Embed Size (px)
Citation preview
PREVISÃO E CONTROLE DE ENERGIA
Eliane da Silva Christo (UFF)
MIRLEY BITENCOURT FERREIRA (UFF)
Um dos componentes mais importantes de infra-estrutura no processo
de reestruturação do setor de energia elétrica reside na oferta regular
e confiável de energia elétrica, um equilíbrio entre oferta e demanda.
Em termos econômicos, a previssão e o controle estatístico da
demanda de energia se tornaram a base da composição de preço no
mercado e os erros de previsão e falhas passaram a resultar em perdas
financeiras. O problema maior no estudo de modelos de previsão é
otimizar os dados previstos, ou seja, minimizar as diferenças entre os
valores reais e os previstos, os erros de previsão. Estes erros são
causados pela má elaboração dos modelos ou pela grande
variabilidade do processo. O objetivo principal deste trabalho é
desenvolver um modelo de previsão de energia minimizando os erros
de previsão através do controle estatístico do processo, ou seja, usando
gráficos de controle dos resíduos para eliminar dados eventualmente
fora de controle, visando reduzir a variabilidade do processo.
Palavras-chaves: Previsão de Séries Temporais, Energia, Controle
Estatístico do Processo
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
Nos últimos anos, a indústria de energia elétrica de diversos países vem sofrendo diversas
transformações, principalmente no que diz respeito à estrutura do mercado e regulamentação.
O principal objetivo deste processo de reestruturação é promover a eficiência econômica
através da competição. Um dos componentes mais importantes de infra-estrutura no processo
de reestruturação reside na oferta regular e confiável de energia elétrica, um equilíbrio entre
oferta e demanda. Compete, portanto, a cada operação estabelecer critérios operativos que
possam assegurar a integridade do sistema, garantindo deste modo o fornecimento de energia
a todos os consumidores, dentro de padrões de qualidade aceitáveis com relação às oscilações
de tensão e freqüência e tempo de interrupção do serviço.
Em termos de modelo matemático, esta margem de segurança é obtida impondo-se restrições
de segurança. Cada uma destas restrições tem a função de prevenção contra a ocorrência de
algum evento crítico. Em termos econômicos, a previsão e o controle estatístico da demanda
de energia se tornaram a base da composição de preço no mercado e os erros de previsão e
falhas passaram a resultar em perdas financeiras. Diante dessa situação, eliminar desperdícios,
adotar tecnologias avançadas, desenvolver novos produtos, envolver os colaboradores e
buscar a melhoria contínua dos processos de produção tornaram-se a base de sustentação dos
negócios. O Controle Estatístico do Processo concentra-se na diminuição ou eliminação da
incidência de erros, defeitos e falhas em um processo.
O problema maior no estudo de modelos de previsão é otimizar os dados previstos, ou seja,
minimizar as diferenças entre os valores reais e os previstos, os erros de previsão. Estes erros
são causados pela má elaboração dos modelos ou pela grande variabilidade do processo.
Neste contexto, tornam-se necessários estudos aprofundados para elaboração do modelo
“ótimo” de previsão.
2. Metodologia
2.1. Avaliação da Autocorrelação da Série
Para iniciar a análise da série é preciso detectar se há autocorrelação entre os dados. A saber,
autocorrelação caracteriza uma série temporal não-estacionária, isto é, não possui média ou
variância constantes ao longo do tempo e a covariância entre dois períodos de tempo não
depende apenas da distância entre os dois períodos. Pode-se detectar a presença de
autocorrelação através dos seguintes meios: (i) o gráfico de correlograma, com base no
cálculo da função de autocorrelação (FAC ou ACF – autocorrelation function) e da função de
autocorrelação parcial (FACP ou PACF – partial autocorrelation function), (ii) as estatísticas
Q de Box-Pierce, (iii) e de Ljung-Box, (iv) o teste da raiz unitária, (v) o teste da correlação
cruzada, ou (vi) o teste do periodograma acumulado.
Os gráficos de correlograma da FAC e da FAPC são métodos visuais fáceis e eficientes de
detectar a presença de autocorrelação. Eles mostram a autocorrelação da série em várias
defasagens (lag), indicando em quais pontos esse autocorrelação é significativa, com base nos
teste Q de Box-Pierce e no teste de Ljung-Box (LB).
A autocorrelação está presente em séries temporais, e existem dois tipos destas séries,
estacionárias e não-estacionárias (BOX; JENKINS; REINSEL. 1994).
A série temporal estacionária refere-se a uma série em que sua média fica em torno de um
determinado valor fixo:
Xt= μ+et ,
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
Xt : uma característica da qualidade
t : tempo no instante 1,2,3...
μ: média do processo
et: variação aleatória em torno da média considerada como sendo N(0,σt2) com σt
2 constante.
Já a série temporal não-estacionária tem sua média oscilando, assim sendo, não é possível
determinar um valor para esta. Tal série não é previsível, é impossível determinar seu
comportamento num tempo adiante, logo, não é coerente tentar determinar sua capacidade de
processo.
O processo será autocorrelacionado caso os valores da variação aleatória forem
interdependentes, sendo independentes o processo será não autocorrelacionado. A correlação
de uma série temporal pode ser medida através do cálculo de função de autocorrelação :
ρ k = cov(Xt, Xt-k) / V(X) , para k = 0,1,2,...
cov(Xt, Xt-k) – covariância das observações em k períodos de tempo (ou lags)
V(X) – variância das observações, assumida como constante.
Tal expressão equivale a:
ρ k = ∑ (Xt – ) (Xt-k – ) /∑ (Xt – )2, para k = 0,1,2,...
