Embed Size (px)
Citation preview

OBTENCION DE UN SÓLIDO POROSO A PARTIR DE LODOS DE PLANTA DE
TRATAMIENTO DE AGUAS RESIDUALES
TOMAS URIBE MORENO
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA QUÍMICA Bogotá
2005

OBTENCION DE UN SÓLIDO POROSO A PARTIR DE LODOS DE PLANTA DE
TRATAMIENTO DE AGUAS RESIDUALES
TOMAS URIBE MORENO
Tesis para la obtención del título
NESTOR ROJAS JUAN CARLOS MORENO
Asesores
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA QUÍMICA Bogotá
2005

NOTA DE ACEPTACIÓN
___________________________
___________________________
___________________________
___________________________
___________________________
___________________________
___________________________
Firma del presidente del Jurado
___________________________
Firma del jurado
___________________________
Firma del jurado
Bogotá, 27 de Enero de 2005

AGRADECIMIENTOS
Gracias A mis padres y hermano, apoyo incondicional, motivación y guía para
todo el camino que he decidido emprender en mi vida.
Gracias a mi abuelo y a las infinitas preguntas que me respondió en la infancia y
aún ahora. Gracias por haberme mostrado lo maravillosa que es la naturaleza.
Gracias por haberme abierto los ojos a la ciencia.
Gracias al Departamento de Ingeniería Química. Muy especialmente a Martica y
Cristina. Por supuesto a mi excelente y siempre amable Asesor Néstor.
Gracias al Departamento de Química. A Jaime, José, Eder, Glorita y Luis Fdo. Y
gracias al Profesor Juan Carlos por su alentadora energía positiva.

TABLA DE CONTENIDO
0. INTRODUCCIÓN Y PLANTEAMIENTO DEL PROBLEMA 1
1. MARCO TEÓRICO 3
1.1 CARBÓN ACTIVO 3
1.2 LODOS DE PLANTAS DE TRATAMIENTO DE AGUAS RESIDUALES
(PTAR) 9
1.3 INFORMACIÓN ACERCA DE LOS CONTAMINANTES CROMO (VI) Y
PLOMO (II) Y SU RELEVANCIA EN LA PROBLEMÁTICA AMBIENTAL LOCAL
12
2. METODOLOGÍA 16
2.1 CARACTERIZACIÓN DE LA MATERIA PRIMA. 17
2.2 OBTENCIÓN DE UN CARBÓN ACTIVO POR ACTIVACIÓN QUÍMICA A
PARTIR DE LODOS PTAR 19
2.3 CARACTERIZACIÓN DE LOS CAS OBTENIDOS 20
2.4 EVALUACIÓN DE LOS CAS OBTENIDOS EN LA REMOCIÓN DE CR (VI) Y
PB (II) DE SOLUCIONES ACUOSAS 23
2.5 ANÁLISIS ECONÓMICO DE LA PRODUCCIÓN DE CARBÓN ACTIVO A PARTIR DE LODOS PTAR 29
3. RESULTADOS Y ANÁLISIS 30
3.1 CARACTERIZACIÓN DE LA MATERIA PRIMA 30
3.2 OBTENCIÓN DE CARBONES ACTIVOS 33
3.3 CARACTERIZACIÓN DE LOS CARBONES ACTIVOS OBTENIDOS 34
3.4 EVALUACIÓN DE LOS CARBONES ACTIVOS OBTENIDOS EN LA
REMOCIÓN DE Pb+2 y Cr+6 43
4. DISCUSIÓN DE LOS RESULTADOS 54
5. ANÁLISIS ECONÓMICO 55
5.1. SITUACIÓN DEL MERCADO DEL CA EN COLOMBIA. 55

5.2 ANÁLISIS FINANCIERO 56
6. CONCLUSIONES 97
7. RECOMENDACIONES PARA FUTUROS TRABAJOS 99
8. APORTES A LA FORMACIÓN DE INGENIERO 100
9. BIBLIOGRAFÍA 101

LISTA DE TABLAS
Tabla 1: Contenido de Carbono de las materias primas utilizadas en la producción
de Carbones Activos
Tabla 2: Composición típica de lodos PTAR en Colombia y en los Estados Unidos
Tabla 3: Volumenes (ml) de las alícuotas de la solución madre necesarios para
prepar las soluciones patrón
Tabla 4: Descripción de las soluciones requeridas para la determinación de las
Isotermas de Adsorción desde Solución
Tabla 5: Especificaciones técnicas para la lectura de Absorción Atómica
Tabla 6: Contenido de cenizas en los lodos investigados
Tabla 7: Contenido de cenizas de algunos materiales utilizados comúnmente para
la fabricación de carbones activos
Tabla 8: Contenido de metales en los lodos determinado mediante la técnica de
absorción atómica
Tabla 9: Rendimientos obtenidos para los CAs fabricados utilizando diferentes
agentes activantes
Tabla 10: Contenido de cenizas de los CAs obtenidos utilizando como agente
activante tanto ZnCl2, como H3PO4.
Tabla 11: Contenido de metales determinado mediante absorción atómica para los
CAs obtenidos
Tabla 12: Porcentajes de remoción de Cr+6 y Pb+2 de diferentes CAs.
Tabla 13. Masa de ión retenida por masa de CA hasta llegar a saturación del CA
Tabla 14: Demanda de CA en Colombia entre los años 1990 y 2000
Tabla 15: Cuadro comparativo de los conceptos presentados por Peters y
Timmerhaus y el Manual del Ing. Químico de Perry sobre los tipos de secadores
aptos para el secado de lodos y pastas
Tabla 16: Determinación del Costo Total de Capital mediante el método del
"Porcentaje del Costo de Equipos Entregados"

Tabla 17: CMO anuales para el proceso de producción propuesto
Tabla 18: Requerimientos de potencia según tipo de agitación para agitadores de
hélice y de turbina []
Tabla 19: Cálculo de los requerimientos de electricidad de los tanques agitados
utilizados
Tabla 20: CMO anuales para el proceso de producción propuesto
Tabla 21 muestra el valor que representan cada uno de estos gastos, así como el
valor total anual (USD 32.400)
Tabla 22: Resumen de los diferentes rubros que componen el COM
Tabla 23: Depreciación de la Inversión de Capital Fijo calculada para un período
de 10 años según el método MACRS

LISTA DE FIGURAS
Figura 1: Representación esquemática de la estructura de capas del carbón activo
Figura 2: Representación esquemática de la estructura porosa de un gránulo de
carbón activo
Figura 3: Diagrama de bloques del proceso de producción de Carbón Activado por
Activación Física
Figura 4: Diagrama de bloques del proceso de producción de Carbón Activado por
Activación Química
Figura 5: Representación por diagrama de bloques de la metodología adoptada
para el presente trabajo
Figura 6: Figura del equipo utilizado para el Análisis Termogravimétrico
Figura 7: Fotografía del espectrómetro de infrarrojo utilizado
Figura 8: Fotografía del equipo utilizado para realizar la determinación del área
superficial y la distribución de poro de los CAs obtenidos
Figura 9: Fotografía del calorímetro de inmersión empleado
Figura 10: Formato de tabla de datos para la construcción de las Curvas de
Ruptura.
Figura 11: Análisis Termogravimétrico de los lodos estudiados
Figura 12: Espectro de Infrarrojo de los lodos investigados
Figura 13: Análisis Termogravimétrico del CA obtenido mediante activación con
ZnCl2
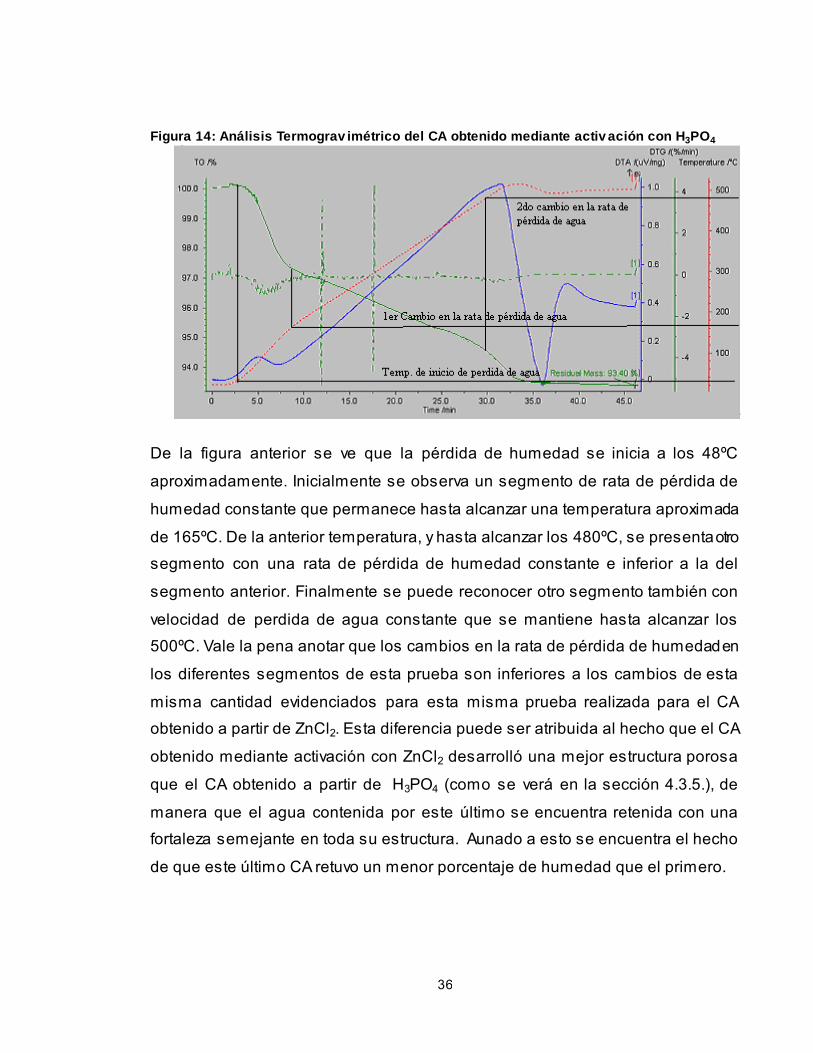
Figura 14: Análisis Termogravimétrico del CA obtenido mediante activación con
H3PO4
Figura 15: Espectro de Infrarrojo del CA obtenido por activación mediante cloruro
de zinc
Figura 16: Espectro de Infrarrojo del CA obtenido por activación mediante ácido
fosfórico

Figura 17: Isoterma de adsorción de N2 (77K) para el CA ZnCl2
Figura 18: Isoterma de adsorción de N2 (77K) para el CA H3PO4
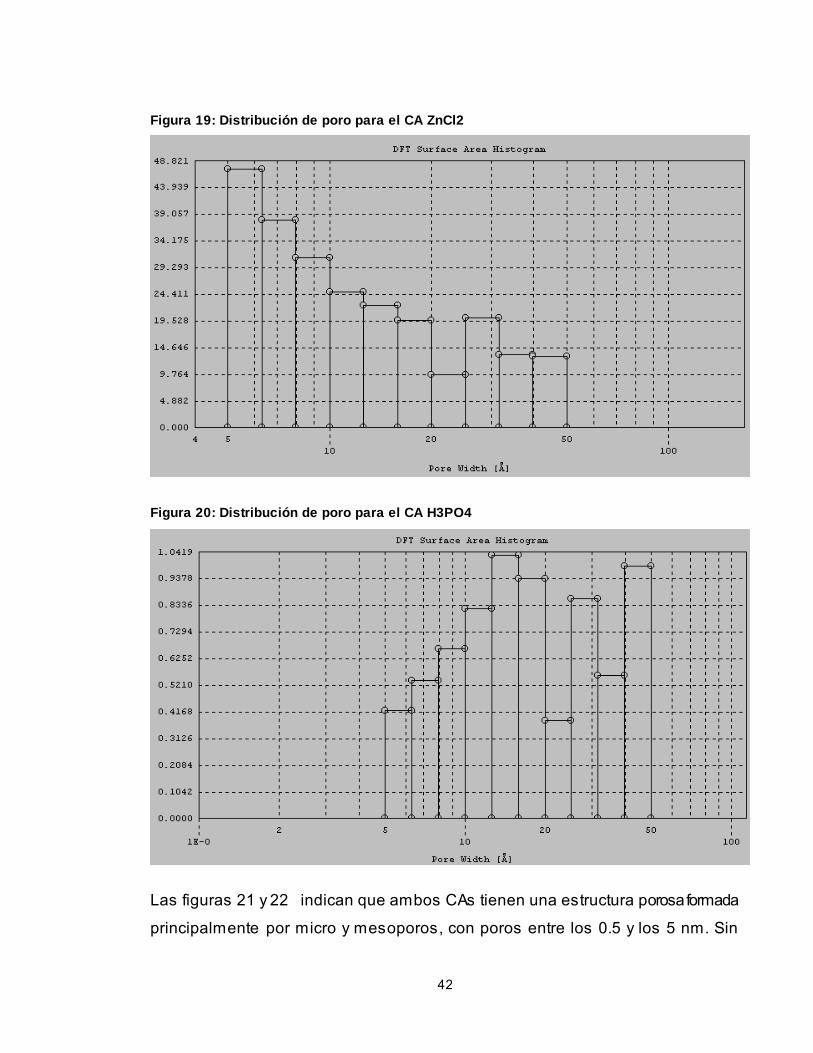
Figura 19: Distribución de poro para el CA ZnCl2
Figura 20: Distribución de poro para el CA H3PO4
Figura 21: Isotermas de solución del CA obtenido mediante activación con ZnCl2
Figura 22: Isotermas de solución del CA obtenido mediante activación con H3PO4
Figura 23: Isotermas de adsorción desde solución de Pb+2 determinadas para un
CA comercial (a) americano y (b) brasilero []
Figura 24: Isotermas de adsorción desde solución de Cr+6 determinadas para un
CA comercial (a) americano y (b) brasilero []
Figura 25: Gráfico de los calores liberados durante la inmersión de los CAs
obtenidos mediante activación con cloruro de zinc (CA ZnCl2) y con ácido fosfórico
(CA H3PO4) en soluciones de Pb+2 y Cr+6 a concentraciones de 10 ppm y 100
ppm
Figura 26: Gráfico de tres ejes de los calores liberados durante la inmersión de los
CAs obtenidos mediante activación con cloruro de zinc (CA ZnCl2) y con ácido
fosfórico (CA H3PO4) en soluciones de Pb+2 y Cr+6 a concentraciones de 10
ppm y 100 ppm
Figura 27: Curva de rompimiento del CA H3PO4 con solución de Pb+2
Figura 28: Curva de rompimiento del CA ZnCl2 con solución de Pb+2
Figura 29: Curva de rompimiento del CA H3PO4 con solución de Cr+6
Figura 30: Curva de rompimiento del CA ZnCl2 con solución de Cr+6
Figura 31: Diagrama de flujo de proceso propuesto para la producción de Carbón
Activo

0. INTRODUCCIÓN Y PLANTEAMIENTO DEL PROBLEMA
La purificación de aguas mediante Plantas de Tratamiento de Aguas Residuales
(PTAR) trae como consecuencia la generación de lodos, los cuales consisten de
materia orgánica, nutrientes y otros materiales (tales como metales pesados). En
nuestro país, la producción anual de lodos se estima en 100.000 toneladas1; en
los Estados Unidos, ésta se acerca a los 5.6 millones de toneladas en base seca2.
Las principales alternativas de disposición de lodos son la disposición en rellenos
sanitarios, la incineración, y la aplicación de estos para la fertilización o
acondicionamiento de suelos de agricultura o reforestación. La disposición en
rellenos sanitarios ha suscitado una creciente preocupación debido al agotamiento
acelerado de estos ocasionado por la enorme cantidad en que son generados los
lodos. Con respecto a la incineración, sus altos costos, así como la preocupación
incremental acerca de las emisiones gaseosas y la disposición de las cenizas,
impiden la masificación de esta alternativa para la disposición de lodos. Si bien el
60%3 de los lodos en los Estados unidos se dispone a través de la aplicación de
estos para fertilización o acondicionamiento de suelos, esta alternativa se practica
de manera escasa en nuestro país, debido a la carencia de una legislación que la
regule.
De este modo, dado el precario aprovechamiento que actualmente se le da a
estos lodos y las elevadas cantidades en que son producidos, resulta atractivo
buscar alguna alternativa que conlleve a la valorización de este residuo.
1 Información proporcionada por la empresa Sisvita Biotechnologies S.A. 2 Tomado el 22 de octubre de la página http://www.epa.gov/waterscience/biosolids/nas/complete.pdf 3 Tomado el 22 de octubre de la página http://www.epa.gov/waterscience/biosolids/nas/complete.pdf
Numerosos estudios han sido realizados para producir Carbón Activo (CA) a partir
de lodos provenientes de Plantas de Tratamiento de Aguas Residuales (o lodos
PTAR). Chen et al.4 lograron obtener por activación química con ZnCl2 un CA
producido a partir de lodos “con áreas superficales de microporo y mesoporo
destacables y capacidades de adsorción de fenol y tetracloruro de carbono
notables”. Martin et al.5 encontaron que la adición de CA obtenido a partir de lodos
de un sistema de tratamiento de aguas por medio de lodos activados,
incrementaba la remoción de fenol del 58% al 98.7% y la remoción de materia
orgánica del 87% al 93%.
Esta evidencia científica acerca de la viabilidad de producir CA a partir de lodos
PTAR, sumada a la carencia de alternativas para el aprovechamiento de este
residuo y a las elevadas cantidades en que es generado, son las razones que
motivan el tema de este trabajo, a saber, buscar obtener CA a partir de lodos
PTAR, caracterizar el producto obtenido, y evaluarlo en una aplicación en
particular.
Para el presente trabajo se escogió trabajar con lodos provenientes de la industria
cervecera, en particular, de Cervecería Leona. Esta decisión se tomó basada en
dos razones: (i) la elevada cantidad en que dicha empresa genera estos lodos
(900 ton/mes) y (ii) en el interés manifestado por Leona para buscar alguna
alternativa que conllevara a una reducción en los costos de disposición ($
20.000/ton) que debe asumir esta empresa por concepto de lodos.
Una vez escogida la materia prima, se procedió a caracterizarla. Luego se obtuvo
a partir de ella un CA por activación química, tanto con ZnCl2, como con H3PO4.
4 Chen, Xiaoge et al. Physical and chemical properties study of the activated carbon made from sewage sludge. Waste Management 22 (2002) 755-760. 5 Martin, M.J et al. Carbonaceous adsorbents from sewage sludge and their application in a combined activated sludge-powdered activated carbon (AS-PAC) treatment. www.elsevier.com/locate/carbon.

2
Se procedió a caracterizar el CA obtenido, y posteriormente a evaluar su
desempeño en la remoción de Pb+2 y Cr+6. Para finalizar, se realizó un breve
análisis sobre la viabilidad económica de producir CA a partir de lodos PTAR.

