Embed Size (px)
Citation preview

UTILIZAÇÃO DE SENSORES PARA OBTENÇÃO DE PARÂMETROS DE USINAGEM 3D DE
ROCHAS ORNAMENTAIS POR MEIO DE UM ROBÔ MANIPULADOR INDUSTRIAL
FRANSÉRGIO L. DA CUNHA, CLEBSON J. M. DE OLIVEIRA, ROGER A. DE C. FREITAS, RAFAEL L. SILVA,VINICIUS R. MARTINS
UCL – Faculdade do Centro Leste
Rodovia ES 010, Km 6 – Manguinhos, CEP 29173087, Serra, ES - Brasil
E-mails: [email protected], [email protected], [email protected], [email protected], [email protected]
FELIPE N. MARTINS
IFES – INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO ESPÍRITO SANTO Rodovia ES 010, Km 6.5 – Manguinhos, CEP 29173087, Serra, ES - Brasil
E-mail: [email protected]
Abstract Brazil is a major consumer, producer and exporter of ornamental stones. The abundance and diversity in Brazilian stones made the country an important exporter of marble, granite, and other types of ornamental stones. However, this industry generates large amount of solid waste, including small pieces of stones that are difficult to processes with traditional machinery. If the industry was able to process those pieces, they could increase their profits and reduce their environmental impact at the same time. To address this problem, we have used a six degrees of freedom industrial robot to build a complex three-dimensional machining system for ornamental stones. In this paper we present the test protocol to obtain the machining parame-ters of stones for such a system, using some types of sensors. With such this protocol has been possible to obtain the parameters for Brazilian stones and we show the system implemented and tested successfully in the laboratory.
Keywords Ornamental stones, MICHELANGELO Project, Complex 3D products machining, Machining ornamental stones.
Resumo O Brasil é um grande consumidor, produtor e exportador de rochas ornamentais. A abundância e diversidade de ro-chas brasileiras tornaram o país um importante exportador de mármore, granito e outros tipos de rochas ornamentais. No entan-to, essa indústria gera grande quantidade de resíduos sólidos, incluindo pequenos pedaços de rochas que são difíceis de proces-sar com máquinas tradicionais. Se a indústria for capaz de processar essas peças, poderia aumentar os seus lucros e reduzir o seu impacto ambiental ao mesmo tempo. Para resolver este problema, os autores utilizaram um robô industrial de 6 graus de liberda-de para construir um sistema de usinagem tridimensional complexo para rochas ornamentais. Neste artigo é apresentado o proto-colo de ensaio para obtenção dos parâmetros de usinagem de rochas para tal sistema, utilizando vários tipos de sensores. Os au-tores mostram que o protocolo proposto permite a obtenção dos parâmetros de usinagem para rochas brasileiras. Finalmente, a-presentam o sistema implementado e testado em laboratório com sucesso.
Palavras-chave Rochas ornamentais, Projeto MICHELANGELO, Usinagem 3D complexa, Usinagem de rochas ornamentais.
1 Introdução
O Brasil é um dos grandes produtores e exportadores mundiais de rochas ornamentais e de revestimento. Em se tratando de rochas processadas especiais, evo-luiu de uma participação de apenas 1,4% no mercado internacional em 1999 para 5% em 2004 e continua a crescer. A cadeia produtiva de rochas ornamentais é responsável pela geração de mais de 100 mil empre-gos diretos no país e coloca o Brasil entre os cinco maiores produtores mundiais (Ministério da Educa-ção, 2007). A produção total brasileira de rochas ornamentais em 2005 foi de aproximadamente 6,9 milhões de toneladas, compreendendo cerca de 600 variedades comercializadas nos mercados interno e externo. Aproximadamente 130.000 mil empregos diretos foram gerados por 12.000 empresas atuando na cadeia produtiva (ABIROCHAS, 2006a).
A maioria das empresas deste arranjo produtivo compõe-se de micro e pequenas empresas que utili-zam técnicas de trabalho baseadas nas práticas cor-rentes (Cardoso, 2004), normalmente sem embasa-mento científico. Impera também no segmento a prá-
tica de concorrência predatória e visão de negócios de curto prazo.
O crescimento das exportações das rochas beneficia-das (processadas) desvaloriza proporcionalmente os blocos e chapas no mercado internacional. A comer-cialização de rochas brutas está cada vez menor em função da diminuição da margem de lucro e da vulne-rabilidade do mercado (Chiodi, Rodrigues e Artur, 2004). A vulnerabilidade decorre do fato de que a maioria das exportações, cerca de 85%, são feitas para os EUA e sofrem concorrência de outros países, tais como a China, que oferecem preços inferiores aos praticados pelos produtores brasileiros. Tal situa-ção realça ainda mais a importância de aumentar o beneficiamento das rochas produzidas no país e dis-ponibilizar produtos com melhor acabamento, forta-lecendo o conceito de marmoraria exportadora, onde as exportações baseiam-se em rochas processadas acabadas, prontas para atender diretamente ao con-sumidor final (custom made) (Chiodi, Rodrigues e Artur, 2004).
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3182
Segundo a (ABIROCHAS 2006b), percebe-se uma evolução nos processos de beneficiamento, compre-endendo novas linhas de resinagem de chapas, má-quinas de acabamento de borda, processo de tambo-ramento (envelhecimento), mosaicos e os tratamentos superficiais (escovas e jato d’água), cuja oferta por empresas chinesas e turcas é crescente. É notável também o desenvolvimento tecnológico relacionado aos modernos centros de usinagem computadoriza-dos, que permitem a elaboração de peças especiais até de grandes dimensões (colunas, banheiras, cubas, esculturas, etc.) vem ganhando destaque no mercado.
Um equipamento com grande potencial para utiliza-ção em marmorarias é um centro de usinagem que possa criar produtos ou peças tridimensionais (3D). Estas peças ou produtos podem ser produzidos em série ou de acordo com demandas específicas, desde que tais centros de usinagem fossem dotados de al-guma automação, como por exemplo, serem contro-lados por Comando Numérico Computadorizado (CNC). Este equipamento CNC é justificado pelo incremento na padronização e qualidade dos produtos por ele gerados, de forma que assim sua aceitação no mercado também seria aumentada. Vale ressaltar que este tipo de equipamento não é fabricado por nenhu-ma empresa da região, de acordo com o SEBRAE-ES (2006) em parceria com a Associação dos Fabrican-tes de Máquinas e Equipamentos para o Setor de Ro-chas Ornamentais - MAQROCHAS.
Entretanto, a aquisição destes centros de usinagem é limitada em função do elevado preço e do reduzido número de empresas que fabricam tais equipamentos voltados para a usinagem de rochas ornamentais. No exterior é possível encontrar tais máquinas (Bovere Graniti, 2006), porém o alto custo inviabiliza sua aquisição para a maioria dos empresários capixabas.
