Embed Size (px)
Citation preview

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 1
#PETROBRAS/2018: PLAN. INSTALAÇÕES & PCC – 401 A 500 (S5, A&E) (FGV/FIOCRUZ/2010/EPROD/APO/PI&LI) 401/48- Em uma organização cujos produtos são de origem industrial, a localização das instalações têm, entre seus fatores determinantes: (A) facilidade de comunicação (B) fuso horário (C) localização dos competidores (D) proximidade do mercado consumidor (E) proximidade dos recursos (matéria-prima e mão-de-obra) (ML/2006/033/APO/PI&LI) 402/18- A decisão da implantação de uma empresa repercute na operação da empresa durante um longo período de tempo, sendo necessário um estudo adequado da demanda para o futuro. A projeção da demanda fornece estimativas de necessidade ao longo do tempo. Os principais aspectos a serem considerados são: (A) Determinação da capacidade a instalar, avaliar as alternativas, selecionar a alternativa mais adequada. (B) Determinação da capacidade a instalar, identificar e avaliar as alternativas, selecionar a alternativa mais adequada. (C) Determinação da capacidade a instalar, identificar e selecionar a alternativa mais adequada. (D) Determinação da capacidade a instalar, identificar e avaliar as alternativas, selecionar a alternativa melhor (E) NRA – Nenhuma das Respostas Anteriores (ML/2006/035/APO/PI&LI) 403/19- Os principais tipos de agrupamentos industriais são, exceto: (A) Cluster (B) Condomínio industrial (C) Consorcio modular (D) Keiretsu (E) Merge in transit (CESGRANRIO/BNDES/2008/ENG/APO/PI&LI/LI) 404/105- A indústria petroquímica figura como um dos segmentos mais dinâmicos da indústria química nacional e está organizada em complexos industriais chamados pólos petroquí-micos. Quais as vantagens da organização em pólos petroquímicos? (A) Obter minimização de custos e aproveitamento de sinergias em termos de logística e infra-estrutura. (B) Aumentar incentivos fiscais recebidos, para compensar o risco da localização conjunta com concorrentes. (C) Buscar uma localização mais próxima aos centros consumidores e diminuir o tempo de atendimento de pedidos. (D) Elevar as barreiras de entrada a novos concorrentes estrangeiros, pela ação regulatória governamental. (E) Diminuir o impacto de produtos substitutos, ou tecnologicamente equivalentes, na lucratividade das empresas.
(CESG/PETROBRAS/2008/APO/PI&LI/LI) 405/101- As plantas e componentes da área de transferência e estocagem de uma empresa petrolífera determinam o gargalo entre a capacidade de exploração e produção da organização e sua capacidade de distribuição. A organização está inserida em um mercado demandante e tem como objetivo minimizar os custos de oportunidade resultantes de vendas perdidas. Qual a estratégia de capacidade indicada para esta orga-nização? (A) Reativa. (B) Neutra. (C) Pró-ativa. (D) Inicialmente reativa e posteriormente neutra. (E) Inicialmente reativa e posteriormente pró-ativa. (CESG/EPE/2012/CONT03/APO/PI&LI/TOC) 406/38- A teoria das restrições, também conhecida como TOC (Theory of Constraints), tem como ideia básica (A) elevar a produção da empresa ao nível de capacidade instalada, usando o custo padrão como forma de controle de custos e determinação das variações. (B) encontrar as restrições que limitam os ganhos da empresa e gerenciar eficazmente a utilização dessas restrições, garantindo a maximização do lucro. (C) eliminar os gargalos visando a expandir a produção até o ponto em que alcance o máximo de volume per capita, independente do custo que possa gerar.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 2
(D) transferir as restrições do sistema para a etapa seguinte, de forma a diluir pela cadeia produtiva as limitações obser-vadas em um determinado processo. (E) restringir as despesas operacionais ao limite do mínimo possível, visando a elevar o lucro independentemente do aumento de produção e vendas.
(FGV/CAERN/2010/EPROD/APO/PI&LI/TOC) 407/36- A respeito da Teoria das Restrições, analise as afirmativas a seguir: I. Toda organização tem, num dado momento no tempo, pelo menos uma restrição que limita a performance do siste-ma. II. A TOC é aplicável pela dedução lógica. III. Uma das preocupações da TOC é como causar a mudança. Assinale (A) se apenas as afirmativas I e III estiverem corretas. (B) se apenas as afirmativas I e II estiverem corretas. (C) se todas as afirmativas estiverem corretas. (D) se nenhuma afirmativa estiver correta. (E) se apenas as afirmativas II e III estiverem corretas. (CESG/INNOVA/2012/ADM01/APO/PI&LI) 408/58- Uma empresa do setor mecânico está trabalhando em um novo projeto – o desenvolvimento de uma máquina que permitirá transportar veículos de grande porte. Esse projeto envol-ve especificações técnicas, cumprimento de legislação e especificações do cliente, já levantadas e acordadas entre as partes, na assinatura do contrato para a sua execução. Alguém que tenha sido contratado para ser gerente desse projeto, querendo minimizar os riscos nele envolvidos, deverá iniciá-lo adotando como primeira atividade junto à sua equipe a (A) elaboração do cronograma do projeto, para que se defina o tempo que ele levará para ser concluído. (B) documentação do escopo do projeto onde fica registrado tudo o que deve ser feito para se atingir o seu objetivo e o prazo para a sua conclusão. (C) confecção de um briefing do projeto, seguido de sua leitura à equipe e do desenvolvimento de uma reunião de bra-instorm para esclarecer as dúvidas. (D) organização de plano de contingência, uma vez que ele sabe, por experiência, que sempre acontece algum problema no desenvolvimento do projeto. (E) nomeação do sponsor que prestará assistência ao gerente durante toda a execução do projeto.
(CESG/BNDES/2008/ENG/APO/PI&LI/LI) 409/102- Um processo de produção apresenta economias de escala se, ao aumentar a produção, o(s): (A) lucro da empresa aumentar. (B) custos marginais aumentarem.
(C) custos totais diminuírem. (D) custos médios diminuírem. (E) custos fixos diminuírem.
(CESG/BR/2008/EPJ/APO/PI&LI/LI) 410/103- Os custos totais de produção de uma fábrica têm elementos fixos e vari-áveis. Custos fixos são aqueles que, com a estrutura de produção constante, (A) não variam com a quantidade produzida. (B) variam proporcionalmente com a quantidade produzida. (C) incidem sobre a empresa dentro de um período de tempo fixo. (D) aumentam linearmente, mantendo a produção constante. (E) existem nas indústrias dentro de um segmento de mercado delimitado.
(CESG/PETROBRAS/ADPL/2005/APO/PI&LI/LI) 411/104- O custo de oportunidade representa o: (A) quanto a empresa investiu em um projeto que tem limitações de remuneração, em função da falta de uma oportu-nidade. (B) quanto a empresa sacrificou em termos de remuneração, por ter aplicado seus recursos numa alternativa e não em outra.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 3
(C) investimento realizado pela empresa em algo que não poderá mais dar retorno. (D) sacrifício financeiro realizado por uma empresa em um projeto cuja perspectiva de remuneração está comprometi-da, em função de condições de mercado. (E) custo de uma operação da empresa cuja oportunidade de negócio foi perdida. (ML/2006/046/APO/PI&LI) 412- Qual o método de localização industrial é criticado por NÃO considera os acidentes geográficos: (A) Centro de gravidade (B) Método dos Mínimos de Transporte (C) Ponto de equilíbrio (D) Fatores Qualitativos (E) NRA – Nenhuma das Respostas Anteriores
(SLACK/2002/PI&LI/LI) 413/106- Uma empresa que opera quatro lojas de artigos para jardinagem fora da cidade decidiu manter todos os estoques em um único armazém. - QtA:5t (1;2) - QtB:10t (5;3) - QtC:12t (5;1) - QtD:8t (9;4) A localização é mostrada no mapa.
As coordenadas do centro de gravidade da localização com menor custo para o armazém são: (A) 5,34 e 1,14 (B) 5,34 e 2,4 (C) 1,14 e 2,4 (D) 3,5 e 2,4 (E) 2,4 e 1,18 (CESGRANRIO/BNDES/2008/ADM/APO/PI&LI/LI) 414/107- Um fabricante de comida congelada opera com três lojas e decide centralizar os estoques dos produtos em um único armazém geral refrigerado. Cada loja, em vez de manter grandes estoques de produtos, fará seus pedidos diretamente ao armazém, que enviará estoques de reposição para cada uma das lojas, conforme a demanda. A localização de cada loja é indicada pelos seus pares ordenados (xi, yj), sendo xi a abscissa e yj a ordenada, em quilômetros. A tabela abaixo contém as coordenadas e as quantidades despa-chadas dos produtos para cada uma das três lojas.
Loja Coordenada Venda semanal quantida-des despachadas (em uni-dades)
1 (4, 1) 24
2 (10, 1) 12
3 (10, 6) 36
Total 72
Levando-se em conta que cada uma das lojas tem diferentes volumes de vendas, a opção que representa corretamente as coordenadas de localização do armazém geral com menor custo, calculado pelo método do centro de gravidade, é: (A) (1, 5) (B) (2, 6) (C) (4, 5) (D) (6, 3) (E) (8, 4)

