Embed Size (px)
Citation preview


Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
CRONOMETRAGEM
2.ª edição
EM COOPERAÇÃO COM O MINISTÉRIO DA EDUCAÇÃO E CULTURA
DIRETORIA DO ENSINO INDUSTRIAL

Direção editorial de
ARTUR NEVES E WASHINGTON HELOU
Orientação de:
PAULO PARDAL — Fac. Fluminense de Engenharia
Elaboração de:
THOMAZ JACÓE — Eg. Clark S.A.
Pedidos à
EDART-SÃO PAULO — LIVRARIA EDITÔRA LTDA. Rua Conde de Sarzedas, 38 Tel.: 37-1336 e 33-1520 CP.: 4108 SÃO PAULO (3), SP
Impresso nas oficinas da Emprêsa Gráfica da Revista dos Tribunais S.A., Rua Conde de Sarzedas, 38, São Paulo, para a Edart-São Paulo — Livraria Editôra Ltda. em papel Offset de primeira da Indústria de Papel Simão, especialmente fabricado para esta edição.

Esta coleção, publicada pela EDART-SÃO PAULO em cooperação com a Diretoria do Ensino Industrial do Ministério da Educação e Cultura, tem em vista facilitar o aprendizado de técnicas industriais a operários qualificados, agentes de mestria, auxiliares técnicos, técnicos industriais, à direção média das emprêsas fabris e aos leitores em geral.
Todos os livros da série foram elaborados por especialistas convocados pelo MEC, das mais diversas regiões do País, para o exame do acervo de material didático produzido pelo SENAI, pela CBAI, Diretoria do Ensino Industrial, rêdes estaduais de ensino industrial e escolas particulares. Cada manual contém, além do texto, vasado em linguagem clara e simples, programas, instruções, quadros analíticos, planos de tarefas e informações tecnológicas destinados a imprimir orientação prática e segura ao aprendizado.
Como editôres, não podemos deixar de assinalar o valor da colaboração dos professôres, técnicos e funcionários da Diretoria do Ensino Industrial, no sentido de tornar exeqüível êste utilíssimo projeto editorial. Devemos ressaltar e agradecer também a participação direta e a orientação segura do Prof. Jorge Alberto Furtado que, como Diretor do Ensino Industrial e Coordenador Nacional do Programa Intensivo da Mão-de-Obra Industrial, não tem poupado esforços para criar a bibliografia básica do ensino industrial e ampliar os cursos de formação e aperfeiçoamento tão necessários ao progresso da tecnologia nacional.

ÍNDICE
Apresentação ................................................................... 3 Objetivos — Condições de Recrutamento e Se leção — Programa ......................................................... 5 Informações Gerais............................................................ 6 Avaliação do Rendimento .............................................. 7
FÔLHAS DE INFORMAÇÕES 1 — Importância do tempo ........................................ 11
2 — Origens da cronometragem .............................. 12
3 — Terminologia usada em cronometragem 13
4 — Funções e definições de um departamento
de estudo de tempos e movimentos ... 17 5 — Usos e aplicações do tempo-padrão ... 21
6 — Instrumentos e objetos usados na cro-
nometragem ...................................................... 29 7 — Procedimento de cronometragem ........................ 33
8 — Registro e arquivos ................................................. 55
9 — Responsabilidades do supervisor referen- tes aos tempos-padrões .................................. 57
10 — Distribuição da hora-padrão..................................... 61

CONDIÇÕES DE RECRUTAMENTO E
SELEÇÃO
OBJETIVOS
roporcionar aos treinandos, por meio de cursos rápidos de duração efetiva total de 30 horas, o conhecimento e a prática dos pontos essenciais da Cronometragem, que lhes permitam: analisar os movimentos de um operário na execução de uma operação, objetivando o emprêgo do melhor método; decompor o método em seus elementos; cronometrar os elementos; estudar e determinar as tolerâncias necessárias; calcular o tempo-padrão; aplicar o tempo-padrão.
Os cursos funcionarão de preferência dentro da própria fábrica, em regime noturno ou diurno, duas vêzes por semana, com duas horas de duração em cada dia.
candidatos devem ter a idade mínima de 18 anos; ser empregados da indústria, de preferência; estar quites com o serviço militar; possuir condições físicas e mentais para a aprendizagem da especialidade; e, no mínimo, possuírem curso ginasial completo ou equivalente.
Os candidatos devem ser selecionados através de provas de verificação dos co-nhecimentos relacionados com o nível escolar indicado (ginasial, no mínimo) de modo a permitir a formação de grupos homogêneos.
PROGRAMA
programa apresenta um desenvolvimento gradual da matéria em duas etapas. A primeira dá ao treinando uma visão retrospectiva rápida sôbre as origens da Crono-metragem, seguida de noções gerais sôbre o emprêgo efetivo da técnica na Indústria Moderna.
A segunda parte do programa permite ao treinando a aquisição dos conhecimentos essenciais da técnica de Cronome-tragem bem como o desenvolvimento das habilidades de um cronometrista, através da exposição metódica e sistemática que orientará os exercícios práticos.

INFORMAÇÕES GERAIS
ubentendendo-se que tenham sido respeitadas as condições previstas para o recrutamento e seleção dos candidatos, o curso todo vai toar com a personalidade do instrutor. De fato, se o instrutor fôr entusiasta, realmente interessado pela matéria, o ensino será agradável, e os resultados da aprendizagem mais rápidos e efetivos.
São os seguintes os elementos que o ins-trutor deve ter à disposição:
1. Material. 2. Local de trabalho. 3. Ferramentas.
O curso em si pouco exige de material. Êsse pouco contudo tem de ser empregado pelo instrutor ao máximo de sua capacidade, se êle desejar obter resultados compensadores.
Por material necessário entende-se o didático: Fôlha de Cronometragem, Cartão Processo, Requisição de Cronometragem, etc. Êsse material deve ser preparado de antemão, de modo a estar disponível no momento exato e em quantidade suficiente. Cada treinando irá consumir dez a quinze fôlhas de cronometragem e duas a três fôlhas dos outros impressos apresentados nas fôlhas de informação.
O local de trabalho ideal é a sala de aula para as exposições teóricas e cálculos dos exercícios e, indispensàvelmente, a fábrica, para a realização dos exercícios práticos de análise e de cronometragem das operações.
As ferramentas requeridas são cronômetros e pranchetas em número suficiente para atender à formação de um grupo de cinco pelo menos, embora menor número possa ser usado, o que irá estender um pouco a duração prevista para o curso.
As exposições teóricas deverão ser do-
sadas com muito critério e abundância de exemplos, de modo a estimular a participação ativa dos treinandos. Na realidade, o ambiente ideal para as exposições seria o de uma "mesa redonda", em que o instrutor lançasse o problema e orientasse a discussão para as respostas corretas e desejadas.
Já assim não se verifica nas aulas práticas. Na aula precedente à de exercícios práticos, o instrutor deve orientar cuidadosamente os treinandos quanto aos pontos específicos do exercício, de modo a evitar explicações desnecessárias ou supérfluas junto do operário objetivo da cronometragem. Igualmente, deve escolher de antemão os operários e informá-los dos exercícios que se estão programando. É conveniente formar grupos de cinco treinandos no máximo para a observação de um operário. O instrutor informará cada grupo do que deseja e, iniciado o exercício, deixará os grupos à vontade, mas atento para responder às possíveis perguntas, solucionar dúvidas e acompanhar o desenvolvimento das tomadas de tempo.
Na aula seguinte à de exercícios de cro-nometragem, ao mesmo tempo em que orienta o desenvolvimento dos cálculos, faz comentários e críticas sôbre a prática, de modo a orientar o grupo para o objetivo desejado com o máximo interêsse possivel.
A prática tem demonstrado que a seguinte distribuição do tempo disponível é eficiente, embora não seja absoluta:
3 aulas de exposição para a primeira parte do programa.
2 aulas de exercício de leitura do cro-nômetro, antes de ir para a fábrica.
1 aula na fábrica para exemplificar a decomposição da operação em elementos, com análise dos elementos.
9 aulas alternadas, uma de cronometragem na fábrica com uma de comentários e cálculos, reservando-se a última para os comentários finais, sôbre as responsabilidades dos supervisores de produção com referência aos tempos padrões.

AVALIAÇÃO DO RENDIMENTO
A avaliação do rendimento será, feita pelo instrutor e pelo treinando, à medida que se forem desenvolvendo os exercícios práticos de cro-nometragem e cálculos.
O próprio treinando verificará que a princípio é muito difícil ler e registrar os tempos com precisão. Para evitar confusão, êle procurará decompor a operação em elementos de maior duração, de modo que lhe sôbre tempo para registrar com mais vagar os tempos observados. À medida que vai praticando, aumenta a sua proficiência, e os elementos passam a ter menor duração. Também os valôres elementares de tempo encontrados serão mais definidos, mais regulares, apresentando menor número de variações. Os cálculos serão mais precisos porque haverá menos hesitações, mais confiança do próprio treinando na tarefa a que se está aplicando.
Convém sempre fazer também a verificação comparativa, isto é, comparar os valôres encontrados pelos cinco treinandos de um mesmo grupo. Se os resultados finais de um grupo estão dentro de uma linha de regularidade, isto demonstrará que o treinamento foi conduzido de modo uniforme, e que todos os treinandos estão recebendo a mesma mensagem.

FÔLHAS DE INFORMAÇÕES

CRONOMETRAGEM IMPORTÂNCIA DO TEMPO FÔLHA DE
INFORMAÇÃO 1/1
James A. Parton Jr. abre o primeiro capítulo de seu livro "MOTION AND TIME STUDY MANUAL" com a seguinte afirmação: "O elemento de tempo é sem dúvida alguma o fator simples de maior importância de nossa vida cotidiana, tanto doméstica como industrial" (1). Nada é mais verdadeiro do que isto para um povo que vive segundo os preceitos de uma filosofia predominantemente pragmática, a ponto de ter identificado mesmo o conceito de tempo com o conceito de dinheiro: "Time is money".
Não é nosso propósito defender ou combater tal filosofia. Cabe-nos apenas o papel de apresentar fatos. E é um fato que o elemento de tempo passa a adquirir, paulatinamente, uma importância cada vez maior no cenário nacional, mormente na indústria, onde a nossa preocupação, que até há pouco era a de produzir a qualquer custo, passa a ser a de produzir com o menor custo possível, evitando ao máximo as perdas de tempo.
De fato, se considerarmos que cada produto individual custa o material direto de que é feito, mais o material indireto e as despesas administrativas, ou despesas gerais, custa também o salário do operário, representado pelo tempo que êle consome para produzi-lo. Dentro de um departamento produtivo, o supervisor tem uma série de responsabilidades que afetam diretamente o custo do produto, e uma dessas responsabilidades, a mais importante talvez, é o tempo. O supervisor não dispõe de meios para controlar o preço da matéria-prima que está utilizando na fabricação do produto. Igualmente, não é responsável direto pelas despesas indiretas, nem é êle que, até certo ponto, determina as faixas salariais dos operários que trabalham no seu departamento, que é outro fator importante na composição do custo do produto. Mas êle é responsável pelo cumprimento integral do programa de produção com a melhor utilização possível de seus homens e do equipamento, o que implica diretamente na melhor uti-
lização do tempo disponível. Cada minuto ou fração de minuto que se perde numa linha de produção, cada movimento desnecessário, cada parada controlável, representa custo adicional do produto final. Segue-se também que quanto mais elevado o custo, tanto maior será o preço da venda, tanto menor será a procura. Não havendo procura, não há produção em grandes níveis, não há emprêgos, não há melhores salários, não há melhores condições de vida. Por isso os americanos, que alcançaram tão grande desenvolvimento industrial no panorama mundial, identificaram o conceito de dinheiro com o conceito de tempo: "Time is money".
Se o grande desenvolvimento industrial alcançado pelos Estados Unidos da América do Norte se deve ao espírito de empreendimento e de patriotismo de seu povo, deve-se também à compreensão que êsse povo tem do preceito básico do máximo aproveitamento do tempo disponível, que leva à criação de meios e métodos para a utilização e emprêgo sempre mais efetivo do tempo.
Um dos preceitos básicos desta ciência, que nos interessa diretamente aqui, é esperar do operário "um dia de trabalho correto e justo por um salário correto e justo". Isto só se consegue por meio de ura instrumento de aferição, por meio de um padrão preesta-belecido que permita à administração medir o que ela está recebendo das linhas de produção a trôco de cada cruzeiro gasto em mão-de-obra direta. Tal instrumento é o tempo-padrão, estabelecido por meio das técnicas de Cronometragem.
Levaria muito tempo e utilizaria muito espaço detalhar as relações entre os resultados da cronometragem e a Administração Científica, mas não é êsse nosso propósito. O nosso intento é apresentar aos Supervisores de Produção os meios que essa técnica lhes proporciona para auxiliá-los no desempenho de suas atividades.
(1) — Motion and Time Study Manual, pág. 1. Conover Mast Publications, Inc., 1952.

CRONOMETRAGEM ORIGENS DA CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 2/1
Desde que o trabalho, na longa história das artes e das profissões, se constituiu em valor comercializável, surgiu o problema da unidade de medida para a sua justa recompensa. Cereais medem-se aos quilos, líquidos aos litros, áreas aos metros quadrados, e assim por diante. Mas, como se mede o trabalho? A solução parcial foi determinar um valor em cruzeiros para um dia de trabalho. Solução parcial, apenas, porque se foi determinado o valor do dia de trabalho em cruzeiros, não foi determinado o justo trabalho dêsse dia, a trôco dos cruzeiros pagos pelo contratante ou empresário.
A princípio, nas indústrias primitivas, os mestres e contramestres procuraram uma solução, estimando qual seria o trabalho de um dia. Para isso, baseavam-se na experiência anterior, nos relatos arquivados, ou simplesmente determinavam o quanto o operário deveria produzir. É natural que êsse sistema levasse a descontentamentos, a desentendimentos, e fôsse a causa de atritos constantes entre o operário e a administração. Naqueles tempos, não se dava importância alguma à correção ou à justiça dos valôres de tempo. Isto, naturalmente, fazia com que alguns valôres fôssem muito altos, enquanto outros eram
muito baixos. Não se levava em consideração o fato de que alguns operadores trabalham mais depressa que os outros, nem que alguns são mais habilidosos, outros menos.
Foi graças a algum administrador pre-vidente, verdadeiro soldado desconhecido dessa luta que se avolumava, que se deram os primeiros passos no sentido de se determinar um processo justo e uniforme para a avaliação de um trabalho a ser executado dentro de um período de tempo.
Nesse sentido, as primeiras cronome-tragens de que temos notícia foram feitas na França em meados do século dezoito, e na Inglaterra, cêrca de setenta anos mais tarde. Eram entretanto tomadas de tempo total de uma operação, nas quais não existia ainda a decomposição dos elementos, nem a avaliação do ritmo, indispensáveis para uma boa análise, conforme veremos mais adiante. Foram, não obstante, os protótipos dos estudos que seriam realizados mais tarde, nos fins do século dezenove, por Frederick Winslow Tay-lor, na Midvale Steel Co., Filadélfia, Estados Unidos. Por isso, Taylor é hoje justamente reconhecido como o pai da técnica de crono-metragem.

CRONOMETRÁGEM TERMINOLOGIA USADA EM CRONOMETRÁGEM FÔLHA DE
INFORMAÇÃO 3/1
A Cronometragem, como qualquer outra técnica ou ciência, possui uma terminologia especial. Assim, antes de prosseguirmos, convém definir alguns dos termos especiais empregados na cronometragem, e com mais razão ainda, quando se considera que o problema da terminologia técnica, que deveria ser padronizada, é muito grande no Brasil, em virtude da pouca idade do nosso desenvolvimento industrial.
Algumas das definições apresentadas aqui foram extraídas e traduzidas da padronização A.S.M.E. (American Society of Mechan-ical Engineers).
Elemento
É uma subdivisão de um ciclo de trabalho composta de uma seqüência de um ou vários movimentos fundamentais. Numa operação verificam-se, geralmente, três elementos principais:
1. Preparar (ou carregar). 2. Fazer (ou processar). 3. Descarregar.
Há várias razões para se proceder à sub-divisão do ciclo de trabalho em elementos:
a) Obter a descrição detalhada e sistemática do método cronometrado.
b) Possibilitar uma reconstituição precisa do método, quando necessária.
c) Verificar a regularidade dos tempos de cada elemento de ciclo para ciclo, e determinar as causas de tempos excessivos quando ocorrerem.
d) Avaliar o ritmo do operário em cada elemento individual, conforme veremos no capítulo do procedimento da cronometragem.
e) Padronizar o tempo para uma mesma seqüência de movimentos.
f) Balancear linha de montagem.
Há regras práticas que auxiliam a de-terminar qual a seqüência de movimentos que constitui um elemento:
1. Um elemento é a mínima porção comen-surável de tempo, tendo princípio e fim definidos.
2. Um elemento deve ter duração suficiente para permitir uma tomada de tempo precisa. Embora haja seqüências que permitam a leitura de elementos de uma duração de . 02 (dois centésimos de minuto), a
duração mínima de um elemento não deve ser inferior a .03 (três centésimos de minuto).
3. A decomposição da operação em elemen tos e a descrição dos elementos deve ser feita com clareza e precisão de detalhes, de modo a permitir a utilização rápida e fácil por outras pessoas, bem como a sua incorporação num sistema de padronização de elementos, sempre que possível.
4. Os elementos manuais (ou do operário) devem ser separados dos elementos da má quina, bem como os constantes dos variá- veis, sempre que possível.
Elemento constante
É um elemento para o qual o tempo normalizado é sempre o mesmo, a despeito das características das peças nas quais êle é realizado, tanto quanto o método e as condições de trabalho permaneçam inalteradas. É também um elemento para o qual, sob um grupo de circunstâncias, o tempo-padrão é sempre o mesmo.
EXEMPLO:
Baixar a árvore de uma furadeira de certa marca e tamanho num curso determinado.
Elemento variável
É um elemento para o qual o tempo normalizado é variável, embora o método e as condições do trabalho permaneçam os mesmos. As variações são devidas às características das peças: tamanho, pêso, fôrma, densidade, dureza, viscosidade, tolerância de usina-gem, acabamento, etc.
Na tomada de uma operação, considerando-se os vários ciclos cronometrados, a duração de um elemento está sujeita a variações, quer pela deficiência da leitura do cronômetro, quer pela imperícia do operário, quer ainda por motivos atinentes à própria operação, ou à máquina. Dêste modo ocorrem os chamados ELEMENTOS ANORMAIS, isto é, aquêles elementos cujos tempos registrados durante uma observação são excessivamente mais longos ou mais curtos do que a maioria ou a média dos tempos decorridos. Por outro lado, são ELEMENTOS NORMAIS aquêles cujos tempos registrados durante a cronometragem se mantêm dentro de certa regularidade, de ciclo para ciclo.

CRONOMETRAGEM TERMINOLOGIA USADA EM CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 3/2
Elemento cíclico
É o elemento que se repete cada vez que a operação é realizada, isto é, cada vez que uma peça ou uma unidade é produzida em determinada máquina ou pôsto de trabalho.
EXEMPLO:
"Pegar uma peça e introduzi-la no dis-positivo".
Elemento não cíclico É um elemento que não ocorre em cada
ciclo. É uma parte necessária da operação. Pode, entretanto, ser realizado cada cinco, dez ou cem peças, ou em intervalos irregulares. Eis alguns exemplos:
1. Ir buscar um lote de peças num local distante ou afastado da estação de trabalho.
2. Aplicar lubrificante à ferramenta.
3. Controlar dimensões de usinagem, etc.
Elemento estranho É o elemento representado por uma in-
terrupção que não seja uma ocorrência regular do ciclo de trabalho, e para a qual não se fêz provisão na seqüência normal dos elementos de uma cronometragem.
EXEMPLO:
Deixar cair uma ferramenta. Conversar com um colega de trabalho. Prestar informações ao supervisor, etc.
Ciclo É a realização completa pelo operário de
todos os elementos de uma operação, com início e fim definidos. Assim, por exemplo, a soma dos seguintes elementos de uma operação simples de fazer um furo de 1/8" numa peça constitui o ciclo da operação, o qual se repete para cada peça que recebe o furo: 1. Pegar peça sôbre a mesa da máquina e po-
sicioná-la sob a broca.
2. Baixar a árvore até a broca encostar na peça.
3. Fazer o furo.
4. Levantar a árvore.
5. Pôr a peça de lado, sôbre a mesa da máquina.
OUTROS EXEMPLOS:
"Fresar um rasgo de 3/16 R num eixo ou varão de engate", usando uma fresadora horizontal.
1. Pegar peça de sôbre a mesa da máquina e posicioná-la no dispositivo de fresar.
2. Apertar porcas de alça do dispositivo para prender a peça.
3. Avançar a mesa da máquina para a posição de fresar.
4. Máquina: Fresar um rasgo de 3/16 R.
5. Retroceder a mesa da máquina para a posição de descarregar e carregar o dispositivo.
6. Soltar as porcas de alça do dispositivo.
7. Retirar a peça do dispositivo e descarregar sôbre a mesa da máquina.
8. Limpar cavacos ou aparas do dispositivo com bico de ar.
"Serrar ao meio, no sentido longitudinal, uma prancha de madeira de 1 m de comprimento", usando serra de fita para madeira.
1. Pegar prancha de uma pilha ao lado da máquina.
2. Transportá-la à mesa da máquina e posicionar uma borda contra a guia.
3. Manualmente empurrar a prancha contra a serra de fita para serrar.
NOTA:
As partes serradas caem ao solo, do outro lado da máquina.
"Cortar papelão em tiras", usando máquina de cortar.
1. Pegar fôlha de papelão, de pilha ao lado da máquina.
2. Posicionar fôlha nas guias dá máquina e entre os rolos.
3. Ligar máquina.
4. Máquina: Cortar fôlha em tiras.
Tempo elementar normalizado (ou normal)
É o tempo elementar médio ou selecionado, ajustado por avaliação de ritmo, ou outro método de ajustagem, que representa o tempo requerido de um operário qualificado para realizar um elemento de uma operação.

