-
7/27/2019 5 - Abraco Mdulo V
1/55
INSPETORDE PINTURAINDUSTRIAL
NVEL 1
Mdulo V
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
2/55
NDICE1. SISTEMA DE GARANTIA DA
QUALIDADE................................................................52.
NORMA NBR ISO 9001:2000 SISTEMA DE GESTO DA QUALIDADE
REQUISITOS..........................................................................................................................63.
TERMINOLOGIA SEGUNDO A NORMA NBR ISO
9000:2000....................................64. HIERARQUIA DOS
DOCUMENTOS DA
QUALIDADE.............................................115.
ORGANOGRAMA DE UMA
EMPRESA.......................................................................126.
CONTROLE DE
PROCESSO..........................................................................................12
6.1. Inspeo e
Ensaios......................................................................................................136.2.
Tratamento de
No-conformidade..............................................................................156.3.
Controle dos Instrumentos de
Medio......................................................................176.4.
Registros.....................................................................................................................196.5.
Elaborao de
Procedimentos.....................................................................................19
7.
EXERCCIOS....................................................................................................................205.8.
Anexos............................................................................................................................28
Anexo A - Plano de Inspeo de
Pintura..........................................................................29Anexo
B Procedimento Para Tratamento de
No-conformidade...................................32Anexo C Plano
de Calibrao de
Instrumentos..............................................................34Anexo
D Ficha Individual de Calibrao de
Instrumentos.............................................35
Anexo E Procedimentos de
Execuo............................................................................36Anexo
F Procedimentos de
Inspeo..............................................................................41BIBLIOGRAFIA.......................................................................................................................55..................................................................................................................................................55
LISTADE FIGURAS
Figura 1 Pirmide dos documentos da
Qualidade..................................................................11Figura
2 Organograma com rgo de controle de qualidade desvinculado da
produo.......12Figura 3 Esquema de um
processo.........................................................................................13Figura
5.4 Fluxograma para tratamento de uma
no-conformidade......................................17
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
3/55
-
7/27/2019 5 - Abraco Mdulo V
4/55
-
7/27/2019 5 - Abraco Mdulo V
5/55
DOCUMENTAO
1. SISTEMADE GARANTIADA QUALIDADE
Com a intensificao das relaes comerciais internacionais e de
forma a manter a
confiabilidade dos produtos fabricados e a sua competitividade,
surgiu a necessidade de se fazer um
controle de qualidade mais rigoroso, mas no bastava apenas fazer
uma inspeo final no produto
produzido, uma vez que se tornava caro e improdutivo. A
abordagem deveria ser em todas as etapas
do processo produtivo.
Para sanar este problema, surgiu uma ferramenta gerencial
denominada Sistema da
Qualidade, que estabelece a forma de organizar uma empresa, onde
so definidos os recursos
necessrios para sua implementao e identificao dos processos
internos e responsabilidades.
Com a implantao do Sistema da qualidade, torna-se necessrio
formalizar procedimentos
internos, quer sejam tcnicos ou administrativos, surgindo assim
o manual da qualidade, que um
documento emitido pela alta administrao de uma empresa, onde
descrito o Sistema da Qualidade.Com a crescente opo das empresas de
adotarem esta nova forma de gerenciar, surgiu a
necessidade de se criar normas, de forma a dirimir os conflitos
existentes nas relaes contratuais
entre cliente e fornecedor.
A ISO International Organization for Standardization uma
entidade normativa
internacional, formada por organizaes oficiais de normalizao de
100 pases, num total
aproximado de 180 Comits Tcnicos, que busca elaborar normas de
aceitao internacional,
obedecendo a quatro princpios bsicos: economia, consenso,
necessidade e dinamismo.
Atravs do CB 25 da ABNT (Associao Brasileira de Normas Tcnicas),
o Brasil faz parte daISO. Neste comit h representantes de diversos
seguimentos e empresas do mercado brasileiro.
A ABNT o rgo associado a ISO que tem competncia para transformar
as normas ISO do
ingls para o portugus. Estas normas so de cunho gerencial e
genricas, orientam com relao a
diretrizes e o modelo de gesto da qualidade na organizao.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
6/55
2. NORMANBRISO 9001:2000SISTEMADE GESTODA
QUALIDADEREQUISITOS
Esta norma especifica requisitos para um sistema de gesto da
qualidade que podem ser
usados pelas organizaes para aplicao interna, para certificao ou
para fins contratuais. Ela est
focada na eficcia do sistema de gesto da qualidade em atender
aos requisitos dos clientes.
3. TERMINOLOGIASEGUNDOA NORMANBRISO 9000:2000
AOPREVENTIVA:Ao para eliminar a causa de uma potencial
no-conformidade ou outra situao
potencialmente indesejvel.NOTA
Podem existir mais de uma causa para uma no-conformidade
potencial.
Ao preventiva executada para prevenir a ocorrncia, enquanto que
a ao corretiva executada
para prevenir a repetio.
AOCORRETIVA:Ao para eliminar a causa de uma no-conformidade
identificada ou outra situao
indesejvel.
NOTA:Podem existir mais de uma causa para uma
no-conformidade.
Ao corretiva executada para prevenir a repetio, enquanto que a
ao preventiva executada
para prevenir a ocorrncia.
Existe uma diferena entre correo e ao corretiva.
CALIBRAO: Conjunto de operaes que estabelece, sob condies
especficas, a relao dos
valores indicados por um instrumento ou sistema de medio, ou dos
valores representados por uma
medio material ou de um material de referncia com os valores
correspondentes de uma grandezadeterminada por um padro de
referncia.
CLIENTE:Destinatrio de um produto provido pelo fornecedor.
CONCESSO:Permisso para usar ou liberar um produto que no atende
a requisitos especificados.
NOTA:
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
7/55
Uma concesso geralmente limitada entrega de um produto que tem
caractersticas de no-
conformidade dentro de limites definidos, para um perodo de
tempo ou quantidade de produto
acordados.
CONFORMIDADE:Atendimentos a requisitos especificados.
CONTROLEDA QUALIDADE:Tcnicas e atividades operacionais usadas
para atender os requisitos para
qualidade.
CORREO:Ao para eliminar uma no conformidade identificada
NOTA:
Uma correo pode ser feita em conjunto com uma ao corretiva.
Uma correo pode ser, por exemplo, um re trabalho ou
reclassificao.
DEFEITO: No atendimento de um requisito de uso pretendido ou de
uma expectativa razovel,
inclusive quanto segurana.
DISPOSIODE NOCONFORMIDADE:Ao a ser implementada na entidade no
conforme, de modo a
resolver a no conformidade.
EFICCIA: Extenso na qual as atividades planejadas so realizadas
e os resultados planejados,
alcanados.
EFICINCIA:Relao entre o resultado alcanado e os recursos
usados.
ENTIDADE:Todo elemento que pode ser considerado e descrito
individualmente (processo, produto e
organizao).
ERRO(ABSOLUTO)DE MEDIO:Resultado de uma medio menos o valor real
do mensurando.
ESPECIFICAO:Documento que define requisitos.
EVIDNCIAOBJETIVA:Informaes cuja veracidade pode ser comprovada
com base em fatos atravs
de observao, medio, ensaio ou outros meios.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
8/55
EXATIDODA MEDIO:Proximidade entre o resultado de uma medio e o
valor real (convencional)
do mensurado.