É aconselhável efetuar a expressão utilizando valores baixos para k, em geral, k ≤ n/4, sendo
n o número total de observações.
2.2. Modelos Box&Jenkins
A filosofia da modelagem Box & Jenkins baseai-se em duas idéias: o princípio da parcimônia
(escolher um modelo com o menor número de parâmetros possíveis para uma representação
matemática adequada) e a construção de modelos através de um ciclo iterativo (estratégia de
seleção de modelos até a obtenção de um modelo satisfatório).
A modelagem Box & Jenkins segue a equação
kt0k
kt a w
onde:
at - ruído branco
B – operador retardo que representa um atraso de um período de tempo (BkZt=Zt-k)
k - filtro linear definido como )B(
)B(
p
q
Desta forma os modelos Box & Jenkins são dados por
tqtp a)B( w)B(

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
onde
(.) e (.) são polinômios de graus p e q, respectivamente
Como na vida prática nem todos os processos são estacionários, deve-se procurar algum tipo
de operador que produza a partir de wt um processo não estacionário. Nesta modelagem
consideram-se somente os processos chamados não estacionários homogêneos, isto é, aquela
classe de processos não estacionários para os quais diferenças sucessivas produzem um
processo estacionário.
Utilizando-se o operador soma (SnZt=-n Zt) e aplicando-o na série disponível obtém-se o
modelo ARIMA(p,d,q)
(B)dZt = (B)at
Nesse modelo supõe-se que a d-ésima diferença de Zt possa ser representada por um modelo
ARMA(p,q).
O passo seguinte na metodologia é a identificação do modelo, ou seja, a sua ordem. Para isso
são utilizados os conceitos de função de autocorrelação e autocorrelação parcial (Souza,
1996). Após a identificação da ordem do modelo, é necessário obter as estimativas dos
parâmetros desse modelo. A técnica utilizada para as estimativas é a da máxima
verossimilhança.
Para comprovar a validade do modelo selecionado, são realizados alguns testes estatísticos.
Finalmente, após a obtenção da estimativa do modelo, procede-se à previsão de valores
futuros da série e de seus limites de confiança. Destaca-se que uma análise mais profunda
desse método pode ser encontrada nas referências (BOX & JENKINS, 1970) e (SOUZA &
CAMARGO, 1996).
2.3. Gráficos de Controle para Dados Correlacionados
Se os dados que representam o processo forem autocorrelacionados pode ser que muitas
causas especiais, detectadas durante a avaliação da estabilidade, sejam apenas falsos alarmes.
Quando isto ocorre, as cartas de controle convencionais de Shewhart não devem ser aplicadas
diretamente tanto para a análise da estabilidade quanto para o controle de processos
(MONTGOMERY, 2004).
Uma alternativa para o controle estatístico de processos autocorrelacionados, consiste em
espaçar as medidas por um intervalo de tempo suficientemente longo e os tradicionais
gráficos de controle de “X-bar”, “R” e“S” são substituídos pelos gráficos de observações
individuais “I”e amplitude móvel “MA”. Utiliza-se o gráfico da amplitude móvel com o
objetivo de monitorar a variabilidade do processo e o gráfico de controle para observação
individual com o objetivo de monitorar o nível do processo.
O gráfico da média móvel exponencialmente ponderada (EWMA) é também indicado para
detecção de pequenas mudanças na média do processo, além de ser recomendado para a
análise de variáveis autocorrelacionadas (MONTGOMERY, 2004). A análise é feita baseada
na estatística Zt= Xt+(1−λ)Zt−1, onde o parâmetro que controla os pesos é dado por 0<λ≤1 e
o atributo de interesse é Xi. O gráfico de controle EWMA consiste na representação gráfica
de Zi versus o número da amostra t (ou do tempo t). A linha central e os limites de controle
para os gráficos de controle EWMA são construidos sob a suposição de normalidade. Valores
baixos de λ fazem com que o gráfico detecte mais rapidamente pequenas mudanças na média
do processo. Dependendo do valor escolhido para λ é possível mostrar que o gráfico EWMA
é mais poderoso que o de Shewhart para a detecção de pequenas mudanças na média do
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
processo, além de ser robusto em relação a não-normalidade da distribuição da característica
de qualidade de X.
Entre os gráficos de controle, destacam-se: (i) gráfico de resíduos, (ii) gráfico CUSUM (soma
acumulada), (iii) EWMA, (iv) gráficos de controle max , LI λ e LS λ , (v) gráfico com
intervalo variável (VSI), (vi) gráfico ARMA (Auto-regressivo e de média móvel), (vii)
gráfico de Médias de Grupos, e (viii) o método da estimação conjunta.
Wardell, Moskowitz, e Plante (1994) estudaram o desempenho do gráfico de resíduos na
presença de autocorrelação, que é o gráfico tradicional de Shewhart aplicado aos resíduos. O
desempenho do CUSUM em processos autocorrelacionados foi estudado por Yashchin
(1993), Atienza, Tang, e Ang (2002), Lu e Reynolds (1999), e Lu e Reynolds (2001). O
gráfico CUSUM é utilizado no lugar do gráfico de Shewhart quando se quer detectar mudança
na média do processo menor que 1,5σ mais rapidamente. O gráfico EWMA possui a mesma
finalidade do CUSUM. Seu desempenho em processos serialmente correlacionados foi
estudado por Montgomery e Mastrangelo (1991) e Lu e Reynolds (1999).