CRONOMETRAGEM TERMINOLOGIA USADA EM CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 3/3
Ritmo normal
É o ritmo de trabalho geralmente empregado pelos operários trabalhando sob supervisão capacitada. Êste passo pode ser mantido dia após dia, sem fadiga mental ou física excessiva, e é caracterizado pelo exercício quase ininterrupto de esfôrço razoável.
Tempo normalizado (ou normal)
É o tempo requerido por um operário qualificado, trabalhando no ritmo normal dos operários em geral sob supervisão hábil, para completar um elemento, ciclo ou operação, seguindo um método preestabelecido. É também a soma de todos os tempos elementares normais que constituem um ciclo ou uma operação.
Avaliação do ritmo
É um método que compara a rapidez e a precisão com que o operário realiza os movimentos necessários para executar uma operação com o conceito que o observador tem de tempo normal.
Hora-padrão
É uma hora de tempo durante a qual
uma quantidade específica de trabalho de qualidade aceitável é ou pode ser feita por um operário qualificado, seguindo um método prescrito, trabalhando em ritmo normal, sujeito a paradas e a fadigas normais.
Tempo-padrão
É o tempo que se determina seja necessário para um operário qualificado, trabalhando num ritmo normal e sujeito a demoras e a fadigas normais, para executar uma quantidade definida de trabalho de uma qualidade especificada, seguindo um método preestabelecido. É o tempo normalizado acrescido das tolerâncias para fadigas e demoras.
Tolerâncias
São os acréscimos de tempo incluídos no tempo normalizado de uma operação, a fim de compensar o operário pela produção perdida por causa de fadiga e das interrupções normalmente previstas, tais como as paradas pessoais e as inevitáveis.
Além dos têrmos que aqui ficam definidos, e que serão de grande importância para a boa compreensão do que ainda temos de discutir, outros há cuja explicação será feita oportunamente, à medida que ocorrerem.

CRONOMETRAGEM FUNÇÕES E DEFINIÇÕES DE UM DEPARTAMENTO DE
ESTUDO DE TEMPOS E MOVIMENTOS FÔLHA DE
INFORMAÇÃO 4/1
Antes de prosseguirmos no assunto, convém delinear as funções básicas do Departamento de Estudo de Tempos e Movimentos, do qual a Cronometragem faz parte, bem como sistematizar os seus conceitos.
Embora a técnica de Cronometragem e análise dos movimentos possa ser utilizada para uma grande variedade de finalidades, a sua função primária é a de determinar e fornecer os meios necessários para a avaliação e o contrôle adequados do custo de mão-de-obra da produção.
O assunto é ainda muito controvertido, e cada autor que trata dêle apresenta uma definição. Ralph M. Barnes, um dos mais abalizados tratadistas modernos do assunto, define o estudo dos movimentos e dos tempos como "a análise dos métodos, materiais, ferramentas e equipamentos utilizados, ou que se hão de utilizar, na execução de um trabalho; análise que se leva a efeito com o fim de: 1) normalizar os métodos, materiais, fer-ramentas e equipamentos; 2) encontrar a forma mais econômica de fazer o trabalho; 3) DETERMINAR EXATAMENTE O TEMPO NECESSÁRIO PARA
QUE UMA PESSOA COMPETENTE REALIZE O TRABALHO
NUM RITMO NORMAL; 4) auxiliar O operário na aprendizagem de nôvo método.
Com pequenas diferenças, a mesma de-finição é empregada por Maynard, Stegemer-ten e Schwab em "Medida do Tempo dos Métodos".
Muito recentemente o Prof. Giuseppe Michelino, sem entrar no campo das definições, apresenta seis finalidades para o Estudo de Tempos e Movimentos: 1) controlar o custo; 2) melhorar os métodos; 3) selecionar o pessoal; 4) treinar os homens; 5) manter boas relações humanas e, finalmente; 6) garantir o êxito dos incentivos.
Para o propósito que temos em vista, vamos adotar a definição de Parton, Engenheiro Industrial da Hughes Aircraft Com-pany. Inicialmente, Parton decompõe o assunto em duas partes:
1. Estudo de Movimentos.
2. Estudo de Tempos.
Em seguida, define o Estudo de Movimentos como "uma técnica para observação e análise dos movimentos básicos feitos por um operário na execução de uma tarefa, com o fim de efetuar melhoramentos naqueles movimentos e possibilitar uma execução econômica com o mínimo de tempo e esfôrço". Essa
definição nos leva a concluir a necessidade da análise do método empregado pelo operário e dos movimentos que êle executa. O objeto da análise é a economia de esfôrço e de tempo. Em seguida, o autor define Cronometragem como "a análise de um serviço com o fim de determinar o tempo gasto por uma pessoa qualificada, trabalhando em ritmo nor-mal, para realizar o serviço, usando um método preestabelecido de operar, estabelecendo-se em seguida um tempo-padrão correto e justo para aquela operação.
A separação feita por Parton visa apenas à facilidade de definição. Na realidade, e pelos têrmos das definições, a técnica e a análise são absolutamente inseparáveis. De fato, para se determinar o movimento mais econômico, há que conhecer-lhe o tempo; para se obter o tempo, deve haver o movimento.
Se através de uma análise conscienciosa o Departamento de Estudo de Tempos e Movimentos estabelece o padrão para um dia justo de trabalho, êle também estabelece condições padronizadas de trabalho, reconhecendo cada operário como um elemento humano, proporcionando-lhe meios e ferramentas adequadas para realizar o seu serviço, coibindo abusos, lutando pelo que é justo e honesto, criando dêsse modo melhores relações de em-pregado para empregador e vice-versa.
Infelizmente, nem sempre um Departamento de Estudo de Tempos e Movimentos tem sido criado com tão elevados propósitos. Bem por isso, em muitos lugares e em diferentes épocas, êle gozou de má reputação. Nos dias que correm, contudo, são raros os exemplos dos usos incorretos das técnicas de Estudo de Tempos e Movimentos. O crescente desenvolvimento industrial, o aparecimento de técnicas e máquinas cada vez mais aperfeiçoadas têm exigido dos analistas de tempo e movimento uma participação sempre mais ativa e preponderante no sentido de:
1. Estabelecer padrões de trabalho corretos e justos para tôdas as operações de produção.
2. Estabelecer contrôle diário ou semanal do custo da produção.
3. Prover a administração de meios acurados de análise e contrôle do custo da produção.
4. Habilitar o operário a realizar a operação com maior facilidade e sob as' melhores condições, que tendam a conduzir à boa saúde e à maior satisfação no serviço.

CRONOMETRAGEM FUNÇÕES E DEFINIÇÕES DE UM DEPARTAMENTO DE
ESTUDO DE TEMPOS E MOVIMENTOS FÔLHA DE
INFORMAÇÃO 4/2
Ao lado dessas finalidades êssenciais, um Departamento de Estudo de Tempos e Movimentos tem uma série de responsabilidades muito importantes. Damos a seguir uma sistematização das principais:
1. Análise de métodos e movimentos.
2. Simplificação do trabalho e racionalização de métodos.
3. Estabelecimento de tempos-padrões por unidade por meio de tomada de tempos dos elementos ou de outras técnicas.
4. Amostragens para determinar eficiência e utilização do homem e da máquina.
5. Comparações e vistorias para justificativa de equipamentos e de "lay-out" (arranjo das máquinas).
6. Preparação, apresentação e manutenção de programas de treinamento: de redução de custos, de métodos, para o nível de supervisão.
7. Cronometragem das operações.
8. Preparação e manutenção de padrões.
9. Auxílio a todos os supervisores para o de-senvolvimento de novos métodos.
10. Estimativa de mão-de-obra.
11. Preparação de carga de máquina.
12. Descrição de cargos dos operadores de má-quina.
Enumerar as vantagens que podem advir a uma indústria através da instalação, ou criação, de um departamento de Estudo de Tempos e Movimentos seria um trabalho supérfluo, dada a grande quantidade de obras que versam sôbre o assunto. Não podemos, entretanto, em sã consciência, furtar-nos de relacionar nêste ponto pelo menos algumas das vantagens mais importantes. São vantagens que tendem apenas a mostrar o que o Estudo de Tempos e Movimentos pode fazer pela indústria, e cuja finalidade não é outra senão a de apontar o fato, que um tal depar-tamento não pode ser ignorado pela administração, nem pelos operários de uma emprêsa moderna.
Apesar do dinamismo do assunto, não obstante a sua atuante realidade nos dias que correm, existem ainda emprêsas e supervisores que desconhecem totalmente as suas técnicas e as suas vantagens. Em alguns casos, é verdade, há razões plausíveis por que o Estu-
do de Tempos e Movimentos não tenha sido ainda adotado por uma ou outra indústria. É um programa relativamente dispendioso, e poderia onerar o orçamento de uma pequena fábrica. Mesmo assim, o conhecimento das técnicas, embora sem a existência oficial de um departamento especializado, poderia trazer muitos benefícios, se aplicadas com real interêsse.
Os relatos que se seguem, extraídos de vários autores, já se tornaram trechos clássicos de obras sôbre êste assunto. Falam por si e dispensam quaisquer comentários.
O primeiro caso trata de uma operação que havia sido preparada segundo os princípios de economia de movimentos e simplificação de trabalho, e demonstra a importância atribuída à segurança do operário. Havia na operação recipientes metálicos para as peças utilizadas na montagem de um pequeno conjunto, queda por gravidade para remoção dos conjuntos prontos, bico de ar para limpeza, etc. Do ponto de vista dos princípios reconhecidos e aceitos de engenharia industrial, o método da operação era o que se poderia chamar de melhor. Depois de alguns dias, entretanto, o método da operação teve de ser mo-dificado e o tempo deliberadamente aumentado por causa de um risco de segurança.
Originalmente, o operário usava um pedal para acionar a prensa, pois quando o método da operação foi estabelecido por meio de análise e estudos adequados, ficou decidido que o pedal ofereceria melhores vantagens. Igualmente, foi decidido o uso de recipientes metálicos para as peças, que até então ficavam espalhadas sôbre a bancada, de onde o operário as pegava, quando necessário. Entretanto, descobriu-se logo que o pedal constituiria um risco de segurança para o operário. Recomendaram-se então dois botões sôbre a bancada para acionar a prensa. Dêste modo, e de-liberadamente, o tempo da operação foi aumentado a fim de proporcionar a máxima segurança ao operário, apesar de o pedal representar maior economia de tempo e movimentos.
Não obstante, outra modificação foi necessária depois de mais alguns dias, porque o operário descobrira um meio de acionar um dos botões com o cotovelo enquanto segurava as peças nas mãos, acelerando a produção horária. Êle havia simplesmente restabelecido o risco de segurança que fôra eliminado com a remoção do pedal. Tornou-se necessário mudar os botões para uma posição mais afastada

CRONOMETRAGEM FUNÇÕES E DEFINIÇÕES DE UM DEPARTAMENTO DE
ESTUDO DE TEMPOS E MOVIMENTOS FÔLHA DE
INFORMAÇÃO 4/3
na bancada. Esta mudança, contudo, não ocasionou perda de tempo.
O segundo caso tende a demonstrar o desperdício de tempo e de dinheiro quando as atividades do departamento não são bem compreendidas, nem apoiadas, por aquêles que delas devem fazer uso.
Em uma organização de tamanho médio havia uma série de condições muito indesejáveis. O plano de incentivo em vigor pagava os operários pelo número de unidades produzidas. Por muitos anos a organização não tinha tido pessoal capacitado no Departamento de Estudo de Tempos e Movimentos, de modo que os padrões estabelecidos não eram justos, nem corretos. Não existiam da-dos-padrões de espécie alguma e havia desconfiança por parte dos operários, porque muitas vêzes não havia uma base para estabelecimento de novos padrões. Muitos dos padrões em vigor tinham estado em efeito por uma série de anos e serviam de base para a administração e para o operariado, para determi-nação de novos padrões. Óbviamente muitas vêzes os padrões originais estavam fora de linha por causa de alterações de métodos, inclusões de novos elementos, etc. Na maioria dos casos não havia nada escrito, e quando havia, a pobreza de detalhes era muito grande. Uma análise cuidadosa de tôdas as cronome-tragens em arquivo revelou que cêrca de 75 por cento eram apenas tomadas de tempos de chão a chão, sem decomposição em elementos; os 25 por cento restantes continham uma ou outra decomposição, porém insuficiente para uma análise detalhada.
Tais condições levavam o operariado da fábrica e a administração a discussões contínuas, sem que se chegasse a uma conclusão satisfatória. Houve mesmo o caso de um operário que ganhava num ano mais de 15 milhões de cruzeiros numa simples operação de montagem, porque o tempo padrão para a operação estava "folgado".
Dada a necessidade de se cumprir um programa de produção urgente, novos analistas e cronometristas foram contratados. A nova equipe elaborou um programa completo de estudos de movimentos e cronometragem, o qual foi apresentado à administração. Aprovado o programa, a equipe começou a trabalhar nos vários departamentos produtivos, analisando as operações, fazendo recomendações de métodos, eliminando as condições indesejáveis. Com base nos dados acumulados, novos padrões foram calculados, dentro dos
mais sãos princípios de engenharia industrial, para geral satisfação de tôdas as partes interessadas.
Entretanto, dada a ignorância e o an-tagonismo da gerência e da administração geral, o nôvo programa não foi aceito. Como resultado, depois de alguns meses de colecio-namento de dados, durante os quais se fizeram mapas de fluxo, mapas de processo, novos sistemas de arquivo, etc, o pessoal que havia sido contratado, compreendendo o desinterêsse da administração, desencorajou-se. Muitos abandonaram o serviço, e os que ficaram, entraram na mesma rotina que prevalecia anteriormente.
O ultimatum da resignação dos outros, foi o sistema de emitir o tempo-padrão para os departamentos produtivos. A emissão da hora-padrão era feita em têrmos de cruzeiros por cem peças, no lugar de tempo-padrão por unidade. Assim, cada vez que havia um aumento salarial, ou um acôrdo sindical, tornava-se necessário recalcular todos os preços em vigor, tarefa que tomava semanas a fio de trabalho árduo, rotineiro, cansativo.
Nos casos em que não havia informação escrita de como o tempo-padrão havia sido calculado, a administração e o operariado da fábrica procuravam soluções por meio de acôrdos, verdadeiras "negociatas" em muitos casos, o que contribuía para o descrédito do Departamento.
O caso a seguir, porém, ocorrido em uma das fábricas da indústria automobilística nacional, tende a ilustrar as reais vantagens de um programa de estudo de tempos e movimentos.
A fábrica em apreço vinha funcionando há alguns anos, com cêrca de 1.200 operários, em regime de produção deficiente. O Departamento de Estudo de Tempos e Movimentos havia sido instalado adequadamente, segundo os padrões da matriz, e vinha analisando as operações, fazendo recomendações de métodos, auxiliando a estruturação do custo-padrão, sem obter, contudo, resultados satisfatórios. É que a Gerência, estranha às técnicas de Engenharia Industrial, não via com bons olhos o departamento, embora tivesse de mantê-lo por instâncias da matriz.
Uma análise realizada pela equipe de analistas e cronometristas mostrou que a utilização média do equipamento era de apenas 25% do tempo disponível e que a eficiência dos operadores dêsse equipamento se definia pela linha dos 60% a 70%. Tal situação, é

CRONOMETRÁGEM FUNÇÕES E DEFINIÇÕES DE UM DEPARTAMENTO DE
ESTUDO DE TEMPOS E MOVIMENTOS FÔLHA DE
INFORMAÇÃO 4/4
claro, não poderia produzir os lucros desejados ou esperados. Pelo contrário, as despesas e os prejuízos que se acumulavam de período para período fizeram com que a matriz tomasse a deliberação de estudar o problema. O resultado foi uma mudança completa no nível de gerência.
A nova gerência instalada, conhecedo-ra das vantagens proporcionadas pela aplicação dos princípios de Engenharia Industrial, deu ao Departamento de Estudo de Tempos e Movimentos a importância e o reconhecimento que lhe eram devidos. Realizou-se um programa de treinamento intensivo de todos os supervisores nas técnicas de análise e simplificação do trabalho, intensificaram-se em seguida as cronometragens das operações e, logo, inaugurou-se um sistema de contrôle do dia de trabalho com o auxílio dos supervisores de produção. Alguns meses mais tarde, nôvo levantamento foi feito. Desta vez, verificou-se que a utilização média do equipamento havia subido para 70% e a eficiência de cada operário para 80%. Tais resultados, louvados pela Gerência, entusiasmaram ainda mais os supervisores, que passaram a se dedi-car com mais interêsse às técnicas de análise. Alguns meses mais tarde, a utilização média chegou ao nível de 80% e a eficiência individual de cada operário de 100%—110%.
Os lucros da companhia, é claro, au-
mentaram. Em conseqüência, fôram aumentados os salários dos operários, dos supervisores e do pessoal em geral. Com a confirmação dos resultados, melhoraram-se as condições de trabalho, criou-se um sistema de assistência médica e social, fundou-se uma agremiação recreativa e esportiva para os operários, instituíram-se prêmios aos mais aplicados e criaram-se as melhores relações entre os operários e a administração. A prova da satisfação geral de todos foi dada quando das últimas agitações que abalaram o país, não havendo nenhum operário se afastado de seu serviço por greve ou por qualquer outra forma de protesto.
Muitos outros casos poderiam ser apre-sentados aqui para mostrar a importância de um programa bem elaborado de estudo de tempos e movimentos. Cremos, contudo, que os casos relatados até êste ponto tenham sido suficientes para trazer à evidência as vantagens de se adotarem as técnicas de tempos e movimentos, aplicando-as com real interêsse nas várias operações de produção.
Outrossim, a comprovação mais interessante é aquela que podemos fazer nós mesmos nos nossos campos de trabalho, após a tomada de contacto com os princípios de economia de tempos e movimentos, redução de custos, melhoramentos das condições de trabalho, etc.

