Embed Size (px)
Citation preview

ISSN 1517-7076
Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005 http://www.materia.coppe.ufrj.br/sarra/artigos/artigo10631
Autor Responsável: Enori Gemelli
Utilização de Areia de Fundição Residual para uso em Argamassa
Luciana Cristina Armange, Luis Fernando Neppel, Enori Gemelli, Nelson Heriberto Almeida Camargo
Centro de Ciências Tecnológicas da Universidade do Estado de Santa Catarina (UDESC) Departamento de Engenharia Mecânica
Campus Universitário, Bom retiro, Caixa Postal 631, CEP 89223-100, Joinville/SC, Brasil e-mail: [email protected], [email protected],
[email protected], [email protected]
RESUMO
Este trabalho apresenta os resultados dos testes realizados sobre argamassas fabricadas com dois resíduos sólidos da indústria metalúrgica. O objetivo do trabalho é de demonstrar que é possível não somente encontrar uma destinação mais adequada do ponto de vista ecológico mas também agregar valor a certos resíduos da indústria diminuindo assim o custo com a disposição de resíduos em aterros industriais. No nosso caso específico o objetivo é de utilizar os resíduos estudados como fonte de matéria-prima para a fabricação de argamassas ou concretos. Os resíduos estudados são materiais cerâmicos a base de sílica e foram incorporados em argamassas, em substituição ao agregado fino, em porcentagens que variaram de 0,0 a 100,0 %. Os corpos-de-prova obtidos foram testados em compressão uniaxial e analisados por microscopia eletrônica de varredura e ensaios de lixiviação.
Palavras chaves: Argamassa, resíduo, areia de fundição, materiais de construção.
Utilization of Foundry Sand Residues in Mortars
ABSTRACT The aim of this work was to show that some residues can be used in construction applications so that
production costs as well as environmental protection can be improved. Actually this new destination is possible for some residues, especially for those from metallurgical industries. In this investigation we have obtained some results that can back up the utilization of residues as raw material for fabrication of ceramic materials used in building materials. The residues used in this work are from a foundry industry and they are mainly constituted of silica. They were incorporated into mortars to replace aggregate from 0,0 to 100,0%. The samples obtained were studied by uniaxial compression test, scanning electron microscope and leaching test.
Keywords: Mortar, residue, foundry industry, building materials.
1 INTRODUÇÃO
O método de moldagem mais utilizado em todo o mundo para a produção de peças fundidas é a moldagem em areia. Pode-se estimar que mais de 80% das peças fundidas produzidas utilizam moldes feitos de areia aglomerada. O aglomerante mais comum é argila. Areias aglomeradas com argila são, em geral, empregadas para confeccionar os moldes. Após vários ciclos de operação as características da areia mudam tornando-a imprópria para a moldagem. A partir deste instante a areia tem que ser renovada gerando então o resíduo de areia de fundição. A areia a ser descartada é colhida em um ponto conveniente do sistema de transporte interno. Os pedaços de moldes que não se desagregam totalmente (torrões) e que ficam retidos na peneira rotativa também são rejeitados.
O total de excedentes de areia de fundição gerado apenas no Estado de São Paulo atinge cerca de 1 (um) milhão de toneladas anuais, requerendo à mineração igual quantidade de areia nova. Considerando os demais Estados, esses números praticamente dobram. A disposição dessa areia em aterros contribui de forma

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
marcante para o agravamento dos problemas ambientais, principalmente nos grandes centros urbanos, constituindo tarefa potencialmente poluidora do solo e principalmente das águas superficiais e do subsolo. A implementação de regulamentos ambientais mais restritivos nos últimos anos tem obrigado as fundições a destinarem seus excedentes de areia para aterros controlados, muitas vezes distantes da fundição onerando consideravelmente seus custos. Por outro lado também tem-se perdas econômicas pelo não aproveitamento desses materiais. De modo geral, esses resíduos são classificados como não perigosos, classe II segundo a NBR 10004 da ABNT. Portanto, muitos desses materiais apresentam potencial para outras aplicações. O presente trabalho faz parte de um projeto em estudo que visa buscar uma destinação alternativa para os resíduos de fundição com o objetivo de diminuir o impacto ambiental e os custos com a disposição dos resíduos em aterros industriais. Uma das soluções que está sendo investigada é a utilização desses resíduos como matéria-prima para a fabricação de argamassas. Na literatura encontra-se vários estudos que mostram que esta é uma solução sustentável com a vantagem de diminuir os custos de produção. No que concerne a utilização de resíduos como fonte de matéria-prima, trabalhos recentes [1, 2, 3, 4, 5, 6] mostraram que eles podem ser utilizados para a produção de argamassa para aplicação na construção civil. Dependendo da composição química, estes resíduos podem substituir o aglomerante (cimento) e (ou) o agregado (areia).
