Embed Size (px)
Citation preview

NOVAS PERSPECTIVASDOMINAM O MERCADONOVAS PERSPECTIVASDOMINAM O MERCADO
ISNN 0100-1485
BIOCOMBUSTÍVEISBIOCOMBUSTÍVEIS
ENTREVISTA
João Hipólito
de Lima Oliver,
vice-presidente
da ABRACO
Ano 6Nº 28Jul/Ago 2009
ENTREVISTA
João Hipólito
de Lima Oliver,
vice-presidente
da ABRACO
Pagamento em
Av. Angélica 672 • 4º andarO1228-OOO • São Paulo • SPTel.: (11) [email protected] – www.italtecno.com.br
vezessem juros4
acima de 1000 peças
LL-Pinça KLAPP CX®
LL-Hook 60®
com parafuso curto e longoAbertura de 60 mm LL-Hook 45®
Abertura de 45 mm
LL-Hook 30®
Abertura de 30 mm
LL-Pinça KLAPP CE-01®
Apor
te

Sumário
A revista Corrosão & Proteção é uma publi-cação oficial da ABRACO – Associação Brasileirade Corrosão, fundada em 17 de outubro de 1968,e tem como objetivo congregar toda a comu-nidade técnico-empresarial do setor, difundir oestudo da corrosão e seus métodos de proteção.ISNN 0100-1485
Av. Venezuela, 27, Cj. 412Rio de Janeiro – RJ – CEP 20081-311Fone: (21) 2516-1962/Fax: (21) 2233-2892www.abraco.org.br
DiretoriaPresidenteEng. Laerce de Paula Nunes – IECVice-presidenteEng. João Hipolito de Lima Oliver –PETROBRAS/TRANSPETRODiretora FinanceiraDra. Olga Baptista Ferraz – INTGerente Administrativo/FinanceiroWalter Marques da Silva
Diretoria TécnicaEng. Fernando Benedicto Mainier – UFFEng. Fernando de Loureiro Fragata – CEPEL
Mauro José Deretti – WEGM.Sc. Neusvaldo Lira de Almeida – IPTDra. Olga Baptista Ferraz – INTEng. Rosileia Mantovani – AkzoDra. Simone Louise D. C. Brasil – UFRJ/EQ
Conselho EditorialEng. Aldo Cordeiro Dutra – INMETRODra. Denise Souza de Freitas – INTM.Sc. Gutemberg Pimenta – PETROBRAS - CENPESEng. Jorge Fernando Pereira CoelhoEng. Laerce de Paula Nunes – IECDr. Luiz Roberto Martins Miranda – COPPEEng. Pedro Paulo Barbosa LeiteDra. Zehbour Panossian – IPT
Conselho Científico M.Sc. Djalma Ribeiro da Silva – UFRNM.Sc. Elaine Dalledone Kenny – LACTECM.Sc. Hélio Alves de Souza JúniorDra. Idalina Vieira Aoki – USPDra. Iêda Nadja S. Montenegro – NUTECDr. José Antonio da C. P. Gomes – COPPEDr. Luís Frederico P. Dick – UFRGSM.Sc. Neusvaldo Lira de Almeida – IPTDra. Olga Baptista Ferraz – INTDr. Pedro de Lima Neto – UFCDr. Ricardo Pereira Nogueira – UniversitéGrenoble – FrançaDra. Simone Louise D. C. Brasil – UFRJ/EQ
Redação e PublicidadeAporte Editorial Ltda.Rua Emboaçava, 93São Paulo - SP - 03124-010Fone/Fax: (11) [email protected]
DiretoresJoão Conte – Denise B. Ribeiro Conte
EditorAlberto Sarmento Paz - Vogal Comunicaçõ[email protected]
Repórteres Henrique A. Dias e Carlos Sbarai
Projeto Gráfico/EdiçãoIntacta Design - [email protected]
GráficaVan Moorsel
Esta edição será distribuída em setembrode 2009.
As opiniões dos artigos assinados não refletem aposição da revista. Fica proibida sob a pena dalei a reprodução total ou parcial das matérias eimagens publicadas sem a prévia autorizaçãoda editora responsável.
23Fosfatização de Metais FerrososParte 18 – Refinamento de grão
Por Zehbour Panossiane Célia A. L. dos Santos
28
Caracterização e performance deligas de zinco/níquel e estanho/zinco
Por Maurício de Camargo Penteado
e Neusvaldo Lira de Almeida
Artigos Técnicos6Entrevista
ABRACO destaca a importânciados convênios
João Hipólito de Lima Oliver
8Matéria de Capa
Novas perspectivas dominam o mercado
16ABRACO Informa
17Notícias do Mercado
20Evento
IPT inaugura seu novo laboratóriode corrosão e proteção
34Opinião
Programação neurolinguística e orelacionamento pessoal e profissional
Edmundo Vieira Cortez
C & P • Julho/Agosto • 2009 3
Imagens da capae da abertura da matériade capa desta ediçãogentilmente cedidaspela União da Indústriade Cana de Açúcare pela Agência Petrobrásde Notícias

REVISTA CORROSÃO & PROTEÇÃO TRAZ NOVAMENTE PARA O DEBATE O TEMA “CORROSÃO E BIO-combustíveis”. Pode parecer repetitivo, porém esse assunto – pela importância futura da aplicaçãodesses combustíveis – justifica plenamente a abordagem exaustiva da questão. Apesar de já ser estu-
dado há cerca de 40 anos, lembremos que o Programa Brasileiro de Álcool Combustível nasceu na décadade 1970, experimentamos nesse momento um boom silencioso no setor, depois da explosão midiática doassunto no início do século.
Quando falamos de boom silencioso é porque atualmente se vivencia a importantíssima etapa de pes-quisa e desenvolvimento de questões objetivas, que vão estabelecer as diretrizes para a produção, transpor-te, armazenagem e consumo dos diversos tipos de biocombustíveis. Um desses tópicos importantes é justa-mente a ação corrosiva dos biocombustíveis nas suas diversas etapas.
No Brasil, vários estudos estão sendo desenvolvidos nesse sentido, e são abordados com maior profun-didade na matéria “Novas Perspectivas dominam o mercado”. Entreas linhas de pesquisa, o LACOR –INT, em parceria com outras ins-tituições, vem desenvolvendo estudos de monitoramento da estabili-dade oxidativa, bem como testes de compatibilidade de matérias eprodutos com o biodiesel metílico de soja. Além disso, uma inéditapesquisa de campo, com início previsto para novembro, vai monito-rar os processos degenerativos dos biodieseis de soja, algodão, sebo emisturas. Já o Laboratório de Corrosão do IPT, em parceria com a3M, tenta entender os mecanismos e a severidade da corrosão em
dutos destinados exclusivamente ao transporte do etanol, uma demanda estimulada pela PETROBRAS.Esses estudos têm previsão de serem apresentados no INTERCORR 2010 que, com certeza, terá como
um dos pontos altos justamente o debate técnico sobre a corrosão e os biocombustíveis.
Empresa de energia – A importância do assunto é tamanha que, entre outros inúmeros exemplos, amaior empresa do país, a PETROBRAS está comemorando um ano da criação de uma subsidiária exclusi-vamente voltada ao assunto, a PETROBRAS Biocombustível, que terá pela frente o desafio de deixar aempresa na vanguarda também na questão bioenergética. A empresa, responsável pelo desenvolvimento deprojetos de produção e gestão de etanol e biodiesel e com investimentos previstos de US$ 5 bilhões nos pró-ximos cinco anos, já conta com três plantas de produção de biodiesel (no Ceará, na Bahia e em MinasGerais, que entra em operação no final deste ano) que, juntas, terão capacidade de produção de 170 milhõesde litros de biodiesel por ano. Além de suportar a decisão legal de incorporar 4% de biodiesel ao diesel, aempresa tem uma forte vocação social: as matérias-primas para essas usinas virão prioritariamente de agri-cultura familiar, gerando emprego e renda no campo. Este é mais um bom exemplo de como a PETRO-BRAS se transformou de uma empresa de petróleo para uma empresa global de energia.
Boa Leitura!
Os editores
Importância justifica investimentos
Carta ao leitor
A PETROBRAS Biocombustível comemora
um ano de vida com o desafio de manter-
se na vanguarda da questão bioenergética
4 C & P • Julho/Agosto • 2009


ABRACO destaca a importânciados convênios
ELETROBRAS, IBP, IPT, ABNT, ABM, entre outras, estão entre as empresas e associações que pos-suem convênios de cooperação técnica com a Associação Brasileira de Corrosão (ABRACO)
Entrevista
João Hipólito Oliver
troca de informações eexperiências tecnológi-cas, além da capacitação
técnica de pessoal através de se-minários palestras e eventos, sãoalguns dos motivos que levam aABRACO a se empenhar cadavez mais na assinatura de novosconvênios. Todo esse esforçoque vem sendo feito, tem comoobjetivo maior a busca de solu-ções para os problemas da cor-rosão na indústria.
Baseada nessa política, aABRACO possui, atualmente,convênios com diversas entida-des de diferentes setores, onde oassunto corrosão é recorrente.São elas: a ELETROBRAS, oInstituto Brasileiro de Petróleo,Gás e Biocombustíveis (IBP), oInstituto de Pesquisas Tecnoló-gicas do Estado de São Paulo(IPT), a Associação Brasileirade Normas Técnicas (ABNT), aAssociação Brasileira de Metaise Metalurgia (ABM), a Asso-ciação Brasileira de EnsaiosNão-Destrutivos e Inspeção(ABENDI), o Centro de Tec-nologia de Dutos (CTDUT), aRede-Petro de Salvador (BA) e aCamara Boliviana de Hidrocar-buros (Câmara Boliviana deHidrocarbonetos).
Com o desenvolvimentodessas parcerias, a ABRACOterá como principais benefícios,o fortalecimento da rede de co-
plar desde a capacitação técnicado pessoal, através de pesquisas,seminários, palestras, eventos,cursos de qualificação profissio-nal e projetos cooperativos, até abusca de soluções técnicas para osproblemas da corrosão na indús-tria. Temos cerca de dez convê-nios em andamento, todos volta-dos a ampliar o conhecimentosobre o tema “corrosão” e, assim,contribuir para o desenvolvimen-to nacional (veja lista de convê-nios no box).
Que benefícios esse tipo deação pode trazer para o setorda corrosão?Oliver – Os benefícios são varia-dos, começando pelas trocas deinformações e experiências tecno-lógicas entre as partes, com rela-ção aos problemas da corrosão e amaneira de preveni-la, passandopela divulgação para a comuni-dade que está envolvida na pro-blemática da corrosão e na suaprevenção. Outros benefícios im-portantes são a manutenção e ofortalecimento da rede de coope-ração e difusão do estudo da cor-rosão. Esta rede conta com profis-sionais, instituições de ensino e depesquisa, empresas, entidades ofi-ciais e associações congêneres. Ocompartilhamento de outras redesespecíficas e da infraestruturadessas entidades permitirão esten-der o alcance dos cursos e eventos
operação e a difusão do estudoda corrosão. “O compartilha-mento de redes específicas e dainfraestrutura dessas entidadespermitirão estender o alcancedos cursos e eventos oferecidospela ABRACO”, afirma o enge-nheiro João Hipólito de LimaOliver, vice-presidente da asso-ciação.
Formado em EngenhariaElétrica pela Universidade Ga-ma Filho (RJ) em 1981, Hipó-lito tem pós-graduação em En-genharia de Dutos, concluídano ano de 2004, na PUC doRio de Janeiro. Iniciou sua car-reira na PETROBRAS, em1987, onde foi Consultor Téc-nico em Proteção Anticorrosivade Dutos e Instalações no pe-ríodo de 2000 a 2008. Atual-mente, ele é Gerente de Integri-dade de Dutos e Instalações daPETROBRAS Transportes S/A(TRANSPETRO). Para falarcom mais detalhes sobre os con-vênios da ABRACO, João Hi-pólito conversou com a RevistaCorrosão & Proteção.
Qual é a importância de seestabelecer convênios comoutras entidades?Oliver – Os convênios trazem vá-rias vantagens para as partes en-volvidas, abrangendo a coopera-ção educacional e tecnológica.Esses convênios podem contem-
6 C & P • Julho/Agosto • 2009
Por Henrique Dias