CRONOMETRÁGEM USOS E APLICAÇÕES DO TEMPO-PADRÃO FÔLHA DE INFORMAÇÃO 5/1
Temos tratado até êste ponto das definições e dos conceitos de um Departamento de Estudo de Tempos e Movimentos, bem como de alguns têrmos especiais a êle relacionados. Vimos igualmente as vantagens provenientes da manutenção de um Departamento de Estudo de Tempos e Movimentos dentro de uma fábrica moderna, e delineamos as principais responsabilidades de tal departamento.
Uma rápida análise dessas responsabilidades revela que tôdas se ligam, direta ou indiretamente, ao tempo-padrão ou dêle se originam.
Por definição, já sabemos que o tempo-padrão é o tempo estabelecido por meio de estudos para que um operário execute uma quantidade definida de trabalho de qualidade especificada, seguindo-se um método preestabelecido, trabalhando em ritmo normal e sujeito a demoras e à fadiga normais. Segue-se, pois, que o tempo-padrão é um elemento essencialmente normalizador, uma vez que estabelece um trabalho normal sob condições normais. Por essa razão o tempo-padrão é a chave fundamental de uma série de atividades ou funções de uma indústria bem organizada. Entre essas atividades ou funções contam-se, por exemplo, a estimativa do custo de produção, orçamentação, planejamento de produção, previsão de mão-de-obra, custo-padrão, contrôle de custo, melhoramento das operações e outras.
1. Estimativa do custo de produção
Para se determinar o preço de venda de um produto, é necessário conhecer-lhe o custo de produção. Tal tarefa, embora complexa, não é muito difícil, se o produto estiver nas linhas de usinagem ou de montagem, por exemplo, onde apontadores podem manter registro do tempo e dos materiais gastos na fabricação do produto. Entretanto, essa prática já está superada pela técnica moderna, que determina o custo do produto antes mesmo de êle entrar nas linhas de fabricação.
O custo de um produto, já vimos an-teriormente, é composto por três elementos principais:
a) Material direto.
b) Mão-de-obra.
c) Despesas.
O custo do material direto é representado pelo preço do material no mercado corrente. Em se tratando de um produto que vai ser fabricado, e para o qual não existe ainda um preço no mercado, os fornecedores podem preparar estimativas bem aproximadas com respeito a quanto irá custar o material direto de que iremos necessitar no nosso produto. Na falta de tal informação, o próprio departamento de compras de uma companhia pode fornecer a estimativa, pois êsse departamento está sempre a par dos preços correntes e de suas tendências a aumentar ou a diminuir.
As despesas de produção são determinadas pelo Departamento de Custos. Geralmente, tais despesas são expressas em porcentagens sôbre o custo da mão-de-obra direta. Elas são obtidas por estudos detalhados e demorados, por intermédio de análises fastidiosas e cálculos complicados, e levam em consideração todos os itens que possam refletir sôbre o custo do produto: área construída, ilumina-ção, energia elétrica, óleos de corte, lubrificantes, produtos químicos, máquinas e equipamentos, mão-de-obra indireta (salários de mecânicos, ferramenteiros, projetistas, etc), tudo enfim contribuindo com uma parcela. Em alguns casos, os materiais de processo são calculados à parte e o seu custo é incorporado ao custo do produto. Em outros, êsses materiais são considerados como despesas. Essas porcentagens representativas das despesas que recaem sôbre o produto são recalculadas pe-riódicamente, como parte rotineira das atividades de um departamento de custos.
Então, considerando o que ficou exposto, poderíamos dizer que o material direto e as despesas são duas quantidades conhecidas. Resta, pois, o problema da incógnita, o custo da mão-de-obra. Êste custo só pode ser determinado se forem conhecidos os tempos de produção. Tendo em mente que as despesas por-centuais serão aplicadas sôbre êsse custo, podemos agora compreender a grande importância do tempo-padrão no estabelecimento do custo estimativo de um produto.
Para se chegar ao tempo de produção, torna-se necessário conhecer a seqüência das operações, bem como as máquinas e os dispositivos e as ferramentas que irão ser utilizadas no produto. Isto se obtém dos engenheiros de processo. Êles desenvolvem os esquemas de fabricação que indicam as várias operações pelas quais as matérias diretas têm de passar para se obter o produto final, bem como as
CRONOMETRAGEM USOS E APLICAÇÕES DO TEMPO-PADRÃO FÔLHA DE
INFORMAÇÃO 5/2
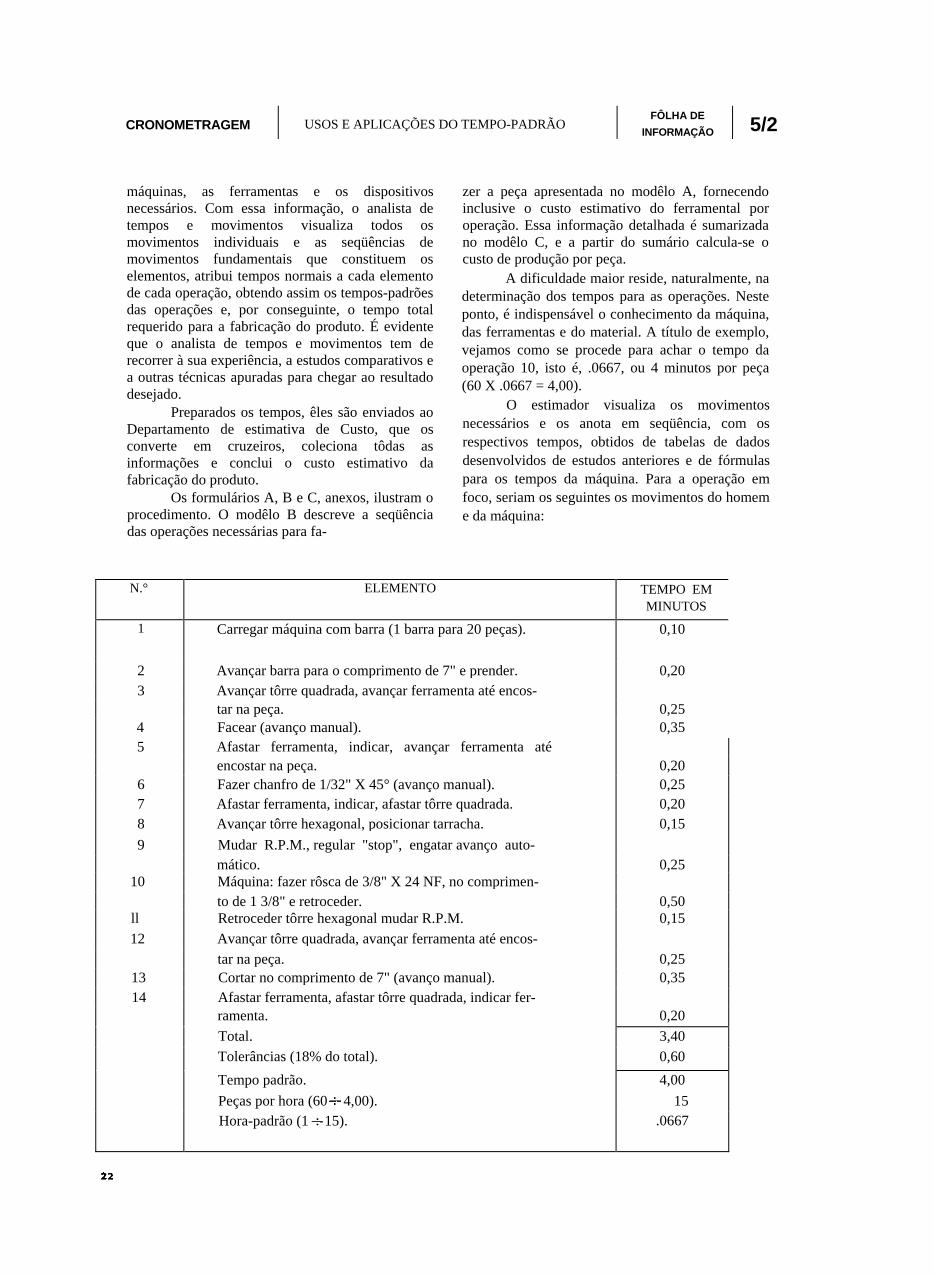
máquinas, as ferramentas e os dispositivos necessários. Com essa informação, o analista de tempos e movimentos visualiza todos os movimentos individuais e as seqüências de movimentos fundamentais que constituem os elementos, atribui tempos normais a cada elemento de cada operação, obtendo assim os tempos-padrões das operações e, por conseguinte, o tempo total requerido para a fabricação do produto. É evidente que o analista de tempos e movimentos tem de recorrer à sua experiência, a estudos comparativos e a outras técnicas apuradas para chegar ao resultado desejado.
Preparados os tempos, êles são enviados ao Departamento de estimativa de Custo, que os converte em cruzeiros, coleciona tôdas as informações e conclui o custo estimativo da fabricação do produto.
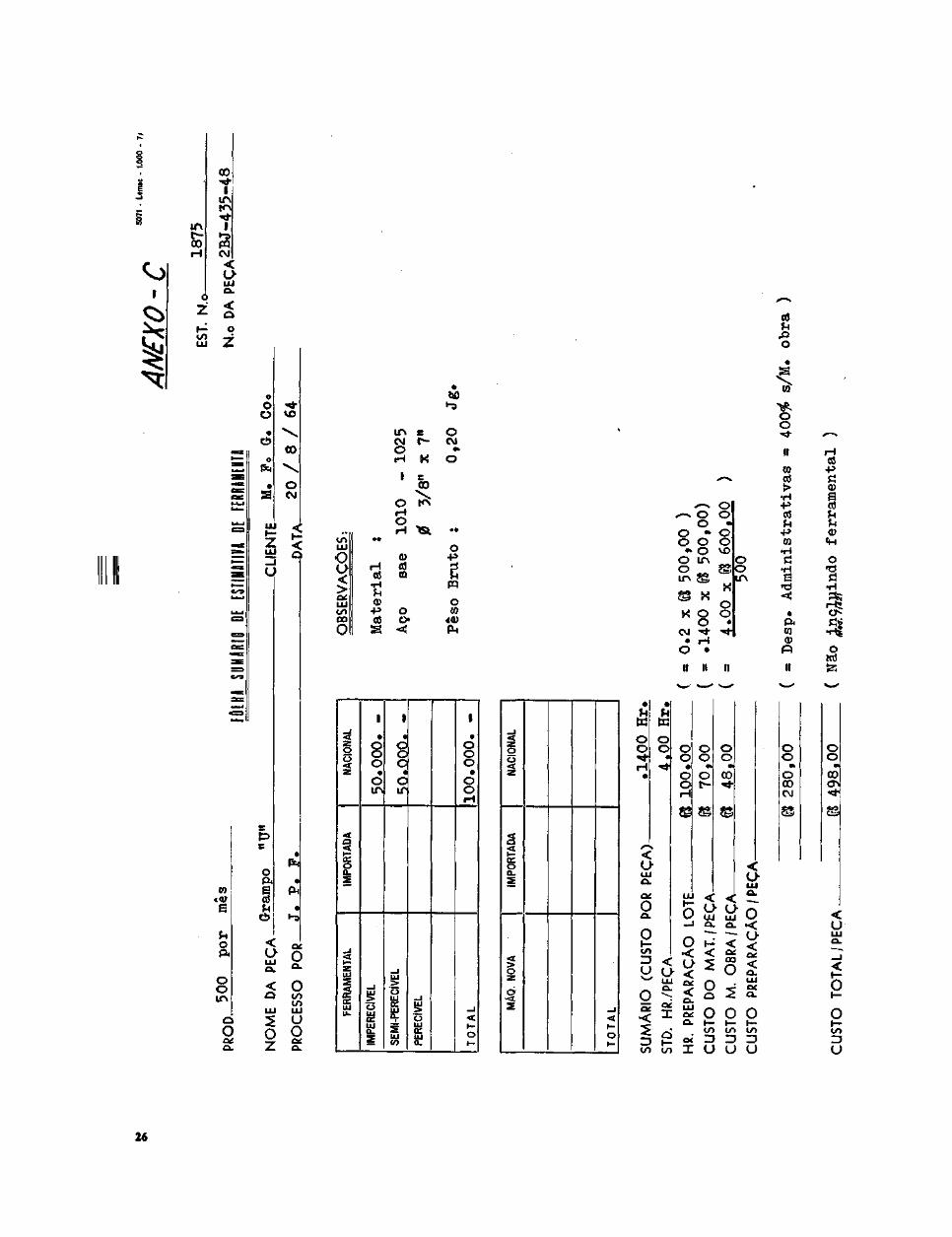
Os formulários A, B e C, anexos, ilustram o procedimento. O modêlo B descreve a seqüência das operações necessárias para fa-
zer a peça apresentada no modêlo A, fornecendo inclusive o custo estimativo do ferramental por operação. Essa informação detalhada é sumarizada no modêlo C, e a partir do sumário calcula-se o custo de produção por peça.
A dificuldade maior reside, naturalmente, na determinação dos tempos para as operações. Neste ponto, é indispensável o conhecimento da máquina, das ferramentas e do material. A título de exemplo, vejamos como se procede para achar o tempo da operação 10, isto é, .0667, ou 4 minutos por peça (60 X .0667 = 4,00).
O estimador visualiza os movimentos necessários e os anota em seqüência, com os respectivos tempos, obtidos de tabelas de dados desenvolvidos de estudos anteriores e de fórmulas para os tempos da máquina. Para a operação em foco, seriam os seguintes os movimentos do homem e da máquina:
N.° ELEMENTO TEMPO EM MINUTOS
1 Carregar máquina com barra (1 barra para 20 peças). 0,10
2 Avançar barra para o comprimento de 7" e prender. 0,20 3 Avançar tôrre quadrada, avançar ferramenta até encos-
tar na peça. 0,25 4 Facear (avanço manual). 0,35 5 Afastar ferramenta, indicar, avançar ferramenta até
encostar na peça. 0,20 6 Fazer chanfro de 1/32" X 45° (avanço manual). 0,25 7 Afastar ferramenta, indicar, afastar tôrre quadrada. 0,20 8 Avançar tôrre hexagonal, posicionar tarracha. 0,15 9 Mudar R.P.M., regular "stop", engatar avanço auto-
mático. 0,25 10 Máquina: fazer rôsca de 3/8" X 24 NF, no comprimen-
to de 1 3/8" e retroceder. 0,50 ll Retroceder tôrre hexagonal mudar R.P.M. 0,15 12 Avançar tôrre quadrada, avançar ferramenta até encos-
tar na peça. 0,25 13 Cortar no comprimento de 7" (avanço manual). 0,35 14 Afastar ferramenta, afastar tôrre quadrada, indicar fer-
ramenta. 0,20 Total. 3,40 Tolerâncias (18% do total). 0,60
Tempo padrão. 4,00 Peças por hora (60 4,00). 15 Hora-padrão (1 15). .0667

GR
AM
PO
" U
" Pe
ça
ZB
J-43
5-48
AN
EX
O-A
MA
TER
IAL
AÇ
O
SA
E
IOIO
- 10
20
3/
8"x
7"



CRONOMETRAGEM USOS E APLICAÇÕES DO TEMPO-PADRÃO FÔLHA DE
INFORMAÇÃO 5/3
2. Orçamentação
O custo geral da produção deve ser con-trolado a fim de que se tornem efetivas as previsões orçamentárias da companhia. Êsse contrôle, geralmente, se faz por meio de orçamentos. O tempo-padrão é empregado para se determinar quantos cruzeiros poderão ser dispendidos pelos vários departamentos produtivos em mão-de-obra direta num período fixo, digamos, um mês. Feito o orçamento da mão-de-obra direta, calcula-se o custo total de tôdas as despesas administrativas ou outras e estabelecem-se também os orçamentos para todos os departamentos não produtivos da companhia. Êsses orçamentos, ou verbas, são controlados cuidadosamente para que as verbas não sejam excedidas.
3. Planejamento de produção
O fluxo do produto através das linhas de produção deve ser controlado para que os programas sejam cumpridos nas datas préviamente estabelecidas. Os tempos-padrões das operações fornecem ao Contrôle da Produção os meios para se calcular o tempo requerido para a fabricação do produto, bem como a coordenação da mão-de-obra, do material e do equipamento.
4. Previsão de mão-de-obra
De tempos em tempos faz-se necessária uma comparação de mão-de-obra disponível em relação a requisitos futuros. Tal previsão se faz, de modo especial, sempre que se projeta um aumento ou um decréscimo de produção. Os tempos-padrões são empregados para se determinar o tempo total de produção de um programa, e a partir do tempo total, calcula-se com facilidade o número de homens requeridos para cumprir o programa.
Reproduzimos em anexo, um formulário comumente usado para essa finalidade. Êsse formulário contém uma lista de várias peças programadas para uma operação, no caso, a operação da Serra Mecânica. Cada sector de trabalho de cada departamento produtivo é tratado da mesma maneira. Conhecidas as quantidades programadas, isto é, 500 peças de cada tipo, atrasadas de julho, 2.000 peças para agôsto e 1.500 peças para setembro, multiplicam-se essas quantidades pela hora-padrão de cada peça, sendo o resultado o total de horas requeridas da máquina para completar as peças. Ao final, somam-se as ho-ras de preparação, representando o total a
carga da máquina para êsse período, levando-se em consideração o atraso do mês anterior. Calcula-se em seguida o tempo disponível da máquina. Os dias de trabalho programados para agôsto, exclusive sábados, domingos e feriados, são 21; para setembro 20. Suponhamos que, no regime de um turno, a fábrica trabalhe 9 horas e 1/4 por dia, ou 9,25 por dia. Como temos 3 máquinas no setor, segue-se que há 3 X 9,25, isto é, 27,75 horas por dia. As horas diárias, 27,75, multiplicadas pelo número de dias do mês produzem o total de máquina-horas do mês, isto é:
21 X 27,75 = 583 horas para o mês de agosto e
20 X 27,75 = 555 horas para o mês de setembro.
Acontece, porém, que durante um dia de trabalho a máquina está sujeita a paradas obrigatórias, quer para fins de manutenção, quer para atrasos na entrega do material, quer ainda por outros motivos fora do contrôle do operário. Suponhamos que tenhamos feito um levantamento, e que os dados tivêssem indicado que essas paradas totalizem 25% do tempo disponível das máquinas. Isto significa que as máquinas só operam produtivamente 75% do tempo disponível. É necessário ajustar, então, o tempo total da máquina a êsse índice de utilização.
Agôsto: 583 horas X 75% = 437 h. Setembro: 555 horas X 75% = 416 h.
Suponhamos agora que o mesmo levan-tamento já mencionado tivesse revelado que a eficiência do operário fôsse de 100%, isto é, que êle produz eficientemente durante todo o tempo em que trabalha, a saber 75% do tempo disponível. Um homem trabalhando 9,25 horas por dia produz, a 75% de utilização e 100% de eficiência:
9,25 X 75% X 100% = 6,94 horas por dia ou
21 X 6,94 == 146 horas em agosto e
20 X 6,94 = 139 horas em setembro.
Fácil se torna agora determinar o número de horas requeridos para as cargas de agôsto e setembro. A carga de agô]sto é representada pelas horas do programa mais as ho-

CRONOMETRAGEM USOS E APLICAÇÕES DO TEMPO-PADRÃO FÔLHA DE
INFORMAÇÃO 5/4
ras do atraso, isto é, 488,3 + 121,8 = 610 horas; a carga de setembro é de 367 horas. Dividindo a carga de cada mês pelo total de ho-mens-horas obtemos o número de homens requeridos:
Agôsto: 610 : 146 = 4 homens.
Setembro: 367 : 139 = 3 homens.
Como só dispomos de 3 máquinas, é evidente que em agôsto devemos ter 3 homens trabalhando no 1.° turno e 1 homem no 2.°. O mesmo problema não se repetirá em setembro quando um turno apenas será suficiente para cumprir o programa.
Êstes cálculos fôram feitos para o mês corrente e para o mês previsto. Conhecidas as quantidades a produzir, os cálculos podem estender-se por vários meses e até por períodos anuais, se necessário.
5. Custo-padrão
O custo-padrão é o custo normal desejado de uma operação, processo ou produto e é constituído dos gastos de obra, material e despesas calculados por estimativas, por registros históricos ou por tempos-padrões. Normalmente, usam-se os tempos-padrões para se calcular o custo-padrão. Os custos reais da operação, processo ou produto são calculados depois de completada a produção. Então, os custos reais são comparados com o custo-padrão para verificar a margem dos lucros, ou das perdas, se fôr o caso. Com base nessas comparações, a diretoria pode tomar decisões importantes com respeito às atividades futuras da fábrica.
6. Contrôle de custo
Embora os supervisores de produção sejam, de certo modo, responsáveis pelos três maiores fatôres do custo da produção (mão-de-obra, material e despesas), a sua maior responsabilidade é controlar os cruzeiros gastos em mão-de-obra direta. Isto êles fazem procurando a melhor utilização de homens e equipamentos, reduzindo ao mínimo os tempos inativos, ou de paradas, e exigindo de cada operário que cumpra integralmente, dentro das possibilidades, o seu dia de trabalho. Dêsse modo, evitarão gastar mais cruzeiros do que os que foram previstos por meio dos tempos-padrões aplicados na elaboração dos orçamentos. Os tempos-padrões fornecem também aos supervisores os meios de aferir o trabalho que estão obtendo de seus homens.
7. Melhoramentos das operações
São de Harloiw H. Curtice as seguintes palavras: "A mente inquisidora nunca se satisfaz com as coisas como elas são. Ela sempre pesquisa por melhores meios de tornar as coisas melhores. Ela crê que tôda e qualquer coisa pode ser aperfeiçoada". Tal é a atitude de um analista de tempos e métodos. Êle sempre está buscando os melhores métodos de fazer as coisas de um modo mais perfeito e menos caro, e muitas vêzes, comparados os custos de materiais, ferramentas e equipamentos de dois métodos diferentes, tem que recorrer aos tempos-padrões de cada método indi-vidual para chegar a uma decisão final.