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 4
(ML/2006/046/APO/PI&LI) 415/20- Um fabricante de produtos de higiene pessoal tem duas plantas industriais, a primeira em São Paulo e a segunda em Belo Horizonte, e distribui o produto para quatro centros de distribuição loca-lizados em Cuiabá, Rio de Janeiro, Vitória e Curitiba. Devido aos elevados custos de distribuição a empresa pensa em instalar um armazém geral que abasteceria estes CDs com os produtos das fábricas.Determine a localização desde armazém geral pelo método do centro de gravidade. Dados:
(A) 76,3; 98,1 (B) 112,4; 100,6 (C) 148,4; 110;6 (D) 200,6; 40,8 (E) 90,1;110,2
(ESPP/EMGE/2010/EPROD/APO/PI&LI) 416/22- As relações entre custos, receitas e unidades produzidas estão repre-sentadas no diagrama a seguir.
A região indicada pelas letras X e Y e o ponto indicado pela letra Z são, respectivamente, a) Custo de Avaliação, Custo de Produção e Unidades Pro-duzidas. b) Prejuízo, Lucro e Ponto de Equilíbrio. c) Custo de Processo, Avaliação de Produção e Unidades Produzidas. d) Ponto de Equilíbrio, Lucro e Prejuízo.
(ML/2006/050/APO/PI&LI) 417/21- A empresa Cargo Transportes e Logística está pensando em montar um centro de distribuição para atender à região do eixo SP-RJ. Três cidades são candidatas: São Paulo, Rio de Janeiro e Taubaté. A venda projetada variará entre 500mil e 700mil embarques por ano. Em cada uma das cidades candidatas, foram iden-tificados os custos fixos e variáveis de operação.
CID $FIXO/ANO $VAR/EMBARQUE
Taubaté $3.800.000,0 $7,25
Rio de Janeiro $4.000.000,0 $6,25
São Paulo $4.300.000,0 $5,5
Determinar onde deverá ser colocado o novo centro de distribuição: (A) Para 201mil unidades em Taubaté (B) Para 399mil unidades no Rio de Janeiro (C) Para 400 mil unidades em São Paulo (D) Para 401mil unidades no Rio de Janeiro (E) NRA – Nenhuma das Respostas Anteriores

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 5
(CESG/PETROBRAS/2005/EPP/APO/PI&LI/LI) 418/108- A “Análise do Ponto de Equilíbrio” tem como função: (A) balancear uma linha de produção. (B) determinar o tempo de retorno de um investimento. (C) quantificar o valor presente líquido de um investimento. (D) determinar o volume de negócios para não ocorrer nem lucro nem perdas. (E) estabelecer a capacidade produtiva de uma planta.
(CESG/PROMIMP/2008/LOG/APO/PI&LI/LI) 419/109- Na análise do ponto de equilíbrio de uma indústria procura-se encontrar o ponto em que os custos se igualem às receitas. Os custos fixos da indústria fazem parte desta análise e são (A) as despesas operacionais num período de tempo fixo. (B) os custos que variam proporcionalmente à quantidade produzida. (C) os que continuam existindo, mesmo que nenhuma unidade seja produzida. (D) aqueles relacionados a energia elétrica, comunicações e combustíveis. (E) aqueles que aumentam linearmente, mesmo mantendo-se a produção constante.
(CESG/SUAPE/2009/SPROD/APO/PI&LI/LI) 420/110- Analise o gráfico de custos totais de produção por unidades pro-duzidas, apresentado a seguir.
A análise do gráfico conduz à conclusão de que o custo (A) fixo para produzir 20 unidades é R$ 2.000,00. (B) fixo para produzir 40 unidades é R$ 4.000,00. (C) variável para produzir 60 unidades é R$ 8.000,00. (D) variável para produzir 80 unidades é R$ 6.000,00. (E) variável para produzir 100 unidades é R$ 4.000,00.
(CESG/IBGE/2010/EPROD/APO/PI&LI/LI) 421/111- Uma fábrica de móveis de luxo tem custos fixos totais anuais de R$ 120.000,00 e um custo variável por módulo de armário de R$ 900,00. A fábrica vende cada unidade por R$ 1.200,00, entretanto a área de marketing está querendo reduzir o preço para R$ 1.100,00. Quantas unidades devem ser produ-zidas, respectivamente, para atingir o ponto de equilíbrio econômico (break-even point ) nos dois cenários? (A) 134 e 200 (B) 200 e 300 (C) 400 e 600 (D) 480 e 720 (E) 1.000 e 1.500

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 6
(CESG/DECEA/2009/EPROD/APO/PI&LI/LI) Utilize a figura a seguir para responder às questões seguintes:
O gráfico representa um estudo para seleção da estratégia operacional para obtenção ou fabricação de eixos Tipo 1 para um determinado fabricante de automóveis. O engenheiro de produção analisou três alternativas: comprar a peça de um fornecedor externo, produzir na linha de produção semi-automatizada ou na linha de produção automatizada. Os custos totais por unidades compradas ou produzidas mensalmente são mostrados no gráfico.
(CESG/DECEA/2009/EPROD/APO/PI&LI/LI) 422/112- Analisando-se os custos fixos e variáveis das três estratégias operacionais apresentadas na figura, é correto afirmar que o custo (A) fixo do processo semi-automatizado é menor do que o custo fixo no processo automatizado. (B) fixo do processo automatizado diminui conforme aumenta a quantidade de eixos. (C) fixo do processo automatizado é menor do que o custo fixo da alternativa de comprar externamente. (D) variável da alternativa de comprar peça de um fornecedor externo é zero. (E) variável da alternativa com processo semi-automatizado é menor do que o custo no processo automatizado.
(CESG/DECEA/2009/EPROD/APO/PI&LI/LI) 423/113- Considere que uma demanda mensal de eixos, prevista para os próximos 5 anos, é dada pela tabela a seguir.
A minimização dos custos operacionais será obtida se a empresa. (A) comprar do fornecedor externo no primeiro ano e produzir a partir do segundo ano na linha de produção semi-automatizada. (B) comprar do fornecedor externo no primeiro ano, produzir na linha de produção semi-automatizada nos anos 2 e 3 e depois produzir na linha automatizada. (C) comprar do fornecedor externo nos três primeiros anos e, a partir do quarto ano, produzir na linha de produção automatizada. (D) produzir na linha semi-automatizada nos três primeiros anos e depois produzir na linha de produção automatizada. (E) produzir na linha semi-automatizada no primeiro ano e depois produzir na linha de produção automatizada.
(MARTINS_LAUGENI/2006/APO/PI&LI/LI) 424/114- Uma empresa é abastecida com materiais de 2fornecedores (F1 e F2) e deve distribuir seus produtos acabados em 3mercados consumidores (M1, M2 e M3). A tabela mostra os dados e

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 7
as coordenadas horizontal (H) e vertical (V) de cada local. Determinar a posição E pelo método do centro de gravida-de.
a) LH = 420 e LV = 540 b) LH = 340 e LV = 540 c) LH = 420 e LV = 340 d) LH = 520 e LV = 340 e) LH = 300 e LV = 340
(MARTINS_LAUGENI/2006/APO/PI&LI/LI) 425/115- Em um estudo de localização industrial, foi selecionada a região a seguir, que abrange as cidades A, B e C.
Dado que os demais fatores de localização não favorecem nenhuma das cidades com relação às outras, deter-minar a localização de mínimo custo de transporte. Supõe-se que o custo unitário de transporte é o mesmo para qual-quer tipo de carga transportada e é independente da origem ou do destino da carga, sendo igual a $2,0 por tonelada por quilômetro transportado ($2,0/t.Km). Então, a cidade que apresenta a menor soma de momentos é: a- Cidade A b- Cidade B c- Cidade C d- Cidade D e- N.R.A. (CESG/PETROBRAS/2005/EPP/APO/PI&LI/LI) Considere o texto e a tabela abaixo para responder às questões abaixo: Três locais que podem receber a instalação de uma fábrica de válvulas possuem as seguintes estruturas de custo mos-tradas na tabela a seguir, para um produto que se pretende vender a 80 u.m.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 8
(CESG/PETROBRAS/2005/EPP/APO/PI&LI/LI) 426/116- Considerando as três opções de localização, a partir de que volume de peças a serem produzidas, o local A deve ser o escolhido para receber a instalação da fábrica de válvulas? (A) 4.000 (B) 5.000 (C) 6.667 (D) 8.000 (E) 20.000
(CESG/PETROBRAS/2005/EPP/APO/PI&LI/LI) 427/117- Considerando as três opções de localização, a partir de que volume de peças a serem produzidas, o local B deve ser o escolhido para receber a instalação da fábrica de válvulas? (A) 4.000 (B) 5.000 (C) 6.667 (D) 8.000 (E) 20.000
(CESG/PETROBRAS/2005/EPP/APO/PI&LI/LI) 428/118- Considerando as três opções de localização, a partir de que volume de peças a serem produzidas, o local C deve ser o escolhido para receber a instalação da fábrica de válvulas? (A) 4.000 (B) 5.000 (C) 6.667 (D) 8.000 (E) 20.000
(CESG/PETROBRAS/2005/EPJ/APO/PI&LI/LI) 429/119- Uma empresa está definindo a localização de sua nova unida-de produtiva de um único produto, utilizando o Método de Análise do Ponto Equilíbrio Localizacional. Sendo assim, leva em consideração, para cada local, em potencial, o(s): (A) custo total. (B) custo de transporte, somente. (C) tempo de implantação do projeto. (D) fatores quantitativos. (E) incentivos fiscais.
(CONS/CBTU/2014/EPROD/APO/PI&LI/LI/ADAP) 430- Uma empresa de transporte deve entregar caixas de um mes-mo produto originados de 3 fábricas, situadas em cidades diferentes, para 4 depósitos em localidades distintas, mini-mizando o custo total de transporte. Cada trecho possui um valor de frete associado (custo) e toda a oferta deve atender a 100% da demanda. Analise as informações apresentadas e a tabela a seguir, que relaciona os custos de cada trecho Cij, demandas e ofertas.
Pelo método do Canto do Noroeste, qual o valor do custo total:
A) $440,0 B) $620,0 C) $780,0 D) $960,0 E) NRA

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 9
(CESG/IBGE/2010/EPROD/APO/PI&LI/LI) Considere a figura para responder às questões ABAIXO.
HEIZER, J.; RENDER, B. Administração de Operações: Bens e Serviços. 5. ed. Rio de Janeiro: LTC, 2001. p.507 (adaptado).
(CESG/IBGE/2010/EPROD/APO/PI&LI/LI) 431/120- Com relação à figura acima e aos fundamentos da tomada de de-cisão, analise as afirmações abaixo. I - Alternativa é uma ação que pode ser escolhida pelo tomador da decisão, que, na figura, representa o mercado favo-rável ou desfavorável. II - Estado da natureza é uma ocorrência ou situação sobre a qual o tomador da decisão tem pouco controle. III - No nó de decisão podem sair vários estados da natureza É(São) correta(s) APENAS a(s) afirmativa(s) (A) I. (B) II. (C) I e II. (D) II e III. (E) I, II e III.
(CESG/IBGE/2010/EPROD/APO/PI&LI/LI) 432/121- O valor monetário esperado (VME), em reais, para as alternativas 1 e 2 , apresentadas na figura, respectivamente, são: (A) 20.000,00 e 10.000,00 (B) 10.000,00 e 5.000,00 (C) 5.000,00 e 5.000,00 (D) 5.000,00 e 2.500,00 (E) 2.500,00 e 2.500,00 (CESGRANRIO/BNDES/2008/ENG/APO/PI&LI/LAY) 433/122- Os estudos de arranjo físico em uma operação produtiva preocupam-se com a disposição dos recursos de transformação e dos recursos a serem transformados em uma unida-de de produção. Nos estudos teóricos, os arranjos físicos são divididos em quatro tipos básicos. Arranjo físico posicio-nal é aquele em que: (A) os recursos de transformação de processos com necessidades similares são agrupados e localizados juntos. (B) o posicionamento dos recursos de transformação é fixado em forma de células de trabalho especializadas, para onde os recursos a serem transformados são movimentados. (C) o recurso a ser transformado permanece estacionário, enquanto os recursos de transformação são deslocados para a área de trabalho, quando for necessário.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 10
(D) a localização dos recursos de transformação é definida para especialização de uma linha de produção, para um único componente, produto ou família de produtos. (E) a posição dos recursos de transformação é fixa por onde os recursos a serem transformados são movimentados, típico em linhas de produção seriada.
(ESPP/EMGE/2010/EPROD/APO/PI&LI/LAY) 434/25- A definição do arranjo físico de uma operação produtiva deve levar em conta o posicionamento físico dos recursos em um sistema de produção, estabelecendo a localização das máquinas, dos equipamentos e do pessoal da produção. Qual é o arranjo físico típico usado em estaleiros na constru-ção de grandes navios? a) Posicional, porque os recursos transformadores são fixos, característica típica das linhas de montagem industrial. b) Celular, porque a produção se desenvolve fixando os meios de produção e o produto dentro dos limites geográficos da unidade de produção. c) Posicional, porque os recursos a serem transformados ficam estacionários enquanto os recursos transformadores são movimentados a cada etapa do projeto. d) Por produto, porque o resultado do processo produtivo é unitário e único, decorrente de projeto específico, típico de uma produção customizada.
(ESPP/EMGE/2010/EPROD/APO/PI&LI/LAY) 435/17- Assinale (V) para Verdadeiro e (F) para Falsa nas afirmativas abaixo referente as vantagens do layout celular. ( ) Menor estoque de produto em processo; ( ) Maior custos de movimentação de materiais; ( ) Maiores lead times de produção; ( ) Planejamento da produção mais simplificado; ( ) Controle visual das operações; ( ) Maior troca de ferramentas. Assinale a alternativa correta. a) V - V - V - V – V - V. b) V - V - F - V - V - F. c) V - F - F - V - V - F. d) F - F - F - F - F - F. (FGV/TCE.SP/2015/A.F.ADM/APO/PI&LI/LAY) 436/69- Uma metalúrgica tem seu layout de produção organizado por processo. O diretor de operações está estudando possíveis mudanças nesse layout, com o objetivo de reduzir os custos de manuseio de materiais e de mudanças de máquinas, bem como de simplificar o planejamento e controle da produ-ção. Seria um layout adequado para atender a esses objetivos: (A) posicional; (B) produção contínua; (C) por produto; (D) celular; (E) linha de montagem. (FGV/PGE.RO/2015/ADM/APO/PI&LI/LAY) 437/21- Em um estaleiro, o navio em construção permanece fixo durante todo o processo de produção. Esse tipo de arranjo físico de produção é conhecido como layout: (A) por produto; (B) celular; (C) posicional; (D) por processo; (E) híbrido.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 11
(CESG/PETROBRAS/2008/EPJ/APO/PI&LI/LAY) 438/123- O arranjo físico se preocupa com o posicionamento dos re-cursos de transformação e, por isso, é fundamental para o bom planejamento das instalações. Os quatro tipos básicos de arranjo físico são: • celular ou de tecnologia de grupo; • por processo; • por produto; • posicional ou de posição fixa. Nesse contexto, são exemplos de instalações para o arranjo físico (A) celular: linha de produção de automóveis e restaurante self-service. (B) por processo: linha de produção de automóveis e restaurante à la carte. (C) por processo: supermercado e loja de departamentos. (D) por produto: restaurante à la carte e estaleiro. (E) posicional: linha de produção de automóveis e restaurante self-service.
(CESG/PROMIMP/2008/LOG/APO/PI&LI/LAY) 439/124- O arranjo físico de uma operação produtiva preocupa-se com o posicionamento físico dos recursos em unidade de produção, ou seja, decidir onde colocar as máquinas, equipamen-tos e pessoal da produção. O arranjo físico típico para construção de um navio de grande porte ou de uma plataforma de petróleo é do tipo denominado (A) posicional. (B) situacional. (C) celular. (D) por produto. (E) por processo.
(CESG/PETROBRAS/2005/EPP/APO/PI&LI/LAY) 440/125- Na construção de um navio petroleiro em formato anelar, onde a movimentação dos equipamentos, do ferramental, das equipes e da supervisão ocorrem na direção do com-primento do navio, o tipo de leiaute que deve ser considerado é: (A) posição fixa. (B) em linha. (C) funcional. (D) por processo. (E) por produto.
(CESG/BR/2008/EPJ/APO/PI&LI/LAY) 441/126- Os processos de produção em massa são os que produzem bens em grande volume com pouca variedade. Para este tipo de processo de fabricação, os tipos básicos de arranjos físicos recomendados são os arranjos (A) celular e por produto. (B) celular e posicional. (C) customizado e por produto. (D) customizado e automatizado. (E) por processo e por produto. (CESG/BNDES/2009/ADM/APO/PI&LI/LAY) 442/128- Uma empresa comprou três máquinas e está analisando o me-lhor arranjo físico para instalação, conforme os cenários representados nas figuras abaixo.
As unidades transportadas por dia entre as máquinas A, B e C são:
Considerando que o custo depende da distância percorrida pelas unidades transportadas, o(s) cenário(s) de menor cus-to é(são) (A) P1. (B) P2. (C) P3. (D) P1 e P2. (E) P1 e P3.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 12
(CESG/BNDES/2013/ADM01/APO/PI&LI/LAY) 443/41- A literatura aponta 4 tipos básicos de arranjo físico. No caso da construção de uma rodovia ou no caso de um estaleiro, o tipo básico de arranjo físico mais apropriado é o (A) por produto (B) por processo (C) celular (D) just in time (E) posicional
(CESG/CMOEDA/2009/EPROD35/APO/PI&LI/LAY) 444/129- A figura acima mostra o layout dos postos de trabalho PT-A, PT-B e PT-C que foram instalados em uma fábrica para atender às necessidades de produção.
Com relação aos arranjos físicos 1 e 2, o tipo do arranjo físico (A) 1 é posicional e adequado aos processos por projeto. (B) 1 é por processo e adequado aos processos de produção em massa. (C) 2 é por produto e adequado aos processos de produção contínuos. (D) 2 é por processo e adequado aos processos por tarefas e lotes. (E) 2 é por processo e adequado aos processos de produção contínuos.
(CESG/PETROBRAS/2005/APO/PI&LI/LAY) 445/130- Qual o método de projeto de lay-out que deve ser utilizado quando o custo de manuseio e deslocamento de material é uma variável a ser considerada? (A) Balanceamento de linha de montagem. (B) Capacidade de sistema. (C) Análise gráfica. (D) Análise carga-distância. (E) Clusterização.
(CESG/CMOEDA/2009/AGES27/APO/PI&LI/PCC) 446/131- O planejamento e o controle de capacidade têm como ob-jetivo a curto prazo definir a estratégia que irá ajustar a capacidade da operação produtiva à demanda requerida. Dentre as estratégias básicas de planejamento, a política de capacidade constante (A) utiliza a prática de alterar os preços para reduzir a demanda nos momentos de pico. (B) mantém o ritmo de produção constante, estocando unidades que não são consumidas para serem usadas nos mo-mentos de maior demanda. (C) implanta constantemente novos meios de produção e, com isso, atende às flutuações de demanda. (D) cria mecanismos para influenciar a demanda e, com isso, adaptá-la à capacidade produtiva existente. (E) procura reduzir os estoques a um nível mínimo seguindo os princípios da produção enxuta. (CESG/CMOEDA/2005/PLAN/APO/PI&LI/PCC) 447/132- Com o intuito de aumentar a taxa de produção em um deter-minado período, para atendimento imediato da demanda de um produto, um gerente deve: (A) promover uma liquidação do produto no mercado. (B) contratar mais empregados. (C) utilizar a estratégia de preços diferenciados. (D) ampliar a fábrica. (E) aumentar a publicidade do produto.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 13
(A&E/MRS/2010/SLACK/APO/PI&LI/PCC) 448/511- O Just in Time (JIT) significa “somente no tempo” é um processo (ou uma filosofia de produção) que objetiva produzir com a menor utilização possível de matéria-prima, quer dizer, o JIT caracteriza-se pela produção enxuta, sem desperdício ou acúmulo de material ou seja, o mínimo de estoque a fim de que a produção não pare. (A) O JIT, como uma filosofia de produção tem como objetivos aumentar desperdícios, obter o envolvimento de todos e desenvolver o aprimoramento contínuo. (B) Ao contrário do que muitos pensam, o JIT não é sinônimo de “estoque zero”, nas palavras de Slack et al (2002:300): “o JIT admite poucos estoques para compensar irregularidades no fluxo de trabalho”. (C) O JIT, como uma filosofia de produção tem como objetivos eliminar desperdícios, obter o envolvimento de todos e desenvolver o aprimoramento discreto. (D) Ao contrário do que muitos pensam, o JIT não é sinônimo de “estoque zero”, nas palavras de Slack et al (2002:300): “o JIT não admite estoques para compensar irregularidades no fluxo de trabalho”. (E) NRA – Nenhuma das Respostas Anteriores (A&E/MRS/2010/SLACK/APO/PI&LI/PCC) 449/512- Algumas organizações ao verem os benefícios do sistema JIT e reconhecerem os benefícios da integração com os fornecedores chegaram ao ponto de levar os funcionários dos for-necedores para dentro de suas próprias instalações industriais. Os funcionários do fornecedor têm poder para usar os pedidos de compra do cliente, tem acesso total às programações da produção e têm a responsabilidade de programar a chegada de materiais. Originalmente lançado pela Bose Corporation, o termo tem sido aplicado a esses esforços de redução dos custos e da duração do ciclo de atividades. A isto denomina-se: (A) JIC (B) MPS (C) ERP (D) JIT II (E) NRA – Nenhuma das Respostas Anteriores (A&E/MRS/2010/SLACK/APO/PI&LI/PCC) 450/513- Às vezes chamado de “correia invisível”, em sua forma mais sim-ples,é um cartão utilizado por um estágio cliente para avisar seu estágio fornecedor que mais material deve ser envi-ado. Há três diferentes tipos de kanban, marque a incorreta. (A) Kanban de movimentação ou transporte – avisar ao estágio anterior que o material pode ser retirado do estoque e transferido para uma destinação específica. (B) Kanban de produção – é um sinal para um processo produtivo de que ele pode começar a produzir um item para que seja colocado em estoque. (C) Kanban do fornecedor – são usados para avisar aos fornecedores que é necessário enviar material ou componentes para um estágio da produção. (D) Kanban de segurança – é um sinal para a produção parar, devido a algum risco potencial. (E) NRA – Nenhuma das Respostas Anteriores (A&E/MRS/2010/SLACK/APO/PI&LI/PCC) 451/515- Kanban/Toyota utiliza os tipos básicos de kanban para apoiar a sua programação puxada JIT, exceto: (A) Kanban de produção. (B) Kanban de movimento. (C) Kanban de transporte. (D) Kanban de serviço. (E) NRA – Nenhuma das Respostas Anteriores (CESGRANRIO/BNDES/2008/ADM/APO/PI&LI/PCC) 452/133X- A FALIQ é uma fábrica de liquidificadores que produz três modelos diferentes: o “super luxo”, o “standard” e o “básico”. O modelo “super luxo” pode ser montado em 2 horas, o “standard”, em 1,5 horas e o “básico”, em 30 minutos. O setor de montagem da fábrica tem disponíveis 20 colaboradores trabalhando 8 horas por dia, em 5 dias por semana. A demanda de aparelhos “super luxo”, “standard” e “básico” está na proporção 1:2:6, respectivamente. Qual a quantidade total de liquidificadores produzidos por se-mana? (A) 100 (B) 300 (C) 500 (D) 700 (E) 900

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 14
(NCE/BNDES/2005/ADM/APO/PI&LI/ADAP) 453/306- Os princípios do Planejamento e Controle Just in Time represen-taram uma revolução nas tradicionais práticas de produção. Num cenário de sincronização, suponha que uma empre-sa necessite produzir as seguintes quantidades de três produtos distintos num período de trinta dias: Produto A – 1.800 Produto B – 1.440 Produto C – 960 Supondo uma jornada diária de oito horas, apresente a quantidade de produtos a serem produzidos (A) A = 8 (B) B = 15 (C) C = 18 (D) A = 120 (E) NRA – Nenhuma das Respostas Anteriores (NCE/BNDES/2005/ADM/APO/PI&LI) 454/307- Ainda com questão anterior, identifique uma seqüência de produção possível para gerar a produção necessária. (A) AB.CAB.CAB.CAB.A (B) BA.AA.CAA.CAA.CAA (C) CA.AA.BAA.BAA.BAA (D) CBA.CBA.CBA.CBA.CB (E) ABC.ABC.ABC.ABC.AB (CESG/TERMOMACAÉ/2009/ADMJR/APO/PI&LI/PCC) 455/134- Dentre as estratégias de curto prazo mais utilizadas no planejamento agregado da produção estão a política de acompanhamento da demanda e a gestão da demanda. A esse respeito, analise as afirmações que se seguem. I – A política de acompanhamento da demanda utiliza a diminuição dos preços nos momentos de baixa demanda. II – A política de acompanhamento da demanda ajusta a quantidade de recursos de produção de acordo com a deman-da momentânea. III – A gestão da demanda inclui a subcontratação, as admissões e as demissões para ajustar os recursos às necessidades de produção. IV – A gestão da demanda utiliza o aumento dos preços nos momentos de baixa demanda. Está(ão) correta(s) APENAS a(s) afirmação(ões) (A) I. (B) II. (C) I e II. (D) III e IV. (E) I, III e IV. (CESG/DECEA/2009/EPROD/APO/PI&LI/PCC) Utilize as tabelas 1 e 2 para responder às questões seguintes: A Tabela 1 apresenta o plano agregado de produção de uma empresa parcialmente preenchido.
A Tabela 2 os custos unitários de produção:

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 15
(CESG/DECEA/2009/EPROD/APO/PI&LI/PCC) 456/135- Deseja-se concluir a elaboração do plano agregado de produ-ção da Tabela 1, considerando que a empresa deve atender obrigatoriamente à demanda do período com o menor custo possível. Considere que a empresa adotou uma estratégia de cadência constante, que os custos de estocagem são desprezíveis, que pode produzir um máximo de 100 unidades com uso de horas extras por período e que não exis-te limite para subcontratação. Qual é o estoque no final do período 4? (A) 0 (B) 100 (C) 200 (D) 300 (E) 400
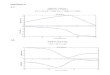
(CESG/DECEA/2009/EPROD/APO/PI&LI/PCC) 457/136- Nos quatro períodos do plano da Tabela 1, os custos da em-presa, em reais, com a produção em horas extras e com a subcontratação, respectivamente, são: (A) 1.500,00 e 12.000,00. (B) 3.000,00 e 9.000,00. (C) 4.500,00 e 6.000,00. (D) 6.000,00 e 3.000,00. (E) 7.500,00 e 1.500,00. (CESG/IBGE/2010/EPROD/APO/PI&LI/PCC) A Tabela 1 e o gráfico apresentados a seguir correspondem a um planeja-mento agregado de uma empresa e devem ser usados para responder às questões ABAIXO
Ritmo1 x Ritmo2:
(CESG/IBGE/2010/EPROD/APO/PI&LI/PCC) 458/173- Analise as afirmações a seguir quanto à política de planejamen-to agregado associado aos ritmos de produção 1 e 2. I - A política de capacidade constante ignora as flutuações nas demandas. II - A política de acompanhamento de demanda ajusta os preços de vendas para reduzir a demanda III - A política de gestão da demanda atua em fatores que afetam a demanda para ajustar a capacidade disponível. IV - A gestão da produção tem maior poder de influência nas políticas de capacidade constante e gestão da demanda.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 16
Estão corretas as afirmações (A) I e II, apenas. (B) I e III, apenas. (C) II e III, apenas. (D) I, II e III, apenas. (E) I, II, III e IV.
(CESG/IBGE/2010/EPROD/APO/PI&LI/PCC) 459/174- Entendendo que, na prática, as empresas não adotam políticas de capacidade “puras”, a política dominante no planejamento do ritmo de produção (A) 1 é a de capacidade constante. (B) 1 é a gestão da demanda. (C) 1 é o acompanhamento da demanda. (D) 2 é a gestão da demanda. (E) 2 é a capacidade constante.
(CESG/IBGE/2010/EPROD/APO/PI&LI/PCC) 460/175- Analise:
Considerando as variáveis adicionais para o planejamento agregado apresentadas na Tabela 2 e sabendo-se que o custo de armazenagem é R$ 10,00 por tonelada, qual ritmo de produção apresenta menor custo de armazenagem total e qual é este custo?
Ritmo Custo em R$
(A) 1 9.000,00
(B) 1 13.500,00
(C) 2 4.500,00
(D) 2 9.000,00
(E) 2 13.500,00
(CESG/BNDES/2013/ENG11/APO/PI&LI) 461/60- Uma empresa elabora o Plano Mestre de Produção (MPS) de um dos seus produtos. Considere que essa empresa: • produza em lotes fixos de 250 unidades; • admita um estoque mínimo de 300 unidades; • possua um estoque de 400 unidades no início da semana 1; • produza a menor quantidade necessária a cada semana para satisfazer as restrições de demanda, estoque mínimo e lote fixo. A previsão de demanda para as próximas quatro semanas é dada na linha “Demanda” da Tabela abaixo.
O número de unidades a serem produzidas na semana 2 é (A) 0(B) 250 (C) 500 (D) 750 (E) 1.000

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 17
(CESG/BR/2013/TADM/APO/PI&LI) 462/43- Uma empresa adota um sistema de produção em lotes. O diretor dessa empresa decidiu adotar as seguintes diretrizes: I - plano de produção específico para cada produto; II - arranjos sequenciais de máquinas, equipamentos e pessoas; III - previsibilidade total da produção. É(São) diretriz(es) adequada(s) à produção em lotes APENAS (A) I (B) II (C) III (D) I e II (E) II e III
(CESG/SUAPE/2009/SPROD/APO/PI&LI/PCC) 463/137- Uma unidade de produção de determinado óleo lubrificante tem uma demanda previsível e inelástica. A demanda ao longo do ano e a capacidade nominal de 100 toneladas/mês da unidade de produção são representadas na figura abaixo.
Diante dessas informações, qual política de capacidade deve ser usada pela empresa? (A) Gerenciamento da demanda, diminuindo o preço de venda nos momentos de menor demanda e aumentando na-queles em que a demanda ultrapassar a capacidade nominal. (B) Acompanhamento da demanda, com um plano de produção constante no nível máximo de demanda e uso de horas-extras e subcontratação. (C) Acompanhamento da demanda, aumentando a produção com horas-extras e subcontratação nos momentos de me-nor consumo para ter estoques suficientes nos momentos em que a demanda exceder a capacidade produtiva. (D) Planejamento de capacidade constante da produção ao longo do ano e uso de estoques gerados nos momentos de menor consumo para atender os momentos em que a demanda exceder a produção. (E) Planejamento de capacidade constante da produção ao longo do ano e ajuste do preço de venda para estimular ou diminuir a demanda nos momentos em que esta for diferente da capacidade de produção.
(CESG/PROMIMP/2008/LOG/APO/PI&LI/PCC) 464/138- A utilização de horas extras e a contratação de mão-de-obra temporária são usadas no planejamento e controle da produção para alterar a capacidade produtiva e atender, no: A) longo prazo, a acumulação de produtos para pico de demanda. (B) longo prazo, os casos de aumento permanente da demanda. (C) curto prazo, os casos de diminuição transitória da demanda. (D) curto prazo, os casos de aumento transitório da demanda. (E) curto prazo, as faltas de insumos e matérias-primas.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 18
(CESG/BR/2008/EPJ/APO/PI&LI/PCC) 465/139- O planejamento e o controle de capacidade a curto prazo têm o obje-tivo de definir a capacidade efetiva da operação produtiva. A política de capacidade constante (A) não considera as flutuações de demanda, colocando os bens não vendidos em estoque para serem consumidos em um período posterior. (B) não mantém estoques de produtos em processo (WIP), mantendo o ritmo de produção constante. (C) mantém constante a produção própria e utiliza estratégias de terceirização e subcontratação para picos de deman-das. (D) é um mecanismo que altera a demanda através de ajustes no tempo de ressuprimento de material. (E) ajusta os recursos de produção para manter constante a relação entre demanda e bens produzidos. (CESG/BNDES/2013/ENG11/APO/PI&LI) 466/59- Uma empresa estuda a localização para instalação de uma nova planta para produção de um novo componente. A produção anual será de 5.000 unidades. Abaixo apresentam-se dados de 5 cidades previamente selecionadas.
Considerando que a localização será baseada em uma análise dos custos fixos e variáveis anuais, a cidade que apresenta o menor custo para a escala de produção pretendida é (A) Cidade 1 (B) Cidade 2 (C) Cidade 3 (D) Cidade 4(E) Cidade 5 (CESGRANRIO/BNDES/ENG/APO/2008/PI&LI/PROC) 467/140- A indústria siderúrgica é importante fornecedora de insumos para diversos setores da economia, e vem passando por um período de recuperação e de novos desafios. É uma indústria com presença importante de grandes empresas, denominadas verticalizadas porque elas: (A) possuem uma cadeia logística multimodal integrada desde a extração do minério e carvão até a entrega dos produ-tos acabados nos pontos de consumo. (B) operam as diversas fases do processo produtivo do aço, desde a transformação do minério em ferro-gusa até a pro-dução de bobinas a frio ou galvanizadas. (C) dependem de uma grande demanda de desenvolvimento de nova tecnologia estruturada em uma gestão de projetos com vários níveis de abrangência e especialização. (D) se especializaram em determinada etapa do processo siderúrgico, limitando sua produção a um portfolio restrito a produtos relacionados à etapa de especialização escolhida. (E) se organizaram em estruturas com vários níveis hierárquicos, devido ao porte e abrangência de funções necessárias para o suporte aos processos tecnológicos envolvidos. (CESG/DECEA/2009/EPROD/APO/PI&LI/PM) 468/11- A linha de produção semi-automatizada é composta por máqui-nas de controle numérico que atendem a diversas linhas de produto da empresa. O leiaute é caracterizado pela locali-zação de equipamentos de mesma função próximos uns aos outros. Neste caso, o tipo de arranjo físico é por (A) processo, que promove maior capacidade de produção seriada. (B) processo, que possibilita maior taxa de utilização das máquinas. (C) produto, que promove maior flexibilidade na produção. (D) produto, que promove a produção de componentes customizáveis.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 19
(E) produto, que possibilita a produção em larga escala com menor custo.
(CESG/SUAPE/2009/SPROD/APO/PI&LI/PROC) 469/141- Analisando as características de volume e variedade apre-sentadas na figura “abaixo”, qual é o tipo de processo de manufatura adequado aos sistemas de produção A e B?
Produção A Produção B
(A) Em massa Por jobbing
(B) Em massa Em massa
(C) Contínua Por projeto
(D) Contínua Contínua
(E) Por projeto Por lotes
(CESG/BR/2008/ADJ/APO/PI&LI/PROC) 470/142- Em uma manufatura que trabalha com produtos discretos, geral-mente customizados, em que o período de tempo para fazer o produto e o intervalo para a conclusão de cada produto são relativamente longos, é utilizado o tipo de processo: (A) contínuo. (B) de produção em massa. (C) de jobbing. (D) de projeto. (E) em lote. (CESG/CMOEDA/2005/EPROD/APO/PI&LI/PROC) 471/143- Na construção de um navio, pode ser identificado o tipo de processo em manufatura: (A) contínuo. (B) de projeto. (C) de produção em massa. (D) de jobbing. (E) em lotes.
(CESG/CMOEDA/2009/AGES27/APO/PI&LI/PROC) 472/144- A figura ABAIXO apresenta o posicionamento de quatro processos produtivos em relação ao grau de personalização e do volume das unidades produzidas. Analisando-a, con-clui-se que:

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 20
(A) A e B utilizam processos por projeto ou por jobbing. (B) A e B utilizam processos com operações padronizadas e repetitivas. (C) B e C utilizam processos de produção contínua. (D) C e D utilizam processos com operações customizadas. (E) C e D utilizam processos por tarefa ou por jobbing. (CESG/BNDES/2009/ADM/PI&LI/PROC) 473/145- A figura ABAIXO representa a estrutura de custos associados às atividades primárias de duas empresas de porte e mercado semelhantes.
A figura acima apresenta tipos de operações em serviços em função do binômio variedade-volume. Quais exemplos de empresas estão adequados ao binômio representado na figura?
Empresa de serviços A Empresa de serviços B Empresa de serviços C
(A) Escritório de arquitetura Restaurantes Aeroportos
(B) Agência de viagens Metrô Consultoria contábil
(C) Supermercados Clínica médica Firma de advogados
(D) Metrô Serviços de telefonia Clínica médica
(E) Consultoria contábil Firma de advogados Hotéis

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 21
(CESG/CMOEDA/2009/EPROD35/APO/PI&LI/PROC) 474/146X- A figura abaixo apresenta as quatro estruturas princi-pais de fluxos de processos produtivos. A opção por uma delas é feita com base na análise das características do pro-duto e da estratégia para atender o mercado.
Cada processo é mais adequado dependendo das características indicadas pelas letras A e B. A direção da seta significa um aumento nas características A ou B do processo de produção. Na figura, a reta indicada pela letra (A) A representa o custo unitário por unidade produzida. (B) A está associada ao volume de produção de unidades padronizadas. (C) B está relacionada a produtos com ciclo de vida maior. (D) B significa a variedade nos produtos fabricados pelo processo. (E) B demonstra o grau de customização dos produtos fabricados pelo processo.
(CESG/IBGE/2010/EPROD/APO/PI&LI/PROC) 475/147R- Analise as afirmações a seguir sobre as empresas X, Y e Z representadas na figura.
I - A empresa X utiliza um processo por tarefas. II - A empresa Y utiliza um processo de em lotes. III - A empresa Z utiliza um processo de fluxo continuo. IV - As empresas X e Y utilizam processos de linha de montagem. Estão corretas as afirmações (A) I e II, apenas. (B) I e III, apenas. (C) II e III, apenas. (D) I, II e III, apenas. (E) I, II, III e IV.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 22
(CESG/IBGE/2010/EPROD/APO/PI&LI/PROC) A figura a seguir deve ser usada para responder às questões ABAIXO.
CHASE, R. B.; JACOBS, F. R.; AQUILANO, N. J. Administração da Produção e Operações para Vantagens Competitivas. 11. ed. São Paulo: McGraw-Hill, 2006. p.125 (adaptado).
(CESG/IBGE/2010/EPROD/APO/PI&LI/PROC) 476/148- Comparando os dois processos, analise as afirmações a seguir. I - O processo 1 tem um tempo de atendimento menor e um risco maior. II - O processo 1 é mais adequado a demandas de maior volume padronizados. III - O processo 2 tem um tempo de atendimento maior e um risco menor. IV - O processo 2 é mais adequado à customização dos pedidos dos clientes. Estão corretas as afirmações (A) I e III, apenas. (B) II e IV, apenas. (C) I, II e III, apenas (D) I, III e IV, apenas. (E) I, II, III e IV.
(CESG/IBGE/2010/EPROD/APO/PI&LI/PROC) 477/149- Os tempos de ciclo (lead-time), em minutos, dos processos 1 e 2, respectivamente, são: (A) 10,0 e 15,0. (B) 11,0 e 16,0. (C) 11,5 e 16,5. (D) 13,0 e 18,0. (E) 13,5 e 18,5.
(CESG/PETROBRAS/2008/EPJ/APO/PI&LI/PROC) 478/150- Uma pequena empresa está se estruturando para produzir seu principal produto em escala industrial. Para tanto, o arranjo físico e o fluxo dos diversos elementos de produção estão dispostos de acordo com o seguinte diagrama de precedência (os valores entre colchetes representam os tem-pos de serviço de cada elemento de produção, em minutos):

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 23
A demanda semanal é de 3.300 unidades, e o regime de trabalho é de 44 horas por semana. O tempo de ciclo para esse arranjo físico, em segundos, é igual a (A) 40 (B) 48 (C) 60 (D) 64 (E) 80
(CESG/PETROBRAS/2008/EPJ/APO/PI&LI/PROC) 479/151- Em uma empresa, o arranjo físico e o fluxo dos diversos elementos de produção estão dispostos de acordo com o diagrama de precedência abaixo (os valores entre colchetes representam os tempos de serviço de cada elemento, em minutos).
A demanda semanal é de 4.000 unidades e o regime de trabalho é de 40 horas semanais. Supondo que o tempo de ciclo seja igual a 36 segundos, a quantidade necessária de estágios para controlar a linha de produção é: (A) 3 (B) 4 (C) 5 (D) 6 (E) 7
(CESG/CMOEDA/2005/EPROD/APO/PI&LI/PCC) 480/178- O takt time é o tempo de ciclo requisitado pelo mercado que a empresa deve atender, define a referência de mercado para ser utilizada como medida de atendimento da ca-pacidade produtiva. Esta métrica está associada ao sistema de produção Lean. Refere-se, sempre, ao turno e a um produto específico. Em síntese, uma definição formal de takt time seria o tempo de ciclo requerido para satisfazer a demanda. Baseado no conceito, calcule o takt time para um produto X que é produzido por uma seção, na qual há 2 máquinas, que trabalham 3 turnos de 8 horas com 30 minutos de parada cada, sendo que o mercado demanda 600 unidades diárias. Expresse o takt time em segundos/peça. a) 67,5 segundos/peça b) 141 segundos/peça c) 135 segundos/peça d) 70,5 segundos/peça e) 129 segundos/peça
(CESG/CMOEDA/2005/EPROD/APO/PI&LI/PCC) 481/181- Os postos de montagem A, B e C, dispostos de forma se-qüencial em uma linha de produção de equipamentos eletrônicos, têm capacidades projetadas, em unidades por dia, de 150, 100 e 180, respectivamente. Se a produção efetiva do sistema é de 80 unidades por dia, qual a sua eficiência? (A) 44% (B) 53% (C) 60% (D) 80% (E) 90%
(IFPB/UFPN/2012/PROFC8/APO/PI&LI/PM) 482/30- Algumas matérias-primas permitem obter um certo número de produtos intermediários que, por combinação entre si, possibilitam a obtenção de produtos finais diferentes. Anali-sando a Figura 1 a seguir e segundo o critério instalações, qual tipo de indústria está sendo representado?

