Embed Size (px)
Citation preview

JWES-CP-0902E Date: 2014-10-31
Guidelines for Repair Welding of Pressure Equipment
in
Refineries and Chemical Plants
Chemical Plant Welding Research Committee
The Japan Welding Engineering Society
SAMPLE

JWES-CP-0902E
Contents Page
Foreword ···················································································································· i Symbols (and Abbreviated Terms) ·················································································· v Part 1 General ·········································································································· 1 1.1 General ·········································································································· 1 1.1.1 Scope ············································································································ 1 1.1.2 Policy for drawing up the repair welding guidelines ·············································· 1 1.1.3 Purposes of repair welding ················································································ 1 1.1.4 Normative references ······················································································· 1 1.1.5 Definitions ······································································································ 1 1.2 Construction materials in plants and material degradations ··································· 2 1.2.1 Construction materials ····················································································· 2 1.2.2 Material degradations and damages ··································································· 3 1.2.3 Plant maintenance and failure prevention ···························································· 3 1.3 Repair welding ································································································ 4 1.3.1 Roles of repair welding ····················································································· 4 1.3.2 Characteristics of repair welding ········································································ 4 1.3.3 Feasibility study of repair welding ······································································ 5 1.3.3.1 Equipment diagnosis and repair welding ····························································· 5 1.3.3.2 Necessity and feasibility of repair welding ··························································· 6 1.3.3.3 Repair welding methods ···················································································· 8 1.3.3.4 Planning of repair welding work ········································································· 8 1.3.3.5 Planning and management of repair welding work ················································ 9 1.4 Standard repair welding procedures ··································································· 10 1.4.1 Removal of defects ·························································································· 10 1.4.2 Heat treatment before repair ·············································································· 11 1.4.3 Preheating and interpass temperature ······························································· 11 1.4.4 Repair welding ······························································································· 11 1.4.5 Postweld heat treatment (PWHT) ········································································ 13 1.4.6 Inspection and test ·························································································· 15 1.4.7 Considerations for repair welding ······································································ 15
Part 2 Repair Welding Methods ··················································································· 17 2.1 Scope ············································································································ 17 2.2 Flaw excavation and build-up repair welding ························································ 17 2.2.1 Flaw excavation ······························································································· 17 2.2.1.1 Cleaning and determination of the size of flaws ···················································· 17 2.2.1.2 Requirements of removal of flaws ······································································· 17 2.2.1.3 Flaw excavation method ··················································································· 18
SAMPLE

2.2.1.4 Flaw excavation procedures ·············································································· 18 2.2.2 Build-up repair welding ····················································································· 19 2.2.3 Postweld heat treatment (PWHT) ········································································ 19 2.2.4 Nondestructive examination(NDE) ······································································ 19 2.2.5 Hydrostatic test ······························································································· 19 2.2.6 Record of repair welding ··················································································· 19 2.3 Butt-welded insert plates ·················································································· 20 2.3.1 Applicable materials ························································································· 20 2.3.2 Constitution of butt-welded insert plate ······························································· 20 2.3.3 Insert plate specifications ················································································· 20 2.3.4 Limitations for the welding of an insert plate ························································ 21 2.3.5 Edge preparation ····························································································· 22 2.3.6 Welding procedure ··························································································· 22 2.3.7 Nondestructive examination ·············································································· 23 2.3.8 Postweld heat treatment (PWHT) ········································································ 23 2.3.9 Hydrostatic test ······························································································· 23 2.3.10 Record of repair welding ·················································································· 23 2.4. External fillet weld patches ················································································ 23 2.4.1 Limitations ······································································································ 24 2.4.2 Weld design and procedure ··············································································· 25 2.4.3 Interference of existing butt weld of pressure equipment, and the treatment of
structural discontinuous parts ···································································· 27 2.4.3.1 Interference of original weld beads of pressure equipment ······························ 27 2.4.3.2 Distance between a structural discontinuous part and a fillet welded bead of a
patch plate ································································································ 28 2.4.4 Welding procedures ························································································· 28 2.4.5 Nondestructive examination ·············································································· 28 2.4.5.1 Inspection before welding ················································································· 28 2.4.5.2 Inspection after welding ···················································································· 28 2.4.6 Leak test ········································································································· 28 2.4.7 Hydrostatic test ······························································································· 29 2.4.8 Record of repair welding ··················································································· 29
Part 3 Repair Welding for Specific Materials ································································· 30 3.1 Carbon steels and high strength steels ······························································· 30 3.1.1 Types and properties of carbon steels and high strength steels ······························ 30 3.1.2 Weldability ······································································································ 31 3.1.3 Microstructural transformation by welding ·························································· 32 3.1.4 Characteristics of HAZ ····················································································· 32 3.1.5 Welding methods and characteristics of welding consumables ······························ 35 3.1.6 Typical repair welding procedure ······································································· 37 3.1.7 Key factors for repair welding ············································································ 38 3.2 Steels for low temperature service ····································································· 42 3.2.1 Types and characteristics ················································································· 42
JWES-CP-0902E
SAMPLE

