Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
LARA SALDANHA NEVES HORTA LIMA
TRABALHO DE CONCLUSÃO DE CURSO
GUARANA POW[D]ER: PRODUÇÃO DE GUARANÁ EM PÓ A PARTIR DO
PROCESSO DE SPRAY-DRYING
Orientadora: Profª. Drª. Kátia Nicolau Matsui
NATAL-RN
2019

LARA SALDANHA NEVES HORTA LIMA
GUARANÁ POW[D]ER: PRODUÇÃO DE GUARANÁ EM PÓ A PARTIR DO
PROCESSO DE SPRAY-DRYING
Trabalho de Conclusão de Curso apresentado à
Universidade Federal do Rio Grande do Norte –
UFRN, como requisito para a obtenção do título de
Engenheira de Alimentos.
BANCA EXAMINADORA
____________________________________
Profª. Drª. Kátia Nicolau Matsui
Professora Orientadora
________________________________________
Profª. Drª. Andrea Oliveira Nunes
Membro da banca
NATAL-RN
2019

Dedico este trabalho à minha amada família que desde
sempre me mostrou, através do exemplo e amor, que com
esforço e perseverança é possível conquistar todos os
nossos sonhos.

AGRADECIMENTOS
Gostaria de agradecer primeiramente a Deus por me dar saúde e força para nunca desistir
dos meus objetivos.
À minha família, por todo o amor, carinho e apoio ao longo desses anos de graduação. Meu
muito obrigada especial à minha mãe, que está sempre ao meu lado, mesmo que não fisicamente,
quando tenho que superar meus desafios. Ao meu pai, que me mostrou que com estudo e esforço
tudo é possível. À minha irmã, que é meu exemplo de responsabilidade e bondade. E, por fim, à
minha vó, que me ensinou que paciência e sensatez é a chave do sucesso.
Aos professores que me acompanharam ao longo da minha jornada no curso de Engenharia
de Alimentos. Quero agradecer especialmente à professora Kátia Matsui que além de ter me
orientado nesse trabalho de forma muito paciente, foi minha verdadeira mentora ao longo desses
anos de curso e será sempre meu exemplo de uma profissional ética e justa. Agradeço também à
professora Andrea Oliveira por ter aceitado participar da minha banca e por, em pouco tempo de
convivência, me ensinar a importância do foco e da determinação.
Aos meus amigos e colegas de turma, que de alguma forma, fizeram desse curso e desse
trabalho de conclusão de curso uma experiência mais agradável, especialmente às minhas amigas
Flávia Leite e Thaís Corrêa. Além disso, gostaria de agradecer particularmente ao meu amigo Fábio
Macedo que, com toda a sua experiência de laboratório, se dispôs a me ajudar com algumas análises
essenciais para o sucesso dos meus cálculos e que me motivou em muitos momentos de incerteza
ao decorrer desse trabalho.

RESUMO
O guaraná é um produto altamente consumido no Brasil e sua produção está concentrada nas
regiões Norte e Nordeste do país. Uma das maneiras de consumo da fruta é na sua forma
concentrada, em pó. Os guaranás em pó vendidos atualmente possuem duas características que não
são agradáveis no momento do seu consumo, são elas: a presença de partículas não solúveis e o
seu condicionamento de forma não porcionada. Diante disso, este trabalho tem como objetivo o
desenvolvimento de um produto que solucione as duas problemáticas citadas e ainda atenda às
novas expectativas dos consumidores modernos relacionadas à sustentabilidade, saúde e
praticidade. Neste trabalho é apresentado o processo de produção do guaraná em pó a partir do
processo de secagem em spray dryer. O trabalho inclui revisão bibliográfica sobre o assunto,
fluxograma do processo, descrição das etapas de fabricação, layout da indústria, balanços de massa
e energia, análise econômica do produto e por fim, gestão dos resíduos gerados na produção. A
partir da análise econômica foi possível definir o preço do produto unitário, R$ 11,20 reais e o
preço de venda sugerido do produto foi definido em R$ 16,97 reais. O Guaraná Pow[d]er é um
produto que pode atrair um maior número de consumidores no seu país de origem, conquistar
mercados internacionais e, se consumido dentro dos limites indicados pela legislação, gerar vários
benefícios para a saúde.
Palavras-chave: guaraná em pó, spray dryer, sustentabilidade, desenvolvimento de produto.

ABSTRACT
Guarana is a highly consumed product in Brazil and its production is concentrated in the North and
Northeast regions of the country. One way of consuming the fruit concentrated, is as a powder. The
guarana powder currently sold has two characteristics that are not pleasant at the time of
consumption, they are: the presence of non-soluble particles and their conditioning in a non-
portioned way. Therefore, the objective of this work is the development of a product that solves
those two problems mentioned and still meets the new expectations of modern consumers related
to sustainability, health and practicality. In this work the process of production of guarana powder
from the drying process in spray dryer is presented. The work includes bibliographic review on the
subject, process flow diagram, description of manufacturing steps, industry layout, mass and
energy balances, economic analysis of the product and, finally, management of waste generated in
production. From the economic analysis it was possible to define the price of the unit product as
R$ 11.20 and the suggested selling price of the product was defined as R$ 16.97. Guarana Pow[d]er
is a product that can attract a greater number of consumers in its country of origin, conquer
international markets and, if consumed within the limits indicated by the legislation, generate
several health benefits.
Keywords: guarana powder, spray dryer, sustainability, product development.

RESUME
Le guarana est un produit fortement consommé au Brésil et sa production est concentrée dans les
régions nord et nord-est du pays. Une façon de consommer le fruit est sa forme concentrée, en
poudre. La poudre de guarana actuellement vendue présente deux caractéristiques qui ne sont pas
agréables au moment de la consommation, elles sont: la présence de particules non solubles et leur
conditionnement de manière non fractionnée. Ainsi, l'objectif de ce travail est de développer un
produit qui permettre de régler les deux problèmes cités tout en répondant aux nouvelles attentes
des consommateurs modernes en matière de durabilité, de santé et de fonctionnalité. Ce travail
présente, le processus de production de poudre de guarana issue du processus de séchage dans un
séchoir par pulvérisation est présenté. Le travail comprend une revue bibliographique sur le sujet,
un organigramme, une description des étapes de fabrication, la structure de l'industrie, les bilans
de masse et d'énergie, l'analyse économique du produit et, enfin, la gestion des déchets générés en
production. L'analyse économique a permis de définir le prix du produit unitaire comme 11,20 R$,
et le prix de vente suggéré du produit comme 16,97 R$. Le Guarana Pow[d]er est un produit capable
d’attirer un plus grand nombre de consommateurs dans son pays d’origine, de conquérir les
marchés internationaux et, s’il est consommé dans les limites indiquées par la législation, d’avoir
plusieurs avantages pour la santé.
Mots-Clés: poudre de guarana, séchoir par pulvérisation, durabilité, développement de produits.
LISTA DE FIGURAS
Figura 1: Guaraná in natura ........................................................................................................... 16
Figura 2: Principais constituintes químicos em amostras de guaraná (coluna um: nome da
substância; coluna dois: estrutura química) .................................................................................. 18
Figura 3: Efeitos na saúde atribuídos ao guaraná .......................................................................... 20
Figura 4: Partículas não dissolvidas na solução guaraná-água ...................................................... 22
Figura 5: Diagrama de funcionamento do spray-dryer ................................................................. 22
Figura 6: Atomização do líquido em secador spray dryer ............................................................ 23
Figura 7: Embalagem primária do produto.................................................................................... 26
Figura 8: Situação real de um guaraná comercial transportado após ter sido aberto .................... 27
Figura 9: Representação da embalagem secundária do produto.................................................... 27
Figura 10: Metodologia de obtenção dos compósitos de bagaço-papel Kraft ............................... 28
Figura 11: Fluxograma de produção do guaraná em pó ................................................................ 30
Figura 12: Guaraná em rama pronto para a comercialização ........................................................ 31
Figura 13: Balança de recebimento de mercadoria Ramuza DP ................................................... 32
Figura 14: Calha vibratória vista de vários ângulos ...................................................................... 33
Figura 15: Moinho Vieira MCS 350 (10cv) .................................................................................. 33
Figura 16 : Tanques de mistura de aço inox .................................................................................. 34
Figura 17: Centrífuga de cesto ....................................................................................................... 35
Figura 18: Saco de maltodextrina própria para uso na Indústria de Alimentos ............................ 35
Figura 19: Secador Spray-Dryer RGYP03-50 ............................................................................... 36
Figura 20: Compressor oil free Bebicon 3.7OP-9.5G5A .............................................................. 36
Figura 21: Empacotadora de grão e pó 5-40m .............................................................................. 37
Figura 22: Datador automático elétrico ......................................................................................... 38
Figura 23: Montadora de caixas .................................................................................................... 39
Figura 24: Fechadora de caixas com tração superior e lateral ....................................................... 39
Figura 25: Esquema resumido do processo de embalagem ........................................................... 40
Figura 26: Representação do método FIFO ................................................................................... 41
Figura 27: Estratégias de comercialização do produto .................................................................. 42

Figura 28: Layout simplificado da indústria .................................................................................. 43
Figura 29: Esquema global do balanço de massa para o processamento e obtenção de pó de guaraná
....................................................................................................................................................... 45
Figura 30: Reprodução laboratorial de certas etapas da produção de guaraná em pó .................. 46
Figura 31: Esquema global para o balanço de massa na etapa de descascamento ........................ 48
Figura 32: Esquema global para o balanço de massa nas etapas extração e centrifugação ........... 50
Figura 33: Esquema global para o balanço de massa na etapa de formulação .............................. 53
Figura 34: Esquema global para o balanço de massa na etapa de secagem .................................. 56
Figura 35: Carta psicrométrica para determinação de WAA e WAS ............................................ 58
Figura 36: Balanço de massa do processo com os valores das vazões e frações mássicas ........... 59
Figura 37: Esquema global das correntes do spray dryer para o balanço de energia .................... 60
Figura 38: Potências encontradas no balanço de energia na etapa de secagem para a produção de
guaraná em pó ................................................................................................................................ 64
Figura 39: Produto similar de guaraná em pó no mercado ............................................................ 71
Figura 40: Resíduo gerado após o processo de centrifugação, obtido laboratorialmente ............. 72
LISTA DE TABELAS
Tabela 1: Produção de guaraná no Brasil ...................................................................................... 17
Tabela 2: Composição química da semente do guaraná proveniente da região de Maués ............ 18
Tabela 3: Diferenças entre secagem e evaporação ........................................................................ 21
Tabela 4: Influência de certas variáveis na secagem por spray-dryer ........................................... 24
Tabela 5: Funções das Embalagens ............................................................................................... 25
Tabela 6: Composição centesimal das frações da casca do guaraná ............................................. 28
Tabela 7: Determinação das frações mássica, obtidas experimentalmente, dos componentes das
matérias-primas: guaraná moído; extrato do guaraná centrifugado e maltodextrina comercial em
pó ................................................................................................................................................... 47
Tabela 8: Valores dos calores específicos calculados para a água e sólidos a partir das equações de
Choi e Okos (1986)........................................................................................................................ 62
Tabela 9: Investimentos iniciais na empresa ................................................................................. 65
Tabela 10: Investimentos iniciais e futuros ................................................................................... 66
Tabela 11: Custo mensal de energia .............................................................................................. 67
Tabela 12: Custos referentes às matérias-primas: guaraná em rama e maltodextrina comercial .. 68
Tabela 13: Custos indiretos ........................................................................................................... 69
Tabela 14: Despesas incorridas ..................................................................................................... 69
Tabela 15: Soma de custos e despesas mensais para a produção de 3000 embalagens por hora e o
valor do custo unitário de produção .............................................................................................. 70

SUMÁRIO
1. INTRODUÇÃO ..................................................................................................................... 14
2. REVISÃO BIBLIOGRÁFICA ............................................................................................... 15
2.1. ESCOLHA DO PRODUTO ........................................................................................... 15
2.2. GUARANÁ..................................................................................................................... 16
2.2.1. CAFEÍNA E OUTROS COMPONENTES QUÍMICOS DO GUARANÁ ............ 19
2.3. PROCESSO DE SECAGEM – SPRAY-DRYER............................................................. 20
2.4. EMBALAGENS ............................................................................................................. 24
3. PROCESSO DE FABRICAÇÃO DO PRODUTO ................................................................ 30
3.1. FLUXOGRAMA DO PROCESSO ................................................................................ 30
3.2. DESCRIÇÃO DO PROCESSO ...................................................................................... 31
3.2.1. RECEBIMENTO DA MATÉRIA-PRIMA ............................................................. 31
3.2.2. SELEÇÃO E PESAGEM ........................................................................................ 31
3.2.3. DESCASCAMENTO .............................................................................................. 32
3.2.4. MOAGEM E PENEIRAMENTO ........................................................................... 33
3.2.5. EXTRAÇÃO ........................................................................................................... 34
3.2.6. CENTRIFUGAÇÃO ............................................................................................... 34
3.2.7. ADIÇÃO DE MALTODEXTRINA OU FORMULAÇÃO .................................... 35
3.2.8. SECAGEM EM SPRAY-DRYER ............................................................................. 36
3.2.9. EMBALAGEM ....................................................................................................... 37
3.2.10. ESTOCAGEM ......................................................................................................... 41
3.2.11. COMERCIALIZAÇÃO........................................................................................... 41
3.3. LAYOUT SIMPLICADO ............................................................................................... 43
4. BALANÇO DE MASSA E ENERGIA ................................................................................. 44

4.1. BALANÇOS DE MASSA .............................................................................................. 44
4.1.1. BALANÇO DE MASSA NO DESCASCAMENTO .............................................. 47
4.1.2. BALANÇO DE MASSA NO PROCESSO DE EXTRAÇÃO ................................ 50
4.1.3. BALANÇO DE MASSA NA FORMULAÇÃO ..................................................... 53
4.1.4. BALANÇO DE MASSA NA ETAPA DE SECAGEM .......................................... 55
4.2. BALANÇO DE ENERGIA ............................................................................................ 60
5. ANÁLISE ECONÔMICA ...................................................................................................... 64
5.1. INVESTIMENTOS......................................................................................................... 65
5.1.1. INVESTIMENTOS INICIAIS ................................................................................ 65
5.1.2. INVESTIMENTO FUTURO .................................................................................. 66
5.2. CUSTOS DIRETOS ....................................................................................................... 66
5.2.1. CONSUMO ENERGÉTICO ................................................................................... 67
5.2.2. CONSUMO DE MATÉRIA-PRIMA ...................................................................... 68
5.3. CUSTOS INDIRETOS ................................................................................................... 68
5.4. DESPESAS INCORRIDAS............................................................................................ 69
5.5. CUSTO DO PRODUTO UNITÁRIO ............................................................................ 70
5.6. PREÇO SUGERIDO DE VENDA ................................................................................. 70
5.7. COMPARAÇÃO COM PRODUTO SIMILAR NO MERCADO ................................. 70
6. RESÍDUOS DO PROCESSO ................................................................................................ 71
7. CONSIDERAÇÕES FINAIS ................................................................................................. 73
REFERÊNCIAS ............................................................................................................................ 74