CRONOMETRAGEM INSTRUMENTOS E OBJETOS USADOS NA
CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 6/1
Afirmamos em um capítulo anterior que um Departamento de Estudo de Tempos e Movimentos não estaria talvez ao alcance de uma fábrica de pequeno porte. Não quisemos dizer com isso que fôsse a tal ponto dispendioso em si mesmo que não pudesse ser criado ou mantido por uma indústria pe-quena. É que um programa de estudo de tempos e movimentos envolve modificações, alterações e melhoramentos cujo custo inicial poderia ser proibitivo para a fábrica pequena.
O departamento em si pouco exige para funcionar eficientemente: mesas, cadeiras, arquivos, talvez uma máquina de escrever, alguns formulários especiais e as facilidades ou comodidades comuns a qualquer escritório de fábrica. O sucesso das técnicas é mais dependente da qualidade dos analistas que as aplicam do que do equipamento de que se utilizam. Entretanto, os poucos instrumentos e objetos requeridos para uma cronometragem devem ser usados com perícia se desejarem re-sultados satisfatórios.
Tais objetos e instrumentos são:
1. Lápis. 2. Régua de cálculo. 3. Prancheta. 4. Tacômetro. 5. Cronômetro. 6. Formulários.
Quanto ao lápis e à régua de cálculo nada há a dizer, exceto que o lápis deve ser de dureza tal que evite manchas e borrões no manuseio dos formulários. Um lápis para desenho, "H", ou mesmo "F", é recomendado. A régua de cálculo facilita os cálculos e diminui a possibilidade de êrros. Além disso, não é tão onerosa quanto uma máquina de calcular, ainda que manual e das mais simples.
A prancheta é relativamente fácil de fazer. Um pedaço de madeira compensada, leve, ou uma chapa de alumínio, com um prendedor de papéis e um porta-cronômetro é quanto basta. Há no mercado, contudo, pranchetas bem elaboradas, de contornos anatômicos, de ebonite, adaptáveis à mão esquerda ou à direita. Em anexo, apresentamos um modêlo simples, que pode ser fácilmente con-feccionado de "duraplac" ou de alumínio.
O tacômetro pode ser dos mais simples, muito embora os haja complexos, para medir revoluções por minuto e velocidades periféricas, com extensões e adaptadores para todos os tipos e tamanhos de centros. O uso do tacômetro é muito recomendável porque nem sempre as velocidades constantes nas tabelas das máquinas conferem com as que as máquinas estão realmente trabalhando. No caso de se exigir precisão, o que é muito freqüente, tais tabelas não podem ser usadas nem mesmo quando a máquina é nova, em virtude de uma série de condições locais que podem ocasionar variações de velocidades.
De todos os instrumentos, o cronômetro é sem dúvida alguma o mais importante. Existe atualmente grande variedade de tipos, desde os mais simples aos mais complexos, que marcam o tempo decorrido em centésimos ou milésimos de minuto, em segundos, em quintos e/ou décimos de segundo, em centésimos de hora e até mesmo em centésimo milésimo de hora (0,00001 hora). Alguns são usados para a leitura contínua de tempo, outros são dotados de dois ponteiros de modo a fazer retornar a zero um dos ponteiros enquanto o outro continua registrando o tempo total decorrido.
Apresentamos em anexo um modêlo de cronômetro centesimal. O ponteiro maior dá uma volta completa em um minuto e a leitura é feita em minutos decimais. A leitura mínima é de um centésimo de minuto. Totaliza até 30 minutos. Funciona, para voltar a funcionar do ponto em que parou pelo simples deslizar da trava A para cima ou para baixo. Pressão na haste B fazem os ponteiros voltarem a zero.
Tanto o cronômetro como o tacômetro requerem cuidados especiais comuns a qualquer instrumento de precisão. Convém que sejam periódicamente conferidos, a fim de se evitar erros nas tomadas de tempos.
Os formulários abaixo relacionados são os mais comumente usados:
1. Requisição de Cronometragem. 2. fôlha de Cronometragem. 3. fôlha ou Ficha de Emissão da Hora-Pa-drão.
4. fôlha de Método 5. Outros

Cronômetro Decimal com dois ponteiros
Cronômetro Decimal Simples

fôra de escala
PRANCHETA 1

ESCALA 1:1
PRANCHETA 2

CRONOMETRÁGEM PROCEDIMENTO DE CRONOMETRÁGEM FÔLHA DE
INFORMAÇÃO 7/1
A - REQUISIÇÃO
A requisição de cronometragem é iniciada pelos departamentos produtivos interessados e deve ser preenchida em duas vias no mínimo, que são enviadas as Departamento de Estudo de Tempos e Movimentos. Ela deve conter as informações básicas que permitam rápida identificação do departamento requi-sitante, da peça e da operação a ser estudada, bem como da máquina em que a operação é feita.
Supõe-se que o supervisor já esteja su-ficientemente familiarizado com as técnicas e os procedimentos da Análise e Simplificação do Trabalho. Dêsse modo, antes de requisitar o estudo de uma operação, êle deve certificar-se de que uma série de pontos básicos já tenham sido conferidos, e de que estejam em ordem.
a) Número de operários
A operação pode estar sendo feita por mais de um operário, ou, então, é de natureza tal que exija um grupo de operários trabalhando em equipe. Numa bancada de re-barbação, por exemplo, vários operários podem estar fazendo uma mesma operação. O supervisor deve selecionar os melhores operários e avisá-los de que a operação vai ser estu-dada com o propósito de melhorar o método, estabelecer o tempo-padrão para aquêle método, tempo que irá ser usado mais tarde na preparação e contrôle do custo da peça.
Certas máquinas exigem um grupo de operários. Isto é muito comum numa forjaria ou numa estamparia, onde os operários trabalham em equipe. Numa forjaria, por exemplo, um homem cuida do forno de aquecimento, outro opera a prensa ou o martelo de forjar. Um terceiro homem fica encarregado da limpeza das matrizes com bico de ar e de aplicação de óleo, etc, muitas vêzes necessária durante a operação de forjar, enquanto um quarto homem tem a tarefa de aparar e puncionar os forjados numa prensa especial. Geralmente, o líder do grupo é o operador da prensa de forjar. Todos êsses pontos devem ficar esclarecidos antes de se requisitar a cronometragem.
b) Máquina
A máquina deve estar trabalhando em condições normais. A preparação deve ter
sído feita racionalmente ou tão racionalmente quanto possivel.O supervisor deve ter veri-
ficado os avanços e as revoluções por minuto
que estão sendo usados. Seria perda de tempo e de dinheiro requisitar a cronometragem de uma peça que está sendo feita numa máquina que não esteja em condições, que esteja exigin do reparos mecânicos, ou que não permita os avanços e as rotações adequadas para a peça.
c) Material
O material em uso na peça deve estar de acôrdo com as especificações do desenho da peça. Muitas vêzes, por necessidade de produção, usam-se outros materiais que não o especificado. Naturalmente, o supervisor recebeu instruções para proceder dêsse modo, mas a cronometragem não pode ser feita em tais circunstâncias, e, se o fôr será válida apenas para o lote em questão.
É fácil compreender a influência do material no tempo de usinagem ou de fabricação. Tomemos, por exemplo, a normalização em forno fechado de um forjado feito de aço SAE 8620. O tempo total da operação, grosso modo, é calculado da seguinte ma-neira:
1. Carga do forno ................................ 30 min. 2. Elevação da temperatura a 900° 60 min. 3. Tempo dos forjados dentro do
forno à temperatura de 900° . . 120 min. 4. Descarga do forno ......................... 30 min.
Total........................................... 240 min.
O tempo de resfriamento ao ar não é considerado, porque não requer participação do forno ou do operário.
Se o mesmo forjado, por uma razão ou por outra, fôsse feito com aço SAE 8640, bem diferente seria o tempo total da operação de normalizar para se obter a mesma qualidade:
1. Carga do forno ................................ 30 min. 2. Elevação da temperatura a 900° 60 min. 3. Tempo dos forjados dentro do
forno à temperatura de 900° . . 120 min.
4. Descarga do forno ......................... 30 min. 5. Resfriamento ao ar livre 6. Carga do forno ................................ 30 min. 7. Elevação à temperatura de 700° 45 min. 8. Tempo dos forjados dentro do
forno à temperatura de 700° . . 120 min. 9. Descarga do forno........................... 30 min.
10. Resfriamento ao ar livre
Total .......................................... 465 min.

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/2
REQUISIÇÃO PARA ESTUDO DE TEMPO
Para: Departamento de Estudo de tempo
Departamento ................................................
................................................................................................................................... foi preparada no meu departamento
Os seguintes pontos já foram verificados:
Número de operadores envolvidos . . . . . . . . . . . . ( )
A máquina está trabalhando devidamente . . . . . . . . . . . ( )
Os materiais estão de acôrdo com as especificações . . . . . . . . . ( )
O operador é experiente e qualificado para êste serviço . . . . . . . . ( )
O operador foi avisado de que a operação vai ser estudada . . . . . . . . ( )
As ferramentas e o equipamento necessário estão prontos . . . . . . . . ( ) 6
Creio que esta operação está pronta para estudo de tempo
Data ............................................................. Assinatura ....................................................................................................... Chefe
NOTA: O espaço abaixo é reservado para o Dept. de Estudo de Tempo
Data de recebimento ................................................................. Data de verificação.................................................................
Data da tomada de estudos.................................................................... Observador .............................................................
Data do estabelecimento da média ................................................ ,.............................................................................................
Outras disposições.......................................................................................................................................................................
Assinado por ....................................................................................................... Engenharia industrial
(modêlo)
Suponhamos que a carga do forno, em ambos os casos, fôsse de 100 peças. O tempo por peça, no primeiro caso, seria de ........................ 240: 100 = 2,40 minutos, e no segundo, de 465:100 = 4,65 minutos — uma diferença considerável.
Por essa razão, uma cronometragem para determinação do tempo-padrão da operação só é feita quando o material está de acôrdo com as especificações.
d) O operário
Se o objetivo da cronometragem é o estabelecimento do tempo-padrão, é indispensável que o operário que esteja executando
a operação seja um operário aproximado do normal. Queremos dizer com isto que o operário deve estar bem familiarizado com a operação, que seja experiente e trabalhe num ritmo normal, que possa ser mantido por qualquer outro operário em condições normais. Não é recomendável tomar os tempos de uma operação quando o operário esteja trabalhando num ritmo muito superior ou muito inferior ao normal. No primeiro caso, entre operários poderiam alegar não serem capazes de manter o mesmo ritmo, embora o procedimento de avaliação do ritmo reduza o tempo à normalidade, e no segundo caso, o analista provávelmente tenderia a subestimar

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/3
o ritmo. Conforme ficou expresso anteriormente, o supervisor indica ao analista os operários que êle julga estarem trabalhando dentro das condições normais.
O operário normal é aquêle que atingiu um estado de treinamento ou de habilidade que lhe permite realizar uma operação sob condições adequadas de iluminação, calor, arejamento, etc, com dispêndio normal de energia. Poderíamos dizer que o operário normal, cumprindo seus deveres num ritmo normal e com dispêndio normal de energia, será capaz de manter êsse ritmo o dia todo sem sofrer grau notável de cansaço. É um trabalhador firme, não introduz elementos desnecessários à operação e parece estar sempre interessado na execução do seu serviço.
e) Equipamento e ferramentas
Além da máquina, do material e do operário, três elementos importantes a serem considerados na requisição de uma cronome-tragem, é preciso que as ferramentas e os dispositivos em uso sejam adequados, ou pelo menos, que sejam os recomendados ou indicados para a operação.
Êsses itens, devidamente conferidos pelo supervisor, representam uma análise prévia da operação, durante a qual êle pode perceber falhas ou ineficiências maiores e corrigi-las antes de requisitar a cronometragem. Naturalmente, isto facilita a tarefa do analista, cujo tempo pode ser dedicado a outros serviços não menos importantes.
O modêlo de requisição de cronometragem que anexamos, foi projetado de modo a
permitir ao supervisor verificar não só os itens mencionados, mas também outros julgados de importância préviamente à chamada do analista para a operação.
Além do supervisor de produção, há outras pessoas da organização que podem, e algumas vêzes devem requisitar uma cronometragem, embora nesses casos o estudo não seja usado para o estabelecimento da hora-padrão da operação.
Dos vários departamentos que podem requisitar uma cronometragem, destacam-se a Secção de Vendas, a Chefia de Produção, a Ad-ministração Geral, o Departamento de Processos e Ferramentas, etc. Em tais casos deseja-se alguma informação específica, para um fim específico, nunca o estabelecimento de um tempo-padrão para uma operação. Êste é um privilégio e uma responsabilidade do supervisor de produção. Assinada a requisição em duas vias no mínimo, ela é encaminhada ao Supervisor do Departamento de Estudo de Tempos e Movimentos, que a examina, entrega-a em seguida ao analista competente para o estudo da operação.
O objetivo do analista, que é o tempo-padrão da operação, será alcançado através das seguintes etapas sucessivas:
— Obter informações a respeito da operação e do operário.
— Analisar e simplificar a operação, se possível, e dividi-la em elementos.
— Cronometrar a operação. — Avaliar ou julgar o ritmo do operário. — Determinar as tolerâncias. — Calcular o tempo-padrão.
B - OBTER INFORMAÇÕES A RESPEITO DA OPERAÇÃO E DO OPERÁRIO
O analista recebe a requisição e procura no arquivo o desenho e o processo de fabricação para a peça ou a operação e estuda rápidamente o desenho, para colhêr informações como: tipo de equipamento, ferramentas e materiais usados. Prepara em seguida os objetos e os instrumentos necessários (formulários, prancheta, cronômetro, tacôme-tro, lápis) e dirige-se para o setor da fabrica-ção que deu origem à requisição.
O primeiro dever do analista, ao chegar ao departamento em que está sendo feita a operação, é entrar em contacto com o supervisor ou com quem lhe faça as vêzes. Co-
munica-lhe que foi designado para estudar a operação, objeto da requisição. Geralmente o supervisor já está à espera do analista, para acompanhá-lo à área ou à máquina onde a operação está sendo feita. Caso haja mais um operário na mesma operação, é dever do supervisor indicar ao analista qual dêles se acha em melhores condições de treinamento. Se o desejar, o supervisor poderá acompanhar o analista na análise da operação e na tomada de tempos; deve entretanto cooperar com o analista no sentido de prestar-lhe tôdas as in-formações necessárias.
CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/4
C - ANALISAR E SIMPLIFICAR A OPERAÇÃO, SE POSSÍVEL, E DECOMPÔ-LA EM ELEMENTOS
Esta é uma das fases mais importantes de todo o trabalho. É neste ponto que o analista tem que se deter e revisar completamente a operação, submetendo cada uma de suas fases ao procedimento estabelecido na Análise e Simplificação do Trabalho (2), fazendo à operação as perguntas fundamentais do tipo:
— Que se faz nesta operação? — Por que se faz esta operação? — Como se faz esta operação? — Quando se faz esta operação? — Onde se faz esta operação?
A fim de evitar que uma fase deixe de ser analisada, o analista recorre a questionários do tipo dos apresentados na Análise e Simplificação do Trabalho. Partindo dos pontos mais grosseiros, tais como o manuseio das peças e o arranjo do pôsto de trabalho, o analista vai interrogando a operação em todos os seus aspectos, tais como:
— Dispositivos e ferramental em uso. — Preparação da máquina. — Condições do material. — Estado, condições e adequabilidade do
equipamento. — Condições de segurança, etc, buscando a
normalização de avanços, rotações, ferramentas, dispositivos, equipamentos, materiais, etc, que lhe permitirão chegar ao melhor método.
Muitas vêzes esta análise revela que a operação é desnecessária, que vinha sendo feita por tradição apenas. Outras, podem-se introduzir melhorias consideráveis, através de um método mais simplificado. Há casos em que as alterações propostas não podem ser feitas imediatamente. Recomenda-se então a cro-nometragem da operação conforme está para o estabelecimento de um padrão temporário enquanto se aguardam as melhorias.
Terminada a análise da operação quanto aos pontos mencionados, o analista observa agora a seqüência dos movimentos realizados pelo operador. Recorrendo às Leis de Economia de Movimentos, êle planeja os melhores movimentos e distâncias possíveis e, com o
auxílio do supervisor, treina o operador no nôvo método assim estabelecido.
O treinamento deve ser feito calmamente, orientando-se o operário nos mínimos detalhes, dando-se-lhe pouco a pouco tôdas as explicações necessárias para que êle compreenda as razões dos movimentos propostos. O analista acompanha o operário no nôvo método, e quando julgar que êle já tenha alcançado o desembaraço e a proficiência necessárias, revisa rápidamente a análise feita, perguntan-do-se se a operação está realmente pronta para a cronometragem.
Passa em seguida a decompor a operação nos seus elementos, tendo em mente os pontos práticos estabelecidos no Capítulo III. Escolhe as seqüências de movimentos compatíveis com a leitura do cronômetro, definindo com precisão os topes (ou pontos finais) de cada seqüência em particular. São bons exemplos de tope:
— Sinais luminosos indicativos do ciclo da máquina.
— Clarões de solda. — Batida de uma prensa de forjar ou estampar. — Estalo de uma alavanca automática. — Ruído de uma ferramenta que toca a peça no
início de um corte. — A mão do operário quando toca um ponto
determinado, etc
A título de exemplo de uma decomposição, consideremos a seguinte operação feita numa fresadora horizontal comum:
"Fresar um rasgo com 3/16" de raio com inclinação de 40° em relação ao furo de trava num eixo ou varão de engate, carregando duas peças de cada vez no dispositivo."
Os elementos dessa operação, a serem anotados nas colunas oblíquas numeradas de 1 a 12 no anverso da fôlha de Cronometragem anexa, seriam os seguintes:
1. Com a mão direita, pegar duas peças à direita da mesa da máquina, transportá-las ao dispositivo; com ambas as mãos, posicionar as peças no dispositivo e levar as travas à posição de prender.
(2) — Ver Análise e Simplificação do Trabalho, desta mesma série e autor.

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/5
COMENTÁRIOS:
Esta seqüência inicia no momento era que a mão do operário descarrega o bico de ar no gancho e se dirige para a direita da mesa da máquina. O tope (ou ponto final da seqüência) se verifica quando as mãos, tendo posicionado as traves alcançam as porcas de alça do dispositivo.
2. Com ambas as mãos, apertar duas porcas de alça do dispositivo.
COMENTÁRIOS:
Êste elemento tem início no tope do anterior e termina quando a mão direita deixa a porca de alça, dirigindo-se para a direita e abaixo da mesa da máquina para alcançar a alavanca.
3. Fazer avançar a mesa, avanço rápido ma nual.
COMENTÁRIOS:
Inicia no tope do elemento anterior e termina quando a mão direita, tendo feito avançar a mesa da máquina, solta a alavanca.
4. Máquina: Fresar rasgo de 3/16" de raio em duas peças de cada vez.
COMENTÁRIOS:
Inicia no tope do elemento anterior e termina quando a mão direita do operário toca a alavanca à direita e abaixo da mesa para acionar o retôrno da mesa.
5. Retornar a mesa, avanço rápido manual.
COMENTÁRIOS:
Iniciado no tope do elemento anterior, o tope dêste elemento se verifica quando a mão direita do operário solta a alavanca para se dirigir à porca de alça do dispositivo.
6. Soltar duas porcas de alça do dispositivo.
COMENTÁRIOS:
Iniciado no tope anterior, termina no momento em que as mãos do operário deixam as porcas de alça para alcançar as travas.
7. Soltar duas travas, retirar peças e descarre gar sôbre a mesa da máquina, à esquerda.
COMENTÁRIOS:
Êste elemento, cujo início se dá no tope anterior, termina quando a mão esquerda do operário deposita as duas peças sôbre a mesa da máquina.
8. Limpar cavacos ou aparas do dispositivo com bico de ar.
COMENTÁRIOS:
Inicia quando a mão direita do operário retira o bico de ar do gancho à frente da máquina e termina quando o repõe no gancho, iniciando a mão direita, a seguir, o movimento em direção às peças sôbre a mesa da máquina, à direita.
Terminada a decomposição da operação em elementos, o analista preenche a Fôlha de Cronometragem com os dados referentes ao operário e à operação.
Eis como se preencheriam os claros re-ferentemente à identificação da peça e da operação.
1-) Estudo número: —.......................... 2-) Data: — 21 de agôsto de 1964. 3-) Departamento ou Locação: — 834 — Fre-
sas. 4-) Peça Número: - 225306. 5-) Operação n°: — 60. 6-) Operação: — Fresar um rasgo com 3/16" de
raio com inclinação de 40° em relação ao furo de trava, duas peças por vez.
7-) Nome da Peça: — Eixo de engate. 8-) Materiais usados: — Aço SAE 8620, .635". 9-) Nome da ferramenta:
Fresa de forma n.° Mat. 225306-17 - Aço Rápido
Disp. Fixação 225306-16 - 10-) Nome da Máquina: — Fresadora Horiz.
Cincinnati. ll-) Tamanho: - 2". 12-) Número: - F - 3181. 13-) Velocidades: — 78 r.p.m. 14-) Alimentação: — 4 3/4"/Min. 15-) Corte: — Vide esbôço.

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/6
No verso da fôlha, anotar-se-iam ain- da: -
1-) Estudo n.°: — .........................
2-) Data: — 21 de agôsto de 1964.
3-) Fôlha n.° 1 de 1 fôlha.
4-) Início: - 13:10 h.
5-) Término: - 14:00 h.
6-) Número da operação: — 60.
7-) N° da peça: - 225306.
8) Nome do operário: — José Silva.
9-) N.° do operário: - 6950. 10-) Observador: - J.F.P. ll-) Aprovado: A.Z.R. (Supervisor de Produção).
Não haveria talvez necessidade de men-cionar que nem sempre é possível anotar todos os itens citados antes de se terminar a observação. Contudo, convém sempre fazer um esfôrço para anotar tantos quantos possíveis, completando-se o que faltar em outro momento oportuno, no decorrer da finalização da cro-nometragem.
D - CRONOMETRAR A OPERAÇÃO
Ler com precisão as marcações sucessivas dos ponteiros de um cronômetro em movimento é uma habilidade. E é uma habilidade tanto maior se considerarmos que o observador tem necessidade de dividir sua atenção entre várias coisas ao mesmo tempo; mais ainda, não só dividir a atenção entre várias coisas ao mesmo tempo, mas também, con-centrar-se em tôdas elas. À primeira vista, esta assertiva é paradoxal, mas é exatamente nisto que consiste a habilidade a que nos referimos e que pode ser desenvolvida, ou adquirida, com um pouco de prática.
Ao fazer uma tomada de tempos, o ob-servador deve focalizar a sua atenção nos seguintes pontos simultâneamente:
1. Topes dos elementos;
2. Ponteiro do cronômetro (atenção princi-pal);
3. Lugar onde vai registrar a leitura.
Isto requer prática, porém, não é nada mais do que usar as faculdades com que a natureza nos dotou. A expressão "ver alguma coisa com o rabo dos olhos" é muito comum. Quer dizer que enquanto nossa atenção principal está dirigida a um ponto fixo, digamos à linha do papel em que estamos escrevendo, mesmo sem levantar os olhos dêsse ponto conseguimos ver o que se passa em volta de nós: uma pessoa que passa, uma porta que se abre, etc, mesmo que não consigamos distinguir com precisão qual é a pessoa ou quanto da porta foi aberto.
Quem quer que tenha cantado num côro, tocado numa orquestra ou num conjunto musical, compreende perfeitamente o
que significa dividir a atenção entre várias coisas e concentrá-la em tôdas ao mesmo tempo. De fato, ura músico, por exemplo, deve ver a um só tempo:
a) As notas musicais. b) A batuta do maestro.
Além disso, êle está consciente dos colegas que o rodeiam, do público que está à sua frente, percebe muito do que se passa no ambiente, embora esteja concentrado naqueles dois pontos principais. Por essa razão, numa orquestra sinfônica, todos os violinistas executam um movimento uniforme de levantar ou abaixar os arcos. É que todos êles, além da atenção dirigida às notas impressas e à batuta, acompanham com o "rabo dos olhos" os movimentos do primeiro violinista, que lhes serve de guia.
O desenvolvimento dessa habilidade requer um pouco de prática e paciência, mas qualquer pessoa pode adquiri-la. De qualquer modo, a leitura de um cronômetro requer máxima consideração à precisão. Qualquer êrro de leitura, insignificante que seja, pode ocasionar tôda a diferença que medeia entre um padrão correto e justo e um padrão medíocre. É preciso um bom treinamento para podermos ler com precisão os centésimos de minuto. No cronômetro da maioria dos departamentos de Estudo de Tempos e Movimentos, o mos-trador está dividido em cem partes iguais, correspondendo cada uma a um centésimo de minuto. De dez em dez divisões há um número indicativo das divisões: 10, 20, 30, 40, 50, 60, 70, 80, 90 e 100. Porém, entre 10 e 20, 20 e 30, etc. não há números. Há apenas divisões iguais, sendo a do meio assinalada com um

