma espessura finita dentro dos
poros superficiais do suporte, a resistência ao transporte se torna muito elevada quando
é necessário uma completa secagem da membrana. Neste sentido, esta técnica não é
apropriada para a fabricação de membrana para processos como Permeação de Gás e
Pervaporação. Entretanto, tem obtido considerável sucesso na fabricação de membranas
compostas para Osmose Inversa.
secagem
forno cobrimentode proteção lavagem
suporte
monômero 2
monômero 1
Figura 4.17: Fabricação de membranas compostas por polimerização interfacial
4.4.3 - Polimerização por plasma O plasma consiste de partículas subatômicas carregadas, em movimento caótico.
Esta condição é gerada pela aceleração e choque de partículas, induzida por ação de um
campo externo de alta energia (indução eletro-magnética, lazer, bombardeamento, etc.).
Para a fabricação de membranas compostas utilizando plasma, podem ser
destacados dois enfoques distintos: 1) polimerização de compostos orgânicos iniciada
na fase vapor (fase plasma) com subseqüente deposição na superfície do substrato; e 2)
decomposição da superfície de uma membrana com recombinação dos radicais gerados.

93
A Figura 4.18 ilustra de forma esquemática as diferentes possibilidades. O
esquema de um equipamento típico desta técnica é apresentado na Figura 4.19. As
variáveis que afetam a membrana produzida são a geometria do reator, a potência
aplicada, a vazão do gás e monômero e a pressão de operação (50 - 300 militorr).
Podem ser obtidas espessuras extremamente reduzidas por esta técnica, normalmente,
situam-se entre 100 a 5.000 Å (0,01 - 0,5 µm). A principal limitação é a
reprodutibilidade das propriedades da membrana resultante.
Figura 19: Possibilidades de obtenção de membrana composta por ação de plasma.
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
bomba devacuo
P monômero
medidorde fluxo
medidorde fluxo
gás inerteinduzido
eletromagnético
membrana
válvula
medidorde pressao
Figura 20: Esquema típico para fabricação de membrana composta utilizando plasma.
Exposição ao Plasma
Membrana microporosa Membrana densa
redução dos porosdeposição
reticulação do cobrimento
reticulação da camada superficial
introduçãogrupos
funcionais

94
4.5 – Referências Cadotte J.E., King R.S., Majerle R.J., Petersen R.J. (1981), Interfacial synthesis in the preparation of reverse-osmosis membranes, Journal of Macromolecular Science-Chemistry, A15 (5): 727-755 Fick, A. (1995), On liquid diffusion , Journal of Membrane Science 100, 33-38 Graham, T. (1995), Notice of the singular inflation of a bladder, Short communication, reproduzido no Journal of Membrane Science 100, 9 Graham, T. (1995), On the law of the diffusion of gases, Journal of Membrane Science 100, 17-21 Joachim, R., Dutrochet, H. (1995), New observations on endosmosis and exosmosis, and on the cause of this dual phenomenon, reproduzido no Journal of Membrane Science 100 (1995) 5-7 Lonsdale H.K. (1987), The evolution of ultrathin synthetic membranes, Journal of Membrane Science, 33 (2): 121-136 Lonsdale, H.K., Merten, U., Riley, R.L. (1965), Transport properties of cellulose acetate osmotic membranes, Journal of Applied Polymer Science, 9 (4): 1341-& Mitchell, J.K. (1995), On the penetrativeness of fluids, reproduzido no Journal of Membrane Science 100, 11-16 Mulder, M.H.V. (1991), "Basic Principles of Membrane Technology", Kluwer Acad. Pub., Holanda. Nollet, J.A. (Abbé) (1995), Investigations on the causes for the ebullition of liquids, reproduzido no Journal of Membrane Science 100, 1-3 Riley, R., Merten, U., Gardner, J.O. (1964), Cellulose acetate membranes - electron microscopy of structure, Science, 143 (360): 801-& Sourirajan S. (1963), Mechanism of demineralization of aqueous sodium chloride solutions by flow, under pressure, through porous membranes, Industrial & Engineering Chemistry Fundamentals, 2 (1): 51-& van't Hoff, J.H. (1995), The role of osmotic pressure in the analogy between solutions and gases I, Journal of Membrane Science 100, 39-44 Winston, W.S.; Sirkar, K.K. (1992), “Membrane Handbook”, Van Nostrand Reinhold, NY, EUA.

CAPÍTULO V
Processos cuja Força Motriz é o Gradiente de Pressão Microfiltração, Ultrafiltração, Nanofiltração e Osmose Inversa
Índice
5.1- Introdução 97
5.2 - Descrição dos Processos 99 Microfiltração 99
Ultrafiltração 100
Diafiltração 101 Osmose Inversa 102
5.3- Princípios dos Processos 106
5.3.1 - Fluxo Permeado do Solvente Puro 106 5.3.2 - Filtração Convencional e em Fluxo Cruzado 110
Polarização de Concentração 111 Fouling 116
5.4- Modelos de Transporte 117
5.4.1 - Modelo das Resistências 117 5.4.2 - Modelo Osmótico 123
5.5 - Recuperação do Fluxo Permeado em MF e UF 125

96
5.6 - Aplicações 127 5.6.1 – Microfiltração 127
Esterilização 127
Clarificação 128
Purificação de Águas 128
Substituição do Uso de Terras Diatomáceas 128
5.6.2 – Ultrafiltração 128 Recuperação de tintas coloidais utilizadas na pintura de veículos 129
Recuperação de proteínas do soro de queijo 129
Produção de queijo 129
Recuperação da goma na indústria têxtil 130
Concentração de gelatina 130
Recuperação de óleos 130
Substituir a Microfiltração 131
5.6.3 - Osmose Inversa 131
5.7 – Referências 132

97
CAPÍTULO 5
Processos que Utilizam o Gradiente de Pressão como Força Motriz
5.1 - Introdução Os Processos de Separação com Membranas (PSM) que utilizam diferença de pressão através da membrana como força motriz têm sido utilizados para concentrar, fracionar e purificar soluções diluídas, em particular soluções aquosas. Em função da natureza e do tipo de solutos e da presença ou não de partículas em suspensão, membranas com diferentes tamanhos e distribuição de poros ou mesmo densas são empregadas, caracterizando os processos conhecidos como Microfiltração (MF), Ultrafiltração (UF) e Osmose Inversa (OI). A literatura especializada utiliza, também, o termo Hiperfiltração (HF) com uma alternativa para a Osmose Inversa. A Nanofiltração (NF) é um nome de utilização mais recente, e define um processo com membranas capaz de efetuar separações de moléculas de massa molar média (entre 500 e 2.000 Dalton), situando-se entre o limite superior da ultrafiltração e o limite inferior da osmose inversa. Trata-se, portanto, de um processo que utiliza uma membrana "fechada" de ultrafiltração ou uma membrana "aberta" de osmose inversa.
Os processos de MF, UF, NF e OI podem ser entendidos como uma extensão dos processos de filtração clássica que utilizam, nesta seqüência, meios filtrantes (membranas) cada vez mais fechados, ou seja, com poros cada vez menores. No caso da OI admite-se mesmo que não existem poros na superfície da membrana. Membranas mais “fechadas” oferecem uma maior resistência à transferência de massa. Assim, para que seja possível obter fluxos permeados economicamente viáveis, é necessário aumentar a pressão de operação, quando se vai da MF para a OI. Na Figura 5.1 são apresentadas as principais características dos PSM que utilizam a diferença de pressão como força motriz.
Na Figura 5.2 são representadas as faixas de tamanho de poros das membranas utilizadas nos processos de MF, UF, NF e OI, bem como, a título de ilustração, as dimensões de algumas espécies típicas, presentes em correntes industriais. A Tabela 5.1 dá exemplos de espécies retidas nos diferentes processos com membranas, bem como suas dimensões características.

98
Micro-Organismos
Macromoléculase Vírus
Moléculas demédio PM
Moléculas debaixo PM e
Íons
Átomos
- 5
- 6
- 9
- 10
10
10
10
10
10
10
Técnica de SeparaçãoFiltração
1 µm
Dimensões das Partículas
e Moléculas (m)
1 Ao
- 7
- 8
Microfiltração
�����������������������������������������������������������������������������������������������������������������������������
Água Sais Macromoléculas
Células / ColóidesMateriais em Suspensão
Membrana
P
Moléculasde médio PM
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
Ultrafiltração
Água Sais
Macromoléculas
Membrana
P
����������������������������������������������������������������������������������������������������������������������������
Água Sais
Nanofiltração
Membrana
P
Osmose Inversa
Água
Sais
Membrana
P
Moléculasde médio PM
Moléculasde médio PM
P
Figura 5.1 - Principais Características dos Processos que Utilizam Diferença de Pressão como Força Motriz.
Diâmetro de Poros de Membranas de MF, UF, NF e OI
Staphilococus Bacteria (1 µm)
H O2o
(2 A)
Sucroseo
(10 A)o
(70 A)Hemoglobina
Influenzavirus(1000 A )
o
Pseudonomasdiminuta (0,28 µm)Na+
o(3,7 A)
Dimensão Característica de Diferentes Espécies
FiltraçãoConvencional
UltrafiltraçãoMicrofiltração
1Ao
1000Ao
100Ao
10Ao
100 µm10µm1µmOsmose Inversa
Nanofiltração
Figura 5.2 - Faixa de porosidade de membranas de MF, UF, NF e OI. As membranas de Osmose Inversa podem ser consideradas como densas, ou seja, não apresentam poros discretos.

99
Tabela 5.1 – Espécies retidas em OI, NF, UF e MF
Processos Aplicáveis
Espécie
Massa molar
(Da)
Tamanho
(nm) OI NF UF MF Leveduras e fungos 103 – 104 X Células bacterianas 300 – 104 X X Colóides 100 – 103 X X Vírus 30 - 300 X X Proteínas 104 - 106 2 - 10 X Polissacarídeos 103 - 106 2 - 10 X X Enzimas 103 - 106 2 - 5 X X Açúcares simples 200 – 500 0,8 - 1,0 X X Orgânicos 100 – 500 0,4 – 0,8 X X Íons inorgânicos 10 - 100 0,2 – 0,4 X
5.2 - Descrição dos Processos
Microfiltração
A microfiltração (MF) é o processo de separação com membranas mais próximo da
filtração clássica. Utiliza membranas porosas com poros na faixa entre 0,1 e 10 µm (100 e
10.000 nm), sendo, portanto indicado para a retenção de materiais em suspensão e emulsão.
Como as membranas de MF são relativamente abertas, as pressões empregadas como força
motriz para o transporte são pequenas, dificilmente ultrapassando 3 bar. Na MF o solvente e
todo o material solúvel permeia a membrana. Apenas o material em suspensão é retido.
Membranas preparadas pela técnica de bombardeamento e gravação ("track-etched")
dominaram, por algum tempo o mercado para este tipo de aplicação. Hoje, vários outros tipos
de membranas estão disponíveis comercialmente, em particular, membranas anisotrópicas.
Esta morfologia de membrana apresenta um menor possibilidade de entupimento dos poros
pelas partículas em suspensão, pois os menores poros se encontram na superfície da
membrana em contato com a solução a ser tratada.

100
O mercado da MF está por volta de 1 bilhão de dólares, sendo o maior mercado dos
PSM depois da hemodiálise (rim artificial). Os maiores mercados da MF são: esterilização de
líquidos e gases; aplicações na medicina; aplicações na biotecnologia e na purificação de
fluidos.
Ultrafiltração
A ultrafiltração (UF) é um processo de separação por membranas utilizado quando se
deseja purificar e fracionar soluções contendo macromoléculas. As membranas de UF
apresentam poros na faixa entre 1 e 100 nm, portanto mais fechadas do que as membranas de
MF. Soluções contendo solutos numa ampla faixa de massa molar (103 - 106 Dalton) podem
ser tratadas por este processo. Como os poros das membranas de UF são menores, uma força
motriz maior é necessária para obter fluxos permeados elevados o suficiente para que o
processo possa ser utilizado industrialmente. Por este motivo as diferenças de pressão através
da membrana variam na faixa de 2 a 10 bar.
Tendo em vista que as membranas de UF apresentam uma distribuição de tamanho de
poros elas são caracterizadas através da chamada curva de retenção nominal, que relaciona o
coeficiente de rejeição em função da massa molar do soluto. A Figura 5.3 apresenta curvas
de retenção típicas de membranas de UF.
As membranas de UF, normalmente, são especificadas através da massa molar de
retenção nominal ou "cut off". A retenção nominal de uma membrana é definida como sendo
o valor da massa molar para a qual a membrana apresenta um coeficiente de rejeição de 95%.
Assim, uma membrana com retenção nominal de 15 kDa (membrana B na Figura 5.3) é
aquela capaz de rejeitar 95% das moléculas presentes em uma solução de um soluto com
massa molar de 15.000 Dalton.

101
A - distribuição estreita de porosB - distribuição espalhada de poros A
B
10110
210
310
410
5100
Massa molar
0,0
1,0
0,5
R R=0,95
Retenção nominalA B
A - distribuição estreita de porosB - distribuição espalhada de porosA - distribuição estreita de porosB - distribuição espalhada de poros A
B
10110110
210
210
310
310
410
410
510
5100
Massa molar
0,0
1,0
0,5
R R=0,95
Retenção nominalA B
Figura 5.3 - Características de rejeição de membranas de UF que apresentam curva de retenção estreita e curva de retenção espalhada.
Os fluxos permeados em UF estão, em geral, na faixa de 150 a 250 L/h.m2. Fluxos
permeados bem menores podem ser obtidos em função da polarização de concentração e do
“fouling” (ver item 5.3.2) , em função da natureza da solução a ser tratada e das condições de
operação do sistema.
Diafiltração
A diafiltração é na verdade uma maneira diferente de operar os PSM que utilizam o
gradiente de pressão como força motriz (Figura 5.4). Consiste, basicamente, em operar os
processos de MF ou UF com uma alimentação contínua de solvente em vazão igual a vazão
de permeado. Trata-se, na verdade, de uma operação de "lavagem" da solução problema. A
diafiltração é utilizada quando se deseja purificar um determinado soluto de uma solução,
onde os contaminantes são compostos de dimensões menores do que as do soluto de interesse.
Assim, os contaminantes vão sendo eliminados no permeado, enquanto a membrana retém o
soluto de interesse. Uma vez alcançada a pureza desejada, interrompe-se a adição de solvente
e, se necessário, pode-se efetuar a concentração do soluto purificado. A diafiltração pode
também ser operada em regime semi-contínuo, com o solvente sendo adicionado por etapas.