Uma das mais importantes propriedades estudadas pelos pesquisadores na escolha de um
gráfico para controle dos resíduos é a distribuição RL (run length). O RL é a quantidade de
amostras ou observações necessárias para o gráfico sinalizar um estado fora de controle. O
conhecimento da distribuição RL permite estimar a ARL – quantidade média de amostras ou
observações para que o gráfico sinalize um estado fora de controle – e o SRL ou SDRL – o
desvio padrão de RL. Normalmente deseja-se que a ARL seja grande quando não há causas
especiais, e pequenas quando há (para que se possa identificá-la mais rapidamente).
Uma alternativa para o controle estatístico de processos autocorrelacionados, consiste em
espaçar as medidas por um intervalo de tempo suficientemente longo e os tradicionais
gráficos de controle de “X-bar”, “R” e“S” são substituídos pelos gráficos de observações
individuais “I”e amplitude móvel “MA”. Utiliza-se o gráfico da amplitude móvel com o
objetivo de monitorar a variabilidade do processo e o gráfico de controle para observação
individual com o objetivo de monitorar o nível do processo.
O gráfico da média móvel exponencialmente ponderada (EWMA) introduzido por Roberts
(1959) é também indicado para detecção de pequenas mudanças na média do processo, além
de ser recomendado para a análise de variáveis autocorrelacionadas (Mastrangelo e
Montgomery, 1991; Hunter, 1986). A análise é feita baseada na estatística Zt= Xt+(1−λ)Zt−1,
onde o parâmetro que controla os pesos é dado por 0<λ≤1 e o atributo de interesse é Xi. O
gráfico de controle EWMA consiste na representação gráfica de Zi versus o número da
amostra t (ou do tempo t). A linha central e os limites de controle para os gráficos de controle
EWMA são construidos sob a suposição de normalidade. Valores baixos de λ fazem com que
o gráfico detecte mais rapidamente pequenas mudanças na média do processo. Dependendo
do valor escolhido para λ é possível mostrar que o gráfico EWMA é mais poderoso que o de
Shewhart para a detecção de pequenas mudanças na média do processo, além de ser robusto
em relação a não-normalidade da distribuição da característica de qualidade de X.
A autocorrelação nada mais é do que um mecanismo existente no processo, que faz com que
os dados não sejam independentes entre si ao longo do tempo. Em qualquer momento durante
um processo, o valor de uma variável não é só um valor aleatório. Normalmente, é
influenciado pelo seu próprio valor em algum momento no tempo.
A autocorrelação tem sido reconhecida como um fenômeno natural nas indústrias onde
parâmetros como temperatura e pressão variam lentamente para a taxa ao qual eles são
medidos. Quando os gráficos de controle de Shewhart são construídos para dados
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
autocorrelacionados, os limites de controle tradicionais aumentam a probabilidade de ocorrer
alarmes falsos.
3. Resultados
A série utilizada são cargas mensais da demanda de fora da ponta dos anos 1982 a 2000 de
uma empresa de energia “X”. A análise de previsão foi feita para o último ano (Janeiro à
Julho de 2000), o qual não entrou no modelo para identificação e estimação dos parâmetros.
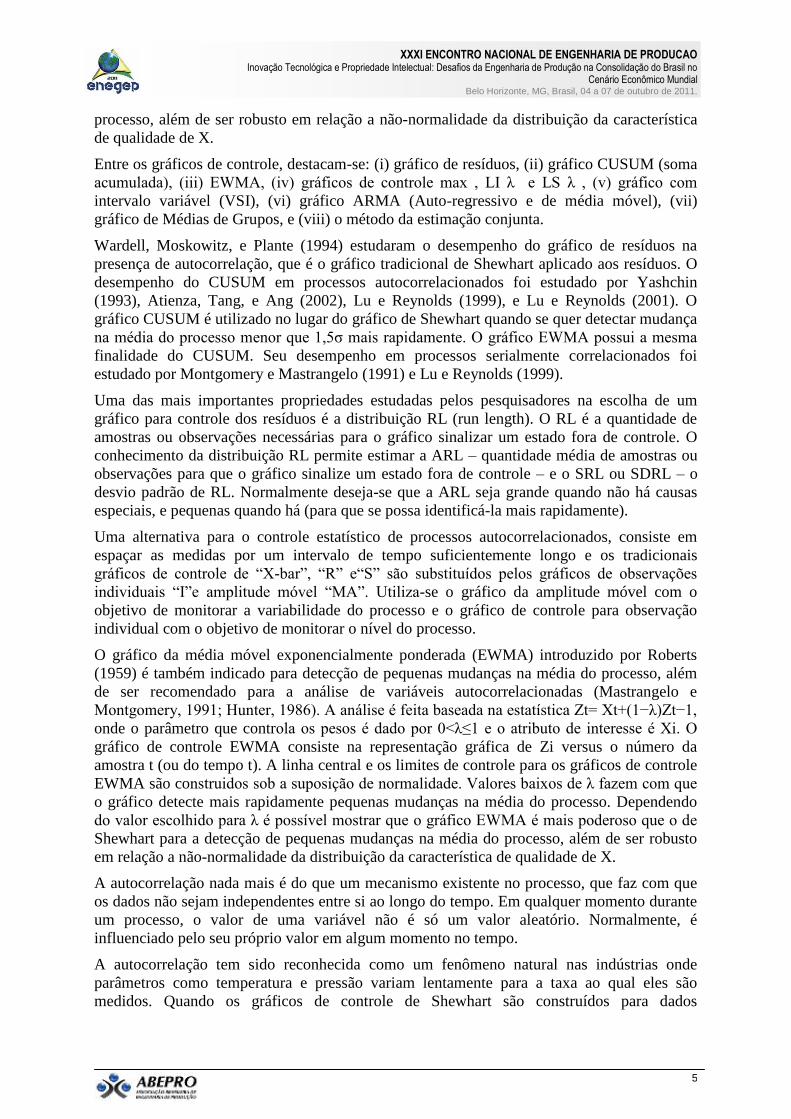
A figura1 da série original encontra-se a seguir. Nota-se, que a série é não estacionária, esse
fato será confirmado com a figura 2 das autocorrelações.