Sabe-se também que a quantidade de tipos e formas de peças que uma máquina CNC pode trabalhar é de limitada pelo tamanho e número de graus de liberda-de da máquina ou pela complexidade da forma das peças que se propõe a usinar. Neste ponto, o uso de um robô manipulador industrial pode incrementar a gama de produtos acabados, além de oferecer uma melhor qualidade do produto acabado, com um custo menor do que comparado a uma máquina CNC dedi-cada (Ancient Worlds, 2006; Brinkmann et al., 2005). É importante ressaltar que o robô manipulador industrial é uma máquina flexível, multitarefa e to-talmente reprogramável, podendo assim ser útil para a usinagem de simples pias-padrão até as mais com-plexas esculturas para arte funerária, por exemplo.
Robôs industriais podem ter precisões e repetitivida-des na ordem de 0,05mm, aliadas a altas velocidades de acionamento, de 150º/s a 450º/s. Essas caracterís-ticas promovem um aumento de produtividade, tor-nando-se ferramenta poderosa na solução de gargalos na cadeia produtiva deste setor. No cenário atual, sem a utilização de robôs, não há garantia de produ-tos com a mesma precisão dimensional, ou garantia
de rápida entrega destes produtos, uma vez que são, em sua maioria, fabricados manualmente por arte-sãos. Especialmente para as operações de usinagem, robôs industriais representam uma economia de custo e alternativa flexível em comparação com máquinas-ferramentas convencionais (BAUER et al, 2013).
O interesse no estudo de processos de usinagem utili-zando robôs é evidenciado por recentes trabalhos. Cruz (2012) apresenta uma descrição das forças de interação em tarefas de usinagem que envolvam a remoção de material para desenvolver um novo mo-delo matemático que represente as forças de intera-ção entre a ferramenta e a superfície sob usinagem. Resultados experimentais obtidos em uma máquina de trituração são utilizados para validar o modelo proposto. Por sua vez, Bauer et al (2013) apresentam um método para prever e compensar o desvio de per-curso da ferramenta do robô resultante das forças de processo de usinagem. Finalmente, um modelo deta-lhado de forças entre a peça e a ferramenta é apresen-tado em (KLIMCHIK, 2014). Esse trabalho apresenta uma técnica de compensação que permite modificar a trajetória de referência, tendo em conta não-linearidades, para evitar o efeito de vibração durante a usinagem. Outros trabalhos que tratam de robôs com aplicações em usinagem são (BAUER, 2013; CANO MARCHAL, 2014; WEILER et al, 2013).
Os modelos tridimensionais de peças podem ser obti-dos basicamente de duas formas: criados virtualmen-te em um computador, com o auxílio de ferramenta CAD (Computer Aided Design), ou através de técni-cas de reconstrução tridimensional. No primeiro ca-so, a qualidade dos modelos e o tempo necessário para a sua criação dependem em grande parte da fer-ramenta CAD utilizada e da habilidade do projetista. No segundo caso, o modelo é obtido através da digi-talização (scanning) de um objeto já existente.
Uma vantagem associada à utilização de scanners 3D na obtenção de modelos tridimensionais é a possibi-lidade de aferir as dimensões finais do produto, uma vez que o objeto tenha sido usinado pelo robô. Essa característica proporciona um grande incremento na qualidade final do produto acabado.
O objetivo principal deste projeto foi contribuir para a agregação de valor tanto a rejeitos oriundos do se-tor de beneficiamento primário de rochas ornamen-tais, como de produtos obtidos do seu beneficiamento secundário, através do desenvolvimento e transferên-cia de tecnologia de ponta a empresas encadeadas no APL e instituições de ensino e pesquisa.
Para cumprir tal objetivo, foram realizados:
• Desenvolvimento de uma metodologia com a uti-lização de tecnologia local capaz de reduzir custo e tempo de produção de produtos tridimensionais com-plexos fabricados por usinagem de rochas ornamen-tais e aumentar a qualidade final e a padronização destes produtos;
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3183
• Determinação de um protocolo de ensaios para determinar parâmetros de usinagem que possibilitem aos fabricantes de máquinas e produtos acabados a ajustarem equipamentos de acordo com o material que estejam usinando pelo método proposto.
Estas contribuições foram possíveis através da inte-gração de um sistema robotizado de usinagem para rochas ornamentais, um scanner tridimensional, um software de desenho vetorial e demais periféricos constituintes da célula de manufatura.
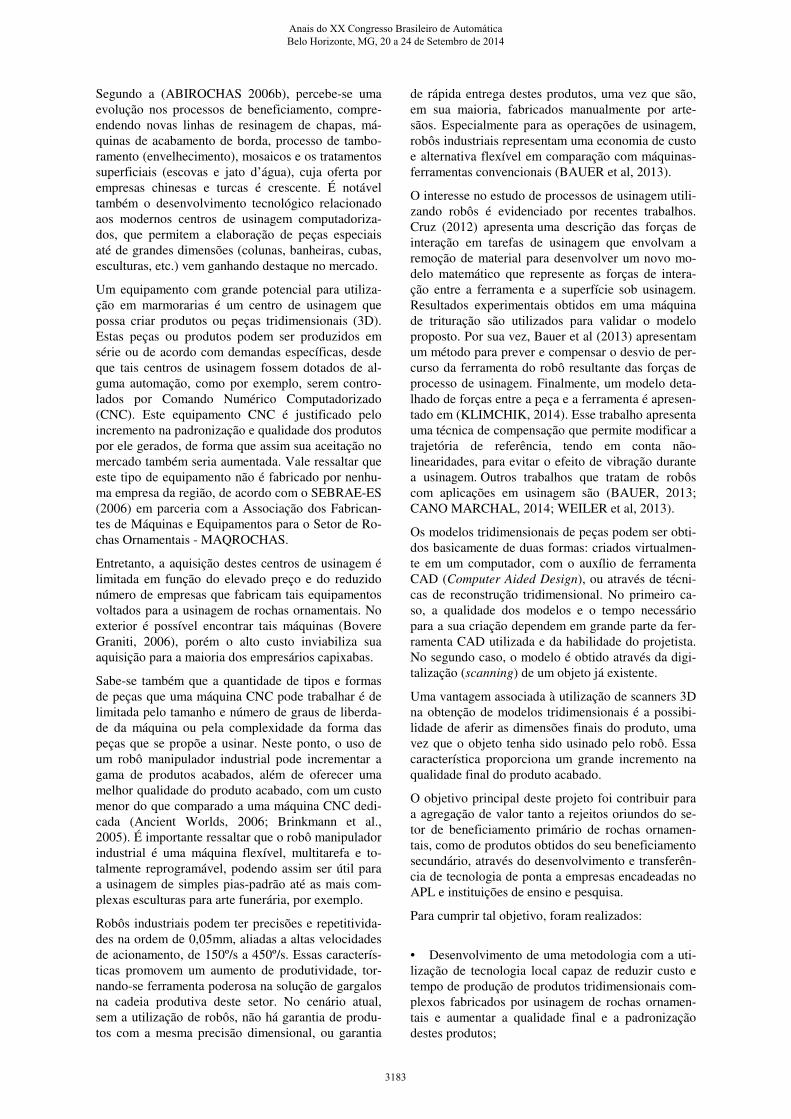
A Figura 1 ilustra o sistema implementado. O sistema de usinagem robotizado obtém a imagem tridimensi-onal de uma peça através da digitalização de uma peça existente (1) ou obtida através de um software CAD. Caso a peça (1) seja uma peça real, esta será digitalizada através de um sistema de digitalização tridimensional (2). Após obtenção da imagem vetori-al e 3D da peça, esta é interpretada pelo software de interface e convertida em sinais de comando de usi-nagem na estação de trabalho (3), e enviada ao robô manipulador industrial (4), que juntamente com a mesa posicionadora (6), possibilita a usinagem da peça final (5) em algum tipo de rocha ornamental.