oferecidos pela ABRACO.
Como esses convênios seencaixam nos objetivos daABRACO?Oliver – Da seguinte forma, oArtigo nº 2 do Estatuto daABRACO estabelece os objetivosprincipais da associação. Nele sedestacam os itens 5: divulgar tra-balhos e pesquisas relacionados àcorrosão em veículos de informa-ção próprios e de outras entida-des; e o item 6: promover cursos efazer convênios com instituiçõesde ensino e de pesquisa, empresas,entidades oficiais ou associaçõescongêneres.
No caso específico do convê-nio com a ELETROBRAS,como a ABRACO irá atuar?Oliver – O convênio com a ELE-TROBRAS, cujo objetivo ime-diato é levantar os custos da cor-rosão no setor elétrico brasileiro,permitirá que a ABRACO parti-cipe desta empreitada e adquiraexperiência para extrapolar esteobjetivo para outras áreas. Destaforma poderemos ter no futuro ocusto da corrosão no Brasil. Tam-bém atuaremos junto com aELETROBRAS na prospecção depropostas para projetos e na buscade parcerias com entidades nacio-nais e internacionais. Para tal, aABRACO contará com suainfraestrutura e com as suas redesde tecnologia e educacional.
Pelo estatuto da ABRACO, osenhor assume a presidênciano dia 1º de janeiro de 2011.Quais são suas principais ex-pectativas?Oliver – O estatuto da ABRACOestabelece que o vice de hoje, seráo presidente de amanhã, e isso fazcom que o trabalho na associaçãoseja um processo de melhoria con-tínua. De modo que as ações de-vem ser iniciadas hoje para queas expectativas de amanhã sejam
atingidas com mais eficácia. Nãose pode perder tempo. A reformana área de informática e na áreaadministrativa, em discussão peladiretoria atual, deve trazer gran-des resultados para ABRACO acurto e médio prazo. Sua imple-mentação deve ser concluídaainda neste ano. Outras expecta-tivas são: tornar a rede tecnológi-ca da ABRACO mais dinâmica eeficiente, a fim de melhorar oatendimento aos associados e con-veniados, incluindo uma maioraproximação com a área acadê-mica e de pesquisa, e ampliar ooferta de cursos de qualificaçãode profissionais, tanto para qua-lificações existentes (como porexemplo, inspetores de pintura
C & P • Julho/Agosto • 2009 7
industrial), como para novasqualificações (como por exemplo,profissionais de proteção catódica,em elaboração, e de corrosãointerna para o futuro). Essesinvestimentos vêm sendo discuti-dos nas reuniões de diretoria, edevem ser considerados no plane-jamento estratégico da ABRACO,e convertidos em projetos bemdefinidos.
Mais informações sobre a ABRACOno site www.abraco.org.br.
OS PRINCIPAIS CONVÊNIOS EM ANDAMENTO
• Convênio com a ELETROBRAS, para buscar projetos de Pesquisa edesenvolvimento (P&D);
• Convênio de Cooperação Técnica com o Instituto Brasileiro dePetróleo e Gás (IBP);
• Convênio de Cooperação Tecnológica com o Instituto de PesquisasTecnológicas do Estado de São Paulo (IPT), para a realização de cur-sos de Inspetor de Pintura Industrial em suas instalações, a fim demanter naquele instituto uma regional em funcionamento para secre-tariar os cursos, difundindo e promovendo a ABRACO na capitalpaulista;
• Acordo de Cooperação Mútua com a Camara Boliviana deHidrocarburos, para divulgar as circulares e informações técnicas deinteresse recíproco, relativas ao estudo das causas da corrosão e seusmétodos de prevenção, incluindo técnicas de proteção anticorrosiva econtrole da corrosão;
• Convênio de Cooperação Técnica com a Associação Brasileira deMetais e Metalurgia (ABM);
• Convênio assinado com o Centro de Tecnologia em Dutos(CTDUT);
• Convênio para Contrato de Cooperação Mútua com a AssociaçãoBrasileira de Normas Técnicas (ABNT), com o objetivo de estabele-cer um regime de cooperação mútua para apoio técnico, administra-tivo e financeiro da Secretaria Técnica do Comitê Brasileiro deCorrosão (ABNT/CB-43);
• Convênio de Cooperação Técnica com a Associação Brasileira deEnsaios Não Destrutivos e Inspeção (ABENDI);
• Convênio com a Rede-Petro de Salvador (BA), para a realização decursos de Inspetor de Pintura Industrial, com a instalação de umaregional nas dependências da Rede-Petro, para secretariar os cursos alirealizados, ajudando a promover a ABRACO em todo o Nordeste.


Corrosão Biocombustíveis
ão dois os principais bio-combustíveis que domi-nam no mercado brasi-
leiro: o etanol combustível e obiodiesel. O biodiesel pode serdefinido como um combustívelcomposto de mono-alquil éste-res de cadeias longas, obtido apartir de óleos vegetais, gordurasanimais ou resíduos de biomassaricos em triacilglicerídeos. Aexemplo do etanol, trata-se deum combustível renovável e bio-degradável, que apresenta gran-des vantagens de natureza am-biental e estratégica para o país.Sua forma mais comum de pro-dução envolve a reação químicade óleos e gorduras com umálcool, como o metanol, na pre-sença de um catalisador (reaçãoconhecida como transesterifica-ção). Pode ser obtido tambémpelos processos de craqueamentoe esterificação. O biodiesel subs-titui total ou parcialmente o óleodiesel de petróleo em motoresciclodiesel automotivo (de cami-nhões, tratores, camionetas,automóveis etc) ou estacionário(geradores de eletricidade, caloretc). Pode ser usado puro oumisturado ao diesel em diversasproporções. O nome biodieselmuitas vezes é confundido com amistura diesel mais biodiesel,disponível em alguns postos decombustíveis. A designação cor-reta para a mistura vendida nes-tes postos deve ser precedida pelaletra B (do inglês blend). Nestecaso, a mistura de 2% de biodie-sel ao diesel de petróleo é chama-da de B2 e assim sucessivamente,até o biodiesel puro, denomina-do B100. Desde 1°de julho de2009, o país está utilizando amistura B4.
O know-how adquirido com etanol garantiu ao Brasil uma grande vantagem frente aos outrospaíses em relação à pesquisa e ao desenvolvimento de tecnologias para produção do biodiesel
Novas perspectivas dominam o mercado
Por Henrique Dias e Carlos Sbarai
C & P •Julho/Agosto • 2009 9
A combustão do biodiesel libera menos material particulado e gáscarbônico do que o diesel de petróleo. Um dos pontos favoráveis dociclo do biodiesel é que o gás carbônico, vilão responsável pelo efeitoestufa, é consumido pelas próprias plantas oleaginosas utilizadas parasua produção, através do processo de fotossíntese. Pode-se assumir queo biodiesel tem um ciclo fechado, pois boa parte do gás carbônicoemitido é consumido pelas plantas, diminuindo assim os impactosambientais. Entretanto, para ser um sistema 100% renovável, é neces-sário que seja preferencialmente utilizada a rota de produção etanóli-ca, evitando-se o uso do metanol, como é hoje observado não só noBrasil, como nos demais países líderes de produção como Alemanha eEUA.
Atualmente as companhiasdistribuidoras de combustíveisutilizam tanques de aço carbonopara o armazenamento de bio-combustíveis e misturas. O Brasiltem uma vasta experiência deestudos com etanol combustível,porém são poucos os relatossobre os aspectos corrosivos dobiodiesel.
Estudos pioneiros conduzi-dos pelo Laboratório de Corro-são do INT (LACOR), com cupons de aço carbono, sob a liderançado Dr. Eduardo Cavalcanti, indicam que por tratar-se de uma molé-cula relativamente inerte e uma vez integralmente aderente à especifi-cação da ANP – Agência Nacional do Petróleo (Resolução 07/2008),o biodiesel exibe taxas de corrosão desprezíveis, inferiores à marca de0,02 mm/ano. No entanto, Cavalcanti salienta que “o biodiesel podedegradar-se ao longo do tempo e alterar a sua composição, particular-mente a sua acidez, e, na presença de água, tornar-se corrosivo ametais e materiais poliméricos”. Sua tendência a degradar-se ao longodo tempo pode gerar grandes problemas, se analisamos a questãocomo forma mais integrada e holística, notadamente nas fases de pós-produção, estocagem e distribuição, segundo Cavalcanti.
Estudos demonstram que o biodiesel é extremamente higroscópi-co – cerca de 30 vezes mais do que o diesel de petróleo. É tambémsuscetível à oxidação pelo ar atmosférico. Esta grande tendência àdegradação oxidativa é coadjuvada pela ação da umidade, luz e calor,e pelo contato com cátions metálicos, que catalisam as reações de oxi-dação. Os biodieseis que mais sofrem são os produzidos a partir deóleos e gorduras, com predominância de ácidos graxos insaturados,como os de soja e de algodão. Através de projeto financiado comrecursos da FINEP estão sendo desenvolvidos estudos pelo LACORem parceria com a UFPB, UFRGS, ANP-CPT, INMETRO e outrasinstituições e empresas, voltados para o monitoramento da estabili-dade oxidativa e hidrolítica, bem como testes de compatibilidade de
EduardoCavalcanti,pesquisadordo InstitutoNacional deTecnologia –INT

ções dos teores de água e acidez e determinações da densidade e esta-bilidade oxidativa serão realizadas – uma vez que a ANP exige grandeatenção ao monitoramento dessas características após os 30 primeirosdias de fabricação. Os estudos serão conduzidos ao longo de cincomeses de estocagem, tanto no verão quanto no inverno em quatroregiões do país, procurando-se definir o que o mercado denomina devida de prateleira do biodiesel. Cupons de aço, componentes polimé-ricos e aditivos antioxidantes serão também avaliados. SegundoCavalcanti, eventuais contaminações decorrentes da formação de bor-ras e o aparecimento de água livre passíveis de ocorrer no fundo dostanques serão também estudados, uma vez que relatos associados aesses incidentes têm sido reportados tanto nos EUA e na Europa eminstalações de armazenamento de diesel de petróleo.
Parceira IPT – 3MSegundo o gerente da divisão de negócios da 3M do Brasil,
Marcelo C. Gandur, tradicionalmente no Brasil, o etanol é transpor-tado por caminhões dos centros produtores aos centros de abasteci-mento. “Recentemente, a PETROBRAS e grupos privados iniciaramprojetos visando a construção de dutos para transporte exclusivo deetanol anidro. O termo anidro é um termo geral utilizado para desig-nar uma substância, de qualquer natureza, que não contém (ou quasenão contém) água em sua composição. Ao final de 2007, a 3M doBrasil estabeleceu uma parceria com o Laboratório de Corrosão eProteção do IPT, buscando entender os mecanismos e possível severi-dade da corrosão pelo transporte do etanol em dutos dedicados. Otrabalho teve a coordenação da doutora Zehbour Panossian e a execu-ção das pesquisadoras Anna Ramus Moreira, Célia Aparecida Linodos Santos e Gislaine Bragagnolo Nunes”.
Os resultados detalhados deste trabalho serão apresentados nasconferências internacionais NACE e INTERCORR, ambas a se rea-lizarem em 2010. “Em uma segunda etapa da pesquisa, serão estuda-dos os nossos revestimentos anticorrosivos indicados para contatocom o etanol”, revela Gandur.
Segundo a pesquisadora do IPT, Anna Ramus Moreira, o trabalhointitulado “Estudo da corrosividade do etanol anidro, do etanol hidra-tado (etanol combustível) e da mistura combustível brasileira compos-ta por 25 % de etanol anidro e 75 % de gasolina tipo A” (A gasoli-na tipo A é a gasolina sem etanol, ou seja, conforme ela é produzidanas refinarias e petroquímicas. Aqui no Brasil, por lei, é obrigatória aadição de etanol à gasolina, gerando-se assim a gasolina C, vendidanos postos), teve por objetivo estudar a corrosão de ligas utilizadas nafabricação de dutos (API 5LX 46 e API 5LX 65) frente aos referidosmeios. Para tal, foram conduzidos ensaios de corrosão estáticos, obje-tivando a simulação da estocagem em tanques de armazenamento, eensaios de corrosão dinâmicos, a simulação de condições de transpor-te em dutos. O desenvolvimento deste trabalho teve a duração denove meses.
“Como resultado verificou-se que, para o caso de tanques de arma-zenamento destinados a receber etanol hidratado, é aconselhável apintura de sua superfície interna, uma vez que, mesmo que a corrosãoseja incipiente, determinará uma mudança na coloração do etanol,fato não aceito pelo mercado por torná-lo em desacordo com a reso-lução ANP 36 (2005)”, revela Anna Ramus Moreira. Já para o caso dedutos existem duas questões, dutos dedicados a etanol e dutos quetransportam etanol e derivados de petróleo. No caso de dutos dedica-
matérias e produtos com o bio-diesel metílico de soja – que hojedomina cerca de 85% do merca-do e suas misturas B5 e B20. Afase de estudos em laboratório jáse encontra em andamento. Amesma também envolve ensaiosde imersão e testes de estabilida-
de oxidativa, sendo que os pri-meiros resultados serão apresen-tados no 3º Congresso da RedeBrasileira de Tecnologia deBiodiesel, a realizar-se emnovembro, em Brasília, e no pró-ximo INTERCORR, promovi-do pela ABRACO.
Uma etapa de estudos emcampo encontra-se programadapara ser iniciada a partir de 1º denovembro próximo. Neste caso,serão instalados mini-tanques de30 a 40 litros em instalaçõesindustriais e bases de estocagemque se manifestarem interessadasem participar do projeto. Serãomonitorados os processos dege-nerativos dos biodieseis de soja,algodão e sebo e misturas, ematendimento às exigências daANP (Resolução 07/2008 –Artigo 4°/Parágrafo 3°). Medi-
10 C & P • Julho/Agosto • 2009
Marcelo C.Gandur,
gerentede negócios
da 3M
Anna RamusMoreira,
pesquisadora doLaboratório de
Corrosão eProteção do
IPT