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/7
traço mais grosso, e, em alguns casos, mais longo. Com um pouco de treinamento, é relativamente fácil fazer a leitura de qualquer centésimo, usando-se êsses pontos como referência.
Entre os analistas de estudo de tempos e movimentos, há duas expressões que são co-mumente ouvidas: — "leitura contínua" e "volta a zero". Referem-se elas aos dois métodos básicos de se fazer a leitura dos tempos dos elementos de uma operação. Existe mesmo certa rivalidade entre os defensores dos dois métodos. A verdade porém é que ambos os métodos têm vantagens e desvantagens.
O método de "leitura contínua", consiste em disparar o cronômetro no início do primeiro elemento do primeiro ciclo a cronometrar, e só fazê-lo parar no fim do último elemento do último ciclo cronometrado. Isto quer dizer que a leitura se faz com os ponteiros em movimento, o que exige um pouco mais de habilidade do observador e o que pode constituir, às vêzes, em fonte de erros de leitura. Entretanto, êste método permite obter-se o tempo total de todos os ciclos cronometrados. A prática tem-nos ensinado que êste é um fator muito convincente. Muitas vêzes o operário não está interessado em saber quantas peças por hora o estudo indica, mas sim quantos minutos êle gastou para fazer tantas ou quantas peças. A partir daí êle usa a sua própria aritmética e consegue compreen-der, facilmente, a seu modo aquilo que lhe desejáramos explicar por caminhos diferentes.
O que é mais importante, contudo, é que êste método de leitura obriga o analista a anotar tôdas as ocorrências durante o estudo, quer façam parte da operação ou não, para justificar o tempo total decorrido. Graças a isto, registra-se a presença de muitos fatôres importantes que poderiam passar desapercebidos se outro método fôsse usado.
Não obstante as vantagens enumeradas, há que admitir que êste método apresenta certas desvantagens, mínimas contudo, se tivermos em mente os resultados obtidos. Uma das desvantagens é a perda de tempo no cálculo dos valôres de tempos elementares. Sendo a leitura contínua, torna-se necessário subtrair uma leitura de outra a fim de se obter o tempo de cada elemento cronometrado. A tarefa não é muito grande quando se trata de poucos elementos numa operação, e quando alguns ciclos apenas foram cronometrados. Há, porém, estudos que contêm centenas de elementos e dezenas de ciclos, estudos levados a efeito durante semanas, às vêzes. Então, o processo
de subtração torna-se realmente fastidioso. Os resultados finais, porém, justificam e compensam o trabalho.
O método de "volta a zero" consiste em fazer a leitura do tempo e pressionar a haste, fazendo os ponteiros retornar a zero, muito rápidamente, iniciando-se assim a marcação do tempo do elemento seguinte. Êsse método diminui a possibilidade de erros na leitura, uma vez que os ponteiros estão trabalhando enquanto o tempo é registrado na fôlha de observação. O observador tem uma pequena parcela de preocupação a menos. Além disso, não haverá posteriormente necessidade de efetuar as subtrações para se calcularem os valôres de tempos elementares: o que foi registrado na fôlha de observação já é o tempo individual de cada elemento. Isto representa considerável economia de tempo e de trabalho cansativo. Entretanto, êste método tem as seguintes desvantagens:
1. Sempre se perde algum tempo do elemento no ato de fazer os ponteiros voltar a zero.
2. O observador poderia deixar fôra do estudo alguns elementos estranhos à operação, poderia mesmo deixar de tomar os tempos de alguns dos elementos, se o desejasse. Desde que muitas vêzes não é tarefa nada fácil "vender um estudo de tempo" ao supervisor ou ao operário, tal método deixa de ser tão recomendável quanto o outro.
Para sanar a deficiência apontada em 1. inventou-se um dispositivo, fixo à prancheta, que permite a leitura dos tempos por meio de dois cronômetros. Dessa maneira, ao iniciar a tomada de tempo, o observador faz funcionar um dos cronômetros. Ao terminar o elemento, êle empurra uma alavanca que faz parar o primeiro cronômetro e funcionar o segundo. Assim, enquanto o segundo cronômetro vai marcando o tempo do elemento se-guinte, o observador lê e registra o tempo do primeiro elemento e faz os ponteiros voltar a zero. Terminado o segundo, a alavanca funciona em sentido contrário, travando o segundo cronômetro e disparando o primeiro, que passa a marcar o tempo do terceiro elemento, e assim sucessivamente. Embora fique eliminada a possibilidade de êrro na leitura ou a perda de tempo no início do elemento, permanece o fato de que certos tempos podem deixar de ser registrados, se assim o desejar o observador.
James Parton, já citado anteriormente, comparando os 2 métodos, resume assim as

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO r/8
vantagens decorrentes do método contínuo sôbre o de volta a zero:
1. Não há êrro originado pela volta dos ponteiros a zero no término de cada elemento.
2. Os elementos estranhos são SEMPRE re-gistrados na fôlha de observação no decorrer da operação e da observação.
3. Permite localizar êrro de leitura com maior facilidade.
4. Todo e qualquer tempo elementar ou cíclico tem de ser registrado e explicado.
5. É muito mais fácil "vender o estudo" ao supervisor ou à administração, porque todos os tempos decorridos estarão integralmente registrados.
A fôlha de observação apresentada an-teriormente oferece agora 12 colunas verticais que partem das colunas oblíquas em que se registraram os elementos, e essas colunas verticais são cortadas por 16 colunas horizontais, o que permite tomar os tempos de 16 ciclos da operação. No alto de cada coluna há uma subdivisão caracterizada pelas letras T e R, e a linha da subdivisão divide cada coluna em duas, uma para a letra T e outra para a letra R. As leituras do cronômetro, neste estágio, serão anotadas na sub-coluna da letra R para cada elemento da operação.
Pronto para iniciar a tomada dos tempos, o analista avisa o operário e coloca-se numa posição tal de modo a manter o cronômetro em linha reta com o centro das atividades a cronometrar, isto é, os topes dos elementos que o operário está realizando. É muito importante que o analista se mantenha sempre de pé e de preferência ao lado ou em frente do operário, nunca por trás dêle. Segurando a prancheta com o braço e o antebraço, mantém os dedos polegar e indicador livres para o manejo do cronômetro.
No momento em que a mão direita do operário deixa o bico de ar e pára para pegar as duas peças da mesa da máquina, êle faz o cronômetro funcionar, deslizando a trava dos ponteiros e faz a leitura no exato momento em que as mãos do operário tocam as duas porcas que prendem a peça no dispositivo. Essa leitura, 08, é anotada sob a letra R, coluna 1, na primeira coluna horizontal, enquanto o operário dá apêrto às duas porcas. Quando o operário retira as mãos das porcas, novamente o analista faz a leitura, 30, e anota-a sob a letra R, coluna 2, na primeira coluna horizontal, e assim sucessivamente, elemento após elemento, ciclo após ciclo.
O resultado final da tomada de tempos apareceria na fôlha de observação da seguinte forma:
08 30 39 8543 64 72 21876 97 306 52
402 19 27 7324 41 49 9545 64 72 71774 99 808 54
907 24 32 7844 61 70 11673 92 201 47
308 27 36 8242 63 71 51774 95 603 4999 718 27 7330 54 62 90866 92 2002 48
91 108 14 37 27 41 51 69 58 72 78 95 78 93 97 514 99 615 19 37 23 41 46 65 60 77 81 99 82 99 1004 31 20 38 43 64 52 71 76. 98 89 406 ll 34 23 42 47 65 53 67 72 87 80 96 804 20 13 34 39 57 54 72 77 97
Durante a tomada de tempos, ocorrem muitas vêzes elementos estranhos à operação, ou ainda pequenos incidentes que podem influenciar os tempos elementares. À medida
que essas ocorrências se verificam, o analista as vai anotando na fôlha de cronometragem no elemento e no ciclo em que elas acontecem. Para isso, utiliza um sistema codificado prè-

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/9
viamente. Suponhamos que na realização do oitavo elemento do primeiro ciclo o operário tenha se distraído conversando com um colega. Juntamente com o registro do tempo, êle fará a anotação da ocorrência:
denotando o símbolo T a interferência havida. Mais tarde, no cálculo dos tempos elementares, veremos como o analista irá tratar essas ocorrências.
Não existe uma fórmula que indique com exatidão o número de ciclos que devem
ser observados, e se existe, as aplicações práticas são limitadas. A lei-geral, entretanto, é que se devem cronometrar tantos ciclos (mantos o analista julgar necessários para obter uma média bem representativa dos tempos elementares. Nas operações em que os movimentos manuais predominam, e são curtos em duração, digamos até um minuto, é necessário cronometrar um número maior de ciclos (20 a 30) do que quando os elementos automáticos, ou da máquina, sejam os predominantes, ou de maior duração. Poder-se-á, caso necessário, estabelecer uma relação tempo manual sôbre tempo máquina para se obter um índice representativo.
E - AVALIAR OU JULGAR O RITMO DO OPERÁRIO
A fase mais importante no procedimento de uma cronometragem reside no estabelecimento dos tempos básicos. O tempo básico para uma operação é o tempo requerido por um operário normal, de habilidade média e que trabalhe num passo normal que possa manter por todo o turno, sem fadiga indevida ou sem cansaço excessivo.
Por causa das diferenças individuais existem variações no ritmo de trabalho de um homem para outro. A habilidade e o esfôrço variam de indivíduo para indivíduo. O nível de eficiência também varia em diferentes horas do dia. Em virtude do fato de estarmos determinando um tempo normal, não uma simples média, é preciso que se compense êste fator, de algum modo, dado o caso de que a execução observada êsteja abaixo ou acima da normal. A avaliação do passo exprime as variações acima ou abaixo do passo ou ritmo normal.
Sabemos todos que há uma diferença de esfôrço e de rapidez com que diferentes pessoas trabalham. Por exemplo, poucas pessoas usualmente andam em passo muito rápido, e poucas pessoas andam em passo muito lento. A maioria, entretanto, anda num passo situado aproximadamente a meio têrmo dos dois extremos. Assim, na fábrica, algumas pessoas trabalham num ritmo que se pode dizer excelente, ao mesmo tempo em que outros se aplicam num ritmo de trabalho que se considera muito lento. O ritmo normal de trabalho recebe um índice de 100% quando se
faz uma cronometragem. O ritmo de trabalho do operário é avaliado quando se faz a cronometragem a fim de se determinar o tempo normalizado para a operação.
A fim de avaliar o ritmo de um operário, que faz o analista? Êle tem um conceito formado de um operário trabalhando em ritmo normal, com o qual êle compara o ritmo do operário que está observando. O seu conceito de normal baseia-se num certo padrão de movimentos numa fase de "tempo" particular, de modo que o observador focaliza sua atenção no ritmo com que o operário está trabalhando e julga êsse ritmo baseado no con-ceito de normal.
O assunto da avaliação do ritmo como se há de ver dentro em breve, é um ponto de grandes controvérsias. Sem dúvida alguma, êle tem recebido a sua dose de criticismo e de queixas. Nos nossos dias, nenhuma cronometragem é de valor se ela não apresentar o reajuste dos valôres de tempo registrados por meio do fator de avaliação do ritmo, que o analista estimou durante a tomada dos tem-pos. Faça-se o leitor esta pergunta: "Você é capaz de julgar seus homens?" Por exemplo, suponha o leitor que fôsse um oficial de trânsito numa rodovia, e que tivesse de estabelecer a velocidade de 80 quilômetros por hora como velocidade normal de carros viajando por aquela rodovia. Pela observação, ou pela experiência, é perfeitamente possível dizer se o carro vai indo a cem quilômetros por hora. Isto em relação ao normal, seria um ritmo de

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE INFORMAÇÃO 7/10
125%; pode-se também dizer que o carro vai a uma velocidade de 60 quilômetros, o que representaria um ritmo de 75% sôbre o normal. Assim também se procede na indústria, ao fazer a análise e a cronometragem de certa operação para estabelecer uma quantidade definida de produção que esperamos se obtenha naquela operação por hora, de um operário normal, trabalhando num ritmo normal, com dispêndio normal de energia e de esfôrço, e sob condições normais.
Os fatôres a serem considerados na ava-liação do ritmo são básicamente:
— Rapidez e precisão dos movimentos.
— esfôrço.
A rapidez e a precisão dos movimentos depende inteiramente do operário e resultam do grau de esfôrço e do interêsse que êle dedica à operação, partindo do pressuposto de que êle já tenha sido convenientemente treinado no método. Dêste modo, há uma série de fatôres que podem intervir na rapidez ou na precisão dos movimentos que realiza, porque tais fatôres mantêm uma ligação direta com o esfôrço. Diferentes graus de esfôrço empregados irão resultar vários valôres para cada ciclo da operação. O grau pode variar de medíocre a excelente, e é nos ombros do observador que recai a responsabilidade de uma avaliação correta. Cabe ao observador determinar o grau de esfôrço equivalente a "bom", "excelente". O observador deve ser capaz de avaliar o esfôrço por parte do operário em relação a uma operação normal. Para fazer isto adequadamente, e com tanta precisão quanto possível, será necessário tornar-se perito em rápidamente determinar o esfôrço despendido pelo operário. Êle deve aprender os vários graus de esfôrço de modo que possa classificar o operário com rapidez. O observador deve ser cuidadosamente treinado de modo que possa determinar um esfôrço normal baseado no seu conhecimento do significado de esfôrço normal com respeito à operação.
Ao fazer uma observação de estudo de tempos o analista deve avaliar os elementos da operação em têrmos de uma normal, que recebe o índice de 100%, como dissemos anteriormente. Cada elemento é avaliado para cima ou para baixo desta normal de 100% para nivelar o tempo consumido pelo operário.
Afirmamos que o esfôrço varia de medíocre a excelente. Assumindo que tentaremos conservar fora do quadro todos os operários excepcionais, tanto quanto possível, e sempre que possível, esforçar-nos-emos para estudar um operário bom mais que um operário medíocre ou outro excepcional, de modo que possamos ser capazes de manter os dados mais em linha com o que deveriam ser em têrmos da normal.
É óbvio que um esfôrço medíocre será evidenciado pela falta de espírito por parte do operário, um retardamento proposital do ritmo da operação. Haverá um retardamento deliberado de esfôrço, e considerável atenção da parte do operário para muitas condições externas.
Tem-se verificado que no processo de avaliação, do mesmo modo que em outro processo qualquer onde haja necessidade de uma comparação, é necessário que comecemos a medição com um instrumento definido, ou com um valor padrão. Isto assim deve ser a fim de que possamos determinar o ritmo ou o nível de esfôrço com que o operário está trabalhando.
Tem sido nossa experiência que se obtêm os melhores resultados pela determinação do máximo que possa ser atingido por um operário excelente em circunstâncias normais e comparar a execução de cada operação com aquêle valor teórico para determinar o nível de esfôrço do operário. Por exemplo, tem-se verificado que um operário excelente, trabalhando em condições normais, será capaz de realizar uma operação num nível de cêrca de 125% quando comparado com o normal de 100% para um operário médio. Ao avaliar a execução de um operário consideramos o nível excelente como sendo 125%. Podemos mais fácilmente determinar o nível do operário que estamos submetendo à observação se começarmos a descer daquele ponto (isto é, 125%). Normalmente, a classificação dos operários trabalhando em circunstâncias chamadas normais estará entre 105% e 120%.
Recomenda-se que os níveis em que o analista classifica o operário, sejam considerados em têrmos de porcentagem. Recomenda-se igualmente que a avaliação de todos os elementos seja feita em incrementos de 5% para cima ou para baixo do nível de 100%, tendo-se sempre em mente que o operador excelente atingirá sempre o nível de 125%. Assim, o passo de um operário deve ser avaliado em 90%, 95%, 100%, 105%, 110%, etc. Não é

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/n
prático para o observador tentar avaliar um operador em incrementos mais refinados que 5%, por causa de sua inabilidade de avaliar um serviço com aproximação maior do que aquela. Tem-se descoberto em alguns casos que um observador tenha realmente tentado avaliar um operário com valôres tais como 81%, 93%, 108%, etc, e tais valôres já têm sido encontrados em fôlhas de observação. Isto, óbviamente, é prática quase inútil. Êste método de avaliar em têrmos de 5% abaixo ou acima do normal de 100% tem sido bastante satisfatório em condições ordinárias, em cir-cunstâncias normais de operação. Verificações com cronômetros mais precisos, filmagens de operações, etc, por um período de anos têm demonstrado que os valôres de tempo desenvolvidos com êste método são bastante satisfatórios.
O conhecimento do serviço submetido à operação e à observação é extremamente importante como pré-requisito para uma avaliação correta do ritmo do operário. O observador deve estar meticulosamente familiarizado com o tipo de trabalho que está estudando para ser capaz de apresentar um grau correto de avaliação do esfôrço empregado pelo operário, especialmente com respeito às ferramentas usadas pelo operário.
A título de exemplo, lembramo-nos do caso de um grupo de analistas de estudo de tempo de uma grande companhia, que estavam sendo orientados a uma série de sessões de treinamento para avaliação. Fizeram-se várias tentativas com o fito de determinar se todos os analistas pensavam do mesmo modo em têrmos de nivelamento das várias operações e se o têrmo "operário normal" significava a mesma coisa para todos. Mostraram a êstes analistas várias operações em curso na oficina, sob variadas condições, e foi-lhes pedido que avaliassem o esfôrço do operário em cada operação. Em cada caso diferente, o operário executava a operação em três ou quatro níveis diversos de esfôrço a fim de testar o conhecimento e a habilidade de cada observador.
Num caso particular, um operário montou três parafusos num dispositivo de uma máquina usando uma chave de fenda de catraca "Yankee". Êle realizou todos os elementos com exceção do apêrto real dos parafusos com a chave, e num ritmo bem acima do normal. O elemento de apertar os parafusos, em si, foi executado bem abaixo do normal, ao contrário de todos os outros, com o intento
de confundir os observadores, se possível. Todos os observadores do grupo, menos um, avaliaram o serviço acima do normal, pelo fato de que não estavam realmente tomando em consideração que a operação de apertar os parafusos não foi executada numa média normal de esfôrço. O êrro foi imediatamente apontado ao grupo. Para provar o fato, o operário realizou a operação de apertar os três parafusos no mesmo nível de esfôrço com que tinha realizado os outros elementos da operação.
Seria igualmente difícil para o observador fazer avaliações apropriadas das operações em execução numa oficina de máquinas ou de prensas, por exemplo, se êle não tivêsse tido experiência com aquêle tipo de operação, ou conhecimento das máquinas ou do equipamento em uso. Mesmo para um analista de estudo de tempos e movimentos já treinado e experimentado é difícil avaliar operações tais como polir, retificar, soldar e outras. Certos tipos de operações resultam na exigência de considerável conhecimento do observador. Tal conhecimento, por sua vez, é conseqüência de um tipo de treinamento altamente especializado ou de experiência.
Neste ponto, estamos prontos para aplicar os fatôres de avaliação do ritmo empregado em cada operação, elemento por elemento, expressos em porcentagens na fôlha de crono-metragem. Devemos, pois, retomar nossa discussão no ponto em que estávamos falando da observação física da operação.
O observador deve focalizar sua atenção no operário durante alguns ciclos, se assim o fôr permitido pela natureza da operação e pelo tamanho do lote. Êle deve tentar determinar em sua mente o nível do ritmo do operário, baseado nos critérios porcentuais de valôres que já temos discutido.
Quando o observador estiver satisfeito com a avaliação mental genérica da operação, êle estará em condições de avaliar com mais facilidade o ritmo de cada elemento. Isto se deve fazer tanto quanto possível durante a observação. Não deve ser feito mais tarde, quer o operário e o observador êstejam ainda na cena da operação, quer depois que o observador já tenha voltado ao escritório, onde poderia vir tentar registrar avaliações de memória.
Para maior precisão, recomenda-se que o observador avalie o ritmo de cada elemento da operação, isto é, que faça a avaliação mais dos elementos individuais do que da operação

