Embed Size (px)
Citation preview

UNIVERSIDADE TUIUTI DO PARANÁ
EDSON MORIKAWA
FELIPE ARTUR DEWES
HULLES MARIANO
FMEA- FAILURE MODE AND EFFECT ANALYSIS
CURITIBA
2016

EDSON MORIKAWA
FELIPE ARTUR DEWES
HULLES MARIANO
FMEA- FAILURE MODE AND EFFECT ANALYSIS
Pesquisa apresentada à disciplina de Engenharia de Manutenção da Graduação do Curso de Engenharia Mecânica da Faculdade de Ciências Exatas e de Tecnologia da Universidade Tuiuti do Paraná como requisito parcial de nota do semestre.
Orientador: Paulo Lagos.
CURITIBA
2016

RESUMO
Trata da ferramenta da qualidade FMEA, que mostra de modo analítico as potenciais falhas de um processo, deste modo é obtida uma lista de possíveis inconformidades, organizada por ordem do risco que elas representam e com respectivas ações a serem tomadas para mitigá-las. Essa lista auxilia na escolha de projetos alternativos com alta confiabilidade durante as etapas iniciais da fase de projeto. Assim garante-se que todas as possíveis falhas de um projeto/processo sejam consideradas e suas probabilidades de ocorrência minimizadas se caso fizer necessário. Surgiu da necessidade de esclarecer a metodologia em questão, por se tratar de uma ferramenta de melhoria continua dentro das empresas, que é aplicada em diversos setores dentro de uma companhia, para assegurar a qualidade de produtos e serviços. Pretende esclarecer os conceitos da referida técnica.
Palavras-chaves: Ferramenta. FMEA. Melhoria Contínua.

LISTA DE FIGURAS
FIGURA 1- MÉTODO FMEA PARA A PRIORIZAÇÃO DE AÇÕES ............................ 8
FIGURA 2- ETAPAS DO FMEA .................................................................................. 9
FIGURA 3- MODOS DE FALHA DE FMEA DE PRODUTO E PROCESSO ............. 11
FIGURA 4- RELAÇÃO ENTRE CAUSA DA FALHA DE PRODUTO E MODO DA
FALHA DE PROCESSO ........................................................................................... 15
FIGURA 5- TIPOS DE FMEA .................................................................................... 31
FIGURA 6- EXEMPLO DE FMEA ............................................................................. 33
FIGURA 7- FMEA DE SISTEMA ............................................................................... 35

LISTA DE TABELAS
TABELA 1- TABELA ETAPAS DO FMEA ................................................................. 10
TABELA 2- CRITERIO PARA SEVERIDADE DA FALHA DO PRODUTO ................ 13
TABELA 3- CRITERIO PARA SEVERIDADE DA FALHA DO PRODUTO ................ 14
TABELA 4- CRITÉRIO PARA ATRIBUIÇÃO DA NOTA DETECÇÃO ....................... 16
TABELA 5- TABELA FMEA DE PRODUTO: EXEMPLO DO QUADRO DE
BICICLETA ................................................................................................................ 17
TABELA 6- TABELA 5W2H. ...................................................................................... 18
TABELA 7- AVALIAÇÃO DE DETECÇÃO FMEA PROCESSO ................................ 26
TABELA 8- AVALIAÇÃO DE OCORRÊNCIA FMEA PROCESSO ............................ 27

SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 6
2 ANALISE DO MODO E DO EFEITO DA FALHA (FMEA) ................................. 7
2.1 ETAPAS DO MÉTODO FMEA ........................................................................... 9
2.2 TABELA FMEA ................................................................................................. 10
2.2.1 Campos item e função ou requisito .................................................................. 10
2.2.2 Campo modo de falha ...................................................................................... 10
2.2.3 Campo efeito potencial da falha ....................................................................... 11
2.2.4 Campo severidade ........................................................................................... 11
2.2.5 Campo causa potencial da falha ...................................................................... 12
2.2.6 Campo ocorrência ............................................................................................ 15
2.2.7 Campo Controles atuais ................................................................................... 15
2.2.8 Campo Detecção .............................................................................................. 16
2.2.9 Campo RPN ..................................................................................................... 16
3 TIPOS DE FMEA ............................................................................................. 19
3.1 BENEFÍCIOS E INFORMAÇÕES GERADAS PELO FMEA ............................. 19
3.2 PRINCÍPIOS FUNDAMENTAIS ....................................................................... 20
4 FMEA DESIGN ................................................................................................ 22
4.1 ESFORÇO DA EQUIPE ................................................................................... 23
4.2 DESENVOLVIMENTO DE UMA FMEA O DESIGN ......................................... 24
5 FMEA DE PROCESSO .................................................................................... 25
6 FMEA SYSTEM ............................................................................................... 28
6.1 IMPLEMENTAÇÃO .......................................................................................... 29
7 FMEA DE SERVIÇOS ...................................................................................... 32
8 APLICAÇÕES .................................................................................................. 33
9 CONCLUSÃO .................................................................................................. 36
REFERÊNCIAS ......................................................................................................... 37
ANEXOS ................................................................................................................... 39

6
1 INTRODUÇÃO
A metodologia FMEA (Failure Mode and Effect Analysis) é uma ferramenta
que visa assegurar e aumentar a credibilidade de determinado produto durante a
fase de projeto ou processo. A técnica consiste basicamente em sistematizar um
grupo de atividades para detectar possíveis falhas e avaliar os efeitos das mesmas
para o projeto/processo. A partir dessas possíveis falhas, identificam-se ações a
serem tomadas para eliminar ou reduzir a probabilidade de que as mesmas ocorram.
Essas ações também vêm a corroborar a majorar a probabilidade de
detecção dessas falhas, para que os produtos ou serviços que apresentam
inconformidades não cheguem ao cliente.
A pesquisa foi motivada pela necessidade de conhecer e compreender a
metodologia FMEA, devido a sua utilização na indústria como suporte para a
melhoria contínua dentro das companhias que tem por objetivo assegurar a
competividade junto aos seus concorrentes.
Trata de uma pesquisa de abordagem qualitativa, onde o referencial teórico
está embasado em diversas fontes sobre o assunto, de modo a certificar a
compreensão do procedimento e como a sua implantação de maneira correta pode
contribuir para a melhoria dentro de uma empresa.

7
2 ANALISE DO MODO E DO EFEITO DA FALHA (FMEA)
A Metodologia FMEA tem procedência de operações militares. É possível
citar algumas tecnologias usadas, atualmente, que tiveram origem na guerra, como
por exemplo, a Internet e a energia nuclear. No caso desta ferramenta, surgiu no
ano de 1949, nos Estados Unidos, neste período, foi denominada de Procedures for
Performing a Failure Mode, Effects and Criticality Analysis (HENRIQUE E FIORIO,
2013).
Quando idealizada, no final da década de 40, o intento da ferramenta era
promover uma técnica para assegurar a boa avaliação de confiabilidade dos
sistemas e falhas em equipamentos. Porém, passado algum tempo a NASA também
passou a fazer o uso da metodologia e principiou algumas variações da ferramenta,
que fora desenvolvida para garantir as conformidades nas operações militares.
Devido o bom desempenho da ferramenta a Ford fez uso do FMEA, no qual
tinha como principal objetivo o cumprimento das normatizações de segurança para
veículos. Atualmente, o seu uso é vasto nos mais diversos segmentos da indústria,
sobretudo no setor automotivo seja ele de peças, veículos ou equipamentos
automotores.
A norma QS 9000, consolidada por intermédio das montadoras norte
americanas, em 1994, incluía como requisito de gestão da qualidade o emprego do
FMEA em produto e processo. Atualmente, a norma ISO/TS 16949:2002 – Quality
management systems – particular requirements for the application of ISO 9001:2000
for automotive production and relevant service part organizations, aceitada pela
cadeia produtiva do setor automotivo, também institui o uso da ferramenta como pré-
requisito de gestão da qualidade (CARPINETTI, 2012).
Trata de um método usado no desenvolvimento de produto e processo para
a proposição de ações de melhoria para minimizar ou eliminar as potenciais falhas,
segundo os devidos critérios analisados. Pode se aplicar tanto na melhoria de
produto quanto na melhoria de processo fabril.
Para o caso de desenvolvimento novos produtos ou processos, o FMEA
pode ser empregado para desenvolver ações que visem minimizar a chance de
ocorrência de uma falha potencial.