dos (usados exclusivamente para o transporte de etanol), apintura das paredes internas dos dutos não é necessária,uma vez que, quando em movimento, tanto o etanol ani-dro quanto o hidratado não são agressivos ao aço. Cabesalientar que, neste caso, o movimento do líquido deve sergarantido. Já para o caso de dutos que transportam etanol ederivados de petróleo, aconselha-se a pintura das superfíciesinternas, a fim de se evitar uma contaminação do etanol(anidro ou hidratado), fato este que poderia torná-lo agres-sivo ao aço, além de mudar sua coloração, o que não é acei-to pelo mercado por torná-lo em desacordo com a resolu-ção ANP 36 (2005).
A pesquisadora do IPT também destacou, como avançotecnológico, o desenvolvimento de metodologias de ensaiopara estudos envolvendo etanol, inexistentes tanto nacionalcomo internacionalmente. “O estudo, além de possibilitaro estabelecimento de metodologias de ensaio, até então ine-xistentes, possibilitou um conhecimento mais amplo a res-peito da corrosividade do etanol (anidro e hidratado), paraos técnicos tanto do IPT quanto da 3M. Os resultados obti-dos incentivam a continuidade do estudo, além de possibi-litar uma ampliação de mercado para a 3M”.
Importância futuraO coordenador da área de Biocombustíveis do INME-
TRO – Instituto Nacional de Metrologia, Normalização eQualidade Industrial, Romeu José Daroda, ressalta a impor-tância que os biocombustíveis terão no futuro, o que justifi-ca a grande preocupação com o tema. “A necessidade de
A produção de etanol no Brasil deve crescer 173,7% nos próximos dez anos. É o que aponta o relatórioProjeções para o Agronegócio da Assessoria de Gestão Estratégica do Ministério da Agricultura, Pecuária eAbastecimento (MAPA). O cenário apresentado no documento traça um paralelo entre a produção do agro-negócio na safra 2007/2009 e a estimada para 2018/2019. Em relação ao etanol que era na safra passada de21,5 bilhões de litros deve chegar a 2019 em 58,8 bilhões. O consumo interno do combustível tem crescimen-to projetado pelo relatório de 177,7%, passando de 18 bilhões de litros para 50 bilhões. As exportações devemaumentar 153,8%, saindo dos 3,5 bilhões de litros para 8,9 bilhões. A análise dos cenários futuros pelo MAPAindica ainda que a produção, consumo e exportação de açúcar também deverão crescer, mas em um patamarbem inferior ao do etanol.
A produção, por exemplo, tem aumento estimado de 44,4% até 2019, saindo de 32,7 milhões de tonela-das na safra 2007/2008 para 46,3 milhões de toneladas. O consumo interno deverá crescer 22,2%, passan-do de 11,4 milhões de toneladas para 13,9 milhões de toneladas. O avanço mais significativo do açúcar seránas exportações, que deverão crescer 55,4%, saindo dos 21 milhões de toneladas na safra passada para atin-gir a marca de 32,6 milhões de toneladas em 2019, o que fará com que o Brasil tenha 74,3% de toda a pro-dução mundial. Para abastecer as usinas com matéria-prima suficiente para sustentar esse aumento da pro-dução de açúcar e etanol, o MAPA projeta um crescimento de 85% na área plantada com cana de açúcar,que deverá saltar dos atuais 7 milhões de hectares para 13 milhões de hectares.
No caso do biodiesel, as previsões são também alvissareiras. Está sendo finalizado estudo liderado pelaSecretaria de Tecnologia do Ministério da Ciência e Tecnologia que dará o sinal verde, sob o ponto de vistacientífico e tecnológico, para a utilização da adição de 5% de biodiesel em todo território nacional.Produzimos hoje cerca de 1,3 bilhões de litros de biodiesel, o que corresponde a um terço da nossa capacidadeinstalada. Investimentos maciços estão sendo efetuados, notadamente no Centro-Sul e no Centro-Oeste paratornar o Brasil o 3° maior país produtor de biodiesel do mundo.
MAPA TRAÇA CENÁRIOS FUTUROS DA PRODUÇÃO DE ETANOL E BIODIESEL NO BRASIL
REPRESENTAÇÃO NACIONAL
CÂMARAS DE CONTROLE CLIMÁTICOAs melhores câmaras disponíveis no mercado nacional
e internacional.Alto padrão em matéria depesquisa e desenvolvimentobem como na fabricaçãoe na garantia da qualidade
TECNOLOGIA DEÚLTIMA GERAÇÃO• Simulação climática• Medição e controle• Iluminação• Sistemas a vácuo• Soluções em software
Agende uma visita técnicacom nossos profissionais
especializados.
Tel: (11) 5188-0000 – Fax: (11) 5188-0006www.ckltda.com.br • [email protected]
R. Cap. Otávio Machado, 618 – São Paulo – SP

postos do biodiesel) produzin-do ácidos que, livres, atuarão nacorrosão; e facilitar a prolifera-ção de micro-organismos (fun-gos, bactérias e leveduras) pro-movendo o processo de biocor-rosão. “Portanto, a corrosivida-de apresentada pelos biocom-bustíveis está relacionada à suaqualidade tanto resultante doprocesso produtivo como decontaminações que ocorremapós sua produção, como ab-sorção de água, proliferação demicro-organismos e oxidação”,avalia Daroda.
Apesar da complexidade doassunto, o coordenador doINMETRO é otimista quantoao desenvolvimento de tecnolo-gia segura para armazenar etransportar esse novo combustí-vel. “É só olharmos um pouco ahistória dos biocombustíveis noBrasil. São mais de 30 anos usan-do etanol, desde a simples adiçãodo anidro à gasolina até a produ-ção de carros dedicados para oconsumo de etanol hidratado.Foram mais de 30 anos de umaprendizado coletivo – indústriaautomotiva, universidades, cen-tros de pesquisa e setor produtivo– que resultou numa infinidadede trabalhos de pesquisa emtodas as áreas envolvidas com umenorme número de publicaçõescientíficas. O resultado foi umaenorme experiência acumulada eo desenvolvimento de tecnolo-gias para transportar, armazenar eusar no carro etanol tanto anidrocomo hidratado, com reconheci-mento internacional. O aprendi-zado adquirido com etanol –experiências, pesquisas – foitransferido para o biodiesel. Nãoforam necessários 30 anos parachegar ao estágio atual. Emboraexista muito trabalho a ser feito,o Brasil já domina as tecnologiasenvolvidas no uso do biodiesel.Embora dois produtos diferentes,a experiência de um possibilitouganho de tempo na aprendiza-gem do outro”, avalia.
reduzir a emissão de gases de efeito estufa, a segurança no suprimentode combustível, o desenvolvimento social e a sustentabilidade mostrama importância estratégica que os biocombustíveis assumiram no séculoXXI”, avalia. Ele lembra ainda que a inclusão dos biocombustíveispode ser demonstrada pelas previsões de 20% de uso nos EstadosUnidos e 10% na União Europeia até 2020, 5% no Canadá até 2010,além do exemplo brasileiro que já utiliza 25% de etanol na gasolina,4% de biodiesel no diesel e produz em massa automóveis flex. “Ficaclaro que os biocombustíveis vieram para ficar”, avalia Daroda.
Quanto maior for a aplicação de biodiesel, maior o número deestudos relacionados à corrosão. “A presença de contaminantes no bio-diesel e os processos de degradação envolvidos levam o biodiesel à con-dição de um combustível com ação corrosiva. Assim, se esta ação éprovocada por contaminantes ou por processos de degradação, o con-trole destes fatores no processo produtivo – considerando processo,armazenagem e transferência – definirá seu grau de agressividade. Acorreta escolha de materiais usados nesse processo será fator prepon-derante no controle da contaminação”, observa.
Daroda explica ainda que se deve considerar dois conjuntos defatores na avaliação da corrosão dos biocombustíveis, um intrínseco àcaracterística química do biodiesel e outro ligado ao processo produti-vo. O primeiro conjunto está relacionado à estrutura química dos éste-res que compõem o biodiesel: a presença de ligações insaturadas nacadeia. Estas insaturações são suscetíveis a sofrerem um processo deoxidação (entrada de oxigênio) levando à formação de ácidos. A pre-sença destes ácidos promove a ação corrosiva sobre os metais. Cadamatéria-prima (óleo vegetal ou gordura animal) utilizada na produçãodo biodiesel possui maior ou menor grau de insaturação, apresentan-do uma maior ou menor facilidade de oxidação. Alguns contaminan-tes presentes no biodiesel podem acelerar o processo de oxidação. Sãometais que catalisam a reação de oxidação, isto é, facilitam e acelerama entrada do oxigênio nas insaturações. Além disto, na reação de oxi-dação há formação de peróxidos, compostos estes que podem provo-car degradação de polímeros e elastômeros.
O segundo conjunto está relacionado ao processo produtivo eao controle de qualidade do biodiesel. Neste conjunto se destacam:presença de ácidos livres e presença de água. O ácido livre por si sóé um agente corrosivo. Em relação à água proveniente do processoou absorvida durante o período de armazenagem ou transporte,dois processos distintos podem ocorrer: hidrólise dos ésteres (com-
C & P •Julho/Agosto • 2009 13
Ensaio combiodiesel,realizadono Laboratóriode Corrosãoe Proteçãodo IPT

Treinamento & Desenvolvimento
Prefiro pedidos de desculpas apedidos de licença !!!
recorrente eu dizer às pes-soas que trabalham aomeu redor, aos meus co-
legas de trabalho, aos professores,aos meus alunos e também àspessoas da audiência de minhaspalestras que o mundo corporati-vo precisa de mais pessoas que es-tejam dispostas a pedir “descul-pas” do que as que pedem “licen-ça” o tempo todo.
Ambas as palavras remetem aum comportamento inadequa-do, uma vez que, alguém que pe-de desculpas deve estar arrepen-dido por algum erro que comete-ra e alguém que pede licença de-ve estar meio inseguro do quepretende realizar ou ainda meioincomodado com a situação atu-al. É óbvio que o ideal, o idealmesmo, é que as pessoas não ti-vessem que pedir desculpas, nemtampouco licença para nada. Noentanto, a maioria das pessoaserra, alguns porque têm a crençade que “errar é humano” e outrosporque entenderam que o “erro”é uma forma excelente de apren-dizado. Eu prefiro o erro de umapessoa que pediu desculpas doque o erro de alguém que pedelicença.
Dá para perceber a diferen-ça?! É sutil, mas muito impor-tante.
Uma das diferenças básicas éque aquele que pede licença estáantes do fato e aquele que pededesculpas já realizou o fato. Umerro que demanda um pedido dedesculpas sinaliza alguém que to-mou iniciativa e eventualmenteerrou, característica básica daspessoas que ousam tomar a fren-te das coisas e antecipar-se proa-tivamente aos problemas e cir-cunstâncias da vida. Aquele quepede licença provavelmente teme
por realizar e precisa constantemente da ordem detalhada para fazeralguma coisa.
A pessoa que admite pedir desculpas, sem culpa e sem autopie-dade, admite errar, mas também admite que cada erro é uma opor-tunidade de aprendizado que faz com que o erro reincidente sejamuito pouco provável. A pessoa acostumada a pedir licença paratudo depende de alguém para existir, precisa da ordem para dar opróximo passo e raramente se antecipa aos fatos ou pesquisa solu-ções de forma proativa.
Um profissional seguro e alinhado com a excelência está muitomais disposto a errar e pedir desculpas pelo erro, como forma até dese autopunir, demonstrando certa raiva por “ter” que pedir desculpaspelo erro. Aquele que prefere a licença espera mais que o necessário esempre que possível opta pelo menor risco.
Eu não sou adepto da frase de que “errar é humano”, muito pelocontrário, tenho convicção de que “acertar é muito mais humano doque errar” e de que os eventuais erros que cometemos ao longo da vidanos ensinaram muito mais do que muitos acertos, mas foram umaminoria. Imagine você entrando numa sala de cirurgia com a frase“ERRAR É HUMANO” na porta da mesma! Não dá para aceitar queesta frase seja séria, não é? Se você erra mais do que acerta, existe umgrande problema a ser resolvido em sua vida.
Como conviver com os erros parece ser inevitável – não com osmesmos erros o tempo todo – mas com erros diferentes a cada circuns-tância (o que realmente nos ensinará), tenho a impressão de que algoprecisaria ser feito para motivar as pessoas a pedir mais desculpas doque licença! O mercado precisa de gente disposta a lamentar de algoque fez e não de gente que não admite pagar o mico de errar. Existeuma quantidade relevante de seres humanos que pelo medo de errar,sequer se desafiam a fazer sua história melhor.
O sucesso é uma questão de frequência em desafiar-se (e aceitarque vai fracassar muitas vezes até merecer conseguir o que deseja) enão uma questão de competência superior. Por este motivo, a pessoaque é capaz de pedir desculpas, sem remorso, está muito melhor pre-parada, disposta e motivada para enfrentar desafios ousados do que aspessoas que sempre privilegiam a espera por alguém lhe dando licen-ça ou a ordem detalhada que abra os caminhos.
Pense nisto!Tirá-lo da zona de conforto e fazê-lo refletir e agir é minha princi-
pal função. Você sempre é o único culpado por tudo de bom e de ruimna sua vida!
Se você acha que pode… tem razão, mas se acha que não pode…infelizmente também tem razão!
Não sou adepto da frase “errar é humano”, muito pelo contrário, tenhoconvicção de que “acertar é muito mais humano do que errar”
Adm. M.Sc. Prof. Orlando Pavani Jr.Consultor Titulado CMC pelo IBCO/ICMCI e Diretor da Solutty, empresa de soluções emgestão comercial – [email protected]
Por OrlandoPavani Júnior
14 C & P • Julho/Agosto • 2009


