Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ENGENHARIA QUÍMICA
PEDRO HENRIQUE FERREIRA BUENO
Estudo da implantação de um sistema de gestão de inventário em uma indústria de
agroquímicos
LORENA
2014

PEDRO HENRIQUE FERREIRA BUENO
Estudo da implantação de um sistema de gestão de inventário em uma indústria de
agroquímicos
Monografia apresentada à Escola de Engenharia de Lorena – Universidade de São Paulo como requisito parcial para obtenção de título de Engenheiro Químico.
Área de Concentração: Produção e Qualidade
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Bueno, Pedro Henrique Ferreira Estudo da implantação de um sistema de gestão deinventário em uma indústria de agroquímicos / PedroHenrique Ferreira Bueno; orientador Marco AntonioCarvalho Pereira. - Lorena, 2014. 53 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2014Orientador: Marco Antonio Carvalho Pereira
1. Gestão de estoque. 2. Pesquisa-ação. 3.Acuracidade de inventário. I. Título. II. Pereira,Marco Antonio Carvalho, orient.

iii
Aos meus pais
A minha irmã
Aos meus familiares e amigos

iv
AGRADECIMENTOS
A Deus, primeiramente, por ter me permitido chegar até aqui. Indubitavelmente, sem a
força da fé e a paz dos céus, não teria conseguido superar todos os obstáculos que tive que
enfrentar, sendo Ele imprescindível em todos os momentos de minha vida.
À minha família, meus pais e minha irmã, que em todos os momentos de fraqueza
estiveram ao meu lado, me apoiaram, me socorreram e me deram o incentivo que era
necessário para que pudesse levantar a cabeça e enfrentar mais um desafio sem medo. Meu
mais sincero obrigado a vocês três que suportaram todos os meus desatinos e devaneios
durante este tempo.
Aos meus avós e aos meus padrinhos, paternos que me olham lá de cima e maternos que
me amparam aqui embaixo, pois sei que está minha conquista não seria possível sem todo
o auxílio deles que recebi.
Ao professor Marco Antônio que foi meu guia no universo acadêmico e, não por outro
motivo, é meu orientador neste trabalho, e também a todos os professores que contribuíram
para que eu chegasse até aqui. A ele, que me fez enxergar o caminho da gestão, expresso
minha profunda admiração por seu enorme caráter que possui e tamanha competência no
que faz.
Aos meus amigos, tanto aqueles que estiveram fisicamente ao meu lado durante esta
jornada, como também aqueles que me apoiaram em pensamento, que me ajudaram a
superar os desafios e que pra sempre estarão ao meu lado.
À Escola de Engenharia de Lorena, instituição que me fez crescer intelectualmente e
principalmente como homem, me ensinando o valor da engenharia e da química para a
sociedade e me proporcionando experiências que jamais serão esquecidas.
Ao Heitor, que agora me faz ser, além de um engenheiro, um padrinho. A ele dedico com
muito carinho este trabalho para que, quando souber, leia o quanto eu o amo desde já até o
último dia.

v
Posso não concordar com nenhuma das palavras que você diz, mas defenderei até a morte
o direito de dizê-las.
Voltaire

vi
RESUMO
BUENO, P. H. F. Estudo da implantação de um sistema de gestão de inventário em uma indústria de agroquímicos. 2013. 52 f. Monografia (Trabalho de conclusão de curso) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013.
A gestão de estoques é assunto recorrente nos estudos sobre administração de materiais e
planejamento de produção. Um desafio para as empresas é manter e/ou aumentar o sua
quantidade produzida minimizando os seus estoques, haja vista que estes representam um
custo produtivo que devem ser bem administrado para não impactar na lucratividade do
negócio. Tendo em vista esta perspectiva, esta pesquisa foi realizada para entender os
impactos da implantação de um sistema de gestão de inventário em uma planta produtiva
de uma indústria produtora de agroquímicos. Para isso, o estudo foi conduzido por meio de
uma pesquisa-ação, sendo a gestão do inventário da empresa analisada por um grupo de
analistas de produção e logística da empresa visando o aumento da acuracidade das
contagens físicas de itens em estoque em relação ao estoque sistêmico. Após a aplicação de
mudanças ao sistema e análise de suas respostas constatou-se que foi possível melhorar o
arranjo físico e sistêmico dos itens em estoque.
Palavras-chaves: Gestão de estoque. Pesquisa-ação. Acuracidade de inventário.

vii
LISTA DE FIGURAS
Figura 1 – Exemplos de estoques mantidos em operações .................................................. 5
Figura 2 – Forças que tornam os estoques necessários ........................................................ 7
Figura 3 – Ciclo de pesquisa-ação ..................................................................................... 17
Figura 4 – Diagrama de espaguete das possíveis rotas das embalagens até o consumo. ... 22
Figura 5 – Depósito de armazenamento de embalagens na linha de envase de sólidos .. ..27
Figura 6 – Depósito de armazenamento de embalagens na linha de envase de líquidos ... 28
Figura 7 – Volume de consumo diário de embalagens da linha de envase de sólidos ...... 29
Figura 8 – Volume de consumo diário de embalagens da linha de envase de líquidos ... ..30
Figura 9 – Layout do depósito de armazenamento de embalagens a linha de envase de
sólidos com volumes de armazenagem de embalagens definidos ................. ..31
Figura 10 – Layout do depósito de armazenamento de embalagens a linha de envase de
líquidos com volumes de armazenagem de embalagens definidos ................ ..32
Figura 11 – Depósito de armazenamento de frascos de 20l .............................................. ..33
Figura 12 – Autonomia de produção gerada pelo estoque em linha das embalagens da linha
de envase de sólidos ....................................................................................... ..34
Figura 13 – Autonomia de produção gerada pelo estoque em linha das embalagens da linha
de envase de líquidos ..................................................................................... ..35
Figura 14 – Esquema simplificado das movimentações sistêmicas de embalagens .......... ..36
Figura 15 – Arranjo sistêmico de alimentação do depósito de embalagens para descarte ..37

viii
LISTA DE TABELAS
Tabela 1 - Porcentagens de divergência de inventário ........................................................ 24

ix
LISTA DE GRÁFICOS
Gráfico 1 – Determinação do LEC ........................................................................................ 9
Gráfico 2 – Porcentagens de divergência de inventário ...................................................... 25

x
SUMÁRIO
Capítulo 1. Introdução ........................................................................................................... 1
1.1. Contextualização .............................................................................................. 1
1.2. Justificativas ..................................................................................................... 3
1.3. Objetivo Geral .................................................................................................. 3
1.4. Objetivos específicos ....................................................................................... 3
Capitulo 2. Fundamentação Teórica ...................................................................................... 4
2.1. Estoque ............................................................................................................. 4
2.2. Tipos e finalidades dos estoques ...................................................................... 6
2.3. Conceitos importantes para a gestão de estoque .............................................. 8
2.3.1. Lote econômico de compra .............................................................................. 8
2.3.2. Estoque de segurança ..................................................................................... 10
2.3.3. Ponto de ressuprimento .................................................................................. 11
2.4. Planejamento de produção ............................................................................. 12
2.4.1. O PCP ............................................................................................................ 12
2.4.2. Níveis hierárquicos do PCP ........................................................................... 13
2.4.2.1. BOM (“Bill of Materials”) ................................................................... 13
2.4.2.2. MPS (“Master Production Schedule”) ................................................. 13
2.4.2.3. MRP (“Materials Requirement Planning”) ......................................... 14
2.4.2.4. MRP II (“Manufacturing Resource Planning”) ................................... 14
2.4.2.5. ERP (“Enterprise Resources Planning) ............................................... 15
Capitulo 3. Metodologia ...................................................................................................... 16
3.1. Método de pesquisa ........................................................................................ 16
3.2. Objeto de pesquisa ......................................................................................... 18
3.3. A questão a ser analisada ............................................................................... 19
3.4. Coleta de dados .............................................................................................. 19

xi
3.5. Análise de dados ............................................................................................ 20
Capitulo 4. Resultados ......................................................................................................... 21
4.1. Planejamento .................................................................................................. 21
4.1.1. Identificação de Valor e Possíveis Perdas ..................................................... 21
4.2. Medição das Divergências ............................................................................. 23
4.3. Análise do Espaço Físico de Estocagem ........................................................ 25
4.4. Cálculo do volume de embalagens usadas pelas linhas de envase e
determinação de estoques de linha de produção ............................................ 29
4.5. Implementação de mudanças sistêmicas utilizando o ERP ............................ 35
4.6. Avaliação das ações tomadas ......................................................................... 37
Capitulo 5. Conclusão .......................................................................................................... 39
Bibliografia ............................................................................................................................. i

1
Capítulo 1. Introdução
1.1. Contextualização
Desde os primórdios da produção em larga escala, com o advento do “Fordismo”, o
pensamento global afirmava que uma indústria era importante quanto mais bens ou serviços
ela produzisse e abastecesse o mercado. Este pensamento, obviamente, deixava claro que para
uma empresa ser grande e forte ela deveria produzir muito, não podendo ser vulnerável a
variações no fluxo de entrada de insumos na linha de produção.
Para evitar este “mal” que poderia levar uma empresa à bancarrota, os estoques de
materiais eram a “menina dos olhos” dos grandes industriais do início do século XX. A
equação do lucro na época era simples: quanto mais produto a empresa disponibiliza ao
mercado, mais produto ela vende, quanto mais vende, mais dinheiro entra em caixa e,
portanto, mais lucratividade a empresa terá.
Todo este pensamento começou a mudar com a chegada das grandes guerras que
marcaram a primeira metade do século XX. No período das guerras, de nada adiantava
abastecer o mercado com seus produtos, já que o consumidor não estava disposto a comprar
bens “supérfluos” para a época, obviamente, porque em tempos de guerra, poucos itens, como
alimentos, água e itens de higiene pessoal (esta, que aquela altura, ainda não era muito levada
em consideração), não são considerados supérfluos.
Neste momento, as grandes indústrias sofreram suas piores crises. Linhas de produção
inteiras foram fechadas, trabalhadores demitidos, lucratividade convertida em prejuízos
monstruosos, mas uma coisa não mudou: os estoques de insumos ficaram lá, dentro dos
fábricas, parados, se tornando obsoletos e grande causa de prejuízo. Tal fato foi evidenciado
no Brasil com a crise do café. O Brasil parou de exportar o seu produto de maior venda no
mercado exterior, pois as pessoas não morreriam se não tomassem café – sendo, então, um
produto supérfluo. Os armazéns de café dos grandes cafeicultores paulistas, que à época eram
parte importante da camada mais alta da sociedade brasileira, ficaram com enormes estoques
de café, que se colocados à venda teriam um preço muito abaixo do que era esperado, já que
com alta oferta de café o consumidor escolheria o mais barato para comprar. A solução foi o
governo financiar os cafeicultores (ELISBÃO, 2007), comprar grande parte de seus estoques

