Embed Size (px)
Citation preview

Fundação Vanzolini
Direitos Autorais Reservados
Projeto 6 Sigma - Melhoria
da Capacidade do
Processo de Usinagem da
Peça Nº 2281016 –
Gustavo Scarabôtolo Gattás
Data de início: 06/09/2004 Revisão: 03

Fundação Vanzolini
Direitos Autorais Reservados
DPMO INICIAL: 60.457 ppm Cp inicial : 0,76
Cpk inicial : 0,54
META: 20.000 ppm
ESTIMATIVA DE REDUÇÃO DE CUSTO ANUAL: R$ 38.280,00
OBJETIVO DO PROJETO
Reduzir o índice de não conformidade do processo de usinagem
que está em 60.000 PPM para um máximo de 20.000 PPM, num
prazo inferior a seis meses.
Descrição do Projeto

Fundação Vanzolini
Direitos Autorais Reservados
Escopo do Projeto:
• Inclui:
• Processo de usinagem da peça nº 2281016 que consiste em:
•1ª operação : topador, facear frente, escarilhar frente, chanfrar fundo e frente, facear fundo – Torno Automático Traub A 15/25 – Dimensão 49,60 + 0,10 mm;
•Não Inclui:
•2ª operação : escarilhar fundo – Furadeira de Bancada;
•3ª operação : tratamento superficial ( cromeação ) – externo;
•Defeitos no material (escaras na parte interna do tubo);
Impacto no Cliente:
• Evitar danos no molde de injeção plástica (se a peça ficar maior o molde não fecha podendo danificá-lo);
•Evitar peças injetadas com defeito (se ficar menor o furo é coberto por plástico);
•Impacto na Empresa:
• Diminuição de refugos, retrabalho e inspeção final.
Descrição do Projeto

Fundação Vanzolini
Direitos Autorais Reservados 4
Cliente : Filtertek
CTQ associado ao projeto : Dimensão 49,60 + 0,10 mm
( comprimento do tubo );
Unidade: um tubo usinado;
Oportunidades: uma oportunidade por peça;
Defeitos (por oportunidade): uma peça com dimensão maior ou
menor.
Descrição do Projeto

Fundação Vanzolini
Direitos Autorais Reservados 5
Equipe de Projeto
Principais
Envolvidos
FASE DO PROJETO
Nucleo:
1 - Gustavo Gattás
2 - Claudio Deido
3 - Ademir Bertolino
4 - Jefferson Moura
Ampliada:
5 - Antonio Santos
6 - Kelly Zechi
DEFINIÇÃO MEDIÇÃO ANÁLISE MELHORIA
X
CONTROLE
x
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
x

Fundação Vanzolini
Direitos Autorais Reservados 6
FEPSC
Fornecedores Entradas Processo Saídas ClientesPérsico Pisamiglio Operadores, Tornos Posicionar o mate- Peça usinada OP 20 - Furadeira
Sandvik Automáticos. rial no alimentador.
Aços Vic Usinar o tubo em
1ª operação.