3.2.2 Welding methods and characteristics of welding consumables ······························ 43 3.2.3 Key points on the welding of various steels for low temperature service ·················· 44 3.2.4 Material degradation for long time operation ························································ 45 3.2.5 Key factors for repair welding ············································································ 45 3.3 Weld repair for Cr-Mo steels ·············································································· 47 3.3.1 Types and characteristics of Cr-Mo steels ··························································· 47 3.3.2 Welding method and characteristics ··································································· 48 3.3.3 Typical repair welding procedure of Cr-Mo steels ················································· 54 3.3.4 Key factors for repair welding ············································································ 55 3.4 Stainless steels ······························································································· 60 3.4.1 Types and properties of stainless steels ······························································ 60 3.4.2 Weldability (Properties of weld metal) ································································· 64 3.4.3 Welding method and welding consumable characteristics ····································· 65 3.4.4 Key points for repair welding ············································································· 67 3.4.5 Repair welding of embrittled or sensitized materials ············································· 70 3.5 Heat resistant cast alloys ·················································································· 72 3.5.1 Types of heat resistance cast alloys ··································································· 72 3.5.2 Weldability of heat resistance centrifugal casting tubes ········································· 72 3.5.3 Welding method and welding consumable characteristics ····································· 74 3.5.4 Typical damage and repair welding ···································································· 77 3.5.5 Key factors for repair welding ············································································ 77 3.6 Nickel Alloys and Alloy 800 Series ······································································ 84 3.6.1 Types of Ni alloys and application ······································································· · 84 3.6.2 Welding consumables ····················································································· 85 3.6.3 Typical repair welding procedure ······································································· 86 3.6.4 Key factors for repair welding ············································································ 87 3.7 Copper and copper alloys ················································································· 90 3.7.1 Types and properties of copper and copper alloys ················································ 90 3.7.2 Specification of welding consumables and weldability ·········································· 92 3.7.3 Typical repair welding procedures ······································································ 92 3.8 Titanium and titanium alloys ·············································································· 95 3.8.1 Types and properties of titanium and titanium alloys ············································· 95 3.8.2 Weldability (Properties of weld metal) ································································· 95 3.8.3 General repair welding procedure ······································································ 97 3.8.4 Key points for repair welding ············································································· 98 3.9 Clad steel and dissimilar weld ··········································································· 100 3.9.1 Clad steel ······································································································· 100 3.9.2 Welding of clad steels ······················································································ 102 3.9.3 Dissimilar welding and welding consumables ······················································ 106 3.9.4 Typical repair welding procedure ······································································· 111
Part 4 Material Degradation and Reapir Welding ····························································· 116 4.1 Factors to be considered before repairs ······························································ 116 4.1.1 General ·········································································································· 116
JWES-CP-0902E
SAMPLE

4.1.2 Special consideration ······················································································· 116 4.2 Repair welding on damaged materials ································································ 116 4.2.1 Stress corrosion cracking (SCC) ········································································ 116 4.2.1.1 Chloride stress corrosion cracking (Cl SCC) ························································ 116 4.2.1.2 Ammonia stress corrosion cracking (Ammonia SCC) ············································ 117 4.2.2 Damage in wet H2S service ··············································································· 117 4.2.2.1 Sulfide stress cracking (SSC) ············································································· 117 4.2.2.2 Hydrogen induced cracking (HIC) ······································································· 118 4.2.3 Material Degradation (Embrittlement) due to long term operation ···························· 119 4.2.3.1 Typical material degradation ·············································································· 119 4.2.3.2 Key factors for repair welding of degraded materials ············································· 120 4.2.4 Heavy-wall Cr-Mo steels with stainless steel cladding ··········································· 121 4.2.4.1 Typical cases of repair welding ·········································································· 121 4.2.4.2 Key factors for repair welding ············································································ 122 4.2.4.3 Examples of repair welding ················································································ 124
Part 5 Repair Welding stipulated in Domestic and Overseas Laws and Standards ··············· 127 5.1 General ··········································································································· 127 5.2 Laws and regulations related to repair to pressure equipment in service
in Japan ·········································································································· 127 5.2.1 System of laws and regulations in Japan ····························································· 127 5.2.2 Repair welding and laws/regulations··································································· 128 5.2.2.1 Labor Safety and Health Act··············································································· 128 5.2.2.2 High Pressure Gas Safety Act ············································································ 129 5.2.2.3 Fire Service Act ································································································ 130 5.3 Application status of FFS assessment for pressure equipment in service ················ 131 5.4 Codes and standards for repair welding in Japan and overseas ······························ 132 5.4.1 Repair welding standards in Japan ····································································· 132 5.4.2 Codes and Standards for repair welding in USA···················································· 137 5.4.3 Standards for repair welding using alternate PWHT methods ································· 138 5.5 Comparison of repair welding methods in Standards of USA and Japan ··················· 139 5.5.1 Flaw excavation and repair built-up welding 5.5.2 Butt-welded insert plate method ········································································ 141 5.5.3 Fillet welded patches ························································································· 141 5.5.4 Sleeve repair welding ························································································ 142 5.6. Summary ········································································································ 142
JWES-CP-0902E
SAMPLE

Foreword
A number of process plants such as refineries, chemical and power plants have undergone long-term operation more than forty years not only in Japan but also in other industrial nations. This means that the equipment maintenance of these plants has become an emerging key technology to ensure safe and reliable operation of plants. Thereby, the role of repair welding has increased to a larger extent, causing a great demand for the development of systematic and practical recommended practices of repair welding.
The Chemical Plant Welding Research Committee, hereafter the Committee, issued “Guideline for Repair Welding Procedure” in 1983 and revised it in 1993, as one of main activities of the Committee. Since it has been more than 10 years after the last revision, the renewal of the Guideline is highly requested by industries for an advanced issue including practical know-how. With this background, the Working Group for Repair Welding of Pressure Equipment was launched in 2001 in the Committee, and advanced to the Subcommittee on Repair Welding for Pressure Equipment (Chaired by E. Yamamoto) in 2004. The Sub-committee, consisting of 35 members of qualified engineers including end users, material suppliers, equipment fabricators, engineering constructors, maintenance and inspection coordinators, commenced a buildup of work examples and practical fact sheet on repair welding procedure for pressure equipment. During the activities of Phase I, the Sub-committee formed a basis for technical database of repair welding by the survey of more than 100 literatures and references. In addition, the latest status was reviewed of regulations, codes and standards related to repair welding of pressure equipment in Japan and overseas including ASME and API.
In Phase II activities, the repair welding guideline was developed as an engineering reference including the analysis of cause of damage, the equipment diagnosis by fitness-for-service (FFS) assessment, the study on necessity and availability of repair welding, practical procedure of repair welding and post-repair maintenance. The products of the activities were released at the National Symposium year by year, and presented also at International Conferences such as ASME-PVP with remarkable attentions.
In 2009, those activities were compiled into one handbook, Committee issue CP-0902, “Guidelines for Repair Welding of Pressure Equipment in Refineries and Chemical Plants” as the first practical repair welding guideline. The contents of CP-0902 were presented in 6 papers at ASME-PVP Conference, Baltimore, ML in 2011, and a part of them was announced at ICPVT-13 Conference, London, UK in 2012. Furthermore, the summary of the PVP conference papers has been published in ASME Journal of Pressure Vessel Technology in 2013.
Oil refinery and petrochemical industries have strongly called for standardization of the repair welding practices of pressure equipment in service. In compliance with these needs, the Committee has played an important role in the standardization work of repair welding for post-construction maintenance. The results have been published in July 2012 as the Japan Welding Engineering Society Standard, WES 7700 “Repair Welding of Pressure Equipment.” WES 7700 consists of 4 Parts; Part 1: General, Part 2: Flaw excavation and repair welding, Part 3: Butt-welded insert plates and Part 4: External fillet welded patches. Follow-up works are under progress to promote WES 7700 in the industries and related regulatory bodies.
Maintenance standards for plant equipment are primarily composed of three specifications; inspection, assessment and repair of equipment. Although procedures for fitness-for-service (FFS) assessment and risk-based inspection (RBI) have been standardized in advance, the standardization of flaw repair methods has
JWES-CP-0902E
SAMPLE

