Embed Size (px)
Citation preview

Copyright © 1996,ABNT–Associação Brasileirade Normas TécnicasPrinted in Brazil/Impresso no BrasilTodos os direitos reservados
Sede:Rio de JaneiroAv. Treze de Maio, 13 - 28º andarCEP 20003-900 - Caixa Postal 1680Rio de Janeiro - RJTel.: PABX (021) 210 -3122Fax: (021) 240-8249/532-2143Endereço Telegráfico:NORMATÉCNICA
ABNT-AssociaçãoBrasileira deNormas Técnicas
Palavras-chave: Amarra. Corrente. Elos malhetados 19 páginas
NBR 13715
Origem: Projeto 07:000.01-202:1996CB-07 - Comitê Brasileiro de Navios, Embarcações e Tecnologia MarítimaCE-07:000.01 - Comissão de Estudo de Casco e Acessórios de CascoGT-07:000.01-4 - Grupo de Trabalho de Amarras e AcessóriosNBR 13715 - Offshore structures - Stud-link anchor chain - RequirementsDescriptors: Stud-link anchor chain. Chain. Stud-linkEsta Norma foi baseada na IACS W22 - Offshore Mooring ChainVálida a partir de 30.10.1996
Estruturas offshore - Amarras -RequisitosOffshore structures - Stud-link anchorchain - Requirements
ContentsForeword1 Scope2 Normative references3 Definitions4 General requirements5 Materials for stud-link anchor chains and accessories - Characteristics6 Materials for stud-link anchor chains and accessories -
Testing7 Finished stud-link anchor chains and accessories8 Finished stud-link anchor chains - Testing and inspection9 Markings10Testing and inspection of accessories
Foreword
ABNT - Associação Brasileira de Normas Técnicas - is theBrazilian Standardization Forum. Brazilian Standards, thecontent of which is the responsibility of the ComitêsBrasileiros (CB) and Organismos de Normalização Setorial(ONS), are drawn up by Comissões de Estudo (CE). SuchCE committees are made up of representatives of thesectors involved and include producers, consumers andneutral entities (universities, laboratories and others).
Draft Brazilian Standards, prepared by CB and ONS, arecirculated to the ABNT members and other interestedentities for National Voting.
SumárioPrefácio1 Objetivo2 Referências normativas3 Definições4 Requisitos gerais5 Materiais para amarras e acessórios - Características6 Materiais para amarras e acessórios - Ensaios7 Amarras acabadas e acessórios8 Amarras acabadas - Ensaios e inspeção9 Marcações10 Ensaios e inspeção de acessórios
Prefácio
A ABNT - Associação Brasileira de Normas Técnicas - éo Fórum Nacional de Normalização. As Normas Bra-sileiras, cujo conteúdo é de responsabilidade dos Comi-tês Brasileiros (CB) e dos Organismos de NormalizaçãoSetorial (ONS), são elaboradas por Comissões de Estudo(CE), formadas por representantes dos setores envol-vidos, delas fazendo parte: produtores, consumidores eneutros (universidades, laboratórios e outros).
Os Projetos de Norma Brasileira, elaborados no âmbitodos CB e ONS, circulam para Votação Nacional entre osassociados da ABNT e demais interessados.
SET 1996


2 NBR 13715:1996
Esta Norma foi baseada na IACS W22 - Offshore MooringChain, norma da Associação Internacional das So-ciedades Classificadoras, de tal modo que amarras fa-bricadas de acordo com aquela norma estão conformeesta Norma, considerando-se requisitos finais de desem-penho. Ela difere da IACS W22 em alguns requisitos deprocesso e controle, onde se optou por dar mais liberdadepara a fabricação. Permissão para reprodução dos requi-sitos da IACS foi concedida ao CB-07 por carta datada de19 de julho de 1995.
1 Objetivo
Esta norma especifica as características das amarras parauso offshore e acessórios a serem utilizados em amar-ração de unidades móveis para operações offshore, amar-ração de unidades de produção flutuantes, amarraçãode sistemas de carregamento offshore e amarração deestruturas baseadas no efeito da gravidade.
Esta Norma se aplica aos elos comuns, elos comuns deemenda, elos alongados, elos finais, elos desmontáveis,manilhas de união, manilhas de âncora, manilhas deunião final, tornéis e manilhas giratórias.
2 Referências normativas
As normas relacionadas a seguir contêm disposições que,ao serem citadas neste texto, constituem prescrições paraesta Norma. As edições indicadas estavam em vigor nomomento desta publicação. Como toda norma está sujeitaa revisão, recomenda-se àqueles que realizam acordoscom base nesta que verifiquem a conveniência de seusarem as edições mais recentes das normas citadas aseguir. A ABNT possui a informação das normas em vigorem um dado momento.
NBR ISO 1704:1996 - Construção naval - Amarras
NBR 5940:1996 - Construção naval - Amarras -Requisitos
NBR 8549:1984 - Forjados em matriz aberta de aço-carbono e aço-ligado para uso geral - Especificação
ISO 148:1983 - Steel - Charpy impact test (V-notch)
ISO 2604-1 - Steel products for pressure purposes.Quality requirements. Part 1
ISO 6892:1984 - Metallic materials - Tensile testing
ISO 9477:1992 - High strength cast steels for generalengineering and structural purposes
3 Definições
Para os efeitos desta Norma aplicam-se as definições daNBR 5940.
4 Requisitos gerais
4.1 Aprovação dos fabricantes de amarras
4.1.1 As amarras offshore devem ser fabricadas unica-mente por unidades de produção aprovadas pelaSociedade Classificadora. Para essa finalidade, devemser realizados ensaios de aprovação, cuja abrangênciadeve incluir ensaios de carga de prova e de carga de rup-tura, medições e ensaios mecânicos, incluindo ensaiosde mecânica da fratura.
This Standard was based on IACS W22 - Offshore MooringChain, issued by the International Association ofClassification Societies to such an extent that stud-linkanchor chains manufactured in accordance withIACS W22 also conform to this Standard, considering finalperformance requirements. It differs from IACS W22 inmanufacturing process and control requirements, which,in this Standard, are less restrictive. Permission for thereproduction of IACS requirements was granted to CB-07by the letter dated July 19, 1995.
1 Scope
This standard specifies the characteristics of offshorestud-link anchor chains and accessories intended to beused for application such as: mooring of mobile offshoreunits, mooring of floating production units, mooring ofoffshore loading systems and mooring of gravity-basedstructures.
This Standard applies to common links, connectingcommon links, enlarged links, end links, detachableconnecting links, joining shackles, end shackles, endjoining shackles, swivels and swivel shackles.
2 Normative references
The following standards contain provisions which, throughreference in this text, constitute provisions of thisInternational Standard. At the time of publication, theeditions indicated were valid. All standards are subject torevision, and parties to agreements based on this Standardshall investigate the possibility of applying the most recenteditions of the standards indicated below. ABNT maintainsregisters of currently valid Standards.
NBR ISO 1704:1996 - Shipbuilding - Stud-linkanchor chain
NBR 5940:1996 - Shipbuilding - Stud-link anchorchain - Requirements
NBR 8549:1984 - Forjados em matriz aberta de aço-carbono e aço-ligado para uso geral - Especificação
ISO 148:1983 - Steel - Charpy impact test (V-notch)
ISO 2604-1 - Steel products for pressure purposes.Quality requirements. Part 1
ISO 6892:1984 - Metallic materials - Tensile testing
ISO 9477:1992 - High strength cast steels for generalengineering and structural purposes
3 Definitions
For the purposes of this Standard, the definitions given inNBR 5940.
4 General requirements
4.1 Approval of stud-link anchor chain manufacturers
4.1.1 Offshore stud-link achor chains shall be manufacturedonly by works approved by the Classification Society. Forthis purpose approval tests shall be carried out, the scopeof which shall include proof and breaking load tests,measurements and mechanical tests including fracturemechanics tests.