Fundação Vanzolini
Direitos Autorais Reservados 7
Mapa do Processo –
Específico
Posicionar o tubo de aço no alimentador do torno
1ª OPERAÇÃO : Topador
2ª OPERAÇÃO : Facear Frente
3ª OPERAÇÃO : Escarilhar Frente
4ª OPERAÇÃO : Chanfrar Fundo e Frente
5ª OPERAÇÃO : Facear Fundo
Fundação Vanzolini
Direitos Autorais Reservados 8
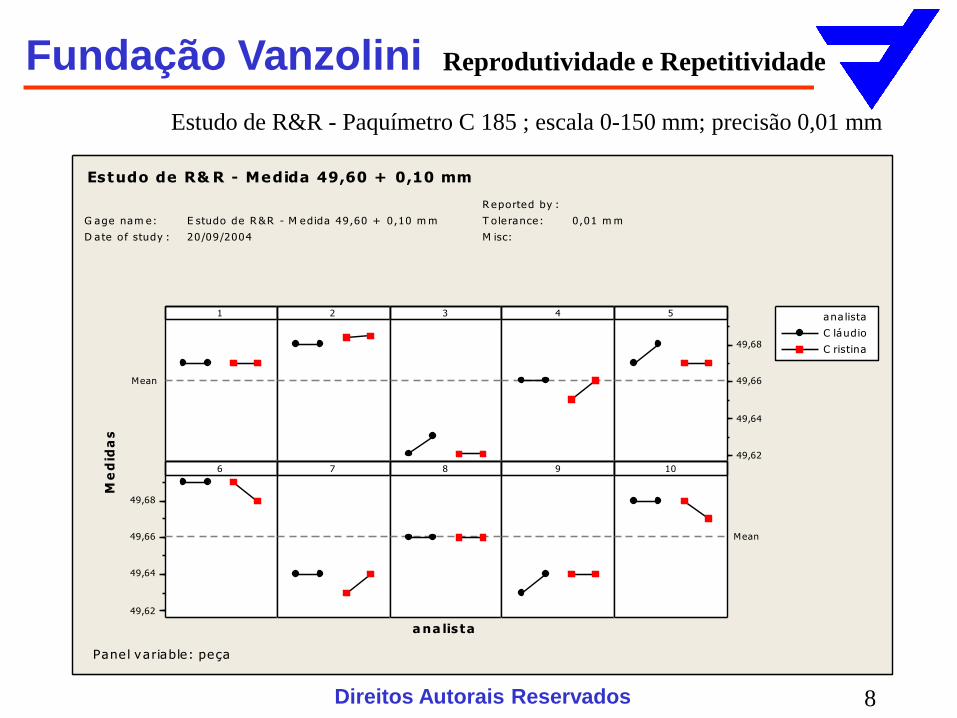
Reprodutividade e Repetitividade
Estudo de R&R - Paquímetro C 185 ; escala 0-150 mm; precisão 0,01 mm
a na lis ta
Me
did
as
Mean
49,68
49,66
49,64
49,62
49,68
49,66
49,64
49,62
Mean
1 2 3 4 5
6 7 8 9 10
ana lista
C láudio
C ristina
G age nam e: E studo de R &R - M edida 49,60 + 0 ,10 m m
D a te o f study : 20/09/2004
R eported by :
T o le rance : 0,01 m m
M isc:
Pane l v a riable : peça
Estudo de R& R - Medida 49,60 + 0,10 mm

Fundação Vanzolini
Direitos Autorais Reservados 9
Estudo de R&R
Pe
rc
en
t
Pa r t- to - Pa r tRe pr odRe pe a tG a ge R& R
100
50
0
% Co n t r ib u t io n
% S tu d y Va r
% To le ra n ce
Sa
mp
le R
an
ge
0 ,010
0 ,005
0 ,000
_R=0 ,00355
U CL=0 ,01160
LCL=0
Clá ud io Cr istina
Sa
mp
le M
ea
n 49 ,68
49 ,65
49 ,62
__X=49 ,66048U CL=49 ,66715
LCL=49 ,65380
Clá ud io Cr istina
peç a
10987654321
49 ,68
49 ,65
49 ,62
analis ta
Cr istinaClá ud io
49 ,68
49 ,65
49 ,62
peç a
Av
era
ge
10 9 8 7 6 5 4 3 2 1
49 ,68
49 ,65
49 ,62
a n a list a
C lá u d io
Cr ist in a
G age nam e: E studo de R &R - M edida 49,60 + 0 ,10 m m
D ate o f study : 20/09/2004
R eported by :
T o le rance : 0,01 m m
M isc:
Com pone nts of Va ria tion
R Cha rt by a na lista
Xba r Cha rt by a na lista
M e dida s by pe ça
M e dida s by a na lista
a na lista * pe ça Inte ra ction
Estudo de R& R - Medida 49,60 + 0,10 mm

Fundação Vanzolini
Direitos Autorais Reservados 10
Estudo de R&R
Gage R&R
%Contribution
Source VarComp (of VarComp)
Total Gage R&R 0,0000186 3,84
Repeatability 0,0000174 3,58
Reproducibility 0,0000012 0,25
analista 0,0000012 0,25
Part-To-Part 0,0004664 96,16
Total Variation 0,0004850 100,00
Study Var %Study Var %Tolerance
Source StdDev (SD) (6 * SD) (%SV) (SV/Toler)
Total Gage R&R 0,0043131 0,025878 19,58 25,88
Repeatability 0,0041677 0,025006 18,92 25,01
Reproducibility 0,0011103 0,006662 5,04 6,66
analista 0,0011103 0,006662 5,04 6,66
Part-To-Part 0,0215960 0,129576 98,06 129,58
Total Variation 0,0220225 0,132135 100,00 132,13
Number of Distinct Categories = 7

Fundação Vanzolini
Direitos Autorais Reservados 11
Teste de Normalidade Kolmogorov - Smirnov
dados
Pe
rc
en
t
49,7449,7249,7049,6849,6649,6449,6249,60
99,9
99
95
90
80
70
60
50
40
30
20
10
5
1
0,1
M ean
>0,150
49,66
S tD ev 0,02283
N 100
KS 0,052
P -Valu e
Teste de N ormalidade - P rojeto
Norm al