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/12
como um todo, e a partir dêsse todo, aplicar o mesmo fator a todos os elementos.
A fôlha de cronometragem ilustrada aqui apresenta a aplicação da avaliação a cada elemento individual, como recomendamos. Pode-se observar na fôlha que o símbolo % foi omitido. Isto se considera aconselhável porque abrevia o trabalho que o analista deve fazer ao preparar a fôlha e, secundáriamente, porque não é necessário que se incluam os símbolos uma vez que representam uma constante através de todo o estudo.
Já fizemos constar que os valôres de tempos da operação registrados na fôlha e usados para o cálculo dos padrões de tempo para a operação devem ser adequadamente avaliados por meio da avaliação de ritmo. Êstes valôres de tempos, contudo, mesmo que tenham sido avaliados pelo observador de acôrdo com seu conceito da execução da operação, só são válidos quando comparados com valôres obtidos por outros analistas em circunstâncias semelhantes em estudos de outros operários
e de outras operações. Por outro lado, para efetuar uma comparação verdadeira, devemos certificar-nos de que todos os observadores usaram os mesmos critérios no processo de avaliação do esfôrço. Cada analista de estudo de tempos e movimentos do departamento deve ter em sua mente o mesmo quadro do que seja um operário normal.
O supervisor do departamento de estudo de tempos e movimentos deve desenvolver, apresentar e manter um programa organizado para instrução de todo o pessoal do departamento nos métodos apropriados de avaliação a fim de se assegurar de que todo o pessoal use os mesmos padrões. Tem-se provado muitas vêzes que problemas de hora-padrão e queixas quanto às tarefas desaparecem tão logo se descobre que todo o pessoal do departamento de estudo de tempos e movimentos é consistente em suas avaliações, e que a idéia de todos com respeito a um dia normal de trabalho do operário é aproximadamente a mesma.
F. DETERMINAÇÃO
Uma tolerância é um tempo que se adiciona ao tempo normalizado para dar cobertura a vários itens que exigem tempo do operário e que não sejam parte do ciclo da operação. A determinação e estabelecimento de tolerâncias corretas é um passo muito importante no trabalho de estudo de tempos. O analista pode ser chamado pelo supervisor bem como pelos operários para responder a perguntas quanto ao porquê disto ou daquilo. A fim de que êle possa estar numa posição de responder a tais perguntas inteligentemente, êle deve fazer um estudo cuidadoso das condições do serviço para determinar quais as tolerâncias aplicar sôbre o tempo normalizado.
Quando se faz a tomada dos tempos de uma operação, deduzem-se os tempos consumidos na realização de elementos estranhos. O operário muitas vêzes acha injusto que se faça tal dedução, uma vez que êle não tem contrôle sôbre, nem é responsável por certas demoras inevitáveis. O analista de tempos deve ser capaz de explicar claramente que a finalidade do estudo de tempos é determinar o tempo correto para a realização do serviço, exclusive de qualquer coisa que não seja um elemento regular da operação, e que tôdas as demoras necessárias e inevitáveis são tomadas
DAS TOLERÂNCIAS
em consideração e que tolerâncias adequadas são aduzidas ao tempo normalizado para que se chegue depois à hora-padrão (tarefa) por peça. Algumas vêzes convém mesmo entrar em detalhes e explicar que as porcentagens de tempo são determinadas segundo um processo honesto, justo e, em adição, mostrar quanto a tolerância se faz necessária para cada fator retardativo da operação.
A necessidade de se concederem tolerâncias deve ser aparente pelo fato de que não é prático fazer concessões de tempo em serviços individuais para demoras do homem, quebras de menor importância, e outras irregularidades imprevisíveis. Mesmo que fôsse possível agir assim, não seria desejável, uma vez que é melhor distribuir tal tempo em proporção igual para todos os ciclos de uma operação.
Não se pode esperar que um operário trabalhe continuamente durante o dia todo sem demoras, mesmo que a sua condição física fôsse tal que êle pudêsse manter um ritmo normal durante todo o dia, de dia para dia, sem que houvêsse afetação de seu estado de saúde. Necessidades físicas, quebras de máquina (de menor importância, fácilmente re-paráveis) e outras irregularidades que não se
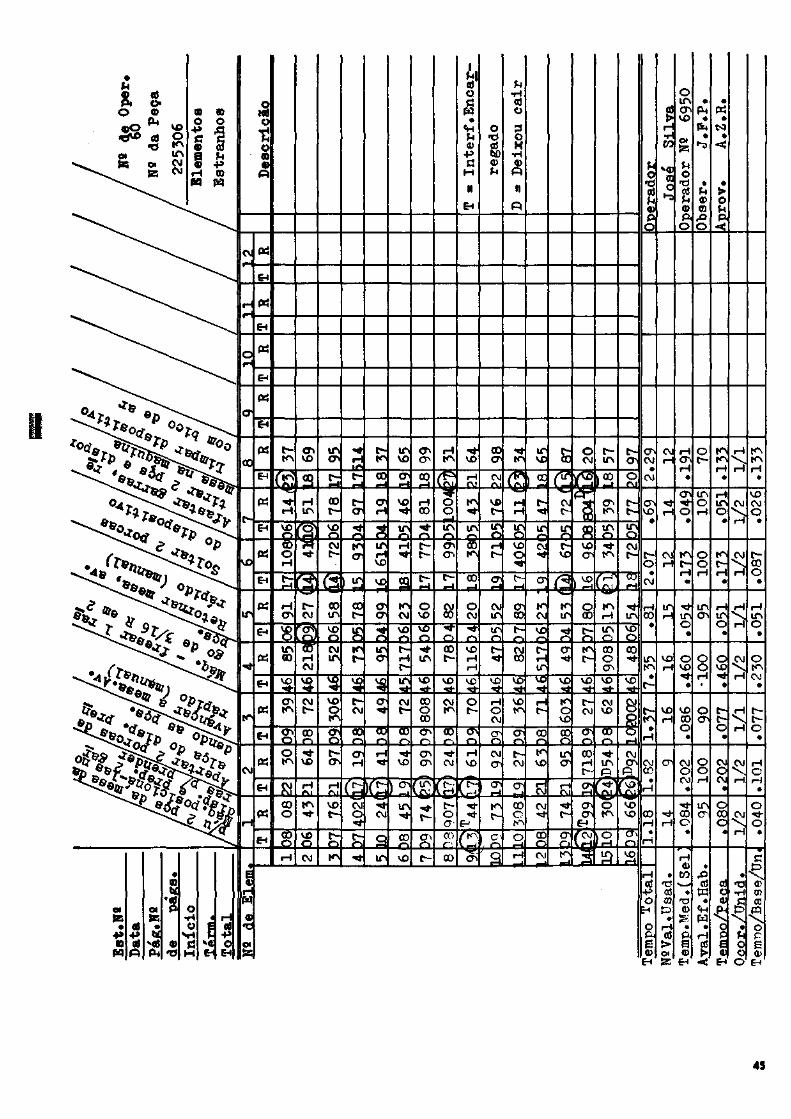


CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/13
podem prever interfeririam. A situação de se trabalhar na indústria pode ser comparada com a de um homem fazendo sua primeira viagem de automóvel — exemplo que nos foi apresentado já não nos lembra onde. Êle planeja ir de Campinas a São Paulo, uma distância de aproximadamente 100 quilômetros. Ao estimar quanto tempo lhe tomará para cobrir a distância, êle raciocina que se mantiver uma velocidade de 80 km/h, fará a viagem em 100 dividido por 80, isto é. 1 hora e 15 minutos. Teóricamente isto está correto, mas depois de ter realizado a viagem, o motorista provávelmente irá verificar que ela lhe tomou 1 hora e 45 minutos. Uma revisão do percurso para determinar a causa do atraso em relação ao tempo programado revelaria diversas paradas imprevistas e vários casos de redução de velocidade. Isto levaria nosso homem à conclusão de que no futuro, ao planejar nova viagem, teria de fazer tolerâncias para essas demoras necessárias, inevitáveis ou imprevisíveis. Assim também com os operários. Um operário experiente em certa operação e desenvolvendo um nível de eficiência normal verificará que pode executar uma operação em 10 minutos. Se êle trabalhar 8 horas por dia, êle completará peças no total de 8 vêzes 60 dividido por 10, isto é,48. No fim do dia, contudo, êle sempre irá verificar que a sua porcentagem de produção é mais baixa do que esperava e, refletindo sôbre as várias razões, decidirá que assim deve ser, pois há várias coisas que interferem com o ritmo de seu trabalho e que não podem ser eliminadas. Esta condição torna necessário que se estude e determine exatamente quanto se deve aduzir ao tempo normalizado para cobrir as perdas de tempo devidas a demoras inevitáveis. A determinação de tolerâncias corretas e precisas é tão importante quanto a determinação do tempo normalizado correto, pois, é evidente que se um valor que não é correto é aduzido a outro que é correto, o resultado será incorreto, e os valôres de tempos incorretos daí resultantes destroem a con-fiança e a cooperação do operário.
O tempo normal de uma operação não contém tais tolerâncias. É meramente o tempo que um operário qualificado necessita para realizar o serviço trabalhando num ritmo normal. O operário pode utilizar tempo para as
suas necessidades pessoais, para descanso e para razões além de seu contrôle. As conces sões de tempo para tais interrupções da produção devem ser classificadas como segue:
1 — Tolerância para tempo pessoal.
2 — Tolerância para fadiga.
3 — Tolerância para demoras.
4 — Tolerâncias especiais.
O tempo-padrão deve incluir tempo para todos os elementos da operação e, em adição deve conter tempo para tôdas as tolerâncias necessárias. O tempo-padrão deve ser igual à soma do tempo normalizado, mais as tolerâncias. Tolerâncias não são parte do fator de normalização, e obtém-se melhores resultados quando elas são aplicadas em separado.
Tempo pessoal
A tolerância de tempo para a satisfação de necessidades pessoais será considerada em primeiro lugar porque todo trabalhador necessita de tempo para tal fim. O montante da tolerância pode ser determinado pela tomada de estudo de tempos do dia ou por amostragem de várias classes de serviço. Para trabalhos leves, em que o trabalhador esteja ativo 8 horas por dia sem períodos de descanso organizado, 2% a 5% (10 a 24 minutos) por dia é tudo quanto êle necessita para atender às suas necessidades pessoais.
Embora o montante de tempo pessoal varie mais com o indivíduo do que com a classe de trabalho, é fato que os empregados necessitam de mais tempo pessoal quando o trabalho é pesado do que quando o trabalho é leve, especialmente se o trabalho pesado é feito sob circunstâncias desfavoráveis, particularmente em atmosfera úmida e quente. Em tais condições, os estudos poderiam mostrar que mais do que 5% de tolerância deve ser concedido para tempo pessoal.
Tempo de fadiga
Na fábrica moderna e bem administrada tantos passos se tomaram para eliminar a fadiga, que ela já não é mais tão grande motivo de preocupação quanto o era antes. Na realidade, a fadiga é de tão pequena conseqüência em certos tipos de serviço que não há necessidade de se fazerem tolerâncias de

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/14
espécie alguma. Há muitas razões para isto. A duração do dia e da semana de trabalho foi abreviada: o maquinário, o equipamento mecânico para substituir a mão, as ferramentas, os dispositivos, as condições de trabalho têm sido melhoradas a tal ponto, que o dia de trabalho se tornou fácil e que o operário trabalha com muito maior confôrto físico do que antigamente. Os riscos de acidentes também se reduziram tanto que o mêdo de danos físicos pessoais é muito menos importante.
O Prof. A. G. Anderson da Universidade de Illinois, passou um ano estudando o efeito da fadiga sôbre o operário numa grande fábrica do Oeste Médio dos E.U.A. Êle diz:
"A conclusão geral e final dêste estudo da fadiga humana é que as operações industriais como são realizadas numa fábrica moderna e progressivamente administrada, não sujeitam o operário a uma fadiga excessiva, quer física ou mental, e que a fadiga não é um fator que tenda a limitar a produção (Human Fatigue in Industry. A. G. Anderson, da Universidade de Illinois)."
Há naturalmente certas espécies de trabalho que requerem pesado esfôrço físico e que são realizadas sob circunstâncias adversas de calor; umidade, pó e riscos de segurança e que, por conseguinte, exigem que o operário descanse. A fadiga resulta de um grande número de causas, algumas das quais são mentais e outras físicas.
Atualmente não há meio satisfatório de medir a fadiga exceto em têrmos de rendimento reduzido do trabalho, e, ainda assim, não nos é possível dizer com certeza qual redução da produção resulta do trabalho, qual da fadiga. O fato de que um trabalhador produz menor número de unidades durante a última hora do dia pode ser devido ao fato de que êle êsteja cansado, mas pode também ser devido a outros fatôres.
Sabemos pela experiência que uma pessoa necessita de tempo para descanso quando o trabalho é árduo. O problema de determinar o tanto de tempo a ser concedido para descanso é muito complexo. O tempo exigido varia com o indivíduo, com a duração do intervalo do ciclo durante o qual a pessoa está em exerção, com as condições sob as quais se realiza o trabalho, e com muitos fatôres. Algumas companhias, por meio de longa experiência chegaram a tolerâncias para fadiga, que parecem ser bastante satisfatórias. Algumas orga-nizações onde há trabalho pesado, tais como empilhamento de caixas de grande pêso em
armazéns ou em caminhões, têm experimentado várias combinações de períodos de trabalho e de descanso até que chegaram a resultados satisfatórios.
Períodos organizados de descanso durante os quais não se permite que os empregados de um departamento trabalhem, parecem ser um dos melhores meios de resolver o problema. O ótimo do intervalo em tempo e o número de tais intervalos devem ser determinados. Talvez o plano mais comum seja o de proporcionar um período de descanso de manhã e outro à tarde. A duração de cada período de descanso dêsse tipo varia de 5 a 15 minutos.
Há também a teoria de se determinar uma tolerância justa de tempo que deve ser adicionada ao tempo normal da operação, para ser usada segundo a discrição do operário. Assim aquêles cujas condições físicas sejam tais que lhes permitem trabalhar ininterruptamente ou mais continuadamente do que outros, receberão o benefício de seu esfôrço em forma de maiores vencimentos. Isto é igualmente justo para os que necessitam de descanso bem como para os que dêle não necessitam, pois a capacidade física é uma medida de habilidade e de valor. Há certas classes de serviço para as quais sómente os fisicamente fortes se adaptam e mesmo os mais fortes só podem trabalhar uma parte comparativamente pequena do tempo. O analista de estudo de tempo deve determinar as condições particulares que se situam em volta de cada serviço para lhes determinar tolerâncias corretas.
Se nenhum plano de incentivo salarial estiver em vigor, algumas companhias costumam pagar os períodos de descanso na base dos ganhos horários do empregado. Entretanto, se se usa o plano de incentivo salarial, e se as tolerâncias para a fadiga fôram incorporadas ao padrão de tempo, os empregados não são pagos pelos períodos de descanso como tais. O trabalhador meramente se utiliza da tolerância durante o período de descanso ao invés de usá-la em outros períodos, no decorrer do dia de trabalho, à sua vontade.
Deve-se repetir que uma concessão de tempo para fadiga não necessita ser feita em muitos trabalhos leves, e períodos organizados de descanso são suficientes para prover descanso, quando necessário, em outros tipos de trabalho. A quantidade de trabalho pesado na fábrica de hoje está gradualmente diminuída por causa do maior uso de máquinas, de mecanismos que substituem o braço humano, conseqüentemente, o problema de concessões

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/15
de tempo para a fadiga torna-se também diminuído na sua importância e nas considerações do analista de tempos e métodos.
Tempos para demoras
As demoras podem ser evitáveis ou ine-vitáveis. Aquelas demoras que o operário causa intencionalmente não serão, é claro, consideradas na determinação de padrões de tempo.
Demoras inevitáveis são demoras que ocorrem a despeito dos esfôrços do operário para evitá-las. São demoras que estão fôra do contrôle do operário e podem ocorrer tanto ao bom como ao péssimo trabalhador. É verdade que um bom operário, de maior experiência terá menos demoras do que o operário medíocre e inexperiente. Mas isto é devido à sua própria experiência com as condi-ções, adquirida no decorrer de um número de anos que lhe permite planejar de antemão.
Espera-se que as máquinas e equipamentos sejam mantidos em boa ordem. Quando há quebra, ou quando há necessidade de reparos, o operário é retirado do serviço e tais demoras não entram no tempo-padrão. Em tais casos, o operário é pago pelo tempo de espera à base de seu salário-hora.
As demoras inevitáveis que podem ocorrer em dada classe de serviço dependem da natureza do trabalho e das condições que se situam ao seu redor. Quando uma máquina é preparada por um preparador especializado, o operário pode ter de esperar até que o preparador tenha completado a sua parte. Se o período de tempo é longo, permite-se-lhe que dê entrada da hora numa outra ficha de serviço a fim de que êle seja recompensado pelo tempo de espera. Quando o período é relativamente curto, não lhe pagará a pena de fazer as viagens necessárias à mesa do apontador, mas êle perderá o tempo de espera, do mesmo modo. Nesse caso, a tolerância para essa espera deverá ser incluída no padrão. Deve também cobrir tais demoras como as causadas por um ou outro forjado muito duro, quebra de ferramentas tais como brocas ou machos, tempo gasto em reparos de ordem menor na máquina ou no dispositivo, interrupções causadas pelo encarregado, pelos su-
pervisores de produção, por engenheiros, demoras de ferramentaria ou de almoxarifado, tempo perdido em fundidos que se revelam inúteis depois de certa fase de usinagem, quando a quantidade não é tão grande, e outras demoras inevitáveis de tipos semelhantes.
Cada demora inevitável deve ser consi-derada um desafio tanto para o analista como para o supervisor e todo esfôrço razoável deve ser envidado para eliminar tais demoras. O tipo e a quantidade de demoras para certo tipo de serviço podem ser melhor determinados por estudos de tempo de dia inteiro.
Tolerâncias especiais
Dentro de certa classe de trabalho pode haver certos serviços para os quais as demoras e a fadiga são muito maiores do que costumam ser. As tolerâncias comuns para dado grau de fadiga ou demoras não serão suficientes para tais serviços. Por exemplo, um ferreiro pode não ter tempo para descanso entre dois aquecimentos sucessivos da peça a trabalhar. Nesse caso, a fadiga é muito maior do que a que poderia ser coberta pelas tolerâncias normais, e é necessário que se faça uma tolerância adicional.
Aplicação das tolerâncias
A tolerância de tempo pessoal é aplicada como porcentagem do tempo normal e afeta tanto o tempo de elementos manuais como o de elementos da máquina. Para maior conveniência, as tolerâncias para fadiga são às vêzes aplicadas do mesmo modo, embora achem que esta tolerância deva ser aplicada sómente àqueles elementos durante os quais o operário trabalha, e não aos elementos em que trabalha a máquina. As demoras são aplicadas como porcentagens do tempo normal ou, sendo uma tolerância sómente por causa da má-quina, será aplicada apenas sôbre o tempo da máquina.
Se estas tolerâncias são aplicadas unifor-memente sôbre todos os elementos, podem ser totalizadas e aplicadas juntas, o que requer apenas um cálculo.

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/16
G. CÁLCULO DO TEMPO-PADRÃO
Passemos agora à sétima e última etapa das atividades do analista no processo de análise e cronometragem de uma operação.
Nesta fase, êle vai inicialmente calcular os valôres de tempo para cada elemento e para cada ciclo da operação. Reportemo-nos ao ponto em que apresentamos o registro de tôdas as leituras do cronômetro para a opera-
ção que vimos considerando. O trabalho do analista agora é o de subtrair uma de outra tôdas as leituras sucessivas, anotando as diferenças, preferivelmente a lápis vermelho, na coluna mais estreita, sob a letra "T". Dêsse modo, começando pelo primeiro ciclo, êle subtrai 00 de 08 e anota 08 na primeira coluna vertical. Êsse é o tempo correspondente ao
TABELAS DE COMPENSAÇÃO DE FADIGA
esfôrço
Usando dedos, pulsos e mãos 1% Usando mãos e braços 2% Usando tronco, braços e mãos 3% Andando sem carga no nível 5% Andando com carga para cima 30% Andando com carga para baixo 10%
ATENÇÃO
Área de concentração Até 2,5 cm 2,5 - 10 cm 10 - 40 cm 40 - 90 cm 90 para cima
% 7% 5% 4% 3% 1%
POSIÇÃO
Sentado confortàvelmente 0% Sentado em posição difícil 2% De pé, normal 2% De pé, corpo meio inclinado 4% De pé, corpo compl. inclinado 6% Ajoelhado 4% Abaixar e levantar contínuo 7% Agachado 10%
CONDIÇÕES
37° C ou mais 15% 35° C - 37° C 12% 32° C - 35° C ou 0o C - 4° C 8% 29° C - 32° C ou 4° C - 6o C 5% 26° C - 29° C ou 6o C - 10° C 2% 10° C - 26° C 0%
ESFÔRÇO APLICADO
Pêso/kg Homens Mulheres
2 1% 2% 3 1,5% 3% 4 2% 4% 5 3,5% 7% 6 6% 12% 7 8% 16%
8 10% 20% 9 12% 24% 10 14% 28% 12 18%
Para cada quilo acima de 15, aumentar 2% para homens e 4% para mulheres.
PESSOAL
Em todos os casos conceder 5 % para necessidades pessoais.
MONOTONIA
Ciclo de Serviço Contínuo Menos de 10 segundos 2-3% Menos de 5 segundos 4-5%

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/17
primeiro elemento do primeiro ciclo. Subtrai agora 08 (primeira coluna) de 30 (segunda coluna) e anota a diferença 22 na segunda coluna vertical. Êsse é o tempo do segundo ele-
mento do primeiro ciclo. E assim vai procedendo, até terminar o primeiro ciclo, subtraindo 14 de 37, e anotando a diferença 23 sob a letra "T" da oitava coluna vertical.
TABELA DOS FATÔRES DE ESFÔRÇO
Fatôres de esfôrço em Função:
1) do esfôrço mental (bonecos de cabeça). 2) do esfôrço dinamométrico (erguer ou transportar). 3) da posição do corpo.