2
e literalmente queimá-los para que a economia brasileira não quebrasse. Este é um dos
exemplos que mostra como a visão empresarial sobre os grandes estoques começou a mudar
desde então.
Sistemas produtivos começaram a ser modificados, já que a prioridade era reduzir ao
máximo os estoques, de qualquer natureza, para que em períodos de crise a empresa
conseguisse, ao menos, diminuir seus prejuízos. Neste contexto, logo após a segunda guerra
mundial, no Japão, onde os insumos de produção eram escassos, surgiu um novo método de
produzir, o “Sistema Toyota de Produção” ou “Lean Manufacturing”, que em sua tradução
significa “Produção Enxuta”.
Esta nova filosofia, visa eliminar os desperdícios, atender o cliente na hora e no local
exato e, principalmente, que o produto tenha a qualidade exigida pelo cliente. Um dos
desperdícios considerados pelo “Lean Manufacturing” são os estoques, pois além de gerarem
custos de armazenagem e controle elevados, ainda, quando muito grande, pode se tornar
obsoleto sem ao menos ter entrado na linha de produção, e é neste contexto que cada vez mais
a gestão do inventário – ou seja, todos os bens de uma indústria que se encontram estocados –
vem sendo estudada e novas políticas vem sendo implementadas visando a melhoria da
acuracidade dos inventários.
Segundo Monteiro e Ramos (2013), “os estoques estão diretamente relacionados ao
custo”, acrescentam que “cada vez mais as empresas devem estar preparadas para o mercado
competitivo” e complementam que “a gestão de estoque é um fator que agrega um valor
financeiro muito alto”.
Sendo assim, Barbieri e Machline (2009 apud Maiellaro, 2014), definem a
administração de materiais, como:
[...] uma área especializada da administração geral de uma organização, e como tal trata-se de um trabalho realizado por pessoas para entregar o material certo ao usuário certo, no momento e nas quantidades certas, observando as melhores condições para a organização.[...]
A partir destas explicações, fica claro que o assunto gestão de estoques, que vem
sendo debatido cada vez mais pelos estudiosos de administração da produção, é pauta
fundamental para qualquer empresa que deseja ter condições competitivas favoráveis em um
mercado cada vez mais exigente.

3
1.2. Justificativas
Os grandes custos envolvidos na armazenagem dos estoques e a dificuldade de se
gerenciar adequadamente uma cadeia de suprimentos fazem com que cada vez mais os
estudos sobre métodos e novas políticas de gestão sejam importantes. É importante ressaltar
que, mesmo havendo tendências gerais que direcionem os pensamentos para um mesmo
sentido no que diz respeito à gestão da cadeia de suprimentos, cada caso tem suas
particularidades, seus gargalos e suas possibilidades de melhorias.
Nos dias atuais, grande parte dos investimentos das indústrias está voltada para a
melhoria de processos e readequação de linhas de produção para trabalhar dentro da filosofia
do “Sistema Toyota de Produção”. Tal fato produz uma modificação generalizada dentro do
sistema produtivo e, consequentemente, nas políticas de gestão até então aplicadas.
É neste sentido que se faz necessário cada vez mais estudar a gestão dos estoques e a
contribuição que melhorias nestas práticas de gestão geram ou gerariam dentro de toda a
cadeia produtiva de uma empresa.
1.3. Objetivo Geral
Avaliar os impactos da implantação de um sistema de gestão de inventário em uma
indústria de agroquímicos.
1.4. Objetivos específicos
Elaborar sistemática de avaliação constante das divergências de inventário, para
que o processo de gestão possa ser continuamente melhorado;
Identificar itens críticos que possam comprometer o resultado do projeto, visando
a eliminação ou ao menos o controle efetivo destes problemas, para que não impactem no
resultado final esperado.

4
Capitulo 2. Fundamentação Teórica
Neste capítulo serão abordados temas importantes do ponto de vista teórico para a
elaboração e execução desta monografia, entre eles a definição de estoques, características e
tipos de estoques, conceitos de planejamento e controle da produção; técnicas de gestão de
estoques e conceitos fundamentais dentro do processo de gestão de inventário como ponto de
reposição, lote econômico de compra.
2.1. Estoque
Segundo Corrêa (2010), “estoques são acúmulos de recursos materiais entre etapas de
um processo de transformação”, ou seja, pontos em que os recursos materiais ficam parados
no início, fim ou mesmo dentro da linha de produção e que normalmente não agregam valor
ao produto. Corrêa (2010) prossegue e afirma que “os níveis de estoques variam quando os
fluxos de entrada e saída da etapa variam um em relação ao outro”, portanto o controle de
estoque requer práticas que permitam controlar está relação entre fluxo de entrada e fluxo de
saída de material de uma determinada etapa.
Slack, Chambers e Johnston (2009), afirmam que todas as operações mantêm estoques
e o que difere de um estoque para o outro são os custos que cada um gera e também a
importância que cada um tem dentro de cada sistema produtivo. Evidenciando tal fato cita que
materiais de limpeza são armazenados em uma fábrica de televisores bem como componentes,
aço e plástico que também são mantidos em estoque por estas empresas, entretanto, se
faltarem produtos de limpeza na fábrica a operação produtiva prossegue normalmente, mas se
faltarem componentes, aço ou plásticos, materiais estes que são integral e indissoluvelmente
importantes para a produção de televisores, a fábrica tende a paralisar suas operações devido à
falta de insumos para seu processo produtivo. Alguns exemplos práticos são dados na figura
1.
Ainda segundo Slack, Chambers e Johnston (2009), independentemente de onde serão
posicionados ou que tipos de materiais serão armazenados, os estoques existirão, pois existe
uma diferença entre fornecimento de produto e demanda.

5
Figura 1 – Exemplos de estoques mantidos em operações.
Operação Exemplos de estoque mantidos em operações
Hotel Itens de alimentação, bebidas...
Hospital Gaze, sangue, alimentos, drogas...
Loja de varejo Bens a serem vendidos...
Armazém Bens armazenados...
Fonte: SLACK, CHAMBERS e JOHNSTON (2009 – adaptado)
Gasnier (2002) entende que estoques existem devido a uma causa que se for
eliminada, não gerarão a necessidade de estocagem. Em seguida cita as principais causas para
a existência de estoque, dentre elas são interessantes as incertezas, que basicamente são as leis
do azar; as flutuações na oferta; flutuações na demanda; erros nas previsões e expectativas;
falta de sincronização e paradigmas e políticas ultrapassadas. Tais causas são possíveis de
serem combatidas e, na pior das hipóteses, serem ao menos melhoradas, minimizando as
necessidades de estocagem.
Sobre a mesma ótica, Corrêa (2010) reduz as causas de surgimento de estoques a
apenas quatro itens sendo eles a falta de coordenação entre etapas do processo; incertezas de
previsão em relação ao suprimento e a demanda; especulação e necessidade de preenchimento
dos canais de distribuição.
Gasnier (2002) prossegue afirmando que “estoques implicam em penalidades para a
empresa e para a cadeia de abastecimento” e reitera que sempre se deve pensar que “‘quanto
menos, melhor!’”. Logo após, o autor nos mostra alguns efeitos negativos de se manter
estoques dentre os quais se destacam a necessidade de maior espaço físico; aumento dos
custos operacionais; perdas por obsolescência, validade e descontinuidade; maiores custos de
seguro e a possibilidade de causar perdas por desvalorização das mercadorias - princípio do
básico do liberalismo econômico, enunciado por Adam Smith, que prega que o mercado é alto
regulatório e que, portanto, quanto maior a oferta menor o preço que o mercado se dispõe a
pagar pela mercadoria, onde o inverso também é válido.

6
2.2. Tipos e finalidades dos estoques
Para Slack, Chambers e Johnston (2009), as diferentes causas de oscilações entre
oferta e demanda de materiais geram o surgimento de diferentes tipos de estoques. Gasnier
(2002) complementa afirmando que “o propósito (...) dos estoques é amortecer as
consequências das incertezas”, fato este que permite a propagação das incertezas para dentro
do sistema produtivo, evitando prejuízos nos demais processos da cadeia de suprimentos.
Corrêa (2010), afirma que existem quatro tipos principais de estoques quando se
observa de maneira geral as cadeias de suprimento, sendo eles: estoque de matérias-primas e
componentes; estoque em processo, ou seja, entre etapas da linha de produção; estoque de
produtos acabados e estoque de materiais para manutenção, reparo, consumo e movimentação
e define dois tipos de demanda para os materiais: a demanda independente e a demanda
dependente.
Ainda segundo Corrêa (2010), a demanda independente é a demanda futura, aquela
que não pode ser calculada e sim deve ser prevista, onde se encaixariam apenas as demandas
de produto final para o consumidor e itens de manutenção, reparo e consumo, ou seja, algo
que independe da produção. Por outro lado, as demais demandas, como insumos e matéria-
prima, são consideradas dependentes, pois são geradas a partir do planejamento da produção
e, sendo assim, podem ser calculadas.
Entretanto, Slack, Chambers e Johnston (2009), são mais específicos e ponderam a
existência de cinco tipos de estoque: estoques de segurança, estoques de ciclo, estoques de
desacoplamento, estoques de antecipação e estoques no canal de distribuição. Os estoques de
segurança são efetivamente responsáveis por controlar as oscilações imprevisíveis de oferta
de insumos do processo produtivo. Ainda nesta linha, definem os estoques de antecipação que
tem ao contrário dos estoques de segurança, controlam oscilações significativas no fluxo de
demanda de produto acabado e permitem que a produção evolua acima da demanda por certo
tempo para gerar este tipo de estoque que será importante para abastecer o consumidor no
momento oportuno – fato típico de produtos sazonais.
Slack, Chambers e Johnston (2009), prosseguem e definem os estoques de ciclo como
estoques estratégicos de um processo onde dois ou mais produtos são produzidos em uma
mesma linha de produção, devendo os estoques de ciclo suprir a demanda de produtos gerada
pelo consumidor enquanto este produto não estiver sendo produzido; os estoques de
desacoplamento, que visam gerar a independência de ritmo de produção entre etapas