Figura 1. Ilustração do sistema robotizado para usinagem de ro-
chas ornamentais
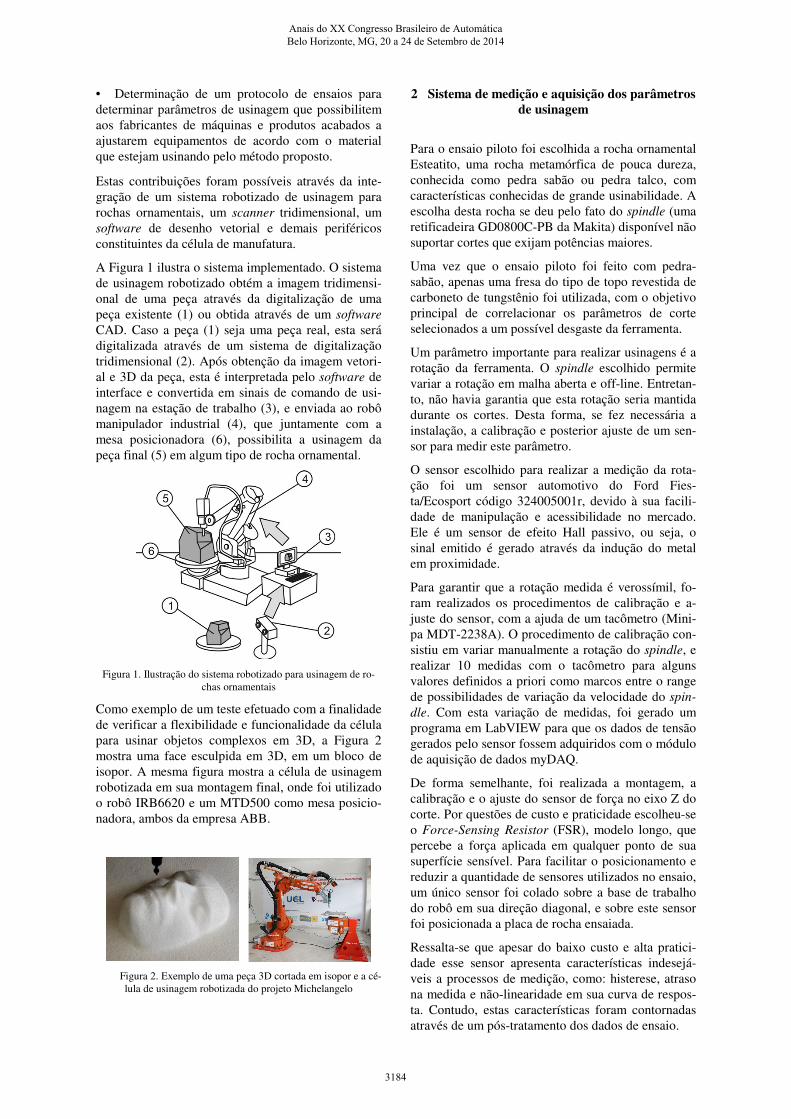
Como exemplo de um teste efetuado com a finalidade de verificar a flexibilidade e funcionalidade da célula para usinar objetos complexos em 3D, a Figura 2 mostra uma face esculpida em 3D, em um bloco de isopor. A mesma figura mostra a célula de usinagem robotizada em sua montagem final, onde foi utilizado o robô IRB6620 e um MTD500 como mesa posicio-nadora, ambos da empresa ABB.
Figura 2. Exemplo de uma peça 3D cortada em isopor e a cé-lula de usinagem robotizada do projeto Michelangelo
2 Sistema de medição e aquisição dos parâmetros de usinagem
Para o ensaio piloto foi escolhida a rocha ornamental Esteatito, uma rocha metamórfica de pouca dureza, conhecida como pedra sabão ou pedra talco, com características conhecidas de grande usinabilidade. A escolha desta rocha se deu pelo fato do spindle (uma retificadeira GD0800C-PB da Makita) disponível não suportar cortes que exijam potências maiores.
Uma vez que o ensaio piloto foi feito com pedra-sabão, apenas uma fresa do tipo de topo revestida de carboneto de tungstênio foi utilizada, com o objetivo principal de correlacionar os parâmetros de corte selecionados a um possível desgaste da ferramenta.
Um parâmetro importante para realizar usinagens é a rotação da ferramenta. O spindle escolhido permite variar a rotação em malha aberta e off-line. Entretan-to, não havia garantia que esta rotação seria mantida durante os cortes. Desta forma, se fez necessária a instalação, a calibração e posterior ajuste de um sen-sor para medir este parâmetro.
O sensor escolhido para realizar a medição da rota-ção foi um sensor automotivo do Ford Fies-ta/Ecosport código 324005001r, devido à sua facili-dade de manipulação e acessibilidade no mercado. Ele é um sensor de efeito Hall passivo, ou seja, o sinal emitido é gerado através da indução do metal em proximidade.
Para garantir que a rotação medida é verossímil, fo-ram realizados os procedimentos de calibração e a-juste do sensor, com a ajuda de um tacômetro (Mini-pa MDT-2238A). O procedimento de calibração con-sistiu em variar manualmente a rotação do spindle, e realizar 10 medidas com o tacômetro para alguns valores definidos a priori como marcos entre o range de possibilidades de variação da velocidade do spin-
dle. Com esta variação de medidas, foi gerado um programa em LabVIEW para que os dados de tensão gerados pelo sensor fossem adquiridos com o módulo de aquisição de dados myDAQ.
De forma semelhante, foi realizada a montagem, a calibração e o ajuste do sensor de força no eixo Z do corte. Por questões de custo e praticidade escolheu-se o Force-Sensing Resistor (FSR), modelo longo, que percebe a força aplicada em qualquer ponto de sua superfície sensível. Para facilitar o posicionamento e reduzir a quantidade de sensores utilizados no ensaio, um único sensor foi colado sobre a base de trabalho do robô em sua direção diagonal, e sobre este sensor foi posicionada a placa de rocha ensaiada.