NBR 13715:1996 3
4.1.2 Os fabricantes devem submeter para exame e apro-vação a seqüência de operações, desde a inspeção norecebimento até o embarque, e detalhes dos seguintesprocessos de fabricação:
a) aquecimento e dobramento da barra, incluindométodo, temperaturas, controle de temperaturas eregistros;
b) solda de topo por contato, incluindo as variáveisde corrente, voltagem, tempo e dimensões, assimcomo controle e registro dos parâmetros;
c) rebarbação, incluindo método e inspeção;
d) método de inserção dos malhetes;
e) tratamento térmico, incluindo tipos de forno, meiospara especificar, controlar e registrar a temperaturae velocidade da amarra e os limites permissíveis,banho de têmpera e sua agitação e o método deresfriamento após a retirada;
f) cargas de prova e de ruptura, incluindo método/máquina, meios de apoio horizontal (se for o caso),método de medição e registros;
g) procedimentos para ensaios não-destrutivos.
4.1.3 A calibração dos fornos deve ser verificada pormedição e registro das temperaturas reais dos elos (nasuperfície e internamente).
4.2 Aprovação do sistema da qualidade do fabricantede amarras
Os fabricantes de amarras devem dispor de um sistemada qualidade documentado e eficaz, aprovado pela So-ciedade Classificadora. Este sistema da qualidade éexigido além do acompanhamento dos ensaios por umvistoriador, conforme especificado nesta Norma.
4.3 Classificação
As amarras são classificadas em três graus, de acordocom a resistência à tração nominal dos aços utilizadosna fabricação: R3, R3S e R4.
4.4 Aprovação das aciarias/barra laminada
O material em barra destinado à fabricação de amarras eacessórios deve ser fabricado unicamente por usinasaprovadas pela Sociedade Classificadora. A aprovaçãoé limitada a um fornecedor devidamente identificado dematerial para confecção de barras. Caso um fabricantede amarras deseje utilizar materiais provenientes de umconjunto de fornecedores, devem ser realizados ensaiosde aprovação distintos para cada fornecedor.
A aprovação será dada tão-somente depois dos ensaiosbem-sucedidos na amarra acabada. A aprovação será li-mitada normalmente a uma espessura igual à das barrassubmetidas a ensaio.
O fabricante do aço deve submeter a especificação dacomposição química do material do qual são feitas asbarras, que deve ser aprovada pela Sociedade Classifi-cadora e pelo fabricante da amarra.
4.1.2 Manufacturers shall submit for review and approvalthe sequence of operations from receiving inspection toshipment and details of the following manufacturingprocesses:
a) bar heating and bending including method,temperatures, temperature control and recording;
b) flash welding including current, force, time anddimensional variables as well as control andrecording of parameters;
c) flash removal including method and inspection;
d) stud insertion method;
e) heat treatment including furnace types, means ofspecifying, controlling and recording of temperatureand stud-link anchor chain speed and allowablelimits, quenching bath and agitation, cooling methodafter exit;
f) proof and breaking loading including method/machine, means of horizontal support (if applicable),method of measurement and recording;
g) non-destructive examination procedures.
4.1.3 Calibration of furnaces shall be verified bymeasurement and recording of actual link temperature(surface and internal).
4.2 Approval of quality system of stud-link anchorchain manufacturers
Stud-link anchor chain manufacturers shall have adocumented and effective quality system approved by theClassification Society. The provision of such a qualitysystem is required in addition to the witnessing of tests bya surveyor as specified in this Standard.
4.3 Classification
Depending on the nominal tensile strength of the steelsused for manufacture, stud-link anchor chains shall besubdivided into three grades: R3, R3S and R4.
4.4 Approval of steel mills/rolled bar
Bar material intended for stud-link anchor chain andaccessories shall be manufactured only by steel millsapproved by the Classification Society. The approval islimited to a nominated supplier of bar material. If astud-link anchor chain manufacturer wishes to usematerial from a number of suppliers, separate approvaltests shall be carried out for each supplier.
Approval will be given only after successful testing of thecompleted stud-link anchor chain. The approval willnormally be limited to a thickness equal to that of the barstested.
The steelmaker shall submit a specification of the chemicalcomposition of the bar material, which shall be approvedby the Classification Society and by the stud-link anchorchain manufacturer.

4 NBR 13715:1996
Para amarras de grau R4, convém que o aço contenhaum mínimo de 0,20% de molibdênio.
Um estudo de sensibilidade ao tratamento térmico comsimulação das condições de produção das amarras deveser realizado para verificar as propriedades mecânicas eestabelecer limites para as combinações de temperaturase tempos.
O fabricante das barras deve fornecer evidências de queo material tem capacidade para resistir ao envelhecimentoapós deformação, fragilização por revenido e fragilizaçãopor hidrogênio.
4.5 Aprovação das forjarias e das fundições/acessórios
As forjarias e as fundições que tencionam fornecer aces-sórios acabados ou semi-acabados devem ser aprovadaspela Sociedade Classificadora. A abrangência da apro-vação deve ser determinada em comum acordo com aSociedade.
Os fabricantes que tencionam fornecer acessórios noestado usinado (como, por exemplo, elos tipo “Kenter”)devem submeter desenhos detalhados à aprovação daSociedade Classificadora.
5 Materiais para amarras e acessórios -Características
5.1 Propriedades mecânicas
As propriedades mecânicas dos forjados, após o tra-tamento térmico, e dos aços laminados devem estar con-forme a tabela 1. As propriedades mecânicas dos açosfundidos também devem estar conforme a tabela 1, comexceção da redução de área, que para os graus R3 eR3S deve ser de no mínimo 40% e para o grau R4 de nomínimo 35%.
5.2 Composição química
Para ensaios de aceitação, a composição química dasamostras de panela de cada corrida deve ser determinadapelo fabricante do aço e deve atender às especificaçõesaprovadas.
5.3 Fabricação do aço
5.3.1 Barras de aço laminadas
Os aços devem ser fabricados por processo de oxigêniobásico, forno elétrico ou outro processo que seja espe-cialmente aprovado. Todos os aços devem ser acalmadose tratados com vistas à obtenção de granulometria fina.
5.3.2 Aços forjados e aços fundidos
Os aços forjados e fundidos utilizados na fabricação dosacessórios devem estar em conformidade com as especi-ficações submetidas e aprovadas.
5.4 Dimensões e tolerâncias das barras de açolaminadas
O diâmetro e a ovalização devem ficar dentro dastolerâncias especificadas na tabela 2, a não ser que haja
For grade R4 stud-link anchor chain the steel shouldcontain a minimum of 0,20 % molybdenum.
A heat treatment sensitivity study simulating stud-linkanchor chain production conditions shall be conductedin order to verify mechanical properties and establish limitsfor temperature and time combinations.
The bar manufacturer shall provide evidence that thematerial is resistant to strain ageing, temper embrittlementand hydrogen embrittlement.
4.5 Approval of forges and foundries/ accessories
Forges and foundries intending to supply finished or semi-finished accessories shall be approved by theClassification Society. The scope of approval shall beagreed with the Society.
Manufacturers intending to supply accessories inmachined condition (e.g. Kenter type shackles) shallsubmit detailed drawings for approval of the ClassificationSocieties.
5 Materials for stud-link anchor chains andaccessories - Characteristics
5.1 Mechanical properties
The mechanical properties of forgings, after heattreatment, and rolled steels shall be in accordance withtable 1. The mechanical properties of cast steels shallalso be as shown in table 1 except for the reduction ofarea, which shall be at least 40% for grades R3 and R3S,and 35% for grade R4.
5.2 Chemical composition
For acceptance tests, the chemical composition of ladlesamples of each heat shall be determined by thesteelmaker and shall comply with the approvedspecification.
5.3 Steel manufacture
5.3.1 Rolled steel bars
The steels shall be manufactured by basic oxygen, electricfurnace or such other process as may be especiallyapproved. All steels shall be killed and fine grain treated.
5.3.2 Forged steels and cast steels
Forged steels and cast steels used for the manufacture ofaccessories shall be in compliance with specificationssubmitted and approved.
5.4 Dimensions and tolerances of rolled steel bars
The diameter and roundness shall be within thetolerances specified in table 2, unless otherwise agreed.

NBR 13715:1996 5
Tabela 1 - Propriedades mecânicas de amarras offshoreTable 1 - Mechanical properties of offshore stud-link anchor chain
Tensão de Resistência à Alongamento Redução de Ensaio de impacto Charpy com entalhe em Vescoamento tração mínimo área mínima Charpy V-notch impact tests mínima mínima
Grau Minimum Minimum Minimun Minimun Temperatura Energia Energia médiaGrade yield stress tensile elongation reduction of do ensaio média (mín.) solda (mín.)
strength area Test Average Avg. Energy flash 1) temperature energy (min.) weld (min.)
2)
MPa MPa % % °C J J
R3 410 690 17 50 0 60 50
-20 40 30
R3S 490 770 15 50 0 65 53
-20 45 33
R4 580 860 12 50 -20 50 36
1) Valor do escoamento dividido pela resistência: 0,92 máx.
2) À opção da Sociedade Classificadora, o ensaio de impactode aços de graus R3 e R3S pode ser realizado a 0°C oua -2°C.
5.5 Condições de fornecimento
As barras devem estar isentas de marcas, trincas, duplalaminação e imperfeições prejudiciais de superfície.Descontinuidades longitudinais podem ser removidas poresmerilhamento e suavizadas para proporcionar umcontorno suave, desde que a sua profundidade nãoultrapasse 1% do diâmetro da barra.
5.6 Tratamento térmico
As peças forjadas acabadas e as peças fundidas devemser submetidas a tratamento térmico apropriado em con-formidade com as especificações submetidas e aprova-das.
5.5 Conditions of supply
The bars shall be free of marks, cracks and flakes and ofany injurious surface imperfections. Provided that theirdepth is not greater than 1% of the bar diameter,longitudinal discontinuities may be removed by grindingand blending to a smooth contour.
5.6 Heat treatment
Finished forgings and castings shall be properly heattreated in compliance with specifications submitted andapproved.
+ 2,0 0
Diâmetro Tolerância no Tolerância nanominal diâmetro ovalizaçãoNominal Tolerance on Tolerance ondiameter diameter roundness
dmáx. - dmín.
mm mm mm
51 - 80 1,50
81 - 100 + 2,6 1,95 0
101 - 120 + 3,0 2,25 0
121 - 160 + 4,0 3,00 0
1) Value of yield to tensile ratio: 0,92 max.
2) At the option of the Classification Society the impact test ofgrade R3 and R3S may be carried out at either 0°C or - 2°C.
Tabela 2 - Tolerâncias dimensionais das barrasTable 2 - Dimensional tolerances of bars