102
Embora este modo de operação seja mais comum para sistemas de MF e UF, também pode ser
usado com membranas de NF.
Solução de diafiltração
PermeadoSolução contendoSoluto a ser Purificado
Módulo de Membrana
Figura 5.4 - Operação de Sistemas com Membranas em Diafiltração
Osmose Inversa A osmose inversa (OI) é um processo de separação com membranas usado quando se deseja reter solutos de baixa massa molar, tais como sais inorgânicos ou pequenas moléculas orgânicas como glicose. Por este motivo, as membranas de OI devem ser mais fechadas (poros menores) apresentando, portanto, uma maior resistência a permeação e, conseqüentemente, pressões de operação mais elevadas do que as utilizadas em UF. Na verdade, as membranas de OI apresentam características intermediárias entre as membranas porosas usadas em MF e UF e as membranas densas empregadas em pervaporação e permeação de gases. O nome Osmose Inversa se deve ao fato de que neste tipo de processo o fluxo permeado é no sentido inverso do fluxo osmótico normal. Osmose, Equilíbrio Osmótico e Osmose Inversa Quando uma membrana semi-permeável (permeável somente ao solvente) separa uma solução de um determinado soluto do solvente puro, ou de uma solução de menor concentração, haverá um fluxo de solvente no sentido solvente puro para a solução, ou da

103
solução diluída para a solução concentrada (Figura 5.5a). Isso ocorre pois a presença do soluto ocasiona uma queda no potencial químico do solvente na solução, provocando um gradiente de potencial químico entre os dois lados da membrana. O fluxo de solvente continua neste sentido até que o equilíbrio seja estabelecido. Em se tratando de solvente puro, este equilíbrio jamais pode ser atingido por igualdade de concentração, uma vez que a membrana é impermeável ao soluto. No entanto, a medida que o solvente passa para a solução aumenta a pressão no lado da solução. Desta forma, pode-se chegar a uma situação onde a queda do potencial químico do solvente devido a presença do soluto é equivalente ao aumento de potencial químico devido ao aumento de pressão do sistema. Nesta situação não haverá mais força motriz para o transporte do solvente no sentido do solvente puro para a solução, ou da solução diluída para a solução concentrada. Considera-se, então, que o equilíbrio osmótico foi atingido. A diferença de pressão entre os dois lados da membrana é definida como sendo a diferença de pressão osmótica, ∆π, (ver Figura 5.5b), entre as duas soluções. Caso haja solvente puro em um dos lados da membrana a diferença de pressão representará a pressão osmótica da solução. Ao se aplicar pelo lado da solução mais concentrada uma diferença de pressão entre as duas soluções, ∆P > ∆π, o potencial químico do solvente na solução concentrada será maior do que o potencial químico do solvente puro ou do solvente na solução mais diluída. A conseqüência é uma inversão no sentido do fluxo osmótico, ou seja, o solvente escoa do lado da solução concentrada para o lado do solvente puro (ver Figura 5.5c).
OSMOSE E OSMOSE INVERSA
FLUXO OSMÓTICOMembrana Semi-permeavel
SOLVENTE SOLUÇÃO
������������
OSMOSE INVERSA
P
SOLVENTE SOLUÇÃO
������������
P > π
EQUILÍBRIO OSMÓTICO
PRESSÃOOSMÓTICA
SOLVENTE SOLUÇÃO
���������������
π
(a) (b) (c)
OSMOSE E OSMOSE INVERSA
FLUXO OSMÓTICOMembrana Semi-permeavel
SOLVENTE SOLUÇÃO
������������
OSMOSE INVERSA
P
SOLVENTE SOLUÇÃO
������������
P > π
EQUILÍBRIO OSMÓTICO
PRESSÃOOSMÓTICA
SOLVENTE SOLUÇÃO
���������������
π
(a) (b) (c)
Figura 5.5 - O Processo de Osmose e a Osmose Inversa

104
O potencial químico é uma função da concentração, temperatura e pressão, ou seja: ( )µ µi i iT P x= , , . Por outro lado, o potencial químico de um componente numa solução é
expresso por:
( )µ µi io
iRT a= + .ln (5.1)
onde, µio é o potencial químico do solvente puro na temperatura do sistema e ai a atividade
do componente i na solução.
Se o componente i for o solvente, no equilíbrio osmótico tem-se:
( ) ( )µ µi i i iT P x T P x, , , ,, , , ,1 1 1 2 2 2= (5.2)
onde, os índices 1 e 2 representam cada um dos lados da membrana. Para um sistema isotérmico tem-se:
P P RTV
aai
i
i1 2
1
2− = = −
∆π ln ,
,
(5.3)
No caso particular de soluções diluídas, a seguinte aproximação pode se efetuada, ln(ai) ≈ (1 – xi), obtendo-se a equação de van't Hoff.
πi = ci R T (5.4)
A equação de van't Hoff descreve bem o comportamento de soluções com componentes orgânicos (sem dissociação). Para sais, ácidos e bases foi introduzida uma constante empírica, β, e a pressão osmótica passa a ser expressa por:
π βi ic RT= . (5.5)
onde, para eletrólitos fracos (Arrhenius), ( )β υ α= + −1 1 , sendo υ, o grau de dissociação
e α, o coeficiente estequiométrico.

105
Eletrólitos fortes sempre dissociam completamente, a interação entre os íons leva a menores valores para β. Desta forma, introduz-se um coeficiente fo, tal que β = fo.υ. Soluções com solutos com massa molar elevada apresentam desvios em relação ao comportamento ideal, mesmo em diluições elevadas. Nestes caso, normalmente, utiliza-se expressões do tipo:
πi i i iB c B c B c= + +1 22
33. . . (5.6)
onde, os coeficientes Bj são determinados experimentalmente. A pressão osmótica é uma propriedade coligativa e, portanto, depende do número de íons, moléculas ou partículas presentes na solução. Assim, para uma mesma concentração mássica, a pressão osmótica de soluções de solutos de baixa massa molar será muito maior do que as de soluções de macromoléculas ou de suspensões. Por esta razão as pressões de operação em osmose inversa são bastante elevadas, ou seja , na ordem de dezenas de bar. No caso da ultrafiltração o fenômeno osmótico também ocorre. Neste caso, porém, os solutos são de massa molar mais elevadas (macromoléculas) e a pressão osmótica é bem menor, quando não desprezível. A Tabela 5.2 apresenta o valor da pressão osmótica para três casos distintos. Os valores foram calculados com base na equação de van't Hoff. Tabela 5.2-Exemplos de cálculo de Pressão Osmótica de algumas soluções aquosas
Exemplo Pressão Osmótica, π, (Bar)
Solução contendo 3% p/p de NaCl (58,45 Dalton)
25,4
Solução contendo 3% p/p, de Albumina (65.000 Dalton)
0,01
Suspensão contendo 30g/L de um sólido (partículas de 1 ng = 10-9 g )
10-12
Assim, no caso particular da dessalinização da água do mar (concentração de NaCl em torno de 3%), a primeira grande aplicação da osmose inversa, é necessário se aplicar no compartimento onde se encontra a água da mar uma pressão superior a 25,4 bar. Pressões inferiores não irão produzir um fluxo permeado (água dessalinizada).

106
5.3- Princípios dos Processos que Utilizam o Gradiente de Pressão 5.3.1 - Fluxo Permeado do Solvente Puro.
De um modo geral, para os processos que utilizam o gradiente de pressão como força motriz, o fluxo permeado é diretamente proporcional ao próprio gradiente de pressão, ou seja:
PA J ∇= (5.7)
onde, A é uma constante de proporcionalidade que depende, das características da membrana e da solução a ser processada e P∇ é o gradiente de pressão através da membrana. O
parâmetro A pode apresentar uma forte dependência com as condições operacionais do sistema e com as propriedades da membrana. Considerando o transporte de massa numa única direção (direção z, transversal à membrana) tem-se:
zPA J : sejaou
dzdPA J
∆∆
== (5.8)
No caso de membranas porosas, considerando que a membrana possa ser aproximada por uma matriz contendo poros cilíndricos passantes, o fluxo de solvente pode ser calculado com o auxílio da equação de Hagen-Poisseuille (escoamento em tubos) representada pela equação 5.3.
z 8r L :onde P∆ . LJ ou `
z∆P∆
η8.r J
2
ppv
2
v ∆===
τηε
τε
(5.9)
Na equação 5.9, ε representa a porosidade superficial da membrana; r o raio médio dos poros da membrana; η a viscosidade do solvente ou da solução que permeia através dos poros da membrana; τ a tortuosidade dos poros e ∆z a espessura da membrana. A constante de proporcionalidade, Lp, é definida como sendo a permeabilidade da membrana ao solvente ou a solução e depende das características tanto da membrana (porosidade, raio de poro, tortuosidade e espessura), como do fluído que permeia a membrana (viscosidade).
Caso a membrana se aproxime mais de um meio poroso formado por esferas que se tocam tangencialmente (material sinterizado) o fluxo de solvente pode ser calculado utilizando, por exemplo, o modelo de Kanezy-Carman, representado pela equação 5.10.

107
z .)ε.(1S K.
εL : onde P. LJou z∆P∆.
)ε.(1S K.εJ 22
3
ppv22
3
v ∆−=∆=
−=
ηη(5.10)
Na equação 5.10, S representa a área superficial por unidade de volume do meio
poroso e K a constante de Kanezy-Carman.
A permeabilidade da membrana pode ser entendida como uma medida da maior ou menor facilidade que a membrana oferece a passagem de um dado solvente. O inverso da permeabilidade é uma medida da resistência (R) que o meio oferece ao transporte. Assim as equações 5.9 e 5.10 também podem ser expressas por:
pv L η
1 R : onde ∆P . R η
1J == (5.11)
Independente do modelo utilizado para o fluxo de solvente, o fluxo permeado de soluto, Ji, pode, no caso mais geral, ser calculado utilizando-se a lei de Fick, expressa pela equação 5.12.
dzdCD C JJ i
imivi −= (5.12)
onde, m
iC representa a concentração média do soluto entre os dois lados da membrana; Di, o
coeficiente de difusão do soluto na fase líquida, no interior dos poros, e Ci, a concentração do soluto, que varia ao longo da espessura da membrana. Nesta equação, o primeiro termo representa a contribuição convectiva ao fluxo de soluto, ou seja, representa a quantidade de soluto que atravessa a membrana (por unidade de área e de tempo) devido ao fluxo do próprio solvente. O segundo termo representa a contribuição difusiva, ou seja, representa a quantidade de soluto que atravessa a membrana devido à existência de um gradiente de sua concentração ao longo da espessura da membrana. Nos processos cuja força motriz é o gradiente de pressão, a contribuição difusiva ao fluxo de soluto, via de regra, é desprezível face à parcela convectiva.
No caso particular da OI as membranas não são porosas e o fluxo permeado será, fundamentalmente, de natureza difusiva. No entanto, como será visto no item 5.4.2, também neste caso ele pode ser expresso através de uma equação semelhante a equação 5.8.
Assim, no caso de solvente puro, admitindo-se que a membrana seja inerte em relação
ao solvente e que ela não se deforme pela ação da pressão (compactação), o fluxo permeado

108
apresentará uma dependência linear com a pressão, independente do processo em questão. Pelas equações 5.9 e 5.10 o coeficiente angular desta reta será a permeabilidade da membrana para o solvente em questão. A Figura 5.6 apresenta valores típicos de fluxo permeado de solvente puro (água) em função da pressão, para membranas com diferentes características. Conforme pode ser observado, há uma enorme variação na permeabilidade à água em função do tipo de membrana utilizada. A ordem de grandeza da permeabilidade à água, para membranas de OI está em torno de 10-2 m3/m2.h.bar, enquanto que para membranas de MF o valor pode chegar a 10 m3/m2.h.bar, ou seja, uma variação de 3 ordens de grandeza.
Na Figura 5.7 são apresentados os valores típicos de fluxo permeado em função da pressão para quatro solventes puros (diferentes viscosidades) em uma membrana de UF. Observa-se, para uma mesma pressão de operação, que o fluxo permeado diminui com o aumento da viscosidade conforme previsto pelas equações 5.9 e 5.10, ou seja, a permeabilidade da membrana, para um dado solvente, é inversamente proporcional a viscosidade do meio fluido.
400
300
200
100
0
Flux
o Pe
rmeq
ado,
J v (l/h
.m2 )
Pressão, ∆ P (bar)0 1 2 3 4
LP (UF)
MF
UF
NF
OILP (NF)
Solvente Puro(água)
Figura 5.6 – Valores típicos de fluxo permeado de solvente puro em função da pressão, para membranas de MF, UF, NF e OI.

109
400
300
200
100
0
Flux
o Pe
rmeq
ado ,
J v(l/
h.m
2)
Pressão, ∆ P (bar)0 1 2
α4tang α4=LP4
η1 < η2 < η3 < η4
(η2)
(η3)
(η4)
(η1)
a
400
300
200
100
0
Flux
o Pe
rmeq
ado ,
J v(l/
h.m
2)
Pressão, ∆ P (bar)0 1 2
α4tang α4=LP4
η1 < η2 < η3 < η4
(η2)
(η3)
(η4)
(η1)
a
Figura 5.7 - Valores típicos de fluxo permeado de uma membrana de ultrafiltração para diferentes solventes em função da pressão aplicada.
A independência do fluxo permeado com o tempo é uma clara indicação da estabilidade mecânica da membrana, da pureza do solvente e da sua baixa interação com o material da membrana. Quando uma ou mais dessas condições não são observadas o fluxo permeado, diminui com o tempo, numa indicação clara de que alguma alteração esta ocorrendo com a membrana. As principais alterações são ocasionadas por deformação mecânica, por inchamento da matriz polimérica devido a interações físico-químicas com solvente, ou pela presença de impurezas no solvente, que pode provocar um entupimento dos poros. Quando o único motivo para o decréscimo de fluxo do solvente puro com o tempo é a deformação mecânica, o fenômeno é conhecido como compactação, o qual é função do valor da pressão aplicada e das características estruturais da membrana, incluindo o tipo de polímero utilizado. A Figura 5.8 exemplifica este comportamento, para membranas comerciais de UF e MF.