Fundação Vanzolini
Direitos Autorais Reservados 12
Capacidade Sigma do Processo
Capacidade Sigma = Z. Bench + 1,5 = 1,55 + 1,5 = 3,05
49 ,7 049 ,6 849 ,6 64 9 ,6 44 9 ,6 249 ,60
LS L U S L
P rocess D a ta
S am ple N 100
S tD ev (W ith in) 0 ,02203
S tD ev (O v e ra ll) 0 ,02289
LS L 49,60000
T a rge t *
U S L 49,70000
S am ple M ean 49,66400
P otentia l (W ith in) C apability
C C pk 0,76
O v e ra ll C apability
Z.B ench 1,55
Z.LS L 2,80
Z.U S L 1,57
P pk
Z.B ench
0,52
C pm *
1,62
Z.LS L 2,91
Z.U S L 1,63
C pk 0,54
O bse rv ed P e rfo rm ance
P P M < LS L 0,00
P P M > U S L 0,00
P P M T ota l 0 ,00
E xp. W ith in P e rfo rm ance
P P M < LS L 1834,58
P P M > U S L 51105,87
P P M T ota l 52940,45
E xp. O v e ra ll P e rfo rm ance
P P M < LS L 2584,97
P P M > U S L 57872,06
P P M T ota l 60457,02
W ith in
O v erall
Estudo da Capacidade S igma do Processo

Fundação Vanzolini
Direitos Autorais Reservados 13
Gráfico de Ishikawa
M eio A mb ien te
M ed içõ es
M éto d o s
M ater iais
M áq u in as
M ão d e O b ra
M ecânicos M anut.Preparados
Preparador e A fiador
Experiênc ia do Operador,
Preparador e A fiador
T reinam ento do Operador,
Preparador e A fiador
Habilidade do Operador,
C onhec im / em ruídos de m áqs .
C onhec im / em pas tilhas
C onhec im / em des enhos
ins trum entos de m edição
C onhec im ento de m edidas e
Nº de operadores s ufic iente
B arramentos , buchas
R olam entos , engrenagens ,
Eixos , polias , m ancais ,
A lim entadores , contadores ,
Pinças , carrinhos ,
V ariação de tens ão
Ferram entas e ins ertos
Lubrific ação
M anutenção Preventiva
Parâm etros de us inagem
C apabilidade adequada
defeitos s uperfic iais
Is entos de m anchas e
Es toque de materiais
Óleos e lubrific antes
M aterial s / empenar
M aterial c / durez a certa
M aterial s / variação dim .
M aterial = des enho
M aterial s / defeito
M aterial com patível
Proces sos docum entados
C om partilham ento
A rm az . de m .prim a
M étodo de trans porte
Embalagem adequada
Sequênc ia de operações
Div is ão do trabalho
A fiação ferram entas
Ergonom ia equac ionada
Parâm etros de us inagem
Proces s os A dequados
A feriç ões conf. norm a
A uditorias conf. norm a
Ins trum entos arm azenados
Ins trum entos identific ados
C alibrações docum entadas
Ins trum entos de medições
Frequênc ia de m edições
M étodos regis trados
M étodos padroniz ados
M étodos corretos
Econom ia de energia
Us o rac ional da água
Segurança
R es íduos líquidos
R ec ic lagem
Níveis de ruído
R es íduos s ólidos
Organiz ado
Limpo
Salubre
Ilum inado
Cause-and-Effect Diagram

Fundação Vanzolini
Direitos Autorais Reservados 14
Matriz Causa e Efeito
PESO (escala de 1 a 5 ) 5 4
ITEM 1 2
CTQ's ( Y's ) Tubo Maior Tubo Menor Total
ITEM X's
1 Tubo de Aço (Matéria-Prima) 10 4 66
2 Calibrador de Linha (Medição) 8 6 64
3 Ergon./Ilumin./Visibil. (Meio. Amb.) 4 8 52
4 Insertos de Metal Duro (Máquina) 10 4 66
5 Ferramentas de Aço Rápido (Máquina) 10 4 66
6 Lubrificação (Máquina) 4 4 36
7 Processo de Usinagem (Método) 10 10 90
8 Alimentador do Torno (Máquina) 8 8 72
9 Preparação de Máquina (Mão de Obra) 8 8 72
10 Manutenção Mecânica (Mão de Obra) 10 8 82
11 Parâmetros de Usinagem (Método) 10 6 74
12 Tensão Elétrica (Máquina) 4 4 36
13 Operação de Máquina (Mão de Obra) 6 10 70
14 Torno Automático (Máquina) 10 8 82
15 Afiação de ferramenta (Mão de Obra) 10 8 82

