Embed Size (px)
Citation preview

0
UNIVERSIDADE ESTADUAL DO MARANHÃO
CENTRO DE CIÊNCIAS TECNOLÓGICAS
CURSO DE ENGENHARIA DE PRODUÇÃO
MARINA COSTA GALVÃO
A PROGRAMAÇÃO DA PRODUÇÃO NO PROCESSO DE CORTE E DOBRA DE
UMA EMPRESA DO RAMO SIDERÚRGICO LOCALIZADA EM SÃO LUÍS – MA
São Luís
2015

1
MARINA COSTA GALVÃO
A PROGRAMAÇÃO DA PRODUÇÃO NO PROCESSO DE CORTE E DOBRA DE
UMA EMPRESA DO RAMO SIDERÚRGICO LOCALIZADA EM SÃO LUÍS – MA
Monografia apresentada ao Curso de Graduação em Engenharia de Produção da Universidade Estadual do Maranhão como requisito para obtenção do grau de bacharel em Engenharia de Produção. Orientador: Profº. Ms. Mauro Enrique Carozzo
Todaro
São Luís
2015

2
Galvão, Marina Costa.
A programação da produção no processo de corte e dobra de uma
empresa do ramo siderúrgico localizada em São Luís - MA / Marina Costa
Galvão.– São Luís, 2015.
57 f
Monografia (Graduação) – Curso de Engenharia de Produção,
Universidade Estadual do Maranhão, 2015.
Orientador: Prof. Msc. Mauro Enrique Carozzo Todaro
1.Planejamento da produção. 2.Controle da produção. 3.Programação
da produção. 4.Job shop. 5.Sequenciamento. I.Título
CDU: 658.562-034.14(812.1)

2
MARINA COSTA GALVÃO
A PROGRAMAÇÃO DA PRODUÇÃO NO PROCESSO DE CORTE E DOBRA DE
UMA EMPRESA DO RAMO SIDERÚRGICO LOCALIZADA EM SÃO LUÍS – MA
Monografia apresentada ao Curso de Graduação em Engenharia de Produção da Universidade Estadual do Maranhão como requisito para obtenção do grau de bacharel em Engenharia de Produção.
Aprovada em: _____/_____/ 2015.
BANCA EXAMINADORA:
_________________________________________________ Profº. Ms. Mauro Enrique Carozzo Todaro (Orientador)
Universidade Estadual do Maranhão
_________________________________________________ Profº. Ms. Moisés dos Santos Rocha Universidade Estadual do Maranhão
_________________________________________________ Profº. Ms. Abraão Ramos da Silva Universidade Estadual do Maranhão

3
Dedico este trabalho aos meus pais,
Jorge e Madalena, minhas fontes
inesgotáveis de amor, apoio e segurança.

4
AGRADECIMENTOS
Durante a trajetória de minha vida, e que muito ainda tenho a caminhar,
sempre tive o esteio de alguns que foram fundamentais para o sucesso obtido em
cada etapa concluída. Com a Engenharia não poderia ser desigual. Ao longo dessa
caminhada, houve momentos de cansaço, mas o foco e a determinação em seguir
adiante e realizar um sonho foi sempre maior. Aqui, agradeço aqueles que
exerceram papéis fundamentais no alcance dessa vitória.
Ao meu Deus, responsável por me dar sabedoria, saúde e discernimento
para escolher um caminho e conseguir caminhar até o fim.
À minha mãe, Madalena Galvão, cujos ensinamentos me fizeram quem
sou e me fazem querer ser uma pessoa melhor a cada dia. Nada faria sentido sem o
seu amor de mãe sempre comigo.
Ao meu pai, Jorge Galvão, por exercer com perfeição os papéis de pai,
amigo, conselheiro e profissional. Sem dúvidas, minha maior referência de homem
íntegro, honesto, dedicado e que não mede esforços para ver nossa família feliz.
A minha irmã, Mariana Galvão, que, mesmo com tantas diferenças a nos
rodear, consegue ser sinônimo de amizade, cumplicidade, parceria e
companheirismo. Certamente, o maior presente que me foi proporcionado,
juntamente, com o ensinamento de que a vida é mais feliz quando há divisões.
Aos demais familiares, especialmente meus avós, que sempre estiveram
comigo, me mostrando a importância de uma família unida e torcendo sempre por
mim.
Ao meu querido companheiro, Guilherme, por estar comigo nessa
caminhada atribulada e, sobretudo, pelo apoio e atenção dedicados a cada dia.
Aos amigos de curso, com quem dividi conhecimentos, dúvidas e
experiências. Foram cinco anos de muita convivência, companheirismo e estudos.
Aos amigos que mantive no decorrer dos anos, não só pelos momentos
de diversão, mas, principalmente, por entenderem quando precisei estar ausente.
A empresa e aos colegas de trabalho, pela disponibilidade do espaço
para a realização do presente estudo e por terem me acolhido, me proporcionando
aprendizado, experiência e valores profissionais.
Ao meu orientador, Mauro, pelos aprendizados, auxílio, incentivo e por ter
acreditado no meu potencial.

5
Aos professores que fizeram parte do meu percurso, pelos ensinamentos
que me foram transmitidos e que são exemplos de profissionais.
Enfim, agradeço a todos aqueles que participaram dessa conquista, me
ajudando a seguir em frente e torcendo pelo meu sucesso.

6
“Não aponte falhas, aponte soluções.”
Henry Ford

7
RESUMO
O sucesso e a continuidade de uma organização no mercado atual dependem de
sistemas produtivos eficientes. O planejamento, a programação e o controle da
produção exercem um papel fundamental nesse contexto. O surgimento e/ou
aprimoramento de técnicas e tecnologias, com foco na área de programação da
produção, tem proporcionado às organizações um melhor atendimento ao cliente e
maior confiabilidade nos serviços, garantindo assim competitividade no mercado. O
presente trabalho propõe descrever e identificar pontos de melhoria no método de
programação de pedidos de aço cortado e dobrado em uma empresa localizada em
São Luís no Estado do Maranhão. Trata-se de um ambiente do tipo Job shop:
produção sob encomenda, alta variedade e volume moderados, um desafio á
programação. A metodologia caracteriza-se como estudo de caso, com abordagem
quali-quantitativa. A coleta de dados foi realizada através de observação in loco,
entrevistas e análise de dados históricos. A utilização de conceitos e métodos da
área de planejamento, programação e controle da produção contribuíram para o
desenvolvimento do estudo e para a identificação de pontos de oportunidade no
processo juntamente com propostas sugeridas. Conclui-se que o trabalho atingiu os
objetivos propostos, comparando teorias de métodos de programação, porém seria
conveniente outros estudos em busca da otimização do processo produtivo.
Palavras-chave: Planejamento da produção. Controle da produção. Programação da
produção. Job shop. Sequenciamento.

8
ABSTRACT
The success and the continuity of a company on the current market rely on efficient
production systems. The planning, programming and control of production play an
important role in this scenario. The emergence and-or improvement of techniques
and technologies with focus on production scheduling has provided organizations a
better customer care and more reliable services, ensuring market competitiveness. In
this way, this work aims to describe and identify key points for improvement on the
method of programming orders for cut and folded steel located in São Luís in the
state of Maranhão. The system is classified as a job shop type setting i.e., custom
production, high variability and moderate volume a.k.a. a challenge for programming.
The methodology is characterized by a case study with a mix of qualitative and
quantitative approaches. The data collection was conducted through on site
observation, interviews and data analysis based on historical data. The use of
concepts and methods of planning, programming and control of production
contributed to the development of this study and to the identification of key points in
the process along with suggested proposals. In conclusion, the work reached
objectives, comparing theories of programming methods, but it would be appropriate
other search studies for the optimization of the production process.
Keywords: Production planning. Production control. Production programming. Job
shop. Scheduling.

9
LISTA DE ILUSTRAÇÕES
Figura 1 - Estrutura geral do sistema de PPCP 20
Figura 2 - Produtos de aço cortado e dobrado 38
Figura 3 - Cortadeira 39
Figura 4 - Dobradeira 39
Figura 5 - Estribadeira 39
Figura 6 - Vista de cima do galpão de corte e dobra 40
Figura 7 - Detalhamento de uma ordem de serviço ou etiqueta 41
Figura 8 - Fluxograma do processo 42
Figura 9 - Planilha Excel para um dia de produção 45
Figura 10 - Painel de controle da produção de bitolas 47

10
LISTA DE QUADROS
Quadro 1 - Aspecto de um gráfico de Gantt para alocação de carga 25
Quadro 2 - Regras de sequenciamento usuais 29
Quadro 3 - Descrição de regras de sequenciamento segundo alguns autores 31
Quadro 4 - Taxa média de produção por bitolas 43
Quadro 5 - Regras para programação de pedidos em ordem de prioridade 45
Quadro 6 - Regras de sequenciamento em ordem de prioridade 46

11
LISTA DE SIGLAS E ABREVIATURAS
APS - Advanced Planning and Scheduling
CR - Critical Ratio
DD - Data Devida
DS - Dynamic Slack
EDD - Earliest Due Date
ERP - Enterprise Resource Planning
FIFO - First In, First Out
FSFO - First in the System, First Out
LEF - Lote Econômico de Fabricação
LIFO - Last In, First Out
LOT - Longest Operation Time
MPS - Master Production Schedule
MRP - Material Requirements Planning
MTP - Menor Tempo de Processamento
PCP - Planejamento e Controle da Produção
PEPS - Primeiro a Entrar, Primeiro a Sair
PMP - Plano Mestre de Produção
PPCP - Planejamento, Programação e Controle da Produção
RC - Razão Crítica
SOT - Shortest Operation Time
SS - Static Slack
TE - Tempo de Esgotamento
TI - Tecnologia da Informação

12
SUMÁRIO
1 INTRODUÇÃO 13
1.1 Objetivos 14
2 FUNDAMENTAÇÃO TEÓRICA 15
2.1 Gestão da Produção 15
2.2 Planejamento e Controle da Produção 17
2.3 Programação da produção 20
2.3.1 Objetivos da programação e controle da produção 21
2.3.2 Programação para sistemas de volume intermediário 22
2.3.3 Programação para sistemas de baixo volume 24
2.3.3.1 Alocação de carga 24
2.3.3.2 Sequenciamento de tarefas ou operações 26
2.3.3.2.1 Casos especiais de sequenciamento 27
2.3.3.2.2 Regras heurísticas 28
2.3.3.2.2.1 Vantagens e desvantagens das principais regras de
sequenciamento
31
2.3.4 Tecnologia da Informação na programação 33
3 METODOLOGIA 35
4 APRESENTAÇÃO DO ESTUDO DE CASO 38
4.1 Sistema produtivo do setor de Corte e Dobra 38
4.2 Sistema de PCP do setor de Corte e Dobra 42
4.3 Método atual de programação 44
4.3.1 Programação de pedidos 44
4.3.2 Programação das ordens de serviço 46
5 ANÁLISES E DISCUSSÕES 48
6 CONCLUSÃO 52
REFERÊNCIAS 54
APÊNDICE 56