14
1. INTRODUÇÃO
A área de desenvolvimento de produtos é um setor que está em constante evolução nas
indústrias alimentícias. As necessidades e exigências dos consumidores vêm mudando e os setores
de desenvolvimento têm que se adequar a essas evoluções. O produto desenvolvido nesse projeto
é um exemplo de produto que se adapta às novas exigências do mercado.
O guaraná em pó desenvolvido leva o nome de Guaraná Pow[d]er. A primeira palavra do nome
faz alusão à matéria-prima que será usada para desenvolver o produto e a segunda, vem de duas
palavras em inglês, a primeira palavra: power que significa energia e remete aos componentes
químicos do guaraná que apresentam efeitos relacionados à redução da fadiga. E a segunda palavra,
powder que significa pó e remete ao fato de que o produto gerado está na forma de pó.
O guaraná Paullinia cupuna H.B.K var. sorbilis (Mart.) Ducke é uma fruta tipicamente
brasileira que apresenta compostos e propriedades químicas interessantes que justificam a sua
escolha como matéria-prima do Guaraná Pow[d]er. Já foram feitas pesquisas em humanos que
mostram efeitos anticancerígenos, anti-inflamatórios, anti-obesogênicos, antitumoral e
neuroprotetores gerados pelo consumo de guaraná.
Além dessas propriedades, o novo produto faz uso de uma tecnologia de secagem atual e
aplicável. A secagem é um processo importante para o setor alimentício, uma vez que permite o
aumento da vida útil e a diversificação de alimentos. O guaraná em pó desenvolvido faz uso do
método de secagem por atomização. Esse tipo de secagem, também conhecido como spray-drying,
é simples, rápido e possui uma eficácia relacionada ao aumento da área de contato entre o material
que está sendo seco e o ar quente.
Diante disso, o presente Trabalho de Conclusão de Curso (TCC) tem como objetivo apresentar
o processo de produção de guaraná em pó através do processo de secagem por atomização. Para
tanto, são apresentadas referências teóricas sobre o guaraná, suas informações mercadológicas,
seus componentes químicos e a forma de produção do produto desenvolvido, incluindo o
fluxograma do processo, a descrição de cada etapa de produção e a realização de balanços de massa
e de energia de certas etapas desse processo. Ainda no final do trabalho realiza-se uma análise

15
econômica para se verificar a viabilidade de produção do novo produto e uma reflexão sobre a
destinação dos resíduos gerados no processo.
2. REVISÃO BIBLIOGRÁFICA
2.1. ESCOLHA DO PRODUTO
O desenvolvimento de novos produtos é uma área que está em constante crescimento nas
indústrias de diversos setores, incluindo as indústrias alimentícias. A população mundial está
crescendo e as necessidades de consumo estão mudando. Considerando este cenário, o
desenvolvimento de novos produtos serve como ferramenta competitiva para as
empresas/marcas fortalecerem sua posição no mercado (LINNEMAN et al.,2006).
Uma das necessidades de consumo que vem crescendo no mercado dos alimentos está
relacionada com o aumento de pessoas obesas e com sobrepeso. Segundo a Organização
Mundial da Saúde (OMS), em 2016, 40% das mulheres e 39% dos homens adultos (acima de
18 anos) estavam com sobrepeso.
Além das exigências relacionadas à saúde da população, existem novas necessidades que
vêem surgindo e que dizem respeito à sustentabilidade dos sistemas produtivos. De forma geral,
a população está mais consciente dos danos que as indústrias causam no meio ambiente
(emissão de gases, uso excessivo de plásticos, entre outros).
As pessoas compram novos produtos por uma soma de razões, essas podem ser intrínsecas
(gosto, textura, vida de prateleira, valor nutricional) ou extrínsecas/circunstanciais (produção
orgânica, bem-estar animal, praticidade, comércio justo). A necessidade relacionada à
consciência ambiental dos consumidores, citada no parágrafo acima, entra na categoria de
razões circunstanciais (TRIJP et al.,2014).
A soma de fatores intrínsecos e extrínsecos e alguns outros temas que serão desenvolvidos
ao longo deste trabalho justificam a escolha do produto que será desenvolvido.
O produto escolhido, cujo nome é Guaraná Pow[d]er, consiste em guaraná em pó produzido
a partir do processo de spray drying. O produto contará com embalagens primária e secundária.
A embalagem primária constitui-se de sachês com porções individuais do produto.

16
Existem categorias que descrevem os novos produtos alimentícios que entram no mercado.
O produto aqui desenvolvido entra na categoria: produtos existentes com novas embalagens.
Esta categoria diz respeito aos produtos que já foram aceitos no mercado, mas com uma nova
forma de embalagem (LINNEMAN et al.,2006).
Por fim, no desenvolvimento de novos produtos a escolha de um grupo alvo de
consumidores, não muito específica, mas também não muito restrita, é essencial para facilitar
o desenvolvimento do produto já que esse grupo direcionará a criatividade do processo.
Considerando a descrição sucinta do produto e os fatores que justificaram a escolha dele, já é
possível verificar qual o público alvo do Guaraná Pow[d]er. O grupo-alvo aqui são
consumidores conscientes com a sua saúde e com o meio ambiente, também conhecidos como
consumidores LOHAS (Lifestyles of Health and Sustainability).
2.2. GUARANÁ
Guaraná, cujo nome científico é Paullinia cupuna H.B.K var. sorbilis (Mart.) Ducke, é uma
fruta tipicamente brasileira (Figura 1). Ela é composta por uma casca vermelha que envolve uma
semente preta e essa está parcialmente envolvida por um arilo branco (SANTANA et al.,2018).
Figura 1: Guaraná in natura
Fonte: EMBRAPA, 2014
A Figura 1 permite visualizar o contraste existente entre as cores da casca (vermelho/
alaranjado) e a cor da semente (preta). Esse contraste somado ao fato de a casca da fruta ser
semiaberta faz com que o guaraná se assemelhe aos olhos humanos. Essa semelhança entre a fruta

17
e o órgão deu origem ao mito do surgimento do guaraná na comunidade indígena Sataré-maué
(BECK, 2005).
O Brasil é o único produtor comercial de guaraná no mundo. Em 2017, a Bahia, com uma
produção de 2340 toneladas, ocupava o primeiro lugar no ranking de produção brasileira de
guaraná e o Amazonas (244 toneladas) a segunda posição. Além dos estados mencionados os
seguintes estados também são produtores de guaraná: Acre, Rondônia, Pará e Mato-Grosso. Os
dados referentes à produção desses estados estão apresentados na Tabela 1 (SEBRAE, 2016;
CONAB, 2017).
Tabela 1: Produção de guaraná no Brasil
Região/UF Produção (em mil t)
Norte 767
AC 2
RO 7
AM 744
PA 14
Nordeste 2340
BA 2340
Centro-Oeste 181
MT 181
Brasil 3288 Fonte: CONAB, 2017
Apesar de o guaraná ser uma fruta típica da Amazônia Brasileira ela vem atraindo mercados
internacionais por conta das suas características e composição química. Existem alguns métodos
que podem vir a ser usados para a determinação dos constituintes do guaraná. A Farmacopédia
Brasileira (2003), por exemplo, sugere a realização do ensaio espectrofotométrico para a
determinação de metilxantinas e taninos totais (SOUSA et al., 2010).
Os principais constituintes do guaraná são: cafeína (2,41%-5,07%), teofilina (0,06%),
teobromina (0,03%), taninos totais (5,0%-14,1%), proteínas (7,0%-8,0%), polissacarídeos (30%-
47%), açúcares (6,0%-8,0%), fibras (3,0%), ácidos graxos (0,16%), cinzas totais (1,06%-2,88%),
umidade (4,3%-10,5%) (MARQUES et al., 2019). A Figura 2 ilustra as estruturas químicas de
alguns desses constituintes.

18
Figura 2: Principais constituintes químicos em amostras de guaraná (coluna um: nome da substância;
coluna dois: estrutura química)
Fonte: MARQUES et.al., 2019
Na produção do guaraná em pó, a matéria-prima primordial será a sua a semente. E espera-
se que muitos dos componentes presentes na fruta estejam presentes na semente. A Tabela 2
apresenta a relação de componentes químicos presentes na semente de guaraná produzido na região
de Maué, Amazônia.
Tabela 2: Composição química da semente do guaraná proveniente da região de Maués
Fonte: SCHIMPL et al., 2013
As substâncias apresentadas justificam o fato de o guaraná e seus produtos derivados serem
globalmente conhecidos pelos seus efeitos estimulantes. A cafeína é um componente que pode
muito bem explicar a propriedade estimulante dessa fruta.
Substância Composição (g/100 g)
Amido 60,88
Tanino 9,6
Proteína 8,56
Totais de açúcares solúveis 7,97
Açúcares redutores 4,89
Cafeína 3,79
Fibra 3,15
Pentosano 0,21
Cinzas 1,46
Umidade 10.46

19
2.2.1. CAFEÍNA E OUTROS COMPONENTES QUÍMICOS DO GUARANÁ
Cafeína é um alcaloide, sua estrutura química contém um esqueleto de purina, este está
representado na Figura 2. Esse alcaloide, que possui atividade biológica, é um dos mais ingeridos
no mundo. Além de estar presente no guaraná, como foi possível observar nas composições
químicas apresentadas, a cafeína pode ser achada em outros produtos vegetais, tais como: sementes
de café, cacau, erva-mate, folhas de chá verde (DE MARIA et al., 2007).
Os efeitos da cafeína no comportamento humano podem ser extremamente benéficos ou
apresentar algum efeito negativo. De acordo com estudos realizados, a cafeína seria responsável
pelo aumento da capacidade de alerta e redução da fadiga e em contrapartida pode afetar
negativamente a qualidade de sono de um indivíduo. O fator essencial com relação ao consumo da
cafeína é não ultrapassar a quantidade indicada de consumo (DE MARIA et al., 2007).
A Agência Nacional de Vigilância Sanitária (ANVISA) disponibiliza um documento com
limites máximos e mínimos no consumo de substâncias bioativas (2018). Os valores indicados no
documento e relacionados à cafeína foram baseados no parecer da European Food Safety Authority
(EFSA). O consumo máximo recomendado para o consumo habitual da cafeína é de
aproximadamente 5,7 mg de cafeína por kg de peso. Essa quantidade considera a soma de cafeína
proveniente de todas as fontes alimentares e, se não ultrapassada, não causará preocupações com a
segurança de adultos saudáveis.
É importante ressaltar que mulheres grávidas não devem consumir produtos ricos em cafeína
e, por isso, elas não se incluem nessa quantidade máxima considerada pela ANVISA.
Assim como a cafeína, a teobromina e teofilina (ilustrados na Figura 2) também se enquadram
no grupo dos alcaloides, mais especificamente, são metilxantinas. As metilxantinas estão
relacionadas a diversos efeitos fisiológicos no corpo humano, sendo alguns deles: estímulo do
músculo esquelético provendo diurese, efeitos positivos na fertilidade masculina, estímulo da
lipólise e inibição da adipogênese, contribuindo para a perda de peso e controle da obesidade
(SANTANA et al.,2018).
Outro grupo de compostos químicos presentes no guaraná merece uma atenção especial, já que
esse é responsável pelas suas propriedades antioxidantes.

20
Os taninos, presentes tanto na semente quanto na fruta guaraná, são compostos fenólicos que
por causa da sua estrutura química têm a capacidade de formar importantes complexos com várias
macromoléculas e, por sua vez, apresentaram efeitos anticâncer (SANTANA et al.,2018).
A Figura 3 mostra alguns efeitos na saúde, baseados em estudos, atribuídos ao guaraná.
Figura 3: Efeitos na saúde atribuídos ao guaraná
Fonte: SANTANA,2018
2.3. PROCESSO DE SECAGEM – SPRAY-DRYER
A operação de secagem consiste na retirada da água ou qualquer outro líquido de um material.
Apesar de existirem diferenças entre o processo de secagem e o processo de evaporação, as quais
estão apresentadas na Tabela 3, o conceito de secagem se aplica a ambos.

21
Tabela 3: Diferenças entre secagem e evaporação
Evaporação Secagem
Remoção de líquido de uma
solução líquida
Remoção de líquido de um material
sólido
Remoção do líquido somente por
vaporização
Remoção do líquido por
centrifugação ou por vaporização
A vaporização ocorre na
temperatura de ebulição do
líquido que se quer retirar da
solução líquida
A vaporização ocorre em uma
temperatura inferior à temperatura de
ebulição do líquido que se quer
retirar do material sólido Fonte: EMBRAPA, 2010
A aplicação de processos de secagem é de extrema importância nas indústrias alimentícias. As
vantagens da secagem são diversas, entre elas: o aumento da vida útil do produto, o alimento
desidratado é nutritivo já que o valor alimentício do alimento se concentra no processo, o transporte
do alimento se torna mais fácil e econômico, a operação de secagem é econômica (sem necessidade
de mão-de-obra especializada, baixo custo de armazenagem após a obtenção do produto) e há uma
significativa redução nas perdas pós-colheita (CELESTINO,2010).
As secagens usualmente aplicadas nas indústrias de alimentos são denominadas secagens
artificiais. Essas consistem no uso de equipamentos em que o alimento é colocado e a desidratação
se dá dentro de um intervalo definido de tempo. Alguns secadores utilizados na operação de
secagem são: secador de bandeja, secador de túnel, secador de esteira, secador de tambor rotativo,
secador de leito fluidizado, liofilizador, secador por atomização (spray-dryer).
O secador do tipo spray-dryer foi escolhido para o desenvolvimento do guaraná em pó afim de
melhorar a solubilidade do mesmo. O guaraná em pó encontrado no mercado apresenta um poder
de solubilidade médio e isso acarreta em limitações no seu uso já que a permanência de pequenos
fragmentos (Figura 4), que não solubilizaram completamente, na boca causa uma sensação
desagradável na ingestão do produto (NAZARÉ,1997).