Figura1- Série de Empresa de energia “X”
Antes de aplicar as metodologias, deve-se verificar se a série é homocedástica, ou seja,
variância constante. Esta verificação é feita através do histograma da série ou através do teste
de homogeneidade de variância. Quando uma série é heterocedástica deve-se aplicar a função
não linear de Box & Cox para normalizá-la.
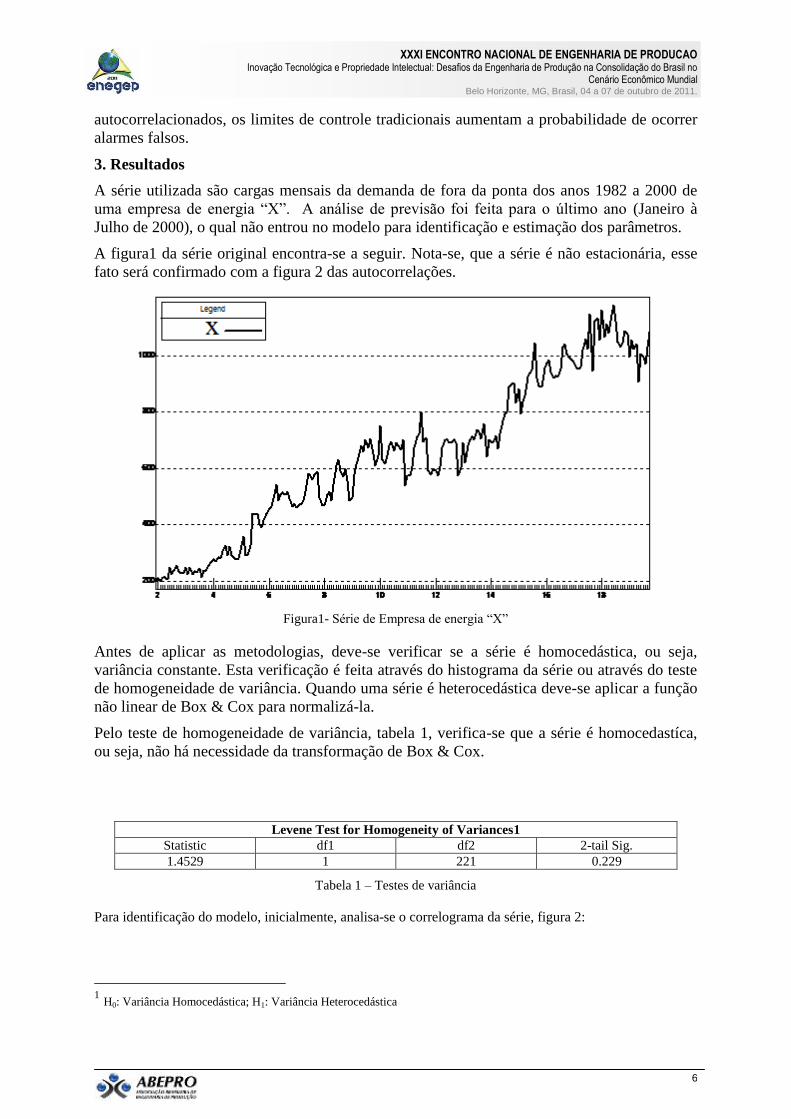
Pelo teste de homogeneidade de variância, tabela 1, verifica-se que a série é homocedastíca,
ou seja, não há necessidade da transformação de Box & Cox.
Levene Test for Homogeneity of Variances1
Statistic df1 df2 2-tail Sig.