13
1 INTRODUÇÃO
O sucesso e a continuidade de uma organização no mercado atual
dependem de sistemas produtivos eficientes. Dessa forma, a Gestão da Produção
tem um papel fundamental, tornando a organização capaz de satisfazer as
exigências dos clientes e garantindo assim maior competitividade. A Gestão da
Produção, também chamada de Gestão de Operações, diz respeito às atividades
orientadas para a produção de um bem ou a prestação de um serviço (MOREIRA,
2012).
A Gestão da Produção é uma das áreas de maior oportunidade e
desenvolvimento para o engenheiro de produção. Dentro das empresas, grande
parte das responsabilidades da Gestão de Operações e/ou processos é atribuída ao
setor de Planejamento e Controle da Produção ou PCP (BATALHA, 2008). Quando
bem elaborados e executados, o planejamento, a programação e o controle da
produção permitem a maximização dos resultados. São definidas as prioridades e o
que deve ser feito para atingi-las.
Além disso, é fundamental que as empresas atuem na busca constante
do aperfeiçoamento dos seus processos, comprometidas com o aumento da
produtividade. As empresas modernas estão em constantes mudanças e
atualizações, preocupadas com a qualidade e promovendo melhorias nos seus
sistemas produtivos. O surgimento de novas técnicas e tecnologias, com foco na
área de programação da produção, tem possibilitado que o desafio atual dos
engenheiros de produção seja atingido: manter em funcionamento e melhorar cada
vez mais o atendimento ao cliente.
Para o desenvolvimento deste trabalho foi observado o processo de corte
e dobra de aço de uma empresa do ramo siderúrgico localizada em São Luís - MA,
no intuito de descrever, analisar e utilizar metodologias voltadas à Gestão de
Operações com foco na programação da produção. Para se atingir um bom
desempenho do processo de corte e dobra de aço, é necessário conhecer e
identificar pontos que precisam ser aprimorados, sobretudo relacionados à
programação da produção. Portanto, a metodologia utilizada no trabalho caracteriza-
se por um estudo de caso, com finalidade descritiva, focado em uma unidade
delimitada, no caso, o setor de Corte e Dobra de aço.
A estrutura da pesquisa aqui desenvolvida divide-se em: Introdução, que

14
é um breve resumo do trabalho, mostrando sua importância e objetivos; Referencial
teórico, que aborda a bibliografia sobre o tema relacionado para fundamentar a
pesquisa; Metodologia, que trata da explicação de como foi realizado o estudo;
Apresentação do estudo de caso, onde é feita a descrição da empresa, do setor de
PCP e da programação atual; Análises e discussões, em que são feitas análises no
método de programação da empresa, com base no referencial teórico; e a
Conclusão, que refere-se às considerações finais do trabalho e propostas de
pesquisas futuras.
O estudo de caso demonstra como é realizada a programação atual na
empresa e quais pontos de melhorias para o melhor retorno ao cliente. O processo
de corte e dobra de aço da empresa analisada é feito por projeto e apresenta pontos
de oportunidade relacionados à programação da produção e ao planejamento das
atividades que são executadas. A programação utilizada atualmente apresenta
problemas de sequenciamento dos pedidos e consequentemente, atrasos nas
entregas. Isso é algo que a empresa pretende minimizar. Considerando os
elementos expostos até aqui, este trabalho busca responder a seguinte pergunta de
pesquisa: Qual método de programação da produção é mais adequado ao processo
de corte e dobra de aço da empresa estudada?
1.1 Objetivos
O objetivo geral da pesquisa é descrever a forma como é realizada a
programação da produção no processo de corte e dobra de aço da empresa em
análise.
Os objetivos específicos do estudo são:
a) Apresentar a importância do planejamento, programação e controle da
produção para uma empresa;
b) Conhecer o processo de programação dos pedidos de peças cortadas
e dobradas da empresa;
c) Identificar as variáveis e as restrições relevantes à programação do
sistema produtivo de corte e dobra da empresa;
d) Sugerir propostas de melhorias ao processo.

15
2 FUNDAMENTAÇÃO TEÓRICA
2.1 Gestão da Produção
Primeiramente, para compreender o processo de programação da
produção e sua importância para as organizações, é necessário abordar os
principais conceitos, destacando-se a finalidade da Gestão da Produção e seus
processos, com foco no Planejamento, Programação e Controle da Produção
(PPCP) para as empresas.
A civilização humana vem transformando matéria-prima em produtos
acabados desde os tempos pré-históricos, é algo que faz parte da sua natureza.
Para que isso ocorresse era necessário gerenciar as atividades, ainda que de forma
primária. Muito antes da utilização de termos como “gestão” ou “engenharia de
produção”, o homem já buscava organizar os recursos disponíveis para fazer seus
produtos de forma racional (BATALHA, 2008).
Slack, Johnston e Chambers (2009) dividem a organização em quatro
funções principais: a função produção, a função marketing, a função contábil-
financeira e a função de desenvolvimento de produto/serviço. Neste trabalho, será
destacada a função produção. “A função produção é central para a organização
porque produz os bens e serviços que são a razão de sua existência.” (SLACK;
JOHNSTON; CHAMBERS, 2009, p.5). Qualquer organização possui uma função
produção, visto que representa a reunião dos recursos necessários à produção dos
bens e serviços.
Esses autores consideram cinco objetivos de desempenho a serem
seguidos pelo sistema de produção, e que são foco da Gestão da Produção:
qualidade dos bens e serviços, velocidade em que são entregues aos clientes,
confiabilidade dos prazos de entrega, a flexibilidade para mudanças e o custo da
produção. Slack, Johnston e Chambers (2009) também definem cada um desses
objetivos:
a) Qualidade significa fazer certo as coisas e pode ser facilmente
identificada pelo consumidor, garantindo que ele retorne. Exerce
grande influência sobre a satisfação ou insatisfação do consumidor, por
isso as organizações consideram a qualidade um objetivo

16
extremamente importante. Em muitos casos, é a parte mais visível da
produção. Pode satisfazer tanto os clientes externos como os internos.
Uma produção com qualidade reduz custos e aumenta a confiabilidade;
b) Velocidade refere-se a quanto tempo os clientes da organização
esperam para receber seus produtos ou serviços. O principal benefício
da rapidez de entrega é que estimula a venda, pois quanto mais rápido
os bens e/ou serviços estiverem disponíveis para o consumidor, mais
chances terão de serem comprados. A rapidez da operação interna
também traz benefícios à organização, como redução de estoques e de
riscos;
c) Confiabilidade está relacionada ao cumprimento do prazo de entrega
prometido ao cliente. Significa fazer as coisas em tempo para os
consumidores receberem seus produtos e/ou serviços quando foram
prometidos. Os consumidores irão julgar a confiabiliadade após a
entrega, e isto afeta diretamente a chance do cliente comprar
novamente;
d) Flexibilidade trata da capacidade da empresa realizar mudanças
buscando satisfazer as necessidades dos consumidores. Significa ser
capaz de fazer alterações na operação. A mudança exigida pode ser
de quatros tipos: flexibilidade de produto/serviço, flexibilidade de
composto (mix), flexibilidade de volume e flexibilidade de entrega;
e) Custo de produção é o principal objetivo das empresas e depende dos
outros objetivos, para assim proporcionar maior lucro para a
organização. O desempenho dos objetivos operacionais deve ser
melhorado. Todas as empresas estão interessadas em reduzir custos.
Para Batalha (2008), a Gestão da Produção corresponde ao conjunto das
atividades de planejamento, gerenciamento e controle das ações necessárias para
obtenção de produtos. Portanto, grande parte das responsabilidades dessa área são
atribuídas ao setor de Planejamento e Controle da Produção (PCP).

17
2.2 Planejamento e Controle da Produção
Segundo Russomano (2000), o Planejamento e Controle da Produção
(PCP) é considerado um processo que engloba o planejamento e a organização dos
processos existentes na produção, com a responsabilidade de obter os melhores
resultados por meio do aumento da produtividade. O PCP deve garantir que sejam
cumpridos todos os objetivos pré-estabelecidos no que diz respeito à quantidade,
qualidade, prazo e lugar. Fernandes e Godinho (2010) referem que o PCP tem o
objetivo de tomar uma série de decisões na produção, definindo o que, quanto,
quem, onde, como e quando produzir, comprar e entregar.
Slack, Johnston e Chambers (2009) consideram planejamento e controle
o processo de conciliar demanda e fornecimento. Porém, pode haver incertezas
tanto na demanda quanto no fornecimento, afetando a maneira que as empresas
planejam e controlam suas atividades.
Slack, Johnston e Chambers (2009, p. 283) também diferenciam o
planejamento e controle de acordo com a temporalidade, em de longo prazo, de
médio prazo e de curto prazo.
No longo prazo, os gerentes de produção fazem planos relativos ao que eles pretendem fazer, que recursos eles precisam e quais objetivos eles esperam atingir. A ênfase está mais no planejamento do que no controle porque existe ainda pouco a ser controlado. Eles vão usar previsões da demanda provável, descritas em termos agregados.
Já o planejamento e controle de médio prazo “refere-se a planejar em
mais detalhes (e re-planejar, se for necessário). Olha para frente para avaliar a
demanda global que a operação deve atingir de forma parcialmente desagregada.”
(SLACK; JOHNSTON; CHAMBERS, 2009, p. 283).
No planejamento e controle de curto prazo, “[...] muitos dos recursos terão
sido definidos e será difícil fazer mudanças de grande escala nos recursos. Todavia,
intervenções de curto prazo são possíveis se as coisas não ocorrerem conforme os
planos.” (SLACK; JOHNSTON; CHAMBERS, 2009, p. 284). Nessa fase, a demanda
é vista de forma completamente desagregada. É provável que não haja tempo para
calcular os efeitos das decisões tomadas no curto prazo sobre todos os objetivos,
porém, uma definição das prioridades servirá como base para as tomadas de
decisão.