22
Figura 4:Partículas não dissolvidas na solução guaraná-água
Fonte: Autora
O processo de spray-drying vem sendo aplicado na indústria desde a década de 20 e tornou-
se um dos métodos mais importantes para secar alimentos líquidos no mundo ocidental depois que
foi aplicado na indústria de laticínios, mais especificamente na produção de leite em pó. Ele é muito
usado para a secagem de alimentos na forma líquida e o produto resultando do processo é um pó
(exemplo: leite em pó, café, ovo). A eficácia do aparelho consiste no princípio do aumento da área
de contato entre o material que está sendo seco e o ar quente (dessecante). A Figura 5 esquematiza
o equipamento mencionado (ROSA, TSUKADA, FREITAS; 2006; CELESTINO, 2010;
MUJUMDAR, 2014).
Figura 5:Diagrama de funcionamento do spray-dryer
Fonte: LABMAQ, 2003

23
A Figura 6 permite uma melhor visualização do bico atomizador do secador tipo spray
dryer (região demarcada em vermelho na Figura 5). O processo de atomização consiste na
desintegração do líquido em diversas partículas individuais, formando-se assim uma nuvem de
partículas (RAMOS, 2016).
Figura 6: Atomização do líquido em secador spray dryer
Fonte: EMBRAPA, 2010
Como observado na Figura 5, os spray-dryers são constituídos por uma câmara de secagem,
normalmente grande e cilíndrica. Nessa câmara é injetado, além do produto que desejasse secar,
um grande volume de ar quente que se encontra numa temperatura alta o suficiente para permitir a
evaporação do líquido presente no material que está sendo seco. Dois fenômenos acontecem
durante esse processo de secagem, são eles: a transferência de massa e a transferência de calor
(PERRY, GREEN; 1997).
O processo de secagem em spray-dryer se dá da seguinte forma: ar atmosférico filtrado e
aquecido é injetado no topo do secador e flui no equipamento em paralelo às gotículas formadas
pelo bico atomizador. As partículas individuais, provenientes do atomizador, caem no interior da
câmara de secagem, que se encontra numa temperatura elevada, e, por sua vez, permite que a água
se evapore e seja transferida para o ar que está presente nesta câmara. Partículas de maior diâmetro
caem no fundo da câmara e as de maior diâmetro são arrastadas até os ciclones acoplados ao
secador. O sistema de secagem pode variar dependendo do tipo de produto que desejasse produzir
(RAMOS, 2016).

24
Alguns parâmetros de operação que influenciam o produto seco gerado pelo processo de
spray-drying devem ser conhecidos quando se trabalha com esse equipamento. A Tabela 4
apresenta os principais parâmetros e sua influência no produto gerado (ENGEL et al., 2017).
Tabela 4: Influência de certas variáveis na secagem por spray-dryer
Variável Influência
Concentração do fluido
Quanto maior a concentração, menor o calor
requerido pelo spray dryer e as partículas
formadas são grandes
Vazão de alimentação Vazões altas produzem partículas grandes
Densidade Seu efeito varia inversamente ao tamanho
da partícula
Viscosidade O tamanho da gota varia diretamente com a
viscosidade da alimentação
Temperatura do fluido
O aumento da temperatura de entrada
diminui o consumo de calor requerido pelo
secador
Vazão do ar de secagem
Vazões altas exigem baixo tempo na câmara
de secagem e consequentemente a umidade
residual é alta
Temperatura do ar de
secagem
O aumento da temperatura provoca a
diminuição da densidade do produto Fonte: MASTERS,1985
2.4. EMBALAGENS
As embalagens são fundamentais nas indústrias alimentícias e podem apresentar diversas
funções. As funções das embalagens, detalhadas na Tabela 5, permitiram a escolha das embalagens
do produto em estudo.

25
Tabela 5: Funções das Embalagens
Setor de interesse Atribuição da Embalagem Aprofundamentos
Produto
Proteção
Proteção contra fatores do meio:
serve como barreira mecânica,
protege da luz, protege de insetos
Estabilização
Manutenção da qualidade do
produto: previne perda de aroma,
reduz a contaminação, reduz a
oxidação
Logística Distribuição Facilita o transporte dos
alimentos
Consumidor
Informação
Informações obrigatórias e/ou
úteis para o consumidor (nome
do produto, data de validade, lista
de ingredientes)
Conveniência Dosagem do produto, preparação
do produto, espaço do produto
Imagem
Informações relacionadas a
divulgação da marca do produto
Meio Ambiente
Embalagens Biodegradáveis,
certificados que comprovem uma
produção sustentável Fonte: Autora
O Guaraná Pow[d]er conta com dois tipos de embalagens, sendo uma delas biodegradável, e a
segunda feita com material reciclável. O motivo da escolha por esse tipo de embalagem se dá pelo
fato de essas embalagens serem mais sustentáveis que as embalagens tradicionais, comumente de
plástico.
A embalagem primária do produto consistirá em um sachê individual (contendo
aproximadamente 3 gramas de produto). O material dessa embalagem consistirá num filme
alimentar solúvel em água. Esse filme é transparente e não apresenta sabor ou odor. A
representação desse sachê está apresentada na Figura 7.

26
Figura 7: Embalagem primária do produto
Fonte: MONOSOL
O uso da embalagem representada permite que o produto seja, além de ambientalmente correto,
prático de usar e seguro para o consumo.
A explicação para essa embalagem ser considerada segura para o consumo vem do fato que foi
abordado anteriormente, o guaraná em pó possui um percentual considerável de cafeína e, portanto,
a ingestão do mesmo tem que estar dentro do limite máximo recomendado pelos órgãos
reguladores. Considerando que se deseja produzir um pó com, aproximadamente, 2,18% de
cafeína, isso implicará num valor aproximado de 65,4 mg de cafeína por sachê de produto. A
concentração de cafeína no produto está bem abaixo do valor máximo (5,7 mg de cafeína por kg
de peso).
O fator praticidade da embalagem permite resolver uma situação problema apresentada pelos
pós de guaraná comerciais encontrados no mercado. Os pós de guaraná comerciais são vendidos
em uma embalagem primária plástica com 100g de produto. Na Figura 8 é possível visualizar uma
situação real do que pode acontecer com esse produto, uma vez aberto, ao ser transportado.

27
Figura 8: Situação real de um guaraná comercial transportado após ter sido aberto
Fonte: Autora
Para proteger a embalagem primária de fatores como umidade e poeira e devido à necessidade
de inserir informações obrigatórias e/ou úteis para o consumidor (nome do produto, tabela
nutricional, informações de uso, entre outros), uma embalagem secundária será usada.
A embalagem secundária se assemelhará aquelas apresentadas na Figura 9. O objetivo da
embalagem secundária é que esta seja produzida, majoritariamente, com papel Kraft já que o Brasil
é um grande produtor deste material e levando em conta a possibilidade de reciclagem desse tipo
de material. No ano de 2010, por exemplo, a taxa de recuperação de ondulados e Kraft foi a maior
entre todos os tipos de papel (71,1%) (LANDIM et al., 2015).
Figura 9: Representação da embalagem secundária do produto
Fonte: EUROGRIP
O objetivo final da empresa, uma vez que existam recursos para a pesquisa e produção, com
relação a embalagem secundária do produto é que a mesma seja produzida com um dos resíduos

28
gerados na produção do guaraná em pó, que é a casca da fruta. A Tabela 6 permite visualizar a
composição em porcentagem de base seca (para umidade; a composição está apresentada em
porcentagem de base úmida) da casca do guaraná.
Tabela 6: Composição centesimal das frações da casca do guaraná
Propriedades da casca Composição em % de base seca
(*umidade em % de base úmida)
Umidade 85,8 ± 0,3 (base úmida)*
Proteína 10,5 ± 0,2
Lipídios 9,7 ± 0,4
Carboidratos 5,9 ± 2,1
Fibras totais 70,3 ± 1,6
Cinzas 3,5 ± 0,2 Fonte: ANTUNES, 2011
Baseando-se no trabalho sobre o desenvolvimento de materiais biodegradáveis a partir do
bagaço de mandioca de Matsui (2002), sugere-se que a embalagem biodegradável secundária a ser
estudada pela empresa seja desenvolvida a partir do bagaço da mandioca, cuja concentração de
amido é alta, e com os rejeitos da casca do guaraná, cuja concentração de fibras é elevada (70%
em base seca). Sendo assim, a metodologia de obtenção pensada seguiria aquela apresentada no
trabalho mencionado (Figura 10), porém com a substituição total ou parcial do papel kraft (indicado
em vermelho na Figura 10) pela casca do guaraná.
Figura 10: Metodologia de obtenção dos compósitos de bagaço-papel Kraft
Fonte: MATSUI, 2002

29
A empresa pretende reservar uma parte do seu capital, valor a ser considerado na análise
econômica do produto, para investir em pesquisas e estudos que possibilitem criar, futuramente,
uma embalagem totalmente biodegradável feita a partir das fibras do guaraná.
30
3. PROCESSO DE FABRICAÇÃO DO PRODUTO
3.1. FLUXOGRAMA DO PROCESSO
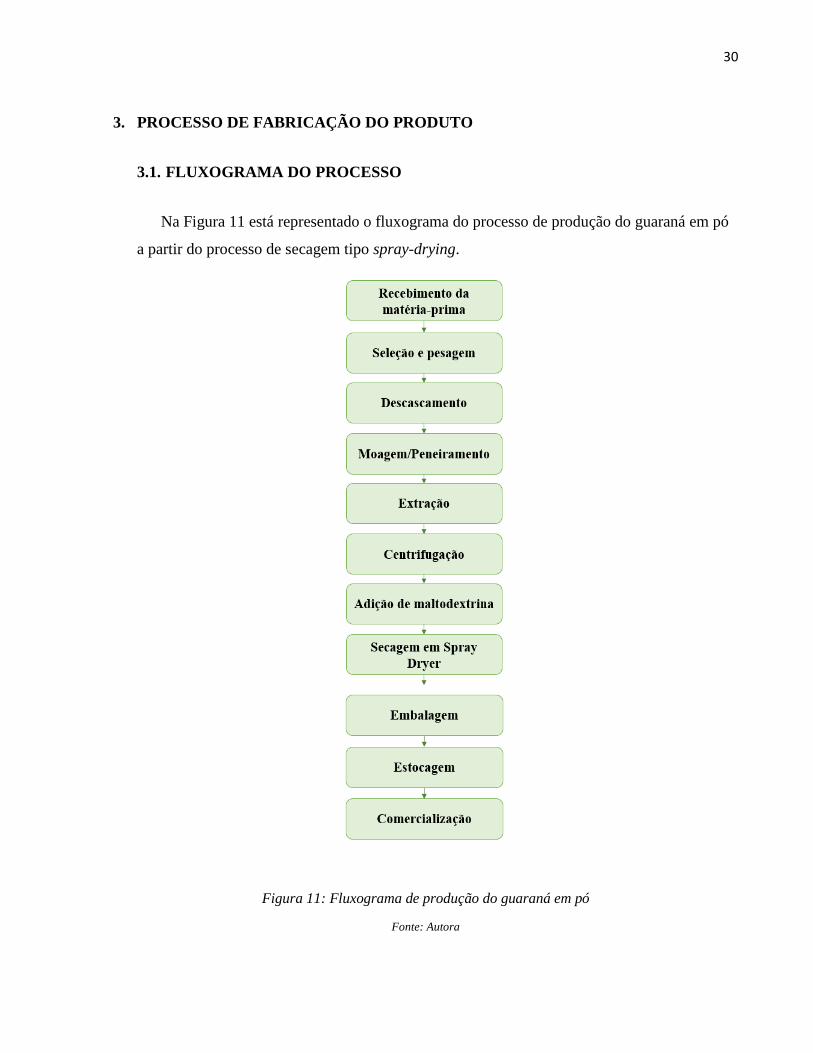
Na Figura 11 está representado o fluxograma do processo de produção do guaraná em pó
a partir do processo de secagem tipo spray-drying.
Figura 11: Fluxograma de produção do guaraná em pó
Fonte: Autora

31
3.2. DESCRIÇÃO DO PROCESSO
A seguir, as etapas mostradas no fluxograma serão descritas de forma detalhadas.
3.2.1. RECEBIMENTO DA MATÉRIA-PRIMA
A primeira etapa do processo consiste no recebimento da matéria-prima. Para a produção
do guaraná em pó, as sementes são adquiridas na sua forma habitual de comercialização, que é o
guaraná em rama (Figura 12). O guaraná em rama consiste nas sementes inteiras, secadas ao sol,
torradas ou não e embaladas em sacos de aniagem com peso bruto de 50 kg (NAZARÉ,1997).
Figura 12: Guaraná em rama pronto para a comercialização
Fonte: FRAIFE FILHO; RAMOS,2019
3.2.2. SELEÇÃO E PESAGEM
A matéria-prima chega na fábrica através de caminhões. Um responsável capacitado do
setor de qualidade é encarregado de realizar uma análise visual do produto e o classifica como apto
ou não a ser descarregado. Além da análise visual, o responsável coleta amostras para realizar testes
laboratoriais.
Uma vez que os sacos de aniagem tenham sido descarregados, esses são inicialmente
pesados para verificar se as quantidades de matéria-prima enviadas pelo fornecedor correspondem
com a compra realizada. Essa pesagem inicial será realizada numa balança industrial digital com
capacidade de 150 kg (Figura 13).