1.4529 1 221 0.229
Tabela 1 – Testes de variância
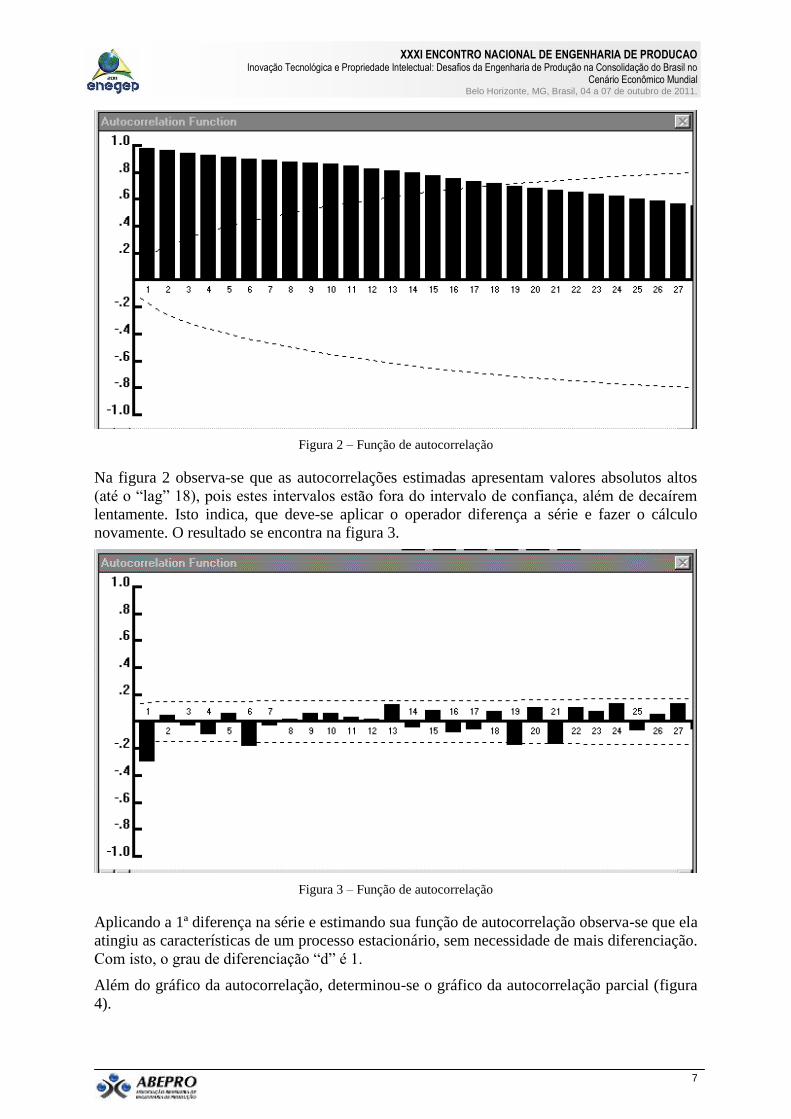
Para identificação do modelo, inicialmente, analisa-se o correlograma da série, figura 2:
1 H0: Variância Homocedástica; H1: Variância Heterocedástica
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
Figura 2 – Função de autocorrelação
Na figura 2 observa-se que as autocorrelações estimadas apresentam valores absolutos altos
(até o “lag” 18), pois estes intervalos estão fora do intervalo de confiança, além de decaírem
lentamente. Isto indica, que deve-se aplicar o operador diferença a série e fazer o cálculo
novamente. O resultado se encontra na figura 3.
Figura 3 – Função de autocorrelação
Aplicando a 1ª diferença na série e estimando sua função de autocorrelação observa-se que ela
atingiu as características de um processo estacionário, sem necessidade de mais diferenciação.
Com isto, o grau de diferenciação “d” é 1.
Além do gráfico da autocorrelação, determinou-se o gráfico da autocorrelação parcial (figura
4).

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
Figura 4 – Função de autocorrelação parcial
Através dos gráficos 3 e 4, verifica-se que o “lag 1” nos 2 gráficos é significativo. Com isto,
tem-se, a princípio, o modelo ARIMA (1,1,1)
A seguir, na tabela 2 serão apresentados os testes estatísticos aplicados ao modelo selecionado
(identificado e com os parâmetros estimados), para a comprovação de sua validade.
Model
Arima
Parâmetros
Estimados
Sig. dos
Parâmetro
s
R2 –
ajustado
Ljung-Box BIC MAPE
(1,1,1) 1=0.4172
1=0.7226
0.9933
1.0000
0.9697 37.47 48.44 0.0567
(1,1,0) 1=-0.2956 1.0000 0.9688 31.81 48.18 0.05749
(0,1,1) 1=0.3230 1.0000 0.969 38.48 48.04 0.05743
(2,1,1) 1=0.4476
2=0.1276
1=0.7957
0.9832
0.7681
1.000
0.97 34.36 48.74 0.05667
Tabela 2- Modelos
Ao estimar os parâmetros de 3 modelos candidatos ARIMA(1,1,1), ARIMA(0,1,1) e
ARIMA(1,1,0) verificou-se que todos os parâmetros foram significativos ao nível de 5%.
Porém, o primeiro modelo apresentou estatísticas melhores que as demais. O R2 o critério
BIC foram maiores e o MAPE menor. Apesar de apresentar número maior de parâmetros.
Realizando o teste de sobrefixação do modelo ARIMA(1,1,1), elaborando o modelo
ARIMA(2,1,1). Ao analisar este modelo que sofrefixa o identificado, contatou-se que nem
todos os parâmetros são significativos ao nível de 5%.