18
Para Corrêa, Gianesi e Caon (2005), o PCP é um setor sujeito a muitas
mudanças que ocorrem no dia a dia das empresas, tendo que produzir muito mais
com menos recursos para não deixar de atender os clientes. Vollman et al. (2006)
afirmam que o sistema de PCP precisa adaptar-se ao ambiente da empresa e às
necessidades da gerência, deve ser projetado de acordo com a natureza do
processo produtivo, as expectativas dos clientes e o grau de integração da cadeia de
suprimentos.
Russomano (2000) também observou que conforme o tamanho da
empresa, do estilo de produção e da variedade e quantidade de produtos fabricados,
cada empresa precisa de um próprio modelo de PCP, estruturado de acordo com as
suas necessidades. O volume e a variedade são fatores que afetam diretamente no
planejamento e controle. Diferentes volumes e variedades irão impactar a prontidão
de resposta ao consumidor, no horizonte de planejamento, nas decisões de
programação, e na robustez do planejamento e controle (SLACK; JOHNSTON;
CHAMBERS, 2009).
Outra abordagem dada por Slack, Johnston e Chambers (2002) define
Planejamento e Controle (da produção) como a atividade de decidir sobre o melhor
emprego dos recursos da produção, assegurando, assim, a execução do que foi
previsto. Em qualquer operação os recursos disponíveis não são infinitos, então
existirão limitações. Slack, Johnston e Chambers (2002) dividem essas limitações de
forma genérica em:
a) Limitações de custos: os produtos e/ou serviços devem ser produzidos
de acordo com custos determinados;
b) Limitações de capacidade: a produção deve estar dentro dos limites de
capacidades projetados para a operação;
c) Limitações de tempo: a produção deve estar dentro de um intervalo de
tempo, cumprindo prazos;
d) Limitações de qualidade: os produtos e/ou serviços devem estar
conformes com as tolerâncias aceitáveis.
Em uma empresa as limitações são consideradas na elaboração do
planejamento e da programação da produção.
Independentemente do ramo de atuação ou do tamanho da empresa, o

19
planejamento é uma atividade que se faz presente. Para planejar se faz necessária
uma previsão da demanda, ou seja, saber quanto a empresa planeja vender para
tomar como ponto de partida em suas decisões. A previsão da demanda é, então,
um processo racional de busca de informações sobre as vendas futuras dos
produtos da empresa (MOREIRA, 2012).
Juntamente com a previsão de demanda, trabalha o Planejamento
Agregado. Este se refere às decisões de médio prazo (em geral de 6 a 12 meses),
pois é o processo de balanceamento entre produção e demanda, combinando os
recursos produtivos para atender essa demanda e atingir o custo mínimo
(MOREIRA, 2012).
O Plano Mestre de Produção (PMP) consiste na desagregação do
planejamento agregado em produtos individuais, trata-se de um documento que
informa quais e quantos itens serão produzidos de cada um, considerando um
determinado período de tempo. Elaborar um Plano Mestre da Produção não é uma
tarefa simples, como diz Moreira (2012, p. 362):
Chegar a um Plano Mestre da Produção que compatibilize as necessidades de produção com a capacidade disponível pode se revelar uma tarefa complexa, principalmente se os produtos envolvidos exigirem muitas operações, em regime intermitente, ou seja, com a utilização do mesmo equipamento para diversos produtos. O processo é conduzido por tentativas, testando-se cada PMP para verificar a capacidade produtiva que ele exige.
Dessa forma o PMP passa a servir para avaliar as necessidades
imediatas da produção, para definir compras, e estabelecer prioridades entre os
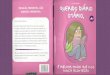
produtos na programação. Martins e Laugeni (2006) estruturam o sistema de
Planejamento, Programação e Controle da Produção (PPCP) conforme a Figura 1.

20
Figura 1 - Estrutura geral do sistema de PPCP
Fonte: Martins e Laugeni (2006, p. 216).
2.3 Programação da produção
A programação da produção faz parte do sistema de PCP e pode ser uma
atividade extremamente difícil. Segundo Lustosa et al. (2008) programar as tarefas
de produção é decidir quando e onde cada tarefa deve ser realizada para que as
entregas aconteçam no tempo certo, cumprindo o prazo combinado com o cliente,
que todas as tarefas sejam executadas no menor tempo possível, de forma a reduzir
os estoques em processos (intermediários) e a ociosidade dos recursos na operação
das tarefas.
Slack, Johnston e Chambers (2009) conceituam a programação como um
cronograma detalhado com início e fim de cada trabalho, onde são declarados os
volumes e os horários das atividades. Segundo eles, o método de programação
mais utilizado é o gráfico de Gantt.
Slack, Johnston e Chambers (2009, p.298) também destacam a
complexidade da tarefa de programação da produção:

21
A atividade de programação é uma das mais complexas tarefas no gerenciamento de produção. Primeiro, os programadores têm que lidar com diversos tipos diferentes de recursos simultaneamente. As máquinas terão diferentes capacidades e capacitação; o pessoal terá diferentes habilidades. De maneira mais importante, o número de programações possíveis cresce rapidamente à medida que o número de atividades e processos aumenta.
A tarefa de programação precisa possibilitar respostas às mudanças do
mercado e à diversidade de mix de produtos. E os gargalos evitados a todo custo.
Ainda segundo esses autores, o Planejamento, Programação e Controle
da Produção, principalmente no que se refere a volume e tempo, deve desempenhar
três atividades distintas e integradas:
a) Carregamento: determinação do volume que uma operação produtiva
pode executar;
b) Sequência: determinação da prioridade de tarefas a serem executadas;
c) Programação: determinação do início e fim para cada operação.
Quanto à classificação da programação, Slack, Johnston e Chambers
(2002) dividem a programação como empurrada ou puxada. Na programação
empurrada, tem-se um sistema centralizado onde as decisões de planejamento e
controle são emitidas para centros de trabalho que devem executar suas tarefas e
mandar seus produtos (intermediários) para a estação de trabalho seguinte. A
programação puxada trata de um sistema no qual a demanda é acionada a partir de
requisições de centros de trabalhos consumidores (internos).
No sistema empurrado, as atividades são programadas através de um
sistema central, cada centro de trabalho empurra o trabalho. Na prática pode levar a
tempo ocioso, estoque elevado e filas. No sistema puxado, o passo e as
especificações são estabelecidos pela estação de trabalho do consumidor,
“puxando” o trabalho da estação anterior (fornecedor). Sua principal função é regular
o nível de estoque, mantendo-o mais baixo possível, sem comprometer a produção.
2.3.1 Objetivos da programação e controle da produção
Após definido o Plano mestre de produção, surge o problema de
programar e controlar a produção para atendê-lo. Os objetivos da programação da

22
produção, segundo Moreira (2012), são:
a) Permitir que os produtos tenham a qualidade especificada;
b) Fazer com que máquinas e pessoas operem com os níveis desejados
de produtividade;
c) Reduzir os estoques e os custos operacionais;
d) Manter ou melhorar o nível de atendimento ao cliente.
Esses objetivos podem ser conflitantes entre si, exigindo assim um
balanço entre os vários objetivos.
Moreira (2012) afirma que o foco de atenção da programação da
produção está nos processos de alocação de carga e no sequenciamento de tarefas.
A alocação de carga consiste em distribuir as operações necessárias pelos vários
centros de trabalho. Já o sequenciamento de tarefas refere-se ao processo de
determinar a ordem na qual essas operações serão realizadas, uma vez que
diferentes operações podem aguardar processamento em um determinado centro de
trabalho.
Para este autor, controlar a produção significa garantir que as ordens de
produção serão cumpridas da forma e na data planejadas. Para controlar a produção
são necessárias informações constantes como quantidade produzida de cada
produto, utilização das máquinas, estado atual das ordens de serviço, etc.
As técnicas para programação e controle variam de acordo com a
estrutura do sistema produtivo, podendo ser dividida em: produção de volumes
intermediários, produção intermitente de muitos produtos e produção em sistemas
contínuos.
2.3.2 Programação para sistemas de volume intermediário
No sistema de volume intermediário vários produtos são feitos na mesma
linha de produção. Nesse caso o problema de programação não envolve alocação
de carga, pois cada vez que um novo produto é programado são feitos os ajustes
necessários nas máquinas. Mas cabem duas questões: quanto produzir e em que
ordem os produtos serão produzidos?

23
Para responder a essas questões, Moreira (2012) considera os custos de
preparação das máquinas juntamente com os custos de manutenção de estoque,
determinando assim uma quantidade a produzir chamada Lote Econômico de
Fabricação (LEF), tornando-se uma resposta de quanto produzir. Cálculo do LEF:
Onde:
- Cpu: custo de preparação unitário;
- D: demanda;
- Ceu: custo de estoque unitário;
- P: quantidade produzida.
Quanto à questão de sequenciamento, podem existir sequências mais
favoráveis para a preparação das máquinas devido aos produtos possuírem
características mais próximas em termos de necessidades de processamento,
forçando assim que siga mesma ordem na prática. Moreira (2012) sugere a técnica
de Tempo de Esgotamento (TE), que seria uma medida de urgência com que o
produto deve ser fabricado. Calcula-se o TE dividindo a quantidade de estoque
disponível pela taxa de consumo do produto:
TE = Estoque disponível. Taxa de consumo
Quanto menor o Tempo de Esgotamento, mais rápido ele ficará em falta;
portanto, possui maior prioridade para entrar na linha de processamento. Esse
cálculo do TE deve ser refeito toda vez que houver mudança de produto na linha de
produção, para saber qual produto necessita ser produzido com maior urgência. É
considerada uma técnica dinâmica, pois programa um único produto a cada rodada
de produção, ou seja, a cada rodada, os cálculos são refeitos e um produto diferente
é programado. Já uma técnica estática programaria todos os produtos a um só
tempo (MOREIRA, 2012).