3
1. MARCO TEÓRICO
1.1 CARBÓN ACTIVO
El Carbón Activo (CA) es un material preparado para que tenga una elevada área
superficial (desde 300 m2/g hasta 4000 m2/g, según medida por el modelo BET).
Esta propiedad le permite adsorber una amplia variedad de compuestos, tanto en
fase gaseosa, como en corrientes líquidas. En la actualidad el CA es el adsorbente
más utilizado. Su fabricación y uso datan del siglo 196.
1.1.1 Fuentes de Carbón Activo. El CA es obtenido a partir de materias primas
con alto contenido de materia orgánica. Las principales fuentes para la fabricación
de CA son materiales carbonaceos, tales como madera, turba, carbones, coque de
petróleo, concha de coco y nueces de frutas. La tabla 1 presenta el contenido de
materia orgánica de las diferentes materias primas empleadas en la manufactura
del CA.
6 Yang, Ralph T. Adsorbents: Fundamentals and Applications. John Wiley and Sons, 2003. p.79.
4
Tabla 1: Contenido de Carbono de las materias primas utilizadas en la producción de Carbones Activ os 7
Materia Prima Contenido de Carbono (% p/p)
Madera suave 40-45Madera dura 40-42Lignina 35-40Concha de nueces 40-45Lignita 55-70Carbón suave 65-80Coque de petróleo 70-85Carbón semi-suave 70-75Carbón duro 85-95
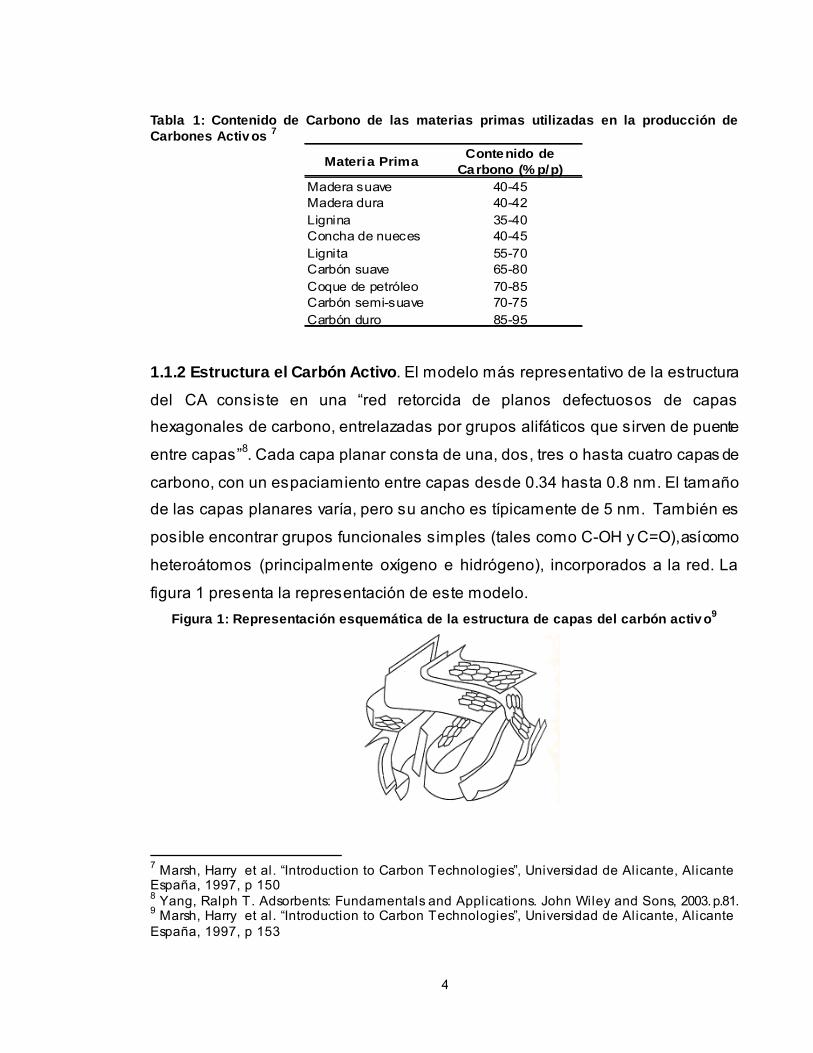
1.1.2 Estructura el Carbón Activo. El modelo más representativo de la estructura
del CA consiste en una “red retorcida de planos defectuosos de capas
hexagonales de carbono, entrelazadas por grupos alifáticos que sirven de puente
entre capas”8. Cada capa planar consta de una, dos, tres o hasta cuatro capas de
carbono, con un espaciamiento entre capas desde 0.34 hasta 0.8 nm. El tamaño
de las capas planares varía, pero su ancho es típicamente de 5 nm. También es
posible encontrar grupos funcionales simples (tales como C-OH y C=O), así como
heteroátomos (principalmente oxígeno e hidrógeno), incorporados a la red. La
figura 1 presenta la representación de este modelo. Figura 1: Representación esquemática de la estructura de capas del carbón activ o9
7 Marsh, Harry et al. “Introduction to Carbon Technologies”, Universidad de Alicante, Alicante España, 1997, p 150 8 Yang, Ralph T. Adsorbents: Fundamentals and Applications. John Wiley and Sons, 2003. p.81. 9 Marsh, Harry et al. “Introduction to Carbon Technologies”, Universidad de Alicante, Alicante España, 1997, p 153

5
A parte de su alta área superficial, otra característica distintiva del CA es su
capacidad de retener una amplia gama de compuestos. Esta baja selectividad se
debe a la estructura porosa del CA, la cual permite la retención de compuestos de
diversos tamaños. Dicha estructura está compuesta por tres tipos de poros:
Microporos: poseen un ancho inferior a los 2 nm. Su llenado ocurre a bajas
presiones relativas y “son los responsables de la fuerte capacidad adsortiva de los
CA”10.
Mesoporos: su ancho se encuentra entre los 2 y los 50 nm. Se derivan de los
macroporos y permiten el acceso a los microporos. En su interior ocurre
condensación capilar del adsorbato (cuando este se encuentra en forma gaseosa)
y formación de meniscos.
Macroporos: tienen un ancho superior a los 50 nm y a través de ellos se da el
acceso al resto de la estructura porosa. Su ancho impide que sean llenados por
condensación capilar. La figura 2 ilustra la estructura porosa de un CA.
Figura 2: Representación esquemática de la estructura porosa de un gránulo de carbón activ o11
Si bien el CA en general posee una baja especificidad para la adsorción, este
presenta una preferencia por compuestos apolares (debido a la naturaleza apolar
10 Rangel, David, Amaya, Bibiana. Obtención de Carbón Activado a partir de residuos lignocelulósicos y diseño de un adsorbedor para la retención de Cr+6 y Pb+2 en corrientes acuosas. Universidad de los Andes, 2004. 11 Marsh, Harry et al. “Introduction to Carbon Technologies”, Universidad de Alicante, Alicante España, 1997, p 154

6
de su superficie). Las principales fuerzas de adsorción son fuerzas de Van der
Waals entre la superficie del adsorbente y el adsorbato. Sin embargo, la presencia
de grupos funcionales en la superficie del CA permite la formación de atracciones
valentes adsorbente-adsorbato. De este modo, la modificación química de la
superficie del CA (por ejemplo, a través de oxidación con ácido nítrico) puede
alterar el carácter ácido o básico del CA y darle una mayor especificidad hacia
ciertos compuestos. Los grupos superficiales son “particularmente importantes
para adsorción en soluciones acuosas”12, ya que estos proporcionan al CA un
determinado grado de polaridad. Algunos de los principales grupos funcionales
encontrados en las superficies de los CAs son: cetónicos, aldehídicos, ácidos, etc.
1.1.3 Obtención del Carbón Activo. Existen dos métodos para la obtención del
CA: (i) Activación Física y (ii) Activación Química.
La Activación Física se realiza en dos etapas. La primera de ella, llamada
Carbonización, consiste en el calentamiento de la materia prima bajo una
atmósfera inerte (es decir, que no reacciona con el material carbonaceo, por
ejemplo de gas nitrógeno). Esta fase se da entre los 400 y los 500ºC y es cuando
se remueven las especies no carbonáceas y la mayor parte de la materia volátil,
para producir una masa fija de carbono conocida como CHAR. El CHAR se forma
por la condensación de compuestos aromáticos polinucleares y el rompimiento de
cadenas laterales. La segunda fase de este método, llamada Activación, es
durante la cual se le da la estructura porosa al CHAR, convirtiéndolo en CA. En
esta etapa, se utiliza como gas de arrastre bien sea vapor de agua o dióxido de
carbono, a una temperatura entre los 800 a los 1000ºC. En la figura 4 se ilustra el
proceso de producción de CA por activación física.
12Yang, Ralph T. Adsorbents: Fundamentals and Applications. John Wiley and Sons, 2003. p.86

7
Figura 3: Diagrama de bloques del proceso de producción de Carbón Activ ado por Activ ación Física
El segundo método de producción de CA, llamado Activación Química, consta
solamente de una etapa. Durante esta se calienta la materia prima (la cual ha sido
previamente impregnada con un agente deshidratante como ácido fosfórico,
hidróxido de sodio o cloruro de zinc) a temperaturas entre los 400 y los 800ºC,
bajo una atmósfera inerte. El agente deshidratante tiene como función degradar y
deshidratar los materiales celulósicos y, simultáneamente, prevenir el
encogimiento durante el tratamiento térmico.
Algunas de las ventajas de este método de activación sobre la Activación Física
son:
• Su simplicidad,
• El no requerimiento de temperaturas tan elevadas,
• Y la obtención de una estructura porosa mejor desarrollada.

8
La Activación Química es la más utilizada por la industria. En la figura 5 se ilustra
el proceso seguido por este método de activación. Figura 4: Diagrama de bloques del proceso de producción de Carbón Activ ado por Activ ación Química
1.1.4 Aplicaciones de los carbones activos. Algunos de los sectores en los
cuales CA tiene aplicación son presentados a continuación:
Aeronáutica
En cabinas de pintura usada, sistemas de recuperación de solventes, y
tratamiento de efluentes.

9
Agricultura
En la purificación de jugos, remoción de cenizas de jarabe de maíz, purificación de
azúcar de remolacha, de-colorización de endulzantes. También en la remoción de
pesticides y herbicidas de corrientes de agua.
Automotriz
En la remoción de emisiones de Compuestos Orgánicos Volátiles (COVs) del
terminado de superficies durante las operaciones de formado de metal.
Tratamiento de soluciones desengrasantes y solventes.
Biotecnología
En la aplicación optimizada de enzimas y separaciones cromatográficas.
Química
En la purificación, decolorización, separación, recuperación y catálisis.
Militar
En el tratamiento de emisiones de pintura de vehículos navales y militares;
purificación de aguas superficiales.
Termoplásticos
En la captura de emisiones fugitivas de COVs de las operaciones de formado del
plástico.
1.2 LODOS DE PLANTAS DE TRATAMIENTO DE AGUAS RESIDUALES
(PTAR) 1.2.1 Qué son los lodos PTAR y en qué cantidades se generan.
Una de las etapas del proceso de purificación de aguas mediante Plantas de
Tratamiento de Aguas Residuales consiste en la remoción de los sólidos

10
suspendidos en el agua a tratar. Estos sólidos son sedimentados y luego
removidos y se conocen comúnmente como lodos. La tabla 2 muestra la
composición típica de estos lodos.
Tabla 2 : Composición típica de lodos PTAR en Colombia y en los Estados Unidos
Compuesto Colombia (1) EEUU (2)Límite máximo
permitido por la EPA (2)
Arsénico (ppm) 0.47 4.9 41Cadmio (ppm) 2.78 25 39
Cobre (ppm) 180 616 1500Cromo (ppm) 849 178 No regulado Mercurio (ppm) 0.85 2.3 17Níquel (ppm) 65.4 71 420Plomo (ppm) 84 204 300S elenio (ppm) 0.46 6 100Zinc (ppm) 966.3 1285 2800Humedad (% ) 67 N.D. N.A.S ól idos volátiles (% ) 13,8 N.D. N.A.Nitrógeno total (%) 0,75 N.D. N.A.Nitrógeno orgánico (% ) 0,36 N.D. N.A.Nitrógeno amoniacal (% ) 0,45 N.D. N.A.Fósforo (% ) 0,51 N.D. N.A.Potasio (% ) 0,06 N.D. N.A.Unidades pH 7 N.D. N.A.
(1) Promedio ponderado de las plantas de El Salitre, Cañaveralejo y San Fernando(2) Proporcionado por la EPA , tomado de la página w eb http://w ww .epa.gov/w aterscience/biosolids/nas/complete.pdf, el día 23 de octubre de 2004N.D.=no disponibleN.A.=no aplica
En la medida en que la legislación ambiental a escala global se ha vuelto más
estricta, ha surgido la necesidad de dar mayor tratamiento a las aguas residuales.
Esto ha traído como consecuencia la construcción de más PTARs, lo cual a su vez
ha conllevado a una mayor generación de lodos. En la actualidad, Colombia
genera diariamente aproximadamente 274 toneladas de lodos (o alrededor de
100.000 toneladas anuales) y cerca del 97% se genera en tres PTARs municipales

11
(El Salitre en Bogotá, Cañaveralejo en Cali y San Fernando en Medellín)13. En su
reporte “Biosólidos aplicados a la tierra: Prácticas y Estándares de Avanzada”14, la
EPA informa que la cantidad de lodos generados anualmente en los Estados
Unidos alcanza los 5.6 millones de toneladas (en base seca).
1.2.2 Alternativas de disposición de lodos y sus costos. Actualmente existen
varias alternativas para la disposición de lodos. Las más comunes son la
disposición en relleno sanitario, la aplicación como fertilizantes o acondicionadores
de suelos en campos de cultivo o reforestaciones, y la incineración. Anteriormente
estaba permitido disponer de estos residuos arrojándolos al océano o a cuerpos
de agua tales como lagos o lagunas, pero la legislación ambiental (artículo 70 del
decreto 1594 del 29 de junio 1984) prohibió esta práctica debido a sus efectos
ambientales negativos.
En los Estados Unidos, el 60% de los lodos generados son aplicados para el
acondicionamiento o fertilización de suelos de agricultura o reforestación. En
Colombia esta práctica aún no se encuentra regulada, y por lo tanto se efectúa
muy precariamente. La mayoría de los lodos en nuestro país se disponen en
rellenos sanitarios; sin embargo, aquellos que son considerados peligrosos debido
a su contenido de metales pesados, deben ser incinerados. La disposición en
rellenos sanitarios posa varios problemas. Entre los más importantes se
encuentran el agotamiento acelerado de los rellenos (debido a las elevadas
cantidades de generación de lodos), y los inconvenientes a la salud humana
derivados de los malos olores ocasionados por estos residuos. La incineración
también suscita día a día un mayor escepticismo, ocasionado fundamentalmente
por la creciente preocupación respecto a la disposición de las cenizas y a los
efectos de esta práctica sobre la calidad del aire.
13 Información proporcionada por la empresa Sisvita Biotechnologies S.A. 14 Tomado el 22 de octubre de la página http://www.epa.gov/waterscience/biosolids/nas/complete.pdf

12
Los costos de disposición de lodos en rellenos sanitarios oscilan entre los $20.000
y $40.00015 por tonelada (esto no incluye el costo del transporte desde el punto de
generación hasta el relleno). Por otra parte, los costos de incineración se
encuentran entre los $700 y los $140016 por kilogramo.
1.3 INFORMACIÓN ACERCA DE LOS CONTAMINANTES CROMO (VI) Y PLOMO (II) Y SU RELEVANCIA EN LA PROBLEMÁTICA AMBIENTAL LOCAL
1.3.1 Toxicología del cromo (VI) y plomo (II). El cromo en su estado de
oxidación hexavalente (es decir, cromo (VI)) es generado por procesos
industriales, tal como el de la tintorería del cuero. Su solubilidad en el agua hace
que el cromo (VI) sea permeable a través de membranas biológicas. Esto permite
que pueda ingresar fácilmente al organismo, con consecuencias sumamente
nocivas para la salud. Entre los efectos nocivos ocasionados por el cromo (VI) se
encuentran el daño al ADN y la consecuente inducción de mutaciones genéticas,
el “cáncer gastrointestinal…, la toxicidad renal, hemorragias gastrointestinales,
convulsiones, dermatitis, ulceras de la piel y daño a las mucosas nasales”17.
El plomo se encuentra más comúnmente en estado de oxidación bivalente (es
decir Pb (II)). La ingestión de este metal puede generar “problemas en los
riñones, hígado, en la formación de sangre, músculos, articulaciones, sistema
nervioso central y periférico, favorece la aparición de la anemia y se ha
relacionado además con desordenes reproductivos y esterilidad”18. Además, es
15 Comunicación personal con el Sr. Germán Forero, director de Sabrisky Point S.A. E.S.P., empresa operadora del relleno de Mondoñedo. 16 Información proporcionada por Ecología y Entorno Ltda. (empresa incineradora que opera en la ciudad de Bogotá), y por Cementos Holcim (empresa que también presta el servicio de incineración). 17 Amaya bibiana, Rangel David “Obt….” 18 Amaya bibiana, Rangel David “Obt….”

13
inhibidor de enzimas y se almacena en los diferentes tipos de tejidos celulares,
perjudicando el metabolismo.
1.3.2 Fuentes de contaminación de cromo y plomo. Los compuestos que
contienen Cr (VI) se generan a nivel industrial debido al calentamiento de
compuestos de Cr (III) en presencia de bases minerales y oxígeno.
Algunos de los procesos industriales en los cuales el cromo es ampliamente usado
incluyen: fabricación de pinturas y de conservadores de maderas, tratamientos de
resistencia a la corrosión para aceros inoxidables, mantenimiento de
fotocopiadoras y la fabricación de baterías e impresoras.
Las operaciones de electrodeposición, combustión de basuras y curtiembres
representan las principales fuentes de contaminación de corrientes acuosas con
cromo (VI).
Algunas aplicaciones en las cuales el plomo es empleado en la actualidad son: la
fabricación de baterías, cubiertas de cables, municiones, redes de tuberías,
aleaciones para soldadura, bases de pintura, la pirotécnia, el blindaje protector de
materiales radioactivos y la producción de tetraetilo de plomo.
Una fuente de contaminación de corrientes acuosas con plomo la constituyen las
tuberías fabricadas en este metal, las cuales elevan los niveles de este elemento
en el agua.
1.3.3 Relevancia del cromo y plomo en la problemática ambiental local. El
estudio realizado por el DAMA y el IDEAM en el Distrito Capital titulado “VI Fase
de Seguimiento de Efluentes Industriales y Corrientes Superficiales de Bogotá
D.C.” mostró que tan sólo el 37,2% y el 41,5% de los establecimientos
monitoreados (tanto establecimientos industriales, comerciales y de servicios)

14
cumplen con los límites establecidos por la ley sobre las concentraciones de
cromo y plomo respectivamente.
Para el caso del cromo (VI), las actividades económicas que mayor incumplimiento
presentan respecto al límite legal de 0,5mg/l son las de “Curtido y preparado de
cueros” y las de “Tratamiento y revestimiento de metales , trabajos de ingeniería
mecánica en general realizados a cambio de una retribución o por contrato”. El
nivel de cromo (VI) promedio en todos los establecimientos monitoreados fue de
31,53 mg/l.
Para el caso del plomo, el “Comercio al por mayor de combustibles sólidos,
líquidos y gaseosos y productos conexos”, así como las empresas de “Tratamiento
y revestimiento de metales, trabajos de ingeniería mecánica en general realizados
a cambio de una retribución o por contrato”, constituyeron la mayor fuente de
incumplimiento de la ley en cuanto a los niveles de este metal en sus vertimientos.
El límite establecido legalmente para la concentración de plomo en vertimientos es
de 0,1 mg/l; la concentración promedio de todos los establecimientos
monitoreados fue de 0,40 mg/l.
Es de notarse que la actividad económica “Curtido y preparado de cueros”
representa una fuente de empleo para un alto número de pequeños empresarios
en Bogotá. Por tal motivo, y con el propósito de no afectar el tejido social alrededor
de esta actividad, no se puede proceder sencillamente al sellamiento de los
establecimientos que se encuentren en incumplimiento de la ley, sino que se
deben proporcionar las herramientas para que estos establecimientos ajusten los
niveles de cromo (VI) y demás contaminantes en sus vertimientos a los límites
legales.
Es evidente que existe un alto porcentaje de incumplimiento respecto a la ley en
cuanto a los niveles de cromo (VI) y plomo en los vertimientos de los

15
establecimientos pertenecientes a las diferentes actividades económicas de la
capital. Para el caso del cromo (VI), la concentración promedio registrada es más
de sesenta veces superior a la permitida; para el caso del plomo, la concentración
promedio es cuatro veces superior a la permitida. Teniendo cuenta de este vasto
distanciamiento del cumplimiento normativo, y considerando la baja capacidad
adquisitiva de nuestro medio, entonces la idea de poder proporcionar un medio
económicamente accequible para la purificación del agua, tal como lo pretende ser
el CA obtenido a partir de lodos, resulta valiosa y pertinente dentro de la
problemática actual.