ABRACO Informa
Foi assinado, no dia 4 de agosto, um protoco-lo de intenções entre a Associação Brasileira deCorrosão (ABRACO) e a ELETROBRAS, com oobjetivo de desenvolver um estudo completosobre a corrosão na geração, distribuição e forne-cimento de energia elétrica no Brasil. Estiverampresentes no ato da assinatura, na sede da ELE-TROBRAS, no Rio de Janeiro, o presidente e ovice-presidente da ABRACO, Laerce Nunes eJoão Hipólito, respectivamente, Aldo Dutra, umdos fundadores da associação, além do Diretor deTecnologia da ELETROBRAS, Ubirajara RochaMeira. Acompanhe nas próximas edições maisinformações sobre esse acordo que vai, com certe-
Eletrobrás e ABRACO assinam protocolo histórico
za, trazer informações inéditas e uma abordageminovadora sobre o assunto.
16 C & P • Julho/Agosto • 2009
A Asso-ciação Bra-sileira de Cor-rosão promo-veu, em 10de agosto, noauditório doInstituto Na-cional deTecno log ia(INT), no
Rio de Janeiro, o Seminário de Corrosão In-terna de Dutos e Equipamentos.
O evento, patrocinado pela MetalCoatingRevestimentos e pela Bosch Galvanização, con-tou com mais de 90 participantes que assisti-ram às seguintes palestras: Soluções práticaspara revestimento interno de dutos e equipa-mentos (André Koebsch/PETROBRAS),Corrosão pelo etanol combustível em tanquese dutos (Eduardo Cavalcanti/INT), Inibidoresde corrosão em instalações de produção depetróleo e gás (Jussara Mello/CENPES),Utilização de passagens de PIGS como instru-mento de prevenção e controle de corrosãointerna de dutos (Reinaldo Araújo/TRANS-PETRO), A corrosão na indústria dutoviária eseus desafios (Pedro Altoé/CENPES) eMonitoramento não intrusivo da corrosãointerna em dutos (Carlos AlexandreMartins/TRANSPETRO).
O evento reforça a importância da dissemi-nação do conhecimento, um dos objetivosprincipais da ABRACO, permitindo a atuali-zação dos profissionais do setor.
Seminário de corrosão
No dia 19 de maio, o Diretor de VendasMarítimo da Tintas International, Marcus Torres,entregou ao Prof. Laerce Nunes (Presidente daABRACO) os módulos do Curso de Normaspara Inspetores de Tanques de Lastro para atendera Organização Marítima International (IMO) eas Normas de Performance para Tintas Protetoras(PSPC) para que juntos possam promover oconhecimento e a capacitação de inspetoresnacionais.
A norma IMO/PSPC de 8 de dezembro de2006 estabeleceu novas regras para pinturas detanques de lastro dedicados, em embarcações>500 TB (Tonelagem Bruta) e graneleiros cascosduplos acima de 150 m de comprimento, pro-porcionando durabilidade aos sistema de pinturados tanques de latro de no mínimo 15 anos emaior confiabilidade às embarcações.
A ABRACO e a International receberam anotificação da Marinha do Brasil – DPC (Direto-ria de Portos e Costas) nomeando algumas socie-dades classificadoras a auditarem e certificarem aABRACO como órgão certificador.
Recentemente, a ABRACO, a International ea Classificadora Lloyds Register tiveram uma reu-nião para apresentar o conteúdo programático einiciar o processo de auditoria para a certificação.
Entrega de módulos
Por indicação da International, em 2 dejunho, Rosileia Mantovani (Gerente deMarketing) tomou posse na Diretoria Técnica daABRACO, substituindo o Eng. Alysson Bueno.
Posse na Diretoria Técnica

Notícias do Mercado
Fabricante de unidades deproteção contra corrosão in-dustrial, equipamentos indus-triais e tecnologia para o meioambiente, tais como instala-ções customizadas para trata-mento de água, efluentes,gases e superfície metálica, a
Steuler obtém certificação ISO 9001:2008
Em 2007, o grupo AkzoNobel adquiriu aCeilcote, desenvolvedora de polímeros de alta per-formance, com produtos que podem ser aplicadosem superfícies de aço e concreto, além de ambien-tes extremamente agressivos. A aquisição estraté-gica possibilitou completar a linha de produtos daInternational Paint e reforçou a postura da empre-sa em ser um fornecedor de soluções completasem pintura.
O primeiro passo para desenvolver uma estra-tégia de implementação foi a realização de umapesquisa de mercado, que detectou oportunidadesde negócios nos países do Mercosul, principal-mente nos mercados petroquímico, químico,mineração e de papel e celulose. Dentro do pro-cesso de integração foram organizados treinamen-tos das forças de venda, tradução de boletins téc-nicos e manuais de instalação e novos investimen-tos na fábrica de São Gonçalo (RJ), relacionado àsala refrigerada para armazenamento de produtos.
O projeto também previa a produção da linhaCeilcote no Brasil, o que foi possível já em mea-
dos de 2009. Outro importante passo desse proje-to é o treinamento de aplicadores, em função dascaracterísticas muito específicas do produto. Oprimeiro deles ocorreu em maio de 2009, comuma turma treinada na fábrica da InternationalPaint, e ministrado por Tom Moran, gerente téc-nico da Ceilcote.
Ceilcote e Internacional Paint: resultados importantes
Por meio de um contrato com a Engemetal,empresa de estruturas metálicas, responsávelpela obra do Santuário Theotókos, do PadreMarcelo Rossi, a WEG tintas forneceu mais demil litros de tintas WEGPOXI HBD 324 paracolorir e proteger as estruturas metálicas de umdos mais grandiosos templos do Brasil.
Segundo a empresa, WEGPOXI HBD 324foi escolhida para esse projeto porque possuicaracterísticas exclusivas para essa finalidade.
Com alto teor de sólidos e secagem rápida, o quepermite ao produto ser aplicado em uma únicademão em alta espessura e proporcionar umapintura simples e rápida.
O Santuário Theotókos, projetado peloarquiteto Ruy Ohtake, está sendo construídonum terreno de 30 mil metros quadrados, naAvenida Interlagos em São Paulo, e terá capacida-de para 100 mil fiéis, sendo 25 mil na área inter-na e 75 mil na área externa.
Tintas WEG no santuário Theotókos
Steuler do Brasil acaba de darmais um passo rumo à exce-lência. A empresa, que é subsi-diária do Grupo Steuler, commatriz na Alemanha, conquis-tou a certificação ISO9001:2008, emitida pela Fun-dação Vanzolini.
C & P •Julho/Agosto • 2009 17
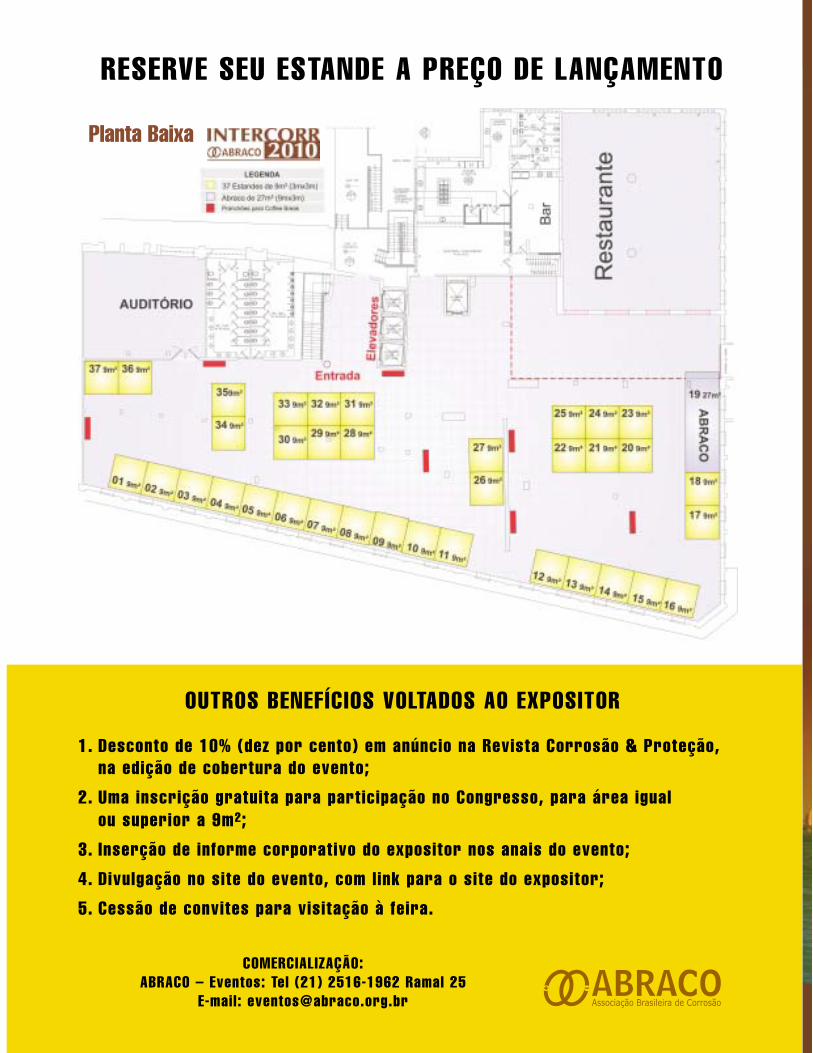
Planta Baixa
OUTROS BENEFÍCIOS VOLTADOS AO EXPOSITOR
1. Desconto de 10% (dez por cento) em anúncio na Revista Corrosão & Proteção,na edição de cobertura do evento;
2. Uma inscrição gratuita para participação no Congresso, para área igualou superior a 9m2;
3. Inserção de informe corporativo do expositor nos anais do evento;
4. Divulgação no site do evento, com link para o site do expositor;
5. Cessão de convites para visitação à feira.
RESERVE SEU ESTANDE A PREÇO DE LANÇAMENTO
COMERCIALIZAÇÃO:ABRACO – Eventos: Tel (21) 2516-1962 Ramal 25
E-mail: [email protected]
Recebimento de sinopses 30/9/2009
Avaliação das sinopses 29/10/2009
Recebimento dos TrabalhosTécnicos Completos 15/1/2010
Avaliação dos TrabalhosTécnicos 31/3/2010
ENVIE SEU TRABALHO TÉCNICO

Evento
Instituto de PesquisasTecnológicas (IPT),inaugurou no dia 8 dejulho, as novas instala-
ções do Laboratório de Corrosãoe Proteção (LCP). Com investi-mentos de R$ 11,8 milhões daPETROBRAS, a infraestruturado laboratório passou por umprocesso de completa moderniza-ção, que coloca como o maisavançado do hemisfério sul. Se-gundo afirmou o diretor-presi-dente do IPT, João FernandoGomes de Oliveira, o investimen-to no novo laboratório se insereno atual projeto de modernizaçãodo Instituto. “Uma realizaçãodessa mostra que o Brasil estámudando. Na sociedade do co-nhecimento, que está se consti-tuindo nesse começo de século, avelocidade dos avanços tecnológi-cos torna-se a marca fundamen-tal. Quero destacar que vamosinaugurar dois dos melhores labo-ratórios do Brasil e da América doSul. Um na área de MicroscopiaEletrônica e outro de EngenhariaNaval, ao lado da Corrosão. Paratanto, estamos recebendo cerca deR$ 150 milhões de investimentosno triênio 2008-2010 do governoestadual, mais os investimentosda PETROBRAS, do Banco Na-cional de Desenvolvimento Eco-nômico e Social (BNDES) e dasagências de fomento”.
O gerente-executivo doCentro de Pesquisas e Desen-volvimento Leopoldo AméricoMiguez de Mello (CENPES),da PETROBRAS, Carlos Tadeuda Costa Fraga, disse que até2011, os investimentos no La-
boratório de Corrosão e Proteção totalizarão R$ 15,4 milhões. “Oprojeto foi viabilizado pela Rede Temática de Materiais e Controlede Corrosão, uma das 30 redes que a PETROBRAS está desenvol-vendo para fortalecer sua atuação em áreas de conhecimento consi-deradas desafios tecnológicos para os próximos anos. Essas redesenvolvem cerca de 100 instituições de pesquisa no país e atualmen-te respondem por um investimento anual de R$ 400 milhões, o quecoloca a PETROBRAS entre as cinco empresas no mundo que maisinvestem em P&D. O IPT participa de seis e poderá participar demais no futuro, tão logo se materializem os frutos dos trabalhos jáprogramados”, disse Fraga, acrescentando que o projeto de redestemáticas foi possível graças ao marco regulatório estabelecido apartir da abertura de mercado e da criação da ANP (AgênciaNacional de Petróleo), que prevê o investimento de 1% da receitabruta dos campos de petróleo de maior produtividade em projetosde pesquisa.
O Secretário Estadual de Desenvolvimento do Estado de SãoPaulo, Geraldo Alckmin, afirmou durante a solenidade de inaugu-ração que a parceria entre o IPT e a PETROBRAS para viabilizar onovo laboratório reflete o compromisso do Estado de São Paulocom questões nacionais. "O aprofundamento dos estudos de corro-são é importante porque, entre outras questões, os combustíveis emgeral têm ação corrosiva, e São Paulo é o maior produtor de bioe-nergia de etanol do mundo. Além disso, o Estado passará a ganhardestaque com o pré-sal, na Bacia de Santos", ressaltou. GeraldoAlckmin comparou os estudos de corrosão à medicina e afirmou
Com investimentos da ordem de R$ 11,8 milhões em projeto de modernização,
feitos pela PETROBRÁS e Agência Nacional do Petróleo, o laboratório é hoje considerado
o mais avançado do hemisfério sul
20 C & P • Julho/Agosto • 2009
inaugura seu novo laboratóriode corrosão e proteção
As autoridades presentes foram ciceroneadas pela Dra. Zehbour Panossian
Por Carlos Sbarai