not well developed. The issue of this guideline will form a substantial contribution to the safe operation of plant equipment in the world.
The Committee has published hereunder the Handbook, CP-0902E, English version of “Guidelines for Repair Welding of Pressure Equipment in Refineries and Chemical Plants” for the maintenance of pressure equipment in process plants in the world.
The Committee exerts efforts to develop and improve the repair welding technologies for pressure equipment and appreciates any cooperation and cordial support for our activities from worldwide engineers in various industries.
October, 2014
Prof. Dr. Eng., Fumiyoshi Minami Chairman of the Chemical Plant Welding Research Committee
The Japan Welding Engineering Society
JWES-CP-0902E
SAMPLE

Chemical Plant Welding Research Committee Working Group on English Version of Repair Welding Guideline
Chair Takayasu Tahara T&T Technology Adviser Fuiyoshi Minami Osaka University Member Masamitsu Abe Hitachi Zosen
Yukio Hirai LLoyid’s Register, Japan Takahisa Hoshika Sumitomo Chemical Rinzo Kayano The Japan Steel Works Tomoaki Kiso JGC Takushi Murakami Sumitomo Heavy Industries Tsukasa Okazaki Taseto Hiroaki Sasaguchi JGC Keisuke Shiga Shinko Plantech Hirohisa Watanabe Kobe Steel
Eiichi Yamamoto Eishintechno Takashi Yamamoto Mitsui Chemicals Secretary Akihiro Kiguchi Japan Welding Engineering Society
JWES-CP-0902E
SAMPLE

Subcommittee on Repair Welding for Pressure Equipment
Chairman Eiichi Yamamoto Eishintechno Vice Chair Yasuhiro Hara Waseda University Technical Adviser Takeaki Kohno Japan Welding Engineering Society
Hiroshi Tsukahara Former Chair, CPWRC Adviser Fumiyoshi Minami Osaka University Executive Member Yukio Hirai LLoyid’s Register, Japan
Rinzo Kayano Japan Steel Works Tomoaki Kiso JGC, Yasushi Ogayu Idemitsu Kosan Tsukasa Okazaki Taseto Keisuke Shiga Shinko Plantech Takayasu Tahara T&T Technology Hiromitsu Takayama Nippon Industry Inspection Hirokazu Tsuji Tokyo Denki University Kazuhiro Tsuno Shiko Plantech Hirohisa Watanabe Kobe Steel
Member Masamitsu Abe Hitachi Zosen Ichiro Doi Mitsui Ship Building Takashi Harada Mitsubishi Heavy Industries Tatsuaki Hattori Showa Yokaichi Sekiyu Yukihiro Honda Toa Oil Takahisa Hoshika Sumitomo Chemical Norihiko Katayama IHI Technosolutions Kiyoshi Kojima Cosumo Oil
(Osamu Sakurai) JX Nippon Oil & Energy Katsuhiro Mitsuhashi Ebara Manufacturing
(Shoichi Sawaki) Toa Oil (Itaru Miura Mitsubishi Chemicals )
(Shunzo Murakami Hitachi Zosen ) (Tsutomu Murata Kanagawaken Koatsu Gas Institute) Hidenori Nagashima Toyo Engineering
Shinta Niimoto Sumitomo Heavy Industries Sadami Ninagawa Toyo Engineering Yoshiyasu Ohguchi Nippon Steel Engineering Atsushi Ohno Mitsui Chemicals (Yasuhisa Okushima Taiyo Oil ) Takashi Otsuka Nikki Project Services Nobuyuki Sakamoto Kubota Iron Works Shigeki Sato Nippon Welding Rod Minoru Tagami IHI Secretary Akihiro Kiguchi Japan Welding Engineering Society Tomoyoshi Sumita Japan Welding Engineering Society
( ) : Former member
JWES-CP-0902E
SAMPLE