FAIXA DE MEDIO ESPECIFICADA: Conjunto de valores, para um
mensurando, dentro do qual se
assume que o erro do instrumento de medio estar dentro dos
limites especificados.
FORNECEDOR:Organizao que fornece um produto ao cliente.
GARANTIA DA QUALIDADE: Conjunto de atividades planejadas e
sistemticas, implementadas no
sistema da qualidade e demonstradas como necessrias para prover
confiana adequada de que uma
entidade (processo, produto, organizao ou a combinao destes)
atender os requisitos da
qualidade.
INSPEO: Atividades tais como: medio, exame, ensaio, verificao
com calibres ou padres, de
uma ou mais caractersticas de uma entidade, e a comparao dos
resultados com requisitos
especificados, a fim de determinar se a conformidade para cada
uma dessas caractersticas obtida.
INSTRUMENTODE MEDIO:Dispositivo destinado a fazer medio, quer s,
quer em conjunto com
equipamentos suplementares.
MEDIO:Conjunto de operaes que tem por objetivo determinar o
valor de uma grandeza.
MENSURADO:Grandeza submetida medio
NO-CONFORMIDADE:No atendimento de um requisito especificado.
POLTICA DA QUALIDADE: Intenes e diretrizes globais de uma
organizao relativa qualidade
formalmente expressas pela alta administrao.
PONTODE PARADA(PONTODE ESPERA):Ponto, definido em documento
apropriado, alm do qual uma
atividade no pode prosseguir sem a aprovao de uma organizao ou
autoridade designadas.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
9/55
-
7/27/2019 5 - Abraco Mdulo V
10/55
RE-TRABALHO:Ao sobre um produto no conforme, a fim de torn-lo
conforme aos requisitos.
SERVIO:Resultado gerado na interface fornecedor e cliente, e por
atividades internas do fornecedor
para atender as necessidades do cliente.
SISTEMADA QUALIDADE:Estrutura organizacional, procedimentos,
processos e recursos necessrios
para implementar a gesto da qualidade.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
11/55
4. HIERARQUIADOSDOCUMENTOSDA QUALIDADE
A figura 1 mostra a hierarquia tpica dos documentos do Sistema
da Qualidade.
Figura 1 Pirmide dos documentos da Qualidade
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
Manualda
Qualidad
e(Nvel A)
Procedimentos documentados doSistema da Qualidade
(Nvel B)
Outros documentos daQualidade (instrues de trabalho,
formulrios, relatrios, etc.)(Nvel C)
Descreve o sistema da qualidadede acordo com a poltica e
objetivos da qualidadedeclarados e a norma aplicvel
Descrevem as atividades dasunidades funcionaisindividuais,
necessrias paraimplementar os elementos dosistema da qualidade
Contmdocumentosde trabalhosdetalhados
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
12/55
5. ORGANOGRAMADE UMAEMPRESA
A figura 2 mostra o organograma de uma empresa com o rgo de
Controle de Qualidade da
mesma desvinculado da rea de produo.
Figura 2 Organograma com rgo de controle de qualidade
desvinculado da produo
6. CONTROLEDE PROCESSO
Primeiramente devemos definir o que processo para podermos nos
aprofundar em seu
estudo, e sabermos como realizar o seu controle.Processo o
conjunto de recursos e atividades inter-relacionados que
transformam insumos
(entradas) em produtos (sadas), conforme figura 3.
Entrada Sada
Processo
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
13/55
Figura 3 Esquema de um processo
Para o processo de pintura temos o quadro abaixo (tabela 1)
mostrando o que devemos
medir, ou seja, realizar ensaios e testes na entrada, durante o
processo e antes da entrega do produto
acabado, devendo-se registrar cada ensaio e teste em formulrio
especfico de forma a permitir a
rastreabilidade.
Tabela 1 Quadro resumo do processo de pintura
Entrada Medir Processo Medir SadaMo de obra
Tinta
Abrasivos
Ferramentas
Equipamentos
Instrumentos de
medio
Qualificao
Certificados
Ensaios/testes
Estado de uso
Estado de uso
Calibrao
Aplicao do
esquema de pintura
Condies climticas
Diluio e
homogeneizao
Medies
- aps o jato
- de espessura
Medio da
espessura seca
Teste de
aderncia
Teste de
descontinuidade
Inexistncia de
falhas
Superfcie
pintada dentro
das
especificaes
e normas
fornecidas
pelo cliente
6.1. Inspeoe Ensaios
A ISO estabelece que o fornecedor ou prestador de servios deve
estabelecer e manter
procedimentos documentados para atividades de inspeo e ensaios
no recebimento do produto,
durante o processo e ao final do processo, com o objetivo de
verificar o atendimento aos requisitos
especificados para o produto acabado.
A inspeo e ensaios finais requeridos, e os registros a serem
estabelecidos, devem ser
detalhados no plano da qualidade ou em procedimentos
documentados.
a) ETAPASDO PROCESSODE INSPEOE ENSAIOS:
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
14/55
a.1. Inspeode recebimentode produtos
Os produtos a serem utilizados no processo devem sofrer inspees
de forma a garantir a
conformidade do produto com os requisitos especificados. A
verificao da conformidade com os
requisitos especificados deve estar de acordo com o plano de
qualidade e/ou procedimentos
documentados. As inspees nas atividades de pintura so realizadas
pelo inspetor de pintura N-I,
sendo que o inspetor de pintura N-II participa da inspeo de
recebimento de tintas analisando o
certificado de qualidade da tinta.
Ex.: Recebimento de tintas: recebimento de abrasivos e etc.
a.2. Inspeoe ensaiosduranteo processo
Durante o processo o produto deve ser inspecionado em todas as
fases conforme requerido
no plano da qualidade e/ou procedimentos documentados. O produto
deve ser retido at que as
inspees e ensaios requeridos tenham sido concludos ou os
relatrios necessrios tenham sido
recebidos e verificados.
Ex.: Grau de Corroso; rugosidade; padro de jato; condies
climticas; espessura mida;
espessura seca; aderncia; existncia de falhas e etc.
a.3. Inspeoe ensaiosfinais
Devem ser executados todas as inspees e ensaios finais conforme
o plano da qualidade
e/ou procedimentos documentados.
Ex.: Espessura seca; aderncia; existncia de falhas; determinao
de descontinuidade e etc.
a.4. Registrode inspeese ensaios
Devem ser estabelecido e mantido registros que forneam evidncias
de que o produto foi
inspecionado e/ou ensaiado. Ser mostrado mais adiante em um item
especfico sobre registros.
Ex.: Relatrio de Inspeo de Pintura (RIP); Relatrio de No
Conformidade (RNC); Mapa das
Condies Climticas; Relatrio de Recebimento de Tintas; Relatrio
de Recebimento de Abrasivos e
etc.
a.5. Planode Inspeo
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
15/55
O plano de inspeo um documento que especificam quais as inspees
e recursos
associados devem ser aplicados, por quem e quando, a um produto,
processo ou contrato especfico.
gerado a partir do Procedimento de Inspeo, tem como finalidade
orientar todas as
inspees que so feitas a um produto, ao longo do processo ou
contrato especfico at a emisso do
Relatrio Final (DATABOOK).
No Anexo A temos um modelo de um Plano de Inspeo de Pintura.