O presente trabalho consiste na elaboração e caracterização de argamassas com diferentes concentrações (em massa) de resíduos. Os resíduos em estudo foram incorporados em argamassas em substituição ao agregado em diferentes porcentagens e, em seguida, as amostras obtidas foram caracterizadas para conhecimento de suas propriedades e características. Esses resultados serão apresentados e discutidos a seguir.
2 MATERIAIS E MÉTODOS Para a elaboração dos corpos-de-prova foram utilizados o cimento Portland Pozolânico, classe 32
(CPII- Z 32), areia comercial lavada da construção civil, água potável e dois resíduos de fundição. A composição química média do cimento Portland CPII-Z-32 está apresentada na tabela 1. O óxido
de alumínio, o óxido de silício, o óxido de ferro e o óxido de cálcio são os formadores dos complexos químicos básicos do cimento C3S (3CaO.SiO2), C2S (2CaO.SiO2), C3A (3CaO.Al2O3) e C4AF (4CaO.Al2O3.Fe2O3). O teor de trióxido de enxofre indica qual a quantidade de gesso que deverá ser adicionada ao cimento (regulador do tempo de pega). Os componentes óxido de cálcio livre, óxido de magnésio, óxido de cálcio e equivalente alcalino são controlados por serem expansivos. O resíduo insolúvel indica a quantidade de componentes não-hidráulicos no cimento.
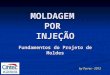
Os resíduos de fundição usados neste trabalho são resíduos de areia de moldagem (areia de retorno) e da areia contida em exaustores, provenientes da mistura da areia de moldagem (areia de exaustão). Eles serão chamados de resíduos A e B, respectivamente. A figura 1 apresenta um fluxograma do processo de mistura da matéria-prima, moldagem, vazamento, desmoldagem e geração dos resíduos da fundição. A Bentonita é composta basicamente de 54,70%SiO2, 18,44%Al2O3, 5,83%Fe2O3, 3,22%MgO, 0,48%TiO2, 0,56%CaO, 1,07Na2O e 0,50%K2O. O pó de carvão é composto basicamente de carbono e de aproximadamente 1,5% de enxofre.
Tabela 1: Composição química típica do cimento Portland CPII-Z-32 [fonte CIA de Cimento Itambé].
Componente Concentração em massa (%) Trióxido de enxofre – SO3 2,20 Óxido de cálcio livre – CaO livre 1,50 Óxido de magnésio – MgO 2,89 Óxido de alumínio – Al2O3 6,05 Óxido de silício – SiO2 22,76 Óxido de ferro – Fe2O3 2,79 Óxido de cálcio – CaO 57,67 Equivalente alcalino (Na2O e K2O) 0,68 Resíduo insolúvel 9,93
3 METODOLOGIA EXPERIMENTAL
3.1 Ensaio de Granulometria
O ensaio de granulometria foi realizado de acordo com a norma CEMP 081 [7] – Materiais granulares usados em fundição – determinação da distribuição granulométrica e módulo de finura. Para
52

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
realização do ensaio foi utilizado jogo de peneiras padrão conforme ABNT com abertura “mesh” 0,85; 0,59; 0,42; 0,29; 0,24; 0,15; 0,106; 0,075; 0,053 e agitador mecânico Retsch. Após a pesagem da amostra a ser ensaiada, a mesma foi colocada no agitador mecânico, durante um tempo pré-determinado. Concluído o peneiramento, realizou-se a pesagem das peneiras e prato, e por diferença de massa determinou-se a quantidade de areia retida em cada peneira, para posterior cálculo do módulo de finura.