32
Figura 13: Balança de recebimento de mercadoria Ramuza DP
Fonte: CANAL AUTOMAÇÃO COMERCIAL
Uma vez pesadas, as sementes são inseridas em uma calha vibratória. Nesta etapa, quatro
funcionários qualificados ficam responsáveis por verificar se as matérias-primas estão de acordo
com o exigido pelo departamento de qualidade (por exemplo: presença de folhas, sementes com
injúrias). Para essa segunda etapa de seleção, são destinados quatro funcionários pois, se tratando
de um trabalho que exige concentração e certa fadiga, eles alternam a tarefa de seleção a cada meia
hora de trabalho.
3.2.3. DESCASCAMENTO
O guaraná em rama que chega à indústria possui apenas resquícios da casca da fruta já que
grande parte foi retirada pelos guaranazeiros no processo de pós-colheita do guaraná. O processo
de descascamento acontece de forma simultânea com o processo explicado anteriormente. O
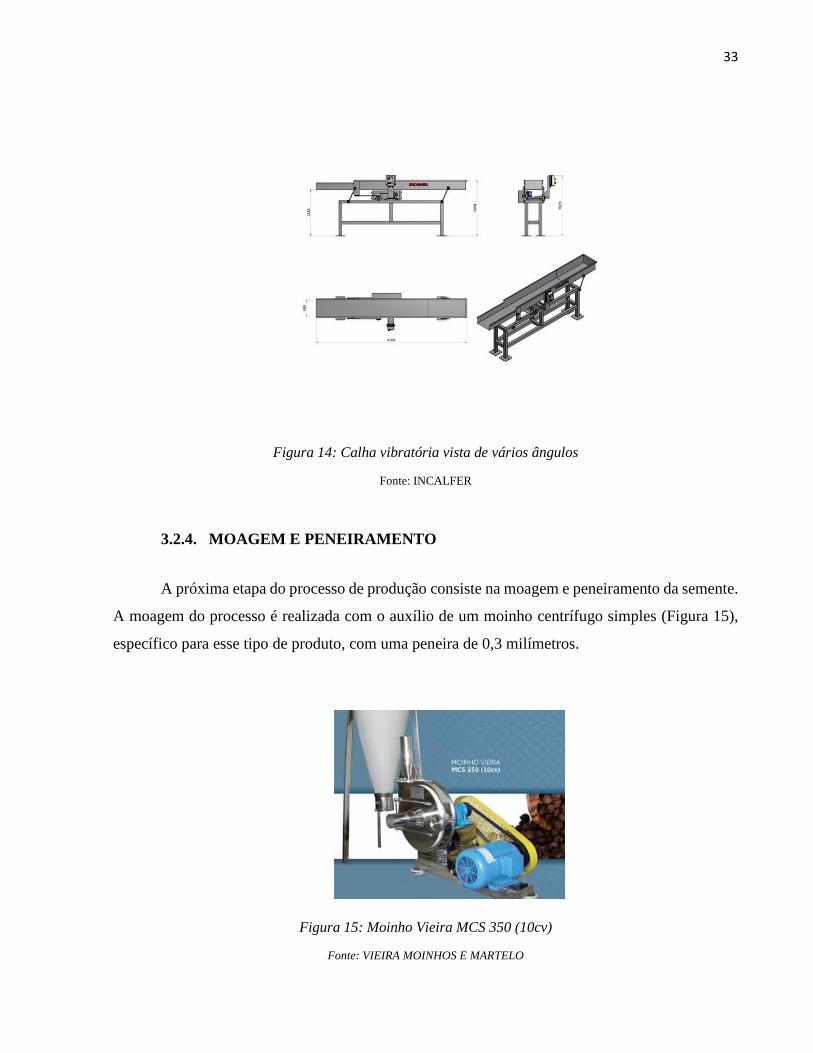
equipamento usado para transporte do guaraná em rama, a calha vibratória (Figura 14), permite o
descascamento do guaraná (se esse ainda precisar ser descascado) por conta da vibração do mesmo.
33
Figura 14: Calha vibratória vista de vários ângulos
Fonte: INCALFER
3.2.4. MOAGEM E PENEIRAMENTO
A próxima etapa do processo de produção consiste na moagem e peneiramento da semente.
A moagem do processo é realizada com o auxílio de um moinho centrífugo simples (Figura 15),
específico para esse tipo de produto, com uma peneira de 0,3 milímetros.
Figura 15: Moinho Vieira MCS 350 (10cv)
Fonte: VIEIRA MOINHOS E MARTELO

34
3.2.5. EXTRAÇÃO
As sementes trituradas agora passam pelo processo de extração. O solvente usado nesse
processo é a água e a proporção de soluto/solvente é de 1:5, respectivamente. O processo de
extração tem duração de quatro horas. Essa etapa faz parte da preparação do produto para a futura
secagem que é realizada. Tanques de mistura de aço inoxidável são usados para este fim (Figura
16).
Figura 16 : Tanques de mistura de aço inox
Fonte: TOPP CONSULTORIA
3.2.6. CENTRIFUGAÇÃO
Após a obtenção do extrato, esse segue para o processo de centrifugação para separar as
partículas não solúveis no processo de extração. A centrifugação do extrato é realizada numa
centrífuga de cesto (Figura 17).

35
Figura 17: Centrífuga de cesto
Fonte: ATLANTICA SEPARADORES
3.2.7. ADIÇÃO DE MALTODEXTRINA OU FORMULAÇÃO
A etapa de adição de maltodextrina, que precede a secagem em spray-dryer, é fundamental
para aumentar o rendimento final desse processo de secagem. Além do aumento do rendimento
final, a adição desse carboidrato complexo, ilustrado na Figura 18, visa proteger os constituintes
químicos que estão presentes no extrato e também visa a obtenção de um pó que não esteja
superconcentrado nessas substâncias químicas. Para atingir uma quantidade ideal de cafeína no
produto final, são adicionados 30% de maltodextrina (m:v) (EMBRAPA, 1997). A mistura da
maltodextrina adicionada é realizada com o auxílio de um tanque de mistura.
Figura 18: Saco de maltodextrina própria para uso na Indústria de Alimentos
Fonte: ADICEL

36
3.2.8. SECAGEM EM SPRAY-DRYER
O processo de secagem é realizado num secador spray-dryer específico para alimentos. O
equipamento possui uma potência aproximada de 45 kWh e um consumo de gás liquefeito de
petróleo (GLP) máximo de 90 kg por hora. A temperatura da câmara é de 190˚C, a temperatura do
ar de secagem é de 170˚C, a temperatura do produto gerado é de 112˚C e a temperatura de entrada
do extrato se aproxima da temperatura ambiente, 26˚C. A Figura 19 ilustra um equipamento
industrial de secagem do tipo spray-dryer.
Figura 19: Secador Spray-Dryer RGYP03-50
Fonte:MADE-IN-CHINA.COM
Associado ao equipamento de secagem, é acoplado um compressor do tipo oil free Bebicon
(Figura 20) que serve para comprimir e armazenar o ar que será injetado no secador, de forma que
ele tenha uma pressão aumentada. O aumento da pressão do ar normalmente acarreta em um
aumento na sua temperatura.
Figura 20: Compressor oil free Bebicon 3.7OP-9.5G5A
Fonte:HITACHI

37
3.2.9. EMBALAGEM
Após a secagem do produto, este está pronto para ser embalado e posteriormente
comercializado. Como já foi mencionado na revisão bibliográfica deste trabalho, o produto
apresenta dois tipos de embalagens (primária e secundária).
A embalagem primária está sujeita a um equipamento cujos processos de embalagem,
dosagem e vedação de corte são feitos simultaneamente. A empacotadora de grãos e pó está
ilustrada na Figura 21.
Figura 21: Empacotadora de grão e pó 5-40mL
Fonte: CETRO
Uma vez que o produto está embalado nos sachês individuais é o momento de partir para a
segunda etapa de embalagem. Os sachês individuais provenientes da empacotadora (Figura 21)
passam por uma esteira transportadora. Ao lado da esteira há uma mesa de apoio onde os
funcionários responsáveis pelo processo de embalagem secundária ficaram posicionados para
colocar os sachês dentro da embalagem de papel Kraft (Figura 9). São 30 sachês individuais por
embalagem secundária.
A embalagem de papel Kraft personalizada pelo fornecedor apresenta as informações
exigidas pela ANVISA (RDC Nº259), ou seja, denominação de venda do alimento, conteúdos

38
líquidos, indicação da origem, nome ou razão social, identificação do lote, prazo de validade e
instruções sobre preparo e uso.
Existe outra regulação da ANVISA (RDC Nº272), que é específica para o guaraná, e essa
exige que seja colocada na embalagem a quantidade de cafeína na porção indicada pelo fabricante
e a seguinte frase “Crianças, gestantes, nutrizes, idosos e portadores de enfermidades devem
consultar o médico ou nutricionista antes de consumir o produto”. Ambas as informações também
constam na embalagem personalizada pelo fornecedor.
O produto finalizado (sachês dentro da embalagem de papel Kraft) é recolocado na esteira
pelos funcionários e segue para o processo de datação. O datador está ilustrado na Figura 22.
Figura 22: Datador automático elétrico
Fonte: CETRO
Para o produto desenvolvido, o prazo de validade é de 1 ano. Este prazo foi determinado
considerando os prazos de validade dos guaranás em pó comerciais encontrados no mercado (média
de 2 anos de validade) somado ao fato de que agora tem-se uma embalagem biodegradável,
suscetível a degradação, como embalagem primária.
Após a datação, o produto segue na esteira para ser encaixotado. Esta etapa é parcialmente
manual. A parte de montagem e fechamento das caixas de papelão é automatizada (Figura 23 e

39
Figura 24) e a parte manual se refere ao trabalho dos operários responsáveis que ficam
encarregados de colocar o produto nas caixas de papelão.
Figura 23: Montadora de caixas
Fonte: CETRO
Figura 24: Fechadora de caixas com tração superior e lateral
Fonte: CETRO
A Figura 25 apresenta um esquema que permite visualizar de forma mais clara a união
desses processos citados acima e, consequentemente, um resumo da etapa de embalagem.

40
Figura 25: Esquema resumido do processo de embalagem
Fonte: Autora

41
3.2.10. ESTOCAGEM
O produto é estocado em uma sala com controle de temperatura e umidade para que não
haja degradação do mesmo. O controle da umidade da sala se dá principalmente pelo fato de que a
embalagem primária biodegradável e hidrofílica, pode permitir a permeabilidade do vapor d’água
do ambiente para o produto e também se degradar mais facilmente em ambientes mais úmidos.
Além desses dois parâmetros, o método FIFO (first-in-first-out) também é aplicado na etapa
de estocagem. Este método tem relação com a forma de organização do estoque. Os produtos com
data de fabricação e, consequentemente, prazo de validade mais próximos são colocados na
extremidade mais próxima da prateleira e os com prazo de validade mais distantes nas extremidades
mais distantes da prateleira (Figura 26).
Figura 26 : Representação do método FIFO
Fonte: WEBAUGSBURG
3.2.11. COMERCIALIZAÇÃO
O objetivo inicial quanto a comercialização do produto é que este seja, pelos primeiros
cinco anos de produção, comercializado somente no seu país de origem. Ao decorrer desses cinco
anos de produção a estratégia da empresa será trabalhar para conseguir obter certificações
internacionais (IFS, BRC, ISO 9001) e, por sua vez, conseguir comercializar o seu produto em
outros países cuja legislação é mais restrita e normalmente requer essas certificações.

42
A ideia é que antes de atingir seu décimo ano de produção a empresa esteja exportando o
seu produto para continentes como América do Norte e Europa (Figura 27). Segundo a Organização
Internacional do Café (OIC), são grandes consumidores de cafeína.
Figura 27: Estratégias de comercialização do produto
Fonte: Autora
As estratégias de comercialização do produto estão diretamente relacionadas com a
localização da indústria. Ela estará instalada na Bahia já esse estado possui um dos maiores portos
do país e uma produção elevada do guaraná.

43
3.3. LAYOUT SIMPLICADO
Considerando as exigências do regulamento técnico sobre as condições higiênico-sanitárias e
de boas práticas de fabricação para estabelecimentos produtores/industrializadores de alimentos da
portaria número 326 (BRASIL, 1997) e exigências de referenciais internacionais almejados pela
empresa, o seguinte layout é proposto (Figura 28).
Figura 28: Layout simplificado da indústria
Fonte: Autora
O layout simplificado mostra as etapas de produção ilustradas no fluxograma de processo
(Figura 11). O fluxo de produção mostrado na Figura 28 segue a ordem crescente dos números ali
representados, ou seja, a primeira etapa do processo está representada pelo número 1 e a última
pelo número 8. Seguindo essa mesma ordem crescente, as etapas são:
1. Seleção e pesagem;
2. Descascamento;
3. Moagem/peneiramento;
4. Extração;
5. Centrifugação;
6. Adição de maltodextrina;
7. Secagem em spray dryer;
8. Embalagem.
A
B

44
A etapa de embalagem, ilustrada no layout pelo número 8, está representada de forma mais
detalhada na Figura 25.
As estruturas representadas pelas letras “A” e “B” no layout representam as portas do salão de
produção. A diferença das duas é o tipo da porta. Ilustrada por “A” são portas convencionais que
abrem no sentido horizontal e a ilustrada pela letra “B” são portas que servem para carga/descarga
de caminhões e, por sua vez, abrem no sentido vertical. A presença dessas portas nas localidades
exatas mostradas no layout permite que não haja cruzamento de material finalizado (embalagem
Kraft) com os resíduos do processo (casca do guaraná e guaraná úmido).
O almoxarifado, que se encontra dentro da sala de produção, serve como área de estocagem.
Os produtos ali estocados saem dessa sala através das aberturas próprias para os caminhões e
seguem para a comercialização.
Além do salão de produção e almoxarifado de estocagem, a empresa também conta com uma
sala de administração, que é destinada para o trabalho dos engenheiros da indústria, duas salas de
reunião, um refeitório, uma cozinha, um vestiário feminino e um masculino, um espaço de
paramentarão e um lavatório.
4. BALANÇO DE MASSA E ENERGIA
O processo produtivo do guaraná em pó apresenta cinco etapas cujo balanço de massa precisa
ser realizado e apenas uma etapa onde cabe realizar o balanço de energia. Os balanços são
realizados individualmente, por etapa do processo.
4.1. BALANÇOS DE MASSA
Os balanços de massa realizados neste trabalho seguem o princípio da conservação de massa.
Esse princípio diz que a variação total de matéria de um sistema em um intervalo de tempo é igual
à soma das contribuições de todas as correntes que chegam ao sistema ou deixam-no nesse
intervalo. Levando em conta essa definição, a seguinte relação é válida:
dm/dt = Ʃ ṁE – Ʃ ṁS + Ʃ ṁgerado – Ʃ ṁconsumido

45
Sendo:
dm/dt a variação de massa que existe no sistema (termo de acúmulo);
Ʃ ṁE o somatório de todas as correntes que entram no sistema;
Ʃ ṁS o somatório de todas as correntes que saem do sistema;
Ʃ ṁgerado o somatório de todas as correntes que são geradas no sistema;
Ʃ ṁconsumido o somatório de todas as correntes que são consumidas no sistema;
Os processos aqui estudados se apresentam em regime permanente, ou seja, não há componente
sendo gerado ou consumido em reações químicas no intervalo de tempo definido (massa não varia
com o tempo e, portanto, dm/dt = 0), sendo assim:
O balanço de massa é realizado, seguindo o princípio enunciado acima, nas seguintes etapas:
descascamento, extração, centrifugação, formulação e secagem. A Figura 29 representa o esquema
global para o balanço de massa.
Figura 29: Esquema global do balanço de massa para o processamento e obtenção de pó de guaraná
Fonte: Autora
Ʃ ṁE = Ʃ ṁS

46
Os balanços de massa foram realizados baseando-se na quantidade de produto que desejasse
produzir. Pretende-se produzir 3000 embalagens kraft por hora sendo que cada embalagem contém
30 saches individuais de guaraná em pó (3 gramas). Sendo assim, a produção final de produto,
proveniente do processo de secagem, é de 270 kg de guaraná em pó por h.
Não foi realizado balanço de massa na etapa de moagem/peneiramento pois as partículas
que eventualmente ficam retidas na peneira serão reintroduzidas no equipamento até que elas
atinjam o tamanho desejado (0,3 mm). Então, a massa de sementes que entra nesse equipamento é
a mesma massa que sai do equipamento, eventuais perdas são consideradas desprezíveis. Assim
como as massas, as frações mássicas também se mantêm já que o processo é puramente mecânico.
Para a obtenção de dados necessários na realização dos cálculos, certas etapas do processo
de produção do guaraná foram reproduzidas em laboratório. A Figura 30 ilustra esse processo
laboratorial.
Figura 30: Reprodução laboratorial de certas etapas da produção de guaraná em pó
Fonte: Autora

47
As frações mássicas obtidas laboratorialmente, com o auxílio de uma balança de umidade,
estão apresentadas na Tabela 7.
Tabela 7: Determinação das frações mássica, obtidas experimentalmente, dos componentes das matérias-
primas: guaraná moído; extrato do guaraná centrifugado e maltodextrina comercial em pó
Fração mássica de sólidos
(Xs) Fração mássica de água
(Xa)
Guaraná moído
(XM) 0,8737 0,1263
Produto da
centrifugação
(XC)
0,0594 0,9406
Maltodextrina
(Xmalto) 0,9473 0,0527
Fonte: Autora
Os resíduos gerados no descascamento e na centrifugação serão reaproveitados. Esse tópico
será tratado posteriormente nesse trabalho.
A seguir, os balanços de massa são realizados individualmente para cada etapa ilustrada na
Figura 29.
4.1.1. BALANÇO DE MASSA NO DESCASCAMENTO
O descascamento é o primeiro processo onde há uma variação de massa que acontece por
conta das cascas que são separadas das sementes e que não entram como matéria-prima do
processo. O guaraná em rama é constituído majoritariamente pelas amêndoas, porém ele pode
conter alguns resquícios de casca. Afim de realizar o balanço de massa, considera-se que há 2% de
casca na massa de guaraná em rama recebido pela empresa.
A Figura 31 representa o esquema de correntes e composições na etapa de descascamento.