7
subsequentes do processo produtivo e os estoques no canal de distribuição, que são essenciais,
pois os materiais não são transportados de um local para o outro instantaneamente devendo
estar distribuídos em estoques no canal de distribuição em pontos estratégicos que permitam o
atendimento ao cliente no tempo correto e na especificação correta.
Gasnier (2002) evidencia a finalidade dos estoques em três funções primárias: suportar
as oscilações da linha produtiva – nomeando este tipo de estoque como pulmão (ou buffer) –
com finalidade muito próxima da finalidade do estoque de segurança citado por Slack,
Chambers e Johnston (2009), suportar eventual problema de fornecimento de insumos ou
matéria-prima – o chamado estoque estratégico – garantindo o abastecimento do cliente com
produto por certo tempo e capitalizar maiores lucros com a venda de produto – o estoque
especulativo – colocando o produto no mercado apenas quando se considera viável o preço de
venda, finalidade exclusivamente financeira, funcionando de forma muito parecida com o
mercado de ações.
A síntese das informações apresenta-se na figura 2.
Figura 2 – Forças que tornam os estoques necessários.
Motivo do estoque Tipo de estoque
Incertezas Estoque de Segurança
Produção/Transporte em lotes Estoque de ciclo
Tempo de transporte Estoque em trânsito
Tempo de processamento Estoque em processo
Sazonalidade Estoque sazonal
Variação na taxa de atividades Estoque de antecipação
Especulação Estoque especulativo Fonte: ROBENSON; COPACINO e HOWE, (1994 apud DIAS, 2003 – adaptado).
Bowersox e Closs (1996, apud DIAS, 2003) acrescentam que os estoques também têm
a finalidade de gerar a espacialização geográfica, ou seja, permitem que várias etapas do
processo produtivo ocorram em distintas regiões, podendo estas regiões estar localizadas
dentro de um mesmo território nacional ou até em países diferentes. Este fato, certamente, foi
fundamental para a globalização dos processos produtivos permitindo que, exemplificando o

8
fato, um mesmo produto tenha componentes produzidos em países A, B e C, outros
componentes produzidos nos países D e E e, por fim, montados e expedidos em no país F.
2.3. Conceitos importantes para a gestão de estoque
Dentre alguns conceitos fundamentais para a gestão de estoque destacam-se alguns,
tais como lote econômico de compra e ponto de reposição, dentre outros. Estes conceitos são
detalhados a fim de que se possa compreender os modelos de gestão de estoque e controle de
inventário.
2.3.1. Lote econômico de compra
Lote econômico de compra (LEC) é a quantidade a ser comprada que gerará menor
custo total enquanto estiver estocada, ou seja, a melhor relação entre o custo de aquisição e o
custo de manutenção do estoque. Este dado é importante, porque, teoricamente, o LEC é
exatamente igual ao dobro do estoque mínimo exigido para a operação. Sendo assim, saber
calcular o LEC de uma determinada operação é crucial para que não se onere
exacerbadamente o processo e também que se mantenha a segurança do ponto de vista de
estoque para a operação (BOWERSOX; CLOSS; COOPER, 2006 apud VALENTIM, 2007).
Ballou (2006, apud VALENTIM, 2007) complementa afirmando que os custos importantes
para as empresas são os custos de aquisição, custos de manutenção e custos de falta de
estoque.
Na abordagem matemática feita por Corrêa (2010), temos a definição de custo de
armazenagem (CA – equação 1) e do custo de pedido (CP – equação 2) como:
Onde:
CA = Custo de Armazenagem;

9
Ce = Custo unitário anual;
L = tamanho do lote.
Onde:
CP = Custo de pedido;
Cf = Custo fixo de um pedido;
DA = Demanda Anual.
O gráfico 1 apresenta estes dois custos e mostra o comportamento do custo total.
Gráfico 1 – Determinação do LEC.
Fonte: CORRÊA (2010 – adaptado)
Assim é possível inferir que o custo total é mínimo quando o custo de armazenagem
for igual ao custo de pedido, e neste ponto tem-se o tamanho do lote chamado de Lote
Econômico de Compra (LEC) (CORRÊA, 2010), conforme mostrado na equação 3.
Sendo assim:
(3)

10
Então o custo total será mínimo quando CA = CP e quando esta condição for
alcançada tem-se que o lote será o lote econômico de compra. Sendo assim igualam-se as
equações 1 e 2 e substitui-se o L, que representa um lote qualquer, por LEC, que representa o
lote econômico de compra. Desta forma, chega-se a equação 4 a seguir:
Portanto, calcula-se o Lote Econômico de Compra (LEC) a partir da equação 5:
2.3.2. Estoque de segurança
Para se calcular qual o tamanho do estoque de segurança, assumindo condições tais
como demanda relativamente constante que se comporta segundo uma distribuição Normal e
que a previsão de demanda de produto final seja igual a média das vendas passadas, deve-se
calcular a média da demanda e o desvio padrão entre as demandas para que se possa
quantificar o estoque de segurança (CORRÊA, 2010), conforme mostra a equação (6).
Onde:
μ = média da demanda semanal
di = demanda semanal
dméd = demanda média das demandas semanais
Para encontrar o desvio padrão da distribuição de demandas faz-se a média das
demandas semanais e encontra-se a demanda média. A seguir, calcula-se a diferença entre
cada uma das demandas semanais em relação a demanda média e, como ato contínuo, soma-
se cada uma destas diferenças elevadas a segunda potência e então se divide esta soma pelo

11
número de demandas semanais subtraída de uma unidade. Por fim, extrai-se a raiz quadrada
desta razão. Este cálculo encontra-se exemplificado na equação 7 a seguir:
Em que:
σ = desvio padrão dos erros de previsão
Sendo assim o estoque de segurança pode ser quantificado a partir da equação 8
(CORRÊA, 2010):
Sendo:
ES = estoque de segurança
FS = fator de segurança que é função do nível de serviço que se pretende oferecer
LT = lead time do pedido, ou seja, tempo entre o pedido e a entrega do material
PP = periodicidade dos dados utilizados para calcular σ
2.3.3. Ponto de ressuprimento
O ponto de ressuprimento é o instante no qual o nível do estoque de determinado material
encontra-se igual ao nível de ressuprimento, que é o nível em que o estoque irá a zero após o “lead
time” do fornecedor caso o pedido do material não seja realizado (SLACK; CHAMBERS;
JOHNSTON, 2009). Portanto, todas as vezes que se utiliza um item, deve se checar o seu nível do
estoque. Caso o nível esteja abaixo do nível de ressuprimento faz o pedido de um LEC deste material
ao fornecedor, caso contrário continua-se o consumo sem pedido de reposição (CORRÊA, 2010).
Sendo assim, o nível de estoque do ponto de ressuprimento pode ser calculado,
levando se em conta o estoque de segurança que assegura as variações de demanda, a partir da
equação 9 (CORRÊA, 2010):

12
Onde:
PR = ponto de ressuprimento
D = taxa de demanda por unidade de tempo
Sendo assim, tem-se a equação 10, que permite calcular o ponto de ressuprimento a
partir da taxa de demanda por unidade de tempo, do lead time do pedido e do estoque de
segurança:
2.4. Planejamento de produção
Este item do trabalho tem como objetivo mostrar a importância do Planejamento e
Controle da Produção (PCP) dentro da gestão estratégica de empresas ditas competitivas.
Pretende-se enfatizar esta importância mostrando o nível hierárquico do PCP e a influência
sobre dele sobre a gestão de estoques.
2.4.1. O PCP
Segundo Lustosa et al. (2008), Henry Gantt “foi um dos primeiros a desenvolver um
sistema de Planejamento e Controle da Produção (PCP) baseado em restrições de capacidade
e tempo”. No início do século XX, Henry Ford utilizou os princípios do PCP para
revolucionar o sistema produtivo de automóveis, iniciando a produção em massa baseada em
linhas de produção (LUSTOSA et al., 2008).
Segundo Slack, Chambers e Johnston (2009), “planejamento e controle diz respeito a
conciliação estre o que o mercado requer e o que as operações podem fornecer”. O autor
prossegue e diferencia o planejamento do controle afirmando que o planejamento “é a

13
formalização do que se pretende que aconteça em determinado momento no futuro”,
entretanto nem tudo sai como planejado, sendo que o processo de lidar com as variações entre
o que foi planejado e o que foi realizado é o que eles chamam de controle.
2.4.2. Níveis hierárquicos do PCP
Para Lustosa et al. (2008), o PCP “atua nos três níveis hierárquicos da organização,
desenvolvendo atividades de idealização, elaboração, controle e operação”. Os autores
mostram que o PCP atua tanto no nível estratégico, onde são feitos planejamentos de
capacidade e de produção, como no nível tático, onde o PCP atua na elaboração do MPS
(“Master Production Schedule”), e também no nível operacional com a elaboração do MRP
(“Material Requirement Planning”) e os cronogramas de produção.
2.4.2.1. BOM (“Bill of Materials”)
Jacobs e Chase (2014 apud Dias, 2014) define a “Bill of Materials” como “o registro
que reúne a descrição completa de um produto, lista de materiais, partes e componentes, a
quantidade de cada um dos referidos e ainda a sequencia pela qual o produto é criado.”.
Segundo Boyer e Verma (2010 apud Veiga e Zanon, 2013), para que uma empresa
utilize o MRP como base de cálculo para definir as quantidades de materiais a serem
adquiridos para uma planta é necessário haver a lista técnica dos produtos que serão
produzidos como base.
2.4.2.2. MPS (“Master Production Schedule”)
Para Lustosa et al. (2008), alguns recursos, como matérias-primas e componentes,
usados apenas em alguns produtos específicos, devem ter um planejamento especial,
desagregado do planejamento dos outros recursos da linha de produção e este dito