3.2 Preparação das Argamassas
As argamassas foram preparadas de acordo com a NBR 12821 [8]. Foram preparados traços de argamassa pura (sem resíduo) na proporção areia:cimento de 3:1 em massa e traços com resíduos A ou B em substituição ao agregado fino (areia convencional). Os traços utilizados na produção das argamassas estão descritos na tabela 2. Para cada traço foram moldados corpos-de-prova cilíndricos, conforme a NBR7215 [9], com dimensões 50 mm de diâmetro x 100 mm de comprimento. A água (fator água/cimento) foi adicionada na quantidade necessária para manter aproximadamente constante a consistência da argamassa (slump).
Areia a verde
Mistura da matéria-prima Resíduo B(areia de exaustão)
Moldagem
Vazamento
Desmoldagem Resíduo A(areia de retorno)
Areia deRetorno
Figura 1: Fluxograma sucinto do processo de fundição e geração dos resíduos A e B.
Tabela 2: Traços utilizados na fabricação das argamassas.
Traço
(massa)
Fator a/c
(água/cimento)
Traço
(massa)
Fator a/c
(água/cimento)
Argamassa Pura 0,40 Argamassa Pura 0,60
Argamassa + 10%A 0,40 Argamassa + 10%B 0,60
Argamassa + 20%A 0,40 Argamassa + 20%B 0,62
Argamassa + 40%A 0,40 Argamassa + 40%B 0,70
Argamassa + 60%A 0,50 Argamassa + 60%B 0,80
Argamassa + 80%A 0,50 Argamassa + 80%B 0,88
Argamassa + 100%A 0,50 Argamassa + 100%B 0,95
3.3 Moldagem e Cura dos Corpos-de-Prova Cada corpo-de-prova foi moldado em 3 camadas e cada camada foi adensada manualmente com 30
golpes, utilizando-se um soquete padrão. Os moldes foram devidamente preparados conforme especificações da NBR 5738 [10]. Após 24 horas da preparação da argamassa foram feitas as desformas. A cura dos corpos-de-prova foi realizada em meio saturado alcalino por 28 dias. Os corpos-de-prova, retirados da cura saturada, foram em seguida submetidos ao ensaio de compressão axial.
53

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
3.4 Ensaios Mecânicos Para a preparação dos corpos-de-prova, a fim de se realizar os ensaios mecânicos, os topos foram
submetidos a um capeamento de enxofre para garantir a planicidade da superfície de apoio do corpo-de-prova.
A resistência à compressão foi realizada de acordo com a norma brasileira NBR 5739 [11] em uma máquina universal de ensaios mecânicos informatizada, sendo que a velocidade de ensaio foi de 1 mm/min.
Os corpos-de-prova recuperados do ensaio de compressão axial foram submetidos a um estudo de caracterização por microscopia eletrônica de varredura.
3.5 Caracterização Morfológica e Microestrutural O estudo de caracterização da microestrutura foi realizado sobre os fragmentos recuperados do
ensaio mecânico, após terem sido secos em estufa durante 24 horas à temperatura de 100 ºC. Os fragmentos foram fixados em um porta-amostra com ajuda de cola de carbono e levados para deposição da camada de ouro em um equipamento Sputter Coater- Bal-tec SCD – 050. A camada de ouro depositada na superfície das amostras foi da ordem de 12 nm, camada suficiente para evitar os efeitos de carga do feixe eletrônico.
3.6 Ensaios de Lixiviação e Solubilização
Os ensaios de caracterização química referente às concentrações máximas permitidas lixiviadas e solubilizadas de certos elementos químicos foram realizados de acordo com a norma NBR 10004 da ABNT [12]. As análises foram realizadas sobre amostras de argamassa sem resíduo e argamassa com resíduo pela empresa ESSENCIS Soluções Ambientais S.A de Curitiba/PR.