24
2.3.3 Programação para sistemas de baixo volume
Tal situação corresponde a atividades industriais ou de serviço, existe
variedade de produtos e com frequência os centros de trabalho são utilizados em
operações de diferentes produtos. Moreira (2012) destaca que a programação da
produção nesses sistemas intermitentes é complexa, pois geralmente existem
estoques de material em processo que se acumulam em filas.
O sequenciamento em um ambiente Job shop é um tópico importante
para a programação da produção. O termo Job shop refere-se ao sistema de
produção em que é feito um elevado número de produtos diferentes, normalmente
em pequenas quantidades e geralmente de acordo com determinadas
especificações do cliente (produção sob encomenda), que é o caso da empresa em
análise. Para Souza, Carvalho e Barbastefano (2012) os sistemas de produção do
tipo Job shop apresentam muita flexibilidade para fabricação de uma grande
variedade de produtos. O fluxo de materiais não é unidirecional e cada tarefa tem
um tempo diferente de processamento e um roteiro específico a percorrer.
Na produção sob encomenda, além da má distribuição das tarefas
existem diversas ocorrências que dificultam a organização do sistema produtivo.
Dentre elas tem-se: dificuldades em determinar prazo de entrega; problemas de
manutenção não programada das máquinas; gargalos de produção; falta de matéria
prima; desperdícios de setups; replanejamento excessivo dos processos e
demandas emergenciais (BRANDÃO; CORTES; SILIPRANDE, 2008).
Portanto, o fluxo de trabalho deve seguir um melhor ritmo de produção e
as filas menores possíveis, constituindo um verdadeiro desafio para a programação.
As principais questões passam a ser a alocação de cargas entre os centros de
trabalho e o sequenciamento das operações em um dado centro.
2.3.3.1 Alocação de carga
“A alocação de carga envolve a designação de operações aos centros de
processamento ou trabalho.” (MOREIRA, 2012, p.366). Dependendo de cada caso,
as cargas podem ser alocadas de diversas formas, cabe então priorizar os objetivos:
diminuir tempos ociosos das máquinas, minimizar custo com preparação, tempo
para finalizar as operações, etc. Quando a operação é feita somente em um centro

25
específico, os problemas diminuem.
Ele cita duas técnicas mais conhecidas para a alocação de carga:
Alocação por meio de Gráfico de Gantt e Alocação pelo método de designação.
Entre os vários tipos de gráfico de Gantt, o gráfico para alocação de carga é simples
e consiste numa tabela onde cada linha horizontal corresponde a algum recurso
produtivo (máquinas, pessoas, centros de trabalho, etc.) e na vertical encontra-se a
unidade de tempo (horas, dias, semanas, etc.). No cruzamento são colocadas
marcações que indicam a operação que será realizada e a duração dela conforme
Quadro 1.
Quadro 1 - Aspecto de um gráfico de Gantt para alocação de carga
Centro de
Trabalho Semana 1 Semana 2 Semana 3 Semana 4
A Operação 1 ------- ------- Operação 7
B ------- Operação 5 -------
C Operação 3 ------- -------
D Operação 2 ------- Operação 6
E Operação 4 ------- -------
Fonte: Elaborado pelo autor (2015).
A alocação pelo método de designação consiste numa sequência simples
e repetitiva de cálculos, formulando o problema de designação de recurso em um
modelo de Programação Linear. Distribui os recursos pelos trabalhos de acordo com
o critério estabelecido. (MOREIRA, 2012).
“O carregamento é a quantidade de trabalho alocada para um centro de
trabalho” (SLACK; JOHNSTON; CHAMBERS, 2009, p.291). O carregamento leva
em consideração o tempo de disponibilidade da máquina, lembrando-se que esse
tempo poderá ser afetado por fatores como setup, trocas, limpezas, manutenção,
etc. Os autores também dividem o carregamento de máquinas em finito ou infinito.
No carregamento finito existe um limite estabelecido, baseado na capacidade,
portanto o trabalho não pode exceder esse limite. Nesse tipo de carregamento é
possível e necessário limitar a carga, como é o caso do processo de corte e dobra
analisado. Já no carregamento infinito não há limite para a aceitação do trabalho.

26
2.3.3.2 Sequenciamento de tarefas ou operações
“Seja a abordagem do carregamento finita ou infinita, quando o trabalho
chega, decisões devem ser tomadas sobre a ordem em que as tarefas serão
executadas. Essa atividade é denominada sequenciamento.” (SLACK; JOHNSTON;
CHAMBERS, 2009, p. 293).
Na programação, Lustosa et al. (2008) destacam o sequenciamento da
produção, que seria a determinação da ordem (sequência) em que as tarefas devem
ser executadas levando em conta alguns critérios. A programação da produção
consiste em estabelecer o sequenciamento adequado ou ideal das ordens de
serviço para minimizar e otimizar a utilização dos recursos. Cabe a ela o
estabelecimento de prazos: início e fim de cada atividade.
Moreira (2012) define algumas grandezas utilizadas para estabelecer os
principais critérios de sequenciamento:
a) Tempo de processamento do trabalho: também chamado tempo de
máquina, é o tempo efetivamente gasto desde que o trabalho inicia o
processamento até o término;
b) Tempo de espera do trabalho: é o tempo que o trabalho espera para
que inicie seu processamento;
c) Tempo de término do trabalho: é a soma do tempo de espera e o de
processamento, é o tempo total até que termine o processamento;
d) Data devida de um trabalho: é a data que o trabalho deveria ficar
pronto, utiliza-se uma data de referência;
e) Atraso de um trabalho: é a diferença entre o tempo de término e a data
devida.
Entre os critérios mais comuns para julgamento das regras de
sequenciamento estão o menor tempo médio de espera, mínimo atraso médio ou
mínimo atraso máximo.
Souza, Carvalho e Barbastefano (2012) afirmam que o sequenciamento
da produção é um problema frequente na indústria e pode ser representado por
modelos de programação matemática, objetivando minimizar o tempo de produção,
reduzir atrasos nas entregas, etc. Porém, tais modelos contém elevada

27
complexidade computacional devido ao alto número de soluções possíveis.
“Sequenciamento da produção em ambientes job shop é uma tarefa de difícil
resolução dada a complexidade computacional enfrentada, encontrando-se entre os
problemas mais difíceis de otimização combinatória.” (SOUZA; CARVALHO;
BARBASTEFANO, 2012, p.1).
É difícil alcançar uma solução ótima de sequenciamento para problemas
de Job shop.
2.3.3.2.1 Casos especiais de sequenciamento
Moreira (2012) apresenta os seguintes casos:
1) Sequenciamento de n trabalhos por um processador único;
2) Sequenciamento de n trabalhos por dois processadores em séries.
No primeiro caso está o problema mais simples de sequenciamento,
porém apresenta diferentes soluções dependendo do critério escolhido. Os dois
critérios são: Minimização do tempo médio de término e Minimização do atraso
máximo. No primeiro critério, o tempo médio de término será minimizado se os
trabalhos seguirem a sequência na ordem crescente dos seus tempos de
processamento, essa regra é mais conhecida como MTP ou menor tempo de
processamento. Já no segundo critério, o atraso máximo é minimizado se os
trabalhos forem sequenciados na ordem crescente de suas datas devidas, por isso
essa regra é conhecida como Data Devida.
Para o segundo caso é utilizado um procedimento matemático chamado
Regra de Johnson. Essa regra minimiza o tempo de término do trabalho
sequenciado por último, ou seja, minimiza o tempo decorrido entre o início do
primeiro trabalho no processador 1 até a saída do último trabalho do processador 2.
Utilizando essa regra, a eficiência será a máxima possível, visto que a eficiência é
calculada pela formula:
Eficiência = Soma dos tempos de processamento 2 x (Tempo de término do último trabalho)
E minimizando o denominador, maximiza-se a eficiência.

28
2.3.3.2.2 Regras heurísticas
Brandão, Cortes e Siliprande (2008) afirmam que as heurísticas são
sugeridas por diversos autores para problemas de sequenciamento. Elas são
técnicas utilizadas para solucionar problemas que demorariam muito tempo para
serem resolvidos na forma computacional.
Para os problemas de sequenciamento em Job shop estas regras são
válidas na prática, pois muitas situações não exigem a solução ótima. Uma vez que
seja considerado difícil encontrar esta solução ótima para ambientes de trabalho do
tipo Job shop, uma solução é necessária para dar início (ou continuidade) à
produção, então aceita-se utilizar outras técnicas, no caso as heurísticas, capazes
de encontrar boas soluções não muito distantes da ótima e de forma relativamente
rápida. Geralmente são adotadas para auxiliar nas decisões referentes ao
sequenciamento devido a limitações de recursos disponíveis (SOUZA; CARVALHO;
BARBASTEFANO, 2012).
Montevechi et al. (2002), em seu artigo, expressam os métodos
heurísticos como comparáveis a métodos determinísticos, e até os superam quando
existem incertezas quanto aos tempos de processamento. Os resultados obtidos por
métodos heurísticos são considerados satisfatórios pelos autores mencionados.
Estes autores apontam a escolha de uma regra de prioridade para selecionar entre
várias operações candidatas aquela que será executada.
Para Moreira (2012, p. 377), as regras de prioridade são:
[...] simplesmente modelos de decisão, usados em situações rotineiras de programação; são chamadas às vezes de ‘regras empíricas de sequenciamento’, embora essa designação não seja de todo apropriada, já que usualmente as regras de prioridade tem uma base completamente racional.
Corrêa e Corrêa (2011) em seu livro mostram várias regras que são
aplicadas a Job shops conforme Quadro 2.

29
Quadro 2 - Regras de sequenciamento usuais
Regras de sequenciamento usuais para determinar prioridades em job shops
SIGLA DEFINIÇÃO
1 FIFO First-In-First-Out - Primeira tarefa a chegar no centro de trabalho é a primeira a ser
atendida.
2 FSFO First in the System, First Out - Primeira tarefa a chegar à unidade produtiva é a
primeira a ser atendida.
3 SOT Shortest Operation Time - Tarefa com o menor tempo de operação no centro de
trabalho é a primeira a ser atendida.
4 SOT1 Mesma SOT mas com o limitante de tempo máximo de espera para evitar que
ordens longas esperem muito.
5 EDD Earliest Due Date - A tarefa com a data prometida mais próxima é processada
antes.
6 SS Static Slack - Folga estática, calculada como "tempo até a data prometida menos
tempo de operação restante".
7 DS Dynamic Slack - Folga dinâmica, calculada como "folga estática dividida pelo
número de operações por executar".
8 CR Critical Ratio - Razão crítica calculada como "tempo até a data prometida pelo
tempo total de operação restante".
Fonte: Corrêa e Corrêa (2011).
No sequenciamento são definidas as prioridades, que geralmente são
estabelecidas baseadas em um conjunto de regras. Slack, Johnston e Chambers
(2009) comentam sobre as principais regras de sequenciamento:
a) Prioridade ao consumidor: permite que um consumidor considerado
importante seja atendido antes de outros;
b) Data prometida: trabalho é sequenciado de acordo com a data de
entrega prometida ao cliente. Aumenta a confiabilidade da empresa;
c) LIFO (last in first out): último cliente a entrar no sistema é o primeiro a
sair;
d) FIFO (first in first out): primeiro cliente a entrar no sistema é o primeiro
a sair;
e) Operação mais longa/ tempo total mais longo da tarefa em primeiro:
trabalhos mais longos são sequenciados em primeiro lugar;
f) Operação mais curta/ tempo total mais curto da tarefa em primeiro:
executam primeiro os trabalhos mais curtos.