14
planejamento desagregado é definido pelos autores como o “Master Production Schedule”
(MPS). Os autores afirmam que o objetivo deste tipo de planejamento:
[...] é, a partir dos estoques disponíveis de produtos finais, dos pedidos firmes já em carteira, das vendas acordadas na reunião de desagregação e, ainda, no lead time para produção e da política de determinação dos lotes de produção, determinar quando e quanto deverá ser feito de cada produto final [...]
Após a realização do MPS, o próximo passo é definir quanto e quando de cada
material, seja ele matéria-prima, embalagem, ou outros materiais que sejam necessários para
produzir cada produto, serão solicitados (LUSTOSA et al., 2008).
2.4.2.3. MRP (“Materials Requirement Planning”)
Ao planejamento dos materiais necessários para produção de cada um dos produtos
finais se dá o nome de “Materials Requirement Planning” (MRP). O MRP busca produzir
determinado produto exatamente quando planejado pelo MPS, mantendo níveis mínimos de
estoque (LUSTOSA et al., 2008).
As entradas do MRP são lista de materiais e disponibilidade destes materiais, bem
como, obviamente, o MPS. As saídas são as ordens de produção e de pedido. Sendo assim,
como base no que foi definido no MPS, analisando os materiais necessários a produção e a
disponibilidade destes materiais no estoque, o MRP dispara as ordens de produção no tempo e
se necessário dispara as ordens de pedido destes materiais (LUSTOSA et al., 2008).
2.4.2.4. MRP II (“Manufacturing Resource Planning”)
Segundo Vieira Filho et al (2013), “O MRP II é composto por[...] chaves de
planejamento que prevê uma sequência hierárquica de cálculos, verificações e decisões,

15
visando chegar a um plano de produção viável em termos de disponibilidade de materiais e de
capacidade produtiva”.
Já Jesus e Oliveira (2007 apud Vieira Filho et al 2013), “o conceito de ‘Manufacturing
Resource Planning’ surgiu da necessidade de planejar materiais e foi expandido e integrado
com outras áreas da empresa que são primordiais para gestão da produção”.
Além disso, Vieira Filho et al (2013), afirmam que o MRP II é a ferramenta mais
adequada para dar suporte a tomada de decisões quanto ao planejamento e controle da
produção.
2.4.2.5. ERP (“Enterprise Resources Planning)
Uma evolução do MRP foi o “Enterprise Resources Planning” (ERP) (LUSTOSA et
al., 2008). O ERP faz a integração de sistemas e informações entre as diversas áreas da
empresa, como produção, finanças, marketing, vendas, engenharia e recursos humanos
(VALENTIM, 2007).
O objetivo de um ERP é a informação em tempo real a todos os “clientes” do sistema,
fazendo com que todos possam trabalhar com a mesma informação ao mesmo tempo
(VALENTIM, 2007). Dentre os sistemas ERP, ainda segundo Valentim (2007), o SAP
engloba todos os processos envolvidos nas gestões de materiais e suprimentos, da manufatura,
da qualidade, entre outras, além da gestão de projetos de engenharia.
16
Capitulo 3. Metodologia
3.1. Método de pesquisa
Segundo Reason e Bradbury (2001 apud COUGHLAN E COGHLAN, 2002),
pesquisa-ação é uma metodologia que denomina vários tipos de pesquisa de ação orientada
que possui dois resultados principais – a ação e a pesquisa – diferindo do positivismo
tradicional, onde o objetivo principal é apenas gerar conhecimento.
Foster (1972 apud COUGHLAN E COGHLAN, 2002) define a pesquisa-ação a partir
de 4 características principais:
Pesquisa em ação ao invés de pesquisa sobre ação;
Participação;
No momento da ação;
Uma sequência de eventos e uma abordagem para solucionar problemas.
Coughlan e Coghlan (2002), explicam estas características quando dizem que a
pesquisa-ação (PA) estuda a resolução de importantes questões sociais ou organizacionais
junto com quem vivencia estas questões diretamente, sendo os membros do sistema que está
sendo estudado participantes ativos do ciclo de estudo. Ciclo este que é caracterizado por
quatro passos: planejamento, tomada de decisão (ação) e avaliação do resultado, que leva a
um novo planejamento, sendo a pesquisa-ação uma sequência destes ciclos que levam a
solução do problema. Além disso, os autores complementam afirmando que a meta deste
método de pesquisa é tomar a ação mais efetiva possível e ao mesmo tempo gerar
conhecimento científico.
Mesmo assim, a pesquisa-ação se diferencia do positivismo científico tradicional, já
que neste o objetivo principal é a geração de conhecimento a partir da fundamentação de uma
lei de abrangência universal por um pesquisador neutro que é um mero observador das ações,
enquanto a PA estuda uma situação pontual gerando um conhecimento particular sobre uma
determinada questão a partir de um pesquisador que é ativo em sua pesquisa e que está imerso
na questão (SUSMAN E EVERED, 1978 apud COUGHLAN E COGHLAN, 2002).
Coghlan e Brannick (2001 apud COUGHLAN E COGHLAN, 2002), afirmam que:

17
[...] Em geral, a pesquisa-ação é apropriada quando a questão de pesquisa refere-se a descrição do desdobramento de uma série de ações em um determinado grupo, comunidade ou organização; entendendo como um membro de que maneira e porque sua ação pode mudar ou melhorar o trabalho sob vários aspectos do sistema; e entendendo o processo de mudança ou melhoria para aprender com isso.[...]
Com estas definições, Coughlan e Coghlan (2002), definem a pesquisa-ação como
uma repetição de ciclos de coleta de dados, tomada de ação e avaliação da ação tomada.
Sendo assim mostram o ciclo abaixo ilustrado para ilustrar o como deve ser o fluxo de uma
pesquisa-ação:
Figura 3 – Ciclo de pesquisa-ação
Fonte: COUGLAN E COGHLAN (2002).
Onde a avaliação da ação é a etapa mais importante do ciclo, pois é esta avaliação
crítica que impede a recorrência de erros, sendo, portanto, uma etapa de fundamental
importância a fim de solucionar a questão-problema (COUGHLAN E COGHLAN, 2002).
Além disso, Couglan e Coghlan (2002), concluem dizendo que a pesquisa-ação é uma
abordagem de pesquisa em que não se consegue separar a pesquisa da ação e que ela é uma
forma de ciência que se difere da experimentação tradicional, mas é verdadeiramente
científica em sua ênfase em estudar os efeitos do comportamento humano sobre sistemas
humanos e como eles geram mudança.
18
3.2. Objeto de pesquisa
A pesquisa em questão foi realizada em uma multinacional de capital aberto do
segmento de agroquímicos com mais de 100 anos de história de mercado. Fundada como uma
empresa familiar ainda no início do século XX se transformou com o passar do tempo.
Inicialmente, a empresa era essencialmente química e assim permaneceu por quase
toda a primeira metade do século XX. Após a segunda guerra mundial com o avanço e
mecanização da agricultura nos Estados Unidos da América, a companhia resolveu investir
neste mercado e começou a produzir e comercializar agroquímicos para controle de pragas
vegetais, mas sem deixar a comercialização dos produtos químicos de outrora de lado.
Durante toda a segunda metade do século XX, o negócio de agroquímicos se
consolidou e a empresa familiar abriu o seu capital e alçou novos mercados expandindo sua
atuação para a Europa e para a América do Sul, especificamente o Brasil. Nos anos 1980, a
partir da bioengenharia genética, a multinacional investiu em pesquisa e desenvolvimento de
sementes geneticamente modificadas resistentes a molécula do princípio ativo do agroquímico
de sua marca.
Na década seguinte, consolidou os estudos para comercialização e distribuição de
sementes geneticamente modificadas e as submeteu à aprovação de órgãos reguladores dos
países onde possuía atuação. A partir daí, a empresa reduziu seu portfólio, vendendo suas
plantas de produção de químicos, resguardando suas operações e focando sua atuação apenas
nos negócios de agroquímicos e sementes geneticamente modificadas.
Hoje, no Brasil, a empresa é líder de mercado na comercialização do princípio ativo de
seus agroquímicos, sendo detentora de mais de 85% do mercado nacional desta molécula,
possuindo duas plantas de produção de agroquímicos e quatro plantas de produção de
sementes geneticamente modificadas, além de escritórios, centros de pesquisa e centros de
distribuição de produtos em todas as regiões do país.
Este estudo foi conduzido na planta de produção de agroquímicos situada no estado de
São Paulo. Tal planta possui produção de agroquímicos sólidos e líquidos em duas unidades
produtivas instaladas há mais de 10 anos.