4 RESULTADOS E DISCUSSÕES
4.1 Características das Areias Residuais e de Construção Civil
A tabela 3 apresenta as principais características dos resíduos e da areia de construção civil (areia convencional). A areia de construção civil utilizada para a confecção das argamassas é proveniente de jazidas da região de Joinville sendo que os valores apresentados na tabela correspondem à média dos valores encontrados em dois lotes. Pode-se observar que o resíduo A apresenta características semelhantes às da areia de construção civil. Por outro lado, o resíduo B apresenta uma diferença remarcável em todos os aspectos quando comparado com os demais materiais. Ele apresenta uma granulometria média bem menor e um teor de finos e de argila bem superior ao resíduo B ou à areia de construção. Além disso, sua densidade é superior ao da areia de construção civil.
Tabela 3: Principais características dos resíduos e da areia de construção civil.
Características Resíduo A Resíduo B Areia de construção civil
Módulo de Finura (AFS) 72,11 101 73,17
Teor de Finos 3% 14,56% 3,95%
Argila AFS (partículas inferiores a 0,02 μm) 11,80% 38,80% 1,70%
Teor de Sílica 92,96% 86,60% 98,29%
Umidade 1,40% 0,10% 5,60%
Densidade 1206,10 Kg/m3 1009 Kg/m3 1287,05 Kg/m3
AFS = American Foundryman society.
4.2 Resistência à Compressão Axial Os resultados obtidos nos ensaios mecânicos com os resíduos A e B estão representados na figura 2.
Os valores plotados representam a média dos valores obtidos sobre 10 corpos-de-prova para cada amostra. O desvio padrão das amostras variou entre 1,00 e 2,50 MPa.
54

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
Observa-se sobre a figura uma diferença significativa de comportamento mecânico das argamassas entre os resíduos. Com o resíduo A a resistência mecânica permanece praticamente constante até 100% de resíduo. Por outro lado, a argamassa fabricada com resíduo B apresenta uma queda progressiva da resistência mecânica para concentrações de resíduo superiores a 20%. Ela varia de aproximadamente 19,5 MPa para a argamassa com 20% de resíduo para aproximadamente 8,7 MPa para a argamassa com 100% de resíduo B.
Outra diferença a ser assinalada são os valores encontrados para as argamassas puras (sem resíduo). Essa diferença não é incomum pois sabe-se que a resistência de uma argamassa, para os mesmos traços e matérias-primas utilizadas, depende principalmente do fator água/cimento e do processo de fabricação. De acordo com a tabela II o fator água/cimento usados foram diferentes; além disso, são corpos-de-prova que foram feitos manualmente em laboratório por pessoas diferentes. É bem provável que a argamassa do resíduo B foi compactada com maior pressão do que a argamassa do resíduo A. No entanto, o mais importante aqui são os valores relativos e não os valores absolutos. O que deve ser levado em consideração é a tendência do comportamento mecânico com a concentração do resíduo, ou seja, a influência do resíduo sobre a resistência mecânica da argamassa tendo como referência a argamassa sem resíduo.
Resíduo (% em massa)0 20 40 60 80 100 120
Tens
ão m
édia
(MPa
)
0
5
10
15
20
25
Resíduo A
Resíduo B
Figura 2: Valores médios de resistência mecânica em compressão de argamassas elaboradas com resíduos A e B.
4.3 Análise Microestrutural
Foram analisadas amostras de argamassa sem resíduo e argamassa contendo 60% de resíduo A e 40% de resíduo B. Sobre as amostras analisadas pode-se observar uma certa diferença de microestrutura. A diferença mais marcante está na formação dos cristais de etringita que cristaliza no início da pega na forma de agulhas. Sobre a figura 3 observa-se que a argamassa sem resíduo apresenta uma pequena quantidade de etringita. Este composto cristalino só é visto em, relativamente, grandes ampliações (figura 3). Sabe-se que quanto maior a cristalização melhor é o processo de hidratação da pasta de cimento. Isso mostra que o processo de hidratação sofreu alguma alteração. Analisando o cimento puro pode-se constatar que ele contém impurezas, principalmente cinzas, provavelmente proveniente de centrais termelétricas ou incineradores (figura 4). Essas impurezas seriam, a princípio, responsáveis pela inibição da germinação e crescimento dos cristais de etringita.
