Embed Size (px)
Citation preview

Processos de Fundição
O processo de fundição consiste em vazar (despejar) metal líquido num molde contendo
uma cavidade na geometria desejada para a peça final.
Os processos podem ser classificados pelo tipo de molde e modelo e/ou pela força ou
pressão usada para preencher o molde com o metal líquido. O processo de fundição permite
obter, de modo econômico, peças de geometria complexa, sua principal vantagem em
relação a outros processos.
O processo de fundição aplica-se a vários tipos de metais, tais como aços, ferros fundidos,
alumínio, cobre, zinco, magnésio e respectivas ligas.
Porém existem também desvantagens. Os aços fundidos, por exemplo, podem apresentar
elevadas tensões residuais, microporosidade, zonamento e variações de tamanho de grão.
Tais fatores resultam em menor resistência e ductilidade, quando comparados aos aços
obtidos por outros processos de fabricação como conformação a quente.
Processos Típicos
Classificação
Existe muitas variantes no processo de fundição (grau de automação, produtividade,
precisão dimensional, acabamento superficial), entretanto destaca-se a influência do tipo de
molde nas propriedades físicas do material resultante. A taxa de extração de calor através
do molde determina o tamanho final de grão, e, portanto a característica de resistência
mecânica da peça.
Por este motivo os processos de fundição são muitas vezes classificados de acordo com o
tipo de molde utilizado.
Os processos típicos podem ser classificados em quatro grupos básicos:
a) Areia Verde (molde é descartável)

b) Molde Permanente (molde é metálico, bipartido).
c) Injeção (molde é metálico, o metal líquido entra sob pressão)
d) Cera Perdida (molde e modelo são descartáveis)

Etapas do Processo de Fundição
Etapas do Processo de Fundição
Apesar do grande número de variantes do processo de fundição, a obtenção dos diferentes
tipos de ferros fundidos pode ser sintetizada de acordo com o fluxograma a seguir:
Veja abaixo os passos de fundição em molde de areia de uma peça cilíndrica com furo
passante.

Seleção do Processo
Fatores a Considerar O tipo de processo a usar deve ser escolhido adequadamente. Os mais importantes fatores
a considerar são:
Quantidade de peças a produzir
Projeto da fundição
Tolerâncias requeridas
Grau de complexidade
Especificação do metal
Acabamento superficial desejado
Custo do ferramental
Comparativo econômico entre usinagem e fundição
Limites financeiros do custo de capital
Requisitos de entrega
Comparação entre Processos
Resumo das características dos principais processos de fundição, incluindo os grupos:
fundição em areia, fundição em moldes de precisão (molde permanente, fundição sob
pressão, molde cerâmico...), fundição em casca e, molde de cura química. Tabela comparativa entre processos de fundição

Noções sobre a Teoria de Solidificação
Nucleação e Crescimento
Um metal no estado sólido possui átomos que vibram com certa freqüência em torno de
posições geométricas definidas (determinadas pelo tipo de arranjo cristalino específico do
metal em questão). No estado líquido, tais átomos, além de vibrarem, não possuem posição definida, pois estão
em movimento dentro do líquido.
Por se movimentarem, os átomos no estado líquido entram em colisão, envolvendo milhares
de átomos simultaneamente.
Pode-se imaginar que nesta colisão, surge um agrupamento momentâneo de átomos,
formando um núcleo, com um dado arranjo atômico (CCC, CFC, HC, etc.). O núcleo é um
sólido que pode crescer ou se dissolver, dependendo da temperatura do sistema. O
crescimento do sólido se dá por migração de átomos do líquido para o sólido, acoplando os
átomos nas posições de equilíbrio do reticulado que é específico do metal em questão,
conforme indicado na figura.
A temperatura na qual ocorre equilíbrio termodinâmico entre um sólido e seu respectivo
líquido é a temperatura de fusão (que é igual à de solidificação apenas em substâncias
puras e sistemas eutéticos). Contrariamente ao senso comum, tal definição não significa que
a solidificação se inicia nesta temperatura.
O estudo da solidificação envolve duas abordagens distintas. Na abordagem termodinâmica,
analisam-se as energias envolvidas na solidificação enquanto na abordagem cinética,
analisa-se a velocidade com que os processos (de nucleação e crescimento) acontecem.
Trataremos aqui da abordagem termodinâmica.
Temperatura na Solidificação
A solidificação é composta dos processos de NUCLEAÇÃO e CRESCIMENTO DE
CRISTAIS a partir de um líquido. Ocorre no resfriamento, conforme curva de temperatura
abaixo. (Recalescência = Elevação súbita e espontânea da temperatura durante o
resfriamento).

CURVA TÍPICA DE TEMPERATURAS DE RESFRIAMENTO
Na região L (estado líquido), a temperatura diminui por efeito de transmissão de calor
através do molde. A temperatura aumenta a Partir de Tf -DT pelo efeito de rescalescência.
Inicia-se a solidificação, através do aparecimento dos primeiros núcleos sólidos. No patamar
L+S há a coexistência dos estados líquidos e sólidos. Ao final do patamar toda a massa está
solidificada ( início da região S).
Note: a solidificação se inicia numa temperatura situada no intervalo DT, portanto o líquido
se encontra abaixo da temperatura de fusão ( Tf ),super-resfriado.
Balanço de Energia - Energia de Gibbs
Em sistemas sob pressão e temperatura constantes, a energia controladora do processo é a
energia livre de Gibbs (G).
Tal energia é definida por
G = H -TS
Onde: T é a temperatura, H é a entalpia e S a entropia da substância em questão.
A entalpia pode ser entendia fisicamente como uma medida da quantidade de calor existente
na substância e a mesma é “estocada” na forma de amplitude de vibração dos átomos.
Portanto, a medida da entalpia (unidades de energia) reflete uma medida da energia de
ligação entre os átomos.
Por sua vez, a entropia pode ser entendida como uma medida da desorganização interna da
substância, isto é, uma medida de como os átomos se arranjam. Em um líquido, os átomos
se arranjam de modo desordenado enquanto em um sólido, há maior ordenação (menor