6.2. Tratamentode No-conformidade
Deve ser estabelecido e mantido procedimentos documentados para
assegurar que o produto
no conforme com os requisitos especificados tenha prevenida a
sua utilizao ou instalao no
intencional. Este controle deve prover identificao, documentao,
avaliao, segregao (quando
aplicvel), disposio de produto no-conforme e notificao s funes
envolvidas.
No Anexo B temos um exemplo de um Procedimento para Tratamento
de No-
Conformidades.
a) ANLISECRTICADA DISPOSIODO PRODUTONOCONFORME:
A ISO estabelece que deve ser definida a responsabilidade pela
anlise crtica e a autoridade
pela disposio do produto no conforme . De acordo com o
procedimento, o produto no - conforme
pode ter as seguintes disposies:
Re-trabalhado para atender aos requisitos especificados;
Aceito com ou sem reparo, mediante concesso;
Re-classificado para aplicaes alternativas;
Rejeitado ou sucatado.
b) AOCORRETIVA:
O fornecedor deve estabelecer e manter procedimentos
documentados para implementao
de aes corretivas. Os procedimentos para ao corretiva devem
incluir:
O efetivo tratamento do relatrio de no-conformidade;
Investigao da causa das no- conformidades;
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
16/55
Determinao da ao corretiva necessria;
Aplicao de controles para verificao da eficcia da ao
corretiva.
c) AOPREVENTIVA:
Os procedimentos para ao preventiva devem incluir:
O uso de fontes apropriadas de informao;
Determinao dos passos necessrios para lidar com quaisquer
problemas que requeiram ao
preventiva;
Iniciao de ao preventiva e aplicao de controle para assegurar
que a ao efetiva;
Assegurar que a informao relevante sobre as aes tomadas
submetida anlise crtica pela
administrao.
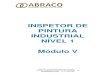
A figura 4 apresenta um fluxograma do processo de tratamento de
uma no-conformidade.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
17/55
Figura 5.4 Fluxograma para tratamento de uma no-conformidade
6.3. Controledos Instrumentosde Medio
O fornecedor ou prestador de servios deve estabelecer e manter
procedimentos
documentados para controlar, calibrar e manter os equipamentos
de inspeo, medio e ensaios
para demonstrar a conformidade do produto com os requisitos
especificados.
a) PROCEDIMENTODE CONTROLE:
O procedimento deve prever ao atendimento dos seguintes
requisitos:
Determinar que as medies a serem feitas e a exatido requerida,
sejam executadas por
instrumentos selecionados e adequados;
Identificar todos os equipamentos de inspeo, medio e ensaios que
possam afetar a qualidade
do produto e calibr-lo e ajust-lo em intervalos prescritos ou
antes do uso;
Definir o processo empregado para a calibrao de equipamentos de
inspeo, medio e ensaios;
Identificar equipamentos de inspeo, medio e ensaios com um
indicador adequado (tag);
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
SIM
NO
EXIST
EN.C.?
DETECO DEIRREGULARIDADE
COMUNICAR AOCONTROLE DA
QUALIDADE
PARALIZAR OSERVIO ESEGREGAR OITEM
1
CORRIGIR PELOPROCESIMENTOESCRITO
EMISSO DERELATRIO
PROPORAOCORRETIVA
ENVIAR COPIAPARA OCLIENTE
EXECUTARAO
CORRETIVA
EMITIRR.N.C. 21
2INSPECIONAR O
ITEMENCERRARR.N.C COM
ASSINATURAS
DISTRIBUIRCPIAS
ARQUIVARR.N.C.
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
18/55
Manter registros de calibrao para os equipamentos de inspeo
medio e ensaios;
Avaliar e documentar a validade dos resultados de inspeo e
ensaios anteriores quando os
equipamentos de inspeo, medio ou ensaios forem encontrados fora
de calibrao;
Assegurar que as condies ambientais sejam adequadas para
calibraes, inspees, medies e
ensaios que estejam sendo executados;
Assegurar que o manuseio, preservao e armazenamento dos
equipamentos de medio e ensaios
sejam tais, que a exatido e adequao ao uso sejam mantidas;
Proteger as instalaes de inspeo, medio e ensaios.
b) LISTADE INSTRUMENTOS:
Devem ser relacionados todos os instrumentos de medio e ensaios
necessrios as
inspees e testes a serem realizados, informando o respectivo
nmero de identificao dos
instrumentos.
Na atividade de pintura temos os seguintes instrumentos:
Termmetros;
Higrmetros;
Termo higrmetros;
Rugosmetro;
Medidores de pelcula mida de tinta;
Medidores de pelcula seca;
Detector de descontinuidades;
Peneiras;
Kit para ensaio de aderncia.
c) PLANODE CALIBRAODOSINSTRUMENTOS:
Deve ser elaborado um plano de calibrao (veja Anexo C) com as
seguintes informaes:
Identificao do instrumento (fabricante, n de srie, n de
identificao) ;
Faixa de medio do instrumento;
Preciso;
Nmero do certificado de calibrao e laboratrio responsvel;
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
19/55
Data de calibrao;
Periodicidade da calibrao;
Data da prxima calibrao.
Podem tambm ser utilizadas fichas individuais de calibrao de
instrumentos (veja Anexo D)
com objetivo de termos um histrico mais detalhado do instrumento
de medio.
6.4. Registros
O fornecedor deve estabelecer e manter procedimentos
documentados para identificar,
coletar, indexar, acessar, arquivar, armazenar, manter e dispor
os registros da qualidade.
a) DETERMINAODE NECESSIDADES:
Todas as atividades que afetam a qualidade devem ter suas
inspees e ensaios registrados
de forma rastrevel, pois no adianta emitir documentos que no
permitam que seja feita uma
regresso at a atividade em estudo.
b) PLANEJAMENTODOSREGISTROS:
Os registros devem ser realizados conforme preconiza o manual da
qualidade, seu
arquivamento deve permitir a rpida localizao. Deve possuir um
sistema de controle de emisso de
forma a permitir sua correlao com outros documentos.
Os tempos de reteno dos registros da qualidade devem ser
estabelecidos e registrados.
6.5. Elaboraode Procedimentos
A norma ISO 9000 estabelece que todas as atividades que
influenciam a qualidade do
produto ou servio devem ser detalhadas atravs de
procedimentos.
No caso da pintura no diferente, portanto todas as tarefas devem
ser descritas de forma
detalhada, os recursos necessrios para sua execuo, aspectos
relativos a segurana e os pontos
de reteno ao longo do processo.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
20/55
No caso da atividade de pintura temos os procedimentos de execuo
e inspeo.
a) PROCEDIMENTODE EXECUO:
O procedimento de execuo (Anexo E) para aplicao dos esquemas de
pintura de
equipamentos e partes a pintar deve conter, no mnimo, as
seguintes informaes:
Objetivo, informando a que se destina o procedimento;
Especificao do esquema de pintura a ser usado;
Normas aplicveis;
Instrues de recebimento e armazenamento de tintas, diluentes e
produtos correlatos;
Seqncia de execuo do esquema de pintura;
Processo de aplicao das tintas;
Especificao das tintas a serem usadas, incluindo fornecedores e
respectivas referncias
comerciais;
Instrues para retoques no esquema de pintura;
Plano de controle de qualidade.
b) PROCEDIMENTODE INSPEO:
O procedimento de inspeo (Anexo F) dos esquemas de pintura deve
conter, no mnimo, as
seguintes informaes:
Objetivo;
Normas de referncia;
Critrios de amostragem e inspees a serem realizadas;
Aparelhagem e instrumentos;
Critrio de aceitao ou rejeio;
Formulrios utilizados para registros de resultados.