8
Portanto, a ferramenta quando aplicado a produto ou processo, enfoca no
desenvolvimento de presumíveis ações de melhoria, corretivas ou preventivas, a
partir da cotação de:
Todos os possíveis modos de falhas;
Os efeitos de cada modo de falha sobre o desempenho do produto ou
processo;
As causas dos modos de falhas.
A partir desse julgamento, a priorização para a tomada de ações para a
eliminação e minimização de falhas e feita com base no juízo crítico de:
Gravidade (severidade) do efeito: o quão severo é o efeito da falha para o
cliente;
Ocorrência da falha: segundo a análise da causa e de outras evidências, qual
a frequência de evento da falha;
Detecção da falha: qual a oportunidade de se detectar o acontecimento da
falha antes que esta provoque o efeito indesejável no cliente.
A figura a seguir mostra como pode ser priorizadas e implantadas as ações
de acordo com a quantificação dos riscos, segundo a combinação de três fatores.
FIGURA 1- MÉTODO FMEA PARA A PRIORIZAÇÃO DE AÇÕES
FONTE: Carpinetti, 2012.

9
2.1 ETAPAS DO MÉTODO FMEA
De acordo com Carpinetti (2012), o método se baseia na composição de três
etapas, conforme segue:
Fase I: nessa etapa, são verificadas as falhas, as possíveis causas e os
meios existentes de detecção da mesma. Em virtude dessa análise, são
determinadas as notas para severidade, ocorrência e detecção para em seguida
decidir as inconformidades de solução prioritária, com base no indicador RPN (Risk
Priority Number).
Fase II: após a conclusão da primeira etapa, se faz necessário a definição de
planos de ação para a eliminação ou minimização das falhas prioritárias;
Fase III: após a realização das ações propostas, a equipe de FMEA deve
reavaliar as falhas, ocorrências e detecção, para verificar se as ações propostas
eliminaram ou minimizaram a ocorrência das causas das mesmas.
A figura a seguir detalha as etapas do método FMEA.
FIGURA 2- ETAPAS DO FMEA
FONTE: Carpinetti, 2012.
O bom emprego do FMEA em um produto ou em componentes deste
geralmente leva a aplicação do FMEA também nos processos de fabricação do
mesmo, uma vez que normalmente existe uma interligação entre o FMEA de um
produto ou componente e de seus processos. Logo, a aplicação do FMEA deve ser
feita considerando a árvore do produto e o fluxograma de processos de fabricação
do mesmo (CARPINETTI, 2012).
O desenvolvimento e a documentação da metodologia são feitos por meio
de tabelas padronizadas, e podem ser observados na tabela 1, a seguir.

10
TABELA 1- TABELA ETAPAS DO FMEA
FONTE: Carpinetti, 2012.
2.2 TABELA FMEA
A parte superior da tabela e um cabeçalho, na qual deve ser completado
com dados sobre o item ou processo que está sendo avaliado, responsável e equipe
do FMEA, data e outras informações que descrevem o produto ou processo.
(CARPINETTI, 2012).
2.2.1 Campos item e função ou requisito
Para o FMEA do produto, a primeira coluna à esquerda adverte qual o
componente analisado. Observe: produto uma bicicleta, item analisado, por
exemplo, quadro ou roda. A segunda coluna função caracteriza qual e a função do
item, inclui especificação técnica. Para, o caso do quadro, sustentar peso de ate
1.500 kgf (CARPINETTI, 2012).
No FMEA de processo, o espaço seria a etapa do procedimento de
fabricação, como por exemplo, soldar peça A com B. O campo função e substituído
por requisito, que é especificar o processo da forma mais completa possível. No
caso da solda, devem-se incluir subsídios sobre o tipo de solda e especificações do
cordão.
2.2.2 Campo modo de falha
Abrange os eventos que causam uma diminuição parcial ou total da função
do produto ou processo e de seus objetivos de desempenho. Ou seja, no caso de
produto, o modo de falha e o próprio defeito que o produto apresenta. No caso do