entropia), pois os átomos ocupam posições regulares (formando o reticulado cristalino CCC,
CFC e outros).
Sabe-se que no universo a energia é constante e que a variação da entropia é igual ou
maior que zero (tendência à desordem)
A energia de Gibbs é portanto um parâmetro indicador da estabilidade em sistemas sob
temperatura e pressão constantes. O sistema tende a seu estado de mínima energia livre.
Para o caso de transformação de fases numa substância, trabalha-se com a variação da
energia livre DG , na forma:
DG= G sólido – G líquido ou DG = DH-TDS
onde DH é a variação de entalpia e DS é a variação de entropia entre os estados da
transformação (líquido e sólido).
Como conseqüência do fato de que o sistema (sob temperatura e pressão constantes) tende
a evoluir no sentido de minimizar a energia livre de Gibbs, temos que a variação desta
energia (DG) é um valor que indica o sentido espontâneo de uma reação (quando o sistema
se encontra sob temperatura e pressão constantes), de acordo com:
se DG > 0 : reação impossível (não ocorre)
se DG = 0 : reação em equilíbrio
se DG < 0 : reação pode ocorrer (sentido espontâneo)
Além do aspecto de que o valor de DG indica a tendência de reação , tal valor é uma medida
da energia disponível para que ocorra a reação, podendo ser interpretado como a força
motriz da transformação. Quanto mais negativo for DG, maior a força motriz e maior a
tendência de ocorrer a reação.
Termodinâmica da Nucleação
O objeto deste enfoque é a energia envolvida no processo, particularmente a força motriz e
a barreira energética.
A nucleação é um fenômeno que pode ocorrer com a formação de núcleos diretamente a
partir do líquido (nucleação homogênea) ou com a formação de núcleos sobre superfícies
pré-existentes (nucleação heterogênea), abordadas abaixo:
Nucleação Homogênea
O início da solidificação ocorre com a formação de núcleos sólidos estáveis que
posteriormente crescem.
Para que haja formação destes núcleos, é preciso que DG£ 0
Por outro lado, a formação de um núcleo envolve duas energias.
A primeira é uma energia de volume (DGVOL), resultante da transformação do líquido em
sólido e que é liberada pelo sistema, atuando como força motriz da solidificação.
A segunda é uma energia de superfície (DGSUP), pois o surgimento do núcleo implica na
criação de uma interface entre sólido e líquido, que exige consumo de energia pelo sistema
e atua como barreira à solidificação.
Assim,
DGTOTAL= DGSUP + DGVOL£ 0

Uma vez que a nucleação se inicia com um certo super-resfriamento, DGVOL é sempre
negativo sendo a força motriz do processo de solidificação. Assumindo-se que o núcleo
inicial seja esférico, tal variação de volume é proporcional ao cubo do raio da esfera.
(DGVOL ~ R3 )
Por outro lado, a criação da interface sólido-líquido exige consumo de energia e o DGSUP é
positivo e proporcional à superfície da esfera, isto é, proporcional ao quadrado do raio
(DGSUP ~R2).
As energias são ilustradas na figura abaixo:
Observa-se que o DGTOTAL é menor que zero para raio do núcleo igual a R1, o que sugere
que o menor núcleo estável é aquele que possui raio R1.
Todavia, caso se forme momentaneamente um núcleo com raio igual a R2, (onde D
GTOTAL > 0), tem-se duas possibilidades:
O núcleo pode perder átomos para o líquido, reduzindo seu tamanho e, conseqüentemente,
aumentando DGTOTAL (seta 1), o que é termodinamicamente impossível (aumentar DG
significa DG>0)
Outra possibilidade é o núcleo receber átomos do líquido, aumentando seu tamanho e,
conseqüentemente, diminuindo DGTOTAL (seta 2), o que é termodinamicamente viável (DG
< 0).
Portanto, qualquer núcleo momentaneamente formado com tamanho entre Rc e R1, embora
tenha gerado um DGTOTAL > 0 (o que o torna instável), tende a crescer (direção da seta 2)
pois isto reduz o DGTOTAL.
Do exposto resulta que existe um tamanho mínimo para que os núcleos possam crescer e
se tornar estáveis. Este tamanho mínimo recebe o nome de raio crítico (Rc).
A este reio crítico corresponde um DGCRIT , que é a barreira energética a ser vencida para
haver solidificação. Esta barreira energética tem origem na necessidade de criar superfície
(DGSUP, que consome energia) e por isso surge a necessidade de haver um certo super-
resfriamento para que o líquido acumule energia volumétrica (DGVOL, força motriz) capaz
de compensar tal barreira energética.

Nucleação heterogênea
A nucleação heterogênea ocorre quando a solidificação ocorre a partir de superfícies pré-
existentes, tais como as paredes do molde ou quando da presença de partículas sólidas no
líquido.
A figura abaixo ilustra que a superfície a ser criada pela nucleação a partir de um substrato
(nucleação heterogênea) é menor, (comparada a da nucleação homogênea) podendo
facilitar o processo, pois exige menor energia de interface (barreira energética).
Observa-se também que o núcleo resultante da presença de um substrato possui menor
volume e, portanto menor número de átomos.
A presença de qualquer tipo substrato não é garantia de facilitar a nucleação, pois depende
da tensão superficial entre núcleo e substrato, isto é, depende da molhabilidade entre ambos
que, por sua vez, depende da composição química do núcleo e do substrato. Esta
molhabilidade pode ser avaliada pelo ângulo.
A análise termodinâmica realizada para a nucleação homogênea pode ser aplicada para a
nucleação heterogênea, porém substituindo-se a variável raio pela variável número de
átomos (N) que constituem um núcleo.
Caso haja molhabilidade entre líquido e substrato, a energia crítica para nucleação torna-se
menor, conforme ilustrado abaixo (quanto maior a molhabilidade, menor é o ângulo q e
menor DGcrit para nucleação heterogênea).

A figura abaixo ilustra as parcelas de energia de superfície, volumétrica e total para o caso
de nucleação com e sem substrato (índices 2 e 1 respectivamente).
A presença de um substrato diminui (de DGS1 para DGS2) a energia de interface a ser
criada (pois parte desta já existe no substrato), reduzindo a energia crítica total (de DGC1
para DGC2) e, portanto o número de átomos necessários para formar o núcleo crítico (de N1
para N2), facilitando a nucleação. (A presença de substrato diminui o número de átomos,
mas não diminui o raio crítico).
Estrutura do Lingote
Desenvolvimento da Macroestrutura
Os metais líquidos são vazados em moldes para obtenção de peças ou lingotes. O lingote
passa posteriormente por processos de deformação plástica visando à produção de chapas,
barras, perfis, etc.
Os grãos que aparecem na estrutura da peça ou do lingote podem ter diferentes tamanhos
dependendo das taxas de extração de calor e gradientes térmicos em cada momento da
solidificação.