19
3.3. A questão a ser analisada
No ano de 2013 a empresa enfrentou um forte impacto financeiro na planta em questão
devido a divergências de inventário de matérias-primas e insumos produtivos evidenciando
um problema de gestão de materiais.
Devido a este fato foi formado um time composto por analistas de produção e logística
para analisar este impacto e propor ações e boas práticas a fim de evitar novos impactos.
3.4. Coleta de dados
A coleta de dados para avaliação das ações propostas pelo time de projeto foi realizada
por um colaborador do operador logístico da planta e reportada ao time de logística
semanalmente. Os dados importantes para esta avaliação foram o número de recontagens de
inventário realizadas na semana e a porcentagem de divergência de inventário entre estoque
físico e estoque sistêmico dos itens de embalagens armazenados na planta.
Estes dados foram coletados de forma manual e alimentaram posteriormente uma
planilha de dados. Os dados obtidos foram, então, confrontados com as quantidades
constantes em estoque sistêmico. Em seguida os dados foram reportados ao time de logística e
ao time de produção que fizeram uma analise das divergências para cada item e, quando
tiveram dúvida sobre os números, o time de logística solicitou uma recontagem de estoque
físico que foi feita por um colaborador do operador logístico da planta diferente do
responsável pela primeira contagem. Persistindo a divergência de inventário, ela foi tratada
pelos analistas de produção e analistas de logística que fazem parte do time de projeto, e
foram investigadas as causas da ocorrência da divergência e então tomadas novas ações para
evitar a recorrência dos erros.
Após estas medidas, a partir de uma nova contagem de inventário, o ciclo foi
novamente efetuado buscando as alternativas mais viáveis para melhorar o sistema de gestão
de inventário.

20
3.5. Análise de dados
Para a avaliação dos impactos das mudanças aplicadas ao sistema de gestão de
inventário, as análises das contagens semanais de itens em estoque realizadas pelo operador
logístico da planta foram realizadas pelo time de projeto por meio de reuniões periódicas,
onde a redução do número de recontagens semanais e a diminuição da quantidade de
divergências entre os itens em estoque físico e estoque sistêmico eram fatores decisivos na
avaliação do êxito ou não da ação tomada.
Além disso, a aceitação das ações propostas pelos operadores do sistema também foi
ponto de avaliação, haja vista que o trabalho desenvolvido pretendia melhorar os índices de
controle de inventário, porém não impactando a quantidade de atribuições dos operadores e
buscando tornar maior a eficiência do serviço executado pelos responsáveis diretos pelos itens
em estoque.
Por fim, a aprovação dos líderes do time de logística e do time de produção da planta
foi fundamental para ratificar a realização e expansão do projeto ou não.

21
Capitulo 4. Resultados
4.1. Planejamento
A partir dos conceitos, a primeira etapa do projeto foi identificar e definir o problema
(contextualização) onde a recorrente ocorrência de divergências entre a contagem física das
embalagens e o estoque sistêmico foi declarada como ponto central para o impacto enfrentado
e sendo assim foi definido como “baseline” do projeto. Em seguida, o foco do trabalho foi
explanado, evidenciando que a redução da ocorrência de divergências entre o estoque
sistêmico e as contagens físicas das embalagens deveria ser o objetivo central das ações a
serem tomadas.
A abrangência do projeto contemplou as divergências de inventário apenas das
embalagens, ficando fora deste estudo possíveis divergências de matérias-primas, itens de
almoxarifado e ativos. Com isso os clientes deste estudo ficaram claros: as áreas produtivas e
o setor de controladoria.
Ao final da etapa de contextualização, alguns pontos foram considerados críticos para
êxito das ações propostas. Entre estes pontos, o superdimensionamento de estoques de
segurança de embalagens – por ampliar consideravelmente o número de itens a serem geridos
e aumentarem as chances de erros de contagem física dos itens em estoque – e os erros dos
itens em estoque à linha de envase por parte do operador logístico – por se caracterizar uma
falha humana geradora de uma divergência de inventário – foram identificados como pontos
críticos para a realização do projeto, devendo a todo custo serem eliminados para não
influenciarem de forma negativa na análise das ações propostas.
4.1.1. Identificação de Valor e Possíveis Perdas
Durante a contextualização da questão-problema, foi feito um estudo das possíveis
rotas que as embalagens podiam percorrer da saída do fornecedor até a entrega na linha de
envase de produto acabado, para que fossem identificados possíveis pontos de perda de

22
material, outro fato que poderia levar a futuras divergências no inventário, caso não fossem
devidamente relatadas e evidenciadas no momento do recebimento da carga.
Com o intuito de avaliar o fluxo de embalagens do fornecedor à linha de envase de
produto acabado, foi elaborado um diagrama de espaguete. O diagrama de espaguete é uma
ferramenta gráfica usada para traçar o caminho que um operador ou produto percorre,
evidenciando as rotas adotadas para que possam ser evitados desperdícios de movimentação
tanto para garantir agilidade e precisão ao processo produtivo quanto para evitar outros
problemas como lesões ou avaria de produto resultante de deslocamentos desnecessários
(PAVAN, 2008). Sendo assim, foi elaborado para o diagrama de espaguete do processo que
pode ser visualizado na figura 4.
Figura 4 – Diagrama de espaguete das possíveis rotas das embalagens até o consumo.
Fonte: o próprio autor
Na figura 4, todas as possíveis rotas identificadas por números no diagrama foram
devidamente descritas, sendo:
1 – Fornecedor entrega material para transporte;
2 – Transporte devolve o material não conforme ao fornecedor;

23
3 – Transporte entrega o material no depósito de externo;
4 – Depósito de externo entrega o material não conforme para transporte;
5 – Transporte entrega o material ao armazém interno;
6 – Armazém interno entrega o material não conforme para transporte;
7 – Transporte entrega o material ao depósito da produção;
8 – Depósito da produção devolve o material não conforme para transporte;
9 – Depósito externo envia material para o armazém interno;
10 – Armazém interno devolve material ao depósito externo;
11 – Depósito externo envia material para o depósito da produção;
12 – Depósito da produção devolve material para o depósito externo;
13 – Armazém interno envia material para o depósito da produção;
14 – Depósito da produção devolve material para o armazém interno.
Devido a insuficiência de espaço para armazenagem interna (armazém interno) do
estoque de segurança dimensionado para cada uma das embalagens, e eliminação das rotas
que passam pelo depósito externo não pode ser efetuada, sendo este cenário, para a
capacidade de armazenamento atual da planta, o melhor possível.
4.2. Medição das Divergências
Durante seis meses, de março a agosto de 2013, todas as divergências das contagens
de inventário das embalagens foram analisadas. A partir desta análise foi gerada a tabela 1
onde foi declarada a divergência total do inventário de embalagens em porcentagem e também
a divergência dos itens de maior volume de estoque de segurança – representando quando
somados mais de 85% dos itens em estoque – chamados de itens A, também em porcentagem
obtida em todas as contagens – semanais excetuando-se a primeira semana de cada mês – e
recontagens – efetuadas sempre que solicitadas a fim de ratificar ou retificar uma divergência
expressiva identificada na contagem semana de inventário.
Os dados da tabela 1 levaram a construção do gráfico 2. Por representarem mais de
85% do total de itens em estoque e, por este motivo, pela porcentagem de divergência de
inventário dos itens A representar a maior, e quase total, parcela da porcentagem de
divergência total a abrangência do projeto foi reduzida para focar apenas nas divergências das
embalagens dos itens A.

24
Tabela 1 – Porcentagens de divergência de inventário.
Data % divergência total % de divergência dos itens A
14/03/2013 14,81% 21,35%
21/03/2013 0,69% 0,37%
26/03/2013 2,46% 1,48%
11/04/2013 1,47% 3,54%
18/04/2013 0,87% 0,90%
25/04/2013 0,83% 0,65%
30/04/2013 0,89% 2,47%
16/05/2013 22,89% 35,42%
29/05/2013 1,05% 2,50%
13/06/2013 1,53% 2,71%
20/06/2013 0,91% 2,26%
26/06/2013 4,12% 4,49%
28/06/2013 1,59% 0,82%
11/07/2013 0,01% 3,36%
18/07/2013 1,20% 3,70%
25/07/2013 4,43% 3,13%
31/07/2013 0,62% 0,21%
15/08/2013 7,66% 4,44%
22/08/2013 5,00% 4,28%
28/08/2013 2,73% 1,23%
30/08/2013 0,50% 0,86% Fonte: o próprio autor
Neste estudo os itens A considerados serão para a linha de envase de sólidos: rótulos,
bulas, “pasteboard”, caixas e paletes; e para a linha de envase de líquidos: frascos de 1L,
frascos de 5L, frascos de 20L, caixas e tampas.

25
Gráfico 2 – Porcentagens de divergência de inventário
Fonte: o próprio autor
4.3. Análise do Espaço Físico de Estocagem
Durante o acompanhamento das divergências de inventário, parte da equipe formada,
especialmente, os analistas de logística foram a campo para fazer um mapeamento do espaço
físico de estocagem de embalagens nas linhas de envase. Os layouts dos estoques físicos das
embalagens podem ser vistos nas figuras 5 e 6.
Na figura 5, as ruas de 1 a 10 eram áreas destinadas principalmente à armazenagem de
produtos acabados, mas que e pequena quantidade também são usadas para armazenamento
de produtos para serem reprocessados e itens de descarte. Cada uma destas ruas pode
armazenar apenas um palete de altura por posição espacial, sendo que cada rua possui duas
posições espaciais por unidade de comprimento da rua. Além destas ruas, a área 1 era
dedicada única e exclusivamente para armazenamento de produto acabado para venda,
podendo ser armazenado também apenas 1 palete de altura por posição espacial nesta área.
Ainda na figura 5, as ruas de 11 a 17 eram destinadas a armazenamento de
embalagens, portanto o maior foco de análise estava em cima deste ponto. Nestas ruas o
número de paletes que pode ser armazenado por posição espacial depende do material a ser
estocado, entretanto estas ruas também possuem a capacidade de armazenamento de duas
posições espaciais por unidade de comprimento da rua. No caso de caixas podem ser
estocados até 3 paletes de altura por posição espacial e para paletes podem ser armazenados

26
dois fardos e meio de altura por posição espacial segundo as normas de segurança da empresa
para o local. Complementarmente, também segundo as normas de segurança, apenas a
primeira e a última unidade de comprimento de cada uma destas ruas tem a sua capacidade
limitada a números menores que o máximo permitido, para mitigar o risco de queda e avaria
de embalagens e principalmente lesões a colaboradores decorrentes destas possíveis quedas.
Por fim, não havia um local adequado para armazenamento das outras embalagens de
interesse na área que são o “pasteboard”, o rótulo e as bulas.
Na figura 6, a mesma lógica é apresentada, entretanto com divisão entre as ruas de
forma diferente. As áreas 1 e 2 são áreas de armazenamento de frascos de 1 litro e 5 litros
respectivamente, onde em cada posição palete podemos armazenar apenas um palete de
altura. Todas as ruas, de 1 a 25, eram usadas para armazenamento de embalagens e itens para
descarte, entretanto cada uma destas ruas agora possui apenas uma posição palete por unidade
de comprimento da rua.
Ainda relativo a figura 6, o armazenamento de caixas e de tampas, itens de interesse
deste estudo, era feito em qualquer uma destas ruas, sendo que para caixas o limite era de 3
paletes de altura por posição palete, agora se excetuando as duas primeiras e a última posição
palete de cada rua, que tinham o limite de paletes por altura menor que o mínimo pelas
mesmas questões de segurança já relatadas, e para tampas o limite era de 2 paletes de altura
por posição palete em todas as posições paletes possíveis de uma determinada rua.

