Embed Size (px)
Citation preview

______________________________________________________________
TECNOLOGIA DE ESTAMPAGEM 2
Dobra e Repuxo Professores
Ivar Benazzi Junior Elpidio Gilson Caversan
DM 0206007-01
Revisatildeo Setembro 2012
- Fatec - So - Tecnologia de estampagem 2 -- 2 -
TECNOLOGIA DE ESTAMPAGEM - DEFORMACcedilAtildeO ndash IacuteNDICE
3- OPERACcedilOtildeES DE DEFORMACcedilAtildeO
31- Dobra paacuteg 03 A - Caacutelculo da forccedila de dobramento paacuteg 03 B - Raio miacutenimo de dobra paacuteg 05
D - Caacutelculo do comprimento desenvolvido paacuteg 05E - Dobras de perfil em ldquoUrdquo paacuteg 07 - Forccedila de dobramento s planificaccedilatildeo de fundo paacuteg 08
- Forccedila de dobramento c planificaccedilatildeo de fundo paacuteg 08 - Forccedila de dobramento c utilizaccedilatildeo de sujeitadores paacuteg 08 F ndash Dobra em ldquoLrdquo (Apoio uacutenico)paacuteg 10
G - Retorno elaacutestico paacuteg 13H - Estampos de enrolar paacuteg 16
32 - Repuxo paacuteg 16 A - Caacutelculo do diacircmetro do blanque paacuteg 16
- Meacutetodo das igualdades entre as aacutereas paacuteg 17- Meacutetodo do baricentro do periacutemetro paacuteg 18
B ndash Repuxo em vaacuterios estaacutegios paacuteg 19 33 - Etapas do Repuxo paacuteg 25
A - Anaacutelise do produto paacuteg 25B ndash Diacircmetro do disco paacuteg 25C ndash Nuacutemero de estaacutegios paacuteg 27D ndash Forccedila de Repuxo paacuteg 27E ndash Sujeitadores paacuteg 28F ndash Extratores paacuteg 28G ndash Folga entre punccedilotildees e matrizes paacuteg 28H ndash Componentes do primeiro repuxo paacuteg 29I ndash Componentes dos demais estaacutegios de repuxo paacuteg 29J ndash Guias Flutuantes paacuteg 29K ndash Escolha da Prensa ndash forccedila total paacuteg 29
12 ndash BIBLIOGRAFIA paacuteg 30
- Fatec - So - Tecnologia de estampagem 2 -- 3 -
3 ndash OPERACcedilOtildeES DE DEFORMACcedilAtildeO31 ndash Dobra
Para operaccedilotildees de dobra em ldquoVrdquo natildeo eacute recomendada a utilizaccedilatildeo de prensas excecircntricas pois aforccedila final de dobramento se torna incontrolaacutevel e muito perigosa para a maacutequina A operaccedilatildeo de dobra em ldquoVrdquo pode ser considerada em dois estaacutegios O primeiro corresponde aodobramento de uma viga sobre dois apoios devido a flexatildeo e o segundo corresponde a forccedila decompressatildeo suportada pela matriz e que garante a eficiecircncia da dobra
A - Caacutelculo da forccedila de dobramento
Onde P = forccedila de dobramento la = abertura da matriz lb = comprimento da dobra e = espessura da chapa
σd = tensatildeo de dobra
ω = moacutedulo de resistecircncia
sendo
Substituindo temos
σd = M
ω
M = P la 4
ω = Jy = lb esup3 12 = lb esup2 y e 2 6
σd = P la 6 4 lb esup2
P = 2 lb esup2 σd 3 la
- Fatec - So - Tecnologia de estampagem 2 -- 4 -
Devido a dificuldade de se obter o valor correto de σd costuma-se trabalhar com σr (tensatildeo deruptura)
Nota Segundo Schuler e Cincinati σd = 2 σr isto eacute a tensatildeo de dobra eacute o dobro da tensatildeode ruptura agrave traccedilatildeo poreacutem para dobras a 90deg com la e le 10 natildeo se aplica esta definiccedilatildeo
I - Caso Se a ferramenta eacute como a figura do caso 2 (compressatildeo) a forccedila de dobra eacute dada por
P = 2 lb esup2 2 σr σr = tensatildeo de ruptura (kgfmmsup2) 3 la e = espessura da chapa (mm) la = abertura da matriz (mm) lb = comprimento da dobra(mm)
I ndash Exemplo Qual eacute a forccedila necessaacuteria para dobrar em acircngulo reto uma tira de 1m de comprimento espessura
de 3mm σr = 40 kgfmmsup2 e a abertura V = 50mm
Dados lb = 1000mm la = 50mm
σr = 40 kgfmmsup2
σd = 2 σr = 2 40 = 80 kgfmmsup2
Resoluccedilatildeo
P = 2 lb esup2 2 σr = 3 la
P = 2 1000 3sup2 2 40 = 9600 kgf 3 50
Abertura da matriz da dobra
A forccedila necessaacuteria para efetuar dobras em acircngulos retos em presas depende de
a- espessura e natureza do materialb-raio de curvatura e largura do ldquoVrdquo de apoio
A forccedila de dobra eacute inversamente proporcional aoraio de curvatura e a largura de abertura do Vrdquo
- Fatec - So - Tecnologia de estampagem 2 -- 5 -
Em geral
l = 15 a 20e
B - Raio miacutenimo na dobra
A observaccedilatildeo do raio miacutenimo na dobra interna eacute fundamental para a operaccedilatildeo de dobramentoDe acordo com a caracteriacutestica e espessura do material deve ser escolhido o raio para o punccedilatildeo epara a matriz Na falta de valores especiacuteficos (DIN 9635) podemos usar os seguintes valores
D - Caacutelculo do comprimento desenvolvido
A camada de material que na dobra natildeo sofre deformaccedilotildees de recalque ou de estiramento eacutechamada de Linha Neutra (LN)
No dobramento devido aos materiais se deformarem mais a traccedilatildeo do que a compressatildeo aLinha Neutra em geral natildeo coincide com o centro (de gravidade geomeacutetrica) da secccedilatildeo da peccedila
Material Raio
Accedilo r = (1 a 3)eCobre r = (08 a 12)eLatatildeo r = (1 a 18)eZinco r = (1 a 2)eAlumiacutenio r = (08 a 1)eLigas de Alumiacutenio r = (09 a 3) e
- Fatec - So - Tecnologia de estampagem 2 -- 6 -
Em geral quando a relaccedilatildeo re for maior que 4 a LN coincide com a linha dos centros degravidade da secccedilatildeo
Valores de K (Funccedilatildeo da Relaccedilatildeo re)
re ge 05 ge 065 ge 1 ge 15 ge 24 ge 4
K 05 06 07 08 09 1
EXERCIacuteCIOS
1minus Calcule o comprimento total desenvolvido (Lt) da peccedila abaixo
L = a + b + π (r + e x K) β 2 180deg
- Fatec - So - Tecnologia de estampagem 2 -- 7 -
2- Conforme figura abaixo calcule
Dados (σr = 30kgfmmsup2)
a) Abertura da matriz
b) Comprimento desenvolvido
c) Forccedila de dobramento
e) Distacircncia entre apoios
E - Dobras de Perfil em lsquoUrsquo