Regiões de Granulação
Em geral existem três regiões de grãos que se classificam como:
Zona coquilhada: região de pequenos grãos com orientação cristalina aleatória, situada na
parede do molde. Próximo à parede existe maior taxa de extração de calor e, portanto
elevado super-resfriamento, que favorece a formação destes grãos.
Os grãos da zona coquilhada tendem a crescer na direção oposta a da extração de calor.
Porém algumas direções cristalinas apresentam maior velocidade de crescimento que
outras.
Zona Colunar: região de grãos alongados, orientados na direção de extração de calor. Os
grãos da zona coquilhada que possuem as direções cristalinas de maiores velocidades de
crescimento alinhadas com a direção de extração de calor, apresentam aceleração de
crescimento. Esta aceleração gera grãos alongados que compõem a zona colunar, situada
na posição intermediária entre a parede e o centro do molde.
Zona Equiaxial: região de pequenos grãos formados no centro do molde como resultado da
nucleação de cristais ou da migração de fragmentos de grãos colunares (arrastados para o
centro por correntes de convecção no líquido). Nesta região os grãos tendem a ser
pequenos, equiaxiais e de orientação cristalina aleatória.
Defeitos da Solidificação
Denomina-se defeito da solidificação toda a heterogeneidade surgida durante o
esfriamento de um material fundido. A heterogeneidade refere-se à estrutura interna do
material.
As heterogeneidades podem ser:
De natureza física (poros) De natureza química (segregações)
Discorreremos sobre cada uma dos defeitos, dividindo-os segundo a organização abaixo:
Porosidades - Heterogeneidades Físicas
A presença de poros pode ser causada por fenômenos diferentes: contração de solidificação
e presença de gases dissolvidos.
Contrações
Durante a transformação do estado líquido para sólido, ocorre um agrupamento
(empacotamento) dos átomos, formando estruturas ordenadas.
Na absoluta maioria dos casos esta transformação é acompanhada por um aumento da
densidade (conforme ilustra a figura abaixo) e, conseqüentemente, por uma contração, tal
como ilustra a tabela abaixo (valores positivos indicam expansão).

Como resultados da contração de solidificação surgem porosidades no material, que podem
ser de dois tipos:
Macroporosidade
O que é: é um defeito de porosidade que se caracteriza por contrações concentradas em um único ponto da peça (que é a última região a se solidificar), resultando em um vazio grande e com superfície interna rugosa (formada pelas dendritas). Causas: efeito de contração do material na solidificação. Mecanismo de formação: A forma e a localização da macroporosidade depende do tipo de
extração de calor sofrido pelo molde (ver figura abaixo).

Podem ser caracterizados alguns casos típicos:
- Em peças solidificadas unidirecionalmente (p.ex. com a frente de solidificação avançando
de baixo para cima), há redução das dimensões da peça em apenas uma direção. Neste
caso não se forma propriamente uma porosidade (ou cavidade), mas um rebaixo na
superfície da peça (denominado de “rechupe”).
- No caso da extração de calor ocorrer igualmente nas três direções, forma-se uma cavidade
no centro da peça..
- No caso de uma superfície extrair calor mais lentamente que as demais, forma-se um
rechupe na região que se solidificou por último.
Como evitar/reduzir: Uma técnica comum de se controlar a cavidade resultante das
contrações de solidificação consiste no uso de alimentadores (denominados de
“massalotes”), que são reservatórios de metal posicionados próximos da última região a se
solidificar. Tais reservatórios tem a função de fornecer líquido para a frente de solidificação
de modo que o rechupe se desloque para o massalote, resultando em uma peça sem
macroporosidade. Após a solidificação, o massalote é separado (cortado) da peça e
descartado. O material descartado pode ser reciclado em fusões posteriores.
Microporosidade O que é: é um defeito de porosidade que se caracteriza por suas pequenas dimensões e por estar distribuído ao longo da peça. Causas: Formam-se quando as dendritas presentes na frente de solidificação (interface L-S) são de grande tamanho. Mecanismo de formação: Há dificuldade de o metal líquido penetrar entre as dendritas na interface L-S, devido à perda de carga. Com isto não são compensadas as contrações locais, aparecendo porosidades entre os braços das dendritas.
Como evitar/reduzir: aumentar a extração de calor na peça através do uso de resfriadores
na parede do molde, ou usar moldes metálicos.
Observe na figura abaixo os casos de ocorrências de porosidade.

A figura abaixo mostra a formação típica das dendritas em materiais com pequeno intervalo
de solidificação. Observe que não há formação de porosidades.
Para materiais com grande intervalo de solidificação a formação típica das dendritas leva ao
aparecimento de microporosidades, como mostrado abaixo.

Condições para o surgimento de Micro ou Macroporosidades O fator de dependência mais determinante no tipo de porosidade é o intervalo de solidificação. Ver figura Ligas metálicas com pequeno intervalo de solidificação (caso também de metais comercialmente puros) possuem dendritas pequenas na interface L-S e tendem a gerar macroporosidades. Exceção: o alumínio é um caso excepcional, que apesar de apresentar dendritas pequenas, grande contração de solidificação
Ligas metálicas com grande intervalo de solidificação (caso de alguns latões) apresentam
dendritas grandes na interface L-S e tendem a gerar microporosidades.
Gases Dissolvidos O que é: são bolhas de gás aprisionadas dentro da peça Causa: dissolução de gases por metais em estado líquido Mecanismo de formação: Ao se solidificarem, os metais líquidos reduzem as condições de solubilidade do gás, formando bolhas que podem ficar aprisionadas. Ver exemplo do caso do alumínio na figura abaixo. A porosidade neste caso tem uma parede lisa. Casos típicos de ocorrência: Alumínio e aços efervecentes.
Para reduzir a ocorrência deste tipo de porosidade existem várias técnicas:
-Manter baixa a temperatura do metal líquido, minimizando assim a dissolução dos gases no metal -Adicionar materiais que possa combinar-se com o gás e formar massa sólida -Fundir sob condições de vácuo

-Borbulhar gás inerte (argônio, nitrogênio) no metal líquido arrastando os gases dissolvidos para fora da massa de metal.
Segregações – Heterogeneidade Química
Características Gerais
É outro tipo de defeito que pode ocorrer em peças fundidas, também denominado
heterogeneidade química.
O que é: é a distribuição heterogênea de elementos de liga e impurezas dentro da estrutura do material Causa: é provocada pela solidificação fora das condições previstas pelo diagrama de equilíbrio Mecanismo de formação: Como este mecanismo de formação de defeitos é um pouco
mais complexo será descrito com mais detalhes.
Origem da segregação
A solidificação de ligas metálicas ocorre em geral conforme a faixa de temperaturas
mostrada na figura (exceto no caso de ligas eutéticas).