27
Figura 5 - Depósito de armazenamento de embalagens na linha de envase de sólidos
Fonte: o próprio autor

28
Figura 6 - Depósito de armazenamento de embalagens na linha de envase de líquidos
Fonte: o próprio autor

29
4.4. Cálculo do volume de embalagens usadas pelas linhas de envase e
determinação de estoques de linha de produção
A partir das análises de espaço físico para estocagem de embalagens, para cada uma
das embalagens consideradas itens A em cada linha de envase foi calculado o volume diário
de consumo com base na produção planejada.
A partir do volume envasado diariamente, foi definido o volume ideal de uso de cada
um dos itens e aplicado a este valor uma margem de segurança de dez por cento para que seja
garantido o abastecimento impedindo possíveis paradas de linha por falta de embalagens.
Com isso, definiu-se que o estoque diário de itens nas linhas deveria ser igual ao
mostrado nas figuras 7 e 8. Vale ressaltar que os paletes usados como embalagem tiveram sua
contagem definida em fardos e não em paletes. Neste caso um fardo de palete deve ser
interpretado como um palete de qualquer outra embalagem sem prejuízo de sentido.
Figura 7 – Volume de consumo diário de embalagens da linha de envase de sólidos.
Item Quantidade
Caixas 65 paletes
Paletes 16 fardos
Rótulos 1 palete
“Pasteboard” 1 palete
Bulas 1 palete Fonte: o próprio autor