7. EXERCCIOS
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
21/55
IDENTIFICAOE FUNDAMENTAODE NO-CONFORMIDADES
EXEMPLODE ESTUDODE CASORESOLVIDO
PREENCHIMENTODE RELATRIODE INSPEODE PINTURA(RIP)
PREENCHIMENTODE RELATRIODE NO-CONFORMIDADE(RNC)
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
22/55
EXERCCIO1:
Com base nas normas de pintura, analise cada caso abaixo dizendo
se ou no uma no
conformidade, caso positivo, fundamente as no conformidades
citando o item da norma que no foi
cumprido e escreva como ficaria escrito no relatrio:
Exemplo: Aplicao de duas demos de Tinta N-1661 para atingir a
espessura de 75 micrometros.
R.: uma no conformidade, conforme item 7.7.1 da N-13.
Foi aplicado duas demos de tinta N-1661 em desacordo com o item
7.7.1 da N-13.
Caso I Aplicao da tinta de fundo na pintura interna de um tanque
de armazenamento de gasolina
cujo tratamento foi mecnico (St 3).
Caso II Remoo da carepa de laminao de uma superfcie grau A
utilizando hidrojato.
Caso III Aplicao de tinta de fundo com umidade relativa de 89
%.
Caso IV Aplicao da tinta de acabamento sobre tinta de fundo
reprovada no teste de aderncia.
Caso V Utilizao de tratamento mecnico padro ST 3 sobre superfcie
com grau de corroso A.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
23/55
Caso VI Aplicao de tinta sobre perfil de rugosidade mdio de 20
m.
Caso VII Aplicao da tinta alumnio fenlica sobre superfcie com
temperatura de 60C.
Caso VIII Inspetor de Pintura Nvel I props a ao corretiva.
Caso IX No houve inspeo de Recebimento da tinta.
Caso X - Diluio da tinta em 5 % sem autorizao do fabricante.
Caso XI Aplicao de demo adicional em tinta com a espessura
abaixo do especificado.
Caso XII Aplicao de tinta sem respeitar o intervalo mnimo para
aplicao.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
24/55
Caso XIII No realizao de ensaio de aderncia entre demos.
Caso XIV Realizao de teste de aderncia em grade na tinta N-1661
com 65 m.
Caso XV - Resultado grau. 3 do teste de aderncia da tinta
N-1661.
Caso XVI - Aplicao da Tinta N-2628 como tinta de fundo na
pintura interna de um tanque de
gasolina.
Caso XVII - Realizao da pintura interna de uma esfera de GLP
utilizando uma demo da N-1661
com 65 m e duas demos de 150 m por demo da N-2630.
Caso XVIII Realizao de teste de descontinuidade na pintura
externa de um tanque de gasolina
subterrneo de gasolina.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
25/55
Caso XIX - O inspetor de pintura nvel I props a aplicao de uma
demo adicional da tinta N-1661,
na pintura externa de uma esfera sem isolamento trmico prxima a
orla martima, em razo de a
espessura inicial estar medindo 55 m.
Caso XX - O inspetor de pintura autorizou a aplicao da primeira
demo da tinta de acabamento sem
ter medido a espessura da demo da tinta de fundo.
Caso XXI O inspetor de pintura autorizou a aplicao da primeira
demo da tinta intermediria,
sobre a tinta de fundo que estava com a espessura medindo 80% da
prevista no esquema de pintura.
EXERCCIO2:
Estudo de Caso: Um Inspetor de Pintura fez as seguintes anotaes
das inspees que havia
realizado em uma tubulao situada na orla martima. A tubulao no
possua isolamento trmico e
sua temperatura de operao de 40 C. As medies das pelculas secas
realizadas so as
seguintes:
1 demo de tinta de fundo N- 1661 : 80 m - Aderncia X1Y1
1 demo de tinta intermediria N-1202: 40 m - Aderncia Gr1
uma demo de tinta acabamento N-2628: 190 m.- Aderncia X0y0
Considerando que os demais parmetros para execuo da pintura esto
em conformidade
com as normas. Preencha o Relatrio de Inspeo de Pintura (RIP) e
identifique as no
conformidades existentes preenchendo o Relatrio de No
Conformidades, caso voc fosse este
inspetor de pintura.
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
26/55
EXERCCIO3:
RELATRIODE INSPEO
DE PINTURAINDUSTRIAL
FOLHA: RELATRIO:
1/1 001/06REVISO: DATA:
10/05/06
EMPRESA CONTRATADA: NOME DO CANDIDATO: N SEQUI:
AVULSO JOSEDA SILVA 171
1) PREP.SUPERFCIE:
X L. SOLV. L. MAN. L. MEC. J. LIG. J. COM X J. Q.B.
J. BR.
GRAU DE CORROSO: C RUGOSIDADE: 50 m TEMPERATURA DA PEA: 30 C
UMIDADE RELATIVA DO AR (URA): 60 % DATA: 10 / 05 / 06 HORA: 08 h
00 min
LIBERAOPARAPINTURAINSPETOR C.Q.: FISCALIZAO:
JOSEDA SILVA JOODA MATA
2) APLICAO DO ESQUEMA DE PINTURA E INSPEES:
ETAPAS DA INSPEO1 DEMO 2 DEMO 3 DEMO 4 DEMO 5 DEMO 6 DEMO
N-1661 N-1202 N-2628 N N N
A PREPARO DA TINTA A A A
B ESTADO SUPERFCIE A A A
C U. R. A (%) 62 % 65 % 70%
D TEMPERATURA PEA 30C 37C 35C
E REDUTOR * * *F MTODO APLICAO P.A R.A R.AG IN CIO DA PINTURA 10
/ 05 / 06 12/05/06 13/05/06 ___/___/___ ___/___/___ ___/___/___
(DIA E HORA) 08:30h 09:00h 08:00h ____:____h ____:____h
____:____h
HT RMINO DA PINTURA 10 /05/ 06 12/05/06 13/05/06 ___/___/___
___/___/___ ___/___/___(DIA E HORA) 12:00h 11:30h 13:00h ____:____h
____:____h ____:____h
I EXAME VISUAL A A A
J ESPESSURA SECA 80m 40m 190m
L TESTE ADERNCIA X1Y1 Gr1 XoYo
M T. DESCONTINUIDADE N/A N/A N/A
INSPETORC. Q.
DATA 12/05/06 13/05/06 14/05/06
RUBRICA &&&& &&&&
&&&&
3) OBSERVAES: *De acordocomas recomenda esdo fabricante.