O metal ao ser resfriado atinge a temperatura liquidus. Nesta temperatura surgem os
primeiros núcleos sólidos
Na continuidade surgem mais núcleos e crescem os núcleos existentes
Em condições de equilíbrio (resfriamento lento) , cada partícula sólida na mistura L+S possui
a composição correspondente à linha solidus
Por sua vez o líquido tem a composição ditada pela linha liquidus.
Conseqüências
A presença de segregação traz como conseqüência o fato de que o último líquido a se
solidificar (e que se situa no contorno de grão), tem temperatura de fusão mais baixa que o
resto do material (mais baixa inclusive do que aquela prevista pelo diagrama de equilíbrio).
No caso de um reaquecimento da peça (por exemplo, no tratamento térmico posterior), pode
ocorrer fusão (localizada) da região do contorno de grão, enquanto o centro do grão
permanece sólido. Esta fusão localizada do contorno recebe o nome de liquação e resulta
em intensas distorções dimensionais na peça (grandes empenhamentos) chegando a
inutilizá-las.
A presença de impurezas tende a agravar o fenômeno, na medida em que as mesmas
tendem a serem rejeitadas, durante a solidificação, dos núcleos sólidos para o líquido
remanescente, resultando em concentrações elevadas nos contornos de grão.
Outros tipos de Segregação
Além do zoneamento (que é uma microssegregação), existem outros tipos de
heterogeneidades químicas, tais como:
Macrossegregação (normal e inversa):
A macrossegregação tem a mesma origem da microsegregação, isto é, é causada pela

rejeição de soluto do sólido para o líquido durante a solidificação. A diferença está no fato de
que a macrossegregação ocorre ao longo da peça (e não apenas dentro do grão).
Uma vez que a solidificação ocorre da parede do molde para o centro da peça, é comum
que ocorra aumento da concentração de solutos da periferia para o centro da peça. Este tipo
de macrossegregação é denominada de segregação normal.
Como a macro e a microsegregação tem a mesma origem, as peças fundidas costumam ter
simultaneamente heterogeneidade dos dois tipos.
Em alguns casos, particularmente nas ligas com grande intervalo de solidificação, o líquido
presente entre as dendritas é bombeado para trás da frente de solidificação. Portanto a
concentração de soluto diminui da periferia para o centro da peça e este tipo de segregação
é denominado segregação inversa. Aqui há casos onde o líquido (rico em impurezas) chega
a sair pelas paredes da peça (a peça “transpira”), sendo tal fenômeno denominado
exsudação.
Segregação gravimétrica:
É outro tipo de segregação, que tende a ocorrer quando a composição química da liga é tal
que, durante a solidificação formam-se fases sólidas com densidades muito diferentes.
Durante a solidificação em ferros fundidos nodulares, forma-se primeiro a grafita (baixa
densidade) no metal líquido (maior densidade). Portanto a grafita tende a boiar (fenômeno
denominado de flotação). As grafitas flotantes podem movimentar-se e alinharem-se na
peça, criando uma região de concentração.
Fundição Contínua
Introdução – Fundamentos
O processo de fundição de ferro evoluiu ao longo do tempo, acompanhando as
necessidades do desenvolvimento industrial e da vida moderna. Fatores como velocidade de
consumo, sofisticação de maquinário com exigência de partes mais precisas, demandaram
novas tecnologias para a fabricação de peças de ferro fundido.
A proposta de um sistema contínuo de fundição, desenvolvido na Europa após a segunda
guerra, respondeu a muitas destas demandas, possibilitando essencialmente uma produção
rápida e de qualidade. Neste processo, atualmente muito difundido nos países
desenvolvidos, é possível obter perfis e tubos de vários formatos, com propriedades
uniformes e sem os defeitos inerentes à fundição convencional (areia).
No Brasil o processo foi introduzido em 1975 pela Indústria de Fundição Tupy
(www.tupy.com.br). O material apresentado neste módulo é baseado na experiência de
fabricação e produtos desta empresa.
Perfis produzidos por fundição contínua
O que é: O processo de fundição contínua consiste em fundir e conformar o produto final
numa única operação, eliminando tempos intermediários de esfriamento em moldes,
garantindo controle e constância de propriedades físicas e geométricas de cada produto.
Etapas do processo: Após a combinação criteriosa de matérias primas e respectiva fusão
em forno apropriado, o metal líquido é transferido para o trem de conformação contínua.
Passa por uma coquilha de conformação, definindo a seção transversal do perfil. Segue-se o
resfriamento, corte e quebra.
Veja abaixo a ilustração do funcionamento do trem de fundição contínua.
Vantagens
O produto da fundição contínua oferece três vantagens fundamentais, que são: menos
sobremetal a remover (semi-acabado mais próximo da dimensão final - ver exemplos na
figura abaixo), melhor usinabilidade e boas propriedades mecânicas e metalúrgicas,
conforme descrito abaixo:

Menos Sobremetal para Usinar
Como as barras produzidas são mais próximas do formato final desejado, os custos de
usinagem ficam reduzidos.
É possível produzir perfis de vários formatos geométricos. Além disto, como não existem
ângulos de saída, inclusões e defeitos superficiais, o sobremetal a ser removido por
usinagem é bastante reduzido.
Melhor usinabilidade
As características que garantem uma boa usinabilidade podem ser relacionadas a:
uniformidade da microestrutura,
ausência de inclusões abrasivas ( não há grãos de areia),
ausência de camada descarbonetada, e
produção em ferros fundidos cinzentos e nodulares de alta qualidade
Observe-se ainda que a presença de grafita na estrutura favorece a quebra de cavaco e
atua como lubrificante. Todos os fatores citados permitem maiores velocidades de corte e
menor desgaste de ferramentas.
Peças resultantes sem porosidade
Este defeito de fundição, causado por liberação de gases, é praticamente eliminado pois
todos os fatores relacionados com o vazamento em molde não existem. O molde usado
neste processo é de grafite, que não libera gases em alta temperatura. A única possível
fonte de formação de gases são os gases dissolvidos no metal líquido.