6 NBR 13715:1996
5.7 Marcação
Cada barra deve ser estampada com a designação dograu do aço e o número da corrida (ou um código que in-dique o número da corrida) em uma das pontas. Podemser aceitos, mediante acordo, outros métodos de mar-cação. Os aços forjados e fundidos devem ser marcadosde maneira semelhante.
5.8 Materiais dos malhetes
Os malhetes devem ser feitos de aço correspondente aoda amarra ou que atenda às especificações submetidase aprovadas. Por via de regra, não convém que o teor decarbono ultrapasse 0,25%, caso os malhetes devam sersoldados no elo.
6 Materiais para amarras e acessórios - Ensaios
6.1 Barras de aço laminado
6.1.1 Ensaios mecânicos
Barras com o mesmo diâmetro nominal, provenientes damesma corrida, devem ser apresentadas para ensaio emlotes com 50 toneladas ou fração. Os corpos-de-provapara ensaios devem ser retirados de material submetidoao mesmo tratamento térmico que se pretende aplicar àamarra acabada
Cada corrida das barras de aço de graus R3S e R4 deveser ensaiada para verificar fragilização pelo hidrogênio.No caso de fundição contínua, devem ser colhidas amos-tras que representem tanto o começo como o fim da carga.No caso de fundição em lingotes, devem ser colhidasamostras representando dois lingotes diferentes.
Dois (2) corpos-de-prova para ensaios de resistência àtração devem ser obtidos da região central de barras quetenham sido submetidas a uma simulação de tratamentotérmico. Os corpos-de-prova devem preferivelmente terdiâmetro de 20 mm ou, alternativamente, 14 mm. Umcorpo-de-prova deve ser submetido a ensaios dentro deum máximo de 3 h após a usinagem. Para um corpo-de-prova com 14 mm de diâmetro, o limite de tempo é de1,5 h. Alternativamente, o corpo-de-prova pode serresfriado até -60°C logo após a usinagem e ser mantidonessa temperatura por um prazo de cinco dias, no máximo.O outro corpo-de-prova deve ser submetido a ensaiodepois de ser aquecido a 250°C durante 4 h, ou alterna-tivamente durante 2 h, no caso de corpo-de-prova de14 mm de diâmetro.
Deve ser empregada, durante todo o ensaio, até ocorrera fratura, uma taxa lenta de aplicação de esforço<0,0003 s-1 (isto significa aproximadamente 10 min paraum corpo-de-prova com 20 mm de diâmetro).
Devem ser registrados a resistência à tração, o alonga-mento e a redução de área. A exigência para o ensaio é:
1 2Z / Z 0,85≥
Onde:
Z1 = redução de área sem aquecimento
Z2 = redução de área após aquecimento
5.7 Marking
Each bar shall be stamped with the steel grade designationand the charge number (or a code indicating the chargenumber) on one of the end surfaces. Other markingmethods may be accepted subject to agreement. Forgedand cast steels shall be marked in a similar manner.
5.8 Materials for studs
The studs shall be made of steel corresponding to that ofthe stud-link anchor chain or in compliance withspecifications submitted and approved. In general, thecarbon content should not exceed 0,25% if the studs areto be welded in place.
6 Materials for stud-link anchor chains andaccessories - Testing
6.1 Rolled steel bars
6.1.1 Mechanical tests
Bars of the same nominal diameter shall be presented fortest in batches of 50 tonnes or fraction thereof from thesame heat. Test specimens shall be taken from materialheat treated in the same manner as intended for thefinished stud-link anchor chain.
Each heat of grade R3S and R4 steel bars shall be testedfor hydrogen embrittlement. In case of continuous casting,test samples representing both the beginning and the endof the charge shall be taken. In case of ingot casting, testsamples representing two different ingots shall be taken.
Two (2) tensile test specimens shall be taken from thecentral region of bar material which has been subjectedto a simulated heat treatment. The specimens shallpreferably have a diameter of 20 mm, alternatively14 mm. One specimen shall be tested within a maximumof 3 hours after machining. For a 14 mm diameterspecimen, the time limit is 1,5 hours. Alternatively, thespecimen may be cooled to -60°C immediately aftermachining and kept at that temperature for a maximumperiod of 5 days. The other specimen shall be tested afterbaking at 250°C for 4 hours or alternatively 2 hours for a14 mm diameter specimen.
A slow strain rate < 0,0003 s-1 shall be used during theentire test, until fracture occurs. (This means approximately10 minutes for a 20 mm diameter specimen).
Tensile strength, elongation and reduction of area shallbe reported. The requirement for the test is:
1 2Z / Z 0,85≥
Where:
Z1 = reduction of area without baking
Z2 = reduction of area after baking

NBR 13715:1996 7
Não se satisfazendo a exigência Z1 /Z2 ≥ 0,85, o materialda barra pode ser submetido a um tratamento de remoçãode hidrogênio, após acordo com a Sociedade Classifi-cadora. Devem ser realizados novos ensaios depois dadesgaseificação.
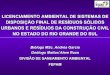
Para todos os graus do aço, devem ser retirados, de cadaamostra selecionada, um corpo-de-prova para ensaiode resistência à tração e três para ensaios de Charpycom entalhe em V. Os corpos-de-prova devem ser retira-dos a aproximadamente 1/3 do raio abaixo da superfície,conforme consta na figura 1.
Se os requisitos do ensaio de resistência à tração databela 1 não forem atingidos, é permitido submeter a novoensaio mais dois corpos-de-prova selecionados damesma amostra. A incapacidade de atender às exigên-cias especificadas de qualquer ensaio adicional acarretaráa rejeição da corrida representada, a não ser que istopossa ser atribuído claramente à inadequação do trata-mento térmico simulado.
Se os requisitos do ensaio de impacto da tabela 1 nãoforem atingidos, é permitido submeter a novo ensaio maistrês corpos-de-prova selecionados da mesma amostra.Os resultados devem ser acrescidos aos obtidos anterior-mente, a fim de se obter nova média. A nova média deveatender às exigências. Não mais que dois resultados indi-viduais podem ser inferiores à média exigida e não maisdo que um resultado deve estar abaixo de 70% do valormédio especificado.
A incapacidade de satisfazer às exigências acarretará arejeição da corrida representada, a não ser que isto possaser atribuído claramente à inadequação do tratamentotérmico simulado.
If the requirement Z1 /Z2 ≥ 0,85 is not met, the bar materialmay be subjected to a hydrogen degassing treatment afteragreement with the Classification Society. New tests shallbe performed after degassing.
For all grades, one tensile and three Charpy V-notchspecimens shall be taken from each sample selected.The test specimens shall be taken at approximately 1/3radius below the surface, as shown in figure 1.
If the tensile test requirements in table 1 are not achieved,a retest of two further specimens selected from the samesample shall be permissible. Failure to meet the specifiedrequirements of either or both additional tests will result inrejection of the batch represented unless it can be clearlyattributable to improper simulated heat treatment.
If the impact test requirements in table 1 are not achieved,a retest of three further specimens selected from the samesample shall be permissible. The results shall be addedto those previously obtained to form a new average. Thenew average shall comply with the requirements. No morethan two individual results shall be lower than the requiredaverage and no more than one result shall be below 70%of the specified average value.
Failure to meet the requirements will result in rejection ofthe batch represented unless it can be clearly attributed toimproper simulated heat treatment.
Figura 1 - Amostragem de barras, forjados e fundidos de açoFigure 1 - Sampling of steel bars, forgings and castings
Corpo-de-prova para ensaio deresistência à tração
Tensile specimem
Corpo-de-prova para ensaio deimpacto em V a 2 mm
Specimen for notched barimpact test (2 mm)

