Embed Size (px)
Citation preview

179REM: R. Esc. Minas, Ouro Preto, 55(3): 179-184, jul. set. 2002
ResumoEntende-se, por modelagem de processo, o desen-
volvimento de uma representação quantitativa ou quali-tativa dos fenômenos físicos associados ao processo. Otipo e a forma do distribuidor, o controle do fluxo e oposicionamento de obstáculos são importantes fatoresno projeto do sistema de alimentação de metal líquidopara o lingotamento contínuo de tiras de aço. Nesse tra-balho, são realizadas simulações do processo Twin Rollde lingotamento contínuo de tiras de aços, utilizando,como referência tecnológica, o equipamento-piloto ins-talado nas dependências do Instituto de Pesquisas Tec-nológicas do Estado de São Paulo (IPT). Foi construídoum simulador a frio do distribuidor do equipamento (emescala 1:1), com componentes feitos de acrílico, com águacomo fluido de simulação e com permanganato de potás-sio como corante. O simulador contribuiu para melhoriasde produtividade e para a limpeza do produto.
Palavras-chave: Twin roll, modelagem física, distribui-dor, sistema de alimentação.
AbstractIt can be understood by process modeling the
development of a quantitative or qualitativerepresentation of the physical phenomena associatedto the process. Important factors in the design of a metalfeeding system for thin strip casting of steels are sizeand shape of tundish, type and location of flow controldevices. In this article, simulations concerning the TwinRoll continuous caster of steels process at IPT(Technologic Research Institute) are performed. In orderto optimize steel flow a 1:1 water model was designedand constructed with components made of acrylic, wateras the simulation fluid and potassium permanganate asa pigment. The use of an appropriate arrangement ofturbulence inhibiting dams and weirs can provide anoutput fluid flow pattern suitable for input to a thinstrip caster. The simulator has contributed to improvethe productivity and cleanliness of the strip casting ofsteel.
Keywords: Twin roll, physical modelling, tundish, liquidfeeding.
Metalurgia & Materiais
Artigo recebido em 20/05/2002 e aprovado em 10/07/2002.
Modelagem física do sistema dealimentação do processo Twin Roll paralingotamento contínuo de tiras de aço
inoxidávelJosé Eduardo Spinelli
��������������� ������������������������������������������������������
����� � !����"#��������!�$�
Carlos Alexandre dos Santos�����������������������������% ����������������&�����������������������������&�
����� ����'"#��������!�$�
Amauri Garcia�����������#� ���(�����������������������
����� �������"#��������!�$�
Jaime Alvares Spim Junior�����������#� ������)�������*+&
����� � !�",����'��#�� �$�

REM: R. Esc. Minas, Ouro Preto, 55(3): 179-184, jul. set. 2002180
1. IntroduçãoA chapa de aço é certamente o prin-
cipal produto siderúrgico consumidopelas indústrias de transformação. Sen-do assim, a tecnologia de lingotamentotem sofrido sucessivos desenvolvimen-tos nos últimos 20 anos, buscando a pro-dução de chapas de maneira mais diretae com custo reduzido. Implementam-sesempre a produtividade, o rendimento ea qualidade. O processo evoluiu do lin-gotamento convencional para o contí-nuo e sempre se buscou a diminuição daespessura dos lingotes, surgindo o lin-gotamento de placas, placas finas etiras (com espessuras inferiores a 5mm).
De acordo com Spinelli et al.(2000),a tecnologia para obtenção direta de ti-ras a partir de aço líquido é resultado demassivos investimentos em pesquisa,geralmente multiinstitucionais, e freqüen-temente envolvendo apoio governamen-tal. Tudo se inicia nos anos 80, com enor-me desenvolvimento de escalas-piloto eprotótipos, principalmente para aços ino-xidáveis. Os desafios atuais consistemem corridas mais prolongadas, seqüen-ciais e confiáveis, com otimização daqualidade do produto.