Nas dobras de perfil em U as forccedilas necessaacuterias estatildeo de acordo com a construccedilatildeo da ferramentaEm primeiro plano temos como influecircncia a folga ente o punccedilatildeo e a matriz e em segundo plano aforma das entradas da matriz nos pontos de apoio do material A folga deve ser escolhida suficientemente grande de forma que natildeo haja estiramento domaterial e sim apenas as dobras nos raios internos Raios internos das dobras (tanto na peccedila como na matriz) devem ser no miacutenimo igual aespessura do material Nas dobras de perfis em ldquoUrdquo sem pisadores tornam-se os fundos abauladosque em parte necessitam de grandes forccedilas para a sua planificaccedilatildeoAs forccedilas para planificar o fundo no fim do dobramento podem alcanccedilar valores de ateacute duas vezese meia a forccedila de dobramento normal
- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 2 -
TECNOLOGIA DE ESTAMPAGEM - DEFORMACcedilAtildeO ndash IacuteNDICE
3- OPERACcedilOtildeES DE DEFORMACcedilAtildeO
31- Dobra paacuteg 03 A - Caacutelculo da forccedila de dobramento paacuteg 03 B - Raio miacutenimo de dobra paacuteg 05
D - Caacutelculo do comprimento desenvolvido paacuteg 05E - Dobras de perfil em ldquoUrdquo paacuteg 07 - Forccedila de dobramento s planificaccedilatildeo de fundo paacuteg 08
- Forccedila de dobramento c planificaccedilatildeo de fundo paacuteg 08 - Forccedila de dobramento c utilizaccedilatildeo de sujeitadores paacuteg 08 F ndash Dobra em ldquoLrdquo (Apoio uacutenico)paacuteg 10
G - Retorno elaacutestico paacuteg 13H - Estampos de enrolar paacuteg 16
32 - Repuxo paacuteg 16 A - Caacutelculo do diacircmetro do blanque paacuteg 16
- Meacutetodo das igualdades entre as aacutereas paacuteg 17- Meacutetodo do baricentro do periacutemetro paacuteg 18
B ndash Repuxo em vaacuterios estaacutegios paacuteg 19 33 - Etapas do Repuxo paacuteg 25
A - Anaacutelise do produto paacuteg 25B ndash Diacircmetro do disco paacuteg 25C ndash Nuacutemero de estaacutegios paacuteg 27D ndash Forccedila de Repuxo paacuteg 27E ndash Sujeitadores paacuteg 28F ndash Extratores paacuteg 28G ndash Folga entre punccedilotildees e matrizes paacuteg 28H ndash Componentes do primeiro repuxo paacuteg 29I ndash Componentes dos demais estaacutegios de repuxo paacuteg 29J ndash Guias Flutuantes paacuteg 29K ndash Escolha da Prensa ndash forccedila total paacuteg 29
12 ndash BIBLIOGRAFIA paacuteg 30
- Fatec - So - Tecnologia de estampagem 2 -- 3 -
3 ndash OPERACcedilOtildeES DE DEFORMACcedilAtildeO31 ndash Dobra
Para operaccedilotildees de dobra em ldquoVrdquo natildeo eacute recomendada a utilizaccedilatildeo de prensas excecircntricas pois aforccedila final de dobramento se torna incontrolaacutevel e muito perigosa para a maacutequina A operaccedilatildeo de dobra em ldquoVrdquo pode ser considerada em dois estaacutegios O primeiro corresponde aodobramento de uma viga sobre dois apoios devido a flexatildeo e o segundo corresponde a forccedila decompressatildeo suportada pela matriz e que garante a eficiecircncia da dobra
A - Caacutelculo da forccedila de dobramento
Onde P = forccedila de dobramento la = abertura da matriz lb = comprimento da dobra e = espessura da chapa
σd = tensatildeo de dobra
ω = moacutedulo de resistecircncia
sendo
Substituindo temos
σd = M
ω
M = P la 4
ω = Jy = lb esup3 12 = lb esup2 y e 2 6
σd = P la 6 4 lb esup2
P = 2 lb esup2 σd 3 la
- Fatec - So - Tecnologia de estampagem 2 -- 4 -
Devido a dificuldade de se obter o valor correto de σd costuma-se trabalhar com σr (tensatildeo deruptura)
Nota Segundo Schuler e Cincinati σd = 2 σr isto eacute a tensatildeo de dobra eacute o dobro da tensatildeode ruptura agrave traccedilatildeo poreacutem para dobras a 90deg com la e le 10 natildeo se aplica esta definiccedilatildeo
I - Caso Se a ferramenta eacute como a figura do caso 2 (compressatildeo) a forccedila de dobra eacute dada por
P = 2 lb esup2 2 σr σr = tensatildeo de ruptura (kgfmmsup2) 3 la e = espessura da chapa (mm) la = abertura da matriz (mm) lb = comprimento da dobra(mm)
I ndash Exemplo Qual eacute a forccedila necessaacuteria para dobrar em acircngulo reto uma tira de 1m de comprimento espessura
de 3mm σr = 40 kgfmmsup2 e a abertura V = 50mm
Dados lb = 1000mm la = 50mm
σr = 40 kgfmmsup2
σd = 2 σr = 2 40 = 80 kgfmmsup2
Resoluccedilatildeo
P = 2 lb esup2 2 σr = 3 la
P = 2 1000 3sup2 2 40 = 9600 kgf 3 50
Abertura da matriz da dobra
A forccedila necessaacuteria para efetuar dobras em acircngulos retos em presas depende de
a- espessura e natureza do materialb-raio de curvatura e largura do ldquoVrdquo de apoio
A forccedila de dobra eacute inversamente proporcional aoraio de curvatura e a largura de abertura do Vrdquo
- Fatec - So - Tecnologia de estampagem 2 -- 5 -
Em geral
l = 15 a 20e
B - Raio miacutenimo na dobra
A observaccedilatildeo do raio miacutenimo na dobra interna eacute fundamental para a operaccedilatildeo de dobramentoDe acordo com a caracteriacutestica e espessura do material deve ser escolhido o raio para o punccedilatildeo epara a matriz Na falta de valores especiacuteficos (DIN 9635) podemos usar os seguintes valores
D - Caacutelculo do comprimento desenvolvido
A camada de material que na dobra natildeo sofre deformaccedilotildees de recalque ou de estiramento eacutechamada de Linha Neutra (LN)
No dobramento devido aos materiais se deformarem mais a traccedilatildeo do que a compressatildeo aLinha Neutra em geral natildeo coincide com o centro (de gravidade geomeacutetrica) da secccedilatildeo da peccedila
Material Raio
Accedilo r = (1 a 3)eCobre r = (08 a 12)eLatatildeo r = (1 a 18)eZinco r = (1 a 2)eAlumiacutenio r = (08 a 1)eLigas de Alumiacutenio r = (09 a 3) e
- Fatec - So - Tecnologia de estampagem 2 -- 6 -
Em geral quando a relaccedilatildeo re for maior que 4 a LN coincide com a linha dos centros degravidade da secccedilatildeo
Valores de K (Funccedilatildeo da Relaccedilatildeo re)
re ge 05 ge 065 ge 1 ge 15 ge 24 ge 4
K 05 06 07 08 09 1
EXERCIacuteCIOS
1minus Calcule o comprimento total desenvolvido (Lt) da peccedila abaixo
L = a + b + π (r + e x K) β 2 180deg
- Fatec - So - Tecnologia de estampagem 2 -- 7 -
2- Conforme figura abaixo calcule
Dados (σr = 30kgfmmsup2)
a) Abertura da matriz