Fundação Vanzolini
Direitos Autorais Reservados 15
Co
un
t
Pe
rc
en
t
Entradas
Count 66 66 66 64 52 36 36
Percent 9 8
90
8 8 7 7 7 7 7 7 7 6
82
5 4 4
Cum % 9 17 25 33 41 48
82
55 62 68 75 81 88 93 96 100
82 74 72 72 70
Oth
er
Lubr
ifica
ção
Ergo
n./i l
um./
Visib.
Ca l
ibr a
dor
T ubo
de A
ço
Inse
rto
Met
a l D
uro
Fer r
am/ Aço
Ráp
i do
Ope
r açã
o de
Máq
uina
Prep
araç
ão d
e M
áqui
na
Alim
enta
ção
do T
orno
Parâ
met
ro d
e Us i
nage
m
Tor
no A
utom
ático
Man
uten
ç ão
Mec
âni c
a
Afia
ç ão
de F
e rra
men
ta
Proc
esso
de
Usi
nage
m
1000
800
600
400
200
0
100
80
60
40
20
0
P areto Chart of Entradas
Gráfico de Pareto paraMatriz de Causa e Efeito

Fundação Vanzolini
Direitos Autorais Reservados 16
F.M.E.A de Processo
Etapa do
Processo
Entrada do
ProcessoM odo de Falha Efeito da Falha
S
E
V
Causa da Falha
O
C
O
Q ual é a etapa
do processo?
Q ual é a entrada
do processo
(X 's) ?
D e que m odo a entrada
pode estar errada ?
Q ual é o im pacto nas saídas
(Y 's ou C T Q 's) ou nos
requis itos in ternos?
Qu
ão
se
ve
ro é
o
efe
ito
pa
ra o
clie
nte
? O que causa um a entrada (X ) a
estar errada?
Qu
ão
fre
qu
en
te a
ca
us
a o
u o
mo
do
da
falh
a o
co
rre
?
U s inar tubo na
d im ensão 49,60
+ 0,10 m m
T ubo de aço D ureza excessiva de
m ateria l
D esgaste prem aturo da
ferram enta (não segura a
m edida), provocando
7
Problem as de qualidade com o
fornecedor do m ateria l 4
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
C alibrador de
linha
C alibrador desgastado ou
avariado
M edição incorreta da
d im ensão da peça 8
C alibrador sem aferição ou
avariado por ac idente ou
utilização inadequada
3
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
Insertos de m eta l
duro
D ureza e/ou tenacidade em
desacordo com a c lasse da
pastilha; desgaste
T ubo m aior danifica a m atriz
de in jeção e m enor enche de
p lástico
7
Problem as de qualidade com o
fornecedor da pastilha,
u tilização das arestas de corte
5
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
Ferram entas de
aço ráp ido
D esgaste prem aturo, não
segura a m edida
T ubo m aior danifica a m atriz
de in jeção e m enor enche de
p lástico
7
Afiação incorreta da ferram enta,
problem as de qualidade com o
fornecedor, u tilização da aresta
5
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
A lim entador do
torno
A lim entador desgastado/
peso errado
T ubo m aior danifica a m atriz
de in jeção e m enor enche de
p lástico
8
Equipam ento sem inspeção
e/ou m anutenção. Peso m al
d im ensionado
4
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
Processo de
usinagem
N ão garante a d im ensão
dentro da to lerância
especificada
T ubo m aior danifica a m atriz
de in jeção e m enor enche de
p lástico
8
Processo m al desenvolvido,
operações em sequência
inadequada
5
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
T orno autom ático D esgaste de equipam / e/ou
ferram enta l inadequado
T ubo m aior danifica a m atriz
de in jeção e m enor enche de
p lástico
8
M áquina sem m anutenção
preventiva, desalinhada,
desgastada, com fo lgas
5
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
O peração de
T orno
Autom ático
O perador com etendo erros
de usinagem
T ubo m aior danifica a m atriz
de in jeção e m enor enche de
p lástico
7
Falta de tre inam ento,
habilidade, experiência ou
atenção
3
U sinar tubo na
d im ensão 49,60
+ 0,10 m m
Preparação de
T orno
Autom ático
Preparador de m áquinas
com etendo erros de
preparação
T ubo m aior danifica a m atriz
de in jeção e m enor enche de
p lástico
8
Falta de tre inam ento,
habilidade, experiência ou
atenção
2