16
2. METODOLOGÍA
Como se mencionó en la introducción, el objetivo de este trabajo radica en evaluar
la viabilidad de producir un carbón activo a partir de lodos de Planta de
Tratamiento de Aguas Residuales. Para este propósito, se definió la siguiente
metodología:
Llevar a cabo la caracterización de la materia prima
Obtener un carbón activo por activación química
Caracterizar los CAs obtenido
Evaluar el CA obtenido en una aplicación en particular (remoción de Cr (VI) y Pb
(II) de soluciones acuosas)
Evaluar la viabilidad económica de la producción de CA a partir de lodos
La siguiente figura muestra la representación en diagrama de bloques de la
metodología adoptada para el presente trabajo:
Figura 5: Representación por diagrama de bloques de la metodología adoptada para el presente trabajo
Realizar la caracterización de la
Obtener carbón activo por activación química
Caracterizar los CAs obtenidos
Evaluar los CAs obtenidos en una aplicación en particular (remoción de Cr (VI) y Pb (II) de soluciones acuosas)
Evaluar la viabil idad económica para la producción de CA a partir de lodos

17
2.1 CARACTERIZACIÓN DE LA MATERIA PRIMA.
La caracterización de la materia prima se efectúo mediante la realización de las
pruebas que serán mencionadas a continuación.
2.1.1 Análisis termogravimétrico (TGA). El análisis termogravimétrico permite
evaluar la pérdida de masa de una sustancia cuando ésta es sometida a un
calentamiento determinado. De este modo, es posible determinar el contenido de
humedad en la sustancia examinada.
Para realizar el análisis termogravimétrico se utilizó un equipo TGA-DSC
NETZSCH STA 409PC. La figura 6 presenta una fotografía de este equipo.
Figura 6: Figura del equipo utilizado para el Análisis Termograv imétrico

18
2.1.2 Determinación del contenido de cenizas. Se determinó el contenido de
cenizas siguiendo el procedimiento establecido por la norma ASTM D2866-70 de
1970. Este procedimiento consiste básicamente en secar tanto los crisoles, como
la muestra, pesarlos, y luego realizar la calcinación de la muestra a 650ºC durante
un tiempo superior a 6 horas e inferior a 16. Finalmente se debe pesar la materia
restante, la cual constituye las cenizas.
2.1.3 Determinación del contenido de metales. Para determinar el contenido de
metales, fue necesario realizar la digestión con agua regia de las cenizas
obtenidas de la calcinación según la norma ASTM D2866-70. Dicha digestión
consiste en agregar 10 ml de agua regia pura (solución HNO3 conc:HCl conc en
relación 3:1 v/v) a cada crisol con cenizas y calentar hasta que se evapore
completamente el líquido. Esto se debe repetir una vez más y el material restante
debe disolverse en un volumen conocido de Agua Regia al 10%. Finalmente, se
debe medir la concentración de cada metal mediante la técnica de Absorción
Atómica. La medición de la concentración de metales se realizó con el equipo
Perkin Elmer Aanalyst 300, utilizando el software AA Win Lab Analyst.
2.1.4 Espectroscopía de Infrarrojo (FTIR). Se empleó la técnica de
Espectroscopía de Infrarrojo (FTIR) para realizar una caracterización cualitativa de
la composición de los lodos. El equipo utilizado fue uno marca Termo Nicolet,
modelo Nexus y su fotografía se observa en la figura 7.

19
Figura 7: Fotografía del espectrómetro de infrarrojo utilizado
2.2 OBTENCIÓN DE UN CARBÓN ACTIVO POR ACTIVACIÓN QUÍMICA A
PARTIR DE LODOS PTAR
Se escogió la activación química sobre la activación física por varios motivos.
Entre ellos se encuentran:
La mayor utilización del método de activación química a nivel industrial.
La mayor simplicidad del método de activación química, pues consta solamente de
una etapa de carbonización-activación.
El hecho de que las referencias encontradas en la literatura sobre producción de
CA a partir de lodos utilizan la activación química.
Se decidió realizar la activación química de los lodos empleando dos agentes
activantes diferentes: cloruro de zinc (ZnCl2) 5M y ácido fosfórico concentrado. A
nivel industrial, el cloruro de zinc es el agente activante más utilizado. Sin

20
embargo, debido a la creciente preocupación respecto a los efectos ambientales
del zinc, este agente activante ha venido siendo remplazado por otros tales como
el ácido fosfórico.
El primer paso para llevar a cabo la activación de los lodos consiste en impregnar
los lodos secos con el agente activante en una relación agente activante:lodos de
1:1 peso:peso. Luego de adicionar el agente activante, la mezcla obtenida fue
agitada hasta alcanzar una consistencia homogénea. Esta mezcla se secó luego
por 12 horas a una temperatura de 103ºC.
Una vez seco, el material se carga al horno para ser sometido a un calentamiento
a 500 ºC durante 2 horas, empleando una rampa de 10ºC./min desde la
temperatura ambiente y un flujo de Nitrógeno (gas de arrastre) de 150 ml/min.
Luego del calentamiento, el material obtenido es lavado con agua destilada hasta
obtener un pH constante, para finalmente secarlo durante 2 horas a una
temperatura de 100ºC.
2.3 CARACTERIZACIÓN DE LOS CAS OBTENIDOS
2.3.1 Análisis termogravimétrico. Ver sección 3.1.1.
2.3.2. Determinación del contenido de cenizas. Ver sección 3.1.2.
2.3.3. Determinación del contenido de metales. Ver sección 3.1.3.
2.3.4. Espectroscopia de Infrarrojo (FTIR). Ver sección 3.1.4.
2.3.5. Determinación del área superficial y de la distribución de poro. Para
realizar la determinación del área superficial y de la distribución de poro de los
CAs obtenidos, se empleó el equipo Quantachrome Ausosorb 3. Este equipo
permite construir las isotermas de adsorción de gas nitrógeno (N2) a través de la

21
medición de las presiones de equilibrio del sistema adsorbente-adsorbato CA-N2.
Dichas presiones se identifican cuando la presión parcial del N2 cesa de variar
para un volumen determinado del mismo gas. Cuando no hay cambio en esta
presión parcial, significa que la rata de adsorción del gas al CA es igual su rata de
desorción, y en consecuencia se ha alcanzado el equilibrio. De estas isotermas es
posible calcular el área superficial y la distribución de poro del adsorbente, las
cuales el equipo arroja automáticamente.
Para llevar a cabo las mediciones de área superficial y distribución de poro con el
equipo en mención, primero es necesario desgasificar la muestra de masa
conocida a ser investigada. La desgasificación se lleva a cabo en las estaciones
con que para esto cuenta el equipo. Luego de desgasificar, se procede a colocar
la muestra en alguna de las tres estaciones de medición del equipo. A través del
software se escogen el número de puntos que se desean medir y se da inicio a la
prueba.
Para este trabajo, la desgasificación se llevó a cabo a una temperatura de 300ºC,
y la medición se efectuó tomando 20 puntos de adsorción.
La fotografía del equipo empleado se muestra en la figura 8.

22
Figura 8: Fotografía del equipo utilizado para realizar la determinación del área superficial y la distribución de poro de los CAs obtenidos

23
2.4 EVALUACIÓN DE LOS CAS OBTENIDOS EN LA REMOCIÓN DE CR (VI) Y
PB (II) DE SOLUCIONES ACUOSAS
Dada la relevancia del cromo y el plomo en la problemática ambiental local (ver
sección 2.3.3.), se escogió evaluar los CAs obtenidos en la remoción de estos
metales en sus formas iónicas Cr (VI) y Pb (II) desde soluciones acuosas. Para
tales efectos, se realizó la determinación de las isotermas de adsorción desde
soluciones de Cr (VI) y Pb (II), así como la determinación de los calores de
inmersión de los CAs obtenidos en soluciones de estos mismos iones.
2.4.1 Determinación de las isotermas de adsorción desde solución. La
determinación de las isotermas de adsorción desde solución se realizó siguiendo
el siguiente protocolo de experimentación:
Preparación de las soluciones madre: se deben preparar soluciones de
concentración de 1000 mg/l de cromo y plomo.
Cromo: se disuelven 2,849 g de Dicromato de Potasio (K2Cr2O7) en un balón de un
litro con agua destilada y se completa hasta alcanzar el afore.
Plomo: se disuelven 5,65 g de Nitrato de Plomo (Pb(NO3)2) en un balón de un litro
con agua destilada y se completa hasta alcanzar el afore.
Preparación de los patrones: Se requiere preparar 10 patrones de soluciones de
cada ión a diferentes concentraciones para realizar las curvas de calibración a ser
utilizadas. La preparación de estos patrones consiste en tomar alícuotas de las
soluciones madre y diluirlas hasta completar en afore en balones de 100ml. Los
patrones de cromo deben ser disueltos con agua destilada, y los de plomo con
ácido nítrico al 1% v/v. La siguiente tabla ilustra las alícuotas que deben ser
tomadas para la preparación de cada patrón.

24
Tabla 3: Volumenes (ml) de las alícuotas de la solución madre necesarios para prepar las soluciones patrón
Concentración del
Patrón (mg/l)
Volumen de la
alícuota de la solución
madre (ml)
1 0,1
3 0,3
5 0,5
10 1
20 2
40 4
60 6
80 8
100 10
120 12
Preparación de los carbones: Deben rotularse 8 erlenmeyers y en cada uno de
ellos pesar la cantidad de carbón especificada por la tabla 4. Luego se agrega a
cada erlenmeyer con carbón 5 ml de agua destilada y se colocan sobre una
plancha de calentamiento hasta permitir la evaporación total del agua.
Posteriormente se agrega a cada erlenmeyer 50 ml de alguna de las soluciones
patrón, según está especificado por la tabla 4
Tabla 4: Descripción de las soluciones requeridas para la determinación de las Isotermas de Adsorción desde Solución
Erlenmeyer
No.
Concentración de la
solución patrón
utilizada (mg/l)
Cantidad de
Carbón Activo (g)
1 3 0,1
2 5 0,1

25
3 10 0,25
4 20 0,25
5 40 0,5
6 80 0,5
7 100 0,5
8 120 1
Ajuste del pH: Es necesario realizar un ajuste del pH de las soluciones utilizando
NaOH y HCl. Para las soluciones de cromo, el pH debe ajustarse a un valor de 2;
para las soluciones de plomo, el pH debe ajustarse a 4. Este ajuste debe
realizarse cada hora durante el curso del experimento
Colocación en baño termostatado: cada una de las soluciones anteriores debe
taparse y luego colocarse en un baño termostatado a 25ºC. Esto garantiza que el
proceso de adsorción ocurra en condiciones isotermas.
Lectura de Absorción Atómica: Se debe medir la concentración de cromo y plomo
en cada solución preparada, tanto a las 24 horas después de iniciado el
experimento, como a las 48 horas. Esta medición se realiza utilizando el equipo
Perkin Elmer Aanalyst 300, y el software AA Win Lab Analyst. Para esto se filtran
10 ml de cada solución y se pasan a un vaso de precipitado. Luego se le toma la
medición de concentración a cada solución. La siguiente tabla indica las
condiciones bajo las cuales deben ser realizadas las mediciones.
Tabla 5: Especificaciones técnicas para la lectura de Absorción Atómica
Cromo Plomo
Longitud de onda 429,3 nm 216,7 para slns entre 1 y 20
mg/l; 205,4 para slns entre 40
y 120 mg/l
Tipo de señal Absorción atómica Absorción atómica

26
Ancho de celda 0,7 0,7
Flujo de oxidante
(aire)
10 l/min 10 l/min
Flujo de combustible
(acetileno)
3 l/min 2 l/min
Blanco utilizado Agua destilada HNO3 al 1% (v/v)
Determinación de las Isotermas de Adsorción desde Solución: las curvas de las
isotermas se construyen graficando cantidad adsorbida del ión/ masa de
adsorbente (q) vs. concentración de equilibrio del ión en la solución (Ce). q se
puede calcular a partir de la concentración inicial del ión en la solución, el volumen
inicial de la solución, y de la masa de CA utilizada para dicha solución:
q = [(vol. inicial x conc. Inicial)-([vol. Inicial x conc. final])/ masa de CA
La concentración de equilibrio del ión en la solución (Ce) es aquella medida por
absorción atómica.
2.4.2 Calorimetría de inmersión. A continuación se presenta el protocolo de
experimentación seguido para realizar la medición de los calores de adsorción de
las diferentes soluciones de cromo y plomo.
Preparación de las muestras: deben cargarse alrededor de 0,1 g de cada muestra
a ser investigada en una ampolleta de vidrio. Debe registrarse el peso de CA en
cada ampolleta.
Desgasificación de las muestras: deben desgasificarse las muestras
conectándolas a una bomba de vacío, y calentarse a 250ºC durante 2 horas.
Realización del montaje: se debe acoplar la ampolleta con la cual se va a hacer la
medición a la tapa del calorímetro utilizando cinta de teflón. Se debe verificar que

27
la resistencia de la tapa esté funcionando apropiadamente. Luego se debe llenar
la celda del calorímetro hasta un poco más de la mitad con la solución para la cual
se va a determinar el calor de adsorción. Se debe proceder a colocar la celda
dentro del calorímetro y a poner la tapa. Posteriormente se deben realizar las
conexiones a los dos multímetros.
Toma de las mediciones: Luego de iniciar el software del calorímetro, debe
permitirse un tiempo de estabilización de la señal del calorímetro de por lo menos
media hora. Una vez estabilizada la señal, debe procederse a romper la ampolleta
bajando el mango del calorímetro. Esto producirá un pico en la señal del
calorímetro. Debe esperarse hasta que se estabilice nuevamente la señal.
Calibración del sistema: Se debe aplicar un voltaje conocido (V) al sistema y medir
el tiempo (t) durante el cual se aplica. Con este voltaje, con el tiempo de aplicación
y el valor de la resistencia (R), es posible calcular la cantidad de energía (E)
aplicada al sistema mediante la ley de Ohm:
E= V2/R*t
De este modo es posible conocer la energía que se encuentra asociada a un pico
con un área determinada.
Se debe permitir que el sistema se estabilice nuevamente y repetir este paso por
lo menos una vez más.
La figura 9 presenta una fotografía del calorímetro de inmersión empleado para la
determinación de los calores de adsorción de Pb+2 y Cr+6 a los CAs obtenidos.

28
Figura 9: Fotografía del calorímetro de inmersión empleado
2.4.3 Curvas de ruptura. La construcción de las curvas de ruptura se realizó de
acuerdo al siguiente procedimiento:
Preparación del influente: se debe preparar una solución de concentración
conocida del ión (Cr (VI) y Pb (II)) para el cual se desea realizar la curva de
ruptura.
Preparación de la bureta: se requiere tapar el fondo de la bureta con algún
material que sirva para soportar el CA dentro de ella, impidiendo el paso de este,
pero permitiendo el paso del influente. Para el presente trabajo se utilizó algodón.
Otros posibles materiales son espuma de poliuretano y fibra de vidrio.
Cargado del material adsorbente a la bureta: Se debe agregar una masa conocida
de CA a la bureta.

29
Toma de muestras: se procede a llenar la bureta con el influente para el cual se va
a determinar la curva. Se toman muestras cada determinado tiempo. Cada
muestra debe ser numerada, el tiempo al cual se tomó registrado, y debe tener por
lo menos 10 ml para poder realizar cómodamente la medición de concentración
por absorción atómica.
Lectura de concentraciones: utilizando el equipo de absorción atómica y curvas de
calibración apropiadas, debe leerse la concentración de cada muestra. Para el
registro de datos es útil llevar una tabla como la presentada por la figura 10.
Figura 10: Formato de tabla de datos para la construcción de las Curv as de Ruptura.
Muestra # Tiempo (min)Concentración (mg/l)
Concentración relativa (C/Co)
Construcción de la curva: la curva de ruptura se obtiene al graficar C/Co (donde
Co es la concentración inicial del influente) vs. t.
2.5 ANÁLISIS ECONÓMICO DE LA PRODUCCIÓN DE CA A PARTIR DE LODOS PTAR

30
3. RESULTADOS Y ANÁLISIS
3.1 CARACTERIZACIÓN DE LA MATERIA PRIMA
3.1.1 Análisis termogravimétrico (TGA). La siguiente figura presenta los
resultados del TGA efectuado a los lodos utilizados para el trabajo en cuestión.
Figura 11: Análisis Termograv imétrico de los lodos estudiados
De la gráfica anterior se puede observar que la pérdida de volátiles empieza a una
temperatura aproximada de 50ºC. A una temperatura cercana a los 220ºC se ha
perdido el 82,79% de la masa. Finalmente, a los 480ºC se alcanza una masa
constante, la cual es el 9,36% de la masa inicial. De estos resultados se puede
concluir que la masa fija con la cual se puede contar para la fabricación de CA es
de 2.808 kg/día, es decir, el 9,36% de las 30 toneladas de lodos húmedos que se
generan diariamente.

31
3.1.2 Determinación del contenido de cenizas. La siguiente tabla presenta los
resultados obtenidos respecto al contenido de cenizas de los lodos tratados,
determinado según el método expuesto en la sección 3.1.2.
Tabla 6: Contenido de cenizas en los lodos inv estigados
Muestra #% cenizas (p/p)
1 3,68 2 3,48
Promedio 3,58
Si se considera que la literatura reporta un contenido de cenizas de entre 21,519 y
45.8%20 en base seca, y que el contenido de humedad de los lodos que se
encontró fue aproximadamente del 90%, entonces al convertir los porcentajes
anteriores a base húmeda, se obtiene un rango de entre 2,15% y 4,58% para el
contenido de cenizas. De este modo, los resultados obtenidos se encuentran en
un punto medio dentro del rango proporcionado por la literatura.
La siguiente tabla proporciona los rangos de contenido de cenizas en materiales
utilizados comúnmente para la fabricación de CAs:
Tabla 7: Contenido de cenizas de algunos materiales utilizados comúnmente para la fabricación de carbones activ os
Materia Prima Contenido de cenizas (% p/p)
Madera suave 0,3-1,1Madera dura 0,3-1,2Lignita 5-6Carbón suave 2-12Coque de petróleo 0,5-0,7Carbón semi-suave 5-15Carbón duro 2-15
19 Tomado el 26 de octubre de 2004 de la página web del Departamento de Negocios, Desarrollo Económico y Turismo, http://www.hawaii.gov/dbedt/ert/biomass-der.html 20 Tomado el 26 de octubre de 2004 de la página web del departamento de Ingeniería Química, Combustible y Tecnología Ambiental de la Universidad Tecnológica de Viena, http://www.vt.tuwien.ac.at/biobib/fuel288.html

32
Como se puede inferir de la anterior tabla, los lodos investigados poseen un
contenido de cenizas que se encuentra dentro del rango del de las materias
primas utilizadas convencionalmente para la fabricación de carbones activos. Este
hecho indica que el contenido de cenizas de los lodos no debe representar ningún
inconveniente para la fabricación de un carbón activo.
3.1.3 Determinación del contenido de metales. La tabla presentada a
continuación muestra el contenido de metales (ppm) de los lodos, determinado
mediante la técnica de absorción atómica.
Tabla 8: Contenido de metales en los lodos determinado mediante la técnica de absorción atómica
Fe Zn Mn Cu
25022,7 4056,5 2101,4 220,8mg/kg CA (ppm)
Como es posible evidenciar al comparar con la tabla 2 de la sección 2.2., estos
lodos poseen un contenido de zinc superior al máximo permitido por la EPA y por
tal motivo deben ser considerados como un residuo peligroso y su disposición no
puede hacerse en un relleno sanitario ordinario.
3.1.4 Espectroscopía de Infrarrojo (FTIR). Al aplicar la técnica de
Espectroscopía de Infrarrojo (FTIR) a los lodos, se obtuvieron dos tipos de bandas
de absorción principales. Estas fueron identificadas como correspondientes a la
presencia de arcillas de kaolina (aluminosilicatos) e hidrocarburos alifáticos
primarios. La presencia de aluminosilicatos en los lodos puede deberse al sulfato
de aluminio, utilizado en la planta de Leona para el proceso de purificación del
agua para la venta para el consumo humano. Los hidrocarburos alifáticos
primarios identificados en los lodos pueden provenir de restos de combustibles y
lubricantes de calderas y maquinaria; su presencia también puede deberse a
restos orgánicos (por ejemplo, almidón y celulosa, provenientes de la cebada y

33
demás cereales), cuya estructura cíclica se rompe debido a (i) la presencia de
iones como el Cl- (proveniente de los productos empleados para la limpieza de
tanques), y (ii) a las condiciones de pH y temperatura.
En la figura 12 se puede observar el espectro de infrarrojo obtenido para los lodos
investigados.
Figura 12: Espectro de Infrarrojo de los lodos inv estigados
También es de notarse que toda el agua utilizada por Leona es tomada del río
Bogotá, y que por este motivo, ésta puede encontrarse contaminada con
hidrocarburos y aluminosilicatos, los cuales se evidencian en los espectros de
infrarrojo medidos para los lodos.
3.2 OBTENCIÓN DE CAs
La activación química de los lodos, utilizando tanto cloruro de zinc como ácido
fosfórico, dio como resultado sólidos de color negro y textura semejante a la de los
carbones activos convencionales. En la figura 13 se puede apreciar una fotografía
de los sólidos obtenidos.