Ressalta-se que apesar do baixo custo e alta pratici-dade esse sensor apresenta características indesejá-veis a processos de medição, como: histerese, atraso na medida e não-linearidade em sua curva de respos-ta. Contudo, estas características foram contornadas através de um pós-tratamento dos dados de ensaio.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3184
Para calibrar o sensor foi montada uma bancada, uti-lizando-se uma estrutura e conjunto de pesos de pre-cisão para garantir a concentração da força aplicada sobre o sensor. O processo de calibração foi efetuado por meio do aumento gradativo do peso aplicado sobre o sensor, e a medição da tensão de saída no circuito utilizado.
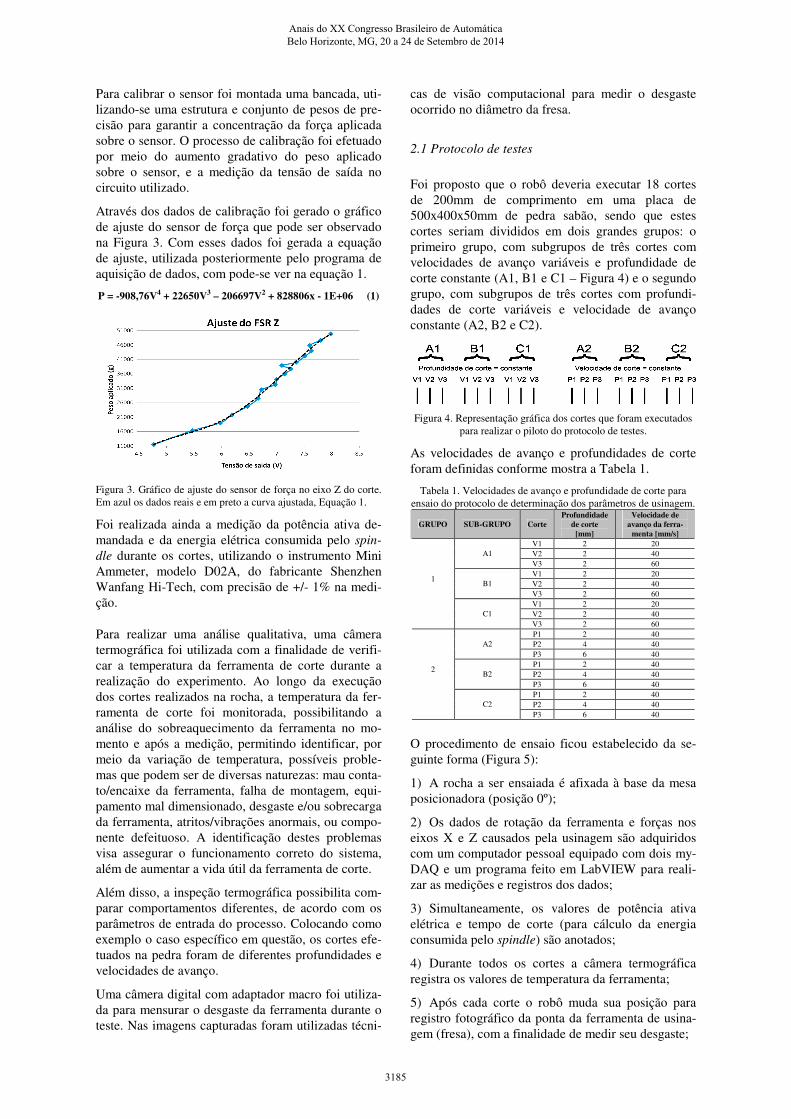
Através dos dados de calibração foi gerado o gráfico de ajuste do sensor de força que pode ser observado na Figura 3. Com esses dados foi gerada a equação de ajuste, utilizada posteriormente pelo programa de aquisição de dados, com pode-se ver na equação 1.
P = -908,76V4 + 22650V3 – 206697V2 + 828806x - 1E+06 (1)
Figura 3. Gráfico de ajuste do sensor de força no eixo Z do corte. Em azul os dados reais e em preto a curva ajustada, Equação 1.
Foi realizada ainda a medição da potência ativa de-mandada e da energia elétrica consumida pelo spin-
dle durante os cortes, utilizando o instrumento Mini Ammeter, modelo D02A, do fabricante Shenzhen Wanfang Hi-Tech, com precisão de +/- 1% na medi-ção.
Para realizar uma análise qualitativa, uma câmera termográfica foi utilizada com a finalidade de verifi-car a temperatura da ferramenta de corte durante a realização do experimento. Ao longo da execução dos cortes realizados na rocha, a temperatura da fer-ramenta de corte foi monitorada, possibilitando a análise do sobreaquecimento da ferramenta no mo-mento e após a medição, permitindo identificar, por meio da variação de temperatura, possíveis proble-mas que podem ser de diversas naturezas: mau conta-to/encaixe da ferramenta, falha de montagem, equi-pamento mal dimensionado, desgaste e/ou sobrecarga da ferramenta, atritos/vibrações anormais, ou compo-nente defeituoso. A identificação destes problemas visa assegurar o funcionamento correto do sistema, além de aumentar a vida útil da ferramenta de corte.
Além disso, a inspeção termográfica possibilita com-parar comportamentos diferentes, de acordo com os parâmetros de entrada do processo. Colocando como exemplo o caso específico em questão, os cortes efe-tuados na pedra foram de diferentes profundidades e velocidades de avanço.
Uma câmera digital com adaptador macro foi utiliza-da para mensurar o desgaste da ferramenta durante o teste. Nas imagens capturadas foram utilizadas técni-
cas de visão computacional para medir o desgaste ocorrido no diâmetro da fresa.
2.1 Protocolo de testes
Foi proposto que o robô deveria executar 18 cortes de 200mm de comprimento em uma placa de 500x400x50mm de pedra sabão, sendo que estes cortes seriam divididos em dois grandes grupos: o primeiro grupo, com subgrupos de três cortes com velocidades de avanço variáveis e profundidade de corte constante (A1, B1 e C1 – Figura 4) e o segundo grupo, com subgrupos de três cortes com profundi-dades de corte variáveis e velocidade de avanço constante (A2, B2 e C2).
Figura 4. Representação gráfica dos cortes que foram executados
para realizar o piloto do protocolo de testes.
As velocidades de avanço e profundidades de corte foram definidas conforme mostra a Tabela 1.
Tabela 1. Velocidades de avanço e profundidade de corte para ensaio do protocolo de determinação dos parâmetros de usinagem.