Fundação Vanzolini
Direitos Autorais Reservados 17
F.M.E.A de Processo
Controles Atuais
D
E
T
R
P
N
Ações
Recom endadasResp. Ações Tom adas
S
E
V
O
C
C
D
E
T
R
P
N
Q uais são os contro les atua is e
procedim entos para prevenir a
causa ou o m odo da fa lha?
Qu
ão
be
m p
od
e-s
e
de
tec
tar
a c
au
sa
ou
Q uais são as ações
para reduzir a
ocorrência da causa ou
m elhorar detecção?
Inclu ir som ente ações
com R PN alto ou de
fácil im plem entação
Q uem é
responsável
pe la ação
recom endada
?
Q uais são as ações
tom adas com seus R PN 's
recalcu lados? Inclu ir
m ês e ano de térm ino.
Q ualificação do fornecedor,
inspeção de recebim ento,
ca librador passa não passa,
3 84
Fornecedores
certificados e c ientes
de que esta é um a
C laudio
7 4 3 84
P lano de aferição de ca libradores,
certificado de aferição, auditoria de
equipam entos de m edição e
3 72
T re inam ento de
operadores e
inspetores de
C laudio
8 3 3 72
Q ualificação do fornecedor e
inspeção de recebim ento 3 105
D esenvolver novos
fornecedores, rea lizar
estudos com parativos
Adem ir /
G ustavo
R ealizar estudo: Inserto
N ovo X Inserto R eafiado -
Jan./2004
7 5 3 105
Q ualificação do fornecedor e
inspeção de recebim ento 3 105
E lim inar a utilização de
ferram entas de aço
ráp ido na us inagem de
Adem ir E lim inado o uso de aço
ráp ido, substitu ido por
m eta l duro - D ez./2004
7 1 3 21
P lano de m anutenção preventiva e
ficha de contro le de equipam entos 5 160
Fazer inspeção gera l
no a lim entador e
red im ensionar o peso
Antônio
C arlos /
G ustavo
R evisão gera l nos
a lim entadores do T ornos
T raub T A 11 e T A 13
8 3 5 120
F icha de processos, análise da
capacidade do processo, contro le
e liberação in ic ia l e fina l
5 200
R eestudo de processo,
a lterando se possíve l a
sequência de
Adem ir Im plantação de nova
sequência de operações
no T orno T raub T A 11
8 3 5 120
P lano de m anutenção preventiva e
ficha de contro le de equipam entos 5 200
Fazer revisão gera l
nas m áquinas que
produzem essa peça
Antonio
C arlos
R evisão preventiva do
T raub T A 11 e T A 13 -
D ez./2004
8 3 5 120
P lano de tre inam ento e cursos de
capacitação 3 63
T re inam ento específico
para os operadores
dessa peça explicando
G ustavo
7 3 3 63
P lano de tre inam ento e cursos de
capacitação 3 48
T re inam ento específico
para os preparadores
das m áquinas que
G ustavo
8 2 2 48

Fundação Vanzolini
Direitos Autorais Reservados 18
Boxplotd
ad
os
49,70
49,69
49,68
49,67
49,66
49,65
49,64
49,63
49,62
49,61
Boxplot dos dados inicia is do Projeto
Obs. Não há ocorrência de Outliers

Fundação Vanzolini
Direitos Autorais Reservados 19
Gráfico Linear
Não há tendência, estratificação ou mudança de nível
Index
da
do
s
1009080706050403020101
49,70
49,69
49,68
49,67
49,66
49,65
49,64
49,63
49,62
49,61
Time S er ies P lot of dados

Fundação Vanzolini
Direitos Autorais Reservados 20
Potencialidades de melhoria no Processo
Em função das prioridades na matriz Causa e Efeito e no FMEA identificou-se alguns itens com potencial para melhorias:
1 - No Processo : a seqüência de operações pode alterar o resultado final – Experiência : a operação de facear frente, logo após topador, foi transferida para imediatamente antes da operação final de facear fundo, com isso a peça é faceada quase que simultaneamente em ambos os lados, o que diminui as chances de variação de medida devido a outros fatores (sistema de fixação, sistema de alimentação, etc); o teste será comparado com o sistema de operações anterior.
2 - No Ferramental : o uso de insertos reafiados pode provocar um desgaste prematuro e imprevisível na ferramenta contribuindo com variação de medida – Experiência : será testada a troca de insertos reafiados por novos, sem a utilização de insertos de metal duro reafiados; o teste será comparado com o sistema anterior.
3 - Na Máquina : a peça é feita em duas máquinas e uma delas é mais desgastada (mais antiga, com mais folgas) que a outra e desconfia-se que essa máquina tem uma variação de processo substancialmente maior – Experiência : será feito um teste compararativo entre as duas máquinas.
4 – No Alimentador : quando a peça fica maior indica que após o topador ela pode estar se movimentando entre a pinça, com a máquina operando; como a força que empurra a barra de tubo (matéria-prima) deriva de pesos ligados a um sistema de roldanas, acredita-se que um excesso de peso pode estar “forçando” o deslizamento dessa barra de tubo – Experiência: testaremos abaixar o peso dos atuais 12,5 Kg para 10,0 Kg e vamos comparar os resultados.