8 NBR 13715:1996
6.1.2 Ensaios não-destrutivos
O material das barras deve ser submetido a ensaio deultra-som, em uma fase apropriada da fabricação.
Todas as barras devem ser examinadas por partículasmagnéticas ou por correntes parasitas (eddy current).
A freqüência dos ensaios não-destrutivos pode ser redu-zida a critério da Sociedade Classificadora, contanto quese verifique por meios estatísticos que vem sendo alcan-çada a qualidade desejada.
6.2 Aços forjados
6.2.1 Ensaios mecânicos
Para amostragem, devem ser combinados em um mesmolote peças forjadas com dimensões semelhantes (diâ-metros que não difiram em mais de 25 mm), derivadas domesmo lote de tratamento térmico e da mesma corrida deaço. Para cada lote, devem ser retirados e submetidos aensaios, um corpo-de-prova para ensaios de resistên-cia à tração e três para ensaio de impacto. Os corpos-de-prova devem ser retirados a aproximadamente 1/3 doraio abaixo da superfície, conforme consta na figu-ra 1.
6.2.2 Ensaio de ultra-som
As peças forjadas devem ser submetidas a ensaios deultra-som em uma etapa apropriada de fabricação e emconformidade com a norma submetida e aprovada.
6.3 Aços fundidos
6.3.1 Ensaios mecânicos
Para amostragem, deve-se considerar como um únicolote as peças fundidas de dimensões semelhantes origi-nadas da mesma carga de tratamento térmico e da mesmacorrida de aço. Para cada lote, devem ser retirados esubmetidos a ensaios um corpo-de-prova para ensaiode resistência à tração e três para ensaio de impacto. Oscorpos-de-prova devem ser retirados a aproximadamente1/3 do raio abaixo da superfície, conforme consta na figu-ra 1.
6.3.2 Ensaio de ultra-som
As peças fundidas devem ser submetidas a ensaios deultra-som em conformidade com a norma submetida eaprovada.
7 Amarras acabadas e acessórios
7.1 Projeto
Devem ser submetidos para aprovação desenhos quecontenham os detalhes das amarras e dos acessórios,elaborados ou fornecidos pelo fabricante das amarras.Desenhos típicos constam na NBR/ISO 1704.
Além disso, devem ser submetidos, para efeito de in-formação, desenhos com os detalhes dos malhetes. Omalhete deve produzir uma impressão no elo da amarrasuficientemente profunda para garantir o seu posiciona-mento, mas o efeito conjunto da forma e da profundida-de da impressão não deve provocar qualquer efeitopernicioso de entalhe, nem de concentração de tensõesno elo.
A usinagem dos elos “Kenter” deve produzir filetes comraio mínimo de 3% do diâmetro nominal.
6.1.2 Non-destructive examination
The bar material shall be subjected to ultrasonicexamination at an appropriate stage of manufacture.
All bars shall be examined by magnetic particles or eddycurrents.
The frequency of non-destructive examination may bereduced at the discretion of the Classification Societyprovided it is verified by statistical means that the requiredquality is consistently achieved.
6.2 Forged steels
6.2.1 Mechanical tests
For test sampling, forgings of similar dimensions(diameters do not differ by more than 25mm) originatingfrom the same heat treatment charge and the same heatof steel shall be combined into one test unit. From eachtest unit one tensile and three impact test specimens shallbe taken and tested. The test specimens shall be taken atapproximately 1/3 radius below the surface, as shown infigure 1.
6.2.2 Ultrasonic examination
The forgings shall be subjected to ultrasonic examinationat an appropriate stage of manufacture and in compliancewith the standard submitted and approved.
6.3 Cast steels
6.3.1 Mechanical tests
For sampling, a single lot shall be considered the castingsof similar dimensions originating from the same heattreatment charge and the same heat of steel. From eachtest unit one tensile and three impact test specimens shallbe taken and tested. The test specimens shall be taken atapproximately 1/3 radius below the surface, as shown infigure 1.
6.3.2 Ultrasonic examination
The castings shall be subjected to ultrasonic examinationin compliance with the standard submitted and approved.
7 Finished stud-link anchor chains and accessories
7.1 Design
Drawings giving detailed design of stud-link anchor chainand accessories made by or supplied through the stud-link anchor chain manufacturer shall be submitted forapproval. Typical designs are given in NBR/ISO 1704.
In addition, drawings showing the detailed design of thestud shall be submitted for information. The studs shallgive an impression in the stud-link anchor chain link whichis sufficiently deep to secure the position of the stud, butthe combined effect of shape and depth of the impressionshall not cause any harmful notch effect or stressconcentration in the chain link.
Machining of Kenter shackles shall result in fillet radius ofat least 3% of nominal diameter.

NBR 13715:1996 9
7.2 Processo de fabricação
As amarras offshore devem ser fabricadas em processocontínuo de solda de topo por contato e devem ser tratadastermicamente em um forno de operação contínua; não épermitido tratamento térmico estacionário (em batelada).
A utilização de elos desmontáveis para substituir elosdefeituosos fica sujeita à aprovação escrita do compradorfinal quanto ao número e ao tipo permitido. A utilizaçãode elos comuns de emenda fica restrita a três elos emcada 100 m de amarra.
7.3 Registros do processo de fabricação
Devem ser colocados à disposição do vistoriador, paraexame, os registros do aquecimento das barras, da soldade topo e do tratamento térmico.
7.3.1 Aquecimento das barras
Para aquecimento das barras por resistência elétrica, oaquecimento deve ser controlado por um sensor térmicoótico. O elemento de controle deve ser examinado pelomenos uma vez a cada 8 h, mantendo-se registros dosresultados.
Para aquecimento em forno, a temperatura deve sercontrolada e registrada de maneira contínua, utilizando-se termopares em estreita proximidade com as barras.Os controles devem ser verificados pelo menos uma veza cada 8 h, mantendo-se registros dos resultados.
7.3.2 Solda de topo por contato
Devem ser controlados durante a soldagem de cada eloos seguintes parâmetros de solda:
a) velocidade;
b) corrente em função do tempo;
c) pressão hidráulica.
Os controles devem ser examinados pelo menos umavez a cada 4 h, mantendo-se registros dos resultados.
7.3.3 Tratamento térmico
A amarra deve ser austenitizada, acima da temperaturasuperior de transformação, com uma combinação de tem-peratura e tempo dentro dos limites estabelecidos.
Quando for o caso, a amarra deve ser revenida com umacombinação de temperatura e tempo dentro dos limitesestabelecidos.
A temperatura e o tempo ou a temperatura e a velocidadeda amarra devem ser monitoradas e registradas de formacontínua.
7.4 Propriedades mecânicas
As propriedades mecânicas da amarra acabada e dosacessórios devem estar em conformidade com a tabela1. Nas figuras 1 e 2 estão indicados os lugares de ondedevem ser retirados os corpos-de-prova.
7.2 Manufacturing process
Offshore stud-link anchor chains shall be manufacturedin continuous lengths by flash butt welding and shall beheat treated in a continuous furnace; batch heat treatmentis not permitted.
The use of detachable connecting links to replacedefective links is subject to the written approval of the endpurchaser in terms of the number and type permitted. Theuse of connecting common links is restricted to three linksin each 100 m of chain.
7.3 Manufacturing process records
Records of bar heating, flash welding and heat treatmentshall be made available for inspection by the surveyor.
7.3.1 Bar heating
For electric resistance heating, the heating phase shallbe controlled by an optical heat sensor. The controllershall be checked at least once every 8 hours and recordsshall be made.
For furnace heating, the heat shall be controlled and thetemperature continuously recorded using thermocouplesin close proximity to the bars. The controls shall be checkedat least once every 8 hours and records shall be made.
7.3.2 Flash butt welding
The following welding parameters shall be controlledduring welding of each link:
a) platen motion;
b) current as a function of time;
c) hydraulic pressure.
The controls shall be checked at least every 4 hours andrecords shall be made.
7.3.3 Heat treatment
Stud-link anchor chain shall be austenitized, above theupper transformation temperature, at a combination oftemperature and time within the limits established.
When applicable, stud-link anchor chain shall be temperedat a combination of temperature and time within the limitsestablished.
Temperature and time or temperature and stud-link anchorchain speed shall be controlled and continuously recorded.
7.4 Mechanical properties
The mechanical properties of finished stud-link anchorchain and accessories shall be in accordance with table1. For the location of test specimens see figures 1 and 2.

10 NBR 13715:1996
7.5 Proof and breaking test loads
Stud-link anchor chains and accessories shall withstandthe proof and break test loads given in table 3.
7.5 Ensaios de carga de prova e de ruptura
As amarras e acessórios devem suportar as cargas deprova e de ruptura constantes na tabela 3.
Tabela 3 - Fórmulas para carga de prova, ruptura, peso e comprimento de cinco elosTable 3 - Formulas for proof and break test loads, weight and length over five links
Requisitos Grau R3 Grau R3S Grau R4 Requirements Grade R3 Grade R3S Grade R4
Carga de prova 0,0148d2 (44-0,08d) 0,0180d2 (44-0,08d) 0,0216d2 (44-0,08d)Proof load
kN
Carga de ruptura 0,0223d2 (44-0,08d) 0,0249d2 (44-0,08d) 0,0274d2 (44-0,08d)Breaking load
kN
Peso da amarraChain weight
` kg/m 0,0219d2
Comprimento de cinco elos 22d (mín.) (min.)Length over five links
mm 22,55d (máx.) (max)
7.6 Ausência de defeitos
Todas as amarras devem ter acabamento satisfatório deacordo com o método de fabricação e estar isentas dedefeitos. Cada elo deve ser examinado em conformidadecom 8.4, utilizando-se procedimentos aprovados.
7.6 Freedom from defects
All stud-link anchor chains shall have a workmanlikefinish consistent with the method of manufacture and befree from defects. Each link shall be examined inaccordance with subclause 8.4 using approved procedures.
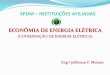
r/3
r/3
r/3
Corpo-de-prova para ensaio de impacto em V a 2 mm
Corpo-de-prova para ensaio de resistência à traçãoTensile specimen
Specimen for notched bar impact test (2 mm)Specimen for notched bar impact test (2 mm)
Corpo-de-prova para ensaio de impacto em V a 2 mm
Figura 2 - Retirada dos corpos-de-provaFigure 2 - Sampling of chain links
Corpo-de-prova para ensaio de resistência à tração
Tensile specimen