GRUPO SUB-GRUPO Corte Profundidade
de corte [mm]
Velocidade de avanço da ferra-
menta [mm/s] V1 2 20 V2 2 40 A1 V3 2 60 V1 2 20 V2 2 40 B1 V3 2 60 V1 2 20 V2 2 40
1
C1 V3 2 60 P1 2 40 P2 4 40 A2 P3 6 40 P1 2 40 P2 4 40 B2 P3 6 40 P1 2 40 P2 4 40
2
C2 P3 6 40
O procedimento de ensaio ficou estabelecido da se-guinte forma (Figura 5):
1) A rocha a ser ensaiada é afixada à base da mesa posicionadora (posição 0º);
2) Os dados de rotação da ferramenta e forças nos eixos X e Z causados pela usinagem são adquiridos com um computador pessoal equipado com dois my-DAQ e um programa feito em LabVIEW para reali-zar as medições e registros dos dados;
3) Simultaneamente, os valores de potência ativa elétrica e tempo de corte (para cálculo da energia consumida pelo spindle) são anotados;
4) Durante todos os cortes a câmera termográfica registra os valores de temperatura da ferramenta;
5) Após cada corte o robô muda sua posição para registro fotográfico da ponta da ferramenta de usina-gem (fresa), com a finalidade de medir seu desgaste;
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3185
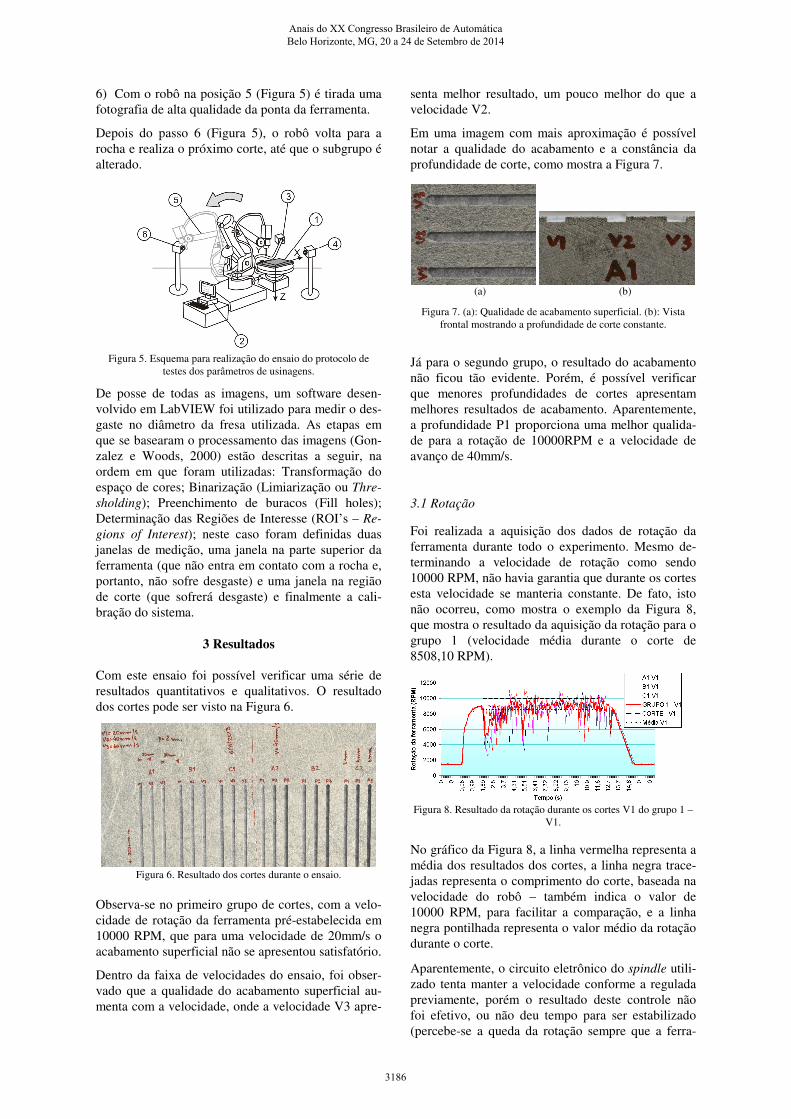
6) Com o robô na posição 5 (Figura 5) é tirada uma fotografia de alta qualidade da ponta da ferramenta.
Depois do passo 6 (Figura 5), o robô volta para a rocha e realiza o próximo corte, até que o subgrupo é alterado.
Figura 5. Esquema para realização do ensaio do protocolo de
testes dos parâmetros de usinagens.
De posse de todas as imagens, um software desen-volvido em LabVIEW foi utilizado para medir o des-gaste no diâmetro da fresa utilizada. As etapas em que se basearam o processamento das imagens (Gon-zalez e Woods, 2000) estão descritas a seguir, na ordem em que foram utilizadas: Transformação do espaço de cores; Binarização (Limiarização ou Thre-
sholding); Preenchimento de buracos (Fill holes); Determinação das Regiões de Interesse (ROI’s – Re-
gions of Interest); neste caso foram definidas duas janelas de medição, uma janela na parte superior da ferramenta (que não entra em contato com a rocha e, portanto, não sofre desgaste) e uma janela na região de corte (que sofrerá desgaste) e finalmente a cali-bração do sistema.
3 Resultados
Com este ensaio foi possível verificar uma série de resultados quantitativos e qualitativos. O resultado dos cortes pode ser visto na Figura 6.
Figura 6. Resultado dos cortes durante o ensaio.
Observa-se no primeiro grupo de cortes, com a velo-cidade de rotação da ferramenta pré-estabelecida em 10000 RPM, que para uma velocidade de 20mm/s o acabamento superficial não se apresentou satisfatório.
Dentro da faixa de velocidades do ensaio, foi obser-vado que a qualidade do acabamento superficial au-menta com a velocidade, onde a velocidade V3 apre-
senta melhor resultado, um pouco melhor do que a velocidade V2.
Em uma imagem com mais aproximação é possível notar a qualidade do acabamento e a constância da profundidade de corte, como mostra a Figura 7.
(a) (b)
Figura 7. (a): Qualidade de acabamento superficial. (b): Vista frontal mostrando a profundidade de corte constante.
Já para o segundo grupo, o resultado do acabamento não ficou tão evidente. Porém, é possível verificar que menores profundidades de cortes apresentam melhores resultados de acabamento. Aparentemente, a profundidade P1 proporciona uma melhor qualida-de para a rotação de 10000RPM e a velocidade de avanço de 40mm/s.
3.1 Rotação
Foi realizada a aquisição dos dados de rotação da ferramenta durante todo o experimento. Mesmo de-terminando a velocidade de rotação como sendo 10000 RPM, não havia garantia que durante os cortes esta velocidade se manteria constante. De fato, isto não ocorreu, como mostra o exemplo da Figura 8, que mostra o resultado da aquisição da rotação para o grupo 1 (velocidade média durante o corte de 8508,10 RPM).
Figura 8. Resultado da rotação durante os cortes V1 do grupo 1 –V1.