Fundação Vanzolini
Direitos Autorais Reservados 21
Delineamento de Experimento
Esses testes comparativos nada mais são do que um Delineamento de Experimento, para estudo da redução da variabilidade da resposta, com 4 fatores, 2 níveis e necessariamente duas réplicas; portanto são 32 experimentos que utilizaremos com 3 repetições.
É um experimento de dois a quarta fatorial completo, com 2 réplicas, como segue:
1º Fator : Tipo de Processo - 2 Níveis : processo antigo (-1) X processo novo (+1)
2º Fator : Tipo de Insertos - 2 Níveis : insertos re-afiados (-1) X insertos novos (+1)
3º Fator : Tipo de Máquina - torno TA 13 -mais desgastado- (-1) X torno TA 11 (+1)
4º Fator : Peso do Alimentador - com 12,5 Kg (-1) X com 10,0 Kg (+1)

Fundação Vanzolini
Direitos Autorais Reservados 22
D.O.E - Redução da
VariabilidadeTerm T P
Constant -137,42 0,000
Tipo de Inserto 0,10 0,921
Peso do Alimentador -0,10 0,921
Tipo de Processo -7,93 0,000
Tipo de Máquina -14,73 0,000
Tipo de Inserto*Peso do Alimentador -1,81 0,088
Tipo de Inserto*Tipo de Processo 1,78 0,095
Tipo de Inserto*Tipo de Máquina -2,28 0,037
Peso do Alimentador*Tipo de Processo 0,93 0,368
Peso do Alimentador*Tipo de Máquina -0,42 0,677
Tipo de Processo*Tipo de Máquina -0,67 0,515
Tipo de Inserto*Peso do Alimentador*Tipo de Processo 0,99 0,337
Tipo de Inserto*Peso do Alimentador*Tipo de Máquina 0,20 0,845
Tipo de Inserto*Tipo de Processo*Tipo de Máquina 0,40 0,693
Peso do Alimentador*Tipo de Processo*Tipo de Máquina -0,40 0,693
Tipo de Inserto*Peso do Alimentador*
Tipo de Processo*Tipo de Máquina 0,63 0,539
R-Sq = 94,85% R-Sq(adj) = 90,03%
Analysis of Variance for Natural Log of C12
Source DF Seq SS Adj SS Adj MS F P
Main Effects 4 22,3990 22,3990 5,5997 69,99 0,000
2-Way Interactions 6 1,0494 1,0494 0,1749 2,19 0,099
3-Way Interactions 4 0,1072 0,1072 0,0268 0,34 0,850
4-Way Interactions 1 0,0315 0,0315 0,0315 0,39 0,539
Residual Error 16 1,2802 1,2802 0,0800
Pure Error 16 1,2802 1,2802 0,0800
Total 31 24,8672

Fundação Vanzolini
Direitos Autorais Reservados 23
D.O.E - Redução da
VariabilidadeT
erm
Standardized Effect
A
B
A BD
A C D
BC D
BD
A BC D
C D
BC
A BC
A C
A B
A D
C
D
1614121086420
2,12
F actor
T ipo de M áquina
N am e
A T ipo de I nse rto
B P eso do A lim entador
C T ipo de P rocesso
D
P areto Chart of the S tandardized Effects
(Response is natura l log of C12, A lpha = 0,05)

Fundação Vanzolini
Direitos Autorais Reservados 24
D.O.E - Redução da
Variabilidade
Standardized Effect
Pe
rc
en
t
0-4-8-12-16
99
95
90
80
70
60
50
40
30
20
10
5
1
F actor
T ipo de M áquina
N am e
A T ipo de I nse rto
B P eso do A lim entador
C T ipo de P rocesso
D
E ffec t Ty p e
N o t S ig n ific an t
S ig n ific an t
A D
D
C
N ormal P robability P lot of the S tandardized Effects
(Response is natura l log of C12, A lpha = 0,05)