NBR 13715:1996 11
7.7 Dimensões e tolerâncias dimensionais
7.7.1 A forma e as dimensões dos elos e dos acessóriosdevem estar conforme a NBR ISO 1704 ou desenhosespecialmente aprovados.
7.7.2 As tolerâncias de fabricação, para menos, no diâ-metro nominal dos elos, medido na curva, devem ser asseguintes:
- até diâmetro de 40 mm : -1 mm;
- de 40 até 84 mm: -2 mm;
- de 84 até 122 mm: -3 mm;
- acima de 122 mm: -4 mm.
A tolerância para mais pode ser de até 5% do diâmetronominal. A área de corte transversal na curva não podeapresentar tolerância negativa.
7.7.3 A tolerância de fabricação permitida para uma sériede cinco elos é de +2,5%, não podendo ser negativa.
7.7.4 Todas as demais dimensões estão sujeitas a umatolerância de fabricação de ± 2,5%, contanto que todasas peças se encaixem corretamente.
7.7.5 Os malhetes devem estar localizados em posiçãocentral dentro dos elos e em ângulo reto com os lados doelo. São aceitáveis as seguintes tolerâncias, medidas con-forme a figura 3, contanto que o malhete se encaixe sua-vemente e seus extremos fiquem rentes ao interior doelo:
a) valor de descentralização máxima “X” é 10% dodiâmetro nominal;
b) desvio máximo “α” a partir da posição de 90° éde 4°.
7.7.6 As tolerâncias dos acessórios devem ser as se-guintes:
a) diâmetro nominal: %;
b) outras dimensões: ± 2,5%.
7.7 Dimensions and dimensional tolerances
7.7.1 The shape and proportion of links and accessoriesshall conform to NBR ISO 1704 or the designs especiallyapproved.
7.7.2 The minus manufacturing tolerances on the nominaldiameter measured at the crown shall be as follows:
- up to 40 mm diameter: -1 mm;
- over 40 up to 84 mm diameter: -2 mm;
- over 84 up to 122 mm diameter: -3 mm;
- over 122 mm: -4 mm.
The plus tolerance may be up to 5% of the nominaldiameter. The cross sectional area at the crown shall haveno negative tolerance.
7.7.3 The allowable manufacturing tolerance on a lengthof five links is + 2,5%, but may not be negative.
7.7.4 All other dimensions are subject to a manufacturingtolerance of ± 2,5%, provided always that all parts fittogether properly.
7.7.5 Studs shall be located in the links centrally and atright angles to the sides of the link. The followingtolerances, measured as shown in figure 3, are acceptableprovided that the stud fits snugly and its ends lie flushagainst the inside of the link:
a) maximum off-centre distance “X” is 10% of thenominal diameter;
b) maximum deviation “α” from the 90° position is 4°.
7.7.6 The following tolerances are applicable toaccessories:
a) nominal diameter: %;
b) other dimensions: ± 2,5%.
+5 0
+5 0
Figura 3 - Tolerâncias de fabricação
Figure 3 - Manufacturing tolerances
Distância de afastamento
do centro
Off-centre distance
x=(A-a)/2

12 NBR 13715:1996
7.8 Soldagem dos malhetes
Podem ser aceitos malhetes soldados para amarras degraus R3 e R3S. A soldagem dos malhetes nas amarrasde grau R4 não é permitida, a não ser que seja aprovadaespecialmente.
7.8.1 A eventual solda dos malhetes nos elos deve serefetuada antes de a amarra ser submetida ao tratamentotérmico.
7.8.2 As pontas dos malhetes devem-se encaixar comprecisão dentro do elo, devendo a solda ser executadana ponta do malhete que fica do lado contrário da soldade topo do elo. A periferia completa da ponta do malhetedeve ser soldada, a não ser que haja aprovação de outratécnica.
7.8.3 A soldagem dos malhetes em ambos os extremosnão é permitida, salvo aprovação especial.
7.8.4 As soldas devem ser executadas por soldadoresqualificados, utilizando-se um procedimento aprovado econsumíveis aprovados com baixo teor de hidrogênio.
7.8.5 O tamanho da solda de filete deve, no mínimo, serde acordo com o especificado abaixo.
7.8 Welding of studs
A welded stud may be accepted for grade R3 and R3Sstud-link anchor chains. Welding of studs in grade R4stud-link anchor chain is not permitted unless especiallyapproved.
7.8.1 Where studs are welded into the links this is to becompleted before the stud-link anchor chain is heattreated.
7.8.2 The stud ends shall be a good fit inside the link andthe weld shall be confined to the stud end opposite to theflash butt weld. The full periphery of the stud end shall bewelded unless otherwise approved.
7.8.3 Welding of studs both ends is not permitted unlessespecially approved.
7.8.4 The welds shall be made by qualified welders usingan approved procedure and low-hydrogen approvedconsumables.
7.8.5 The size of the fillet weld shall as a minimum be asspecified below.
7.8.6 As soldas devem ser de boa qualidade e isentas dedefeitos como trincas, falta de fusão, porosidade grosseirae mordeduras além de 1 mm.
7.8.7 Todas as soldas de malhetes devem ser submetidasa exame visual. Devem ser examinadas pelo menos 10%de todas as soldas de malhetes em cada seção de amar-ras, utilizando-se líquido penetrante ou partículas magné-ticas, depois da realização de ensaios de carga. Encon-trando-se trincas ou falta de fusão, todas as soldas nessaseção devem ser examinadas.
7.8.6 The welds shall be of good quality and free fromdefects such as cracks, lack of fusion, gross porosity andundercuts exceeding 1 mm.
7.8.7 All stud welds shall be visually examined. At least10% of all stud welds within each length of stud-link anchorchain shall be examined by dye penetrant or magneticparticles after proof testing. If cracks or lack of fusion arefound, all stud welds in that length shall be examined.
Dimensões Dimensão nominal Dimensão mínima Dimensions Nominal dimension Minimum dimension
f 0,10 d 0,09 d
g 0,20 d 0,18 d
h 0,09 d 0,08 d
Figura 4 - Soldagem do malheteFigure 4 - Stud welding
h
g
f
Tabela 4 - Dimensões das soldas dos malhetesTable 4 - Stud weld dimensions