No gráfico da Figura 8, a linha vermelha representa a média dos resultados dos cortes, a linha negra trace-jadas representa o comprimento do corte, baseada na velocidade do robô – também indica o valor de 10000 RPM, para facilitar a comparação, e a linha negra pontilhada representa o valor médio da rotação durante o corte.
Aparentemente, o circuito eletrônico do spindle utili-zado tenta manter a velocidade conforme a regulada previamente, porém o resultado deste controle não foi efetivo, ou não deu tempo para ser estabilizado (percebe-se a queda da rotação sempre que a ferra-
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3186
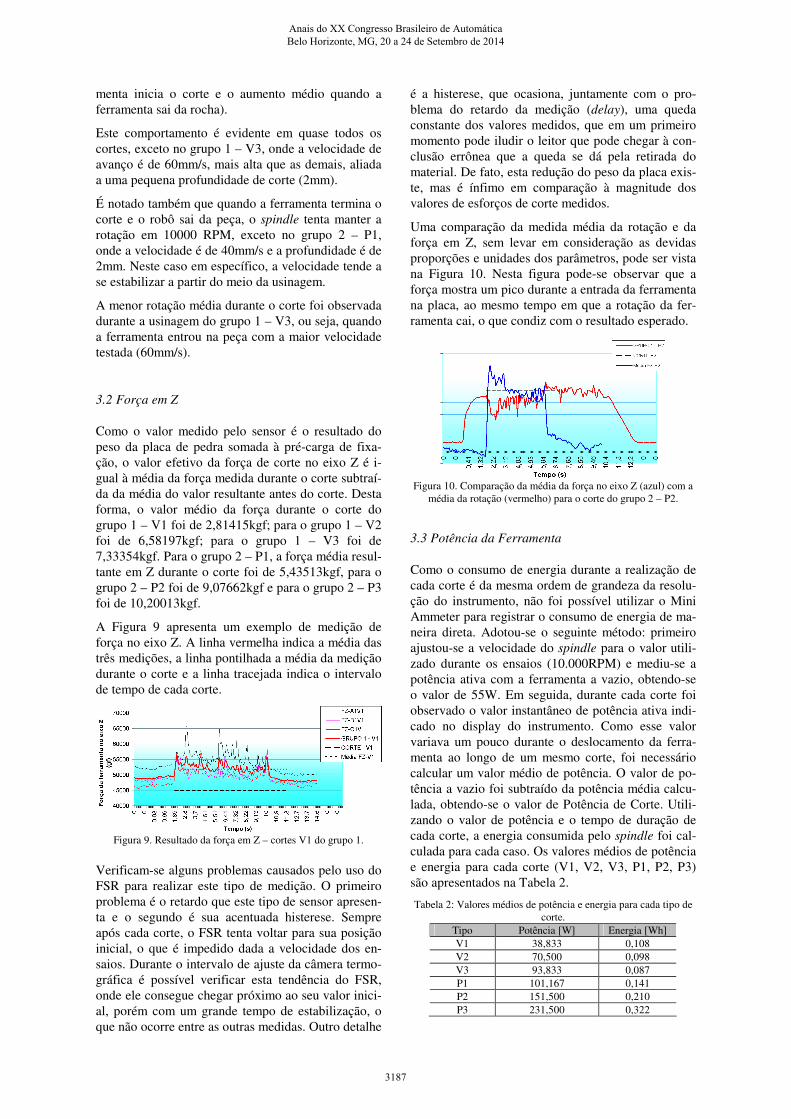
menta inicia o corte e o aumento médio quando a ferramenta sai da rocha).
Este comportamento é evidente em quase todos os cortes, exceto no grupo 1 – V3, onde a velocidade de avanço é de 60mm/s, mais alta que as demais, aliada a uma pequena profundidade de corte (2mm).
É notado também que quando a ferramenta termina o corte e o robô sai da peça, o spindle tenta manter a rotação em 10000 RPM, exceto no grupo 2 – P1, onde a velocidade é de 40mm/s e a profundidade é de 2mm. Neste caso em específico, a velocidade tende a se estabilizar a partir do meio da usinagem.
A menor rotação média durante o corte foi observada durante a usinagem do grupo 1 – V3, ou seja, quando a ferramenta entrou na peça com a maior velocidade testada (60mm/s).
3.2 Força em Z
Como o valor medido pelo sensor é o resultado do peso da placa de pedra somada à pré-carga de fixa-ção, o valor efetivo da força de corte no eixo Z é i-gual à média da força medida durante o corte subtraí-da da média do valor resultante antes do corte. Desta forma, o valor médio da força durante o corte do grupo 1 – V1 foi de 2,81415kgf; para o grupo 1 – V2 foi de 6,58197kgf; para o grupo 1 – V3 foi de 7,33354kgf. Para o grupo 2 – P1, a força média resul-tante em Z durante o corte foi de 5,43513kgf, para o grupo 2 – P2 foi de 9,07662kgf e para o grupo 2 – P3 foi de 10,20013kgf.
A Figura 9 apresenta um exemplo de medição de força no eixo Z. A linha vermelha indica a média das três medições, a linha pontilhada a média da medição durante o corte e a linha tracejada indica o intervalo de tempo de cada corte.
Figura 9. Resultado da força em Z – cortes V1 do grupo 1.
Verificam-se alguns problemas causados pelo uso do FSR para realizar este tipo de medição. O primeiro problema é o retardo que este tipo de sensor apresen-ta e o segundo é sua acentuada histerese. Sempre após cada corte, o FSR tenta voltar para sua posição inicial, o que é impedido dada a velocidade dos en-saios. Durante o intervalo de ajuste da câmera termo-gráfica é possível verificar esta tendência do FSR, onde ele consegue chegar próximo ao seu valor inici-al, porém com um grande tempo de estabilização, o que não ocorre entre as outras medidas. Outro detalhe
é a histerese, que ocasiona, juntamente com o pro-blema do retardo da medição (delay), uma queda constante dos valores medidos, que em um primeiro momento pode iludir o leitor que pode chegar à con-clusão errônea que a queda se dá pela retirada do material. De fato, esta redução do peso da placa exis-te, mas é ínfimo em comparação à magnitude dos valores de esforços de corte medidos.
Uma comparação da medida média da rotação e da força em Z, sem levar em consideração as devidas proporções e unidades dos parâmetros, pode ser vista na Figura 10. Nesta figura pode-se observar que a força mostra um pico durante a entrada da ferramenta na placa, ao mesmo tempo em que a rotação da fer-ramenta cai, o que condiz com o resultado esperado.
Figura 10. Comparação da média da força no eixo Z (azul) com a
média da rotação (vermelho) para o corte do grupo 2 – P2.