4) RECOMENDAES:
5) LAUDO FINAL: APROVADO R REPROVADO PENDENTE VIDE REL. N.:
RNC:001/06
INSPETOR C. Q. SUPERVISOR C. Q. FISCALIZAO CERTIFICADORAN
RUBRICA N RUBRICA N RUBRICA N RUBRICA171DATA: &&&&
DATA: DATA: DATA:14/05/06
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
27/55
EXERCCIO4:
RELATRIODE NOCONFORMIDADERNCN:001/06
DATA: 14 / 05 / 06
NOME DO CANDIDATO: N SEQUI:
JOSEDA SILVA 171
DOCUMENTAO APLICVEL:
RIP- 001/06, N-13, N-442, N-2135, ABNT NBR- 11003
DESCRIO DA NO CONFORMIDADE::
E UMANOCONFORMIDADE,CONFORMEPREVISTONO ITEM7.7.1 DA N-13, A
TINTADE ACABAMENTODA N-2628 ESTAVA
COMREDUODE ESPESSURAABAIXODO ESPECIFICADOE NOFOI
APLICADAUMADEMOADICIONAL.
NA TINTAINTERMEDIARIAN-1202 O ITEM6.6.3 DA N-13
ESTABELECEQUEQUANDOFORTINTASRICASEM ZINCODEVE-SEUTILIZARO TESTEEM X
INCLUSIVENASDEMOSPOSTERIORES.
CAUSAS B SICAS:
FALTADE PROCEDIMENTO;FALTADE CONHECIMENTODASNORMAS;FALTADE
TREINAMENTODA MODE OBRA.
EMITENTE: COORDENADOR DE
REA:&&&&&&&&&&& ___
DISPOSI O:
CLIENTE
RESP. T CNICO: RESP. PELA DISPOSI O: PRAZO: ___
CLIENTE ___
A O CORRETIVA:
IPN - II
COORD. DA REA: RESP. A O CORRETIVA: PRAZO: ___IPN - II
___
VERIFICAO APS A CORREO:
IPN I / II
IPN I / II RESP. VERIFICA O: COORD. DE REA COORD. QUALIDADE:
ASS. DO EXAMINADOR:( ) APROVADO IPN I / II ___ ___
( ) REPROVADO
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
28/55
CURSO DE INSPETOR DE PINTURA
5.8. Anexos
Anexo A: Plano de Inspeo de Pintura
Anexo B: Procedimento para Tratamento de No-conformidade
Anexo C: Plano de Calibrao de Instrumentos
Anexo D: Ficha Individual de Calibrao de Instrumentos
Anexo E: Procedimentos de Execuo
Anexo F: Procedimentos de Inspeo
ABRACO, Associao Brasileira de CorrosoAvenida Venezuela, 27 sala
414 - Rio de Janeiro RJ
[email protected] Tel 21-25161962
mailto:[email protected]:[email protected]:[email protected]
-
7/27/2019 5 - Abraco Mdulo V
29/55
AnexoA - Planode Inspeode Pintura
29- 29 -
-
7/27/2019 5 - Abraco Mdulo V
30/55
30
-
7/27/2019 5 - Abraco Mdulo V
31/55
31
-
7/27/2019 5 - Abraco Mdulo V
32/55
AnexoB ProcedimentoPara Tratamentode No-conformidade
NDICE
1. Objetivo
2. Definies
3. Procedimento
4. Fluxograma para Tratamento de No Conformidade de Servio
1. OBJETIVO
Descrever todas as aes necessrias para controle, reteno ou no e
liberao de qualquer
item no conforme existente.
2. DEFINIES
Ponto de Espera ou Reteno: o estgio do servio que dever ser
paralisado no aguardo da
soluo de inspeo e aceitabilidade pelo inspetor de pintura. Os
trabalhos s podero prosseguir
mediante liberao pelo controle.
Ponto de Inspeo: o estgio do servio onde as atividades de inspeo
so realizadas afim de
verificao da conformidade dos servios.
No Conformidade: uma deficincia de caractersticas ou documentao
exigida pelas normas ou
procedimentos da obra ou condio contratual que sendo inaceitvel,
exige ao corretiva.
Ao Corretiva: Conjunto de medidas que visam a correo de uma no
conformidade.
3. PROCEDIMENTO
Toda vez que o inspetor de pintura observar uma ocorrncia ou
anormalidade no prevista no
procedimento de execuo ou normas dos servios ou nas normas da
empresa contratante, ele abrir
um relatrio de conformidade (RNC) de servio.
32
-
7/27/2019 5 - Abraco Mdulo V
33/55
Em paralelo, o inspetor abrir em um formulrio especfico, o
controle de emisso de relatrios de
no conformidades emitidas.
Dependendo do nvel de comprometimento da no conformidade gerada,
os servios devero ou
no ficar paralisados at a emisso das aes corretivas e aprovao
pela fiscalizao.
Registrar a rea ou local de ocorrncia e se necessrio fazer um
croqui do equipamento.
Datar o dia da ocorrncia da no conformidade e se houver
paralisao dos servios ou no.
Aps a descrio da no conformidade, o registro dever ser assinado
pelo inspetor de pintura e
enviado para o Coordenador do Controle da Qualidade afim de
emitir as medidas corretivas
necessrias.
Aps a emisso das medidas corretivas, o coordenador dever datar e
assinar no local devidamente
posicionado e enviar o relatrio para a fiscalizao com intuito de
tomar conhecimento do problema e
dar o de acordo ou no da medida corretiva proposta.
Aps conhecimento e comentrio da fiscalizao, o documento,
devidamente assinado para fiscal,
dever voltar para o controle da qualidade onde ser registrado se
a medida corretiva foi ou no
executada. Este item ser preenchido pelo inspetor de pintura e
pela Coordenao do Controle da
Qualidade.
Aps o fechamento do relatrio da no conformidade, o inspetor
dever dar baixa, neste documento,
no controle de emisso de no conformidade.
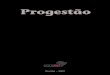
4. FLUXOGRAMAPARATRATAMENTODE NOCONFORMIDADE
33
SIM
NO
EXISTE
N.C.?
DETECO DEIRREGULARIDADE
COMUNICAR AOCONTROLE DAQUALIDADE
PARALIZAR OSERVIO ESEGREGAR OITEM
1
CORRIGIR PELOPROCESIMENTOESCRITO
EMISSO DERELATRIO
PROPORAOCORRETIVA
ENVIAR COPIAPARA OCLIENTE
EXECUTARAO
CORRETIVA
EMITIRR.N.C. 21
2INSPECIONAR O
ITEMENCERRARR.N.C COM
ASSINATURAS
DISTRIBUIRCPIAS
ARQUIVARR.N.C.
-
7/27/2019 5 - Abraco Mdulo V
34/55
AnexoC Planode Calibraode Instrumentos
34
-
7/27/2019 5 - Abraco Mdulo V
35/55
AnexoD Ficha Individualde Calibraode Instrumentos
35
-
7/27/2019 5 - Abraco Mdulo V
36/55
AnexoE Procedimentosde Execuo
CONTROLEDE REVISES
REV DATA RESUMODA REVISO ELABORADO APROVADO
0 18/05/06 Emisso para treinamento curso N II Grupo 01
36
-
7/27/2019 5 - Abraco Mdulo V
37/55
INFORMAESNECESSRIASNO DOCUMENTO
PROCEDIMENTODE EXECUO
ExemploPETROBRAS
1. OBJETIVO
Este procedimento tem como objetivo estabelecer os critrios para
a execuo dos servios
de tratamento de superfcies de ao por meio de jateamento
abrasivo e pintura interna de esfera de
GLP.