NBR 13715:1996 13
7.9 Elos comuns de emenda
7.9.1 Os elos comuns utilizados para substituição dos elosde ensaios ou dos elos defeituosos devem ser fabricadosem conformidade com um procedimento aprovado, paraque não haja necessidade de novo tratamento térmicoem toda a extensão da seção. Exigem-se aprovaçõesseparadas para cada grau de amarra, devendo ser reali-zados os ensaios no tamanho máximo da amarra para aqual se busca aprovação.
7.9.2 A fabricação e o tratamento térmico dos elos comunsde emenda não devem afetar as propriedades dos elosadjacentes. A temperatura alcançada por esses elos emnenhum lugar deve ultrapassar 250°C.
7.9.3 Cada elo deve ser submetido à carga de prova eaos ensaios não-destrutivos detalhados na tabela 3 e em8.5. Um segundo elo deve ser fabricado de maneiraidêntica ao elo de ligação comum. O elo deve sersubmetido a ensaio e inspeção de acordo com 8.5 e 8.6.
7.9.4 Cada elo comum de emenda deve ser marcado nomalhete em conformidade com a subseção 9, mais umnúmero único para o elo. Os elos adjacentes devemtambém ser marcados nos malhetes.
8 Amarras acabadas - Ensaios e inspeção
8.1 Generalidades
Todas as amarras devem ser submetidas a ensaios decarga de prova, ensaios de carga de ruptura e ensaiosmecânicos depois do tratamento térmico final em pre-sença de um vistoriador. Quando o fabricante dispuserde um procedimento para registrar cargas de prova quesatisfaça o vistoriador, este não necessita testemunhartodos os ensaios de carga de prova. O vistoriador devecertificar-se de que as máquinas de ensaios estejamaferidas e mantidas de maneira satisfatória.
Antes dos ensaios e da inspeção, a amarra deve estarlivre de carepas, pinturas ou outros revestimentos. A amar-ra deve ser submetida a uma limpeza geral para satisfazera essa exigência.
8.2 Ensaio de carga de prova
A amarra deve suportar em toda a sua extensão a cargade prova especificada na tabela 3, sem fratura e semapresentar trincas nas soldas de topo. A carga aplicadanão deve ultrapassar a carga de prova em mais de 10%.Quando se utilizar a deformação plástica dos malhetespara sua fixação, a carga aplicada não deve ser superioràquela especificada para os ensaios de aprovação.
8.3 Ensaio de carga de ruptura
Um corpo-de-prova para ensaio de ruptura que com-preenda pelo menos três elos deve ser retirado da amarraou produzido ao mesmo tempo e da mesma maneira quea própria amarra. A freqüência de ensaio deve ser deacordo com a tabela 5, contanto que cada corrida estejarepresentada. Cada corpo-de-prova deve ser capaz desuportar a carga de ruptura especificada, sem fratura esem apresentar trincas na solda de topo. O corpo-de-prova deve ser aprovado, se suportar a carga de rupturapor um período de 30 s.
7.9 Connecting common links
7.9.1Single links to substitute for test links or defective linkswithout the necessity for re-heat treatment of the wholelength shall be made in accordance with an approvedprocedure. Separate approvals are required for eachgrade of stud-link anchor chain and the tests shall be madeon the maximum size of stud-link anchor chain for whichapproval is sought.
7.9.2 Manufacture and heat treatment of connectingcommon links shall not affect the properties of the adjoininglinks. The temperature reached by these links is nowhereto exceed 250°C.
7.9.3 Each link shall be subjected to the appropriate proofload and non-destructive examination as detailed in table3 and subclause 8.5. A second link shall be made identicalto the connecting common link. The link shall be testedand inspected in accordance with subclauses 8.5 and8.6.
7.9.4 Each connecting common link shall be marked onthe stud in accordance with subclause 9 plus a uniquenumber for the link. The adjoining links shall also bemarked on the studs.
8 Finished stud-link anchor chains - Testing andinspection
8.1 General
All stud-link anchor chain shall be subjected to proof loadtests, break load tests and mechanical tests after finaltreatment in the presence of a surveyor. Where themanufacturer has a procedure to record proof loads andthe surveyor is satisfied with the adequacy of the recordingsystem, he need not witness all proof load tests. Thesurveyor shall satisfy himself that the testing machinesare calibrated and maintained in a satisfactory condition.
Prior to test and inspection the stud-link anchor chain shallbe free from scale, paint or other coating. The stud-linkanchor chain shall be entirely cleaned to meet thisrequirement.
8.2 Proof load test
The entire length of stud-link anchor chain shall withstandthe proof load specified in table 3 without fracture andshall not crack in the flash weld. The load applied shallnot exceed the proof load by more than 10%. Where plasticstraining is used to set studs, the applied load shall not begreater than that specified in approval tests.
8.3 Break load test
A break-test specimen consisting of at least three linksshall be either taken from the stud-link anchor chain orproduced at the same time and in the same manner as thestud-link anchor chain. The test frequency shall be basedon tests at sampling intervals according to table 5 providedthat every cast is represented. Each specimen shall becapable of withstanding the break load specified withoutfracture and shall not crack in the flash weld. It shall beconsidered acceptable if the specimen is loaded to thespecified value and maintained at that load for 30 seconds.

14 NBR 13715:1996
Se a capacidade da carga da máquina de ensaio for insu-ficiente, um método equivalente de ensaio deve ser adota-do em comum acordo com a Sociedade Classificadora.
8.4 Dimensões e tolerâncias dimensionais
8.4.1 Depois dos ensaios de carga de prova, devem serfeitas medições em pelo menos 5% dos elos, de acordocom 7.7.
8.4.2 A amarra inteira deve ser examinada para verificaro comprimento de cinco elos. Na verificação de cincoelos, devem ser medidos os primeiros cinco elos. A partirdo segundo conjunto de cinco elos, pelo menos dois elosdo conjunto anterior de cinco elos devem ser incluídosna medição. Esse procedimento deve ser seguido paratoda a extensão da amarra. As medições devem ser efe-tuadas preferivelmente com a amarra carregada com 5 a10% da carga de prova. Os elos retidos nas mordaçaspodem ser excluídos dessa medição.
8.5 Ensaios não-destrutivos
8.5.1 Depois dos ensaios de carga de prova, toda asuperfície de cada elo deve ser submetida a exame visual.As rebarbas, irregularidades e arestas vivas devem seresmerilhadas para terem contorno suave. Os elos devemestar livres de defeitos de laminação, trincas, amas-samentos e cortes, principalmente na região das morda-ças da solda de topo. Os malhetes devem estar presosfirmemente.
8.5.2 Devem ser utilizadas partículas magnéticas parase examinar a área das soldas de topo, inclusive a áreadas mordaças. Devem ser adotados procedimentos eequipamentos de acordo com aqueles já aprovados. Oensaio deve abranger cada elo.
A superfície do elo à altura da solda de topo deve estarisenta de trincas, falta de fusão e porosidade grosseira.
If the loading capacity of the testing machine is insufficient,another equivalent method shall be agreed with theClassification Society.
8.4 Dimensions and dimensional tolerances
8.4.1 After proof load testing measurements shall be takenon at least 5% of the links in accordance with subclause7.7.
8.4.2 The entire stud-link anchor chain shall be checkedfor the length, five links at a time. By the five link check thefirst five links shall be measured. From the next set of fivelinks, at least two links from the previous five links setshall be included. This procedure shall be followed forthe entire chain length. The measurements shall be takenpreferably while the chain is loaded to 5 - 10% of theproof load. The links held in the end blocks may beexcluded from this measurement.
8.5 Non-destructive examination
8.5.1 After proof testing, all surfaces of every link shall bevisually examined. Burrs, irregularities and rough edgesshall be contour ground. Links shall be free from milldefects, surface cracks, dents and cuts, especially in thevicinity where gripped by clamping dies during flashwelding. Studs shall be securely fastened.
8.5.2 Magnetic particles shall be employed to examinethe flash welded area including the area gripped by theclamping dies. Procedures and equipment in accordancewith those approved shall be used. Frequency ofexamination shall be every link.
Link surface at the flash weld shall be free from cracks,lack of fusion and gross porosity.
Tabela 5 - Freqüências de ensaios de ruptura eensaios mecânicos
Table 5 - Frequency of break and mechanical tests
Diâmetro nominal Intervalo máximo para amostragem
Nominal diameter Maximum sampling interval
mm m
< 48 91
49 - 60 110
61 - 73 131
74 - 85 152
86 - 98 175
99 - 111 198
112 - 124 222
125 - 137 250
138 - 149 274
150 - 162 297
163 - 175 322

NBR 13715:1996 15
8.5.3 Deve ser empregado ultra-som para examinar afusão das soldas de topo, utilizando-se procedimentos eequipamentos de acordo com aqueles já aprovados. Asnormas de calibração no próprio local para o tipo daamarra devem ser aprovadas.
Todos os elos devem ser examinados.
A solda de topo deve estar livre de defeitos que possamprovocar a reflexão ultra-sônica igual ou superior ao pa-drão de calibração.
8.6 Ensaios mecânicos
Elos retirados como amostra da amarra fabricada e sub-metida a tratamento térmico devem ser seccionados paraverificação das propriedades mecânicas. Uma unidadede ensaio deve compreender um corpo-de-prova paraensaio de resistência à tração e nove corpos-de-provapara ensaios de impacto. O corpo-de-prova para resis-tência à tração deve ser retirado do lado oposto à solda.Três corpos-de-prova para ensaios de impacto devemser retirados na direção transversal à solda, sendo o en-talhe centralizado no meio da solda. Três corpos-de-provapara ensaios de impacto devem ser retirados em sentidolongitudinal do lado da base e três corpos-de-prova paraensaios de impacto devem ser retirados da região dacurva.
A freqüência de ensaios deve ser conforme a tabela 5,contanto que cada corrida esteja representada. As pro-priedades mecânicas devem ser conforme a tabela 1.
A freqüência dos ensaios de impacto na parte curva doelo pode ser reduzida a critério da Sociedade Classifi-cadora, contanto que se verifique, por meios estatísticos,que os valores desejados estão sendo atingidos.
8.7 Reensaio, rejeição e reparos
8.7.1 Se o comprimento de cinco elos estiver curto, a amar-ra pode ser alongada, aplicando-se uma carga acima dacarga de prova, desde que não seja acima de 10% e queapenas alguns trechos da amarra necessitem de alon-gamento.
Se o comprimento de cinco elos ultrapassar a tolerânciaespecificada, os elos individuais com comprimentosuperior ao especificado devem ser cortados, aplicando-se então 8.7.2.
8.7.2 Encontrando-se elos individuais com defeitos quelevem à sua rejeição, estes devem ser cortados, podendo-se inserir no seu lugar um elo comum de emenda. O tra-tamento térmico individual e o procedimento de inspeçãopara os elos comuns de emenda estão sujeitos à apro-vação da Sociedade Classificadora.
Outros métodos de reparos estão sujeitos à aprovaçãoescrita da Sociedade Classificadora e do comprador final.
8.7.3 Qualquer trinca, corte ou defeito na solda de topoverificado por exame visual ou de partículas magnéticasdeve ser esmerilhado até uma profundidade de não maisde 5% do diâmetro do elo e adoçado a fim de se evitaremcontornos bruscos. As dimensões finais do elo devemestar em conformidade com a norma.
8.5.3 Ultrasonics shall be employed to examine the flashweld fusion. Procedures and equipment in accordancewith those approved shall be used. On-site calibrationstandards for stud-link anchor chain configurations shallbe approved.
Frequency of examination shall be every link.
The flash weld shall be free from defects causingultrasonic back reflections equal to or greater than thecalibration standard.
8.6 Mechanical tests
Links of samples detached from finished, heat treated stud-link anchor chain shall be sectioned for determination ofmechanical properties. A test unit shall consist of onetensile and nine impact specimens. The tensile specimenshall be taken in the side opposite the flash weld. Threeimpact specimens shall be taken across the flash weldwith the notch centered in the middle. Three impactspecimens shall be taken across the unwelded side andthree impact specimens shall be taken from the bendregion.
The test frequency shall be as shown in table 5 providedthat every cast is represented. Mechanical properties shallbe as specified in table 1.
The frequency of impact testing in the bend may bereduced at the discretion of the Classification Societyprovided it is verified by statistical means that the requiredvalues are consistently achieved.
8.7 Retest, rejection and repair criteria
8.7.1 If the length over five links is short, the chain may bestretched by loading above the proof test load specifiedprovided that the applied load is not greater than 10%and that only random lengths of the chain need stretching.
If the length exceeds the specified tolerance, theoverlength chain links shall be cut out and 8.7.2 shallapply.
8.7.2 If single links are found to be defective to such anextent that they need to be rejected, defective links shallbe cut out and a connecting common link may be insertedin their place. The individual heat treatment and inspectionprocedure of connecting common links are subject to theClassification Society’s approval.
Other methods for repair are subject to the written approvalof the Society and the end purchaser.
8.7.3 If a crack, cut or defect in the flash weld is found byvisual or magnetic particle examination, it shall be grounddown no more than 5% of the link diameter in depth andstreamlined to provide no sharp contours. The finaldimensions shall still conform to the agreed standard.