34
Como puede verse en la tabla 9, se obtuvo un mayor rendimiento para el CA
obtenido empleando ácido fosfórico. Esto puede deberse al hecho que el ácido
fosfórico utilizado tenía una concentración 15M (es decir, del 85% p/p), en
contraste con el cloruro de zinc, cuya concentración era 5 M. Así, es mayor la
masa que el ácido fosfórico puede aportar al CA formado, que aquella que puede
aportar el cloruro de zinc. De hecho se observó un rendimiento CA obtenido/lodos secos mayor a 1 para el caso del CA fabricado a partir de ácido fosfórico, y menor
a 1 para el caso del CA activado con cloruro de zinc. Esto indica que
necesariamente una parte significativa de la masa del ácido fosfórico quedó
incorporada en el producto final. Este hecho también puede corroborarse con el
mayor contenido de cenizas que se encontró en el CA obtenido por activación con
el ácido (ver sección 4.3.2.). Al la masa de CA tener un mayor contenido de
residuo inorgánico (proveniente del ácido), en consecuencia se genera un mayor
contenido de cenizas.
Tabla 9: Rendimientos obtenidos para los CAs fabricados utilizando diferentes agentes activ antes
Muestra # Agente activante
Masa lodos secos (g)
Masa agente activante (g)
Razón lodos secos/agente activante (g/g)
Masa CA obtenido (g)
Rendimiento CAobtenido/lodos secos (g/g)
1 ZnCl2 150,34 153,71 0,98 77,81 0,52 2 H3PO4 87,28 81,00 1,08 100,51 1,15
3.3 CARACTERIZACIÓN DE LOS CAs OBTENIDOS
3.3.1 Análisis Termogravimétrico (TGA). La siguiente figura presenta los
resultados del TGA realizado al CA activado utilizando ZnCl2.

35
Figura 13: Análisis Termograv imétrico del CA obtenido mediante activ ación con ZnCl2
De la gráfica anterior se observa claramente que la pérdida de humedad se inicia
a una temperatura aproximada de 38ºC. A partir de esta temperatura se mantiene
una rata de cambio de pérdida de humedad constante hasta alcanzar una
temperatura cercana a los 200ºC. Finalmente se observa otro segmento de
pérdida de humedad constante que se prolonga hasta los 500ºC. Estos cambios
en la rapidez de pérdida de agua pueden deberse a la estructura porosa del CA, la
cual retiene con fortaleza el agua contenida en los poros más pequeños, mientras
que permite con mayor facilidad la liberación de la humedad atrapada por la
porosidad de superior diámetro.
Se evidencia también de la gráfica que la masa fija restante es el 83,25% de la
masa inicial, de modo que el contenido de humedad del CA es del 16,75%.
La siguiente figura presenta los resultados del TGA efectuado al CA activado
mediante H3PO4.
36
Figura 14: Análisis Termograv imétrico del CA obtenido mediante activ ación con H3PO4
De la figura anterior se ve que la pérdida de humedad se inicia a los 48ºC
aproximadamente. Inicialmente se observa un segmento de rata de pérdida de
humedad constante que permanece hasta alcanzar una temperatura aproximada
de 165ºC. De la anterior temperatura, y hasta alcanzar los 480ºC, se presenta otro
segmento con una rata de pérdida de humedad constante e inferior a la del
segmento anterior. Finalmente se puede reconocer otro segmento también con
velocidad de perdida de agua constante que se mantiene hasta alcanzar los
500ºC. Vale la pena anotar que los cambios en la rata de pérdida de humedad en
los diferentes segmentos de esta prueba son inferiores a los cambios de esta
misma cantidad evidenciados para esta misma prueba realizada para el CA
obtenido a partir de ZnCl2. Esta diferencia puede ser atribuida al hecho que el CA
obtenido mediante activación con ZnCl2 desarrolló una mejor estructura porosa
que el CA obtenido a partir de H3PO4 (como se verá en la sección 4.3.5.), de
manera que el agua contenida por este último se encuentra retenida con una
fortaleza semejante en toda su estructura. Aunado a esto se encuentra el hecho
de que este último CA retuvo un menor porcentaje de humedad que el primero.

37
3.3.2 Determinación del contenido de cenizas. La tabla presentada a
continuación muestra los resultados obtenidos respecto el contenido de cenizas de
los CAs fabricados a partir de lodos, tanto para el caso en que se utilizó ZnCl2
como agente activante, como para el caso en que se utilizó H3PO4.
Tabla 10: Contenido de cenizas de los CAs obtenidos utilizando como agente activ ante tanto ZnCl2, como H3PO4.
Muestra # Agente activante %cenizas (p/p)
1 CA ZnCl2 65%
2 CA ZnCl3 66%
Promedio CA ZnCl4 66%
3 CA H3PO4 75%
4 CA H3PO4 79%
Promedio CA H3PO5 77%
Como es posible observar en la tabla anterior, ambos CAs poseen un alto
contenido de cenizas, el cual es coherente con los valores de éstas encontrados
para los lodos húmedos. Como se señaló en la sección 4.1.2., los lodos poseen un
contenido de cenizas promedio del 3,58% en base húmeda, equivalente a un
35,8% en base seca. En consecuencia, los contenidos de ceniza determinados
para los CAs obtenidos son coherentes. Como se señaló en la sección 4.2., el
mayor contenido de cenizas del CA obtenido utilizando ácido fosfórico puede
deberse a que la concentración del ácido (15 M) era mayor que la del cloruro de
zinc (5M). De este modo, el ácido tiene la capacidad de aportar una mayor
cantidad de masa inorgánica al CA, la cual es la responsable de la mayor cantidad
de cenizas.
Chen et al. reportan que “comparado con el carbón activo comercial típico…su
contenido de cenizas (el del CA obtenido a partir de lodos) es más alto”21. Vale la
pena anotar que el contenido de cenizas en los CAs obtenidos a partir de materias 21 Chen et al. “Physical and…”

38
primas convencionales varía desde menos de 1% para CAs derivados de concha
de coco y similares, hasta 20% para CAs provenientes del carbón22, de modo que
los resultados encontrados corresponden efectivamente a lo reportado por Chen.
3.3.3 Determinación del contenido de metales. La siguiente tabla presenta el
contenido de metales (ppm) encontrado para los dos CAs obtenidos.
Tabla 11: Contenido de metales determinado mediante absorción atómica para los CAs obtenidos
Fe Zn Mn CuCA ZnCl2 0,00254 0,05978 - 0,00005 CA H3PO4 0,00023 0,01353 - 0,00001
mg/kg CA (ppm)
Al comparar los datos de la tabla anterior, con aquellos de la tabla 12, es posible
observar como el contenido de todos los metales medidos es inferior en los CAs
que en los lodos originales. Es posible que estos elementos sean arrastrados por
los alquitranes y demás vapores formados durante la etapa de activación.
Se nota también el la tabla 10 que el contenido de metales del CA obtenido a partir
de cloruro de zinc es bastante superior al del CA activado con ácido fosfórico. Esto
puede deberse a la formación de complejos Mexx[PO4]yy, los cuales hayan sido
arrastrados durante la activación.
3.3.4 Espectroscopía de Infrarrojo (FTIR). La aplicación de la técnica de
Espectroscopía de Infrarrojo al CA obtenido utilizando como agente activante el
cloruro de zinc indica la presencia de aluminosilicatos (explicada en la sección
4.1.4.) y aminas alifáticas primarias. El espectro de los lodos originales mostró la
presencia de hidrocarburos alifáticos. Es posible que debido al tratamiento térmico
durante la etapa de activación, estos hidrocarburos hayan reaccionado con el N2
(utilizado como gas de arrastre).
22 Marsh, Harry et al. “Introduction to Carbon Technologies”, Universidad de Alicante, Alicante España, 1997, p 150

39
La figura 15 muestra el espectro de infrarrojo del CA obtenido mediante activación
con cloruro de zinc.
Figura 15: Espectro de Infrarrojo del CA obtenido por activ ación mediante cloruro de zinc
El espectro de infrarrojo del CA obtenido empleando como agente activante ácido
fosfórico presentó bandas de absorción principales atribuibles a la presencia de
aminas alifáticas primarias y a alcoholes secundarios alifáticos. En contraste con
el espectro del CA obtenido mediante cloruro de zinc, en este espectro
desaparecen los aluminosilicatos. Este resultado es coherente con aquellos de la
sección 4.3.3., es decir, que para este CA ocurre una mayor pérdida de metales
(entre ellos el aluminio de los aluminosilicatos). Para el caso de este CA también
se dio la formación de alcoholes secundarios alifáticos, la cual puede atribuirse a
la reacción entre los iones hidronio del ácido y grupos cetónicos, aldehídicos u
otros grupos orgánicos que contengan oxígeno. La figura a continuación presenta
el espectro de este CA.

40
Figura 16: Espectro de Infrarrojo del CA obtenido por activ ación mediante ácido fosfórico
3.3.5 Determinación del área superficial y de la distribución de poro. Las
figuras 17 y 18 presentan las isotermas de adsorción de N2 a 77k para los CAs
obtenidos mediante ZnCl2 y H3PO4 respectivamente.
Figura 17: Isoterma de adsorción de N2 (77K) para el CA ZnCl2

41
Figura 18: Isoterma de adsorción de N2 (77K) para el CA H3PO4
De las anteriores figuras se puede observar que para las mismas presiones
parciales es muy superior el volumen de N2 por unidad de masa de CA adsorbido
por el CA ZnCl2 que por el CA H3PO4. Esto nos indica una mayor área superficial
para el CA ZnCl2. De hecho, al utilizar el método BET, el área superficial BET
calculada para el CA ZnCl2 es de 355 m2/g, mientras que para el CA H3PO4 ésta
es de 3.91 m2/g.
Las figuras 19 y 20 ilustran las distribuciones de poro obtenidas a partir de las
isotermas de adsorción para el CA ZnCl2 y H3PO4 respectivamente.
42
Figura 19: Distribución de poro para el CA ZnCl2
Figura 20: Distribución de poro para el CA H3PO4
Las figuras 21 y 22 indican que ambos CAs tienen una estructura porosa formada
principalmente por micro y mesoporos, con poros entre los 0.5 y los 5 nm. Sin

43
embargo, al comparar la figura 21 con la figura 22, se ve que el CA ZnCl2 tiene un
carácter microporoso más marcado que el CA H3PO4. Esto puede atribuirse al
hecho de que el ión Zn+2 es de menor tamaño que el ión PO4-3.
3.4 EVALUACIÓN DE LOS CAs OBTENIDOS EN LA REMOCIÓN DE Pb+2 y
Cr+6
3.4.1 Isotermas de adsorción desde solución. La figuras 23 y 24 presentan,
respectivamente para los CAs obtenidos a partir de ZnCl2 y H3PO4, las isotermas
de adsorción desde soluciones de Cr+6 y Pb+2 a las 24 horas y a las 48 horas.
Figura 21: Isotermas de solución del CA obtenido mediante activ ación con ZnCl2
Figura 22: Isotermas de solución del CA obtenido mediante activ ación con H3PO4

44
De las figuras anteriores se puede ver claramente que la capacidad de retención
del CA activado mediante ZnCl2 es bastante superior a la del CA H3PO4. Esto se
evidencia dado que las concentraciones de equilibrio de las soluciones de ambos
iones al cabo de 24 y 48 horas son mucho menores para el CA ZnCl2.
La siguiente figura presenta las isotermas de adsorción desde solución de Pb+2
para un CA comercial americano, y otro brasilero.

45
Figura 23: Isotermas de adsorción desde solución de Pb+2 determinadas para un CA comercial (a) americano y (b) brasilero []
La siguiente figura presenta las isotermas de adsorción desde solución de Cr+6
para un CA comercial americano, y otro brasilero.

46
Figura 24: Isotermas de adsorción desde solución de Cr+6 determinadas para un CA comercial (a) americano y (b) brasilero []
La tabla mostrada a continuación presenta los porcentajes de remoción de Cr+6 y
Pb+2 de todos los CAs anteriores. De esta tabla se evidencia claramente que los
CAs obtenidos a partir de lodos son los más aptos para la remoción de los dos
iones en cuestión.
Tabla 12: Porcentajes de remoción de Cr+6 y Pb+2 de diferentes CAs.
T ip o d e C A C r + 6 P b + 2L od o s -Z n C l2 9 9 % 1 00 %
L o do s -H 3 P O 4 7 7 % 9 2 %B ras i le ro 1 1 . 3 1% 3 1 . 2 1%
A m e r ic a no 0 .5 1 % 0%
% R e m o c i ó n d e l ió n

47
3.4.2 Calorimetría de inmersión. En las siguientes figuras se presentan los
calores de inmersión en soluciones de diferentes concentraciones (10 ppm y 100
ppm) de Pb+2 y Cr+6, medidos para cada uno de los dos CAs obtenidos.
Figura 25: Gráfico de los calores liberados durante la inmersión de los CAs obtenidos mediante activ ación con cloruro de zinc (CA ZnCl2) y con ácido fosfórico (CA H3PO4) en soluciones de Pb+2 y Cr+6 a concentraciones de 10 ppm y 100 ppm
Figura 26: Gráfico de tres ejes de los calores liberados durante la inmersión de los CAs obtenidos mediante activ ación con cloruro de zinc (CA ZnCl2) y con ácido fosfórico (CA H3PO4) en soluciones de Pb+2 y Cr+6 a concentraciones de 10 ppm y 100 ppm

48
Se observa claramente de las figuras 27 y 28 que los calores de inmersión para el
CA obtenido a partir de ZnCl2 son bastante superiores a los de los CAs obtenidos
a partir de H3PO4. Estos resultados son concordantes con las áreas superficiales
medidas mediante la adsorción de N2, las cuales resultaron significativamente
superiores para el CA obtenido mediante ZnCl2. Al tener un mayor área
superficial, el CA activado mediante ZnCl2 posibilitará que se presente una mayor
adsorción en su superficie, de manera tal que el calor liberado debido a este
proceso será mayor que para el CA activado mediante H3PO4. Así, es posible
confirmar desde el punto de vista termodinámico la mayor área superficial del CA
ZnCl2.
En la Figura 29 se han colocado en un formato de tres ejes estos mismos
resultados, con el objetivo de ilustrar mejor la magnitud de la diferencia entre los
dos conjuntos de datos obtenidos.
4.4.3 Microscopia Electrónica. En las siguientes imágenes se muestran las
correspondientes microscopias de algunas muestras obtenidas.
Figura 27 y 28
En las figuras 27 y 28 se muestran respectivamente los DXR y la SEM para una
muestra de lodos obtenida zcon ZnCl2 a 500 C: se ve claramente por la difracción

49
de R-X que hay abundante presencia de Zn, lo cual es logico debido al metodo de
obtención. Esto permite afirmar que por esta metodología deben realizar ingentes
esfuerza por limpiar el carbon activado obtenido; sin embargo la Microcopía
muestra un buen desarrollo de porosidad.
Figura 29
En la Figura 29 se muestra una microcopía de una muestra de carbón activado a
través del cual se hizo pasar una solución de plomo, en el aumento se muestra la
presencia de este ion, lo que permite mostrar la efectividad del material obtenido.

50
MUESTRA:
CARBON ACTIVADO LODOS
H3PO4
500°C
Cr 120mg/l 48Hrs
ANALISIS DE PARTICULAS LIBRES <15µm SOBRE LA SUPERFICIE DEL CARBON ACTIVADO
Figura 30.
La figura 30. Esta mostrando los resultados para las muestras de carbón
obtenidas con acido fosforito en la cual se muestra la retención de iones cromo. Es
indudable a la luz de estos resultados y los demás reportados en este trabajo que
los carbones obtenidos presentan una buena efectividad en la retención de
metales tales como el Pb2+ y Cr6+, lo cual hace de este proyecto muy interesante
para posteriores investigaciones.

51
3.4.3 Curvas de rompimiento. La siguientes figuras presentan las curvas de
rompimiento obtenidas para los CAs activados mediante H3PO4 y ZnCl2,
utilizando soluciones de Cr+6 y Pb+2 con concentraciones iniciales de 17 ppm.
Figura 31: Curv a de rompimiento del CA H3PO4 con solución de Pb+2
Figura 32: Curv a de rompimiento del CA ZnCl2 con solución de Pb+2
Figura 33: Curv a de rompimiento del CA H3PO4 con solución de Cr+6

52
Figura 34: Curv a de rompimiento del CA ZnCl2 con solución de Cr+6
A partir de los resultados obtenidos mediante las anteriores curvas de rompimiento
puede calcularse para cada CA la cantidad de ión retenido hasta llegar a la
saturación, la cual se evidencia mediante el punto de ruptura. La siguiente tabla
ilustra la masa de ión retenido por unidad de masa de CA para cada uno de los
dos CAs obtenidos.

53
Tabla 13. Masa de ión retenida por masa de CA hasta llegar a saturación del CA
De la anterior tabla se comprueba una vez más la mayor efectividad del CA ZnCl2
en la remoción de ambos iones. Igualmente, ratificando los resultados obtenidos
mediante las isotermas de solución, se observa que ambos CAs tienen una mayor
afinidad por los iones plomo (II).
Tipo de CA Cr+6 Pb+3Lodos-ZnCl2 3.22 4.08
Lodos-H3PO4 1.37 3.173
masa retenida ión/masa CA (mg/g)

54
4. DISCUSIÓN DE LOS RESULTADOS
Todos los resultados obtenidos son consistentes en mostrar que el CA obtenido
mediante activación con ZnCl2 posee una mayor área superficial, y en
consecuencia una mayor capacidad de adsorción de ambos iones metálicos, que
el CA H3PO4.
Las calorimetrías de inmersión permitieron confirmar desde el punto de vista
termodinámico los resultados obtenidos mediante la adsorción de N2: la mayor
área superficial del CA ZnCl2.
Las curvas de rompimiento y las isotermas de solución, por otra parte, también
son consistentes y muestran ambas que (i) la capacidad de retención del CA
ZnCl2 es mayor que la capacidad de retención del CA H3PO4 para ambos iones y
(ii) que los dos CAs obtenidos presentaron una mayor afinidad por el ión Pb+2 que
por el ión Cr+6.