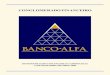
O lingotamento contínuo de tiras éum processo alternativo Near NetShape, caracterizado por reduzir o custoenergético de produção e o consumo demateriais, por melhorar a qualidade me-talúrgica do produto final e por aprimo-rar a eficiência de processamento. Umadas tecnologias para a produção diretade tiras é conhecida na literatura técnicapor Twin Roll, a qual consiste de umaprodução, em estágio único, de tiras fi-nas, que podem ser bobinadas normal-mente no estágio seguinte (ver Figura1). Combina, portanto, os efeitos da soli-dificação rápida e os da laminação aquente em um único estágio operacio-nal. Esse processo, que já é bastante uti-lizado, é reconhecidamente eficiente parao processamento de alumínio e vem atra-indo vigoroso interesse das indústriasde aço, conforme Schwerdtfeger etal.(1998) e Santos et al.(2000).
Segundo Mizoguchi et al.(1996) eCosta Neto et al.(1997), o sistema de ali-mentação do metal líquido é considera-
do uma condição crítica para a operaçãocorrente do processo, pois este devegarantir a mínima variação da temperatu-ra do metal na poça líquida, proporcio-nar uma forma de controle fácil e imedia-to, assegurar o controle do nível de me-tal líquido no distribuidor, otimizar ascondições do fluxo e arraste de impure-zas, flutuações e turbulência na superfí-cie do líquido e, ainda, prever outras ope-rações como condições de vazamento esuperaquecimento.
2. Modelagem Físicado Distribuidor
Para Morales et al.(1999), no pro-cesso, o distribuidor refere-se ao recipi-ente intermediário entre a panela vindado forno e o molde ou rolos, onde o me-tal começará a solidificar. O conceito bá-sico de se usar um distribuidor foi o dealimentar e distribuir metal fundido paradiversos moldes no equipamento, mas,além dessa função, ele pode ser utiliza-do para separar inclusões no banho,homogeneizar a temperatura, ou até mes-mo realizar modificações na composiçãoquímica da liga.
A geometria do sistema, o posicio-namento de obstáculos à passagem dometal líquido (diques e barreiras) e a ve-locidade do mesmo têm sido estudadosvisando a melhorar a capacidade de se-paração de inclusões não-metálicas e ahomogeneização do metal líquido den-tro do banho, resultando em aumento dequalidade do produto final, em funçãoda limpeza do aço e da homogeneizaçãode temperatura. Para esse estudo, é prá-tica comum utilizar-se de modelos físi-cos.
No caso de análises específicas aodistribuidor, projetos do posicionamen-to de diques e barreiras, além de especi-ficações sobre as válvulas de vazamen-to e posições dos pontos de enchimen-to da panela, são facilmente dimensio-nados com modelos físicos. O objetivoda modelagem física é representar o sis-tema a ser modelado pela mudança domaterial de trabalho e, muitas vezes, pelamudança da escala de operação. O novomaterial a ser utilizado no modelo deveser representativo, de forma que as ca-racterísticas fluido-dinâmicas sejamiguais ou semelhantes à do material mo-
Figura 1 - Processo Twin Roll para produção de tiras de aço.

181REM: R. Esc. Minas, Ouro Preto, 55(3): 179-184, jul. set. 2002
delado. Desse modo, é possível obterresultados realísticos de um protótipoque, por exemplo, utilize aço líquido comtemperaturas superiores a 1500ºC, pormeio de medidas em um modelo que, porexemplo, utilize água à temperatura am-biente, de modo muito mais barato, efici-ente e seguro.
Os modelos físicos, geralmente, sãoconstruídos em acrílico e utiliza-se, comofluido para simular o metal líquido, aágua, com corante adicionado, para vi-sualizar o fluxo desde a entrada no reci-piente até a vazão para o molde, possibi-litando, dessa forma, determinar as con-dições para redução de turbulências eregiões mortas (onde não ocorre a circu-lação do líquido), além do fato de permi-tir a reconfiguração do projeto e da geo-metria, visando a um fluxo de alimenta-ção que direcione o metal da entrada paraa base da escória flutuante no banho.Joo et al.(1993) estabeleceram que essetipo de fluxo tem, como vantagem, reterinclusões não-metálicas, assim que o flu-xo passa pela escória.