2. DOCUMENTOSAPLICVEIS
Normasda PETROBRAS
N-5, N-9 , N-13, N-1204 , N-1288, N-1375, N- 2135, N-2136,
N-2137, N-2629, N-2630.
NormasABNT
NBR-11003, NBR-12311, NBR-15156.
NormasISO
ISO-8501-1.
3. RECEBIMENTODE TINTAS
O recebimento de tintas ser efetuado conforme Procedimento de
Recebimento PR 001
Rev 00 do grupo 1.
4. ARMAZENAMENTO
O armazenamento de tintas e materiais correlatos ser efetuado
conforme Procedimento de
Armazenagem PA 001 Rev 01 do grupo 1.
5. RECEBIMENTODE ABRASIVOS
O recebimento de tintas ser efetuado conforme Procedimento de
Recebimento de Abrasivos
PRA 001 Rev 00 do grupo 1.
37
-
7/27/2019 5 - Abraco Mdulo V
38/55
6. PREPARAODA SUPERFCIEPARAJATEAMENTO:
Remover das reas detectadas e demarcadas pela inspeo, todos os
contaminantes por
meio de limpeza fsico-qumica, a superfcie aps a preparao dever
estar isenta de leo, graxa,
gordura, respingos de solda, cantos vivos e outras substncias
nas reas determinadas.
7. TRATAMENTODE SUPERFCIE:
O grau de preparao da superfcie aps o jateamento devera atender
ao padro Sa 2 1/2 ,
(Limpeza por jateamento abrasivo ao metal quase branco,conforme
norma PETROBRAS N-9 e que
corresponda ao padro fotogrfico da norma ISO 8501-1).
Aps o jateamento, a superfcie deve ser limpa por meio de escova,
aspirador de p ou jato
de ar seco, de forma a remover da superfcie gros de abrasivos e
poeira.
8. APLICAODE TINTAS
8.1. RecomendaesGerais
Quando o intervalo de re pintura for ultrapassado, a demo
anterior receber um lixamento leve
(quebra de brilho) para melhorar a ancoragem da demo
subseqente.
Durante a aplicao e a secagem das tintas, ser tomado o cuidado
para evitar a contaminao da
superfcie, por cinzas, poeira e outros materiais existentes.
Em cordes de solda dever ser aplicada uma demo de reforo antes
de cada demo.
Antes da aplicao de cada uma das demos devero ser eliminados
qualquer tipo de poeiras e
outros contaminantes existentes sobre a demo anteriormente
aplicada.
As diferentes etapas de execuo dos servios s sero executadas aps
inspeo e liberao do
inspetor responsvel.
8.2. Mistura, Homogeneizaoe Diluio.
Toda a tinta ou componente deve ser homogeneizado, em seus
recipientes antes e durante a
mistura e, na aplicao deve ser agitado freqentemente a fim de
manter o pigmento em suspenso;
38
-
7/27/2019 5 - Abraco Mdulo V
39/55
A homogeneizao deve ser processada no recipiente original, no
devendo a tinta ser
retirada do mesmo, enquanto todo o pigmento no for incorporado
ao veculo, admitindo-se,
entretanto, que uma parte do veculo possa ser retirada
temporariamente para facilitar o processo de
homogeneizao;
Caso haja dificuldade na disperso do pigmento sedimentado, a
tinta no deve ser utilizada;
A operao de mistura em recipientes abertos deve ser feita em
local bem ventilado e distante
de centelhas ou chamas;
A utilizao de fluxo de ar sob a superfcie da tinta, com a
finalidade de mistur-la ou
homogeneiz-la no permitida em nenhum caso;
A mistura, homogeneizao e diluio s devem ser feitas pr ocasio da
aplicao;
Nas tintas de dois ou mais componentes de cura qumica, deve ser
respeitado o tempo de induo e o
tempo de vida til aps a mistura (pot-life).
9. ESQUEMADE PINTURACONDIO4 da NormaN 1375Rev F
9.1 - Tinta de Fundo
Aplicar uma demo de Tinta Epxi Fosfato de Zinco de Alta
Espessura ,Norma Petrobras N-
2630, por meio de rolo, trincha ou pistola sem ar com espessura
mnima de 100 m (cem
micrometros) de pelcula seca.
O intervalo para aplicao da demo subseqente ser no mnimo 16
horas e mximo de 48
horas.Caso o intervalo mximo de re pintura seja ultrapassado
dever ser efetuado um lixamento para
quebra de brilho e abertura de perfil de ancoragem.
9.2 - Tinta de Acabamento
Aplicar duas demos de Tinta de Acabamento Epxi sem
Solvente,Norma Petrobrs N
2629, por meio de rolo ou pistola sem ar com espessura mnima de
150 m (cento e cinqenta
micrometros) de pelcula seca por demo, sendo que a primeira de
mo dever ser na cor verde
pastel (3582) e a segunda demo na cor branca (0095). A segunda
demo dever ser aplicada assim
que a primeira demo estiver seca ao toque.
Como alternativa a tinta de acabamento, desde que seja
recomendao do fabricante poder
ser aplicada diretamente sobre a superfcie tratada e em duas
demos com espessura mnima de 200
m (duzentos micrometros) por demo.
39
-
7/27/2019 5 - Abraco Mdulo V
40/55
9.3 Testede Descontinuidade
Dever ser feito o controle de continuidade com emprego de
detector de descontinuidade
(holiday detector), de acordo com a norma N-2137.
10 - SEGURANA:
Para a execuo dos servios de tratamento e pintura devero ser
seguidos os
procedimentos para trabalhos em ambientes confinados, conforme
PS 001 e para execuo de
servios em altura, conforme PS 002.
40
-
7/27/2019 5 - Abraco Mdulo V
41/55
AnexoF Procedimentosde Inspeo
PROCEDIMENTOPARAREALIZAODO TESTEDE DESCONTINUIDADE
DE PELCULASECADE TINTA
RefernciaPETROBRAS
OBJETIVO:
Este procedimento visa padronizar a realizao do teste de
descontinuidade de pelcula seca
de tinta.
APLICAO:
Este procedimento aplicvel na execuo de teste de determinao de
descontinuidade,
sempre que a norma de pintura do equipamento ou tubulao assim
exigir.
PALAVRAS CHAVES:
Descontinuidade;
Teste;
Holiday Detector;
SUMRIO
1.0 Documentos de Referncia
2.0 Segurana Fsica e operacional
3.0 Aparelhagem e materiais necessrios
4.0 Execuo
5.0 Registro de resultados
6.0 Anexo
41
-
7/27/2019 5 - Abraco Mdulo V
42/55
1. DOCUMENTOSDE REFERNCIA
1.1 Normas Petrobras
N-13 Aplicao de tinta
N-2137 Determinao de descontinuidade em pelcula seca de
tinta
1.2 National association of corrosion engineer
RP-02-74 Recommended practice high voltage eletrical inspection
of pipeline coatings prior to
installation
RP-188-88 Standard recommended practice discontinuity ( holiday
) testing of Protective
coatings
1.3 Pintura industrial na proteo anticorrosiva
Laerce de Paula Nunes
Alfredo Carlos D. Lobo
1.4 Pintura industrial aplicada
Ney Vieira Nunes
2. SEGURANAFSICAE OPERACIONAL
2.1 No permitida a utilizao de detector de descontinuidades em
dias em que haja perigo de
descargas atmosfricas.