16 NBR 13715:1996
8.7.4 Detectando-se, durante o ensaio por ultra-som, indi-cações de defeitos internos nas soldas de topo, com refe-rência aos padrões de calibração aceitos, aplica-se oprocedimento de 8.7.2.
8.7.5 Na inspeção dimensional mencionada em 8.4.1,caso o diâmetro, o comprimento, a largura e o alinhamentodos malhetes não estejam de acordo com as dimensõesexigidas, estas devem ser comparadas com as dimen-sões de mais 40 elos, 20 de cada lado do elo afetado.Caso determinada dimensão individual deixe de atenderà tolerância dimensional exigida em mais de dois doselos da amostra, todos os elos devem ser examinados.Deve ser aplicado 8.7.2.
8.7.6 Registrando-se uma falha em um ensaio de cargade ruptura, deve ser realizado um exame completo, infor-mando-se ao vistoriador em tempo hábil, para fins deidentificação da causa da falha. Devem ser submetidosao ensaio de carga de ruptura dois corpos-de-prova adi-cionais, que representem a mesma extensão de amos-tragem da amarra. Baseando-se nos resultados satis-fatórios dos ensaios adicionais e nos resultados da inves-tigação da falha, será então decidido quais as extensõesda amarra a serem aceitas. A falha em um ou outro ouambos os ensaios adicionais deve acarretar a rejeiçãoda extensão de amostragem da amarra representada,aplicando-se 8.7.2.
8.7.7 Falhando um elo durante o ensaio de carga deprova, deve ser realizado um exame completo, informan-do-se ao vistoriador, em tempo hábil, para fins deidentificação da provável causa da falha. Falhando doisou mais elos na extensão submetida à carga de prova, orespectivo trecho deve ser rejeitado. A investigação dafalha citada acima deve ser realizada principalmente comrespeito à presença em outros trechos de fatores ou con-dições que forem considerados como sendo causas defalhas.
Além de se efetuar a supracitada investigação de falhas,deve ser colhido, de cada lado do elo que falhou, um eloque será submetido ao ensaio de carga de ruptura. Sendoobtidos resultados satisfatórios em ambos os ensaios ecom base na investigação da falha, deve ser decididaqual a extensão a ser considerada para fins de aceitação.A falha de um ou de ambos os ensaios deve acarretar arejeição da mesma extensão exposta à carga de prova.
A substituição dos elos defeituosos deve ser realizadaem conformidade com 8.7.2.
8.7.8 Deixando o corpo-de-prova de satisfazer as exigên-cias do ensaio de resistência à tração, pode-se realizarnovo ensaio em mais dois corpos-de-prova retirados damesma amostra. O não-cumprimento das exigênciasespecificadas para um ou ambos os ensaios adicionaisdeve acarretar a rejeição da extensão da amarra repre-sentada nos ensaios, aplicando-se nesse caso as dispo-sições de 8.7.2.
8.7.4 If indications of interior flash weld defects in referenceto the accepted calibration standard are detected duringultrasonic examination, 8.7.2 shall apply.
8.7.5 In the dimensional inspection mentioned in 8.4.1, iflink diameter, length, width and stud alignment do notconform to the required dimensions, they shall becompared to the dimensions of 40 more links; 20 on eachside of the affected link. If a single particular dimensionfails to meet the required dimensional tolerance in morethan 2 of the sample links, all links shall be examined.Subclause 8.7.2 shall apply.
8.7.6 If a break load test fails, a thorough examinationwith the surveyor informed in a timely manner shall becarried out to identify the cause of failure. Two additionalbreak test specimens representing the same samplinglength of chain shall be subjected to the break load test.Based upon satisfactory results of the additional tests andthe results of the failure investigation, it will be decidedwhat lengths of stud-link anchor chain can be accepted.Failure of either or both additional tests will result inrejection of the sampling length of stud-link anchor chainrepresented and subclause 8.7.2 shall apply.
8.7.7 If a link fails during proof load testing, a thoroughexamination with the surveyor informed in a timely mannershall be carried out to identify the probable cause offailure. In the event that two or more links in the proofloaded length fail, that length shall be rejected. The abovefailure investigation shall be carried out especially withregard to the presence in other lengths of factors orconditions thought to be causal to failure.
In addition to the above failure investigation, a break testspecimen shall be taken from each side of the one failedlink, and subjected to the breaking test. Based uponsatisfactory results of both break tests and the results ofthe failure investigation, it shall be decided what length ofchain can be considered for acceptance. Failure of eitherof both breaking tests shall result in rejection of the sameproof loaded length.
Replacement of defective links shall be in accordancewith 8.7.2.
8.7.8 If the tensile test fails to meet the requirements, aretest of two further specimens selected from the samesample shall be permissible. Failure to meet the specifiedrequirements of either or both additional tests will result inrejection of the sampling length of chain represented and8.7.2 shall apply.

NBR 13715:1996 17
8.7.9 Não sendo satisfeitas as exigências do ensaio deimpacto, pode-se submeter a novo ensaio mais três cor-pos-de-prova selecionados da mesma amostra. Os re-sultados devem ser acrescidos aos obtidos anterior-mente, para se determinar o novo valor médio, que deveatender às exigências. Não devem ser inferiores à médiaexigida mais do que dois resultados individuais, e nãomais do que um resultado deve ser inferior a 70% do va-lor médio especificado. O não-cumprimento das exigên-cias especificadas deve acarretar a rejeição da extensãoda amarra amostrada, aplicando-se nesse caso as dispo-sições de 8.7.2.
8.8 Documentação
Um relatório completo de inspeção e ensaios da amarradeve ser fornecido pelo fabricante para cada trecho con-tínuo de amarra. O relatório deve conter todas as verifica-ções dimensionais, ensaios e inspeções, ensaios não-destrutivos, os registros do processo e fotografias, bemcomo as não-conformidades, as medidas corretivas adota-das e os serviços de reparos realizados.
Devem ser emitidos certificados individuais para cadaseção contínua de amarra.
Todos os documentos, apêndices e relatórios que foremanexados devem conter uma referência ao número docertificado original da Sociedade Classificadora.
O fabricante deve ser responsável por guardar de maneirasegura e recuperável todos os documentos produzidosdurante um período de pelo menos 10 anos.
9 Marcações
9.1 A amarra deve ser marcada nos seguintes lugares:
- em cada ponta;
- em intervalos não superiores a 100 m;
- em elos comuns de emenda;
- em elos adjacentes a manilhas ou elos comunsde emenda.
Todos os elos marcados devem ser indicados no certifi-cado, devendo as marcações permitir o reconhecimentoda ponta inicial e da ponta final da amarra. As mudançasde corrida de aço devem ser marcadas de maneira ade-quada e passível de rastreamento.
A marcação deve ser permanente e deve permanecer le-gível durante a vida útil prevista da amarra.
9.2 A amarra deve ser marcada nos malhetes da seguintemaneira:
- grau e diâmetro;
- número do certificado;
- sinete da Sociedade Classificadora.
O número do certificado pode ser substituído por umaabreviatura ou marcação equivalente. Sendo adotada es-ta opção, este fato deve ser registrado no certificado.
8.7.9 If the impact test requirements are not achieved, aretest of three further specimens selected from the samesample shall be permissible. The results shall be addedto those previously obtained to form a new average. Thenew average shall comply with the requirements. No morethan two individual results shall be lower than the requiredaverage and no more than one result shall be below 70%of the specified average value. Failure to meet therequirements will result in rejection of the sampling lengthrepresented and 8.7.2 shall apply.
8.8 Documentation
A complete Chain Inspection and Testing Report shall beprovided by the chain manufacturer for each continuouschain length. This report shall include all dimensionalchecks, test and inspection, non-destructive testing results,process records, photographs as well as anynonconformity, corrective action and repair work.
Individual certificates shall be issued for each continuoussingle length of stud-link anchor chain.
All accompanying documents, appendices and reportsshall carry reference to the original certificate number ofthe Classification Society.
The manufacturer shall be responsible for storing, in asafe and retrievable manner, all documentation producedfor a period of at least 10 years.
9 Marking
9.1 The stud-link anchor chain shall be marked at thefollowing places:
- at each end;
- at intervals not exceeding 100 m;
- on connecting common links;
- on links next to shackles or connectingcommon links.
All marked links shall be stated on the certificate, and themarking shall make it possible to recognize leading andtail end of the stud-link anchor chain. The changes in heatshall be adequately marked in a traceable manner.
The marking shall be permanent and legible throughoutthe expected lifetime of the stud-link anchor chain.
9.2 The stud-link anchor chain shall be marked on thestuds as follows:
- chain grade and diameter;
- certificate number;
- classification Society’s stamp.
The Certificate number may be exchanged against anabbreviation or equivalent. If so, this shall be stated in thecertificate.