C & P • Julho/Agosto • 2009 21
cados na área de corrosão pelaPETROBRAS, não só pelaparte das pesquisas com a cor-rosão de dutos, mas tambémpela capacitação técnica dentroda atividade de corrosão. “Nãotenha dúvida da importânciado IPT e acredito que não só aPETROBRAS, mas tambémdiversas outras empresas e vá-rios segmentos do mercado de-vem participar, investir em pes-quisa usando o laboratório nabusca de mais tecnologia etambém ajudando a manter olaboratório. Nós estamos fa-zendo um trabalho em conjun-to com os nossos fornecedoresnesse sentido, a prova disso éque alguns já estão procurandoo IPT para o desenvolvimentode projetos para apresentar pro-dutos de melhor qualidade paraa PETROBRAS”.
Confira a seguir as princi-pais áreas de desenvolvimentodo novo laboratório:
Corrosão interna – O La-boratório de Corrosão Internade Dutos (LACID) é referênciamundial em ensaios para ava-liação da corrosividade de pe-tróleo e derivados. Ele atuajunto à PETROBRAS e àTranspetro no monitoramentoda corrosão interna de dutos,
que a corrosão sob tensão, um dos problemas focados pelo novolaboratório do IPT, ocorre também no corpo humano com o estres-se “quando tudo fica apertado”. Problemas de coração, derrame,aneurisma cerebral e diabetes estão relacionados à qualidade do san-gue e de veias e artérias.
Para a coordenadora do novo Laboratório de Corrosão e Prote-ção do Instituto de Pesquisas Tecnológicas, Zehbour Panossian, otrabalho do IPT na pesquisa de corrosão tem contribuído para odesenvolvimento de normas internacionais, como é o caso do temade corrosividade de dutos destinados a derivados de petróleo. “Oestudo da corrosão é importante para evitar o colapso de materiaismetálicos utilizados na construção de viadutos, pontes, postes,dutos, tanques, enfim, todo e qualquer empreendimento que adoteo aço como material construtivo. O conhecimento sobre o assuntofornece subsídios para a correta especificação de materiais, sejameles considerados grandes elementos, como chapas de tanques dearmazenagem, ou mesmo parafusos e outros conectores. O IPTtambém fornece subsídios para normas sobre fadiga de tintas, que éum tema que ninguém estuda”.
Zehbour Panossian também expressou sua felicidade com ainauguração das novas instalações do LCP e dividiu a luta paraalcançar esse crescimento com sua equipe, que é formado por 40profissionais. “Alguns ainda muito jovens e alguns não tão jovens,mas todos muito empenhados para o engrandecimento do labora-tório de corrosão e proteção do IPT”. A coordenadora tambémdisse estar muito satisfeita, uma vez que no dia da inauguração,pode dividir esta felicidade com o fundador do laboratório, o pro-fessor Stephan Wolynec. “Tudo isso que estou vendo hoje ultrapas-sou minhas expectativas. Quando fundei o laboratório, queriamuito que ele crescesse e achava que teríamos alguma coisa emtorno de 10 funcionários, o que seria já um sucesso. Agora, perce-bo o grande sucesso dessa iniciativa e estou orgulhoso por ter con-tratado a doutora Zehbour, uma profissional que deu continuidade,com competência, a esse trabalho”.
Na opinião do engenheiro do CENPES/PETROBRAS, Gutem-berg de Souza Pimenta, esse é um dos investimentos mais bem apli-
Cerimônia de descerramento da placa de inauguração do novo Laboratório de Corrosão e Proteção do IPT

treinando profissionais das empresas contratadas pela PE-TROBRAS para essas atividades. Colabora também na avaliação daeficiência e determinação da concentração dos inibidores de corro-são para dutos de transporte e tanques de armazenamento de com-bustíveis.
Corrosão externa – A área de Corrosão Externa e ProteçãoCatódica teve um avanço extraordinário nos seus estudos. Em tra-balhos conjuntos com o CENPES/PETROBRAS, o IPT desenvol-veu uma metodologia inédita na área de proteção catódica para ava-liar a probabilidade de corrosão por corrente alternada na superfí-cie externa de dutos.
Biocombustíveis – A unidade de Corrosão em Biocombustíveispossui infraestrutura adequada para desenvolver estudos de novastecnologias para viabilizar o transporte e a exportação de etanol ebiodiesel. Possui tecnologia para o desenvolvimento de metodolo-gias específicas para estudo da corrosividade do etanol e de sua qua-lidade em condições de armazenamento e de movimento em trans-porte.
Eletroquímica – A área de Eletroquímica conta com modernosequipamentos para ensaios eletroquímicos, incluindo potenciosta-tos e analisadores de frequência para a obtenção de parâmetros tra-dicionais que podem atuar simultaneamente em quatro sistemas.Também conta com uma Sonda Kelvin, para avaliação de ativida-de eletroquímica sob películas não-condutoras e para identificarfases anódicas (nas quais ocorre a corrosão) e catódicas (onde nãoocorre) em ligas metálicas, além da eficiência de inibidores fílmicosde corrosão.
Revestimentos nanoestruturados – A área de CaracterizaçãoMicroestrutural de Materiais Metálicos e Revestimentos Nanoes-truturados conta com modernos equipamentos para preparaçãometalográfica e para análises de superfície, incluindo microscópiode foco infinito e microscópio confocal (permitem análises demicropartículas). No campo das nanopartículas, a unidade estácapacitada para caracterizar materiais nanoestruturados, possuindopara isto microscópio de força atômica, FEG (microscópio eletrô-nico de varredura por emissão de campo) e microscopia Raman.
Revestimentos – A área de Revestimentos desenvolve equipa-mentos e metodologias para realização de ensaios não convencio-nais, que reproduzem condições operacionais adversas. É o caso,por exemplo, da movimentação de líquidos transportados pornavios-tanques e as condições de agressividade dos furos direcio-nais. Possui ainda um Laboratório Flutuante instalado em regiãomarinha do litoral paulista, para estudos com novas tecnologias derevestimentos para aplicação offshore, incluindo revestimentosantiincrustantes.
Ensaios dinâmicos – A unidade de Ensaios Dinâmicos deCorrosão possui Loops de corrosão, inclusive Loop multifásico,equipamentos que realizam ensaios dinâmicos de corrosão internae sob altas temperaturas e pressões. Estes sistemas permitem verifi-car a influência de parâmetros operacionais na eficiência dos inibi-dores de corrosão.
Corrosão associada a fatores mecânicos – estudos de corrosão efadiga, corrosão sob tensão / BTD poderão ser desenvolvidos coma nova infraestrutura do Laboratório de Corrosão e Proteção doInstituto de Pesquisas Tecnológicas.
22 C & P • Julho/Agosto • 2009
Dra. Zehbour Panossian, coorde-nadora do laboratório de C&P
João Fernando Gomes de Oliveira,diretor-presidente do IPT
Carlos Tadeu da Costa Fraga,gerente-executivo do CENPES
Geraldo Alckmin, SecretárioEstadual de Desenvolvimento doEstado de São Paulo

Artigos Técnicos
Fosfatização de Metais FerrososParte 18 – Pós-tratamento
de isento de cromo hexavalente.Como a grande maioria destesprodutos não é de formulaçãoconhecida, não existem normasque prescrevem como controlar aeficiência destes produtos. Assimsendo, é de fundamental impor-tância que as recomendações dofornecedor do produto sejamrigorosamente seguidas para setirar o máximo proveito do pro-duto. Recomenda-se ainda quetais produtos sejam utilizadossomente após a condução de es-tudos específicos que compro-vem a sua eficiência para a finali-dade a que se destinam (tt-c-490d, 1994).
É muito comum transformara segunda lavagem após a fosfati-zação num tratamento de passi-vação. Conforme já citado, omelhor procedimento após a fos-fatização é adotar uma lavagemcom água fria seguida de lava-gem em água quente. Muitos sãoos processos que adicionam pro-dutos passivantes ou selantes naágua quente.
A seguir serão descritas as di-ferentes formas de selagem de ca-madas fosfatizadas.
Pós-tratamento com soluçãocontendo cromo hexavalenteou lavagem ácida
O uso de soluções diluídas deácido crômico (pH entre 3,5 e5,5 – rausch, 1990, p.148) apósa fosfatização é tão comum paracamadas fosfatizadas para prote-ção contra corrosão (após oleadoou pintado), que muitas vezes seconsidera este estágio como fa-zendo parte integrante dos pro-cessos de fosfatização.
Este estágio, conhecido comolavagem ácida, é particularmenterecomendado para as camadasfosfatizadas destinadas à prote-ção contra corrosão após aplica-ção de óleos ou graxas e paracamadas fosfatizadas que serãopintadas tanto com tintas con-vencionais como tintas em pó oucataforéticas (rausch, 1990,p.178). Um dos efeitos maisconhecidos desta prática é oaumento da resistência à corro-são. Acredita-se que se pode che-gar até a dobrar o tempo de apa-recimento de corrosão vermelhapara camadas fosfatizadas à basede fosfato de ferro ou conseguirum aumento de até 66% paracamadas fosfatizadas à base defosfato de zinco (freeman,1988, p.108, 109). A tabela 15apresenta alguns exemplos. Nocaso de tintas anaforéticas, o efei-to do aumento da resistência àcorrosão não é tão marcante.
Além da resistência à corro-são, a imersão em solução diluí-da de cromo hexavalente melho-ra a aderência de camadas de tin-ta e diminui também a tendênciade formação de bolhas sob ascamadas de tinta sobre elas apli-cadas, quando estas são provoca-das devido ao uso de águas in-dustriais de elevada dureza. Alémdisso, a porosidade das camadasfosfatizadas diminui significati-vamente quando se utiliza imer-são neste tipo de solução crômi-ca (rausch, 1990, p.109).
Durante a imersão das cama-das fosfatizadas em solução con-tendo sais de cromo hexavalente,ocorre o preenchimento dos po-ros. Parte do cromo hexavalente
Este artigo tem como foco principal o pós-tratamento das camadas fosfatizadas.
Em primeiro lugar, analisamos o pós-tratamento de selagem ou passivação
Por Célia A. L.
dos Santos
Por Zehbour
Panossian
s camadas fosfatizadas re-cém-formadas apresen-tam sempre uma porosi-
dade intrínseca, através dos quaiso substrato de aço fica exposto.Como regra geral, pode-se afir-mar que quanto maior o tama-nho dos cristais, maiores são asdimensões destes poros.
A lavagem final com águacontendo produtos que determi-nam selagem ou passivação dosporos da camada fosfatizada éum estágio necessário quando osprodutos fosfatizados são desti-nados a oferecer proteção contracorrosão, seja após protegidoscom óleos ou graxas seja após aaplicação de tintas e vernizes. Es-te estágio é especialmente benéfi-co para camadas abertas (de altaporosidade) devido à passivaçãodo aço exposto (wood & spring,1979).
Convém esclarecer que esteestágio é aplicado somente paracamadas fosfatizadas destinadas àproteção contra corrosão (semtratamento suplementar paracurtos períodos de exposição oucom tratamento com óleos, gra-xas, tintas e vernizes). Este está-gio não se aplica para camadasfosfatizadas que serão submeti-das a operações de conformaçãoou para camadas fosfatizadasresistentes ao desgaste.
A mais comum é a lavagemcom água contendo pequenaquantidade de cromo hexavalen-te (com ou sem ácido fosfórico),porém devido às restrições im-postas pelas leis de defesa aomeio ambiente e ao homem,apareceram no mercado outrosprodutos com a mesma finalida-
C & P • Julho/Agosto • 2009 23

presente na solução contida nosporos reage com o substrato ex-posto, passivando-o, e parte rea-ge com a própria camada for-mando fosfatos de cromo queselam os poros (lorin, 1974,p.118-119). Após completadasas reações, a água contida nosporos ainda possui cromo hexa-valente (ver figura 1). Quandoestas peças (fosfatizadas e sela-das) são posteriormente subme-tidas ao estágio de secagem, aágua presente nos poros evaporae os sais presentes nesta águasecam, formando o ácido crômi-co anidro ou sais de cromo ani-dros. Estes compostos são alta-mente solúveis. Se a temperaturade secagem for muito elevada,pode ocorrer a insolubilizaçãodestes resíduos.
O efeito benéfico da lavagemcom soluções diluídas de cromohexavalente é atribuído a um oumais dos seguintes fatores:• neutralizar ou reduzir os efeitos
corrosivos dos resíduos prove-nientes do banho de fosfatiza-ção, principalmente dos ba-nhos contendo aceleradores dotipo oxidante. Resíduos destesaceleradores podem determi-nar a corrosão prematura dosprodutos fosfatizados;
• converter resíduos de íons me-tálicos (como zinco, cálcio emanganês) em fosfatos insolú-veis que selam os poros;
• selagem dos poros da camadafosfatizada devido à formaçãode fosfato de cromo;
• passivação do aço exposto nosporos pela ação do cromo he-xavalente;
• neutralização da alcalinidadedas águas duras. Neste sentidoacredita-se que quanto maior aalcalinidade das águas indus-triais, maior deverá ser a con-centração do cromo hexavalen-te para que se atinja um grauadequado de neutralização. Noentanto, o aumento excessivodo teor de cromo hexavalentepoderá causar o amarelamentodos componentes fosfatizados.Neste sentido, é possível a utili-zação de uma mistura de ácidofosfórico e cromo hexavalente.
Quanto à concentração decromo hexavalente, na literaturasão encontradas várias faixas, noentanto, quase sempre as con-centrações recomendadas são
baixas e inferiores a 1,0 g/l(0,1%). Estudos conduzidos emlaboratório mostraram que, paraas soluções diluídas, quanto mai-or a concentração de íons de cro-mo hexavalente, maior é a quan-tidade de cromo retida na cama-da de fosfatos. Para soluçõesmais concentradas, este efeito vaise tornando cada vez menos pro-nunciado. A adição de ácido fos-fórico na solução de imersão ele-va ainda mais a retenção de cro-mo na camada (rausch, 1990,p.110). Na tabela 2 apresentam-se os resultados deste estudo.
Quando a água de diluiçãotem dureza elevada, a adição doácido fosfórico é altamente reco-mendável, devendo a concentra-ção ser tanto maior quanto mai-or a dureza (rausch, 1990,p.148). Um outro fato queaumenta a eficiência da selagemé a presença de cromo trivalentena água de lavagem (biestek &weber, 1974, p.175). A adiçãode cromo trivalente é especial-mente vantajosa quanto se adotaa lavagem posterior com águadeionizada: esta lavagem, decerto modo, lixivia os resíduosde cromo hexavalente presentesna camada fosfatizada, na pre-sença de cromo trivalente estalixiviação é reduzida (freeman,1988, p.109). Em geral, na au-sência de cromo trivalente o pHda água de selagem é mantida
Massa da camada Tempo para aparecimentoTipo de fosfato fosfatizada por de corrosão vermelha (h)
unidade de área Lavagem com Lavagem em água(g/m2) água deionizada contendo Cr6+
Fosfato de ferro obtido a partir de 0,5 48 96banhos à base de fosfato de metaisalcalinos ou de amônio (aspersão)Fosfato de zinco (aspersão) 2,0 144 240Fosfato de zinco modificado com cálcio 1,2 216 288(aspersão)Fosfato de zinco (imersão) 2,0 192 312Fosfato de zinco modificado com cálcio 2,5 264 360(imersão)
TABELA 1 – INFLUÊNCIA DO ESTÁGIO DE PASSIVAÇÃO NO DESEMPENHO DE CAMADAS FOSFATIZADASPINTADAS EM ENSAIOS EM CÂMARA DE NÉVOA SALINA (FREEMAN, 1988, P.109)
Figura 1 – Ilustração esquemáticada ação do estágio de passivaçãocom solução contendo íons decromo hexavalente na camadafosfatizada
24 C & P • Julho/Agosto • 2009