Ausência de Rechupes
Os rechupes, normalmente formados em peças fundidas em moldes de areia são evitados
na fundição continua, pois o molde é rígido, isto é, não se expande durante a solidificação,
permitindo uma alimentação adequada da peça. Além disto, as barras produzidas tem
geometria bem definida, o que possibilita um controle eficiente do processo de solidificação.
Menor densidade em relação ao aço
O produto da fundição continua possui densidade 10% menor do que o aço.
A grafita presente no ferro fundido é responsável por esta diferença.
Densidade FºFº em fundição continua = 7,20 g/cm3
Densidade do aço = 7,86 g/cm3.
Estrutura mais refinada
O uso de molde de grafite refrigerado resulta numa estrutura mais refinada em relação à
fundição convencional em areia, consideradas peças de mesma espessura. O produto
resultante tem, portanto melhores propriedades mecânicas.
Tratamentos pós-fundição
Os perfis e barras produzidos pela fundição contínua são passíveis de tratamentos térmicos
e superficiais para obtenção de características especiais.
Ligas de alta resistência
Dentre os produtos obtidos no estado bruto de fundição, o ferro fundido nodular perlitico de
classe FE70002 possui no mínimo 700 Mpa de tensão limite de resistência.
Todavia, mediante tratamento térmico é possível obter um produto ainda mais resistente,
com tensão limite de resistência entre 850 e 1600 Mpa com valores de alongamento de até
6%. Este produto, resultante do tratamento térmico de austempera feito em um ferro fundido
nodular, é conhecido mundialmente como ADI (austempered ductile iron) e se caracteriza
por possuir grafita nodular em uma matriz composta de ferrita e austenita de alto carbono.
(Alguns textos denominam incorretamente este material de ferro fundido nodular bainítico,
embora sua matriz não contenha bainita, mas ferrita e austenita).
Ferros fundidos nodulares submetidos a tratamento de austêmpera são indicados para
fabricação de engrenagens, eixos de comando de válvulas, pinos buchas e componentes
que necessitem boa tenacidade combinada com alta resistência ao desgaste.
Existe possibilidade de obter uma vasta gama de combinações de propriedades mecânicas,
já que este material tem alta temperabilidade. Pode ser submetido a têmpera , revenido e
normalização.
Tratamentos superficiais
Os objetivos destes tratamentos é a elevação da resistência ao desgaste (nitretação,
têmpera superficial), ou à fadiga (shot peening) ou à corrosão (cromagem). Os produtos de fundição contínua permitem a cromagem (peças para vidraria), nitretação,
shot peening (engrenagens) e têmpera superficial (eixos de comando de válvulas).
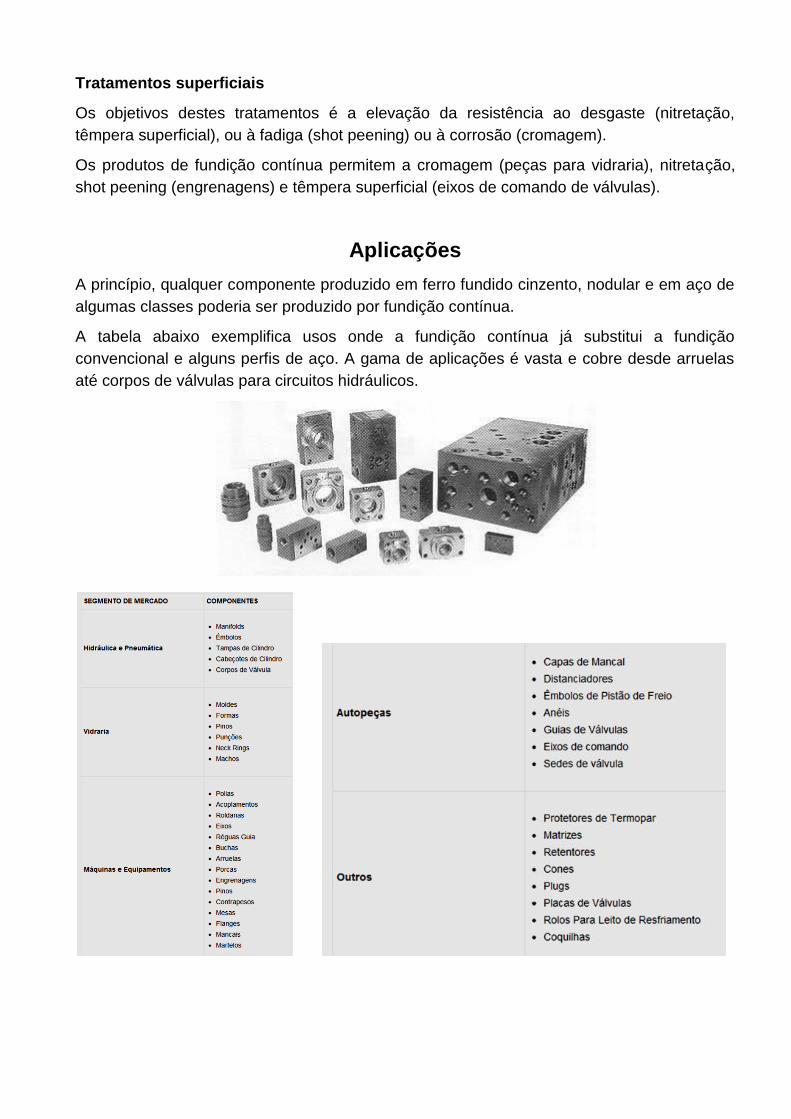
Aplicações
A princípio, qualquer componente produzido em ferro fundido cinzento, nodular e em aço de
algumas classes poderia ser produzido por fundição contínua.
A tabela abaixo exemplifica usos onde a fundição contínua já substitui a fundição
convencional e alguns perfis de aço. A gama de aplicações é vasta e cobre desde arruelas
até corpos de válvulas para circuitos hidráulicos.

Materiais da Fundição Contínua
Na fundição continua produzem-se atualmente dois tipos de material: o ferro fundido
cinzento e o ferro fundido nodular.
A seguir descrevem-se as características de cada um destes materiais, usando-se como
exemplificação as classes produzidas pela Tupy.
Ferro Fundido Cinzento
Característica principal: o ferro fundido cinzento produzido por fundição contínua
apresenta carbono na forma de grafita lamelar como característica dominante de
microestrutura (Classes FC200, FC300 e GMI da Tupy).
Propriedades Mecânicas: são dependentes da estrutura final obtida, isto é, dependem da
matriz metálica e da quantidade e forma da grafita.
Menor resistência mecânica - está associada a maiores quantidades de grafita, veios mais
longos, e maiores quantidades de ferrita.
Maior resistência mecânica - está associada à grafita mais refinada e matriz perlítica, que
confere ao material melhor acabamento superficial e maior dureza.
Medição de propriedades mecânicas
Os corpos de prova para avaliação das propriedades mecânicas de tensão limite de
resistência à tração, dureza e microestrutura são extraídos das barras, conforme as
posições mostradas na figura abaixo.
Para a tensão limite de resistência à tração, o eixo do corpo de prova é alinhado com o eixo
longitudinal da barra.
Para a dureza e a microestrutura o eixo do corpo de prova é contido no plano da seção
transversal (para barras de até 130 mm de diâmetro).
Para barras de menores dimensões (< 130mm de diâmetro) todos os corpos de prova são
extraídos paralelamente ao eixo longitudinal da barra.
Para barras com formatos especiais os corpos de prova podem ser tirados de outras seções.