18 NBR 13715:1996
10 Testing and inspection of accessories
10.1 General
All accessories shall be subjected to proof load tests, breakload tests and mechanical tests after final heat treatmentin the presence of a surveyor. Where the manufacturerhas a procedure to record proof loads and the Surveyor issatisfied with the adequacy of the recording system, heneed not witness all proof load tests. The surveyor shallsatisfy himself that the testing machines are calibratedand maintained in a satisfactory condition.
Prior to test and inspection the stud-link anchor chainaccessories shall be free from scale, paint or other coating.
10.2 Proof and break load tests
10.2.1 All accessories shall be subjected to the proof loadspecified for the corresponding stud-link anchor chain.
10.2.2 Stud-link anchor chain accessories shall be testedto the break test loads prescribed for the grade and size ofstud-link anchor chain for which they are intended. Atleast one accessory out of every batch or every25 accessories, whichever is less, shall be tested.
For individually produced accessories or accessoriesproduced in small batches, alternative testing will besubject to special consideration. Accessories which havebeen subjected to a break test shall be scrapped.
10.3 Dimensions and dimensional tolerances
One accessory (of the same type, size and grade) out of25 shall be checked for dimensions after proof load testing.The manufacturer shall provide a statement indicatingcompliance with the purchaser’s requirements.
10.4 Mechanical Tests
Accessories shall be subjected to mechanical testing asdescribed in subclauses 2.3 and 2.4. For individuallyproduced accessories or accessories produced in smallbatches, alternative testing will be subjected to specialconsideration.
10.5 Non-destructive examination
After proof load testing all chain accessories shall besubjected to a close visual examination. Special attentionshall be paid to machined surfaces and high stressregions. All non-machined surfaces shall be cleaned topermit a thorough examination. All accessories shall bechecked by magnetic particles or dye penetrant.
The manufacturer shall provide a statement that non-destructive examination has been carried out withsatisfactory results. This statement should include a briefreference to the techniques and to the operator’squalification.
10 Ensaios e inspeção de acessórios
10.1 Comentários gerais
Todos os acessórios devem ser submetidos a ensaios decarga de prova, carga de ruptura e ensaios mecânicosapós o tratamento térmico final, na presença de um visto-riador. Quando o fabricante dispuser de um procedimentopara registrar cargas de prova que satisfaça o vistoriador,este não necessita testemunhar todos os ensaios de cargade prova. O vistoriador deve certificar-se de que as má-quinas de ensaios estejam aferidas e mantidas de ma-neira satisfatória.
Antes de serem submetidos a ensaios e inspeção, osacessórios da amarra devem estar isentos de carepas,tinta ou outros revestimentos.
10.2 Ensaios de carga de prova e de ruptura
10.2.1 Todos os acessórios devem ser submetidos à cargade prova especificada para a amarra correspondente.
10.2.2 Todos os acessórios da amarra devem ser ensaia-das às cargas de ruptura prescritas para o grau e bitolada amarra à qual se destinam. Deve ser submetido a en-saios de ruptura pelo menos um acessório em cada loteou um em cada 25 acessórios, valendo a proporção quefor menor.
No caso de acessórios produzidos individualmente ouacessórios produzidos em pequenos lotes, os ensaiosalternativos ficam sujeitos a consideração especial.Devem ser sucateados os acessórios que tiverem sidosubmetidos a um ensaio de carga de ruptura.
10.3 Dimensões e tolerâncias dimensionais
Um acessório (do mesmo tipo, tamanho e grau) em cada25 deve ser examinado, depois do ensaio com a cargade prova, para verificar a exatidão das dimensões, de-vendo o fabricante emitir um certificado que assegure te-rem sido cumpridas as exigências do comprador.
10.4 Ensaios mecânicos
Os acessórios devem ser submetidos a ensaios me-cânicos conforme descrito em 2.3 e 2.4. Para acessóriosproduzidos individualmente ou acessórios fabricados empequenos lotes, ensaios alternativos podem ser objetode consideração especial.
10.5 Ensaios não-destrutivos
Depois da realização dos ensaios com carga de prova,os acessórios devem ser submetidos a cuidadoso examevisual, prestando-se especial atenção às superfícies usi-nadas e às regiões sujeitas a esforços elevados. Todasas superfícies não usinadas devem ser submetidas a lim-peza, a fim de permitir a realização de um exame com-pleto. Todos os acessórios devem ser verificados median-te ensaios de partículas magnéticas ou de líquido pene-trante.
O fabricante deve emitir um certificado de que foi efetuadoo ensaio não-destrutivo com resultados satisfatórios. Deveconstar nessa declaração uma breve referência às téc-nicas utilizadas e às qualificações do operador.

NBR 13715:1996 19
10.6 Falhas em ensaios
Na eventualidade de uma falha em qualquer ensaio,deve ser rejeitado o lote inteiro representado pelo respec-tivo corpo-de-prova, a não ser que tenha sido determinadaa causa da falha, podendo ser demonstrado de maneirasatisfatória ao vistoriador que não se encontra presenteem quaisquer dos acessórios restantes a condição queprovocou a falha.
10.7 Marcação
Cada acessório deve ser marcado da seguinte maneira:
- grau e diâmetro;
- número do certificado;
- sinete da Sociedade Classificadora.
Todos os componentes separáveis devem ser estam-pados com um número de série para evitar a mistura decomponentes diferentes.
O número do certificado pode ser substituído por umaabreviatura ou elemento equivalente. Sendo adotadaessa opção, tal fato deve ser registrado no certificado.
10.8 Documentação
Um relatório completo de inspeção e ensaios deve serfornecido pelo fabricante para cada encomenda. O rela-tório deve conter todas as verificações dimensionais, en-saios e inspeções, ensaios não-destrutivos, os registrosdo processo, bem como as não-conformidades, as me-didas corretivas adotadas e os reparos realizados.
Cada tipo de acessório deve ser coberto por um certificadoseparado.
Todos os documentos, apêndices e relatórios que foremanexados devem conter uma referência ao número docertificado da Sociedade Classificadora.
O fabricante deve ser responsável por guardar de maneirasegura e recuperável todos os documentos produzidosdurante um período de pelo menos 10 anos.
10.6 Test failures
In the event of a failure of any test the entire batchrepresented shall be rejected unless the cause of failurehas been determined and it can be demonstrated to thesurveyor’s satisfaction that the condition causing the failureis not present in any of the remaining accessories.
10.7 Marking
Each accessory shall be marked as follows:
- chain grade and diameter;
- certificate number;
- classification Society’s stamp.
All detachable component parts shall be stamped with aserial number to avoid mixing components.
The certificate number may be exchanged against anabbreviation or equivalent. If so, this shall be stated in thecertificate.
10.8 Documentation
A complete Inspection and Testing Report shall beprovided by the manufacturer for each order. This reportshall include all dimensional checks, test and inspectionreports, non-destructive testing reports, process recordsas well as any nonconformity, corrective action and repairwork.
Each type of accessory shall be covered by separatecertificates.
All accompanying documents, appendices and reportsshall carry reference to the original certificate number ofthe Classification Society.
The manufacturer will be responsible for storing, in a safeand retrievable manner, all documentation produced fora period of at least 10 years.