b) Comprimento desenvolvido
c) Forccedila de dobramento
e) Distacircncia entre apoios
E - Dobras de Perfil em lsquoUrsquo
Nas dobras de perfil em U as forccedilas necessaacuterias estatildeo de acordo com a construccedilatildeo da ferramentaEm primeiro plano temos como influecircncia a folga ente o punccedilatildeo e a matriz e em segundo plano aforma das entradas da matriz nos pontos de apoio do material A folga deve ser escolhida suficientemente grande de forma que natildeo haja estiramento domaterial e sim apenas as dobras nos raios internos Raios internos das dobras (tanto na peccedila como na matriz) devem ser no miacutenimo igual aespessura do material Nas dobras de perfis em ldquoUrdquo sem pisadores tornam-se os fundos abauladosque em parte necessitam de grandes forccedilas para a sua planificaccedilatildeoAs forccedilas para planificar o fundo no fim do dobramento podem alcanccedilar valores de ateacute duas vezese meia a forccedila de dobramento normal
- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 3 -
3 ndash OPERACcedilOtildeES DE DEFORMACcedilAtildeO31 ndash Dobra
Para operaccedilotildees de dobra em ldquoVrdquo natildeo eacute recomendada a utilizaccedilatildeo de prensas excecircntricas pois aforccedila final de dobramento se torna incontrolaacutevel e muito perigosa para a maacutequina A operaccedilatildeo de dobra em ldquoVrdquo pode ser considerada em dois estaacutegios O primeiro corresponde aodobramento de uma viga sobre dois apoios devido a flexatildeo e o segundo corresponde a forccedila decompressatildeo suportada pela matriz e que garante a eficiecircncia da dobra
A - Caacutelculo da forccedila de dobramento
Onde P = forccedila de dobramento la = abertura da matriz lb = comprimento da dobra e = espessura da chapa
σd = tensatildeo de dobra
ω = moacutedulo de resistecircncia
sendo
Substituindo temos
σd = M
ω
M = P la 4
ω = Jy = lb esup3 12 = lb esup2 y e 2 6
σd = P la 6 4 lb esup2
P = 2 lb esup2 σd 3 la
- Fatec - So - Tecnologia de estampagem 2 -- 4 -
Devido a dificuldade de se obter o valor correto de σd costuma-se trabalhar com σr (tensatildeo deruptura)
Nota Segundo Schuler e Cincinati σd = 2 σr isto eacute a tensatildeo de dobra eacute o dobro da tensatildeode ruptura agrave traccedilatildeo poreacutem para dobras a 90deg com la e le 10 natildeo se aplica esta definiccedilatildeo
I - Caso Se a ferramenta eacute como a figura do caso 2 (compressatildeo) a forccedila de dobra eacute dada por
P = 2 lb esup2 2 σr σr = tensatildeo de ruptura (kgfmmsup2) 3 la e = espessura da chapa (mm) la = abertura da matriz (mm) lb = comprimento da dobra(mm)
I ndash Exemplo Qual eacute a forccedila necessaacuteria para dobrar em acircngulo reto uma tira de 1m de comprimento espessura
de 3mm σr = 40 kgfmmsup2 e a abertura V = 50mm
Dados lb = 1000mm la = 50mm
σr = 40 kgfmmsup2
σd = 2 σr = 2 40 = 80 kgfmmsup2
Resoluccedilatildeo
P = 2 lb esup2 2 σr = 3 la
P = 2 1000 3sup2 2 40 = 9600 kgf 3 50
Abertura da matriz da dobra
A forccedila necessaacuteria para efetuar dobras em acircngulos retos em presas depende de
a- espessura e natureza do materialb-raio de curvatura e largura do ldquoVrdquo de apoio
A forccedila de dobra eacute inversamente proporcional aoraio de curvatura e a largura de abertura do Vrdquo
- Fatec - So - Tecnologia de estampagem 2 -- 5 -
Em geral
l = 15 a 20e
B - Raio miacutenimo na dobra
A observaccedilatildeo do raio miacutenimo na dobra interna eacute fundamental para a operaccedilatildeo de dobramentoDe acordo com a caracteriacutestica e espessura do material deve ser escolhido o raio para o punccedilatildeo epara a matriz Na falta de valores especiacuteficos (DIN 9635) podemos usar os seguintes valores
D - Caacutelculo do comprimento desenvolvido
A camada de material que na dobra natildeo sofre deformaccedilotildees de recalque ou de estiramento eacutechamada de Linha Neutra (LN)
No dobramento devido aos materiais se deformarem mais a traccedilatildeo do que a compressatildeo aLinha Neutra em geral natildeo coincide com o centro (de gravidade geomeacutetrica) da secccedilatildeo da peccedila
Material Raio
Accedilo r = (1 a 3)eCobre r = (08 a 12)eLatatildeo r = (1 a 18)eZinco r = (1 a 2)eAlumiacutenio r = (08 a 1)eLigas de Alumiacutenio r = (09 a 3) e
- Fatec - So - Tecnologia de estampagem 2 -- 6 -
Em geral quando a relaccedilatildeo re for maior que 4 a LN coincide com a linha dos centros degravidade da secccedilatildeo
Valores de K (Funccedilatildeo da Relaccedilatildeo re)
re ge 05 ge 065 ge 1 ge 15 ge 24 ge 4
K 05 06 07 08 09 1
EXERCIacuteCIOS
1minus Calcule o comprimento total desenvolvido (Lt) da peccedila abaixo
L = a + b + π (r + e x K) β 2 180deg
- Fatec - So - Tecnologia de estampagem 2 -- 7 -
2- Conforme figura abaixo calcule
Dados (σr = 30kgfmmsup2)
a) Abertura da matriz
b) Comprimento desenvolvido
c) Forccedila de dobramento
e) Distacircncia entre apoios
E - Dobras de Perfil em lsquoUrsquo
Nas dobras de perfil em U as forccedilas necessaacuterias estatildeo de acordo com a construccedilatildeo da ferramentaEm primeiro plano temos como influecircncia a folga ente o punccedilatildeo e a matriz e em segundo plano aforma das entradas da matriz nos pontos de apoio do material A folga deve ser escolhida suficientemente grande de forma que natildeo haja estiramento domaterial e sim apenas as dobras nos raios internos Raios internos das dobras (tanto na peccedila como na matriz) devem ser no miacutenimo igual aespessura do material Nas dobras de perfis em ldquoUrdquo sem pisadores tornam-se os fundos abauladosque em parte necessitam de grandes forccedilas para a sua planificaccedilatildeoAs forccedilas para planificar o fundo no fim do dobramento podem alcanccedilar valores de ateacute duas vezese meia a forccedila de dobramento normal
- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 4 -
Devido a dificuldade de se obter o valor correto de σd costuma-se trabalhar com σr (tensatildeo deruptura)