Classes - Ferro Fundido Cinzento
Ferro Fundido Cinzento Perlítico/Ferrítico (FC 200)
Características específicas: tem excelente usinabilidade, reduzindo desgaste de
ferramentas, aumentando as possíveis velocidades de corte e permitindo estreitas
tolerâncias dimensionais.
Uso: recomendados para aplicações que requeiram moderadas propriedades mecânicas.
Microestrutura: apresenta grafita em forma de veios (lamelas), formaVII, tipo A, tamanhos 3
- 6, de acordo com ASTM A 247.
A matriz é predominantemente perlítica, contendo ferrita na proporção entre 5 e 20%.
A periferia é de grafita tipo D, tamanho 6 - 8, em matriz essencialmente ferrítica, com
conteúdo máximo de 5% de carbonetos dispersos.
Microestrutura típica no núcleo (esq.) e periferia (dir.)
Propriedades Mecânicas: valores típicos tomados de corpos de prova retirados das barras
na seção médio-raio. Os valores da tabela abaixo são orientativos e seguem as exigências
do teste de resistência à tração conforme a norma ABNT NBR 6589.
Nota: as faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de forma a
controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de aproximadamente
0,20%.

Ferro Fundido Cinzento Perlítico (FC 300)
Características Específicas: a estrutura totalmente perlítica proporciona elevadas
propriedades mecânicas e bom acabamento superficial. Outra característica importante é a
estanqueidade, que aliada ao bom desempenho mecânico torna o material adequado para
uso sob condições de alta pressão hidráulica.
Uso: Para componentes hidráulicos em altas pressões de trabalho como: manifolds, corpos
de válvulas, cabeçotes, tampas e êmbolos.
Microestrutura: é constituída de grafita em forma de veios (lamelas), formaVII, tipo A,
tamanhos 3 - 6, de acordo com ASTM A 247.
A matriz é predominantemente perlítica, podendo conter ferrita na proporção de até 10%.
A periferia é de grafita tipo D, tamanho 6 - 8, em matriz ferrítica/perlítica, com conteúdo
máximo de 5% de carbonetos dispersos.
Microestrutura típica no núcleo (esq.) e periferia (dir.)
Propriedades Mecânicas: valores típicos tomados de corpos de prova retirados das barras
na seção médio-raio. Os valores da tabela abaixo são orientativos e seguem as exigências
do teste de resistência à tração conforme a norma ABNT NBR 6589.
Nota: as faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de
forma a controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de
aproximadamente 0,20%.

Ferro Fundido Cinzento com Grafita Refinada (GMI) Característica Específicas: é um ferro fundido com grafita essencialmente do tipo D.
Possui grafita extremamente refinada que lhe confere excelente acabamento superficial.
Destaca-se a alta usinabilidade e boa condutividade térmica. Exposto a consecutivos ciclos
térmicos de aquecimento/resfriamento, apresenta boa estabilidade dimensional devido ao
pequeno tamanho da grafita e da matriz essencialmente ferrítica.
Uso: Moldes e acessórios para a indústria vidreira. Êmbolos para pistão de freio.
Microestrutura: é constituída de grafita refinada forma VII, tipo D (80% mínimo), tamanhos
6 - 8, de acordo com ASTM A 247.
A matriz é predominantemente ferrítica, contendo perlita na proporção de aproximadamente
15%, com conteúdo máximo de 5% de carbonetos dispersos.
Propriedades Mecânicas: valores típicos tomados de corpos de prova retirados das barras
na seção médio-raio.
Tensão Limite de Resistência à Tração (mínimo) = 180 MPa
Dureza = 131 - 207 HB
Propriedades Físicas:
Condutividade Térmica,100 a 400 oC = 41 a 44(W/m.K)
Coef. de Dilatação, 20 a 400o C = 10 a 12,5 (10 -6/k)
Composição Química: a tabela abaixo mostra a composição.
Nota 1: as faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de forma a
controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de aproximadamente 0,20%
Nota 2: o Titânio é adicionado com o objetivo de favorecer a formação da grafita tipo D.

