Embed Size (px)
Citation preview

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 1/111
Tecnologia de Projeto – I 1º Ciclo de Mecânica
1
ETE “ Cel . Fernando Febel iano da Costa”
TECNOLOGIADEFABRICAÇÃO - I
1o Ciclo deTécnico Mecânica
Apostila baseada nas anotações de Professorese do TC – 2000 Técnico – Distribuição gratuita aos Alunos

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 2/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
2
Hig iene e Segurança no TrabalhoPa rt e - 1
AACCII DDEENNTT EE ZZ EERROO,, PPRREEVV EENNÇÇÃÃ OO DDEEZZ
Introdução
O que é acidente? Se procurarmos a resposta em um bom dicionário,
encontraremos - acontecimento imprevisto, casual ou não, ou então - acontecimento infeliz que resulta em ferimento, dano, estrago, prejuí- zo, avaria, ruína etc.
Nesse sentido, é muito importante observar que um acidente não ésimples obra do acaso e pode trazer conseqüências indesejáveis.Em outras palavras: acidentes podem ser previstos. E, se podemser previstos, podem ser evitados!
Quem se dedica à prevenção sabe que nada acontece por acasono universo, muito menos o que costumamos chamar de acidente.Todo acidente tem uma causa definida, por mais imprevisível quepareça ser.
Os acidentes, em geral, são o resultado de uma combinação defatores, entre eles, falhas humanas e falhas materiais.
Vale lembrar que os acidentes não escolhem hora nem lugar. Podemacontecer em casa, no lazer, no ambiente de trabalho e nas inúme-ras locomoções que fazemos de um lado para o outro, para cumprirnossas obrigações diárias.
Quanto aos acidentes do trabalho, dos quais trataremos nesta aula,o que se pode dizer é que grande parte deles ocorre porque os traba-lhadores encontram-se despreparados para enfrentar certos riscos.
A finalidade desta aula é levá-lo a refletir sobre as conseqüências doacidente do trabalho para a vítima, para a família, para a empresa epara a sociedade. Ao terminar o estudo dos assuntos aqui tratados,você ficará sabendo o que a legislação brasileira entende por aciden-te do trabalho (conceito legal) e o que se considera acidente dotrabalho numa visão prevencionista (conceito prevencionista).Esperamos que você chegue à conclusão que prevenir é o melhorremédio!
Acidente do trabalho: conceito legal
Numa sociedade democrática, as leis existem para delimitar os direi-tos e os deveres dos cidadãos. Qualquer pessoa que sentir que seusdireitos foram desrespeitados pode recorrer à Justiça para tentarobter reparação, por perdas e danos sofridos em conseqüência deatos ou omissões de terceiros.
As decisões da Justiça são tomadas com base nas leis em vigor.Conhecer as leis a fundo é tarefa dos advogados. Mas é bom que ocidadão comum, o trabalhador, também tenha algum conhecimentosobre as leis que foram elaboradas para proteger seus direitos. Porisso, é importante saber o que a legislação brasileira entende poracidente do trabalho. Afinal, nunca se sabe o que nos reserva o diade amanhã.
Na nossa legislação, acidente do trabalho é definido pelo Decreto nº611/92 de 21 de julho de 1992, que diz:
Art. 139 - Acidente do trabalho é o que ocorre pelo exercício do trabalho a serviço da empresa, ou ainda, pelo exercício do trabalho dos segurados especiais, provocando lesão corporal ou perturbação funcional que cause a morte, a perda ou redução da capacidade para o trabalho, permanente ou temporária.
Trocando em miúdos: qualquer acidente que ocorrer com um traba-lhador, estando ele a serviço de uma empresa, é considerado aci-dente do trabalho.
Para entender melhor a definição anterior, é necessário saber tam-bém que:
• Segurados especiais são trabalhadores rurais, isto é, que pres-tam serviços em âmbito rural, individualmente ou em regime deeconomia familiar, mas não têm vínculo de emprego.
• Lesão corporal é qualquer dano produzido no corpo humano,seja ele leve, como, por exemplo, um corte no dedo, ou grave, comoa perda de um membro.• Perturbação funcional é o prejuízo do funcionamento de qual-quer órgão ou sentido. Por exemplo, a perda da visão, provocada poruma pancada na cabeça, caracteriza uma perturbação funcional.
Doença profissional também é acidente do traba- lho?
De acordo com o mesmo Decreto nº 611/92, doenças profissionaissão aquelas adquiridas em decorrência do exercício do trabalho emsi. Doenças do trabalho são aquelas decorrentes das condiçõesespeciais em que o trabalho é realizado. Ambas são consideradascomo acidentes do trabalho, quando delas decorrer a incapacidadepara o trabalho.
Você já deve ter passado pela experiência de pegar uma forte gripe,de colegas de trabalho, por contágio. Essa doença, embora possa tersido adquirida no ambiente de trabalho, não é considerada doençaprofissional nem do trabalho, porque não é ocasionada pelos meiosde produção.
Mas, se o trabalhador contrair uma doença por contaminação aciden-tal, no exercício de sua atividade, temos aí um caso equiparado a um
acidente do trabalho. Por exemplo, se um enfermeiro sofre um corteno braço ao quebrar um frasco contendo sangue de um pacienteaidético e, em conseqüência, é contaminado pelo vírus HIV, isso éum acidente do trabalho.
Por outro lado, se um trabalhador perder a audição por ficar longotempo sem proteção auditiva adequada, submetido ao excesso deruído, gerado pelo trabalho executado junto a uma grande prensa,isso caracteriza doença do trabalho.
Ou ainda, se um trabalhador adquire tenossinovite (inflamação dostendões e das articulações) por exercer atividades repetitivas, quesolicitam sempre o mesmo grupo de músculos, esse caso é conside-rado doença profissional.
A lista das doenças profissionais e do trabalho é bastante extensa epode sofrer novas inclusões ou exclusões, à medida que forem mu-
dando as relações entre o homem e o trabalho. Para saber maissobre esse assunto, procure se informar junto ao serviço especializa-do em segurança, na sua empresa. Seja curioso, interessado. Não seacomode.
Acidente do trabalho X acidente no trabalho
O acidente típico do trabalho ocorre no local e durante o horário detrabalho. É considerado como um acontecimento súbito, violento eocasional. Mesmo não sendo a única causa, provoca, no trabalhador,uma incapacidade para a prestação de serviço e, em casos extre-mos, a morte.
Pode ser conseqüência de um ato de agressão, de um ato de impru-dência ou imperícia, de uma ofensa física intencional, ou de causasfortuitas como, por exemplo, incêndio, desabamento ou inundação.
Mas a legislação também enquadra como acidente do trabalho osque ocorrem nas situações apresentadas a seguir.
• Acidente de trajeto (ou percurso) - Considera-se acidente detrajeto o que ocorre no percurso da residência para o trabalho ou dotrabalho para a residência. Nesses casos, o trabalhador está protegidopela legislação que dispõe sobre acidentes do trabalho. Também éconsiderada como acidente do trabalho, qualquer ocorrência que en-volva o trabalhador no trajeto para casa, ou na volta para o trabalho, nohorário do almoço.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 3/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
3
Entretanto, se por interesse próprio, o trabalhador alterar ou interrom-per seu percurso normal, uma ocorrência, nessas condições, deixa decaracterizar-se como acidente do trabalho. Percurso normal é o cami-nho habitualmente seguido pelo trabalhador, locomovendo-se a pé ouusando meio de transporte fornecido pela empresa, condução própriaou transporte coletivo urbano.
• Acidente fora do local e horário de trabalho – Considera-se,também, um acidente do trabalho, quando o trabalhador sofre algumacidente fora do local e horário de trabalho, no cumprimento de ordens
ou na realização de serviço da empresa.
Se o trabalhador sofrer qualquer acidente, estando em viagem aserviço da empresa, não importa o meio de condução utilizado, aindaque seja de propriedade particular, estará amparado pela legislaçãoque trata de acidentes do trabalho.
Vamos ver se as definições discutidas até agora ficaram claras.Analise a situação a seguir e depois responda às questões apresen-tadas.
João é técnico em manutenção de equipamentos eletrônicos em umaempresa com sede em Vila Nova Esperança. O chefe de João pas-sou-lhe uma ordem de serviço de manutenção, a ser realizado namáquina de um cliente, em outro bairro. Quando João se encontravaexecutando o trabalho, a firma foi invadida por um grupo de homensarmados, que anunciaram um assalto. Na confusão que se seguiu,
João foi atingido por uma bala perdida. Levado ao Pronto-socorro foidispensado após a extração de uma bala na perna direita, com arecomendação médica de manter-se afastado do serviço por 15 dias.No seu entender:• O que ocorreu com João encaixa-se na definição legal de aciden-te do trabalho? Por quê?• João sofreu lesão corporal ou perturbação funcional em decorrên-cia do acidente?• João se enquadra na categoria de segurado especial?
Coitado do João! Felizmente seu caso não foi mais grave. João estáamparado pelo conceito legal de acidente do trabalho, embora oferimento não tenha resultado diretamente do exercício de suasatividades profissionais, pois ele estava a serviço da empresa. Emdecorrência do acidente, João sofreu lesão corporal. Supondo-se queele volte a andar normalmente, após a retirada do curativo, não sepode dizer que tenha havido perturbação funcional. João não seenquadra na categoria de segurado especial, pois consta que ele era
funcionário contratado da empresa.
Importante!
Todo acidente do trabalho, por mais leve que seja, deve ser comuni-cado à empresa, que deverá providenciar a CAT (Comunicação deAcidente do Trabalho), no prazo máximo de 24 horas. Caso contrário,o trabalhador perderá seus direitos e a empresa deverá pagar multa.
Caso a empresa não notifique a Previdência Social sobre o acidentedo trabalho, o próprio acidentado, seus dependentes, o médico ou aautoridade que lhe prestou assistência ou o sindicato da sua catego-ria podem encaminhar essa comunicação.
Conceito prevencionista de acidente do trabalho
Veja o conceito de acidente do trabalho, numa visão prevencionista.
Acidente do trabalho é toda ocorrência não programada, não deseja-da, que interrompe o andamento normal do trabalho, podendo resul-tar em danos físicos e/ou funcionais, ou a morte do trabalhador e/oudanos materiais e econômicos a empresa e ao meio ambiente.
Volte a analisar o conceito legal de acidente do trabalho, apresentadoanteriormente. Compare-o com o conceito prevencionista, que vocêacabou de ver. Que diferença você observa entre eles?
Isso mesmo! O conceito legal tem uma aplicação mais “corretiva”,voltada basicamente para as lesões ocorridas no trabalhador, en-
quanto o conceito prevencionista é mais amplo, voltado para a “pre-venção” e considera outros danos, além dos físicos.
Do ponto de vista prevencionista, quando uma ferramenta cai do altode um andaime, por exemplo, esse fato caracteriza um acidente,mesmo que ninguém seja atingido. E o que é mais importante: navisão prevencionista, fatos como esse devem e podem ser evitados!
Conseqüências dos acidentes
Muitas vezes, pior que o acidente em si, são as suas conseqüências.Todos sofrem:
• a vítima, que fica incapacitada de formatotal ou parcial, temporária ou permanentepara o trabalho;
• a família, que tem seu padrão de vidaafetado pela falta dos ganhos normais, cor-rendo o risco de cair na marginalidade;
• as empresas, com a perda de mão-de-obra, de material, de equipamentos, tem-poetc., e, conseqüentemente, elevação doscustos operacionais;
• a sociedade, com o número crescentede inválidos e dependentes da PrevidênciaSocial.
Sofre, enfim, o próprio país, com todo o conjunto de efeitos negativosdos acidentes do trabalho.
Um acidente do trabalho pode levar o trabalhador a se ausentar daempresa apenas por algumas horas, o que é chamado de acidentesem afastamento. É o que ocorre, por exemplo, quando o acidenteresulta num pequeno corte no dedo, e o trabalhador retorna ao traba-lho em seguida.Outras vezes, um acidente pode deixar o trabalhador impedido derealizar suas atividades por dias seguidos, ou meses, ou de formadefinitiva. Se o trabalhador acidentado não retornar ao trabalho ime-diatamente ou até na jornada seguinte, temos o chamado acidentecom afastamento, que pode resultar na incapacidade temporária, ouna incapacidade parcial e permanente, ou, ainda, na incapacidade
total e permanente para o trabalho.
A incapacidade temporária é a perda da capacidade para o traba-lho por um período limitado de tempo, após o qual o trabalhadorretorna às suas atividades normais.
A incapacidade parcial e permanente é a diminuição, por todavida, da capacidade física total para o trabalho. É o que acontece,por exemplo, quando ocorre a perda de um dedo ou de uma vista.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 4/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
4
A incapacidade total e permanente é a invalidez incurável para otrabalho. Nesse caso, o trabalhador não tem mais condições paratrabalhar. É o que acontece, por exemplo, se um trabalhador perdeas duas vistas em um acidente do trabalho. Nos casos extremos, oacidente resulta na morte do trabalhador.
Os danos causados pelos acidentes são sempre bem maiores do quese imagina à primeira vista.
Analise, por exemplo, a seguinte situação:
Um trabalhador desvia sua atenção do trabalho por fração de segun- do, ocasionando um acidente sério. Além do próprio trabalhador são atingidos mais dois colegas que trabalham ao seu lado. O trabalha- dor tem de ser removido urgentemente para o hospital e os dois outros trabalhadores envolvidos são atendidos no ambulatório da empresa. Um equipamento de fundamental importância é paralisado em conseqüência de quebra de algumas peças.
Resultados imediatos: três trabalhadores afastados, paralisaçãotemporária das atividades da seção, equipamento danificado, tensãono ambiente de trabalho.A análise das conseqüências do acidente poderia parar por aí. Mas,em casos como esse, é conveniente pensar também na potencialida-de de danos e riscos que se originaram do acidente.
O equipamento parado é uma guilhotina que corta a matéria-primapara vários setores de produção. Deve, portanto, ser reparada comtoda urgência possível. Nesse caso, o setor de manutenção precisaentrar em ação rapidamente e, justamente por isso, apresenta atendência de passar por cima de muitos princípios de segurança,devido à pressa em consertar a máquina.
Além disso, na remoção do acidentado para o hospital, novos riscospoderão ser criados. A pressa do motorista da ambulância, parachegar o mais rápido possível ao hospital, poderá criar condiçõesdesfavoráveis à sua segurança e à dos demais ocupantes do veículoe de outros veículos na rua.
Você percebe como um acidente do trabalho tem, muitas vezes, umaforça ainda maior do que simplesmente causar os danos que seobservam na ocorrência do acidente em si?
Esse é mais um fator que pesa, favoravelmente, na justificativa deuma atitude prevencionista! Não é melhor prevenir o acidente do que
enfrentar as conseqüências?
A prevenção de acidentes é uma atividade perfeitamente ao alcancedo homem, visto que uma das mais evidentes características desuperioridade do ser humano sobre os demais seres vivos é a suacapacidade de raciocínio e a previsão dos fatos e ocorrências queafetam o seu meio ambiente.
Esses aspectos, voltados para os riscos ambientais e para a preven-ção de acidentes do trabalho, serão objeto de estudo e destaque naspróximas aulas.
Por ora, procure aplicar o que aprendeu nesta aula, resolvendo osexercícios a seguir.
Exercícios
1. Pedro estava transportando um produto químico com a empilha-deira. Ao passar por um buraco, o produto caiu e esparramou-se pelochão, contaminando o local. Esse fato pode ser considerado umacidente do trabalho:a) ( ) no conceito legal;b) ( ) no conceito prevencionista.
2. João, ao sair do trabalho, de volta para casa, resolveu passar nosupermercado para comprar um saco de arroz que estava em oferta.Na saída do supermercado foi atropelado por um carro.Você considera o que aconteceu com João um caso de acidente detrajeto, que pode ser equiparado a um acidente do trabalho? Justifi-que sua resposta.
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
3. Tereza era digitadora de uma empresa. Certo dia, sentiu-se mal e
foi encaminhada ao ambulatório. O médico solicitou alguns exames eos resultados indicaram que Tereza havia contraído hepatite. Omédico concluiu que o contágio se deu pelo uso do sanitário daempresa (já havia registro de dois casos anteriores). Tereza foi afas-tada do trabalho por um período de 2 meses.O que ocorreu com Tereza foi um acidente do trabalho? Justifiquesua resposta.
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
4. Maria trabalhava numa oficina de costura, como cortadora demoldes. Certo dia, muito preocupada com os problemas domésticos,distraiu-se e fez um corte profundo no dedo com a tesoura. Depoisde medicada no ambulatório da empresa, Maria foi mandada paracasa com um atestado médico dispensando-a do trabalho naqueledia. Assinale o tipo de acidente que ocorreu com Maria:a) ( ) acidente sem afastamento;b) ( ) acidente com afastamento e incapacidade temporária;c) ( ) acidente com afastamento e incapacidade parciale permanente;d) ( ) acidente com afastamento e incapacidade total epermanente.
5. Por que é melhor prevenir acidentes do que remediar suas con-seqüências?
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
O ambiente é tudo Introdução
O conjunto de elementos que temos à nossa volta, tais como asedificações, os equipamentos, os móveis, as condições de tempera-tura, de pressão, a umidade do ar, a iluminação, a ordem, a limpezae as próprias pessoas, constituem o nosso ambiente. Nos locais detrabalho, a combinação de alguns desses elementos gera produtos eserviços. A todo esse conjunto de elementos e ações denominamoscondições ambientais.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 5/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
5
É possível imaginar que, num futuro próximo, os trabalhadores fi-quem livres de desenvolver atividades em ambientes que coloquemem risco sua integridade física e saúde.
Já estamos chegando quase lá. Hoje, existem robôs que, manipula-dos por controle remoto, descem ao fundo das crateras vulcânicaspara colher amostras de solo e registrar informações que permitirãoprever a ocorrência de futuras erupções. Os cientistas fazem a suaparte em locais mais seguros.
Entretanto, apesar de todo o avanço científico e tecnológico, ainda há
situações em que o homem é obrigado a enfrentar condições desfa-voráveis em seu ambiente de trabalho, expondo-se ao risco de con-trair doenças ou sofrer lesões.
E o que é pior: há casos em que o homem desenvolve seu trabalhoem condições ambientais aparentemente inofensivas, sem ter cons-ciência dos riscos invisíveis que está enfrentando.
Nesta aula, estudaremos as condições ambientais e o impacto queelas provocam no homem, em seu trabalho. Estaremos preocupadosem identificar as condições ambientais que representam riscos àsaúde do trabalhador. Essas atividades são também chamadas deHigiene do trabalho, que é a ciência que se dedica à prevenção eao controle das causas das doenças profissionais e do trabalho. Dápara avaliar a importância desse assunto, tomando como base o fatode que o homem passa, em média, pelo menos um terço de sua vidaadulta no trabalho. Portanto, não se descuide!
O inimigo invisível
Qualquer um de nós já se submeteu a um exame de raio X por indi-cação médica. Nada sentimos ou vemos sair do aparelho de raio Xao fazermos esse exame.
Porém, para executar a radiografia, o equipamento libera uma grandecarga de energia eletromagnética não percebida por nós. Essa radia-ção, em dosagens elevadas, é prejudicial ao organismo humano, poisprovoca alterações no sistema de reprodução das células, ocasio-nando doenças e, em alguns casos, a morte.
Essa é uma das razões pelas quais consideramos certos riscos ambi-entais como inimigos invisíveis: alguns deles não são captados pelosórgãos dos sentidos (audição, visão, olfato, paladar e tato), fazendo
com que o trabalhador não se sinta ameaçado. Inconsciente do perigo,a tendência é ele não dar importância à prevenção.
Relatórios médicos falam de pessoas que adquiriram doença pulmo-nar depois de trabalhar anos a fio, sem nenhuma proteção, comalgum tipo de produto químico. Esse tipo de doença avança vagaro-samente, tornando difícil seu diagnóstico no início. Quando a pessoase dá conta, a doença já está em fase adiantada e a cura fica difícil,ou o dano é irreversível. Essa é outra razão que torna os riscosambientais traiçoeiros.
Em resumo, o desconhecimento de como os fatores ambientaisgeram riscos à saúde é um dos mais sérios problemas enfrentadospelo trabalhador.Os riscos que nos rodeiam
Há vários fatores de risco que afetam o trabalhador no desenvolvi-mento de suas tarefas diárias. Alguns atingem grupos específicos deprofissionais. É o caso, por exemplo, dos mergulhadores, que traba-lham submetidos a altas pressões e a baixas temperaturas. Por isso,são obrigados a usar roupas especiais, para conservar a temperaturado corpo, e passam por cabines de compressão e descompressão,cada vez que mergulham ou sobem à superfície.
Outros fatores de risco não escolhem profissão: agridem trabalhado-res de diferentes áreas e níveis ocupacionais, de maneira sutil, prati-camente imperceptível. Esses últimos são os mais perigosos, porquesão os mais ignorados.
Nesta aula, você ficará conhecendo os principais tipos de riscosambientais que afetam os trabalhadores de um modo geral: os agen-tes físicos, químicos e biológicos, sobre os quais fala a NormaRegulamentadora - NR 9, do Ministério do Trabalho, e as conse-
qüências para o organismo humano quando há uma exposição exa-gerada a um ou mais desses elementos. Ficará sabendo também, oque são riscos ergonômicos e quais os principais fatores de riscosocupacionais, previstos no Anexo IV da Norma Regulamentadora -NR 5.
Serão abordados apenas os riscos mais comuns, que podem estarpresentes em qualquer tipo de ambiente de trabalho ou, predominan-temente, na área da Mecânica. Se você quiser se aprofundar nesteassunto, conhecendo outros fatores de risco, consulte as normasregulamentadoras citadas e as obras indicadas na bibliografia destemódulo.
Começando pelos riscos físicos
Todos nós, ao desenvolvermos nossos trabalhos, gastamos umacerta quantidade de energia para produzir um determinado resultado.Quando as condições físicas do ambiente, como, por exemplo, onível de ruído e a temperatura, são agradáveis, produzimos maiscom menor esforço. Mas, quando essas condições fogem muito doslimites de tolerância, vem o cansaço, a queda de produção, a falta demotivação para o trabalho, as doenças profissionais e os acidentesdo trabalho.
Em outras palavras, os fatores físicos do ambiente de trabalhointerferem diretamente no desempenho do trabalhador e na produ-ção e, por isso, merecem ser analisados com o maior cuidado.
Ao estudar cada um dos fatores apresentados a seguir, pense emseu próprio local de trabalho. Identifique os problemas, comunique-osaos setores ou pessoas responsáveis, procure as soluções e coloqueem prática, sem demora, as medidas que estiverem ao seu alcance.
Muito barulho por nada
Quando você se encontra em um ambiente de trabalho e não conse-gue ouvir perfeitamente a fala das pessoas, isso é uma indicação deque o local é barulhento ou ruidoso.
Os especialistas no assunto definem o ruído como todo som quecausa sensação desagradável ao homem.
Mede-se o ruído utilizando um instrumento denominado medidorde pressão sonora, conhecido por decibelímetro. A unidadeusada como medida é o decibel ou abreviadamente dB.
Observação Para conhecer outras conseqüências da exposição constante aruídos excessivos, consulte o Quadro de riscos e possíveis con-seqüências, incluído no final desta aula.
Você sabia? Para 8 horas diárias de trabalho, o limite máximo de ruído estabele-cido pela norma regulamentadora do Ministério do Trabalho é de 85decibéis. O ruído emitido por uma britadeira é equivalente a 100decibéis. Pela mesma norma, o limite máximo de exposição contínuado trabalhador a esse ruído, sem protetor auditivo, é de 1 hora.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 6/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
6
O som e o ruído, penetrando pelos ouvidos, atingem o cérebro. Semedidas de controle não forem tomadas, graves conseqüênciaspodem ocorrer. Agindo no aparelho auditivo, o ruído pode causarsurdez profissional cuja cura é impossível, deixando o trabalhadorcom dificuldades para ouvir rádio, televisão e para manter um bom“papo” com os amigos.
Entre o forno e o freezer
Frio ou calor em excesso, ou a brusca mudança de um ambientequente para um ambiente frio ou vice-versa, também são prejudiciaisà saúde.
Nos ambientes onde há a necessidade do uso de fornos, maçaricosetc., ou pelo tipo de material utilizado e características das constru-ções (insuficiência de janelas, portas ou outras aberturas necessáriasa uma boa ventilação), toda essa combinação pode gerar alta tempe-ratura prejudicial à saúde do trabalhador.
A sensação de calor que sentimos é proveniente da temperaturaresultante existente no local e do esforço físico que fazemos paraexecutar um trabalho. A temperatura resultante é função dos seguin-tes fatores: umidade relativa do ar, velocidade e temperatura do ar ecalor radiante, isto é, produzido por fontes de calor do ambiente,como fornos e maçaricos.
A unidade de medida da temperatura adotada no Brasil é o grau
Celsius, abreviadamente ºC. De modo geral, a temperatura idealsitua-se entre 21ºC e 26 ºC; a umidade relativa do ar deve estar entre55% a 65%, e a velocidade do ar deve ser adequada, em torno de0,12 m/s.
Observação Veja, no Quadro de riscos e possíveis conseqüências, incluído nofinal desta aula, os efeitos associados a exposição constante àstemperaturas excessivas.
Para saber mais!
Consulte o anexo 3 da Norma Regulamentadora 15 do Ministério doTrabalho, que trata das tabelas de temperaturas máximas para dife-rentes tipos de trabalho.
Já nos ambientes destinados a armazenagem de peixes, sorvetes ematadouros, chamados de câmaras frigoríficas, a temperatura podechegar a alguns graus abaixo de zero (graus negativos).
Radiações perigosas
Por que será que o rádio e a televisão, quando anunciam a ocorrên-cia de um eclipse total do Sol, orientam para observá-lo através delentes escuras especiais? Por que não podemos ver o eclipse com osolhos desprotegidos?
A explicação não é tão simples, mas nesta aula estudaremos algu-mas noções sobre radiação e seus efeitos sobre o homem.
As radiações são uma forma de energia que se transmite da fonte aoreceptor através do espaço, em ondas eletromagnéticas.
As radiações se movimentam no espaço em forma de ondas. Édessa forma, em ondas, que o som chega até o seu radinho de pi-lhas.
Um dos elementos da onda é o seu comprimento, identificado pelaletra grega l (lambda). O comprimento de onda l tem grandes varia-ções, de acordo com o tipo de energia.
Existem diferentes tipos de radiações que se propagam no espaçoem diferentes comprimentos de onda. As radiações são tanto maisperigosas quanto menor for o comprimento de onda l.
Veja, a seguir, quais os tipos de radiação que mais atingem o traba-lhador.
Raios infravermelhos
Trabalhos com solda elétrica, com solda oxiacetilênica, trabalhoscom metais e vidros incandescentes, isto é, que ficam da cor laranjae emitem luz quando superaquecidos, e também nos fornos, forna-lhas e processos de secagem de tinta e material úmido são ativida-des que produzem raios infravermelhos. Em trabalhos a céu aberto, otrabalhador fica exposto ao Sol, que é uma fonte natural emissora deraios infravermelhos.
Em doses bem controladas, os raios infravermelhos são usados parafins medicinais. Mas, quando a intensidade dessa radiação ultrapas-sa os limites de tolerância, atingindo o trabalhador sem nenhumaproteção adequada, os raios infravermelhos podem causar sériosdanos à saúde.
Raios ultravioleta
Atividades com solda elétrica, processos de foto-reprodução, esterili-
zação do ar e da água, produção de luz fluorescente, trabalhos comarco-voltaico, dispositivos usados pelos dentistas, processos dealuminotermia (atividade química com o emprego de alumínio empó), lâmpadas especiais e o Sol emitem raios ultravioleta.
Em pequenas doses (mais ou menos 15 minutos diários de exposiçãoao Sol), o ultravioleta é necessário ao homem porque é o responsávelpela produção da vitamina D no organismo humano. Mas, em quanti-dades excessivas, pode causar graves prejuízos à saúde.
Tanto os raios infravermelhos como os ultravioleta normalmente nãosão medidos nos ambientes de trabalho, mas quando ocorrem ativi-dades que emitam esses raios, como as citadas nesta aula, medidasde proteção devem ser tomadas para garantir a saúde dos trabalha-dores.
Microondas As microondas são encontradas em formas domésticas ou industri-ais: fornos de microondas, aparelhos de radar em aeroportos, apare-lhos de radiocomunicação, equipamentos de diatermia para obtercalor e processos de aquecimento em produção de plásticos e cerâ-mica. A medição ou avaliação das microondas pode ser por sistemaelétrico ou térmico, mas não é costumeira e não existem limitesnacionais de tolerância definidos.
Laser
Esta sigla, em inglês, vem de “Light Amplification by StimulatedEmission of Radiation”, que em Português pode ser traduzido por:amplificação da luz por emissão estimulada de radiação.
O laser é um feixe de luz direcional convergente, isto é, que se con-
centra em um só ponto. É muito utilizado em indústrias metalúrgicaspara cortar metais, para soldar e também em equipamentos paramedições a grandes distâncias. Tem também aplicações em medici-na, para modernos processos cirúrgicos.
Os perigos que podem representar os raios laser têm sido motivo deestudos e experiências, até agora não conclusivos. Daí as recomen-dações se limitarem mais aos aspectos preventivos. O seu maiorefeito no homem é sobre os olhos, podendo causar grandes estragosna retina, que é a membrana sensível do olho, em alguns casosirreversíveis, podendo provocar cegueira.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 7/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
7
Todas essas radiações estudadas: o infravermelho, o ultravioleta, amicroonda e o laser são classificadas como radiações não ionizan-tes. Porém, as mais perigosas são as ionizantes, cuja energia é tãogrande que, atingindo o corpo humano, produzem alterações dascélulas, provocando o câncer.
Radiações ionizantes
Do ponto de vista do estudo das condições ambientais, as radiaçõesionizantes de maior interesse de uso industrial são os raios X, gamae beta, e de uso não industrial são os raios alfa e nêutrons, cadauma com uma faixa de comprimento de onda l.
Essas radiações podem ser encontradas de forma natural nos ele-mentos radioativos, tais como Urânio 238, Potássio 40 etc., além dasradiações cósmicas vindas do espaço celeste.
Artificialmente, são originadas pela tecnologia moderna, como o raioX, usado em metalurgia para detectar falhas em estruturas metálicase verificar se há soldas defeituosas. Outros tipos de radiações sãousados para determinar espessuras de lâminas metálicas, de vidroou plásticos, bem como para indicar níveis de líquidos em reservató-rios.
Os raios gama servem para analisar soldagem em tubos metálicos,cujo processo chama-se gamagrafia.
As radiações são ainda usadas em tintas luminosas, nas usinas deprodução de energia elétrica (como a usina atômica de Angra dosReis) e nos processos de verificação de desgaste de cera para piso,desgaste de ferramentas de tornos e de anéis de motores de auto-móveis. São também usadas em laboratórios de pesquisa e na medi-cina, no combate ao câncer e em muitas outras aplicações.
A absorção de radiação no organismo humano é indiretamente avali-ada pela unidade chamada REM, em inglês: “Relative Efect Man” queem português quer dizer: efeito relativo no homem. A detecção dasradiações ionizantes é feita por vários tipos de aparelhos, comodetectores pessoais e de cintilação, dosímetros etc.
Os limites máximos de exposição são indicados pela ComissãoNacional de Energia Nuclear e por norma do Ministério do Trabalho.
Cuidado ! Este símbolo indica material radioativo. Não se aproxime,
não mexa. Vendo este símbolo em materiais abandonados ou malacondicionados, informe aos órgãos especializados.
Observação Para saber mais sobre as conseqüências das radiações sobre oorganismo humano, analise o Quadro de riscos e possíveis con-seqüências, incluído no final desta aula.
Um pouco sobre os agentes químicos
Certas substâncias químicas, utilizadas nos processos de produção
industrial, são lançadas no ambiente de trabalho, intencional ouacidentalmente. Essas substâncias podem apresentar-se nos esta-dos sólido, líquido e gasoso.
No estado sólido, temos poeiras de origem animal, mineral e vege-tal, como a poeira mineral de sílica encontrada nas areias para mol-des de fundição. No estado gasoso, como exemplo, temos o GLP(gás liqüefeito de petróleo), usado como combustível nos fogõesresidenciais. No estado líquido, temos os ácidos, os solventes, astintas e os inseticidas domésticos.
Esses agentes químicos ficam em suspensão no ar e podem pene-trar no organismo do trabalhador por:
• Via respiratória – essa é a principal porta de entrada dos agen-tes químicos, porque respiramos continuadamente, e tudo o que estáno ar vai direto aos nossos pulmões. Se o produto químico estiversob forma sólida ou líquida, normalmente fica retido nos pulmões e
provoca, a curto ou longo prazo, sérias doenças chamadas pneumo-conioses, como o edema pulmonar e o câncer dos pulmões. Seestiver no ar sob forma gasosa, causa maiores problemas de saúde,pois a substância atravessa os pulmões, entra na corrente sangüíneae vai alojar-se em diferentes partes do corpo humano, como no san-gue, fígado, rins, medula óssea, cérebro etc., causando anemias,leucemias, alergias, irritação das vias respiratórias, asfixia, anestesia,convulsões, paralisias, dores de cabeça, dores abdominais e sono-lência.
• Via digestiva – se o trabalhador comer ou beber algo com asmãos sujas, ou que ficaram muito tempo expostas a produtos quími-cos, parte das substâncias químicas será ingerida junto com o ali-mento, atingindo o estômago e provocando sérios riscos à saúde.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 8/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
8
• Epiderme – essa via de penetração é a mais difícil, mas se otrabalhador estiver desprotegido e tiver contato com substânciasquímicas, havendo deposição no corpo, serão absorvidas pela pele.A maneira mais comum da penetração pela pele é o manuseio e ocontato direto com os produtos perigosos, como arsênico, álcool,cimento, derivados de petróleo etc. que causam câncer e doenças depele conhecidas como dermatoses.
• Via ocular – alguns produtos químicos que permanecem no arcausam irritação nos olhos e conjuntivite, o que mostra que a penetra-ção dos agentes químicos pode se dar também pela vista.
É importante tomar cuidado com os diferentes produtos químicosempregados nas indústrias e até em casa. Faça um levantamentodos produtos químicos que você utiliza, leia os rótulos das embala-
gens e informe-se sobre os efeitos que podem provocar no organis-mo humano.
Falso remédio! Quando você respira um ar cheio de produtos químicos, ele vai paraos pulmões. Quando você bebe um copo de leite, ele vai para oestômago. Daí a pergunta: o que o leite tem a ver como desintoxican-te pulmonar por substâncias nocivas?Resposta: Nada! O leite pode ser considerado alimento, nunca umpreventivo de intoxicação. Sua utilização é até prejudicial, uma vezque acreditando no seu valor, as medidas de higiene industrial e oscuidados higiênicos ficam em segundo plano.As medidas ou avaliações dos agentes químicos em suspensão no arsão feitas por meio de aparelhos especiais que medem a concentra-ção, ou seja, a porcentagem existente em relação ao ar atmosférico.Os limites máximos de concentração de alguns produtos e outrasinformações estão estabelecidos na NR 15, anexos 11, 12 e 13 do
Ministério do Trabalho.
A vez dos agentes biológicos
São microrganismos, ou seja, reduzidíssimos seres vivos não vistos aolho nu, presentes em alguns ambientes de trabalho, como hospitais,laboratórios de análises clínicas, coleta de lixo, indústria do couro,fossas etc. Nessa categoria incluem-se os vírus, as bactérias, os proto-zoários, os fungos, os parasitas e os bacilos. Penetrando no organismodo homem por via digestiva, respiratória, olhos e pele, são responsá-veis por algumas doenças profissionais.
Como esses microrganismos se adaptam melhor e se reproduzemmais em ambientes sujos, as medidas preventivas a tomar são: rigoro-sa higiene dos locais de trabalho, do corpo e das roupas; destruiçãopor processos de elevação da temperatura (esterilização) ou uso decloro; uso de equipamentos individuais para evitar contato direto comos microrganismos; ventilação permanente e adequada; controle médi-co constante, e vacinação, sempre que possível.
A verificação da presença de agentes biológicos em ambientes detrabalho é feita por meio de retirada de amostras de ar e de água,que serão analisadas em laboratórios especializados. Em virtude das
grandes dificuldades para a realização dessas análises, não existemlimites de tolerância definidos.
Os riscos ergonômicos
Ergonomia é a ciência que busca alcançar o ajustamento mútuo idealentre o homem e o seu ambiente de trabalho. Entretanto, se nãoexistir esse ajuste, teremos a presença de agentes ergonômicos quecausam doenças e lesões no trabalhador. A Norma Regulamentado-ra - NR 17, do Ministério do Trabalho, trata desse assunto.
ObservaçãoPara saber mais sobre as conseqüências dos riscos ergonômicossobre o organismo humano, analise o Quadro de riscos e possíveis
conseqüências incluído no final desta aula.
Você já viu como funciona uma guilhotina manual que serve paracortar chapas de aço? A haste de movimentação da guilhotina, quetem contato com as mãos do trabalhador, deve ter uma forma ade-quada, de modo a permitir que todos os dedos nela se apoiem, con-forme mostra a ilustração abaixo. Essa forma respeita a anatomiadas mãos, proporcionando conforto ao trabalhador.
Os agentes ergonômicos presentes nos ambientes de trabalho estãorelacionados a: exigência de esforço físico intenso, levantamento etransporte manual de peso, postura inadequada no exercício dasatividades, exigências rigorosas de produtividade, jornadas de traba-lho prolongadas ou em turnos, atividades monótonas ou repetitivasetc.
Movimentos repetitivos dos dedos, das mãos, dos pés, da cabeça edo tronco produzem monotonia muscular e levam ao desenvolvimen-to de doenças inflamatórias, curáveis em estágios iniciais, mas com-plicadas quando não tratadas a tempo, chamadas genericamente delesões por esforços repetitivos - ler (lê-se lér, com e aberto).
As doenças que se enquadram nesse grupo caracterizam-se porcausar fadiga muscular, que gera fortes dores e dificuldade de movi-mentar os músculos atingidos.
São exemplos de doenças causadas por esforços repetitivos: bursite(inflamação da bursa, que é uma cápsula contendo líquido lubrifican-te em seu interior, que reveste algumas articulações); miosite (infla-mação de músculo); tendinite ( inflamação dos tendões, que sãofibras que unem os músculos) e tenossinovite (inflamação dostendões e das articulações).
5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 9/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
9
Há registros de que essas doenças já atacavam os escribas e notá-rios, há séculos. Hoje afetam diversas categorias de profissionais:bancários, metalúrgicos, costureiros, pianistas, telefonistas, digitado-res, empacotadores, enfim, todos os profissionais que realizam mo-vimentos automáticos e repetitivos.
Contra os males provocados pelos agentes ergonômicos, a melhorarma, como sempre, é a prevenção: rodízios e descansos constan-tes; exercícios compensatórios freqüentes para trabalhos repetitivos;exames médicos periódicos; evitar esforços superiores a 25 kg parahomens e 12 kg para mulheres; postura correta sentado, em pé, ou
carregando e levantando peso, como mostra a ilustração a seguir.
Riscos de acidentes
Outros fatores de risco que podem ser encontrados e devem sereliminados dos ambientes de trabalho são decorrentes de: falhas deprojeto de máquinas, equipamentos, ferramentas, veículos e prédios;deficiências de leiaute; iluminação excessiva ou deficiente; uso ina-dequado de cores; probabilidade de incêndio ou explosão; armaze-namento inadequado de produtos, presença de animais peçonhentosetc.Você acabou de ter uma visão geral dos principais fatores de riscoencontrados nos ambientes de trabalho, de um modo geral. Agora éimportante você aplicar o que aprendeu, começando por analisar seupróprio ambiente de trabalho. Resolver os exercícios a seguir vaiajudá-lo nessa tarefa.
Exercíc ios
1. Pesquise, em seu ambiente de trabalho, se já houve afastamentode algum funcionário decorrente de doença profissional ou lesãocausada por risco ambiental.
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
2. Analise seu ambiente de trabalho e faça uma lista dos fatores derisco existentes. Depois, classifique-os de acordo com o quadroabaixo.
RISCOS
FÍSICOS
RISCOS
QUÍMICOS
RISCOS
BIOLÓGI-COS
RISCO-
SERGO-NÔMICOS
RISCOS
DEACI-DENTES
3. Faça uma lista das conseqüências associadas aos riscos quevocê identificou na questão anterior.
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
4. Pesquise quais as medidas preventivas aplicáveis a cada um dosfatores de risco que você identificou.
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 10/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
10
QUADRO DE RISCOS E POSSÍVEIS CONSEQÜÊNCIAS
TIPO CONSEQÜÊNCIAS POSSÍVEIS
Ruído ex-cessivo
diminuição da visão noturna; ansiedade; fadiganervosa; irritabilidade; dificuldade para perce-ber distâncias e relevos; redução do apetitesexual; perda de memória; alterações das
funções cardíacas, circulatórias e digestivas;dificuldade para distinguir cores.
Altas tempe-raturas
aumento do diâmetro dos vasos sangüíneos;
queimaduras; erupções na pele; prostraçãotérmica, podendo levar ao desmaio; cãibras decalor, principalmente nos finais de expediente;fadiga física extrema; envelhecimento precoce;
redução do tempo de vida.
Baixastemperaturas
diminuição da mobilidade para o trabalho,causada pelo excesso de roupas, provocandoacidentes e queda da produtividade; redução
da sensibilidade dos dedos, da movimentação,das juntas e da precisão dos movimentos;
congelamento das mãos e pés, que ocasionanecrose, isto é, apodrecimento dos tecidos;doença chamada de ,,pés de imersão" que
provoca fortes dores e paralisação dos pés epernas, agravada se houver umidade no local;ulceração do frio, que causa feridas, rachadu-ras e até necrose superficial da pele; queima-
duras pelo frio.
Radiaçõesionizantes
rugas prematuras e engrossamento da pele;manchas avermelhadas e escurecimento dapele; queimaduras na pele; câncer da pele;aquecimento do corpo; agressão à córnea;conjuntivite; catarata, doença que deixa o
cristalino do olho opaco; cegueira; cansaçovisual; dores de cabeça; danos no sangue e
nos órgãos reprodutores.
R I S C O S
F Í S I C O S
Radiaçõesnão
ionizantes
náuseas, diarréia, febre, fraqueza, inflamaçãoda boca e garganta; perda de cabelo; catarata,anemia, ou seja, redução do número de glóbu-
los vermelhos do sangue; leucemia, isto é,câncer do sangue; alterações nas células
reprodutoras; morte.
RISCOSERGONÔMICOS
problemas de coluna; fadiga muscular; fadigavisual, fadiga subjetiva, isto é, falta de disposiçãopara executar uma tarefa, mesmo sem estar
presente a fadiga muscular; fadiga mental;lesões por esforços repetitivos.
Prevenir ac ident es é dever de to dos
Introdução
Acidente zero! Essa é uma meta que deve ser alcançada em todaempresa.
Com a redução dos acidentes poderão ser eliminados problemas queafetam o homem e a produção. Para que isso aconteça, é necessárioque tanto os empresários (que têm por obrigação fornecer um local detrabalho com boas condições de segurança e higiene, maquinariasegura e equipamentos adequados) como os trabalhadores (aosquais cabe a responsabilidade de desempenhar o seu dever commenor perigo possível para si e para os companheiros) estejam com-prometidos com uma mentalidade preventiva.
Prevenir quer dizer ver antecipadamente; chegar antes do acidente;tomar todas as providências para que o acidente não tenha possibili-dade de ocorrer. Para atingir essa mentalidade prevencionista énecessário saber ouvir, orientar e estar ciente de que...
Por que prevenir os acidentes? Porque prevenir é mais econômico esensato que corrigir. Nesta aula serão analisadas as principais medi-das preventivas, de alcance individual e coletivo, que visam à prote-ção do trabalhador.
O efeito dominó e os acidentes de trabalho
Há muito tempo, especialistas vêm se dedicando ao estudo dosacidentes e de suas causas. Um dos fatos já comprovados é que,quando um acidente acontece, vários fatores entraram em açãoantes.
Você já observou o que acontece quando enfileiramos pedras de um
dominó e depois damos um empurrãozinho em uma delas? Todas asdemais, na seqüência, acabam caindo, até a derrubada da últimapedra. Podemos imaginar que algo semelhante acontece quando umacidente ocorre.
Baptista (1974), afirma que Heinrich, em seu livro Industrial AccidentPrevention , que em português quer dizer “Prevenção do AcidenteIndustrial”, sugere que a lesão sofrida por um trabalhador, no exercí-cio de suas atividades profissionais, obedece a uma seqüência decinco fatores:
• hereditariedade e ambiente social• causa pessoal• causa mecânica• acidente• lesão
A hereditariedade refere-se ao conjunto de características genéti-cas, ou seja, transmitidas pelos genes, que passam de uma geraçãopara outra. A cor dos olhos ou o tipo de sangue são exemplos decaracterísticas físicas herdadas geneticamente. Da mesma forma,certas características psicológicas também são transmitidas dos paispara os filhos, influenciando o modo de ser de cada um.
Você já notou com que facilidade uma nova moda se espalha epega? Ora a onda é usar cabelos longos, ora usar a cabeça raspada.Já houve a época da minissaia, das roupas hippies e hoje impera a
moda do “cada um na sua”. Esses exemplos servem para ilustrarquanto o ambiente social, formado pelos grupos de pessoas com osquais cada um se relaciona, direta e indiretamente, afeta o compor-tamento das pessoas.
A causa pessoal está relacionada com a bagagem de conhecimen-tos e habilidades e com as condições de momento que cada um estáatravessando. A probabilidade de envolvimento em acidentes aumen-ta quando estamos tristes ou deprimidos, ou quando vamos desem-penhar uma tarefa para a qual não temos o preparo adequado.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 11/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
11
A causa mecânica diz respeito às falhas materiais existentes noambiente de trabalho. Quando o equipamento não apresenta prote-ção para o trabalhador, quando a iluminação do ambiente de trabalhoé deficiente ou quando não há boa manutenção do maquinário, osriscos de acidente aumentam consideravelmente.
Quando um ou mais dos fatores anteriores se manifestam, ocorre oacidente que pode provocar ou não lesão no trabalhador.
O que podemos fazer para evitar que os acidentes ocorram? Exercitesua atenção. Observe os dominós. Uma maneira é controlar os fato-res que antecedem o acidente.
Não é possível interferir nas características genéticas de uma pesso-a, mas é possível influenciar sua conduta proporcionando um ambi-ente social rico em exemplos positivos. A educação e o treinamentodo trabalhador para o exercício de suas funções são recursos impor-tantíssimos para reduzir o risco de acidentes.
Um trabalhador que conhece bem o seu trabalho e o desempenhacom seriedade, atento às normas de segurança, está muito menossujeito a um acidente do que um trabalhador desleixado, que nãomostra preocupação com a qualidade de seu t rabalho.
As causas pessoais também podem ser neutralizadas, observando-se a adaptação do trabalhador ao seu trabalho, e proporcionando-lhecuidados médicos e assistenciais adequados.
Mas o fator central, mais próximo do acidente, é a causa mecânica! Aremoção da causa mecânica é o fator que mais reduz a probabilidadede um acidente ocorrer.
A prevenção começa, portanto, pela eliminação ou neutralização dascausas dos acidentes.
Atividades prevencionistas na empresa
Em se tratando de responsabilidade pela segurança na empresa,quem deveria assumi-la? Será que um setor daria conta de tudo queacontece numa empresa? Não. Seria um absurdo. A prevenção deacidentes precisa da colaboração de todos.
É por isso que toda empresa deve ter uma CIPA - Comissão Internade Prevenção de Acidentes.
O objetivo fundamental da CIPA é a prevenção de acidentes. Suacomposição e atuação estão definidas por legislação específica - aNorma Regulamentadora NR-5, da Portaria nº 33 (27/10/83) doMinistério do Trabalho.
A CIPA tem papel importantíssimo porque possibilita a união deempresários e empregados para estudar problemas sérios da empre-sa e descobrir meios e processos capazes de cercar o local de traba-lho da maior segurança possível.
A CIPA pode contribuir para a solução de problemas, com campa-nhas e observações cuidadosas do ambiente de trabalho, ou seja, asinspeções de segurança. As campanhas da CIPA têm por objetivodesenvolver uma mentalidade prevencionista entre os trabalhadores.
Não basta ser trabalhador. É necessário participar! Você sabe quemsão os membros da CIPA da sua empresa? Você sabe o que a CIPAanda fazendo? Informe-se sobre as atividades da CIPA. Verifique deque forma você também pode colaborar. Não perca tempo!
Quem procura acha
Quando falamos das atividades prevencionistas, não podemos deixarde destacar as inspeções de segurança.
Você já observou que alguns colegas de trabalho andam pela fábrica,anotando tudo? São os cipeiros (membros da CIPA), fazendo levan-tamento dos perigos existentes, para impedi-los de virem a se tornarcausas de acidentes.
Toda inspeção segue um ciclo de procedimentos básicos que contri-bui para a elaboração do mapeamento de riscos, ou seja, umametodologia de inspeção dos locais de trabalho tornada obrigatória apartir da publicação da Norma Regulamentadora do Ministério doTrabalho NR-9, de 17/8/92.
Como já vimos, os acidentes são evitados com a aplicação de medi-das específicas de segurança, selecionadas de forma a estabelecermaior eficácia na prática. As prioridades são:
• Eliminação do risco – significa torná-lo definitivamente inexis-tente. Vamos citar um exemplo: uma escada com piso escorregadioapresenta um sério risco de acidente. Esse risco poderá ser elimina-do com a troca do material do piso por outro, emborrachado e anti-derrapante.
• Neutralização do risco – o risco existe, mas está controlado.Essa alternativa é utilizada na impossibilidade temporária ou definiti-va da eliminação de um risco. Vejamos um exemplo: as partes mó-veis de uma máquina – polias, engrenagens, correias etc. - devemser neutralizadas com anteparos protetores, uma vez que essaspartes das máquinas não podem ser simplesmente eliminadas.
• Sinalização do risco – é a medida que deve ser tomada quandonão for possível eliminar ou isolar o risco. Por exemplo: máquinas emmanutenção devem ser sinalizadas com placas de advertência; locaisonde é proibido fumar devem ser devidamente sinalizados.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 12/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
12
Proteção coletiva X proteção individual
As medidas de proteção coletiva, isto é, que beneficiam a todos ostrabalhadores, indistintamente, devem ter prioridade, conforme de-termina a legislação que dispõe sobre Segurança e Medicina doTrabalho.
Os equipamentos de proteção coletiva são conhecidos pela siglaEPC.
Os EPCs devem ser mantidos nas condições que os especialistasem segurança estabelecerem, devendo ser reparados sempre queapresentarem qualquer deficiência.
Veja alguns exemplos de aplicação de EPCs:• sistema de exaustão que elimina gases, vapores ou poeirascontaminantes do local de trabalho;• enclausuramento, isto é, fechamento de máquina barulhentapara livrar o ambiente do ruído excessivo;• comando bimanual, que mantém as mãos ocupadas, fora dazona de perigo, durante o ciclo de uma máquina;• cabo de segurança para conter equipamentos suspensos sujei-tos a esforços, caso venham a se desprender.
Quando não for possível adotar medidas de segurança de ordemgeral, para garantir a proteção contra os riscos de acidentes e doen-ças profissionais, deve-se utilizar os equipamentos de proteçãoindividual, conhecidos pela sigla EPI.
São considerados equipamentos de proteção individual todos osdispositivos de uso pessoal destinados a proteger a integridade físicae a saúde do trabalhador.
Os EPIs não evitam os acidentes, como acontece de forma eficazcom a proteção coletiva. Apenas diminuem ou evitam lesões quepodem decorrer de acidentes. Veja um exemplo:
Luís ia derramar metal fundido dentro de um molde, com uma con- cha. Ele não percebeu que havia um pouco de água no fundo do molde. Ao derramar o metal, este reagiu com a água, causando uma explosão que atingiu o rosto de Luís.
Felizmente Luís estava usando protetor facial. Isso impediu que seurosto e seus olhos fossem atingidos. Graças ao uso correto do EPI,Luís saiu dessa sem qualquer lesão.
Existem EPIs para proteção de praticamente todas as partes docorpo. Veja alguns exemplos:
• Cabeça e crânio: capacete de segurança contra impactos,perfurações, ação dos agentes meteorológicos etc.
• Olhos: óculos contra impactos, que evita a cegueira total ouparcial e a conjuntivite. É utilizado em trabalhos onde existe o riscode impacto de estilhaços e cavacos.
Vias respiratórias: protetor respiratório, que previne problemaspulmonares e das vias respiratórias, e deve ser utilizado em ambien-tes com poeiras, gases, vapores ou fumos nocivos.
• Face: máscara de solda, que protege contra impactos de partí-culas, respingos de produtos químicos, radiação (infravermelha eultravioleta) e ofuscamento. Deve ser utilizada nas operações desolda.
• Ouvidos: concha, que previne contra a surdez, o cansaço, airritação e outros problemas psicológicos. Deve ser usada sempreque o ambiente apresentar níveis de ruído superiores aos aceitáveis,de acordo com a norma regulamentadora.
• Mãos e braços: luvas, que evitam problemas de pele, choqueelétrico, queimaduras, cortes e raspões e devem ser usadas emtrabalhos com solda elétrica, produtos químicos, materiais cortantes,ásperos, pesados e quentes.
• Pernas e pés: botas de borracha, que proporcionam isolamentocontra eletricidade e umidade. Devem ser utilizadas em ambientesúmidos e em trabalhos que exigem contato com produtos químicos.
5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 13/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
13
• Tronco: aventais de couro, que protegem de impactos, respin-gos de produtos químicos, choque elétrico, queimaduras e cortes.Devem ser usados em trabalhos de soldagem elétrica, oxiacetilênica,corte a quente etc.
ObservaçãoNão é qualquer EPI que atende a legislação e protege o trabalhador.Apenas aqueles que têm o número do CA e a marca do fabricantegravada no produto é que oferecem proteção efetiva. Cabe ao traba-lhador zelar pela própria segurança, recusando os EPIs que nãotenham o CA e a identificação clara do fabricante!.
A lei determina que os EPIs sejam aprovados pelo Ministério doTrabalho, mediante certificados de aprovação (CA). As empresasdevem fornecer os EPIs gratuitamente aos trabalhadores que delesnecessitarem. A lei estabelece também que é obrigação dos empre-gados usar os equipamentos de proteção individual onde houverrisco, assim como os demais meios destinados a sua segurança.
É tarefa do Serviço Especializado em Engenharia de Segurança eem Medicina do Trabalho (SESMT) e da CIPA ou, na falta desses, doempregador, determinar o tipo adequado de EPI em face do riscoque irá neutralizar e quais as pessoas na empresa que deverãoutilizá-los.
O treinamento é uma fase importante no processo de utilização dosEPIs. Quando o trabalhador recebe instruções sobre a maneira corre-ta de usar o EPI, aceita-o melhor. Sendo assim, quando tiver dúvidassobre a utilização de um EPI, peça esclarecimentos ao setor desegurança de sua empresa.
Controle e conservação dos equipamentos de pro-
teção
Cabe ao setor de segurança da empresa, juntamente com outrossetores competentes, estabelecer o sistema de controle adequado.
A conservação dos equipamentos é outro fator que contribui para asegurança do trabalhador. Portanto, cada profissional deve ter osseus próprios equipamentos e deve ser responsável pela sua con-servação.
Lembre-se: se cada um de nós pensar e atuar com segurança, osacidentes praticamente poderão ser eliminados. Faça sua parte.Comece refletindo sobre os assuntos apresentados nesta aula. Re-solva os exercícios a seguir.
Exercícios
1. Na música: Para não dizer que não falei de flores , um versodiz: “Quem sabe faz a hora, não espera acontecer.” Que associa-ção você faz desse verso com os assuntos tratados nesta aula?
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
2. As estatísticas mostram que a maior parte dos acidentes ocorrepor falhas humanas. Por que, então, segundo Heinrich, removendo-se a causa mecânica elimina-se a causa principal dos acidentes?
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
3. Qual o objetivo da CIPA?
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
4. O seu trabalho requer o uso de EPCs ou EPIs? Como você osutiliza?
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
5. Vamos resolver: escreva o nome de cada EPI na coluna ou linhacorrespondente.
5 6 7 8 9 10 11botas óculos avental capa-
ceteauricu-
larrespi-rador
atossegu-
rosbonés dedeira pernei-
racintu-rões
capuz másca-ra
capas sapatos l2luvas viseira torno-
zeleira