110
Figura 5.8 – Compactação de membranas microporosas. Fluxo permeado de água pura em função do tempo para membranas comerciais de UF e MF .
5.3.2 - Filtração Convencional e em Fluxo Cruzado Uma das principais características dos PSM é que eles podem se operados em fluxo cruzado ("cross flow filtration"), além da operação clássica do tipo "dead end filtration". Quando se tratar do solvente puro e sem interação com o material da membrana, o fluxo permeado, para uma dada pressão de operação, deve ser constante com o tempo (Figura 5.9, curva 1) para os dois modos de operação.
No caso de uma solução ou suspensão sendo processada no modo “dead end filtration”, o permeado passa através da membrana e o soluto, ou os materiais em suspensão, são retidos, acumulando-se na superfície da membrana. Trata-se de um modo de operação fundamentalmente transiente, uma vez que a concentração do soluto próximo à membrana aumenta com o tempo. No caso da MF, por exemplo, de maneira análoga ao que ocorre na filtração clássica, este acúmulo pode se traduzir na formação de depósito ou de uma torta de filtração (Figura 5.9).
Na filtração de fluxo cruzado a solução ou suspensão escoa paralelamente a superfície
da membrana enquanto o permeado é transportado transversalmente a mesma. Neste caso, o escoamento paralelo à membrana limita o acúmulo do material retido sobre a mesma, tornando possível uma operação do sistema em condições de regime estabelecido de transferência de massa (Figura 5.9). Em outras palavras, o fluxo de permeado pode permanecer constante com o tempo, mas em um valor menor do que o obtido com o solvente
0.00 20.00 40.00 60.00 80.00
t (min)
0.00
400.00
800.00
1200.00
1600.00
2000.00
J(L/
h.m
^2)
Compactação da MembranaAcetato de Celulose + Nitratode Celulose - MILLIPORE
0.00 40.00 80.00 120.00
t (min)
100.00
120.00
140.00
160.00
180.00
200.00J(
L/h.
m^2
)Compactação da Membrana GR51PP-DDS
∆P = 2,4 bar ∆P = 2,0 bar
Membrana de UF Retenção nominal de 50.000 Da Membrana de MF
Poros de 0,45 µm (nominal)
Redução de fluxo permeado: 85%
Redução de fluxo permeado: 37%
0.00 20.00 40.00 60.00 80.00
t (min)
0.00
400.00
800.00
1200.00
1600.00
2000.00
J(L/
h.m
^2)
Compactação da MembranaAcetato de Celulose + Nitratode Celulose - MILLIPORE
0.00 20.00 40.00 60.00 80.00
t (min)
0.00
400.00
800.00
1200.00
1600.00
2000.00
J(L/
h.m
^2)
Compactação da MembranaAcetato de Celulose + Nitratode Celulose - MILLIPORE
0.00 40.00 80.00 120.00
t (min)
100.00
120.00
140.00
160.00
180.00
200.00J(
L/h.
m^2
)Compactação da Membrana GR51PP-DDS
0.00 40.00 80.00 120.00
t (min)
100.00
120.00
140.00
160.00
180.00
200.00J(
L/h.
m^2
)Compactação da Membrana GR51PP-DDS
∆P = 2,4 bar ∆P = 2,0 bar
Membrana de UF Retenção nominal de 50.000 Da Membrana de MF
Poros de 0,45 µm (nominal)
Redução de fluxo permeado: 85%
Redução de fluxo permeado: 37%

111
puro, na mesma pressão de operação, uma vez que o aumento da concentração das espécies retidas próximo à superfície da membrana provoca uma resistência adicional a transferência de massa do solvente. Note que o aumento da concentração das espécies retidas próximo à superfície da membrana continua presente, mas seu efeito pode ser minimizado, em particular, alterando-se a hidrodinâmica do escoamento da corrente de alimentação.
Filtração Tangencial “Cross Flow Filtration”
alimentação
permeado
concentrado
Sol ução (polarização + “fouling”)
3 Solução (só polarização)
2Solvente1
Filtração Convencional“Dead End Filtration”
permeado
alimentaçãoconcentrado
Flux
o Pe
rmea
do
Tempo
1
23
Tempo
Flux
o P
erm
eado 1
2
3
Figura 5.9 – Comparação esquemática entre Filtração Convencional ("Dead End Filtration") e a Filtração em Fluxo Cruzado ("Cross Flow Filtration") ou Filtração Tangencial.
Polarização de Concentração Quando se processa uma solução com solutos de baixa massa molar ou macromoléculas utilizando-se PSM, devido a seletividade do processo, independente da operação ser do tipo "dead end" ou tangencial, sempre haverá aumento da concentração das espécies retidas próximo à superfície da membrana. O fato de a concentração do soluto próximo à superfície da membrana ser maior do que no seio da solução, provoca um movimento difusivo deste soluto no sentido de retornar ao seio da solução (Figura 5.10). No caso da filtração tipo “dead end”, mesmo havendo este retorno de soluto pelo mecanismo difusivo, a tendência predominante é o aumento da concentração de soluto na região próxima à membrana e o processo será transiente. Por outro lado, se o sistema é operado em fluxo

112
cruzado é possível obter um equilíbrio entre quantidade de soluto que é transportado em direção à membrana, arrastado pelo fluxo de solvente que permeia a membrana, e a quantidade de soluto de se difunde da região próximo à superfície da membrana em direção ao seio da solução. O resultado deste equilíbrio é um perfil de concentração de soluto, próximo a membrana, independe do tempo, o que possibilita o sistema ser operado em condições de regime estabelecido de transferência de massa, ou seja, fluxo permeado constante (Figura 5.9). Este fenômeno conhecido como polarização de concentração, é inerente a qualquer processo de transporte seletivo. Nas operações em fluxo cruzado a polarização de concentração se estabelece rapidamente, em questões de minutos. Ela também provoca uma resistência adicional à transferência de massa do solvente através da membrana, com conseqüente queda no fluxo permeado, relativa ao fluxo de solvente puro obtido na mesma pressão.
Polarização de Concentração
������������������������������������������������������������������������
Cm
Co
J
J.CpJd = -D.dC/dz
z
δ
C
RegiãoPolarizada
Membrana
Direção doEscoamento
Solvente
Soluto Alimentação
Permeado P1P2
∆P = P1-P2
Figura 5.10 - O Fenômeno de Polarização de Concentração nos PSM
A polarização de concentração é fortemente afetada pelas condições de escoamento da
corrente da alimentação, quantificadas pelo número de Reynolds (Re). A medida que se aumenta a velocidade tangencial da alimentação a espessura, δ, da região polarizada irá diminuir (Figura 5.10). Como conseqüência, o nível de polarização diminui e o fluxo permeado aumenta. A Figura 5.11 ilustra este comportamento para o caso de UF de soluções aquosas de dextrana em membranas do tipo fibra oca em poli(sulfona). Observa-se, para uma mesma pressão de operação e uma mesma concentração de soluto, que o fluxo permeado aumenta com o aumento do número de Reynolds (aumento da velocidade tangencial) na

113
corrente de alimentação, tendendo ao valor do fluxo permeado do solvente puro e indicando uma redução na espessura da camada polarizada. A concentração de alimentação também afeta o nível de polarização. Observa-se na Figura 5.11 que o fluxo permeado para a solução de concentração 20g/L e Re de 523 é, para uma mesma pressão, bem menor do que o fluxo permeado obtido com a da solução de 10g/L e Re de 664.
Observa-se também na Figura 5.11, para todas a condições apresentadas, que o fluxo
permeado tende a um valor constante à medida que se aumenta a pressão de operação. Este comportamento, típico na UF em fluxo cruzado, pode ser entendido como sendo o resultado de dois efeitos. O aumento da pressão deve ocasionar um aumento de fluxo permeado, o que se observa para pressões mais baixas. No entanto, o aumento de fluxo permeado provoca uma maior concentração das espécies retidas próximo à superfície da membrana, o que tende a provocar uma queda no fluxo permeado. Assim, a partir de um certo valor de pressão, um aumento adicional desta corresponde a um aumento equivalente na resistência ao transporte do solvente, devido à polarização de concentração. A conseqüência é que o fluxo permeado permanece inalterado com o aumento da pressão. Este valor de fluxo constante com a pressão é chamado de fluxo limite. Do ponto de vista prático, qualquer sistema de membrana deve ser operado em pressões inferiores a menor pressão que leve o fluxo permeado ao seu valor limite.
O valor desta pressão depende do nível de polarização do sistema, ou seja, depende da concentração de soluto da alimentação, da hidrodinâmica de escoamento e da capacidade seletiva da membrana para o soluto em questão.
A dependência entre nível de polarização e a capacidade seletiva da membrana é exemplificada nos gráficos da Figura 5.12, onde resultados de fluxo de permeado para soluções aquosas de poli(etileno glicol) - PEG, de diferentes massas molares, são apresentados em função da pressão de operação. Nestes testes foi utilizada uma membrana da DDS, tipo FS61PP, de polímero fluorado, cuja permeabilidade ao solvente (água) é cerca de 60L/m2.h. Os resultados da Figura 5.12 mostram que, para uma mesma pressão de operação, à medida que a massa molar do soluto aumenta o fluxo permeado diminui, indicando um aumento no nível de polarização. A polarização aumenta por que a membrana é capaz de reter com maior eficiência as moléculas de PEG de maior massa molar, o que ocasiona uma maior concentração do soluto próximo à superfície da membrana.

114
J x1
06 (m
3 / m
2 .s )
Água Pura C (g/l) Re
10 172610 66410 22320 523
Soluções de dextana - D70
Figura 5 11- Fluxo permeado em função da pressão, para diferentes concentrações e condições hidrodinâmicas da corrente da alimentação. Membrana do tipo fibra oca em poli(sulfona).
0.00 0.40 0.80 1.20 1.60 2.00Pressão(kgf/cm )
0.00
20.00
40.00
60.00
80.00
100.00
Rej
eiçã
o ob
serv
ada(
%)
2
PEG 1000PEG 1500PEG 2000PEG 6000PEG 10000PEG 14000PEG 20000PEG 35000
Membrana FS61PP
0.00 0.40 0.80 1.20 1.60 2.00Pressão(kgf/cm²)
0.00
20.00
40.00
60.00
80.00
100.00
Flux
o pe
rmea
do(l/
m²*
h)
PEG 1000PEG 1500PEG 2000PEG 6000PEG 10000PEG 14000PEG 20000PEG 35000
Membrana FS61PP
Água pura
C = 1,5 g / l
Figura 5.12 - Fluxo permeado e rejeição, em função da pressão de operação, para soluções de PEG com diferentes massas molares. Membrana: FS61PP - DDS, polímero fluorado.
Observa-se, ainda na Figura 5.12, que o fluxo limite só é atingido quando se processa as soluções de maior massa molar, ou seja, as que apresentam um maior nível de polarização. Como a rejeição da membrana a solutos de baixa massa molar não é elevada, o aumento da

115
concentração de soluto próximo à superfície da membrana é pequeno, o que provoca uma baixa polarização de concentração. Nos exemplos apresentados nas Figuras 5.11 e 5.12, a polarização de concentração é o único fenômeno responsável pela queda no fluxo permeado em relação ao fluxo obtido com o solvente puro, na mesma pressão. Ou seja, a permeabilidade das membranas ao solvente puro, antes e depois de serem utilizadas, respectivamente, com as soluções de dextrana (Figura 5.11) e PEG (Figura 5.12), não é alterada. Nas aplicações industriais este comportamento dificilmente é observado. O que se verifica, normalmente, é uma queda acentuada da permeabilidade das membranas ao solvente puro após a sua utilização, numa clara indicação de que a membrana sofre severas alterações durante o processo. A Figura 5.13 ilustra este comportamento para o caso de membranas de MF aplicadas ao tratamento de água de produção de petróleo. Trata-se de uma membrana comercial da GE-Osmonics, confeccionada a base de material celulósico, com poros na faixa de 0,1 µm. A pressão de operação é de 0,5 bar.
0
20
40
60
80
100
0 2 4 6 8 10 12 14 16 18 20
tempo de operação (horas)
Flux
o (L
/m².h
)
∆P = 0,5 bar Vtang. = 0,45 m/s
Figura 5.13 – Comportamento do fluxo permeado em função do tempo de operação da MF da água de produção de petróleo.

116
Fouling
Nos PSM, particularmente naqueles que utilizam membranas porosas, mesmo com operação em fluxo cruzado, é comum observar uma queda contínua do fluxo permeado com o tempo, indicando que outros fenômenos, além da polarização de concentração, devem estar presentes durante o processamento (Figura 5.9, curva 3). Este fenômeno transiente, normalmente é acompanhado por um decréscimo na rejeição do soluto. Deve ser lembrado que nas operações em fluxo cruzado, em princípio, a polarização de concentração se estabiliza nos instantes iniciais do processamento. Entretanto, a estabilização do fluxo permeado, se chegar a ocorrer, pode demorar de minutos, horas ou até alguns dias. Esta variação continuada do fluxo permeado com o tempo é atribuída a possíveis alterações na membrana provocada pelas espécies presentes na solução processada. O conjunto dessas alterações é conhecido como "fouling" da membrana e, em alguns casos, pode levar a fluxos permeados tão baixos que chega a inviabilizar uma dada aplicação. A Figura 5.14 ilustra o efeito da polarização de concentração e do “fouling” no comportamento do fluxo permeado nos processos considerados neste capítulo. Deve ser salientado que o fenômeno da polarização de concentração é reversível, ou seja, uma vez terminada a operação e a limpeza da membrana a permeabilidade ao solvente puro é recuperada. Já os fenômenos que constituem o “fouling” são considerados como sendo, total ou parcialmente irreversíveis. Os principais fenômenos que contribuem para o “fouling” são discutidos a seguir:
• Adsorção das moléculas de soluto na superfície da membrana ou/e no interior de
seus poros devido a interações físico-químicas com o material da membrana;
• Entupimento de poros por moléculas ou partículas em suspensão. Trata-se da
ação mecânica de bloqueio de poros, que pode ocorrer tanto na superfície da
membrana como no seu interior, dependendo de sua morfologia. Em membranas
anisotrópicas este fenômeno é superficial uma vez que os menores poros estão na
superfície. Nas membranas isotrópicas é possível que o bloqueio ocorra no interior
da membrana.
• Depósito de material em suspensão sobre a superfície da membrana com
formação de uma torta de filtração. No caso de soluções de macromoléculas, na
região próxima à superfície da membrana, pode-se atingir uma concentração
suficientemente elevada, de modo a possibilitar a gelificação da solução nesta região.