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 24
a) Indústrias Divergentes/Convergentes b) Indústrias Convergentes/Divergentes c) Indústrias Analíticas ou Divergentes d) Indústrias Monolineares e) Indústrias Sintéticas ou Convergentes
(IFPB/UFPN/2012/PROFC8/APO/PI&LI/PM) 483/45- Na constituição do produto, a complexidade da produção indus-trial de bens advém da complexidade do produto. Em geral, esses produtos são compostos de várias peças, umas compradas e outras fabricadas, que se reúnem ou seguem isoladas para montagem. A Figura 5 a seguir apresenta um diagrama de um produto relativamente simples, com apenas três níveis de produção e somente 12 itens, entre maté-rias primas, peças fabricadas e compradas e submontagens. No diagrama, vemos esse hipotético Produto Acabado (PA):

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 25
Analise as afirmações: I. É montado a partir de duas Submontagens (SM), uma Peça Fabricada (PF) e uma Peça Comprada (PC). II. A Peça Comprada (PC) é adquirida pronta de fornecedores (ou encomendada) e a Peça Fabricada (PF) é resultado da transformação (fabricação) de uma Matéria-Prima (MP). III. A primeira e a segunda Submontagem (SM) são resultado das montagens de outras duas Peças Fabricadas (PF) e uma outra Peça Comprada (PC), que são obtidas de forma análoga às anteriores. Podemos considerar como CORRETA: a) Apenas a alternativa I. b) Apenas as alternativas I e II. c) Apenas as alternativas I e III. d) Apenas as alternativas II e III. e) As alternativas I, II e III. (CONSULPLAN/CHESF/2007/EPROD/APO/PI&LI/PM) 484/17- As refinarias da Petrobrás trabalham com qual tipo de processo no refino de petróleo? A) Processo por tarefa. B) Processo de projeto. C) Processo por lote. D) Processo em linha. E) Processo contínuo. (FCC/METROSP/2010/TRADM/APO/PI&LI/PM) 485/38. O sistema de produção que explora as similaridades existen-tes em uma família de produtos é formado em base de times ou grupos, permite a redução dos tempos de troca de ferramentas e possibilita uma menor movimentação dos materiais é denominado de (A) linha de montagem. (B) processo contínuo. (C) células de produção. (D) postos funcionais. (E) produção por projetos.
(IFMT/UFMT/2012/PPROD/APO/PI&LI/LAY) 486/32- A avaliação do layout de produção deve procurar reduzir os cus-tos com locomoção. O layout abaixo representa a vista superior de um processo produtivo com quatro estações de trabalho A, B, C e D. A locomoção diária entre as estações de trabalho e as distâncias entre elas estão informadas nos respectivos quadros.
Quadro de locomoções diárias entre as Estações de Trabalho
Quadro de distâncias entre as Estações de Trabalho (metros)

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 26
A partir dessas informações, qual a carga X distância desse layout? (A) 799 m (B) 1.598 m (C) 910 m (D) 1.709 m
(NCE/BNDES/2005/ADM/APO/PI&LI/LAY) 487/193X- Um arranjo físico por processo simples com cinco centros de trabalho está apresentado esquematicamente a seguir, com as distâncias entre centros e as quantidades de jornadas diárias entre cada dois centros indicadas.
Os custos associados às diferentes jornadas estão dados na matriz a seguir
A eficácia deste arranjo físico é igual a: (A) 520; (B) 1.370; (C) 1.780; (D) 2040; (E) 2560.
(IFMT/UFMT/2012/PPROD/APO/PI&LI/LAY) 488/33- A coluna da esquerda apresenta tipos de layout e a da direita, a descrição de cada um. Numere a coluna da direita de acordo com a da esquerda. 1 – Por processo ( ) Um homem opera diversos equipamentos. 2 – Por produto ( ) Um produto com grande volume de produção. 3 – Celular ( ) Produto fica estático e operadores ao seu redor. 4 – Posição fixa ( ) Diversos produtos em uma única linha de produção. Marque a sequência correta. (A) 2, 4, 1, 3 (B) 1, 3, 4, 2 (C) 3, 2, 4, 1 (D) 3, 4, 1, 2

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 27
(IFPB/UFPN/2012/PROFC8/APO/PI&LI/LAY) 489/39- Observe a Figura 3 a seguir, e aponte o seu tipo de arranjo físico:
a) Arranjo físico linear b) Arranjo físico celular c) Arranjo físico híbrido d) Arranjo físico funcional e) Arranjo físico posicional
(IFPB/UFPN/2012/PROFC8/APO/PI&LI/LAY) 490/40- No tocante a arranjo físico posicional é INCORRETO afirmar: a) Os produtos fabricados são de grandes dimensões b) Poucas unidades de produtos são fabricadas c) Os produtos e roteiros são muito variados d) O produto fica fixo e os recursos produtivos dirigem-se a ele e) Os equipamentos possuem alta flexibilidade (COMPERVE/UFRN/2009/EPROD/APO/PI&LI/LAY) 491/05. Considere os seguintes aspectos relacionados ao arranjo físico: TIPOS BÁSICOS DE LAY-OUT A) por produto B) por processo C) celular D) posicional TIPOS DE PROCESSOS EM MANUFATURA 1) Jobbing 2) projeto 3) contínuo 4) lotes 5) em massa Para cada frase abaixo, que descreve a característica de um determinado layout, identifique o tipo de layout e relacio-ne-o com os tipos de processo nos quais pode ser utilizado. I- Recursos de transformação localizados segundo conveniência do que está sendo transformado. II Recursos a serem transformados permanecem fixos. III- Recursos de transformação são dispostos em grupos menores, cada um capaz de produzir uma família de produtos. IV- Cada produto, informação ou pessoa segue um roteiro diferente, de acordo com suas necessidades.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 28
A associação adequada está expressa por: A) I-A12; II-B34; III-C23; IV-D41. B) I-A35; II-D12; III-C45; IV-B14. C) I-B24; II-D12; III-A35; IV-C53. D) I-C35; II-A45; III-B13; IV-D24. (FCC/METROSP/2012/ADESJR/APO/PI&LI/LAY) 492/50. Analise: I. A empresa “A” possui um plano de produção específico para cada produto; no lay-out industrial as máquinas, equipa-mentos e pessoas são arranjados ao redor do produto; há baixa previsibilidade da produção. II. A empresa “B” exige um plano de produção específico para cada grupo de produtos; a planta industrial tem um arran-jo sequencial das máquinas, pessoas e equipamentos; há previsibilidade razoável da produção. III. A empresa “C” possui um plano anual de produção; na planta industrial as máquinas, pessoas e equipamentos pos-suem posições definitivas; há total previsibilidade da produção. Ocorre que: (A) as empresas “A” e “C” possuem, respectivamente, sistema de produção em lotes e contínua. (B) as empresas “A” e “B” possuem, respectivamente, sistema de produção sob encomenda e em lotes. (C) as empresas “B” e “C” possuem, respectivamente, sistema de produção sob encomenda e em lotes. (D) as empresas “A” e “B” possuem sistema de produção contínuo. (E) a empresa “B” possui sistema de produção sob encomenda. (FCC/SABESPE/2012/EPROD/APO/PI&LI/LAY) 493/53- Com relação aos tipos básicos de arranjos físicos, considere as afirmações abaixo. I. O arranjo físico Gama facilita a supervisão de equipamentos e instalações. II. No arranjo físico Teta o produto não se movimenta. Está correto afirmar que o arranjo (A) Teta é posicional. (B) Gama é celular. (C) Teta é por processo. (D) Teta é por produto. (E) Gama é posicional.
(MAKIYAMA/CPTM/2012/EPROD/APO/PI&LI/TSRV) 494/47- O conceito de estratégia em serviços possui fatores es-truturais e gerenciais. Entre os elementos gerenciais destaca-se: A) Localização. B) Sistema de atendimento. C) Projeto das instalações. D) Qualidade. E) Planejamento de capacidade.
(IFMT/UFMT/2012/PPROD/APO/PCC) 495/31- No fluxograma de atividades abaixo, as letras de A a G representam atividades a serem realizadas na sequência determinada pelas setas. O tempo de cada atividade, em minutos, está indicado acima de cada letra.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 29
Desconsiderando os tempos de descanso, dado um tempo de ciclo de 15 minutos, quais são, respectivamente, o menor número de postos de trabalho e a ocupação média geral para esse fluxograma? (A) 4 e 70,0 % (B) 3 e 93,3 % (C) 2 e 100,0 % (D) 7 e 40,0 % (FCC/SABESPE/2012/EPROD/APO/PCC) 496/54- A produção do item FGH987 é feita em 6 operações sequenciais e contínuas. O processo é automatizado. Um robô coloca uma peça na linha e esta é a operação 1. Após a realização de cada operação, a peça é transferida automaticamente para as operações seguintes, sem estoques intermediários. Após a operação 6, a peça cai em uma caixa plástica, sem a participação humana. Os tempos de realização de cada tarefa são dados na tabela abaixo.
A perda, por balanceamento, neste processo é de (A) 25,0%. (B) 10,0%. (C) 6,3%. (D) 12,5%. (E) 14,0%. (IFMT/UFMT/2012/PPROD/APO/PCC) Leia os dados abaixo e responda às duas questões abaixo: A empresa ABC possui uma estimativa trimestral de demanda e conhece sua capacidade de produção em horário nor-mal de trabalho e com horas extras, que pode ser observado no quadro abaixo.
Custo de produção normal .......................................... 10,00/unidade Custo de produção em hora extra ............................... 13,00/unidade Custo da peça comprada ............................................ 18,00/unidade Custo mensal da peça em estoque ............................. 17,00/unidade