48
Figura 31: Esquema global para o balanço de massa na etapa de descascamento
Fonte Autora
Tomando como base a Figura 31, o balanço de massa global para a etapa de descascamento
pode ser descrito como:
Onde:
ṁG é a vazão mássica de guaraná alimentando a calha vibratória (kg/h);
ṁR1 é a vazão mássica de resíduo gerado pelas cascas (kg/h);
ṁM é a vazão mássica de sementes descascadas (kg/h);
Como há 2% de casca na massa de guaraná recebido, então:
A vazão mássica de sementes descascadas para a obtenção da quantidade de produto
desejada é de 319.97 kg/h. Considerando esse dado e substituindo a equação (1.2) na equação
(1.1), tem-se:
ṁG = ṁR1 + ṁM (1.1)
0,02 ṁG = ṁR1 (1.2)
ṁG = 0,02 ṁG + 319,97 (1.3)

49
Então,
Voltando para a equação (1.2), tem-se que:
É possível definir a fração mássica de água na semente do guaraná (Xa,M) pelo valor de
umidade que está representado na Tabela 2.
Como,
Onde:
Xa é a fração mássica de água da solução (kg de água/kg de solução);
Xs é a fração mássica de sólidos da solução (kg de sólidos/kg de solução);
Então,
O resíduo do descascamento (R1) consiste nas cascas que foram retiradas, sua umidade está
representada na Tabela 6. Esse valor permite a obtenção da fração mássica de água do resíduo R1
(Xa,R1).
Levando em conta a equação 1.4, tem-se que:
ṁG = 326,5 kg/h
ṁR1 = 6,53 kg/h
Xa,M = 0,1046
Xa + Xs = 1 (1.4)
Xs,M = 0,8954
Xa,R1 = 0,8580
Xs,R1 = 0,1420

50
É possível definir a fração mássica de sólidos do guaraná (Xs,G) realizando um balanço de
massa por componente. Partindo da equação (1.1) e considerando os componentes sólidos dessa
etapa, tem-se:
Substituindo os valores conhecidos, obtêm-se a fração mássica de sólidos para o guaraná.
Da equação (1.4),
4.1.2. BALANÇO DE MASSA NO PROCESSO DE EXTRAÇÃO
O processo de extração consiste na união dos processos de extração e centrifugação.
O esquema de correntes e composições dessa etapa está apresentado na Figura 32.
Figura 32: Esquema global para o balanço de massa nas etapas extração e centrifugação
Fonte Autora
ṁG x Xs,G = ṁR1 x Xs,R1 + ṁM x Xs,M (1.5)
Xs,G = 0,8803
Xa,G = 0,1197

51
Na Figura 32, o processo de extração está representado pelo tanque de mistura e o processo
de centrifugação pela centrífuga.
O balanço global para o processo de extração pode ser descrito como:
Onde:
ṁM é a vazão mássica de guaraná moído alimentando o tanque de mistura (kg/h);
ṁH2O é a vazão mássica de água alimentando o tanque de mistura (kg/h);
ṁR2 é a vazão mássica de resíduo gerado pelo processo de centrifugação (kg/h);
ṁC é a vazão mássica de produto gerado pelo processo de centrifugação (kg/h);
A partir dos testes laboratoriais realizados, foi definido que 38,775% da massa que entra no
tanque de mistura corresponde a massa que sai como resíduo da centrífuga, sendo assim:
A vazão mássica de produto proveniente da centrífuga (ṁC) para a obtenção da quantidade
de produto desejada é de 1175.41 kg/h. Considerando esse dado e substituindo a equação (2.2) na
equação (2.1), tem-se:
A relação entre a vazão mássica de guaraná moído e a vazão mássica de água é conhecida
uma vez que a proporção guaraná moído/água é de 1:5. Sendo assim,
Substituindo a equação (2.4) na equação (2.3) é possível obter a seguinte vazão mássica de
guaraná moído:
ṁM + ṁH2O = ṁR2 + ṁC (2.1)
0,38775 x (ṁM + ṁH2O) = ṁR2 (2.2)
5 x ṁM = ṁH2O (2.4)
ṁM = 319,97 kg/h
ṁM + ṁH2O = 0,38775 × (ṁM + ṁH2O) + 1175,41 (2.3)

52
Voltando para a equação (2.4), obtêm-se:
Com esses dois valores obtidos, é possível determinar a vazão mássica de resíduo gerado
pelo processo de centrifugação. Pela equação (2.2), tem-se que:
Para obter o valor da vazão mássica de extrato proveniente da etapa de extração (ṁE), será
realizado um balanço apenas para essa etapa. Ele pode ser descrito como:
A partir dos dados obtidos, tem-se que:
As frações mássicas são definidas a partir do balanço global de massa por componente.
Para os componentes sólidos, tem-se:
A partir da Tabela 7 e dos valores encontrados, a equação (2.6) se apresenta da seguinte
forma:
Então,
Da equação (1.4):
Para encontrar as frações mássicas para o extrato (XE), é realizado o balanço de massa por
componentes sólidos para a etapa de extração. Esse balanço pode ser descrito como:
ṁH2O = 1599,85 kg/h
ṁR2 = 744,41 kg/h
ṁE = 1919,82 kg/h
ṁM × Xs,M = ṁR2 × Xs,R2 + ṁC × Xs,C (2.6)
319,97 × 0,8737 = 744,41 × Xs,R2 + 1175,41 × 0,0594 (2.7)
Xs,R2 = 0,2818
Xa,R2 = 0,7182
ṁM + ṁH2O = ṁE (2.5)

53
Substituindo os valores, obtêm-se:
Da equação (1.4),
4.1.3. BALANÇO DE MASSA NA FORMULAÇÃO
A etapa de formulação consiste na adição de maltodextrina ao extrato proveniente do
processo de extração. O esquema de correntes e composições dessa etapa está apresentado na
Figura 33.
Figura 33: Esquema global para o balanço de massa na etapa de formulação
Fonte Autora
ṁM × Xs,M = ṁE × Xs,E (2.8)
Xs,E = 0,1456
Xa,E = 0,8544

54
O balanço de massa por componente para os sólidos para essa etapa pode ser descrito
como:
Onde:
ṁMalto é a vazão mássica de maltodextrina alimentando o tanque de mistura (kg/h);
ṁF é a vazão mássica de produto gerado na etapa de formulação (kg/h);
A relação entre a vazão mássica de matodextrina e a vazão mássica de produto gerado na
etapa de centrifugação é conhecida já que foi determinado que devem ser adicionado 30% de
maltodextrina. Sendo assim,
A partir dessa relação e considerando os dados da Tabela 7 foi possível determinar uma
equação e, consequentemente, as frações mássicas do produto gerado na etapa de formulação. A
equação é a seguinte:
Onde:
Xs,C é a fração mássica de sólidos presente no produto gerado pelo processo de centrifugação (kg
de sólidos/ kg de produto);
% c é a porcentagem de extrato centrifugado que vai para a alimentação
Xs,Malto é a fração mássica de sólidos presente na maltodextrina (kg de sólidos/ kg de maltodextrina);
% malto é a porcentagem de maltodextrina que vai para a alimentação
Considerando a relação determinada pela equação (3.2) e os dados da Tabela 7, tem-se:
ṁC × Xs,C + ṁMalto × Xs,Malto = ṁF × Xs,F (3.1)
0,3 X ṁC = ṁMalto (3.2)
Xs,F = Xs,C × % C + Xs,malto × % malto (3.3)
Xs,F = 0,0594 × 0,7 + 0,9473 × 0,3 (3.4)

55
Então,
Da equação (1.4),
A vazão mássica de produto gerado na etapa de formulação, para a obtenção da quantidade
de produto desejada, é de 1239.71 kg/h. Considerando essa informação e substituindo a equação
(3.2) na equação (3.1), tem-se:
Sendo assim,
Voltando para a equação (3.2), temos que:
4.1.4. BALANÇO DE MASSA NA ETAPA DE SECAGEM
A última etapa do processo onde há variação de massa é a da secagem. O esquema de
correntes e composições dessa etapa está apresentada na Figura 34.
Xs,F = 0,3258
Xa,F = 0,6742
ṁC × 0,0594 + (0,3 X ṁC) × 0,9473 = 1239,71 × 0,3258 (3.5)
ṁC = 1175,41 kg/h
ṁMalto = 352,62 kg/h

56
Figura 34: :Esquema global para o balanço de massa na etapa de secagem
Fonte Autora
A eficiência do processo de secagem em spray-dryer foi baseada no trabalho de RAMOS,
2016 e foi definida como 63.98%. A equação que determina o rendimento do processo (ŋ) pode
ser descrita como:
Onde:
ŋ é a eficiência do processo;
ṁP é a vazão mássica de produto gerado na etapa de secagem (kg/h);
Xs,P é a fração mássica de sólidos presente no produto da etapa de secagem(kg de sólidos/ kg de
produto);
ṁF é a vazão mássica de produto gerado na etapa de formulação (kg/h);
Xs,F é a fração mássica de sólidos presente no produto da etapa de formulação (kg de sólidos/ kg de
produto);
Baseando-se no trabalho da NAZARÉ, 1997, a fração mássica de água presente no produto
da etapa de secagem usando 30% de maltodextrina como coadjuvante é de:
ŋ = (ṁP × Xs,P )/( ṁF × Xs,F ) (4.1)

57
Da equação (1.4):
A partir desses dados, é possível reescrever a equação (4.1) da seguinte maneira:
Então,
Para determinar as vazões relacionadas às correntes de ar, vamos fazer um balanço de
massa por componente da etapa de secagem. Para a água tem-se:
Onde:
ṁF é a vazão mássica de produto gerado na etapa de formulação (kg/h);
Xa,F é a fração mássica (Ubu) de água presente no produto da etapa de formulação (kg de água/ kg
de produto);
ṁEV é a vazão mássica de água evaporada (kg de água/h);
ṁP é a vazão mássica de produto gerado na etapa de secagem (kg/h)
Xa,P é a fração mássica (Ubu) de água presente no produto da etapa de secagem (kg de água/ kg de
produto);
ṁA é a vazão mássica de ar seco (kg de ar seco /h);
WAS é a umidade absoluta do ar de saída (kg de água/kg de ar seco);
WAA é a umidade absoluta do ar de atomização na entrada (kg de água/kg de ar seco);
Xa,P = 0,043
Xs,P = 0,957
ṁF = (270 × 0,957 )/( 0,6398 × 0,32577 ) (4.2)
ṁF = 1239,71 kg/h
ṁF × Xa,F - ṁEV - ṁP × Xa,P = ṁA ( WAS – WAA) (4.3)
58
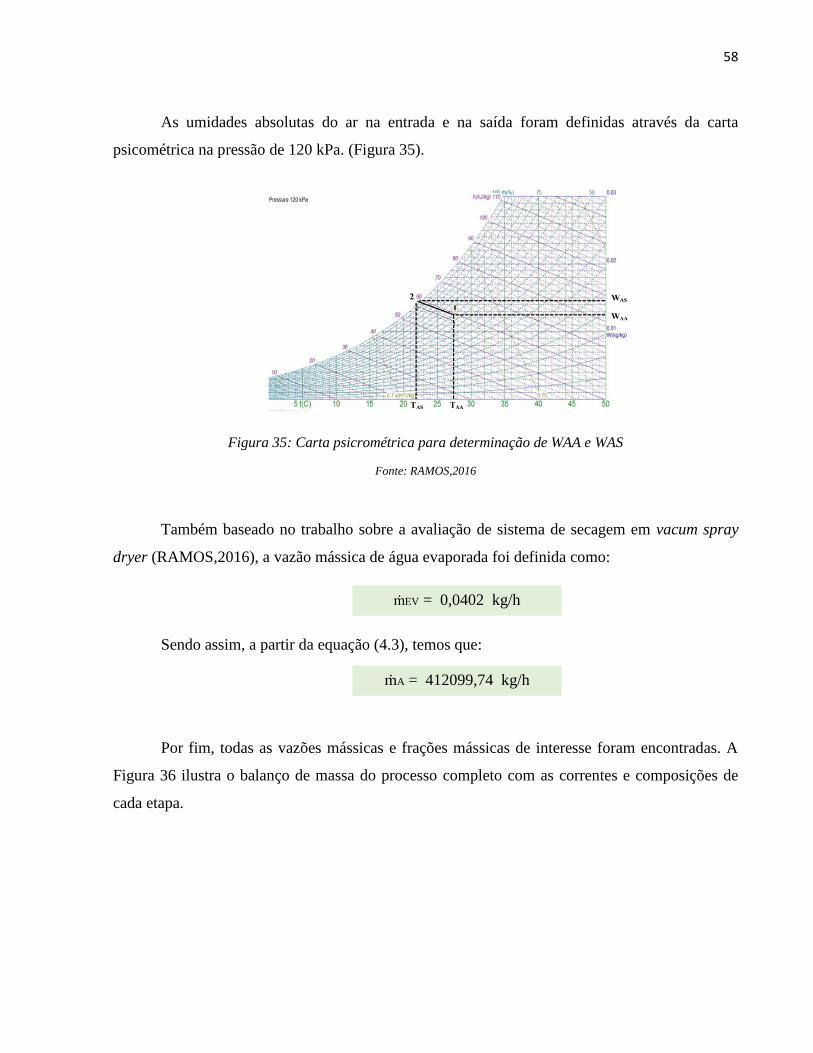
As umidades absolutas do ar na entrada e na saída foram definidas através da carta
psicométrica na pressão de 120 kPa. (Figura 35).
Figura 35: Carta psicrométrica para determinação de WAA e WAS
Fonte: RAMOS,2016
Também baseado no trabalho sobre a avaliação de sistema de secagem em vacum spray
dryer (RAMOS,2016), a vazão mássica de água evaporada foi definida como:
Sendo assim, a partir da equação (4.3), temos que:
Por fim, todas as vazões mássicas e frações mássicas de interesse foram encontradas. A
Figura 36 ilustra o balanço de massa do processo completo com as correntes e composições de
cada etapa.
ṁEV = 0,0402 kg/h
ṁA = 412099,74 kg/h