entre 2,0 e 4,0 e na presença decromo trivalente entre 3,8 e 4,8(freeman, 1988, p.109).
Cabe citar ainda que não érecomendável um excesso deácido crômico. Segundo Woods& Spring (1979), um excesso decromo hexavalente na camadafosfatizada pode determinar aformação de bolhas sob camadasde tintas em condições de altaumidade (como no ensaio emcâmara úmida).
A tendência do excesso decromo hexavalente em causarproblemas no ensaio em câmaraúmida é mais acentuada nasmarcas de escorrimento (Woods& Spring, 1979). Para evitar estetipo de problema, Woods &Spring recomendam o uso demistura de ácido crômico e ácidofosfórico e manutenção do pHdesta mistura ao redor de 4.Além disso, concentrações muitoelevadas determinam a dissolu-ção da camada fosfatizada (bies-tek & weber, 1974, p.174).
A tabela 3 apresenta as reco-mendações da Norma BS 3189(1973) quanto à concentraçãode cromo hexavalente para dife-rentes aplicações.
A temperatura da soluçãoácida contendo cromo hexava-lente varia muito, podendo sermantida desde a temperaturaambiente até 70ºC. Quando seadota temperaturas mais eleva-das, o estágio de secagem podeser dispensado. No entanto, é
mais recomendável que esta lava-gem seja feita a temperaturasmais baixas para melhorar a efi-ciência da lavagem e seja poste-riormente adotado o estágio desecagem. A escolha de uma ououtra opção deve ser baseada emuma avaliação cuidadosa decusto benefício. Segundo Woods& Spring (1979), para instala-ções de pequeno porte a lavagemcom água ácida com temperatu-ra elevada apresenta menor custoao passo que, para grandes insta-lações, lavagem ácida a tempera-tura mais baixa e secagem emestufa pode ser mais vantajosa.Nos dois casos, é de fundamentalimportância uma boa drenagempara evitar que resíduos da águade lavagem permaneçam sobre asuperfície fosfatizada.
O tempo de contato com asolução ácida também varia, po-dendo ser desde 15 segundos a 2minutos. Nos processos de asper-são, o tempo de contato é manti-do baixo, em geral inferior a 40s(rausch, 1990, p.179).
É importante o controle daágua de lavagem ácida para evitarque resíduos provenientes do ar-raste concentrem-se e acabemprejudicando o desempenho dascamadas fosfatizadas oleadas oupintadas no que se refere à resis-tência à corrosão. Recomenda-seo controle do pH e a concentra-ção de cromo hexavalente. A fre-quência deste controle deve serestabelecida em função da quan-
tidade de metal fosfatizada e daeficiência do estágio de lavagemapós a fosfatização.
O pH deve ser medido commedidores de pH evitando-se ouso de papel indicador. No casode não se ter um critério preesta-belecido, recomenda-se que estecontrole seja realizado pelo me-nos duas vezes por turno de tra-balho. A concentração de cromohexavalente pode também sercontrolada por titulação.
Quando as camadas fosfatiza-das são destinadas para proteçãocontra corrosão sem proteção su-plementar (curtos tempos de ar-mazenamento) ou com trata-mento suplementar com óleos egraxas, não se adota a lavagemcom água após a imersão em so-lução de cromo hexavalente,submetendo-se os componentesassim tratados diretamente à se-cagem em estufa para promovera insolubilização ou secagem dequalquer excesso de cromatospresentes na camada. No caso defosfatização contínua, após a la-vagem ácida (que pode ser feitapor aspersão ou por imersão) oexcesso da água ácida é retirada,por exemplo, através de rolos(squeegeed) e então é submetida àsecagem, por exemplo com arquente (rausch, 1990, p.209).Já no caso de camadas que serãopintadas, é imprescindível a lava-gem com água deionizada pararetirar todo e qualquer resíduode cromo hexavalente.
Composição da solução de imersão Quantidade de cromo absorvido (em CrO3)pela camada de fosfato de zinco (mg/m2)
CrO3 (mg/ l) H3PO4 (mg/ l)281 – 32562 – 60844 – 94
1 125 – 94150 150 34300 300 58450 450 87600 600 108
TABELA 2 – DEPENDÊNCIA DA ABSORÇÃO DE CROMO PELA CAMADA DE FOSFATO DE ZINCO COM O TEOR DEÁCIDO CRÔMICO NA ÁGUA DE LAVAGEM E COM A PRESENÇA DE ÁCIDO FOSFÓRICO (RAUSCH, 1990, P.110)
C & P • Julho/Agosto • 2009 25

Pós-tratamento comsoluções isentas de cromo
Em muitos lugares, as restri-ções ao uso de sais de cromoreferem-se à concentração nosefluentes de cromo total e nãosomente de cromo hexavalente.Assim sendo, muitos estudos,não só no campo de fosfatização,mas em muitas áreas da enge-nharia têm sido conduzidos como objetivo de identificar alterna-tivas para o uso de sais de cromo.O molibdato tem sido um fortecandidato, visto que as suas pro-priedades de aumentar a resis-tência à corrosão dos metais sãocomparáveis aos sais de cromo.No entanto, o seu uso tem sidorestrito devido ao alto custo e àsrestrições ambientais impostastambém aos molibdatos.
Alternativas como o uso detaninos, nitritos, amino-fosfatos,sais de zircônio, silicatos, bora-tos, também são citadas na lite-ratura (kent, 1985; rausch,1990, p.141), porém, o desem-penho destes compostos é infe-rior aos cromatos. Produtos pro-prietários à base de poliidroxies-tirenos aplicados sobre camadasfosfatizadas à base de ferro e zin-co são citados na literatura comoprodutos que oferecem benefí-cios comparáveis aos de base cro-mo hexavalente (kent, 1985).Citações de uso de compostospolivinilfenólicos também sãoencontrados na literatura (free-man, 1988, p.110).
Existem muitos produtosproprietários, alguns ácidos e
principal de passivar o substratode aço exposto enquanto ocromo trivalente terá a funçãode selar os poros através da for-mação de fosfatos complexosinsolúveis. O resultado obtidoserá melhorar o desempenhodas camadas fosfatizadas no quese refere à resistência à corrosão,principalmente no caso decamadas fosfatizadas que serãopintadas: neste caso a lavagemcom água deionizada não pro-moverá a lixiviação dos com-postos que estão selando osporos pois, neste caso, estes sãoinsolúveis.
Com as crescentes restriçõescontra o uso do cromo hexava-lente, levou-se ao uso de solu-ções contendo somente sais decromo trivalente, sendo o maisutilizado o acetato de cromo.Uma das restrições ao uso des-tas soluções é a necessidade deseu controle rigoroso.
Uma das vantagens do usode selagem do cromo trivalenteé a possibilidade da adoção dalavagem subsequente com águadeionizada: conforme já citado,esta lavagem não diminui a efi-ciência da selagem, fato queocorre com a selagem somentecom cromo hexavalente. Isto éconsiderado particularmenteimportante quando a camadafosfatizada é utilizada comobase de pinturas eletroforéticas,pois uma boa lavagem comágua deionizada diminui oarraste das soluções de cromopara o tanque de tinta.
Esta diferença está no se-guinte fato: o excesso de sais decromo hexavalente que perma-nece nos poros da camada fos-fatizada é benéfica sob o pontode vista de corrosão, mas causaformação de bolhas sob cama-das de tintas expostas a ambi-entes úmidos.
A ação benéfica na resistên-cia à corrosão pode ser explica-da da seguinte maneira: se aágua atingir uma camada fosfa-tizada, ela dissolverá os sais decromo hexavalente solúveis quepermaneceram retidos no poro.Nestas condições, a camadafosfatizada estará em contatocom uma solução inibida o queretardará a corrosão.
A lavagem com água deio-nizada obviamente causa dimi-nuição do poder protetivo, masmesmo assim ela é adotada poisa formação de bolhas é alta-mente prejudicial às camadaspintadas.
Pós-tratamento comsolução contendo saisde cromo trivalente
As primeiras tentativas deutilização de sais de cromo tri-valente foram realizadas commisturas de soluções contendocromo trivalente e cromo hexa-valente. Soluções contendocromatos de cromo na formade complexos são utilizadospara promover a passivação eselagem dos poros da camadasfosfatizada. Neste caso, o cro-mo hexavalente terá a função
Aplicação Concentração recomendada em termos de CrO3* + Cr3+
Mínima MáximaCamadas para pintura submetidas
a uma lavagem final com água deionizada 0,2 g/l 1,0 g/lCamadas para pintura sem lavagem
final com água deionizada 0,1 g/l 0,5 g/lCamadas destinadas à resistência à corrosão
após aplicação de óleos, graxas ou ceras 0,1 g/l 2,5 g/l
TABELA 3 – CONCENTRAÇÃO DE CROMO RECOMENDADA PARA A SELAGEM COM ÁCIDO CRÔMICO (BS 3189, 1973)
* Até 50% da quantidade de ácido crômico pode ser substituído por ácido fosfórico
26 C & P • Julho/Agosto • 2009

Contato com as autoras:[email protected] / [email protected]: (11) 3767-4036
Zehbour PanossianInstituto de Pesquisas Tecnológicas de SãoPaulo – IPT. Laboratório de Corrosão eProteção – LCP. Doutora em Ciências(Fisico-Química) pela USP.Responsável pelo LCP.Célia A. L. dos SantosInstituto de Pesquisas Tecnológicas de SãoPaulo – IPT. Laboratório de Corrosão eProteção – LCP. Doutora em Química(Fisico-Química) pela USP.Pesquisadora do LCP.
outros alcalinos, que visam subs-tituir o cromo hexavalente e cujoagente inibidor de corrosão nãoé conhecido, de modo que setorna difícil afirmar se tais pro-dutos apresentam desempenhosuperior à selagem à base de cro-mo hexavalente, recomendando-se que sejam conduzidos estudosespecíficos de verificação dedesempenho, antes de se optarpela sua utilização.
Na próxima edição, o temapós-tratamento terá continuida-de abordando as soluções à basede estanho e, também, o pós-tra-tamento para a conformaçãomecânica.
Referências bibliográficasbiestek, t.; weber, j. 1976. Electrolytic
and chemical conversion coatings. 1sted. Wydawnictwa : Porteceilles. 432p.
bs 3189: 1973: Specification for phos-phate treatment of iron and steel.
London : British Standards Institu-tion, 1973, 10p.
freeman, d. b. Phospating and metalpre-treatment. 1st ed. New York :Industrial Press, 229p., 1988.
kent, g. d. Phosphate and other conver-sion coating – an update. In: Encon-tro Brasileiro de Tratamento deSuperfície, 4. São Paulo, 1985,Anais. São Paulo : ABTS, p. 286-298, 1985.
lorin, G. 1974. Phosphating of metals.Great-Britain: Finishing Publica-tions. 222p.
rausch, w. 1990. The phosphating ofmetals. 1st.ed. Great Britain: Red-wood Press, 416p.
tt-c-490d:1994 – Federal specification,cleaning methods for ferrous surfacesand pretreatments for organic coa-tings. USA : Federal Specification,1994.18p.
woods, k.; spring, s. Zinc Phosphating.Metal Finishing. v.77, n.4, p. 56-60,1979.
Nossa Metodologia é composta dos seguintes passos:
■ Inspeção dos revestimentos de diversos equipamentos na áreaindustrial.
■ Caracterização da corrosividade do meio e setorização(definição dos microclimas)
■ Especificação de esquemas de pintura definidos em função dacorrosividade dos ambientes
■ Seleção de tintas com qualidade assegurada.■ Elaboração de um Sistema da Qualidade.
Podemos colaborar nas seguintes atividades:
■ Auxílio ao projeto com especificação de pintura e seleção de materiais;
■ Fiscalização de obras;■ Inspeção;■ Treinamento.
IEC - INSTALAÇÕES E ENGENHARIA DE CORROSÃO LTDA.Av. Pres. Vargas, 633 - 20º andar - Rio de Janeiro - RJ - CEP: 20071-905
Tel.: 55 (21) 2159-9264 - Fax: 55 (21) [email protected] - http://www.iecengenharia.com.br
Consultoria em Pintura Industrial
COM REDUÇÃO DE CUSTO E AUMENTO DE INTEGRIDADE.AVALIAÇÃO DAS CAUSAS PORQUE AS PELÍCULAS FALHAM.
Apor
te