FERRO FUNDIDO NODULAR
Característica Principal: o ferro fundido nodular produzido por fundição contínua apresenta
carbono na forma de grafita nodular como característica dominante de microestrutura
(Classes FE 40015, FE 45012, FE 55006 e FE 70002 da Tupy). A grafita nodular é obtida
pela adição de elementos químicos e condições especiais de fabricação, que condicionam
seu crescimento.
Propriedades Mecânicas: são ligadas às proporções de ferrita e/ou perlita da matriz , além
da forma da grafita. A tensão limite de resistência à tração do material bruto situa-se entre
400 e 700 MPa , com valores de alongamento de 2 a 15%.
Classes - Ferro Fundido Nodular
Ferro Fundido Nodular Ferrítico (FE 40015) Característica Específicas: é um ferro fundido com grafita tipos I e II, em matriz totalmente
ferrítica, obtida através de tratamento térmico. Tem excelente usinabilidade, elevada
tenacidade e alta permeabilidade magnética, devido à matriz ferrítica. O material tem
comportamento de resistência (tração e escoamento) similar aos aços SAE 1020 laminados
a quente, na condição bruta de fusão.
Uso: o mesmo indicado para os aços 1020
Microestrutura: é constituída de grafita em forma de nódulos (esferas), formas I e II,
tamanhos 6 - 8, de acordo com ASTM A 247. A matriz é totalmente ferrítica.
Microestrutura típica no núcleo (esq.) e periferia (dir.)
Propriedades Mecânicas: valores típicos tomados de corpos de prova retirados das barras
na seção médio-raio.
Nota 1: as faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de forma a
controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de aproximadamente 0,20%
Nota 2: o Magnésio é adicionado com o objetivo de favorecer a formação da grafita esferoidal.
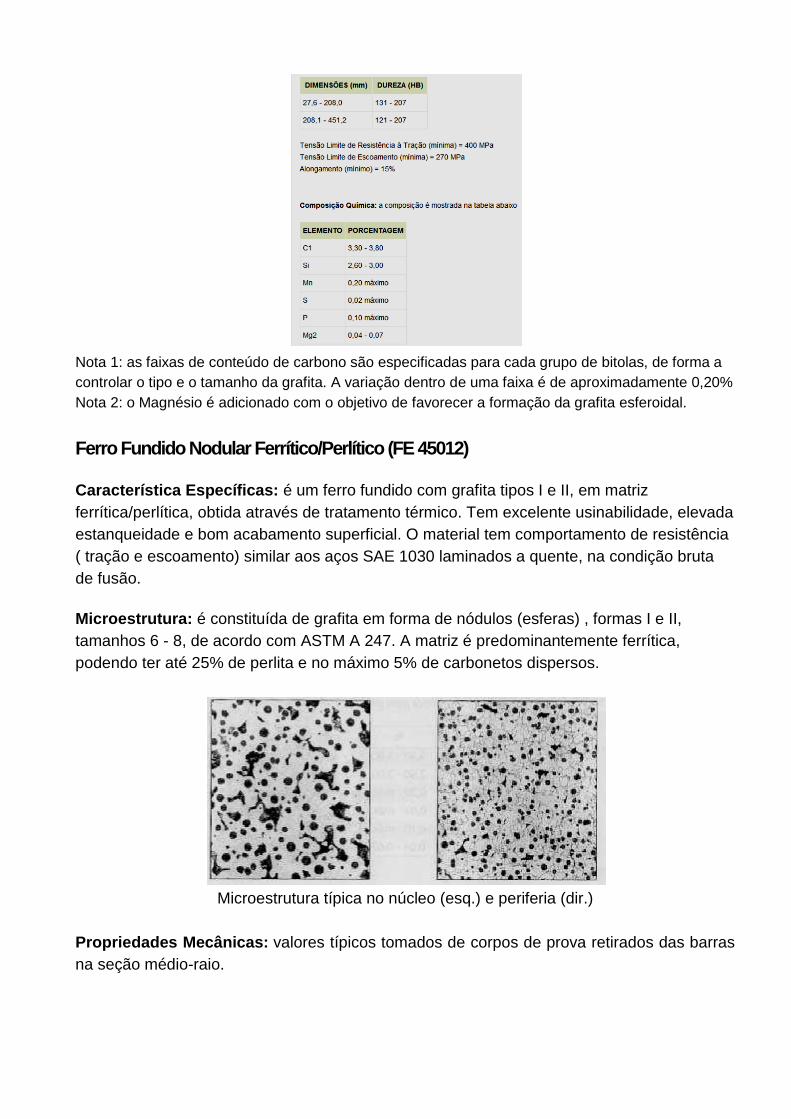
Ferro Fundido Nodular Ferrítico/Perlítico (FE 45012)
Característica Específicas: é um ferro fundido com grafita tipos I e II, em matriz
ferrítica/perlítica, obtida através de tratamento térmico. Tem excelente usinabilidade, elevada
estanqueidade e bom acabamento superficial. O material tem comportamento de resistência
( tração e escoamento) similar aos aços SAE 1030 laminados a quente, na condição bruta
de fusão.
Microestrutura: é constituída de grafita em forma de nódulos (esferas) , formas I e II,
tamanhos 6 - 8, de acordo com ASTM A 247. A matriz é predominantemente ferrítica,
podendo ter até 25% de perlita e no máximo 5% de carbonetos dispersos.
Microestrutura típica no núcleo (esq.) e periferia (dir.)
Propriedades Mecânicas: valores típicos tomados de corpos de prova retirados das barras
na seção médio-raio.