Pelos resultados apresentados, ainda tendo o modelo sobrefixado com R2 e BIC
maiores, o modelo escolhido como representativo do processo gerador da série em estudo é o
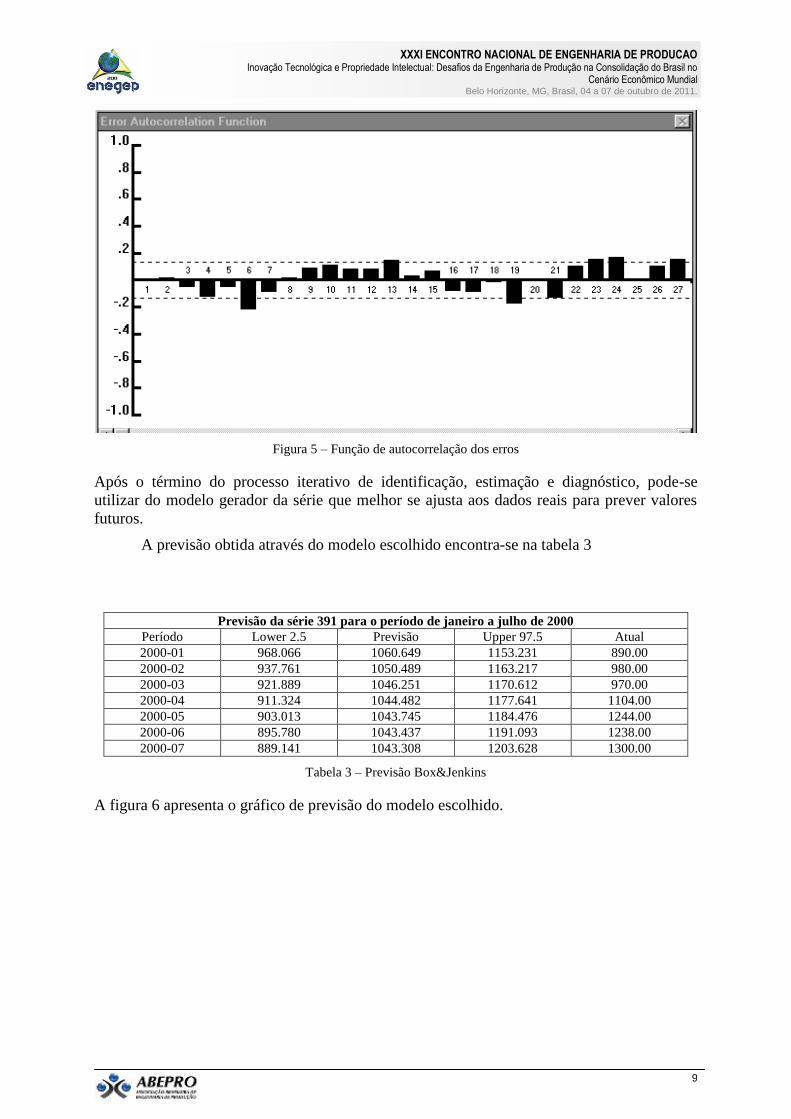
ARIMA(1,1,1) mesmo não sendo o mais parcimonioso. A figura 5 apresenta função de
autocorrelação dos resíduos deste modelo.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
Figura 5 – Função de autocorrelação dos erros
Após o término do processo iterativo de identificação, estimação e diagnóstico, pode-se
utilizar do modelo gerador da série que melhor se ajusta aos dados reais para prever valores
futuros.
A previsão obtida através do modelo escolhido encontra-se na tabela 3
Previsão da série 391 para o período de janeiro a julho de 2000
Período Lower 2.5 Previsão Upper 97.5 Atual
2000-01 968.066 1060.649 1153.231 890.00
2000-02 937.761 1050.489 1163.217 980.00
2000-03 921.889 1046.251 1170.612 970.00
2000-04 911.324 1044.482 1177.641 1104.00
2000-05 903.013 1043.745 1184.476 1244.00
2000-06 895.780 1043.437 1191.093 1238.00
2000-07 889.141 1043.308 1203.628 1300.00
Tabela 3 – Previsão Box&Jenkins
A figura 6 apresenta o gráfico de previsão do modelo escolhido.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
Figura 6 – Previsão Box & Jenkins
Através da tabela 3 e da figura 6, observa-se que as previsões estão bem próximas dos valores
reais, porém vale ressaltar que à medida que o horizonte de previsão vai aumentando, os
valores previstos tendem a não serem tão preciso. Eles tendem para uma reta.
Como os resíduos do modelo são independentes e normalmente distribuídos, o gráfico de
controle de Shewhart pôde ser aplicado para identificar se todos os pontos destes resíduos
estão sob controle. Através da análise dos gráficos de controle da média e amplitude ( RX ),
figura 7, observa-se que um ponto (amostra 16) se encontra fora dos limites de controle.
1715131197531
50
25
0
-25
-50
Sample
Sa
mp
le M
ea
n
__X=0,0
UCL=44,0
LCL=-44,0
1715131197531
250
200
150
100
50
Sample
Sa
mp
le R
an
ge
_R=154,4
UCL=269,3
LCL=39,5
1
Tests performed with unequal sample sizes
Gráfico Xbar-R dos Resíduos
Figura 7 – Gráfico de Controle dos Resíduos
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
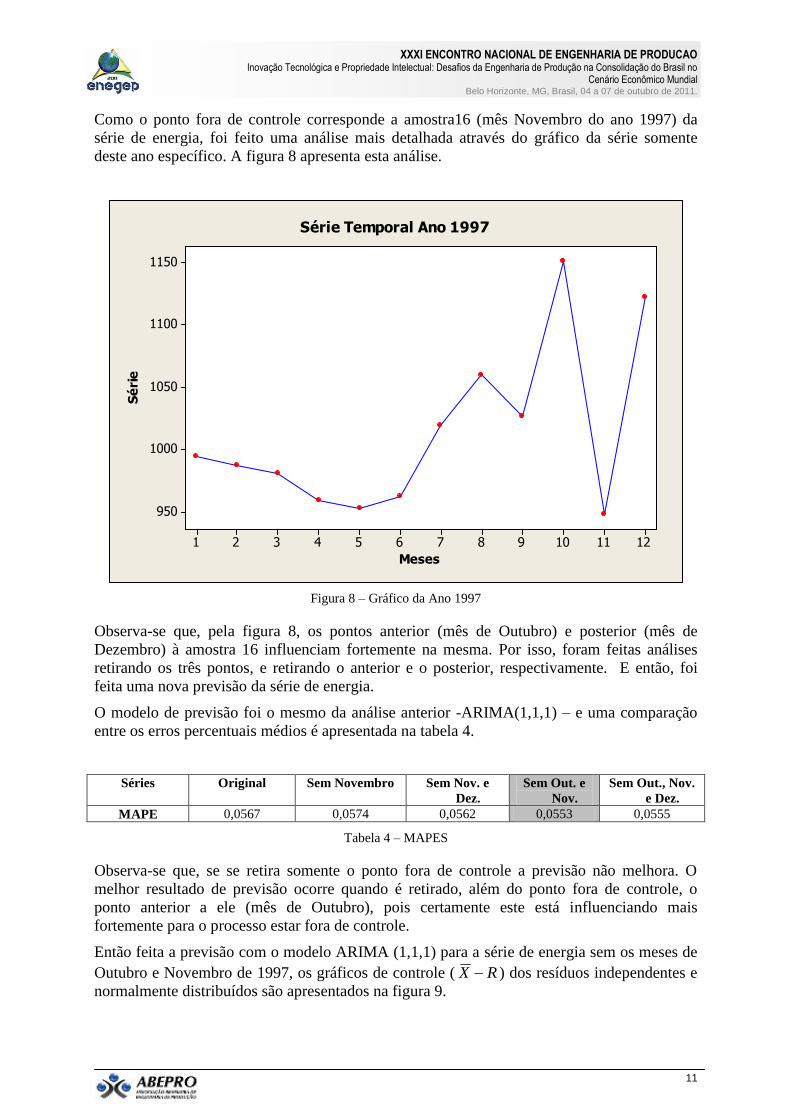
Como o ponto fora de controle corresponde a amostra16 (mês Novembro do ano 1997) da
série de energia, foi feito uma análise mais detalhada através do gráfico da série somente
deste ano específico. A figura 8 apresenta esta análise.