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/18
e an
ota
a di
fere
nça
06
sob
08
prév
iam
ente
de
term
inad
o. A
ssim
suc
essi
vam
ente
. A
fôl
ha d
e ob
serv
ação
, de
pois
de
ef
etua
das
as
subt
raçõ
es,
apar
ecer
ia a
ssim
:
Pass
a ag
ora
do m
esm
o m
odo
a de
term
inar
os
valô
res d
e te
mpo
par
a o
segu
ndo
cicl
o. D
e 43
, da
prim
eira
le
itura
do
segu
ndo
cicl
o, s
ubtra
i 37
, úl
tima
leitu
ra d
o pr
imei
ro c
iclo
,

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE
INFORMAÇÃO 7/19
Torna-se necessária agora uma análise de cada uma das colunas verticais a fim de se determinar a regularidade dos valôres de tempo para cada elemento. Durante a tomada dos tempos, o operário pode ter retardado ou acelerado alguns movimentos, algumas peças podem ter tido rebarbas que fizeram difícil o "posicionar", pode ter havido interferências na operação e, ainda, o analista pode ter feito uma leitura incorreta. Todos êsses possíveis fatores constituem anomalias, e como tal não fazem parte do tempo normal. A análise de regularidade tem por finalidade eliminar aquêles tempos elementares que, fugindo de certa regularidade, são considerados anormais. De modo geral é prática corrente admitir-se uma variação de .02 (dois centésimos) para cima ou para baixo de um valor médio, embora em muitos casos especiais êsse limite possa e deva ser ampliado. O anverso da fôlha de observação anexa mostra vários tempos elementares circulados, isto é, considerados anor-mais, bem como as razões especiais, na coluna de observações, que levaram o analista a considerá-los como tais.
Feita a eliminação dos elementos anormais, o analista efetua a soma dos tempos elementares de cada coluna vertical "T" e anota o total na coluna horizontal "Tempo Total". Na coluna horizontal seguinte, "Número de valôres Usados", êle escreve o número de ciclos que considerou como normais para dada coluna vertical. Considerando o primeiro elemento da operação ilustrada, o tempo total dos ciclos cronometrados e considerados normais é 1.18, e o número de valôres e ciclos considerados, é 14. A divisão de 1.18 por 14 dá por quociente .084, que é o tempo médio selecionado para o primeiro elemento, e que vai anotado na coluna horizontal correspondente. Êsse tempo médio selecionado é o tempo que o operário gastou para realizar aquêle elemento em particular. Multiplicando-se êsse tempo pela avaliação do ritmo, 95% no caso do primeiro elemento, obtém-se o tempo elementar normal por peça, .080, anotado na coluna correspondente. Na operação considerada, o operário estava carregando a máquina
com duas peças por vez. Isto quer dizer que .080 representa o tempo para duas peças. Em outras palavras, teóricamente só a metade dêsse tempo corresponde a uma peça. Considera-se então que o elemento ocorre meia vez por peça. Êsse fator, 1/2, é escrito na coluna "Ocorrência por Unidade", e multiplicando-se o tempo elementar pelo fator ocorrência, 1/2 no caso presente, obtém-se o tempo básico por unidade para o primeiro elemento da operação, isto é, .080 X 1/2 = .040. Procede-se do mesmo modo com referência a todos os outros elementos da operação, completando-se assim o anverso da fôlha de cronometragem.
No verso da fôlha, no canto superior à esquerda, encontram-se quatro colunas verticais cruzadas por doze horizontais. As colunas verticais permitem classificar os elementos da operação em manuais, internos ao tempo da máquina e elementos da máquina. As colunas horizontais correspondem aos elementos da operação. Voltando ao anverso da fôlha, verifica-se que os elementos 1, 2, 3, 4, 5, 6, 7 e 8, são manuais e que o elemento 4 é de máquina. Os valôres dêsses elementos, assim classificados, são transferidos para as colunas verticais do verso da fôlha, conforme se vê no exemplo anexo, e são totalizados na coluna horizontal (A).
No espaço destinado às observações, faz-se a demonstração das tolerâncias que devem ser concedidas ao operário, conforme ficou exposto em uma fase anterior. Essas tolerâncias são inicialmente expressas em têrmos de minutos por dia de trabalho, e são determinadas por meio de estudos especiais por tomadas de tempos, durante vários períodos de trabalho. Na operação em aprêço, conforme a demonstração feita, elas totalizam 70 minutos. Êsses 70 minutos devem ser distribuídos por todo o dia de trabalho. Seria praticamente impossível prever em que momento particular poderiam ocorrer as paradas, nem seria prático distribuí-las pelo número de peças feitas no final do dia de trabalho. O sistema que tem apre-sentado as melhores vantagens é o de incorporar as tolerâncias ao tempo normal da operação, em têrmos de porcentagem.

CRONOMETRAGEM PROCEDIMENTO DE CRONOMETRAGEM FÔLHA DE INFORMAÇÃO 7/20
Considerando-se um dia de trabalho de 9 horas e 1/4, a sua duração em minutos seria de 555 minutos (9 X 60 15). Dêsses 555 minutos, prevê-se que o operário trabalhe produtivamente 485 (555 — 70) minutos. Determina-se fácilmente, a quantos por cento do dia total correspondem as paradas, mais fácilmente, 555 485, e encontra-se 114%, isto é, 100% + 14%, em que 100%, é o dia pro-dutivo (485 minutos) e 14% são as paradas (70 minutos), representado 114% e o dia total (555 minutos). Êsse fator, 114%, é escrito na coluna horizontal (B). Totaliza-se em seguida o tempo da máquina (.230) com o tempo manual (.515), para se obter .745, que é o tempo normalizado, e escreve-se .745 na coluna (C). Multiplicando-se o tempo normalizado pela taxa de tolerâncias 114%, obtém-se o tempo-padrão para a operação, .849. Dêsse modo, o tempo-padrão representa o tempo re-querido para a operação acrescido de uma
porcentagem dos 70 minutos para cada ciclo da operação.
Para se determinar as unidades-padrão por hora, isto é, a tarefa do operário, basta dividir uma hora sexagesimal (60 minutos) pelo tempo-padrão total, 849, obtendo-se o quociente de 70,6 peças por hora. A hora-padrão por peça obtém-se pela divisão de uma hora decimal (1) pelo número de unidades por hora (70,6). Assim 1 : 70,6 = .0142. Poder-se-ia também obter a hora-padrão pela divisão de tempo-padrão por unidade pela hora sexagesimal, isto é, .849 : 60 = .0142, e as unida-des por hora pela divisão de uma hora decimal pela hora-padrão, isto é, 1 : .142 = 70,6 peças por hora.
Finalizando a fôlha de observação, o analista melhoraria agora o esbôço do local de trabalho, bem como um croqui da peça e da operação, feitos rápidamente na oficina.

CRONOMETRAGEM REGISTRO E ARQUIVOS FÔLHA DE
INFORMAÇÃO 8/1
Cada indústria tem o seu sistema específico de registrar e arquivar documentos e informações, e um departamento de tempos e movimentos não encontra dificuldades para entrosar-se no sistema. Feita essa ressalva, vamos apresentar em seguida um sistema simples e pouco dispendioso, através do fluxo da requisição de cronometragem, anteriormente descrita e exemplificada.
Como vimos, o Supervisor de Produção preenche a requisição em duas vias e encaminha-a ao Departamento de Estudo de Tempos e Movimentos. Com a informação contida na requisição, o analista retira do arquivo a pasta correspondente à peça ou ao produto, no caso que vimos considerando, a peça 225306. Essa pasta contém uma cópia do desenho da peça, com tôdas as especificações, bem como uma cópia do processo de fabricação com tôdas as fases, ferramentas, dispositivos e máquinas requeridas. Terminada a observação e os cálculos, conforme se explicou no capítulo anterior, o analista junta à pasta a requisição e a fôlha de cronometragem.
A secretária do departamento, referindo-se à informação preparada pelo analista, datilografa o rodapé da requisição em duas vias. Retém uma via do documento na pasta e expede a outra via para o supervisor do departamento produtivo. Em seguida, usando a mesma informação básica, datilografa em seis vias o cartão "Processo e Estudo de Tempos", modêlo 3/422, anexo. O original dêsse cartão é retido no Departamento de Tempos e Movimentos e as cópias são distribuídas como segue:
1. Contabilidade de Custo. 2. Apontador. 3. Contrôle de Produção. 4. Superintendente da Produção. 5. Carga de máquina e Previsão de Mão-de-Obra.
Os fins a que se destinam essas cópias, bem como o original do cartão, são aquêles detalhadamente expostos no capítulo 6Ôbre "Usos e Aplicações do Tempo-Padrão".
O tempo-padrão assim estabelecido vigora enquanto vigorarem as condições em que se tomou o estudo de tempos. Ao se estabelecer o tempo-padrão de uma operação, subentende-se que o operário deva realizar exatamente os mesmos elementos como especificados na prática padronizada. Se a operação não se faz desta maneira, o tempo-padrão não está em efeito, ou está sómente enquanto o operário faz o serviço no método prescrito. Deve-se
garantir ao operário que o tempo-padrão não será alterado se êle ganhar muito num sistema de incentivo salarial.
Mudança de método
Quando há uma alteração de métodos, material, ferramentas e outros fatôres que afetam o tempo da operação, deve-se reestudar o serviço e um nôvo-padrão deve ser estabelecido. Se o operário sugere uma alteração que resulte na redução do tempo da operação, melhore a qualidade, ou torne o serviço mais seguro, êle deve ser recompensado imediatamente por sua sugestão. A companhia deve manter um sistema de sugestões e o operário deve ser recompensado através dos meios regulares. Quando o nôvo padrão para o nôvo método tenha sido estabelecido, o operário deve achá-lo tão fácil no que diz respeito à possibilidade de ganhar prêmio quanto o era antes de o método ser melhorado. Uma mudança de método não deve nunca ser usada como desculpa para reduzir um tempo-padrão. Se a supervisão espera conquistar e manter a cooperação de seus subordinados, é preciso que se certifique de que os empregados ganhem e não percam com o resultado de sua própria sugestão.
O estudo de tempos como atividade auxiliar
O Departamento de Estudo de Tempos é um departamento auxiliar e não uma linha ou agência de operações. É importante que todo engenheiro industrial mantenha êste fato em mente, e constantemente, desde que um departamento auxiliar deve trabalhar através do supervisor. É importante que o pessoal de supervisão esteja bem relacionado com os princípios, técnicas e métodos do Departamento de Estudo de Tempos e Movi-mentos, e os supervisores devem estar bem a par das atividades do estudo de tempos, de modo a poderem explicar a um operário de seu departamento como se faz um estudo de tempos, que elementos são incluídos na operação e exatamente como o tempo-padrão de uma operação é determinado. O supervisor deve também ser capaz de fazer isto sem o auxílio do Departamento de Estudo de Tempos e Movimentos. Em circunstâncias especiais, é claro, poderia ser aconselhável ao supervisor requisitar o auxílio do analista de estudo de tempos para suplementar a informação dada ao operário.
Às vêzes é útil traçar um paralelo entre as duas atividades correlatas a fim de esclarecer a situação. Bates, da General Motors,

CRONOMETRAGEM REGISTRO E ARQUIVOS FÔLHA DE
INFORMAÇÃO 8/2
tem usado a seguinte analogia: "Quando o número de rejeições da produção aumenta repentinamente, e o operário da máquina diz que a causa é um calibrador fora de ajuste, o supervisor, ordináriamente, examina o calibrador para ver se há algo errado, e toma a medida de algumas peças para se certificar de que o operário esteja usando o calibrador adequadamente. Se não puder determinar a causa da dificuldade, êle irá chamar o chefe do departamento de inspeção para pedir-lhe que examine o calibrador. O supervisor poderá estar presente enquanto se faz o exame, mas êle espera que o chefe do departamento de inspeção tome as medidas necessárias para determinar se o número excessivo de rejeições é devido ao calibrador defeituoso". Assim também no estudo de tempos. Do mesmo modo que o inspetor no departamento de ferramentas presta auxílio e examina todos os ca-libradores, assim também o Departamento de Estudo de Tempos e Movimentos estabelece os tempos-padrões e os mantém. Se um operário se queixa de que o padrão é muito baixo e de que êle não pode ganhar o prêmio, o supervisor deve conferir a operação com o método prescrito. Isto significa exames de materiais, avanços e rotações da máquina e outras condições do serviço.
Se depois de examinar estas coisas, o supervisor é incapaz de descobrir o que está errado no tempo-padrão, êle pedirá que um analista
de estudo de tempos seja enviado ao departamento para examinar o padrão. O encarregado pode, ou não, permanecer no recinto ou no pôsto de trabalho enquanto o analista de estudo de tempos examina a operação, mas êle com tôda a certeza seguirá a operação de verificação em todos os detalhes e saberá a causa da dificuldade pelos meios que sejam finalmente usados para corrigir a situação. No que diz respeito às atividades auxiliares de uma fábrica, é necessário que haja correção de todos os mal-entendidos e que se estabeleça um equilíbrio cuidadoso dos deveres do engenheiro industrial para com a supervisão de produção. Embora o Departamento de Estudo de Tempos e Movimentos seja grandemente responsável pelo estabelecimento e manutenção dos tempos-padrões numa fábrica, o engenheiro industrial trabalha através do supervisor de produção e não o substitui. Se um supervisor preguiçoso, indiferente ou antago-nista não der a sua cooperação sincera em tal situação, essa atitude é um desafio ao Departamento de Estudo de Tempos e Movimentos e à Administração, para que mostrem ao supervisor por que lhe é vantajoso para si e para a Companhia, e não menos para o operário de seu departamento que êle compreenda o estudo de Tempos e desempenhe o que é estabelecido pela organização com respeito à aplicação dos padrões e dos planos de incentivos salariais.

CRONOMETRAGEM RESPONSABILIDADES DO SUPERVISOR REFERENTES AOS TEMPOS-PADRÕES
FÔLHA DE INFORMAÇÃO 9/1
Relacionamos e explanamos a seguir as principais responsabilidades do supervisor referentes ao estabelecimento e à aplicação dos tempos-padrões. Cumpre relevar que grande parte do sucesso de um programa de estudo de tempos e métodos com vistas à redução de custos e maior eficiência da operação, depende muito da atitude do supervisor. Suas responsabilidades maiores nesse sentido são: 1) A conservação dos tempos-padrões; 2) a informação imediata a quem de direito sôbre quaisquer mudanças de métodos, ferramenta, equipamento, etc, a fim de que os tempos-padrões possam sempre refletir condi-ções atualizadas que são, em outras palavras, refletidas no custo, e 3) assistência irrestrita ao analista para o estabelecimento de padrões justos e corretos.
Para que possa bem desempenhar essas responsabilidades, torna-se necessário que o supervisor:
1. Conheça e compreenda os tempos-padrões. 2. Distribua a carga de trabalho eqüitativa e
adequadamente para os operários. 3. Treine e instrua os operários nos melhores
métodos e procedimentos. 4. Assegure-se de que as condições existentes na
ocasião em que se estabeleceu o padrão sejam sempre as mesmas.
5. Aplique ação disciplinatória sempre que fôr necessário.
Ao auxiliar no estabelecimento dos tempos-padrões, o supervisor deve:
1. Certificar-se de que as ferramentas corretas e o equipamento em uso êstejam em boa ordem.
2. Certificar-se de que na preparação não haja riscos de segurança.
3. Certificar-se de que o material está na posição apropriada.
4. Certificar-se de que o material está de acôrdo com as especificações.
5. Auxiliar na seleção de um operário normal. 6. Informar o operário do método adequado a ser
usado.
7. Certificar-se de que as condições sejam as mesmas que atendam aos princípios de nor-malidade.
8. Ver que o serviço produzido na operação a ser estudada seja de qualidade aceitável.
9. Examinar o estudo depois que o analista tiver completado a sua decomposição em elementos.
Nos primeiros capítulos dêste manual, tratamos dos métodos usuais de observação, demos um fundo histórico, bem como as funções de estudo de tempos e movimentos, estudamos um pouco da avaliação do ritmo, a necessidade de medir os resultados do trabalho e a terminologia usada por analistas de estudo de tempos e movimentos. Mencionamos algo sôbre os requisitos de mão-de-obra. Mencionamos as responsabilidades maiores que estão a cargo de um supervisor, ao aplicar os padrões em seu departamento. Mais uma vez voltamos a êste assunto, algo enfáticamente, e com detalhes. São as seguintes as responsabilidades maiores, se o leitor bem se lembra.
1. O supervisor é responsável pelo acompa-nhamento do operário para que êle cumpra os padrões.
2. O supervisor deve relatar qualquer mudança que ocorra em ferramentas, métodos e equipamento, processo ou condições normais, a fim de que os padrões possam, em qualquer momento representar o custo padrão.
3. O encarregado é responsável pela assistência no estabelecimento dos padrões.
Temos aí as três responsabilidades maiores do encarregado com referência aos padrões. O primeiro item, talvez, seja bem familiar, nesta altura, uma vez que já tem aparecido muitas vêzes em nossas considerações. O segundo é novo, e está sendo introduzido agora para ser discutido algo detalhadamente um pouco mais adiante. Vejamos agora as responsabilidades do encarregado quanto a obter de seus operários que cumpram os padrões.
O padrão de ferramenta posta à nossa disposição quase do mesmo modo que o material, martelos, chaves de fenda, e muitas outras facilidades que contribuem para a fabri-

CRONOMETRAGEM RESPONSABILIDADES DO SUPERVISOR REFERENTES AOS TEMPOS-PADRÕES
FÔLHA DE INFORMAÇÃO 9/2
cação de um produto. A fim de usar êste fer-ramental eficientemente, é preciso que conheçamos e compreendamos os tempos-padrões. O supervisor tem a obrigação de saber quais são e de compreender os tempos-padrões de cada operação em curso no seu departamento. Depois de adquirirmos conhecimentos completos da hora-padrão e suas finalidades, a coisa seguinte a fazer é aplicar os padrões de tal modo que usemos o método apropriado, baseado nos planos e nos padrões. Isto nos leva ao problema de atribuição de trabalho aos operários individuais.
DEVEMOS DESIGNAR A CARGA APROPRIADA DE TRABALHO PARA CADA EMPREGADO. Êste assunto, naturalmente, pertence à atribuição de cargas de trabalho. sôbrecarregar um operário pode resultar em dificuldades trabalhistas. O resultado de carregar um empregado abaixo do normal, é perda de eficiência; em aditamento, pode surgir um problema de relações humanas, quando outros empregados notam o fato e julgam estar trabalhando demais, por comparação.
É responsabilidade do supervisor fazer distribuição de trabalho da maneira melhor e mais eficiente possível.
Para cumprir tão importante obrigação, o supervisor deve conhecer:
1. O planejamento da produção para a sua secção. 2. A hora-padrão de cada operação.
Falando de modo geral, boas atribuições de trabalho consistem em distribuir a cada operário, ou a cada pôsto de trabalho debaixo de seu contrôle, um dia completo de trabalho.
Se houver alterações de planejamento, e em conseqüência, de operações, é preciso re-ordenar a atividade de modo a refletir tais alterações.
Treinamento e Instrução
Depois de têrmos determinado e distribuído a carga apropriada de trabalho para cada operário, o passo seguinte a ser aplicado É TREINAR E INSTRUIR OS OPERÁRIOS NOS MÉTODOS E PROCEDIMENTOS ADEQUADOS, PARA QUE SE POSSAM ALCANÇAR os OBJETIVOS de fazerem aquilo que se espera que êles façam.
O supervisor deve considerar o treinamento como sua responsabilidade pessoal: 1) Explicar; 2) mostrar; 3) deixar fazer, e 4) acompanhar periódicamente.
Podemos levar avante êste programa de treinamento com o uso dêste método tão simples de 4 degraus. Inclusos no treinamento devem estar todos os movimentos eliminados, que possam ser eliminados e que o supervisor conhece, ou os cortes de movimento que êle possa vir a desenvolver uma vez que o padrão, com tôda a probabilidade, foi baseado no corte de tais movimentos elimináveis. Às vêzes é desejável que o supervisor obtenha para si auxílio numa operação que exija perícia. Então, pode ser necessário delegar uma parte de seu serviço de treinamento a uma pessoa competente debaixo de suas ordens. Em tal caso, o supervisor deve entregar o processo de treinamento e verificar apenas o progresso.
Temos falado a respeito de treinamento em muitos lugares nestas notas, e temos também falado a respeito de programa. O treinamento dos operários para que venham a atingir os padrões de trabalho é um detalhe que o supervisor deve tratar cuidadosamente. Há desvantagens em ter um operário mais idoso treinando um outro mais jovem. O velho pode vir a ensinar ao jovem uma série de maus hábitos ao mesmo tempo em que lhe mostra como realizar o serviço. É preciso que nos esforcemos sempre para mostrar ao pessoal como fazer o serviço corretamente. Devemos esforçar-nos sempre para ensinar aos operários o método correto e certificarmo-nos de que o método está sendo usado.
Conservação das condições
Como já sabemos, os padrões se baseiam nas condições existentes na época da cronometragem. É IMPORTANTE QUE o ENCAR-REGADO MANTENHA AS CONDIÇÕES QUE PREVA-LECIAM QUANDO O TEMPO-PADRÃO FOI DETER-MINADO: As condições que prevaleciam no pôsto de trabalho na época em que se estabeleceu o padrão, devem continuar enquanto estiver em vigor, se é que desejamos que os empregados mantenham o plano de produção individualmente. Se um homem estiver trabalhando numa operação de marcação e estabelecer-se um padrão com base numa pressão que proporcione 5.000 cursos por hora, supondo-se que a matriz seja posteriormente montada numa prensa que só proporcione 4.000 cursos por hora terá havido mudança de condições sôbre as quais se baseou o estabelecimento do padrão. Sé se supõe que um operário aperte parafusos com uma chave de impacto, e mandam-lhe a ferramenta para uma