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 14/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
14
Incênd io é fogo!
Introdução
Durante muitos séculos, a humanidade dependeu de fenômenosnaturais, como as descargas elétricas sob a forma de raios, porexemplo, para obter o fogo. Com o tempo, o homem aprendeu afazer o fogo e a usá-lo em seu benefício. Conhecer o segredo dofogo passou a ser fator de superioridade sobre quem não possuíaesse conhecimento.
Hoje em dia é muito fácil obter o fogo. Utilizamos o fogo o tempo todoe raramente ou nunca nos damos conta do que estamos fazendo.Não há dúvida de que o fogo é um elemento extremamente útil aohomem. Porém, ainda hoje, o fogo é um fenômeno que, às vezes,escapa ao nosso controle e acarreta conseqüências desastrosas.
Mas, afinal, o que é o fogo? Como tê-lo do nosso lado, ao nossoserviço? Como evitar que ele se torne sinônimo de perigo e destrui-ção? O que cada um de nós pode fazer para evitar que o fogo sejaum risco fora de controle?
Esses são alguns dos assuntos analisados nesta aula. Depois deestudá-los, esperamos que você se sinta sensibilizado quanto aosprocedimentos que dependem de você para evitar que o fogo setransforme em tragédia.
O que é o fogo
O fogo é um fenômeno químico denominado combustão. É umareação química que desprende calor e luz, alterando profundamentea substância que se queima.
Para formação do fogo são necessários três elementos, que reagementre si.
• Combustível, que alimenta o fogo e serve de campo para suapropagação. Combustível é tudo que queima, que pega fogo. Oscombustíveis podem ser sólidos (madeira, papel, tecidos etc.), líqui-dos (álcool, gasolina, óleo etc.) ou gasosos (acetileno, butano, meta-no etc.). Substâncias combustíveis que queimam muito rapidamentesão chamadas inflamáveis. É o caso da gasolina, por exemplo,citada anteriormente como combustível líquido.• Calor, que dá início ao fogo, mantendo-o e propagando-o pelocombustível. O calor provém de fontes que se encontram ao nossoredor como, por exemplo, a brasa de um cigarro ou a chama de umfogão de cozinha.
• Comburente, é o ativador de fogo que dá vida às chamas. Ocomburente mais comum é o oxigênio, elemento presente no ar querespiramos.
Basta juntar o combustível, o comburente e uma fonte de calor, coma intensidade ideal, que teremos como resultado o fogo. Ou seja,teremos formado o Triângulo do fogo.
Lembramos que a falta de um desses elementos implicará o nãosurgimento do fogo e, conseqüentemente, a não manutenção dachama. Ultimamente vem sendo incluído mais um elemento: a rea-ção em cadeia, como mostra a figura ao lado.
A prevenção
Temos grandes incêndios em nossas memórias: os edifícios An-draus, Joelma, CESP, ocorridos nos últimos anos na cidade de SãoPaulo. Após cada um desses grandes incêndios, a única certeza queficou é a que todos eles começaram de um pequeno foco iniciadocom a formação do triângulo do fogo. Um pequeno foco pode serum fósforo aceso jogado por engano num cesto de lixo ou um curto-circuito num aparelho de ar condicionado.
Episódios como os dos três edifícios podem ser evitados desde quese impeça a formação do triângulo do fogo. Isso pode ser conseguidopor meio de prevenção. E prevenir incêndios é tarefa de todos nós.
A prevenção é um assunto tão importante que mereceu até legisla-ção específica. No Brasil, a própria Constituição e a Consolidação
das Leis do Trabalho determinam que sejam cumpridas normas quetêm por objetivo garantir condições seguras de trabalho.
A NR-23, que trata de Proteção Contra Incêndio, estabelece quetodas as empresas devem possuir proteção contra incêndios, saídaspara a rápida retirada do pessoal em caso de incêndio, equipamentospara combater o fogo em seu início e pessoas treinadas no usodesses equipamentos.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 15/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
15
Para pesquisar!Que tal conhecer melhor a NR-23? Procure-a na biblioteca maispróxima ou no setor de segurança de sua empresa. Tome conheci-mento de todo o conteúdo da norma e discuta com seus colegas detrabalho e de estudo em que ela pode ser útil para vocês.
Como evitar incêndios?
Para ser bem sucedido na prevenção de incêndios, é preciso, antes demais nada, ter mentalidade prevencionista e espírito de colaboração . Amelhor medida para prevenir incêndios, como já foi dito, é evitar aformação do triângulo do fogo, o que pode ser conseguido por meio dealgumas medidas básicas, como por exemplo:• armazenamento adequado de material;• organização e limpeza dos ambientes;• instalação de pára-raios;• manutenção adequada de instalações elétricas, máquinas eequipamentos.
Analise cada uma das medidas apresentadas a seguir e depoisverifique se elas estão sendo observadas em seu ambiente de traba-lho e em sua casa.
Armazenamento
Materiais inflamáveis devem ser guardados fora dos edifícios princi-pais, em locais bem sinalizados, onde a proibição de fumar deve serrigorosamente obedecida.
Organização e Limpeza
Além de tornarem o ambiente de trabalho mais agradável, evitam queo fogo se inicie e se propague por um descuido qualquer. Lixo espa-lhado geralmente é fonte inflamável, podendo ter como conseqüênciaa ocorrência de incêndios.
Também o setor administrativo deve merecer muita atenção, pois ovolume de material combustível, representado por móveis, cortinas,carpetes e forros é muito grande, possibilitando grande risco deincêndio.
Pára-raios
Os incêndios provocados pelos raios são muito comuns. Todas asedificações devem possuir a proteção do pára-raios, cuja instalação emanutenção periódica devem ser feitas por especialistas.
Um pára-raios conta essencialmente de uma haste metálica dispostaverticalmente na parte mais alta do edifício a proteger. A extremidadesuperior da haste termina em várias pontas (geralmente três) e ainferior é ligada à Terra por meio de um cabo metálico que é introdu-zido profundamente à Terra.
Manutenção adequada de instalações elétricas,máquinas e equipamentos
Cuidado com as instalações elétricas, que ocupam um dos primeiroslugares como fonte causadora de incêndio. Elas devem ser projeta-das adequadamente e receber manutenção constante. Fios e com-ponentes desgastados devem ser substituídos. Devem ser evitadas,também, as improvisações ou “gambiarras” e a realização de servi-ços na área somente deve ficar a cargo de pessoas capacitadas.
Os equipamentos e máquinas devem receber manutenção e lubrifi-cação periódicas, para evitar o aquecimento que gera calor, colocan-do em risco o ambiente de trabalho.
Muito bem. Chegou a hora de verificar se você entendeu bem asregras apresentadas.
Observe a cena a seguir e aponte os 7 erros, que mostram situaçõesem desacordo com as regras básicas de prevenção contra incêndios.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 16/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
16
Sem dúvida, a cena anterior mostra absurdos que não devem ocorrerem ambiente algum. Veja se você identificou todos eles: os cilindrosde oxigênio estão soltos e próximos à instalação elétrica e aos tam-bores de óleo, que estão armazenados em local impróprio, desprote-gidos e próximos da soldagem; as caixas estão mal empilhadas; aalmotolia (lubrificador de máquinas) está jogada no chão, que por suavez apresenta manchas de óleo; próximo ao esmeril observa-se umaligação improvisada de dois fios desencapados e um tambor de lixo.Para completar, os trabalhadores que estão esmerilhando não usamóculos de proteção e um deles usa cadeira inadequada. Isso não éum local de trabalho, mas sim uma bomba-relógio!
Os primeiros cinco minutos
Em qualquer incêndio, os cinco primeiros minutos são decisivos. Se ofogo não for dominado nesse prazo, a tendência é ele escapar aocontrole. Por essa razão é tão importante evitar que os incêndioscomecem, ou pelo menos, se começarem, devem ser extinguidosrapidamente.
Toda empresa deve ter um plano de prevenção e combate a in-cêndios e um sistema de controle que proporcione rápida comunica-ção e correspondente tomada de providências. Ele orienta muitosobre a utilização de equipamentos, retirada das pessoas e, ainda,sobre os primeiros socorros.
Do mesmo modo, toda empresa deve organizar sua brigada deincêndios, composta por pessoas treinadas para verificar condiçõesde riscos de incêndio ou explosão; combater o fogo no seu início,buscando romper o triângulo do fogo; isolar as áreas, combater oincêndio usando hidrantes ou extintores, assim como coordenar ecomandar toda ação de abandono da área de risco.
Esse grupo deve conhecer os tipos de incêndios mais prováveis deacontecer na empresa a que pertence e ter, entre seus membros,elementos de diversos setores, especialmente das áreas de manu-tenção e supervisão que, pelas características de suas atividades,estão checando freqüentemente as irregularidades.
Todo incêndio é igual?
Parece difícil pensar que alguém vá se preocupar com teorias sobretipos de incêndio, quando estiver numa situação de risco. Entretanto,esse é um conhecimento muito importante e útil porque somente
conhecendo a natureza do material que queima, poderemos desco-brir a forma correta de extingui-lo e utilizar o agente extintor adequa-do.
Diferentes tipos de materiais provocam diferentes tipos de incêndiose requerem, também, diferentes tipos de agentes extintores. Emfunção do tipo de material que se queima, existem quatro classes deincêndios, descritas a seguir.
CLASSE
TIPO DE COMBUSTÍ-VEL
CARACTERÍSTI-CAS
AGENTEEXTIN-
TOR
A
Incêndios envol-vendo ma-teriaissólidos que quei-
mam em superfíciee profundidade edeixam resíduos.
Ex.: madeira,papelão, tecidos
etc.
ÁguaEspuma
B
Incêndios envol-vendo ma-teriais
líquidos e gasosos,que queimam emsuperfície e nãodeixam resíduos
(não há formaçãode brasas).
GáscarbônicoPó quími-co secoEspuma
C
Incêndios envol-vendo toda linha
de materiais ener-gizados, isto é,ligados (*) Ex.:
motores, equipa-mentos elétricos
etc.
GáscarbônicoPó quími-co seco
D
Incêndios envol-vendo ma-teriaispirofóricos, isto é,que se inflamam
quando entram emcontato com o ar.Ex.: Magnésio,Titânio, Zircônio
etc.
Pó quími-co seco
especialLimalhade ferroGrafite
( * ) Com a corrente desligada, este tipo de incêndio passa aser combatido como se fosse de classe A ou B.
Atenção: • nos fogos classe A, em seu início, poderão ser usados ainda póquímico seco ou gás carbônico!• a extinção de incêndios tipo D requer a utilização de pós especi-ais, de acordo com o metal envolvido no incêndio.
Para extinção do fogo podemos utilizar o sistema hidráulico ou osextintores de incêndio.
O sistema hidráulico é constituído por hidrantes, que são dispositi-vos existentes em redes hidráulicas, facilmente identificáveis pelaporta vermelha com visor, e chuveiros automáticos, que são siste-mas de encanamento de água acionados automaticamente quandoocorre elevação da temperatura, evitando a propagação do fogo.
Os extintores são aparelhos que servem para extinguir instantane-amente os princípios de incêndio. De modo geral, são constituídos deum recipiente de metal contendo o agente extintor. Os extintoresmais utilizados são: Extintor de Água Pressurizada, Extintor de GásCarbônico, Extintor de Espuma Mecânica e Extintor de Pó QuímicoSeco.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 17/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
17
Verificando o entendimento
Baseado no que você aprendeu, pense, discuta com seus colegas eresponda:• um trabalhador acionou um motor elétrico que produziu umafagulha que caiu num monte de estopa, iniciando um pequeno incên-dio que atingiu um recipiente com gasolina, provocando uma peque-na explosão e um grande susto.a) Como você classificaria tal incêndio?b) Que medida tomaria para extingui-lo?c) O que teria feito para evitar que tudo isso acontecesse?De acordo com as informações que acabamos de ver, enquanto ofogo atingiu a estopa, tínhamos um incêndio Classe A; quando atin-giu a gasolina, um líquido inflamável, tínhamos também um incêndioClasse B. Para a estopa, o Extintor de Água Pressurizada; para agasolina, o Extintor de Espuma Mecânica, Gás Carbônico ou de PóQuímico Seco poderiam ser utilizados. Para evitar que tudo aconte-cesse, bastaria a remoção da estopa e da gasolina das proximidadesdo motor e seu armazenamento em local adequado.
Providências em caso de incêndio
Como você já aprendeu, todo esforço deve ser feito para prevenir aocorrência de incêndios. Mas, se apesar de todos os cuidados, aindaassim um incêndio vier a acontecer e você se encontrar no meiodele, alguns procedimentos poderão ajudá-lo a sair-se dessa situa-ção com um mínimo de conseqüências desagradáveis.
Analise com atenção as recomendações a seguir. Reflita sobre elas eprepare-se psicologicamente para fazer o melhor que puder, casoesse tipo de infortúnio venha a lhe acontecer.• acionar o alarme• chamar o corpo de bombeiros (Telefone 193)• desligar máquinas, aparelhos elétricos e bloquear entrada deenergia• abandonar a área imediatamente, de forma organizada, semcorrerias
A brigada de incêndio deve entrar em ação imediatamente, isolandoa área e combatendo o fogo em seu início. Assim que o corpo debombeiros chegar, deve ser notificado sobre a classe de incêndio (A,B, C ou D). Nessas situações, o mais importante é manter a calma eacalmar os demais, pois o tumulto e o corre-corre somente causamconfusão e não ajudam em nada.
Exercícios
1. Imagine que você acaba de chegar à empresa, numa segunda-feira. Esteve de férias e, ao chegar, percebe que ocorreram váriasmodificações no ambiente físico da empresa. Ao passar pelo escritó-rio, percebe que há, em cada uma das tomadas, um “T” com trêsaparelhos ligados em cada um deles. Os telefones foram mudadosde lugar e há fios de extensões que estão nas passagens entre asmesas. Na área de produção também houve mudanças, e há duasmáquinas ligadas à mesma tomada. Na frente dessas máquinas, osfios da prensa foram emendados com fita crepe e duas lâmpadasinstaladas provisoriamente estão com fios descascados. Além disso,há dois galões de gasolina próximos de um torno mecânico.
Analise a situação e compare-a com o que vimos até agora. É uma
situação de risco de incêndio? Se você acha que sim, liste abaixo asmedidas de prevenção que você acha que podem ser tomadas.Lembre-se do que falamos no tópico Como evitar incêndios?
O SEU PROCEDIMENTO OS PROCEDIMENTOS DO GRUPO
Quem a juda, ami go é
Introdução
Ao se tratar de acidentes, um fator deve sempre ser enfatizado: aPREVENÇÃO!
Mas, e se apesar de todos os cuidados, um acidente acontecer nanossa frente? Ou se uma pessoa próxima sofrer um mal súbito? Oque devemos e o que podemos fazer?
Diante de casos como esses, estar preparado para enfrentar a situa-ção pode representar a diferença entre a preservação da vida e umaperda irreparável.
Muitas vidas já foram perdidas por falta de auxílio imediato, prestadopor uma pessoa leiga, no momento de um acidente ou mal súbito, atéo atendimento por socorro especializado. Outras vezes, a ajuda bem-intencionada, porém mal-executada, resultou no agravamento doquadro clínico da vítima, o que poderia ter sido evitado com o conhe-cimento de procedimentos adequados.
Estudando os assuntos desta aula, você ficará conhecendo os princi-pais tipos de problemas que exigem prestação de primeiros socorrose quais os procedimentos adequados em cada caso, para garantirajuda elementar, porém eficiente.
Mas, quando se trata de prestar primeiros socorros, não basta ape-nas saber o que fazer, na teoria. É necessário, também, ter calmapara enfrentar a situação sem entrar em pânico, de modo a transmitirsegurança à vítima.Finalmente, resta-nos desejar que você nunca tenha necessidade deusar o que vier a aprender nesta aula. Mas, se for preciso, que vocêesteja preparado e faça o melhor que puder!
Até onde vão os primeiros socorros?
O que fazer quando acontece alguma emergência e não há um pro-fissional da área de saúde por perto? Aí é dever de quem estiverpróximo da vítima, agir como socorrista, isto é, prestar-lhe os pri-meiros socorros.
Isto é importante!
Primeiros socorros são o conjunto de medidas prestadas por pessoaleiga a um acidentado ou alguém acometido de mal súbito (desmaio,infarto, crise epiléptica etc.) no local do acidente, antes que chegue aassistência qualificada.
Observe que os primeiros socorros são medidas emergenciais.Assim que possível, a vítima deve ser colocada sob cuidados deprofissionais especializados!
Os princípios básicos dos primeiros socorros são:• salvar e manter a vida;• evitar lesões adicionais ou agravamento das já existentes;• providenciar socorro qualificado.
Emergência! O que fazer?
A primeira coisa a ser feita, com o objetivo de organizar e simplificar oatendimento, é uma avaliação: do local, do acidente e da vítima.
A avaliação do local consiste em verificar se o local oferece perigoadicional à vítima e aos demais; isolar e proteger o local do acidente.
Para avaliar o acidente é preciso observar que tipo de acidenteocorreu e informar-se sobre como o acidente ocorreu (se possível,com a própria vítima ou então recorrendo a testemunhas).A avaliação da vítima depende de a vítima estar consciente ouinconsciente.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 18/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
18
Vale lembrar que a vítima inconsciente requer muito mais cuidado eatenção pois não pode fornecer informações sobre seu estado. Vejaquais são os procedimentos gerais para exame da vítima:
A posição lateral de segurança, mostrada a seguir, evita que a vítimase asfixie, caso venha a vomitar.
Se forem constatadas lesões na cabeça e se houver hemorragia porum ou ambos os ouvidos, ou pelo nariz, deve-se suspeitar de fraturado crânio. Nesse caso, a vítima deve ser removida imediatamentepara o hospital mais próximo.
Uma dúvida que pode estar lhe ocorrendo é como fazer para saberse os sinais vitais e os sinais de apoio estão normais ou não. Vejaentão algumas “dicas” para avaliar esses sinais.
Sinais vitais e sinais de apoio
Pulsação - pode ser sentida através do tato. Todos nós temos al-guns pontos onde a pulsação pode ser sentida com facilidade. Anali-se a ilustração a seguir, que mostra quais são esses pontos.
Respiração - a respiração consiste em dois movimentos básicos:inspiração e expiração, que tem por finalidade renovar a oxigenaçãodas células que constituem o organismo, de modo a mantê-las vivas.Um modo prático para verificar se a vítima está respirando consisteem colocar, próximo ao seu nariz, um espelho ou qualquer pedaço demetal polido, que deve ficar embaçado.
Temperatura - a temperatura normal do corpo humano é 36ºC. Parasaber se a temperatura da vítima está muito diferente do normal,compare o calor do seu corpo com o da vítima
Estado das pupilas - em condições normais, as pupilas contraem-secom a luz e dilatam-se na escuridão. Se o exame do olho mostrarinsensibilidade da pupila à luz, é sinal de inconsciência, estado dechoque etc.
Cor e umidade da pele - a aparência normal da pele é rosada, namaioria das pessoas. Em caso de acidente, deve-se observar princi-palmente as extremidades dos membros (mãos e pés), pois umaaparência diferente nessas regiões pode ser indicativa de falta deirrigação sangüínea.
Sensibilidade - os músculos, quando estimulados, reagem, commovimentos de contração. Se isso não ocorrer é sinal de inconsciên-cia.
Vamos praticar?Experimente localizar os sinais vitais e de apoio em você mesmo eem seus colegas. Tente, até conseguir!
Após a avaliação geral da situação, o próximo passo será a triagem,isto é, a escolha das prioridades para prestação dos primeiros socor-ros.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 19/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
19
Se você presenciasse um acidente e deparasse com pessoas des-maiadas, queimadas, feridas, qual delas atenderia em primeiro lugar?Pense um pouco. Existe uma ordem de prioridade para prestação deatendimento.
Os casos de desmaio devem ser atendidos em primeiro lugar, pois aprimeira preocupação, se a vítima não estiver respirando, será resta-belecer a respiração. Em seguida, devem ser atendidos os casos defalta de circulação (ausência de pulso) e as hemorragias abundantes.
Os primeiros socorros são prestados no próprio local do acidente.
Mas, há uma outra providência muito importante, que deve ser en-caminhada ao mesmo tempo: a solicitação do socorro especiali-zado.
O primeiro recurso a ser acionado é a Polícia Militar, que se encar-rega de requisitar apoio do Corpo de Bombeiros ou Pronto-socorro,quando necessário.
Dica: o telefone da Polícia Militar, para todo o Brasil, é 190.
Ao comunicar a ocorrência, é muito importante dar informações corre-tas ou pedir que alguém o faça. As informações essenciais são: tipo deacidente; local exato do acidente (use pontos de referência para facilitara localização); número de vítimas e os seus estados.
É necessário certificar-se que todas as informações foram recebidascorretamente, para evitar demora no atendimento devido a enganosou mal-entendidos.
Importante
O transporte da vítima em automóvel ou outro meio de transporte, sódeve ser feito se não for possível aguardar a chegada de socorro deemergência (casos de hemorragia abundante ou amputação, porexemplo. Se tiver ocorrido amputação, a parte cortada deve serrecolhida e envolvida em um pano limpo para ser entregue ao médicoo mais rápido possível).
As ocorrências mais comuns
Qualquer acidente, seja ele grave ou não, sempre requer a prestação
de primeiros socorros. Mesmo que não haja danos físicos, a vítimasofre, no mínimo, um forte impacto emocional. Um ombro amigo, umapalavra de solidariedade e conforto também são formas de prestaçãode primeiros socorros, que valem muito numa hora dessas.
Se o quadro for mais grave, é preciso estar preparado para enfrentá-lo. Para agir corretamente, é necessário conhecer os procedimentosadequados para cada caso.
Pancadas, queimaduras, choques elétricos, envenenamento e emer-gências clínicas são os tipos mais freqüentes de acidentes.
Esses acidentes podem trazer como conseqüências: parada cardíaca,perda de consciência, hemorragias, fraturas etc. Mais adiante vocêficará sabendo o que fazer em cada uma dessas situações.
Em todos esses casos, devem ser seguidas as orientações gerais
apresentadas anteriormente: avaliação do ambiente, avaliação doacidente, avaliação da vítima, triagem e pedido de socorro.
Antes de aprender a lidar com as conseqüências desses acidentes, éimportante que você conheça os cuidados específicos que algunscasos requerem.
Queimadura
É toda lesão causada por agentes térmicos (calor/frio), eletricidade,produtos químicos, irradiações etc. As queimaduras classificam-seem graus, de acordo com a profundidade:
1o
grau: a lesão é superficial, ocasionando vermelhidãoda pele.
2o grau: a lesão é mais profunda, formando bolhas.
3o grau: além da formação de bolhas, há destruição dostecidos e até dos ossos.
É de grande importância considerar também a extensão da queima-dura. Mesmo uma queimadura superficial (1o grau), porém extensa,isto é, que atinja mais de 10% de área queimada, será consideradagrave, pois pode causar desidratação, dor intensa, estado de choqueetc.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 20/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
20
Além das recomendações gerais já apresentadas, acidentes comqueimaduras requerem outros cuidados especiais:• se a queimadura for grave, a vítima deve ser encaminhada imedi-atamente para socorro médico• se a queimadura for superficial e de pequena extensão, deveser coberta com um pano limpo e macio, depois de lavada comágua ou soro fisiológico, com cuidado para não furar bolhas quetenham se formado. Deve-se dar bastante líquido para a vítima seela estiver consciente (chá, água, refrigerantes etc.)
Atenção: Perigo!
• não passar substâncias oleosas ou graxas, bicarbonato de sódio,pasta de dente etc.;• não dar bebidas alcoólicas à vítima;• não tocar a área queimada com as mãos, para evitar infecções.
Choque elétrico
É uma descarga elétrica que pode levar à morte, dependendo daintensidade da corrente elétrica (amperagem). A descarga elétricacausa, sobre o músculo cardíaco, uma alteração nos batimentos,podendo levar à fibrilação (movimento fraco e rápido sendo insufici-ente para o bombeamento do sangue ao corpo todo), além de provo-
car, em alguns casos, queimaduras.
Atenção: Perigo!
Para que o socorrista também não venha a se tornar uma vítima, aprimeira providência a tomar é identificar e desligar a fonte deenergia elétrica. Caso isso não seja possível, o socorrista deveafastar a vítima da fonte de energia elétrica, utilizando para tantoum material isolante (madeira seca, borracha, louça, vidro tempera-do etc.).
Envenenamento
Venenos são todas as substâncias químicas ou naturais que postasem contato com o organismo causam perturbações mais ou menosgraves à saúde, podendo ocasionar a morte. Essas substâncias sãochamadas tóxicas e penetram no organismo habitualmente pelaboca, mas também podem penetrar pelas vias respiratórias (nariz) epor via cutânea (pele).
Os venenos atuam a partir de uma determinada quantidade e suaação depende da natureza ou espécie química.
Atenção!Em casos de envenenamento, a primeira providência deve ser identi-ficar o agente causador do acidente e seguir as instruções indicadasna embalagem do produto.
Outra forma de envenenamento é por contato com animais peço-nhentos. Esses animais produzem venenos naturais, que utilizam
para se defender de seus inimigos, na luta pela sobrevivência. Aci-dentes causados por picadas de cobras, de escorpião, ou de outrosanimais, quando não tratados a tempo, podem causar a morte. Nes-ses casos, além das medidas gerais deve-se:
• manter a vítima em repouso absoluto, pois movimentos facilitam aabsorção do veneno;• dar líqüidos para a vítima não desidratar;• não perder tempo com tratamentos caseiros ou crendices popula-res;• se possível, levar o animal causador do acidente, para que possaser identificado o t ratamento mais adequado.
Emergências clínicas
Aqui se enquadram os casos de desmaio, infarto, crise epiléptica etc.
O desmaio consiste na perda momentânea de consciência, devido adiminuição de sangue e oxigênio no cérebro.
O infarto é a morte de parte do músculo cardíaco por deficiência deirrigação sangüínea.
Crise epiléptica é um distúrbio do sistema nervoso central, sob aforma de contração muscular. Em caso de crise, deve-se deixar avítima se debater e proteger sua cabeça, para evitar traumas.Lidando com as conseqüências
Os acidentes que acabamos de analisar podem provocar váriasconseqüências imediatas, que exigem atenção especial do socorris-ta. As principais e mais freqüentes serão apresentadas a seguir.
Parada cardiorrespiratória
É a ausência de batimentos cardíacos e de movimentos respiratóriosao mesmo tempo. A principal conseqüência do comprometimentodesses sinais vitais é a falta de oxigenação das células do cérebro, oque pode provocar danos irreversíveis à vítima (perda de memória,perda da coordenação motora, paralisação de partes do corpo, emorte).
Quando ocorrer uma parada cardiorrespiratória, é necessário aplicarimediatamente as manobras de reanimação descritas a seguir.1o desobstruir as vias aéreas2o aplicar respiração artificial (3 a 5 insuflações seguidas)