55
5. ANÁLISIS ECONÓMICO
5.1. SITUACIÓN DEL MERCADO DEL CA EN COLOMBIA.
Durante el período comprendido entre los años de 1990 y 2000, la demanda de
CA en Colombia presentó un incremento del 231%. Esta tendencia ascendente se
debe a las mayores exigencias en materia ambiental establecidas por la
legislación en cuanto a los niveles de contaminantes biológicos y químicos en los
vertimientos y emisiones. La tabla XX presenta la demanda de carbón activo en
Colombia entre 1990 y 2000. Esta demanda se calcula como la diferencia entre las
importaciones y las exportaciones de CA hacia y desde este país. Se desprecia la
producción nacional de este material debido a su bajo volumen en comparación
con las importaciones.
Tabla 14: Demanda de CA en Colombia entre los años 1990 y 2000
Año Importaciones (kg)
Exportaciones (kg)
Demanda (kg)
1990 796.981 8.000 788.981 1991 581.698 6.620 575.078 1992 599.999 18.550 581.449 1993 647.806 71.670 576.136 1994 536.946 6.218 530.728 1995 753.818 2.000 751.818 1996 809.787 2.900 806.887 1997 1.245.879 51.000 1.194.879 1998 1.886.036 37.620 1.848.416 1999 2.207.046 49.450 2.157.596 2000 1.904.194 75.500 1.828.694
Algunas de las principales empresas proveedoras de CA importado en Colombia
son:
• Carboquim Ltda.

56
• Comercializadora Procura
• Duarte Medina Hernando
• Durespo, Eduardo Ospina S.A.
• G&G sucesores, Hergrill Ltda.
• M.S. Suministrar
• Representaciones Diver
• Urigo Ltda.
Algunos de los sectores industriales que mayor cantidad de CA consumen son:
• Sector cervecero y de bebidas
• Sector químico
• Sector alimenticio
• Sector textil
• Sector farmacéutico
• Sector de pinturas
Según información proporcionada por Hergrill Ltda., una de las principales
empresas de CA en Colombia, los precios de este producto se encuentran
alrededor de los $6.500/kg para los CAs importados y los $4.500 para los CAs
nacionales23.
5.2 ANÁLISIS FINANCIERO
5.2.1 Descripción del proceso. Debido a la carencia de información reportada
por la literatura acerca del proceso llevado a cabo para la fabricación de CA a nivel
industrial, fue necesario basar el presente análisis financiero sobre un proceso de
producción diseñado a partir de aquel empleado en el laboratorio. Para cada una
de las etapas efectuadas a nivel experimental, se escogió uno o más equipos que 23 Comunicación personal con el Ingeniero Nelson Ballesteros de Hergril l Ltda.. el día 26 de noviembre de 2004.

57
pudiesen efectuarlas industrialmente. La figura 31 presenta el diagrama de flujo
del proceso concebido, indicando el tipo de equipo utilizado y la operación
realizada en cada etapa.
Figura 35: Diagrama de flujo de proceso propuesto para la producción de Carbón Activ o
El proceso se inicia con la homogenización de los lodos secos, los cuales se
generan en una cantidad cercana a las 3 ton/día. Para esto se utiliza un molino de
impacto, el cual efectúa una reducción del tamaño de partícula hasta 3 mm.
Por otra parte, valiéndose de un tanque agitado, se prepara la solución de cloruro
de zinc 5M. Esta solución debe ser preparada en una cantidad de 3 ton/día, para

58
lograr de este modo una proporción agente precursor (lodos secos):agente
activante (cloruro de zinc) de 1:1 peso. El mezclado necesario para esta operación
se lleva a cabo durante 30 minutos.
Enseguida, se efectúa la impregnación de los lodos secos con el cloruro de zinc.
Para esto se emplea también un tanque agitado, con un período de mezclado de 2
horas.
Las 3 operaciones anteriores deben llevarse a cabo de manera batch, ya que los
equipos que las efectúan se encuentran disponibles comercialmente con
capacidades que exceden ampliamente los requerimientos del proceso,
determinados por la cantidad de generación de materia prima.
Los lodos impregnados deben ser secados antes de proseguir a la activación.
Para esto se utiliza un secador de tipo túnel de bandejas. Este equipo permite
llevar los lodos hasta un contenido de humedad del 5% p/p, para obtener un total
de 4.732 kg de lodos secos impregnados/día.
La activación se lleva a cabo en un horno rotatorio, en el cual la materia prima
permanece por un tiempo aproximado de 3 horas. Según se determinó
experimentalmente (ver sección 4.2), el rendimiento entre el CA obtenido luego de
la agitación y la cantidad de materia prima utilizada fue del 52% (es decir, 0.52g de
CA obtenido/g de lodos secos. De este modo, con una alimentación al proceso de
3.000 kg de lodos secos/día, se obtienen luego de la activación 1.560 kg de
CA/día
Al salir del horno, es necesario volver a homogenizar el tamaño de partícula del
CA obtenido. Para esto se utiliza también un molino de impacto que, como se verá
más adelante (sección 6.2.2.6), puede ser el mismo que el destinado para la
homogenización de los lodos secos.

59
Una vez homogenizado, el CA debe ser lavado con agua para incrementar su pH.
Este lavado se lleva a cabo en un tanque agitado, con un período de agitación de
3 horas. A la descarga de este tanque, se emplea un tamiz para retener el CA y
dejar pasar el efluente líquido.
Finalmente, se realiza un secado del producto utilizando un secador rotatorio.
5.2.2 Descripción de los equipos y costos de adquisición de estos.
5.2.2.1 Homogenización de la materia prima (lodos secos): Molino
Al secarse, los lodos forman grumos bastante duros (su dureza es semejante a la
de terrones secos) cuyo diámetro se aproxima a los 20-30 mm. En la literatura
consultada sobre producción de CA a partir de lodos (Tay et al, Chen et al y Khalili
et al.), se reporta una homogenización del tamaño de los lodos secos a un rango
de diámetro de partícula entre 0,5 y 2 mm. De este modo, el equipo a emplearse
para la homogenización de los lodos secos tendría como alimentación un sólido
duro con un tamaño de partícula de entre 20 y 30 mm, y generaría un producto
con un tamaño de partícula entre 0,5 y 2 mm. Según la guía para la selección de
equipos de reducción de tamaño presentada por Peters et al, estos requerimientos
pueden cumplirse con un molino de mandíbulas, giratorio, de impacto, roll o pan.
Dada la cantidad de lodos secos generados diariamente, y considerando la figura
12-67 de Peters y Timmerhaus24, el equipo más económico para llevar a cabo esta
operación de reducción de tamaño sería un molino de impacto. Con una
capacidad de 10 kg/s (capacidad mínima para este tipo de equipo), las 3 ton de
lodos secos generados diariamente podrían ser homogenizadas en un tiempo
aproximado de 5 minutos, como lo muestra el cálculo presentado a continuación:
24 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag 583

60
min5083,0000.36
3000____
3000_arg
000.363600*10__
===
=
==
h
hkg
kgntoprocesamieelpararequeridoTiempo
kgdiariaaCh
kgh
sskgmolinodelCapacidad
La escogencia de este molino se ve confirmada por el Manual del Ingeniero
Químico de Perry25, el cual señala que en el proceso seco de preparación de
arcillas y kaolinas se utiliza un molino rotatorio de impacto. Como se evidenció
mediante la técnica de FTIR (sección 4.1.4.), los lodos secos están compuestos
principalmente de arcillas de kaolina.
Una vez escogido el equipo (molino de impacto), se utiliza la página web de Peters
y Timmerhaus para el costeo de equipos
(http://www.mhhe.com/engcs/chemical/peters/data/ce.html. Mediante la página
anterior se obtiene que el costo de este equipo es de aproximadamente USD
18.000 (USD 2002). Al actualizar el costo anterior mediante el índice CEPCI, se
encuentra un costo de este equipo de USD 20.130 (USD 2004).
5.2.2.2 Preparación del ZnCl2: Tanque agitado. El cloruro de zinc se obtiene
comercialmente en forma sólida. Por este motivo, es necesario preparar la
solución de ZnCl2 5M que se va a utilizar como agente activante. El cálculo
siguiente presenta la cantidad de ZnCl2 que se requiere diariamente para preparar
las 3 ton de agente activante.
25 Perry, Robert H. Chemical Engineers Handbook, 6ta Edición. McGraw-Hill, 1984

61
díakgdía
ll
kgrequeridaZnCldeMasa
díalkgl
díakg
ZnClsVolúmen
lkgZnClsdensidaddíatonZnClsMasa
lgmol
gl
molsdelitroporZnClMasa
/4,15049,2205
*682,0
___
/9,220536,11
*3000
ln__
/36,1ln__/3ln__
/6824,136*5ln_____
mol/l 5 sln ZnCl Conc.g/mol 136,4 35,5*265,4 ZnCl2PM
2
2
2
2
2
2
==
==
==
==
==+=
La capacidad del tanque agitado puede calcularse a partir de la masa de cloruro
de zinc que requiere el proceso diariamente, dividida por la densidad de dicha
solución, multiplicada por un factor de sobre diseño del 20%, tal como lo indica el
cálculo a continuación:
Masa diaria ZnCl2 5M = 3000 kg
Densidad del ZnCl2 5M = 1,36 kg/l
3647,22647kg 1,36
1l*kg 3000*2.1_tan__ magitadoquedelCapacidad ===
Con esta capacidad determinada, y haciendo uso de la página web de Peters y
Timmerhaus para el costeo de equipos
(http://www.mhhe.com/engcs/chemical/peters/data/ce.html, puede estimarse el
costo del tanque agitado en acero inoxidable, el cual es de aproximadamente USD
20.000 (USD 2002). De la tabla 23-3 de Perry26 se puede observar que el único
material que presenta una buena compatibilidad con soluciones de cloro es el
titanio. Utilizando un factor de ajustamiento del costo del material entre acero al
carbón y titanio de 3.2, el costo de este equipo sería de USD 64.000 (USD 2002).
26 Perry, Robert H. Chemical Engineers Handbook, 6ta Edición. McGraw-Hill, 1984, 3-95
62
Al actualizar el costo anterior mediante el índice CEPCI, se encuentra un costo de
este equipo de USD 71.570 (USD 2004).
5.2.2.3 Impregnación de la materia prima con el agente activante: Tanque agitado.
Para calcular el volumen total a ser agitado es necesario calcular el volumen del
líquido y a este sumarle el volumen del sólido. El volumen del líquido se tiene de la
sección anterior y es de 2,647 m3. El volumen del sólido se estima como la
densidad de este, multiplicada por su masa (3 ton). Dado que no se tiene la
densidad de los lodos secos, se utiliza como aproximación la densidad de la arcilla
seca, calculada a partir de su gravedad específica, tal como es reportada por el
Manual del Ingeniero Químico de Perry, Sexta Edición, en la sección 3-95. Esta
aproximación se ve justificada en el hecho que los lodos están compuestos
principalmente de arcillas de kaolina, según pudo ser determinado mediante la
técnica de FTIR.
El cálculo del volumen total a ser agitado, según se explicó en el párrafo anterior,
se presenta a continuación:
Gravedad específica de la arcil la seca = 1
Densidad de la arcil la seca=1000 kg/m3
Volumen de lodos secos = 0,001 m3/kg*3000 kg = 3 m3
Volumen de ZnCl2 = 2,206 m3
Volumen total a ser agitado = 1.2* (Volumen de lodos secos + Volumen de ZnCl2) = 6.78 m3
Con la capacidad del tanque agitado determinada, se procede a realizar la
estimación de costo del equipo utilizando la página web de Peters y Timmerhaus
para el costeo de equipos
(http://www.mhhe.com/engcs/chemical/peters/data/ce.htmll). Se observa que este
costo es aproximadamente de USD 28.000 (USD 2002) utilizando como material
inoxidable. Valiéndose del factor de ajustamiento del costo del material entre el
acero inoxidable y el titanio, el costo del equipo fabricado en titanio es de USD

63
84.000 (USD 2002). Al actualizar el costo anterior mediante el índice CEPCI, se
encuentra un costo de este equipo de USD 93.940 (USD 2004).
5.2.2.4 Secado de la materia prima impregnada: Secador. En la literatura
consultada, se encontró que los dos tipos de secadores más aptos para el secado
de lodos y pastas son los secadores de túnel de bandejas y los secadores de
tambor.
La siguiente tabla resume los conceptos indicados por las tablas 15 y 16 de Peters
y Timmerhaus y el Manual del Ingeniero Químico de Perry, respectivamente, sobre
la compatibilidad de diferentes tipos de secadores aptos para el secado de lodos.
Tabla 15: Cuadro comparativ o de los conceptos presentados por Peters y Timmerhaus y el Manual del Ing. Químico de Perry sobre los tipos de secadores aptos para el secado de lodos y pastas
Tipo de secador Concepto Peters y
Timmerhaus
Concepto Perry
Túnel de Bandejas Compatibles para lodos y
pastas
Simple manejo
Alto requerimiento de
mano de obra
Buen control de
temperatura
Apropiado para
producción en
pequeña y gran
escala
Tambor Compatible para lodos y
pastas
Altos costos de
mantenimiento
Altos costos de energía
Puede utilizarse para
lodos y pastas sólo
cuando el producto
puede hacerse fluir

64
De la tabla anterior es posible inferir que un secador de tipo túnel de bandejas
resulta el más idóneo para la operación de secado de la materia prima
impregnada. La única desventaja asociada a este tipo de secadores es el alto
requerimiento de mano de obra que presentan. Pero dado el bajo costo de la
mano de obra en Colombia, esto no constituye un argumento significativo para
descartarlos.
Para realizar la estimación del costo del secador de túnel de bandejas necesario
para el secado de los lodos secos impregnados con el cloruro de zinc, se debe
calcular el área de bandeja requerida, la cual se obtiene a partir de los balances
de masa y energía del sistema. A continuación se presenta el procedimiento
seguido para este efecto, asumiendo un secador a contracorriente, tal como se
eboza en la figura 36.
(i) Cálculo del requerimiento de flujo de aire:
El cálculo del requerimiento del flujo de aire puede realizarse a través del balance
de masa del sistema, en particular, del balance de agua en ambas corrientes
(sólida y gaseosa) . Este balance se puede expresar mediante la siguiente
ecuación:
2211 MYmXMYmX +=+ (I)
donde:
m= flujo másico de sólidos secos (kg sólidos secos),

65
X1= masa de agua por unidad de masa de sólidos secos en la corriente sólida a la
entrada de ésta al secador (kg H2O/kg sólido secos)
X2= masa de agua por unidad de masa de sólidos secos en la corriente sólida a la
salida de ésta del secador (kg H2O/kg sólido secos)
M= flujo másico de aire seco (kg aire seco/s)
Y1= masa de agua por unidad de aire seco en la corriente gaseosa a la entrada de
ésta al secador (kg H2O/kg aire seco)
Y2= masa de agua por unidad de aire seco en la corriente gaseosa a la salida de
ésta del secador (kg H2O/kg aire seco)
Al modificar la ecuación (I) para despejar M se obtiene la siguiente ecuación:
)()(
12
21
YYXXm
M−−
= (II)
La masa total que entra al secador son 6000 kg/día (3000 kg/día de lodos secos y
3000 kg/día de ZnCl2. De la sección 6.2.2.2. se tiene además que la masa de agua
en el ZnCl2 5M es de 1504 kg/día. De este modo, el flujo másico de sólidos secos
(m) es de 4496 kg sólidos secos/día.
De manera semejante, se calcula X1:
ossólidoskgOHkg
ossólidoskgOHkg
Xsec__
_34.0
sec__4496_1504 22
1 ==
Se define que el contenido de humedad en la corriente sólida a la salida del
secador sea del 5%. De este modo se obtiene X2=0,0526 kg H2O/kg sólidos
secos.

66
Según datos del Ideam27, la humedad relativa del aire en la Sabana de Bogotá
(donde se llevaría a cabo el proceso de producción) es del 88%, y la temperatura
media del aire es de 13.5ºC. Con estos datos es posible proceder a obtener de la
carta psicrométrica la humedad absoluta (es decir, Y1) del aire que se utilizaría
para el secado. Esta tiene un valor de 0.008 kg de agua/kg aire seco.
Dado que la temperatura de entrada del sólido es la temperatura ambiente (13.5ºC
aprox.), se supone una temperatura de salida del gas de 40ºC. Si además se
determina que el aire esté completamente saturado a esta temperatura, entonces
Y2 (humedad absoluta del aire a estas condiciones anteriores) se lee de la carta
psicométrica como 0.049 kg agua/ kg de aire seco.
Se determina una temperatura de entrada del aire al secador de 103ºC. Esta
temperatura promedio es igual a aquella que fue utilizada experimentalmente para
el secado de los lodos impregnados, replicando los procedimientos experimentales
seguidos por Chen et. al en sus investigaciones sobre CAs obtenidos a partir de
lodos [3 papers, Optimising, Physical and chemical y A comparative].
Remplazando los valores de m, X1 y X2 determinados anteriormente en la
ecuación (II), se obtiene M:
soairekg
díaoairekg
Msec__
36.0sec__
31143)008.0049.0(
)0526.034.0(*4496==
−−
=
(II) Cálculo del calor transferido del aire al sólido
Debido a que ya se conocen las condiciones de temperatura y humedad relativa (y
absoluta) del aire a la entrada y a la salida del secador, es posible conocer
mediante la carta psicométrica la entalpía de este fluido en estos dos puntos. De
27 http://www.ideam.gov.co:8080/sectores/agri/sabana/sabana.shtml

67
este modo, se tiene que H1 (entalpía del aire a la entrada del secador) es 141.83
kJ/kg, y H2 (entalpía del aire a la salida del secador) es 52.68 kJ/kg .
Con estos dos valores se procede a calcular el cambio entálpico de la corriente
gaseosa:
skJhhMH aire /1.32)83.14168.52(*36.0)(* 12 −=−=−=∆
Realizando un balance de energía, se tiene que el cambio entálpico calculado
anteriormente es igual a la suma del calor transferido del aire al sólido, más el
calor disipado a través de las paredes del secador. Si se supone que el calor que
se pierde es el 10% del calor total28, entonces este balance de energía se puede
escribir mediante la siguiente expresión:
airesólidoaireaire HQH ∆+=∆ → *1.0
De lo anterior se sigue que:
skJHQ airesólidoaire /9.281.32*9.0*9.0 ==∆=→
(iii) Cálculo del área de bandeja
Si se tiene una superficie de sólido plana y homogénea dentro del secador,
entonces el área de bandeja será igual al área disponible para el intercambio de
materia y energía (e.d. superficie del sólido). Por tal motivo, conociendo el calor
transferido, y haciendo uso de la siguiente ecuación para la transferencia global de
calor, es posible estimar el área superficial del sóldio (y en consecuencia el área
de bandeja):
LMsólidoaire TAUQ ∆=→ ** (III)
donde:
sólidoaireQ → = Calor transferido del aire al sólido (kJ/s)
U = coeficiente global de transferencia de calor (kJ/ºC*s*m2 )
A= área de intercambio de calor (m2)
LMT∆ = media logarítmica de temperatura (ºC)
28 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag p.849
68
De (III) se despeja el área requerida:
LM
sólidoaire
TUQ
A∆
= →
*(IV)
Para secadores de túnel de bandeja, Peters y Timmerhaus presentan un rango
promedio encontrado en la práctica de entre 30 y 50 kJ/ºC*s*m2. Basándose en
esta referencia, se toma un coeficiente global de transferencia de calor de 30
kJ/ºC*s*m2 (valor inferior del rango mencionado, para ser conservador y suponer
una transferencia de calor ineficiente).
Para el cálculo de la media logarítmica de temperatura es necesario conocer las
temperaturas de entrada y salida tanto del gas, como del sólido. Para el caso del
gas, éstas ya son conocidas (como se indicó anteriormente) y son 103ºC a la
entrada y 40ºC a la salida. La temperatura de entrada el sólido (también como se
menciono previamente) es la temperatura promedio ambiente, es decir, 13.5ºC. A
la salida del sólido se asume una temperatura de este de 40ºC. Esta suposición se
basa en los ejemplos 15-9 de Peters y Timmerhaus29 y 12.7 de Treybal30, los
cuales definen temperaturas de descarga del sólido de de 40ºC y 60ºC
respectivamente para secadores continuos.
Una vez definidas las temperaturas de entrada y salida de ambas corrientes, se
prosigue a calcular la media logarítmica de temperaturas mediante la siguiente
expresión:
29 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag 849 30 Treybal, Robert E. “Mass Transfer Operations”, McGraw-Hill , New York, 1980, p.774