121110987654321
1150
1100
1050
1000
950
Meses
Sé
rie
Série Temporal Ano 1997
Figura 8 – Gráfico da Ano 1997
Observa-se que, pela figura 8, os pontos anterior (mês de Outubro) e posterior (mês de
Dezembro) à amostra 16 influenciam fortemente na mesma. Por isso, foram feitas análises
retirando os três pontos, e retirando o anterior e o posterior, respectivamente. E então, foi
feita uma nova previsão da série de energia.
O modelo de previsão foi o mesmo da análise anterior -ARIMA(1,1,1) – e uma comparação
entre os erros percentuais médios é apresentada na tabela 4.
Séries Original Sem Novembro Sem Nov. e
Dez.
Sem Out. e
Nov.
Sem Out., Nov.
e Dez.
MAPE 0,0567 0,0574 0,0562 0,0553 0,0555
Tabela 4 – MAPES
Observa-se que, se se retira somente o ponto fora de controle a previsão não melhora. O
melhor resultado de previsão ocorre quando é retirado, além do ponto fora de controle, o
ponto anterior a ele (mês de Outubro), pois certamente este está influenciando mais
fortemente para o processo estar fora de controle.
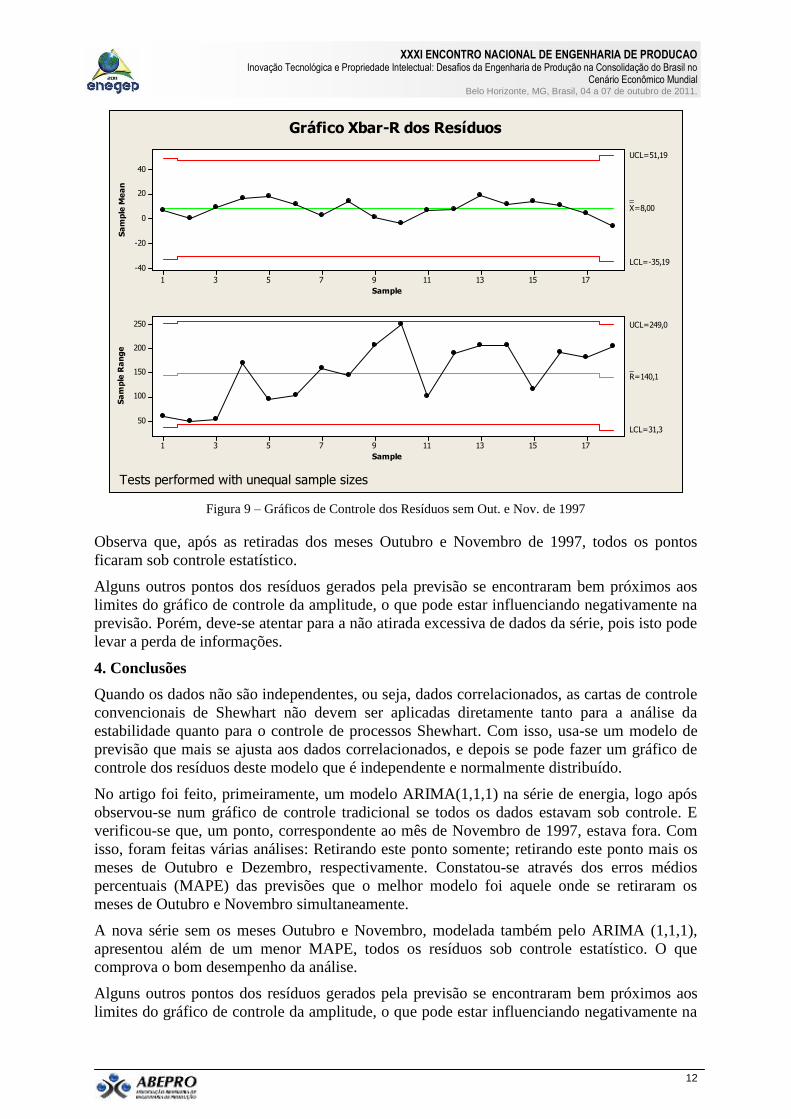
Então feita a previsão com o modelo ARIMA (1,1,1) para a série de energia sem os meses de
Outubro e Novembro de 1997, os gráficos de controle ( RX ) dos resíduos independentes e
normalmente distribuídos são apresentados na figura 9.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
1715131197531
40
20
0
-20
-40
Sample
Sa
mp
le M
ea
n
__X=8,00
UCL=51,19
LCL=-35,19
1715131197531
250
200
150
100
50
Sample
Sa
mp
le R
an
ge
_R=140,1
UCL=249,0
LCL=31,3
Tests performed with unequal sample sizes
Gráfico Xbar-R dos Resíduos
Figura 9 – Gráficos de Controle dos Resíduos sem Out. e Nov. de 1997
Observa que, após as retiradas dos meses Outubro e Novembro de 1997, todos os pontos
ficaram sob controle estatístico.