59
Figura 36: Balanço de massa do processo com os valores das vazões e frações mássicas
Fonte: Autora

60
4.2. BALANÇO DE ENERGIA
O balanço de energia será realizado, de forma simplificada, na etapa de secagem em spray
dryer por ser aquele que demanda maior energia de todo o processo. A Figura 37 apresenta o
balanço global para o equipamento de secagem spray dryer. Ela complementa a Figura 34 com
informações de temperatura, calor específico e entalpia.
Figura 37: Esquema global das correntes do spray dryer para o balanço de energia
Fonte: Autora
Considerando a Figura 37 o balanço global de energia para a etapa de secagem em spray
dryer pode ser descrito como:
Onde:
ԚF é a potência térmica fornecida pela solução de alimentação (kW);
ԚAA é a potência térmica fornecida pelo ar de atomização do sistema (kW);
ԚAS é a potência térmica perdida com o ar de saída do sistema (kW);
ԚEV é a potência térmica perdida com a corrente de água evaporada do sistema (kW);
ԚF + ԚAA = ԚAS + ԚEV + ԚP + ԚAMB (5.1)

61
ԚP é a potência térmica perdida com o produto gerado pelo sistema (kW);
ԚAMB é a potência térmica perdida para o ambiente pelo sistema (kW);
As potências térmicas descritas acima podem ser obtidas a partir das seguintes equações:
Onde:
Cps é o calor específico dos sólidos (kJ/kg˚C);
Cpa é o calor específico da água (kJ/kg˚C);
TF é a temperatura de alimentação (˚C);
hAA é a entalpia do ar de atomização (kJ/kg de ar seco);
hAS é a entalpia do ar de saída (kJ/kg de ar seco);
λo é o calor latente de vaporização da água a 0˚C (kJ/kg);
TP é a temperatura do produto gerado (˚C);
Para a obtenção dos calores específicos, foram usadas as equações para cálculo das
propriedades termo físicas de Choi e Okos (1986). Para o cálculo do calor específico dos sólidos e
considerando que os sólidos que passam pelo processo de secagem são guaraná e maltodextrina
em pó, foram usadas as informações: porcentagem de maltodextrina usada (30%), umidade da
maltodextrina proveniente da sua fração mássica de água (Tabela 7) e os dados referentes ao pó de
ԚF = ṁF × (Xs,F × Cps + Xa,F × Cpa) × TF (5.2)
ԚAA = ṁAA × hAA (5.3)
ԚAS = ṁAS × hAS (5.4)
ԚEV = ṁEV × λo (5.5)
ԚP = ṁP × (Xs,P × Cps + Xa,P × Cpa) × TP (5.6)
62
guaraná que se apresentam na Tabela 2. Para o cálculo do calor específico da água, a temperatura
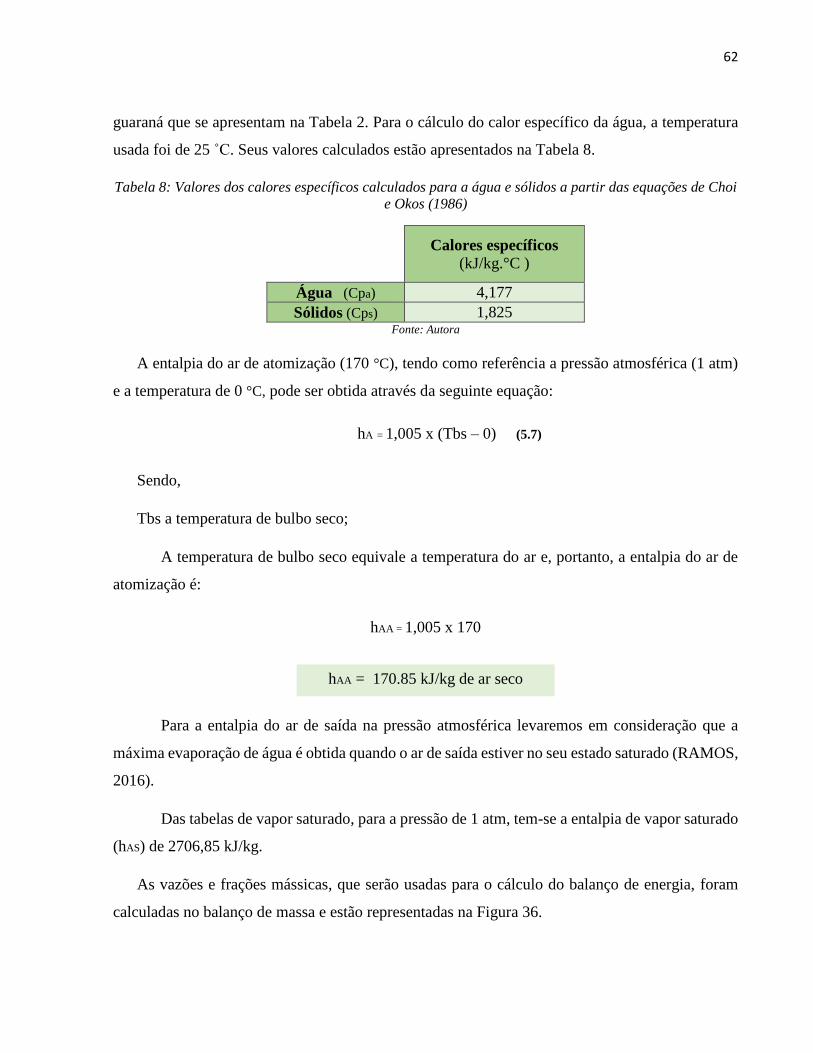
usada foi de 25 ˚C. Seus valores calculados estão apresentados na Tabela 8.
Tabela 8: Valores dos calores específicos calculados para a água e sólidos a partir das equações de Choi
e Okos (1986)
Calores específicos
(kJ/kg.°C )
Água (Cpa) 4,177
Sólidos (Cps) 1,825 Fonte: Autora
A entalpia do ar de atomização (170 °C), tendo como referência a pressão atmosférica (1 atm)
e a temperatura de 0 °C, pode ser obtida através da seguinte equação:
Sendo,
Tbs a temperatura de bulbo seco;
A temperatura de bulbo seco equivale a temperatura do ar e, portanto, a entalpia do ar de
atomização é:
Para a entalpia do ar de saída na pressão atmosférica levaremos em consideração que a
máxima evaporação de água é obtida quando o ar de saída estiver no seu estado saturado (RAMOS,
2016).
Das tabelas de vapor saturado, para a pressão de 1 atm, tem-se a entalpia de vapor saturado
(hAS) de 2706,85 kJ/kg.
As vazões e frações mássicas, que serão usadas para o cálculo do balanço de energia, foram
calculadas no balanço de massa e estão representadas na Figura 36.
hA = 1,005 x (Tbs – 0) (5.7)
hAA = 1,005 x 170
hAA = 170.85 kJ/kg de ar seco

63
A temperatura do produto gerado, considerando um ar de atomização na entrada à 170 °C foi
determinada como sendo 112 °C (RAMOS, 2016).
O calor latente de vaporização da água a 0 ˚C é de 2496 kJ/kg (ARAUJO, 2012).
Substituindo os valores encontrados na equação (5.2), têm-se:
Seguindo o mesmo princípio para as equações (5.3), (5.4), (5.5) e (5.6), temos:
A Figura 38 ilustra as potências encontradas no balanço de energia realizado na etapa de
secagem.
ԚF = 1239,71 × (0,3258 × 1,825 + 0,6742 × 4,177) × 26
QF = 109935,8 kJ/h = 30,54 kW
ԚAA = 412099,74 × 170,85
QAA = 70407240,6 kJ/h = 19557,57 kW
ԚAS = 412099,74 × 2706,85
QAS = 1115492181 kJ/h = 309859 kW
ԚEV = 0,0402 × 2496
QEV = 100,34 kJ/h = 0,03 kW
ԚP = 270 × (0,957 × 1,825+ 0,043 × 4,177) × 112
QP = 58246,4 kJ/h = 16,18 kW

64
Figura 38: Potências encontradas no balanço de energia na etapa de secagem para a produção de
guaraná em pó
Fonte: Autora
Uma vez que todas as correntes foram calculadas, voltamos para a equação (5.1) para
encontrar o valor da potência térmica perdida para o ambiente.
O fato de o resultado apresentado acima ter dado negativo comprova o fato de que essa
potência térmica foi perdida para o ambiente pelo sistema de secagem.
5. ANÁLISE ECONÔMICA
É importante realizar uma análise econômica da empresa já que é a partir dessa análise que se
verifica a capacidade de geração de lucro da mesma. A análise feita neste trabalho leva em conta
os investimentos (iniciais e futuros), os custos diretos relacionados com a produção (consumo
energético e consumo com matéria-prima), os custos indiretamente relacionados com a produção
e as despesas incorridas. O objetivo principal da realização dessa análise econômica é a
30,54 + 19557,57 = 309859 + 0,03 + 16,18 + ԚAMB
QAMB = - 290287,1 kW

65
determinação do custo unitário de produção do Guaraná Pow[d]er e, em seguida, o preço sugerido
de venda desse produto no mercado.
5.1. INVESTIMENTOS
5.1.1. INVESTIMENTOS INICIAIS
Os investimentos iniciais consistem nos bens que devem ser adquiridos e que são necessários
para o funcionamento da fábrica. Na Tabela 9 estão discriminados as quantidades e os preços dos
equipamentos nas devidas dimensões exigidas pelo processo, além de preços relacionados com a
construção da fábrica, mobiliário e eletrodomésticos. Os valores presentes na Tabela 9 foram
cotados com base em vários fornecedores, através da internet, no mês de abril de 2019.
Tabela 9: Investimentos iniciais na empresa
Descrição Quantidade Valor unitário (R$) Total (R$)
Balança de Receimento 2 895 1790
Calha Vibratória 1 2200 2200
Moinho 1 8000 8000
Tanque de mistura 2 40000 80000
Spray Dryer 1 504000 504000
Compressor de ar 1 16000 16000
Empacotadora 1 49990 49990
Datador 1 1590 1590
Fechadora de Caixas 1 9980 9980
Montadora de Caixas 1 120000 120000
Eletrodomésticos 15 1000 15000
Mobiliário 30 200 6000
Construção da indústria 1 450000 450000
TOTAL DO INVESTIMENTO INICIAL 1264550
Fonte: Autora

66
5.1.2. INVESTIMENTO FUTURO
Serão três investimentos futuros realizados pela empresa, são eles: investimento na
pesquisa de embalagens feitas da casca do guaraná, investimento em placas solares e
investimento em um sistema de compostagem para tratamento do resíduo gerado pela
centrífuga. Como já foi abordado na seção 2.4 deste trabalho, a empresa pretende investir na
pesquisa para o desenvolvimento de uma embalagem feita da casca do guaraná (resíduo do
processo). Sendo assim, serão investidos 15000 para esse fim. Além disso, a empresa investirá,
em painéis solares, 1130200 reais para um sistema com capacidade de 306.90 kwp. Por fim, o
investimento no sistema de compostagem será de 500 reais.
A Tabela 10 ilustra o total do valor do investimento somando o investimento inicial e o
investimento futuro.
Tabela 10: Investimentos iniciais e futuros
Descrição Total (R$)
Investimento Inicial 1264550
Investimento Futuro 1145700
TOTAL DO INVESTIMENTO 2410250
Fonte: Autora
5.2. CUSTOS DIRETOS
Os custos diretos estão relacionados com o guaraná em pó que está sendo produzido, ou
seja, o consumo energético e a quantidade de matéria-prima necessária para produzir 270 kg
de guaraná em pó por hora.