Fundação Vanzolini
Direitos Autorais Reservados 25
D.O.E - Redução
da Variabilidade
SLRES1
Pe
rc
en
t
3210-1-2-3
99
95
90
80
70
60
50
40
30
20
10
5
1
M ean
0,073
3,012104E -15
S tD ev 1,016
N 32
A D 0,668
P -Valu e
Teste de N ormalidade para o res íduo - D.O .E
Norm al

Fundação Vanzolini
Direitos Autorais Reservados 26
D.O.E - Redução da
Variabilidade
F itted V alue
Sta
nd
ar
diz
ed
Lo
g R
es
idu
al
0,0250,0200,0150,0100,005
2
1
0
-1
-2
Standar dized Log Residual
Fr
eq
ue
nc
y
210-1-2
12
9
6
3
0
O bser vation O r der
Sta
nd
ar
diz
ed
Lo
g R
es
idu
al
3230282624222018161412108642
2
1
0
-1
-2
R esid u als Versu s t h e Fit t ed Valu es Hist o g ram o f t h e R esid u als
R esid u als Versu s t h e Ord er o f t h e Dat a
R esidual P lots for N atural L og of C1 2

Fundação Vanzolini
Direitos Autorais Reservados 27
O experimento indicou que o Tipo de Máquina, o Tipo de Processo e a interação entre
Tipo de Máquina e o Tipo de Inserto são elementos significativos para a redução da
variação do processo, na ordem respectiva de importância.
Após brainstorming chegou-se as seguintes conclusões :
1 – É clara a indicação de que a variação do processo é notadamente função do estado da
máquina (mais desgastada, menos desgastada).
2 - Como as operações em ambos os processos são as mesmas ( facear, escarilhar, chanfrar
e cortar) e só o que mudou foi a ordem em que foram dispostas, é altamente sugestivo
considerar que a oportunidade (tempo disponível) para ocorrência de variação da máquina
no processo novo é bem menor em relação ao processo antigo, uma vez que facear e cortar
no processo novo é executado quase que simultaneamente. Isso indica um foco em cima de
variação de máquina.
3 - Por fim, a interação entre tipo de máquina e tipo de inserto indica novamente o
componente máquina presente como elemento que interage com o tipo de pastilha, ou seja,
é provável que a máquina mais antiga, desgastada, com mais folga, potencialize o desgaste
no inserto que é reafiado.
Conclusões sobre o D.O.E

Fundação Vanzolini
Direitos Autorais Reservados 28
Conclusões sobre o D.O.E
Sendo assim, o foco do projeto passa a ser em cima da variação de máquina.
Após negociação e o auxílio de facilitadores, foi determinada a reforma do
Torno Traub TA 13 ( o mais desgastado ) onde foram substituídos os seguintes
elementos :
2 eixos do comando; 6 buchas de mancal; 3 anéis de feltro; 1 eixo central de
comando; 4 engrenagens; 2 pinos; 2 porcas; 1 rolamento de esfera ranhurado nº
6207; 2 rolamentos de esfera nº 7208; 1 pinça.
Implementada a reforma dessa máquina e preparada no novo processo,
foi coletada uma outra amostra de 100 peças para estudo de capacidade cujos
resultados vem a seguir:

Fundação Vanzolini
Direitos Autorais Reservados 29
Estudo de Capacidade
após modificações
Capacidade Sigma = Z. Bench + 1,5 = 2,31 + 1,5 = 3,81
49 ,7 049 ,6 849 ,6 649 ,6 449 ,6 249 ,60
LS L U S L
P rocess D a ta
S am ple N 100
S tD ev (W ith in) 0 ,01907
S tD ev (O v e ra ll) 0 ,01940
LS L 49,60000
T a rge t *
U S L 49,70000
S am ple M ean 49,65250
P otentia l (W ith in) C apability
C C pk 0,87
O v e ra ll C apability
Z.B ench 2,31
Z.LS L 2,71
Z.U S L 2,45
P pk
Z.B ench
0,82
C pm *
2,35
Z.LS L 2,75
Z.U S L 2,49
C pk 0,83
O bse rv ed P e rfo rm ance
P P M < LS L 0,00
P P M > U S L 0,00
P P M T ota l 0 ,00
E xp. W ith in P e rfo rm ance
P P M < LS L 2957,30
P P M > U S L 6381,08
P P M T ota l 9338,38
E xp. O v e ra ll P e rfo rm ance
P P M < LS L 3404,20
P P M > U S L 7175,56
P P M T ota l 10579,75
W ith in
O v erall
Capacidade S igma após modificações - P rojeto