30
Figura 8 – Volume de consumo diário de embalagens da linha de envase de líquidos.
Item Quantidade
Frascos de 1L e 5L 105 paletes
Frascos de 20L 135 paletes
Tampas 3 paletes
Caixas de 1L e 5L 52 paletes
Paletes 14 fardos Fonte: o próprio autor
Como este estoque em linha de produção não representa a totalidade do estoque de
segurança dos itens A em planta, foi desconsiderado o cálculo de um ponto de ressuprimento,
haja vista que o “lead time” de abastecimento neste caso é mínimo, pois se trata apenas de
uma alocação de material de um depósito interno para a linha de produção.
Sendo assim, com base no volume cúbico ocupado por cada item, foi definida a
quantidade de cada um que seria armazenada nos estoques da linha de produção e,
consequentemente, definida a autonomia de cada uma das embalagens, permitindo a
elaboração de uma programação de reabastecimento bem definida.
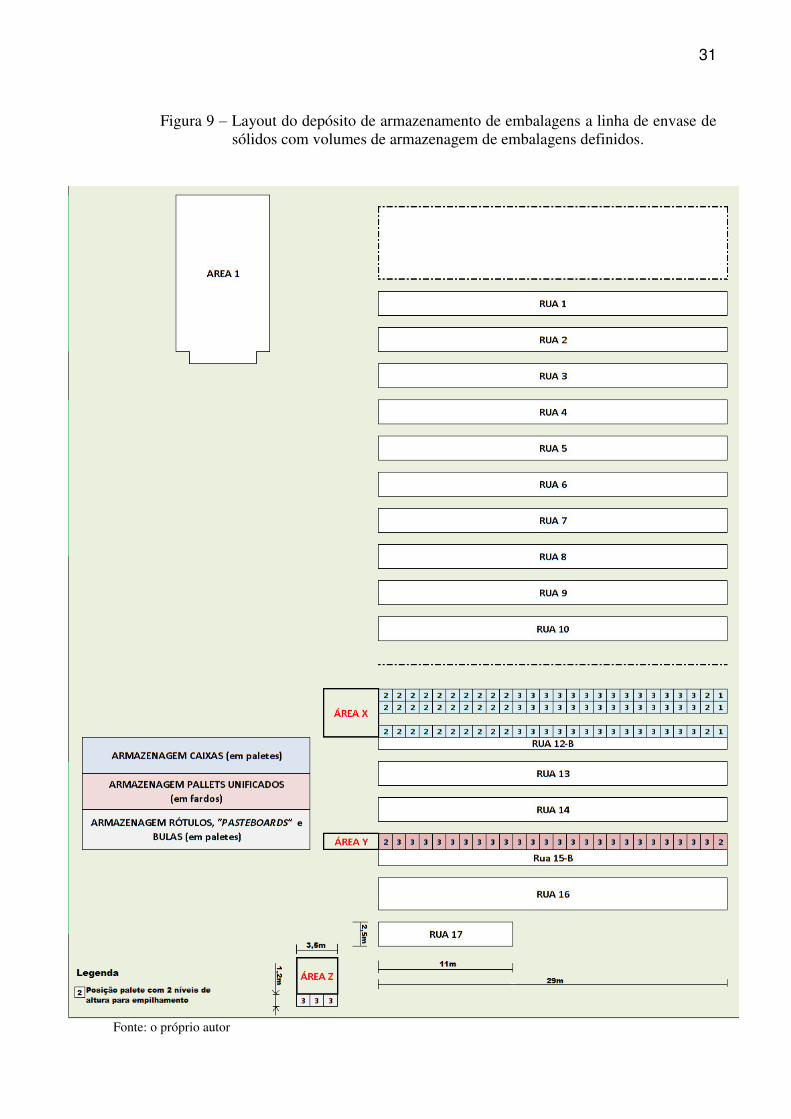
Os volumes, locais de armazenagem na linha de produção e autonomia de cada item
estão descritos nas figuras 9 e 10. Na figura 9, foram definidas as áreas X, que compreendem
a totalidade da rua 11 e metade da rua 12 da figura 5, para armazenamento de caixas; Y, que
compreende a rua 15 da figura 5, para armazenamento de paletes; e Z, que não existia na
figura 5, onde foram colocadas 3 estantes, cada uma com 3 posições paletes de altura, onde
serão armazenados as bulas, os “pasteboard” e os rótulos.
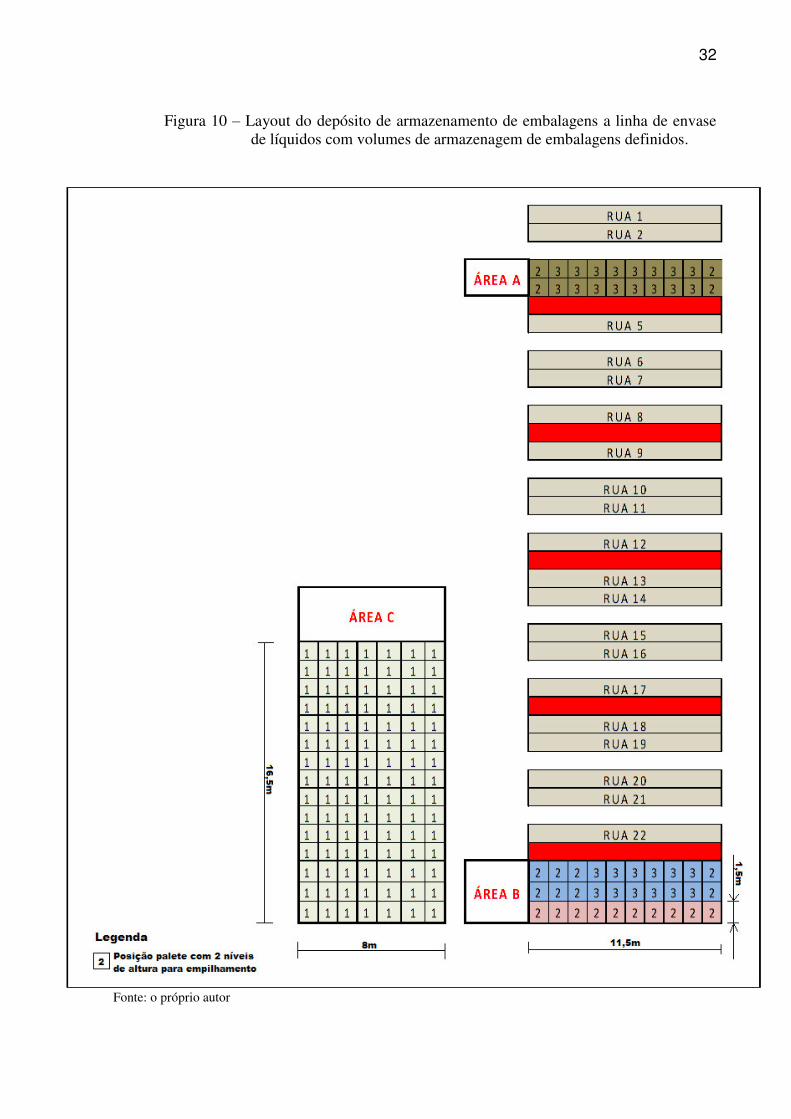
Na figura 10, foram definidas as áreas A, formada pelas ruas 3 e 4 da figura 6, para
armazenamento de paletes; B, formada pelas ruas 23, 24 e 25 da figura 6, para
armazenamento de caixas e tampas e C, que são as áreas 1 e 2 da figura 6, para o
armazenamento de frascos de 1 litro e frascos de 5 litros.
O principal fator para a escolha das ruas a serem utilizadas para o armazenamento das
embalagens foi a proximidade com o local em que este item seria colocado na linha de envase
para formação da unidade de lote para do produto acabado, evitando assim os desperdícios
com deslocamentos desnecessários.
31
Figura 9 – Layout do depósito de armazenamento de embalagens a linha de envase de sólidos com volumes de armazenagem de embalagens definidos.
Fonte: o próprio autor
32
Figura 10 – Layout do depósito de armazenamento de embalagens a linha de envase de líquidos com volumes de armazenagem de embalagens definidos.
Fonte: o próprio autor
33
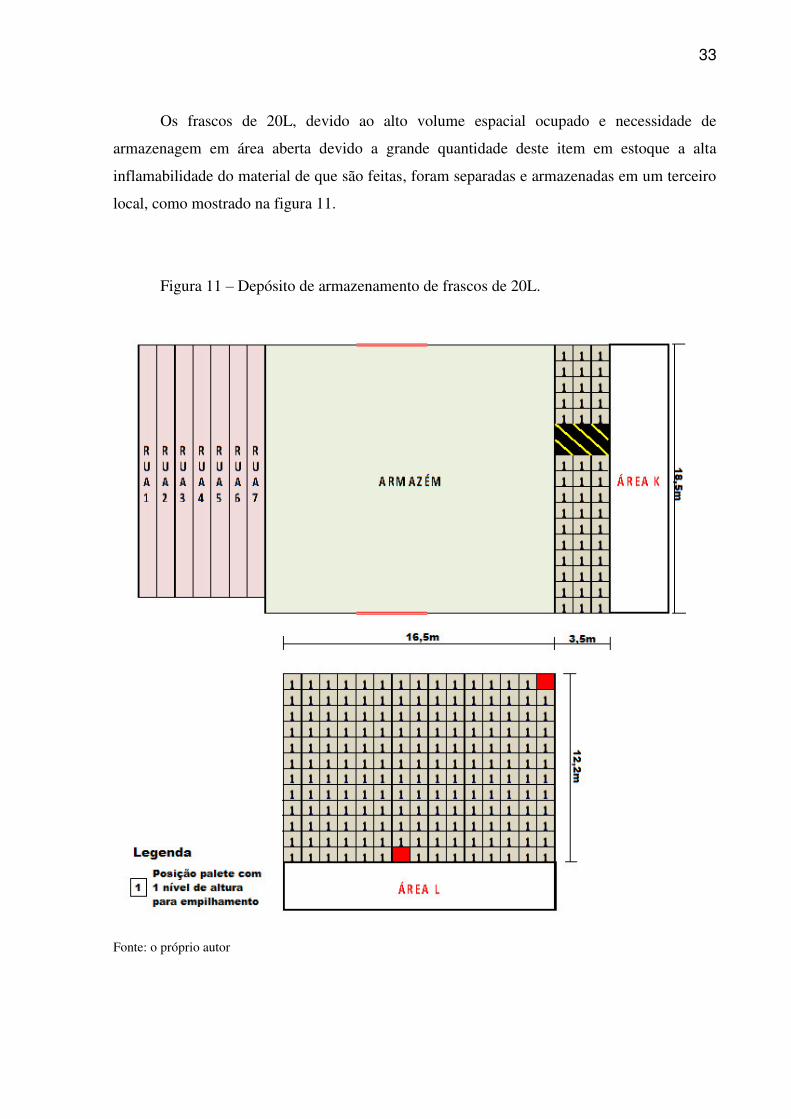
Os frascos de 20L, devido ao alto volume espacial ocupado e necessidade de
armazenagem em área aberta devido a grande quantidade deste item em estoque a alta
inflamabilidade do material de que são feitas, foram separadas e armazenadas em um terceiro
local, como mostrado na figura 11.
Figura 11 – Depósito de armazenamento de frascos de 20L.
Fonte: o próprio autor
34
Na figura 11, as ruas de 1 a 7 foram destinadas ao recebimento de frascos de 20 litros
provenientes do fornecedor ou do armazém externo. As áreas L e K foram destinadas ao
armazenamento dos frascos de 20 litros disponíveis para consumo da produção, sendo a área
K consumida preferencialmente em detrimento da área L, devido a proximidade com a
entrada dos frascos na linha de envase e o fluxo de abastecimento destas áreas obedecendo a
regra de migração das ruas de 1 a 7 para a área L e, apenas depois disso, da área L para a área
K.
Nas três figuras (9, 10 e 11), cada subdivisão representa uma posição espacial e cada
número contido dentro da subdivisão representa o número de paletes que podem ser
armazenados do tipo de embalagem especificado em cada posição espacial. Além disso, os
pontos ou ruas em destaque em vermelho nas figuras 10 e 11 são áreas destinadas a sistemas
de combate a incêndio, imprescindíveis para a segurança do local.
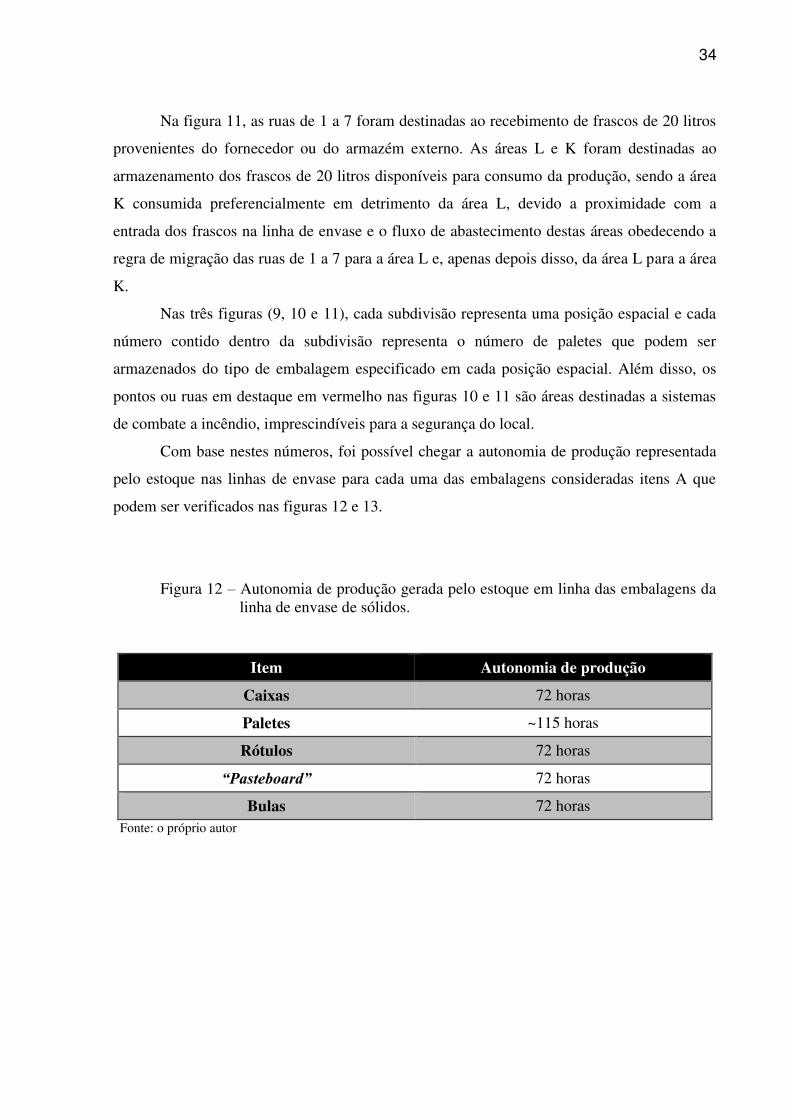
Com base nestes números, foi possível chegar a autonomia de produção representada
pelo estoque nas linhas de envase para cada uma das embalagens consideradas itens A que
podem ser verificados nas figuras 12 e 13.
Figura 12 – Autonomia de produção gerada pelo estoque em linha das embalagens da linha de envase de sólidos.
Item Autonomia de produção
Caixas 72 horas
Paletes ~115 horas
Rótulos 72 horas
“Pasteboard” 72 horas
Bulas 72 horas Fonte: o próprio autor

35
Figura 13 – Autonomia de produção gerada pelo estoque em linha das embalagens da linha de envase de líquidos.
Item Autonomia de produção
Frascos de 1L e 5L ~ 22 horas
Frascos de 20 L ~ 40 horas
Tampas 160 horas
Caixas de 1L e 5L ~ 22 horas
Paletes 96 horas Fonte: o próprio autor
4.5. Implementação de mudanças sistêmicas utilizando o ERP
Enquanto as mudanças de “layout” eram estudadas e definidas, a organização
sistêmica dos estoques de embalagem passou a ser o foco do trabalho. Antes da realização
desta análise, todas as embalagens eram estocadas sistemicamente em um único depósito
virtual, aqui chamado de depósito I.
Durante o estudo, este foi considerado como um ponto de melhoria, já que o fato de
realizar as entradas de embalagens (movimento “in”) e consumos de embalagens (movimento
“out”) em um único depósito virtual tornava o sistema muito vulnerável a erros de consumo,
que implicariam em divergências nas contagens de inventário.
Sendo assim, foi criado um segundo depósito virtual: depósito II, idêntico ao depósito
I do ponto de vista de materiais que podem ser armazenados. Com isto, foram divididas entre
estes dois depósitos as operações de entrada de embalagens e consumo de embalagens, sendo
todos os movimentos “in” de embalagens realizados dentro do depósito II e os movimentos
“out” de embalagens realizados dentro do depósito I.
Portanto, para permitir o consumo de determinada embalagem pelas linhas de envase
tanto de sólidos como de líquidos, a unidade que quando recebida foi alocada no depósito II
deverá ser transferida eletronicamente para o depósito I para que possa ser consumida pela
produção. Com isso, foi obtido um maior controle sistêmico das divergências de inventário, já
que a transferência de embalagens entre os depósitos I e II passou a ser duplamente checada: a
primeira vez pelo expedidor da embalagem, no caso o analista de estoque responsável pela