117
Solutos de baixa massa molar, como sais, por exemplo, podem atingir o limite de
solubilidade e precipitarem na superfície da membrana.
Flux
o P
erm
eado
Tempo
Solvente Puro
Solução
Polarização deConcentração “Fouling”
∆P constante
Figura 5.14 – Variação esquemática no fluxo permeado com o tempo de operação ocasionada por Polarização de Concentração e “Fouling”. Operação em fluxo cruzado. 5.4- Modelos de Transporte 5.4.1 - O Modelo das Resistências
A conseqüência da polarização de concentração e do “fouling” é a queda no valor do fluxo permeado em relação ao valor obtido com o solvente puro. Assim, ambos representam resistências adicionais a transferência de massa através da membrana. A cinética relativamente lenta de alguns dos fenômenos que provocam o “fouling” justifica a demora para se atingir um possível estado estacionário (fluxo constante), conforme indicado na Figura 5.14.
A Figura 5.15 apresenta o esquema de uma membrana microporosa, onde os fenômenos
acima descritos são ilustrados. A cada fenômeno corresponderá uma resistência adicional ao transporte. Assim, a relação entre fluxo permeado e a diferença de pressão aplicada entre os dois lados da membrana passa a ser expressa por uma equação do tipo:

118
pcgbamTT
R R R R R R onde P R η1 J ++++=∆= (5.13)
onde, Rm representa a resistência ao transporte através da membrana; Ra é a resistência adicional devido ao fenômeno de adsorção; Rb é a resistência adicional devido ao bloqueio físico de poros; Rg é a resistência adicional devido à formação de uma camada gel sobre a membrana; Rpc é a resistência adicional devido ao fenômeno de polarização de concentração; RT é a resistência total a transferência de massa através da membrana e η é a viscosidade da solução que permeia através da membrana.
Rg
Rpcsentido de escoamento
da alimentação
Ra
Rm
Rb
Fluxo Permeado
Rm - resistência da membrana “virgem”
Resistências adicionais : Ra - adsorção; Rb - bloqueio de poros; Rg - camada gel; Rpc - polarização de concentração
Figura 5.15 - Resistências à transferência de massa em PSM, provocadas pelo “fouling” e pela polarização de concentração. O fenômeno da adsorção depende fundamentalmente das interações entre os solutos presentes na solução a ser tratada e o material da membrana. É possível quantificar o seu efeito medindo-se o fluxo permeado do solvente puro em uma membrana nova e após esta mesma membrana ter sido mantida em contato com a solução a ser processada. A Figura 5.16

119
apresenta os resultados de fluxo permeado de água pura de uma membrana de MF em poli(éter sulfona), antes e depois de ser mantida em contato, por 24 horas, com o hidrolisado protéico de soja. Observa-se, após o procedimento de adsorção, uma redução de cerca de 70% na permeabilidade da membrana a água, indicando que a membrana sofreu grandes alterações. A resistência adicional, devido à adsorção, pode ser estimada com o auxílio da equação 5.13, ou seja:
nova membrana da caso no , R η1 L
P∆J
mP1 == (5.14)
( ) adsorção a submetida membrana da caso no , RR η
1 L PJ
amP2 +
==∆
(5.15)
Com os dados da Figura 5.16 obtém-se:
/Kgm 10 x 1,25 R e /Kgm 10 x 0,55 R 29a
29m ==
A adsorção de solutos pode ocorre tanto na superfície superior da membrana (a superfície em contato com a solução a ser processada – Figura 5.17 b), como no interior de seus poros – Figura 5.17 a. Normalmente, quando ocorre a adsorção no interior dos poros ocorrem modificações mais severas, tanto no fluxo permeado como na capacidade seletiva da membrana. A adsorção de moléculas na parede dos poros tem como conseqüência uma diminuição efetiva no diâmetro desses poros, o que provoca uma queda do fluxo permeado e um aumento da rejeição da membrana.
A Figura 5.18 apresenta resultados de UF de soluções de dextrana com massa molar médio de 7x104 Dalton, numa membrana tubular inorgânica anisotrópica da Carbosep. Esta membrana apresenta um suporte em carvão poroso e a pele seletiva em óxido de zircônio. A membrana foi caracterizada com água pura e utilizada na UF da solução de dextrana. Em seguida, a membrana foi colocada em contacto com uma solução de BSA (albumina bovina) por 24 horas e, novamente, caracterizada com água e utilizada na UF da solução de dextrana. Os resultados indicam uma redução de cerca de 40% no fluxo permeado, tanto da água pura, como da solução de dextrana. Entretanto, ocorreu um aumento significativo na rejeição da membrana para a dextrana, indicando uma redução efetiva do tamanho dos poros da membrana provocada pela adsorção da BSA. Neste caso, a queda na rejeição com a pressão está associada ao fato da macromolécula de dextrana ser flexível, podendo se deformar devido à tensão de cisalhamento na estrada dos poros provocada pelo fluxo de permeado. Esta tensão aumenta com o fluxo permeado que, por sua vez, aumenta com a pressão. Esta deformação na

120
macromolécula pode permitir a sua intrusão nos poros e seu arraste pelo fluxo permeado, com conseqüente queda na rejeição (ver Figura 5.17 c).
0.00 0.40 0.80 1.20 1.60 2.00P (bar)
0.00
400.00
800.00
1200.00
1600.00
J (L
/h.m
^2)
Permeabilidade Hidráulica
Lp1 = 660 l/m2.h.bar
Lp2 = 200 l/m2.h.bar
Lp1
Lp2
Antes da adsorção
Após adsorção
Figura 5.16 – O fenômeno da adsorção em membrana. Fluxo permeado de água em função da pressão para uma membrana de MF em poli(éter sulfona), antes e após ser mantida em contato com uma solução de proteínas de soja.
Redução do raio efetivo dos porosda membrana devido a adsorção de
macromoléculas na superfície interior.
Antes da adsorção
Após da adsorçãoa
Deformação de macromoléculasna estrada dos poros da membrana.
c
Adsorção de macromoléculas na superfície superior da membrana
b
Figura 5.17 – Adsorção e deformação de macromoléculas em membranas microporosas.

121
Antes da adsorção com BSA
Após a adsorção com BSA *
Pressão, ∆Px10-5 (Pa)
Rej
eiçã
o, R
(%) ** * *
*
*
*
Solução de dextrana
Água pura
Flux
o pe
rmea
do, J
x103 (
Kg/
m2 .s
)
Pressão, ∆Px10-5 (Pa)
*
**
**
**
Figura 5.18 – Adsorção de BSA em membranas inorgânicas. Efeito no fluxo permeado e na rejeição para moléculas de dextranas em solução aquosa.
O uso de velocidades tangenciais elevadas (número de Reynolds elevado), com pressão através da membrana relativamente baixa, favorecem a minimização do efeito de “fouling”, uma vez que ambas esta condição tende a minimizar os fenômenos acima mencionados. O aumento de velocidade provoca uma diminuição da espessura da camada limite de polarização e, como conseqüência, diminui a concentração das espécies retidas na região próximo à superfície da membrana (ver Figura 5.10). A operação em baixa pressão, por diminuir o fluxo permeado, diminui o arraste de soluto (convecção) em direção da superfície da membrana. Como os fenômenos relacionados ao “fouling”, como a adsorção e eventual precipitação do soluto sobre a membrana, dependem da concentração do soluto na região próxima à superfície da membrana, estas condições de operação minimizam a redução do fluxo permeado.
O efeito da concentração da solução na adsorção é ilustrado no gráfico da Figura 5.19, onde são apresentados resultados da cinética de adsorção da lipase em uma membrana de MF, em função da sua concentração na solução. A membrana em questão é do tipo fibra oca em poli(éter imida). Os resultados mostram que a cinética de adsorção é mais lenta em concentrações mais elevadas de proteínas (lipase) na solução. Além disso, a massa de proteína adsorvida na membrana no equilíbrio (tempos longos), também aumenta com a concentração da solução. Este aumento, no entanto, é proporcionalmente cada vez menor, num comportamento similar ao descrito pela isoterma de Langmuir (ver Figura 5.19).

122
0 10 20 30T em p o (m in)
0
8000
0020
0040
0060
Ma s
sa de pr
ote ína
im
obili
zada
( 3,2%
1,6%
0,8%
0,4%0,2%
ConcentraçãoM
assa
de
prot
eína
imob
ilizad
a, (m
g)
Tempo, (min)
Concentração da solução
1.00 2.00 3.00 4.00Concentração (%)
Isoterma de Langmuir
0.000
Ma s
sa de pr
ote ína
im
obili
zada
(
8000
0020
0040
0060
Mas
sa d
e pr
oteí
na im
obiliz
ada,
(mg)
Figura 5.19 – Cinética de adsorção da lipase em função da sua concentração na solução. Membrana do tipo fibra oca a em poli(éter imida); temperatura: 230C; pH = 7,0.
O fato de se trabalhar em pressões reduzidas e, portanto, com fluxos permeados menores, pode parecer uma incoerência. No entanto, os resultados para tempos longos de operação, podem ser surpreendentemente melhores. Em condições menos polarizadas o “fouling” é bem menor e o fluxo permeado se estabiliza mais rapidamente e em valores superiores aos dos fluxos "estáveis", quando se trabalha em condições mais severas de pressão. O fluxo inicial no caso de pressões maiores é mais elevado, mas este cai rapidamente com o tempo de operação, conforme indicado na Figura 5.20.
Flux
o P
erm
eado
Tempo
Operação em baixa pressão
Operação em alta pressão
Solução
Solvente Puro
Solvente Puro
Solução
Figura 5.20 - Fluxo permeado em função do tempo para sistemas com membranas operando em alta e baixa pressão (alta e baixa polarização).

123
5.4.2 - O Modelo Osmótico
Nos processos de separação com membranas, o modelo osmótico admite que a queda de fluxo, em relação ao fluxo do solvente puro, observada quando se trabalha com uma solução, é devido, fundamentalmente, a pressão osmótica do soluto na solução, nas condições de operação do sistema. O fluxo permeado da solução seria, então, equivalente ao fluxo permeado do solvente puro, caso o sistema fosse operado a uma pressão, ou uma diferença de pressão efetiva, equivalente a:
( ) ( ) ( )[ ]∆ ∆π ∆πP Cp− −, onde = Cmπ π (5.16)
ou seja, ∆π é a diferença entre a pressão osmótica da uma solução em contacto com a membrana (que se encontra numa concentração Cm de soluto) e a pressão osmótica da solução permeada (a uma concentração Cp do soluto). Assim, conforme apresentado na Figura 5.21, pelo modelo osmótico, o fluxo permeado pode ser expresso por:
( )JR
Pm
= −1
µπ
.∆ ∆
(5.17) ou:
( )J L Pp= −∆ ∆π (5.18)
Lembrando que a pressão osmótica da água do mar é por volta de 25 bar, para dessalinisar a água um sistema de osmose inversa só pode operar com diferenças de pressões através da membrana acima deste valor. Conforme pode ser observado na Figura 5.21 o fluxo permeado da solução, para pressões elevadas, tende a um valor constante. Pelo modelo osmótico, este comportamento é conseqüência do aumento na pressão osmótica devido a maior concentração de soluto próximo à superfície da membrana, ocasionado pelo aumento da pressão de operação. Nestas condição, a força motriz efetiva para o transporte, (∆P - ∆π), não é alterada e o fluxo permeado permanece constante. Conforme apresentado, tanto o modelo das resistências como o modelo osmótico podem ser aplicados para os processos de separação por membranas que utilizam o gradiente de pressão como força motriz. Em qualquer caso a força motriz efetiva será (∆P - ∆π). A permeabilidade, no entanto, assume formas particulares dependendo processo em questão.

124
Assim, os processos que utilizam membranas porosas como MF, UF e NF, a permeabilidade, Lp, será função das características da membranas como porosidade, diâmetro médio dos poros e espessura, bem como da viscosidade do solvente. No caso da OI, processo que utiliza membrana densa, a permeabilidade será função dos coeficientes de solubilidade e de difusão do soluto na matriz polimérica de que é constituída a membrana, além de sua espessura. A Figura 5.22 apresenta um resumo desta discussão.
MODELOS DE TRANSPORTE PARA ULTRAFILTRAÇÃO
3 - Modelo Osmótico
Solvente
Solução
J
∆P∆P
∆π∆Pef.
( )( )JR R
Pm bl
b=+
−1 π∆ ∆
( ) ( )∆π π πb b pC C= −
Equivalência ao modelo das resistências
( )JR
Pm
=Σ −1µ
π.
∆ ∆( ) ( )∆π π π= −C Cm p
Figura 5.21 – O Modelo Osmótico

125
OI LP= φ ( D , S , e )m
i
m
i
Fluxo Permeado em MF, UF NF e OI
MF, UF e NF L P = Φ (ε, r, µ, e )
Solvente
Solução
J
∆ P∆P
∆ππ∆Pef.
J = 1 R R RRt
t m iP , ∆ = + ∑η
J = L P - )P . ( ∆ ∆ π 1Lp =Rmη
Figura 5.22 - Abordagem Unificada para MF, UF, NF e OI. 5.5 - Recuperação do Fluxo Permeado em MF e UF A queda do fluxo permeado com o tempo, observada nos PSM, é um problema inevitável. Entretanto, existem algumas técnicas de operação que resultam em recuperação, ao menos parcial, do fluxo permeado. A mais comum é a retrolavagem ("backflushing") que é a inversão, por um intervalo curto de tempo, do sentido do fluxo permeado. Esta operação é realizada automaticamente utilizando uma válvula solenóide e um circuito de bombeamento do permeado. A Figura 5.23 ilustra esta técnica. Recentemente, novas técnicas estão sendo introduzidas como a variação da pressão através da membrana em curtos intervalos de tempo

126
e a operação de sistemas em condições de baixa polarização, como apresentado na Figura 5.17.
Flux
o P
erm
eado
Tempo
Solução:Sem “backflushing”
Solução:Com “backflushing”
Solvente Puro
Suspensão ou Solução
Permeado
Permeado
��������������������������������������������������������������
����������������������������������������������������������������������������������������������������������������������������
Operação normal Operanção em“Backflushing”
Permeado
Permeado
������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������
Figura 5.23 - Recuperação parcial de fluxo permeado usando a técnica de operação com retrolavagem (“backflushing”).
Uma outra alternativa para se melhorar o fluxo permeado é a limpeza periódica da membrana, seja com soluções ácidas ou alcalinas, seja utilizando surfactantes. Um exemplo de aplicação desta técnica é apresentado na Figura 5.24 para o caso da MF da água de produção de petróleo. Neste exemplo, foram utilizados dois tipos de limpeza na membrana durante a operação do sistema. Limpezas periódicas com uma solução de detergente ou com uma solução ácida (ácido sulfúrico, 6N). Os resultados revelam, em ambos os casos, um comportamento oscilatório do fluxo permeado. Observa-se, mesmo para a limpeza ácida (mais eficiente), que não foi possível recuperar totalmente o fluxo permeado obtido no início do experimento. Os resultados indicam ainda que, mesmo com as limpezas periódicas, há uma queda suave do fluxo permeado com o tempo, indicando que a técnica utilizada não foi capaz de eliminar por completamente possíveis alterações na membrana, provocadas pelo “fouling”.

127
0
10
20
30
40
50
60
70
80
0 20 40 60 80 100 120tempo operação (h)
Flux
o (L
/m².h
)
Operação utilizando lavagem ácidaOperação utilizando lav. detergenteParada e lavagem com detergenteParada e lavagem ácida
Figura 5.24 - Comportamento de um sistema de MF no processamento da água de produção de petróleo, submetido a limpezas periódicas da membrana. Membrana a base de ésteres de celulose (MEC). Pressão de operação de 0,5 bar [2]. 5.6 - Aplicações dos Processos que Utilizam o Gradiente de
Pressão 5.6.1 - Microfiltração
• Esterilização
Uma dos maiores campos de aplicação da MF é a esterilização. Ela é particularmente útil
na indústria farmacêutica e na biotecnologia uma vez que o processo é operado em
temperatura ambiente, adequada ao processamento de substâncias termolábeis. A
esterilização, por MF de produtos farmacêutico, como antibióticos, meios de cultura e soros
vem sendo utilizada com uma freqüência cada vez maior pelas indústrias do ramo. A
esterilização de ar também se constitui em uma grande aplicação da MF, em particular para se
alimentar biorreatores que operam fermentações aeróbicas.