É muito importante indicar os parâ-metros a serem respeitados no desen-volvimento de um modelo físico. Os prin-cipais fatores que influem nos camposde fluxo atingidos são: a turbulência(equação de Navier-Stokes); forças de-vido à inércia; forças devido à gravidade;forças devido ao atrito-cisalhamento.
As equações diferenciais (fluxo defluido) e de transferência de calor e mas-sa dão origem aos princípios de modela-gem. É necessário considerar-se o fluxode um fluido de massa específica e vis-cosidade constante e isotérmico. Asequações a seguir descrevem esse fluxoe foram trabalhadas por Mazumdar et al.(1995).
Equação da conservação de massade um fluido incompressível:
∇ =.ν 0 (1)
Equação do movimento para fluidonewtoniano (Navier-Stokes):
ρν
µ∇ ν ρ. .d
dtP g= ∇ + +2
(2)
onde:
ρ = massa específica [kg/m3];
ν = velocidade escalar [m/s];
µ = viscosidade estática ou absoluta [kg/m.s];
P = pressão no fluido [kg/m.s2];
g = aceleração da gravidade [9,81 m/s2].
A partir da última equação, multi-
plicando os termos por 2V.�L , e reor-
ganizando a equação, Szekely et al.(1988)chegaram aos seguintes números adi-mensionais:
�
�.V.L=ReN (3)
L.g
V=NFr
2
(4)
onde:NRe = número de Reynolds;
NFr = número de Froude;
V = corresponde a velocidade do jato deentrada no distribuidor;
L = dimensões lineares.
O número de Reynolds representaa razão entre forças inerciais e viscosase o número de Froude representa a razãoentre forças inerciais e potenciais.
Sen et al.(1998) estabeleceram acomparação entre os números adimensi-onais calculados para o modelo de água(escala 1:1) e o protótipo, que trabalhacom aço inoxidável AISI 304. Veja a Ta-bela 1.
3. ProcedimentoExperimental
Para análise prática das simulaçõesem modelos físicos, alguns aspectos são
ressaltados, tais como linhas de fluxo etempo de residência, por exemplo. Linhasde fluxo são curvas imaginárias tomadasatravés do fluido para indicar a direçãoda velocidade em diversas seções doescoamento no sistema fluido. Já o tem-po de residência expressa o tempo depermanência do fluido (ou de uma su-posta partícula) dentro do distribuidor.Com essas ferramentas e através deanálises de imagens, é possível a deter-minação de volumes característicos defluxo. O mais explorado deles é o volumemorto, que é aquela fração do volumetotal que possui velocidade tão baixa quepode ser considerada estagnada. É umazona indesejada, já que reduz, significa-tivamente, o tempo médio de residência,gerando perda de temperatura e segre-gação de elementos químicos.
O distribuidor da máquina de lin-gotamento contínuo de tiras possui ca-pacidade aproximada para 100 kg de açoe o controle da vazão é promovido atra-vés do deslocamento de uma válvula-tampão (varão) assentada em uma sede.O modelo físico é constituído de: distri-buidor, válvula-tampão, válvula submer-sa e cavidade formada entre os rolos.Utiliza-se permanganato de potássio(KMnO
4) diluído em água como corante
e adicionado ao sistema a partir da aber-tura superior do distribuidor (lado opos-to ao da colocação da válvula submer-sa).
Analisou-se a influência da colo-cação da barreira e dos diques com dife-rentes configurações no distribuidor emrelação ao fluxo de metal líquido, sendoobservados a mistura do fluxo, o tempode residência no distribuidor e a existên-cia de zonas mortas.
Tabela 1- Comparação dos números adimensionais.