30
Essas regras são definidas de acordo com as particularidades de cada
produção, ajustando-as às necessidades da empresa.
Moreira (2012) também destaca três regras mais conhecidas para
sequenciamento por meio de um único processador:
a) PEPS: primeiro a entrar, primeiro a sair;
b) MTP: menor tempo de processamento;
c) DD: data devida.
Essas regras são consideradas estáticas, pois referem-se a um conjunto
de trabalho considerando que não existem mudanças na programação enquanto
este conjunto todo não for inteiramente processado. Na prática, surge um termo
“rush”, que significa dar preferência para um trabalho com maior prioridade, por
qualquer motivo.
As regras dinâmicas são aquelas que sequenciam um trabalho por vez.
Uma das mais populares é denominada Razão Crítica (RC) e calcula-se da seguinte
maneira:
RC = Tempo de processamento Data devida – Data atual
Nesse caso, assim que acaba o processamento de uma operação em
dado centro, já existem outros trabalhos aguardando processamento. Programa-se
então o trabalho com maior Razão Crítica. Essa técnica envolve a regra MTP (Menor
Tempo de Processamento) e a Data Devida.
A pergunta “Qual regra deve ser utilizada?” não possui uma resposta
definitiva, visto que o desempenho de cada regra varia, podendo ser melhor ou pior
de acordo com diferentes critérios, dependendo de qual critério pretende-se atender
(MOREIRA, 2012).
A eficiência de cada regra varia quando aplicada a um conjunto de peças
com diferentes tempos de processamento (MONTEVECHI et al., 2002). As regras
heurísticas para sequenciamento de ordens de serviço em ambientes de produção
do tipo Job shop são bastante utilizadas na prática. No Quadro 3 encontra-se o
resumo das regras citadas.

31
Quadro 3 – Descrição de regras de sequenciamento segundo alguns autores
Resumo das regras de sequenciamento usuais
SIGLA SIGNIFICADO DEFINIÇÃO AUTORES
1 FIFO ou
PEPS
First In, First Out ou
Primeiro a entrar,
primeiro a sair
Primeira tarefa a chegar no centro de
trabalho é a primeira a ser atendida.
Correa e Correa (2011),
Moreira (2012), Slack,
Johnston e Chambers
(2009)
2 LIFO
Last in, first out ou
Último a entrar,
primeiro a sair
Última tarefa a chegar no centro de
trabalho é a primeira a ser atendida.
Slack, Johnston e
Chambers (2009)
3 SOT ou
MTP
Shortest Operation
Time ou Menor tempo
de processamento
Prioriza tarefa com o menor tempo de
operação (processamento) no centro de
trabalho.
Correa e Correa (2011),
Moreira (2012), Slack,
Johnston e Chambers
(2009)
4 LOT
Longest Operation
Time ou Maior tempo
de processamento
Prioriza tarefa com o maior tempo de
operação (processamento) no centro de
trabalho.
Slack, Johnston e
Chambers (2009)
5 EDD ou
DD
Earliest Due Date ou
Data Devida
Prioriza a tarefa com a data prometida
mais próxima.
Correa e Correa (2011),
Moreira (2012), Slack,
Johnston e Chambers
(2009)
6 SS Static Slack ou Folga
estática
Folga estática calculada por "tempo até
a data prometida menos tempo de
operação restante". Prioriza tarefa com
menor folga.
Correa e Correa (2011)
7 DS Dynamic Slack ou
Folga dinâmica
Folga dinâmica calculada por "folga
estática dividida pelo número de
operações por executar". Prioriza tarefa
com menor folga.
Correa e Correa (2011)
8 CR Critical Ratio ou Razão
crítica
Prioriza trabalho com maior razão
crítica.
Correa e Correa (2011),
Moreira (2012)
Fonte: Elaborado pelo autor (2015).
2.3.3.2.2.1 Vantagens e desvantagens das principais regras de sequenciamento
Para cada situação, poderá ser adotada uma série de regras de
sequenciamento. A escolha dessas regras implica consequências ao processo e
está baseada em diversas variáveis. Portanto, faz-se necessária a análise das

32
vantagens e das desvantagens na escolha de qual ou quais regras devem ser
aplicadas. Neste tópico estão listadas as principais vantagens e desvantagens das
regras de sequenciamento mais comuns:
a) FIFO ou PEPS é visto por alguns autores como uma forma justa,
geralmente é aplicada quando o cliente está próximo ao processo. Para
Moreira (2012), as desvantagens são que quando um trabalho longo é
programado antes, a tendência será a ociosidade nos centros de
trabalho seguintes e aumento do estoque intermediário. Não visa a
produtividade.
b) LIFO é uma regra pouco utilizada por possuir efeito adverso na rapidez
e na confiabilidade da entrega e não estar baseada em qualidade,
flexibilidade ou custo (SILVA et al., 2012).
c) MTP ou SOT minimiza tempo médio de processo, facilita o fluxo de
trabalho e reduz estoques de material em processo (MOREIRA, 2012).
Por outro lado, pode prejudicar consumidores maiores, pois processos
longos são adiados.
d) LOT visa alta utilização e a redução de trocas de máquinas. Porém,
pode comprometer a rapidez, confiabilidade e flexibilidade do processo
(SILVA et al., 2012).
e) EDD ou Data Prometida usualmente minimiza atrasos, pois melhora a
confiabilidade de entrega e a média de rapidez. Não proporciona um
sequenciamento ótimo, pois não visa a eficiência (SLACK;
JOHNSTON; CHAMBERS, 2002).
f) Prioridade ao consumidor permite que um cliente importante ou
temporariamente ofendido possa ser atendido antes de outros,
independente da data de chegada deste cliente (SLACK; JOHNSTON;
CHAMBERS, 2002). É uma forma de garantir a preferência do
consumidor. Como desvantagens pode baixar desempenho e
produtividade da fábrica.
g) CR busca balancear as regras SOT com a EDD, tornando-se assim
mais completa e levando a atrasos reduzidos (MOREIRA, 2012).

33
Vale ressaltar que na prática geralmente as empresas optam por utilizar
uma combinação dessas regras e não uma exclusivamente. O uso de regras de
sequenciamento combinadas permite usufruir dos benefícios gerados pelas regras
adotadas simultaneamente (SILVA et al., 2012).
2.3.4 Tecnologia da Informação na programação
No contexto atual, a Tecnologia da Informação (TI) vem crescendo com
numerosos aplicativos de software, dando suporte aos processos produtivos,
principalmente na área de Planejamento, Programação e Controle da Produção
(PPCP). As atividades de PPCP são as que mais exigem cálculos sistematizados,
portanto, os computadores passaram a participar desse processo (MARTINS;
PRADO; ABREU, 2008).
A partir da década de 90, as empresas passaram a utilizar sistemas ERP
(Enterprise Resource Planning ou Planejamento dos Recursos Empresariais) para
controlar e integrar as informações de seus processos. Dentro do ERP, utiliza-se o
MRP (Material Requirements Planning), porém esses sistemas são considerados
simplificados e não atendem perfeitamente às necessidades da programação
detalhada da produção (GIACON; MESQUITA, 2011).
Segundo Giacon e Mesquita (2011), os sistemas APS (Advanced
Planning and Scheduling) surgem como alternativa para solucionar problemas mais
complexos de PPCP. Estes sistemas complementam o ERP. Os autores listam as
características principais dos APS:
a) Ferramentas de suporte a decisão;
b) Capazes de simular diversos planos e programações com diversas
restrições;
c) Geração de planos otimizados;
d) Resolvem problemas complexos de PCP, utilizando métodos
heurísticos, programação linear, etc.;
e) Grande velocidade de processamento.
O objetivo principal é determinar com exatidão o programa de produção e
gerar um sequenciamento viável, considerando as restrições existentes no processo,

34
como disponibilidade de materiais e máquinas.
Liddell (2009, p.124) define APS como:
Software para planejamento e programação da produção em capacidade finita. Usados para gerenciamento da manufatura, têm como características relevantes o uso de algoritmos e heurísticas sofisticadas, levam em consideração as mais diversas variáveis e restrições presentes em sistemas de produção, bem como as políticas e estratégias de utilização da capacidade instalada e de atendimento da demanda estabelecidas pela empresa.
Segundo Azanha e Camargo Junior (2015), os sistemas APS servem de
suporte à tomada de decisão. A definição para APS pode ser qualquer programa
computacional que utilize algoritmos matemáticos avançados ou lógica para otimizar
ou simular uma programação com capacidade finita. Dessa forma, esses sistemas
buscam considerar todas as restrições existentes no processo produtivo para
maximizar os objetivos, utilizando regras de sequenciamento heurísticas e métodos
de otimização.
De acordo com Liddell (2009), os sistemas APS são difíceis de
desenvolver comparados ao ERP, pois é necessário criar um sequenciador (ou
gerador de sequenciamento), e estes são complexos. Leva tempo e tecnologia para
o desenvolvimento de um bom sequenciador, o poder e a flexibilidade do APS
depende da eficiência dele.
Os sistemas APS muitas vezes geram e avaliam vários cenários para
fornecer um planejamento e programação em tempo real, visualizar a disponibilidade
de atendimento e a capacidade de entrega. A gestão seleciona o cenário mais
apropriado para utilização na empresa (AZANHA; CAMARGO JUNIOR, 2015).
Liddell (2009) destaca a necessidade dos sistemas de planejamento e
sequenciamento serem fáceis de customizar e modificar, para assim atender as
mudanças ocorridas na empresa. Devem fornecer regras de sequenciamento
personalizadas, considerar restrições do mundo real e calcular tempos de acordo
com a sequência escolhida.
Um bom sistema de sequenciamento elimina grande parte do esforço
manual que apenas mantem a programação atualizada, pois ele automatiza a
geração de programas de produção confiáveis. Nos sistemas APS criam-se regras
específicas, porém cabe ao responsável pela programação (também chamado
programador) escolher qual delas funcionam melhor em cada situação (LIDDELL,
2009).