128
• Clarificação
A clarificação de vinhos, cervejas e sucos vem se constituindo em um outro grande campo
de aplicação da MF. A vantagem, neste caso, é que o processo, além de ser eficiente, não
altera as propriedades organolépticas desses produtos. São empregadas, normalmente,
membranas com poros nominais de 0,45 µm. Dependendo da origem do produto pode ser
necessário uma pré-filtração como proteção ao módulo de membrana.
• Purificação de Águas
Recentemente a MF começou a ser utilizada na purificação de águas superficiais
visando a produção de água potável. Este poderá ser o grande mercado da MF no futuro. Na
indústria a MF também pode ser usada para purificar águas. Um exemplo é a indústria de
semicondutores. Segundo a Millipore, 58% de todos os circuitos integrados apresentam
defeitos devido a contaminações dos fluidos utilizados no seu processamento, em particular
da água. Só para se ter uma idéia, mesmo uma água ultrapura, com impurezas de apenas 1
parte por bilhão, contém cerca de 2 x 1012 partículas por metro cúbico.
• Substituição do Uso de Terras Diatomáceas
Uma outra aplicação da MF é a sua utilização em substituição aos processos de
filtração que empregam terra diatomácea como auxiliar de filtração. Embora eficiente, a
filtração auxiliada gera grande quantidade de rejeito, formado pela torta de filtração que é
constituída do material retido e, principalmente, pelo auxiliar de filtração. Um exemplo de
aplicação, neste caso, é a filtração do mosto fermentado na produção de antibióticos. Neste
caso, o rejeito do processo de MF é formado pela biomassa concentrada, retida pela
membrana, que pode ser utilizado como ração animal, ao contrário do que ocorre no caso da
filtração auxiliada onde, devido a presença da terra diatomácea, a torta não pode ser
aproveitada, criando um enorme problema ambiental.
5.6.2 - Aplicações da Ultrafiltração As principais aplicações da UF são a clarificação, concentração de solutos e
fracionamento de solutos. A separação é eficiente quando existe uma diferença de pelo menos
10 vezes no tamanho das espécies envolvidas. A UF é largamente utilizada na indústria de

129
alimentos, bebidas e laticínios, assim como em aplicações na biotecnologia e na área médica.
Alguns exemplos são apresentados a seguir:
• Recuperação de tintas coloidais utilizadas na pintura de veículos
A proteção contra corrosão utilizada na indústria automobilística é depositada por um
processo eletroforético. As peças metálicas, imersas em um tanque de pintura, são conectadas
a um eletrodo e a tinta coloidal se deposita na superfície do metal. O excesso de tinta
depositada é removido por jatos de vapor, resultando numa solução diluída da tinta coloidal,
difícil de ser concentrada e de ser tratada como rejeito. Esta corrente é concentrada por UF. O
concentrado retorna ao tanque de pintura e o permeado é reutilizado na lavagem de novas
peças. A economia é de cerca de US$4.00/veículo. Uma unidade típica, com 150 m2 de área
de membrana produz 3 m3/h de permeado.
• Recuperação de proteínas do soro de queijo
Na produção de queijo cerca de 90% do volume de leite utilizado deixa o processo na
forma de soro. O soro é constituído basicamente de água, mas é rico em proteínas e sais
minerais. A UF vem sendo utilizada para recuperar parte desta proteína. O concentrado
protéico é usado como aditivo em diversos produtos da indústria leiteira com sensíveis
melhorias na qualidade nutricionais. Uma unidade de UF de grande porte, para tratar 1.000
m3/dia de soro, emprega cerca de 1.800 m2 de membrana. Membranas inorgânicas têm sido
utilizadas para este fim, em particular, pela maior facilidade de limpeza e esterilização dos
equipamentos. Membranas poliméricas também são empregadas, com vantagens em relação
ao custo.
• Produção de queijo
Recentemente um novo processo de produção de queijo foi desenvolvido no qual a UF
é utilizada na concentração do leite antes da etapa de coagulação. Deste modo, o volume de
soro produzido é muito menor e, como boa parte da proteína fica retida durante a
concentração do leite, há um aumento de produtividade de cerca de 20% em termos da massa
de queijo produzida por unidade de volume de leite alimentado ao processo.

130
• Recuperação da goma na indústria têxtil
Na indústria têxtil os tecidos recebem, na etapa de acabamento, um tratamento com
uma substância que promove uma espécie de lubrificação e atua como proteção contra a
abrasão. A engomagem, como é conhecida esta etapa, é efetuada pela passagem do tecido
através de um banho contendo uma solução aquosa da goma, normalmente o poli(álcool
vinílico) - PVA. A UF foi originalmente utilizada, neste caso, com o objetivo de recuperar o
PVA, da solução diluída que resultava no final deste processo. O concentrado retorna ao
tanque para as nova as operações e o permeado retorna ao processo em etapas de lavagem do
tecido. Atualmente, com o aumento do custo da água, a sua recuperação se tornou mais
importante do ponto de vista econômico do que a do próprio PVA. Uma unidade típica
processa cerca de 60 m3/h e emprega cerca de 10.000 m2 de membrana.
Ainda na indústria têxtil, quando de produz o "jeans", processo idêntico pode ser utilizado
para recuperar o índigo (corante que dá a cor azul à estes tecidos) e, principalmente, a água
para retornar ao processo.
• Concentração de gelatina
No processo de extração de gelatina a corrente de interesse é uma solução diluída de
colágeno que, numa primeira etapa, deve ser concentrada até cerca de 30% de sólidos. A água
pode ser retirada tanto por evaporação como por UF. Muito embora com a ultrafiltração não
seja possível atingir a concentração de 30%, este processo pode remover até 90% da água
com um consumo energético menor do que o observado para evaporação. Deve ser ressaltado,
no entanto, que quando se usa a UF é necessário um tratamento posterior por troca iônica,
para eliminar os sais que permanecem no concentrado.
• Recuperação de óleos
Nas indústrias mecânicas, as ferramentas de corte são refrigeradas e lubrificadas por
uma emulsão de óleo em água. A UF é a principal tecnologia que vem sendo empregada para
tratar esta corrente, produzido um permeado com qualidade aceitável para ser lançado como
despejo e uma corrente concentrada com teor de óleo suficiente para sua combustão ou,
dependendo da qualidade, para ser recirculado ao processo.

131
• Substituir a Microfiltração
Muitos dos processos que utilizam a MF deveriam, em princípio, pelas suas
características, fazer uso da UF. Um exemplo é a clarificação do suco de maçã, onde a UF
vem substituindo a filtração auxiliada por terra diatomácea, para remover partículas coloidais.
O caso da recuperação de tinta da eletrodeposição na indústria automobilística é um outro
exemplo, pois trata-se de uma suspensão de partículas dentro da faixa de aplicação da MF. O
processo de UF se mostra mais eficiente do que a MF nas aplicações onde as partículas serem
retidas pela membrana podem sofrer deformações. Se o tamanho dos poros da membrana não
forem bem menores do que o tamanho médio das partículas estas podem se deformar e passar
pela membrana ou entupir seus poros. Assim, nestes casos, embora a MF possa ser a escolha
óbvia, a UF é a escolha correta.
5.6.3 - Aplicações da Osmose Inversa O desenvolvimento, relativamente, recente de novas gerações de membranas,
resistentes à ampla faixa de pH, altas temperaturas, e à presença de produtos cáusticos, além
de fluxos permeados mais elevados, ampliou o campo de aplicação da OI. Assim, em adição
sua aplicação tradicional na dessalinisação de águas salobras e do mar, a OI tem sido utilizada
no tratamento de águas, na produção de água ultrapura, na tratamento de águas duras, na
indústria alimentícia e em muitas outras aplicações. A OI pode também ser usada em
combinação com a ultrafiltração, pervaporação, destilação e outros processos clássicos de
separação, nos chamados processos híbridos de separação, mais eficientes do que cada uma
dessas técnicas isoladamente.
Em adição as membranas tradicionais de OI, tem-se hoje as membranas de
Nanofiltração (NF). Estas membranas são “mais abertas” e, portanto, com baixa rejeição a
sais, mas com fluxo permeado elevado. A NF pode ser operada em pressões mais baixas e
vem sendo utilizada num número crescente de aplicações.

132
5.7 - Referências
Balmann, H. and Nobrega, R.,"The Deformation of Dextran Molecules: Causes and Consequences in Ultrafiltration". Journal of Membrane Science, 40, 1989. Cabral, L. M. C., Paiva, S., Nobrega, R., “Recuperação de proteína de um hidrolisado de soja através de processos com membranas”, Anais do Congresso Brasileiro de Soja, 434, Londrina, Paraná, 1999. Campos, J. C., Nóbrega, R., Sant’anna Jr., G.L., “Oilfield wastewater treatment by combined microfiltration and biological processes”, Water Research, v. 36, 95-104, 2002. Cheryan, M. (1998), “Ultrafiltration and Microfiltration Handbook”, Technomic publications, Lancaster, EUA Merçon, F., Sant’anna Jr., G.L., Nobrega, R., “Enzymatic hydrolysis of babassu oil in a membrane bioreactor”, Journal of the American Oil Chemists Socyety, 77 (10), 1043-1048, 2000. Mulder, M., “Basic Principles of Membrane Technology”, Kluwer Acad. Pub., 2a Ed., 1996. Noble, R. D., Stern, S.A., “Membrane Separation Technology Principles and Applications”, Elsevier Science Publishers, 1995. Scott, K., “Handbook of Industrial Membranes”, Elsevier Scientific Publishers Inc., 1995. Strathmann, H., “Membrane separation processes: current relevance and future opportunities”, AIChE Journal, v. 47, 5, 1077-1087, 2001. Winston, W.S.; Sirkar, K.K. (1992), “Membrane Handbook”, Van Nostrand Reinhold, NY, EUA.

CAPÍTULO VI
Separação de misturas de gases e líquidos Permeação de Gases e Pervaporação
Índice
6.1- Introdução 133
6.2 - Permeação de Gases Através de Membranas 134
6.2.1 - Transporte através da membrana 137
6.2.2 – Sorção 139
6.2.3 – Difusão 142
6.2.4 – Relação entre propriedades e estrutura 147
6.2.5 – Determinação experimental dos coeficientes de transporte 150
Sorção 150
Difusão 151
6.3- Pervaporação 154
6.3.1 - Transporte através da membrana 158
Força motriz 159
6.3.2 – Aplicações 160
6.3.3 – Fabricantes 161
6.4- Referências 164

134
CAPÍTULO 6
Separação de misturas de gases e líquidos 6.1. Introdução As investigações sobre a permeação através de membranas remontam a cerca de 250 anos, sendo relativamente recentes quando comparadas aos demais processos de separação. Alguns dos conceitos pioneiros estabelecidos por Graham e Fick, ainda hoje são frequentemente utilizados para a interpretação do processo de permeação. Embora recentes, os processos de separação com membranas têm encontrado um rápido desenvolvimento. A principal característica desses processos está relacionada ao fato da maioria das separações ocorrerem sem mudança de fase, sendo, portanto, energeticamente mais vantajosos, quando comparados com os processos térmicos tradicionais. A demanda por processos de separação eficientes tem levado a uma visão otimista e a uma certa dose de especulação sobre o futuro da indústria de membranas. Atualmente, existem processos com membranas com tecnologia bem estabelecida, assim como os que ainda estão no estágio de desenvolvimento em laboratório. O aspecto principal de qualquer processo, é o desenvolvimento de membranas com propriedades adequadas para as separações de interesse. A pervaporação e a permeação de gases são processos em fase de desenvolvimento e com grande potencial de incorporação na indústria química e petroquímica, substituindo os processos de separação convencionais. No entanto, para melhorar seu desempenho, membranas mais eficientes ainda devem ser desenvolvidas. Os processos de separação de gases e de pervaporação, embora em relação aos demais processos com membranas, possam ser considerados menos desenvolvidos, são áreas de interesse considerável, pois espera-se que o número de aplicações se expanda rapidamente nos próximos anos. Na permeação de gases, atualmente, as aplicações mais importantes são a separação de hidrogênio do nitrogênio em plantas de amônia, a produção de nitrogênio do ar e a separação de dióxido de carbono do gás natural. Com o desenvolvimento de membranas que apresentem maiores seletividades e fluxos, a permeação de gases tem o potencial de substituir diversos processos de separação convencionais. A principal aplicação industrial da pervaporação é a desidratação de solventes orgânicos, em particular, a desidratação da mistura etanol-água no ponto azeotrópico (95% de etanol). Assim como no caso da separação de gás, a ampliação do campo de aplicação da pervaporação depende fundamentalmente da melhoria das propriedades das membranas. Um grande número de aplicações substituindo processos tradicionais como destilação e absorção, têm o potencial de tornarem-se comerciais com o desenvolvimento de membranas com as propriedades de transporte adequadas. 6.2. Permeação de Gases Através de Membranas

135
A separação de gases tem sido considerada como uma área prioritária na tecnologia de membranas. A separação de oxigênio ou nitrogênio do ar, assim como a remoção de hidrogênio, de monóxido de carbono, metano ou nitrogênio, são exemplos de separações que consomem grande quantidade de energia na indústria química, onde a utilização dos PCMs pode possibilitar um aumento substancial na eficiência do processo. A PG compete com as técnicas clássicas como destilação criogênica, absorção e adsorção, sendo sua aplicação dependente de análise econômica e viabilidade técnica. Entretanto, devem ser levado em consideração algumas vantagens adicionais deste processo, tais como: alta flexibilidade das unidades de permeação, facilidade de "partida" e operação, equipamentos compactos sem partes móveis e possibilidade de mudança do tipo de membrana sem mudança no equipamento. Embora a comparação de custos entre vários processos seja complexa e, usualmente, dependente do problema em questão, tem sido demonstrado que os PCMs podem representar uma grande melhoria de eficiência e uma redução de investimentos. Por exemplo, a recuperação de hidrogênio no processo de hidrodesulfurização mostra uma clara vantagem da utilização da permeação de gás, conforme ilustra a Figura 6.1.
����������������������������
������������������������������������������
����������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������������������������������������������
������������������������������������������������������������������������������������
������������������������������������������������������������������������������������
������������������������������������������������������������������������������
0
2
4
6
8
10
12
14
Membrana P.S.A. criogenia Planta deH2
Cus
to r
elat
ivo
���������� Investimento���������� recuperação
Figura 6.1: Custo relativo para a recuperação de hidrogênio na hidrodesulfurização
Em outras aplicações, as vantagens dos PCMs podem não ser tão evidentes e um dos fatores apontados como fundamentais para sua melhor competitividade é a melhoria das propriedades intrínsecas do material (polímero) do qual a membrana é formada. Em geral, a distinção entre os permeantes se deve a diferenças na mobilidade destes na matriz polimérica, ou seja, a etapa de difusão através da membrana é a etapa limitante. Por conseguinte, tem sido observado que existe uma relação inversa entre a seletividade e a permeabilidade, ou seja, seletividade elevada está normalmente associada a baixa permeabilidade e vice-versa. As propriedades para a separação de gás de uma membrana polimérica são controladas pelo material (polímero) e, também, pela estrutura da membrana. A viabilidade econômica para uma certa aplicação depende, basicamente, de três propriedades: a primeira é a seletividade aos gases a serem separados. A seletividade tem impacto direto e sobre a capacidade de recuperação de um certo componente e indireto sobre a área de membrana requerida e sobre a vazão de alimentação necessária. A segunda é a permeabilidade, que determina a quantidade de membrana necessária. A última propriedade é o tempo de vida da