NRe NFr
Água 1.32x104 1.410
Aço 1.64x104 1.410
Água 8.82x102 0.007
Aço 1.16x103 0.008
Água 1.70x103 0.078
Aço 2.22x103 0.087
Final do Vazamento
Entrada do Tundish
Saída do Tundish
Adimensionais

REM: R. Esc. Minas, Ouro Preto, 55(3): 179-184, jul. set. 2002182
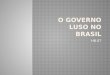
A definição das alturas dos obstá-culos baseou-se em testes similares deconfiguração realizados por Camplin etal.(1990) no equipamento-piloto da BHPSteel (Austrália), quando se convencio-naram as melhores geometrias para altu-ras de 0,3 vezes o nível "h" médio dometal líquido dentro do distribuidor, issopara barreiras, e 0,7.h para diques, o quepode ser visto na Figura 2. Os resulta-dos foram obtidos pela filmagem das si-mulações no modelo físico, determinan-do-se a melhor configuração para o dis-tribuidor.
As seqüências ensaiadas para po-sicionamento e combinação entre a bar-reira (1) e os diques (2 e 3) constam naTabela 2, sendo que a 1º seqüência nãoaparece listada, já que se refere à condi-ção atual do equipamento, sem diques ebarreiras. A distância mencionada refe-re-se ao espaço (em mm) deixado entre oobstáculo e a lateral esquerda do distri-buidor (referência).
4. Resultados eDiscussões
Os resultados apresentados a se-guir foram levantados segundo a seguin-te metodologia:
• Fluxo de mistura no distribuidor, ado-tando como direção preferencial asuperfície do metal líquido. Dessemodo, deseja-se que o material queentra no distribuidor passe pela es-cória retida na superfície, onde sepode garantir a retenção de inclusõese partículas de menores massas es-pecíficas.
• Menor tempo para a mistura comple-ta da água com corante (permanga-nato), pois, desse modo, pode-se ga-rantir maior homogeneidade em rela-ção aos gradientes térmicos no inte-rior do distribuidor.
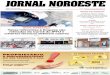
A condição atual (Figura 3) refere-se à situação do distribuidor isento dequalquer tipo de obstáculo ao movimen-to de fluido. A segunda seqüência (Fi-gura 4) mostra resultados com barreiras1 colocadas, respectivamente, a 150 mme 200 mm da lateral. Vê-se que o efeito
resultante em termos de mistura obtida épraticamente o mesmo. A terceira se-qüência de resultados (Figura 5) refere-se à colocação simples do dique 2 emvariadas posições. Vê-se que a posiçãocorrespondente ao dique colocado a 200mm provoca a incidência de menor zonamorta, conseqüentemente provocandouma maior mistura no líquido. A quartaseqüência (Figura 6) mostra a colocaçãode diques 3. Novamente, observa-se quea melhor mistura é obtida com o diqueposicionado a 200 mm da esquerda dodistribuidor. A quinta seqüência mostra(Figura 7) a colocação simultânea da bar-reira 1 e do dique 2, respectivamente a100 mm e 250 mm, e a 150 mm e 250 mm dalateral esquerda do distribuidor. Vê-se,
claramente, que a primeira configuraçãoprovoca uma melhor mistura no fluido.A sexta seqüência mostra (Figura 8) acolocação de barreiras 1 e diques 3, co-locados respectivamente a 100 mm e 250mm e a 150 mm e 275 mm da lateral.
Com base nas seqüências, obser-vou-se que a melhor configuração é aque-la referente à segunda seqüência (Figu-ra 4), qual seja, barreiras 1 colocadas a150 mm ou a 200 mm da lateral. Esse ar-ranjo permitiu a melhor mistura, maximi-zando o tangenciamento do fluido nasuperfície onde se posiciona a escória.Essa configuração já foi incorporada aodistribuidor do equipamento.
Figura 2 - (a) Esquema do distribuidor da BHP Steel; (b) Características geométricasdo distribuidor em estudo.
Tabela 2 - Condições de ensaio no modelo frio.
Seqüências
Barreira 1 1 1 - - - - - 1 1 1 1
Distância (mm) 200 150 100 - - - - - 150 100 150 100
Diques - - - 2 2 2 3 3 2 2 3 3
Distância (mm) - - - 250 200 150 250 150 250 250 275 250
6ª2ª 3ª 4ª 5ª

183REM: R. Esc. Minas, Ouro Preto, 55(3): 179-184, jul. set. 2002
Figura 6 - Fluxo para a configuração com dique 3.