Nos corpos -de-prova obtidos com 60% de resíduo A constatou-se uma concentração mais elevada de etringita (figura 5). Neste caso o resíduo seria o responsável pelo aumento da germinação e crescimento dos cristais. O resíduo é composto basicamente de sílica, argila e pó de carvão. A sílica é um elemento considerado inerte. Por outro lado a bentonita contém compostos formados por alumínio e cálcio, e o pó de carvão contém enxofre. Esses elementos químicos são os formadores dos cristais da etringita. A germinação e crescimento da etringita são possíveis pois a alumina se dissolve em meio básico como é o caso das argamassas. Além disso, a própria argila apresenta morfologia em forma de placas que facilitariam a fixação, germinação e crescimento dos cristais. Sobre a figura 6 pode-se observar que entre dois grãos de sílica houve uma formação privilegiada de etringita. A argila presente no resíduo A encontra-se majoritariamente sobre a superfície dos grãos de sílica na forma de uma fina camada. Portanto, é bem provável que pelo menos um dos
55

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
grãos de sílica da figura 6 é do resíduo, o que justificaria o crescimento privilegiado da etringita próximo à superfície da sílica.
10 μm
Figura 3: Detalhe da microestrutura da argamassa sem resíduo mostrando os cristais de etringita.
Figura 4. Micrografia mostrando as impurezas presentes no cimento em forma de pó.
56

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
Figura 5: Microestrutura da argamassa com 60% de resíduo A mostrando os cristais de etringita.
Figura 6: Micrografia mostrando formação privilegiada de etringita entre dois grãos de sílica (argamassa com 60% de resíduo A).
Sobre os corpos-de-prova fabricados com 40% de resíduo B observa-se uma quantidade bem maior de cristais de etringita. Esses corpos-de-prova confirmam a hipótese segundo a qual a argila do resíduo favorece a germinação e crescimento dos cristais de etringita (figuras 7 e 8). O resíduo B contém uma concentração bem maior de argila conforme mostra a tabela 2. Ao contrário do resíduo A, a argila contida no resíduo B não forma uma película sobre os grãos de sílica pois este tipo de resíduo não entra no processo de moldagem. Eles constituem as partículas volantes do processo de mistura da areia de moldagem, coletadas nos exaustores.
57

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
Figura 7: Microestrutura da argamassa com 40% de resíduo B mostrando os cristais de etringita.
Figura 8: Micrografia mostrando o crescimento dos cristais de etringita sobre a argamassa com 40% de resíduoB.
4.4 Lixiviação e Solubilização
As tabelas 4 e 5 apresentam os resultados dos ensaios de lixiviação e solubilização dos resíduos A e B. As amostras de argamassa foram selecionadas em função do comportamento da argamassa durante a sua fabricação e dos resultados dos ensaios mecânicos. Foram escolhidos os corpos-de-prova com 60% de resíduo A e 20% de resíduo B. A limitação do resíduo A está no fato de que a partir de 60% de resíduo tem-se uma diminuição da trabalhabilidade da argamassa e forte odor de enxofre. Já com o resíduo B a limitação está somente na resistência mecânica. Os resultados dos ensaios das argamassas, com ou sem resíduo, encontram-se nas tabelas 6 e 7.
58

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
No que concerne às argamassas, pôde-se observar na tabela 7 que todas elas apresentam um excesso de alumínio e que somente a argamassa com resíduo A apresenta excesso de fluoretos. Observando a tabela 5, ambos os resíduos apresentam alumínio e fluoretos em excesso, mas o resíduo B apresenta uma concentração maior de fluoretos do que o resíduo A. No entanto, a argamassa com resíduo B não apresenta excesso de fluoretos. Isso pode indicar que diminuindo a concentração em resíduo A pode-se eliminar o excesso de fluoretos.
Tabela 4: Resultado do ensaio de lixiviação dos resíduos.