35
3 METODOLOGIA
A pesquisa científica tem como objetivo fundamental descobrir respostas
para problemas por meio do emprego de procedimentos científicos. A pesquisa pode
ser classificada quanto aos seus objetivos, quanto a sua natureza e quanto aos
procedimentos técnicos utilizados (GIL, 2002).
Segundo Gil (2002), quanto aos objetivos, as pesquisas podem ser
divididas em três grupos:
1) Pesquisa exploratória: aquela que tem por objetivo tornar o assunto
familiar, escolhida quando o assunto tratado é pouco desenvolvido.
2) Pesquisa descritiva: visa descrever as características de determinado
fenômeno e o estabelecimento de relações entre as variáveis.
3) Pesquisa explicativa: quando o objeto de estudo é suficientemente
conhecido, e pretende-se identificar os fatores que determinam ou
contribuem para a ocorrência de fenômenos.
O trabalho em questão trata de uma pesquisa descritiva, uma vez que sua
preocupação está voltada para observação e descrição dos fatores que influenciam
na programação da produção do processo em análise e qual a melhor forma de
agrupá-los.
Ainda conforme Gil (2002), quanto á natureza, a pesquisa pode ser:
básica, aquela que envolve verdades e interesses universais, sem aplicação prática
prevista, apenas com o intuito de gerar novos conhecimentos á ciência. E Pesquisa
aplicada, que envolve verdades e interesses locais, dirigida á solução de problemas
específicos, e aplicar os conhecimentos de forma prática. No trabalho aqui realizado,
a pesquisa é aplicada, visto que a programação da produção de uma empresa
específica será colocada em análise, voltada aos interesses locais.
Quanto à classificação por procedimentos técnicos, foi realizado um
estudo de caso na empresa de corte e dobra de aço, por meio da observação direta
das suas atividades. Para Gil (2008), o estudo de caso é uma pesquisa realizada em
uma unidade delimitada, com o objetivo de aprofundar-se e detalhar as
características do objeto de estudo em questão. A metodologia utilizada costuma ser
menos rígida e os procedimentos mais usuais são: observação, análise de

36
documentos, entrevistas.
Fonseca (2002) também classifica a pesquisa quanto à abordagem do
problema: qualitativa e quantitativa. Na pesquisa qualitativa destacam-se os
aspectos dinâmicos, as interpretações, as hipóteses. Enquanto na pesquisa
quantitativa as informações podem ser traduzidas em números, o foco está em
medir, descrever, observar e não na interpretação. Portanto, quanto à abordagem do
problema, esta pesquisa tem caráter quali-quantitativo, pois engloba elementos de
descrição e interpretação.
A empresa citada no trabalho é uma filial de uma multinacional, líder no
segmento de aços longos nas Américas e uma das principais fornecedoras de aços
longos especiais do mundo. Emprega mais de 45 mil colaboradores e possui
operações industriais em 14 países (nas Américas, na Europa e na Ásia), as quais
somam uma capacidade instalada superior a 25 milhões de toneladas de aço por
ano. Além disso, é a maior recicladora da América Latina.
A filial em estudo está localizada em São Luís do Maranhão; tem mais de
12 anos em atividade, sendo considerada de pequeno porte e atua em duas áreas:
a) Comercial: trata apenas da distribuição de produtos como chapas,
arames, pregos, vergalhões, etc.;
b) Corte e dobra: é um serviço de corte e dobra de aço para a construção
civil.
O trabalho foi focado nesse setor de Corte e Dobra de área 919 m², onde
trabalham 30 funcionários e a capacidade de 650 toneladas por mês.
A coleta de dados aconteceu no próprio local onde ocorrem os fenômenos
(in loco), através da observação direta, entrevistas e medidas de opinião. As
entrevistas foram do tipo semiestruturada, pois não seguiam um roteiro rígido com
perguntas padrão, tinham um caráter mais aberto e os entrevistados responderam
às perguntas de acordo com suas concepções, mas não os deixando falar
livremente. O pesquisador não deve perder de vista o assunto (GIL, 2002). Os
entrevistados foram o analista de produção e o chefe da unidade. Foram utilizados
também dados históricos, documentos, planilhas e outras fontes fornecidas pela
empresa observada. Com posse desses dados, principalmente os históricos, foi
possível identificar diferentes critérios e fatores utilizados na elaboração da

37
programação.
Durante a análise e interpretação dos dados foram identificados os fatores
que influenciam a programação e como agrupá-los para melhor desenvolvimento
das atividades do processo de corte e dobra de aço. A discussão dos dados será
baseada na forma de sequenciamento das ordens de serviço adotada pela empresa
e comparada com a forma proposta pela literatura para esse ambiente de trabalho.
Alguns indicadores como tempo médio de processamento de pedidos, utilização e
ociosidade dos recursos, capacidade das máquinas, redução de atrasos são levados
em consideração.

38
4 APRESENTAÇÃO DO ESTUDO DE CASO
4.1 Sistema produtivo do setor de Corte e Dobra
A empresa estudada atua no ramo siderúrgico, com o serviço de corte e
dobra de aço para a construção civil. Trata-se de uma produção sob encomenda,
pois os clientes (geralmente construtoras) solicitam os pedidos das peças de acordo
com as especificações do projeto estrutural das obras.
Os produtos podem ser classificados conforme espessura do aço,
denominada de bitola, e nessa empresa trabalha-se com as bitolas: 4.2 mm, 5 mm,
6.3 mm, 8 mm, 10 mm, 12.5 mm, 16 mm, 20 mm e 25 mm. As bitolas 4.2 mm até
12.5 mm são consideradas finas e estão disponíveis em rolos (comumente
chamados de bobinas), enquanto as bitolas de 16 mm até 25 mm são consideradas
grossas e estão dispostas em vergalhões. Os tamanhos solicitados pelos clientes
vão desde centímetros até 12 metros (tamanho máximo comercializado) e os
formatos são bastantes variados: sem dobra (material reto), com uma ou mais
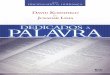
dobras. Existe uma grande diversidade de produtos cortados e dobrados como se
pode observar com base em alguns exemplos da Figura 2, caracterizando assim um
sistema do tipo Job shop devido à alta variedade e volume moderado.
Figura 2 – Produtos de aço cortado e dobrado
Fonte: Gerdau (2009).
Dependendo da bitola, do tamanho e do formato, cada produto segue por
máquinas diferentes. Nessa empresa existem 6 máquinas: uma cortadeira (C4), três
estribadeiras (chamadas de Primas) e duas dobradeiras. As Figuras 3, 4 e 5
mostram cada uma dessas máquinas. Na cortadeira, é realizado apenas o corte dos

39
vergalhões, ou seja: materiais de bitolas grossas. As estribadeiras realizam tanto
corte como dobra de materiais em rolos ou de bitolas finas, porém tem um limite de
tamanho de dobra de 2,50 metros. Nas dobradeiras ocorrem a dobra dos materiais
vindos da cortadeira e dos materiais vindos das estribadeiras com dobras superiores
a 2,50 metros, ou seja, essas máquinas trabalham tanto com bitolas grossas como
finas. Em um único pedido pode ser necessária a utilização de todas as máquinas.
Figura 3 - Cortadeira
Fonte: Elaborado pelo autor (2015).
Figura 4 - Dobradeira Figura 5 - Estribadeira
Fonte: Elaborado pelo autor (2015). Fonte: Elaborado pelo autor (2015).
A fábrica funciona 24 horas por dia de segunda a sexta, em três turnos de
trabalho: manhã, tarde e noite. No turno da manhã, assim como no turno da tarde,
atuam oito operadores: três nas estribadeiras, dois na cortadeira, dois nas
dobradeiras, e um chamado operador líder, que fica coordenando as atividades e é
responsável pela movimentação de materiais por meio de uma ponte rolante
existente no galpão. O turno da noite é reduzido, possuindo apenas 5 operadores.
Devido a isso, algumas das máquinas ficam inoperantes neste período e estas são

40
selecionadas conforme demanda diária.
Figura 6 - Vista de cima do galpão de corte e dobra
Fonte: Elaborado pelo autor (2015).
Na Figura 6, é possível observar as três máquinas estribadeiras ao fundo,
as duas dobradeiras que ficam localizadas no lado esquerdo e a cortadeira do lado
direito. Na parte central está o estoque de materiais prontos ou em processo. E
acima está a ponte rolante utilizada na movimentação de cargas. A planta baixa do
setor está no Apêndice.
O fluxo do processo funciona da seguinte forma: o cliente faz seu pedido
entrando em contato com o vendedor, que repassa as informações e os projetos
estruturais para área técnica do Corte e Dobra. Ao solicitar o pedido, cliente informa
data desejada para recebimento do material. Após acertada a data, os técnicos são
responsáveis por interpretar os projetos, retirar as informações de bitola, formato,
tamanho, quantidade das peças e repassar para um software utilizado pela
empresa. Esse software gera as ordens de serviços, chamadas de etiquetas.
Nessas etiquetas contém todos os detalhes para que a operação possa produzir as
peças de aço cortado e dobrado. Na Figura 7 está detalhada uma etiqueta de
produção.

41
Figura 7 – Detalhamento de uma ordem de serviço ou etiqueta
Fonte: Carlott (2012).
Com posse dos pedidos feitos pelos clientes, começa o trabalho de
planejamento, programação e controle da produção. A Figura 8 ilustra o fluxograma
descrito.

42
Figura 8 – Fluxograma do processo
Fonte: Elaborado pelo autor (2015).
4.2 Sistema de PCP do setor de Corte e Dobra
O setor de Corte e Dobra recebe a previsão de vendas mensal de modo
agregado. Essa previsão é alinhada com os vendedores de corte e dobra e é
definida pelo PEX – Plano de Execução, que engloba os projetos e planos de ação
da organização a médio e curto prazo. Com posse da previsão de vendas em
toneladas, inicia-se o planejamento agregado, justamente porque é impraticável
planejar a combinação da produção com a demanda individualmente para cada
produto, então a necessidade de agregar.
O planejamento agregado é considerado um processo aproximado, onde
estima-se quantas toneladas devem ser produzidas diariamente para atender a
demanda prevista para o mês. A partir daí, sabe-se em média quanto cada turno
deve produzir, se serão necessárias horas extras de trabalho ou não.
Por se tratar de um ambiente Job shop, o plano mestre de produção
somente é realizado após a demanda confirmada, com a chegada dos pedidos.
Esse plano trata da desagregação do planejamento em produtos individuais, ou no
caso do corte e dobra, em produtos por bitola. Ele mostra quais e quantos itens

43
serão produzidos em cada dia de produção. Estas informações estão organizadas
em uma planilha Excel, onde todos os colaboradores têm acesso para visualização.
O sistema de ERP utilizado na unidade é o software SAP, que contempla
também o MRP (Material Requirements Planning ou Planejamento das
Necessidades de Material). Dessa forma os materiais necessários para a produção
são solicitados através do MRP, e este também pode ser considerado um sistema
de controle de estoque da demanda dependente. O analista de produção é
responsável pela solicitação de matéria-prima e atualização de estoques conforme
produção, tudo feito via SAP, utilizado em todas as filiais da empresa. Algumas
planilhas Excel auxiliam nesses processos. Por fim, é feita a programação do chão
de fábrica, através do sequenciamento das ordens de serviço, que será descrito no
tópico a seguir.
Para o Planejamento e Controle da Produção na empresa, além das já
mencionadas planilhas Excel e o SAP (software de ERP), utiliza-se também um
banco de dados no Access. O Access é utilizado para inserir os dados da produção
colhidos na operação diária por meio de anotações dos operadores nos livros de
produção, onde são informados qual o peso cada máquina produziu e de qual bitola.
Os tempos de processamento das peças variam conforme bitola e formato, para
planejar é considerado uma taxa média de processamento para cada bitola baseado
no histórico de produção conforme Quadro 4.
Quadro 4 - Taxa média de produção por bitolas
Taxa média de produção
Bitolas (mm) Kg/H Máquina
4.2 125 Prima III
5.0 165 Prima III
6.3 235 Prima II
8.0 365 Prima II
10.0 460 Prima I
12.5 525 Prima I
16.0 425 C4
20.0 515 C4
25.0 580 C4
Fonte: Elaborado pelo autor (2015).