Symbols (and Abbreviated Terms)
No. Abbreviations Full Terms
(NDE)NDE Nondestructive ExaminationPT Liquid/Dye Penetrant ExaminationMT Magnetic Particle ExaminationUT Ultrasonic ExaminationRT Radiographic ExaminationVT Visual Examination
(Welding,Fabrication)SMAW Shield Metal Arc WeldingSAW Submerged Arc WeldingMIG Metal Inert Gas WeldingMAG Metal Active Gas Welding
GTAW Gas Tungsten Arc WeldingFCAW Flux Cored Arc WeldingEGW Elecrogas WeldingPWHT Postweld Heat TreatmentDHT Dehydrogenation Heat Treatment
WPQT Welding Procedure Qualification TestWPQR Welding Procedure Qualification RecordWPS Welding Procedure Specification
(Corrosion)SCC Stress Corrosion Cracking
ClSCC Chloride Stress Corrosion CrackingSSC Sulfide Stress CrackingHIC Hydrogen Induced Cracking
SOHIC Stress Oriented Hydrogen Induced CrackingHTHA High Temperature Hydrogen Attack
(FFS,RBI,Maintenance)FFS Fitness-For- ServiceRBI Risk Based InspectionEPC Engineering, Procurement and ConstructionO&M Operation & MaintenancePLM Plant Life -cycle Management
F1F2F3F4F5
C1C2C3C4C5C6
W1W2W3W4W5W6W7W8W9
W11W10
W12
N1N2N3N4N5N6
JWES-CP-0902E
SAMPLE

SDM Shut Down Maintenance
(Metallurgy)HAZ Heat Affected ZoneCeq. Carbon Equivalent
TMCP Thermal Mechanical Control Process
(Society, Organization)JWES Japan Welding Engineering SocietyAWS American Welding SocietyIIW International Institute of Welding
ASME American Sosiety of Mechanical EngineersJSME Japan Sosiety of Mechanical EngineersAPI American Petroleum InstituteJPI Japan Petroleum InstituteHPI High Pressure Institute of JapanKHK High Pressure Gas Safety Institute of JapanMETI Ministry of Economy ,Trade and Industry
MHLW Ministry of Health,Labour and Welfare FDMA Fire and Disaster Management AgencyNACE National Association of Corrosion Engineers
S1S2S3S4S5S6S7S8S9
S10S11S12S13
M1M2M3
F6
JWES-CP-0902E
SAMPLE