Nota 1: as faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de
forma a controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de
aproximadamente 0,20%.
Nota 2: o Magnésio é adicionado com o objetivo de favorecer a formação da grafita
esferoidal.
Ferro Fundido Nodular Perlítico/Ferrítico (FE 55006) Característica Específicas: é um ferro fundido com grafita tipos I e II, em matriz
perlítica/ferrítica, obtida através de tratamento térmico. Tem elevadas propriedades
mecânicas, boa temperabilidade e bom acabamento superficial. O material tem
comportamento de resistência ( tração e escoamento) similar aos aços SAE 1040 laminados
a quente, na condição bruta de fusão.
Microestrutura: é constituída de grafita em forma de nódulos (esferas) , formas I e II,
tamanhos 6 - 8, de acordo com ASTM A 247. A matriz é perlítica/ferrítica, com
aproximadamente 50% de perlita e no máximo 5% de carbonetos dispersos.
Microestrutura típica no núcleo (esq.) e periferia (dir.)
Propriedades Mecânicas: valores típicos tomados de corpos de prova retirados das barras
na seção médio-raio.
Nota 1: as faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de
forma a controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de
aproximadamente 0,20%.
Nota 2: o Magnésio é adicionado com o objetivo de favorecer a formação da grafita
esferoidal.
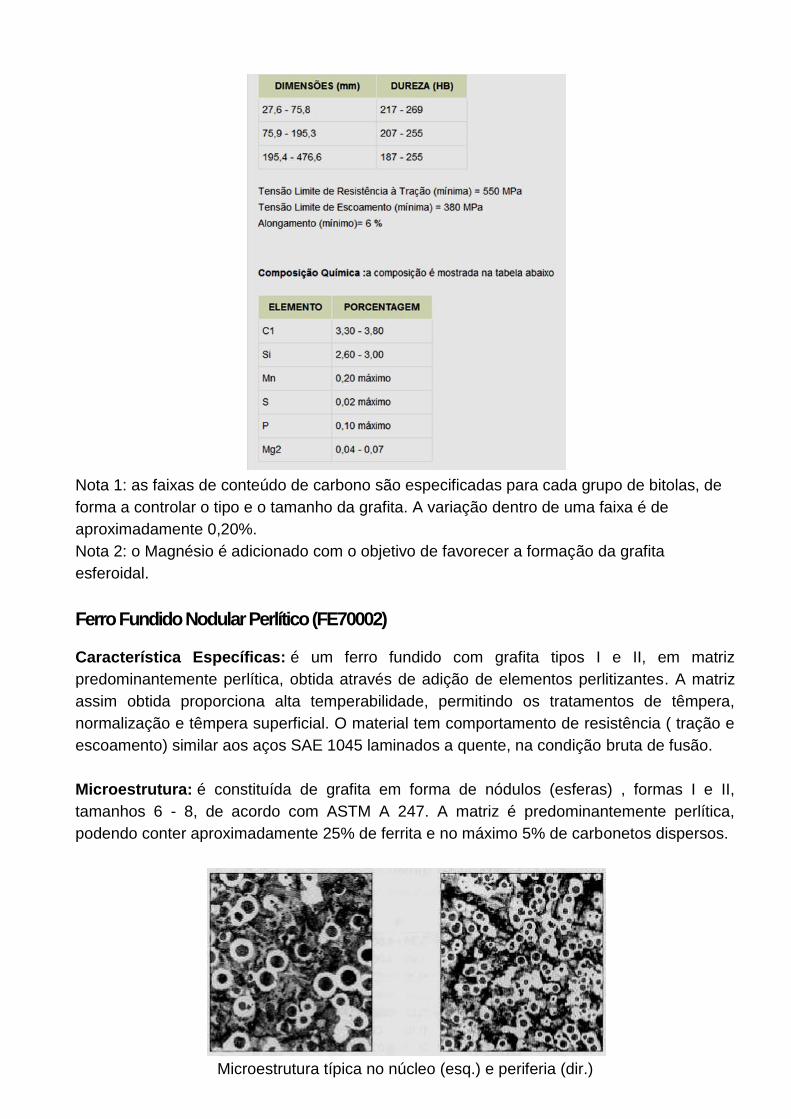
Ferro Fundido Nodular Perlítico (FE70002) Característica Específicas: é um ferro fundido com grafita tipos I e II, em matriz
predominantemente perlítica, obtida através de adição de elementos perlitizantes. A matriz
assim obtida proporciona alta temperabilidade, permitindo os tratamentos de têmpera,
normalização e têmpera superficial. O material tem comportamento de resistência ( tração e
escoamento) similar aos aços SAE 1045 laminados a quente, na condição bruta de fusão.
Microestrutura: é constituída de grafita em forma de nódulos (esferas) , formas I e II,
tamanhos 6 - 8, de acordo com ASTM A 247. A matriz é predominantemente perlítica,
podendo conter aproximadamente 25% de ferrita e no máximo 5% de carbonetos dispersos.
Microestrutura típica no núcleo (esq.) e periferia (dir.)
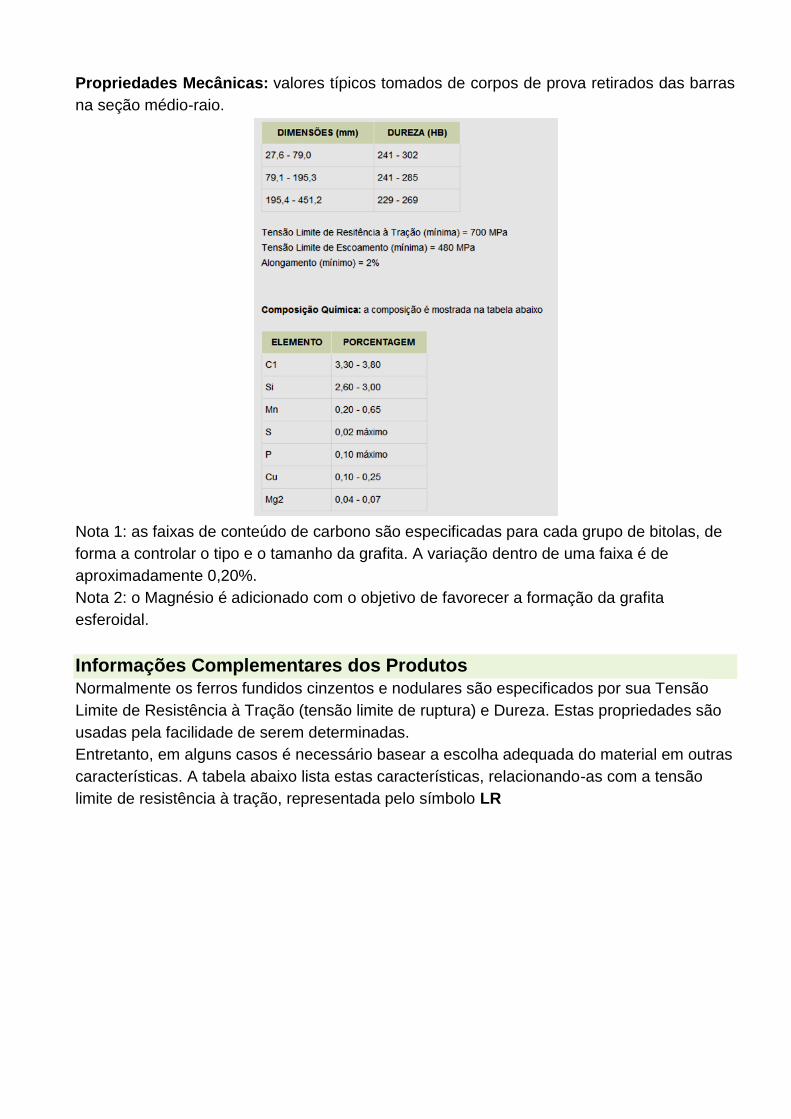
Propriedades Mecânicas: valores típicos tomados de corpos de prova retirados das barras
na seção médio-raio.
Nota 1: as faixas de conteúdo de carbono são especificadas para cada grupo de bitolas, de
forma a controlar o tipo e o tamanho da grafita. A variação dentro de uma faixa é de
aproximadamente 0,20%.
Nota 2: o Magnésio é adicionado com o objetivo de favorecer a formação da grafita
esferoidal.
Informações Complementares dos Produtos
Normalmente os ferros fundidos cinzentos e nodulares são especificados por sua Tensão
Limite de Resistência à Tração (tensão limite de ruptura) e Dureza. Estas propriedades são
usadas pela facilidade de serem determinadas.
Entretanto, em alguns casos é necessário basear a escolha adequada do material em outras
características. A tabela abaixo lista estas características, relacionando-as com a tensão
limite de resistência à tração, representada pelo símbolo LR

Fontes:
(1) DIN 1691
(2) BCIRA BROADSHEET 1
(3) Engineering Data on Nodular Cast Irons
(4) Ferros Fundidos Cinzentos de Alta Qualidade
(5) Metalurgia dos Ferros Fundidos Cinzentos e Nodulares








![Fundicao Solidificacao Aula II[1]](https://img.document.onl/doc/110x75/55cf976f550346d03391990c/fundicao-solidificacao-aula-ii1.jpg)




