CRONOMETRAGEM RESPONSABILIDADES DO SUPERVISOR REFERENTES AOS TEMPOS-PADRÕES
FÔLHA DE INFORMAÇÃO 9/3
chave de soquête do tipo manual, há igualmente uma alteração de condições, e o operário com tôda a probabilidade, não será capaz de alcançar o padrão. É, portanto, necessário que mantenhamos as condições normais.
Ação Disciplinatória
Até agora temos falado a respeito da obtenção do padrão. Falemos agora sôbre a ação disciplinatória que deve ser iniciada quando um operário não consegue alcançar um tempo-padrão.
O SUPERVISOR DEVE APLICAR A AÇÃO DIS-CIPLINATÓRIA ADEQUADA QUANDO INDICADA.
Antes de que qualquer ação seja iniciada, o supervisor deve estar de posse dos fatos precisos pertinentes ao caso. Êle deve assegurar-se de que está operando através dos canais apropriados. A penalidade por não conseguir obter um padrão pode variar desde uma advertência até uma demissão.
Na maioria das companhias, sómente uma pequena porcentagem dos casos de de-sentendimentos entre o operário e o departamento do pessoal se refere à não obtenção de padrões. Contudo, a ação disciplinatória é necessária a fim de se ter um departamento bem administrado e manter a produção em ritmo, sem qualquer ou com o mínimo de perturbação de pessoal. O supervisor não deve hesitar em tomar tal ação, quando necessária. É preciso, porém ter em mente que precisamos estar de posse de todos os dados exatos pertinentes a qualquer dos casos.
1. Pontos que devem ser sublinhados do ponto de vista de relações trabalhistas e de competência do supervisor no treinamento para consecução dos padrões.
a) AÇÃO DISCIPLINATÓRIA POR NÃO CONSEGUIR
REALIZAR O PADRÃO ESTABELECIDO. Ao mesmo tempo em que damos ênfase à responsabilidade do supervisor em fazer com que seus empregados realizem o padrão estabelecido, deve-se deixar bem claro que, na maioria dos casos, um bom supervisor conseguirá que seus empregados satisfaçam às exigências do padrão sem recorrer à ação disciplinatória. Esta deve ser considerada apenas como "último recurso". Não deve ser usada como muleta do supervisor medíocre.
As condições algo elaboradas estabelecidas para um caso disciplinatório que envolva falha na realização do padrão são necessárias a fim de que tais casos sejam suprimidos. Tais medidas não se estabelecem assim arbitráriamente, mas se baseiam na experiência da companhia com casos semelhantes no passado.
b) QUEIXAS CONCERNENTES AOS PADRÕES: Nosso objetivo ao lidar com queixas que envolvam padrões é o mesmo que, quando lidamos com qualquer outro tipo de queixa: isto é, que ela seja resolvida sem qualquer descontentamento formal. O pessoal do estudo de tempos e métodos e do supervisor está sempre disposto a qualquer tentativa para ajudar a solucionar queixas que digam respeito aos padrões e isto com tanta rapidez quanto possível. O supervisor não deve hesitar em chamar um ou outro em seu auxílio.
c) DESCANSO DURANTE TEMPO PESSOAL: Deve ficar bem claro ao supervisor que, de acôrdo com as leis dêste país, os empregados têm direito a parar o serviço para dispor de seu tempo pessoal sómente para fins necessários. Na prática, o supervisor usa seu próprio discernimento para concessões de paradas para uso de tempo pessoal para coisas tais como comer um sanduíche, tomar uma xícara de café, etc. Enquanto tais pri-vilégios não sejam levados ao abuso, por exemplo, leitura de jornais, "tirada de sonecas", parar o serviço antes da hora para lavar as mãos, etc, não se deve permitir ao empregado que adquira o hábito de pensar que tem um tanto específico de tempo cada dia, o qual período possa dedicar a seus pró-prios fins.
Procedimento disciplinar
O empregado pode ser enviado ao de-partamento de relações quando não consegue obter o padrão e quando as seguintes condições forem observadas:
1. O empregado, repentinamente, deixa de obter o padrão estabelecido numa operação regular. Tal falha deve ser devida à negligência ou à própria vontade do empregado.

CRONOMETRAGEM RESPONSABILIDADES DO SUPERVISOR REFERENTES AOS TEMPOS-PADRÕES
FÔLHA DE INFORMAÇÃO 9/4
2. O supervisor já fêz tôdas as tentativas para ver se o operário conseguia realizar o padrão.
3. O departamento de Estudo de Tempos examinou a operação recentemente com o intento de se certificar que as condições existentes eram as mesmas de quando se estabeleceu o padrão.
4. O supervisor informou o operário a respeito do padrão e de sua posição pelo menos quatro dias antes de mandá-lo ao departamento do pessoal (isto deve ser feito em presença do líder do departamento e o supervisor deve fazer uma notificação por escrito).
5. O supervisor avisou o operário de que êle sofreria ação disciplinar se continuasse falhando na realização do padrão.
6. O supervisor informou o líder de que informou o empregado e requisitou a assistência do líder para que oriente o empregado, em mais uma tentativa de alcançar o padrão.
7. O supervisor solicitou do empregado e do líder que declarem qualquer que seja a razão por que julgam que o empregado não consegue satisfazer o padrão. O supervisor deve verificar a validade de tais razões e registrá-las, bem como o resultado de sua verificação.
8. O supervisor informou o Departamento de Pessoal, ou o Departamento de Relações Trabalhistas, de que pretende iniciar um caso disciplinar contra o empregado e aconselhou o Departamento de Relações Trabalhistas ou o Departamento de Pessoal, segundo os dados específicos requeridos, para provar a falha do empregado em não obter o padrão estabelecido, naquela operação.
9. O supervisor observou e registrou os dados requeridos para provar a falha na obtenção do padrão.
Falhas na realização do trabalho diário
Se um supervisor está certo de que um operário está falhando na realização de um trabalho diário ou de uma operação em que
não haja um padrão estabelecido, ou em que haja um padrão preliminar, ou estimativo, deverá seguir, de modo geral, as normas apresentadas acima. Contudo, não se deve acusar o operário pela falha de obter o padrão de trabalho, mas sim pelo fato de não trabalhar a contento, ou de estar ausente do pôsto de trabalho sem permissão, ou seja, pela violação específica ocasionada na realização do tra-balho diário. A fim de fundamentar um caso como êsse, o supervisor deve descrever especificamente as violações do empregado.
Empregados em experiência
O período de experiência dá ao supervisor uma oportunidade de fazer com que um empregado realize o padrão. Se o supervisor não conseguir que um empregado satisfaça ao padrão dentro de seu período de experiência, êle deve mandá-lo ao Departamento de Pessoal, como "empregado em experiência — resultado não satisfatório". O supervisor deve explicar especificamente qual foi a falha do empregado, mas não se exige que êle passe pelas normas gerais acima expostas.
Procedimentos para resolução de queixas com relação à hora-padrão
Se um empregado, ou o líder de um departamento apresenta queixas sôbre o padrão de uma operação, o supervisor deve:
a) Determinar se a queixa é contra o padrão em si ou contra algumas condições que podem ser corrigidas ou explicadas.
b) Se sentir que um exame da operação pelo Estudo de tempo é necessário, e resolveria as queixas, requisitar a assistência do Supervisor de Estudo de Tempos.
c) Se tiver dificuldade em resolver o problema rápidamente, informar imediatamente o Departamento de Relações Trabalhistas. Se tal departamento determinar que a queixa se prende aos padrões, êle marcará uma entrevista com o supervisor de Estudo de Tempos e um representante do empregado ou seu líder.

CRONOMETRAGEM DISTRIBUIÇÃO DA HORA-PADRÃO FÔLHA DE
INFORMAÇÃO 10/1
Deve ser bem compreendido pelo supervisor de produção que o objetivo do Departamento de Estudo de Tempos e Movimentos é determinar um dia justo de trabalho e que nada tem a esconder. Contudo, o padrão é um campo técnico no qual pessoas de conhecimentos limitados sôbre o assunto causam confusão de interpretação, especialmente se assim o quiserem fazer. Portanto, é muito importante que sómente a informação que seja de uso prático seja distribuída, ou esteja disponível, o que evitará confusões. Cada supervisor de produção recebe uma comunicação, a qual lhe fornece o padrão de cada uma de suas operações. Êle deve, é claro, e de imediato, informar a hora-padrão a cada um de seus operários. Deve também informar o líder do departamento ou do grupo a respeito da hora-padrão para a operação, se por uma razão ou por outra o líder assim o exigir.
O supervisor pode também requisitar do Departamento de Estudo de Tempos uma decomposição dos elementos de qualquer das operações. Esta informação também deve transmitir ao líder, se o líder a solicitar. Êle deve permitir que o líder veja os dados e os copie, se o desejar, mas não- deve entregar-lhe o material escrito. Nenhuma outra informação de padrões que não seja o cartão-processo e a decomposição elementar deve ser dada a qualquer líder ou representante sem o con-sentimento do Supervisor do Departamento de Estudo de Tempos e do Gerente das Relações Trabalhistas.
No início desta secção vimos que uma nova responsabilidade havia sido adicionada à lista das conhecidas. Vamos considerá-la agora.
Os padrões para tôdas as operações da companhia refletem o custo-padrão corrente da produção. A Administração determina a partir dêstes padrões se a companhia está ganhando, se está apenas nivelando lucros e despesas, ou se está perdendo dinheiro, e isto nas várias áreas de suas atividades. Um dos maiores objetivos de todo o programa de Estudo de Tempos e Movimentos é fazer com que êstes padrões reflitam o custo-padrão corrente. Se se fazem alterações nas operações da fábrica e a informação não é transmitida ao De-partamento de Estudo de Tempos e Movimentos, então os padrões não refletem o verdadeiro quadro do custo. Logo, como membros da administração, supervisor de produção e analista de tempos têm grande respon-
sabilidade em ajudar a manter o custo em dia. O supervisor de produção deve relatar as
mudanças, ou as alterações de métodos, fer-ramentas, equipamento, processo, ou condições normais a fim de que os padrões possam em todos os momentos refletir o custo-padrão. Esta responsabilidade maior já foi apresentada uma vez, ou talvez mais de uma vez, mas estaremos repetindo êste assunto continuamente, com um propósito.
O supervisor deve, imediatamente, relatar as alterações de processo, ferramentas ou métodos, quando ocorrem, bem como quaisquer outras alterações do normal.
A direção geral da fábrica está sempre se referindo ao custo-padrão da produção. Referem-se também os diretores da companhia, às condições econômicas do país e estão bem cientes da situação. A fim de manter-se uma posição firme no mercado é necessário que os preços sejam competitivos. Pode ser mesmo que amanhã a companhia tenha de efetuar uma redução no preço de venda de qualquer dos produtos fabricados. O custo-padrão informa até que ponto pode ser feita a redução. Se formos forçados a vender a um preço que esteja abaixo do custo, naturalmente, iremos perder dinheiro. Assim, a fim de que a direção-geral tenha dados precisos em que basear suas decisões, quando tais decisões devem ser tomadas, é preciso que comuniquemos as alterações à medida que ocorrerem na fábrica.
Responsabilidade de grande alcance para melhores métodos
Parece ser um pensamento comum em muitas áreas de uma companhia que o supervisor de produção tem pouca ou nenhuma responsabilidade de assistência ao estabelecimento de um padrão. Um ponto muito importante a lembrar é que o supervisor de produção, estando mais intimamente ligado às operações do que qualquer outra pessoa, deve ter maior conhecimento de suas operações. Em outras palavras, quem conhece as operações melhor do que o supervisor de produção? A companhia reconhece êste fato e designa, em conseqüência, aquêles que melhores são no conhecimento do serviço para darem assistência ao estabelecimento do tempo-padrão correto.
O SUPERVISOR TEM RESPONSABILIDADE MUITO GRANDE NO PREPARO DAS ESTAÇÕES DE TRABALHO COM O INTENTO DE OBTER MELHO-
CRONOMETRAGEM DISTRIBUIÇÃO DA MORA-PADRÃO FÔLHA DE
INFORMAÇÃO 10/2
RES MÉTODOS. O objetivo básico dos métodos melhores é capacitar o operário a desempenhar seu serviço no mínimo tempo possível ao mesmo tempo que mantém os melhores padrões de qualidade. De modo geral, os melhores métodos são determinados pela preparação do local de trabalho, pela distribuição de trabalho e por outros fatôres. Qualquer método usado num departamento não é, teóricamente, o melhor. Podemos dizer que seja o melhor desenvolvido até o momento presente, mas sabemos que existe sempre um método melhor que o atual.
Afastando-nos do ponto de vista muito amplo de melhorar as operações visando à redução de padrões, consideremos os detalhes das responsabilidades que um supervisor tem antes que se estabeleça um tempo-padrão para uma operação em seu departamento.
Como mencionamos anteriormente, alguns supervisores acham que o estabelecimento de um tempo-padrão é função restrita do Departamento de Estudo de Tempos. Antes que se estabeleça um tempo-padrão, é necessário que o método esteja bem fixado, para que não resulte um tempo-padrão "folgado" depois que o operário tiver trabalhado no método por um período considerável de tempo. Logo, o supervisor é responsável no sentido de que as coisas, de modo geral, na estação de trabalho, estejam corretas antes de se aplicar o processo de aferição do trabalho.
O SUPERVISOR DEVE ESTAR CERTO DE QUE AS FERRAMENTAS CORRETAS E O EQUIPAMENTO EM USO ESTEJAM EM BOA ORDEM. O supervi- sor deve ter conhecimento de tôdas as espécies de ferramentas e equipamentos usados para as operações dentro de sua área. Êle seleciona e emprega as ferramentas apropriadas para possibilitar as ferramentas e a máquina, para se assegurar de que estão em perfeitas condições de trabalho. Uma corrente não é mais forte que o seu elo mais fraco. Retiremos os elos fracos da corrente de nossas ferramentas e equipamentos antes de estabelecermos o tempo-padrão.
Deve certificar-se ainda de que o material esteja no local apropriado. O material deve ser colocado em posição adequada para a operação. Isto significa que deve ser colocado numa posição que é a mais próxima ao ponto de uso, dentro da área normal de trabalho, a uma altura conveniente com respeito ao ponto de uso. Sempre que possível deve ser entregue ao operário por meios mecânicos. Na fábrica, quando há uma tentativa de obter
êste objetivo, introduzem-se no quadro, natu-ralmente, engenhos de manejo e transporte tais como deslisadores, quedas, transportadores, recipientes econômicos do ponto de vista de movimentação, alimentadores automáticos e outros engenhos similares para economia do serviço. O transporte do material, ou seu manuseio, em nada contribui para o valor do produto. O processo em si é que conta. Logo, devemos fazer tudo quanto estiver ao nosso alcance para reduzir o tempo requerido para esta fase de preparação da operação.
DEVE IGUALMENTE CERTIFICAR-SE DE QUE A PREPARAÇÃO NÃO APRESENTA RISCOS DE SAÚDE ou DE SEGURANÇA. O senso comum nos diz que devemos eliminar tais riscos de uma operação quando consideramos que é nosso dever proteger o empregado sob nossa supervisão. Ocasionalmente, tentando desenvolver a melhor preparação possível, sentimo-nos inclinados a menosprezar certos riscos de segurança. A fim de nos certificarmos de que um risco de saúde ou de segurança não esteja presente na operação, façamos com que o inspetor de segurança examine a preparação.
Antes de se estabelecer um padrão para uma determinada operação, há outro ponto referente ao material que será usado na operação. O supervisor, antes do estudo de tempo, deve estar seguro de que o material está de acordo com as especificações. O material deve ser examinado pelos desenhos, amostras, ou em dispositivos, ou por qualquer outra ferramenta de inspeção. O supervisor deve relatar tôdas as condições do material ao analista de estudo de tempos.
Auxílio na seleção do operário
Suponhamos agora que tenhamos na estação de trabalho, já completamente preparada, o problema de escolher o operário. O supervisor deve conhecer a habilidade relativa de cada operário em seu departamento. Êle deve conhecer, dentro de sua área, quais as pessoas que êstejam dispostas a dar uma demonstração aproximada do normal.
Sabemos que quando o analista de tempo entra no departamento, e que se êle tem escôlha do operário a estudar, êle vai optar pelo indivíduo que esteja usando o método correto e desempenhando suas funções mais pròximamente do normal. Às vêzes perguntamo-nos por que o analista escolhe sempre os operários mais rápidos. Pode ser que o operário que êle escolha seja aquêle que esteja

CRONOMETRAGEM DISTRIBUIÇÃO DA HORA-PADRÃO FÔLHA DE INFORMAÇÃO 10/3
usando o método correto e que esteja trabalhando num ritmo que é o mais próximo de 100%. Êstes 100%, naturalmente, não representam a velocidade máxima. Se tôdas as operações diárias estivêssem numa base de incen-tivo, operários qualificados na maioria dos serviços, trabalhariam num passo de 110% a 125% do conceito que o analista faz do "normal".
Ao auxiliar o analista na seleção do ope-rário, lémbremo-nos dos pontos principais que discutimos, e façamos tudo o que pudermos para nos certificarmos de que estamos obtendo um bom padrão.
Depois de auxiliar na seleção de um operário tão próximo dó normal quanto possível, designamos-lhe a estação de trabalho.
O supervisor deve informar o operário a respeito do método apropriado a usar. O supervisor precisa ensinar ao operário, môço ou velho, os exatos detalhes do método correto. Naturalmente, é preciso conhecer o método correto para cada operação do departamento. A razão de ensinar exatamente os detalhes é incluir aquêles cortes mínimos de economia de movimentos que podem ser feitos em qualquer linha de serviço.
Condições normais
Consideremos as condições presentes no local de trabalho, tais como o fluxo do material, interferências de outras pessoas, número de unidades planejadas para o lote, calor, luz e fatôres de limpeza.
Sabemos que o tempo-padrão é baseado em condições normais. Sabemos que:
1. O fluxo material deve ser continuado, não intermitente.
2. Não deve haver interferência por parte de outros operários.
3. O número de unidades planejadas para o lote deve estar num nível normal.
4. Os fatôres de iluminação, calor e limpeza devem ser normais.
O SUPERVISOR DEVE ESTAR CERTO DE QUE CONDIÇÕES NORMAIS SÃO AS PREVALECENTES QUANDO SE ESTABELECE O TEMPO-PADRÃO. De- pois que o operário começou a trabalhar na nova operação, está usando o método apropriado, e está trabalhando em condições normais, há um ponto final para a consideração do supervisor antes de que o serviço seja estudado.
O SUPERVISOR DEVE VER SE O TRABALHO PRODUZIDO NA ESTAÇÃO É DE QUALIDADE ACEI-TÁVEL. O supervisor, bem como o analista de estudo de tempos sabe que a operação tem de se conformar com certos requisitos de qualidade. O supervisor ou o inspetor devem examinar o trabalho para se certificarem de que esteja de acôrdo com os padrões estabelecidos pelo contrôle de qualidade. Sabemos que há certos momentos em que os processos fogem do contrôle. Nestes momentos, é preciso que se tome ação corretiva para trazê-los de volta ao controle.
Depois que o analista terminou a sua tarefa de decompor a operação em elementos, depois de ter anotado os elementos, feito a avaliação do passo e obtido os dados adicionais com número da peça, da operação, etc. o supervisor é ainda responsável por mais um ponto: conferir o estudo com o analista antes de se iniciar a tomada dos tempos da ope-ração.
O SUPERVISOR DEVE CONFERIR O ESTUDO COM o ANALISTA. Êle verificará a inclusão de elementos cíclicos e não cíclicos. Êle descobrirá por que razão não se fêz a concessão de tempo para certos detalhes, Êle fará uma verificação do estudo e determinará melhoramentos, onde possível, em uma data futura. Êle também fará planos e tomará as medidas necessárias para instalar tais melhoramentos.

BIBLIOGRAFIA
Obras consultadas para a elaboração e compilação dêste trabalho.
MOTION AND TIME STUDY MANUAL
James A. Parton, Jr. Industrial Engineer. Conover-Mast Publications,Ic. New York.
TIME AND MOTION STUDY
Lowry, Maynard & Stegemerten. McGraw — Hill Book Company, Inc. — New York.
MOTION AND TIME STUDY
Ralph M. Barnes. Professor of Production Engineering and Management, University of California. McGraw-Hill Book Company, Inc. — New York.
ESTUDO DE TEMPOS PARA SUPERVISORES
Giuseppe Michelino. Prof. do Inst. de Org. Racional do Trabalho. Publicações Educacionais Ltda.
MEDIDA DE LOS TIEMPOS E DE LOS MÉTODOS
Lowry, Maynard & Stegemerten.

MANUAIS TÉCNICOS ELABORADOS PELO MINISTÉRIO DA EDUCAÇÃO E CULTURA DIRETORIA DO ENSINO INDUSTRIAL
Mecânica 1 — Ajustador 2 — Torneiro Mecânico 3 — Fresador 4 — Retificador 5 — Soldador Elétrico 6 — Soldador Oxi-acetilênico 7 — Contrôle de Qualidade Dimensional 8 — Cronometragem 9 — Tecnologia Mecânica 10 —
Serralheiro 1 1 — Reparador de Aparelhos Domésticos de Refrigeração 12 — Mecânico de Refrigeração 13 — Ferramenteiro
Mecânica de Autos 14 — Mecânico de Suspensão e de Alinhamento de Rodas 15 — Eletricista de Autos 16 — Afinador de Motores
Fundição 17 — Modelador de Fundição 18 — Moldador de Fundição
Construção Civil 19 — Carpinteiro de Obras 20 — Instalador de Água e Esgôto 21 — Pedreiro 22 — Pintor de Obras
Desenho Técnico 23 — Desenhista Mecânico 24 — Leitura de Desenho Técnico Mecânico
Rádio e Televisão 25 — Reparador de Rádio Receptor 26 — Reparador de Televisores
Eletricidade 27 — Eletricista Enrolador 28 — Reparador de Aparelhos Eletrodomésticos 29 — Eletricista Instalador
Organização 30 — Conceitos Básicos para a Elaboração de éries
SMetódicas de Aprendizagem Industrial

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo