Upload
wellington-s-franca
View
222
Download
1
Embed Size (px)
Citation preview
7/27/2019 3 - Abraco Mdulo III
1/55
INSPETORDE
PINTURAINDUSTRIALNVEL 1
MDULOIII
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
2/55
INDICEMDULO III SISTEMA DE PINTURA.......................................................................5
1. PRINCIPAIS MTODOS DE APLICAO DE TINTAS.....................................51.1. Aplicao com Trincha.......................................................................................61.2. Aplicao a Rolo................................................................................................61.3. Aplicao com Pistola Convencional.................................................................71.4. Aplicao com Pistola Sem Ar (Airless Spray)............................................101.5. Imerso.............................................................................................................151.6. Pintura Eletrosttica..........................................................................................161.7. Pintura Eletrofortica........................................................................................17
2. SISTEMAS DE PINTURA.....................................................................................18
2.1. Sistemas de Pintura Normalizados...................................................................192.2. Retoques em Sistemas de Pintura.....................................................................192.3. Solventes e Diluentes........................................................................................23
3. APLICAO DE SISTEMAS DE PINTURA.......................................................243.1. Normas de Limpeza de Superfcies..................................................................273.2. Aplicao de Tintas..........................................................................................33
4. Rendimentos, Espessuras e Diluio de Tintas.......................................................354.1. Rendimento Terico.........................................................................................354.2. Rendimento Prtico..........................................................................................374.3. Espessura Seca x Espessura mida..................................................................384.4. Diluio............................................................................................................39
5. FALHAS DURANTE A APLICAO DE TINTAS............................................415.1. Falhas mais Comuns que Ocorrem Durante a Aplicao de Tintas.................415.2. Recomendaes Especiais................................................................................475.3. Gabaritos para Avaliao de Falhas: Normas e Diagramas..............................48
6. FALHAS APS A EXPOSIO...........................................................................496.1. Alteraes Normais e Falhas da Pelcula Pintada............................................506.2. Fatores e Condies de Exposio Associados a Falhas e Alteraes daPelcula Pintada.......................................................................................................506.3. Classificao e Tipos de Falhas........................................................................516.4. Terminologia das Falhas...................................................................................52
BIBLIOGRAFIA.................................................................................................55
LISTADE FIGURASFigura 1 Fatores para o bom desempenho de um sistema de pintura..............................27Figura .2 Exemplos de falha localizada e falha generalizada..........................................49
LISTADE TABELAS
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
2
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
3/55
Tabela 1 Dimetro interno de alguns bicos de pistola convencional.................................8Tabela 2 Bicos e presses a serem utilizadas em uma pistola sem ar para determinadastintas.................................................................................................................................13Tabela 3 Relao entre a peneira e o orifcio do bico utilizado na pistola......................13
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
3
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
4/55
APRESENTAO
Dentre as medidas existentes para a preveno da corroso, sem nenhuma dvida, a
aplicao de revestimento para recobrimento das estruturas, isolando a estrutura do meio
corrosivo, a tcnica de maior aplicao prtica. Dentro dos diferentes tipos de revestimentos,
a pintura industrial dos equipamentos e instalaes se torna a mais importante, principalmente
no que diz respeito aos seus custos, tanto de produto como de aplicao.
Com isso, a pintura industrial e sua manuteno possuem um grande destaque no
investimento necessrio construo das unidades industriais, garantia de sua integridadeestrutural e continuidade operacional. Assim, a atividade de inspeo de pintura se torna
fundamental para o controle do processo e do produto final. Os inspetores ajudam a subsidiar
todo o processo de qualidade das fabricaes, evitando que haja um comprometimento srio
na confiabilidade do processo.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
4
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
5/55
MDULO III SISTEMA DE PINTURA1. PRINCIPAISMTODOSDE APLICAODE TINTAS
Na pintura industrial os mtodos mais usuais para aplicao de tintas so:
T - trincha
R - rolo
P - pistola convencional A - pistola sem ar (airless spray)
A finalidade destes mtodos a mesma, ou seja, aplicar a tinta para obteno de um
filme uniforme sobre uma superfcie. Estes mtodos podem ser classificados em 2 grupos:
a) Espalhamento Trincha e rolo
A tinta lquida, como se encontra no recipiente, aplicada espalhando-se na superfcie.Normalmente, a espessura aplicada no uniforme e no se consegue aplicar espessuras
elevadas com as tintas de alta espessura (high build - HB), requerendo neste caso, maior
nmero de demos. Seu rendimento produtivo bastante baixo.
b) Pulverizao pistola convencional e pistola sem ar (airless spray)
A tinta lquida pulverizada antes de chegar superfcie. Esta pulverizao se faz na
pistola convencional com auxlio de ar comprimido, e na pistola sem ar (airless spray)mediante elevada presso na tinta e posterior descompresso atravs de um bico com
geometria especial.
A pulverizao tem vantagem sobre o espalhamento, por conseguir maior rendimento
produtivo, melhor acabamento da pelcula, uniformidade e espessuras mais elevadas.
Existem outros mtodos de aplicao que daremos apenas noes sobre estes
mtodos. So eles: Pintura eletrofortica, de imerso e pintura eletrosttica.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
5
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
6/55
7/27/2019 3 - Abraco Mdulo III
7/55
Os defeitos mais comuns na aplicao trincha e rolo so: espessuras variveis,
estrias, impregnao de pelos e fibras, acabamento rugoso, etc.
A aplicao de tintas no conversveis, como a borracha clorada, tende a apresentar
sangramento no mtodo de espalhamento.
1.3. AplicaocomPistola Convencional
Na pintura por pulverizao utilizando pistola convencional, a atomizao feita com
auxlio de ar comprimido que entra na pistola por passagem distinta da tinta e so misturados e
expelidos pela capa de ar, formando leque cujo tamanho e forma so controlveis.
A alimentao da tinta pode ser por suco, presso e gravidade. Os mais comuns na
pintura industrial so alimentao por presso (tanques) e por suco (caneca).
A alimentao por suco, conhecido como pistola de caneca, feita criando-se vcuo
com a passagem de ar comprimido na capa de ar que succiona a tinta contida num recipiente
de um quarto de galo e aberto para o exterior. So ideais quando necessita de trocas
freqentes de cores e pintura de pequenas reas. Bastante usado em oficina de pintura de
automveis.
A alimentao por presso feita pressionando a tinta contida em recipiente metlico
fechado com ar comprimido que fornece a tinta para a pistola em vazo e presso constante.
As capacidades dos tanques de alimentao por presso mais comum so de 2 a 10 gales.
As mangueiras de tinta devem ser resistentes ao solvente. As usuais so revestidas de Tiocol
(DeVilbiss).
possvel substituir os tanques de presso por bomba de transferncia, que so
bombas airless de baixa relao de multiplicao.
As principais partes de uma pistola convencional so:
Capa de ar
Bico de fludo
Agulha de fludo
Gatilho
Parafuso de ajuste da agulha de fluido
Vlvula de ajuste da largura do leque
Vlvula de ar
Corpo da pistola
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
7
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
8/55
A capa de ar que fica localizada na extremidade dianteira da pistola tem a funo de
dirigir o ar comprimido sobre o jato de tinta proveniente do bico de fluido, a fim de atomiz-la As
capas de ar expelem ar atravs de um ou at 15 orifcios. As capas de ar com vrios orifcios
proporcionam maior uniformidade na configurao do leque, melhor atomizao devido a
melhor distribuio do ar na capa.
Alguns exemplos de capa de ar da DeVilbiss: a capa n 30, usada para pistola de
suco ou pistola de caneca. As capas 64 e 67 para tintas abrasivas, a 765 para tintas leves e
mdias e a 704 de uso geral.
O bico de fludo um bocal situado atrs da capa de ar e dirige a tinta para as
correntes de ar da capa de ar. O bico forma um acento para a agulha de fludo que interrompe
o fluxo de material. Existem bicos de fluidos de vrias aberturas, permitindo a passagem de
quantidade de tinta necessria para diferentes velocidades de aplicao.
Alguns exemplos de dimetro interno de bicos da DeVilbiss so mostrados na tabela 1.
Tabela 1 Dimetro interno de alguns bicos de pistola convencional
BICO DIMETROINTERNO(mils)FX .0425FF .0550
EX/E/EE .0700D .0860
O gatilho abre tanto a vlvula de ar como a agulha de fluido.
O parafuso de ajuste da agulha de fluido controla o deslocamento da agulha de fluido,
admitindo a passagem de mais ou menos material atravs do bico de fluido.
A vlvula de ar controla a taxa de fluxo de ar atravs da pistola para a capa de ar.
A vlvula de ajuste da largura do jato serve para controlar o ar que passa pelos orifcios
da capa de ar e que regula a dimenso da configurao de pulverizao, fazendo variar o
leque desde a largura mxima at a mais estreita ou at mesmo de forma circular.
As partes da pistola que necessitam de lubrificao so: a guarnio da agulha de
fludo, a guarnio de vlvula de ar e o suporte prisioneiro do gatilho.
Ocasionalmente deve-se colocar uma gota ou duas de leo na guarnio da agulha de
fludo, a fim de conserv-la macia. A mola da agulha deve ser untada com vaselina.
Quando a tinta requerer agitao constante, utilizar tanques equipados com agitador
mecnico movido a ar, motor eltrico ou manual.
Tinta alumnio fenlica no deve ser aplicada com pistola de pulverizao com agitador
mecnico (de alta rotao). A agitao deve ser sempre manual para esta tinta.ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
8
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
9/55
A rede de alimentao de ar comprimido deve estar provida de regulador de presso e
filtro de ar com slica gel e carvo ativado, para remoo de impurezas de ar comprimido como
poeira, umidade e leo. O ar para pintura convencional deve estar isento de umidade e leo.
A pintura deve ser executada com a pistola em posio perpendicular a superfcie a ser
pintada, mantendo distncia entre 15 a 20 cm (aproximadamente 1 palmo). O movimento
circular com a pistola resulta em aplicao com espessura desigual. Inicie a pintura pelos
cantos e reas de difcil acesso.
No utilizar este mtodo em dias de muito vento de muito vento ou em estruturas
delgadas cuja geometria resultem em perda alta de tinta.
No se recomenda a aplicao de tintas antincrustantes e tinta de aderncia (wash
primer) pigmentado com cromato bsico de zinco em ambientes confinados com pistola
convencional, devido alta toxidez.
Tintas ricas em zinco requerem agitao constante.
Para aplicao com pistola convencional de tintas de altos slidos, alta espessura e de
alta tixotropia, muitas vezes necessrio uma diluio. O escorrimento mais propcio em
tintas diludas devido a quebra da tixotropia.
Alguns defeitos que ocorrem durante a aplicao de tinta com pistola convencional:
a) VAZAMENTODE TINTANO BICO:
Bico ou agulha de fluido gastos ou danificados;
Tinta seca ou sujeira acumulada no bico do fluido;
Mola da agulha quebrada;
Agulha de tamanho errado;
Sobreposta da guarnio muito apertada.
b) DESCONTINUIDADENA PULVERIZAO
Falta de material suficiente no recipiente ou recipiente ou em ngulo excessivo;
Passagens de fluido obstrudas;
Tubos de fluido solto (pescador);
Material muito pesado para alimentao por suco;
Orifcio de suspiro da caneca obstrudo;
Tubo de fludo encostando ao fundo da caneca.
c) CONFIGURAODO LEQUEEM FORMADE PONTODE INTERROGAOOU INVERTIDO
Orifcios do chifre parcialmente obstrudos;ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
9
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
10/55
Obstruo parcial no bico de fluido;
Sujeira no assento da capa de ar do bico de fluido.
Para determinar se a obstruo na capa de ar ou no bico de fluido, faa uma
configurao e posteriormente gire a capa de ar e faa nova configurao. Se a configurao
inverter, a obstruo estar na capa de ar.
d) CONFIGURAODO LEQUETIPOMEIALUA
Orifcio lateral do chifre obstrudo;
Sujeira na parte lateral do bico do fluido.
e) CONFIGURAODO LEQUECARREGADANO CENTRO
Vlvula de ajuste da largura do leque em posio baixa demais;
Presso do fluido muito elevado para o ar de atomizao usado, ou fluxo de fludo
excessivo para a capacidade de ar;
Dimenso do bico muito grande para o material usado.
f) CONFIGURAODO LEQUETIPO8
Desequilbrio entre presso de ar e quantidade de tinta. Reduzir a largura da
configurao por meio da vlvula de ajuste da largura do leque e aumentar a presso
do fluido.
1.4. AplicaocomPistola SemAr (AirlessSpray)
A pintura com pistola airless spray ou pistola sem ar, tambm conhecida como pistola
hidrulica, um mtodo de aplicao por pulverizao indicado para pintura de grandes reas,
como cascos de navios e tanques de armazenamento de petrleo devido ao elevado
rendimento produtivo. Ideal para pintura por pulverizao de tintas com elevada viscosidade.
A produo com pistola convencional de aproximadamente 60m/h enquanto com
pistola sem ar a produo mdia de 250m/h.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
10
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
11/55
Este mtodo requer maiores cuidados quanto a segurana por operar com presses
bastante elevadas. Na pintura convencional, a presso de pulverizao de 80 psi. J na
pintura com pistola sem ar (airless spray) comum ter presso de pulverizao na ordem de
2.500 psi (175 kgf/cm). Um jato de tinta a esta presso pode perfurar a pele e causar srios
danos.
Existem dois tipos de equipamentos de pintura airless spray: com motor eltrico ou
motor pneumtico. A bomba airless eltrico funciona com motor eltrico e tem a vantagem de
no precisar de um compressor de ar. Muito comum em pintura da construo civil. Na pintura
industrial, o mais comum equipamento com motor pneumtico.
O equipamento airless spray basicamente constitudo de: conjunto moto-bomba,
mangueira de tinta de alta presso e a pistola airless.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
11
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
12/55
a) CONJUNTOMOTO-BOMBA:
O motor pneumtico constitudo de um cilindro com um disco no interior, funciona
admitindo o ar comprimido, ora pela parte superior ora pela parte inferior, movimentando o
disco para cima e para baixo. Este disco acoplado a um eixo que transfere o movimento ao
pisto da bomba que se localiza na parte inferior do motor.
A bomba constituda por um cilindro e pisto com gaxetas de teflon ou de couro e
vlvulas de reteno. O ar comprimido que alimenta o motor tem presso at 100 psi
regulveis na entrada. A tinta na bomba pode estar com presso at 2.500 psi dependendo da
relao de multiplicao do conjunto moto bomba.
Se a presso na entrada do motor for de 80 psi numa bomba 30:1, a presso na tinta
ser de 2.400 psi.
b) MANGUEIRADE TINTADE ALTAPRESSO:
A mangueira de tinta deve ser adequada para transferir a tinta da bomba para a pistola
a uma elevada presso. As presses normais de um equipamento airless esto entre 1.800 a
3.500 psi e as mangueiras de alta presso devem ter a presso de ruptura acima de 5.000 psi.
As mangueiras so revestidas internamente com teflon e reforadas com malhas de polister.
As mangueiras mais comuns so de dimetro de e 3/8.
c) PISTOLA:
A pistola airless, ao contrrio da pistola convencional, no tem regulagens de ajuste
de leque e fluido. Basicamente, a pistola airless uma vlvula abre/fecha acionada por um
gatilho e um bico airless caracterizado pelo orifcio e pelo leque.
A atomizao da tinta se faz no bico pela sbita descompresso da tinta. Existem bicos
de diversos orifcios e leques. Dois bicos com mesmo orifcio e leques diferentes tero a
mesma vazo de tinta porm leques diferentes.
A tabela 2 exemplifica os bicos e presses a serem utilizadas em uma pistola sem ar
para algumas tintas.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
12
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
13/55
Tabela 2 Bicos e presses a serem utilizadas em uma pistola sem ar para determinadas tintas
TINTA ORIFCIO(mils) PRESSO(psi)
Acrlica 15 a 18 2.500Borracha clorada primer 21 a 26 3.000Borracha clorada acabamento 15 a 18 2.500Epoxi acabamento 15 a 21 2.500Epxi primer 18 a 26 3.000Epxi shop primer 15 a 27 1.250 a 2.500Zinco silicato inorgnico 18 a 24 1.600 a 2.000Zinco shop primer silicato 18 a 24 1.000 a 2.000Betuminosa 26 a 31 3.000Epxi alcatro 23 a 31 2.500Alqudico acabamento 15 a 18 2.500Alqudico primer 15 a 21 2.500
Antiincrustante tradicional 21 a 26 2.500Antiinscrustante copolmero 21 a 31 2.500
A tabela 2 mostra que o orifcio varia de acordo com as caractersticas da tinta
(viscosidade, grau de moagem, consistncia, etc.)
O ngulo ou leque deve ser escolhido em funo das dimenses da superfcie a ser
pintada, isto , para extensas superfcies planas, o ngulo indicado 80 e para estruturas por
exemplo, pode-se usar um bico com ngulo de 45.
Os acessrios importantes da pintura airless: Bicos reversveis ou bicos auto
limpantes, cuja finalidade facilitar a limpeza em caso de entupimento do bico.
Pole Gun ou pistola de extenso, um tipo de pistola com haste prolongador.
Bastante comum em estaleiros de todo mundo. Atinge maior rea por passada e resulta em
rendimento produtivo maior. Alguns defeitos mais comuns que ocorrem durante a aplicao
com pistola airless e cuidados que devem ser tomados so descritos a seguir:
ENTUPIMENTO
Normalmente causado por tinta velha se desagregando das paredes da mangueira ou
do equipamento. D uma sangria melhor com solvente ou troque a mangueira. Pode ser
causado por grumos de tinta formada por armazenamento prolongado. Neste caso filtrar a tinta.
A peneira deve estar relacionada com o orifcio do bico utilizado, como demonstrado na
tabela 3.
Tabela 3 Relao entre a peneira e o orifcio do bico utilizado na pistola
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
13
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
14/55
BICOS(mils) PENEIRAS(mesh)13 10015 80
18 8021 6028 6031 48
LEQUERISCANDO
Uma pulverizao correta aquela que no apresenta faixas com excesso de tinta na
parte superior e inferior do leque. O leque deve ser uniforme. Riscos so causados por sujeiras
no bico ou bico muito usado. Troque o bico. Pequena diluio pode melhorar muito o leque depulverizao sem troca de bico. Tambm agitao constante em tintas de elevada tixotropia
melhora a pulverizao.
LEQUEOSCILANTE
Causado por ar insuficiente na bomba. Aumente a presso na entrada do motor.
Tambm pode ser devido a bico com orifcio muito grande em relao a vazo da bomba ou
bomba de pouca vazo para o orifcio do bico. Substituir a bomba por outra de maior vazo ousubstituir o bico por outro de orifcio menor.