Nota Segundo Schuler e Cincinati σd = 2 σr isto eacute a tensatildeo de dobra eacute o dobro da tensatildeode ruptura agrave traccedilatildeo poreacutem para dobras a 90deg com la e le 10 natildeo se aplica esta definiccedilatildeo
I - Caso Se a ferramenta eacute como a figura do caso 2 (compressatildeo) a forccedila de dobra eacute dada por
P = 2 lb esup2 2 σr σr = tensatildeo de ruptura (kgfmmsup2) 3 la e = espessura da chapa (mm) la = abertura da matriz (mm) lb = comprimento da dobra(mm)
I ndash Exemplo Qual eacute a forccedila necessaacuteria para dobrar em acircngulo reto uma tira de 1m de comprimento espessura
de 3mm σr = 40 kgfmmsup2 e a abertura V = 50mm
Dados lb = 1000mm la = 50mm
σr = 40 kgfmmsup2
σd = 2 σr = 2 40 = 80 kgfmmsup2
Resoluccedilatildeo
P = 2 lb esup2 2 σr = 3 la
P = 2 1000 3sup2 2 40 = 9600 kgf 3 50
Abertura da matriz da dobra
A forccedila necessaacuteria para efetuar dobras em acircngulos retos em presas depende de
a- espessura e natureza do materialb-raio de curvatura e largura do ldquoVrdquo de apoio
A forccedila de dobra eacute inversamente proporcional aoraio de curvatura e a largura de abertura do Vrdquo
- Fatec - So - Tecnologia de estampagem 2 -- 5 -
Em geral
l = 15 a 20e
B - Raio miacutenimo na dobra
A observaccedilatildeo do raio miacutenimo na dobra interna eacute fundamental para a operaccedilatildeo de dobramentoDe acordo com a caracteriacutestica e espessura do material deve ser escolhido o raio para o punccedilatildeo epara a matriz Na falta de valores especiacuteficos (DIN 9635) podemos usar os seguintes valores
D - Caacutelculo do comprimento desenvolvido
A camada de material que na dobra natildeo sofre deformaccedilotildees de recalque ou de estiramento eacutechamada de Linha Neutra (LN)
No dobramento devido aos materiais se deformarem mais a traccedilatildeo do que a compressatildeo aLinha Neutra em geral natildeo coincide com o centro (de gravidade geomeacutetrica) da secccedilatildeo da peccedila
Material Raio
Accedilo r = (1 a 3)eCobre r = (08 a 12)eLatatildeo r = (1 a 18)eZinco r = (1 a 2)eAlumiacutenio r = (08 a 1)eLigas de Alumiacutenio r = (09 a 3) e
- Fatec - So - Tecnologia de estampagem 2 -- 6 -
Em geral quando a relaccedilatildeo re for maior que 4 a LN coincide com a linha dos centros degravidade da secccedilatildeo
Valores de K (Funccedilatildeo da Relaccedilatildeo re)
re ge 05 ge 065 ge 1 ge 15 ge 24 ge 4
K 05 06 07 08 09 1
EXERCIacuteCIOS
1minus Calcule o comprimento total desenvolvido (Lt) da peccedila abaixo
L = a + b + π (r + e x K) β 2 180deg
- Fatec - So - Tecnologia de estampagem 2 -- 7 -
2- Conforme figura abaixo calcule
Dados (σr = 30kgfmmsup2)
a) Abertura da matriz
b) Comprimento desenvolvido
c) Forccedila de dobramento
e) Distacircncia entre apoios
E - Dobras de Perfil em lsquoUrsquo
Nas dobras de perfil em U as forccedilas necessaacuterias estatildeo de acordo com a construccedilatildeo da ferramentaEm primeiro plano temos como influecircncia a folga ente o punccedilatildeo e a matriz e em segundo plano aforma das entradas da matriz nos pontos de apoio do material A folga deve ser escolhida suficientemente grande de forma que natildeo haja estiramento domaterial e sim apenas as dobras nos raios internos Raios internos das dobras (tanto na peccedila como na matriz) devem ser no miacutenimo igual aespessura do material Nas dobras de perfis em ldquoUrdquo sem pisadores tornam-se os fundos abauladosque em parte necessitam de grandes forccedilas para a sua planificaccedilatildeoAs forccedilas para planificar o fundo no fim do dobramento podem alcanccedilar valores de ateacute duas vezese meia a forccedila de dobramento normal
- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 5 -
Em geral
l = 15 a 20e
B - Raio miacutenimo na dobra
A observaccedilatildeo do raio miacutenimo na dobra interna eacute fundamental para a operaccedilatildeo de dobramentoDe acordo com a caracteriacutestica e espessura do material deve ser escolhido o raio para o punccedilatildeo epara a matriz Na falta de valores especiacuteficos (DIN 9635) podemos usar os seguintes valores
D - Caacutelculo do comprimento desenvolvido
A camada de material que na dobra natildeo sofre deformaccedilotildees de recalque ou de estiramento eacutechamada de Linha Neutra (LN)
No dobramento devido aos materiais se deformarem mais a traccedilatildeo do que a compressatildeo aLinha Neutra em geral natildeo coincide com o centro (de gravidade geomeacutetrica) da secccedilatildeo da peccedila
Material Raio
Accedilo r = (1 a 3)eCobre r = (08 a 12)eLatatildeo r = (1 a 18)eZinco r = (1 a 2)eAlumiacutenio r = (08 a 1)eLigas de Alumiacutenio r = (09 a 3) e
- Fatec - So - Tecnologia de estampagem 2 -- 6 -
Em geral quando a relaccedilatildeo re for maior que 4 a LN coincide com a linha dos centros degravidade da secccedilatildeo
Valores de K (Funccedilatildeo da Relaccedilatildeo re)
re ge 05 ge 065 ge 1 ge 15 ge 24 ge 4
K 05 06 07 08 09 1
EXERCIacuteCIOS
1minus Calcule o comprimento total desenvolvido (Lt) da peccedila abaixo
L = a + b + π (r + e x K) β 2 180deg
- Fatec - So - Tecnologia de estampagem 2 -- 7 -
2- Conforme figura abaixo calcule
Dados (σr = 30kgfmmsup2)
a) Abertura da matriz
b) Comprimento desenvolvido
c) Forccedila de dobramento
e) Distacircncia entre apoios
E - Dobras de Perfil em lsquoUrsquo
Nas dobras de perfil em U as forccedilas necessaacuterias estatildeo de acordo com a construccedilatildeo da ferramentaEm primeiro plano temos como influecircncia a folga ente o punccedilatildeo e a matriz e em segundo plano aforma das entradas da matriz nos pontos de apoio do material A folga deve ser escolhida suficientemente grande de forma que natildeo haja estiramento domaterial e sim apenas as dobras nos raios internos Raios internos das dobras (tanto na peccedila como na matriz) devem ser no miacutenimo igual aespessura do material Nas dobras de perfis em ldquoUrdquo sem pisadores tornam-se os fundos abauladosque em parte necessitam de grandes forccedilas para a sua planificaccedilatildeoAs forccedilas para planificar o fundo no fim do dobramento podem alcanccedilar valores de ateacute duas vezese meia a forccedila de dobramento normal
- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 6 -
Em geral quando a relaccedilatildeo re for maior que 4 a LN coincide com a linha dos centros degravidade da secccedilatildeo
Valores de K (Funccedilatildeo da Relaccedilatildeo re)
re ge 05 ge 065 ge 1 ge 15 ge 24 ge 4
K 05 06 07 08 09 1
EXERCIacuteCIOS
1minus Calcule o comprimento total desenvolvido (Lt) da peccedila abaixo
L = a + b + π (r + e x K) β 2 180deg
- Fatec - So - Tecnologia de estampagem 2 -- 7 -
2- Conforme figura abaixo calcule
Dados (σr = 30kgfmmsup2)
a) Abertura da matriz
b) Comprimento desenvolvido
c) Forccedila de dobramento
e) Distacircncia entre apoios
E - Dobras de Perfil em lsquoUrsquo
Nas dobras de perfil em U as forccedilas necessaacuterias estatildeo de acordo com a construccedilatildeo da ferramentaEm primeiro plano temos como influecircncia a folga ente o punccedilatildeo e a matriz e em segundo plano aforma das entradas da matriz nos pontos de apoio do material A folga deve ser escolhida suficientemente grande de forma que natildeo haja estiramento domaterial e sim apenas as dobras nos raios internos Raios internos das dobras (tanto na peccedila como na matriz) devem ser no miacutenimo igual aespessura do material Nas dobras de perfis em ldquoUrdquo sem pisadores tornam-se os fundos abauladosque em parte necessitam de grandes forccedilas para a sua planificaccedilatildeoAs forccedilas para planificar o fundo no fim do dobramento podem alcanccedilar valores de ateacute duas vezese meia a forccedila de dobramento normal
- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 7 -
2- Conforme figura abaixo calcule
Dados (σr = 30kgfmmsup2)
a) Abertura da matriz
b) Comprimento desenvolvido
c) Forccedila de dobramento
e) Distacircncia entre apoios
E - Dobras de Perfil em lsquoUrsquo
Nas dobras de perfil em U as forccedilas necessaacuterias estatildeo de acordo com a construccedilatildeo da ferramentaEm primeiro plano temos como influecircncia a folga ente o punccedilatildeo e a matriz e em segundo plano aforma das entradas da matriz nos pontos de apoio do material A folga deve ser escolhida suficientemente grande de forma que natildeo haja estiramento domaterial e sim apenas as dobras nos raios internos Raios internos das dobras (tanto na peccedila como na matriz) devem ser no miacutenimo igual aespessura do material Nas dobras de perfis em ldquoUrdquo sem pisadores tornam-se os fundos abauladosque em parte necessitam de grandes forccedilas para a sua planificaccedilatildeoAs forccedilas para planificar o fundo no fim do dobramento podem alcanccedilar valores de ateacute duas vezese meia a forccedila de dobramento normal
- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 8 -
Forccedila de dobramento sem planificaccedilatildeo de fundo
Onde lb = Comprimento da dobra(mm)
σd = Tensatildeo de dobra
Forccedila de dobramento com planificaccedilatildeo de fundo
Onde l b = Comprimento da dobra(mm) σd = Tensatildeo de dobraForccedila de dobramento com utilizaccedilatildeo de pisadores ou sujeitadores
P = 12 lb esup2 σd asymp 12 lb esup2 σd ε u u
ε asymp 25
P = 2 lb esup2 σd 3 u
u ge 2 e
Forccedila do pisador ou sujeitador = 25 da forccedila paradobramento
- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 9 -
EXERCIacuteCIO
1 - Calcular a forccedila necessaacuteria para dobrar em u 1 m de chapa de accedilo com σr = 40kgfmmsup2 e
espessura e = 3mm+-01 em ferramentas de dobrar tipo matriz e punccedilatildeo
a) Calcular sem planificaccedilatildeo de fundo
b) Calcular com planificaccedilatildeo no fundo
c) Calcular com prensa-chapa
- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 10 -
Tensatildeo de Dobraσd = 2σe = Espessura da chapa
σr = Tensatildeo de ruptura a traccedilatildeo
F- Dobra em ldquoLrdquo
I- Caso
Se a ferramenta eacute como a figura abaixo
Fd = 1 σd e b 6
A peccedila a ser dobrada se considera como uma viga engastada com balanccedilo l = e
Exemplo
Para dobrar uma cantoneira de accedilo com σr = 40Kgfmmsup2 1m de comprimento e 3mm deespessura eacute necessaacuteria a fora de
Fd = 1 σd e b == 1 2 40 3 1000 = 1000 =40000Kg 6 6
Forccedila de dobra para de accedilo com σr = 40Kgfmmsup2
σd = 2σr 80 Kgfmmsup2
- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 11 -
Fd = σd be = 80 be = 1333be 6 6
Exemplo
Para dobrar uma tira de accedilo com σr= 40Kgfmmsup2B=50mm e = 45mm eacute preciso uma forccedila Fd = 3000 Kg
II- Caso
Para dobras bilaterais o caacutelculo eacute anaacutelogo ao caso I isto eacute
Fd =2 1 σd e b 6
- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 12 -
Nota a- Se o extrator for acionado por molas e forccedila de dobra deveraacute ser aumentada da forccedila
de deformaccedilatildeo elaacutestica das molas do extrator que em geral eacute da ordem de 01 Fdb- Nas ferramentas de dobra as bordas da matriz deveratildeo ser arredondadas para
permitir o livre escorregamento da chapa Este particular proporciona um melhorproduto com menor esforccedilo
Para e = le 6mm a = 45 e
Segundo Kaczmareck o valor da forccedila de dobra eacute
Fd = 1 σd esup2 b em que 3 a
σd = 18 σr para σr = 30 divide 35 Kgfmmsup2
20 σr para σr = 32divide 52 Kgfmmsup2
DEVEM SER EVITADAS DOBRAS EM ldquoVrdquo OU EM ldquoUrdquo em prensas excecircntricas pois umaregulagem deficiente provocaria a ruptura da prensa
- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 13 -
Exemplo 1
Calcular a forccedila necessaacuteria para dobrar em ldquoUrdquo 1m de chapa de accedilo com σr = 40 kgmmsup2 eespessura e = 3mm em ferramenta com extrator de mola
a- Forccedila de dobra
Fd = 2 ( 1 σd e b ) = 2 ( 1 40 3 1000) = 80000 Kg 6 6
b- Forccedila do extrator
Fex = 01 F = 01 80000 = 8000 Kg
c- Forccedila total
Ft =Fd divide Fex = 80000 divide 8000 = 88000Kg
G ndash Retorno elaacutestico (springback)