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC. 30
(IFMT/UFMT/2012/PPROD/APO/PCC) 497/34- Considerando a produção normal, horas extras e peças a serem com-pradas, qual o custo total de produção nesse trimestre? (A) R$ 35.090,00 (B) R$ 34.190,00 (C) R$ 33.650,00 (D) R$ 37.740,00
(IFMT/UFMT/2012/PPROD/APO/PCC) 498/35- Ao se planejar um estoque inicial em janeiro, necessário e suficiente para absorver toda a demanda mês a mês, sem trabalhar com horas extras ou adquirir peças, qual o custo total de produção do trimestre? (A) R$ 47.920,00 (B) R$ 37.210,00 (C) R$ 58.630,00 (D) R$ 26.500,00 (COMPERVE/UFRN/2012/EPROD/APO/PCC) 499/40. Considere as afirmações sobre Gestão da Capacidade de Produ-ção. I- Em geral, pode-se usar mais de uma medida da capacidade de produção (de entradas ou de saídas). Em operações de alto volume, repetitivas, de baixa variedade, as medidas de volume de produção (saídas) são preferidas. II- Toda empresa precisa calcular a sua capacidade de produção, porém, é necessário atualizar o cálculo periodicamente, em especial quando é introduzida uma mudança no mix de produção III- Na vida real, algumas empresas adotam uma política mista de capacidade. Esse é o caso daquelas que gerenciam a demanda por meio de promoções e propaganda. IV- O índice de utilização compara o volume de produção real com a capacidade efetiva do sistema. Por isso, é muito utilizado em diversos setores como medida do desempenho de produção. Por exemplo: nível de ocupação de quartos em hotéis V- O importante para decidir qual política de gestão da capacidade adotar é comparar o custo total (custo com estoques e com a mudança de capacidade). O método das representações acumuladas de demanda e capacidade pode ser usado para esse fim. Estão corretas as afirmações A) I, IV e V. B) II, III e IV. C) I, III e V. D) I, II e V. (MRS/SLACK/2002/352/APO/PI&LI/PCC) 500/279- A capacidade teórica de uma operação (capacidade que os proje-tistas tinham em mente ao projetar um sistema) nem sempre pode ser atingida na prática. Por exemplo, uma linha de montagem é capaz de funcionar em uma velocidade específica. O produto da velocidade máxima de cobertura pelo tempo de operação da planta fornece a capacidade teórica de projeto da linha. Como haverá perdas (produtos dife-rentes, manutenção etc.), então, a capacidade real que resta depois dessas perdas a serem deduzidas é denominada capacidade efetiva da produção. A proporção entre o volume de produção realmente conseguido por uma operação e sua capacidade de projeto é chamada de utilização e entre a saída e real e sua capacidade efetiva é denominada efi-ciência da planta. A máquina um tem capacidade para trabalhar 168horas por semana; entretanto, a perdas planejadas (inevitáveis) estão na ordem de 59hs, enquanto que as perdas evitáveis estão em 58hs. Quais são a eficiência e a utilização da planta? (A) 38,4% e 48,6% (B) 30,4% e 46,8% (C) 40,4% e 56,8% (D) 36,4% e 46,8% (E) NRA – Nenhuma das Respostas Anteriores Boa sorte!!!
Profa. Mônica Roberta, M.Sc.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (wpp)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
ACREDITE EM VOCÊ
“Ao longo da sua vida, muitos lhe dirão que aquilo que você pretende fazer é impossível. Porém, basta ter imagi-
nação para sonhar, planejar e alcançar. (...) Haverá obstáculos. Haverá céticos. Haverá enganos. Mas com trabalho du-
ro, fé e segurança em você mesmo e nas pessoas a sua volta, não há limites. Perseverança, determinação, compromisso
e coragem são realidades. O desejo de redenção guia você na jornada. E a vontade de ser bem-sucedido é tudo. Por isso,
houve momentos em Pequim, no verão de 2008, em que não havia palavras, apenas gritos. (...) Porque, acredite nisso, os
sonhos podem se tornar realidade.” - Michael Phelps.
CARTÃO RESPOSTA
401- (A) (B) (C) (D) (E) 421- (A) (B) (C) (D) (E) 441- (A) (B) (C) (D) (E) 461- (A) (B) (C) (D) (E) 481- (A) (B) (C) (D) (E)
402- (A) (B) (C) (D) (E) 422- (A) (B) (C) (D) (E) 442- (A) (B) (C) (D) (E) 462- (A) (B) (C) (D) (E) 482- (A) (B) (C) (D) (E)
403- (A) (B) (C) (D) (E) 423- (A) (B) (C) (D) (E) 443- (A) (B) (C) (D) (E) 463- (A) (B) (C) (D) (E) 483- (A) (B) (C) (D) (E)
404- (A) (B) (C) (D) (E) 424- (A) (B) (C) (D) (E) 444- (A) (B) (C) (D) (E) 464- (A) (B) (C) (D) (E) 484- (A) (B) (C) (D) (E)
405- (A) (B) (C) (D) (E) 425R- (A) (B) (C) (D) (E) 445- (A) (B) (C) (D) (E) 465- (A) (B) (C) (D) (E) 485- (A) (B) (C) (D) (E)
406- (A) (B) (C) (D) (E) 426- (A) (B) (C) (D) (E) 446- (A) (B) (C) (D) (E) 466- (A) (B) (C) (D) (E) 486- (A) (B) (C) (D) (E)
407- (A) (B) (C) (D) (E) 427- (A) (B) (C) (D) (E) 447- (A) (B) (C) (D) (E) 467- (A) (B) (C) (D) (E) 487- (A) (B) (C) (D) (E)
408- (A) (B) (C) (D) (E) 428- (A) (B) (C) (D) (E) 448- (A) (B) (C) (D) (E) 468- (A) (B) (C) (D) (E) 488- (A) (B) (C) (D) (E)
409- (A) (B) (C) (D) (E) 429- (A) (B) (C) (D) (E) 449- (A) (B) (C) (D) (E) 469- (A) (B) (C) (D) (E) 489- (A) (B) (C) (D) (E)
410- (A) (B) (C) (D) (E) 430- (A) (B) (C) (D) (E) 450- (A) (B) (C) (D) (E) 470- (A) (B) (C) (D) (E) 490- (A) (B) (C) (D) (E)
411- (A) (B) (C) (D) (E) 431- (A) (B) (C) (D) (E) 451- (A) (B) (C) (D) (E) 471- (A) (B) (C) (D) (E) 491- (A) (B) (C) (D) (E)
412- (A) (B) (C) (D) (E) 432- (A) (B) (C) (D) (E) 452- (A) (B) (C) (D) (E) 472- (A) (B) (C) (D) (E) 492- (A) (B) (C) (D) (E)
413- (A) (B) (C) (D) (E) 433- (A) (B) (C) (D) (E) 453- (A) (B) (C) (D) (E) 473- (A) (B) (C) (D) (E) 493- (A) (B) (C) (D) (E)
414- (A) (B) (C) (D) (E) 434- (A) (B) (C) (D) (E) 454- (A) (B) (C) (D) (E) 474- (A) (B) (C) (D) (E) 494- (A) (B) (C) (D) (E)
415- (A) (B) (C) (D) (E) 435- (A) (B) (C) (D) (E) 455- (A) (B) (C) (D) (E) 475- (A) (B) (C) (D) (E) 495- (A) (B) (C) (D) (E)
416- (A) (B) (C) (D) (E) 436- (A) (B) (C) (D) (E) 456- (A) (B) (C) (D) (E) 476- (A) (B) (C) (D) (E) 496- (A) (B) (C) (D) (E)
417- (A) (B) (C) (D) (E) 437- (A) (B) (C) (D) (E) 457- (A) (B) (C) (D) (E) 477- (A) (B) (C) (D) (E) 497- (A) (B) (C) (D) (E)
418- (A) (B) (C) (D) (E) 438- (A) (B) (C) (D) (E) 458- (A) (B) (C) (D) (E) 478- (A) (B) (C) (D) (E) 498- (A) (B) (C) (D) (E)
419- (A) (B) (C) (D) (E) 439- (A) (B) (C) (D) (E) 459- (A) (B) (C) (D) (E) 479- (A) (B) (C) (D) (E) 499- (A) (B) (C) (D) (E)
420- (A) (B) (C) (D) (E) 440- (A) (B) (C) (D) (E) 460- (A) (B) (C) (D) (E) 480- (A) (B) (C) (D) (E) 500- (A) (B) (C) (D) (E)
Boa Sorte, Profa. Mônica Roberta, M.Sc.
























![[COELHO] Identificacao de Sistemas Lineares Dinâmicos](https://img.document.onl/doc/110x75/56d6bd3a1a28ab30168d25ef/coelho-identificacao-de-sistemas-lineares-dinamicos.jpg)