Figura 5 - Fluxo para a configuração com dique 2.
Figura 4 - Fluxo para a configuração com a barreira 1.
Figura 3 - Fluxo da condição atual, sem diques e sem barreiras.

REM: R. Esc. Minas, Ouro Preto, 55(3): 179-184, jul. set. 2002184
5. ConclusõesA aplicação de um modelo físico
para simular o sistema de alimentação
do equipamento-piloto permitiu a análi-se do fluxo de metal líquido no distribui-
dor e a determinação da melhor configu-
ração geométrica para o sistema. E o po-sicionamento único de barreira a 150 mm
ou a 200 mm da lateral do distribuidor
caracterizou-se como a melhor configu-ração, quando analisado o comporta-
mento do fluxo de metal líquido no dis-
tribuidor.
6. AgradecimentosAo IPT e a UNICAMP pelo am-
paro científico e à FINEP e FAPESP peloapoio financeiro.
ReferênciasBibliográficasCAMPLIM, J. M., HERBERTSON, J., HOLL,
H., WHITEHOUSE, P., GUTHRIE, R.I.L.,HAN, J.W., HASAN, M. The applicationof mathematical and water modelling inthe selection of tundish design for theProposed Combicaster at BHP Whyalla.In: PROCEEDINGS OF THE SIXTHINTERNATIONAL IRON AND STEELCONGRESS., 1990. Nagoya: 207-214.
COSTA NETO, J.G. et alii. Otimização do fluxode aço no distribuidor do lingotamentocontínuo. Campinas: UNICAMP, 1997.(Doutorado).
JOO, S., GUTHRIE, R. I. L. Inclusion behaviorand heat transfer phenomena inSteelmaking Tundish Operations: Part I.Aqueous Modeling. MetalurgicalTransactions B, v. 24B, p. 755-765, 1993.
MAZUMDAR, D., YAMANOGLU, G.,SHANKARNARAYANAN, R., GUTHRIE,I.L. Similarity considerations in the physicalmodelling of steel making TundishSystems. Steel Research, n. 1, p. 14-19,1995.
MIZOGUCHI, T., MIYAZAWA, K.,UESHIMA, Y. Relation between surfacequality of cast strips and meniscus profile
of Molten Pool in the Twin Roll CastingProcess. ISIJ, v. 36, p. 417-423, 1996.
MORALES, R. D., LÓPEZ-RAMÍREZ, S.,PALAFOX-RAMOS, J., ZACHARIAS D.Numerical and modeling analysis of fluidflow and heat transfer of liquid steel in atundish with different flow control devices.ISIJ, v. 39, p. 455-462, 1999.
SANTOS, C. A., SPIM, J. A., GARCIA A.Modeling of solidification in Twin RollStrip Casting. Journal of MaterialsProcessing Technology, v. 102, p. 33-39,2000.
SCHWERDTFEGER, K. Benefits, Challengesand limits in new routes for hot stripproduction. ISIJ, v. 38, n. 8, p. 852-861,1998.
SEN, N., SAU, R., MAZUMDAR, S., GHOSH,M., SAHAY, S. K., HAY, A. K. Physicalmodelling of liquid feeding for an UnequalDiameter Two Roll Thin Strip Caster.Canadian Metallurgical Quarterly, v. 37,n. 2, p. 161-166, 1998.
SPINELLI, J. E. et alii. Simulação dolingotamento contínuo de tiras finas deAços. Campinas: UNICAMP, 2000.(Mestrado).
SZEKELY, J., ILEGBUSI, O. J. et alii. Thephysical and mathematical modeling ofTundish Operations. New York: Springer-Verlag, 1988. 133p.
Figura 7 - Fluxo para a configuração com dique 2 e barreira 1.
Figura 8 - Fluxo para a configuração com dique 3 e barreira 1.