Parâmetros Extrato Lixiviado (mg/l)
Análise de Massa (mg/kg)
Areia de Retorno (A)
Finos deExaustão
(B)
Limite Máximo (mg/l)
NBR 10004Areia de Retorno
(A)
Finos de Exaustão
(B)
Limite Máximo (mg/kg)
NBR 10004
Alumínio - - - 1.557,00 9.967,00 - Antimônio - - - < LQ < LQ - Arsênio < LQ < LQ 5,0 < LQ < LQ 1000 Bário < LQ < LQ 100 412.30 < LQ - Berílio - - - < LQ < LQ 100 Cádmio < LQ < LQ 0,5 < LQ < LQ - Chumbo < LQ < LQ 5,0 < LQ 11,30 1000 Cianetos - - - < LQ < LQ 1000 Cobalto - - - - < LQ Cloretos - - - 499,21 - - Cobre < LQ < LQ - < LQ 27,89 - Cromo Hexavalente
- - - < LQ < LQ 100
Cromo Total < LQ < LQ 5,0 < LQ 6,65 - Fenol - - - < LQ < LQ 10 Ferro - - - 3.432,00 16.010,00 Fluoretos 0,28 0,79 150 - - - Magnésio - - - 838,50 2.085,00 - Manganês - - - 44,90 144,00 - Mercúrio < LQ < LQ 0,1 < LQ < LQ 100 Molibdênio - - - < LQ - - Níquel < LQ < LQ - < LQ 13,47 - Óleos e Graxas - - - < LQ 0,07 % - Prata < LQ < LQ 5,0 < LQ < LQ - Selênio < LQ < LQ 1,0 < LQ < LQ 100 Sódio - - - 4.650,00 - - Tálio - - - < LQ < LQ - Vanádio - - - < LQ < LQ 1000 Zinco 0,09 0,21 - 13,90 30,80 -
LQ = Limite de Quantificação.
59

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
Tabela 5: Resultado do ensaio de solubilização dos resíduos.
Resultados Teste Limite Máximo (mg/l)
NBR 10004 Areia de Retorno - Resíduo A (mg/l)
Finos de exaustão - Resíduo B (mg/l)
Alumínio 0,20 71,38 49,03 Arsênio 0,05 < LQ < LQ Bário 1,00 < LQ < LQ Cádmio 0,005 < LQ < LQ Chumbo 0,05 < LQ < LQ Cianetos 0,10 < LQ < LQ Cloretos 250,00 186,42 132,55 Clobre 1,00 < LQ 0,06 Cromo Total 0,05 < LQ < LQ Dureza 500,0 36,66 (MgCaCO3/l) 130,00 Fenol 0,001 < LQ < LQ Ferro 0,3 71,73 30,34 Fluoretos 1,5 2,91 3,24 Manganês 0,1 0,39 0,16 Mercúrio 0,001 < LQ < LQ Nitrato 10,00 - < LQ Prata 0,05 < LQ < LQ Selênio 0,01 < LQ < LQ Sódio 200,0 98,20 61,20 Sulfato 400,0 - - Surfactantes 0,20 < LQ < LQ Zinco 400,00 0,23 0,17
LQ = Limite de Quantificação.
Tabela 6. Resultado do ensaio de lixiviação das argamassas.
Parâmetros Extrato Lixiviado
(mg/l) Análise de Massa
(mg/kg) Arg.