136
membrana, que influencia nos custos de manutenção. Desta forma, para a competitividade do processo, as membranas devem ser preparadas de modo que permitam uma resistência reduzida ao transporte dos permeantes, a partir de materiais que apresentem permeabilidade e seletividade intrínsecas adequadas. O desenvolvimento de polímeros e de técnicas de preparo de membrana conduziram a uma tecnologia baseada em membranas não-porosas. Como o termo sugere, estas membranas não possuem poros no sentido convencional da palavra. Desde que o fluxo através de uma membrana é inversamente proporcional a sua espessura, e a seletividade é admitida ser independente da espessura, técnicas para o desenvolvimento de membranas com uma camada densa o mais fina possível tornou-se de grande interesse. O interesse comercial se concretizou no inicio dos anos 70 devido ao desenvolvimento de membranas anisotrópicas, integrais e compostas. Entretanto, somente a partir de 1979 esta tecnologia começou a ser introduzida em escala industrial, com os primeiros sistemas utilizando membranas compostas de policarbonato e silicone para a produção de ar enriquecido em oxigênio, de poli(sulfona) e silicone para remoção de hidrogênio de correntes de amônia, assim como membranas integrais de acetato de celulose para remoção de CO2 do gás natural. Atualmente, diversos fabricantes disputa o mercado oferecendo membranas e permeadores com diferentes concepções. A Tabela 6.1 apresenta uma relação dos principais fabricantes e aplicações. A Figura 6.2 apresenta uma unidade de permeação de gás em escala piloto e duas em escala industrial.
Tabela 6.1: Relação dos principais fabricantes e aplicações características. Fabricantes \ Aplicação CO2 H2 O2 N2
A/G tecnology (AVIR) X X X Air Products (separex) X X Asahi Glass (HISEP) X X Cynara (Dow) X DuPont X X X GKSS X Grace X X Osaka Gas X Oxygen enrichement Co. X Techmashexport X Teijin Ltd. X Toyobo X Ube industries X Union Carbide (Linde) X X UOP (Union Carbide) X

137
(a) Unidade de permeação de gás em escala piloto
(b) Unidades de PG para recuperação de Hidrogênio
Figura 6.2: Unidades de permeação de gás 6.2.1. Transporte através da membrana Independentemente da estrutura da membrana, a força motriz para a permeação de gases é o gradiente de potencial químico devido à diferença de pressão parcial dos componentes entre os lados da alimentação e do permeado. No caso de membranas densas,

138
admite-se que o transporte de gases ocorre em uma seqüência de etapas, ou seja, solubilização das moléculas do gás na matriz polimérica, difusão, e posterior dessorção para no lado de menor pressão parcial. Estas etapas são conhecidas como mecanismo de sorção e difusão, proposto originalmente por Graham, em 1866. A Figura 6.3 representa esquematicamente o mecanismo de transporte para membranas densas.
ALIMENTAÇÃO PERMEADO
MEMBRANA
P 1 P 2
C C 2
C 1
SORÇÃO DESSORÇÃO
DIFUSÃO
Figura 6.3: Representação esquemática do transporte através membranas densas.
As principais variáveis envolvidas nestas etapas são a temperatura, a pressão, a concentração, a massa molar, o tamanho e a forma da molécula penetrante, a compatibilidade do par polímero / penetrante, os graus de reticulação e a cristalinidade do material polimérico. A sorção está associada a aspectos termodinâmicos (incorporação da molécula no polímero), enquanto a difusão está associada a fatores cinéticos (mobilidade da molécula no polímero). A lei de Fick é freqüentemente utilizada para descrever a difusão através de uma matriz polimérica. Admitindo estado estacionário e difusão através de uma membrana de espessura e, a equação que representa a lei de Fick pode ser integrada para as seguintes condições de contorno: x = 0 C = C1 e x = e C = C2, como apresentado a seguir.
( )J D C
xD
C C= − =
−∂∂
1 2e
(6.1)
onde J é o fluxo através da membrana e D representa o coeficiente de difusão do permeante na matriz polimérica. Admitindo uma relação linear entre a concentração no polímero e a pressão na fase vapor, tem-se:
C S p= ⋅ (6.2)
onde S é o coeficiente de solubilidade (ou sorção) do permeante na matriz polimérica.
O transporte de gás através de uma matriz polimérica pode, então, ser expresso como o produto da permeabilidade pelo gradiente de pressão, ou seja:

139
( )JP
= Pe
∆ (6.3)
onde, P é a permeabilidade e ∆P é a diferença de pressão parcial do permeante através da membrana. A permeabilidade (P) de um componente em determinado polímero é definida como o resultado das etapas de sorção e difusão, ou seja, a permeabilidade é expressa como o produto dos coeficientes de sorção e difusão na matriz polimérica.
P = S . D (6.4) Para avaliar a eficiência com que um determinado polímero discrimina dois permeantes (A e B) pode ser utilizada a seletividade ideal (αAB), definida como a razão entre as permeabilidades dos componentes puros, ou seja, permeabilidades intrínsecas dos penetrantes no material polimérico, como expresso a seguir:
αABideal A
BAB
AB
DD
SS
= = ×PP
(6.5)
No caso da permeação de misturas, é comum definir a seletividade como o aumento da relação entre as concentrações dos componentes A e B, ou seja:
αAB
AB
AB
YY
XX
= (6.6)
onde, XA, XB e YA, YB são as concentrações dos componentes A e B no lado da alimentação e permeado, respectivamente. Quando há a presença de poros o transporte pode ocorrer por difusão de Knudsen e/ou escoamento convectivo. Na difusão de Knudsen, uma vez que o livre percurso médio é maior que o diâmetro do poro, as moléculas se chocam mais com as paredes do poro do que entre si. Desta forma, as moléculas menores difundem mais rapidamente e a seletividade, neste caso, é proporcional à razão das massas molares dos componentes. Em membranas anisotrópicas utilizadas para a separação de gases o transporte ocorre através de uma seqüência ou combinação destes mecanismos, entretanto, a seletividade e a resistência ao transporte associadas ao mecanismo de sorção e difusão são preponderantes, tornando pequena a contribuição da difusão de Knudsen. Por este motivo, a maior parte dos estudos relacionados com a separação de gases por permeação em membranas poliméricas tem enfatizado as etapas de sorção e difusão.
6.2.2. Sorção A solubilidade de um gás em determinado polímero depende da proximidade de sua temperatura crítica em relação a temperatura de operação, assim como da mobilidade das

140
cadeias poliméricas. Um aumento de temperatura provoca efeitos antagônicos, ocorre um aumento na mobilidade segmental das cadeias poliméricas facilitando a solubilização, enquanto o gás torna-se menos condensável. Em temperaturas bem acima da temperatura de transição vítrea do polímero (Tg), o movimento Browniano é bastante ativo, expandindo o sistema, ou seja, o aumento da temperatura amplia a distância entre as cadeias poliméricas enfraquecendo as interações moleculares. A dependência do coeficiente de sorção com a temperatura geralmente segue a relação de Arrhenius:
S S H
RTo s= −
exp ∆ (6.7)
onde So é uma constante, T é a temperatura, R é a constante dos gases e ∆HS é o calor de solução, o qual pode ser relacionado com o calor de condensação (∆Hcond.) e o calor de mistura (∆Hm), como apresentado a seguir:
∆ ∆ ∆H H Hs cond m= + (6.8)
Para soluções endotérmicas (∆Hm > 0), o calor de mistura pode ser estimado pela teoria de Scatchard-Hildebrand, ou seja:
( )∆H Vm = −δ δ φ φ1 2
21 2 (6.9)
onde, V é o volume molar da solução, δ é o parâmetro de solubilidade (relacionado com a densidade de forças coesivas), φ é a fração volumétrica do penetrante (1) e do polímero (2). Assim, quando δ 1 tende ao valor de δ 2, ou seja, quando ∆Hm se aproxima de zero, favorecendo a solubilidade de um componente no outro. O calor de condensação é negativo (exotérmico) e, geralmente, excede o calor de mistura. Desta forma, no caso de gases e vapores, ∆Hs é normalmente negativo. Conseqüentemente, aumentando a temperatura, o coeficiente de sorção diminui. As isotermas de sorção relacionam a concentração de equilíbrio do gás no polímero (CD) com sua pressão parcial (p) na fase gasosa. Apresentam diferentes comportamentos para polímeros vítreos e elastoméricos. Os polímeros elastoméricos apresentam maior mobilidade segmental e tempos de relaxação curtos, ou seja, atinge-se rapidamente um novo estado de equilíbrio, pois a maior mobilidade segmental permite que as cadeias poliméricas respondam rapidamente às tensões que tendem a modificar a estrutura do polímero. Para polímeros vítreos, ao contrário, as cadeias estão mais rígidas, apresentando tempos de relaxação mais longos. Desta forma, podem ser considerados em estado de não-equilíbrio. No caso de polímeros elastoméricos ou quando a concentração do gás no polímero é muito pequena, as isotermas de sorção apresentam uma relação linear entre a CD e p, as quais podem ser descritas pela lei de Henry.
CD KD p= ⋅ (6.10)
onde KD é o coeficiente de sorção, definido na equação 6.2.

141
Para concentrações mais altas ou para sistemas polímero / solvente fortemente dependentes da concentração (por exemplo, vapores orgânicos em polímeros elastoméricos) a isoterma de sorção pode ser descrita por uma equação de estado, como a da teoria de Flory-Huggins, expressa por:
( )ln lnppo
p p p p
= − + +1 1
2φ φ χ φ (6.9)
onde po é a pressão de saturação, φp é a fração volumétrica de polímero e χ12 é o parâmetro de interação de Flory-Huggins. As isotermas de sorção que representam estes dois casos descritos, podem ser observadas na Figura 6.4.
Concentração no polímero
Pressão
KD
(a)
Concentração
no polímero
Pressão
(b) Figura 6.4: Isotermas de sorção.(a) Lei de Henry, (b) Flory - Huggins.
No caso de polímeros no estado vítreo, diferentes modelos têm sido propostos para correlacionar a pressão parcial do gás com sua concentração no polímero. Dentre estes, o modelo de dupla-sorção tem sido o mais utilizado. • Modelo de dupla-sorção Este modelo, admite a existência de duas regiões distintas:
1. região onde a sorção é descrita pela lei de Henry, (equação 6.8); 2. região caracterizada por mobilidade segmental restrita, onde a sorção é descrita pela
isoterma de Langmuir, ou seja, admite-se a presença de microcavidades fixas na estrutura polimérica que se comportam como sítios de adsorção. A isoterma de Langmuir é expressa por:
CC b p
b pHH=
⋅ ⋅
+ ⋅
/
( )1 (6.15)

142
onde, C’H é a concentração de saturação das microcavidades e b é uma constante de afinidade. Admite-se que as duas regiões estão em equilíbrio. A concentração total do penetrante sorvido no polímero é a soma da concentração nas duas regiões, ou seja:
C C C K pC b p
b pD H DH= + = ⋅ +
⋅ ⋅
+ ⋅
/
( )1 (6.16)
A isoterma obtida é representada na Figura 6.5.
Lei de Henry, CD
Pressão
Con
cent
raçã
o So
rvid
a
Dupla - sorção, C = C D + CH
Langmuir, CH
Figura 6.5: Isoterma para polímeros vítreos descrita pelo modelo de dupla-sorção. A influência da temperatura também deve ser observada nos parâmetros do modelo de dupla sorção, KD, C’H e b. Quando a temperatura de operação tende ao valor da temperatura de transição vítrea do polímero, C’H 0 e, conseqüentemente, o polímero tende ao comportamento do estado elastomérico, cuja isoterma é descrita pela lei de Henry. 6.2.3. Difusão Quando um penetrante difunde em uma matriz polimérica, as moléculas de polímero devem encontrar uma nova distribuição consistente com a concentração do penetrante. Esta alteração leva a uma condição de equilíbrio que, dependendo do estado (elastomérico ou vítreo) em que se encontra o polímero, pode ser instantâneo ou não. Diversos modelos têm sido propostos para descrever o processo de difusão em materiais poliméricos. De forma mais ampla, estes modelos podem ser divididos como moleculares ou baseados no volume livre. Os modelos moleculares consideram as forças de interação atuando entre o penetrante e o polímero, assim como a mobilidade segmental das cadeias poliméricas. Por exemplo, o

143
modelo proposto por Meares, em 1954, considera que a difusão depende da energia de ativação necessária vencer as forças coesivas e separar os segmentos de cadeia resultando em um volume cilíndrico, permitindo que as moléculas de penetrante se desloquem. A literatura registra diversas propostas para estimativa da energia de ativação, considerando diversas contribuições. A complexidade das equações resultantes, assim como o grande número de parâmetros necessários dificulta a utilização destes modelos. Os modelos de volume-livre são baseados na teoria de Cohen-Turnbull (1959), onde a difusão resulta da redistribuição de espaços devido a flutuações aleatórias na densidade local que abre espaço suficiente para permitir o deslocamento do penetrante. Entre estes modelos, pode-se citar o modelo de Fujita válido para polímeros elastoméricos, onde coeficiente de difusão pode apresentar uma forte dependência com a concentração do penetrante. O modelo proposto por Vrentas e Duda, modifica o modelo original de Fujita para descrever a difusão em polímeros nos estados vítreo e elastomérico. A fração de volume livre (FFV) disponível para a difusão, pode ser calculada através da seguinte expressão:
FFV V VoV
=− (6.17)
onde V é o volume específico total obtido através de medidas de densidade e Vo é volume ocupado, o qual é freqüentemente calculado através do método de contribuição de grupos proposto por Bondi. A Figura 6.6 mostra esquematicamente a variação do volume específico em função da temperatura. Diferentes comportamentos podem ser observados acima e abaixo da Tg. Como citado anteriormente, no estado vítreo o polímero apresenta tempos de relaxação mais longos, devido à mobilidade segmental limitada. Desta forma, um volume “não-relaxado” é gerado, caracterizando o estado de não equilíbrio. O volume ocupado pelas moléculas de polímero é normalmente relacionado ao volume de van der Waals (Vw), definido como o volume ocupado por uma molécula, no qual as moléculas vizinhas não podem penetrar. Segundo Bondi, Vw está relacionado com o volume a zero K através da seguinte relação:
V VwK0 1 3° ≅ ⋅, (6.18) De acordo com Vrentas e Duda, o aumento do volume específico com a temperatura resulta de dois fatores: 1. expansão devido às vibrações das moléculas, chamado de volume livre intersticial,
distribuído uniformemente.
2. formação de cavidades, redistribuídas sem aumento de energia. Este é o volume livre considerado disponível para difusão, que é a base da teoria de Cohen - Turnbull.