67
5.2.1. CONSUMO ENERGÉTICO
Para obter o consumo energético mensal da empresa, foram consideradas 120 horas de
produção mensal, que correspondem a 6 horas de produção por dia. Os valores da taxa de consumo
energético (kW) foram obtidos com base em vários fornecedores, através da internet, no mês de
abril de 2019. A Tabela 11 mostra os valores do custo de energia mensal que foram calculados com
base na tabela de tarifas e preços finais de energia elétrica da Companhia de Eletricidade do Estado
da Bahia (COELBA,2018). A companhia de energia do estado da Bahia foi consultada uma vez
que a fábrica se encontra nessa região. Toma-se como base o valor de consumo ativo de energia
para o ramo industrial, cujo preço final é 0,639 reais.
Tabela 11: Custo mensal de energia
Equipamento Taxa de consumo
energético (kWh) Consumo para 6h
de produção (kW) Consumo mensal
(kW) Custo mensal (R$)
Balança de
Recebimento 0,066 0,396 7,92 5,06
Calha Vibratória 10 60 1200 638,47
Moinho 30 180 3600 1915,40
Tanque de
mistura 5 30 600 319,23
Spray Dryer 45 270 5400 2873,10
Compressor de
ar 37 222 4440 2362,32
Empacotadora 4 24 480 255,39
Datador 0,15 0,9 18 9,58
Fechadora de
Caixas 0,2 1,2 24 12,77
Montadora de
Caixas 18,1 108.6 2172 1155,62
Eletrodomésticos 22,5 135 2700 1436,55
TOTAL DO GASTO ENERGÉTICO 10983,48 Fonte: Autora
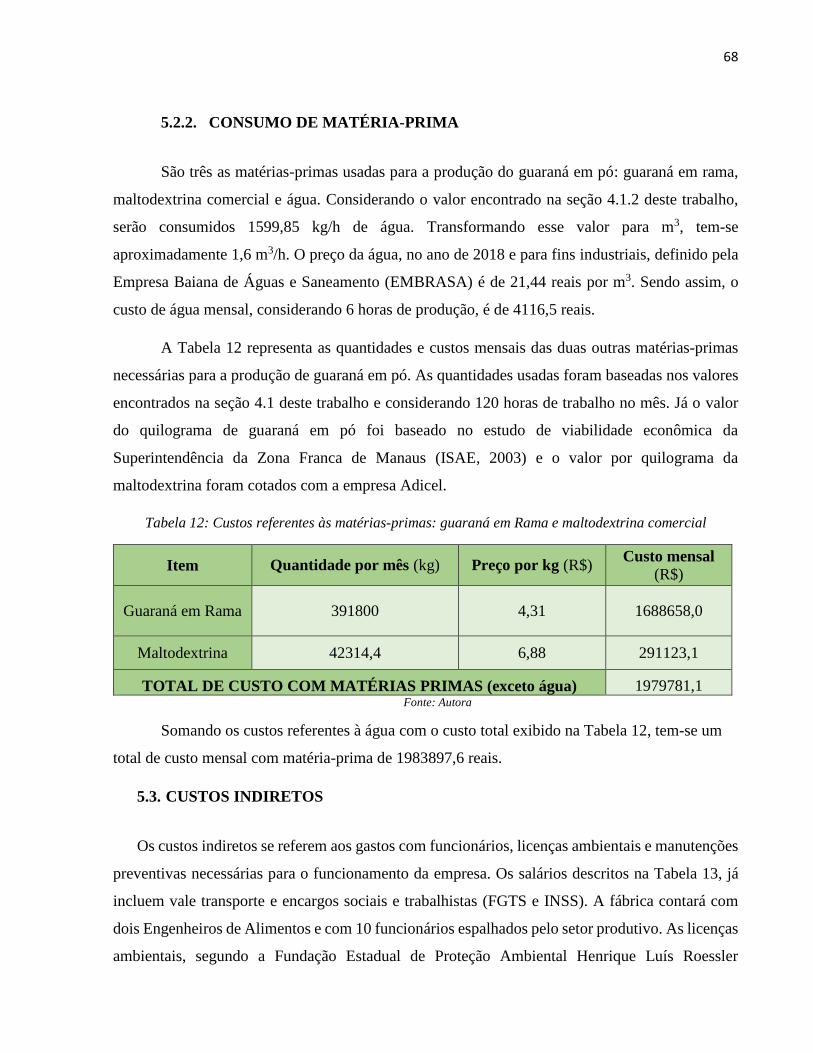
68
5.2.2. CONSUMO DE MATÉRIA-PRIMA
São três as matérias-primas usadas para a produção do guaraná em pó: guaraná em rama,
maltodextrina comercial e água. Considerando o valor encontrado na seção 4.1.2 deste trabalho,
serão consumidos 1599,85 kg/h de água. Transformando esse valor para m3, tem-se
aproximadamente 1,6 m3/h. O preço da água, no ano de 2018 e para fins industriais, definido pela
Empresa Baiana de Águas e Saneamento (EMBRASA) é de 21,44 reais por m3. Sendo assim, o
custo de água mensal, considerando 6 horas de produção, é de 4116,5 reais.
A Tabela 12 representa as quantidades e custos mensais das duas outras matérias-primas
necessárias para a produção de guaraná em pó. As quantidades usadas foram baseadas nos valores
encontrados na seção 4.1 deste trabalho e considerando 120 horas de trabalho no mês. Já o valor
do quilograma de guaraná em pó foi baseado no estudo de viabilidade econômica da
Superintendência da Zona Franca de Manaus (ISAE, 2003) e o valor por quilograma da
maltodextrina foram cotados com a empresa Adicel.
Tabela 12: Custos referentes às matérias-primas: guaraná em Rama e maltodextrina comercial
Item Quantidade por mês (kg) Preço por kg (R$) Custo mensal
(R$)
Guaraná em Rama 391800 4,31 1688658,0
Maltodextrina 42314,4 6,88 291123,1
TOTAL DE CUSTO COM MATÉRIAS PRIMAS (exceto água) 1979781,1 Fonte: Autora
Somando os custos referentes à água com o custo total exibido na Tabela 12, tem-se um
total de custo mensal com matéria-prima de 1983897,6 reais.
5.3. CUSTOS INDIRETOS
Os custos indiretos se referem aos gastos com funcionários, licenças ambientais e manutenções
preventivas necessárias para o funcionamento da empresa. Os salários descritos na Tabela 13, já
incluem vale transporte e encargos sociais e trabalhistas (FGTS e INSS). A fábrica contará com
dois Engenheiros de Alimentos e com 10 funcionários espalhados pelo setor produtivo. As licenças
ambientais, segundo a Fundação Estadual de Proteção Ambiental Henrique Luís Roessler

69
(FEPAM), custarão em torno de 550 reais por mês. O custo mensal com as manutenções
preventivas dos equipamentos foi estimado como sendo 1000 reais.
Tabela 13: Custos indiretos
Descrição Valor do salário mensal
com impostos (R$)
Salário dos 2 Engenheiros 22999,0
Salário dos 10 funcionários 31948,8
Licença Ambietal 550,0
Manutenção Preventina 1000,0
TOTAL DE CUSTO INDIRETOS 56497,8 Fonte: Autora
5.4. DESPESAS INCORRIDAS
As despesas incorridas são aquelas que não estão relacionadas diretamente com a produção
do guaraná, mas que são importantes para o funcionamento da empresa. A Tabela 14 descreve
essas despesas e seus custos.
O custo do gás liquefeito do petróleo (GLP) consumido pelo aparelho de secagem foi
incluído nas despesas incorridas. Segundo informações da empresa RPMBRASIL,
especializada em equipamentos industriais, o spray dryer consome 90 kg por hora de gás GLP.
Estimou-se um custo do GLP de R$ 180,00 reais.
Tabela 14: Despesas incorridas
Descrição Valor mensal (R$)
Internet e Telefone 500,0
Salários e encargos de 5 professionais da área
administrativa 23641,0
GLP 1944000,0
Gasolina de transporte 1000,0
TOTAL DE DESPESAS INCORRIDAS 1969141,6
Fonte: Autora

70
5.5. CUSTO DO PRODUTO UNITÁRIO
Para calcular o custo do produto unitário, os seguintes custos e despesas serão levados em
consideração: custos diretos, custos indiretos e despesas incorridas. Os investimentos serão
levados em consideração para o cálculo do preço sugerido de venda. Além disso, foram
considerados que serão produzidas 3000 embalagens Kraft por hora e, por sua vez, 360000
embalagens por mês. A Tabela 15 ilustra a soma desses custos e despesas e ilustra o preço do
produto unitário.
Tabela 15:Soma de custos e despesas mensais para a produção de 3000 embalagens por hora e o valor
do custo unitário de produção
Custo/Despesa Valor mensal (R$)
Custos Diretos 1994881,1
Custos Indiretos 56497,8
Despesas Incorridas 1969141,6
Total de custos e despesas mensais 4020520,5
CUSTO DO PRODUTO UNITÁRIO 11,2
Fonte Autora
5.6. PREÇO SUGERIDO DE VENDA
Para obter um retorno financeiro num período de 5 anos após a abertura da empresa, o valor
acrescido ao produto, considerando o investimento total da Tabela 11, será de 0,11 centavos
por produto. Após esse acréscimo o valor do produto é de 11,31 reais. Considerando uma
porcentagem de lucro de 50% sobre o valor do produto, o preço sugerido de venda é de 16,97
reais.
5.7. COMPARAÇÃO COM PRODUTO SIMILAR NO MERCADO
O produto, que está presente no mercado atualmente mais próximo do Guaraná Pow[d]er é
da marca Mãe Terra (Figura 39). Ele apresenta um custo médio de 15 reais e oferece 100
gramas de pó, ou seja, cada grama custa 0,15 centavos.
71
Figura 39: Produto similar de guaraná em pó no mercado
Fonte: MÃE TERRA
O Guaraná Pow[d]er, segundo o preço sugerido de venda, tem o valor por grama de produto de
0,19 centavos. Assim sendo, o guaraná que está sendo produzido, mesmo com um preço
ligeiramente maior que o produto concorrente, possui uma vantagem competitiva uma vez que o a
sua forma de uso é mais prática e sua solubilidade, segundo o estudo de Nazaré, 1997, será de
100%.
6. RESÍDUOS DO PROCESSO
O processo produtivo do guaraná em pó gera dois resíduos, as cascas que saem no processo
de descascamento e o pó de guaraná úmido que fica aderido no filtro da centrífuga. As cascas serão
encaminhadas para laboratórios universitários com os quais a empresa terá parceria e o objetivo é
investir no projeto de iniciação científica, com o investimento previsto na seção 5.1.2 deste
trabalho, e criar uma embalagem biodegradável feita da casca e do resíduo de mandioca. O trabalho
terá como base o procedimento ilustrado na Figura 10.
O segundo resíduo, que é gerado após o processo de centrifugação, está ilustrado na Figura
40.

72
Figura 40: Resíduo gerado após o processo de centrifugação, obtido laboratorialmente
Fonte: Autora
Já que esse resíduo é composto apenas de guaraná em pó moído e água, é possível
transformá-lo em adubo através do processo de compostagem. O adubo gerado por esse processo
de compostagem servirá para nutrir as plantas de guaraná que entram como matéria-prima do
processo.
O resíduo será removido da centrífuga e seguirá para a fazenda onde o guaraná é produzido.
Nessa fazenda, um sistema de compostagem será instalado e mantido, com o investimento previsto
na seção 5.1.2 deste trabalho. A compostagem realizada segue a método UFSC de compostagem
de resíduos orgânicos que consiste num processo otimizado de transformação de matéria orgânica
em fertilizante natural. Esse modelo foi escolhido por ser de simples operação e por permitir a
geração de resíduos em diferentes escalas.

73
7. CONSIDERAÇÕES FINAIS
Guaraná em pó é um produto facilmente encontrado no mercado, todavia, o guaraná encontrado
atualmente apresenta média solubilidade e possui uma embalagem que não favorece o seu uso.
Esses dois fatores fazem com que o aceite do produto pelos consumidores seja menor que o
esperado pelas empresas produtoras.
Tendo em vista esses dois fatores, que dificultam a aceitação do guaraná em pó, o presente
trabalho teve como objetivo a produção do Guaraná Pow[d]er a partir do processo de secagem em
spray dryer e com embalagens porcionadas. A secagem em spray dryer permite a produção de
partículas de guaraná de menor tamanho e, consequentemente, maior solubilidade, enquanto as
embalagens porcionadas fazem o produto ser mais prático para consumo.
Além dessas duas propriedades do produto desenvolvido, o Guaraná Pow[d]er ainda atende
às exigências dos consumidores modernos relacionadas à sustentabilidade. Isso porque o produto
possui uma embalagem de papel Kraft, que pode ser reciclado facilmente, e a empresa produtora
investirá uma parte do seu capital na produção de adubo e no desenvolvimento de embalagens
biodegradáveis a partir da casca do guaraná.
A indústria trabalha com a produção de 270 kg de guaraná em pó por hora e produz,
mensalmente, 360000 embalagens do produto. Para a produção dessa quantidade de produto, usa-
se 326,5 kg de guaraná por hora. O preço de produção do produto é de R$ 11,20 reais e o preço de
venda sugerido do produto é de R$ R$ 16,97 reais, para garantir o retorno dos investimentos e o
lucro da empresa em um período de 5 anos.
O Guaraná Pow[d]er faz uso da maltodextrina como coadjuvante no processo de secagem.
Futuramente, a empresa pretende produzir o guaraná em pó com o auxílio de proteína vegetal (soja,
ervilha) como coadjuvante afim de melhorar as propriedades nutricionais do produto.
Além disso, a empresa pretende, futuramente, adquirir a sua matéria-prima (guaraná em rama)
de origem orgânica, afim de atingir um público de consumidores que tem essa preocupação em
adquirir produtos orgânicos.
74
REFERÊNCIAS
ADICEL. QUIMICOS SACOS. Disponível em: <https://www.adicel.com.br/000278-
maltodextrina-saco-
25kg.html?gclid=CjwKCAjwycfkBRAFEiwAnLX5IV8QoMXSVGT1FScR9EEab64jHaXQdKv
1gqeUVyQEBBAhPyd26JbEAhoCUq8QAvD_BwE#descricao>. Acesso em: 21 abr. 2019.
ANTUNES, Patricia Beleza. Análise comparativa das frações polpa, casca, semente e pó
comercial do guaraná (Paullinia cupuna): caracterização química e análise antioxidante in
vitro. 2011. 1 v. Dissertação (Mestrado) - Curso de Programa de Pós-graduação Interunidades em
Nutrição Humana Aplicada, Universidade de São Paulo, São Paulo, 2011.
ANVISA. Farmacopédia Brasileira. 2003. Disponível em:
<http://portal.anvisa.gov.br/documents/33832/260950/4_edicao_fasc4.pdf/0368065b-cbf3-45b8-
8714-d4a9db9b204b>. Acesso em: 20 mar. 2019.
ANVISA. Justificativas para os limites mínimos e máximos de nutrientes, substâncias
bioativas e enzimas da proposta regulatória de suplementos alimentares. 2018. Disponível em:
<http://portal.anvisa.gov.br/documents/3845226/0/Justificativa_Limites_Suplementos.pdf/e265cc
d0-8361-4d8e-a33f-ce8b2ca69424>. Acesso em: 25 mar. 2019.
ANVISA. Resolução RDC nº 272, de 22 de setembro de 2005. Disponível em:
<https://www.saude.rj.gov.br/comum/code/MostrarArquivo.php?C=MjIwOQ%2C%2C>. Acesso em: 25
abr. 2019.
ANVISA. RESOLUÇÃO - RDC Nº 259, DE 20 DE SETEMBRO DE 2002. Disponível em:
<https://lcqa.farmacia.ufg.br/up/912/o/resoluo_rdc_n_259_2002_-_rotulagem_em_geral.pdf>. Acesso em:
25 abr. 2019.