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 21/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
21
3o sentir o pulso (seguindo os procedimentos mostrados noitem: Sinais vitais e de apoio)
4o massagear o coração
Atenção!• Reanimação por um socorrista: 2 insuflações x 15 massagens• Reanimação feita por dois socorristas: 1 insuflação x 5 massa-gens
Observações importantes!1. A massagem cardíaca em crianças ou adolescentes deveráser feita com apenas uma das mãos.2. A massagem cardíaca em bebês deve ser feita com dois
dedos (médio e indicador), tomando cuidado com a pressão exercida.
Hemorragia
É a saída de sangue dos vasos sangüíneos para o exterior do corpoou para as cavidades naturais, que podem ser externas ou internas.A hemorragia é classificada como externa quando o sangue sai parao exterior do corpo e interna quando o sangue sai da veia ou artériae se aloja em uma das cavidades naturais do corpo: abdome, tóraxou crânio.
A gravidade da hemorragia depende da quantidade de sangue perdi-do; da velocidade da perda de sangue e do local da hemorragia. Paraestancar a hemorragia deve-se:• manter a parte afetada do corpo em elevação e comprimir o localcom pano limpo ou gaze.• caso não haja estancamento, cobrir com mais panos e encami-nhar a vítima para socorro médico, imediatamente.
Atenção! O torniquete só deve ser usado em casos extremos: amputação eesmagamento. Deve ser afrouxado, a cada 10 minutos, rigorosa-mente controlados (se possível, deve-se marcar o horário inicial natesta da vítima). Durante o transporte, o torniquete deve ser mantidono local, mesmo após haver cessado a hemorragia.Em caso de hemorragia interna é importante observar os sinais vitais.A vítima pode apresentar os seguintes sintomas: pele fria, pulsofraco, sede intensa, palidez, arrepio e tontura. Nesse caso, a provi-dência a ser tomada pelo socorrista é transportar a vítima, de modoseguro e o mais rápido possível, para o hospital.
Estado de choque
É um desequilíbrio do organismo por mal funcionamento do coração,dos vasos sangüíneos, que pode ser causado por traumatismo gene-ralizado, esmagamento dos membros, choque elétrico, queimaduras(por calor ou frio) ou grande emoção.
Geralmente é acompanhado de queda de pressão, baixa irrigaçãosangüínea e baixa oxigenação cerebral, respiração curta e rápida ouirregular, pele fria e pegajosa, suores, expressão de ansiedade,tremores generalizados, náuseas, vômitos e outras perturbações quepodem levar à morte.
Quando o quadro da vítima for indicativo de estado de choque, de-vem ser seguidos os procedimentos gerais básicos de primeirossocorros.
Fratura
É uma lesão total ou parcial ocorrida na estrutura óssea, que podeser:- fechada: quando não há rompimento da pele; a quebra doosso causa dor intensa e deformidade no local; inchaço e perda demobilidade das articulações próximas à lesão;- exposta: quando ocorre quebra de osso e rompimento depele, formando ferimento.
Observação: Quando há fratura, o socorrista nunca deve tentar colocar nenhumosso no lugar!
Nesses casos, alguns cuidados específicos são necessários, alémdos procedimentos gerais:• colocar a vítima em posição confortável;• evitar movimento do membro lesionado;• imobilizar a região fraturada, colocando o membro fraturado naposição mais próxima do normal, sem contudo deslocar as partesafetadas;• se a fratura estiver exposta, deve-se fazer um curativo com panolimpo ou gaze para evitar contaminação, removendo a vítima commaca;• caso haja hemorragias, devem ser seguidos os procedimentosespecíficos já vistos.
Fratura na coluna vertebral (espinha)
Quando a vítima sofrer trauma violento, deve-se suspeitar de fratura
na coluna, até que se prove o contrário, pois tomando cuidado nestescasos, podemos evitar lesões adicionais, tais como um comprometi-mento neurológico definitivo, caso a medula tenha sido lesada.
Fraturas na coluna são caracterizadas por: dor local forte, dormênciados membros e paralisia. Nestes casos, os seguintes cuidados espe-cíficos são fundamentais:• manter a vítima em repouso absoluto;• evitar o estado de choque;• transportar o acidentado em superfície dura (maca, tábua, portaetc.) ou solicitar ajuda de mais pessoas para o transporte.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 22/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
22
Primeiros socorros em tempos de AIDS
Com o aumento dos casos de AIDS, é cada vez maior o número deindivíduos portadores do vírus que não apresentam os sintomas dadoença.
Por isso, ao prestar os primeiros socorros é necessário adotar medi-das que diminuam o risco de contaminação e que contribuam para aprevenção da doença.
O contato direto com os líquidos e secreções ( fezes, urina, escarro,esperma, secreção vaginal, sangue menstrual etc.) do corpo davítima deve ser evitado. A vítima deve ser mantida em local limpo.Essas medidas visam a proteger tanto o socorrista como a própriavítima.
Para ter em casa e no trabalho: caixa de primeiros socorros
Tanto no lar como na empresa deve existir uma caixa de primeirossocorros em lugar de fácil acesso. Essa caixa deve ser organizadade tal forma que facilite o trabalho do socorrista.
Todos os frascos deverão ser rotulados e os instrumentos pontiagu-dos protegidos de forma adequada. O prazo de validade dos medi-camentos deve ser verificado regularmente, para que os medicamen-
tos com prazo vencido possam ser substituídos.
Atenção! Só o médico tem autoridade para indicar medicamentos! A automedi-cação representa um risco que pode ter graves conseqüências.
A caixa de primeiros socorros deve conter:a) Instrumentos: termômetro, tesoura e pinças.b) Material para curativos: algodão hidrófilo; gaze esteriliza-da; atadura de crepe; esparadrapo e curativos adesivos.c) Antissépticos: solução de álcool iodado; álcool; águaboricada; mertiolate e líquido de Dakim.d) Medicamentos: analgésicos em gotas ou comprimidos;colírio neutro e soro fisiológico.e) Outros: saco de borracha para gelo; conta-gotas; coposdescartáveis; luvas de borracha e agulhas e seringas descartáveis.
Exercícios
1. Suponha que seu colega de trabalho comece a passar mal edesmaie. Descreva as cinco primeiras atitudes que você tomaria paraprestar os primeiros socorros.
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
2. Você está passando por um local onde acabou de acontecer umacidente. Uma das vítimas está caída, gritando por socorro. A outraestá desacordada. Qual das duas você deve socorrer em primeirolugar? Por quê?
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
3. Escreva C se as proposições a seguir forem corretas ou E seforem erradas:
a) ( ) Deve-se dar bastante líquido à vítima de queima-dura, se ela est iver consciente.
b) ( ) Antes de socorrer uma vítima de choque elétrico, énecessário identificar e desligar a fonte de energia elétrica.
c) ( ) Caso uma pessoa seja acometida por um surtoepiléptico, deve-se proteger sua cabeça e deixá-la debater-se.
d) ( ) Sempre que a vítima apresentar hemorragiaexterna, deve-se fazer um torniquete no local afetado.
4. Na fábrica onde Tereza trabalha houve vazamento de umasubstância química que atingiu vários funcionários. Se estivesse lá,que medida você tomaria em primeiro lugar:
a) ( ) provocar vômito nas vítimas;b) ( ) ler a embalagem do produto causador do acidente;c) ( ) dar líquidos para as vítimas;d) ( ) verificar os sinais vitais das vítimas.
5. Laura é o tipo de pessoa que se sente mal só em ouvir falar apalavra sangue. O que ela poderia fazer de útil, caso presenciasseum acidente?
Resposta: _____________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 23/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
23
Labora tó r io de Mecân ica – Of i c inaPa rt e - 2
Operaç ões de Ajustag em
Traçar re tas no p lano e para le-las ao p lano
A traçagem é a base da usinagem. Por isso, antes que a peça sejausinada, o mecânico precisa, às vezes, executar um traçado em umaou mais faces da peça, para localizar, com rigor, rebaixos, ranhuras,furos, recortes, planos ou outras superfícies que lhe darão formadefinitiva.
Traçar retas no plano é a operação por meio da qual são desenha-das, em um plano e em pontos previamente determinados, retas emdiversas posições tendo como base uma linha ou face de referência,utilizando diversos instrumentos.
Essa operação é realizada como passo prévio para a execução deoutras operações como cortar, dobrar, ajustar.
Processo de execução
1. Pinte a face da peça com tinta de secagem instantânea.
Observação
A face deve estar lisa e livre de gorduras.
2. Marque os pontos por onde vão ser traçadas as retas.
3. No caso de um traçado perpendicular, apoie a base do esquadrona face de referência.
4. Trace com o riscador as retas, fazendo-as passar pelos pontosmarcados.
Observação
• Ao traçar , incline o riscador no sentido do traço.• Os traços devem ser finos, ní tidos e feitos de uma só vez.• Para traçar retas oblíquas, usa-se a suta.
Para a confirmação do traçado, na traçagem de peças de ferro fundi-do, os traços devem ser ponteados com punção de bico.
Traçar linhas paralelas a um plano de referência é a operação reali-zada com o auxílio do calibrador traçador de altura, cantoneiras,blocos prismáticos e desempeno. Essa operação é executada paradeterminar os centros das peças e na traçagem de ranhuras, rebai-xos e furos.
Processo de execução
1. Pinte as faces que serão traçadas.2. Posicione a peça diretamente sobre a mesa de traçagem quandoexistir uma superfície de referência na peça.
Observação• Quando a traçagem é realizada em chapas ou peças grandes,elas devem ser apoiadas em uma cantoneira.• Quando a peça não tem superfície de referência, usam-se calçose macacos.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 24/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
24
3. Prepare o calibrador traçador seguindo os seguintes pas-sos:a) solte o parafuso de fixação do cursor e faça-o descer suavemen-te até que a ponta do riscador toque no desempeno;b) verifique se o zero do nônio coincide com o zero da escala fixa.Se não estiver coincidindo, faça a correção movimentando a escalafixa e travando-a nessa posição;c) calibre o traçador na dimensão determinada;
4. Coloque o traçador em posição de uso.5. Apoie a peça sobre o plano de referência.
6. Execute o traçado, movimentando o calibrador.
Observações• No caso de peças cilíndricas, estas devem ser apoiadas sobreum bloco prismático.• Dependendo das necessidades do traçado, o plano de referênciapode ser horizontal, vertical ou inclinado.
Puncionar
Puncionar é uma operação que consiste em marcar pontos de refe-rência no traçado ou centros para furação de peças, por meio depancadas na cabeça do punção de bico com um martelo de pesoapropriado.
Processo de execução
Caso 1: Puncionar centros de furação e centros de raios
1. Trace a peça, conferindo o traçado com o paquímetro.
2. Apóie a peça sobre o cepo e escolha o punção em função doângulo de ponta (60º), verificando sua afiação e observando a con-centricidade e regularidade.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 25/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
25
3. Com a mão apoiada na peça, coloque o punção em posição incli-nada sobre os traços, deslocando-o até encontrar os cruzamentosdas linhas.
ObservaçãoObserve o posicionamento do punção na direção dos traços.
4. Faça uma leve pressão com o punção sobre a peça, posicione-overticalmente e bata o martelo com pequeno impacto.
Observações
A marca do punção deve gerar um diâmetro de aproximadamente0,3mm.O martelo deve ter uma massa entre 125 e 150g.
5. Com uma lupa, verifique se o puncionamento está correto.
Observação
A marca do punção deve ficar equidistante em relação às linhas decentro traçadas.
6. Utilizando o punção de 90o, confirme a marcação no tamanhodesejado: de 0,6 a 1 mm de diâmetro.
Observação
Evite inclinar o punção no momento de confirmar para que não hajadeslocamento da furação.
Caso 2: Puncionar contornos
1. Trace a peça.
2. Apóie a peça sobre o cepo e escolha o punção em função doângulo da ponta: 60º.
3. Coloque o punção em posição inclinada sobre os t raços.
4. Posicione o punção verticalmente e bata com o martelo a fim deobter aproximadamente 0,6 mm de diâmetro para evitar marcaçãoaparente na borda da peça acabada.
Serrar Manualmente
Serrar manualmente é uma operação que permite cortar um materialutilizando o arco de serra. Emprega-se muito nos trabalhos mecâni-cos de bancada e quase sempre precede a realização de outrasoperações.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 26/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
26
Processo de execução
1. Selecione a lâmina de serra de acordo com o material e sua es-pessura.
2. Monte a serra no arco, com os dentes voltados para a frente.
3. Tensione a lâmina de serra, girando a porca-borboleta com a mão.
4. Trace e prenda o material na morsa.
Observações
• A parte que será cortada deve estar junto aos mordentes.
• Material de pouca espessura é preso por meio de peças auxilia-res, tais como calços de madeira e cantoneiras, a fim de evitar vibra-ções.
5. Serre.
Observações• Ao iniciar o corte, coloque a lâmina junto ao traço, guiando-a como dedo polegar e ligeiramente inclinada para a frente, a fim de evitarque os dentes se quebrem.
• Quando o corte é profundo e ultrapassa o limite do arco, a lâminadeve ser montada na posição horizontal ao arco.
• A pressão da serra sobre o material é feita apenas durante oavanço e não deve ser excessiva. No retorno, a serra deve correrlivremente sobre o material.• A serra deve ser usada em todo o seu comprimento, e o movi-mento deve ser dado apenas com os braços.• O número de golpes deve ser de aproximadamente 60 por minu-to.
Precaução
Ao se aproximar o término do corte, diminua a velocidade e a pres-são de corte para evitar acidentes.
Limar super f íc ie p lana
Apesar do uso das máquinas-ferramenta garantir qualidade e produ-tividade na fabricação de peças, existem ainda operações manuaisque precisam ser executadas em casos nos quais a máquina nãopode ser usada. É o caso da limagem, realizada pelo ferramenteiro,pelo ajustador ou mecânicos em geral e usada na reparação demáquinas, ajustes diversos e trabalhos de usinagem, na ferramenta-ria para o ajuste de gabaritos, chapelonas, matrizes, guias, chave-
tas.
Limar é desbastar ou dar acabamento com o auxílio de uma ferra-menta chamada lima. Essa operação é realizada para produzir umplano com um grau de exatidão determinado por meio de réguas edispositivos especiais de verificação de planeza.
Processo de execução
1. Prenda a peça, conservando a superfície a ser limada na posiçãohorizontal e acima do mordente da morsa.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 27/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
27
Observação
• Ao prender peças com faces já acabadas, use mordentes deproteção.• Antes de prender a peça, verifique se a morsa está na alturarecomendada. Se necessário, procure outro local de trabalho ou useum estrado, calço de madeira ou dispositivo regulador de altura paramorsa.
2. Lime a superfície, observando as seguintes orientações.a) Segure a lima conforme a ilustração.b) Apoie a lima sobre a peça. Observando a posição dos pés, posi-cione o corpo de forma a ficar equilibrado.
Precaução
Para evitar acidentes, verifique se o cabo da lima está bem preso.
3. Inicie o limado, com movimento para a frente, fazendopressão com a lima sobre a peça. No retorno, a lima devedeslizar livremente sobre a superfície da peça. O limadopode ser transversal ou oblíquo.
4.
Observações
• Para desbastes grosseiros, o movimento da lima é dado com ocorpo. Para trabalhos de ajuste ou acabamentos, o movimento dalima é executado somente pelos braços.
• Para evitar riscos na superfície limada, limpe os cavacos que seprendem ao picado da lima com o auxílio de uma escova ou raspadorde latão ou cobre, levando em consideração a inclinação do picado.
• Somente no retorno da lima, ela deve mudar de posição.
4. Lime por passes sucessivos, cobrindo toda a superfície a serlimada e usando todo o comprimento da ferramenta.
Observação O ritmo do limado deve estar entre 50 e 60 golpes por minuto.
5. Verifique alternadamente a planeza da superfície com a régua decontrole de fio e o desvio admissível pela tolerância de forma com odispositivo apropriado.
Observações • Durante a verificação da planeza, tome cuidado para que o fiolapidado da régua de controle toque suavemente a superfície dapeça.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 28/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
28
• Para verificar se a peça está dentro do desvio admissível pelatolerância de forma, use o método indireto passa-não-passa ou apoiea peça sobre um dispositivo com relógio comparador a fim de obter ovalor do desvio.
Lim ar super f íc i es p lanas para le-
las e perpend icu lares
Limar superfície plana paralela é a operação manual realizada comlima para obter superfícies planas e paralelas. Utiliza como elementode controle o calibrador traçador, o paquímetro, o micrômetro ou orelógio comparador, dependendo da tolerância geométrica requerida.
Geralmente, essa operação é empregada em montagens e em ajus-tes diversos.
Processo de execução
1. Para gerar uma face de referência para o limado da outra face,lime uma das faces, até que fique plana, observando a tolerância deforma requerida no desenho e retirando o mínimo de material possí-vel.
2. Trace a peça, observando as orientações a seguir.a) Coloque a superfície limada da peça sobre o desempeno.b) Trace todo o contorno da peça com o calibrador traçador paraobter uma linha de referência.
Precaução Cuidado para não se ferir com o riscador do calibrador traçador.
3. Lime o material em excesso, observando a linha de referência.
4. Retire as rebarbas e limpe a peça.
5. Verifique o paralelismo e a dimensão, usando o paquímetro.
Observação Para as peças com dimensões mais rigorosas, use o relógio compa-rador ou o micrômetro.
Limar superfície plana perpendicular é uma operação de limar planopor meio da qual são obtidas superfícies em ângulos retos. Utilizacomo elementos de verificação o desempeno, o cilindro padrão, oesquadro, o relógio comparador, dependendo da tolerância geométri-ca requerida pelo desenho.
Essa operação é aplicada em peças prismáticas e em ajustes depeças de máquinas em geral.
Processo de execução
1. Prenda a peça e lime a borda de referência, verificando sua plane-za.
2. Pinte as faces que serão traçadas.
3. Trace o ângulo reto com esquadro de base, apoiando o instrumen-to na borda de referência.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 29/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
29
Observação Na impossibilidade de traçar o ângulo, lime observando a passagemda luz com o esquadro com fio.
4. Lime o material em excesso, observando o traçado.
Observação Quando o excesso de material é muito grande, ele deve ser cortadoantes de ser limado.
5. Termine de limar, verificando a perpendicularidade com o esqua-dro com fio ou se a peça está dentro do desvio admissível pela tole-rância de posição (perpendicularidade), usando o método indireto
passa-não-passa, ou use um dispositivo com relógio comparador afim de obter o valor do desvio.
Lima r super f íc ie p lana em ângulo
Limar superfície plana em ângulo é uma operação de limar que con-siste em obter uma superfície em ângulo agudo ou obtuso, partindode outra superfície de referência. Suas aplicações são geralmente naconfecção de cunhas, gabaritos, chapelonas, encaixes tipo rabo deandorinha e ajustes em peças de máquinas.
Processo de execução
1. Confira a planeza e a perpendicularidade da face de referência.
Observação
Para executar a conferência da planeza, utilize uma régua de contro-le; para verificar a perpendicularidade, use um esquadro com fio. Sefor necessário verificar o valor do desvio de planeza e perpendicula-ridade, utilize dispositivo apropriado.
2. Pinte a peça e trace o ângulo desejado.
Observação
A traçagem pode ser feita com suta, goniômetro ou transferidor degraus.
3. Retire o material em excesso.
ObservaçãoO excesso de material pode ser retirado por corte de serra, aplaina-mento, fresamento, etc.
4. Lime a superfície.
5. Faça a verificação da inclinação e perpendicularidade da superfí-cie limada com auxílio de goniômetro e esquadro com fio.
Observação Se for especificada a tolerância geométrica de inclinação e perpen-dicularidade, verifique o valor do desvio por meio de dispositivosapropriados para esse fim.
6. Repita os passos 4 e 5 até atingir a superfície determinada pelodesenho.
Limar superfície côncava
Limar superfície côncava é uma operação que permite executarsuper-fícies côncavas por meio de lima. Utiliza-se na manutenção de
máquinas, na econfeção de guias, na construção de estampos edispositivos, em pequenos ajustes, etc. Esta opera-ção exige combi-nação de movimentos dados à lima.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 30/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
30
Processo de execução
1. Trace a peça.
2. Retire o material em excesso.
Observação A retirada do material em excesso pode ser feita por meio de corte deserra manual ou de fita, por meio de furação eqüidistante tangencialou ainda com bedame.
3. Lime, executando um movimento retilíneo rotativo conjugado.
Observações • A curvatura da lima deve ser menor que a curvatura a limar.
• No desbaste, os movimentos com a lima devem ser feitos numasó direção, com a finalidade de obter quinas que contornem o traça-do.• No pré-acabamento, movimen-te a lima no sentido longitudinal,fazendo um pequeno deslocamento lateral.
4. Verifique a curvatura com gabarito ou com verificador de raio.
ObservaçãoA peça deve obedecer à forma geométrica requerida pelo projeto:perfil de uma linha qualquer ou perfil de uma superfície qualquer.
5. Verifique o esquadrejamento da superfície limada utilizando o esqua-dro com fio.
Observação Para obter o valor do desvio admissível pela tolerância de perpendi-cularidade, use dispositivo com relógio comparador.
6. Dê acabamento na peça, com movimentos transversais da limamurça.
Observação A lima murça deve ser friccionada de forma a acompanhar o contornoda superfície côncava, com um movimento semi-rotativo da lima.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 31/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
31
Limar superfície convexa
Limar superfície convexa é uma operação utilizada com freqüênciaquando se deseja fazer ajustes em superfícies convexas de elemen-tos de máquinas ou quando é necessário fazer peças pequenas emque o emprego de máquinas se torna antieconômico. É aplicada naconfecção de gabaritos, de ferramentas de corte, em dobramento,repuxo, etc.
Processo de execução
1. Trace a peça.
2. Retire o material em excesso.
Observação O material em excesso pode ser retirado por meio de serra manual,serra de fita, plaina ou fresadora.
3. Desbaste com a lima chata, contornando o traçado.
Observação O movimento da lima é feito numa só direção para gerar quinas quecontornem o traçado.
4. Lime a peça, dando movimentos combinados à lima.
a) posição da lima no início do movimentob) posição da lima no fim do movimento
5. Verifique a curvatura com gabarito ou verificador de raios, obser-vando a forma geométrica proposta pelo projeto: perfil de uma super-fície qualquer ou perfil de uma linha qualquer.
6. Verifique a perpendicularidade.
Observações • A verificação da perpendicularidade deve ser feita constantemen-te, por meio de esquadro com fio.• Para obter o valor do desvio admissível pela tolerância de per-pendi-cularidade, use dispositivo com relógio comparador.
Reaf iar broca hel icoidal
Reafiar broca helicoidal é a operação que consiste em preparar aarestas cortantes de uma broca com a finalidade de deixá-la emcondições adequadas para a execução de furos cilíndricos. Estaoperação é executada sempre que as arestas de corte da broca nãoestiverem em boas condições, ou quando for necessário corrigir oângulo da ponta da broca, tornando-o adequado ao material a serfurado.
Processo de execução
1. Ligue a esmerilhadora.
Precauções Antes de iniciar qualquer operação com a esmerilhadora, verifique ascondições da máquina.Use óculos de segurança
2. Segure a broca com as mãos, em posição de reafiar.
Observação Para segurar corretamente a broca, coloque os dedos polegar, indi-cador e médio da mão direita na ponta da broca e os mesmos dedosda mão esquerda na haste.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 32/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
32
3. Encoste uma das arestas da broca no rebolo e reafie.
Observações Ao encostar a broca no rebolo, observe as inclinações para obter oângulo de posição da aresta de corte χ e o ângulo lateral de folga α.
A superfície de folga da broca deve tocar levemente no rebolo paraevitar superaquecimento da broca.
A haste da broca deve ser movimentada para baixo e para cima,alternadamente; os dedos da mão direita funcionam como um eixo dearticulação; não se deve girar a broca, pois ela gira automaticamente.Os movimentos alternados impostos à broca devem permitir que
ocorra o contato entre ela e o rebolo em toda a superfície principal defolga.
Na reafiação de brocas helicoidais com máquina, é possível utilizarrefrigeração constante; já na reafiação manual, deve-se evitar oresfriamento intermitente, que pode provocar microtrincas e causarquebra da broca, oferecendo perigo ao operador.
4. Verifique o ângulo de posição da aresta de corte da broca e oângulo lateral de folga.
Observações A verificação do ângulo de posição da aresta de corte deve ser feitautilizando o verificador de ângulo ou o transferidor de graus.
O ângulo de posição da aresta de corte é determinado conforme otipo de material a ser furado.Se necessário, repita os passos 2 e 3.
5. Reafie a outra aresta, repetindo os passos 2, 3 e 4.
Observação As arestas de corte devem ter o mesmo comprimento e o mesmoângulo de posição χ e o ângulo lateral de folga α correto, de modo agerar um ângulo de aresta transversal de 130º.
Roscar manualmente com c oss inete
Roscar manualmente com cos-sinete é uma operação que consisteem abrir rosca na superfície externa de peças cilíndricas, utilizandouma fer-ramenta chamada cossinete, submetida a um movimento
giratório. Esta ope-ração é aplicada na construção de parafusos epeças similares.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 33/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
33
Processo de execução
1. Meça o diâmetro do material a ser roscado.
2. Chanfre o material, para facilitar o início da operação.
Observações O chanfro geralmente é feito no torno, mas também é possível fazê-lo na esmerilhadora.A circularidade do chanfro facilita o esquadrejamento da rosca.
3. Marque sobre o material o comprimento a roscar.
4. Selecione o cossinete.
ObservaçãoPara selecionar o cossinete, devem-se levar em consideração odiâmetro do material e o passo ou número de fios por polegada darosca.
5. Selecione o porta-cossinete.
Observação Seleciona-se o porta-cossinete levando-se em consideração o diâme-tro do cossinete.
6. Monte o cossinete.
Observações A abertura do cossinete, quando houver, deve coincidir com o para-fuso central de regulagem.As perfurações da periferia do cossinete devem coincidir com osparafusos de fixação do porta-cossinete.
7. Prenda o material.
Observação Quando o material for todo cilí-ndrico, deve-se utilizar um dos mor-den-tes em forma de V para evitar que ele gire.
8. Coloque o cossinete sobre o chanfro do material.
9. Inicie a rosca, girando o cossinete no sentido horário com movi-mento contínuo, fazendo pressão, até conseguir abrir dois ou trêsfios.
Observação Aplique fluido de corte.
10. Termine de roscar com movimentos alternativos.
Observação O movimento alternativo consiste em dar meia volta no sentido horá-rio e um quarto de volta no sentido anti-horário, a fim de quebrar ocavaco que se forma.
11. Retire o cossinete girando-o continuamente no sentido anti-horário, limpe a rosca com pincel e verifique-a.
Observação A verificação da rosca é feita com uma porca calibrada ou com umcalibrador de rosca.
12. Ajuste o cossinete e repasse, se necessário.
Roscar manualmente com mac ho
Roscar manualmente com machos é uma operação que consiste emabrir roscas internas para a introdução de parafusos de diâmetrosdeterminados. É feita com um jogo de machos em furos previamenteexecutados.
Os machos são introduzidos progressivamente, por meio de movi-mentos circulares alternativos, acionados com o auxílio de um de-sandador.
Essa operação é empregada na construção de flanges, porcas epeças de máquinas em geral.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 34/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
34
Processo de execução
1. Fixe a peça na morsa, se necessário.
ObservaçãoSe possível, mantenha o furo que será roscado em posição vertical.
2. Selecione o macho.
3. Coloque o primeiro macho no desandador.
Observação O tamanho do desandador deve ser proporcional ao tamanho domacho.
4. Introduza o macho no furo, exercendo leve pressão e dando asvoltas necessárias, até que inicie o corte.
5. Verifique a perpendicularidade e corrija-a, se necessário.
6. Termine de passar o primeiro macho.
Observações O fluido de corte deve ser selecionado segundo as características domaterial a roscar. Quando a resistência ao corte é grande, gire omacho ligeiramente no sentido contrário, a fim de quebrar o cavaco.Se o furo não for passante, aumente a atenção com relação ao pri-
meiro macho, pois o esforço maior pode quebrá-lo.
7. Passe o segundo macho com movimento circular alternativo.
8. Termine a rosca com o terceiro macho, se houver, com movimentocircular contínuo.
Observação Em caso de furos não passantes, ao se aproximar do fim do furo, gireo macho com mais cuidado a fim de evitar que ele se quebre.
Anotações:

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 35/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
35
Contro le de Qual id adePart e - 3
Um breve h is tór ico das medidas
Como fazia o homem, cerca de 4.000 anos atrás, para medir com-primentos? As unidades de medição primitivas estavam baseadas
em partes do corpo humano, que eram referências universais, poisficava fácil chegar-se a uma medida que podia ser verificada porqualquer pessoa. Foi assim que surgiram medidas padrão como apolegada, o palmo, o pé, a jarda, a braça e o passo.
Algumas dessas medidas-padrão continuam sendo empregadas atéhoje. Veja os seus correspondentes em centímetros:
1 polegada = 2,54 cm1 pé = 30,48 cm
1 jarda = 91,44 cm
O Antigo Testamento da Bíblia é um dos registros mais antigos dahistória da humanidade. E lá, no Gênesis, lê-se que o Criador man-dou Noé construir uma arca com dimensões muito específicas, medi-das em côvados.
O côvado era uma medida-padrão da região onde morava Noé, e éequivalente a três palmos, aproximadamente, 66cm.
Em geral, essas unidades eram baseadas nas medidas do corpo dorei, sendo que tais padrões deveriam ser respeitados por todas aspessoas que, naquele reino, fizessem as medições.
Há cerca de 4.000 anos, os egípcios usavam, como padrão de medi-da de comprimento, o cúbito: distância do cotovelo à ponta do dedomédio.
Cúbito é o nome de um dos ossos do antebraço.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 36/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
36
Como as pessoas têm tamanhos diferentes, o cúbito variava de umapessoa para outra, ocasionando as maiores confusões nos resulta-dos nas medidas. Para serem úteis, era necessário que os padrõesfossem iguais para todos. Diante desse problema, os egípcios resol-veram criar um padrão único: em lugar do próprio corpo, eles passa-ram a usar, em suas medições, barras de pedra com o mesmo com-primento. Foi assim que surgiu o cúbito-padrão.
Com o tempo, as barras passaram a ser construídas de madeira,para facilitar o transporte. Como a madeira logo se gastava, foramgravados comprimentos equivalentes a um cúbito-padrão nas pare-
des dos principais templos. Desse modo, cada um podia conferirperiodicamente sua barra ou mesmo fazer outras, quando necessá-rio.
Nos séculos XV e XVI, os padrões mais usados na Inglaterra paramedir comprimentos eram a polegada, o pé, a jarda e a milha.
Na França, no século XVII, ocorreu um avanço importante na ques-tão de medidas. A Toesa, que era então utilizada como unidade demedida linear, foi padronizada em uma barra de ferro com dois pinosnas extremidades e, em seguida, chumbada na parede externa doGrand Chatelet, nas proximidades de Paris. Dessa forma, assimcomo o cúbito-padrão, cada interessado poderia conferir seus pró-prios instrumentos. Uma toesa é equivalente a seis pés, aproxima-damente, 182,9cm.
Entretanto, esse padrão também foi se desgastando com o tempo eteve que ser refeito. Surgiu, então, um movimento no sentido deestabelecer uma unidade natural, isto é, que pudesse ser encontradana natureza e, assim, ser facilmente copiada, constituindo um padrãode medida. Havia também outra exigência para essa unidade: eladeveria ter seus submúltiplos estabelecidos segundo o sistema deci-mal. O sistema decimal já havia sido inventado na Índia, quatro sécu-los antes de Cristo. Finalmente, um sistema com essas característi-cas foi apresentado por Talleyrand, na França, num projeto que setransformou em lei naquele país, sendo aprovada em 8 de maio de1790.
Estabelecia-se, então, que a nova unidade deveria ser igual à décimamilionésima parte de um quarto do meridiano terrestre.
Essa nova unidade passou a ser chamada metro (o termo grego metron significa medir) .
Os astrônomos franceses Delambre e Mechain foram incumbidos demedir o meridiano. Utilizando a toesa como unidade, mediram adistância entre Dunkerque (França) e Montjuich (Espanha). Feitos oscálculos, chegou-se a uma distância que foi materializada numabarra de platina de secção retangular de 4,05 x 25 mm. O compri-mento dessa barra era equivalente ao comprimento da unidadepadrão metro, que assim foi definido:
Metro é a décima milionésima parte de um quarto do meridiano ter-restre.
Foi esse metro transformado em barra de platina que passou a serdenominado metro dos arquivos.
Com o desenvolvimento da ciência, verificou-se que uma mediçãomais precisa do meridiano fatalmente daria um metro um poucodiferente. Assim, a primeira definição foi substituída por uma segun-da:
Metro é a distância entre os dois extremos da barra de platina depo-sitada nos Arquivos da França e apoiada nos pontos de mínimaflexão na temperatura de zero grau Celsius.
Escolheu-se a temperatura de zero grau Celsius por ser, na época, amais facilmente obtida com o gelo fundente.
No século XIX, vários países já haviam adotado o sistema métrico.No Brasil, o sistema métrico foi implantado pela Lei Imperial nº 1157,de 26 de junho de 1862. Estabeleceu-se, então, um prazo de dezanos para que padrões antigos fossem inteiramente substituídos.
Com exigências tecnológicas maiores, decorrentes do avanço cientí-fico, notou-se que o metro dos arquivos apresentava certos inconve-nientes. Por exemplo, o paralelismo das faces não era assim tãoperfeito. O material, relativamente mole, poderia se desgastar, e abarra também não era suficientemente rígida.
Para aperfeiçoar o sistema, fez-se um outro padrão, que recebeu:• seção transversal em X, para ter maior estabilidade;• uma adição de 10% de irídio, para tornar seu material mais durá-vel;• dois traços em seu plano neutro, de forma a tornar a medida maisperfeita.
Assim, em 1889, surgiu a terceira definição:
Metro é a distância entre os eixos de dois traços principais marcadosna superfície neutra do padrão internacional depositado no B.I.P.M.(Bureau Internacional des Poids et Mésures), na temperatura de zerograu Celsius e sob uma pressão atmosférica de 760 mmHg e apoia-do sobre seus pontos de mínima flexão.
Atualmente, a temperatura de referência para calibração é de 20ºC. Énessa temperatura que o metro, utilizado em laboratório de metrolo-gia, tem o mesmo comprimento do padrão que se encontra na Fran-ça, na temperatura de zero grau Celsius.
Ocorreram, ainda, outras modificações. Hoje, o padrão do metro emvigor no Brasil é recomendado pelo INMETRO, baseado na velocida-de da luz, de acordo com decisão da 17ª Conferência Geral dosPesos e Medidas de 1983. O INMETRO (Instituto Nacional de Metro-logia, Normalização e Qualidade Industrial), em sua resolução 3/84,assim definiu o metro:

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 37/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
37
Metro é o comprimento do trajeto percorrido pela luz no vácuo, du-
rante o intervalo de tempo de
8 299.792.45
1do segundo.
É importante observar que todas essas definições somente estabelece-ram com maior exatidão o valor da mesma unidade: o metro.
Medidas inglesas
A Inglaterra e todos os territórios dominados há séculos por ela utili-zavam um sistema de medidas próprio, facilitando as transaçõescomerciais ou outras atividades de sua sociedade.Acontece que o sistema inglês difere totalmente do sistema métricoque passou a ser o mais usado em todo o mundo. Em 1959, a jardafoi definida em função do metro, valendo 0,91440m. As divisões da jarda (3 pés; cada pé com 12 polegadas) passaram, então, a ter seusvalores expressos no sistema métrico:
1 yd (uma jarda) = 0,91440m1 ft (um pé) = 304,8mm
1 inch (uma polegada) = 25,4mm
Padrões do metro no Brasil
Em 1826, foram feitas 32 barras-padrão na França. Em 1889,
determinou-se que a barra nº 6 seria o metro dos Arquivos e
a de nº 26 foi destinada ao Brasil. Este metro-padrão encon-
tra-se no IPT (Instituto de Pesquisas Tecnológicas).
A tabela abaixo é baseada no Sistema Internacional de Medi-das (SI).
Múltiplos e submúltiplos do metro
Nome Símbolo Fator pelo qual a unidade é múltipla
Exametro Em 1018= 1 000 000 000 000 000 000 m
Peptametro Pm 1015= 1 000 000 000 000 000 m
Terametro Tm 1012= 1 000 000 000 000 m
Gigametro Gm 109= 1 000 000 000 m
Megametro Mm 106= 1 000 000 m
Quilômetro km 103= 1 000 m
Hectômetro hm 102= 100 m
Decâmetro dam 101= 10 m
Metro m 1 = 1 m
Decímetro dm 10-1= 0,1 m
Centímetro cm 10-2= 0,01 m
Milímetro mm 10-3= 0,001 m
Micrometro µm 10-6= 0,000 001 m
Nanometro nm 10-9= 0,000 000 001 mPicometro pm 10-12= 0,000 000 000 001 m
Fentometro fm 10-15= 0,000 000 000 000 001 m
Attometro am 10-18= 0,000 000 000 000 000 001 m
Paquímetro
Paquímetro é um instrumento de medição utilizado para medir pe-quenas quantidades de peças e suas dimensões internas, externas,de profundidade e de ressaltos, estas últimas feitas com paquímetroquadrimensional.
1. orelha fixa 2. orelha móvel 3. nônio ou vernier (polegada)4. parafuso de trava 5. cursor 6. escala fixa de polegadas 7. bico fixo
8. encosto fixo 9. encosto móvel
10. bico móvel 11. nônio ou vernier (milímetro)12. impulsor 13. escala fixa de milímetros 14. haste de profundidade
O paquímetro é geralmente feito de aço inoxidável, com superfíciesplanas e polidas, cujas graduações são calibradas a 20ºC. É constitu-ído de uma régua graduada com encosto fixo, sobre a qual deslizaum cursor.
O cursor ajusta-se à régua e permite sua livre movimentação, comum mínimo de folga, e é dotado de uma escala auxiliar, chamadanônio ou vernier, que permite a leitura de frações da menor divisãoda escala fixa.
Resolução do paquímetro
As diferenças entre a escala fixa e a escala móvel de um paquímetropodem ser calculadas pela sua resolução. Resolução é a menormedida que o instrumento oferece; é calculada pela seguinte fórmula:
Resolução = UEFNDN
UEF = unidade de escala fixaNDN = número de divisões do nônio
Por exemplo, um nônio com 10 divisões terá a resolução de 0,1mm,pois, aplicando a fórmula, tem-se:
Resolução = 110mm = 0,1mm
Se o paquímetro tiver um nônio com 20 divisões, a resolução será de0,05mm:
Resolução = 1
20
mm = 0,05mm
Se o paquímetro tiver um nônio com 50 divisões, a resolução será de0,02mm:
Resolução = 150mm = 0,02mm
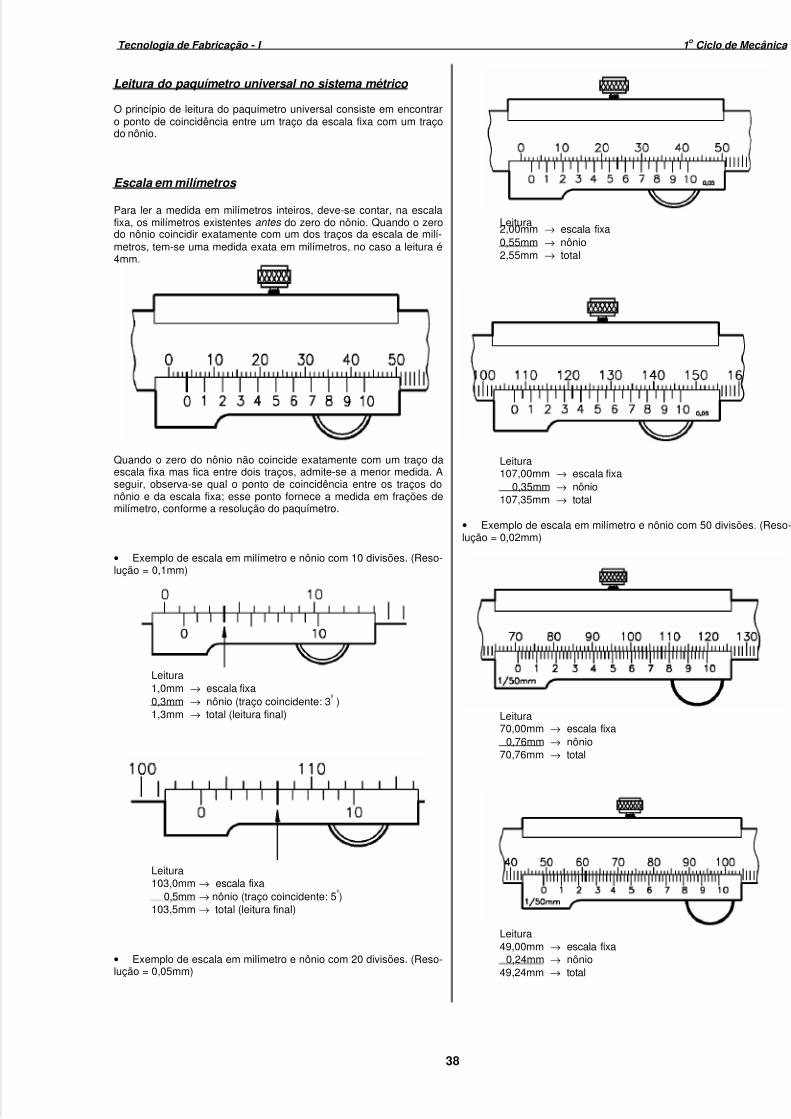
5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 38/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
38
Leitura do paquímetro universal no sistema métrico
O princípio de leitura do paquímetro universal consiste em encontraro ponto de coincidência entre um traço da escala fixa com um traçodo nônio.
Escala em milímetros
Para ler a medida em milímetros inteiros, deve-se contar, na escalafixa, os milímetros existentes antes do zero do nônio. Quando o zerodo nônio coincidir exatamente com um dos traços da escala de milí-metros, tem-se uma medida exata em milímetros, no caso a leitura é4mm.
Quando o zero do nônio não coincide exatamente com um traço daescala fixa mas fica entre dois traços, admite-se a menor medida. Aseguir, observa-se qual o ponto de coincidência entre os traços donônio e da escala fixa; esse ponto fornece a medida em frações demilímetro, conforme a resolução do paquímetro.
• Exemplo de escala em milímetro e nônio com 10 divisões. (Reso-lução = 0,1mm)
Leitura1,0mm → escala fixa0,3mm → nônio (traço coincidente: 3º )1,3mm → total (leitura final)
Leitura103,0mm → escala fixa
0,5mm → nônio (traço coincidente: 5º)103,5mm → total (leitura final)
• Exemplo de escala em milímetro e nônio com 20 divisões. (Reso-lução = 0,05mm)
Leitura2,00mm → escala fixa0,55mm → nônio2,55mm → total
Leitura107,00mm → escala fixa
0,35mm → nônio107,35mm → total
• Exemplo de escala em milímetro e nônio com 50 divisões. (Reso-lução = 0,02mm)
Leitura70,00mm → escala fixa
0,76mm → nônio70,76mm → total
Leitura49,00mm → escala fixa
0,24mm → nônio49,24mm → total

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 39/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
39
Verificando o entendimento
Faça a leitura e escreva a medida nas linhas pontilhadas.
a)
Leitura = _________________mm
b)
Leitura = _________________mm
c)
Leitura = _________________mm
d)
Leitura = _________________mm
e)
Leitura = _________________mm
f)
Leitura = ............. .........mm
g)
Leitura = _________________mm
Lei tura no s is tema ing lês
No paquímetro em que se adota o sistema inglês milesimal, cadapolegada da escala fixa divide-se em 40 partes iguais. Cada divisão
corresponde a140"
, que é igual a .025”, escrito com um ponto
antes, segundo exigência do sistema. Como o nônio tem 25 divisões,a resolução desse paquímetro é:
Resolução =UEFNDN
R =. "025
25= .001” (um milésimo de
polegada)
A leitura do paquímetro no sistema inglês ou em polegadas segue omesmo princípio da leitura em milímetros, isto é, a contagem daspolegadas existentes antes do zero do nônio.
Contam-se as unidades .025” que estão à esquerda do zero do nônioe, a seguir, somam-se os milésimos de polegada indicados peloponto em que um dos t raços do nônio coincide com o traço da escalafixa.
Leitura.050” → escala fixa
+ .014” → nônio.064” → total
Leitura1.700” → escala fixa
+ .021” → nônio1.721” → total
No paquímetro em que se adota o sistema inglês de polegada fracio-nária, a escala fixa é graduada em polegada e frações de polegada;nesse sistema, a polegada é dividida em 16 partes iguais.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 40/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
40
Cada divisão corresponde a116
"de polegada. Os valores fracioná-
rios da polegada são complementados com o uso do nônio. Paraisso, é preciso primeiro calcular a resolução do nônio de polegadafracionária.
Resolução =UEFNDN
=
1168
"
R =116
"÷ 8 =
116
"×
18
=1
128"
Assim, cada divisão do nônio vale 1128
" . Duas divisões corresponde-
rão a2
128"
ou164
"e assim por diante.
Como exemplo, considere-se uma leitura de 3
4
" na escala fixa e
3
128
" no nônio; a medida total equivale à soma dessas duas medidas.
É importante observar que as frações devem ser sempre simplifica-das.
34"
=96
128
" 96128
"+
3128
"=
99128
"
Num outro exemplo em que a escala fixa mostra 1 316
" e o nônio
5128
" , a medida total será: 1 316
" + 5128
" ⇒ 1 24"128
+ 5"128
= 1 29128
"
Os passos que facilitam a leitura do paquímetro com polegada fra-cionária são apresentados a seguir.
1. Verifique se o zero do nônio coincide com um dos traços da escalafixa. Se coincidir, faça a leitura somente na escala fixa.
Leitura = 714"
2. Quando o zero do nônio não coincidir, verifique qual dos traços donônio está nessa situação e faça a leitura do nônio
3. Verifique na escala fixa quantas divisões existem antes do zero donônio.Exemplo: Uma divisão
4. Sabendo que cada divisão da escala fixa equivale a 116
= 2
32=
464
= 8128
e com base na leitura do nônio, escolha uma fração da
escala fixa de mesmo denominador. Exemplo: leitura do nônio364
";
fração escolhida da escala fixa:464
".

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 41/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
41
5. Multiplique o número de divisões da escala fixa pelo numerador dafração escolhida ; some com a fração do nônio e faça a leitura final.
Exemplos de leitura utilizando os passos
a) Passo 2. ⇒364
"
Passo 3. ⇒ 1 divisão
Passo 4. ⇒364
"fração escolhida
464
"
Passo 5. ⇒ (1 × 4
64
") + 3
64" = 7
64"
Leitura final:764
"
b) Passo 2. ⇒3
128"
Passo 3. ⇒ 2” + 8 divisões
Passo 4. ⇒3
128"
fração escolhida8
128"
Passo 5. ⇒ 2” + (8 ×8
128"
) +3
128"
= 267128
"
Leitura final: 267128
"
Erros de le i t ura no paquímet r oAlém da falta de habilidade do operador, outros fatores podem pro-vocar erros de leitura no paquímetro, como a paralaxe e a pressão demedição.
Paralaxe - dependendo do ângulo de visão do operador,pode ocorrer um erro chamado de paralaxe; quando ângulo de visãodo observador de um objeto é deslocado da posição correta, que é aperpendicular, a imagem não é real; no caso de leitura de uma me-dida, a paralaxe ocasiona um erro sério, pois quando os traços donônio e da escala estão sobrepostos, o deslocamento do ângulo devisão faz com que cada um dos olhos projete os traços do nônio emposição oposta à dos traços da escala fixa.
Para não cometer o erro de paralaxe, á aconselhável que se faça aleitura colocando o paquímetro em posição exatamente perpendicularaos olhos.
Pressão de medição - o erro de pressão de medição é originado pelo jogo do cursor, controlado por uma mola. Pode ocorrer uma inclina-ção do cursor em relação à régua, o que altera a medida.
O cursor deve estar bem regulado para se deslocar com facilidadesobre a régua: nem muito preso, nem muito solto. O operador deveregular a mola, adaptando o instrumento à sua mão; caso exista umafolga anormal, os parafusos de regulagem da mola devem ser ajus-tados, girando-os até encostar no fundo e, em seguida, retornandoum oitavo de volta, aproximadamente. Após esse ajuste, o movimen-to do cursor deve ser suave, porém sem folga.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 42/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
42
Técnicas de u t i l i zação do paquímet ro
O uso correto do paquímetro exige que a peça a ser ser medida
esteja posicionada corretamente entre os encostos, os quais devemestar llimpos. É importante abrir o paquímetro com uma distânciamaior que a dimensão do objeto a ser medido; uma das extremida-des da peça deve-se apoiar no centro do encosto fixo.
Convém que o paquímetro seja fechado suavemente até que o en-costo móvel toque a outra extremidade. Feita a leitura da medida, o
paquímetro deve ser aberto e a peça retirada, sem que os encostos atoquem.
A utilização do paquímetro para determinar medidas externas, inter-nas, de profundidade e de ressaltos deve seguir algumas recomen-
dações.
Nas medidas externas, a peça deve ser colocada o mais profunda-mente possível entre os bicos de medição para evitar qualquer des-gaste na ponta dos bicos.
Para maior segurança nas medições, as superfícies de medição dosbicos e da peça devem estar bem apoiadas.
Nas medidas internas, as orelhas precisam ser colocadas o maisprofundamente possível. O paquímetro deve estar sempre paralelo àpeça que está sendo medida.
Para maior segurança nas medições de diâmetros internos, assuperfícies de medição das orelhas devem coincidir com a linha de centrodo furo. Toma-se, então, a máxima leitura para diâmetros internos e amínima leitura para faces planas internas.
No caso de medidas de profundidade, apóia-se o paquímetro corre-tamente sobre a peça, evitando que fique inclinado.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 43/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
43
Nas medidas de ressaltos, coloca-se a parte do paquímetro apropria-da para ressaltos em posição perpendicular à superfície da peça.Para esse tipo de medição não se deve usar a haste de profundida-de, pois esta não permite apoio firme.
Conservação do paquímet ro
• Manejar o paquímetro sempre com todo cuidado, evitando cho-ques.• Não deixar o paquímetro em contato com outras ferramentas, oque pode causar danos ao instrumento.
• Evitar arranhaduras ou entalhes, pois isso prejudica a graduação.• Ao realizar a medição, não pressionar o cursor além do necessá-rio.• Após a utilização, limpar o paquímetro e guardá-lo em localapropriado
Exercícios
Não esqueça de calcular a resolução do paquímetro. Faça a leitura eescreva as medidas.
1-) Leitura: _________________ mm
2-) Leitura: _________________ mm
3-) Leitura: _________________ mm
4-) Leitura: _________________ mm
5-) Leitura: _________________ mm
6-) Leitura: _________________ mm

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 44/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
44
7-) Leitura: _________________ mm
8-) Leitura: _________________ mm
9-) Leitura: _________________ mm
10-) Leitura: _________________ mm
11-) Leitura: _________________ mm
12-) Leitura: _________________ mm
13-) Leitura: _________________ mm
14-) Leitura: _________________ mm

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 45/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
45
15-) Leitura: _________________ mm
16-) Leitura: _________________ mm
17-) Leitura: _________________ mm
18-) Leitura: _________________ mm
18-) Leitura: _________________ mm
19-) Leitura: _________________ mm
20-) Leitura: _________________ mm
21-) Leitura: _________________ mm

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 46/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
46
Mic rôme t ro
Micrômetro é um instrumento que permite a leitura em centésimos emilésimos de milímetro de maneira simples, mais rigorosa e exataque o paquímetro. O princípio de funcionamento do micrômetroassemelha-se ao do sistema parafuso e porca.
O parafuso, ao dar uma volta completa em uma porca fixa, provocaum deslocamento igual ao seu passo.
Desse modo, dividindo-se a “cabeça” do parafuso, podem-se avaliarfrações menores que uma volta e, com isso, medir comprimentos
menores do que o passo do parafuso.
As partes componentes de um micrômetro são: arco, faces de medi-ção, batente, fuso micrométrico, bainha, bucha interna, porca deajuste, catraca, tambor, trava e isolante térmico.
O arco é feito de aço especial ou fundido, tratado termicamente paraeliminar tensões internas.
O isolante térmico evita a dilatação do arco, onde está fixado, por-que isola a transmissão de calor das mãos para o instrumento.
O fuso micrométrico é construído de aço especial temperado eretificado para garantir exatidão do passo da rosca.
As faces de medição tocam a peça a ser medida e, para isso, apre-sentam-se rigorosamente planas e paralelas. Em alguns instrumen-tos, os contatos são de metal duro de alta resistência ao desgaste.
A porca de ajuste permite o ajuste da folga do fuso micrométricoquando isso é necessário.
O tambor é onde se localiza a escala centesimal. Gira ligado ao fusomicrométrico; portanto, a cada volta seu deslocamento é igual aopasso do fuso micrométrico.
A catraca ou fricção assegura uma pressão de medição constante.
A trava permite imobilizar o fuso numa medida pré-determinada.
Carac ter ís t ic as do mic rômetro
O micrômetro caracteriza-se pela capacidade, pela resolução e pelaaplicação.
A capacidade de medição do micrômetro é geralmente de 25mm ouuma polegada, variando o tamanho do arco de 25 em 25mm ou de 1
em 1”. Pode chegar a 2000mm ou 80”.
A resolução pode ser de 0,01mm; 0, 001mm; .001” (um milésimo depolegada) ou .0001” (um décimo de milésimo de polegada). No mi-crômetro de 0 a 25mm ou de 0 a 1”, quando as faces dos contatosestão juntas, a borda do tambor coincide com o traço zero da bainha.A linha longitudinal, gravada na bainha, coincide com o zero da esca-la do tambor.
A aplicação do micrômetro é variada, segundo a necessidade. Assim,existem micrômetros de medida externa e de medida interna.
Micrômetros de medida ex ter na
Os micrômetros de medida externa são: de profundidade, com arco
profundo, com disco nas hastes, para medição de roscas, com conta-to em forma de V, para medir parede de tubos, contador mecânico edigital eletrônico.
Micrômetro de pro fund idade
Conforme a profundidade a ser medida, utilizam-se hastes de exten-são que são fornecidas juntamente com o micrômetro.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 47/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
47
Micrômetr o com arco pro fundo
Serve para medições de espessuras de bordas ou de partes salientesdas peças.
Micrômetr o com d isco nas has tes
O disco aumenta a área de contato, possibilitando a medição de papel,cartolina, couro, borracha, pano, etc. Também é empregado para medirdentes de engrenagens.
Micrômetr o para medição de roscas
Especialmente construído para medir roscas triangulares, possui ashastes furadas para que se possa encaixar as pontas intercambiá-veis, conforme o passo para o tipo de rosca a medir.
Mic rôme t ro com con ta to em fo rma de V
Especialmente construído para medição de ferramentas de corte quepossuem número ímpar de cortes, como fresa de topo, macho, alar-gador. Os ângulos em V do micrômetro para medição de ferramentade 3 cortes é de 60º, de 5 cortes, 108º e de 7 cortes, 128º34’17”.
Micrômet ro para med i r parede de tubo
Dotado de arco especial, possui o contato a 90 º com a haste móvel, oque permite a introdução do contato fixo no furo do tubo.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 48/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
48
Mic rômet ro con tador mecân ico
É para uso comum, porém sua leitura pode ser efetuada no tamborou no contador mecânico; facilita a leitura independentemente daposição de observação, evitando o erro de paralaxe.
Micrômetro digital eletrônico
Ideal para leitura rápida, livre de erros de paralaxe, próprio para usoem controle estatístico de processos, juntamente com microproces-sadores.
Micrômetros de medida interna
Para medir partes internas empregam-se dois tipos de micrômetro:micrômetro interno de três contatos e micrômetro interno de doiscontatos (tubular e tipo paquímetro).
Micrômetr o in terno de t rês conta tos
Usado exclusivamente para realizar medidas em superfícies cilíndri-cas internas, permitindo leitura rápida e direta. Sua característicaprincipal é a de ser autocentrante, devido à forma e à disposição desuas pontas de contato que formam entre si um ângulo de 120º .
Micrômetro interno de três contatos com pontas intercambiáveis -este tipo é apropriado para medir furos roscados, canais e furos semsaída, pois suas pontas de contato podem ser trocadas de acordocom a peça a ser medida.
Micrômetro in ter no de do is conta t os
O micrômetro de dois contatos admite dois tipos: o tubular e o tipopaquímetro.
Micrômetro interno tubular - é empregado em medições inter-nas acima de 30mm e atende quase que somente a casos especiais.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 49/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
49
O micrômetro tubular utiliza hastes de extensão com dimensões de25 a 2.000mm. As hastes podem ser acopladas umas às outras, casoem que há uma variação de 25mm em relação a cada haste acopla-da. As figuras a seguir mostram o posicionamento para a medição.
Micrômetro interno tipo paquímetro - serve para medidasacima de 5mm e, a partir daí, varia de 25 em 25mm.
Lei tura do micrôm et ro no s is tema mét r ic o
A leitura no sistema métrico considera resoluções de 0,01mm e de0,001mm.
Micrômet ro c om reso lução de 0, 01mm
A cada volta do tambor, o fuso micrométrico avança uma distânciachamada passo. A resolução de uma medida tomada em um micrô-metro corresponde ao menor deslocamento de seu fuso; para obter amedida, divide-se o passo pelo número de divisões do tambor.
Se o passo da rosca é de 0,5mm e o tambor tem 50 divisões, a reso-lução será:
R =0 5
50, mm
= 0,01mm
A leitura no micrômetro com resolução de 0,01mm deve obedecer àsseguintes etapas:
• leitura dos milímetros inteiros na escala da bainha;• leitura dos meios milímetros, também na escala da bainha;• leitura dos centésimos de milímetro na escala do tambor.
Tomando como exemplos as ilustrações a seguir, as leituras serão:
17,00 mm (escala dos mm da bainha)+ 0,50 mm (escala dos meios mm da bainha)
0,32 mm (escala centesimal do tambor)
17,82 mm Leitura total

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 50/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
50
23,00 mm (escala dos mm da bainha)+ 0,00 mm (escala dos meios mm da bainha)
0,09 mm (escala centesimal do tambor)23,09 mm Leitura total
Micrômet ro c om reso lução de 0,001mm
No caso de micrômetro com nônio, este indica o valor a ser acres-centado à leitura obtida na bainha e no tambor. A medida indicadapelo nônio é igual à leitura do tambor, dividida pelo número de divi-
sões do nônio. Se o nônio tiver dez divisões marcadas na bainha, aresolução será:
R =0 0110,
= 0,001mm
A leitura no micrômetro com resolução de 0,001mm obedece às seguin-tes etapas:
• leitura dos milímetros inteiros na escala da bainha;• leitura dos meios milímetros na mesma escala;• leitura dos centésimos na escala do tambor;• leitura dos milésimos som auxílio do nônio da bainha, verificandoqual dos traços do nônio coincide com o traço do tambor.
A leitura final será a soma dessas quatro leituras parciais.
Exemplos:
A = 20,000 mm+ B = 0,500 mm
C = 0,110 mmD = 0,008 mm
Total = 20,618 mm
A = 18,000 mm+ B = 0,090 mm
C = 0,006 mmTotal = 18,096 mm
Le itu ra do m ic rômet ro in te rnoA leitura em micrômetro tubular e em micrômetro tipo paquímetro éigual à leitura em micrômetro externo.
A resolução de um micrômetro interno de três contatos é obtida peladivisão do passo do fuso micrométrico pelo número de divisões dotambor.
Resolução =0 5100
.= 0,0005mm
Como exemplo de leitura considere-se a ilustração a seguir.
A leitura do micrômetro interno de três contatos é feita no sentidocontrário à do micrômetro externo e deve obedecer às seguintesetapas:
• o tambor encobre a divisão da bainha correspondente a 36,5mm;• a esse valor deve-se somar aquele fornecido pelo tambor:0,240mm; o valor total da medida será, portanto, 36,740mm.
Lei tura no s is tema ing lês
O micrômetro de sistema inglês apresenta as seguintes característi-cas: na bainha está gravado o comprimento de uma polegada, dividi-do em 40 partes iguais; desse modo, cada divisão equivale a 1” : 40= .025” ; o tambor do micrômetro com resolução de .001” possui 25divisões.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 51/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
51
Micrômetr o com reso lução de .001”
Para medir com o micrômetro de resolução .001”, lê-se primeiro aindicação da bainha; depois, soma-se essa medida ao ponto deleitura do tambor que coincide com o traço de referência da bainha.Exemplo:
bainha → .675”tambor → .019”leitura → .694”
Micrômetr o com reso luç ão de .0001”
Para leitura no micrômetro de .0001”, além das 25 divisões queexistem na bainha, há um nônio com dez divisões; o tambor divide-se, então, em 250 partes iguais. Para medir, basta adicionar as leitu-ras da bainha, do tambor e do nônio.
bainha → .375”tambor → .005”nônio → .0004”leitura total → .3804”
Regulagem do mic rômetr o
Antes de iniciar a medição de uma peça, é preciso regular o instru-mento de acordo com sua capacidade. Para os micrômetros comcapacidade de 0 a 25mm ou de 0 a 1”, devem-se tomar os seguintescuidados:• limpar cuidadosamente as partes móveis, eliminando poeira esujeira com pano macio e limpo;• antes do uso, limpar as faces de medição; usar somente umafolha de papel macio;
• encostar suavemente as faces de medição, usando apenas acatraca; em seguida, verificar a coincidência das linhas de referênciada bainha com o zero do tambor; se estas não coincidirem, fazer oajuste movimentando a bainha com a chave do micrômetro quenormalmente acompanha o instrumento.
Para calibrar micrômetros de maior capacidade, ou seja, de 25 a50mm, de 50 a 75mm, ou de 1” a 2”, de 2” a 3”, deve-se ter o mesmocuidado e utilizar os mesmos procedimentos citados anteriormente,porém, com a utilização de barra-padrão para calibração.
A calibração dos micrômetro internos de dois contatos é feita pormeio de anéis de referência, de dispositivos com blocos-padrão oude micrômetro externo. Os micrômetros internos de três contatos são
calibrados com anéis de referência e devem-se respeitar, rigorosa-mente, os limites mínimo e máximo da capacidade de medição paraevitar danos irreparáveis ao instrumento.
Conservação do mic rômetr o
Para conservar o micrômetro devem-se observar algumas recomen-dações:• limpar o micrômetro, secando-o com um pano limpo e macio(flanela);• untar o micrômetro com vaselina líquida, utilizando um pincel;• evitar contatos e quedas que possam riscar ou danificar o micrô-metro e sua escala;• guardar o micrômetro em armário ou estojo apropriado para nãodeixá-lo exposto à sujeira e à umidade.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 52/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
52
Verificando o entendimento
Faça a leitura e escreva a medida na linha.
Leitura: ............................................
Leitura: ............................................
Leitura: .........................................
Leitura: ............................................
Exercícios
É importante que você aprenda a medir com o micrômetro. Para isso,leia as medidas indicadas nas figuras. As respostas corretas sãoapresentadas no gabarito.
Leitura: ............................................
Leitura: .............................
Leitura: .......................................
Leitura: ............................................

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 53/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
53
Leitura: ................................
Leitura: ................................
Leitura: ................................
Leitura: ................................
Leitura: ................................
Leitura: ................................
Leitura: ...........................
Leitura: ............................
Leitura: ...........................
Leitura: ...........................

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 54/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
54
Leitura: ...........................
Leitura: ...........................
Blocos Padrão
Blocos-padrão são peças em forma de pequenos paralelepípedos,padronizados nas dimensões de 30 ou 35 mm x 9 mm, variando deespessura a partir de 0,5mm. Atualmente, nas indústrias são encon-trados blocos-padrão em mi límetro e em polegada.
Muito utilizados como padrão de referência na indústria, desde olaboratório até a oficina, os blocos-padrão são empregados nosdispositivos de medição, nas traçagens de peças e nas própriasmáquinas operatrizes.
Existem jogos de blocos-padrão com diferentes quantidades depeças. Não devemos, porém, adotá-los apenas por sua quantidadede peças, mas pela variação de valores existentes em seus blocosfracionários.
As dimensões dos blocos-padrão são extremamente exatas, mas o
uso constante pode interferir nessa exatidão. Por isso, são usadosos blocos-protetores, que são mais resistentes.
Bloco-padrão protetor
A fabricação dos protetores obedece às mesmas normas utilizadasna construção dos blocos-padrão normais. Entretanto, emprega-sematerial que permite a obtenção de maior dureza.
Geralmente são fornecidos em jogos de dois blocos, e suas espessu-ras normalmente são de 1, 2 ou 2,5 mm, podendo variar em situa-ções especiais.
Os blocos protetores têm como finalidade proteger os blocos-padrãono momento de sua utilização.
Conjunto de blocos-padrão
Exemplo da composição de um jogo de blocos-padrão, contendo 114peças, já incluídos dois blocos protetores:2- blocos-padrão protetores de 2,00 mm de espessura;1- bloco-padrão de 1,0005 mm;9- blocos-padrão de 1,001; 1,002; 1,003 .......... 1,009 mm;49- blocos-padrão de 1,01; 1,02; 1,03 .......... 1,49 mm;49- blocos-padrão de 0,50; 1,00; 1,50; 2,00 .......... 24,5 mm;4- blocos-padrão de 25; 50; 75 e 100 mm.
Classificação
De acordo com o trabalho, os blocos-padrão são encontrados emquatro classes.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 55/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
55
DIN./ISO/JIS BS FS APLICAÇÃO
00 00 1 Para aplicação científica ou calibra-ção de blocos-padrão.
0 0 2Para a calibração de blocos-padrão
destinados a operação de inspeção ecalibração de instrumentos.
1 Ι 3Para inspeção e ajuste de instrumen-tos de medição nas áreas de inspe-
ção.
2ΙΙ
B Para uso em oficinas e ferramentas.
Normas: DIN. 861FS. (Federal Standard) GCG-G-15CBS (British Standard) 4311ISO 3650JIS B-7506
Observação Os blocos-padrão são encontrado também numa classe denominadaK, que é classificada entre as classes 00 e 0, porque apresenta ascaracterísticas de desvio dimensional dos blocos-padrão da classe 0,porém com desvio de paralelismo das faces similar aos blocos-padrão da classe 00. São normalmente utilizados para a calibraçãode blocos-padrão nos laboratórios de referência, devido ao custoreduzido em relação ao bloco de classe 00.
Os materiais mais utilizados na fabricação dos blocos-padrão são:Aço Os blocos-padrão de aço são atualmente, os mais utilizados nasindústrias. O aço é tratado termicamente para garantir a estabilidadedimensional, além de assegurar dureza acima de 800 HV.
Metal duro São blocos geralmente fabricados de carboneto de tungstênio. Hoje,este tipo de bloco-padrão é mais utilizado como bloco protetor. Suadureza situa-se acima de 1.500 HV.
Cerâmica O material básico empregado é o zircônio. A utilização deste materialainda é recente, e suas principais vantagens são a excepcional esta-bilidade dimensional e a resistência à corrosão. A dureza dos blocos-padrão de cerâmica situa-se acima de 1400 HV.
Erros admissíveis As normas internacionais estabelecem os erros dimensionais e deplaneza nas superfícies dos blocos-padrão. Segue abaixo uma tabelacom os erros permissíveis para os blocos-padrão (normaDIN/ISO/JIS), e a orientação de como determinar o erro permissíveldo bloco-padrão conforme sua dimensão e sua classe.
Exatidão a 20°C (µm)Dimensão(mm) Classe 00 Classe 0 Classe 1 Classe 2
até 10 ±0.06 ±0.12 ±0.20 ±0.45
10 - 25 ±0,07 ±0.14 ±0.30 ±0.60
25 - 50 ±0.10 ±0.20 ±0.40 ±0.80
50 - 75 ±0.12 ±0.25 ±0.50 ±1.00
75 - 100 ±0.14 ±0.30 ±0.60 ±1.20
100 - 150 ±0.20 ±0.40 ±0.80 ±1.60
150 - 200 ±0.25 ±0.50 ±1.00 ±2.00
200 - 250 ±0.30 ±0.60 ±1.20 ±2.40
250 - 300 ±0.35 ±0.70 ±1.40 ±2.80
300 - 400 ±0.45 ±0.90 ±1.80 ±3.60
400 - 500 ±0.50 ±1.10 ±2.20 ±4.40
500 - 600 ±0.60 ±1.30 ±2.60 ±5.00
600 - 700 ±0.70 ±1.50 ±3.00 ±6.00
700 - 800 ±0.80 ±1.70 ±3.40 ±6.50
800 - 900 ±0.90 ±1.90 ±3.80 ±7.50
900 - 1000 ±1.00 ±2.00 ±4.20 ±8.00
DIN./ISO/JIS
Exemplo Para saber a tolerância de um bloco-padrão de 30 mm na classe 0(DIN), basta descer a coluna Dimensão, localizar a faixa em que sesitua o bloco-padrão (no caso 30 mm), e seguir horizontalmente alinha até encontrar a coluna correspondente à classe desejada (clas-se 0).
Dimensão Classe 00 Classe 0 Classe 1 Classe 2
até 10 mm ↓
10 a 25 mm ↓25 a 50 mm → → → ±0,20
50 a 75 mm
No caso desse exemplo, um bloco-padrão de 30 mm na classe 0pode apresentar desvio de até ±0,20 µm.
Técnica de empilhamento
Os blocos deverão ser, inicialmente, limpos com algodão embebidoem benzina ou em algum tipo de solvente.
Depois, retira-se toda impureza e umidade com um pedaço de ca-murça, papel ou material similar que não solte fiapos.
Os blocos são colocados de forma cruzada, um sobre o outro. Issodeve ser feito de modo que as superfícies fiquem em contato.
Em seguida, devem ser girados lentamente, exercendo uma pressãomoderada até que suas faces fiquem alinhadas e haja perfeita ade-rência, expulsando a lâmina de ar que os separa. A aderência assimobtida parece ser conseqüência do fenômeno físico conhecido comoatração molecular (com valor de aproximadamente 500N/cm2), e queproduz a aderência de dois corpos metálicos que tenham superfíciede contato finamente polidas.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 56/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
56
Para a montagem dos outros blocos, procede-se da mesma formaaté atingir a medida desejada. Em geral, são feitas duas montagenspara se estabelecer os limites máximo e mínimo da dimensão que sedeseja calibrar, ou de acordo com a qualidade prevista para o traba-lho (IT).
Exemplo Os blocos-padrão podem ser usados para verificar um rasgo emforma de rabo de andorinha com roletes, no valor de 12,573 + 0,005.Devemos fazer duas montagens de blocos-padrão, uma na dimensão
mínima de 12,573 mm e outra na dimensão máxima de 12,578 mm.
Faz-se a combinação por blocos de forma regressiva, procurandoutilizar o menor número possível de blocos. A técnica consiste emeliminar as últimas casas decimais, subtraindo da dimensão a medi-da dos blocos existentes no jogo.
Dimensão máxima12,578 mm
Dimensão mínima12,573 mm
dim. 12,578 dim. 12,573
bloco -4,000 → 2 blocosprotetores bloco - 4,000 → 2 blocosprotetoresdim. 8,578 dim. 8,573
bloco-
1,008 → 1 bloco - 1,003 → 1
dim. 7,570 dim. 7,570
bloco -1,270 → 1 bloco - 1,070 → 1
dim. 6,300 dim. 6,500
bloco-
1,300 → 1 bloco - 6,500 → 1
dim. 5,000 0 5 blocos
bloco -5,000 → 1
0 6 blocos
Aplicação dos blocos-padrão
Há instrumentos de verificação de diversos formatos que, juntamentecom os blocos-padrão, permitem que se façam vários tipos de verifi-cação.
As figuras abaixo mostram alguns tipos de aplicações efetivas dosblocos-padrão
Verificação de um calibrador de boca