3.3 Potência da Ferramenta
Como o consumo de energia durante a realização de cada corte é da mesma ordem de grandeza da resolu-ção do instrumento, não foi possível utilizar o Mini Ammeter para registrar o consumo de energia de ma-neira direta. Adotou-se o seguinte método: primeiro ajustou-se a velocidade do spindle para o valor utili-zado durante os ensaios (10.000RPM) e mediu-se a potência ativa com a ferramenta a vazio, obtendo-se o valor de 55W. Em seguida, durante cada corte foi observado o valor instantâneo de potência ativa indi-cado no display do instrumento. Como esse valor variava um pouco durante o deslocamento da ferra-menta ao longo de um mesmo corte, foi necessário calcular um valor médio de potência. O valor de po-tência a vazio foi subtraído da potência média calcu-lada, obtendo-se o valor de Potência de Corte. Utili-zando o valor de potência e o tempo de duração de cada corte, a energia consumida pelo spindle foi cal-culada para cada caso. Os valores médios de potência e energia para cada corte (V1, V2, V3, P1, P2, P3) são apresentados na Tabela 2.
Tabela 2: Valores médios de potência e energia para cada tipo de corte.
Tipo Potência [W] Energia [Wh] V1 38,833 0,108 V2 70,500 0,098 V3 93,833 0,087 P1 101,167 0,141 P2 151,500 0,210 P3 231,500 0,322
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3187
Pôde-se notar que houve pequena redução na energia consumida pelo spindle ao se aumentar a velocidade de deslocamento da ferramenta (velocidade de corte) de 20 para 60mm/s, para uma mesma profundidade de corte (2mm). A redução no consumo de energia ocorreu apesar de ter havido claro aumento na potên-cia demandada pelo spindle. No entanto, com o au-mento na velocidade de corte, sua duração foi redu-zida, pois o deslocamento total foi mantido em 200mm. A redução no consumo de energia é explica-da pelo fato de que a redução no tempo de corte foi maior do que o aumento de potência demandada pelo spindle. Assim, pode-se concluir que o aumento na velocidade de corte exige maior potência da ferra-menta, mas não necessariamente implicará em au-mento no consumo de energia (de fato, observou-se pequena redução).
Nota-se também que houve um claro aumento no valor médio de energia consumida pelo spindle ao se aumentar a profundidade de corte, para uma mesma velocidade de deslocamento da ferramenta. O aumen-to no consumo de energia era esperado, já que o au-mento na profundidade de corte implica em maior esforço da ferramenta na remoção de material (mais material removido em um mesmo intervalo de tem-po). Dessa forma, conclui-se que o aumento na pro-fundidade de corte exige maior potência e energia da ferramenta. O aumento da profundidade de corte também resultou em aumento na força vertical (eixo Z) exercida pela ferramenta sobre a pedra.
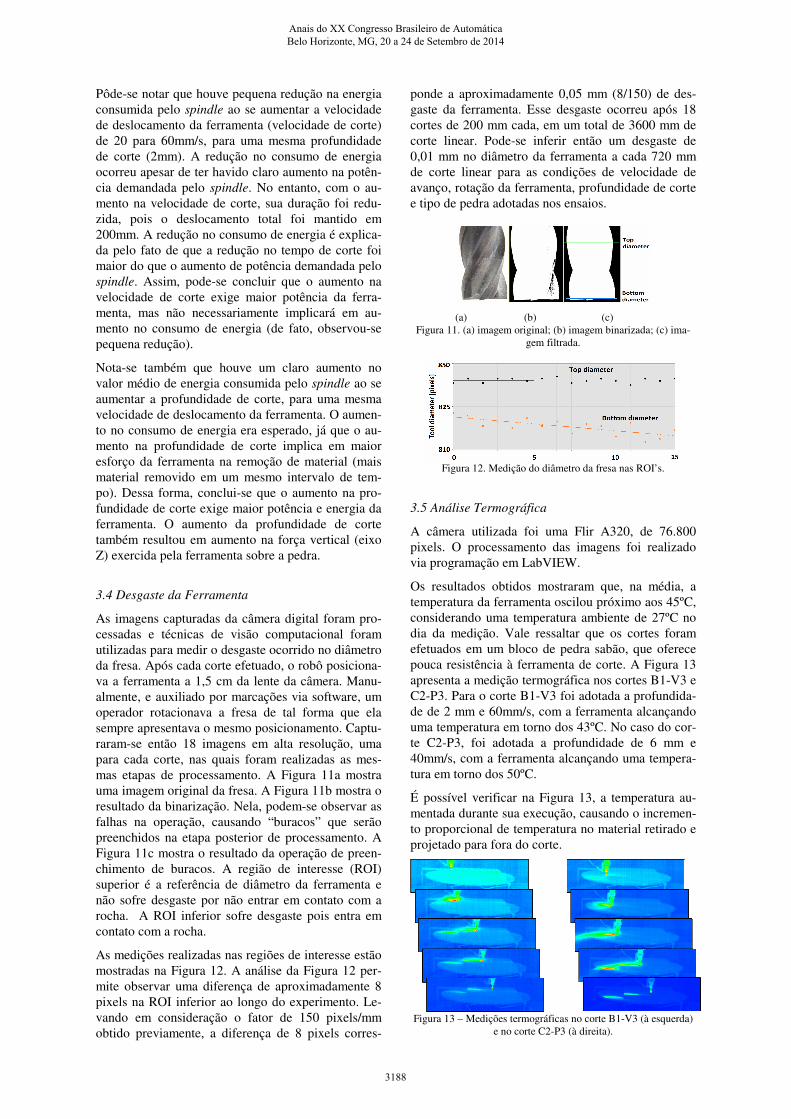
3.4 Desgaste da Ferramenta
As imagens capturadas da câmera digital foram pro-cessadas e técnicas de visão computacional foram utilizadas para medir o desgaste ocorrido no diâmetro da fresa. Após cada corte efetuado, o robô posiciona-va a ferramenta a 1,5 cm da lente da câmera. Manu-almente, e auxiliado por marcações via software, um operador rotacionava a fresa de tal forma que ela sempre apresentava o mesmo posicionamento. Captu-raram-se então 18 imagens em alta resolução, uma para cada corte, nas quais foram realizadas as mes-mas etapas de processamento. A Figura 11a mostra uma imagem original da fresa. A Figura 11b mostra o resultado da binarização. Nela, podem-se observar as falhas na operação, causando “buracos” que serão preenchidos na etapa posterior de processamento. A Figura 11c mostra o resultado da operação de preen-chimento de buracos. A região de interesse (ROI) superior é a referência de diâmetro da ferramenta e não sofre desgaste por não entrar em contato com a rocha. A ROI inferior sofre desgaste pois entra em contato com a rocha.
As medições realizadas nas regiões de interesse estão mostradas na Figura 12. A análise da Figura 12 per-mite observar uma diferença de aproximadamente 8 pixels na ROI inferior ao longo do experimento. Le-vando em consideração o fator de 150 pixels/mm obtido previamente, a diferença de 8 pixels corres-
ponde a aproximadamente 0,05 mm (8/150) de des-gaste da ferramenta. Esse desgaste ocorreu após 18 cortes de 200 mm cada, em um total de 3600 mm de corte linear. Pode-se inferir então um desgaste de 0,01 mm no diâmetro da ferramenta a cada 720 mm de corte linear para as condições de velocidade de avanço, rotação da ferramenta, profundidade de corte e tipo de pedra adotadas nos ensaios.