BOLHASOU ESPUMAS
A formao de pequenas bolhas em quantidade ou espuma na pelcula de tinta
aplicada indica que a espessura est acima da recomendada. Use bico de orifcio menor. Caso
prejudique a pulverizao, faa pequena diluio.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
14
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
15/55
ESCORRIMENTO
Se o SAG-TEST indicar que a tinta est com a tixotropia recomendada, certamente a
causa do escorrimento espessura da pelcula molhada acima da recomendada ou diluio
excessiva. Aplique espessura mais baixa, aumentando a distncia superfcie, ou a velocidade
da pistola. Ou substitua o bico por outro de menor orifcio ou ngulo mais aberto. Evite diluio
em excesso.
OVERSPRAY
Defeito muito comum na pintura por pulverizao. A tinta atomizada vai perdendo
solvente no trajeto da pistola at o substrato a ser pintado e estas partculas quando chegam
no destino no conseguem se alastrar, formando uma pelcula rugosa com aspecto de lixa. As
causas so a distncia muito grande entre a pistola e a superfcie a ser pintada, ventos fortes,
temperatura ambiente elevada, e tambm elevada presso de pulverizao.Pulverizao muito
fina ou leque muito aberto tambm causam este defeito. Substitua o bico por outro mais
adequado. Adio de solvente retardador melhora bastante a aplicao.
D) Cuidadoscompinturasemar (AirlessSpray)
Devido pintura sem ar ser feita com presso bastante alta, todo cuidado deve ser
tomado. So eles:
No apontar a pistola para ningum ou contra parte de seu corpo;
No coloque a mo ou dedo no bico airless;
No tente impedir a pintura colocando a mo ou o corpo na frente da pistola;
Antes de desentupir um bico padro, trave o gatilho ou alivie a bomba.
Certifique-se que todos componentes da bomba airless suportam a presso de trabalho
principalmente as mangueiras com as conexes.
Certifique-se tambm se o equipamento airless e a pea a ser pintada esto
devidamente aterrados.
1.5. Imerso
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
15
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
16/55
A pintura por imerso pode ser dividida em imerso eletrofortica e imerso simples.
Na imerso eletrofortica, a pea a ser pintada mergulhada em um banho de tinta contida em
um tanque, sendo que entre o tanque e a pea estabelecida uma diferena de potencial em
torno de 300 volts, com pelcula uniforme, da ordem de 15 a 30 m. O banho deve ser mantido
com agitao constante. J na imerso simples, no estabelecida a diferena de potencial
entre a pea e o tanque, havendo simplesmente o banho de tinta com agitao constante.
A tinta no deve ter pot life curto. O mtodo de aplicao conhecido como Flooding
pode substituir a pintura por imerso. Faz-se um esguicho com mangueira, dando um banho de
tinta na pea. Este mtodo utilizado para a pintura de transformadores eltricos.
Como principal vantagem da pintura por imerso pode-se citar a minimizao de
perdas. Entretanto, esta tcnica possui a desvantagem de gerar muitos problemas de
escorrimento.
1.6. PinturaEletrosttica
A pintura eletrosttica um mtodo de aplicao de tintas muito utilizado na pintura de
fbrica. Somente h poucos anos passou a ser usada na aplicao de esquemas de pintura em
campo. Vem sendo largamente utilizada na pintura de dutos enterrados ou submarinos.
Esta pintura consiste na aplicao de cargas eltricas na tinta e na superfcie que se
quer proteger, criando uma diferena de potencial da ordem de 100.000 Volts e provocando a
atrao da tinta pela superfcie. As espessuras so uniformes e as bordas so bem protegidas
devido ao efeito de bordas.
As tintas aplicadas a p so curadas pela ao do calor. A ausncia de solventes d
origem a pelculas de baixssima porosidade.
A pintura eletrosttica a p vem sendo largamente utilizada pela indstria
automobilstica, em eletrodomsticos, em mveis de ao e em vrios outros acessrios e
utilidades do lar.
Outra aplicao importante de pintura eletrosttica em chapas de ao zincado onde a
zincagem sozinha no confere uma proteo adequada. Neste caso, a aplicao feita em
planta contnua, onde a bobina desenrolada, desengordurada e submetida ao processo de
aplicao das tintas, que inclui tinta de aderncia, tinta anticorrosiva de base epoxdica e uma
tinta de acabamento, por exemplo, acrlica.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
16
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
17/55
Uma caracterstica importante da pintura eletrosttica o fato de ser um mtodo de
aplicao de tintas de elevada produtividade e com reduzida perda de tinta. As tintas utilizadas
so especialmente fabricadas para este fim e so normalmente de preos elevados. Ainda
como caracterstica do processo, convm destacar o fato de conseguir-se a aplicao de
pelculas de espessura uniforme, mesmo em cantos vivos, reentrncias e superfcies
irregulares geometricamente. Figura...
A aplicao de tintas pelo processo eletrosttico requer ajustes em funo das tintas
que se quer aplicar, particularmente em termos de seleo do bico da pistola, tenso e presso
do ar utilizado para expulso da tinta pelo bico da pistola, o que deve ser feito com base em
orientao do fabricante da tinta.
1.7. PinturaEletrofortica
A pintura eletrofortica muito se assemelha pintura eletrosttica. A diferena bsica
que no processo eletrofortico, a superfcie que se quer pintar submetida eletrodeposio
que pode ser andica ou catdica. Esta ltima a atualmente utilizada.
um processo de aplicao somente utilizado em pintura de fbrica, tendo na indstria
automobilstica sua maior aplicao. Neste tipo de aplicao, as espessuras so uniformes e as
bordas so bem protegidas devido ao efeito de bordas.
Em eletrlitos aquosos, sob o efeito de corrente contnua com tenso suficiente, ocorre
uma decomposio da gua.
No anodo, ocorre a reao:
2H2O 4 H+ + O2 + 4e-
No caso de eletrodos de ao, ocorre tambm a dissoluo do ferro, com formao de
ons de ferro.
No catodo ocorre a seguinte reao:
4 H2O + 4e- 4 OH- + 2H2O
Enquanto que as resinas aninicas so coaguladas pelos prtons,
R-COO- + H+ R-COOH (pelcula andica)ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
17
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
18/55
na eletroforese catdica, ocorre um aumento do pH devido ao acmulo de ons
hidroxilas o que provoca a precipitao da resina bsica na pea.
Vantagensda deposiocatdica
No h dissoluo eletroqumica da pea metlica, como na deposio andica. Como
conseqncia, tem-se uma maior resistncia a corroso, pois a presena de ons
metlicos embutidos na camada promovem a corroso devido a processos osmticos.
A composio qumica das resinas catinicas constitui outra vantagem pois polmeros
bsicos atuam como inibidores de corroso;
Pouco ataque a camada de fosfato durante as reaes no catodo.
Desvantagensda deposioandica:
Dissoluo do ferro e consequente impregnao dos ons metlicos na pelcula de
tinta;
Polmeros cidos promovem a corroso;
Ataque a camada de fosfato.
2. SISTEMASDE PINTURA
Os sistemas de pintura consistem de um conjunto constitudo por vrios elementos
que, dentre os mais importantes pode-se destacar:
Padro de limpeza da superfcie;
Especificao das tintas: de fundo, intermediria e acabamento;
Processo de aplicao das tintas:
Nmero de demos de tintas e espessuras secas por demo; Intervalo entre demos;
Ensaios para aceitao e qualificao do sistema de pintura (espessura seca final,
aderncia, descontinuidade e outros).
Na seleo ou elaborao de um sistema de pintura, principalmente aqueles
destinados anticorrosiva, diversos fatores so levados em consideraes a fim de se obter o
desempenho esperado. Os mais importantes so:
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
18
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
19/55
7/27/2019 3 - Abraco Mdulo III
20/55
J vimos como complexo o fenmeno de aderncia. Como para obter-se aderncia
de nada pode negligenciar. Tambm, o retocar uma cincia dentro da cincia.
D-se pouca importncia, pois numa pintura nova, a mdia de retoques 2 a 4%. rea
considerada pequena em funo do todo, mas, este pequeno percentual o suficiente para a
delaminao ou o incio de um desastre. Obviamente, muitos casos que temos que tratar so
reas maiores que as citadas.
A) REGRASGERAISDE RETOQUES:
D preferncia trincha para retoques. Promove aderncia mecnica;
Sempre observe que no haja poeira solta (As vezes fazemos algum lixamento,
esquecendo de remover a poeira);
O retoque ser realizado na rea propriamente dita e dever estender-se por mais uma
rea adjacente de uns 3 a 5 cm. Com isto, nos asseguramos de uma maior integridade;
Evitar formar por lixamento, ou tratamento tais como jato ligeiro ou escova rotativa de
formas geomtricas de ngulos agudos.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
20
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
21/55
B) TIPOSDE RETOQUES
b.1 Danoscausadospela Operaode Montagem
Normalmente os retoques deste tipo no sero muitos, pois se forem observados todos
os procedimentos de montagem descritos pelos fabricantes, tais como: os equipamentos ou
tubulaes pintados antes da montagem no devem ser manuseados sem ter sido alcanado o
tempo de secagem para repintura da tinta utilizada, o manuseio aps o tempo de secagem
mencionado, deve ser efetuado de forma a minimizar danos pintura, utilizando-se cabos de
ao com proteo ou cintas de couro, para pequenas peas, ou equipamentos, tubulaes ou
partes estruturais pintados e ainda no montados devem ser mantidos afastados entre si e do
solo e devem ser posicionados de modo a tornar mnima a quantidade de locais coletores de
gua de chuva, terra, contaminao ou deteriorao da pelcula de tinta, etc., ns teremos
poucas reas que nos causem aflio.
Normalmente, os danos causados pela montagem no deveriam ser tal ordem, que
comprometessem as tintas primrias, porm por ordem de maior para menor, ns podemos ter:
Caso 1: Todo esquema comprometido;
Caso 2: Comprometimento at a tinta intermediria;
Caso 3: Danos causados s ao acabamento.
Estas reas devem ser identificadas, aps o diagnstico responsvel. Usar algum tipo
de codificao para facilmente identificar.
Caso 1: De todos os problemas, realmente, o caso 1 o mais complexo e trabalhoso. Devemos
retirar por meios mecnicos a tinta danificada, que ainda encontra-se no substrato. Se as
condies permitem, usar jateamento ligeiro ou hidrojateamento sob ultra alta presso. No
sendo possvel, fazer o tratamento mais adequado. Se a rea for pequena, trabalhar a trincha.
(No se esquecer que a trincha obtm a melhor condio de aderncia mecnica). Refazer o
esquema, respeitando os intervalos entre demos, assim como as espessuras. Nunca trocar a
tinta primria do esquema original, a no ser por orientao e autorizao de rgo competente
da empresa ou de norma padronizada.
Caso 2: Lixar manual ou mecanicamente a tinta intermediria e recompor o esquema.
Respeitando as espessuras e os intervalos entre demos.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
21
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
22/55
Caso3: Lixar manual ou mecanicamente a tinta de acabamento afetada. Repintar.
b.2 RegiesSoldadasapsa Montagem
Primeira providncia a ser tomada ver a solda e seus salpicos. O cordo de solda,
mesmo que tenho recebido a aprovao de profissional qualificado, no pode eximir que o
inspetor de pintura avalie e chame o responsvel da obra, se notar algo de anormal.
Os cordes de solda, vistos a olho nu no podem apresentar porosidade,
descontinuidade, nem grosseiros desnivelamentos. Tendo passado no exame, temos que
localizar os salpicos de solda para tentar remov-los. Como j foi visto, na aula de corroso,
cada ponto de solda representa uma pilha galvnica, portanto, necessrio remover todos os
salpicos mediante preparao do ao que visa a remoo dos salpicos de solda, quebra de
quinas, esmerilhar cordes de solda, etc. Quando o jateamento abrasivo, no for tcnica e
economicamente recomendado, o preparo de superfcie deve ser feito com escovamento
mecnico at o padro St-3 da norma ISO 8501-1.
Mas observe bem, devemos dar preferncia total do jateamento e em pintura de
manuteno, a preparao recomendada hidrojateamento sob ultra alta presso. S fazer
tratamento mecnico quando realmente, no for possvel o uso do jateamento ou
hidrojateamento.
Retirar toda a tinta nas reas adjacentes da solda, que foram afetadas.
Refazer todo o esquema, respeitando intervalos entre demos, secagem e mtodo de
aplicao.
A primeira demo de aplicao sobre o cordo de solda deve ser com trincha. As
outras demos podem ser aplicadas por outro mtodo. A seguir refazer o esquema.
b.3 Retoquepor ManutenoPreventiva
Em vrios locais, defrontamo-nos com o problema de termos que fazer retoques em
vrias reas para refazer um esquema. Aqui, no se trata de problemas causados por danos
mecnicos, mas, sim por um desgaste em reas, que normalmente acontece por qualquer tipo
de ataque mais agressivo.
Aqui, aps diagnosticar as reas e suas extenses temos que dirigir-nos ao
responsvel, com o mximo de dados:
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
22
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
23/55
rea afetada;
Causa provvel;
Esquema que foi usado;
Data da aplicao do esquema.
O que fazer num esquema envelhecido, que seja necessrio uma parcial reposio,
que em funo da sua pequena rea, temos, que classificar como retoque, discutvel entre os
da rea.
Nosso ponto de vista aps remoo do esquema na rea afetada, efetuar o melhor
tipo de limpeza, jato Sa 2, ou jato comercial, ou tratamento mecnico, aps utilizar como
primer de aderncia um epxi isocianato.
Nossa experincia pessoal nos aconselha a usar o epoxi isociato. Em muitos casos
onde tivermos problemas de retoques em esquemas envelhecidos, fossem esses epoxidicos ou
no, o uso de epxi isocianato solucionou os problemas que tnhamos. Deve lembrar que este
tipo de exerccio precisaria ser aprovado previamente pelos rgos responsveis, entretanto,
julgamos de interesses que se tenha mais esta ferramenta mo.
2.3. Solventese Diluentes
Temos visto com tristeza o descaso com que no campo, e mesmo em formulaes os
solventes so tratados. Para se ter uma exata idia, as tintas formuladas com solventes
convencionais, ainda so as que apresentam melhor performance. Tintas sem solventes, tintas
em p e tinta base dgua ainda no se comparam aquelas formuladas com solventes
convencionais para pintura industrial.
Para exemplificar uma tinta epoxdica, por exemplo, contendo xilol e butanol apresenta
uma performance muito superior a um epxi em p ou sem solvente.
Nunca podemos esquecer que os solventes fazem parte integrante da composio da
tinta. Como conseqncias, transmitem muitas das qualidades que ns desejamos. O solvente
determina a taxa de evaporao que queremos, sendo responsvel por tanto pela secagem
inicial em alguns tipos de tintas tais como: alqudicas, epoxdicas e todas aquelas cuja
formao do filme final seja por reao qumica. Todas as tintas que secam por simples
evaporao de solventes, o solvente usado determina a segam inicial e final do filme.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
23
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
24/55
A necessidade do conhecimento tcnico do uso e do tipo do solvente de muitssima
importncia. Imaginemos que a nossa tinta tenha que ter uma alta resistncia a imerso gua
do mar. O solvente a ser usado teria que ser do tipo hidrfobo, por exemplo: um xilol e um
butanol, e nunca um do tipo hidroflico como por exemplo o oxitol. Devemos levar em
considerao que o solvente leva dias, em alguns casos meses para sua total evaporao.
Ora, se ele for hidroflico chamar para o filme a umidade do meio ambiente.
Dependendo das espessuras em que uma tinta est sendo indicada, ns temos que
selecionar o solvente. Imaginemos uma tinta de alta espessura, que contenha solvente de
lentssima evaporao, fatalmente teremos um problema de reteno de solventes, com todos
os problemas inerentes a este fenmeno.
A prtica de comprar tinta de um fabricante e o solvente de outro no em absoluto
recomendvel.
Quando se formula uma tinta, o pesquisador faz um rigoroso estudo de solventes
envolvendo reconhecimentos de parmetro de solubilidade, taxa de evaporao, ponto de
fulgor, inflamabilidade, etc. E na hora da aplicao algum usa um solvente no indicado, pela
simples razo de custo.
Por achar que muitas das propriedades das tintas so determinadas pelo tipo de
solvente utilizado, aconselhamos que o uso de solvente deve ser sempre o tipo e o seu
percentual os indicados pelo fabricante, que deve ter previamente estipulado como, quando,
quanto deve ser usado.
Neste captulo, temos objetivo de conscientizar a importncia dos solventes e diluentes,
muito mais do que transmitir um uso puramente cientfico.
Entre as famlias de solventes os mais conhecidos so: hidrocarbonetos, lcoois,
steres, cetonas, etc. Como exemplo de hidrocarbonetos ns temos aguarraz e querosene que
so chamados alifticos. E, tambm temos toluol e xilol que so os aromticos.
Como lcoois ns temos o etlico, metlico, butlico, etc. Como cetonas, temos metil
isobutil cetona, acetona, metil etil cetona, etc.
Em funo da resina utilizada, que fazemos a escolha da famlia ou famlias dos
solventes a serem utilizados. Outras propriedades tais como espessura de pelcula mtodo de
aplicao, etc, perfazem as condies determinadas do tipo solvente.
3. APLICAODE SISTEMASDE PINTURA
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
24
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
25/55
A eficincia da proteo anticorrosiva conferida por um sistema de pintura depende de
uma srie de fatores que dentre os mais importantes podemos destacar:
Especificao do sistema de pintura;
Preparao da superfcie;
Qualidade das tintas;
Aplicao das tintas.
Alm dos fatores acima mencionados convm ressaltar ainda:
Preparao do ao;
Lay Out anticorrosivo
A preparao do ao a etapa da pintura que consiste em quebrar quinas vivas,
remover respingos de soldas, preencher porosidades, esmerilhar superfcies irregulares como
cordes de solda manual e cortes a maarico, etc.
O Lay Out anticorrosivo se refere aos cuidados especficos que devem ser tomados
durante a fase de projeto das estruturas ou equipamentos, com objetivos de se evitar, por
exemplo, locais que permitam a estagnao de gua, a presena de frestas, formao de
pilhas galvnicas, etc.
Todos estes fatores so importantes para o desempenho global da proteo
anticorrosiva e atuam de forma conjunta no sistema de pintura. Portanto, caso uma das etapas
seja mal executada todo sistema ficar comprometido.
Em relao a especificao do sistema de pintura, esta deve ser elaborada
adequadamente em funo da agressividade do meio e das condies de trabalho das
estruturas ou equipamentos, a fim de se selecionar as tintas e os mtodos de preparao da
superfcie mais apropriados.
A preparao da superfcie um fator determinante para garantir a adeso das tintas
aos substratos em geral e como conseqncia concorrer para aumentar a proteo
anticorrosiva do sistema de pintura. A grande maioria dos casos de falhas prematuras em
sistemas de pintura, so decorrentes de uma m preparao da superfcie. Uma superfcie
preparada inadequadamente no proporcionar boa proteo anticorrosiva, mesmo que se
aplique sobre ela tintas de boa qualidade.
Em relao a qualidade das tintas, este fator importante pois se elas no atenderem
os requisitos contidos nas suas respectivas especificaes e no resistirem s condies do
meio a que sero expostas, certamente a proteo anticorrosiva ficar prejudicada, mesmo que
se faa um excelente preparo de superfcie.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
25
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
26/55
Quanto aplicao das tintas, esta uma das etapas que tambm se no for
executada adequadamente todo o sistema de pintura ficar comprometido. Condies
climticas durante a aplicao (umidade relativa, temperatura do ar e do substrato), controle de
espessura mida e seca, intervalo de repintura entre demos, adeso ao substrato metlico e
verificao de porosidades, so algumas das principais propriedades que normalmente so
observadas durante e aps a aplicao das tintas.
Como se pode observar no se pode separar estes fatores em termos de importncia
pois caso uma das etapas seja mal executada ou elaborada todo sistema de pintura ficar
prejudicado, como j foi mencionado anteriormente.
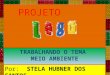
Alguns fatores importantes para o bom desempenho de um sistema de pintura so
mostrados na figura 1.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
26
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
27/55
Figura 1 Fatores para o bom desempenho de um sistema de pintura
evidente que um trabalho de pintura requer durante a execuo do mesmo um
acompanhamento com objetivo de verificar se todas as etapas descritas da especificao
tcnica da pintura esto sendo cumpridas. Para tal o inspetor responsvel pela execuo doservio deve conhecer e estar familiarizado com as Normas mencionadas na especificao
tcnica da pintura.
3.1. Normasde Limpezade Superfcies
A) LIMPEZADE SUPERFCIEDE AOPORAOFSICO-QUMICA
A limpeza de superfcie por ao fsico qumica bastante abrangente pois se destina,
a remoo de leo, graxa, terra, compostos usados para o corte das chapas e outros
contaminantes das superfcies de ao, mediante o emprego de solventes, emulses,
compostos para limpeza, vapor ou outros materiais e mtodos de ao solvente.
Apesar da abrangncia desta Norma, na grande maioria dos casos a limpeza por ao
fsico qumica usada para remover leos e graxas das superfcies metlicas antes da
aplicao de tintas ou da remoo de carepa de laminao enferrujada, ferrugem e tinta antiga.ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
27
QUALIDADEDAS TINTAS
SISTEMA DE PINTURA
PROTEOANTICORROSIVA
APLICAO DASTINTAS
ESPECIFICAOADEQUADA
PREPARAO
DE SUPERFCIE
PREPARAODO AO
LAY OUTANTICORROSIVO
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
28/55
A presena destes contaminantes (leos e graxas) na superfcie, por menor que seja,
extremamente prejudicial adeso das tintas aos substratos metlicos, bem como poder
ocasionar defeitos superficiais na pintura como por exemplo o aparecimento de crateras.
importante ressaltar que o processo de limpeza com solventes orgnicos no remove
ferrugem, carepa de laminao e a grande maioria de tintas antigas. A sua eficincia est na
remoo de leos ou graxas que preferencialmente deve ser removidos com detergentes ou
desengraxantes biodegradveis.
Antes da operao para remover leos e graxas a superfcie dever estar isenta de
terra, salpicos de cimento, sais e outros materiais estranhos, os quais devem ser removidos por
meio de ferramentas manuais (escovas de fibra ou arame, raspadeiras) ou pela aplicao de
solues de limpeza alcalina.
Diversos procedimentos so escritos para a remoo de leos ou graxas. evidente
que a geometria das estruturas ou equipamentos a serem pintados, os locais onde ser
executados o desengorduramento (questes de segurana) e a viabilidade tcnica-econmica
so os fatores que iro determinar o procedimento mais apropriado. No caso do
desengorduramento por meio de vapor utilizando-se hidrocarbonetos clorados necessria a
presena de estabilizadores no meio, pois caso contrrio estes compostos podem decompor-se
pela ao do calor dando origem a formao de cido clordrico (HCl) o qual corroer a
superfcie metlica.
Outros tipos de limpeza tambm podem ser utilizados (emulses, detergentes,
removedores).
Notar que quando se utilizam estes tipos de produtos necessrio que se faa uma
lavagem final bem feita a fim de se retirar possveis resduos decorrentes do procedimento, os
quais podem ser prejudiciais pintura.
Quanto ao aspecto de segurana, o inspetor deve estar bem familiarizado com as
recomendaes descritas no mesmo a fim de poder selecionar os produtos mais apropriados
em funo das condies de trabalho. Notar que o ponto de fulgor dos solventes tem uma
importncia muito grande, principalmente, em funo da temperatura de trabalho. Uma
ventilao adequada importante para manter a concentrao do solvente no ar abaixo das
mnimas concentraes txicas ou inflamveis. Os demais itens completam os tpicos relativos
segurana.
B) TRATAMENTODE SUPERFCIESDE AOCOMFERRAMENTASMANUAISE MECNICAS
O tratamento de superfcies atravs de ferramentas manuais e mecnicas um
procedimento bem antigo e tambm aceitvel no preparo de superfcies expostas a atmosferaABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
28
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
29/55
e interiores em condies normais, aplicvel a grande parte dos trabalhos de pintura de
manuteno. Trata-se de um procedimento bem limitado pois remove somente ferrugem e
carepa da laminao soltas, bem como tintas antigas e outros materiais no aderentes. Por se
tratar de um mtodo pouco eficiente na remoo dos produtos de corroso, as tintas devem
possuir boas propriedades de umectao para se obter melhor desempenho na pintura.
As ferramentas manuais normalmente utilizadas neste processo so: escovas de
arame de ao, lixas, raspadores e martelos e picadores (ferramentas de impacto).
As ferramentas mecnicas utilizadas so: escova de ao rotativa, lixadeira rotativa,
pistolete de agulha ou agulheiro ou desincrustador, esmeril e outras ferramentas com ao
rotativa de impacto ou impacto-rotativa.
O tratamento de superfcies metlicas atravs da utilizao de ferramentas manuais e
mecnicas, um procedimento bem aceitvel e empregado o preparo das mesmas,
principalmente em grande parte dos trabalhos de pintura de manuteno e tambm nos casos
em que o preparo de superfcie por meio de jateamento abrasivo, por alguma razo, no possa
ser empregado.
Este processo de limpeza remove tintas antigas, ferrugem e carepa de laminao
soltas. Entretanto, no remove estes contaminantes quando eles esto bem aderidos s
superfcies metlicas. Estes contaminantes so considerados aderentes quando no forem
removveis pela introduo de uma esptula cega sob os mesmos. Em relao ao processo de
limpeza com ferramentas manuais, a limpeza com ferramentas mecnicas so mais eficiente
na remoo dos contaminantes mencionados anteriormente, bem como proporciona maior
velocidade e rendimento na execuo do servio.
Os graus de intemperismo e de preparao de superfcies no pintadas, referidos nesta
Norma, esto reproduzidos na Norma ISO 8501-1, por meio de uma srie de padres
fotogrficos. No caso de superfcies pintadas, em funo do grau de intemperismo e da
presena de falhas no ao pintado, a norma ASTM D 610 as classifica coerentemente.
Esta Norma tambm classifica os graus de intemperismo ou enferrujamento das
superfcies de ao definindo-os pelos padres fotogrficos A, B, C e D os quais so descritos a
seguir:
A = superfcie de ao completamente coberta de carepa de laminao intacta e
aderente, com pouca ou nenhuma corroso.
B = superfcie de ao com princpio de corroso e da qual a carepa de laminao tenha
comeado a desagregar.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
29
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
30/55
7/27/2019 3 - Abraco Mdulo III
31/55
7/27/2019 3 - Abraco Mdulo III
32/55
expectativa de chegar a este percentual, com objetivo de evitar a condensao de umidade
sobre a superfcie metlica.
A preparao de superfcie e a aplicao da tinta de fundo devem ser executadas
dentro da mesma jornada de trabalho. A tinta de fundo deve ser aplicada antes do
aparecimento de sinais visveis de oxidao.
Quanto aos critrios de aceitao e rejeio antes e aps o jateamento, importante
observar que o teor mximo de cloreto no abrasivo deve ser no mximo 40 ppm, que a
rugosidade deve estar entre 40 e 85 micrometros e o critrio para aceitao de abrasivos que
pelo menos 80% do abrasivo esteja dentro da granulometria para se atingir esta rugosidade.
Com a proibio do jateamento abrasivo em local aberto como indstrias e estaleiros,
ganha fora a preparao de superfcie mediante hidrojateamento a altssima presso ou ultra
alta presso. So presses hidrulicas superiores a 25.000 psi com uso de bicos especiais que
resulta em jato cnico oco rotativo.
Os padres de limpeza da norma STG-2222 que so:
DW-1:padro de limpeza similar a Sa 1
DW-2:padro de limpeza similar a Sa 2
DW-3:padro de limpeza similar a Sa 2
Padres de limpeza adotados pela Norma SSPC-SP12/NACE5 (utilizado pela
PETROBRAS em suas normas):
WJ-1: padro de limpeza similar a Sa 3
WJ-2: padro de limpeza similar a Sa 2
WJ-3: padro de limpeza similar a Sa 2
WJ-4: padro de limpeza similar a Sa 1
Aps a limpeza com hidrojateamento com ultra alta presso, a superfcie quando fica
exposta pode apresentar uma oxidao instantnea conhecida como Flash Rust e tambm foi
classificado em trs grupos:
Leve:pouca presena de flash rust
Moderado:presena significativa de flash rust
Severo:presena intensa de flash rust
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
32
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
33/55
7/27/2019 3 - Abraco Mdulo III
34/55
Existem casos que a umidade relativa do ar no serve de parmetro para liberar a pintura.
Deve ser observada a temperatura da chapa que deve estar pelo menos 3 oC acima do ponto
de orvalho.
Nas condies especficas:
Tintas alumnio fenlica (no deve ser aplicada com agitao mecnica.)
Tintas ricas em zinco (no deve ser aplicada com agitao mecnica)
Tintas sem solvente podem ser aplicada no sistema wet on wet ou molhado sobre
molhado, isto , a segunda demo pode ser aplicada sobre a primeira assim que a
primeira demo estiver seca ao toque. E neste caso, o teste de aderncia deve ser
feito apenas na segunda demo.
Os mtodos de aplicao, alguns pontos:
Trincha: utilizado principalmente para retoque e pintura de reforo;
Rolo: pintura de reas extensas;
Pistola Convencional: tambm para reas extensas e no se recomenda para
pintura em locais onde existam ventos fortes e em estruturas muito delgadas que
levem a perdas excessivas de tinta.
Pistola Sem Ar: para tintas com baixo teor de solvente, alta viscosidade, alta
tixotropia e quando se quer espessuras altas.
Outro ponto importante trata das inspees que devem ser realizadas:
Recebimento das tintas;
Preparo de superfcie
Perfil de rugosidade
Condies climticas
Temperatura do substrato Pelcula
Aderncia
Espessura de filme mido
Espessura do filme seco
Descontinuidade.
Freqncia de cada teste e o nmero de testes a serem efetuados.
Critrios para aceitao e rejeio (parmetros que o inspetor deve se basear em sua
inspeo para aprovao ou reprovao)ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
34
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
35/55
Cuidados devem ser tomados na observncia de muitos parmetros de inspeo e
critrios de aprovao pois ocorrem alteraes de acordo com as revises. importante que o
inspetor esteja preparado para interpretar cada reviso.
E por fim a deve-se ser observado norma de segurana. O mais importante no
utilizar o aparelho para teste de descontinuidade em dias que haja descargas eltricas
(relmpagos) e embora no conste na norma, principalmente em locais confinados em que haja
presena de solventes pelo risco de exploso.
4. Rendimentos,Espessurase Diluiode Tintas
4.1. RendimentoTerico
O clculo do rendimento terico de uma tinta feito utilizando a seguinte equao:
RT (m/l) = SV (%) x 10
EFS (m)
Onde:
RT = Rendimento terico expresso em m/l
SV = Slidos por volume da tinta em %
EFS = Espessura do filme seco em m
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
35
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
36/55
a) EXERCCIO1
Calcular o rendimento terico de uma tinta com 60% de slidos por volume (SV) e
aplicado na espessura de 50 m.
Resposta:
Utilizando a frmula acima: RT = 60 x 10
50
RT = 600/50 RT = 12 m/L
b) EXERCCIO2
Qual o valor de slidos por volume (SV) de uma tinta que aplicada com a espessura de
100 m resulta em um rendimento terico de 8 m/L?
Resposta:
Utilizando a mesma frmula acima, temos:
8 = SV x 10
100
8 x 100 = SV x 10
800 = 10 x SV
SV = 80%
c) EXERCCIO3
Agora, qual a espessura aplicada de uma tinta com 50% de slidos por volume e que
tenha um rendimento terico de 10 m/L?
Resposta: Substituindo na mesma frmula, temos:
10 = 50 x 10
EFSABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
36
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
37/55
10EFS = 500
EFS = 50 m
4.2. RendimentoPrtico
RP = RT (1 FP )
100
Onde:
RP = Rendimento prtico expresso em m/l
RT = Rendimento terico expresso em m/l FP = Fator de perda expresso em %
Portanto o rendimento prtico calculado multiplicando-se o rendimento terico por
uma varivel chamada de fator de perda.
O fator de perda normalmente na pintura industrial tem a seguinte grandeza: 30%,
35%, 40%, 50%. Para pintura de manuteno de navios em docagem, o fator de perda para a
pintura de casco externo com equipamento de pistola sem ar de 30 %.
Fator de perda no significa desperdcio. Desperdcio ou perda de tinta no fundo dobalde, na mangueira, no equipamento de pintura, etc. est em torno de 3 a 5 %.
Para facilitar o clculo do rendimento prtico, apresentamos uma constante para cada
fator de perda:
A segunda parte da equao: (1 FP ) se substituir FP por 30, d:
100
1 30 , ou seja, 1 0,3 que resulta em 0,7
100
Portanto, toda vez que o fator de perda for 30%, o rendimento prtico calculado,
multiplicando-se o rendimento terico por 0,7.
Da mesma maneira, se o fator de perda for 40%, o rendimento prtico calculado
multiplicando-se o rendimento terico por 0,6. E assim por diante.
EXERCCIO4
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
37
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
38/55
Calcular o rendimento terico e prtico de uma tinta com 75% de slidos por volume e
aplicado na espessura seca de 120 m e fator de perda de 30%?
Resposta: O clculo do rendimento terico = 75 x 10
120
O rendimento terico 6,25 m/L
E para calcular o rendimento prtico, como o fator de perda 30%, basta multiplicar o
rendimento terico por 0,7. Portanto, o rendimento prtico 4,38 m/L
4.3. EspessuraSeca x Espessuramida
Toda espessura seca tem uma correspondente em espessura mida que depende dos
slidos por volume, ou seja:
EFS(m) = EFU(m) x SV(%)
100
EFS(m) = EFU(m) x 100
SV (%)
EXERCCIO1
Qual a espessura seca de uma tinta com 80% de slidos por volume e aplicada com
espessura mida de 150 m?
Resposta:
Com a equao EFS = EFU x SV e substituindo-se os dados, temos
100
EFS = 150 x 80/100 ou
EFS = 120 m
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
38
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
39/55
EXERCCIO2
Qual a espessura mida de uma tinta com 40% de slidos por volume e aplicada na
espessura seca de 50 m?
Resposta:
Substituindo-se na equao EFU = EFS x 100
SV
Temos: EFU = 50 x 100/40 ou
EFU = 125 m
EXERCCIO3
Quais os slidos por volume de uma tinta que aplicada com espessura mida de 100
m resulta em espessura seca de 70 m?
Resposta: 70%
4.4. Diluio
Quando se dilui uma tinta, quebra-se muito a tixotropia e os slidos por volume
diminuem proporcionalmente diluio.
A frmula para se calcular os novos slidos por volume em funo da diluio :
Slidospor Volumeda Tinta Diluda= Slidospor Volumex 100
100 + Diluio(%)
Na prtica, o rendimento terico deve sempre ser calculado aps a diluio, caso haja
diluio.
EXERCCIO
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
39
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
40/55
Calcular os slidos por volume aps diluio com 10% de uma tinta que tenha os
slidos por volume de 60%?
Resposta: Utilizando a frmula acima, temos:
Slidos por volume da tinta diluda = 60 x 100
110
Slidos por volume da tinta diluda = 54,5%
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
40
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
41/55
5. FALHASDURANTEA APLICAODE TINTAS
O reconhecimento do tipo de defeito que encontramos na pintura industrial, a
compreenso de sua causa e como corrigi-lo prontamente reduzem o custo da manuteno
enquanto permitem manter uma aparncia esttica de alto nvel de aceitao.
Todas as tintas falham, eventualmente, por causa do intemperismo, sobretudo as
externas. Contudo, falhas precoces so onerosos e freqentemente ocorrem.
Quando as falhas da pintura concernentes a aplicao podem ser imediatamente
detectadas. Modificaes nas condies de aplicao resultam no remdio imediato. Quando o
defeito detectado aps a secagem da tinta, com ou sem exposio, a pintura tem que ser
removida do substrato para evitar ocorrncia de corroso. Se, contudo o defeito restrito a
aspectos superfcies como cor, brilho ou textura bastar, no geral, lixar e aplicar outra demo.
5.1. Falhasmais Comunsque OcorremDurantea Aplicaode Tintas
A) ESCORRIMENTO
Outra denominao: Descaimento
Descrio: Excessiva fluidez da tinta em superfcies verticais. Ocorre sob a forma de
cordes (leve) ou de cortina (pesado)
Causas: Excesso de espessura, diluio excessiva da tinta, tixotropia insuficiente
Correo:
a. Antes da Secagem: Remova o excesso de tinta com trincha ou boneca de
pano e modifique as condies da aplicao pistola. Usar trincha macia.
Reformular a tinta.
b. Aps Secagem : Lixar e aplicar outra demo.
Importante: O controle da espessura molhada um dos melhores mtodos para evitar
este defeito.
B) ESPESSURAIRREGULAR(FALTAE/OUEXCESSO:
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
41
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
42/55
Outra denominao: Desconhecemos
Descrio: Falta de uniformidade do filme, fora das tolerncias mdias. As reas em
escassez apresentam pouca cobertura, sombreamento da demo anterior, podendo
at favorecer a corroso.
Causa:
a. Falta de habilidade do pintor;
b. Trincha ou rolo inadequados;
c. Pintura a pistola com vento;
d. Tinta muito viscosa ou com pouco alastramento;
e. Diluio incorreta;
f. Falta de controle da espessura molhada;
g. Pistola com pulverizao espasmdica;
h. Superfcies difceis de pintar.
Correes:
a. Antes da Secagem: reas com excesso remover com trincha macia reas em
escassez, aplicar outra demo.
b. Aps a Secagem: Lixar e procurar uniformizar reas com outra demo.
Modifique as condies de aplicao com pistola.
c. No caso da 1 demo, onde h riscos ou j houve ocorrncia de corroso por
insuficincia de espessura, remover toda a pintura e aplicar outra demo.
d. No se observando outro defeito deixar como est. No caso de primer de zinco
(pequenas reas), convm remover o excesso com lixamento manual
controlado, para evitar fendilhamento ou descolamento do primer e/ou sistema.
C) MANCHAS
Outra denominao: Manchamento.
Descrio: O filme apresenta-se manchado.
Causa:
a. Contaminao da superfcie, dos equipamentos de aplicao ou da rea de
trabalho;
b. Tinta mal misturada, heterognea;
c. Tinta defeituosa Vide nota.
d. Respingos de solvente sobre a tinta fresca ou seca.
Correes:
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
42
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
43/55
a. Antes de Secar: Remover com pano embebido em solvente.
b. Aguardar que a rea de trabalho fique sem contaminantes, adequada a pintura.
c. Inspecionar os equipamentos de aplicao.
d. Homogeneizar a tinta, agitando-a.
e. Aps secagem: No caso de falta de agitao, aplicar outra demo.
f. Demais casos, remover a pintura
Importante:
a. No caso de alvenaria, poder estar havendo infiltrao.
b. No caso de madeira, poder estar havendo exsudao ou solubilizao de
susbtncias resinosas.
c. No caso de tinta defeituosa, as manchas podero ocorrer por flutuao dos
pigmentos.
D) OVERSPRAY(PULVERIZAODEFICIENTE)
Outra denominao: Atomizao seca.
Descrio: Superfcie sem brilho, spera, porm o p da tinta no sai ao contato dos
dedos.
Causas:
a. As partculas da tinta quase secas atingem a superfcie devido a evaporao
muito rpida do solvente;
b. Pistola muito distante da superfcie;
c. Forte calor ambiente;
d. Vento
e. Presso de pulverizao muito alta.
Correes
a. Antes da Secagem: Aplicar um pano com solvente
b. Aps a Secagem: Lixar e aplicar outra demo, corrigindo eventuais ajustes na
pistola e/ou na diluio usando solvente mais lento, tipo retardador, adequado
ao vero.
NOTA
Este defeito mais comum nas tintas de secagem rpida. Pode tambm ser a causa de um
outro defeito chamado Porosidade, ou mesmo causar surgimento de corroso precoce em
reas recm pintadas, porm no se deve ser confundida com empoamento: poeira de tinta
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
43
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
44/55
que suja as reas pintadas fcil de ser removida e que suja a ponta dos dedos (o mesmo que
gizamento).
E) POROSIDADE
Outra denominao: Poros
Descrio: A pintura apresenta diminutas descontinuidades em forma de orifcios,
invisveis a olho num, somente detectvel com aparelho.
Causas:
a. Ocluso de ar ou solvente no filme;
b. Superfcie contaminada;
c. Atomizao deficiente, muito grossa;
d. Espessura insuficiente;
e. Perfil de Ancoragem: rugosidade muito alta;
f. Temperatura da superfcie muito quente;
g. Falta de habilidade do pintor;
h. Falta de controle do filme mido;
i. Over Spray.
Correes:
a. Antes da secagem: Corrigir a atomizao
b. Aps secagem: Dependendo da extenso lixar e aplicar outra demo ou
remover a pintura toda.
F) SANGRAMENTO
Outra denominao: Ressolubilizao
Descrio: A pintura apresenta mancha grande, de cor diferente.
Causas:
a. Ressolubilizao de pintura existente do tipo termo-plstica pelo solvente da
demo subseqente, independentemente do mtodo de aplicao quando a
demo existente tinta betuminosa ou derivada que migra para a demo
superior;
b. Este defeito tambm ocorre com aplicao a trincha ou rolo de outro termo-
plstico, por exemplo acabamento branco de borracha clorada aplicada
trincha sobre primer de borracha clorada vermelho. Devido ao mtodo de
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
44
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
45/55
aplicao a ressolubilizao causar manchas rseo-avermelhadas no
acabamento.
Correes:
a. Aps Secagem, no caso das betuminosas, remover toda a pintura, inclusive a
betuminosa. No caso de tintas do mesmo tipo aplicar com pistola em vez de
rolo ou trincha.
NOTA:
Dependendo das condies o aparecimento do sangramento poder ocorrer aps exposio.
G) CRATERA
Outra denominao: Craterizao
Descrio: Defeito semelhante a pequenas e uniformes crateras que ocorre no filme de
tinta e que so formadas de bolhas que aps romperem no mais se nivelam.
Causas:
a. Ocluso de solvente ou ar durante a aplicao;
b. gua no ar de atomizao da pistola;
c. Superfcies quentes;
d. Excessiva atomizao: presso alta;
e. Chuva de respingo dgua sobre a tinta fresca.
Correes:
a. Lixar e aplicar outra demo.
H) IMPREGNAODE ABRASIVOSE/OUDE MATERIAISESTRANHOS
Outra denominao: Lixa
Descrio: A superfcie fica spera, arenosa como uma lixa.
Causas
a. Pintura sobre superfcies contaminada com poeira e/ou gros de abrasivo;
b. Contaminao da superfcie da tinta ainda mida pelo abrasivo que cai sobre
ela;
c. Tinta, rolo ou trincha contaminada por areia, terra, abrasivo, etc.
d. Poeira levada pelo vento cobre a tinta fresca.
Correes:ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
45
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
46/55
a. Antes da secagem: aplicar panos com solventes para remover a pintura
contaminada.
b. Aps secagem: Dependendo da intensidade, lixar ou remover toda a pintura
contaminada e aplicar outra demo.
c. Limpar o equipamento contaminado
d. Filtrar a tinta contaminada
e. Limpar a superfcie, removendo o p antes de pintar.
f. Melhorar as condies do canteiro, protegendo a rea de pintura contra
contaminao.
I) INCLUSODE PLOS
Outra denominao: Desconhecemos
Descrio: A pintura fica impregnada por plos ou fiapos que podem aflorar, tornando-
se visveis ou ocludos no seio da pintura, marcando a superfcie.
Causas:
a. Contaminao da superfcie a ser pintada ou ainda com tinta fresca por plos
(fios, fiapos, cabelos, etc), originados de trinchas, rolos, trapos, panos, etc.;
b. Plos levados pelo vento e que caem sobre a tinta fresca;
c. Tinta contaminada por estes tipos de impurezas.
Correes:
a. Antes da Secagem: remover as impurezas e retocar.
b. Aps a secagem: Lixar e retocar as reas contaminadas.
c. Descartar trinchas e rolos defeituosos
d. Limpar os equipamentos contaminados
e. Filtrar a tinta contaminada
f. Limpar as superfcies antes de pintar
g. Evitar o uso de estopa. Use pano.
h. Melhorar as condies do canteiro, protegendo a rea de pintura contra
contaminao.
J) EMPOLAMENTO/ BOLHAS
Outra denominao: Bolha
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
46
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
47/55
Descrio: A pintura apresenta protuberncias semi-esfricas que variam de tamanho
e intensidade.
Causas:
1) Empolamento Seco
a. Ocorre em condies secas
b. Ocluso de solvente ou ar no filme.
c. Tintas incompatveis ;
d. Superfcies muito quentes.
2) Empolamento com lquido no interior:
a. Ocorre em condies de imerso
b. Incompatibilidade com proteo catdica ou excesso de proteo
catdica;
c. Pintura sobre sal solvel.
. Correes:
a. Antes da secagem: Remover a pintura com pano e solvente
b. Aps a secagem: Dependendo da intensidade lixar e retocar ou lixar e aplicar
outra demo.c. Drenar e limpar os equipamentos contaminados com gua e a superfcie.
d. No aplicar tintas incompatveis entre si nem as que sejam inadequadas para
proteo catdica.
e. Evitar pintar sobre superfcies muito quentes.
5.2. RecomendaesEspeciais
A) POLIURETANOS(2 COMPONENTES)
Chamamos a ateno para a extrema sensibilidade dos poliuretanos com relao a
gua seja de contaminao pelo ar da pistola, de alta umidade durante aplicao ou de
solvente contaminado: a gua decompe esta tinta resultando em empolamento, tipo fervura
algo parecido com uma espuma slida. Tambm ocorre com aplicao de espessura
excessiva.ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
47
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
48/55
B) PINTURASOBREPRIMERDE ZINCO
De superfcie porosa, estes primers tendem a ocluir muito ar. Por isso convm aplicar
um tie-coato qual por suas baixas espessuras e viscosidade penetra no primer de zinco,
expulsando o ar. Caso a demo subseqente ao primer de zinco seja uma tinta viscosa e
espessa, tipo AE/HB aplique-a conforme a tcnica do mist-coat isto , aplique o 1 passe
bem delgado ao que chamamos na prtica de queimar o primer de zinco com uma poeira de
tinta permitindo ao ar ocludo sair, caso contrrio empolamento na certa.
5.3. Gabaritospara Avaliaode Falhas: Normase Diagramas
Alm da caracterizao morfolgica das falhas igualmente importante, quantific-las,
o que no tarefa simples. Erros mais comuns so:
Relaciona a falha com a totalidade da superfcie pintada e no, como seria correto,
com a poro da superfcie que est sendo inspecionada. Por exemplo:
Superfcie total (pintada e aprovada) 395m;
Poro da superfcie sob inspeo (alm dos 395m) 59m.
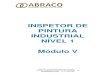
Superestimar ou subestimar a realidade (geralmente o erro a maior). Quando a falha
localizada mais fcil a avaliao do que quando espalhada e generalizada. Por
exemplo:
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
48
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
49/55
Figura .2 Exemplos de falha localizada e falha generalizada
Assim, para evitar estes erros, aconselhamento o uso de trena.Quando o local for de difcil medio ou no tiver trena, a maneira prtica imaginar
linhas de 1 metro de distncia formando quadrados como nas ilustraes acima, porm
resultar em uma estimativa menos exata que com a trena.
As Normas que tratam do assunto so: ASTM D 610 e SSPC-VIS2 conforme vistas no
item N Preparao da Superfcie para Pintura.
No caso especfico de empolamento/bolhas emprega-se a Norma ASTM D 714 que,
em vez de percentagem, avalia atravs de pontuao par (2,4,6 e 8) correspondentes aos
conceitos: Pouco, Mdio, Denso Mdio, Denso. Esta Norma D 714 pode ser empregada paraavaliar outras falhas, alm de Bolhas.
5.4. Critriosda Petrobras:
Quanto INTENSIDADE, isto , tamanho especfico da falha:
(1) Leve ou Fraca
(2) Mdia
(3) Acentuada
(4) Diversificada (quando a forma da falha varivel).
Quanto a DENSIDADE, isto , quanto freqncia e/ou distribuio da falha sobre a
superfcie:
(1) Pouca incidncia
(2) Mdia incidncia
(3) Generalizada
(4) Diversificada
6. FALHASAPSA EXPOSIO
Logo aps formada, pela aplicao e secagem da tinta, a pelcula de pintura comea
ser submetida as aes decorrentes do meio ambiente, sofrendo efeitos que iro determinarABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
49
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
50/55
alteraes superfcies ou em sua integridade. Estas alteraes podero ser pouco ou muito
significativas e podero ocorrer a curto ou em longo prazo, dependendo de uma srie de
fatores, e finalmente podero ser consideradas alteraes normais para determinado sistema
de pintura e sob determinadas condies ou devero ser consideradas como falha, quando a
alterao for anormal para condies e para o sistema de pintura considerado.
6.1. AlteraesNormaise Falhasda PelculaPintada
Alteraes da pelcula pintada quando inerentes ao tipo usado, esto certamente,
dentro das expectativas da especificao ou do projeto e se espera sejam do conhecimento do
inspetor de pintura, no devendo ser consideradas como defeito ou falha da pelcula pintada.
Situa-se neste caso, de alterao normal e esperada, a sensvel perda de brilho que se
observa em curto prazo nas pinturas feitas com tintas de acabamento epxi-poliamina ou
epxi-poliamida, seguida de gizamento (chalking) a mdio prazo, quando exposta a radiao
solar direta.
A alterao acima se ocorrer em acabamentos acrlicos ou poliuretnicos alifticos, a
curto ou em mdio prazo, deve ser interpretada como falha.
Outro exemplo de alterao normal na superfcie da pintura, a forte reteno de
poeira que se observa nas pelculas de pintura de borracha clorada, quando em clima quente e
exposta a atmosfera empoeiradas. Esta alterao conseqncia de termo-plasticidade da
resina de borracha clorada e do plastificante usado na preparao destas tintas. Com o calor a
tinta de borracha clorada tem sua dureza diminuda e retm o material particulado que
eventualmente se deposite em sua superfcie. Para tintas conversveis ou termo rgida como
epxi-poliamina ou epxi-poliamida ou de poliuretano, a reteno de poeira em sua pelculas
considerado falha.
6.2. Fatorese Condiesde ExposioAssociadosa Falhase AlteraesdaPelcula Pintada
A radiao solar, a gua e a poluio atmosfrica so normalmente os principais
fatores que uma pelcula de pintura exposta deve resistir. A maior ou menor incidncia desses
fatores sobre a pelcula est relacionada s condies de exposio.ABRACO, Associao Brasileira de Corroso
Avenida Venezuela, 27 sala 414 - Rio de Janeiro [email protected] Tel 21-25161962
50
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
51/55
Evidentemente, deve ser lembrado que a Especificao de Pintura, envolvendo: o
Sistema de Pintura (tipos das tintas e espessuras); a Preparao da superfcie (padro de
preparao); e a Aplicao (mtodo, intervalo entre demos e condies atmosfricas); deve
ter sido corretamente dimensionada para as condies de exposio, caso contrrio as falhas
se relacionaro ou com a inadequabilidade da Especificao de Pintura ou com falha de
execuo.
6.3. Classificaoe Tiposde Falhas
As falhas que aparecem aps a exposio da pelcula podem ser classificadas em dois
grupos. No primeiro ou Grupo A esto as falhas admitidas como de efeito superficial; e no
segundo, ou Grupo B esto as falhas consideradas como de efeito estrutural.
As falhas de efeito superficial afetam fundamentalmente as propriedades ticas da
pelcula, cor e brilho, interferindo nas caractersticas decorativas, estticas, de segurana ou
ainda de identificao pela cor da pelcula.
As falhas de efeito estrutural comprometem a integridade da pelcula e por
conseqncia a eficincia protetora do revestimento.
A) GRUPOA FALHASDE EFEITOSUPERFICIAL:
A.1. Perda de Brilho
A.2. Alterao de Cor (desbotamento, escurecimento, alterao total e
amarelecimento)
A.3. Calcinao e eroso
A.4. Sangramento
A.5. Enrugamento
A.6. Reteno de Poeira
B) GRUPOB FALHASDE EFEITOESTRUTURAL:
B.1. Descascamento
B.2. Empolamento
B.3. Fendimento
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
51
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
52/55
B.4. Enferrujamento
6.4. Terminologiadas Falhas
A) PERDADE BRILHO:
Reduo do brilho original da pelcula
B) ALTERAODA COR:
Alterao da cor da pelcula pode ser de natureza qumica resultante da ao de
poluentes atmosfricos sobre os pigmentos ou sobre o veculo da tinta, ou pode estar
associada calcinao de pigmentos que compem a cor.
C) CALCINAO(GIZAMENTO)E EROSO:
Calcinao(gizamento)
o acontecimento apresentado na pelcula de pintura caracterizado pela presena de
ps soltos, removveis, envolvidos da prpria pelcula, na ou imediatamente abaixo da
superfcie. A calcinao pode ser facilmente detectada friccionando a pelcula com um tecido
de cor contrastante ou mesmo com o dedo (ASTM D-659-44).
Eroso
Desgaste da pelcula pelas chuvas como conseqncia natural da calcinao. De
acordo com o tipo da tinta e com as condies do meio a calcinao que antecede a eroso
apresentar um grau maior ou menor de aderncia do p formado na superfcie da pelcula, o
qual por sua vez ser removido pelas chuvas com maior ou menor facilidade.
A conseqncia final ser o aparecimento das demos anteriores ou mesmo do
substrato. Acabamentos epxi bem formulados, podem perder por eroso cerca de 50um de
espessura aps 10 anos de exposio em clima tropical de litornea ao desabrigo.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
52
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
53/55
D) SANGRAMENTO:
Formao de manchas na superfcie do acabamento. Esta ocorrncia mais
acentuada na aplicao ou logo aps a aplicao, como resultado da solubilizao de
pigmentos solveis nas demos anteriores que se difundem para a ltima demo, no entanto,
pode ocorrer tardiamente como resultados da migrao de plastificante, corantes, leos ou
substncias betuminosas presentes nas demos anteriores.
E) ENRUGAMENTO:
A pelcula com aspecto de pele ou couro enrugado. Esta ocorrncia, quando no
intencional conseqncia da forte contrao superficial da pelcula de tintas alqudicas e
principalmente leo resinosas com leo de tungue, mal formulada. A configurao da pelcula
enrugada pode se assemelhar a de couro de jacar, recebendo o nome ingls de alligatoring,
ocorrncia comum em tintas de piche de alcatro expostas ao desabrigo.
F) RETENODE POEIRA:
Pelcula com sujidade aderida. Esta ocorrncia est relacionada com a reteno de
poeira, cisco e p na superfcie da pelcula. A sujidade depositada penetra pelcula, no se
conseguindo remov-la completamente mesmo aps vigorosa lavagem com detergente em
soluo aquosa. A pelcula fica suja e encardida.
G) DESCASCAMENTO:
Perda de aderncia caracterizada pela separao de uma ou mais demos do sistema
de pintura do substrato. Quando acontece entre demos a ocorrncia chamado
descascamento entre demos, delaminao ou desfolhamento.
H) EMPOLAMENTO:
A formao de bolhas em uma pelcula de tinta seca. A falha avaliada levando em
conta a quantidade de bolhas (densidade) e o tamanho das bolhas, conforme a Norma ABNT
MB-786 ou conforme a Norma Internacional ISSO 4628/1-1978 (), ambas contendo padres
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala 414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
53
mailto:[email protected]:[email protected]7/27/2019 3 - Abraco Mdulo III
54/55
fotogrficos para comparao, ou ainda a Norma ASTM Method D 714 Evaluating Degree of
Blistering of Paints.
A formao de bolhas acontece devido a formao de presso em determinados
pontos da interface substrato-pelcula, podendo as bolhas ficarem cheias de lquidos ou de
gases. Com a elevao da presso, a pelcula perde sua aderncia ao substrato e sofre
alongamento com a forma de domo.
I) FENDIMENTO:
A ocorrncia de fratura, trincas, quebras, fissuras ou fendas na pelcula constituem
falha classificvel em um dos tipos abaixo:
Fendimento Superficial (checking) A pelcula forma ligeiras fissuras estreitas e
pouco profundas que no penetram at o substrato.
Fendimento at o Substrato (Cracking) A pelcula apresenta fendas profundas que
penetram at o substrato. O uso de lupa com 10 aumentos recomendado para distinguir o
fendimento superficial do fendimento at o substrato.
A Norma ASTM D 660-44 apresenta padres fotogrficos relativos ao fendimento
superficia