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 57/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
57
Verificação de distância entre furos
Grampo para fixar blocos-padrão conservando as montagens posi-cionadas
Acessórios para blocos-padrão
Existe um suporte, acoplado a uma base, que serve para calibrar omicrômetro interno de dois contatos, ou quando acoplado à umaponta possibilita traçagens exatas de linhas paralelas à base.
Geralmente, os acessórios são fornecidos em jogos acondicionadosem estojos protetores.
Conservação • Evitar a oxidação pela umidade, marcas dos dedos ou aqueci-mento utilizando luvas sempre que possível.• Evitar quedas de objetos sobre os blocos e não deixá-los cair.• Limpar os blocos após sua utilização com benzina pura, enxu-gando-os com camurça ou pano. Antes de guardá-los, é necessáriopassar uma leve camada de vaselina (os blocos de cerâmica nãodevem ser lubrificados).• Evitar contato dos blocos-padrão com desempeno, sem o usodos blocos protetores.
Régua Grad uada
Régua graduada ou escala é uma lâmina de aço, geralmente inoxi-dável, graduada em unidades do sistema métrico e/ou sistema inglês.É utilizada para medidas lineares que admitem erros superiores àmenor graduação da régua, que normalmente equivale a 0,5mm ou
132"
.
As réguas graduadas apresentam-se nas dimensões de 150, 200,250, 300, 500, 600, 1000, 1500, 2000 e 3000mm. As mais comunssão as de 150mm (6”) e 300mm (12”).
De modo geral, uma escala confiável deve apresentar bom acaba-mento, bordas retas e bem definidas e faces polidas. As réguas demanuseio constante devem ser de aço inoxidável ou de metal tratadotermicamente. É necessário que os traços da escala sejam gravados,
uniformes, eqüidistantes e finos. A retitude e o erro máximo admissí-vel das divisões obedecem a normas internacionais.
Existem cinco tipos de régua graduada: sem encosto, com encosto,de encosto interno, de encosto externo, de dois encostos e de pro-fundidade.
Régua sem encosto
Utilizada na medição de peças planas com ou sem face de referên-
cia. Neste caso, deve-se subtrair do resultado o valor do ponto dereferência.
Régua com encos t o
Destinada à medição de comprimento a partir de uma face externa,utilizada como encosto.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 58/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
58
Régua de encos to in ter no
A régua de encosto interno é destinada a medições de peças queapresentam faces internas de referência.
Régua de dois encost os
Dotada de duas escalas: uma com referência interna e outra comreferência externa. É utilizada principalmente pelos ferreiros.
Régua de profundidade
Utilizada nas medições de canais ou rebaixos internos.
Le i tu ra da esca la segundo o s is temam é t r i c o
Cada centímetro na escala encontra-se dividido em 10 partes iguaise cada parte equivale a 1mm.
Lei tura da escala segundo o s is tema ing lês
No sistema inglês de polegada fracionária, a polegada se divide em2,4,8,16 ... partes iguais. As melhores escalas apresentam 32 divi-sões por polegada, enquanto as demais só apresentam frações de
116
"de polegada. Deve-se observar que somente estão indicadas
as frações de numerador ímpar.
Sempre que as frações de polegada apresentarem numeradores
pares, a fração é simplificada:216
"=
18"
;616
"=
38"
A leitura consiste em verificar qual traço coincide com a extremidadedo objeto, observando-se a altura do traço, que facilita a indicaçãodas partes em que a polegada foi dividida. No exemplo que segue, o
objeto tem 118"
(uma polegada e um oitavo).
Conservação da régua Para boa conservação, deve-se evitar deixá-la em contato com ou-tras ferramentas ou cair; não flexioná-la ou torcê-la para evitar queempene ou quebre; limpá-la após o uso; protegê-la contra oxidaçãousando óleo, quando necessário.
Cal ibrador Traç ador de A l tura
O calibrador traçador de altura é um instrumento muito usado emmedições de altura, em traçagem, nivelamento de peças, verificaçãode paralelismo e ajuste de peças em montagens de conjuntos mecâ-nicos.
Esse instrumento é constituído basicamente por uma haste cilíndricaou retangular sobre a qual desliza um suporte corrediço com um
riscador e por uma base.
Há vários tipos e modelos de calibradores traçadores. Os mais simples nãopossuem uma escala própria impressa no próprio corpo e são chamadosde graminhos.
Os calibradores traçadores apresentam escalas próprias, graduadasem milímetro ou em milímetro e polegada. Alguns apresentam reló-gios comparadores e os modelos mais avançados tecnologicamentesão os eletrônicos.
Os traçadores com escala no próprio corpo permitem determinarmedidas com resolução de até centésimos de milímetro ou milésimosde polegada.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 59/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
59
O modelo ilustrado ao lado possui uma cremalheira na qual deslizaum cursor juntamente com o riscador. Esse modelo permite determi-nar medidas de baixo para cima e de cima para baixo.
Para ser utilizado, esse traçador precisa ser regulado. Isto é feitocolocando-se a ponta do riscador no plano de referência e fazendo otraço zero do nônio (ou vernier) coincidir com o traço zero da escalagraduada. Após isso, o riscador e a escala são fixados e o instrumen-to estará regulado.
Em seguida, girando o parafuso de chamada, leva-se o cursor até amedida desejada e aperta-se o parafuso de fixação. O instrumentoestá pronto para ser usado.
O outro modelo também possui um cursor dotado de nônio. O ajustepara a tomada de uma medida é feito soltando o parafuso de fixaçãodo ajuste fino e o parafuso do cursor.
Estando ambos os parafusos soltos, o cursor é levado próximo àmedida desejada. A seguir, fixa-se o parafuso de fixação do ajustefino e gira-se a porca de ajuste fino até obter a medida desejada.
Quando a medida desejada é obtida, o cursor é fixado e o instrumen-to estará pronto para ser usado.
Outros modelos de traçadores vert icais são mostrados a seguir.
Ut i l i zação e conservaç ão
Uma vez preparados, os traçadores verticais poderão ser utilizadospara a traçagem ou verif icação de medidas.
Para a traçagem, as peças deverão estar com as superfícies a seremtraçadas devidamente pintadas.
Quando as peças possuem formato geométrico que favorece seuapoio, elas poderão ser colocadas diretamente sobre o desempeno.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 60/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
60
Em caso contrário, será necessário o uso de acessórios para o apoioadequado da peça.
Como todo instrumento de medição, os calibradores traçadoresverticais devem ser protegidos contra choques e quedas. Após o uso,eles devem ser limpos e guardados em locais apropriados.
Esquadros
Os esquadros são instrumentos de verificação em forma de ângulo
reto, construídos de aço carbono retificado às vezes, temperado, ecom as superfícies de trabalho e fios lapidados.
Esse tipo de instrumento, é composto por uma lâmina de aço emforma de “L”. É usado para traçar retas perpendiculares ou verificarângulos de 90º.
A base do esquadro pode ser montada na lâmina ou constituir umprolongamento dela.
A norma brasileira NBR 9972 fixa as características e a nomenclaturados esquadros de aço. Segundo essa norma, os tipos de esquadrossão os seguintes:
1. esquadro plano (tipo A);
2. esquadro com placa de apoio (tipo B). É usado para traçar retasperpendiculares a um plano e também para verificar ângulos retos depeças que exigem pouca exatidão;
3. esquadro com base (tipo C). Tem a mesma aplicação do esqua-dro do tipo B;
4. esquadro com fio (tipo D).
Devido ao pequeno contato proporcionado pelo raio lapidado de 0,2mm, o esquadro com fio é empregado na verificação de peças queexigem exatidão.
A verificação com esse tipo de esquadro consiste em comparar aperpendicularidade do esquadro com a perpendicularidade obtida napeça, observando a passagem de luz entre o esquadro e a peça.Nessa situação, é interessante que o comprimento da lâmina doesquadro seja maior que a superfície sob verificação.
O angulo de 90º dos esquadros deve, de tempos em tempos, sercomparado com o ângulo de 90 º de um esquadro cilíndrico para tersua exatidão verificada.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 61/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
61
Esquadro c i l índr ico padrão
O esquadro cilíndrico padrão é fabricado de aço carbono temperado eretificado.
Esse instrumento é usado para a verificação de superfícies em ângu-lo de 90º quando a face de referência é suficientemente ampla paraoferecer um bom apoio.
O esquadro cilíndrico padrão tem suas duas bases rigorosamenteperpendiculares a qualquer geratriz da sua superfície cilíndrica. Averificação é realizada de forma indireta, por meio de escolha e
introdução de pinos calibrados ou lâmina de folga entre a peça e ageratriz do cilindro determinando o valor do desvio linear propostopela tolerância de perpendicularidade.
peça
cilindrico padrão
esquadro
Uso e conservação
Durante o uso, todos os instrumentos de traçagem, de verificação ede medição devem ser colocados sobre um pano macio assentadosobre a bancada.
Após o uso, os esquadros devem se limpos, lubrificados e guardadosem locais apropriados.
Essas medidas evitam que ocorram danos nos instrumentos e pro-longam sua vida útil.
GoniômetroO goniômetro é um instrumento de medição ou de verificação demedidas angulares.
O goniômetro simples, também conhecido como transferidor de grau,é utilizado em medidas angulares que não exigem extremo rigor; suamenor divisão é de um grau (1º ).
Existem diversos modelos de goniômetro que servem para medirângulo agudo e ângulo obtuso; existe também o goniômetro de preci-são.
No goniômetro de precisão, o disco graduado apresenta quatro gra-
duações de 0 a 90º
. A extremidade do articulador, que gira como odisco do vernier, tem um ressalto adaptável à régua, que possibilita amedição de ângulos em várias posições.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 62/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
62
Reso lução do gon iômetro de p rec isão
Resolução é a menor variação da grandeza a medir que pode serindicada ou registrada pelo sistema de medição.
A resolução do nônio é dada pela fórmula geral, também utilizada emoutros instrumentos de medida com nônio: divide-se a menor divisãodo disco graduado pelo número de divisões do nônio.
resolução =
112
6012 5
°=
′= ′
Na leitura do nônio do goniômetro, utiliza-se o valor de 5’ (cincominutos) para cada traço do nônio; dessa forma, se é o segundotraço que coincide com um traço da escala fixa, adiciona-se 10’ aosgraus lidos na escala fixa; se é o terceiro traço, adiciona-se 15’ eassim por diante.
Lei tura do gon iômet ro
Os graus inteiros são lidos na graduação do disco, com o traço zerodo nônio. Na escala fixa, a leitura pode ser feita tanto no sentidohorário quanto no sentido anti-horário.
A leitura dos minutos é realizada a partir do zero do nônio, seguindo
a mesma direção da leitura dos graus.
Considerando que na escala fixa a medida seja de um ângulode 64º, em relação ao zero do nônio (A1) em seguida lêem-se osminutos no nônio, observando o traço que coincide com a escala fixa,o resulta 30’ (B1); portanto, a leitura completa é 64º 30’.
Neste outro exemplo, a leitura completa é 42º 20’:
Conservação do gon iômet ro
Como outros instrumentos de medição, o goniômetro deve ser guar-dado em local apropriado, livre de pó ou umidade; evitar quedas econtato com ferramentas de oficina.
Relógio Comparador
O relógio comparador é um instrumento de medição por comparação,dotado de uma escala e um ponteiro, ligados por mecanismos diver-sos a uma ponta de contato. As diferenças percebidas no relógiocomparador pela ponta de contato são amplificadas mecanicamentee movimentam o ponteiro rotativo diante da escala.
Quando a ponta de contato sofre uma pressão e o ponteiro gira emsentido horário, a diferença é positiva; isso significa que a peça apre-senta maior dimensão que a estabelecida. Se o ponteiro girar emsentido anti-horário, a diferença será negativa, ou seja, a peça apre-senta menor dimensão que a estabelecida.
Existem vários modelos de relógios comparadores; os mais utilizadospossuem resolução de 0,01mm. O curso do relógio também varia deacordo com o modelo, porém os mais comuns são de 1mm, 10mm,.250” ou 1”. Alguns relógios trazem limitadores de tolerância; esseslimitadores são móveis, podendo ser ajustados nos valores máximo emínimo permitidos para a peça que será medida.
Em alguns modelos, a escala do relógio se apresenta perpendicular-mente em relação à ponta de contato, que é vertical. Caso apresen-tem um curso que implique mais de uma volta, os relógios compara-dores possuem, além do ponteiro normal, outro menor, denominadocontador de voltas do ponteiro pr incipal.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 63/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
63
Existem também acessórios especiais que se adaptam aos relógioscomparadores. Sua finalidade é possibilitar controle em série depeças, medições especiais de superfícies verticais, de profundidade,de espessura de chapas.
O relógio comparador também pode ser utilizado para medir furos;este tipo de relógio consiste basicamente em um mecanismo quetransforma o deslocamento radial de uma ponta de contato em mo-vimento axial, transmitido a um relógio comparador, no qual se podeobter a leitura da dimensão.
Uma das vantagens de seu emprego é a constatação rápida e emqualquer ponto, da dimensão do diâmetro ou de defeitos como coni-cidade, ovalização e outros. O instrumento deve ser previamentecalibrado em relação a uma medida padrão de referência; esse dis-positivo é conhecido como medidor interno com relógio comparadorou súbito.
Outro tipo de relógio comparador é o comparador eletrônico, quepossibilita uma leitura rápida, indicando a medida no display emmilímetros, com conversão para polegada, zeragem em qualquerponto e com saída para miniprocessadores estatísticos. A aplicaçãoé semelhante à de um relógio comparador comum, além das vanta-gens apresentadas.
Mecan ismos de ampl i f i cação dos re ló -g ios com paradores
Os sistemas usados nos mecanismos de amplificação são por en-grenagem, por alavanca e misto.
Amplificação por engrenagemAmplificação por engrenagem é o sistema utilizado nos instrumentosmais comuns para medição por comparação. As diferenças de gran-deza que acionam o ponto de contato são amplificadas mecanica-mente. A ponta de contato move o fuso, dotado de uma cremalheira;esta aciona um trem de engrenagem que, por sua vez, aciona umponteiro indicador no mostrador.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 64/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
64
Nos comparadores mais utilizados, uma volta completa do ponteirocorresponde a um deslocamento de 1mm da ponta de contato. Comoo mostrador contém 100 divisões, cada divisão equivale a 0,01mm.
Amplificação por alavancaO princípio da alavanca aplica-se a aparelhos simples, chamadosindicadores com alavanca, cuja capacidade de medição é limitadapela pequena amplitude do sistema basculante. A relação de amplifi-cação pode ser dada por:
Durante a medição, a haste que suporta o cutelo móvel desliza,apesar do esforço em contrário produzido pela mola de contato; oponteiro-alavanca, mantido em contato com os dois cutelos pela molade chamada, gira em frente à graduação.
Ampl i fi cação m is ta
Amplificação mista é o resultado da combinação entre alavanca eengrenagem. Permite levar a sensibilidade até 0,001mm, sem reduzira capacidade de medição.
Condições de uso
Antes de medir uma peça, é preciso verificar se o relógio se encontraem boas condições de uso.
A verificação de possíveis erros é feita por meio de um suporte derelógio ou por calibradores específicos. No caso de usar o suporte derelógio, tomam-se as diversas medidas nos blocos-padrão; em se-guida, observam-se as medidas obtidas no relógio, que devem cor-responder às dos blocos.
Antes de tocar na peça, o ponteiro do relógio comparador fica emuma posição anterior a zero; assim, ao iniciar uma medida, deve-sedar uma pré-carga para o ajuste do zero. Deve-se, também, colocar orelógio sempre numa posição perpendicular em relação à peça, paranão incorrer em erros de medida.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 65/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
65
Apl icações dos re lóg ios comparadores
Os relógios comparadores são utilizados para verificação de superfí-cies planas, de paralelismo, de excentricidade de peça montada naplaca do torno, de concentricidade e de alinhamento das pontas deum torno.
verificação de superfícies planas
verificação de paralelismo
verificação de excentricidade de peças montadas na placa do trono
verificação de concentricidade
verificação do alinhamento das pontas de um torno
Conservação• Descer suavemente a ponta de contato sobre a peça.• Levantar um pouco a ponta de contato ao retirar a peça.• Evitar choques, arranhões e sujeira.• Manter o relógio guardado no seu estojo.• Lubrificar os mancais internos das engrenagens dos relógios.
Relógio com ponta de contato de alavanca (apalpador)
Um dos relógios mais versáteis que se usa na mecânica é o relógiocom ponta de contato com alavanca (apalpador); seu corpo monob-loco possui três guias que facilitam a fixação em diversas posições.Existem dois tipos de relógios apalpadores: um deles possui reversãoautomática de movimento da ponta de medição; outro tem alavancainversora, a qual a dir eção do movimento de medida ascendente oudescendente. O mostrador é giratório, com redução de 0,01mm,0,002mm, .001” ou .0001” .

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 66/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
66
Por sua enorme versatilidade, o apalpador pode ser usado paragrande variedade de aplicações, tanto na produção como na inspe-ção final; por exemplo, excentricidade de peças; alinhamento e cen-tragem de peças de máquinas; paralelismo entre faces; mediçõesinternas e medições de detalhes de difícil acesso.
A conservação do relógio apalpador exige que se observem algunscuidados:• evitar choques, arranhões e sujeira;• guardá-lo em estojo apropriado;• montá-lo rigidamente em seu suporte;• descer suavemente a ponta de contato sobre a peça;• verificar se o relógio é anti-magnético antes de colocá-lo emcontato com a mesa magnética.
Cont ro le Tr igonomét r ic o
Medição com peças complementares
Por causa de sua forma, não é possível medir diretamente certos tipos depeças. Estamos nos referindo às peças prismáticas ou às chamadaspeças de revolução, como, por exemplo, superfícies de prismas, com
rasgo em V, calibradores cônicos, parafusos etc.
Existe, entretanto, um modo simples e confiável de medir essaspeças. Trata-se de um processo muito empregado na verificação daqualidade.
Nesse processo de medição é que usamos as peças complementa-
res, como cilindros, esferas, meias esferas. Esses instrumentosdevem ser de aço temperado e retificado, duráveis e com suas di-mensões conhecidas.
As peças complementares são usadas na medição indireta de ângu-los, especialmente quando se trata de medições internas e externasde superfícies cônicas. Desse modo, podemos calcular valores angu-lares de determinadas peças.
Aplicações
A medição com peças complementares tem como base de cálculoduas relações trigonométricas elementares.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 67/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
67
Num triângulo retângulo em que a é um dos ângulos agudos, teremos:
hipotenusaaopostocateto
senα
α =ca
sen =α
αα
αaadjacentecateto
aopostocatetotg =
ba
tg =α
Considerando o triângulo retângulo dado, podemos usar, também, asseguintes fórmulas:
Lados sendo os ângulos
c = b+a22 α + β = 90º
a = 22 b-c β = 90 - α
b =22
a-c α = 90 - β
Exemplo
Observe o triângulo abaixo e calcule c, sen α e tg α:
Dados:a = 20 mmb = 40 mm
Solução:
c = 2a + b2 sen α =c
atg α =
c
a
c = 40+2022 sen α =
44,7
20 tg α =2040
c = 1600+400 sen α ≅ 0,4472 tg α ≅ 0,5000
c = 2000
c ≅ 44,7
Medição de encaixe rabo-de-andorinha
O processo de medição com peças complementares (cilindros cali-brados) também é aplicado para medir encaixes rabos-de-andorinha.Para isso são empregadas as seguintes fórmulas:
x = l+
D+
2
D
tgα
h = (
−
2
L tgαl
l= L -
αtg
2h
tg α =l−L
2h
Y = L -
+
2tg
DD
α
D ≅ 0,9 . h
D = cilindros calibradospara medição
Aplicações
1. Calcular x num encaixe macho rabo-de-andorinha, sendo:
L = 60,418h = 10α = 60ºD ≅ 0,9 . h
A partir da fórmula:
x = l+
D+
2
D
tgα
teremos:
l = L -αtg
2h= 60,418 -
060tg
10.2= 60,418 -
732,1
20 = 60,418 -
11,547l= 48,871
l= 48,871mm
Assim:
x = l+
D+
2
D
tg
e D ≅ 0,9 . hD ≅ 0,9 . 10D ≅ 9,0mm
x = 48,871 +
9+
2
60
9
tg
= 48,871 =
9+
90
30tg=
= 48,871 +
9+
0,5773
9 = 48,871 + 15,588 + 9 = 73,459
x = 73,459mm

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 68/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
68
2. Calcular y num encaixe fêmea rabo-de-andorinha, sendo:
l= 35,000h = 11,000α = 60º
Considerando a fórmulaprincipal:
Y = L -
+2
tg
D
D α
obteremos inicialmente o valor de L usando a fórmula:
L = l+2h
tg α
= 35,000 +
2 . 11
tg 600
= 35,000 +
221732,
= 35 + 12,702
L = 47,702mmAssim:
y = L - D Dtg
2
+
α e D ≅ 0,9 . h ⇒ 0,9 . 11
D ≅ 9,9mm
y = 47,702 - 9,99,9
tg2
+
60
= 47,702 - 9,99,9
tg 300+
⇒
⇒ 47,702 - 9,99,9
0,5773+
= 47,702 - (9,9 + 17,147) ⇒
⇒ 47,702 - 27,047 = 20,655
Y = 20,655 mm
3. Calcular x num encaixe macho rabo-de-andorinha, sendo:
L = 80,000h = 20α = 60º
Portanto:
l= L -2h
tgα
= 80 -2 . 201,732
=80 -40
1732,= 80 - 23,094= 56,906
l= 56,906
Assim, teremos:
x = l+D
tg2
+ Dα
e D ≅ 0,9 . hD ≅ 0,9 . 20
D = 18mm
x = 56,906 +18
tg602
+ 18
x = 56,906 +18
tg30+ 18
0
x = 56,906 +18
0,5773+ 18
= 56,906 + (31,177 + 18)
x = 56,906 + 49,177 = 106,083
x = 106,083mm
Medição de encaixe rabo-de-andorinha: ranhura externa e interna
Ranhura externa
x = A + r + r
tg2
htgα α
− ou x = B + r
tg2
rα
+
Ranhura interna

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 69/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
69
x = Ah
tg
r
tg2
α α− - r ou x = B -
r
tg2α
- r
Medição de encaixe rabo-de-andorinha com auxílio de eixos-padrão
A = x - (z + r) B = A + y
A = x - 2 (z + r) B = A + 2y
A = x + (z + r) B = A - y
A = x + 2 (z + r) B = A - 2y
Observação - Os eixos-padrão devem ser escolhidos de modo queos contatos com as faces da peça que será medida situem-se, depreferência, a meia altura dos flancos.
É necessário verificar previamente se os ângulos considerados comoreferência para a medição correspondem às especificações no dese-nho.
Com alguns exemplos veremos como se faz a medição de umaranhura e um encaixe rabo-de-andorinha.
1. Medição de ranhura interna, utilizando eixos-padrão, calculandoo valor de x:
Dados:A = 80α = 60ºr = 10
Fórmula:A = x + (z + r)
sendo:x = A - (z + r)
z =r
tg2α
teremos: z = 17,330,577
10
30tg
100
==
portanto:x = A - (z + r)x = 80 - (17,33 + 10)x = 80 - 27,33x = 52,67 mm

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 70/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
70
2. Medição de um rabo-de-andorinha macho, por meio de eixos-padrão, determinando o erro de largura, sendo uma medição x:
Dados:B = 60h = 25α = 60ºr = 12X = 96,820
Fórmulas:
A = B - 2y = 60 - (14,433 · 2) = 31,134y = h tg β = 25 · tg 30º = 14,433
β = 90º - 60º = 30º
z =r
tg 2
α=
57735,0
12 = 20,786
Portanto, sendo a fórmula original:A = X' - 2 (z + r)
teremos: X' = A + 2 (z + r)
Sendo:X' = 31,134 + 2 (20,786 + 12)X' = 96,706 mm
teremos X - X' = 96,820 - 96,706 = 0,114
Exercícios
Faça os cálculos e marque com X a resposta correta.
1. Calcule a medida y num encaixe fêmea rabo-de-andorinha.
a) ( ) 27,68;b) ( ) 29,22;c) ( ) 33,45;d) ( ) 30,41.
Alt. a
2. Calcule a medida y.
a) ( ) 39,92;b) ( ) 33,39;c) ( ) 29,53;d) ( ) 28,35.
Alt. c
3. Calcule a medida x.
a) ( ) 23,58;b) ( ) 22,29;c) ( ) 19,69;d) ( ) 24,12.
Alt. b
4. Calcule a medida x.
a) ( ) 26,13;b) ( ) 25,75;c) ( ) 26,75;d) ( ) 25,15.
Alt. d
Anotações:

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 71/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
71
Régua e Mesa de Seno
Régua de seno são instrumentos empregados na medição ou indica-ção de forma simples e exata de qualquer ângulo. Para trabalhar comrégua e a mesa de seno é imprescindível o conhecimentos de técni-cas de empilhamento de blocos-padrão e trigonometria.
A régua e a mesa de seno são utilizadas em retificadoras, fresadorae na metrologia na medição de tolerâncias geométricas.
A régua de seno é constituída de uma barra de aço temperado eretificado.
Com formato retangular, possui dois rebaixos: um numa extremidadee outro próximo à extremidade oposta. Nesses rebaixos é que seencaixam os dois cilindros que servem de apoio à régua.
Os furos existentes no corpo da régua reduzem seu peso e possibili-tam a fixação das peças que serão medidas.
A distância entre os centros dos cilindros da régua de seno varia deacordo com o fabricante, que garante a exatidão da distância (L). Aaltura (H) é conseguida com a utilização de blocos-padrão.
A altura (H) dos blocos-padrão é determinada pela relação trigono-métrica
Recordando trigonometria
hipotenusaaopostocateto=sen αα
Por exemplo: para inclinar a régua de seno 30º (α), sabendo que adistância entre os cilindros é igual a 100 mm (L), a altura (H) dosblocos-padrão será?
Então:
seno α =HL
⇒ H = seno α . L
H = seno 30o . 100
H = 0,5 . 100
H = 50 mm
Mesa de seno A mesa de seno é semelhante à régua de seno. Suas proporções,entretanto, são maiores. Possui também uma base, na qual se encai-xa um dos cilindros, o que facilita sua inclinação.
A mesa de seno com contrapontas permite medição de peças cilín-dricas com furos de centro.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 72/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
72
Técnica de utilização
Para medir o ângulo de uma peça com a mesa de seno, é necessárioque a mesa esteja sobre o desempeno e que tenha como referênciade comparação o relógio comparador.
Se o relógio, ao se deslocar sobre a superfície a ser verificada, nãoalterar sua indicação, significa que o ângulo da peça é semelhante aoda mesa.
Com a mesa de seno com contrapontas, podemos medir ângulos depeças cônicas. Para isso, basta inclinar a mesa, até que a superfíciesuperior da peça fique paralela à base da mesa. Dessa forma, a
inclinação da mesa será igual à da peça fixada entre as contrapon-tas.
Para a medição de pequenos ângulos a mesa de seno e a mesa deseno com contrapontas possuem uma diferença de plano (dp). Essadiferença de plano varia de acordo com o fabricante, sendo que asalturas mais comuns são de 5, 10 e 12,5 mm.
Para obter a igualdade de plano, colocam-se blocos-padrão quecorrespondam à diferença de altura entre a base e o cilindro. Comesse recurso podemos fazer qualquer inclinação, por menor que seja,e ainda usar blocos-padrão protetores.
Ver i f ic adores e ca l ib radores
Verificadores e calibradores são instrumentos utilizados para medi-ção indireta, quer dizer, quando não se conhece o valor numérico damedida; a medição indireta consiste em confrontar a peça que sequer medir com aquela de padrão ou de dimensão pré-estabelecidos.
Nos verificadores, a verificação consiste em comparar o contorno doinstrumento com o contorno da peça, observando a passagem de luzentre o instrumento e a peça. Os calibradores são confeccionadosnos limites máximo e mínimo da peça; a verificação é feita pelométodo passa-não-passa.
Ver i f icador
O verificador pode ser classificado em: verificador de raio, de rosca,de folga, de ângulo, escantilhão e fieira.
Verificador de raioO verificador de raio serve para verificar raios internos e externos.Em cada lâmina é estampada uma medida de raio; suas dimensões
variam, geralmente de 1 a 15mm ou de132
"a
12"
.
Ver i f icador de rosc a
Usa-se para verificar roscas em todos os sistemas. Em suas lâminasestá gravado o número de fios por polegada ou o passo da rosca emmilímetros.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 73/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
73
Veri f ic ador de fo lga
O verificador de folga é utilizado para medir folga nos mecanismos ouconjuntos; é confeccionado de lâminas de aço temperado, rigorosa-mente calibradas em diversas espessuras. As lâminas são móveis epodem ser trocadas.
De modo geral, o verificador de folga se apresenta em forma decanivete; em ferramentas, entretanto, utiliza-se calibrador de folgaem rolos. O verificador de folga deve ser empregado com cuidado,pois a aplicação de esforço excessivo pode danificar suas lâminas.
Veri f ic ador de ângulo
Verificador de ângulo é uma lâmina de aço temperado com ranhurasou recortes em ângulo, rigorosamente talhados nas bordas. É utiliza-do colocando-o em contato com a ferramenta à qual se quer dar oângulo desejado.
A verificação deve ser feita com rigor; se há contato entre o fio dalâmina e a face inteira da ferramenta, o ângulo que se verifica estácorreto.
A ilustração mostra a verificação do ângulo de uma talhadeira.
Existem vários tipos de verificador de ângulo, adequados à ferramen-ta que se quer examinar.
Verificador de ângulos universal - um único instrumento serve paraconferir ângulos de ferramentas de torno e brocas.
Verificador de ângulos com lâminas articuladas - apresenta dois jogos de lâminas: as da direita para ângulos de 2º ; 4º ; 6 º ; 8º ; 12 º ;20º ; 30 º ; 45º; as da esquerda verificam ângulos de 1º ; 3º ; 5º ; 10º ;14º ; 15º ; 25º ; 35º.
A ilustração mostra o uso de uma das lâminas para verificar o ângulode folga nas ferramentas de corte de torno e plaina.
Verificador de ângulos de ferramentas para roscar - este tipo deverificador permite conferir ângulos da ferramenta de abrir roscatriangular e rosca quadrada.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 74/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
74
Existem também verificadores de ângulos de 120 º ou de perfil sexta-vado, e de ângulos de 135º ou perfil oitavado; são usados, em geral,para ângulos de peças.
Escantilhão - é um tipo de verificador de ângulo utilizado para verifi-car e posicionar ferramentas de roscar em torno mecânico
Verificador de ângulo de broca - serve para a verificação de ângulode 59º e para medição da aresta de corte de brocas.
Fieira
Fieira é um tipo de verificador utilizado para conferir espessura ediâmetro de chapas e de fios. É de aço temperado e retificado ecaracteriza-se por uma série de entalhes; cada entalhe corresponde,rigorosamente, a uma medida de diâmetro de fio ou espessura dechapa, conforme a fieira adotada.
Cal ibrador
O calibrador pode ter formatos especiais, dependendo da aplicação,como, por exemplo, medidas de roscas, furos e eixos.
Geralmente fabricado de aço carbono e com as faces de contatotemperadas e retificadas, o calibrador é empregado nos trabalhos deprodução em série de peças intercambiáveis, isto é, peças que po-dem ser trocadas entre si por constituírem conjuntos praticamenteidênticos. Quando isso acontece, as peças estão dentro dos limitesde tolerância, quer dizer, entre o limite máximo e o limite mínimo, oupassa-não-passa.
O calibrador pode ser classificado em três tipos básicos: tampão, deboca e de rosca.
Cal ibrador tam pão
Existem quatro tipos de calibrador tampão: calibrador tampão, cali-brador chato, que são utilizados para furos cilíndricos; calibradortampão - anel cônico e calibrador tampão - anel cônico morse, parafuros e eixos cônicos.
O funcionamento do calibrador tampão é simples: o furo que serámedido deve permitir a entrada da extremidade mais longa do tam-pão (lado passa), mas não da outra extremidade (lado não-passa);para facilitar a identificação, este lado tem uma marca vermelha. Estetipo de calibrador é normalmente utilizado em furos e ranhuras de até100mm.
Calibrador chato - ou calibrador de contato parcial , éusado para dimensões internas, na faixa de 80 a 260mm, tendo emvista a redução de peso. Para dimensões internas entre 100 e260mm, usa-se o calibrador escalonado.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 75/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
75
Com a finalidade de diminuir o peso do calibrador, para verificardimensões acima de 260mm, usa-se o calibrador tipo vareta, que sãohastes metálicas com pontas em forma de calota esférica.
Calibrador tampão e anel cônico - estes dois instrumentosformam um par, utilizado para medição de duas peças de um conjun-to cônico. Para a verificação simples do cone, tenta-se uma movi-mentação transversal do padrão. Quando o cone é exato, o movi-mento é nulo; em seguida, procede-se à verificação por atrito, depoisde ter estendido sobre a superfície do cone padrão uma camadamuito fina de tinta de contraste, que deixará traços nas partes emcontato. Por fim, verifica-se o diâmetro pela posição de penetraçãodo calibrador. Esse método é muito sensível na calibração de peque-nas inclinações.
Calibrador tampão e anel cônico morse - também trabalhamem pares; possibilitam ajustes com aperto enérgico entre peças queserão montadas ou desmontadas com freqüência. Servem para furose eixos cônicos.
Cal ibrador de boca
O calibrador de boca pode ser de boca separada, de boca escalona-da e de boca ajustável. É utilizado geralmente78% para eixos cilín-dricos.
Este calibrador tem duas bocas para controle: uma passa, com amedida máxima, e a outra não-passa, com a medida mínima.
O lado não-passa tem chanfros e uma marca vermelha; é normal-mente utilizado para eixos e materiais planos de até 100mm. O cali-brador deve entrar no furo ou passar sobre o eixo por seu própriopeso, sem pressão.
Calibrador de boca separada - para dimensões muito grandes,compreendidas entre 100 e 500mm, são utilizados dois calibradoresde bocas separadas: um passa e o outro não-passa.
Calibrador de boca escalonada - ou de boca progressiva; paraverificações com maior rapidez. O eixo deve passar no diâmetromáximo (Dmáx.) e não passar no diâmetro mínimo (Dmín.). Sua utiliza-ção compreende dimensões de até 500mm.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 76/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
76
Calibrador de boca ajustável - tem dois ou quatro parafusos defixação e pinos de aço temperado e retificado. É feito de ferro fundi-do, em forma de ferradura. A dimensão máxima pode ser ajustadaentre os dois pinos anteriores, enquanto a dimensão mínima é ajus-tada entre os dois pinos posteriores. Este calibrador normalmente éajustado com auxílio de blocos-padrão.
Cal ibrador de rosc aUm processo usual e rápido de verificar roscas consiste no uso docalibrador de rosca. É uma peça de aço temperado e retificado,obedecendo a dimensões e condições de execução para cada tipode rosca. Pode ser fixo e regulável.
Calibrador fixo de rosca - um tipo de calibrador fixo de rosca é ocomposto por dois anéis, sendo que um lado passa e o outro nãopassa, para verificação de rosca externa.
Outro tipo de calibrador fixo é o modelo comum do tampão de rosca,servindo para verificação de rosca interna. A extremidade de roscamais longa do calibrador tampão verifica o limite mínimo: ela devepenetrar suavemente, sem ser forçada, na rosca interna da peça queestá sendo verificada; este é o lado passa. A extremidade de roscamais curta, que é o lado não-passa, verifica o limite máximo.
As ranhuras existentes dentro do anel servem para coletar os cava-cos ou sujeira aderidos aos filetes da rosca. É conveniente limparcuidadosamente a rosca antes de fazer a verificação.
Calibrador regulável de rosca - é geralmente de boca escalo-nada, o que torna a operação muito rápida, não só porque é desne-cessário virar o calibrador, mas também porque o calibrador não áaparafusado à peça.
O calibrador em forma de ferradura pode ter quatro roletes cilíndricosou quatro segmentos de cilindro. Os roletes cilíndricos geralmentetêm roscas ou sulcos circulares, com perfil e passo iguais aos doparafuso que se vai verificar, e são ajustados às dimensões máximae mínima do diâmetro médio dos flancos da rosca.
As vantagens sobre o calibrador de anéis são: verificação mais rápi-da; desgaste menor, pois os roletes giram; regulagem exata; uso deum só calibrador para vários diâmetros.
Conservação dos ca l ib radores
• Evitar choques e quedas.• Limpar e passar um pouco de óleo fino após o uso.• Guardar em estojo e em local apropriado.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 77/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
77
Rugosidade
Rugosidade das superf íc ies
As superfícies dos componentes mecânicos devem ser adequadasao tipo de função que exercem.
Por esse motivo, a importância do estudo do acabamento superficialaumenta à medida que crescem as exigências do projeto.
As superfícies dos componentes deslizantes, como o eixo de ummancal, devem ser lisas para que o atrito seja o menor possível. Jáas exigências de acabamento das superfícies externas da tampa eda base do mancal são menores.
A produção das superfícies lisas exige, em geral, custo de fabricaçãomais elevado.
Os diferentes processos de fabricação de componentes mecânicosdeterminam acabamentos diversos nas suas superfícies.
As superfícies, por mais perfeitas que sejam, apresentam irregularida-des. E essas irregularidades compreendem dois grupos de erros: errosmacrogeométricos e erros microgeométricos.
Erros macrogeométricos são os erros de forma, verificáveis por
meio de instrumentos convencionais de medição, como micrômetros,relógios comparadores, projetores de perfil etc.
Entre esses erros, incluem-se divergências de ondulações, ovaliza-ção, retilineidade, planicidade, circularidade etc.
Durante a usinagem, as principais causas dos erros macrogeométri-cos são:• defeitos em guias de máquinas-ferramenta;• desvios da máquina ou da peça;• fixação errada da peça;• distorção devida ao tratamento térmico.
Erros microgeométricos são os erros conhecidos como rugosidade.
RugosidadeÉ o conjunto de irregularidades, isto é, pequenas saliências e reentrân-cias que caracterizam uma superfície. Essas irregularidades podem seravaliadas com aparelhos eletrônicos, a exemplo do rugosímetro. Arugosidade desempenha um papel importante no comportamento doscomponentes mecânicos. Ela influi na:• qualidade de deslizamento;• resistência ao desgaste;• possibilidade de ajuste do acoplamento forçado;• resistência oferecida pela superfície ao escoamento de fluidos elubrificantes;• qualidade de aderência que a estrutura oferece às camadasprotetoras;• resistência à corrosão e à f adiga;• vedação;• aparência.
A grandeza, a orientação e o grau de irregularidade da rugosidadepodem indicar suas causas que, entre outras, são:− imperfeições nos mecanismos das máquinas-ferramenta;− vibrações no sistema peça-ferramenta;− desgaste das ferramentas;− o próprio método de conformação da peça.
Concei tos bás icos
Para estudar e criar sistemas de avaliação do estado da superfície, énecessário definir previamente diversos termos e conceitos que pos-sam criar uma linguagem apropriada. Com essa finalidade utilizaremosas definições da norma NBR 6405/1988 .
Superf íc ie geomé tr ica
Superfície ideal prescrita no projeto, na qual não existem erros deforma e acabamento. Por exemplo: superfícies plana, cilíndrica etc.,que sejam, por definição, perfeitas. Na realidade, isso não existe;trata-se apenas de uma referência.
Superf íc ie real
Superfície que limita o corpo e o separa do meio que o envolve. É asuperfície que resulta do método empregado na sua produção. Porexemplo: torneamento, retífica, ataque químico etc. Superfície quepodemos ver e tocar.
Superf íc ie efet iva
Superfície avaliada pela técnica de medição, com forma aproximadada superfície real de uma peça. É a superfície apresentada e anali-sada pelo aparelho de medição. É importante esclarecer que existemdiferentes sistemas e condições de medição que apresentam diferen-tes superfícies efetivas.
Perf i l geomét r ico
Interseção da superfície geométrica com um plano perpendicular. Porexemplo: uma superfície plana perfeita, cortada por um plano per-pendicular, originará um perfil geométrico que será uma linha reta.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 78/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
78
Perf i l real
Intersecção da superfície real com um plano perpendicular. Nestecaso, o plano perpendicular (imaginário) cortará a superfície queresultou do método de usinagem e originará uma linha irregular.
Perf i l efet ivo
Imagem aproximada do perfil real, obtido por um meio de avaliaçãoou medição. Por exemplo: o perfil apresentado por um registro gráfi-co, sem qualquer filtragem e com as limitações atuais da eletrônica.
Perf i l de rugosidade
Obtido a partir do perfil efetivo, por um instrumento de avaliação,
após filtragem. É o perfil apresentado por um registro gráfico, depoisde uma filtragem para eliminar a ondulação à qual se sobrepõe ge-ralmente a rugosidade.
Compos ição da super f íc ie
Tomando-se uma pequena porção da superfície, observam-se certoselementos que a compõem.
A figura representa um perfil efetivo de uma superfície, e servirá deexemplo para salientar os elementos que compõem a textura superfi-cial, decompondo o perfil.
A) Rugosidade ou textura primária é o conjunto das irregu-laridades causadas pelo processo de produção, que são as impres-sões deixadas pela ferramenta (fresa, pastilha, rolo laminador etc.).
Lembrete: a rugosidade é também chamada de erro micro-geométrico.
B) Ondulação ou textura secundária é o conjunto das irre-
gularidades causadas por vibrações ou deflexões do sistema deprodução ou do tratamento térmico.
C) Orientação das irregularidades é a direção geral doscomponentes da textura, e são classificados como:− orientação ou perfil periódico - quando os sulcos têm direçõesdefinidas;− orientação ou perfil aperiódico - quando os sulcos não têm dire-ções definidas.
D) Passo das irregularidades é a média das distâncias entreas saliências.
D1: passo das irregularidades da textura primária;D2: passo das irregularidades da textura secundária.O passo pode ser designado pela freqüência das irregulari-
dades.
E) Altura das irregularidades ou amplitude das irregulari-dades.Examinamos somente as irregularidades da textura primá-
ria.
Cri tér ios para aval iar a rugos idade
Compr imento de amost ragem (Cut of f )
Toma-se o perfil efetivo de uma superfície num comprimento lm,comprimento total de avaliação. Chama-se o comprimento le decomprimento de amostragem (NBR 6405/1988).
O comprimento de amostragem nos aparelhos eletrônicos, chamadode cut-off (le), não deve ser confundido com a distância total (l t )percorrida pelo apalpador sobre a superfície.
É recomendado pela norma ISO que os rugosímetros devam medir 5comprimentos de amostragem e devem indicar o valor médio.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 79/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
79
A distância percorrida pelo apalpador deverá ser igual a 5 le mais adistância para atingir a velocidade de medição lv e para a parada doapalpador lm.
Como o perfil apresenta rugosidade e ondulação, o comprimento deamostragem filtra a ondulação.
A rugosidade H2 é maior, pois le 2 incorpora ondulação.
A rugosidade H1 é menor, pois, como o comprimento le 1 é menor, elefiltra a ondulação.
Sis temas de medição da rugos idade super f ic ia l
São usados dois sistemas básicos de medida: o da linha média M e oda envolvente E. O sistema da linha média é o mais utilizado. Algunspaíses adotam ambos os sistemas. No Brasil - pelas Normas ABNTNBR 6405/1988 e NBR 8404/1984 -, é adotado o sistema M.
Sistema M No sistema da linha média, ou sistema M, todas as grandezas damedição da rugosidade são definidas a partir do seguinte conceito delinha média:
Linha média é a linha paralela à direção geral do perfil, no compri- mento da amostragem, de tal modo que a soma das áreas superio- res, compreendidas entre ela e o perfil efetivo, seja igual à soma das áreas inferiores, no comprimento da amostragem (le).
A1 e A2 áreas acima da linha média = A3 área abaixo da linha média.
A1 + A2 = A3
Exercícios
Marque com X a resposta correta.
1. Erros microgeométricos são verificáveis por:a) ( ) rugosímetro;b) ( ) projetor de perfil;c) ( ) micrômetro;d) ( ) relógio comparador.
2. A rugosidade desempenha um papel importante no com-portamento dos componentes mecânicos. Ela não influi:
a) ( ) na aparência;b) ( ) na qualidade de deslizamento;c) ( ) na resistência ao desgaste;d) ( ) nenhuma das respostas anteriores.
3. A superfície obtida por processos de fabricação, denomina-se:
a) ( ) geométrica;b) ( ) real;c) ( ) efetiva;d) ( ) rugosa;
4. Cut off significa:a) ( ) passo das irregularidades;b) ( ) ondulações causada por vibrações do sistema de
produção;
c) ( ) comprimento de amostragem nos aparelhoseletrônicos (rugosímetros);d) ( ) orientação dada as irregularidades.
Parâmetros de Rugosidade
Rugosidade média (Ra)
É a média aritmética dos valores absolutos das ordenadas de afas-tamento (yi), dos pontos do perfil de rugosidade em relação à linhamédia, dentro do percurso de medição (lm). Essa grandeza podecorresponder à altura de um retângulo, cuja área é igual à somaabsoluta das áreas delimitadas pelo perfil de rugosidade e pela linhamédia, tendo por comprimento o percurso de medição (lm).
Esse parâmetro é conhecido como:
Ra (roughness average ) significa rugosidade média;CLA (center line average ) significa centro da linha média, e é adotadopela norma inglesa. A medida é expressa em micropolegadas ( in =microinch).
O parâmetro Ra pode ser usado nos seguintes casos:• Quando for necessário o controle contínuo da rugosidade naslinhas de produção;• Em superfícies em que o acabamento apresenta sulcos de usina-gem bem orientados (torneamento, fresagem etc.);• Em superfícies de pouca responsabilidade, como no caso deacabamentos com fins apenas estéticos.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 80/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
80
Vantagens do parâmet ro Ra
É o parâmetro de medição mais utilizado em todo o mundo. É aplicá-vel à maioria dos processos de fabricação. Devido a sua grandeutilização, quase todos os equipamentos apresentam esse parâmetro(de forma analógica ou digital eletrônica).
Os riscos superficiais inerentes ao processo não alteram muito seuvalor.
Para a maioria das superfícies, o valor da rugosidade nesse parâme-tro está de acordo com a curva de Gauss, que caracteriza a distribui-ção de amplitude.
Desvantagens do parâmetro Ra
O valor de Ra em um comprimento de amostragem indica a média darugosidade. Por isso, se um pico ou vale não típico aparecer nasuperfície, o valor da média não sofrerá grande alteração, ocultandoo defeito.
O valor de Ra não define a forma das irregularidades do perfil. Dessaforma, poderemos ter um valor de Ra para superfícies originadas deprocessos diferentes de usinagem.Nenhuma distinção é feita entre picos e vales.
Para alguns processos de fabricação com freqüência muito alta devales ou picos, como é o caso dos sinterizados, o parâmetro não éadequado, já que a distorção provocada pelo filtro eleva o erro a altosníveis.
Ind icação da rugos idade Ra pelos números dec lasse
A norma NBR 8404/1984 de indicação do Estado de Superfícies emDesenhos Técnicos esclarece que a característica principal (o valor)da rugosidade Ra pode ser indicada pelos números da classe derugosidade correspondente, conforme tabela a seguir.
Classe derugosidade
Rugosidade RA(valor em µm)
N12 50
N11 25N10 12,5
N9 6,3
N8 3,2
N7 1,6
N6 0,8
N5 0,4
N4 0,2
N3 0,1
N2 0,05
N1 0,025
O desvio médio aritmético é expresso em micrometro (µm).
Mediç ão da rugosidade (Ra)
Na medição da rugosidade, são recomendados valores para o com-primento da amostragem, conforme tabela abaixo.
Tabela de comprimento da amostragem (CUT OFF)
Rugosidade RA(µm)
Mínimo comprimento de amos-tragem L
(CUT OFF) (mm)
De 0 até 0,1 0,25
Maior que 0,1 até 2,0 0,80
Maior que 2,0 até 10,0 2,50
Maior que 10,0 8,00
Simbolog ia , equiva lênc ia e processos de us inagem
A tabela que se segue, classifica os acabamentos superficiais - ge-ralmente encontrados na indústria mecânica - em 12 grupos, e asorganiza de acordo com o grau de rugosidade e o processo de usi-nagem que pode ser usado em sua obtenção. Permite, também,visualizar uma relação aproximada entre a simbologia de triângulos,as classes e os valores de Ra ( µm).
Rugosidade máxima (Ry)
Está definido como o maior valor das rugosidades parciais (Zi) quese apresenta no percurso de medição (lm). Por exemplo: na figura a
seguir, o maior valor parcial é o Z3, que está localizado no 3o
cut off,e que corresponde à rugosidade Ry.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 81/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
81
O parâmetro Ry pode ser empregado nos seguintes casos:• Superfícies de vedação;• Assentos de anéis de vedação;• Superfícies dinamicamente carregadas;• Tampões em geral;• Parafusos altamente carregados;• Superfícies de deslizamento em que o perfil efetivo é periódico.
Vantagens do parâmet ro Ry
Informa sobre a máxima deteriorização da superfície vertical da peça.
É de fácil obtenção quando o equipamento de medição fornece ográfico da superfície.
Tem grande aplicação na maioria dos países.
Fornece informações complementares ao parâmetro Ra (que dilui ovalor dos picos e vales).
Desvantagens do parâmetro Ry
Nem todos os equipamentos fornecem o parâmetro. E, para avaliá-lopor meio de um gráfico, é preciso ter certeza de que o perfil registra-do é um perfil de rugosidade. Caso seja o perfil efetivo (sem filtra-
gem), deve ser feita uma filtragem gráfica.Pode dar uma imagem errada da superfície, pois avalia erros quemuitas vezes não representam a superfície como um todo. Por e-xemplo: um risco causado após a usinagem e que não caracteriza oprocesso.
Individualmente, não apresenta informação suficiente a respeito dasuperfície, isto é, não informa o formato da superfície. A figura aseguir ilustra esta idéia: diversas formas de rugosidade podem ter omesmo valor para Ry.
Observação
O parâmetro Ry substitui o parâmetro Rmáx.
Rugosidade total (Rt)
Corresponde à distância vertical entre o pico mais alto e o vale maisprofundo no comprimento de avaliação (lm), independentemente dosvalores de rugosidade parcial (Zi). Na figura abaixo, pode-se obser-var que o pico mais alto está no retângulo Z1, e que o vale maisfundo encontra-se no retângulo Z3. Ambos configuram a profundida-de total da rugosidade Rt.
O parâmetro Rt tem o mesmo emprego do Ry, mas com maior rigi-dez, pois considera o comprimento de amostra igual ao comprimentode avaliação.
Vantagens do parâmetro Rt
É mais rígido na avaliação que o Ry, pois considera todo o compri-mento de avaliação e não apenas o comprimento de amostragem (1valor de cut off ). É mais fácil para obter o gráfico de superfície doque com o parâmetro Ry . Tem todas as vantagens indicadas para oRy.
Desvantagem do parâmetro Rt
Em alguns casos, a rigidez de avaliação leva a resultados engano-sos.
Rugosidade m édia (Rz)
Corresponde à média aritmética dos cinco valores de rugosidadeparcial. Rugosidade parcial (Z i) é a soma dos valores absolutos dasordenadas dos pontos de maior afastamento, acima e abaixo da linhamédia, existentes no comprimento de amostragem (cut off ). Na re-presentação gráfica do perfil, esse valor corresponde à altura entreos pontos máximo e mínimo do perfil, no comprimento de amostra-gem (le). Ver figura a seguir.
O parâmetro Rz pode ser empregado nos seguintes casos:
• Pontos isolados não influenciam na função da peça a ser contro-lada. Por exemplo: superfícies de apoio e de deslizamento, ajustesprensados etc.;• Em superfícies onde o perfil é periódico e conhecido.
Vantagens do parâmetro Rz
Informa a distribuição média da superfície vertical. É de fácil obten-ção em equipamentos que fornecem gráficos. Em perfis periódicos,define muito bem a superfície.
Riscos isolados serão considerados apenas parcialmente, de acordocom o número de pontos isolados.
Desvantagens do parâm etro Rz
Em algumas aplicações, não é aconselhável a consideração parcialdos pontos isolados, pois um ponto isolado acentuado será conside-
rado somente em 20%, mediante a divisão de.1
5. Assim como o
Ry, não possibilita nenhuma informação sobre a forma do perfil, bemcomo da distância entre as ranhuras. Nem todos os equipamentosfornecem esse parâmetro.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 82/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
82
Rugosidade média do terc eiro pico e vale (R3Z)
Consiste na média aritmética dos valores de rugosidade parcial (3Zi),correspondentes a cada um dos cinco módulos (cut off ). Em cadamódulo foram traçadas as distâncias entre o terceiro pico mais alto eo terceiro vale mais fundo, em sentido paralelo à linha média. Nafigura abaixo ilustram-se os cinco módulos com os valores 3Zi (i = de1 a 5).
O parâmetro R3Z
pode ser empregado em:
• Superfícies de peças sinterizadas;• Peças fundidas e porosas em geral.
Vantagens do parâmetro R3Z
Desconsidera picos e vales que não sejam representativos da super-fície. Caracteriza muito bem uma superfície que mantém certaperiodicidade do perfil ranhurado. É de fácil obtenção com equipa-mento que forneça gráfico.
Desvantagens do parâmetro R3Z
Não possibilita informação sobre a forma do perfil nem sobre a dis-
tância entre ranhuras.
Poucos equipamentos fornecem o parâmetro de forma direta.
Teste sua aprendizagem. Faça os exercícios a seguir e confira suasrespostas com as do gabarito.
Exercícios
Marque com X a resposta correta.
1. O parâmetro de avaliação da rugosidade mais usado é:a) ( ) Rz;b) ( ) Ra;c) ( ) Rt;
d) ( ) Ry.2. A classe N4 corresponde a uma rugosidade Ra igual a 0,2mm. Com esses valores recomenda-se um comprimento de amostra-gem (cut off ) igual a:
a) ( ) 8,00 mm;b) ( ) 2,50 mm;c) ( ) 0,25 mm;d) ( ) 0,80 mm.
3. Para medir a rugosidade de uma superfície de peças sinte-rizadas utiliza-se o parâmetro:
a) ( ) Rz;b) ( ) Rt;c) ( ) Ra;d) ( ) R
3Z.
4. A cota representada com X na figura abaixo corresponde a:
a) ( ) Ry;b) ( ) R
3Z;
c) ( ) Ra;d) ( ) Rt.
Representaç ão da Rugosidade
Simbologia : Norm a ABNT - NBR 8404/1984
A Norma ABNT - NBR 8404 fixa os símbolos e indicações comple-
mentares para a identificação do estado de superfície em desenhostécnicos.
Quadro 1: Símbolo sem indicação
Símbolo Significado
Símbolo básico; só pode ser usado quandoseu significado for complementado por umaindicação.
Caracteriza uma superfície usinada, semmais detalhes.
Caracteriza uma superfície na qual a remo-ção de material não é permitida e indica quea superfície deve permanecer no estadoresultante de um processo de fabricaçãoanterior, mesmo se ela tiver sido obtida porusinagem.
Quadro2: Símbolos com indicação da característica principalda rugosidade, RA
Símbolo
A remoção do material é:
facultativa exigida não permitidaSignificado
Superfície com
rugosidade devalor máximoRa= 3,2µm.
Superfície comrugosidade devalor máximoRa = 6,3µm emínimo Ra =1,6µm.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 83/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
83
Quadro 3: Símbolo com indicações complementares
Símbolo Significado
Processo de fabricação: fresar.
Compromisso de amostragemcut off = 2,5mm.
Direção das estrias:perpendicular aoplano; projeção da vista.
Sobremetal para usinagem = 2mm.
Indicação (entre parênteses) de um outroparâmetro de rugosidade diferente de Ra,por exemplo, Rt = 0,4mm.
Esses símbolos podem ser combinados entre si, ou utilizados em combi-nação com os símbolos que tenham a indicação da característica princi-pal da rugosidade Ra.
Quadro 4: Símbolos para indicações simplificadasSímbolo Significado
Uma indicação complementar explica o signi-ficado do símbolo.
Uma indicação complementar explica o signi-ficado dos símbolos.
Ind icações do es t ado de super f íc ie no s ímbolo
Cada uma das indicações do estado de superfície é disposta emrelação ao símbolo.
a = valor da rugosidade Ra, em µm, ou classe de rugosidadeN1 até N12
b = método de fabricação, tratamento ou revestimentoc = comprimento de amostra, em milímetro (cut off )d = direção de estriase = sobremetal para usinagem, em milímetrof = outros parâmetros de rugosidade (entre parênteses)
Ind icação nos desenhos
Os símbolos e inscrições devem estar orientados de maneira quepossam ser lidos tanto com o desenho na posição normal como pelolado direito.
Direção da s es t r ias
Quadro 5: Símbolo para direção das estrias
Símbolo Interpretação Esquema
=Paralela ao plano de
projeção da vista sobreo qual o símbolo é
aplicado
⊥Perpendicular ao plano
de projeção da vistasobre o qual o símbolo
é aplicado.
XCruzadas em duas
direções oblíquas emrelação ao plano de
projeção da vista sobreo qual o símbolo é
aplicado.
M Muitas direções
CAproximadamente
central em relação aoponto médio da superfí-cie ao qual o símbolo é
referido.
RAproximadamente
radial em relação aoponto médio da super-fície ao qual o símbolo
é referido.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 84/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
84
Se for necessário definir uma direção das estrias que não estejaclaramente definida por um desses símbolos, ela deve estar descritano desenho por uma nota adicional.
A direção das estrias é a direção predominante das irregularidadesda superfície, que geralmente resultam do processo de fabricaçãoutilizado.
RugosímetroO rugosímetro é um aparelho eletrônico amplamente empregado naindústria para verificação de superfície de peças e ferramentas (ru-gosidade). Assegura um alto padrão de qualidade nas medições.Destina-se à análise dos problemas relacionados à rugosidade desuperfícies.
Aparelhos e let rônicos
Inicialmente, o rugosímetro destinava-se somente à avaliação darugosidade ou textura primária. Com o tempo, apareceram os crité-rios para avaliação da textura secundária, ou seja, a ondulação, emuitos aparelhos evoluíram para essa nova tecnologia. Mesmo as-sim, por comodidade, conservou-se o nome genérico de rugosímetrotambém para esses aparelhos que, além de rugosidade, medem a
ondulação.Os rugosímetros podem ser classificados em dois grandes grupos:• Aparelhos que fornecem somente a leitura dos parâmetros derugosidade (que pode ser tanto analógica quanto digital).• Aparelhos que, além da leitura, permitem o registro, em papel, doperfil efetivo da superfície.
Os primeiros são mais empregados em linhas de produção, enquantoos segundos têm mais uso nos laboratórios, pois também apresen-tam um gráfico que é importante para uma análise mais profunda datextura superficial.
rugosímetro portátil digital
rugosímetro digital sistema para avaliaçãode textura superficial
com registro gráfico incorporado(analógico)
Os aparelhos para avaliação da textura superficial são compostosdas seguintes partes:
Apalpador - Também chamado de “pick-up”, desliza sobre a superfí-cie que será verificada, levando os sinais da agulha apalpadora, dediamante, até o amplificador.
Unidade de acionamento - Desloca o apalpador sobre a superfície,numa velocidade constante e por uma distância desejável, manten-do-o na mesma direção.
Amplificador - Contém a parte eletrônica principal, dotada de umindicador de leitura que recebe os sinais da agulha, amplia-os, e oscalcula em função do parâmetro escolhido.
Registrador - É um acessório do amplificador (em certos casos fica
incorporado a ele) e fornece a reprodução, em papel, do corte efetivoda superfície.
esquema de funcionamento de um rugosímetro
Processo da determinação da rugosidade
Esse processo consiste, basicamente, em percorrer a rugosidadecom um apalpador de formato normalizado, acompanhado de umaguia (patim) em relação ao qual ele se move verticalmente.
Enquanto o apalpador acompanha a rugosidade, a guia (patim) a-companha as ondulações da superfície. O movimento da agulha étransformado em impulsos elétricos e registrados no mostrador e nográfico.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 85/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
85
Exercícios
Marque com X a resposta correta.
1. De acordo com o símbolo
da NBR 8404:
a) ( ) a remoção de cavaco é exigida, e a superfíciecom rugosidade Ra mede 3,2 µm;b) ( ) a remoção de cavaco é facultativa, e a superfíciecom rugosidade mede Ra = 3,2 µm;c) ( ) a remoção de cavaco não é permitida, e a super-fície com rugosidade mede Ra = 3,2 µm;d) ( ) a rugosidade é caracterizada por uma superfícieusinada, sem mais detalhes.
2. No símbolo da figura abaixo, a letra “e” significa:
a) ( ) método de fabricação;b) ( ) valor da rugosidade em Ra;c) ( ) direção das estrias;d) ( ) sobremetal para usinagem, em milímetro (mm).
3. Quanto ao símbolos para direção das estrias, volte aoQuadro 5 e diga o que significa símbolo “M”:a) ( ) perpendicular ao plano de projeção;b) ( ) paralela ao plano de projeção;c) ( ) muitas direções;d) ( ) cruzadas em duas direções oblíquas.
4. As partes principais de um aparelho para medir rugosidadesão:a) ( ) apalpador, patim, cut off ;b) ( ) apalpador, unidade de acionamento, amplifica-
dor, registrador;c) ( ) amplificador, cut off , agulha;d) ( ) filtro, unidade de acionamento, registrador, cut off .
Sis tem as de To lerânc ias e A jus tes
Num conjunto mecânico, as peças não funcionam isoladamente,trabalham associadas a outras peças, desempenhando funçõesdeterminadas, portanto é indispensável que se articulem corretamen-te conforme prescrito no projeto. Os desvios aceitáveis, para mais oupara menos nas características dimensionais das peças, constituemo que chamamos de tolerância dimensional. As peças produzidasdentro das tolerâncias especificadas podem não ser idênticas entre
si, mas quando montadas em conjunto devem funcionar perfeitamen-te. Do mesmo modo, se for necessário substituir uma peça de qual-quer conjunto mecânico, é necessário que a peça substituta sejasemelhante à peça substituída, isto é, elas devem ser intercambiá-veis. A construção de peças intercambiáveis, atendendo a padrõesde qualidade competitiva no processo produtivo industrial, só é pos-sível se os valores de medidas obedecerem racionalmente às tole-râncias dimensionais e ajustes propostos pelo projeto.
A fabricação de peças intercambiáveis seguem um conjunto de prin-cípios e regras normalizados. No Brasil, a norma que estabelece oprocedimento adequado para uma escolha racional de tolerâncias eajustes nas características dimensionais das peças é a NBR 6158:1995, baseada na ISO 286-1 e ISO 286-2:1988 .
Para a compreensão da norma técnica é necessário definir algunstermos adotados.
Eixo - é o termo convencional utilizado para descrever uma caracte-rística externa de uma peça, incluindo também elementos não cilín-dricos.Eixo-base - é o eixo cujo o afastamento superior é zero.
Furo - é o termo convencional utilizado para descrever umacaracterística interna de uma peça, incluindo também elementos nãocilíndricos
Furo-base - é o furo cujo o afastamento inferior é igual azero.
Elemento - parte em observação de uma peça que pode serum ponto, uma reta ou uma superfície.
Dimensão - é um número que expressa em uma unidadeparticular o valor numérico de uma dimensão linear.
Dimensão nominal - é a dimensão a partir da qual são deri-vadas as dimensões limite pela aplicação dos afastamentos superiore inferior.
Dimensão efetiva - é a dimensão de um elemento, obtidopela medição.
Dimensão limite - são as duas dimensões extremas per-missíveis para um elemento, entre as quais a dimensão efetiva deveestar.
Dimensão máxima - é a maior dimensão admissível de umelemento.
Dimensão mínima - é a menor dimensão admissível de umelemento.
Linha zero - é a linha reta que representa a dimensão nominal eserve de origem aos afastamentos em uma representação gráfica detolerâncias e ajustes.
De acordo com a convenção adotada, a linha zero é dese-nhada horizontalmente, com afastamentos positivos mostrados acimae afastamentos negativos abaixo.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 86/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
86
Afastamentos fundamentais - é a diferença algébrica entrequalquer um dos tipos de dimensão (dimensão efetiva, dimensãolimite, etc.) e a correspondente dimensão nominal. Os afastamentossão designados por letras maiúsculas para furos (A...ZC) e por letrasminúsculas para eixos (a... zc).
Afastamento superior (ES, es) - é a diferença algébrica entrea dimensão máxima e a correspondente dimensão nominal. No casode afastamentos em furos, usam - se as letras maiúsculas ES; quan-do se trata de eixos, usam-se as minúsculas es.
Afastamento inferior (EI, ei) - é a diferença algébrica entre adimensão mínima e a correspondente dimensão nominal. As letra EIdesignam afastamentos em furos e as letras ei são usadas em eixos.
A figura a seguir mostra a representação esquemática das posiçõesdos afastamentos fundamentais em relação à linha zero.
Por convenção, o campo de tolerância dos eixos será representadopor hachuras à esquerda (eixo) e à direita (furo). Na representaçãodos furos, as hachuras serão desenhadas à direita com maior espa-çamento do que na representação dos eixos. Conforme mostra afigura a seguir.
Tolerância - é a diferença entre a dimensão máxima e adimensão mínima, ou seja, diferença entre o afastamento superior eo afastamento inferior em valor absoluto, sem sinal.
Tolerancia-padrão (IT)- Qualquer tolerância pertencente aeste sistema. As letras IT significam International Tolerance
Graus de tolerância-padrão (IT) - grupo de tolerância corres-
pondente ao mesmo nível de exatidão para todas as dimensõesnominais. Os graus de tolerância-padrão são designados pelasletras IT e por um número: IT7. Quando o grau de tolerância é asso-ciado a um afastamento fundamental para formar uma classe detolerância, as letras IT são omitidas, como por exemplo h7. O sistemaprevê um total de 20 graus de tolerância-padrão, dos quais os grausIT1 a IT18 são de uso geral. Os graus de tolerância IT0 e IT01 nãosão de uso geral e são dados para fins de informação.
Os valores numéricos de alguns graus de tolerância-padrãosão apresentados na tabela a seguir.
Extrato da tabela de valores numéricos de graus de tole- rância-padrão IT
Desvios em micrometros (µm)
Graus de tolerância-padrãoDimensão nominalmm IT6 IT7 IT8 IT9 IT10 IT11
AcimaAté e
inclusiveTolerância
µm
- 3 6 10 14 25 40 60
3 6 8 12 18 30 48 75
6 10 9 15 22 36 58 90
10 18 11 18 27 43 70 110
18 30 13 21 33 52 84 130
30 50 16 25 39 62 100 160
50 80 19 30 46 74 120 190
80 120 22 35 54 87 140 220
120 180 25 40 63 100 160 250
Campos de tolerância - é uma representação gráfica detolerâncias que consiste em esquematizar as dimensões máximae mínima por meio da largura de um retângulo, definindo a magnitudeda tolerância e sua posição relativa em relação à linha zero.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 87/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
87
Classe de tolerância- é a combinação de letras representan-do o afastamento fundamental, seguido por um número represen-tando o grau de tolerância padrão, por exemplo: H7(furos)h7(eixos).
Folga - é a diferença positiva entre as dimensões do furo edo eixo, isto é, o diâmetro efetivo do eixo é menor que o diâmetroefetivo do furo.
Folga mínima - é a diferença positiva entre a dimensãomínima do furo e a dimensão máxima do eixo.
Folga máxima - é a diferença positiva entre a dimensãomáxima do furo e a dimensão mínima do eixo.
Interferência - é a diferença negativa entre as dimensões dofuro e do eixo, isto é, o diâmetro efetivo do eixo é maior que o diâ-metro efetivo do furo.
Interferência mínima - é a diferença negativa entre a dimen-são máxima do furo e a dimensão mínima do eixo.
Interferência máxima - é a diferença negativa entre a dimen-são mínima do furo e a dimensão máxima do eixo.
Ajuste - é a relação resultante, antes da montagem, entre as dimen-sões dos dois elementos a serem montados, essa relação têm emcomum a dimensão nominal.
Ajuste com folga - é o ajuste no qual sempre ocorre umafolga entre o furo e o eixo quando montados, isto é, a dimensãomínima do furo é sempre maior ou, em caso extremo, igual à dimen-são máxima do eixo.
Ajuste com interferência - é o ajuste no qual ocorre umainterferência entre o furo e o eixo quando montados, isto é, a dimen-são máxima do furo é sempre menor ou, em caso extremo, igual àdimensão mínima do eixo.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 88/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
88
Ajuste incerto – é o ajuste no qual pode ocorrer uma folga ouuma interferência entre o furo e o eixo quando montados, depen-dendo das dimensões efetivas do furo e do eixo, isto é, os campos detolerância do furo e do eixo se sobrepõem parcialmente ou totalmen-te.
Sistemas de ajustes - é um sistema que compreende eixose furos associados a um sistema de tolerâncias.
Sistema de ajustes eixo-base - é um sistema de ajustes noqual as folgas ou interferências exigidas são obtidas pela associação
de furos de várias classes de tolerâncias com eixos de uma únicaclasse de tolerância. Neste sistema, a dimensão do eixo é idêntica àdimensão nominal, isto é, o afastamento superior é igual a zero,portanto pertencente a classe de tolerância h. Os ajustes com folga,incerto ou com interferência, são obtidos selecionando-se a posiçãodas classes de tolerância para superfícies internas (furos). A parida-de com as classes de tolerância resultam no seguinte:• Ajustes com folga – posição de A até H.• Ajustes incerto posição de J até N.• Ajustes com interferência – posição de P até Z.
Notas:a) As linhas contínuas horizontais representam os afastamentosfundamentais para furos ou eixos.b) As linhas tracejadas representam os outros afastamentos e mos-tram as possibilidades de diferentes combinações entre furos e eixos,relacionados ao seu grau de tolerância (por exemplo: G7/ h4, H6/ h4,M5/ h4).
Sistema de ajuste furo-base - é um sistema de ajuste no qualas folgas ou interferências exigidas são obtidas pela associação devárias classes de tolerância, com furos de uma única classe de tole-rância. Neste sistema a dimensão mínima do furo é idêntica à di-mensão nominal, isto é, o afastamento inferior é igual a zero, portan-to pertencente à classe de tolerância H.
Os ajustes com folga, incerto ou com interferência, são obtidos sele-cionando-se a posição das classes de tolerância para superfíciesexternas (eixos). A paridade com as classes de tolerância resultamno seguinte:• Ajustes com folga – posição de a até h.• Ajustes incerto posição de j até n.• Ajustes com interferência – posição de p até z.
Notas: a) As linhas contínuas horizontais representam os afastamentos
fundamentais para furos ou eixos.b) As linhas tracejadas representam os outros afastamentos e mos-tram as possibilidades de diferentes combinações entre furos e eixos,relacionados ao seu grau de tolerância ( por exemplo: G7/ h4, H6/h4, M5/ h4).
Designação de tolerâncias e ajustes
Designação para uma dimensão com tolerância – Uma di-mensão com tolerância deve ser designada pela dimensão nominalseguida pela designação da classe de tolerância exigida ou os afas-tamentos em valores numéricos.
Exemplos: 32H7; 80js15; 100g6 ou 100 0,0120,034
−−
Designação para ajuste – O ajuste entre elementos monta-dos deve ser designado pela dimensão nominal comum, seguida pelosímbolo da classe de tolerância para furo, e o símbolo da classe detolerância para eixo.
Exemplos: 52 H7/g6 ; 52 H7-g6 ou 526g7H

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 89/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
89
Limite de máximo material Designação aplicada a uma dasduas dimensões limites que corresponda à dimensão de máximomaterial, como, por exemplo: a dimensão máxima (superior) para umelemento externo (eixo) e a dimensão mínima (inferior) para umelemento interno(furo) .
Nota: Limite de máximo material anteriormente conhecido como
”limite passa”.
Limite de mínimo material Designação aplicada a uma das
duas dimensões limites que corresponda à dimensão de mínimomaterial, como, por exemplo: a dimensão mínima (inferior) para umelemento externo (eixo) e a dimensão máxima (superior) para umelemento interno (furo) .
Nota: Limite de mínimo material anteriormente conhecido como
”limite não passa”.
Grupos de dimensões nominais – Para favorecer as consul-tas de forma conveniente, as tolerâncias - padrão e os afastamentosnão são calculados individualmente para cada dimensão nominal,mas para grupos de dimensões como dados na tabela abaixo.
Grupo de dimensões nominais (mm)
Acima - 3 6 10 18 30 50 50 80 120 180 250 315 400
Até einclusive
3 6 10 18 30 50 80 80 120 180 250 315 400 500
Graus de tolerância-padrão – O sistema ISO de tolerâncias e ajus-tes prevê 20 graus de tolerância-padrão, designados IT01, IT0, IT1 aIT18 na faixa de dimensões de 0 a 500mm (inclusive) e 18 graus detolerância-padrão na faixa de dimensões acima de 500mm até3150mm (inclusive), designados IT1 a IT18. O sistema ISO é deriva-do da ISA Bulletin 25, a qual cobre somente dimensões nominaisaté 500mm, baseado em experiências práticadas na indústria. Osvalores de tolerância-padrão para dimensões nominais a partir de500mm até 3150mm (inclusive) foram desenvolvidos para propósitosexperimentais e uma vez aceitos pela indústria, foram incorporadospelo sistema ISO, mas não será tratado neste trabalho.
Tabelas
Os afastamentos superiores e inferiores são determinados por meiode fórmulas matemáticas que contemplam os graus de tolerânciapadrão (IT), os afastamentos fundamentais(A.....ZC ou de a.....zc) eas dimensões nominais utilizados para a escolha do ajuste.
Para facilitar as consultas ao sistema ISO de tolerâncias e ajustes,foram criadas tabelas, com os resultados obtidos por cálculo mate-mático, estabelecendo em micrometro (µm) o afastamento superiore o afastamento inferior para a dimensão nominal escolhida.
Neste trabalho, por uma questão de aplicação, foram selecionadassomente as tabelas nas quais os afastamentos fundamentais estãopróximos da linha zero, e a dimensão nominal chega até 500mm . Na
eventualidade do operador ou projetista necessitar de um afastamen-to fundamental ou dimensão nominal não apresentado na tabela,consulte a norma NBR6158:1995 que fixa todos afastamentos, per-mitindo uma escolha racional de tolerâncias e ajustes para a realiza-ção do trabalho.
Ver as tabelas em Anexos no final desta edição.
Exemplos
a) Determinar os parâmetros dimensionais para um eixo ∅ 42g9
Afastamento superior (es)= -9 µm (dados da tabela)Afastamento inferior (ei) = -71 µm (dados da tabela)Dimensão nominal = 42mmDimensões limites:Máxima = 42 - 0,009 = 41,991mmMínima = 42 - 0,071 = 41,929mmTolerância = 41,991 - 41,929 = 0,062mm
b) Determinar os parâmetros dimensionais para um furo de ∅ 120K7.
Afastamento superior (ES)= +10 µm (dados da tabela)Afastamento inferior (EI) = -25 µm (dados da tabela)Dimensão nominal = 120mmDimensões limites:Máxima = 120 + 0,010 = 120,010mm
Mínima = 120 – 0,025 = 119,975mmTolerância = 120,010 – 119,975 = 0,035mm
c) Determinar os parâmetros dimensionais do eixo e do furo nas dimensões 75G7/f6 e classificar o ajuste proposto por meio de repre-
sentação gráfica.
Afastamento superior do furo (ES)= +47 µm (dados da tabela)Afastamento inferior do furo (EI) = +12 µm (dados da tabela)Afastamento superior do eixo (es)= -30 µm (dados da tabela)Afastamento inferior do eixo (ei) = -49 µm (dados da tabela)Dimensão nominal = 75mmDimensões limites:Máxima do furo = 75 + 0,049 = 75,049mmMínima do furo = 75 + 0,012 = 75,012mmTolerância do furo = 75,049 – 75,012 = 0,037mmMáxima do eixo = 75 – 0,030 = 74,970mmMínima do eixo = 75 – 0,049 = 74,951mmTolerância do eixo = 74,970 - 74,951 = 0,019mm
Neste caso a dimensão mínima do furo é maior que a dimen-são máxima do eixo, portanto o ajuste é com folga, então:
Folga máxima = 75,049 – 74,951 = +0,098mmFolga mínima = 75,012 – 74,970 = +0,042mm