2.2 No caso de realizao do teste em ambiente confinado, dever
ser verificado a explosividade,
uma vez que eventuais vapores desprendidos durante a cura da
tinta, podem se apresentar em
concentraes em que haja risco de exploses.
42
-
7/27/2019 5 - Abraco Mdulo V
43/55
2.3 Durante a realizao do teste de descontinuidade, dever-se-
ter o cuidado de no tocar na
escova metlica do aparelho, pois esta se tocada causar forte
choque eltrico.
3. APARELHAGEME MATERIAISNECESSRIOS
3.1 Para sistemas de pintura com espessura de pelcula seca at
150 micrometros.
gua salgada (eletrlito).
Trapo e solvente.
Medidor de espessura seca.
Aparelho detector de tenso constante, via mida, com 67,5 volts,
com preciso de 5%.
3.2 Para sistemas de pintura com espessura de pelcula seca maior
que 150 micrometros at 1000
micrometros.
Medidor de espessura seca
Trapo e solvente
Aparelho detector de tenso varivel, via seca, com variao contnua
ou com TAPS constantes de
no mximo 500 volts, com faixa de operao de 500 a 5000 volts, com
preciso de 5%.
3.3 Para sistemas de pintura com espessura de pelcula seca acima
de 1000 micrometros.
Medidor de espessura seca
Trapo e solvente
Aparelho detector de tenso varivel, via seca, com variao contnua
ou TAPS constantes de no
mximo 1000 volts, com faixa de operao de 3000 a 15000 volts, com
preciso de 2%.
OBS: Qualquer que seja o aparelho utilizado, este dever estar
aferido e calibrado.
4. EXECUO
4.1 Realizao do teste
43
-
7/27/2019 5 - Abraco Mdulo V
44/55
-
7/27/2019 5 - Abraco Mdulo V
45/55
O cabo terra do aparelho, dever ser alterado em uma parte do
equipamento em que no possua
revestimento e que esteja em contato direto com a superfcie
pintada
Caso no seja impossvel executar a orientao do item anterior,
dever ser removido o
revestimento de uma pequena regio, a fim de propiciar o
aterramento.
Selecionar na superfcie a ser testada uma regio isenta de falhas
visuais e com espessura idntica
especificada para o sistema de pintura.
Lixar superficialmente a pelcula da tinta uma rea mnima de 25
cm2 de modo a reduzir a
espessura de 20% da espessura original;
Passar a escova metlica do aparelho detector (superfcies planas
ou cilndricas de grande
dimetro) ou a mola (superfcies cilndricas de pequeno dimetro),
inicialmente com uma voltagem
mnima, elevando-se a tenso de 500 em 500 volts at o disparo do
alarme ou at um mximo de
15000 volts.
Diminuir a tenso de 500 volts e em seguida passar a escova ou
mola nas regies lixada e no
lixada.
A mola ou a escova metlica dever manter contato com a superfcie
pintada durante o tempo total
em que realizado a regulagem do aparelho e o ensaio propriamente
dito.
O aparelho deve ser passado na superfcie pintada com velocidade
mxima de 20 cm/s.
O aparelho estar regulado quando o alarme soar na regio lixada e
no soar na regio no lixada.
Se no ocorrer o descrito no item anterior, diminuir
gradativamente a espessura da regio lixada e
repetir a passagem do aparelho sobre as reas lixadas e no
lixadas, at atender ao item anterior.
A R.P-02-74 seo 3 item 3.2 recomenda a utilizao da frmula
abaixo, para clculo da voltagem
de teste
V= 248,03 t
Ao se examinar a superfcie pintada, o soar do alarme denota a
existncia de descontinuidade
OBSERVAO: A utilizao do aparelho de alta tenso, para esquemas de
pintura de baixa
espessura, no recomendado porque a corrente pode perfurar a
pelcula de tinta, por menor que
seja a voltagem regulada no aparelho.
5. REGISTRODE RESULTADOS
Aps o trmino do teste, dever ser preenchido o formulrio em
anexo, constante neste
procedimento.
45
-
7/27/2019 5 - Abraco Mdulo V
46/55
46
-
7/27/2019 5 - Abraco Mdulo V
47/55
6. ANEXO
47
-
7/27/2019 5 - Abraco Mdulo V
48/55
Procedimento de Inspeo para Ensaio de Aderncia
PI EA 001/06
_____________________________________________________________________________________
SUMRIO
1. OBJETIVO
2. NORMAS DE REFERNCIA
3. CRITRIOS DE AMOSTRAGEM
4. INSPEES A SEREM REALIZADAS
5. APARELHAGEM E INSTRUMENTOS
6. CRITRIO DE ACEITAO OU REJEIO
7. REGISTROS DA QUALIDADE
8. ANEXOS
PI-EA-001/06 Rev.: 00 Data: 18/05/06 Pgina 01 de 06
48
-
7/27/2019 5 - Abraco Mdulo V
49/55
DOCUMENTO CONTROLADO. PROIBIDO REPRODUO
Procedimento de Inspeo para Ensaio de Aderncia
PI EA 001/06
_____________________________________________________________________________________
1. OBJETIVO
Este procedimento tem por objetivo fixar diretrizes para
realizao de inspeo e ensaio de adernciaem pelculas secas de
tintas.
2. NORMAS DE REFERNCIA
N 13 Aplicao de tinta ABNT NBR 11003 Tintas Determinao da
Aderncia ASTM D1000
3. CRITRIOS DE AMOSTRAGEM
Para a definio do nmero de testes a serem realizados, alguns
parmetros devem ser avaliados,tais como Natureza da superfcie,
presena ou no de zinco e espessura da pelcula seca. Na tabela1 so
definidas as condies de amostragens para cada caso especfico.
Tabela 1 Definio da amostra a ser ensaiada
Natureza da
superfcie
Tinta de
Fundo
Espessura da
pelcula seca Mtodo Amostra
Tubulao - EFS < 100mMtodo
B1 teste a cada 100 m ou frao
do comprimento
Tubulao - EFS > 100mMtodo
A1 teste a cada 100 m ou frao
do comprimento
TubulaoRica emZinco *
-Mtodo
A1 teste a cada 100 m ou frao
do comprimentoEquipamentos ou
estruturas- EFS < 100m
MtodoB
10% da rea pintada em valorabsoluto
Equipamentos ou
estruturas
- EFS > 100mMtodo
A
10% da rea pintada em valor
absolutoEquipamentos ouestruturas
Rica emZinco *
-Mtodo
A10% da rea pintada em valor
absoluto
49
-
7/27/2019 5 - Abraco Mdulo V
50/55
PI-EA-001/06 Rev.: 00 Data: 18/05/06 Pgina 02 de 06DOCUMENTO
CONTROLADO. PROIBIDO REPRODUO
Procedimento de Inspeo para Ensaio de Aderncia
PI EA 001/06
_____________________________________________________________________________________
O teste de aderncia deve ser executado na superfcie ou em corpos
de prova posterior ao tempomnimo de secagem para repintura de cada
demo. Para a utilizao de corpos de prova necessrio que estes sejam
simultaneamente submetidos ao mesmo esquema de pintura dasuperfcie
em questo.
(*) Obs: Para tintas de fundo ricas em zinco, a base de
silicatos, o teste de aderncia (mtodo A) deveser realizado para as
demos posteriores, independentemente da espessura de pelcula de
cadademo.