28 C & P • Julho/Agosto • 2009
Caracterização e desempenho de ligasde zinco/níquel e estanho/zinco
vencionais de galvanoplastias eo uso destes dois revestimentospode ser uma excelente alterna-tiva para tratamentos de altaqualidade em fixadores.
IntroduçãoDevido à necessidade de
uma melhoria de processos emambientes extremamente agres-sivos, novos acabamentos vemsendo estudados com o intuitode aprimorar a qualidade doacabamento superficial e dereduzir gastos com manuten-ção, além de aumentar a vidaútil das peças submetidas aotratamento galvânico. Dessaforma, a Bandeirantes UnidadeGalvânica Ltda., através desteestudo, está buscando melhorianos processos de resistência àcorrosão avaliando o desem-penho de dois novos acabamen-tos que são as ligas de alto zin-co/níquel, com teores acima de12% de níquel na liga e de-pósitos de estanho/zinco, foram
realizados ensaios de caracteri-zação e de avaliação de desem-penho em revestimentos metá-licos de liga Zn-Ni e Sn-Zn.Foram realizados ensaios pordispersão de energia, Scab Test eexposição à névoa salina.
Os ensaios foram realizadosem chapas de aço-carbono e pa-rafusos revestidos que foramidentificados como:• Parafuso com revestimento de
Sn-Zn + cromato trivalente;• Chapa com revestimento de
Sn-Zn + cromato trivalente;• Chapa com revestimento de
Zn-Ni + cromato trivalente;• Parafuso com revestimento de
Zn-Ni + cromato trivalente.
Ensaios e análisesrealizados
Análise por dispersãode energia
Os corpos-de-prova retiradosdas chapas e dos parafusos foramsubmetidos à análise semiquanti-
Este estudo visa a melhoria dos processos de resistência à corrosão, avaliando
o desempenho de dois novos acabamentos que são as ligas de alto zinco/níquel,
com teores acima de 12% de níquel na liga e depósitos de estanho/zinco
Por Maurício de
Camargo Penteado
om o aumento das exi-gências para os critériosde desempenho de resis-
tência a corrosão em ambientesagressivos, dois novos tipos deacabamentos superficiais foramdesenvolvidos para atender ademanda cada vez maior porqualidade. Dentro dessa pro-posta, a Bandeirantes UnidadeGalvânica Ltda. vem buscandomelhoria nos processos de re-sistência à corrosão avaliando odesempenho de dois novos aca-bamentos que são as ligas dealto zinco/níquel e estanho/zinco. Os depósitos de Zn/Nicom alto teor de níquel na liga(maior que 12%) e Sn/Zn mos-traram-se muito eficientesquanto à corrosão tanto noScab Test como em névoa salina.A questão ambiental também éum fator importante, por isso,utilizou-se somente passiva-dores trivalentes. Esses dois re-vestimentos podem ser utili-zadas em equipamentos con-
Item Teor de zinco (%) Teor de estanho (%) Teor de níquel (%)Parafuso – Sn / Zn 13,82 86,18 –Chapa – Sn / Zn 9,56 90,44 –
Parafuso – Zn / Ni 81,78 – 16,01Chapa – Zn / Ni 81,65 – 16,64
TABELA 1 – ANÁLISES SEMIQUANTITATIVAS DOS REVESTIMENTOS
Figura 1 – Parafusorevestimento de Sn / Zn
Figura 2 – Chaparevestimento de Sn / Zn
Figura 3 – Parafusorevestimento de Zn / Ni
Figura 4 – Chaparevestimento de Zn / Ni
Por Neusvaldo
Lira de Almeida
Artigos Técnicos

tativa por dispersão de energiacom o auxílio de um microscó-pio eletrônico de varredura, mar-ca Jeol modelo JSM 6300.
Os resultados obtidos estãoapresentados na tabela 1. O as-pecto dos revestimentos obtidono microscópio eletrônico devarredura está apresentado nasfiguras 1 a 4.
Ensaios aceleradosde corrosão
Corpos-de-provaChapas e parafusos revesti-
dos com Sn-Zn e Zn-Ni foramsubmetidos ao Scab Test e aoensaio de exposição à névoa sa-lina. Nas chapas, foi feita umaincisão horizontal na superfície
24 a 96 Nenhuma alteração foi observada.120 Aparecimento de produto de coloração branca proveniente da corrosão do revestimento.
144 a 2160 Nenhuma alteração foi observada em relação à situação anterior.24 a 96 Nenhuma alteração foi observada.
120 Aparecimento de produto de corrosão de coloração branca proveniente do revestimento e de pontos de corrosão do substrato na incisão.
144 a 2160 Intensificação da corrosão do substrato na incisão.
TABELA 2 – REVESTIMENTO DE SN-ZN – EXPOSIÇÃO AO SCAB TEST
Corpo-de-prova Tempo (horas) Avaliação visual
Parafusos
Chapas
24 a 2160 Nenhuma alteração foi observada.24 a 96 Nenhuma alteração foi observada.
120 Esbranquiçamento da superfície e aparecimento de pontos de corrosão do substrato na incisão.216 a 2160 Intensificação da corrosão do substrato na região da incisão.
TABELA 3 – REVESTIMENTO DE ZN-NI – EXPOSIÇÃO AO SCAB TEST
Corpo-de-prova Tempo (horas) Avaliação visualParafusos
Chapas
24 a 96 Nenhuma alteração foi observada.120 Aparecimento de produto de coloração branca proveniente da corrosão do revestimento.
144 a 2160 Nenhuma alteração foi observada em relação à situação anterior.24 a 96 Nenhuma alteração foi observada.
120 a 2160 Aparecimento de manchas brancas na superfície e de produto branco na incisão provenientesda corrosão do revestimento.
TABELA 4 – REVESTIMENTO DE SN-ZN – EXPOSIÇÃO À NÉVOA SALINA
Corpo-de-prova Tempo (horas) Avaliação visual
Parafusos
Chapas
com 7 cm de comprimento e0,9 mm de largura, até atingir osubstrato. O objetivo do ensaiocom incisão era avaliar se o re-vestimento protege catodica-mente o substrato.
Scab TestOs revestimentos de Sn-Zn
e Zn-Ni foram submetidos ao
Figura 5 – Antes do ensaio Figura 6 – Após 120 horas de ensaio
Figura 7 – Após 216 horas de ensaio Figura 8 – Após 2160 horas de ensaio
C & P • Julho/Agosto • 2009 29
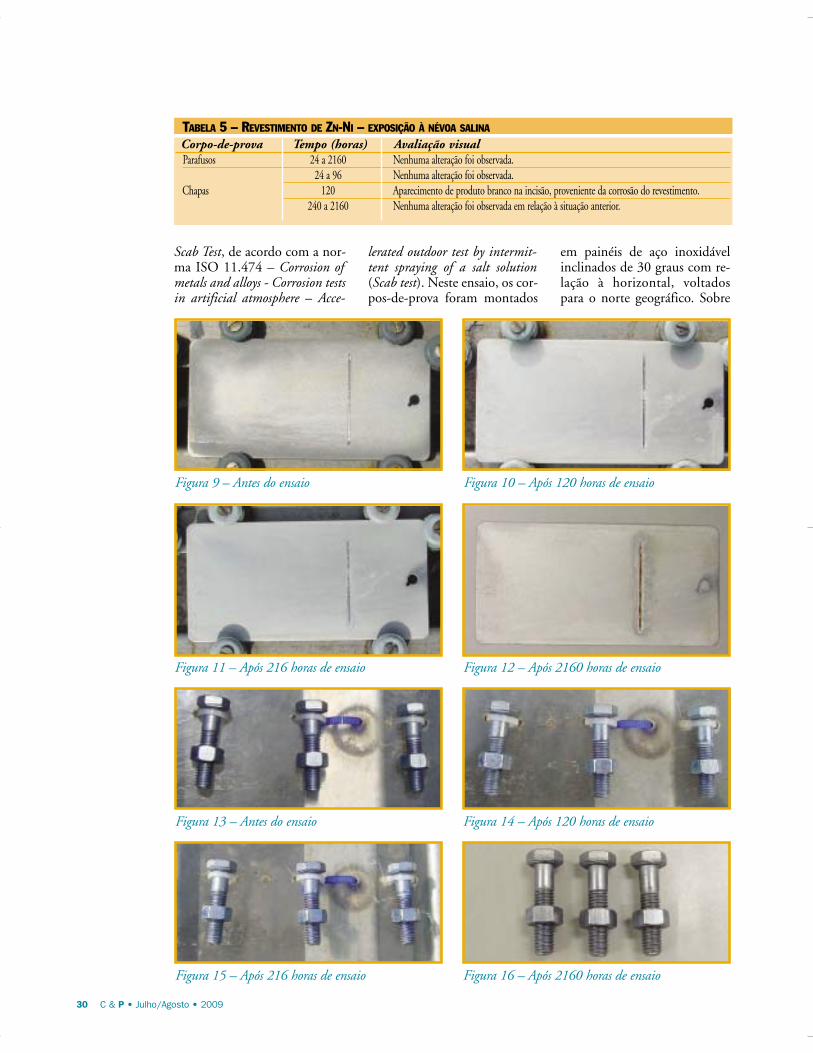
30 C & P • Julho/Agosto • 2009
24 a 2160 Nenhuma alteração foi observada.24 a 96 Nenhuma alteração foi observada.
120 Aparecimento de produto branco na incisão, proveniente da corrosão do revestimento.240 a 2160 Nenhuma alteração foi observada em relação à situação anterior.
TABELA 5 – REVESTIMENTO DE ZN-NI – EXPOSIÇÃO À NÉVOA SALINA
Corpo-de-prova Tempo (horas) Avaliação visualParafusos
Chapas
Figura 9 – Antes do ensaio
Figura 11 – Após 216 horas de ensaio
Figura 10 – Após 120 horas de ensaio
Figura 12 – Após 2160 horas de ensaio
Figura 13 – Antes do ensaio Figura 14 – Após 120 horas de ensaio
Figura 15 – Após 216 horas de ensaio Figura 16 – Após 2160 horas de ensaio
Scab Test, de acordo com a nor-ma ISO 11.474 – Corrosion ofmetals and alloys - Corrosion testsin artificial atmosphere – Acce-
lerated outdoor test by intermit-tent spraying of a salt solution(Scab test). Neste ensaio, os cor-pos-de-prova foram montados
em painéis de aço inoxidávelinclinados de 30 graus com re-lação à horizontal, voltadospara o norte geográfico. Sobre

Figura 17 – Antes do ensaio Figura 18 – Após 120 horas de ensaio
Figura 19 – Após 216 horas de ensaio Figura 20 – Após 2160 horas de ensaio
Figura 21 – Antes do ensaio Figura 22 – Após 120 horas deensaio
Figura 23 – Após 2160 horas deensaio
Figura 24 – Antes do ensaio Figura 25 – Após 120 horas de ensaio
Figura 26 – Após 2160 horas de ensaio
os corpos-de-prova, foi pulveri-zada uma solução de cloreto desódio 3,5% duas vezes por se-mana, durante 90 dias. Periodi-camente, os corpos-de-provaforam avaliados visualmente.Os resultados são apresentadosnas tabelas 2 e 3 para os revesti-mentos Sn-Zn e Zn-Ni, respecti-vamente. O aspecto dos corpos-de-prova durante o do ensaio
C & P • Julho/Agosto • 2009 31

32 C & P • Julho/Agosto • 2009
Figura 27 – Antes do ensaio Figura 28 – Após 120 horas de ensaio
Figura 29 – Após 2160 horas de ensaio Figura 30 – Antes do ensaio
Figura 33 – Relay entre o teor de Ni e oaparecimento da corrosão em NSS
Figura 31 – Após 120 horas de ensaio Figura 32 – Após 2160 horas de ensaio
Zn < Zn-Ni (6 – 7%) < Zn-Ni (10 – 16%) < Cd < Fe < Ni
Figura 34 – Potencial de Corrosão(em 5% Solução NaCl)
está mostrado nas figuras 5 a 12(Sn-Zn) e 13 a 20 (Zn-Ni).
Exposição à névoa salinaOs revestimentos de Sn-Zn
e Zn-Ni foram submetidostambém ao ensaio de exposiçãoà névoa salina de acordo com aNBR 8094 durante 90 dias.
Diariamente, os corpos-de-pro-va foram avaliados visualmen-te. Os resultados obtidos estãoapresentados nas Tabelas 4 e 5para os revestimentos de Sn-Zne Zn-Ni, respectivamente. Oaspecto dos corpos-de-prova nodecorrer do ensaio está mostra-do nas figuras 21 a 26 (Sn-Zn)
e 27 a 32 (Zn-Ni).O ensaio de resistência à
corrosão e depósito de ligas dezinco/níquel, através do teste deNSS, revelou que o aumento daresistência à corrosão é direta-mente dependente da quantida-de de níquel da liga (Fig. 33).Os resultados também demons-
Corrosion Potential (in 5% NaCl)Base Noble
–1.1V –1.0V, –0.9V –0.6V