(a) (b) (c) Figura 11. (a) imagem original; (b) imagem binarizada; (c) ima-
gem filtrada.
Figura 12. Medição do diâmetro da fresa nas ROI’s.
3.5 Análise Termográfica
A câmera utilizada foi uma Flir A320, de 76.800 pixels. O processamento das imagens foi realizado via programação em LabVIEW.
Os resultados obtidos mostraram que, na média, a temperatura da ferramenta oscilou próximo aos 45ºC, considerando uma temperatura ambiente de 27ºC no dia da medição. Vale ressaltar que os cortes foram efetuados em um bloco de pedra sabão, que oferece pouca resistência à ferramenta de corte. A Figura 13 apresenta a medição termográfica nos cortes B1-V3 e C2-P3. Para o corte B1-V3 foi adotada a profundida-de de 2 mm e 60mm/s, com a ferramenta alcançando uma temperatura em torno dos 43ºC. No caso do cor-te C2-P3, foi adotada a profundidade de 6 mm e 40mm/s, com a ferramenta alcançando uma tempera-tura em torno dos 50ºC.
É possível verificar na Figura 13, a temperatura au-mentada durante sua execução, causando o incremen-to proporcional de temperatura no material retirado e projetado para fora do corte.
Figura 13 – Medições termográficas no corte B1-V3 (à esquerda)
e no corte C2-P3 (à direita).
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3188

4 Conclusão
O problema da determinação de parâmetros de usina-gem 3D de rochas ornamentais por robô industrial foi apresentado e discutido, e foi proposto o uso de al-guns sensores para resolver este problema. O proto-colo de ensaios proposto possibilita aos fabricantes de máquinas e produtos acabados ajustarem seus e-quipamentos de acordo com o tipo de material usina-do. Esta é uma importante contribuição do trabalho desenvolvido, já que os pesquisadores não encontra-ram estudos equivalentes na literatura.
Finalmente, o Projeto MICHELANGELO – Sistema Robotizado para Usinagem Tridimensional Comple-xa de Rochas Ornamentais – cumpriu com seu obje-tivo geral: demonstrar que o sistema proposto é capaz de contribuir para a agregação de valor a rejeitos oriundos do setor de beneficiamento primário de ro-chas ornamentais, uma vez que sem esse processo os rejeitos seriam descartados e poderiam causar danos ambientais. Para cumprir tal objetivo, foi desenvolvi-da tecnologia capaz de reduzir custo e tempo de pro-dução de produtos tridimensionais complexos fabri-cados por usinagem de rochas ornamentais.
Agradecimentos
Os autores gostariam de agradecer aos concedentes do Projeto Michelangelo, SEBRAE-ES, FINEP e Ministério da Ciência e Tecnologia pela oportunida-de dada e pela confiança depositada na equipe. À TecVitória, sem a qual parceria não conseguiríamos realizar o projeto de forma satisfatória e pelo emprés-timo a câmera termográfica utilizada neste trabalho. Os autores também agradecem aos parceiros deste projeto: Revest Mármores e Granitos, Zaruc Tecno-logia e a Rochaz Service. Principalmente, gostaría-mos de agradecer à UCL e seus representantes, por ter em sua filosofia, desde sua gênese, a convicção que a pesquisa científica faz parte, e é inseparável, do processo de ensino superior e desenvolvimento de um País. Felipe N. Martins também agradece ao Ins-tituto Federal do Espírito Santo por permitir sua par-ticipação no projeto Michelangelo.
Referências Bibliográficas
Abirochas, 2006a. O Setor de Rochas Ornamentais e de Revestimento, Informe no 004/2006. São Paulo: Associação Brasileira da Indústria de Rochas Ornamentais.
Abirochas, 2006b. O Setor de Rochas Ornamentais e de Revestimento, Informe no 032/2006. São Paulo: Associação Brasileira da Indústria de Rochas Ornamentais.
Ancient Worlds, 2006. The sphinx and the robot. Disponível: http://www.ancientworlds.net/aw/article/690208 - on line [Capturado em 17 de Março de 2006].
Bauer, J., Milling robot for processing the internal walls of inaccessible pipelines. U.S. Patent n. 8,573,889, 5 nov. 2013.
Bauer, J. et al. Analysis of Industrial Robot Structure and Milling Process Interaction for Path Manipulation. In: Process Machine Interactions. Springer Berlin Heidelberg, 2013. p. 245-263.
Bovere Graniti, 2006. Bovere Graniti - Cutting edge technolo-gies. Disponível: http://www.bovere.it/en/tecnologie.php - on line [Cap-turado em 17 de Março de 2006].
Brinkmann, V. et al., 2005. Case study: Copying Calígula. Dis-ponível: www.ceg.ncl.ac.uk/heritage3d/downloads/case%20study%205.pdf - on line [Capturado em 17 de Março de 2006].
Cano Marchal, P. et al. Iterative Learning Control for Machining with Industrial Robots. In: 19th IFAC World Congress. 2014.
Cardoso, G. D. (Coordenador), 2004. Arranjo produtivo local de rochas ornamentais do Espírito Santo: Levantamento de necessidades e propostas de ações de financiamen-to. Vitória: BANDES.
Chiodi Filho, C.; Rodrigues, E. P.; Artur, A. C., 2004. Panorama Técnico-Econômico do Setor de Rochas Ornamentais no Brasil, São Paulo, UNESP, Geociências, v. 23, n. 1/2, p. 5-20.
Cruz, F. B. C., Development of a force model representative of a milling process presenting a spatial behavior. In: Robotics Symposium and Latin American Robotics Symposium (SBR-LARS), 2012 Brazilian. IEEE, 2012. p. 296-301.
Gonzalez, R. C.; Woods, R. E., 2000. Processamento de Imagens Digitais, Edgard Blucher.
Klimchik, A. et al. Compliance Error Compensation in Robotic-Based Milling. In: Informatics in Control, Automation and Robotics. Springer International Publishing, 2014. p. 197-216.
Lima, C. B., 2003. Engenharia Reversa e Prototipagem Rápida: Estudos de Casos, Dissertação de Mestrado, Campinas, Universidade Estadual de Campinas.
Ministério da Educação – Secretaria de Educação Profissional e Tecnológica, 2007. Rochas Ornamentais.
SEBRAE-ES, 2006. Catálogo de fabricantes de máquinas para o setor de rochas ornamentais, Vitória: SEBRAE.
Weiler, L. D.; Reimbold, M.; Campos, M., Projeto e desenvolvimento da articulação z para um robô manipulador do tipo cartesiano com fresadora. Salão do Conhecimento, v. 1, n. 01, 2013.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
3189