75
ARAUJO, Everaldo César da Costa. Operações unitárias envolvendo transmissão de calor. São
Paulo: Edusfcar, 2012.
BECK, Hans T. et al. The cultural history of plants. Nova Iorque: Routledge, 2005. Disponível
em: <https://books.google.com.br/books?hl=pt-
BR&lr=&id=niwsBgAAQBAJ&oi=fnd&pg=PA173&dq=Beck,+H.T.,+2005.+Caffeine,+alcohol,
+and+sweeteners.&ots=VXMbBKNwJd&sig=xnKKVbKyzCgyqoSLrepil1Sg7Dk#v=onepage&
q&f=false>. Acesso em: 15 mar. 2019.
BRASIL. MINISTÉRIO DA SAÚDE. Regulamento técnico sobre as condições higiênico-
sanitárias e de boas práticas de fabricação para estabelecimentos produtores/industrializadores de
alimentos – Portaria SVA/MS n° 326, de 30 de julho de 1997. Diário Oficial da União, Brasília,
Seção 1, de 01 de agosto de 1997. Disponível em: <
http://portal.anvisa.gov.br/documents/33916/388704 > Acesso em: 28 mar. 2019.
CELESTINO, Sonia Maria Costa. PRINCÍPIOS DE SECAGEM DE ALIMENTOS. Planaltina,
DF: Embrapa Cerrados, 2010. 51p. (Documentos / Embrapa Cerrados, ISSN 1517-5111, ISSN
online 2176-508;276).
CETRO. Datador automatico eletrico (3linhas). Disponível em:
<https://www.cetroloja.com.br/datador-eletrico-3-linhas>. Acesso em: 21 abr. 2019.
CETRO. Empacotadora de Grãos e Pó 5-40 ml. Disponível em:
<https://www.cetroloja.com.br/empacotadora-de-graos-e-po-5-40-ml>. Acesso em: 21 abr. 2019.

76
CETRO. Fechadora de Caixas com tração superior e Lateral DFX6050. Disponível em:
<https://www.cetroloja.com.br/fechadora-de-caixas-com-tracao-superior-dfx6050>. Acesso em:
21 abr. 2019.
CETRO. Montadora de Caixas Cetro. Disponível em:
<https://www.cetroloja.com.br/montadora-de-caixas-cetro>. Acesso em: 21 abr. 2019.
CHINA, Made In. Milk/Food/Fruit Spray Drying Machine with CE/ISO9001. Disponível em:
<https://ruipai.en.made-in-china.com/product/MqwQBeoVLjYx/China-Milk-Food-Fruit-Spray-
Drying-Machine-with-CE-ISO9001.html>. Acesso em: 21 abr. 2019.
CHOI, Y., and M.R. OKOS. 1986. Effects of Temperature and Composition on the Thermal
Properties of Foods. In Food Engineering and Process Applications 1:93-101. London: Elsevier
Applied Science Publichers.
COELBA. TABELA DE TARIFAS E PREÇOS FINAIS DE ENERGIA
ELÉTRICA. Disponível em:
<file:///C:/Users/lara_/Downloads/04.Novos%20Pre%C3%A7os%20Finais_Grupo%20B_Abril%
202018_Res%20Homologat%C3%B3ria%202.222%20(1).pdf>. Acesso em: 21 abr. 2019.
COMERCIAL, Canal Automação. Balança de Recebimento de Mercadoria Ramuza
DP. Disponível em: <https://www.canalautomacao.com.br/produto/26-balanca-de-recebimento-
de-mercadoria-ramuza-dp>. Acesso em: 18 abr. 2019.

77
CONAB. HISTÓRICO MENSAL GUARANÁ. Disponível em:
<https://www.conab.gov.br/info-agro/analises-do-mercado-agropecuario-e-extrativista/analises-
do-mercado/historico-mensal-de-guarana>. Acesso em: 16 mar. 2019.
CONSULTORIAS, Topp. Misturador de Liquidos. Disponível em:
<https://ultratanques.com.br/project/misturador-para-liquidos/>. Acesso em: 18 abr. 2019.
DE MARIA, Carlos A. B.; MOREIRA, Ricardo F. A. Cafeína: revisão sobre métodos de
análise. Quím. Nova, São Paulo, v. 30, n. 1, p. 99-105, Feb. 2007. Disponível em:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S010040422007000100021&lng=en&n
rm=iso>. Acesso em 15 mar. 2019. http://dx.doi.org/10.1590/S0100-40422007000100021.
DIAS, Thayse Gabriella Negreiros. ALIMENTO LIOFILIZADO TEMPERADO DO TIPO
SNACK OBTIDO A PARTIR DO PEDÚNCULO DE CAJU. 2018. 1 v. TCC (Graduação) -
Curso de Engenharia de Alimentos, Centro de Tecnologia, Ufrn, Natal, 2018.
EMBRASA. Tarifas. Disponível em:
<http://old.embasa.ba.gov.br/centralservicos/index.php/tarifas?informacoes=sim>. Acesso em: 27
abr. 2019.
ENGEL, Bruno et al. Emprego de Spray Dryer na indústria de alimentos: uma breve
revisão. Revista Jovens Pesquisadores, [s.l.], v. 7, n. 2, p.02-11, 6 jul. 2017. APESC - Associacao
Pro-Ensino em Santa Cruz do Sul. http://dx.doi.org/10.17058/rjp.v7i2.9824.

78
ENGEL, Bruno et al. Tecnologias de atomização e desidratação: alternativas para a produção de
farinhas a partir de vegetais. Revista Jovens Pesquisadores, [s.l.], v. 6, n. 1, p.31-44, 7 jun. 2016.
APESC - Associacao Pro-Ensino em Santa Cruz do Sul. http://dx.doi.org/10.17058/rjp.v6i1.7345.
EUROGRIP. SACOS STAND UP. Disponível em: <https://eurogrip.pt/standup-fechozip.php>.
Acesso em: 25 mar. 2019.
FEPAM. TABELA DE VALORES PARA SERVIÇOS DE LICENCIAMENTO
AMBIENTAL EM REAIS. Disponível em:
<http://www.fepam.rs.gov.br/licenciamento/area4/14.asp>. Acesso em: 26 abr. 2016.
FRAIFE FILHO, Gilberto de Andrade; RAMOS, José Vanderlei. GUARANÁ. Disponível em:
<http://www.ceplac.gov.br/radar/guarana.htm>. Acesso em: 28 mar. 2019.
GNOATTO, Simone C. B. et al . Influência do método de extração nos teores de metilxantinas em
erva-mate (Ilex paraguariensis a. St.-Hil., aquifoliaceae). Quím. Nova, São Paulo , v. 30, n. 2, p.
304-307, Apr. 2007. Disponível em:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S010040422007000200012&lng=en&n
rm=iso>. Acesso em 15 de março de 2019. http://dx.doi.org/10.1590/S0100-40422007000200012.
HITACHI. Oil Free Bebicon. Disponível em:
<http://www.hitachi.com.sg/ice/products/air_compressors/oil_free_bebicon/index.html#Features
>. Acesso em: 21 abr. 2019.
IBARZ, Albert; BARBOSA-CÁNOVAS, Gustavo V. Unit Operations in Food
Engineering. Estados Unidos: Crc Press Llc, 2003.

79
INCALFER. Calha Vibratória. Disponível em:
<https://www.incalfer.com.br/equipamentos/esteiras-elevadores-e-peneiras/calha-vibratoria>.
Acesso em: 18 abr. 2019.
ISAE, Instituto Superior de Administração e Economia. Projeto potencialidades regionais -
Estudo de viabilidade econômica. 2003. Disponível em:
<http://www.suframa.gov.br/publicacoes/proj_pot_regionais/guarana.pdf>. Acesso em: 21 abr.
2019.
LANDIM, Ana Paula Miguel et al. Sustentabilidade quanto às embalagens de alimentos no
Brasil. Polímeros, [s.l.], v. 26, n., p.82-92, 19 jan. 2016. FapUNIFESP (SciELO).
http://dx.doi.org/10.1590/0104-1428.1897.
LIMA, W et al. Lipid metabolism in trained rats: Effect of guarana (Paullinia cupana Mart.)
supplementation. Clinical Nutrition, [s.l.], v. 24, n. 6, p.1019-1028, dez. 2005. Elsevier BV.
http://dx.doi.org/10.1016/j.clnu.2005.08.004.
LINNEMANN, Anita R. et al. Consumer-driven food product development. Trends In Food
Science & Technology. Wageningen, p. 184-190. abr. 2006.
M.C., Ahearn et al. Encyclopedia of Agriculture and Food Systems. 2. ed. California: Elsevier
Inc., 2014. 464 p.

80
MARCELINO, Dianes. Conheça o método UFSC de compostagem de resíduos
orgânicos. Disponível em: <http://www.naturezaeconservacao.eco.br/2017/07/conheca-o-
metodo-ufsc-de-compostagem-de.html?m=1>. Acesso em: 27 abr. 2019.
MARQUES, Leila Larisa Medeiros; KLEIN, Traudi; MELLO, João Carlos Palazzo de.
Guarana. Nonvitamin And Nonmineral Nutritional Supplements, [s.l.], p.283-288, 2019.
Elsevier. http://dx.doi.org/10.1016/b978-0-12-812491-8.00040-0.
MARTELO, Vieira Moinhos e. MOINHO PARA GUARANÁ EM PÓ. Disponível em:
<https://www.moinhosvieira.com.br/moinho-para-guarana-em-po/>. Acesso em: 18 abr. 2019.
MASTERS, K. Spray Drying Handbook. 4th. ed. London: George Godwin, 1985.
MATSUI, Kátia Nicolau. DESENVOLVIMENTO DE MATERIAIS BIODEGRADÁVEIS A
PARTIR DO BAGAÇO DE MANDIOCA. 2002. 1 v. Dissertação (Mestrado) - Curso de Curso
de Pós-graduação em Engenharia de Alimentos, Centro Tecnológico, Universidade Federal de
Santa Catarina, Florianópolis, 2002.
MEDEIROS, Alberto Augusto Bezerra de. FABRICAÇÃO DE CERVEJA ARTESANAL
COM BASE NO ESTUDO DAS UNIDADES DE PROCESS. 2017. 1 v. TCC (Graduação) -
Curso de Engenharia de Alimentos, Centro de Tecnologia, Ufrn, Natal, 2017.
MONOSOL. Food Grade. Disponível em: <https://www.monosol.com/applications/food-
grade/>. Acesso em: 26 mar. 2019.
MUJUMDAR, A. S .. Handbook of Industrial Drying. 4. ed. Cingapura: Crc Press, 2014. 1348 p.

81
NAZARÉ, R.F.R. de. PROCESSAMENTO DE GUARANÁ EM PÓ SOLÚVEL. Belém:
Embrapa - CPA TU, 1997. 24p. (Embrapa - CPA TU. Documentos, 95).
ORGANIZATION, World Health. Obesity and overweight. Disponível em:
<https://www.who.int/news-room/fact-sheets/detail/obesity-and-overweight>. Acesso em: 12 mar.
2019.
PERRY, R. H.; GREEN, D. W. Perry’s Chemical Engineers’ Handbook. 7th. ed. New York:
McGraw-Hill, 1997.
PICONE, Carolina Siqueira Franco et al. Operações unitárias na indústria de alimentos. Rio de
Janeiro: LTC, c2016. xxxi, 562p. ISBN: 9788521624141.
RAMOS, Fernanda de Melo. AVALIAÇÃO DE SISTEMA DE SECAGEM EM VACUUM
SPRAY DRYER. 2016. 1 v. Dissertação (Mestrado) - Curso de Engenharia de Alimentos,
Unicamp, Campinas, 2016. Disponível em:
<http://repositorio.unicamp.br/bitstream/REPOSIP/321405/1/Ramos_FernandadeMelo_M.pdf>.
Acesso em: 02 maio 2019.
ROSA, E.D.; TSUKADA, M; FREITAS, L.A.D. SECAGEM POR ATOMIZAÇÃO NA
INDUSTRIA ALIMENTÍCIA: FUNDAMENTOS E APLICAÇÕES. Disponível em:
<file:///C:/Users/lara_/Documents/Documentos/UFRN/TCC%20yes/Artigos%20guarana/Fundam
entos%20e%20Aplicacoes%20da%20Secagem%20por%20Atomizacao%20na%20Industria%20
de%20Alimentos.pdf>. Acesso em: 20 mar. 2019.

82
SANTANA, Ádina L.; MACEDO, Gabriela A.. Health and technological aspects of
methylxanthines and polyphenols from guarana: A review. Journal Of Functional Foods, [s.l.],
v. 47, p.457-468, ago. 2018. Elsevier BV. http://dx.doi.org/10.1016/j.jff.2018.05.048.
Schimpl, F.C., et al., Guarana: Revisiting a highly caffeinated plant from the Amazon. Journal
of Ethnopharmacology (2013), http://dx.doi.org/10.1016/j.jep.2013.08.023i.
SEBRAE. O cultivo e o mercado do guaraná. Disponível em:
<http://www.sebrae.com.br/sites/PortalSebrae/artigos/o-cultivo-e-o-mercado-do-
guarana,969a9e665b182410VgnVCM100000b272010aRCRD>. Acesso em: 16 mar. 2019.
SEPARADORES, Atlântica. CENTRIFUGA DE CESTO. Disponível em:
<http://www.atlanticaseparadores.com.br/centrifuga-cesto>. Acesso em: 18 abr. 2019.
SOLAR, Portal. Quanto Custa A Energia Solar Fotovoltaica. Disponível em:
<https://www.portalsolar.com.br/quanto-custa-a-energia-solar-fotovoltaica.html>. Acesso em: 27
abr. 2019.
SOUSA, Sandra A. et al . Determinação de taninos e metilxantinas no guaraná em pó (Paullinia
cupana Kunth, Sapindaceae) por cromatografia líquida de alta eficiência. Rev. bras.
farmacogn., Curitiba, v.20, n.6, p.866-870, Dec. 2010. Disponível em:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0102695X2010000600007&lng=en&
nrm=iso>. Acesso em 17 mar. 2019. Epub Jan 07, 2011. http://dx.doi.org/10.1590/S0102-
695X2011005000001.
83
TAVARES, Adauto Maurício. CULTURA DO GUARANAZEIRO NO AMAZONAS (4º
edição). Manaus: Embrapa Amazônia Ocidental, 2005. 40p. (Embrapa Amazônia Ocidental.
Sistemas de Produção; ISSN 1679-8880).
TERRA, Mãe. Guaraná em pó. Disponível em:
<https://www.maeterra.com.br/produtos/alimentos-poderosos/cacau-e-guarana-em-po/guarana-
em-po.html>. Acesso em: 27 abr. 2019.
TFOUNI, Sílvia Amélia Verdiani et al. Contribuição do guaraná em pó (Paullinia cupana) como
fonte de cafeína na dieta. Revista de Nutrição, [s.l.], v. 20, n. 1, p.63-68, fev. 2007. FapUNIFESP
(SciELO). http://dx.doi.org/10.1590/s1415-52732007000100007.
TRIJP van, HCM; GRUNERT, KG. Consumer-Oriented New Product Development. 2014.
Disponível em: <http://scitechconnect.elsevier.com/wp-content/uploads/2015/07/Consumer-
Oriented-New-Product-Development.pdf>. Acesso em: 13 mar. 2019.