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 90/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
90
d) Determinar os parâmetros dimensionais do eixo e do furo nas dimensões 55N7/m4 e classificar o ajuste proposto por meio de representação gráfica.
Afastamento superior do furo (ES)= -9 µm (dados da tabela)Afastamento inferior do furo (EI) = -39 µm (dados da tabela)Afastamento superior do eixo (es)= +19 µm (dados da tabela)Afastamento inferior do eixo (ei) = +11 µm (dados da tabela)Dimensão nominal = 55mmDimensões limites:Máxima do furo = 55 – 0,009 = 54,991mmMínima do furo = 55 – 0,039 = 54,961mmTolerância do furo = 54,991 – 54,961 = 0,03mmMáxima do eixo = 55 + 0,019 = 55,019mmMínima do eixo = 55 + 0,011 = 55,011mmTolerância do eixo = 55,019 – 55,011 = 0,008mm
Neste caso a dimensão máxima do furo é menor que a di-mensão mínima do eixo, portanto o ajuste é com interferência, então:
Interferência máxima = 54,961 - 55,019 = - 0,058mmInterferência mínima = 54,991 – 55,011 = - 0,020mm
e) Determinar os parâmetros dimensionais do eixo e do furo nas dimensões 20G6/k7 e classificar o ajuste proposto por meio de re- presentação gráfica.
Afastamento superior do furo (ES)= +20 µm (dados da tabela)Afastamento inferior do furo (EI) = +7 µm (dados da tabela)Afastamento superior do eixo (es)= +23µm (dados da tabela)Afastamento inferior do eixo (ei) = +2 µm (dados da tabela)
Dimensão nominal = 20mmDimensões limites:Máxima do furo = 20 + 0,020 = 20,020mmMínima do furo = 20 + 0,007 = 20,007mmTolerância do furo = 20,020 – 20,007 = 0,013mmMáxima do eixo = 20 + 0,023 = 20,023mmMínima do eixo = 20 + 0,002 = 20,002mmTolerância do eixo = 20,023 -20,002 = 0,021mm
Analisando os parâmetros, conclui-se que se trata de umajuste incerto, pois dependendo das dimensões efetivas do eixo e dofuro, tanto pode resultar folga como interferência .
Folga máxima = 20,020 - 20,002 = 0,018mmInterferência máxima = 20,007 – 20,023 = - 0,016mm
São inúmeras as possibilidades de combinação de tolerân-cias de eixos e furos, com a mesma dimensão nominal, porém éimportante conhecer os sistemas de ajustes propostos pelo SistemaABNT/ISO: sistema eixo-base e sistema furo-base.
No sistema eixo-base, o afastamento superior do eixo é iguala zero e os furos associados, dependendo da proposta do projeto,pertencem a várias classes de tolerância.
Exemplos:
a) Determinar os parâmetros dimensionais do sistema de ajustes eixo-base, nas dimensões 65G7/h4 e classificar o ajuste proposto por meio de representação gráfica.
Afastamento superior do furo (ES)= 40 µm (dados da tabela)Afastamento inferior do furo (EI) =+ 10 µm (dados da tabela)Afastamento superior do eixo (es)= 0 µm (dados da tabela)Afastamento inferior do eixo (ei) = - 8 µm (dados da tabela)Dimensão nominal = 65mmDimensões limites:Máxima do furo = 65 0,040 = 65,040mmMínima do furo = 65 0,010= 65,010mmTolerância do furo = 65,040 - 65,010 = 0,030mmMáxima do eixo = 65 - 0= 65,000mmMínima do eixo = 65 - 0,008 = 64,992mmTolerância do eixo = 65 - 64,992 = 0,008mm
Neste caso, a dimensão mínima do furo é maior que a di-mensão máxima do eixo, portanto o ajuste eixo-base é com folga,então:
Folga máxima = 65,040 - 64,992 = +0,048mmFolga mínima = 65,010 – 65,000 =+0,010mm
b) Determinar os parâmetros dimensionais do sistema de ajustes eixo-base, nas dimensões 65M5/h4 e classificar o ajuste proposto por meio de representação gráfica.
Afastamento superior do furo (ES)= -6 µm (dados da tabela)Afastamento inferior do furo (EI) = -19 µm (dados da tabela)
Afastamento superior do eixo (es)= 0 µm (dados da tabela)Afastamento inferior do eixo (ei) = - 8 µm (dados da tabela)Dimensão nominal = 65mmDimensões limites:Máxima do furo = 65 - 0,006 = 64,994mmMínima do furo = 65 - 0,019 = 64,981mmTolerância do furo = 64,994 - 64,981 = 0,013mmMáxima do eixo = 65 - 0 = 65,000mmMínima do eixo = 65 - 0,008 = 64,992mmTolerância do eixo = 65 - 64,992 = 0,008mm
Neste caso a dimensão máxima do furo é menor que a di-mensão mínima do eixo, portanto o ajuste eixo-base é com interfe-rência, então:
Interferência máxima = 64,981 - 65,000 = - 0,019mmInterferência mínima = 64,981 - 64,992 = - 0,011mm

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 91/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
91
No sistema furo-base, o afastamento inferior do furo é igual azero e os eixos associados, dependendo da proposta do projeto,pertencem a várias classes de tolerância. O sistema de furo-base é oque tem maior aceitação nos projetos, sendo que fixada a classe detolerância do furo, fica mais prático obter o ajuste recomendadovariando apenas a classe de tolerância dos eixos.
Exemplo:
a) Determinar os parâmetros dimensionais do sistema de ajustes furo-base, nas dimensões 35H6/h6 e classificar o ajuste proposto por meio de representação gráfica
Afastamento superior do furo (ES)= +16 µm (dados da tabela)Afastamento inferior do furo (EI) = 0 µm (dados da tabela)Afastamento superior do eixo (es)= 0 µm (dados da tabela)Afastamento inferior do eixo (ei) = - 16 µm (dados da tabela)Dimensão nominal = 35mmDimensões limites:Máxima do furo = 35 + 0,016 = 35,016mmMínima do furo = 35 – 0 = 35,000mmTolerância do furo = 35,016 – 35 = 0,016mmMáxima do eixo = 350 = 35,000mmMínima do eixo = 35 - 0,016 = 34,984mmTolerância do eixo = 35,000 - 34,984 = 0,016mm
Neste caso, a dimensão mínima do furo é igual a dimensãomáxima do eixo, portanto o ajuste furo-base é com folga, segundo asdefinições das normas ISO 286-1/88 e NBR 6158/95
b) Determinar os parâmetros dimensionais do sistema de ajustes furo-base,nas dimensões 35H6/p4 e classificar o ajuste proposto por meio de repre- sentação gráfica.
Afastamento superior do furo (ES)= +16 µm (dados da tabela)Afastamento inferior do furo (EI) = 0 µm (dados da tabela)Afastamento superior do eixo (es)= +33 µm (dados da tabela)Afastamento inferior do eixo (ei) = +26 µm (dados da tabela)Dimensão nominal = 35mmDimensões limites:Máxima do furo = 35 + 0,016 = 35,016mmMínima do furo = 35 – 0 = 35,000mmTolerância do furo = 35,016 – 35 = 0,016mmMáxima do eixo = 35 0,033 = 35,033mmMínima do eixo = 35 0,026 = 35,026mmTolerância do eixo = 35,033 – 35,026 = 0,007mm
Neste caso, a dimensão máxima do furo é menor que adimensão mínima do eixo, portanto o ajuste furo-base é com interfe-rência, segundo as definições das normas ISO 286-1/88 e NBR6158/95:
To le rânc ia Geomét r i c a de Forma
Apesar do alto nível de desenvolvimento tecnológico, ainda é impos-sível obter superfícies perfeitamente exatas. Por isso, sempre semantém um limite de tolerância nas medições. Mesmo assim, écomum aparecerem peças com superfícies fora dos limites de tole-rância, devido a várias falhas no processo de usinagem, nos instru-mentos ou nos procedimentos de medição. Nesse caso, a peçaapresenta erros de forma.
Concei t o de erro de forma
Um erro de forma corresponde à diferença entre a superfície real dapeça e a forma geométrica teórica.
A forma de um elemento será correta quando cada um dos seuspontos for igual ou inferior ao valor da tolerância dada.
* Elemento pode ser um ponto, uma reta ou um plano.
A diferença de forma deve ser medida perpendicularmente à formageométrica teórica, tomando-se cuidado para que a peça estejaapoiada corretamente no dispositivo de inspeção, para não se obterum falso valor.
Causas
Os erros de forma são ocasionados por vibrações, imperfeições nageometria da máquina, defeito nos mancais e nas árvores etc.Tais erros podem ser detectados e medidos com instrumentos con-vencionais e de verificação, tais como réguas, micrômetros, compa-radores ou aparelhos específicos para quantificar esses desvios.
Concei tos bás icos
Definições, conforme NBR 6405/1988.• Superfície real: superfície que separa o corpo do ambiente.
• Superfície geométrica: superfície ideal prescrita nos desenhos eisenta de erros. Exemplos: superfícies plana, cilíndrica, esférica.
• Superfície efetiva: superfície levantada pelo instrumento demedição. É a superfície real, deformada pelo instrumento.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 92/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
92
Com instrumentos, não é possível o exame de toda uma superfíciede uma só vez. Por isso, examina-se um corte dessa superfície decada vez. Assim, definimos:
• Perfil real: corte da superfície real.
• Perfil geométrico: corte da superfície geométrica.
• Perfil efetivo: corte da superfície efetiva.
As diferenças entre o perfil efetivo e o perfil geométrico são os errosapresentados pela superfície em exame e são genericamente classi-ficados em dois grupos:• Erros macrogeométricos: detectáveis por instrumentos conven-cionais. Exemplos: ondulações acentuadas, conicidade, ovalizaçãoetc.
• Erros microgeométricos: detectáveis somente por rugosímetros,perfiloscópios etc. São também definidos como rugosidade.
Notações e simbologia dos erros macrogeométricos
Tolerânc ia de forma (para e lemento iso lado)
Ret i l ine idade
Símbolo:
É a condição pela qual cada linha deve estar limitada dentro do valorde tolerância especificada.
Se o valor da tolerância (t) for precedido pelo símbolo ∅, o campo detolerância será limitado por um cilindro “t”, conforme figura.
Especificação do desenho Interpretação
O eixo do cilindro de 20mmde diâmetro deverá estarcompreendido em umazona cilíndrica de 0,3mm dediâmetro.
Se a tolerância de retilinei-dade é aplicada nas duasdireções de um mesmoplano, o campo de tolerân-cia daquela superfície é de0,5mm na direção da figurada esquerda, e de 0,1mmna direção da figura anteri-or.
Uma parte qualquer dageratriz do cilindro comcomprimento igual a
100mm deve ficar entreduas retas paralelas, distan-tes 0,1mm.
Ret i l ine idade - método de m edição
Planeza
Símbolo:
É a condição pela qual toda superfície deve estar limitada pela zonade tolerância “t”, compreendida entre dois planos paralelos, distantes
de “t”.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 93/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
93
Tolerância dimensional e planeza - Quando, no desenho do produto,não se especifica a tolerância de planeza, admite-se que ela possa variar,desde que não ultrapasse a tolerância dimensional.
Especificação do desenho
Interpretação
Especificação do desenho
Interpretação
Observa-se, pela última figura, que a tolerância de planeza é inde-pendente da tolerância dimensional especificada pelos limites demedida.
Conclui-se que a zona de tolerância de forma (planeza) poderá variarde qualquer maneira, dentro dos limites dimensionais. Mesmo assim,satisfará às especificações da tolerância.
A tolerância de planeza tem uma importante aplicação na construçãode máquinas-ferramenta, principalmente guias de assento de carros,cabeçote etc.
Geralmente, os erros de planicidade ocorrem devido aos fatores:• Variação de dureza da peça ao longo do plano de usinagem.• Desgaste prematuro do fio de corte.• Deficiência de fixação da peça, provocando movimentos indese- jáveis durante a usinagem.• Má escolha dos pontos de locação e fixação da peça, ocasionan-do deformação.• Folga nas guias da máquina.• Tensões internas decorrentes da usinagem, deformando a super-fície.
As tolerâncias admissíveis de planeza mais aceitas são:• Torneamento: 0,01 a 0,03mm• Fresamento: 0,02 a 0,05mm• Retífica: 0,005 a 0,01mm
Circular idade
Símbolo:
É a condição pela qual qualquer círculo deve estar dentro de umafaixa definida por dois círculos concêntricos, distantes no valor datolerância especificada.
Especificação do desenho Interpretação
O campo de tolerância emqualquer seção transversalé limitado por dois círculosconcêntricos e distantes0,5mm.
O contorno de cada seçãotransversal deve estar com-preendido numa coroacircular de 0,1mm de largu-ra.
Normalmente, não será necessário especificar tolerâncias de circula-ridade pois, se os erros de forma estiverem dentro das tolerânciasdimensionais, eles serão suficientemente pequenos para se obter amontagem e o funcionamento adequados da peça.
Entretanto, há casos em que os erros permissíveis, devido a razões
funcionais, são tão pequenos que a tolerância apenas dimensionalnão atenderia à garantia funcional.
Se isso ocorrer, será necessário especificar tolerâncias de circulari-dade. É o caso típico de cilindros dos motores de combustão interna,nos quais a tolerância dimensional pode ser aberta (H11), porém a
tolerância de circularidade tem de ser estreita, para evitar vazamen-tos.
Circularidade: métodos de medição - O erro de circularidade éverificado na produção com um dispositivo de medição entre centros.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 94/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
94
Se a peça não puder ser medida entre centros, essa tolerância serádifícil de ser verificada, devido à infinita variedade de erros de formaque podem ocorrer em virtude da dificuldade de se estabelecer umasuperfície padrão, com a qual a superfície pudesse ser comparada.Em geral, adota-se um prisma em “V” e um relógio comparador, ouum relógio comparador que possa fazer medidas em três pontos.
Sistemas de verificação de circularidade em peças sem centros
A medição mais adequada de circularidade é feita por aparelhosespeciais de medida de circularidade utilizados em metrologia, cujoesquema é mostrado abaixo.
Medida de tolerância de circularidade
A linha de centro de giro é perpendicular à face da peça, e passapelo centro determinado por dois diâmetros perpendiculares da peça(considerada no seu plano da face).
Na usinagem em produção, podemos adotar os valores de circulari-dade:• Torneamento: até 0,01mm• Mandrilamento: 0,01 a 0,015mm• Retificação: 0,005 a 0,015mm
Cil indr ic idade
Símbolo:
É a condição pela qual a zona de tolerância especificada é a distân-cia radial entre dois cilindros coaxiais.
Especificação do desenho Interpretação
A superfície consideradadeve estar compreendidaentre dois cilindros coaxiais,
cujos raios diferem 0,2mm.
A circularidade é um caso particular de cilindricidade, quando seconsidera uma seção do cilindro perpendicular à sua geratriz.
A tolerância de cilindricidade engloba:• Tolerâncias admissíveis na seção longitudinal do cilindro, quecompreende conicidade, concavidade e convexidade.• Tolerância admissível na seção transversal do cilindro, que cor-responde à circularidade.
Cilindricidade: método de medição - Para se medir a tolerância decilindricidade, utiliza-se o dispositivo abaixo.
A peça é medida nos diversos planos de medida, e em todo o com-primento. A diferença entre as indicações máxima e mínima não deveultrapassar, em nenhum ponto do cilindro, a tolerância especificada.
Forma de uma l inha qualquer
Símbolo:
O campo de tolerância é limitado por duas linhas envolvendo círculos cujosdiâmetros sejam iguais à tolerância especificada e cujos centros estejamsituados sobre o perfil geométrico correto da linha.
Especificação do desenho Interpretação
Em cada seção paralela ao planode projeção, o perfil deve estarcompreendido entre duas linhasenvolvendo círculos de 0,4 mm dediâmetro, centrados sobre o perfilgeométrico correto.
Forma de uma superf íc ie qualquer
Símbolo:
O campo de tolerância é limitado por duas superfícies envolvendoesferas de diâmetro igual à tolerância especificada e cujos centrosestão situados sobre uma superfície que tem a forma geométricacorreta.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 95/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
95
Especificação do desenho Interpretação
A superfície considerada deveestar compreendida entre duassuperfícies envolvendo esferas de0,2 mm de diâmetro, centradassobre o perfil geométrico correto.
Exercícios
Marque com X a resposta correta.
1. Um erro de forma corresponde à diferença entre a superfíciereal da peça e a forma:a) ( ) planejada;b) ( ) geométrica teórica;c) ( ) calculada;d) ( ) projetada.
2. Quando cada um dos pontos de uma peça for igual ou inferiorao valor da tolerância, diz-se que a forma da peça está:a) ( ) incorreta;b) ( ) aceitável;c) ( ) inaceitável;d) ( ) correta.
3. Por meio da régua, micrômetro, comparador, os erros de formapodem ser:a) ( ) detectados e corrigidos;
b) ( ) detectados e eliminados;c) ( ) detectados e medidos;d) ( ) detectados e reduzidos.
4. Aos perfis real, geométrico e efetivo correspondem, respecti-vamente, os cortes:a) ( ) ideal, efetivo, cônico;b) ( ) efetivo, geométrico, ideal;c) ( ) real, geométrico, efetivo;d) ( ) geométrico, definitivo, ideal.
5. Erros como ondulações acentuadas, conicidade, ovalizaçãodenominam-se erros:a) ( ) microgeométricos;b) ( ) de rugosidade;c) ( ) macrogeométricos;
d) ( ) de circularidade.
6. Erros microgeométricos podem ser definidos como:a) ( ) ondulação;b) ( ) circularidade;c) ( ) rugosidade;d) ( ) planeza.
7. A planeza é representada pelo símbolo:a) ( )
b) ( )
c) ( )
d) ( )
8. O desgaste prematuro do fio de corte pode causar erro de:a) ( ) planicidade;b) ( ) retilineidade;c) ( ) circularidade;d) ( ) forma.
Tolerância de Geométr ica de Orientação
Tolerânc ia de pos ição
A tolerância de posição estuda a relação entre dois ou mais elemen-tos. Essa tolerância estabelece o valor permissível de variação de umelemento da peça em relação à sua posição teórica, estabelecida nodesenho do produto.
No estudo das diferenças de posição será suposto que as diferençasde forma dos elementos associados são desprezíveis em relação àsuas diferenças de posição. Se isso não acontecer, será necessáriauma separação entre o tipo de medição, para que se faça a detecçãode um ou outro desvio. As diferenças de posição, de acordo com anorma ISO R-1101, são classificadas em orientação para dois ele-mentos associados e posição dos elementos associados.
As tolerâncias de posição por orientação estão resumidas na tabelaabaixo:
Orientação para do is e lementos assoc iados
Parale l ismo
Símbolo:
Paralelismo é a condição de uma linha ou superfície ser equidistanteem todos os seus pontos de um eixo ou plano de referência.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 96/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
96
Especificação do desenho Interpretação
O eixo superior deveestar compreendido emuma zona cilíndrica de0,03mm de diâmetro,paralelo ao eixo inferior
“A”, se o valor da tole-rância for precedidopelo símbolo ∅.
A superfície superiordeve estar compreen-dida entre dois planosdistantes 0,1mm eparalelos ao eixo dofuro de referência “B”.
O eixo do furo deveestar compreendidoentre dois planos dis-tantes 0,2mm e parale-los ao plano de refe-rência “C”.
O paralelismo é sempre relacionado a um comprimento de referência. Nafigura abaixo, está esquematizada a forma correta para se medir o parale-lismo das faces. Supõe-se, para rigor da medição, que a superfície tomadacomo referência seja suficientemente plana.
Perpendicular idade
Símbolo:
É a condição pela qual o elemento deve estar dentro do desvio angu-lar, tomado como referência o ângulo reto entre uma superfície, ouuma reta, e tendo como elemento de referência uma superfície ouuma reta, respectivamente. Assim, podem-se considerar os seguintescasos de perpendicularidade:
Tolerância de perpendicularidade entre duas retas - O campo detolerância é limitado por dois planos paralelos, distantes no valorespecificado “t”, e perpendiculares à reta de referência.
Especificação do desenho Interpretação
O eixo do cilindro deveestar compreendido emum campo cilíndrico de0,1mm de diâmetro, per-pendicular à superfície dereferência “A”.
O eixo do cilindro deveestar compreendido entreduas retas paralelas,distantes 0,2mm e per-pendiculares à superfíciede referência “B”. A dire-ção do plano das retasparalelas é a indicadaabaixo.
Tolerância de perpendicularidade entre um plano e uma reta - O campode tolerância é limitado por dois planos paralelos, distantes no valorespecificado e perpendiculares à reta de referência.
Tolerância de perpendicularidade entre uma superfície e uma reta.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 97/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
97
Especificação do desenho
InterpretaçãoA face à direita da peça deve estar compreendida entre dois planosparalelos distantes 0,08 mm e perpendiculares ao eixo “D”.
Tolerância de perpendicularidade entre dois planos - A tolerânciade perpendicularidade entre uma superfície e um plano tomado comoreferência é determinada por dois planos paralelos, distanciados datolerância especificada e respectivamente perpendiculares ao planoreferencial.
Especificação do desenho
InterpretaçãoA face à direita da peça deve estar compreendida entre dois planosparalelos e distantes 0,1mm, perpendiculares à superfície de referên-cia “E”.
Inc l inação
Símbolo:
Existem dois métodos para especificar tolerância angular:
1. Pela variação angular, especificando o ângulo máximo e oângulo mínimo.
A indicação 75º ± 1º significa que entre as duas superfícies, emnenhuma medição angular, deve-se achar um ângulo menor que 74ºou maior que 76º.
2. Pela indicação de tolerância de orientação, especificando oelemento que será medido e sua referência.
Tolerância de inclinação de uma linha em relação a uma reta dereferência - O campo de tolerância é limitado por duas retas parale-las, cuja distância é a tolerância, e inclinadas em relação à reta dereferência do ângulo especificado.
Especificação do desenho
InterpretaçãoO eixo do furo deve estar compreendido entre duas retas paralelascom distância de 0,09 mm e inclinação de 60º em relação ao eixo dereferência “A”.
Tolerância de inclinação de uma superfície em relação a umareta de base - O campo de tolerância é limitado por dois planosparalelos, de distância igual ao valor da tolerância, e inclinados doângulo especificado em relação à reta de referência.
Especificação do desenho

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 98/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
98
Interpretação
O plano inclinado deve estar compreendido entre dois planos distan-tes 0,1 mm e inclinados 75º em relação ao eixo de referência “D”.
Tolerância de inclinação de uma superfície em relação a umplano de referência - O campo de tolerância é limitado por doisplanos paralelos, cuja distância é o valor da tolerância, e inclinadosem relação à superfície de referência do ângulo especificado.
Especificação do desenho
InterpretaçãoO plano inclinado deve estar entre dois planos paralelos, com distân-cia de 0,08 mm e inclinados 40º em relação à superfície de referência“E”.
Exercícios
Marque com X a resposta correta.
1. O estudo da relação entre dois ou mais elementos é feito pormeio da tolerância de:a) ( ) tamanho;b) ( ) forma;
c) ( ) posição;d) ( ) direção.
2. Paralelismo, perpendicularidade e inclinação relacionam-secom tolerância de posição por:a) ( ) forma;b) ( ) tamanho;c) ( ) orientação;d) ( ) direção.
3. O símbolo de inclinação é:
a) ( )
b) ( )
c) ( )
d) ( )
4. O símbolo de paralelismo é:
a) ( )
b) ( )
c) ( )
d) ( )
Tolerânc ia Geométr ic a de Pos ição
As tolerâncias de posição para elementos associados estão resumi-das na tabela abaixo.
Posição de um elemento
Símbolo:
A tolerância de posição pode ser definida, de modo geral, comodesvio tolerado de um determinado elemento (ponto, reta, plano) emrelação a sua posição teórica.
É importante a aplicação dessa tolerância de posição para especifi-car as posições relativas, por exemplo, de furos em uma carcaçapara que ela possa ser montada sem nenhuma necessidade deajuste.
Vamos considerar as seguintes tolerâncias de posição de um ele-mento:
Tolerância de posição do ponto - É a tolerância determinada poruma superfície esférica ou um círculo, cujo diâmetro mede a tolerân-cia especificada. O centro do círculo deve coincidir com a posiçãoteórica do ponto considerado (medidas nominais).

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 99/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
99
Especificação do desenho
InterpretaçãoO ponto de intersecção deve estar contido em um círculo de 0,3mm dediâmetro, cujo centro coincide com a posição teórica do ponto considera-do.
Tolerância de posição da reta - A tolerância de posição de uma retaé determinada por um cilindro com diâmetro "t", cuja linha de centro éa reta na sua posição nominal, no caso de sua indicação numéricaser precedida pelo símbolo ∅.
tolerância de localização da reta
Quando o desenho do produto indicar posicionamento de linhas queentre si não podem variar além de certos limites em relação às suascotas nominais, a tolerância de localização será determinada peladistância de duas retas paralelas, dispostas simetricamente à retaconsiderada nominal.
Especificação do desenho Interpretação
O eixo do furo deve situar-sedentro da zona cilíndrica dediâmetro 0,3mm, cujo eixo seencontra na posição teórica dalinha considerada.
tolerância de posição de uma reta em um plano
Cada linha deve estar compre-endida entre duas retas parale-las, distantes 0,5mm, e dispostassimetricamente em relação àposição teórica da linha conside-rada.
Tolerância de posição de um plano - A tolerância de posição de umplano é determinada por dois planos paralelos distanciados, de tolerân-cia especificada e dispostos simetricamente em relação ao plano con-siderado normal.
Especificação do desenho
InterpretaçãoA superfície inclinada deve estar contida entre dois planos paralelos,distantes 0,05 mm, dispostos simetricamente em relação à posiçãoteórica especificada do plano considerado, com relação ao plano dereferência A e ao eixo de referência B.
As tolerâncias de posição, consideradas isoladamente como desviode posições puras, não podem ser adotadas na grande maioria doscasos práticos, pois não se pode separá-las dos desvios de formados respectivos elementos.
Concent r ic idade
Símbolo:
Define-se concentricidade como a condição segundo a qual os eixosde duas ou mais figuras geométricas, tais como cilindros, cones etc.,
são coincidentes.
Na realidade não existe essa coincidência teórica. Há sempre umavariação do eixo de simetria de uma das figuras em relação a umoutro eixo tomado como referência, caracterizando uma excentricida-de. Pode-se definir como tolerância de concentricidade a excentrici-dade te considerada em um plano perpendicular ao eixo tomado
como referência.
Nesse plano, tem-se dois pontos que são a intersecção do eixo dereferência e do eixo que se quer saber a excentricidade. O segundoponto deverá estar contido em círculo de raio te , tendo como centro
o ponto considerado do eixo de referência.
O diâmetro B deve ser concêntrico com o diâmetro A, quando a linhade centro do diâmetro B estiver dentro do círculo de diâmetro t e , cujo
centro está na linha de centro do diâmetro A.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 100/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
100
A tolerância de excentricidade poderá variar de ponto para ponto, aose deslocar o plano de medida paralelo a si mesmo e perpendicular àlinha de centro de referência. Conclui-se, portanto, que os desvios deexcentricidade constituem um caso particular dos desvios de coaxia-lidade.
Especificação do desenho
InterpretaçãoO centro do círculo maior deve estar contido em um círculo com diâmetrode 0,1mm, concêntrico em relação ao círculo de referência A.
Coax ia l idade
Símbolo:
A tolerância de coaxialidade de uma reta em relação a outra, tomadacomo referência, é definida por um cilindro de raio tc, tendo como
geratriz a reta de referência, dentro do qual deverá se encontrar aoutra reta.
A tolerância de coaxialidade deve sempre estar referida a um com-primento de referência.
O desvio de coaxialidade pode ser verificado pela medição do desviode concentricidade em alguns pontos.
Especificação do desenho Interpretação
O eixo do diâmetro centraldeve estar contido emuma zona cilíndrica de0,08mm de diâmetro,coaxial ao eixo de refe-rência AB.
O eixo do diâmetro menordeve estar contido emuma zona cilíndrica de0,1mm de diâmetro, coa-xial ao eixo de referênciaB.
Simet r ia
Símbolo:
A tolerância de simetria é semelhante à de posição de um elemen-to, porém utilizada em condição independente, isto é, não se leva emconta a grandeza do elemento. O campo de tolerância é limitado porduas retas paralelas, ou por dois planos paralelos, distantes no valorespecificado e dispostos simetricamente em relação ao eixo (ou
plano) de referência.
Especificação do desenho Interpretação
O eixo do furo deve estarcompreendido entre doisplanos paralelos, distantes0,08 mm, e dispostossimetricamente em rela-ção ao plano de referênciaAB.
O plano médio do rasgodeve estar compreendidoentre dois planos parale-los, distantes 0,08 mm, edispostos simetricamenteem relação ao planomédio do elemento dereferência A.
Tolerânc ia de bat iment o
Símbolo:
Na usinagem de elementos de revolução, tais como cilindros oufuros, ocorrem variações em suas formas e posições, o que provocaerros de ovalização, conicidade, excentricidade etc. em relação aseus eixos. Tais erros são aceitáveis até certos limites, desde quenão comprometam seu funcionamento. Daí a necessidade de seestabelecer um dimensionamento conveniente para os elementos.
Além desses desvios, fica difícil determinar na peça o seu verdadeiroeixo de revolução. Nesse caso, a medição ou inspeção deve ser feitaa partir de outras referências que estejam relacionadas ao eixo desimetria.Essa variação de referencial geralmente leva a uma composição deerros, envolvendo a superfície medida, a superfície de referência e alinha de centro teórica.
Para que se possa fazer uma conceituação desses erros compostos,são definidos os desvios de batimento, que nada mais são do quedesvios compostos de forma e posição de superfície de revolução,quando medidos a partir de um eixo ou superfície de referência.

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 101/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
101
O batimento representa a variação máxima admissível da posição deum elemento, considerado ao girar a peça de uma rotação em tornode um eixo de referência, sem que haja deslocamento axial. A tole-rância de batimento é aplicada separadamente para cada posiçãomedida.
Se não houver indicação em contrário, a variação máxima permitidadeverá ser verificada a partir do ponto indicado pela seta no desenho.
O batimento pode delimitar erros de circularidade, coaxialidade,excentricidade, perpendicularidade e planicidade, desde que seu
valor, que representa a soma de todos os erros acumulados, estejacontido na tolerância especificada. O eixo de referência deverá serassumido sem erros de retilineidade ou de angularidade.
A tolerância de batimento pode ser dividida em dois grupos princi-pais:
• Batimento radial - A tolerância de batimento radial é definidacomo um campo de distância t entre dois círculos concêntricos,medidos em um plano perpendicular ao eixo considerado.
tolerância de batimento radial
Especificação do desenho
Interpretação
A peça, girando apoiada em dois prismas, não deverá apresentar aLTI (Leitura Total do Indicador) superior a 0,1mm.
Métodos de med ição do ba t imento rad ial
a) A peça é apoiada em prismas.A figura mostra uma seção reta de um eixo no qual se quer medir odesvio de batimento.
A LTI indicará um erro composto, constituído do desvio de batimentoradial, adicionado ao erro decorrente da variação de posição docentro.
b) A peça é apoiada entre centros.Quando se faz a medição da peça locada entre centros, tem-se oposicionamento correto da linha de centro e, portanto, a LTI é real-mente o desvio de batimento radial.
A medição, assim executada, independe das dimensões da peça,não importando se ela esteja na condição de máximo material (diâ-metro maior) ou de mínimo material (diâmetro menor, em se tratandode eixo).
• Batimento axial - A tolerância de batimento axial t a é definida
como o campo de tolerância determinado por duas superfícies, para-lelas entre si e perpendiculares ao eixo de rotação da peça, dentro doqual deverá estar a superfície real quando a peça efetuar uma volta,sempre referida a seu eixo de rotação.
Na tolerância de batimento axial estão incluídos os erros compostosde forma (planicidade) e de posição (perpendicularidade das facesem relação à linha de centro).
Métodos de medição de batimento axial - Para se medir a tolerân-cia de batimento axial, faz-se girar a peça em torno de um eixo per-pendicular à superfície que será medida, bloqueando seu desloca-mento no sentido axial.
medição de tolerância de batimento axial

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 102/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
102
Caso não haja indicação da região em que deve ser efetuada amedição, ela valerá para toda a superfície.
A diferença entre as indicações Amáx. – Amin. (obtida a partir da
leitura de um relógio comparador) determinará o desvio de batimentoaxial, que deverá ser menor ou igual à tolerância ta.
Amáx. – Amin. ≤ ta
Normalmente, o desvio de batimento axial é obtido por meio dasmontagens indicadas abaixo.
sistema de medição do desvio do batimento axial
A figura a mostra a medição feita entre pontas. Na figura b, a superfí-cie de referência está apoiada em um prisma em V.
Especificação do desenho Interpretação
O desvio radial não deveultrapassar 0,1 mm em cadaponto de medida, durante umarotação completa em torno doeixo AB.
O desvio na direção da flechasobre cada cone de mediçãonão deve ultrapassar 0,1mm,durante uma rotação completaem torno do eixo C.
O desvio não deve ultrapassar0,1mm sobre cada cilindro demedição, durante uma rotaçãocompleta em torno do eixo D.
Exercícios
Marque com X a resposta correta.
1. Para especificar as posições relativas de furos em uma carcaçaé necessário estabelecer:a) ( ) tamanho dos furos;b) ( ) posição dos furos;c) ( ) forma de ajuste;
d) ( ) tolerância de posição.
2. Na tolerância de posição do ponto, o centro de um círculo devecoincidir com:a) ( ) a posição teórica do ponto considerado;b) ( ) o tamanho do ponto considerado;c) ( ) a forma do ponto considerado;d) ( ) a medida do ponto considerado.
3. Na tolerância de posição da reta, a linha de centro é:a) ( ) o ponto, na sua dimensão normal;b) ( ) a reta, na sua posição nominal;c) ( ) o círculo, na sua posição teórica;d) ( ) o diâmetro, na sua localização normal.
4. A tolerância de posição de um plano é determinada por:a) ( ) dois planos inclinados;b) ( ) dois planos paralelos;c) ( ) dois planos perpendiculares;d) ( ) dois planos sobrepostos.
5. A coincidência entre os eixos de duas ou mais figuras geométri-cas denomina-se:a) ( ) equivalência;b) ( ) intercambialidade;c) ( ) justaposição;d) ( ) concentricidade.
6. Na tolerância de simetria, o campo de tolerância é limitado por:a) ( ) duas linhas de referência;
b) ( ) duas retas paralelas;c) ( ) três retas paralelas;d) ( ) três linhas de referência.
Figura a
Figura b

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 103/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
103
Anexos das Tabelas de Tolerâncias Dimensionais
Tabela 1 - Afastamentos limites para furos D e EES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
D E
Acima Até einclusive 6 7 8 9 10 11 12 13 5 6 7 8 9 10- 3 + 26 + 30 + 34 + 45 + 60 + 80 + 120 + 160 + 18 + 20 + 24 + 28 + 39 + 54
+ 20 + 20 + 20 + 20 + 20 + 20 + 20 + 20 + 14 + 14 + 14 + 14 + 14 + 143 6 + 38 + 42 + 48 + 80 + 78 + 105 + 150 + 210 + 25 + 28 + 32 + 38 + 50 + 68
+ 30 + 30 + 30 + 30 + 30 + 30 + 30 + 30 + 20 + 20 + 20 + 20 + 20 + 206 10 + 49 + 55 + 62 + 76 + 98 + 130 + 190 + 260 + 31 + 34 + 40 + 47 + 61 + 83
+ 40 + 40 + 40 + 40 + 40 + 40 + 40 + 40 + 25 + 25 + 25 + 25 + 25 + 2510 18 + 61 + 68 + 77 + 93 + 120 + 160 + 230 + 320 + 40 + 43 + 50 + 59 + 76 + 102
+ 50 + 50 + 50 + 50 + 50 + 50 + 50 + 50 + 32 + 32 + 32 + 32 + 32 + 3218 30 + 78 + 86 + 98 + 117 + 149 + 195 + 275 + 395 + 49 + 53 + 61 + 73 + 92 + 124
+ 65 + 65 + 65 + 65 + 65 + 65 + 65 + 65 + 40 + 40 + 40 + 40 + 40 + 4030 50 + 96 + 105 + 119 + 142 + 180 + 240 + 330 + 470 + 61 + 66 + 75 + 89 + 112 + 150
+ 80 + 80 + 80 + 80 + 80 + 80 + 80 + 80 + 50 + 50 + 50 + 50 + 50 + 5050 80 + 119 + 130 + 146 + 174 + 220 + 280 + 400 + 580 + 73 + 79 + 90 + 108 + 134 + 180
+ 100 + 100 + 100 + 100 + 100 + 100 + 100 + 100 + 60 + 60 + 60 + 60 + 60 + 6080 120 + 142 + 155 + 174 + 207 + 260 + 340 + 470 + 660 + 87 + 94 + 107 + 125 + 159 + 212
+ 120 + 120 + 120 + 120 + 120 + 120 + 120 + 120 + 72 + 72 + 72 + 72 + 72 + 72120 180 + 170 + 185 + 208 + 245 + 305 + 395 + 545 + 775 + 103 + 110 + 125 + 148 + 185 + 245+ 145 + 145 + 145 + 145 + 145 + 145 + 145 + 145 + 85 + 85 + 85 + 85 + 85 + 85
180 250 + 199 + 216 + 242 + 285 + 355 + 460 + 630 + 890 + 120 + 129 + 146 + 172 + 215 + 285+ 170 + 170 + 170 + 170 + 170 + 170 + 170 + 170 + 100 + 100 + 100 + 100 + 100 + 100
250 315 + 222 + 242 + 271 + 320 + 400 + 510 + 710 + 1000 + 133 + 142 + 162 + 191 + 240 + 320+ 190 + 190 + 190 + 190 + 190 + 190 + 190 + 190 + 110 + 110 + 110 + 110 + 110 + 110
315 400 + 246 + 267 + 299 + 350 + 440 + 570 + 780 + 1100 + 150 + 161 + 182 + 214 + 265 + 355+ 210 + 210 + 210 + 210 + 210 + 210 + 210 + 210 + 125 + 125 + 125 + 125 + 125 + 125
400 500 + 270 + 293 + 327 + 385 + 480 + 630 + 860 + 1200 + 162 + 175 + 198 + 232 + 290 + 385+ 230 + 230 + 230 + 230 + 230 + 230 + 230 + 230 + 135 + 135 + 135 + 135 + 135 + 135
Anotações:

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 104/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
104
Tabela 2 - Afastamentos limites para furos EF e FES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm EF F
AcimaAté e
inclusive 3 4 5 6 7 8 9 10 3 4 5 6 7 8 9 10
- 3 +12
+10
+13
+10
+14
+10
+16
+10
+20
+10
+24
+10
+35
+10
+50
+10
+ 8
+ 6
+ 9
+ 6
+10
+ 6
+12
+ 6
+16
+ 6
+20
+ 6
+31
+ 6
+46
+63 6 +16,5
+14+18+14
+19+14
+22+14
+26+14
+32+14
+44+14
+62+14
+12,5+10
+14+10
+15+10
+18+10
+22+10
+28+10
+40+10
+58+10
6 10 +20,5+18
+22+18
+24+18
+27+18
+33+18
+40+18
+54+18
+76+18
+15,5+13
+17+13
+19+13
+22+13
+28+13
+35+13
+49+13
+71+13
10 18 +19+16
+21+16
+24+16
+27+16
+34+16
+43+16
+59+16
+86+16
18 30 +24+20
+26+20
+29+20
+33+20
+41+20
+53+20
+72+20
+104+20
30 50 +29+25
+32+25
+36+25
+41+25
+50+25
+64+25
+87+25
+125+25
50 80 +43+30
+49+30
+60+30
+76+30
+104+30
80 120 +51+36
+58+36
+71+36
+90+36
+123+36
120 180 +61+43
+68+43
+83+43
+106+43
+143+43
180 250 +70+50
+79+50
+96+50
+122+50
+165+50
250 315 +79+56
+88+56
+108+56
+137+56
+186+56
315 400 +87+62
+98+62
+119+62
+151+62
+202+62
400 500 +95+68
+108+68
+131+68
+165+68
+223+68
Tabela 3 - Afastamentos limites para furos FG e GES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominal
mm FG G
AcimaAté e
inclusive 3 4 5 6 7 8 9 10 3 4 5 6 7 8 9 10
- 3 + 6+ 4
+ 7+ 4
+ 8+ 4
+10+ 4
+14+ 4
+18+ 4
+29+ 4
+44+ 4
+ 4+ 2
+ 5+ 2
+ 6+ 2
+ 8+ 2
+12+ 2
+ 16+ 2
+27+ 2
+ 42+ 2
3 6 + 8,5+ 6
+10+ 6
+11+ 6
14+ 6
+18+ 6
+24+ 6
+36+ 6
+54+ 6
+6,5+ 4
+ 8+ 4
+ 9+ 4
+12+ 4
+16+ 4
+ 22+ 4
+34+ 4
+ 52+ 4
6 10 + 10,5+ 8
+12+ 8
+14+ 8
+17+ 8
+23+ 8
+30+ 8
+44+ 8
+66+ 8
+7,5+5
+ 9+ 5
+11+ 5
+14+ 5
+20+ 5
+ 27+ 5
+41+ 5
+ 63+ 5
10 18 +9+6
+11+ 6
+14+ 6
+17+ 6
+24+ 6
+ 33+ 6
+49+ 6
+ 76+ 6
18 30 +11+ 7
+13+ 7
+16+ 7
+20+ 7
+28+ 7
+ 40+ 7
+59+ 7
+ 91+ 7
30 50 +13+ 9
+16+ 9
+20+ 9
+25+ 9
+34+ 9
+ 48+ 9
+71+ 9
+109+ 9
50 80 +23+10
+29+10
+40+10
+ 56+10
80 120 +27+12
+34+12
+47+12
+ 66+12
120 180 +32+14
+39+14
+54+14
+ 77+14
180 250 +35+15
+44+15
+61+15
+ 87+15
250 315 +40+17
+49+17
+69+17
+ 98+17
315 400 +43+18
+54+18
+75+18
+107+18
400 500 +47+20
+60+20
+83+20
+117+20

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 105/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
105
Tabela 4 - Afastamentos limites para furos HES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm e mm)
Dimensão nominal H
mm1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Acima Até e Desviosinclusive µm mm
- 3 +0,8 +1,2 +2 +3 +4 +6 +10 +14 +25 +40 +60 +0,1 +0,14 +0,25 +0,4 +0,60 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
3 6 +1 +1,5 +2,5 +4 +5 +8 +12 +18 +30 +48 +75 +0,12 +0,18 +0,3 +0,48 +0,75 +1,2 +1,80 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
6 10 +1 +1,5 +2,5 +4 +6 +9 +15 +22 +36 +58 +90 +0,15 +0,22 +0,36 +0,58 +0,9 +1,5 +2,20 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
10 18 +1,2 +2 +3 +5 +8 +11 +18 +27 +43 +70 +110 +0,18 +0,27 +0,43 +0,7 +1,1 +1,8 +2,70 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
18 30 +1,5 +2,5 +4 +6 +9 +13 +21 +33 +52 +84 +130 +0,21 +0,33 +0,52 +0,84 +1,3 +2,1 +3,30 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
30 50 +1,5 +2,5 +4 +7 +11 +16 +25 +39 +62 +100 +160 +0,25 +0,39 +0,62 +1 +1,6 +2,5 +3,90 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
50 80 +2 +3 +5 +8 +13 +19 +30 +46 +74 +120 +190 +0,3 +0,46 +0,74 +1,2 +1,9 +3 +4,60 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
80 120 +2,5 +4 +6 +10 +15 +22 +35 +54 +87 +140 +220 +0,35 +0,54 +0,87 +1,4 +2,2 +3,5 +5,40 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
120 180 +3,5 +5 +8 +12 +18 +25 +40 +63 +100 +160 +250 +0,4 +0,63 +1 +1,6 +2,5 +4 +6,30 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
180 250 +4,5 +7 +10 +14 +20 +29 +46 +72 +115 +185 +290 +0,46 +0,72 +1,15 +1,85 +2,9 +4,5 +7,2
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0250 315 +6 +8 +12 +16 +23 +32 +52 +81 +130 +210 +320 +0,52 +0,81 +1,3 +2,1 +3,2 +5,2 +8,1
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0315 400 +7 +9 +13 +18 +25 +36 +57 +89 +140 +230 +360 +0,57 +0,89 +1,4 +2,3 +3,6 +5,7 +8,9
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0400 500 +8 +10 +15 +20 +27 +40 +63 +97 +155 +250 +400 +0,63 +0,97 +1,55 +2,5 +4 +6,3 +9,7
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Tabela 5 - Afastamentos limites para furos J e KES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
J K
Acima
Até e
inclusive
6 7 8 91) 3 4 5 6 7 8 9 10
_ 3 + 2-4
+ 4- 6
+ 6- 8
0- 2
0- 3
0- 4
0- 6
0- 10
0- 14
0- 25
0- 40
3 6 + 5- 3 ± 6
+10- 8
0- 2,5
+0,5- 3,5
0- 5
+ 2- 6
+ 3- 9
+ 5- 13
6 10 + 5- 4
+ 8- 7
+12- 10
0- 2,5
+0,5- 3,5
+ 1- 5
+ 2- 7
+ 5- 10
+ 6- 16
10 18 + 6- 5
+10- 8
+15- 12
0- 3
+1- 4
+ 2- 6
+ 2- 9
+ 6- 12
+ 8- 19
18 30 + 8- 5
+12- 9
+20- 13
- 0,5- 4,5
0- 6
+ 1- 8
+ 2- 11
+ 6- 15
+10- 23
30 50 +10- 6
+14- 11
+24- 15
- 0,5- 4,5
+1- 6
+ 2- 9
+ 3- 13
+ 7- 18
+12- 27
50 80 +13- 6
+18- 12
+28- 18
+ 3- 10
+ 4- 15
+ 9- 21
+14- 32
80 120 +16- 6
+22- 13
+34- 20
+ 2- 13
+ 4- 18
+10- 25
+16- 38
120 180 +18- 7
+26- 14
+41- 22
+ 3- 15
+ 4- 21
+12- 28
+20- 43
180 250 +22- 7
+30- 16
+47- 25
+ 2- 18
+ 5- 24
+13- 33
+22- 50
250 315 +25- 7
+36- 16
+55- 26
+ 3- 20
+ 5- 27
+16- 36
+25- 56
315 400 +29- 7
+39- 18
+60- 29
+ 3- 22
+ 7- 29
+17- 40
+28- 61
400 500 +33- 7
+43- 20
+66- 31
+ 2- 25
+ 8- 32
+18- 45
+29- 68

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 106/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
106
Tabela 6 - Afastamentos limites para furos JSES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominal JS
mm 1 2 3 4 5 6 7 8 9 10 11Acima Até e Desvios
inclusive µm
- 3 ± 0,4 ± 0,6 ± 1 ± 1,5 ± 2 ± 3 ± 5 ± 7 ± 12,5 ± 20 ± 303 6 ± 0,5 ± 0,75 ± 1,25 ± 2 ± 2,5 ± 4 ± 6 ± 9 ± 15 ± 24 ± 37,56 10 ± 0,5 ± 0,75 ± 1,25 ± 2 ± 3 ± 4,5 ± 7,5 ± 11 ± 18 ± 29 ± 4510 18 ± 0,6 ± 1 ± 1,5 ± 2,5 ± 4 ± 5,5 ± 9 ± 13,5 ± 21,5 ± 35 ± 5518 30 ± 0,75 ± 1,25 ± 2 ± 3 ± 4,5 ± 6,5 ± 10,5 ± 16,5 ± 26 ± 42 ± 6530 50 ± 0,75 ± 1,25 ± 2 ± 3,5 ± 5,5 ± 8 ± 12,5 ± 19,5 ± 31 ± 50 ± 8050 80 ± 1 ± 1,5 ± 2,5 ± 4 ± 6,5 ± 9,5 ± 15 ± 23 ± 37 ± 60 ± 9580 120 ± 1,25 ± 2 ± 3 ± 5 ± 7,5 ± 11 ± 17,5 ± 27 ± 43,5 ± 70 ± 110
120 180 ± 1,75 ± 2,5 ± 4 ± 6 ± 9 ± 12,5 ± 20 ± 31,5 ± 50 ± 80 ± 125180 250 ± 2,25 ± 3,5 ± 5 ± 7 ± 10 ± 14,5 ± 23 ± 36 ± 57,5 ± 92,5 ± 145250 315 ± 3 ± 4 ± 6 ± 8 ± 11,5 ± 16 ± 26 ± 40,5 ± 65 ± 105 ± 160315 400 ± 3,5 ± 4,5 ± 6,5 ± 9 ± 12,5 ± 18 ± 28,5 ± 44,5 ± 70 ± 115 ± 180400 500 ± 4 ± 5 ± 7,5 ± 10 ± 13,5 ± 20 ± 31,5 ± 48,5 ± 77,5 ± 125 ± 200
Tabela 7 - Afastamentos limites para furos M e NES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
M N
AcimaAté e
inclusive 3 4 5 6 7 8 9 10 3 4 5 6 7 8 9 10 11
- 3 - 2 - 2 - 2 - 2 - 2 - 2 - 2 - 2 - 4 - 4 - 4 - 4 - 4- - 4 - 4 - 4 - 4- 4 - 5 - 6 - 8 - 12 - 16 - 27 - 42 - 6 - 7 - 8 - 10 - 14 - 18 - 29 - 44 - 64
3 6 - 3 - 2,5 - 3 - 1 0 - 2 - 4 - 4 - 7 - 6,5 - 7 - 5 - 4 - 2 0 0 0- 5,5 - 6,5 - 8 - 9 - 12 - 16 - 34 - 52 - 9,5 - 10,5 - 12 - 13 - 16 - 20 - 30 - 48 - 75
6 10 - 5 - 4,5 - 4 - 3 0 - 1 - 6 - 6 - 9 - 8,5 - 8 - 7 - 4 - 3 - 0 - 0 - 0- 7,5 - 8,5 - 10 - 12 - 15 - 21 - 42 - 64 - 11,5 - 12,5 - 14 - 16 - 19 - 25 - 36 - 58 - 90
10 18 - 6 - 5 - 4 - 4 0 - 2 - 7 - 7 - 11 - 10 - 9 - 9 - 5 - 3 0 0 0
- 9 - 10 - 12 - 15 - 18 - 25 - 50 - 77 - 14 - 15 - 17 - 20 - 23 - 30 - 43 - 70 - 11018 30 - 6,5 - 6 - 5 - 4 0 - 4 - 8 - 8 - 13,5 - 13 - 12 - 11 - 7 - 3 0 0 0
- 10,5 - 12 - 14 - 17 - 21 - 29 - 60 - 92 - 17,5 - 19 - 21 - 24 - 28 - 36 - 52 - 84 - 13030 50 - 7,5 - 6 - 5 - 4 0 - 5 - 9 - 9 - 15,5 - 14 - 13 - 12 - 8 - 3 0 0 0
- 11, 5 - 13 - 16 - 20 - 25 - 34 - 71 - 109 - 19, 5 - 21 - 24 - 28 - 33 - 42 - 62 - 100 - 16050 80 - 6 - 5 0 - 5 - 15 - 14 - 9 - 4 0 0 0
- 19 - 24 - 30 - 41 - 28 - 33 - 39 - 50 - 74 - 120 - 19080 120 - 8 - 6 0 - 6 - 18 - 16 - 10 - 4 0 0 0
- 23 - 28 - 35 - 48 - 33 - 38 - 45 - 58 - 87 - 140 - 220120 180 - 9 - 8 0 - 8 - 21 - 20 - 12 - 4 0 0 0
- 27 - 33 - 40 - 55 - 39 - 45 - 52 - 67 - 100 - 160 - 250180 250 - 11 - 8 0 - 9 - 25 - 22 - 14 - 5 0 0 0
- 31 - 37 - 46 - 63 - 45 - 51 - 60 - 77 - 115 - 185 - 290250 315 - 13 - 9 0 - 9 - 27 - 25 - 14 - 5 0 0 0
- 36 - 41 - 52 - 72 - 50 - 57 - 66 - 86 - 130 - 210 - 320315 400 - 14 - 10 0 - 11 - 30 - 26 - 16 - 5 0 0 0
- 39 - 46 - 57 - 78 - 55 - 62 - 73 - 94 - 140 - 230 - 360400 500 - 16 - 10 0 - 11 - 33 - 27 - 17 - 6 0 0 0
- 43 - 50 - 63 - 86 - 60 - 67 - 80 - 103 - 155 - 250 - 400
Anotações:

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 107/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
107
Tabela 8 - Afastamentos limites para furos PES = Afastamento limite superiorEI = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
P
AcimaAté e
inclusive 3 4 5 6 7 8 9 10
- 3 - 6 - 6 - 6 - 6 - 6 - 6 - 6 - 6
- 8 - 9 - 10 - 12 - 16 - 20 - 31 - 483 6 - 11 - 10,5 - 11 - 9 - 8 - 12 - 12 - 12- 13,5 - 14,5 - 16 - 17 - 20 - 30 - 42 - 60
6 10 - 14 - 13,5 - 13 - 12 - 9 - 15 - 15 - 15- 16,5 - 17,5 - 19 - 21 - 24 - 37 - 51 - 73
10 18 - 17 - 16 - 15 - 15 - 11 - 18 - 18 - 18- 20 - 21 - 23 - 26 - 29 - 45 - 61 - 88
18 30 - 20,5 - 20 - 19 - 18 - 14 - 22 - 22 - 22- 24,5 - 26 - 28 - 31 - 35 - 55 - 74 - 106
30 50 - 24,5 - 23 - 22 - 21 - 17 - 26 - 26 - 26- 28,5 - 30 - 33 - 37 - 42 - 65 - 88 - 126
50 80 - 27 - 26 - 21 - 32 - 32- 40 - 45 - 51 - 78 - 106
80 120 - 32 - 30 - 24 - 37 - 37- 47 - 52 - 69 - 91 - 124
120 180 - 37 - 36 - 28 - 43 - 43- 55 - 61 - 68 - 106 - 143
180 250 - 44 - 41 - 33 - 50 - 50- 64 - 70 - 79 - 122 - 165
250 315 - 49 - 47 - 36 - 56 - 56- 72 - 79 - 88 - 137 - 188
315 400 - 55 - 51 - 41 - 62 - 62- 80 - 87 - 98 - 151 - 202
400 500 - 61 - 55 - 45 - 68 - 68- 88 - 95 - 108 - 165 - 223
Tabela 1 - Afastamentos limites para eixos cd e des = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominal
mm
cd d
AcimaAté e
inclusive5 6 7 8 9 10 5 6 7 8 9 10 11 12 13
- 3 - 34- 38
- 34- 40
- 34- 44
- 34- 48
- 34- 59
- 34- 74
- 20- 24
- 20- 26
- 20- 30
- 20- 34
- 20- 45
- 20- 60
- 20- 80
- 20-120
- 20- 160
3 6 - 46- 51
- 46- 54
- 46- 58
- 46- 64
- 46- 76
- 46- 94
- 30- 35
- 30- 38
- 30- 42
- 30- 48
- 30- 60
- 30- 78
- 30-105
- 30-150
- 30- 210
6 10 - 56- 62
- 56- 85
- 56- 71
- 56- 78
- 56- 92
- 56-114
- 40- 46
- 40- 49
- 40- 55
- 40- 62
- 40- 76
- 40- 98
- 40-130
- 40-190
- 40- 260
10 18 - 50- 58
- 50- 61
- 50- 68
- 50- 77
- 50- 93
- 50-120
- 50-160
- 50-230
- 50- 320
18 30 - 65- 74
- 65- 78
- 65- 86
- 65- 98
- 65-117
- 65-149
- 65-195
- 65-275
- 65- 395
30 50 - 80- 91
- 80- 96
- 80-105
- 80-119
-80-142
-80-180
- 80-240
- 80-330
- 80- 470
50 80 -100-113
-100-119
-100-130
-100-146
-100-174
-100-220
-100-290
-100-400
- 100- 560
80 120 -120-135
-120-142
-120-155
-120-174
-120-207
-120-260
-120-340
-120-470
- 120- 560
120 180 -145-163
-145-170
-145-185
-145-208
-145-245
-145-305
-145-395
-145-545
- 145- 775
180 250 -170-190
-170-199
-170-216
-170-242
-170-285
-170-355
-170-460
-170-630
- 170- 890
250 315 -190-213
-190-222
-190-242
-190-271
-190-320
-190-400
-190-510
-190-710
- 190-1000
315 400 -210-235
-210-246
-210-267
-210-299
-210-350
-210-440
-210-570
-210-780
- 210-1100
400 500 -230-257
-230-270
-230-293
-230-327
-230-385
-230-480
-230-630
-230-860
- 230-1200

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 108/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
108
Tabela 2 - Afastamentos limites para eixos e e efes = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm e ef
AcimaAté e
inclusive 5 6 7 8 9 10 3 4 5 6 7 8 9 10
- 3 - 14
- 18
- 14
- 20
- 14
- 24
- 14
- 28
- 14
- 39
- 14
- 54
- 10
- 12
- 10
- 13
- 10
- 14
- 10
- 16
- 10
- 20
- 10
- 24
- 10
- 35
- 10
- 503 6 - 20
- 25- 20- 28
- 20- 32
- 20- 38
- 20- 50
- 20- 68
- 14- 16,5
- 14- 18
- 14- 19
- 14- 22
- 14- 26
- 14- 32
- 14- 44
- 14- 62
6 10 - 25- 31
- 25- 34
- 25- 40
- 25- 47
- 25- 61
- 25- 83
- 18- 20,5
- 18- 22
- 18- 24
- 18- 27
- 18- 33
- 18- 40
- 18- 54
- 18- 76
10 18 - 32- 40
- 32- 43
- 32- 50
- 32- 59
- 32- 75
- 32- 102
18 30 - 40- 49
- 40- 53
- 40- 61
- 40- 73
- 40- 92
- 40- 124
30 50 - 50- 61
- 50- 66
- 50- 75
- 50- 89
- 50- 112
- 50- 150
50 80 - 60- 73
- 60- 79
- 60- 90
- 60- 108
- 60- 134
- 60- 180
80 120 - 72- 87
- 72- 94
- 72- 107
- 72- 126
- 72- 159
- 72- 212
120 180 - 85- 103
- 85- 110
- 85- 125
- 85- 148
- 85- 185
- 85- 245
180 250 - 100- 120
- 100- 129
- 100- 146
- 100- 172
- 100- 215
- 100- 285
250 315 - 110- 133
- 110- 142
- 110- 182
- 110- 191
- 110- 240
- 110- 320
315 400 - 125- 150
- 125- 161
- 125- 182
- 125- 214
- 125- 265
- 125- 355
400 500 - 135- 162
- 135- 175
- 135- 198
- 135- 232
- 135- 290
- 135- 385
Tabela 3 - Afastamentos limites para eixos f e fges = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominal
mm
f fg
AcimaAté e
inclusive 3 4 5 6 7 8 9 10 3 4 5 6 7 8 9 10
- 3 - 6 - 8 - 6 - 6 - 8 - 6 - 8 - 6 - 4 - 4 - 4 - 4 - 4 - 4 - 4 - 4- 8 - 9 - 10- 12 - 16 - 20 - 31 - 46 - 6 - 7 - 8 - 10 - 14 - 18 - 29 - 44
3 6 - 10 - 10 - 10 - 10 - 10 - 10 - 10 - 10 - 6 - 6 - 8 - 6 - 6 - 6 - 6 - 6- 12,5 - 14 - 15 - 18 - 22 - 28 - 40 - 58 - 8,5 - 10 - 11 - 14 - 18 - 24 - 36 - 54
6 10 - 13 - 13 - 13 - 13 - 13 - 13 - 13 - 13 - 8 - 8 - 8 - 8 - 8 - 8 - 8 - 8- 15,5 - 17 - 19 - 22 - 28 - 35 - 49 - 71 - 10,5 - 12 - 14 - 17 - 23 - 30 - 44 - 86
10 18 - 16 - 16 - 16 - 16 - 16 - 16 - 16 - 16- 19 - 21 - 24 - 27 - 34 - 43 - 59 - 86
18 30 - 20 - 20 - 20 - 20 - 20 - 20 - 20 - 20- 24 - 26 - 29 - 33 - 41 - 53 - 72 - 104
30 50 - 25 - 25 - 25 - 25 - 25 - 25 - 25 - 25- 29 - 32 - 38 - 41 - 50 - 64 - 87 - 125
50 80 - 30 - 30 - 30 - 30 - 30 - 30- 38 - 43 - 49 - 60 - 76 - 104
80 120 - 38 - 38 - 38 - 38 - 36 - 36- 48 - 51 - 58 - 71 - 90 - 123
120 180 - 43 - 43 - 43 - 43 - 43 - 43- 55 - 61 - 88 - 83 - 106 - 143
180 250 - 50 - 50 - 60 - 50 - 50 - 50- 84 - 70 - 79 - 98 - 122 - 185
250 315 - 58 - 56 - 56 - 55 - 56 - 56- 72 - 79 - 88 - 108 - 137 - 185
315 400 - 82 - 62 - 62 - 62 - 62 - 82- 80 - 67 - 98 - 119 - 151 - 202
400 500 - 88 - 68 - 68 - 88 - 68 - 68- 88 - 95 - 108 - 131 - 165 - 223

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 109/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
109
Tabela 4 - Afastamentos limites para eixos ges = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
g
AcimaAté e
inclusive 3 4 5 6 7 8 9 10
- 3 - 2 - 2 - 2 - 2 - 2 - 2 - 2 - 2- 4 - 5 - 6 - 8 - 12 - 16 - 17 - 42
3 6 - 4 - 4 - 4 - 4 - 4 - 4 - 4 - 4- 6,5 - 8 - 9 - 12 - 18 - 22 - 34 - 52
6 10 - 5 - 5 - 5 - 5 - 5 - 5 - 5 - 5- 7,5 - 9 - 11 - 14 - 20 - 27 - 41 - 63
10 18 - 6 - 6 - 6 - 6 - 6 - 6 - 8 - 6- 9 - 11 - 14 - 17 - 24 - 33 - 49 - 76
18 30 - 7 - 7 - 7 - 7 - 7 - 7 - 7 - 7- 11 - 13 - 16 - 20 - 28 - 40 - 59 - 91
30 50 - 9 - 9 - 9 - 9 - 9 - 9 - 9 - 9- 13 - 16 - 20 - 25 - 34 - 48 - 71 - 109
50 80 - 10 - 10 - 10 - 10 - 10 -- 18 - 23 - 29 - 40 - 56 -
80 120 - 12 - 12 - 12 - 12 - 12 -- 22 - 27 - 34 - 47 - 56 -
120 180 - 14 - 14 - 14 - 14 - 12 -
- 26 - 32 - 39 - 54 - 65 -180 250 - 15 - 15 - 15 - 15 - 14 -
- 29 - 35 - 44 - 61 - 77 -250 315 - 17 - 17 - 17 - 17 - 15 -
- 33 - 40 - 49 - 89 - 87 -315 400 - 18 - 18 - 18 - 18 - 17 -
- 36 - 43 - 54 - 75 - 98 -400 500 - 20 - 20 - 20 - 20 - 18 -
- 40 - 47 - 60 - 83 - 107 -
Tabela 5 - Afastamentos limites para eixos hes = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm e mm)
Dimensão nominal hmm
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Acima Até e Desvios
inclusive µm mm- 3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
-0,8 -1,2 -2 -3 - 4 -6 - 10 -14 -25 -40 + - 60 -0,1 -0,14 -0,25 -0,4 -0,63 6 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
-1 -1,5 -2,5 -4 -5 - 8 -12 -18 + - 30 + - 48 + - 75 -0,12 -0,18 -0,3 -0,48 -0,75 -1,2 -1,86 10 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
- 1 -1,5 -2,5 -4 -6 + -9 -15 -22 + -36 + - 58 + - 90 -0,15 -0,22 -0,36 -0,58 -0,9 -1,5 -2, 210 18 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
- 1,2 - 2 - 3 - 5 - 8 -11 -18 -27 + - 43 + - 70 -110 -0,18 -0,27 -0,43 -0,7 -1,1 -1,8 -2,718 30 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
- 1,5 -2,5 - 4 -6 -9 -13 -21 -33 + - 52 + - 84 -130 -0,21 -0,33 -0,52 -0,84 -1.3 -2,1 -3,330 50 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
- 1,5 -2,5 - 4 -7 -11 -16 -25 -39 -62 -100 -160 -0,25 -0,39 -0,62 -1 -1,6 -2,5 -3,950 80 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
- 2 -3 -5 -8 -13 -19 -30 -46 + -74 -120 -190 -0,3 -0 ,46 -0,74 -1,2 -1,9 -3 -4,6
80 120 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0- 2,5 - 4 - 6 -10 - 15 -22 -35 -64 + - 87 -140 -220 -0,35 -0,54 -0,87 -1,4 -2,2 -3,5 -5,4
120 180 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0- 3,5 - 5 - 8 - 12 -18 -25 -40 -63 -100 -160 -250 -0,4 -0,63 -1 -1,6 -2,5 -4 -6,3
180 250 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 04,5 -7 -10 -14 -20 -29 -46 -72 -115 -185 -290 -0,46 -0,72 -1,15 -1,85 -2,9 -4,6 -7,2
250 315 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 06 -8 -12 -18 -23 -32 -52 -81 -130 -210 -320 -0 ,52 -0 ,81 -1,3 -2,1 -3,2 -5,2 -8,1
315 400 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 07 -9 -13 -18 -25 -36 -57 -89 -140 -230 -360 -0 ,57 -0 ,89 -1,4 -2,3 -3,6 -5,7 -8,9
400 500 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 08 -10 -15 -20 -27 -40 -63 -97 -155 -250 -400 -0,63 -0,97 -1,55 -2,5 -4 -6,3 -9,7

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 110/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
110
Tabela 6 - Afastamentos limites para eixos j e kes = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
j k
AcimaAté e
inclusive5 6 7 8 3 4 5 6 7 8 9 10 11 12 13
- 3 ± 2 + 4
- 2
+ 8
- 4
+ 8
- 6
+2
0
+ 3
0
+ 4
0
+ 6
0
+10
0
+14
0
+25
0
+40
0
+80
0
+100
0
+140
03 6 + 3
- 2+ 6- 2
+ 8- 4
+2,50
+ 5+ 1
+ 8+ 1
+ 9+ 1
+13+ 1
+180
+300
+480
+750
+1200
+1800
6 10 + 4- 2
+ 7- 2
+10- 5
+2,50
+ 5+ 1
+ 7+ 1
+10+ 1
+16+ 1
+220
+360
+580
+900
+1500
+2200
10 18 + 5- 3
+ 8- 3
+12- 6
+30
+ 6+ 1
+ 9+ 1
+12+ 1
+19+ 1
+270
+430
+700
+1100
+1800
+2700
18 30 + 5- 4
+ 9- 4
+13- 8
+40
+ 8+ 2
+11+ 2
+15+ 2
+23+ 2
+330
+ 520
+840
+1300
+2100
+3300
30 50 + 6- 5
+11- 5
+15-10
+40
+ 9+ 2
+13+ 2
+18+ 2
+27+ 2
+390
+ 620
+1000
+1600
+2500
+3900
50 80 + 6- 7
+12- 7
+18- 12
+10+ 2
+15+ 2
+21+ 2
+32+ 2
+460
+ 740
+1200
+1900
+3000
+4800
80 120 + 6- 9
+13- 9
+20- 15
+13+ 3
+18+ 3
+25+ 3
+38+ 3
+540
+ 870
+1400
+2200
+3500
+5400
120 180 + 7- 11
+14- 11
+22- 18
+15+ 3
+21+ 3
+28+ 3
+43+ 3
+630
+1000
+1600
+2500
+4000
+6300
180 250 + 7- 13
+16- 13
+25- 21
+18+ 4
+24+ 4
+33+ 4
+50+ 4
+720
+1150
+1850
+2900
+4600
+7200
250 315 + 7- 16
± 16 ± 28 +20+ 4
+27+ 4
+36+ 4
+56+ 4
+810
+1300
+2100
+3200
+5200
+8100
315 400 + 7- 18
± 18 +29- 28
+22+ 4
+29+ 4
+40+ 4
+61+ 4
+890
+1400
+2300
+3600
+5700
+8900
400 500 + 7- 20
± 20 +31- 32
+25+ 5
+32+ 5
+45+ 5
+88+ 5
+970
+1550
+2500
+4000
+6300
+9700
Tabela 7 - Afastamentos limites para eixos jses = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominal js
mm 1 2 3 4 5 6 7 8 9 10 11Acima Até e Desvios
inclusive µm- 3 ± 0,4 ± 0,6 ± 1 ± 1,5 ± 2 ± 3 ± 5 ± 7 ± 12,5 ± 20 ± 303 6 ± 0,5 ± 0,75 ± 1,25 ± 2 ± 2,5 ± 4 ± 6 ± 9 ± 15 ± 24 ± 37,56 10 ± 0,5 ± 0,75 ± 1,25 ± 2 ± 3 ± 4,5 ± 7,5 ± 11 ± 18 ± 29 ± 4510 18 ± 0,6 ± 1 ± 1,5 ± 2,5 ± 4 ± 5,5 ± 9 ± 13,5 ± 21,5 ± 35 ± 5518 30 ± 0,75 ± 1,25 ± 2 ± 3 ± 4,5 ± 6,5 ± 10,5 ± 16,5 ± 26 ± 42 ± 6530 50 ± 0,75 ± 1,25 ± 2 ± 3,5 ± 5,5 ± 8 ± 12,5 ± 19,5 ± 31 ± 50 ± 8050 80 ± 1 ± 1,5 ± 2,5 ± 4 ± 6,5 ± 9,5 ± 15 ± 23 ± 37 ± 60 ± 9580 120 ± 1,25 ± 2 ± 3 ± 5 ± 7,5 ± 11 ± 17,5 ± 27 ± 43,5 ± 70 ± 110
120 180 ± 1,75 ± 2,5 ± 4 ± 6 ± 9 ± 12,5 ± 20 ± 31,5 ± 50 ± 80 ± 125180 250 ± 2,25 ± 3,5 ± 5 ± 7 ± 10 ± 14,5 ± 23 ± 36 ± 57,5 ± 92,5 ± 145
250 315 ± 3 ± 4 ± 6 ± 8 ± 11,5 ± 16 ± 26 ± 40,5 ± 65 ± 105 ± 160315 400 ± 3,5 ± 4,5 ± 6,5 ± 9 ± 12,5 ± 18 ± 28,5 ± 44,5 ± 70 ± 115 ± 180400 500 ± 4 ± 5 ± 7,5 ± 10 ± 13,5 ± 20 ± 31,5 ± 48,5 ± 77,5 ± 125 ± 200

5/17/2018 tec_fabricacao1 - slidepdf.com
http://slidepdf.com/reader/full/tecfabricacao1 111/111
Tecnologia de Fabricação - I 1o
Ciclo de Mecânica
111
Tabela 8 - Afastamentos limites para eixos m e nes = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
m n
AcimaAté e
inclusive 3 4 5 6 7 8 9 3 4 5 6 7 8 9
- 3 + 4 + 5 + 6 + 8 + 12 + 16 + 27 + 6 + 7 + + 8 + 10 + 14 + 18 + 29
+ 2 + 2 + 2 + 2 + 2 + 2 + 2 + + 4 + 4 + 4 + 4 + 4 + 4 + 43 6 + 6,5 + 8 + 9 + 12 + 16 + 22 + 34 + 10,5 + 12 + 13 + 16 + 20 + 26 + 38+ 4 + 4 + 4 + 4 + 4 + 4 + 4 + + 8 + 8 + 8 + 8 + 8 + 8 + 8
6 10 + 8,5 + 10 + 12 + 15 + 21 + 28 + 42 + 12,5 + 14 + 16 + 19 + 25 + 32 + 46+ 6 + 6 + 6 + 6 + 6 + 6 + 6 + 10 + 10 + 10 + 10 + 10 + 10 + 10
10 18 + 10 + 12 + 15 + 18 + 25 + 34 + 50 + 15 + 17 + 20 + 23 + 30 + 39 + 55+ 7 + 7 + 7 + 7 + 7 + 7 + 7 + 12 + 12 + 12 + 12 + 12 + 12 + 12
18 30 + 12 + 14 + 17 + 21 + 29 + 41 + 60 + 19 + 21 + 24 + 28 + 36 + 48 + 67+ 8 + 8 + 8 + 8 + 8 + 8 + 8 + 15 + 15 + 15 + 15 + 15 + 15 + 15
30 50 + 13 + 16 + 20 + 25 + 34 + 48 + 71 + 21 + 24 + 28 + 33 + 42 + 56 + 79+ 9 + 9 + 9 + 9 + 9 + 8 + 9 + 17 + 17 + 17 + 17 + 17 + 17 + 17
50 80 + 19 + 24 + 30 + 41 + 28 + 33 + 39 + 50+ 11 + 11 + 11 + 11 + 20 + 20 + 20 + 20
80 120 + 23 + 28 + 35 + 48 + 33 + 38 + 45 + 58+ 13 + 13 + 13 + 13 + 23 + 23 + 23 + 23
120 180 + 27 + 33 + 40 + 55 + 39 + 45 + 52 + 87+ 15 + 16 + 15 + 15 + 27 + 27 + 27 + 27
180 250 + 31 + 37 + 46 + 63 + 45 + 51 + 60 + 77+ 17 + 17 + 17 + 17 + 31 + 31 + 31 + 31
250 315 + 36 + 43 + 52 + 72 + 50 + 57 + 66 + 86+ 20 + 20 + 20 + 20 + 34 + 34 + 34 + 34
315 400 + 39 + 46 + 57 + 78 + 55 + 82 + 73 + 94+ 21 + 21 + 21 + 21 + 37 + 37 + 37 + 37
400 500 + 43 + 50 + 63 + 86 + 60 + 87 + 80 + 103+ 23 + 23 + 23 + 23 + 40 + 40 + 40 + 40
Tabela 9 - Afastamentos limites para eixos pes = Afastamento limite superiorei = Afastamento limite inferior
Desvios em micrometros (µm)
Dimensão nominalmm
p
Acima Até einclusive 3 4 5 6 7 8 9 10
- 3 + 8 + 9 + 10 + 12 + 16 + 20 + 31 + 46+ 6 + 8 + 6 + 6 + 6 + 6 + 6 + 8
3 6 + 14,5 + 16 + 17 + 20 + 24 + 30 + 42 + 60+ 12 + 12 + 12 + 12 + 12 + 12 + 12 + 12
6 10 + 17,5 + 19 + 21 + 24 + 30 + 37 + 51 + 73+ 15 + 15 + 15 + 15 + 15 + 15 + 15 + 15
10 18 + 21 + 23 + 26 + 29 + 36 + 45 + 61 + 88+ 18 + 18 + 18 + 18 + 18 + 18 + 18 + 18
18 30 + 26 + 28 + 31 + 35 + 43 + 55 + 74 + 106+ 22 + 22 + 22 + 22 + 22 + 22 + 22 + 22
30 50 + 30 + 33 + 37 + 42 + 51 + 65 + 88 + 126+ 28 + 26 + 26 + 26 + 26 + 26 + 26 + 26
50 80 + 40 + 45 + 51 + 62 + 78+ 32 + 32 + 32 + 32 + 32
80 120 + 47 + 52 + 59 + 72 + 91+ 37 + 37 + 37 + 37 + 37
120 180 + 55 + 61 + 68 + 83 + 106+ 43 + 43 + 43 + 43 + 43
180 250 + 64 + 70 + 79 + 98 + 122+ 50 + 50 + 50 + 50 + 50
250 315 + 72 + 79 + 88 + 108 + 137+ 56 + 56 + 56 + 56 + 56
315 400 + 80 + 87 + 98 + 119 + 151+ 62 + 62 + 62 + 82 + 82
400 500 + 88 + 95 + 108 + 131 + 165+ 88 + 88 + 88 + 88 + 68





