Quando no for possvel a realizao dos testes em corpos de prova,
o teste pode ser realizado nasuperfcie que est sendo revestida e a
superfcie danificada deve ser adequadamente retocada.
4. INSPEES A SEREM REALIZADAS
Ambos os ensaios devem ser realizados temperatura de (25 + 5) C
e umidade relativa mxima de70%.
4.1 MTODO A (Corte em X)
4.1.1Selecionar uma rea a mais plana possvel, livre de
imperfeies, limpa e seca
4.1.2 Utilizando um lpis ou marcador que no danifique a pintura,
traar um retngulo com asdimenses (14 mm x 38 mm).
4.1.3 Executar com a aparelhagem indicada em 5.1 dois cortes
interligando os vrtices do retngulo.
4.1.4 Verificar se o substrato foi atingido, com auxlio de uma
lupa com aumento de sete vezes,observando-se o brilho nos cortes.
Caso o substrato no tenha sido atingido, escolher outro local
eexecutar novos cortes.
4.1.5 Remover duas voltas completas da fita no incio de cada
srie de ensaios e descartar.
4.1.6 Remover para o ensaio, de maneira uniforme e contnua, mais
10 cm de fita e aplic-la nocentro da interseo, na direo dos ngulos
menores.
50
-
7/27/2019 5 - Abraco Mdulo V
51/55
PI-EA-001/06 Rev.: 00 Data: 18/05/06 Pgina 03 de 06DOCUMENTO
CONTROLADO. PROIBIDO REPRODUO
Procedimento de Inspeo para Ensaio de Aderncia
PI EA 001/06
_____________________________________________________________________________________
4.1.7 Alisar a fita com o dedo na rea das incises e em seguida
esfregar firmemente a borracha nosentido longitudinal da fita para
se obter uma uniformidade na transparncia da fita aplicada.
4.1.8 Remover a fita, decorrido 1minuto e 30 segundos da
aplicao, puxando-a firme econtinuamente com velocidade de 20 cm/s e
um ngulo de 180.
4.1.9 Avaliao: Examinar a rea ensaiada, quanto ao destacamento,
logo aps a remoo da fita,classificando a aderncia de acordo com a
NBR 11003.
4.2 MTODO B (Corte em Grade)
4.2.1 Selecionar uma rea plana, livre de imperfeies, limpa e
seca.
4.2.2 Executar, com um dos dispositivos citados em 5.2 cortes
cruzados em ngulo reto, de modo aalcanar o substrato, formando-se
grade totalizando 25 quadrados.
4.2.3 Verificar se o substrato foi atingido, com auxlio de uma
lupa com aumento de sete vezes,observando-se o brilho nos
cortes.
4.2.4 Remover os resduos provenientes do corte, antes da colocao
da fita com auxlio de um pincelcom cerdas macias.
4.2.5 Remover duas voltas completas da fita no incio de cada
srie de ensaios e descartar.
4.2.6 Remover para o ensaio, de maneira uniforme e contnua, mais
10 cm de fita e aplic-la naregio quadriculada em um dos
sentidos.
4.2.7 Alisar a fita com o dedo na rea quadriculada e em seguida
esfregar firmemente a borracha nosentido longitudinal da fita para
se obter uma uniformidade na transparncia da fita aplicada.
4.1.8 Remover a fita, decorrido 1minuto e 30 segundos da
aplicao, puxando-a firme econtinuamente com velocidade de 20 cm/s e
um ngulo de 180.
4.1.9 Avaliao: Examinar a rea ensaiada, quanto ao destacamento,
logo aps a remoo da fita,classificando a aderncia de acordo com a
NBR 11003.
51
-
7/27/2019 5 - Abraco Mdulo V
52/55
PI-EA-001/06 Rev.: 00 Data: 18/05/06 Pgina 04 de 06
DOCUMENTO CONTROLADO. PROIBIDO REPRODUO
Procedimento de Inspeo para Ensaio de Aderncia
PI EA 001/06
_____________________________________________________________________________________
5. APARELHAGEM E INSTRUMENTOS
Fita adesiva, semitransparente, de 25 mm de largura, com
adesividade de (32 + 4) g/mm,conforme ASTM D 1000
Lpis ou marcador Borracha Lupa com aumento de sete vezes
5.1 Para o mtodo A Corte em X
Dispositivo de corte A: Lmina de ao, de aproximadamente 10mm de
largura e ngulo decorte com cerca de 17 (conforme NBR 11003)
5.2 Para o mtodo B Corte em Grade
Para o mtodo B Corte em grade so permitidos dois tipos de
dispositivos de corte:
Dispositivo de corte B: conjunto de seis gumes com distncia de
1mm (conforme NBR 11003). Dispositivo de corte C: conjunto de seis
gumes com distncia de 2 mm (conforme NBR
11003).
6. CRITRIOS DE ACEITAO E REJEIO
O resultado do teste de aderncia deve ser comparado com os
padres visuais da norma ABNT NBR11003 obedecendo aos seguintes
critrios:
6.1 Para testes de aderncia realizados pelo mtodo A, abaixo os
critrios tcnicos qualitativos paraaceitao:
a) Avaliao ao longo das incises: X1 (mximo).b) Para tintas de
fundo ricas em zinco: X2 (mximo).c) Avaliao na interseo dos cortes:
Y2 (mximo).
6.2 Para testes de aderncia realizados pelo mtodo B, o mximo
para aceitao deve ser o GR1.
52
-
7/27/2019 5 - Abraco Mdulo V
53/55
PI-EA-001/06 Rev.: 00 Data: 18/05/06 Pgina 05 de 06DOCUMENTO
CONTROLADO. PROIBIDO REPRODUO
Procedimento de Inspeo para Ensaio de Aderncia
PI EA 001/06
_____________________________________________________________________________________
6.3 Para o caso de reprovao do teste, deve-se repetir em 2
pontos distanciados de 1m do testeanterior. Estes 2 testes no devem
ser considerados como amostra definida na tabela1. Caso umdos
testes apresentem valores abaixo do esperado (itens 6.1 e 6.2),
toda a pintura correspondente esta inspeo deve ser rejeitada.
7. REGISTROS DA QUALIDADE
REA 001 Relatrio de ensaio de aderncia
8. ANEXOS
NO APLICVEL
53
-
7/27/2019 5 - Abraco Mdulo V
54/55
PI-EA-001/06 Rev.: 00 Data: 18/05/06 Pgina 06 de 06DOCUMENTO
CONTROLADO. PROIBIDO REPRODUO
54
-
7/27/2019 5 - Abraco Mdulo V
55/55
BIBLIOGRAFIA
M.E. Almeida, Guia sobre proteo anticorrosiva na indstria
automvel, 2000.
J. Fazenda, Tintas e vernizes Cincia e tecnologia, So Paulo,
2005.
V. Gentil, Corroso, Rio de Janeiro, 2003.
C.G. Munger, Corrosion prevention by protective coatings,
Houston, 1999.
L.P. Nunes, Pintura industrial na proteo anticorrosiva, Rio de
Janeiro, 1998.
P.R. Roberge, Protective coatings, in Corrosion basics An
introduction, Houston, 2006, pp. 411-466.
D.G. Weldon, Failure analysis of paints and coatings,
Chichester, 2005.