144
Temperatura
Vol
ume
Esp
ecífi
co
Tg
Volume "não relaxado" Volume Livre
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
Volume Ocupado
Figura 6.6: Variação do volume específico com a temperatura • Coeficiente de Difusão Efetivo Expresso em Função do Modelo de Dupla-Sorção Um enfoque fenomenológico freqüentemente utilizado para descrever a difusão, é aplicar o modelo de dupla sorção para polímeros vítreos, o qual considera a presença de duas regiões distintas na matriz polimérica. Admite-se que estas regiões são oriundas das diferentes associações dos segmentos da cadeia polimérica, resultando em mobilidades diferenciadas para as moléculas do penetrante. Desta forma, tem-se dois coeficientes de difusão, um associado a região de maior mobilidade (DD) e outro relativo a uma região onde a concentração de penetrante é limitada devido a restrições nos movimentos dos segmentos poliméricos (DH). Admite-se comportamento Fickeano e obtém-se uma expressão para o coeficiente de difusão efetivo em função dos diferentes coeficientes de difusão e dos parâmetros de dupla sorção:
( )
( )D D
F KC
KC
ef DD
D
=
+ ⋅+ ⋅
++ ⋅
11
11
2
2
α
α
(6.19)
onde,
F DD
HD
= (6.20)
KC b
KH
D=
⋅/ (6.21)
α = bKD
(6.22)
De acordo com a equação 6.19 o coeficiente de difusão efetivo aumenta com a concentração, tendendo ao valor de DD para concentrações elevadas, ou seja, após a saturação da região de mobilidade restrita. Por outro lado, quando a concentração de penetrante é muito baixa, a equação 6.19 se reduz a:

145
D D F KKef D=
+ ⋅+
11
(6.23)
A concentração do penetrante na fase polimérica, por sua vez, está relacionada com a pressão na fase gasosa. A Figura 6.7 apresenta, esquematicamente, de acordo com o modelo de dupla sorção, a dependência do coeficiente de difusão efetivo com a pressão da fase gasosa.
Def
D D F K
Kef D=+ ⋅
+
11
Pressão
DD
Figura 6.7: Representação esquemática da dependência de Def com a pressão de alimentação do penetrante, segundo o modelo de dupla-sorção.
Para o modelo de dupla sorção, a permeabilidade de gases em polímeros vítreos, admitindo DH e DD constantes, segundo a equação (6.1) pode ser expressa por:
P = ⋅ +⋅
+ ⋅
K D F K
b pD D 11
(6.24)
O comportamento da permeabilidade em função da pressão da fase gasosa é representado, esquematicamente na Figura 6.8. Pode-se destacar duas situações limites: 1. em pressões elevadas a permeabilidade tende ao valor relativo a região de maior mobilidade, face à saturação das microcavidades (região de mobilidade restrita), ou seja, o polímero vítreo apresenta comportamento similar ao observado para polímeros elastoméricos (P = KD . DD); 2. quando a pressão da fase gasosa é muito reduzida (p 0), tem-se:
( )P = ⋅ + ⋅K D F KD D 1 (6.25)

146
Pressão
Perm
eabi
lidad
e
P = KD . DD
Saturação das microcavidades
Figura 6.8: Representação esquemática da dependência da permeabilidade com a pressão para polímeros vítreos.
A temperatura também influencia fortemente a difusão dos penetrantes, alterando a mobilidade segmental das cadeias poliméricas e, conseqüentemente o coeficiente de difusão, cuja dependência geralmente segue a relação de Arrhenius:
D D ERTo
D= −
exp (6.28)
onde, Do é uma constante, T é a temperatura, R é a constante dos gases e ED é a energia de ativação para difusão, a qual está relacionada a energia requerida para o permeante vencer as forças coesivas e atravessar a matriz polimérica. O efeito da temperatura na permeabilidade é mais complexo, geralmente segue o mesmo efeito provocado no coeficiente de difusão, ou seja, uma redução na temperatura, diminui a permeabilidade. Entretanto, dependendo da temperatura crítica do gás, o aumento na solubilidade pode superar a redução na mobilidade segmental, ocasionando um aumento na permeabilidade. A Figura 6.9 exemplifica este comportamento, representando o sistema poli(etileno) - brometo de metila.

147
2.8 3.2 3.6103 /T
2.4
2.8
3.2
3.6
log
S, D
e P
P x 1010
S x 104
D x 1010
Tg
Figura 6.9: Dependência de S, D e P com a temperatura, para o sistema poli(etileno) - brometo de metila.
6.2.4. Relação entre propriedades e estrutura da matriz polimérica A permeabilidade e a seletividade estão relacionadas com a mobilidade segmental de um polímero. Com citado anteriormente, duas condições distintas ocorrem acima e abaixo da temperatura de transição vítrea do polímero. Para o estado elastomérico, o movimento Browniano é bastante ativo, enfraquecendo as interações moleculares e reduzindo a capacidade de distinguir moléculas com “diâmetros de peneira” semelhantes, como ocorre na separação de O2 e N2. Desta forma, polímeros vítreos são normalmente mais adequados para separação de gases. Quando a separação de gases envolve componentes com grandes diferenças na temperatura crítica, a etapa de sorção pode ser a principal responsável pela seletividade. Entretanto, quando os permeantes estão longe da região de equilíbrio líquido-vapor (gases permanentes), o tamanho dos permeantes deve ser o responsável pela separação, ou seja, a etapa de difusão é a principal responsável pela seletividade. A Tabela 6.2 apresenta o “diâmetro de peneira” e temperatura crítica de alguns gases. Tabela 6.2: Propriedades de alguns gases.
Gás CH4 CO2 O2 N2 Temperatura crítica (K) 190,6 304,2 154,6 126,2
Diâmetroa (Å) 3,8 3,3 3,46 3,64 abaseado em peneira molecular

148
Modificações na estrutura do material polimérico podem promover grandes alterações na distribuição espacial dos segmentos de cadeia e, conseqüentemente, nas propriedades de transporte das membranas. No entanto, somente considerações qualitativas sobre a relação estrutura - propriedade são encontradas na literatura. Conforme, discutido no item anterior a permeabilidade está associada com a fração de volume livre. Diversos autores propõem que a fração de volume livre aumenta quando a cadeia polimérica é rígida (“rod-like polymers”) ou quando há presença de grupos volumosos e apolares na cadeia. A rigidez de cadeia pode ser atribuída a efeitos de exclusão espacial ou a movimentos limitados de rotação dos segmentos poliméricos. Entretanto, a seletividade aumenta com a redução nos espaço disponível entre as cadeias o que pode ser obtido com o aumento das interações inter e intramoleculares pela presença de grupos polares. Para combinar altas seletividade e permeabilidade é necessário, então, uma fração de volume livre elevada mas com pequenos espaços entre as cadeias poliméricas. Cabe salientar, que os efeitos que levam ao aumento da seletividade podem levar à diminuição da permeabilidade e vice-versa. A rigidez de cadeia e a densidade de empacotamento devem ser otimizados a fim de encontrar a melhor relação entre a permeabilidade e a seletividade. Com este objetivo, vários estudos têm sido realizados investigando famílias de poli(sulfonas), poli(carbonatos) e poli(imidas) entre outras. A poli(sulfona), baseada em bisfenol-A (PSf), tem sido freqüentemente utilizada para comercialização de membranas para permeação de gás, devido às suas propriedades de transporte e boas resistências térmica e mecânica. A Figura 6.10 representa, esquematicamente, a difusão de uma molécula hipotética através dos segmentos de cadeia do policarbonato, indicando a influência da presença de grupos volumosos e da mobilidade segmental sobre a permeabilidade e seletividade de um polímero à determinado penetrante. Várias técnicas podem ser utilizadas para caracterização da estrutura da matriz polimérica e análise das propriedades do polímero. Entre estas técnicas estão o DSC (“differential scanning calorimeter”) e o DMTA (“dynamic mechanical thermal analysis”), que permitem a análise da mobilidade segmental, além de testes de DRX (difração de Raios-X) para análise da densidade de empacotamento. A temperatura de transição vítrea do polímero (Tg) e valores secundários de Tg, (Tγ) indicando as temperaturas de relaxação, ou seja, caracterizando a mobilidade segmental das cadeias poliméricas, podem ser obtidas por DSC e DMTA. A cristalinidade de determinado polímero também pode ser obtida por DSC e cromatografia gasosa inversa (CGI). A vantagem da CGI consiste no fato de ser um método simples que não necessita de um polímero cristalino padrão como ocorre no caso da técnica de DSC.

149
(1)
(2)
(3)
Figura 6.10: Representação esquemática em três etapas da difusão de uma molécula através dos segmentos de cadeia do policarbonato.
Na difração por Raios-X um feixe de fótons incide sobre o material sendo parcialmente espalhado. A intensidade de espalhamento depende da distribuição de densidade eletrônica resultante das posições atômicas no material, ou seja, depende da sua estrutura. A técnica pode ser classificada em WAXD (“wide angle X-ray diffraction”) e SAXD (“small angle X- ray diffraction”) que apresentam parte instrumental e métodos de análise distintos. A técnica de WAXD, permite a análise de estrutura na escala até 1 nm, enquanto SAXD, na faixa de 1 a 1000 nm. Outras técnicas para análise da estrutura polimérica podem ser

150
utilizadas como o “light scattering” e “neutron scattering”, os quais diferem no tipo de ondas eletromagnéticas e partículas. No caso de polímeros vítreos, normalmente utiliza-se a técnica de WAXD. A magnitude do vetor de espalhamento (s) é relacionada com a distância média entre as cadeias (“d-spacing”), calculada a partir do ângulo no qual é observado a intensidade máxima de espalhamento. Os resultados são avaliados a partir da relação de Bragg:
( )d sen= ⋅λ
θ2 (6.29)
onde s d= 1 , λ é o comprimento de onda dos Raios-X. A Figura 6.11 (a) e (b) representam, esquematicamente, a variação da intensidade de espalhamento com o ângulo de espalhamento e a representação do vetor de espalhamento, respectivamente. É usual utilizar ambos, o “d-spacing” e a FFV na caracterização do espaço disponível para difusão na estrutura da matriz polimérica.
2θ
Inte
nsid
ade
2θmáx.(a)
2θ
s
so/λ
s/λ
( )s s so= −$ $λ (6.30)
(b) Figura 6.11: (a) variação da intensidade com o ângulo de espalhamento e (b)
representação do feixe incidente, onde $so e $s representam os vetores unitários na direção do feixe incidente e de espalhamento, respectivamente.
6.2.5. Determinação experimental dos coeficientes de transporte • Sorção A estimativa do coeficiente de sorção de gases puros pode ser realizada experimentalmente, utilizando diversas técnicas: gravimétricas, volumétricas ou decaimento de pressão. As técnicas gravimétricas mais utilizadas são baseadas em medidas do ganho de

151
massa de uma amostra do polímero em balanças de precisão, ou através da medida do deslocamento de molas de quartzo, previamente calibradas. As técnicas volumétricas consideram que o processo de dilatação da matriz polimérica é isotrópico e são baseadas na medida do deslocamento de um ponto de referência na amostra, em uma determinada direção. Na técnica de decaimento de pressão, a concentração de gás na matriz polimérica é obtida indiretamente. Basicamente, neste método, uma amostra de polímero é pressurizada com o gás em questão em um recipiente vedado. Devido ao processo de sorção, a pressão no recipiente diminui e é relacionada com a concentração de gás na amostra. Freqüentemente, pressuriza-se, inicialmente, uma célula de referência com volume conhecido, para determinação da quantidade de gás presente no sistema antes da sorção do gás. A Figura 6.12, a seguir, apresenta esquematicamente as técnicas descritas.
Célula contendo amostra de filme polimérico
Gás
Bomba devácuo
Medidor do deslocamentda mola de quartzo PI
(a)
Célula contendo amostra de filme polimérico
Gás
Bomba devácuo
Medidor do deslocamentoda marca no polímero
PI
(b)
P
Célula que contém a amostra de polímero
Gás
polímero
Bombade vácuo
Célula de referência(c)
Figura 6.12: Técnicas utilizadas para determinação do coeficiente de sorção de gases puros em filmes poliméricos.(a) utilização de uma mola de quartzo; (b) dilatação e (c)
decaimento de pressão. • DIFUSÃO Existem diversas técnicas descritas na literatura, entretanto, a mais utilizada para a obtenção do coeficiente de difusão efetivo é baseada na determinação do “time-lag” em testes de permeação com gás puro. Nestes testes, a massa acumulada de gás que permeia a membrana é determinada e o comportamento deste acúmulo com o tempo é relacionado com o coeficiente de difusão. Inicialmente, o aumento de massa apresenta um comportamento não linear relacionado com a formação de um perfil de concentração ao longo da espessura da membrana. A seguir, no regime estabelecido, observa-se uma região onde o acúmulo de

152
massa aumenta linearmente com o tempo de permeação. A extrapolação da parte linear para a condição de massa acumulada nula no lado permeado, é definida como “time-lag”. A Figura 6.13 apresenta esquematicamente o comportamento do acúmulo de massa com o tempo de permeação
.
tempo
Q t
"time-lag" -
Regime Estabelecido
Figura 6.13: Representação esquemática do acúmulo de massa com o tempo de permeação para determinação do coeficiente de difusão efetivo.
Para determinação do coeficiente de difusão efetivo, são necessárias algumas considerações. Admite-se que a difusão segue o comportamento Fickeano e que, para uma membrana de espessura e, as seguintes condições de contorno são válidas:
C = 0 0 < x < e t = 0
C = C1 x = 0 t > 0
C = 0 x = e t > 0 Desta forma, resolvendo a equação diferencial relativa à segunda lei de Fick, a quantidade de penetrante (Qt) que atravessa a membrana no tempo t pode ser expressa por:
( )QC
D tn
Dn ttn
ne e e1 2 2 21
2 22
16
2 1=
⋅− −
−∑ ⋅ −
=
∞
ππexp (6.31)
Quando t ∞, a equação acima se reduz a:

153
QDC
tDt = −
12
6ee (6.32)
A determinação do “time-lag” (θ) é obtida pela extrapolação da equação (6.32) no eixo do tempo (Figura 6.13) e, conseqüentemente, o coeficiente de difusão efetivo é determiando por:
Def =e2
6θ (6.33)

154
6.3. Pervaporação A investigação sistemática do processo de pervaporação foi intensificada somente a partir nos anos 50, com o trabalho de Binning e colaboradores, que tentaram desenvolver o processo de pervaporação para a sua aplicação em escala industrial na separação de misturas orgânicas. Entretanto, os baixos fluxos e seletividades observados inibiam o desenvolvimento comercial da pervaporação. O processo de pervaporação tornou-se mais atrativo, somente na década de 70, com a melhoria das propriedades das membranas, desenvolvimento de novos polímeros, assim como o crescente interesse nos processsos com custo de energia baixo, devido à crise energética da época. Na década de 80, iniciou a comercialização de membranas de pervaporação para desidratação de álcool. Desde então, mais de 100 unidades industriais estão em operação para a desidratação de solventes orgânicos, principalmente pelo número de solventes que formam azeótropos com a água; purificação de água e separação orgânico- orgânico. No Brasil, a primeira planta de pervaporação foi instalada em 1984, para desidratação de etanol. Como exemplo, a Tabela 6.3 compara a pervaporação com outros processos de separação de etanol/água para uma planta de capacidade de 1.000 L/dia com alimentação de 99,5 % de etanol. Tabela 6.3: Comparação entre os processos de separação Etanol/água.
Item \ processo Pervaporação Destilação Adsorção
Custo do sistema (US$)
75.000 140.000 90.000
Bombeamento (Kw)
3 2 2
Vapor (Kg/h)
4,5 @ 1,8 bar 70 @ 7,3 bar 90 @ 220oC e 7,3 bar
(Base: 1.000 L/dia e 99,5% etanol) Observando a Tabela 6.3, pode-se verficar que a pervaporação apresenta condições mais brandas de operação e menor custo do sistema, comparada aos demais processos. No processo de pervaporação, uma mistura líquida em contato com uma das superfícies da membrana, se difunde através da mesma, passando ao estado vapor no outro lado. Este é o único processo com membranas onde ocorre uma mudança de fase quando os componentes da mistura passam da alimentação ao permeado, consequentemente, o calor latente de vaporização deve ser fornecido. Além desta característica, os fluxos permeados em pervaporação são relativamente baixos (atualmente de 0,1 a 5 Kg/h.m2). Desta forma, o processo é mais viável somente quando quantidades pequenas devem ser removidas da fase líquida, assim como, quando a membrana apresenta seletividade elevada em relação ao componente a ser removido. A pervaporação torna-se mais competitiva no fracionamento de misturas de difícil separação por destilação, tais como misturas de isômeros ou misturas que