69
CT
TTTT
TTTTT
LM
entrasólidosaleaire
salesólidoentraaire
entrasólidosaleairesalesólidoentraaireLM
º15.42
5.2663
ln
5.2663
)5.1340()40103(ln
)5.1340()40103(
)()(
ln
)()(
,,
,,
,,,,
=−=∆⇔
−−
−−−=
−−
−−−=∆
Remplazando los valores de Qaire→sólido, U y �TLM en la expresión (IV), se obtiene
el siguiente valor para el área de intercambio de energía (A):
2023.015.42*30
9.28mA ==
De la página web de Peters y Timmerhaus para el costeo de equipos
(http://www.mhhe.com/engcs/chemical/peters/data/ce.html se observa que el
secador más pequeño de cuyos costos se tiene información cuenta con un área de
1.84 m2 y su costo aproximado en acero inoxidable es de USD 15.000 (USD
2002). Una vez más se debe utilizar titanio debido a la alta corrosividad del cloruro
de zinc. Utilizando el factor de ajustamiento del costo del material entre el acero
inoxidable y el titanio, el costo del equipo es de USD 45.000 (USD 2002). Al
actualizar el costo anterior mediante el índice CEPCI, se encuentra un costo de
este equipo de USD 50.324 (USD 2004). Aplicando la regla de los “Seis Décimos”
para lograr un escalamiento del costo debido a la diferencia de capacidades, se
obtiene que el costo de adquisición de este equipo es de USD 3.630 (USD 2004).
5.2.2.5 Activación: Horno rotatorio directo. Para llevar a cabo el proceso de
activación, se escoge un horno rotatorio de calentamiento directo, puesto que este
permite (1) lograr las temperaturas requeridas para esta operación (500ºC) y (2) el
flujo de un gas de arrastre (N2) a través de su interior.

70
Las ecuaciones empleadas para el diseño de este tipo de hornos son las
siguientes31:
ϑφ tan*148 3nDW =
donde
W= capacidad (Ton/día/m3 horno)
n= rpm
�=fracción de la sección transversal ocupada
D = diámetro (m)
θ = grados de inclinación del horno
Para los parámetro desconocidos se utilizaron valores típicos32, como n = 3 rpm,
�= 0.15 y θ = 3º. El tiempo de residencia utilizado en la anterior formula fue de
2.5 horas. La capacidad del horno , W (ton/día/m3), se expresó en términos de la
longitud y del diámetro, es decir, W = 0.25*D2*�*L. Además, siguiendo la norma
heurística también presentada por Perry sobre la razón L/D, la cual se debe
encontrar en un rango entre 10 y 35, se escogió un valor de 22.5 (punto medio del
rango mencionado) para esta cantidad.
Sustituyendo los diferentes valores en las ecuaciones anteriores, se obtiene los
siguientes resultados:
D = 0.62 m = 2.03 ft
L = 13.90 m = 45.54 ft
Estas dimensiones menores que las de los hornos rotatorios de calentamiento
directo encontrados en el comercio, cuyas dimensiones típicas se encuentran en
un rango desde los 5X80 ft, hasta los 12X500 ft (DXL). El horno de menor
31 PERRY, J.H. Chemical Engineers Handbook, 7 Edición, McGraw-Hill, Tokio-Japón. 20-13 32 PERRY, J.H. Chemical Engineers Handbook, 7 Edición, McGraw-Hill, Tokio-Japón. 20-13

71
capacidad del cual se encontró información acerca de sus precios tiene unas
dimensiones de 8X80 ft y su costo es de USD 448.00033 (USD 1982).
Aplicando la regla de los Seis Décimos (“Six Tenths Rule”34) para estimar el costo
del horno requerido a partir del costo encontrado en la literatura, se encuentra que
el valor del horno para la capacidad requerida es de aproximadamente USD
108.115 (USD 2002).
Al actualizar el costo anterior mediante el índice CEPCI, se encuentra un costo de
este equipo de USD 120.905 (USD 2004).
5.2.2.6 Almacenamiento del Nitrógeno: Tanque. Dado que el nitrógeno es una de
las materias primas fundamentales del proceso, es necesario almacenarlo en
estado líquido. El tanque que cumpla esta función debe tener capacidad de
contener una cantidad de nitrógeno que permita el desarrollo normal de proceso
por durante al menos 30 días. Los requerimientos de Nitrógeno del proceso a
escala industrial se calcularon a partir de los requerimientos del procedimiento
experimental. A nivel de laboratorio se empleó un flujo de nitrógeno (q) de 150
ml/min, alimentado a través de una manguera de un diámetro (Dm) de
aproximadamente 2.5 mm. Con estos dos datos se calcula la velocidad del gas
(vm) en la manguera:
smeme
meD
qAq
vmm
m /5,891.4
min/5.1**25.0
326
34
2−
−
−
====π
Utilizando la anterior velocidad, el diámetro del reactor (aprox. 3 cm) y las
densidades del nitrógeno en la manguera (�m, a temperatura ambiente) y en el
reactor (�r, 500ºC), se procede a calcular la velocidad del gas dentro del reactor
(vr) por medio de la ecuación de continuidad:
33 Perry, Robert H. Chemical Engineers Handbook, 6ta Edición. McGraw-Hill, 1984. 5-50 34 Costo del equipo a = costo del equipo b*(capacidad del equipo a/capacidad del equipo b)0.6, Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag.243

72
rr
mmm
rr
mmmr
rrrmmm
DvD
AvA
v
vAvA
ρρ
ρρ
ρρ
2
2
==⇔
=
(I)
Las densidades se calculan mediante la ley de gases ideales:
33
2
33
2
/44,0773*)*/(06.82
1*/028.0*
*
/2,15.286*)*/(06.82
1*/028.0*
*
mkgKKmolatmcm
atmmolkgTR
PPM
mkgKKmolatmcm
atmmolkgTR
PPM
r
atmNr
m
atmNm
===
===
ρ
ρ
Remplazando las densidades del nitrógeno en la manguera y en el reactor en la
ecuación (I), se obtiene un valor de vr de 2,3e-4 m/s.
En la sección anterior se halló que el horno empleado para la activación debe
tener un diámetro de 0,62 m, lo cual equivale a un área transversal (Ah) de 0.30
m2. Con esta área, y con la velocidad del gas dentro del reactor (que debe ser la
misma que dentro del horno, si se desea replicar las condiciones experimentales),
se puede calcular el flujo volumétrico de nitrógeno (qh) que debe ingresar al horno:
díammsmAvq hrh /63.0*/10*3.2* 324 === −
Así, el tanque que almacene el nitrógeno debe tener una capacidad de 180 m3 de
nitrógeno gaseoso, equivalente a 0.26 m3 de nitrógeno líquido, si se considera que
la densidad del nitrógeno gaseoso a condiciones atmosféricas es
aproximadamente 697 veces superior a la densidad del líquido a las mismas
condiciones.

73
Peters y Timmerhaus35 reportan que el costo de un tambor de acero de 55
galones, con un volumen de almacenamiento usable de 0.21 m3, tiene un costo
aproximado de USD 27 (USD 2002). Por tratarse de nitrógeno líquido, este
contenedor debe tener un aislamiento térmico, cuyo costo se encuentra alrededor
del 9% del costo del equipo entregado36. De este modo, el costo del tanque más el
aislamiento sería de 27*1.09 = USD 29.43. Al actualizar este costo a dólares del
2004 mediante el índice CEPCI, se obtendría un costo de adquisición de este
equipo de USD 33.
5.2.2.7 Homogenización del CA: Molino. Debido a que el CA emerge del horno con
una distribución de tamaño de partícula bastante irregular, es necesario someterlo
nuevamente a una operación de molido. Considerando (1) que este CA tiene una
dureza y un tamaño de partícula semejante al de los lodos secos y que debe ser
llevado a un tamaño de partícula similar al de estos (aprox 3 mm) y (2) que el
molino empleado para la homogenización de los lodos secos posee una capacidad
que excede ampliamente los requerimientos del proceso y en consecuencia se
encuentra bastante tiempo desocupado, se determinó que esta operación de
molido sea llevada a cabo por el mismo molino empleado para la homogenización
de los lodos secos (es decir, aquel presentado en la sección 6.2.2.1). De este
modo se logra ahorrar el costo de adquisición de un molino adicional.
El tiempo necesario para moler todo el CA producido diariamente se calcula de la
siguiente manera:
35 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. P560 36 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag 245

74
min6.2043,0000.36
1560____
1560_arg
000.363600*10__
===
=
==
h
hkg
kgntoprocesamieelpararequeridoTiempo
kgdiariaaCh
kgh
sskgmolinodelCapacidad
5.2.2.8 Lavado del Carbón Activo: Tanque agitado. Para remover los restos de
agente activante presentes en el CA, es necesario darle un lavado con agua. Este
lavado se hace experimentalmente en dos etapas: la primera consiste en adicionar
agua al CA y agitar y, la segunda, trata de separar esta agua del CA mediante
filtrado. La primera etapa puede llevarse a cabo industrialmente mediante un
tanque agitado.
El volumen del tanque agitado se obtiene sumando el volumen del CA al volumen
de agua empleada. El volumen del CA puede calcularse como la razón de la masa
de este dividida por su densidad. La masa de CA producida diariamente, como se
vio en la sección 6.2.2.2., es de 1560 kg. Empleando la densidad típica de un CA
comercial, se calcula el volumen de CA producido diariamente:
díaCAm
CAkgCAm
díaCAkgediariamentproducidoCAVolumen
_9.3
_400_1*_1560___
3
3
=
=
Utilizando una masa de agua 3 veces igual a la masa de CA y un factor de sobre
diseño del 20%, se obtiene una capacidad del tanque de 1.2*(3.9+3*1560kg*1
m3/1000 kg) = 21.9 m3. De la página web de Peters y Timmerhaus para el costeo
de equipos (http://www.mhhe.com/engcs/chemical/peters/data/ce.htm puede
observarse que el costo aproximado para este tanque agitado, utilizando como
material acero al carbón, es de USD 30.000 (USD 2002). Debido a la presencia de
cloruro de zinc (altamente corrosivo para el acero inoxidable), este tanque debe
ser construido en titanio. Utilizando el factor de ajustamiento del costo del material
entre el acero inoxidable y el titanio, el costo del equipo es de USD 90.000 (USD

75
2002). Al actualizar el costo anterior mediante el índice CEPCI, se encuentra un
costo de este equipo de USD 100.647 (USD 2004).
Con el propósito de separar el CA del agua, este tanque agitado debe ser dotado
de un tamiz a su descarga. Para los efectos del presente análisis, el costo de este
tamiz se considera despreciable.
5.2.2.9 Secado del CA: Secador. Tanto Peters y Timmerhaus como Perry,
presentan un concepto favorable sobre la utilización de secadores rotatorios para
el secado de sólidos granulares (como es el caso del CA obtenido). La tabla a
continuación muestra el concepto de estos dos libros:
Concepto Peters y Timmerhaus Concepto Perry
Alta capacidad, flexibilidad, buena
eficiencia.
Apropiado para la mayor parte de los
materiales y capacidades.
Con los conceptos anteriores como criterio, se escoge llevar a cabo el secado del
CA con un horno rotatorio.
La estimación del costo de este equipo puede llevarse a cabo mediante su área
periférica, utilizando la página web de Peters y Timmerhaus para el costeo de
equipos (http://www.mhhe.com/engcs/chemical/peters/data/ce.html. El
procedimiento para el cálculo de ésta es presentado a continuación.
(I) Cálculo del área transversal del secador ocupada por el sólido
El área transversal del secador ocupada por el sólido (As, m) puede ser calculada
a partir de la ecuación de continuidad:
)(iV
mA
AVm
ss
ss
ssss
ρ
ρ
=⇔
=

76
donde:
ms= flujo másico de entrada de los sólidos húmedos al secador (kg/s)
�s�densidad de los sólidos (kg/m3)
Vs = velocidad de los sólidos (m/s)
Experimentalmente se determinó que el contenido de agua del CA luego del
secado es de aproximadamente 0.2 kg H2O/kg CA seco. En consecuencia, para
1560 kg de CA se tendrá un flujo de entrada de sólidos húmedos al horno de 1872
kg/día, es decir, 0.022 kg/s. Al multiplicar por un factor de diseño de 1.2 el anterior
flujo es igual a 0.026 kg/s)
Dado que el incremento en el volumen del CA debido a la humedad no es
significativo (ya que el agua es adsorbida dentro de la estructura porosa del CA),
entonces la densidad de este se calcula de la siguiente manera:
32
3sec___480
sec___2.01*sec__400)1(*
mhúmedoCAkg
oCAkgOHkg
moCAkgX guaoCAs =⎟⎟
⎠
⎞⎜⎜⎝
⎛+=+= ρρ
Respecto a la velocidad de los sólidos en el secador (Vs), se asumió un valor típico
presentado por la literatura de 0.01 m/s37
Remplazando los valores anteriores en la expresión (i), se obtiene un valor de As
de 0.005 m2.
(II) Cálculo del área transversal del secador
Para los secadores rotatorios, típicamente se encuentra entre un 10 a un 15% de
su área transversal total ocupada por los sólidos38. Tomando el punto medio de
este rango, es decir 12.5%, se obtiene la siguiente relación:
37 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 849

77
125.0
125.0
sc
cs
AA
AA
=⇔
=
donde Ac es el área transversal total del secador.
Remplazando el valor de As encontrado en la expresión anterior, se obtiene un
valor de Ac de 0.043 m2.
(III) Cálculo del diámetro del secador
A partir del área transversal del secador calculada, se procede a calcular el
diámetro de este (D):
mAD c 24.0043.0*44===
ππ
(IV) Cálculo de la longitud del secador
Peters y Timmerhaus39 presentan un rango heurístico para la razón L/D en
secadores rotatorios de entre 5 y 10. Con base en esto, se escoge un valor de 7.5
(valor medio del rango anterior) para dicha razón. De tal forma, se obtiene la
longitud del secador:
mDLDL
8.124.0*5.75.7
5.7
===⇔
=
(V) Cálculo del área periférica
El área periférica del secador (Ap) se calcula de la siguiente manera: 236.18.1*24.0*** mLDAp === ππ
38 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 560 39 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag.843

78
De la página web de Peters y Timmerhaus para el costeo de equipos
(http://www.mhhe.com/engcs/chemical/peters/data/ce.html) se observa que el área
periférica mínima para la cual se puede obtener información de costos de
secadores rotatorios es aproximadamente 9.1m2. Escogiendo un secador de esta
área que emplee aire caliente, se obtiene de esta página que el costo de este
equipo será de aproximadamente USD 25.000 (USD 2002). Dado que el CA
tendrá restos de cloruro de zinc, es necesario emplear titanio como material de
construcción del secador. Utilizando el factor de ajustamiento del costo del
material entre el acero inoxidable y el titanio, el costo del equipo es de USD
75.000 (USD 2002). Al actualizar el costo anterior mediante el índice CEPCI, se
encuentra un costo de este equipo de USD 83.873 (USD 2004).
Los requerimientos de aire de este secador pueden calcularse mediante el
balance de masa para el agua, tal como se hizo en la sección 6.2.2.4. Una vez
más, este balance se puede expresar mediante la siguiente ecuación:
2211 MYmXMYmX +=+ (I)
donde:
m= flujo másico de sólidos secos (kg sólidos secos),
X1= masa de agua por unidad de masa de sólidos secos en la corriente sólida a la
entrada de ésta al secador (kg H2O/kg sólido secos)
X2= masa de agua por unidad de masa de sólidos secos en la corriente sólida a la
salida de ésta del secador (kg H2O/kg sólido secos)
M= flujo másico de aire seco (kg aire seco/s)
Y1= masa de agua por unidad de aire seco en la corriente gaseosa a la entrada de
ésta al secador (kg H2O/kg aire seco)
Y2= masa de agua por unidad de aire seco en la corriente gaseosa a la salida de
ésta del secador (kg H2O/kg aire seco)
79
Al modificar la ecuación (I) para despejar M se obtiene la siguiente ecuación:
)()(
12
21
YYXXmM
−−
= (II)
El flujo másico de sólidos secos (m) que ingresa al secador es de 1560 kg sólidos
secos/día.
Experimentalmente se pudo determinar que el contenido de agua del CA (X1)
luego de filtrarlo es de 0.2 kg H2O/kg CA.
Se define que el contenido de humedad en la corriente sólida a la salida del
secador sea del 5%. De este modo se obtiene X2=0,0526 kg H2O/kg CA.
Nuevamente se toma aire del ambiente con una humedad absoluta de 0.008 kg
agua/kg aire seco (Y1) y a una temperatura de 13.5ºC..
Dado que la temperatura de entrada del sólido es la temperatura ambiente (13.5ºC
aprox.), se supone una temperatura de salida del gas de 40ºC. Si además se
determina que el aire esté completamente saturado a esta temperatura, entonces
Y2 (humedad absoluta del aire a estas condiciones anteriores) se lee de la carta
psicométrica como 0.049 kg agua/ kg de aire seco.
Remplazando los valores de m, X1 y X2 determinados anteriormente en la
ecuación (II), se obtiene M:
soairekg
díaoairekgM sec__065.0sec__5608
)008.0049.0()0526.020.0(*1560
==−
−=
5.2.2.10 Propulsión del aire requerido por los secadores: Soplador. En las
secciones 6.2.2.4. y 6.2.2.9. se encontró que el secador de túnel de bandejas y el
secador rotatorio rotatorio tienen requerimientos de aire de 0.36 kg aire seco/s y
0.065 kg aire seco/s respectivamente. Con una humedad absoluta de 0.008 kg