Alguns outros pontos dos resíduos gerados pela previsão se encontraram bem próximos aos
limites do gráfico de controle da amplitude, o que pode estar influenciando negativamente na
previsão. Porém, deve-se atentar para a não atirada excessiva de dados da série, pois isto pode
levar a perda de informações.
4. Conclusões
Quando os dados não são independentes, ou seja, dados correlacionados, as cartas de controle
convencionais de Shewhart não devem ser aplicadas diretamente tanto para a análise da
estabilidade quanto para o controle de processos Shewhart. Com isso, usa-se um modelo de
previsão que mais se ajusta aos dados correlacionados, e depois se pode fazer um gráfico de
controle dos resíduos deste modelo que é independente e normalmente distribuído.
No artigo foi feito, primeiramente, um modelo ARIMA(1,1,1) na série de energia, logo após
observou-se num gráfico de controle tradicional se todos os dados estavam sob controle. E
verificou-se que, um ponto, correspondente ao mês de Novembro de 1997, estava fora. Com
isso, foram feitas várias análises: Retirando este ponto somente; retirando este ponto mais os
meses de Outubro e Dezembro, respectivamente. Constatou-se através dos erros médios
percentuais (MAPE) das previsões que o melhor modelo foi aquele onde se retiraram os
meses de Outubro e Novembro simultaneamente.
A nova série sem os meses Outubro e Novembro, modelada também pelo ARIMA (1,1,1),
apresentou além de um menor MAPE, todos os resíduos sob controle estatístico. O que
comprova o bom desempenho da análise.
Alguns outros pontos dos resíduos gerados pela previsão se encontraram bem próximos aos
limites do gráfico de controle da amplitude, o que pode estar influenciando negativamente na
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
previsão. Porém, deve-se atentar para a não atirada excessiva de dados da série, pois isto pode
levar a perda de informações. E como se trata de uma série real de demanda de energia
elétrica, as informações contidas nos dados históricos são de suma importância para uma
previsão precisa.
Referências
BOX, G.E.P. and G.M. JENKINS. Time series analysis: Forecasting and control. San Francisco: Holden-Day,
1970.
MONTGOMERY, D. C. Introdução ao Controle Estatístico da Qualidade. 4ª Edição. Rio de Janeiro: LTC,
2004.
SOUZA, R. C. ; CAMARGO, M. E. . Análise e Previsão de Séries Temporais: Os Modelos Arima. 1. ed.
Brasil: Inijuí, RS, 220 p. 1996.
WARDELL, D. G.; MOSKOWITZ, H.; PLANTE, R. D. Run Length Distributions of Residual Control
Charts for Autocorrelated Processes. Journal of Quality Technology. v. 26, n. 4, p. 308-317, 1994.
YASHCHIN, E. Performance of CUSUM Control Schemes for Serially Correlated Observations.
Technometrics. v. 35, n. 1, p. 37-52, 1993.
ATIENZA, O. O.; TANG, L. C.; ANG, B. W.. A SPC Procedure for Detecting Level Shifts of Autocorrelated
Processes. Journal of Quality Technology, v. 30, n. 4, p. 340-351, 1998.
LU, C-W.; REYNOLDS, M. R. JR.., Cusum Charts for Monitoring an Autocorrelated Process. Journal of
Quality Technology, v. 33, n. 3, p. 316-334, 2001.
LU, C-W.; REYNOLDS, M. R. JR., EWMA .Control Charts for Monitoring the Mean of Autocorrelated
Processes. Journal of Quality Technology, v. 31, n. 1, p. 166-188, 1999.
MONTGOMERY, D. C.; MASTRAGELO, C. M. Some Statistical Process Control Methods for
Autocorrelated Data. Journal of Quality Technology, v. 23, n. 3, p. 179-193, 1991.
HUNTER, J. S. The exponentially weighted moving average. Journal of Quality Technology, n. 18, 202-209,
1986.


![;1]hemeroteca-paginas.mundodeportivo.com/./EMD02/HEM/... · rl a, a, rl rl a’ u— a’ rl a’ a, a’ ... La etapa final de la gran vtiel ta levantina que liemos vivido era un](https://img.document.onl/doc/110x75/5f559f09adc05203855fe9ee/1hemeroteca-rl-a-a-rl-rl-aa-ua-aa-rl-aa-a-aa-la-etapa-final.jpg)






![RL #35 [quadrimestral. julho 2012]](https://img.document.onl/doc/110x75/5870ad7e1a28ab2e3c8b60e2/rl-35-quadrimestral-julho-2012.jpg)



