155
formam azeótropos. A Figura 6.14 representa esquematicamente as principais aplicações da pervaporação e a Figura 6.15 ilustra o processo.
Figura 6.14: Principais aplicações da pervaporação
Membrana
������������������������������
Fase Líquida Fase gasosa
Figura 6.15. :Pervaporação através de membrana. É importante enfatizar que as espécies permeantes passam ao estado vapor somente após permearem a membrana. Deste modo, a composição do permeado pode ser muito diferente daquela resultante do equilíbrio líquido-vapor. A concentração no lado permeado é determinada pelas diferenças de comportamento entre os componentes da mistura líquida com relação a volatilidade relativa, a afinidade com o material que forma a membrana e a

156
mobilidade dentro da membrana. A pressão no lado permeado também afeta sensivelmente a pervaporação. Um aumento da pressão no lado permeado leva a uma redução no gradiente da força motriz, reduzindo o fluxo permeado e alterando a seletividade do processo, que se aproxima do valor obtido no equilíbrio líquido-vapor. A seletividade do processo de pervaporação é calculada a partir da composição da alimentação e do permeado como ilustrado pela equação 6.34. O seu valor expressa quantas vezes o permeado foi concentrado em determinado soluto, em comparação com a composição da alimentação.
αi j
ij
ij
YY
XX
, = (6.34)
onde, αi,j é a seletividade ou fator de separação do componente i em relação ao componente j, Y e X são as concentrações do permeado e da mistura líquida, respectivamente. Uma maneira conveniente de descrever a seletividade em pervaporação é separar o processo em duas etapas hipotéticas. A primeira etapa é a evaporação da mistura líquida para formar uma fase vapor saturada, enquanto a segunda etapa é a permeação deste vapor através da membrana para o lado de baixa pressão. Embora durante a pervaporação não ocorra evaporação no lado da alimentação, esta separação é termodinamicamente equivalente ao processo real. A seletividade do processo pode, portanto, ser escrita como o produto da seletividade devida à etapa de evaporação (βevap.) pela seletividade relativa à membrana (βmemb.), conforme expresso pela equação:
α β βpervap. evap memb.= × . (6.35)
A Figura 6.16 compara a condição do equilíbrio líquido-vapor de uma mistura binária com as possibilidades oferecidas na pervaporação. Nesta figura, considera-se que o componente 1 é o mais volátil. O gráfico (a) é útil para ressaltar a contribuição da pervaporação a um processo de evaporação simples. Representa o processo como uma sequência de duas etapas hipotéticas. A fase líquida, a temperatura constante, está em equilíbrio com a fase vapor (xeq., yeq.) a uma dada pressão. Ocorrendo o processo de permeação, a composição da fase vapor será função da pressão. Quando a membrana é seletiva ao componente mais volátil (β>1), a composição da fase vapor se desloca para a direita de yeq.. Caso contrário (β<1), ocorre uma diminuição na concentração do componente 1, quando comparado com o equilíbrio líquido-vapor. Caso a membrana não apresente nenhuma seletividade (β=1), a composição do permeado será a do equilíbrio líquido-vapor, independente da pressão a jusante da membrana.

157
X1
P
fase líquida
fase vapor
equilíbrio líq.-vapor
Y1
< 1β1,2> 1β1,2
(a)
0
X1
Y1
eq. líq.-vapor
< 1α1,2
α > 11,2
(b)
00
1xeq.
yeq. 1 1
Figura 6.16: Possibilidades oferecidas pelo processo de pervaporação
No gráfico (b) da Figura 6.16, a curva de equilíbrio líquido-vapor, relacionando as concentrações na fase líquida e na fase vapor, é comparada com a curva de pseudo-equilíbrio decorrente de um processo de pervaporação. Duas possibilidades, em função da seletividade do processo de pervaporação, são representadas neste gráfico. A concentração do componente mais volátil aumenta na fase vapor quando este é o componente mais permeável (α1,2>1). Na segunda possibilidade, a permeação é seletiva ao componente menos volátil (α1,2<1) e o comportamento é o inverso. Na pervaporação, a força motriz para o transporte é o gradiente de potencial químico, que é obtido pela redução da pressão parcial do componente no lado permeado. A diferença de pressão parcial pode ser obtida de diversas maneiras: aplicando vácuo ao permeado, empregando um fluxo de gás inerte não condensável no lado permeado ou mantendo um gradiente de temperatura entre a alimentação e o permeado. A Figura 6.17 mostra, esquematicamente, estas três formas de operação. Além destas possibilidades, existem diversas outras formas de produzir uma diferença de pressão parcial e efetuar a pervaporação, tais como a piezopervaporação e a pervaporação extrativa.

158
alimentação concentrado
membrana
condensado (permeado)
bomba de vácuo
A)
alimentaçãoconcentradomembrana
condensado(permeado)
C)
aquecimentocondensador
alimentaçãoconcentradomembrana
gás de arraste
B)
condensado(permeado)
Figura 6.17: Possibilidades de operação do processo de pervaporação 6.3.1. Transporte através da membrana O mecanismo proposto por Binning et al., em analogia a permeação de gases, tem sido amplamente aceito e em alguns casos estendido. Este mecanismo considera que o transporte dos permeantes ocorre em três etapas sucessivas: • Sorção seletiva dos componentes da alimentação na camada superficial da membrana. • Difusão seletiva das moléculas penetrantes através de um filme inchado. • Dessorção dos componentes no lado permeado. A sequência de etapas é análoga ao mecanismo de permeação de gases, entretanto, na permeação de líquidos efeitos de não idealidade são comuns, o que dificulta a elaboração de um modelo geral para o transporte. Os efeitos de não idealidade estão relacionados principalmente com a concentração total dos permeantes na membrana. A resistência ao transporte nas fases fluidas (alimentação e permeado) adjacentes à superfície da membrana, também podem afetar acentuadamente a pervaporação e contribuem para a complexidade do processo. Em pervaporação, usualmente, admite-se que a etapa limitante é a difusão dos permeantes através da membrana. Admite-se ainda que a composição do componente sorvido na membrana está próxima do valor de equilíbrio termodinâmico. A Figura 6.18 mostra as etapas envolvidas no transporte dos permeantes.

159
fase líquida fase vapor
µ1V
1µm,l
µ1m,v
µ1L
c 1L
c 1L
c 1m,l
c 1m,v
difusão
sorção desorção
membrana
Figura 6.18: Perfil do potencial químico e concentração para o componente "1" em uma membrana de pervaporação.
O fluxo permeado aumenta a medida que a mobilidade dos permeantes dentro da membrana aumenta. Neste sentido, quando os componentes da mistura líquida são sorvidos pela membrana ocorre um aumento no volume da matriz polimérica, o que facilita o movimento dos permeantes. Entretanto, este aumento de volume reduz o efeito entálpico (interação polímero-penetrante), responsável pela distinção entre os componentes com base na afinidade físico-química com a matriz polimérica. O aumento da concentração total dos permeantes na membrana é denominado inchamento. Em outras palavras, o fluxo dos permeantes através da membrana é dependente de suas concentrações na própria membrana. Um outro efeito relacionado com a concentração total dos permeantes na membrana e comumente observado em pervaporação, é a interdependência (ou acoplamento) dos fluxos permeados. O componente com maior afinidade pela membrana irá ser sorvido preferencialmente. Entretanto, o aumento da concentração de determinado permeante, aumentará a mobilidade (e o fluxo) de todos os demais. Neste caso, o fluxo de um particular componente é afetado pelo fluxo dos demais componentes. Devido a ocorrência de acoplamento, geralmente não é possível prever seletividades a partir de medidas obtidas de experimentos de permeação com componentes puros. • Força motriz Por simplicidade e conveniência o gradiente de concentração, ou pressão parcial, é amplamente adotado como força motriz para a pervaporação. Desta maneira, os efeitos de não idealidade são representados com expressões semi-empíricas, tanto para relacionar a concentração dos permeantes na fase líquida com a concentração na membrana, como para descrever a dependência do fluxo permeado com a concentração. Um segundo enfoque, é adotar o potencial químico como força motriz, levando em consideração fatores como o

160
estado termodinâmico do permeante na fase líquida, a interação polímero-penetrante e os efeitos entrópicos. A força motriz para o transporte será máxima quando a atividade na fase vapor for o menor possível (a1,v 0), ou seja, quando a pressão parcial na fase vapor tender a zero (P1,v 0). Nas condições usuais de pervaporação, o gradiente de pressão pouco contribui para a força motriz e, normalmente, não é considerado. Por exemplo, na temperatura ambiente, o termo RT é da ordem de 2,5 KJ/mol, enquanto o termo V1(P1-Po), para os compostos usualmente utilizados, é cerca de 10 J/mol. Somente quando a pressão de operação ultrapassa a 106 Pa é que o gradiente de pressão começa a ser efetivo. A pervaporação tem sido utilizada principalmente para a desidratação de solventes orgânicos, visto o grande número de solventes que podem formar misturas azeotrópicas com a água. Consequentemente, membranas comerciais foram obtidas a partir de polímeros hidrofílicos, como o poli(álcool vinilíco) ou poli(hidroximetileno). A pervaporação nestes casos apresenta seletividade bem acima do valor de equilíbrio líquido-vapor e tem sido comercializada com sucesso. A recuperação de solventes orgânicos presentes, em concentrações reduzidas, em efluentes aquosos também tem um grande número de aplicações e atrativos econômicos para a pervaporação como, por exemplo, a recuperação de produtos voláteis da fermentação e de solventes presentes em efluentes industriais. A membrana, neste caso, deve apresentar caracter organofílico. Neste sentido, diversas pesquisas foram realizadas nos últimos anos visando desenvolver membranas a partir de polímeros do tipo elastomérico, tais como borracha de silicone, polibutadieno, borracha nitrílica, entre outros. 6.3.3. Aplicações
1) desidratação de solventes (etanol) + 100 plantas instaladas, PVA + redução de 3-5 ¢/galão de etanol produzido + o custo não é sensível a economia de escala (-), i.e, destilação é mais econômica para grande produção (> 5.000 l/h) + tempo de vida maior que 4 anos (garantido)
2) remoção de orgânicos da água # reuso vs. controle de poluição # orgânicos hidrofóbicos

161
exemplo: recuperação do acetato de etila (1-2%)
Capacidade de alimentação 70,000 l/dia Custo de Capital US$ 140,000 Custos de Operação Depreciação 15% 21,000 Mão de obra (10% capital) 14,000 Módulos (3 anos vida) 12,000 Energia 60,000 Custo do solvente recuperado US$ 0,30/l Custo do solvente (grau técnico) US$ 1,40/l
6.3.4. Fabricantes A Tabela 6.4 apresenta os principais fabricantes de membranas e sistemas de pervaporação, enquanto as Figuras 6.19 e 6.20 mostram um sistema em escala industrial para desidratação de solventes orgânicos e os módulos utilizados, respectivamente. Tabela 6.4: Principais fabricantes de membranas e sistemas de pervaporação
GFT : 90 % do mercado (US$ 8 milhões/ano)
Mitsui: distribuidor japones da GFT
Lurgi: usa membranas GFT, mas equipamento próprio
MTR: membranas compostas, módulo espiral (recuperação de solvente)
BP (Kalsep): memb. compostas, ion-exchange polymer módulos tubular e placa/quadro, desidratação
Air Products (Separex):
membranas de acetato de celulose; módulos espirais, sep. org./org.
Texaco: produz membranas composta, equip. GFT, desidratação e separação orgânico-orgânico

162
Figura 6.19: Sistema de pervaporação para desidratação de solventes orgânicos.

163
(a) fotografia de módulos tipo placa-quadro utilizados em sistemas de pervaporação.
(b) esquema de funcionamento do módulo de pervaporação
Figura 6.20: Módulos de pervaporação

164
6.3. Referências
Baker, R., “Future Directions of Membrane Gas-Separation Tecnology”, Membrane Tecnology, n. 138, pp. 5-10, 2001 Cunha, V.S., Paredes, M.L.L., Habert, A.C., Nobrega, R. e Borges C.P., “Removal of aromatics from multicomponent organic mixtures by pervaporation using polyurethane membranes: experimental and modeling”, Journal of Membrane Science, v. 206, 1, 277-290, 2002 Feng, X. e Huang, R. Y. M., “Liquid separation by membrane pervaporation: A review”. Industrial and Engineering Chemistry Research, 36 (4), p.1048-1066, 1997. Fleming, H. L., “Membrane pervaporation: separation of organic/aqueous mixtures”. Separation Science and Technology, 25 (13-15), p. 1239-1255, 1990 Gomes, D. F., Pinto, J. C., Borges, C. P., "Membranas para Separação de Gases: Modelos para determinação da Permeabilidade e da Seletividade a partir de parâmetros estruturais de polímeros”, III Congresso Ibero-Americano em Ciência e Tecnologia de Membranas - CITEM, Aveiro, Portugal, setembro 2001 Koros, W. J., “ Gas Separation”, in Membrane Separation Systems, chapter 3, New Jersey, Noyes Data Corporation, 1991 Koros, W. J., Mahajan, R.., “Pushing the Limits on Possibilities for Large Scale Gas Separation: Which Strategies?”, Journal of Membrane Science, v. 175, pp.181-196, 2000 Pereira, C. C., "Transferência de massa na remoção de contaminantes orgânicos da água por pervaporação". Tese de M.Sc., COPPE/UFRJ, 1995. Pereira, C.C., Habert, A.C., Nobrega, R. e Borges, C.P., “New insights in the removal of diluted volatile organic compounds from water by pervaporation process”, Journal of Membrane Science, 138, 227-235, 1998 Sena, M. E., “Relação Estrutura-Propriedade de Polioxadiazóis, Copolioxadiazóis e Politriazol”, Tese de D.Sc., IMA/UFRJ, Rio de Janeiro, RJ, Brasil, 1995. Shepherd, A., Habert, A. C. e Borges, C.P.; “Hollow fibre modules for orange juice aroma recovery using pervaporation”, Desalination, v. 148, 111-114, 2002 Spillman, R. W., “Economics of Gas Separation Membranes”, Chemical Eng. Progress, v.85, n.1, pp. 41-62, 1989