Devido agrave elasticidade do materialdepois da operaccedilatildeo de dobra a peccedila obtida tendereadquirir a forma primitiva isto eacute tende a ldquoreendireitarrdquo Isto acontece por causa da deformaccedilatildeoelaacutestica remanescente que precede a deformaccedilatildeo plaacutestica permanente
Na execuccedilatildeo das ferramentas poderaacute ser levado em conta este fenocircmeno dando acircngulos dedobra mais fechados do que os da peccedila de maneira que depois do retorno elaacutesticos acircngulos ficaratildeoos desejados Natildeo existe caacutelculo para determinar a diminuiccedilatildeo dos raios e dos acircngulos eacute feito portentativa por meio de provas e experiecircncias
Apenas para orientaccedilatildeo podemos considerar que para compensar o efeito do retornoelaacutestico e se obter o produto com curvatura r e a dobra seja feita com acircngulo α eacute necessaacuterio que opunccedilatildeo apresente um raio rrsquo e a dobra seja feita com acircngulo αrsquo
rrsquo = k(r+05e) ndash 05e
αrsquo = kα
O retorno elaacutestico depende do material e da relaccedilatildeo re Eacute maior nos materiais mais duros
Valores de k
- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 14 -
ExemploDeterminar o raio do punccedilatildeo e o acircngulo de dobra para a peccedila em figuraMaterial accedilo inox 18 ndash 18Pelo diagrama sendo r = 5 = 25 k =085
e 2
rrsquo =k(r+05e) ndash 05e = 085(5+05 x 2) ndash 05 x 2 = 41 mmαrsquo = kα = 085 x 90 = 765deg = 76deg 30rsquo
- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 15 -
Observaccedilotildees
Na dobra de perfis em ldquoUrdquoos punccedilotildees satildeo executados com fundo levemente cocircncavo paracompensar a accedilatildeo elaacutestica do material que tende a abrir o acircngulo da dobra
Devido a impossibilidade de previsotildees exatas dos punccedilotildees e matrizes das ferramentas dedobra seratildeo temperados somente depois de acertados os acircngulos e os raios de curvatura O acerto eacutefeito por tentativas isto eacute estampando algumas peccedilas com a ferramenta ainda natildeo temperada eretificada
Nas ferramentas em ldquoVrdquo a accedilatildeo elaacutestica do material eacute vencida quebrando o ldquonervordquo domaterial com uma pancada a fundo na zona de deformaccedilatildeo do material O punccedilatildeo seraacute rebaixadoconforme o desenho
Nas ferramentas em ldquoVrdquo aleacutem do artifiacutecio citado podemos recorrer agrave diminuiccedilatildeo de α ou de r
- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 16 -
H - Estampos de Enrolar
A operaccedilatildeo de enrolar pode ser efetuada por vaacuterios meacutetodos Enrolar no punccedilatildeo Enrolar na matriz Nos dois casos acima a peccedila deve ter uma preacute-dobra para iniciar o desenvolvimento
32 - Repuxo
Na operaccedilatildeo de repuxo obtem-se peccedilas ocas partindo-se de placas ou chapas planas Durante a operaccedilatildeo de repuxo o material sofre esforccedilos de compressatildeo (nas bordas da matriz) eesforccedilos de estiramento
Na operaccedilatildeo de repuxo praticamente a espessura da peccedila se manteacutem igual a do Blanque
A - Caacutelculo do Diacircmetro do BLANQUE
Peccedilas com formas de corpos de revoluccedilatildeo o blanque pode ser calculado de duas formas peloprocesso de igualdade das aacutereas ou pelo meacutetodo do baricentro do periacutemetro
Exemplo Calcular o diacircmetro do blanque para a peccedila da paacutegina abaixo
- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 17 -
Processo pela igualdade das aacutereas
Ou seja
Sblanque = Σ Sciacuterculo + Scilindro
π Dsup2 = π d1 h1 + π d1sup2 4 4
π Dsup2 = 4π d1 h1 + π d1sup2 4 4
Dsup2 = 4d1 h1 + d1sup2 D = radic4d1 h1 + d1sup2 D = radic4 100 50 + 100sup2 D = radic30000 D = 173205mm
ou ainda
S = π d1 h1 + π d1sup2 S = π 100 50 + π 100sup2 4 4
S = 1570796 + 785398
S = 2356194 como S = π x Dsup2 4 entatildeo temos π Dsup2 = 2356194 π Dsup2 = 4 2356194 4
- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 18 -
Dsup2 = 4 2356194 Dsup2 = 30000 π D = radic30000 = 173205mm
- Meacutetodo do Baricentro do Periacutemetro (Processo Analiacutetico) Calculo pelo centro de gravidade das figuras
π Dsup2 = 2π R1 L1 + 2π R2 L2
4
π Dsup2 = 4 2π (R1 L1 + R2 L2)
Dsup2 = 8 (Σ Ri Li)
D = radic8 (Σ Ri Li) D = radic8 (50 50 + 25 50) D = radic30000 D = 173205mm Este processo eacute o mais utilizado pois pode utilizar a foacutermula D = radic8 (Σ Ri Li) para qualquerque seja o repuxo que quisermos determinar o diacircmetro do blanque
A sequecircncia do calculo eacute
1deg- Dividir o repuxo em figuras regulares como cilindros discos aneacuteis etc2deg- Determinar o CG de cada figura e a distacircncia destes ateacute o centro da peccedila (Ri)3deg- Determinar o comprimento desenvolvido de cada parte na seccedilatildeo mostrada (Li)
4deg- Aplicar a foacutermula Rsup2 = 2π R m x Σ li
- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 19 -
B - Repuxo em vaacuterios estaacutegios
Peccedilas com grandes profundidades de repuxo devem ser repuxados em vaacuterias operaccedilotildeesO nuacutemero das operaccedilotildees depende da profundidade de repuxo e das caracteriacutesticas deestampabilidade do material da chapaCoeficiente de repuxo - O coeficiente de repuxo fornece a menor relaccedilatildeo entre o diacircmetro dopunccedilatildeo e o diacircmetro do blanque (ainda peccedila intermediaacuteria) em funccedilatildeo do material da chapa
m le d1 ( m = coeficiente para 1deg operaccedilatildeo) D
m1 le dn ( m1 = coeficiente para demais operaccedilotildees) dn ndash 1
Material m m1
Accedilo para repuxo 060 ndash 065 080
Accedilo para repuxo profundo 055 ndash 060 075 ndash 080
Accedilo para carroceria 052 ndash 058 075 ndash 080
Accedilo Inoxidaacutevel 050 ndash 055 080 ndash 085
Cobre 055 ndash 060 085
Latatildeo 050 ndash 055 075 ndash 080
Alumiacutenio Mole 053 ndash 060 08
Duralumiacutenio 055 ndash 060 09
- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 20 -