Contato:[email protected]
Maurício de CamargoPenteadoDiretor da BandeirantesUnid. Galvan.
traram que a adição de níquelna liga gera um aumento daproteção sacrificial, uma vezque aumentando o teor deníquel na liga, o potencial decorrosão fica mais próximo dovalor do ferro, segundo o ensaiocom solução com 5% NaCl(veja a fig. 34).
Antigamente, era propostoque o maior teor de níquel naliga seria de 15% para nãocomprometer a resistência àcorrosão. Esta classe de revesti-mentos indica que uma melho-ra nesta resistência é possívelmesmo com camadas acima de16% de Ni.
Considerações Gerais
Composição química dosrevestimentos
Com base nas análises semi-quantitativas, feitas por disper-são de energia, a composiçãodos revestimentos encontradafoi a seguinte:
Revestimento de estanho-zinco• Parafuso – estanho 86,18% e
zinco 13,82%.• Chapas – estanho 90,44% e
zinco 9,56%.
Revestimento de zinco-níquel• Parafuso – zinco 81,78% e
níquel 16,01%.• Chapas – zinco 81,65% e
níquel 16,64%.
Análise dos resultadosNo Scab Test, o revestimento
de estanho-zinco apresentouum esbranquiçamento mais in-tenso do que o revestimento dezinco-níquel. Com relação à ca-pacidade de proteção catódica,a eficiência do revestimento deestanho-zinco foi ligeiramentesuperior à do zinco-níquel.
No ensaio de exposição ànévoa salina, o revestimento deestanho-zinco apresentou umesbranquiçamento muito mais
intenso do que orevestimento de zin-co-níquel e com rela-ção à capacidade deproteção catódica, am-bos os revestimentosprotegeram catodica-mente o substrato.
ConclusãoAmbos os acaba-
mentos apresentaramexcelente desempenhoquanto à corrosão tan-to no Scab Test comoem Salt Spray. Estesdois revestimentos po-dem ser utilizados emequipamentos con-vencionais de gal-vanoplastias e o usodestes dois revesti-mentos pode ser a es-colha ideal para trata-mentos de alta quali-dade em fixadores.
Contato:[email protected]
Neusvaldo Lira deAlmeidaPesquisador do Laboratório deCorrosão e Proteção do Institutode Pesquisas Tecnológicas de SãoPaulo – IPT

Opinião
roblemas de comunicaçãoe de relacionamento têmcomo princípio, meio e
fim o processamento mental deonde surgem afirmações como:“é questão de ponto de vista” ou“o modo de ver é próprio de cadapessoa”. Expressões que refletembem a verdade. Verdade, porém,que por ser pouco compreendi-da, se torna causa de conflitosentre pessoas de uma empresa,bem como de atritos pessoais,familiares e sociais, e lotam con-sultórios de médicos e psicólo-gos. O desconhecimento de si edos outros é a causa de 70% dosmales da Humanidade. Cada umquer ser dono da razão e agridepara que seja reconhecido.
A comunicação verbal repre-senta de 5% a 15% da compre-ensão e entendimento da mensa-gem e o restante da compreensãofica a cargo das expressões e atitu-des que são originárias do proces-so mental. Compreender comofunciona o sistema mental pró-prio e alheio facilita a compreen-são do outro e, por conseguinte,elimina muitas formas de confli-tos originários da comunicação.
Daí entra a importância daProgramação Neurolinguística.Neuro, porque se refere a Neu-rônios. O cérebro trabalha combilhões de neurônios que sãocélulas dotadas, cada uma, decentenas de dendritos e/ou axô-nios. Cada dendrito ou axôniopode emitir centenas de impulsosemissores e receptores de mensa-
Edmundo Vieira Cortez
Programação neurolinguística e orelacionamento pessoal e profissionalCompreender como funciona o sistema mental próprio e alheio facilita a compreensão do outro e,
por conseguinte, elimina muitas formas de conflitos originários da comunicação
Edmundo Vieira CortezAutor de “Eu pelo avesso – auto-conhecimento e autovalorização” e “Marketing Pessoal”Contato: [email protected]
gens. Linguística, porque se refere à comunicação entre os neurôniosemissores e receptores. Programação, porque os neurônios são comobytes que devem ser programados para formar um sistema. Assim,quando o bebê nasce seu cérebro já está programado com os sistemasdigestivo, respiratório e circulatório e com os bilhões de outros neurô-nios prontos para criar os sistemas necessários para viver socialmente.
O bebê ao nascer tem um potencial humano imenso, porém cercade 70% desse potencial não será utilizado por bloqueios, medos e trau-mas adquiridos na sua formação. O ser humano não foi criado para sertímido, indeciso e medroso. O papel da Programação Neurolinguísticaé conscientizar o ser humano de que fazendo uso de seu Livre Arbítrio,Inteligência e Força de vontade, pode se reprogramar para se tornaruma pessoa e um profissional de sucesso.
O que a pessoa é, pensa, sente, fala e faz é resultante da qualidadedos programas que seu cérebro elaborou. O que é fácil para uma pes-soa pode ser difícil para outra e impossível para uma terceira. Portanto,capacidade é aquilo que alguém faz com facilidade. Se ela tiver inteli-gência, força de vontade e praticar, pode melhorar seus programas e suacapacidade. Aquilo que limita sua capacidade é conhecido como para-digma que é a somatória dos medos, bloqueios e tramas. Então paramelhorar sua capacidade o indivíduo tem que quebrar paradigmas.
Como os programas são formados por informações advindas docontexto em que o ser humano é criado e pelo modo com que os neu-rônios aprendem a manuseá-las, com base na inteligência de cada indi-víduo, não existem duas pessoas com programas iguais, portanto nãoexistem duas pessoas com reações iguais. Para facilitar a comunicação eo relacionamento é importante entender essas diferenças.
Para melhorar essa compreensão John Grinder e Richard Bandlerestabeleceram três grupos de pessoas com programas parecidos, a saber:Visuais, aqueles cujos programas foram criados com informaçõesadvindas dos olhos. São pessoas mais diretas e francas. Auditivas, aque-les cujos programas foram desenvolvidos com informações advindasdos ouvidos. São pessoas mais políticas, práticas, criativas. Sinestésicas,grupo formado por pessoas com programas elaborados por informa-ções advindas dos sentidos. São pessoas que se preocupam com osoutros, gostam de trabalhar em equipe. Sabendo dessas diferenças ficamais fácil entender as atitudes das pessoas e respeitar o modo de ser ede agir de cada uma.
34 C & P • Julho/Agosto • 2009

ADVANCE TINTAS E VERNIZES LTDA.www.advancetintas.com.br
AKZO NOBEL LTDA - DIVISÃO COATINGSwww.international-pc.com/pc/
ALCLARE REVEST. E PINTURAS LTDA.www.alclare.com.br
BIESOLD INTRAGÁS DO BRASIL LTDA.www.biesold.com
BLASTING PINTURA INDUSTRIAL LTDA.www.blastingpintura.com.br
BOSCH GALVANIZAÇÃO DO BRASIL LTDA.www.bbosch.com.br
BULGARELLI & MOMBERG CONSULTORIA LTDA.www.bmcpinturas.com.br
CEPEL - CENTRO PESQ. ENERGIA ELÉTRICAwww.cepel.br
CIA. METROPOLITANO S. PAULO - METRÔwww.metro.sp.gov.br
CIKEL LOGISTICA E SERVIÇOS LTDA.www.cikel.com.br
COMÉRCIO E INDÚSTRIA REFIATE LTDA.www.vpci.com.br
CONFAB TUBOS S/Awww.confab.com.br
CORROCOAT SERVIÇOS LTDA.www.corrocoat.com.br
DEPRAN MANUTENÇÃO INDUSTRIAL LTDA.www.depran.com.br
DETEN QUÍMICA S/Awww.deten.com.br
DOERKEN DO BRASIL ANTI-CORROSIVOS LTDA.www.doerken-mks.de
DUROTEC INDUSTRIAL LTDA.www.durotec.com.br
ELETRONUCLEAR S/Awww.eletronuclear.gov.br
ENGEDUTO ENG. E REPRESENTAÇÕES LTDA.www.engedutoengenharia.com.br
EQUILAM INDÚSTRIA E COMÉRCIO LTDA.www.equilam.com.br
ESCALAR EQUIPAMENTOS LTDA.www.escalarequipamentos.com.br
FIRST FISCHER CONSTRUÇÕ[email protected]
FURNAS CENTRAIS ELÉTRICAS S/Awww.furnas.com.br
GAIATEC COM. E SERV. DE AUTOM. DO BRASIL LTDA.www.gaiatecsistemas.com.br
G P NIQUEL DURO LTDA.www.grupogp.com.br
HENKEL LTDA.www.henkel.com.br
IEC INSTALAÇÕES E ENGª DE CORROSÃO LTDA.www.iecengenharia.com.br
IMPÉRCIA ATACADISTA LTDA.www.impercia.com.br
INSTITUTO PRESBITERIANO MACKENZIEwww.mackenzie.com.br
INTECH ENGENHARIA LTDA.www.intech-engenharia.com.br
INT – INSTITUTO NACIONAL DE TECNOLOGIAwww.int.gov.br
JOTUN BRASIL IMP. EXP. E IND. DE TINTAS LTDA.www.jotun.com
KURITA DO BRASIL LTDA.www.kurita.com.br
MAX PINTURAS E REVESTIMENTOS LTDA.www.maxpinturas.com.br
METAL COATINGS BRASIL IND. E COM. LTDA.www.dacromet.com.br
MORKEN BRA. COM. E SERV. DE DUTOS E INST. LTDA.www.morkenbrasil.com.br
MTT ASELCO AUTOMAÇÃO LTDA.www.aselco.com.br
MULTIALLOY METAIS E LIGAS ESPECIAIS LTDA.www.multialloy.com.br
NALCO BRASIL LTDA.www.nalco.com.br
NOVA COATING TECNOLOGIA, COM. SERV. LTDA.www.novacoating.com.br
OPTEC TECNOLOGIA LTDA.www.optec.com.br
PERFORTEX IND. DE RECOB. DE SUPERF. LTDA.www.perfortex.com.br
PETROBRAS S/A - CENPESwww.petrobras.com.br
PETROBRAS TRANSPORTES S/A - TRANSPETROwww.transpetro.com.br
PINTURAS YPIRANGAwww.pinturasypiranga.com.br
PORTAL HOME [email protected]
PPG IND. DO BRASIL TINTAS E VERNIZESwww.ppgpmc.com.br
PPL MANUTENÇÃO E SERVIÇOS LTDA.www.pplmanutencao.com.br
PROMAR TRATAMENTO ANTICORROSIVO LTDA. www.promarpintura.com.br
QUÍMICA INDUSTRIAL UNIÃO LTDA.www.tintasjumbo.com.br
RENNER HERMANN S/Awww.rennermm.com.br
RESINAR MATERIAIS COMPOSTOSwww.resinar.com.br
ROXAR DO BRASIL LTDA.www.roxar.com
RUST ENGENHARIA LTDA.www.rust.com.br
SACOR SIDEROTÉCNICA S/Awww.sacor.com.br
SERPRO IND. DE PROD. QUÍMICOS LTDA.www.serproquimica.com.br
SHERWIN WILLIAMS DO BRASIL - DIV. SUMARÉwww.sherwinwilliams.com.br
SOCOTHERM BRASIL www.socotherm.com.br
SOFT METAIS LTDA.www.softmetais.com.br
SURTEC DO BRASIL LTDA.www.surtec.com.br
TBG - TRANSP. BRAS. GASODUTO BOLIVIA-BRASIL www.tbg.com.br
TECNOFINK LTDA.www.tecnofink.com
TEC-HIDRO IND. COM. E SERVIÇOS [email protected]
TECNO QUÍMICA S/A.www.reflex.com.br
TTS - TEC. TOOL SERV. E SIST. DE AUTOMAÇÃO [email protected]
ULTRAJATO ANTICORROSÃO E PINT. INDUSTRIAISwww.ultrajato.com.br
UNICONTROL INTERNATIONAL LTDA.www.unicontrol.ind.br
VCI BRASIL IND. E COM. DE EMBALAGENS LTDA.www.vcibrasil.com.br
WEG INDÚSTRIAS S/A - QUIMICAwww.weg.com.br
W.O. ENGENHARIA LTDA.www.woengenharia.com.br
ZERUST PREVENÇÃO DE CORROSÃO LTDA.www.zerust.com.br
Empresas associadas à ABRACO
Associados ABRACO
A ABRACO espera estreitar ainda mais as parcerias com as empresas, para que os avanços tecnológicos e o estudo da corrosão sejamcompartilhados com a comunidade técnico-empresarial do setor. Traga também sua empresa para nosso quadro de associadas.
Mais informações: Tel. (21) 2516-1982 www.abraco.org.br

Bayer MaterialScience: principal parceira daindústria de tintas em matérias-primas para
revestimentos de poliuretanos
Ass
esso
riade
Prop
agan
daBa
yer
Para mais informações sobre nossa linha de produtos entre em contato conosco: [email protected] S.A. - Rua Domingos Jorge, 1100 - Socorro - CEP 04779-900 - São Paulo - SP
PoliaspárticosCom tecnologia poliaspártica, as matérias-primasDesmodur® e Desmophen® NH proporcionam revestimen-tos de altíssima resistência química, mecânica e tambéma intempéries, além de oferecer proteção corrosiva emrevestimentos industriais e em aplicações na construçãocivil. Reduzem o número de camadas em uma únicaoperação de pintura e ainda permitem formulação derevestimentos de VOC quase zero.
Sistemas solúveis em águaAtravés do Bayhydrol® e do Bayhydur®, produtos pararevestimentos solúveis em água, a Bayer MaterialScienceoferece grande variedade de dispersões e poliisocianatoshidrofílicos para os mercados de tintas e adesivos.As tecnologias são ecologicamente amigáveis e agregamàs formulações qualidade superior e alto desempenho.