80
agua/kg aire seco, el requerimiento total de aire de estos secadores es de 0.433
kg aire/s, equivalente en condiciones ambientales a 0.54m3 aire/s. De la página
web de Peters y Timmerhaus para el costeo de equipos
(http://www.mhhe.com/engcs/chemical/peters/data/ce.html) se obtiene que el costo
aproximado de un soplador rotatorio que cumpla los requisitos de capacidad
expuestos tendrá un costo de USD 26.452 (USD 2002). Actualizando el anterior
costo mediante el índice CEPCI, se obtiene un valor de USD 29.581 (USD 2004).
5.2.3 Cálculo de la Inversión Total de Capital (ITC). La Inversión Total de
Capital requerida para el desarrollo de este proyecto, compuesta por la Iversión en
Capital Fijo (IVF) y el Capital de Trabajo (CT) necesario, se calculó mediante el
método del “Porcentaje del Costo de Equipos Entregados” (“Percentage of
Delivered-Equipment Cost”40). Este método estima el costo de todos los ítems
incluidos en el costo total de la planta como porcentajes del costo de los equipos
entregados, y se resume mediante la siguiente ecuación de costo:
∑∑ ++++=+++++= )...1()...( 321321 nnn ffffEEfEfEfEfEC
donde f1, f2, f3, ..., fn son factores multiplicadores para la tubería, instalación
eléctrica, costos indirectos, etc. La estimación del ITC a través de este método
tiene una precisión esperada de +/- 20-30%.
La tabla a continuación presenta la estimación del ITC mediante el método
anterior, utilizando factores multiplicadores presentados por Peters y Timmerhaus.
Tabla 16: Determinación del Costo Total de Capital mediante el método del "Porcentaje del Costo de Equipos Entregados"
40 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 250

81
Costo (millones de USD 2004)
0,02 0,07 0,09 0,004 0,12 0,10 0,08 0,03
0,52
Fracción de E' para una planta
procesadora de sólidos y fluidos
Sub-total (millones de USD 2004)
0,1 0,05 0,58
0,39 0,22
0,26
0,15
0,31 0,18 0,10 0,06 0,29 0,17 0,12 0,07 0,55 0,32 2,02 1,74
0,32 0,18 0,34 0,20 0,04 0,02 0,19 0,11 0,37 0,21 1,26 0,73
2,47
Capital de Trabajo (CT) 0,75 0,43
2,90
Secador de bandejasHorno rotatorio directo
Tanque agitado 21.9m3Secador rotatorio
Equipos adquiridos, E'
Molino de ImpactoTanque agitado 2.647m3
Tanque agitado 6.78m3
Entrega, fracción de E'
Soplador
Sub-total: Equipos entregados
Costos Directos
Valor total de Equipos adquiridos, E'
Instalación de los equipos adquiridosInstrumentación y Control (instalados)
Tubería (instalada)Sistemas eléctricos (instalados)
Edificaciones (incluidos servicios)Mejorías del terreno
Facilidades de servicios (instaladas)Costos Directos Totales
Costos Indirectos Ingeniería y supervisiónGastos de construcción
Gastos legalesContractor's fee Contingencias
Inversión Total de Capital (ITC)
Costos indirectos totales
Inversión de Capital Fijo (ICF)
5.2.4 Cálculo de los Costos de Manufactura (COM). Los Costos de Manufactura
(COM) o costos de producto están compuestos por costos fijos, costos variables y

82
gastos generales. En las secciones a continuación se presentan los diferentes
costos variables o fijos, y se explica la manera en la cual fueron calculados.
5.2.4.1 Costos Variables
5.2.4.1.1. Costo de Mano de Obra Operativa (CMOO). Los Costos de Mano de
Obra para un tipo de planta determinada presentan una proporcionalidad respecto
a la capacidad de la planta. La figura 6-9 de Peters y Timmerhaus41 muestra las
correlaciones encontradas entre la capacidad de planta y la mano de obra
operativa para 3 diferentes tipos de plantas. Dada la baja capacidad de la planta
propuesta (3000 kg/día), y considerando la simplicidad de la operación, se lee de
la recta “B” de dicha figura, que los requerimientos de mano de obra para esta
instalación son de aproximadamente 25 horas-empleado/(día)*(etapa de proceso).
Teniendo cuenta que las etapas principales del proceso propuesto son triturado,
mezclado, secado y activación, para un total de 4, entonces los requerimientos
de mano de obra son de 25*4=100 horas-empleado/día, lo cual trabajando 3
turnos/día equivale a 33 horas-empleado/turno, y empleando turnos de 8 horas,
esto es igual a 4.2 empleados/turno. Aproximando hacia arriba, se tienen 5
empleados turno.
Sin embargo, esta estimación resulta bastante elevada si se considera que la
mayor parte del proceso opera por lotes, con un tiempo de operación diario muy
corto (p.ej. molino, tanques agitados). Por este motivo, se decide hacer la
proyección del COO sobre la base de 2 operarios por turno, los cuales asistidos
por un supervisor, deben ser suficientes para operar todo el proceso.
El salario mínimo legal con aportes y prestaciones se encuentra actualmente en
$590.327. De este modo un salario integral de $700.000 permitirá contratar mano
de obra de buena calidad. Trabajando 240 horas al mes, este salario equivale a
41 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 265
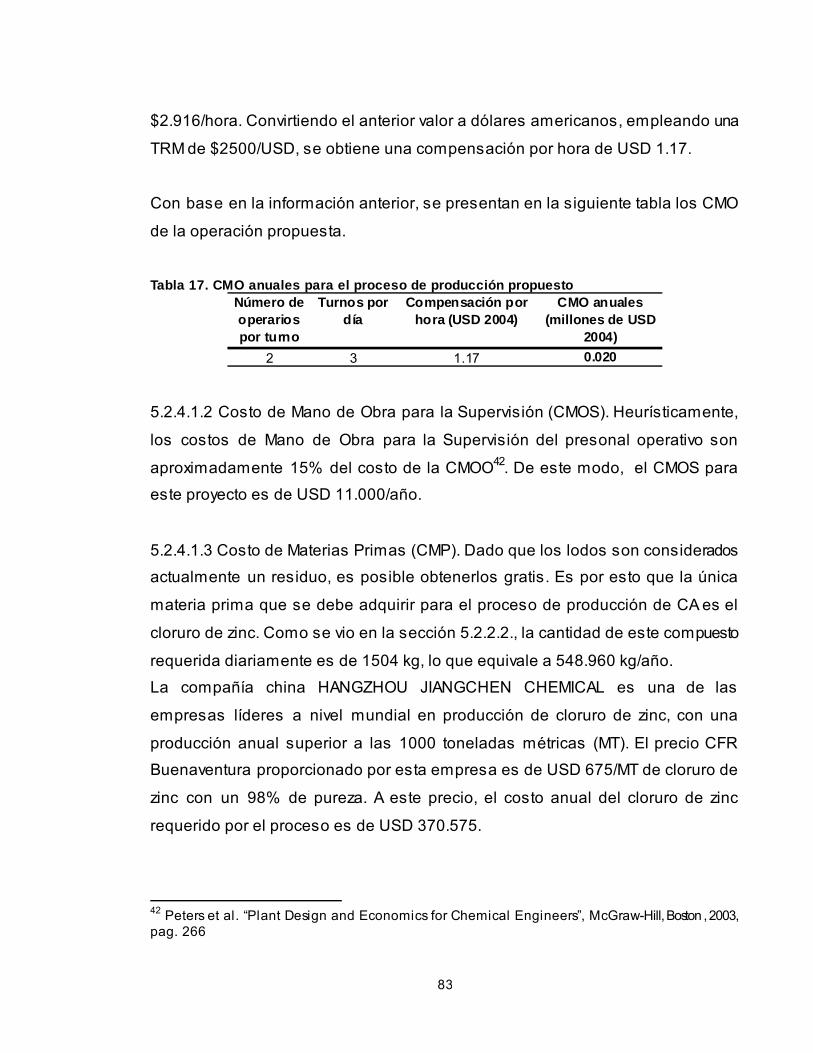
83
$2.916/hora. Convirtiendo el anterior valor a dólares americanos, empleando una
TRM de $2500/USD, se obtiene una compensación por hora de USD 1.17.
Con base en la información anterior, se presentan en la siguiente tabla los CMO
de la operación propuesta.
Tabla 17. CMO anuales para el proceso de producción propuesto
Número de operarios por turno
Turnos por día
Compensación por hora (USD 2004)
CMO anuales (millones de USD
2004)2 3 1.17 0.020
5.2.4.1.2 Costo de Mano de Obra para la Supervisión (CMOS). Heurísticamente,
los costos de Mano de Obra para la Supervisión del presonal operativo son
aproximadamente 15% del costo de la CMOO42. De este modo, el CMOS para
este proyecto es de USD 11.000/año.
5.2.4.1.3 Costo de Materias Primas (CMP). Dado que los lodos son considerados
actualmente un residuo, es posible obtenerlos gratis. Es por esto que la única
materia prima que se debe adquirir para el proceso de producción de CA es el
cloruro de zinc. Como se vio en la sección 5.2.2.2., la cantidad de este compuesto
requerida diariamente es de 1504 kg, lo que equivale a 548.960 kg/año.
La compañía china HANGZHOU JIANGCHEN CHEMICAL es una de las
empresas líderes a nivel mundial en producción de cloruro de zinc, con una
producción anual superior a las 1000 toneladas métricas (MT). El precio CFR
Buenaventura proporcionado por esta empresa es de USD 675/MT de cloruro de
zinc con un 98% de pureza. A este precio, el costo anual del cloruro de zinc
requerido por el proceso es de USD 370.575.
42 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 266

84
5.2.4.1.4 Costos de Utilitarios (CU). El proceso propuesto requiere como utilitarios
electricidad, combustible, aire y N2. En las secciones a continuación se estima el
consumo de cada uno de estos utilitarios, y basándose en los precios del
mercado, se computa el costo anual que representan para el proceso.
(Nota: dado que el aire se toma de la atmósfera, este no representa un costo para
el proceso).
5.2.4.1.4.1 Electricidad. Para el cálculo de los costo de electricidad del proceso se
utilizó un precio de este servicio de $ 137.55/kWh (USD 0.055/kWh a una T.R.M.
de $ 2.500/USD), tal como es reportado por el boletín no. 11 de la Cámara de
Grandes Consumidores de Energía y Gas de la Andi43.
5.2.4.1.4.1.1 Molino de impacto.
5.2.4.1.4.1.1.1 Homogenización de los lodos secos. El requerimiento de potencia
de un molino de impacto puede ser calculado mediante la siguiente ecuación44:
RmP 88.00.1= (I)
donde
P = Potencia requerida (kW)
m = flujo másico (kg/s)
R = razón de reducción, calculada como el cociente entre el diámetro de partícula
antes y después del molino
43 tomado de http://www.andi.com.co/camaras/energia/images/Boletín%20Trimestral%20No.%2011.doc, el 27 de Noviembre de 2004. 44 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 581

85
Dado que el diámetro de partícula de los lodos secos antes del molino es de
aproximadamente 20 mm, y después del molino se requiere un diámetro de
máximo 2 mm (ver sección 6.2.2.1.), R toma un valor de 10.
Remplazando el anterior valor de R y con m = 10 kg/s (capacidad del molino), se
obtiene que el requerimiento de potencia para esta operación de molido es de
75.86 kW.
En la sección 6.2.2.1. se vio que el tiempo requerido para triturar estos lodos es de
5 min cada día. De tal modo, la cantidad de energía requerida diariamente para
esta operación es de 6.32 kWh, equivalente a 2.307 kWh/año. Esta demanda de
electricidad tiene un costo anual de USD 127/año.
5.2.4.1.4.1.1.2 Homogenización del CA. Los requerimientos de potencia de esta
operación se calculan también con la ecuación presentada en la sección anterior.
Se utiliza igualmente m = 10 kg/s y R =10 (dado que el diámetro de partícula del
CA antes del molino es de aproximadamente 30 mm y se requiere un diámtetro de
partícula después del molino de 3mm). De este modo se obtiene que P = 75.86
kW.
Dado que el tiempo necesario para llevar a cabo esta operación (sección 6.2.2.7.)
es de 2,6 min, se requieren de 3.28 kWh/día, equivalente a 1.200 kWh/año. El
costo de esta demanda de electricidad es de USD 66/año.
De esta sección y de la anterior se obtiene un costo total de electricidad para las
operaciones de molido de USD 193/año.
5.2.4.1.4.1.2 Agitadores. Peters y Timmerhaus señalan que “generalmente, la
suspensión de partículas sólidas en un fluido necesitará un más alto nivel de
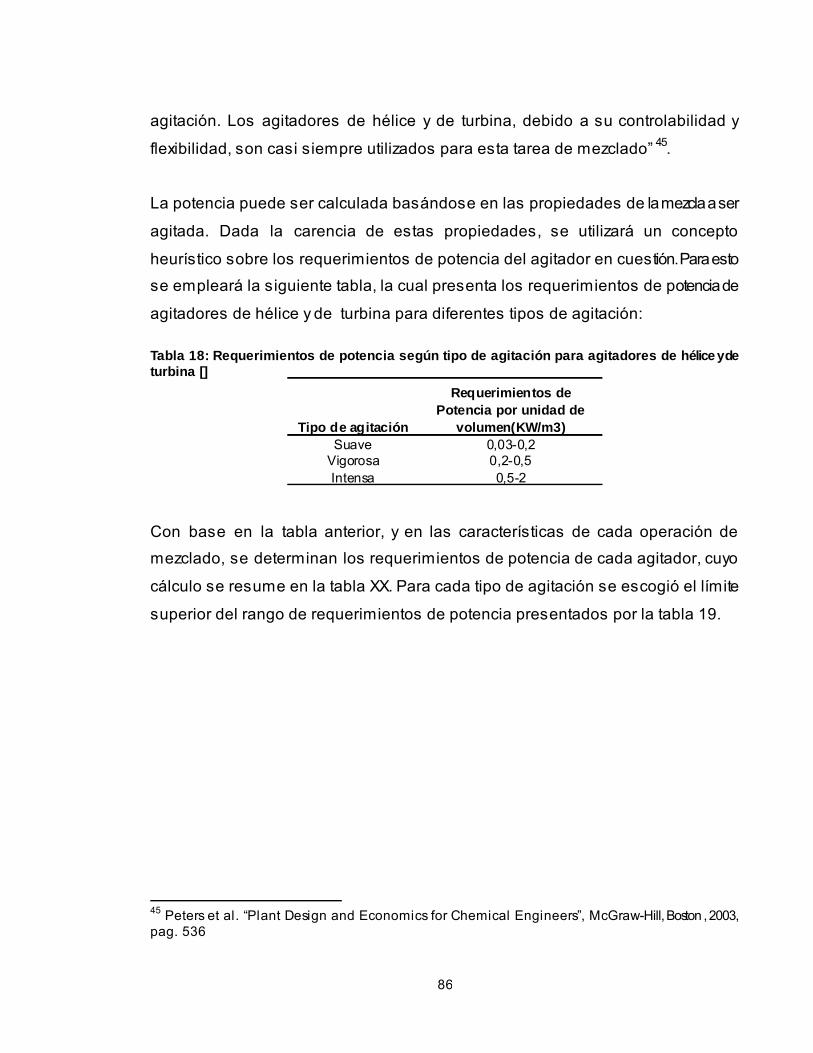
86
agitación. Los agitadores de hélice y de turbina, debido a su controlabilidad y
flexibilidad, son casi siempre utilizados para esta tarea de mezclado” 45.
La potencia puede ser calculada basándose en las propiedades de la mezcla a ser
agitada. Dada la carencia de estas propiedades, se utilizará un concepto
heurístico sobre los requerimientos de potencia del agitador en cuestión. Para esto
se empleará la siguiente tabla, la cual presenta los requerimientos de potencia de
agitadores de hélice y de turbina para diferentes tipos de agitación:
Tabla 18: Requerimientos de potencia según tipo de agitación para agitadores de hélice y de turbina []
Tipo de agitación
Requerimientos de Potencia por unidad de
volumen(KW/m3)Suave 0,03-0,2
Vigorosa 0,2-0,5Intensa 0,5-2
Con base en la tabla anterior, y en las características de cada operación de
mezclado, se determinan los requerimientos de potencia de cada agitador, cuyo
cálculo se resume en la tabla XX. Para cada tipo de agitación se escogió el límite
superior del rango de requerimientos de potencia presentados por la tabla 19.
45 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 536

87
Tabla 19: Cálculo de los requerimientos de electricidad de los tanques agitados utilizados
Equipo Tanque agitado preparación ZnCl2
Tanque agitado impregnación lodos secos con ZnCl2
Tanque agitado lavado CA
Tipo de agitación Vigorosa Intensa Suave
ObservacionesEl ZnCl2 es soluble en agua, luego una agitación intermedia debe bastar
La proporción entre el sólido y el líquido es 1:1, se forma una pasta muy densa
El CA se suspende en un volumen mucho mayor de agua
Requerimientos de Potencia por unidad de volumen (kW/m3) 0.5 2 0.5Volumen (m3) 2.647 6.78 21.9Requerimiento de potencia diario (kW) 1.3235 13.56 10.95Tiempo de agitación diario (s) 1800 7200 10800Requerimientos anuales de electridad (kWh) 241.54 9,898.80 11,990.25 Costo anual (USD) 13.29 544.63 659.70
De la tabla anterior se obtiene que el costo anual de electricidad para la operación
de los tanques agitados es de USD 1.217,62.
5.2.4.1.4.1.3 Secadores
5.2.4.1.4.1.3.1 Secador de túnel de bandejas. Peters y Timmerhaus señalan que
los requerimientos de potencia para secadores de túnel de bandejas se
encuentran en un rango entre 0.035 y 12.5 kW. Como se pudo ver en la sección
5.2.2.4., el secador requerido por el proceso tiene un área de bandeja mucho más
inferior a la de los secadores de este tipo de los cuales se cuenta con información
acerca de sus costos. Por este motivo, se toma el valor inferior del rango anterior
como el requerimiento de potencia del secador utilizado por el proceso propuesto.
De tal forma, operando 24 horas al día, el secador de túnel de bandeja empleado
tendrá un consumo de energía eléctrica de 0.82 kWh/día, equivalente a 300
kWh/año. El costo de dicho consumo será de USD 16.52/año.