Pura Arg + 60% A
Arg. + 20% B
Limite Máximo (mg/l)
NBR 10004Argamass
a pura Arg. + 60% A
Arg. + 20% B
Limite Máximo (mg/kg)
NBR 10004Alumínio - - - 2.814,00 5.342,00 1.616,00 - Antimônio - - - < LQ < LQ < LQ - Arsênio < LQ < LQ 5,0 < LQ < LQ < LQ 1000 Bário < LQ < LQ 100 < LQ < LQ < LQ - Berílio - - - < LQ < LQ < LQ 100 Cádmio < LQ < LQ 0,5 < LQ < LQ < LQ - Chumbo < LQ < LQ 5,0 10,30 12,60 10,00 1000 Cianetos - - - < LQ < LQ < LQ 1000 Cobre < LQ < LQ - 8,94 < LQ < LQ - Cromo Hexavalente
- - - < LQ < LQ < LQ 100
Cromo Total < LQ < LQ 5,0 4,41 8,49 < LQ - Fenol - - - < LQ < LQ < LQ 10 Ferro - - - 4.065,00 6.054,00 5.613,00 Fluoretos 0,67 0,28 150 - - - - Magnésio - - - 4.223,00 5.688,00 3.070,00 - Manganês - - - 57,30 85,60 39,70 - Mercúrio < LQ < LQ 0,1 < LQ < LQ < LQ 100 Molibdênio - - - < LQ < LQ < LQ - Níquel < LQ < LQ - 10,38 15,30 14,99 - Óleos e Graxas - - - 0,01% 0,08% 0,12% - Prata < LQ < LQ 5,0 < LQ < LQ < LQ -
60

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
Continuação Parâmetros Extrato Lixiviado
(mg/l) Análise de Massa
(mg/kg) Arg.
Pura Arg + 60% A
Arg. + 20% B
Limite Máximo (mg/l)
NBR 10004Argamass
a pura Arg. + 60% A
Arg. + 20% B
Limite Máximo (mg/kg)
NBR 10004Selênio < LQ < LQ 1,0 < LQ < LQ < LQ 100 Tálio - - < LQ < LQ < LQ - Vanádio - - - < LQ < LQ 1000 Zinco 0,11 0,09 - 18,30 17,60 17,20 -
LQ = Limite de Quantificação.
Arg. = Argamassa.
Tabela 7: Resultado do ensaio de solubilização das argamassas.
Resultados
Teste Limite Máximo
(mg/l) NBR 10004
Argamassa Pura (mg/l)
Argamassa + 60% A (mg/l)
Argamassa + 20% B (mg/l)
Alumínio 0,20 0,57 1,47 0,50 Arsênio 0,05 < LQ < LQ < LQ Bário 1,00 < LQ < LQ < LQ Cádmio 0,005 < LQ < LQ < LQ Chumbo 0,05 < LQ < LQ < LQ Cianetos 0,10 < LQ < LQ < LQ Cobre 1,00 < LQ < LQ < LQ Cloretos 250,0 3,61 9,24 69,98 Cromo Total 0,05 < LQ < LQ < LQ Dureza 500,0 35,00 48,00 110,00 Fenol 0,001 < LQ < LQ < LQ Ferro 0,3 0,05 0,15 0,10 Fluoretos 1,5 1,43 3,01 0,21 Manganês 0,1 < LQ < LQ < LQ Mercúrio 0,001 < LQ < LQ < LQ Nitrato 10,0 < LQ < LQ < LQ Prata 0,05 < LQ < LQ < LQ Selênio 0,01 < LQ < LQ < LQ Sódio 200,0 6,40 22,20 31,50 Sulfato 400,0 54,99 3,03 7,49 Surfactantes 0,20 < LQ < LQ < LQ Zinco 400,0 0,06 0,06 0,01
LQ = Limite de quantificação
5 CONCLUSÃO
Durante o processo de fabricação foi observado que a quantidade de água necessária para manter a mesma consistência da argamassa aumenta com a concentração de resíduo. Isso se deve à hidratação da argila presente nos resíduos. Além de absorver água, a argila diminui a trabalhabilidade da argamassa. No caso do resíduo A quando a concentração do mesmo ultrapassa 60% fica mais difícil misturar e moldar os corpos-de-prova. Além disso, a partir de 60% de resíduo tem-se desprendimento significativo de enxofre causando forte odor. Para os corpos-de-prova fabricados com resíduo B a trabalhabilidade já diminui significativamente a partir de 40% de resíduo devido ao fato que este resíduo contém uma concentração bem maior de argila. Além disso a diminuição da resistência mecânica da argamassa com resíduo B deve-se a granulometria do resíduo. Como ele apresenta uma granulometria bem menor que a areia convencional, a área superficial é maior o que necessitaria de mais cimento para manter a mesma resistência mecânica. Como a concentração de cimento foi sempre a mesma, a resistência mecânica pode também ter diminuído devido ao aumento da superfície específica.