Exemplo 1 Determinar o diacircmetro do disco e o nuacutemero de operaccedilotildees necessaacuterias para obtermosum recipiente ciliacutendrico de chapa de accedilo inoxidaacutevel com as dimensotildees da figura
Obs Deixar 3 de sobremetal do blanque para usinagem posterior da altura arredondar para onuacutemero inteiro mais proacuteximoPela tabela temos m = 055 m1 = 085
Diacircmetro do blanque D = radic4d1 h1 + dsup2 D = radic4 72 56 + 70sup2 D = radic21028 D = 14501
Da = 103 14501 Da = 14936 Da asymp 149mm Nuacutemero de operaccedilotildees d1 = Da m d2 = d1 m1
d1 = 149055 d2 = 8195 085 d1 = 8195mm d2 = 6965 = 70mm
h1 = Dasup2 ndash dmsup21 h2 = Dasup2 - dmsup22
4 dm1 4 dm2
h1 = 149sup2 ndash 8395sup2 h2 = 149sup2 - 72sup2 4 8395 4 72
h1 = 1515339 h2 = 17017 3358 288
h1 = 45126mm h2 = 59086mm
- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 21 -
Exerciacutecio 1Determinar o nuacutemero de operaccedilotildees de repuxo e as respectivas profundidades para estampagem dapeccedila abaixo Calcular o diacircmetro do blanque pela igualdade das aacutereas
Material ndash Latatildeo05m
08m1
- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 22 -
Exerciacutecio 2Calcular o diacircmetro do blanque para a peccedila abaixo Material ndash accedilo para repuxo profundo
- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 23 -
Exerciacutecio 3
- Determinar o blanque (dois processos)- Calcular o nuacutemero de operaccedilotildees e como satildeo feitasObs Deixar 5 de sobremetal no blanque para usinagem posterior da altura(arredondar para ondeg inteiro mais proacuteximo para mais ou para menos)
Material ndash Latatildeo05m 08m1
- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 24 -
Exerciacutecio 4
- Determinar o diacircmetro do blanque- Determinar o nuacutemero e como seratildeo as operaccedilotildees
- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 25 -
33 Etapas do Repuxo
1- Anaacutelise do Produto
2- Desenvolvimento do Blanque
3- Nuacutemero de Estaacutegios necessaacuterios
4- Forccedila de Repuxo
5- Sujeitadores
6- Extratores
7- Punccedilotildees e Matrizes Folga
8- Componentes do Primeiro Repuxo
9- Componentes dos demais Repuxos Localizadores
10- Guias Flutuantes
A - ANAacuteLISE DO PRODUTO
Analisar o desenho do Produto com relaccedilatildeo agrave- Raios Dimensotildees proporccedilatildeo com a espessura posiccedilatildeo geomeacutetrica- Toleracircncias Definem a precisatildeo necessaacuteria agraves ferramentas- Geometria Permite uma previsatildeo do processo interno da ferramenta e definiccedilatildeo donuacutemero de estaacutegios necessaacuterios
B ndash DIAcircMETRO DO DISCO
Uma das maneiras mais precisas de se calcular o diacircmetro do Disco de Blanque para peccedilas derepuxo cilindrico eacute o meacutetodo do volume Temos abaixo algumas formulas mais usuais para ocaacutelculo manual
Figura 1
D=radicd1sup2+4d[h+057(R+r)]
- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 26 -
Figura 2
Figura 3
V1= πh(Dsup2-dsup2)4 ou V1= πh(Rsup2-rsup2)
Figura 4
V2 = ((πDsup2)4) e ou V2= π Rsup2 e
Vt = V1+ V2+Vn
D = radic[(4Vt)( πe)]
- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 27 -
Atualmente uma maneira bastante precisa de obter-se o volume eacute modelarmos a peccedila em CAD3D como Pro-E SolidWorks Inventor etc Devemos poreacutem tomarmos um cuidado especialcom relaccedilatildeo aos raios externos da peccedila pois sabemos de antematildeo que existe uma deformaccedilatildeonesta regiatildeo em funccedilatildeo da traccedilatildeo nas fibras do material no momento do repuxo A proporccedilatildeoexata desta deformaccedilatildeo soacute poderaacute ser obtida atraveacutes de testes praacuteticos pois em um mesmomaterial podem ocorrer diferenccedilas em funccedilatildeo de variaccedilotildees do processo do repuxo e defabricaccedilatildeo do material Um acreacutescimo de cerca de 20 na medida do raio externo pode seradotado para minimizar este efeito
C ndash NUacuteMERO DE ESTAacuteGIOS
Dependendo da anaacutelise da geometria da peccedila ou seja da proporccedilatildeo entre a altura repuxada e odiacircmetro veremos que natildeo eacute possiacutevel se obter a peccedila pronta em uma uacutenica operaccedilatildeo de repuxoportanto temos que verificar quantos estaacutegios de repuxo seraacute necessaacuterio para fabricarmos a peccedilasem comprometermos as propriedades mecacircnicas do seu material A reduccedilatildeo de diacircmetro comconsequumlente aumento na altura deve seguir o seguinte sistema
Obs A partir do segundo repuxo haacute necessidade de furos de saiacuteda de ar nos punccedilotildees paraevitar deformaccedilotildees
D ndash FORCcedilA NECESSAacuteRIA PARA O REPUXO
O repuxo eacute realizado na regiatildeo plaacutestica do diagrama Tensatildeo-Deformaccedilatildeo do materialUsaremos a seguinte foacutermula
Fr = K π deσt125
ondeFr = Forccedila de Repuxod = Diacircmetro do Punccedilatildeoe = Espessura do materialσt = Tensatildeo de traccedilatildeo para repuxo125 = Fator de correccedilatildeoK = Obtido atraveacutes da relaccedilatildeo entre d e D (onde D = Diacircmetro do Disco de Blanque)
dD 055 0575 06 0625 065 0675 07 0725 075 0775 08K 10 093 086 079 072 066 06 055 05 045 04
Obs Para peccedilas natildeo ciliacutendricas substituir πd pelo periacutemetro da peccedila
d1 = 06D h1 = 0266Dd2 = 048D h2 = 0401Dd3 = 0384D h3 = 0555Dd4 = 0307D h4 = 0737Dd5 = 0245D h5 = 0959Dd6 = 0196D h6 = 1225D
- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 28 -
E - SUJEITADORES
O sujeitador eacute utilizado principalmente no primeiro estaacutegio do repuxo para manter uma pressatildeoespeciacutefica sobre o blanque evitando assim o enrugamento da chapa do blanque a ser repuxadodurante a operaccedilatildeo O enrugamento ocorreraacute se a pressatildeo de sujeiccedilatildeo natildeo for suficiente paramanter a chapa apoiada na matriz Por outro lado se a pressatildeo for excessiva ocorreraacute oestiramento do material pois a chapa teraacute dificuldade para ldquoEscorregarrdquo para dentro da matrizEvidentemente a superfiacutecie do sujeitador que entra em contato com a chapa deveraacute serdevidamente polida e o material tratado termicamente para este fimCaacutelculo da forccedila de sujeiccedilatildeo