44
4.3 Método atual de programação
A programação pode ser dividida em duas etapas: a programação de
pedidos e a programação das ordens de serviço (etiquetas). Estas etapas estão
detalhadas a seguir, em tópicos distintos.
4.3.1 Programação de pedidos
Durante a solicitação do pedido das peças de aço, o cliente informa a
data desejada para receber o material. A partir dessa informação o pedido será
agendado (conforme fluxograma apresentado na Figura 7). O planejamento é feito
em uma planilha Excel, que na barra lateral contém os dias do mês. Para determinar
se o pedido poderá ser atendido na data solicitada, utiliza-se o valor de referência de
25 toneladas diárias, baseado em dados históricos da produção. Se o dia escolhido
pelo cliente já possui 25 toneladas programadas, o programador entra em acordo
com o cliente para combinar outra data de entrega (antecipada ou atrasada). Isso
ocorre devido a fábrica não possuir grande capacidade para estocagem de materiais
produzidos. A medida que os materiais ficam prontos, são carregados no caminhão
que fará a entrega ao cliente, evitando estoques.
Após definida a data do pedido, os técnicos geram as ordens de serviço,
o que leva uma média de dois dias, dependendo da quantidade de projetos
estruturais enviados pelo cliente. Para o planejamento, cada pedido passa a ser
identificado por um número, na empresa chamado de romaneio. Esse romaneio é
criado pelo software juntamente com as ordens de serviço e seus respectivos pesos.
As informações de pesos por bitola são colocadas na planilha Excel, conforme
Figura 9 que demonstra um dia de produção.

45
Figura 9 – Planilha Excel para um dia de produção
Fonte: Elaborado pelo autor (2015).
Nota-se que as datas de entrega estão agendadas para um ou dois dias
após a produção, devido à limitação de estoque comentada. O valor de referência da
produção diária por bitola está informado acima para auxiliar o responsável pela
produção, pois quando o peso dos romaneios ultrapassá-lo já sabe que podem
ocorrer atrasos.
Para a programação de pedidos, o critério principal é atender à data de
entrega combinada com o cliente, considerando-se as datas desejadas e os valores
de referência da produção diária. Em alguns casos, quando as datas desejadas
coincidem, opta-se por agendar os clientes mais importantes primeiro,
caracterizando assim a regra de prioridade ao consumidor. No Quadro 5 estão as
regras utilizadas para programação de pedidos.
Quadro 5 - Regras para programação de pedidos em ordem de prioridade
Regras de sequenciamento para programação de pedidos
Ordem de
Prioridade Regra Definição
1º Data prometida Atender a data de entrega prometida ao cliente.
2º Prioridade ao
consumidor
Permite que um consumidor considerado importante seja atendido
antes de outros.
Fonte: Elaborado pelo autor (2015).

46
4.3.2 Programação das ordens de serviço
As ordens de serviço ou etiquetas serão produzidas considerando alguns
critérios. Para evitar o câmbio de bitolas nas máquinas inicia-se a produção com as
etiquetas que contem a bitola que já estava em funcionamento, buscando assim
evitar perdas de tempo na preparação das máquinas. Esse raciocínio é utilizado
para todas as máquinas. Caso o pedido não contemple etiquetas com as bitolas em
funcionamento, o câmbio deverá ser realizado. O sequenciamento é feito por bitolas.
Para escolher a próxima bitola, leva-se em consideração os formatos e as
quantidades de peças. Se a produção da peça necessita do uso de mais de uma
máquina, esta será sequenciada primeiro. Peças com maior dificuldade de produção
(muitas dobras, que passam por mais de uma máquina) são produzidas antes, ou
seja, a regra heurística de maior tempo de processamento. No Quadro 6 estão
listadas as regras de sequenciamento das etiquetas em ordem de prioridade.
Quadro 6 - Regras de sequenciamento em ordem de prioridade
Regras de sequenciamento utilizadas no setor de Corte e Dobra
Ordem de
Prioridade Regra Explicação
1º Restrições
físicas
Devido ao tempo de preparação das máquinas, sequenciar
etiquetas da bitola que já estava na máquina.
2º Maior tempo de
processamento
Etiquetas de bitolas cuja produção necessita o uso de duas
máquinas são sequenciadas primeiro.
Fonte: Elaborado pelo autor (2015).
O método de programação atual é realizado manualmente, baseado em
algumas regras de sequenciamento e muitas vezes na experiência e intuição do
analista de produção. Essas informações de qual máquina será produzida cada
bitola são colocadas também na planilha Excel, juntamente com uma legenda de
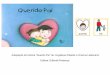
cores, conforme Figura 10.

47
Figura 10 – Painel de controle da produção de bitolas
Fonte: Elaborado pelo autor (2015).
A Figura 10 retrata um dia de produção com aproximadamente 27
toneladas programadas com dois romaneios para a produção (170 e o 180) e podem
ser retiradas muitas informações a respeito da programação. Não tem a visualização
das etiquetas, somente do peso total das etiquetas por bitola. Acima do peso por
bitola estão as máquinas: P1, P2 e P3 que se referem as estribadeiras (chamadas
de Primas); e C4 é a cortadeira. As dobradeiras não aparecem no controle da
planilha. Os números ao lado das máquinas indicam a sequência ou ordem que
serão produzidas, nesse caso já houveram 27 câmbios na máquina P3 nesse mês,
por exemplo. A legenda mostra o que está sendo produzido (amarelo), o que já está
finalizado (verde), o que será produzido na sequência (azul) e se o material
precisará ser finalizado na dobradeira (laranja).

48
5 ANÁLISES E DISCUSSÕES
Neste tópico é realizada uma análise do método de programação
existente na empresa, onde se verificam algumas oportunidades. No primeiro
momento, a programação de pedidos está em foco, e, posteriormente, é discutida a
programação das ordens de serviço.
Durante a programação de pedidos, ao acertar uma data de entrega com
o cliente não se sabe ao certo o peso que cada bitola terá, pois considera-se apenas
o peso total estimado. O programador está “às cegas” dessa maneira. Assim, pode
ocorrer ociosidade em alguma máquina e sobrecarga em outra. Para confirmar a
data de entrega com cliente seria necessário que a área técnica coletasse todas as
informações do pedido antes de programá-lo, fornecendo maior visão ao
programador e a todo o processo, pois o carregamento das máquinas depende do
peso das bitolas em cada pedido.
O valor de referência utilizado para a programação diária de 25 toneladas
não é um valor real, uma vez que as máquinas podem produzir acima dessa
capacidade. Por exemplo, a combinação de algumas bitolas, conforme as taxas de
produção (dispostas no Quadro 3) medidas em quilograma produzido por hora (kg/h)
com as quatro máquinas ativas, superam a quantidade de 25 toneladas diárias.
Segundo Liddell (2009), um software do tipo APS seria capaz de distribuir as ordens
de serviço considerando a capacidade máxima das máquinas.
Conforme Giacon e Mesquita (2011), o sistema de ERP não é suficiente
para gerar uma programação válida, por isso na empresa estudada recorrem a
ferramenta Excel, onde são gastos tempo e energia para manter a planilha
atualizada, pois as informações mudam diariamente. A programação em um
ambiente Job Shop é muito dinâmica. Uma planilha eletrônica não é capaz de prever
efeitos no fluxo de produção como um sistema especialmente projetado para isso
pode fazê-lo (LIDDELL, 2009).
Baseado em restrições do mundo real da empresa em questão, um
software APS gera programas de produção confiáveis, eliminando grande parte do
esforço manual. A empresa capaz de reprogramar sua fábrica de forma rápida e
inteligente terá vantagens sobre o concorrente e poderá atender seu cliente nos
prazos definidos (LIDDELL, 2009).

49
Para Brandão, Cortes e Siliprande (2008), a produção sob encomenda
apresenta uma má distribuição de tarefas e uma série de dificuldades podem ser
encontradas no processo produtivo. Essas dificuldades também existem no setor de
Corte e Dobra da empresa em estudo, são elas: determinar prazos de entrega,
problemas de manutenção não programadas, gargalos de produção, falta de matéria
prima, desperdícios de setups, replanejamento de pedidos.
Para a programação de pedidos, a principal regra utilizada é a data de
entrega, pois, de acordo com Slack, Johnston e Chambers (2009), essa regra é
capaz de minimizar atrasos, um objetivo da empresa em questão. Por outro lado, a
produtividade, o desempenho e a eficiência da fábrica podem ser prejudicados como
desvantagens da regra selecionada. Como segunda regra, a empresa estudada
utiliza a Prioridade ao consumidor em busca de agradar os clientes considerados
com maior potencial, permitindo que estes possam ser atendidos antes que outros.
Esta regra também não contempla desempenho e produtividade da fábrica (SLACK;
JOHNSTON; CHAMBERS, 2009).
No método atual, pedidos de última hora, ou que requeiram maior
velocidade de entrega, deixarão de ser produzidos por não se conseguir encaixá-los
na programação, por medo de atrasar os que já estão programados. Mais uma vez,
um programa de sequenciamento seria capaz de prever com rapidez o impacto da
entrada de novos pedidos na programação, permitindo replanejamentos (LIDDELL,
2009).
Para sequenciamentos das ordens de serviço, utiliza-se uma regra
baseada em restrições físicas para evitar desperdícios de tempo nos setups de
máquinas. Devido ás características dos produtos serem próximas, nesse caso das
bitolas, esta regra resulta em sequencias mais favoráveis do ponto de vista de
preparação das máquinas (MOREIRA, 2012). A outra regra adotada trata-se da
heurística LOT (Longest Operation Time) baseada em tempo de processo. De modo
geral, as regras adotadas para sequenciamento das ordens de serviço estão
atendendo à fábrica, porém alguns atrasos continuam a acontecer. A regra de
sequenciamento LOT (Longest Operaton Time) ou maior tempo de processamento,
pode estar contribuindo com esses atrasos. Essa regra visa uma maior utilização
das máquinas na fábrica e a redução de câmbios nessas máquinas, porém pode
comprometer a rapidez, confiabilidade e flexibilidade do processo (SILVA et al.,
2012).