61

ARMANGE, L.C., NEPPEL, L.F., GEMELLI, E., CAMARGO, N.H.A., Revista Matéria, v. 10, n. 1, pp. 51 – 62, Março de 2005.
Com relação aos ensaios de lixiviação foi observado que o resíduo não apresenta influência na concentração dos extratos lixiviados. No caso da argamassa com resíduo B, os ensaios de solubilização mostraram que a concentração em alumínio é menor do que na argamassa pura. Isso nos leva a crer que o resíduo não é o responsável, mas sim o cimento (argila do cimento). No caso da argamassa com resíduo A seria ainda necessário analisar amostras com concentrações menores de resíduo para se chegar a uma conclusão. Além disso, será preciso analisar também o cimento para poder avaliar o uso comercial desses materiais.
6 REFERÊNCIAS BIBLIOGRÁFICAS
[1] BAUER, L.A.F., Materiais de Construção, 5ª ed., vol. 1, Rio de Janeiro, Editora LTC- Livros Técnicos e Científicos., 1987, pp. 71-72 e 79.
[2] MASUERO, A.B., DAL MOLIN, D.C.C., VILELA, A.F., “Caracterização de Escórias de Aciaria Como Material Alternativo na Construção Civil”, In: Anais do Congresso Brasileiro de Engenharia e Ciência dos Materiais - 13º CBECIMAT,1998, pp.4769-4778, 1998. [CD-ROM]
[3] MOURA, W.A., DAL MOLIN, D.C.C., VILELA, A.F., “Caracterização de Escória de Cobre com Vistas à Utilização em Concretos e Argamassas”, In: Anais do Congresso Brasileiro de Engenharia e Ciência dos Materiais – 13º CBECIMAT, pp. 3403-3412, 1998. [CD-ROM]
[4] TELES, A.R., CAMARGO, N.H.A., 1999, Elaboração e Caracterização de Blocos para Construção Civil a Partir de Resíduos sólidos Industriais, Relatório de Iniciação Científica, CNPq, pp. 51-60.
[5] WATANABE, A.P., NUNES, J.J., REBELLO, L., MORENO, M.A., MENDES, J.M.M., BUCHLER, P.M., “Reaproveitamento de Resíduo Catalítico da Fabricação de Polipropileno em Massa de Porcelana”, In: Anais do Congresso Brasileiro de Cerâmica - 38° CBC, e 2° Encontro de Mineradores e Consumidores, Volume II, pp. 546-551, 1994.
[6] GEMELLI, E., CAMARGO, N.H.A., BRESCANSIN, J., “Evaluation of Paper Industry Wastes in Construction Material Aplications”, Materials Research, v. 4, n. 4, pp. 297-304, 2001.
[7] ABIFA – ASSOCIAÇÃO BRASILEIRA DE FUNDIÇÃO. Materiais Granulares Usados em Fundição – Determinação da Distribuição Granulométrica e Módulo de Finura, CEMP 081, 2001..
[8] ____. Preparação de Concreto em Laboratório, NBR12821. Rio de Janeiro, 1993.
[9] ____. Determinação da Resistência à Compressão – Método de Ensaio, NBR 7215. Rio de Janeiro, 1982.
[10] ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, Moldagem e Cura de Corpos de Prova Cilíndricos ou Prismáticos de Concreto, NBR 5738. Rio de Janeiro, 1994.
[11] ____. Ensaio de Compressão de Corpos de Prova Cilíndricos de Concreto, NBR 5739. Rio de Janeiro, 1980.
[12] ____. Resíduos Sólidos, NBR 1004. Rio de Janeiro, 1987.
62





















![DEFEITOS DE MOLDAGEM [1]](https://img.document.onl/doc/110x75/5571fe5a49795991699b32a8/defeitos-de-moldagem-1.jpg)