© ISO 2002 – All rights reserved 1
Part4 Material Degradation ad Repair Welding
4.1 Factors to be considered before repairs
4.1.1 General
Repair methods have to be selected properly taking account of materials, damage mechanisms, weldability,
and so on. In order to prevent recurrence of the damage and ensure safe repair work, Part 1 - General in this
document should be reviewed carefully before starting the repairs, in which necessary information for the
assessment of repairs is described.
The following are the typical factors to be considered before repair:
a) Causes and mechanisms of the damage
b) Severity and extent of the damage, including suitable NDE for damage detection
c) Method to remove the damaged area
d) Weldability, including necessity and feasibility of de-embrittling heat treatment
e) Necessity and feasibility of PWHT
f) NDE to examine the soundness of the repairs
g) Necessity and feasibility of hydrostatic testing
It should be noted that, since improper repair welding may cause other serious problems, studies for
minimizing repair welding are also very important.
�
4.1.2 Special consideration
Attention has to be paid to PWHT and hydrostatic testing, because these may be required by codes or
regulations. This means that, in some cases, it may be a reason to abandon the repair welding, if PWHT or
hydrostatic testing is not feasible, even though repair welding itself can be carried out successfully and there
is no metallurgical concern. As an alternative to PWHT, the temper bead welding technique may be
considered, provided that owner and applicable codes and regulations permit it.
4.2 Repair welding on damaged materials
In this section, the key points for particular repair welding cases on damaged materials are described.
4.2.1 Stress corrosion cracking (SCC)
SCC refers to environmental assisted cracking of specific materials caused by the simultaneous presence of
tensile stress and a specific corrosive environment. SCC is the one of the most popular damages in refining
and petrochemical industries, and likely to recur even in the short period after repairs if appropriate repair
including prevention measures are not implemented.
�
4.2.1.1 Chloride stress corrosion cracking (Cl SCC)
a) Removal of cracks
Since Cl SCC in austenitic stainless steels occurs in the form of fine cracks extending over a wide area, PT is
the most reliable detection method. After the extent of SCC was determined, the cracks have to be removed
as much as possible before repair. For a long crack, both ends of the crack should be removed first to
prevent crack propagation during the crack removal work. PT should be done after the crack removal work
to confirm no crack was remained.
If the thickness after removing the cracks by grinding is still more than the minimum required thickness or
judged as having enough thickness by FFS assessment, no repair welding (weld buildup) is necessary, and
the ground surface can be left as is. In this case, the surface should be ground smoothly with a fine grinder
(fine rotary files) to lower the residual stress on the ground surface.
b) Key factors for repair welding
If repair welding is necessary, the following have to be considered to prevent the recurrence of Cl SCC:
- Use of Cl SCC resistant materials
- Proper welding procedure to lower residual stress
Since local repair welding can cause excessive residual stress, improper repair welding would lead to the
recurrence of Cl SCC even in short period. In order to lower residual stress, repair welding on only a small
area should be avoided, and proper welding sequence should be examined in addition to the development of
- 116 -
JWES-CP-0902E
SAMPLE

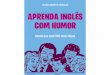
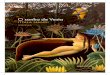
4.2.4.3 E
Two typ
Cr-Mo s
a) Repai
Figure
residue
Sequen
- Rem
- Insp
- DHT
- Buil
- man
- Dry
- DHT
- UT,
- dow
- Ove
- PT o
- PW
- she
- Finis
- MT,
Examples of
pical example
steels with st
ir of Nozzle N
4.2-5 shows
e desulfurizin
nces of the re
moval of defe
pection of go
T at 350°C fo
dup welding
nual electrod
powder MT
T at 350°C fo
wet MT and
wn to the amb
erlay welding
on the overla
HT at 690°C
ll plate includ
shing smoot
UT and PT
f repair weld
es of repair
ainless steel
Neck Weld
s the repair
ng reactor m
epair works a
ects under pr
uged surface
or 2 hours
in the gouge
des (AWS E9
after comple
or 2 hours
d PT on whol
bient
g under prehe
ay welds at th
C for 8 hours,
ding the repa
hly by grindin
on the whole
Figure
ding
welding me
l cladding are
procedures
ade of 2.25C
are as follow
reheating mo
e to confirm
ed cave of C
9016-B3)
etion of Cr-M
e repaired a
eating more
he ambient t
, where the in
aired nozzle
ng on the rep
e area relate
e 4.2-5 Repa
thods on rea
e introduces
actually app
Cr-1Mo steel
ws:
ore the 150°C
no defects o
Cr-Mo base m
o welding, u
rea of Cr-Mo
than 100°C
temperature
nsulation bla
paired area w
ed to the repa
air welding o
actors in hyd
hereunder.
plied to the d
, which had b
C, using arc
on the remov
metal under p
nder maintai
o steel welds
using E309L
anket was ap
without any s
air and the su
of nozzle att
dro-processi
defected que
been operate
air gouging a
ed area
preheating m
ining prehea
, after the m
L electrodes
pplied to cove
sharp edges
ubsequent P
tachment we
ng units mad
ench nozzle
ed for 10 yea
and grinding
more than 200
ting tempera
aterial tempe
s
er the whole
less than 50
PWHT
eld
de of heavy
, NPS 4 inc
ars.
0°C, using
ature
erature coole
length of the
0mmR
-wall
h, of
ed
e
- 124 -
JWES-CP-0902E
SAMPLE