88
5.2.4.1.4.1.3.2 Secador rotatorio. También según Peters y Timmerhaus, los
requerimientos de potencia para hornos rotatorios se encuentran entre 8 y 27 kW.
Igualmente que en el caso anterior, el secador rotatorio empleado por el proceso
posee un área periférica mucho más inferior que la de los secadores de este
mismo tipo de los cuales se tiene información acerca de sus costos. Es así como
para el secador en cuestión se asume un requerimiento de potencia igual al valor
inferior del rango presentado anteriormente. Consecuentemente, al operar 24
horas diariamente, el secador rotatorio concebido para este proceso tendrá un
consumo de electricidad diario de 188 kWh, equivalente a 68.620 kWh/año. Este
consumo tendrá un costo de USD 3.775/año.
De esta sección y de la anterior se obtiene un costo total de electricidad para la
operación de los secadores de USD 3.791/año.
5.2.4.1.4.1.4 Horno rotatorio directo. Perry señala que el requerimiento de potencia
de un horno rotatorio directo de un diámetro de 5 ft (1,524 m) y una longitud de 80
ft (24,384 m), se encuentra entre los 5 y los 7.5 hp (3,73 a 5.59 kW)46. Dado que el
horno requerido por el proceso tiene dimensiones inferiores a las del horno citado,
entonces resulta prudente asumir un consumo de potencia por parte del horno
propuesto igual al valor inferior del rango mencionado, es decir, 3,73 kW. De
manera que operando 24 horas diariamente, el horno requerido por el proceso
tendrá un consumo de electricidad de 87,7 kWh/día, equivalente a 31.994
kWh/año. El costo de este consumo será de USD 1.760/año.
5.2.4.1.4.1.5 Soplador. Como se pudo ver en la sección 6.2.2.10., el soplador
utilizado para mover el caudal de aire requerido por los secadores, debe tener una
capacidad de 0,54 m3/s, equivalente a 32,4 m3/min. Estos requerimientos pueden
ser satisfechos por un soplador centrífugo marca “Chuan Fan Electric Co.”, modelo
46 Perry, Robert H. Chemical Engineers Handbook, 6ta Edición. McGraw-Hill, 1984, 20-36

89
CX-7.5, el cual puede proporcionar un caudal de 36 m3/min47. El requerimiento de
potencia de este equipo es de 5.5 kW. Operando continuamente el consumo de
energía eléctrica de este soplador es de 132 kWh/día, equivalente a 48.180
kWh/año, con un costo de USD 2650/año.
5.2.4.1.4.2 Combustible. El principal consumo de combustible que presenta el
proceso se da por parte del horno rotatorio. Los hornos de este tipo utilizados en la
producción cementera tienen un consumo típico de combustible de 4,5 GJ/ton.
Dado que la producción de CA se efectúa a temperaturas inferiores a la de
cemento, resulta prudente utilizar el valor anterior como referencia para calcular el
consumo de energía del horno en cuestión. De este modo, procesando 4.496 kg
de lodos impregnados secos diariamente (ver sección 6.2.2.4.), el consumo de
energía por parte del horno es de 2,0232 GJ/día, equivalente a 738,47 GJ/año.
Se escogió Gas Natural como combustible para el calentamiento del horno, debido
a (i) las amplias reservas de este producto con que cuenta Colombia, y (ii) a que
es ambientalmente más amigable que otros combustibles alternativos (p.ej.
carbón).
El precio del Gas Natural decretado por la Comisión Reguladora de Energía y Gas
(CREG) para el período comprendido entre junio y diciembre de 2004 fue de USD
2.35/MBTU48, es decir, USD 0,2585/GJ. Así, el costo anual del combustible
requerido por el proceso será de USD 191/año.
5.2.4.1.4.3 Nitrógeno. Como se vio en la sección 6.2.2.6., el consumo de nitrógeno
gaseoso es de 6 m3/día, lo cual equivale a un consumo de nitrógeno líquido de
0,0087 m3/día, o 8,7 l/día, para un consumo total anual de 3.163 l/año.
47 Tomado de http://www.allproducts.com/tami/chuanfan/03-cx.html, el 29 de noviembre de 2004 48 Tomado el 29 de noviembre de 2004 de http://www.ecopetrol.com.co/documentos/SCGN-057HISTORICO.pdf

90
A un precio de USD 4,32/l ($ 10.80049), el costo del consumo anual de nitrógeno
es de USD 13.665.
5.2.4.1.4.4 Total Costo de Utilitarios. La siguiente tabla resume los costos de los
diferentes utilitarios y presenta el valor total anual de estos.
Tabla 20: Resumen del costo anual de utilitarios requeridos por el proceso
Costo anual (millones USD)
0.000 0.001 0.004 0.002 0.003
Total electricidad 0.010 0.000 0.014
0.023 Total Utilitarios
Servicio
HornoSopladores
CombustibleNitrógeno
MolinoTanques agitados
Electricidad
Secadores
5.2.4.1.5 Costo de Mantenimiento y Reparaciones (CMR). Peters y Timmerhaus
señalan que “en las industrias de procesos, el costo total anual por año para
mantenimiento y reparaciones oscila entre el 2 y el 10% de la Inversión de Capital
Fijo”50. Con base en lo anterior, y dada la simpleza del proceso, se asume un CMR
del 2% de la ICF, entonces el valor de este rubro será igual a USD 53.000 por año.
5.2.4.1.6 Costo de Suministros Operativos (CSO). Los suministros operativos
incluyen suministros de oficina, lubricantes, reactivos de ensayo, etc. Su costo
anual es aproximadamente 15% del costo total del CMR51. En consecuencia, para
el este proyecto el CSO es de USD 8.000 por año.
49 Reportado por AGA mediante conversación telefónica el día 26 de noviembre de 2004. 50 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag.268 51 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag.268

91
5.2.4.1.7 Costo de Operación del Laboratorio (COL). Este costo se debe a los
tests para control de calidad y de operaciones necesarios. Para estimaciones
ágiles, este costo puede tomarse como 10 a 20% del CMOO52. Tomándolo como
10% del CMOO, este rubro será de USD 7.000 por año.
5.2.4.2 Costos Fijos
5.2.4.2.1 Impuestos Locales. Con frecuencia estos impuestos pueden calcularse
como el 2% de la Inversión de Capital Fijo. Así, para el caso en cuestión, el gasto
anual por este concepto sería de USD 55.000.
5.2.4.2.2. Seguros. Las tasas de seguros dependen del tipo de actividad que se
esté desarrollando y usualmente ascienden al 1% de la Inversión de Capital Fijo.
De este modo, para este proyecto, los costos por aseguramiento serían de USD
27.000 por año.
5.2.4.2.3. Alquiler. Se asume que una bodega con un área de 2000 metros
cuadrados construidos es suficiente para desarrollar toda la operación. El costo de
ésta en el municipio de Tocancipá se encuentra alrededor de USD 2.400
($6.000.000) por mes, equivalente a USD 28.800 por año.
5.2.4.3 Gastos Generales.
5.2.4.3.1 Gastos Generales de Planta. Este rubro incluye gastos que no están
relacionados directamente con la producción, como por ejemplo gastos de
recreación y deporte, restaurantes, etc. Este rubro se puede aproximar como el
2% de la suma del las ventas53, es decir USD 16.000/año.
52 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag.268 53 Comunicación personal con Moisés de la Os, Gerente General de Gestión y Control S.A. 30 de Noviembre de 2004.

92
5.2.4.3.2.1 Gastos Administrativos. Este rubro incluye los salarios para
administradores, contadores, secretarias, asesorías legales y en sistemas, entre
otros. Dado el pequeño tamaño de la operación, se considera que la
administración de la empresa pueda funcionar con un gerente, una secretaria, una
asesoría por contabilidad, otra legal y otra en sistemas.
Tabla 21 muestra el valor que representan cada uno de estos gastos, así como el valor total anual (USD 32.400).
Costo mensual ($)
Costo mensual (millones USD)
Costo anual (millones USD)
Gerente 4000000 0.0016 0.0192Secretaria 1500000 0.0006 0.0072Asesoría contable 500000 0.0002 0.0024Asesoría legal 500000 0.0002 0.0024Asesoría en sistemas 250000 0.0001 0.0012
TOTAL 0.0324
5.2.4.4 Total COM sin depreciación. La siguiente tabla resume todos los rubros
incluidos dentro del CMO y presenta el valor total de este, sin incluir la
depreciación, ya que, como se verá en la siguiente sección, ésta se computa
mediante el método MACRS por lo que presenta un valor diferente durante los
años de su período.

93
Tabla 22: Resumen de los diferentes rubros que componen el COM Valor anual
(millones USD)Observaciones
Costo de Materias Primas (CMP) 0.371 550 ton/año*USD675/tonCosto de Mano de Obra Operativa (CMOO) 0.020 2 operarios/turno, 3 turnos/diaCosto de Mano de Obra para la Supervisión (CMOS) 0.011 15% de CMOOCosto de Utilitarios (CU) 0.024 Electricidad, combustible, N2Costo de Mantenimiento y Reparaciones (CMR) 0.053 2% de ICFCosto de Suministros Operativos (CSO) 0.008 15% de CMRCosto de Operación del Laboratorio (COL) 0.007 10% CMOOSub total: Costos Variables 0.494 Impuestos 0.055 2% ICFSeguros 0.027 1% ICFAlquiler 0.029 2000m2 construidos, TocancipáSub total: Costos Fijos 0.111 Gastos Generales Plantas 0.016 2% de ventas
Gastos Administrativos 0.032 Gerente, secretaria, contador, asesorias legal, contable y sistemas
Sub total: Gastos Generales 0.048
TOTAL: COSTO DE MANUFACTURA 0.65
Rubro
5.2.5 Depreciación. Para el cálculo de la depreciación se utilizó el método
“Sistema Modificado de Recuperación de Costos Acelerada” (o MACRS por sus
siglas en inglés). La escogencia de este método se hizo basada en el hecho de
que es el más utilizado para el computo de la declaración del impuesto de renta en
los Estados Unidos54. Este método emplea una depreciación desacelerada hasta
el período en que ésta es inferior a la depreciación para el mismo período
computada mediante el método de línea recta.
Suponiendo que la planta es construida con materiales apropiados y que se dará
el mantenimiento necesario para garantizar una depreciación física reducida, y
descartando factores que conlleven a una depreciación funcional acelerada (p.ej.
obsolescencia tecnológica, disminución de la demanda, cambios drásticos en la
población, etc.), entonces resulta adecuado tomar un período de depreciación de
10 años. La tabla 23 presenta las tasas anuales de depreciación según el método
54 Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill, Boston , 2003, pag. 311

94
MACRS para una depreciación a 10 años, así como el computo de la depreciación
para la ICF, utilizando una tasa de descuento por inflación del 5%. Tabla 23: Depreciación de la Inv ersión de Capital Fijo calculada para un período de 10 años según el método MACRS Inflación 5%ICF (106USD) 2,66 Año 1 2 3 4 5 6 7 8 9 10 11Tasa anual 0,100 0,180 0,144 0,115 0,092 0,074 0,066 0,066 0,066 0,066 0,033Depreciación anual (106USD) 0,2533 0,4343 0,331 0,2521 0,192 0,146 0,1238 0,118 0,112 0,107 0,05101
5.2.6 Costo de Iniciación. Estos costos se ocasionan debido al tiempo necesario
una vez ha sido completamente instalada la planta para poder lograr obtener
producto que se encuentre dentro de las especificaciones requeridas. Un valor
típico de estos costos es de 10% de la ICF, equivalente a USD 247.000.
5.2.7 Ingreso por ventas. La producción diaria de CA será de 1.560 kg,
equivalentes a 569.400 kg por año. Como se pudo ver en la sección 6.1., el precio
de venta a intermediarios del CA nacional es de aproximadamente $3.500/kg, es
decir USD 1,4/kg. De modo que si el CA producido por el proceso propuesto se
vendiera a este valor, se obtendrían ingresos anuales por USD 797.160.
5.2.8 Flujo de Caja Libre (FCL). Con la información presentada en las secciones
6.2.2. a 6.2.7. se procede a construir el Flujo de Caja Libre del proyecto,
suponiendo que este tiene una vida útil de 11 años.

95
Tabla 24.

96
5.2.9. Discusión. El FCL presentado en la sección anterior indica que el proyecto,
presupuestado empleando equipos adquiridos a costos internacionales, tiene un
Valor Presente Neto (VPN) negativo. Así concebido, el proceso propuesto para la
producción de CA a partir lodos PTAR carece de viabilidad económica.
Vale la pena anotar que varios de los costos estimados para poder realizar el FCL
anterior se estimaron a partir de porcentajes heurísticos, obtenidos a partir de la
experiencia general. Por tratarse de un proceso completamente novedoso, que
involucra el procesamiento de un desecho hasta ahora no destinado a este
propósito, los porcentajes mencionados pueden carecer de precisión. Por este
motivo vale la pena efectuar el presente análisis financiero sobre bases más
reales.
La experiencia indica que el costo de adquisición de equipos a nivel de planta
piloto en países desarrollados es aproximadamente 4 veces el costo de fabricar
los mismos equipos en Colombia55. De este modo, si el costo de equipos
entregados calculado en la sección 6.2.3. se divide por 4 y se construye
nuevamente el FCL a partir de este valor, el proyecto arroja un VPN de USD
530.000 y una TIR de 21%. Estos resultados modifican drásticamente el alcance
económico del proyecto, haciéndolo completamente viable. Por tal razón, vale la
pena realizar un análisis económico más profundo de este proyecto, en el cual se
utilice información más real, como por ejemplo cotizaciones directas de fabricantes
de equipos.
55 Comunicación personal con el Ing. Edgar Vargas, Departamento de Ingeniería Química, Universidad de los Andes, diciembre de 2004.
97
6. CONCLUSIONES
Mediante este trabajo se comprobó que la viabilidad técnica para producir CAs a
partir de lodos PTAR está dada. De hecho, se evidenció que los CAs obtenidos
presentan excelentes resultados en el tratamiento de soluciones acuosas de Cr+6 y
Pb+2.
El CA obtenido mediante activación con ZnCl2 desarrolló una mayor área
superficial que el CA obtenido mediante H3PO4. Esto puede atribuirse a dos
razones: (i) a que la solución utilizada para la activación con H3PO4 estaba
demasiado concentrada y que en consecuencia la estructura porosa se
encontraba aún saturada con este compuesto, y (ii) al hecho de que los CAs
activados mediante sales metálicas desarrollan usualmente una mejor estructura
porosa. La primera causa señalada se puede probar mediante tres hechos: (i) que
el contenido de cenizas del CA H2PO4 fue muy superior al del CA ZnCl2,
evidenciando una mayor cantidad de materia inorgánica en el primero, (ii) que el
rendimiento del CA H3PO3 respecto a los lodos secos no impregnados fue mayor
al 100%, mostrando que parte significativa de la masa del agente activante quedó
remanente en el CA obtenido, y (iii) a que durante el lavado llevado a cabo luego
de la activación, fue imposible obtener un pH constante en el efluente del lavado
para el CA H3PO4, lo cual sólo es atribuible a que continuase emergiendo este
ácido del CA.
El VPN del proyecto, calculado utilizando costos de equipos adquiridos en el
extranjero, y basándose en información casi completamente teórica, es negativo,
ocasionando que así visto, el proyecto sea económicamente inviable.
Sin embargo, si se tiene en cuenta la experiencia según la cual el costo de
equipos adquiridos en el extranjero es usualmente 4 veces el costo de estos

98
fabricados nacionalmente, entonces se obtiene un VPN de USD 530.000 y una
TIR de 21% anual, haciendo que el proyecto se vuelva bastante atractivo para un
potencial inversionista.

99
7. RECOMENDACIONES PARA FUTUROS TRABAJOS
Se recomienda adelantar un estudio en donde se hallen las condiciones óptimas
para fabricar CA a partir de lodos. Este estudio debe tener un alcance menor que
el presente en cuanto a la variedad de sus objetivos, pero debe ser más riguroso
en el tratamiento estadístico y detallado en la experimentación. Algunas variables
que se considera deben ser estudiadas con detenimiento son: concentración de
los agentes activantes; cantidad de agente activante utilizada; tiempo de
residencia durante la activación; temperatura de activación; y flujo de gas de
arrastre.
Se recomienda también adelantar otro estudio, el cual debe producirse como
continuación del sugerido en el punto anterior, que se concentre completamente
en el análisis económico para producir CA a partir de lodos. Este trabajo debe
estudiar más a fondo las condiciones de proceso, y utilizar información más real
(por ejemplo, cotizaciones de fabricantes) para realizar el estimado de costos.

100
8. APORTES A LA FORMACIÓN DE INGENIERO
Se logró aplicar la ingeniería en todo su espectro: desde el nivel científico, hasta el
nivel práctico
Se aprendieron numerosas técnicas de análisis de sólidos (AA, FTIR, Calorimetría
de inmersión, Curvas de Rompimiento, TGA, determinación del contenido de
cenizas y metales, determinación del área superficial, etc).
Fue necesario aprender y repasar numerosas técnicas y conceptos de la
Ingeniería Química (balances de masa y energía, principio funcional de diversas
ops. uni –secado, reducción de tamaño, mezclado- , carta psicrométrica,
ecuaciones para el cálculo de potencia, manejo de índices de costos, heurística
del costeo de proyectos, métodos para el análisis económico de plantas de
proceso)

101
9. BIBLIOGRAFÍA
CHEN, Xiaoge et al. Physical and chemical properties study of the activated
carbon made from sewage sludge. Waste Management ,2002, p. 755-760.
ENTREVISTA con Nelson Ballesteros de Hergrill Ltda. Ingeniero. 26 de
noviembre de 2004.
ENTREVISTA con Edgar Vargas, Ingeniero. Departamento de Ingeniería
Química, Universidad de los Andes, 15 diciembre de 2004.
Información proporcionada por la empresa Sisvita Biotechnologies S.A.
Tomado el 22 de octubre de la página
http://www.epa.gov/waterscience/biosolids/nas/complete.pdf
Tomado el 22 de octubre de la página
http://www.epa.gov/waterscience/biosolids/nas/complete.pdf
Información proporcionada por la empresa Sisvita Biotechnologies S.A.
Tomado el 22 de octubre de la página
http://www.epa.gov/waterscience/biosolids/nas/complete.pdf
Comunicación personal con el Sr. Germán Forero, director de Sabrisky Point S.A.
E.S.P., empresa operadora del relleno de Mondoñedo.
Información proporcionada por Ecología y Entorno Ltda. (empresa incineradora
que opera en la ciudad de Bogotá), y por Cementos Holcim (empresa que también
presta el servicio de incineración).
Amaya bibiana, Rangel David “Obt….”

102
Amaya bibiana, Rangel David “Obt….”
Tomado el 26 de octubre de 2004 de la página web del Departamento de
Negocios, Desarrollo Económico y Turismo,
http://www.hawaii.gov/dbedt/ert/biomass-der.html
Tomado el 26 de octubre de 2004 de la página web del departamento de
Ingeniería Química, Combustible y Tecnología Ambiental de la Universidad
Tecnológica de Viena, http://www.vt.tuwien.ac.at/biobib/fuel288.html
Chen et al. “Physical and…”
MARSH, Harry et al.“Introduction to Carbon Technologies”, Universidad de
Alicante, Alicante España, 1997, 150 p.
________,________España, 1997, 153 p
________,________España, 1997, 154 p
MARTIN, M.J et al. Carbonaceous adsorbents from sewage sludge and their
application in a combined activated sludge-powdered activated carbon (AS-PAC)
treatment. www.elsevier.com/locate/carbon.
PERRY, J.H. Chemical Engineers´Handbook, 7 Edición, McGraw-Hill, Tokio-
Japón. P. 20-13
_______,________ 6ta Edición. McGraw-Hill, 1984. p. 5-50
Costo del equipo a = costo del equipo b*(capacidad del equipo a/capacidad del
equipo b)0.6, Peters et al. “Plant Design and Economics for Chemical Engineers”,
McGraw-Hill, Boston , 2003, 243 p.

103
Peters et al. “Plant Design and Economics for Chemical Engineers”, McGraw-Hill,
Boston , 2003, 560 p.
________,________Boston , 2003, 245 p.
________,________Boston , 2003, 849 p.
________,________Boston , 2003, 560 p.
________,________Boston , 2003, 843 p.
________,________Boston , 2003, 250 p.
________,________Boston , 2003, 265 p.
________,________Boston , 2003, 266 p.
tomado de
http://www.andi.com.co/camaras/energia/images/Boletín%20Trimestral%20No.%2
011.doc, el 27 de Noviembre de 2004.
________,________Boston , 2003, 581 p.
________,________Boston , 2003, 536 p.
________,________Boston , 2003, 268 p.
Comunicación personal con Moisés de la Os, Gerente General de Gestión y
Control S.A. 30 de Noviembre de 2004.
_________,________Boston , 2003, 311 p.
Perry, Robert H. Chemical Engineers´ Handbook, 6ta Edición. McGraw-Hill, 1984,
p. 20-36
Tomado de http://www.allproducts.com/tami/chuanfan/03-cx.html, el 29 de
noviembre de 2004
Tomado el 29 de noviembre de 2004 de
http://www.ecopetrol.com.co/documentos/SCGN-057HISTORICO.pdf
Reportado por AGA mediante conversación telefónica el día 26 de noviembre de
2004.

104
Rangel, David, Amaya, Bibiana. Obtención de Carbón Activado a partir de
residuos lignocelulósicos y diseño de un adsorbedor para la retención de Cr+6 y
Pb+2 en corrientes acuosas. Universidad de los Andes, 2004.
Yang, Ralph T. Adsorbents: Fundamentals and Applications. John Wiley and Sons,
2003. p.79.
________,________ 2003. p.81.
________,________2003. p.86
Treybal, Robert E. “Mass Transfer Operations”, McGraw-Hill , New York, 1980,
p.774