P = F A =gt Fsj = P A
Onde Fsj = Forccedila de sujeiccedilatildeoP = Pressatildeo especiacutefica = 01 a 02 Kgfmmsup2A = Aacuterea de contato entre o sujeitador e o blanque
Obs Para ferramentas de baixa precisatildeo ou aplicaccedilatildeo grosseira usa-se de maneira geneacuterica
Fsj = 03 Fr onde Fr = Forccedila de repuxo
F ndash EXTRATORES
Os extratores tecircm a funccedilatildeo de retirar o produto de dentro das matrizes eou dos punccedilotildeesGenericamente usa-se
Fex = 01 F onde F = Forccedila da operaccedilatildeo (corte repuxo etc)
G ndash FOLGA ENTRE PUNCcedilOtildeES E MATRIZES
A folga necessaacuteria entre punccedilatildeo e matriz para repuxo deve levar em conta a espessura da chapaa ser repuxada mas tem uma pequena variaccedilatildeo para chapas finas ateacute aproximadamente 15mme as de maior espessura
p chapas finas Fpm = ep chapas grossas Fpm = e + t + 20 tol maacutex
onde Fpm = Folga entre punccedilatildeo e matrize = Espessura da chapa a ser repuxadat = Toleracircncia da espessura da chapa20 tol maacutex = 20 da toleracircncia maacutexima da chapa
ExemploPara uma chapa com espessura de 5mm com tol plusmn02
Fpm = 5 + 02 + 004 = 524mm
- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 29 -
H ndash COMPONENTES DO PRIMEIRO REPUXO
Lista de componentes essenciais para o primeiro repuxo Em ferramentas progressivas podemser necessaacuterios outros componentes adicionais- Punccedilatildeo- Matriz- Localizador (para o blanque)- Sujeitador- Extrator Inferior (Matriz)- Extrator Superior (Punccedilatildeo)- Porta ndash Punccedilatildeo- Porta ndash Matriz- Base superior e inferior e colunas buchas de guia etc se ferramenta individual
I ndash COMPONENTES DOS DEMAIS ESTAacuteGIOS DE REPUXO
A lista eacute muito semelhante agrave anterior com pequenas diferenccedilas citadas abaixo- O localizador para o blanque e o sujeitador seratildeo substituiacutedos por um Posicionador que
teraacute a funccedilatildeo de penetrar na peccedila jaacute repuxada na operaccedilatildeo anterior para posicionaacute-la comprecisatildeo em relaccedilatildeo agrave matriz Uma deficiecircncia neste posicionamento pode ocasionar um repuxodescentralizado em relaccedilatildeo ao anterior causando imediatamente uma variaccedilatildeo na altura e naespessura da peccedila devido ao escoamento irregular do material para dentro da matrizEste item seraacute estudado posteriormente em detalhes pois aleacutem desta funccedilatildeo tambeacutem tem afinalidade de extrair a peccedila do punccedilatildeo apoacutes o repuxo
J ndash GUIAS FLUTUANTES
As guias flutuantes satildeo um recurso muito usado em ferramentas progressivas que envolvemrepuxo pois se a fita natildeo for elevada apoacutes a operaccedilatildeo de repuxo natildeo haacute como transportaacute-lapara o proacuteximo estaacutegioEm todos os itens aqui estudados estamos considerando um sistema convencional de repuxoem prensas excecircntricas Existem maacutequinas especiais do tipo ldquoTransferrdquo por exemplo que satildeodesenvolvidas especialmente para repuxar peccedila e trabalha em alguns casos com ldquoRepuxoInvertidordquo ou seja as matrizes estatildeo na parte superior do estampo e os punccedilotildees na parteinferior Nestas maacutequinas o transporte das peccedilas para o proacuteximo estaacutegio satildeo feitos por umsistema de transporte exclusivo daiacute o nome ldquoTransferrdquo
K - Escolha da Prensa ndash Forccedila Total
Como fator de seguranccedila recomenda-se acrescentar 20 agrave Forccedila total da operaccedilatildeo para escolhada maacutequina necessaacuteria que eacute dada por
Ft = (Fr +Fsj +Fex)12 onde
Ft = Forccedila total da operaccedilatildeo (ou do estaacutegio)Fr = Forccedila para RepuxoFsj = Forccedila para SujeiccedilatildeoFex = Forccedila de Extraccedilatildeo12 = Fator de seguranccedila
- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan

- Fatec - So - Tecnologia de estampagem 2 -- 30 -
A forccedila de repuxo pode oscilar devido a variaccedilotildees no sistema de lubrificaccedilatildeo das chapaspolimento dos punccedilotildees e matrizes variaccedilotildees de dureza e propriedades mecacircnicas da chapa aolongo da bobina Temperatura da maacutequina etcOs meacutetodos mais comuns de lubrificaccedilatildeo de fitas para repuxo satildeo
- Oacuteleos minerais ou vegetais- Graxas- Sabatildeo
Tambeacutem eacute comum em produccedilotildees seriadas a aplicaccedilatildeo de uma camada de fosfato na face da fitaque entraraacute em contato com a matriz Esta camada associada agrave lubrificaccedilatildeo reduz bastante oatrito facilitando o repuxoOs repuxos realizados com deficiecircncia de lubrificaccedilatildeo alem de causar um acreacutescimo da forccedilanecessaacuteria para a operaccedilatildeo acarreta tambeacutem um fenocircmeno chamado ldquoEstiramentordquo que eacute areduccedilatildeo da espessura da chapa de maneira irregular Este estiramento deforma o materialaumentando a altura da peccedila ou reduzindo a quantidade de material que deveria escoar paradentro da matriz comprometendo desta forma a geometria final do produto Aleacutem disso causauma fragilidade estrutural no material podendo causar trincas e ateacute em casos mais draacutesticos aruptura do fundo da peccedila pois o estiramento normalmente se torna mais acentuado na regiatildeodos raios
12 - Bibliografia
bull Estampo de Corte ndash BRITO OSMAR DE
bull Projetista de Maacutequinas ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Estampos I ndash PRO-TEC - PROVENZA FRANCESCO
bull Estampos II ndash PRO-TEC ndash PROVENZA FRANCESCO
bull Manual do ferramenteiro ndash KONINCK J DE GUTTER D
Prof Eng Msc Ivar Benazzi JrProf Elpidio Gilson Caversan












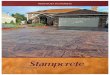









![dobra[s] n7](https://img.document.onl/doc/110x75/568cc68b1a28ab8c668b599d/dobras-n7.jpg)