36
gestão do depósito II; e a segunda pelo recebedor da embalagem, líder da operação de envase
de produto.
Figura 14 – Esquema simplificado das movimentações sistêmicas de embalagens.
Fonte: o próprio autor
As transferências entre os depósitos I e II foram anotadas manualmente em um livro
de controle de inventário que, a cada transferência de remessa de material, era conferido pelo
analista de estoque e pelo líder da operação de envase, sendo que ambos, para ratificar a
consistência dos dados que constavam no livro, assinavam no local destinado a cada um deles.
Esta divisão entre depósitos aliada a dupla conferência das transferências de
embalagens entre depósitos, visou a possibilidade de separar as divergências de inventário em
dois grandes blocos: divergências de entrada ou contagem de embalagens, que ficariam
restritas ao depósito II e eram de inteira responsabilidade do operador logístico da planta; e
divergências de consumo de embalagens, que ficaram restritas ao depósito I e eram de inteira
responsabilidade do time da linha de envase, onde, em ambos os casos, cada era
responsabilizado e penalizado financeiramente, por meio de descontos no centro de custo de
cada um, quando da ocorrência de uma divergência de inventário, sem explicação plausível
para tal, no depósito que estivesse sob a sua responsabilidade.
Com a divisão dos depósitos, as áreas X, Y e Z da figura 9, A, B e C da figura 10 e as
áreas L e K da figura 11 representam fisicamente a área de estocagem correspondente ao
depósito I. O depósito II compreende as ruas que não estão nas áreas A, B e C da figura 10 e o

37
armazém representado na figura 11. Já a área 1 e as ruas que não estão nas áreas X e Y da
figura 9 foram destinadas a armazenagem de produto acabado e por este motivo deixou de ser
parte do escopo deste projeto.
Ainda na organização sistêmica dos depósitos virtuais, foi criado um terceiro depósito,
depósito III, destinado a armazenagem de embalagens avariadas que deverão ser descartadas.
Figura 15 – Arranjo sistêmico de alimentação do depósito de embalagens para descarte.
Fonte: o próprio autor
Desse modo, quando constatada qualquer avaria em algum item de embalagem, desde
erros de impressão até problemas de tamanho ou resistência, estes itens eram imediatamente
destinados ao depósito III sistemicamente e segregados fisicamente dentro da área do depósito
II, sendo identificados como itens de descarte com etiquetas e fitas de aviso.
4.6. Avaliação das ações tomadas
Depois de tomadas todas as ações descritas, monitorou-se o sistema por um período de
6 meses e os resultados obtidos não foram satisfatórios. A redução na porcentagem de
divergências total do inventário foi menor que 15% quando se esperava uma redução mínima
de 30% e a ocorrência de recontagens de inventário manteve-se inalterada em
aproximadamente uma a cada duas semanas.

38
A equipe então analisou criticamente estes dados e identificou possíveis falhas no
processo. Entre elas, a principal falha constatada foi a não implementação de um
procedimento de assinatura virtual necessário para a confirmação da remessa de transferência
de embalagem entre depósitos, já que desta maneira o sistema continuava vulnerável sob a
ótica da ocorrência de erros humanos de registro.
Devido a um projeto de implementação de um WMS (“Warehouse Management
System” ou Sistema de Gestão de Inventário) na planta, a falha deste estudo deveria ser
superada, já que com ele os paletes e fardos das embalagens seriam identificados por um
código e apenas estariam liberados para consumo da linha de envase quando este código fosse
fisicamente lido pelo coletor que deveria ser instalado tanto na linha de envase de sólidos
quanto na linha de envase de líquidos. Portanto o projeto foi parado até que se completasse a
implementação do WMS. Após este período, foi definido que um novo ciclo de coleta de
dados e avaliação do processo seria executado e, então caso as respostas fossem ao encontro
ao objetivo inicialmente traçado, as ações tomadas se tornariam um procedimento que deveria
ser divulgado a todos os colaboradores da planta e seguido por aqueles que executariam as
ações.

39
Capitulo 5. Conclusão
A implantação de um sistema de gestão de inventário na indústria agroquímica foi
realizada e os impactos observados foram positivos, pois além de uma melhor organização
física dos itens em estoque, a reorganização sistêmica dos depósitos virtuais permitiu
identificar as divergências de inventário e classificá-las em três tipos, sendo que cada um
destes tipos de divergências poderá ser tratado adequadamente e particularmente,
possibilitando uma melhoria no nível de gestão.
Outro aspecto positivo alcançado foi a elaboração de sistemática de avaliação
permanente das divergências de inventário. A partir das análises semanais das contagens de
estoque novas ações para melhoria do nível de gestão poderão ser propostas e avaliadas,
formando assim um ciclo de melhoria contínua deste processo.
Em tempo, há que se dizer que a utilização da metodologia de pesquisa-ação para a
solução desta questão-problema possibilitou um maior engajamento de todos os envolvidos
no tocante a gestão do inventário, não apenas de embalagens, mas no seu conceito como um
todo. A troca de experiências teóricas e práticas entre os colaboradores foram essenciais para
que o projeto pudesse chegar a uma conclusão plausível do que deveria ser feito para evitar a
recorrência de novos impactos financeiros.
Do ponto de vista de conhecimento, o autor deste trabalho pode aprender muito com
esta troca de experiências. E uma grande lição foi aprendida: as vezes grandes problemas são
resolvidos com soluções inventivas, mas quase sempre os pequenos e corriqueiros problemas,
quando não solucionados, são os que levam o trabalho ao fracasso e por isso devem ser
combatidos tal qual os grandes.
Bibliografia
BALLOU, R. H. Gerenciamento da cadeia de suprimentos / Logística empresarial. – 5ª ed. – Porto Alegre: Bookman, 2006. BARBIERI, J. C.; MACHLINE, C. Logística Hospitalar - Teoria e Prática. São Paulo: Ed. Saraiva, 2 ed., 2009. BOWERSOX, D. J.; CLOSS, D. J.; COOPER, M. B. Gestão logística de cadeias de suprimentos. – 5ª ed. – São Paulo: Atlas, 2006. BOWERSOX, D.; CLOSS, D. Logistical management: The integrated supply chain process. – Cingapura: Mc Graw Hill, 1996. 752 p. BOYER, K.; VERMA, R. Operations & supply chain management for the 21th century. Mason: Cengage, 2010. CORRÊA, H. L. Gestão de redes de suprimento: Integrando cadeias de suprimento no mundo globalizado. – São Paulo: Atlas, 2010. 414 p. COGHLAN, D.; BRANNICK, T. Doing Action Research in Your Own Organization. Sage, London, 2001. COUGHLAN, P.; COGHLAN, D. Action research for operations management. International Journal of Operations & Production Management, Vol. 22 Iss: 2, p. 220 – 240, 2002; DIAS, G. P. P. Gestão dos estoques numa cadeia de distribuição com sistema de reposição automática e ambiente colaborativo. – São Paulo: [s.n.], 2003. 244p. DIAS, J. G. A. C. A. MRP na indústria alimentar. Faculdade de Engenharia da Universidade do Porto, 2014. ELISBÃO, I. O espaço rural brasileiro em transformação. Finisterra, XLII, 84, 2007

ENGEL, G. I. Pesquisa ação. Educar. Curitiba: Editora da UFPR - Universidade Federal do Paraná, 2000. p. 181-191. FOSTER, M. “An introduction to the theory and practice of action research in work Organizations” Human Relations. Vol. 25, 1972. GASNIER, D. G. A dinâmica dos estoques: guia prático para planejamento , gestão de materiais e logística. – São Paulo: IMAM, 2002. 316 p. JACOBS, F. R.; CHASE, R. B. Operations and supply chain management. Fourteenth ed. JESUS, R.; OLIVEIRA, M. O. F. Implantação de sistemas ERP: Tecnologia E. Revista de Gestão da Tecnologia e Sistemas de Informação, Espírito Santo, v. 3, n. 3, p.315-330, 2007. LUSTOSA, L. et al. Planejamento e controle da produção. – Rio de Janeiro: Elsevier, 2008. 357 p. MAIELLARO, J. R. A gestão de estoques de medicamentos: um estudo de caso em um hospital público. INOVAE - Journal of Engineering and Technology Innovation, São Paulo, v. 2, n. 1, p.18-33, Jan./Abr., 2014. MONTEIRO, G.; RAMOS, D. B. Gerenciamento de estoque em uma indústria metalúrgica de Caxias do Sul. Anais VII Seminário de Iniciação Científica Curso de Ciências Contábeis da FSG, v. 4, n. 2, p. 121-140, 2013 PAVAN, F. H. B. Aplicação de planos de sustentabilidade em implantações de produção enxuta. Escola de Engenharia de São Carlos, Universidade de São Paulo, 2008. REASON, P.; BRADBURY, H. Handbook of Action Research. Sage, Thousand Oaks, California, 2001. ROBENSON, J.; COPACINO, W.; HOWE, R. The logistics handbook. – Nova Iorque: Free Press, 1994. 954 p. SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. – 3ª ed. – São Paulo: Atlas, 2009. 703 p. SUSMAN, G.; EVERED, R. “An assessment of the scientific merits of action research”, Administrative Science Quarterly. Vol. 23, 1978.

VALENTIM, Alexandre José Ramos. Análise do uso de técnicas modernas de gestão de estoques de peças sobressalentes em uma indústria do setor siderúrgico. – Rio de Janeiro, RJ: [s.n.], 2007. 73 p. VEIGA, C. H. A.; ZANON, L. B. Desenvolvimento de texto didático para o ensino de administração da produção: uma ressignificação à luz da teoria da atividade. Revista de Administração, Contabilidade e Economia, Chapecó, Edição Especial Anpad, v. 12, n. 3, p. 265-308, 2013. VERGARA, Sylvia Constant. Métodos de pesquisa em administração. São Paulo: Editora Atlas, 2005. 287p VIEIRA FILHO, F. C. et al. Implantação de um sistema MRP II em uma indústria de alimentos no noroeste do paraná. Maringá: Revista Tecnológica, 2013, v. 22, p. 83-92.





