Fundação Vanzolini
Direitos Autorais Reservados 30
Conclusões sobre o cálculo
da nova Capacidade σ
Na comparação das curvas - Máquina antes da reforma X Máquina depois
da reforma - existe melhora na Capacidade Sigma (de 3,05 para 3,81),
portanto a reforma foi significativa para melhoria da Capacidade
Sigma.
Conclusão Final : a fonte primária de variação de processo foi variação de
Máquina (folgas e desgastes em buchas, eixos, rolamentos,
engrenagens, pinças e pinos).
Após a apresentação dos resultados foi feita reforma semelhante no outro
Torno - TA 11 e foram coletadas novas amostras cuja análise de
capacidade confirmaram a melhoria – assim iniciou-se a fase de
Controle, com a implantação de cartas de Controle Estatístico de
Processos.

Fundação Vanzolini
Direitos Autorais Reservados 31
Boxplot - Antes X Depois
Da
ta
DepoisAntes
49,70
49,68
49,66
49,64
49,62
49,60
Boxplot comparativo antes X depois

Fundação Vanzolini
Direitos Autorais Reservados 32
Teste de Hipóteses
para Variâncias
9 5 % B onfer r oni C onfidence Inter vals for StD evs
D ep o is
A n tes
0,0280,0260,0240,0220,0200,0180,016
D ata
D ep o is
A n tes
49,7049,6849,6649,6449,6249,60
F -Test
0,065
Test S tatistic 1,39
P -Valu e 0,102
Lev en e's Test
Test S tatistic 3,43
P -Valu e
Test for Equal Var iances for Antes; Depois

Fundação Vanzolini
Direitos Autorais Reservados 33
Teste de Hipóteses
para médias
Two-Sample T-Test and CI: Antes; Depois
Two-sample T for Antes vs Depois
N Mean StDev SE Mean
Antes 100 49,6640 0,0228 0,0023
Depois 100 49,6525 0,0194 0,0019
Difference = mu (Antes) - mu (Depois)
Estimate for difference: 0,011500
95% lower bound for difference: 0,006553
T-Test of difference = 0 (vs >): T-Value = 3,84 P-Value = 0,000 DF = 192
Como Pvalue é menor que 0,05 então a média depois (nova média) é menor que a média inicial, ou seja, houve de fato a centralização do processo.

Fundação Vanzolini
Direitos Autorais Reservados 34
C.E.P
Sa m ple
Sa
mp
le M
ea
n
403632282420161284
49,66
49,64
49,62
49,60
__
X = 49,64142
UCL= 49,67361
LCL= 49,60922
Sa m ple
Sa
mp
le R
an
ge
403632282420161284
0,075
0,050
0,025
0,000
_
R= 0,03147
UCL= 0,08101
LCL= 0
C.E.P - 1 amostra de 3 peças coletadas por hora
Incluindo teste das oito causas especia is poss íve is no M initab

Fundação Vanzolini
Direitos Autorais Reservados 35
Conclusões Finais
Existe ainda, dentro da mesma proposta de controle de variação de
máquina, uma última reforma que é tida pela equipe como forte
candidata a reduzir ainda mais a variação do processo.
É a reforma do carrinhos, que basicamente eliminaria as folgas; ocorre
que, ao contrário da outra reforma, essa não pode ser realizada
internamente; é preciso desmontar os carrinhos e enviá-los a empresa
Hessel, que precisa de mínimo 10 dias para realizar o trabalho. Com a
demanda da peça em alta, ficamos aguardando uma oportunidade de
parar para reforma; porém o importante é que a determinação da
reforma dos carrinhos já está tomada.

Fundação Vanzolini
Direitos Autorais Reservados 36
Conclusões Finais
Benefícios para o processo: o processo está todo mapeado, houve
melhora da Capacidade Sigma e o seu estudo deixou caminhos para
ganhos futuros maiores; o processo como um todo foi centralizado
(Boxplot);
Benefícios para o Produto: o produto está mais confiável e previsível;
Benefícios para a empresa: a chance de chegar um produto não
conforme até o cliente diminuiu em 50000 ppm, o que reduz na mesma
proporção o risco de dano na matriz de injeção plástica do cliente;
diminuição de refugos, melhora da imagem, maior confiabilidade e
mais segurança transmitida ao cliente; economia anual projetada de
R$ 47.000,00;
Benefícios para o Black Belt: houve ganho em auto confiança,
conhecimento e experiência.







![Slide share[2]](https://img.document.onl/doc/110x75/557b6f52d8b42a0d578b53f8/slide-share2.jpg)