50
É importante observar que os tempos de processamento para a produção
de produtos de aço cortados e dobrados não são precisos. O uso de outras regras,
ou em outra ordem de prioridade poderia ser testado em simulações, caso os
softwares existentes na empresa tivessem essa competência.
Atualmente, na empresa, as bitolas já são preestabelecidas para cada
estribadeira: Prima I funciona com as bitolas de 10.0 e 12.5 mm, Prima II com as
bitolas de 6.3 e 8.0 mm e Prima III com as bitolas 4.2 e 5.0 mm. Será que essa é a
melhor forma de utilizar as máquinas, visto que todas elas podem funcionar com as
bitolas de 4.2 até 12.5 mm? Um sistema APS ajudaria nesse sentido, fazendo
sequenciamentos independente dessa “regra” utilizada pela empresa. Segundo
Giacon e Mesquita (2011), o objetivo principal do sistema APS é gerar um
sequenciamento viável, considerando restrições existentes no processo, como
capacidade e disponibilidade de máquinas.
O método em uso na empresa contempla regras heurísticas. Estas são
sugeridas por diversos autores para problemas de sequenciamento: Moreira (2012),
Corrêa e Corrêa (2011), Brandão, Cortes e Siliprande (2008), Souza, Carvalho e
Barbastefano (2012), Montevechi et al. (2002), Slack, Johnston e Chambers (2009) e
Silva et al. (2012). Elas são empregadas em situações rotineiras de programação e
a eficiência de cada regra depende de qual critério a empresa pretende atender
(MOREIRA, 2012). Segundo Souza, Carvalho e Barbastefano (2012), as heurísticas
são capazes de fornecer boas soluções de forma relativamente rápida, sem o uso de
muita tecnologia. Podem não ser o melhor método de sequenciamento de tarefas,
mas são válidas na prática.
Conforme Souza, Carvalho e Barbastefano (2012), as heurísticas são
adotadas para auxiliar nas decisões referentes ao sequenciamento devido as
limitações de recursos superiores disponíveis na empresa. Como alternativa, surgem
os softwares APS. De acordo com Giacon e Mesquita (2011), eles são capazes de
simular vários planos e programações com diversas restrições, resolvem problemas
complexos de PCP e, além de utilizar métodos heurísticos, envolvem também outros
métodos mais complexos de otimização. Determinam com exatidão o programa de
produção e geram um sequenciamento viável para a realidade da empresa. Dentre
as maiores dificuldades para o uso de um software APS estão: o custo do
investimento, a falta de testes e a implantação do sistema (LIDDELL, 2009). Para
Liddell (2009), as pessoas têm um papel fundamental na implantação desse tipo de

51
software, elas precisam ter conhecimento e domínio do APS. É necessária a
realização de treinamentos e capacitações, sem o uso correto do sistema, os
resultados podem ser desastrosos para a empresa.
Como observado na empresa, a programação não é 100% confiável, pois
qualquer imprevisto impactará de uma forma que não tem como prever no modelo
atual. Um software de sequenciamento da produção poderia auxiliar, uma vez que
gera e avalia cenários e permite visualizar a consequência de uma decisão tomada
(AZANHA; CAMARGO JUNIOR, 2015). Atualmente, essa visão não existe no setor.
Um desafio existente tanto no método atual de programação quanto na
futura implementação de um software APS, está relacionado aos tempos de
processamentos dos materiais, que não são exatos. É necessário calcular os
tempos padrões de produção, principalmente das peças que são produzidas com
maior frequência. Essa informação é de extrema importância para elaborar uma
programação.

52
6 CONCLUSÃO
O fator principal que motivou o desenvolvimento desta pesquisa foi a
percepção de pontos de atenção na programação dos pedidos de aço cortado e
dobrado da empresa. Assim, o trabalho teve como objetivo descrever o processo de
Planejamento, Programação e Controle da Produção da empresa em análise, a fim
de identificar-se restrições e variáveis para sugerir propostas para otimização do
processo. No mundo contemporâneo, as organizações estão continuamente em
busca do aprimoramento para seus processos.
A utilização de conceitos e métodos da área de Gestão da Produção com
foco no Planejamento, Programação e Controle da Produção foram eficientes na
detecção de pontos de melhoria e conduziram a uma reflexão sobre o processo
realizado na empresa.
O estudo permite demonstrar a aplicação dos conceitos discutidos no
referencial teórico, apresentando a importância do PPCP para a empresa, e
relacionando com a prática do dia a dia da fábrica. Como exemplos de conceitos
aplicados na prática podem ser citados o enquadramento do setor de Corte e Dobra
como um ambiente do tipo Job shop e o uso das regras heurísticas para o
sequenciamento da produção.
A discussão do trabalho gira em torno das vantagens e desvantagens do
método atual de programação realizado na empresa estudada. Como visto no
capítulo anterior, a empresa faz o uso de regras de sequenciamento heurísticas para
determinar a ordem de execução dos pedidos e das ordens de serviço, trata-se de
um método citado no referencial teórico, sem uso de muita tecnologia e bastante
utilizada na prática, porém não apresenta uma solução ótima ao processo. A
alternativa proposta seria a utilização de um software APS, que apresentaria um
programa de produção confiável e viável a realidade da empresa, capaz de fazer
replanejamentos e prever os impactos das decisões, porém possui um alto custo de
implantação.
A melhoria de processos e o uso de tecnologias modernas, como os
sistemas APS, poderiam ser implementadas, a fim de trazer mais competividade à
organização, buscando maior velocidade, flexibilidade e confiabilidade ao serviço
prestado ao cliente, superando as expectativas tanto da empresa como dos próprios
clientes. O correto manuseio das ferramentas poderá ensejar à empresa o alcance

53
de melhores resultados.
Como limitações encontradas no decorrer da pesquisa, pode-se citar a
falta de organização de alguns dados importantes para a programação na empresa.
Como, por exemplo, as informações dispostas na planilha de programação que são
confusas, ausência de tempos padrões para o processamento de materiais,
inexistência de fluxogramas do processo e de tabelas e/ou quadros com
características formais.
Conclui-se que o trabalho alcançou os objetivos propostos, mas que a
aplicação de melhorias dependerá de tempo e dos investimentos disponíveis na
empresa. Ainda existem outras oportunidades no setor, proporcionando o
aprimoramento em todas as áreas da empresa.
Para pesquisas futuras relacionadas à programação da produção na
empresa, sugere-se a simulação de alguns dias de produção em um software APS.
Assim, possibilitará a visualização dos benefícios e das dificuldades encontrados
neste tipo de sistema, além de compararem-se os resultados do sequenciamento
gerado pelo APS com a ferramenta Excel (atualmente utilizada).

54
REFERÊNCIAS
AZANHA, Adrialdo; CAMARGO JR., João Batista de. Características de sistemas APS: um estudo de caso em uma grande empresa do setor industrial de equipamentos pesados utilizando sistema SAP-APO. Revista Gestão & Tecnologia, v. 15, n. 1, p. 127-153, Fundação Pedro Leopoldo, 2015. BATALHA, Mario Otávio. Introdução à Engenharia de Produção. Rio de Janeiro: Elsevier, 2008. BRANDÃO, R. de S.; CORTES, J. M. R.; SILIPRANDE, M. D. Proposta de estudo para a resolução do problema de sequenciamento da produção sob encomenda. In: SIMPÓSIO BRASILEIRO DE PESQUISA OPERACIONAL – SBPO, 12., 2008, João Pessoa. Anais... XL SIMPÓSIO BRASILEIRO DE PESQUISA OPERACIONAL. João Pessoa, 2008. CARLOTT, Marcos. Comparativo entre o método de corte e dobra de aço industrializado e em obra de um edifício. Trabalho de Conclusão da Monografia II de Graduação em Engenharia Civil. – Universidade Comunitária Regional de Chapecó – UNOCHAPECO, Chapecó, 2012. CORRÊA, Henrique L.; CORRÊA, Carlos A. Administração de produção e operações. 2. ed. São Paulo: Atlas, 2011. CORRÊA, L.; GIANESI, I. G. N.; CAON, M. Planejamento, Programação e Controle da Produção. São Paulo: Atlas, 2005. FERNANDES, F. C. F.; GODINHO, F. M. Planejamento e controle da produção: dos fundamentos ao essencial. São Paulo: Atlas, 2010. FONSECA, J. J. S. Metodologia da pesquisa científica. Fortaleza: UEC, 2002. Apostila. GERDAU. Produtos e serviços. Corte e Dobra. 2009. Disponível em <www.gerdau.com.br/produtos-e-servicos/corte-e-dobra.aspx>. Acesso em: 06 jul. 2015. GIACON, Edivaldo; MESQUITA, Marco Aurélio de. Levantamento das práticas de programação detalhada da produção: um survey na indústria paulista. Gest. Prod., v. 18, n. 3, p. 487-498, São Carlos, 2011. GIL, Antonio Carlos. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2002. _____. Como elaborar projetos de pesquisa. São Paulo: Atlas, 2008. LIDDELL, Mike. O pequeno livro azul da programação da produção. Vitória, ES: Tecmaran Consultoria e Planejamento, 2009.

55
LUSTOSA, L.; et al. Planejamento e Controle da Produção. São Paulo: Elsevier, 2008. MARTINS, Carlos Fernando; PRADA, Charles Anderson; ABREU, Aline França de. O papel da Tecnologia da Informação na condução do Planejamento e Controle da Produção: um estudo de caso. GEPROS - Gestão da Produção, Operações e Sistemas, ano 3, nº 1, p. 77-89, Florianópolis, 2008. MARTINS, Petrônio G.; LAUGENI, Fernando P. Administração da Produção. 2. ed. rev., aum. e atual. São Paulo: Saraiva, 2006. MONTEVECHI, J. A.; et al. Análise comparativa entre regras heurísticas de sequenciamento da produção aplicada em job shop. Produto & Produção, vol. 6, n. 2, p. 12-18, jun. 2002. MOREIRA, Daniel Augusto. Administração da Produção e Operações. 2. ed. rev. e ampl. São Paulo: Cengage Learning, 2012. RUSSOMANO, V. H. PCP: Planejamento e Controle da Produção. 6. ed. São Paulo: Pioneira, 2000. SILVA, E. B. da; et al. Avaliação de regras de sequenciamento da produção em ambientes Job shop e Flow shop por meio de simulação computacional. Exacta, vol. 10, n. 1, p. 70-81, São Paulo, jan. 2012. SLACK, N.; JOHNSTON, R.; CHAMBERS, S. Administração da Produção. 2. ed. São Paulo: Atlas, 2002. ______. Administração da Produção. 3. ed. São Paulo: Atlas, 2009. SOUZA, L. R. de; CARVALHO, D. M. de A.; BARBASTEFANO, R. G. Sequenciamento da produção em job-shops com o auxílio de grids computacionais. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO – ENEGEP, 12., 2012, Bento Gonçalves. Anais... XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. Bento Gonçalves, 2012. VOLLMAN, T. E.; et al. Sistemas de Planejamento & Controle da Produção para o gerenciamento da cadeia de suprimentos. 5. ed. Porto Alegre: Bookman, 2006.

56
APÊNDICE

57
APÊNDICE A - Planta baixa do setor de Corte e Dobra
Fonte: Elaborado pelo autor (2015).