11
processo, o mesmo corresponde às não conformidades que este gera. Ou seja,
resultados fora do mencionado (CARPINETTI, 2012).
A Figura a seguir mostra exemplos de falha de produto e processo.
FIGURA 3- MODOS DE FALHA DE FMEA DE PRODUTO E PROCESSO
FONTE: Carpinetti, 2012.
2.2.3 Campo efeito potencial da falha
Nesse, é descrito os efeitos dos modos de falha no funcionamento do
produto ou processo. E o que observa o cliente final ou intermediário. Faz-se
necessário a indagação: o que acontecera se ocorrer o tipo de falha descrito? Quais
consequências vai sofrer o cliente? Já para o caso de processo, o cliente vem a ser
o próximo procedimento. Portanto, a definição deve contemplar o efeito nos
processos seguintes e o consumidor final (CARPINETTI, 2012).
Para o caso de produto (exemplo da figura 3), a fadiga do quadro e um efeito
que geralmente ocorre sem que possa ser observado com antecedência. Deste
modo, o efeito mais grave do rompimento do quadro pode ser um acidente com
vítima fatal. Porém o efeito da corrosão dificilmente induziria a um acidente, devido
esta ser um processo progressivo que primeiro afeta a estética, só então a
funcionalidade e a segurança. Logo, o efeito mais grave seria a redução da vida útil
da bicicleta.
2.2.4 Campo severidade
Avaliar a severidade significa declarar a gravidade do efeito para o cliente. A
ou gravidade da falha deve ser demonstrada em uma escala de 1 a 10. No exemplo
tratado a quebra do quadro expõe altíssima seriedade 10, por se tratar de um tipo de

12
defeito que não sinaliza que a vai ocorrer. Logo o efeito da corrosão apresenta uma
severidade menor, pois não colocaria em risco a vida do cliente, portanto a
severidade deve ser alta, contudo menor que 10 (CARPINETTI, 2012).
No FMEA de processo, a severidade esta pautada na gravidade para o
cliente devida a falha no procedimento de fabricação. No exemplo do processo de
soldagem, a falha “cordão fora da especificação” pode motivar como efeito o
retrabalho dessa não conformidade, caso ela venha ser detectada, ou se não
verificada pode causar um acidente e colocar em risco o bem-estar do cliente.
Nessas circunstâncias, a maior gravidade deve ser ponderada.
2.2.5 Campo causa potencial da falha
São enumeradas as prováveis causas para acontecimento da falha. Essas
podem ser determinadas com o subsídio de diagramas de causa e efeito. No caso
de FMEA de produto, as causas de falha podem ser relacionadas a engenharia do
produto ou do processo (CARPINETTI, 2012).
Do mesmo modo, causas de falha de produto podem derivar de processo.
Por exemplo, a falha do quadro de bicicleta pode ser quebrar na solda. Essa pode
ser causada por devido ser mal projetada ou decorrer do processo de soldagem, por
exemplo, cordão de solda fora da especificação, menor que o necessário.
As tabelas a seguir mostram uma direção indicada no manual APQP1 para
pontuação da severidade de produto ou processo, seguida pela indústria
automobilística.

13
TABELA 2- CRITERIO PARA SEVERIDADE DA FALHA DO PRODUTO
FONTE: Carpinetti, 2012.

14
TABELA 3- CRITERIO PARA SEVERIDADE DA FALHA DO PRODUTO
FONTE: Carpinetti, 2012.
A figura (4) a seguir detalha a relação entre o processo e projeto.

15
FIGURA 4- RELAÇÃO ENTRE CAUSA DA FALHA DE PRODUTO E MODO DA
FALHA DE PROCESSO
FONTE: Carpinetti, 2012.
2.2.6 Campo ocorrência
É considerada qual a chance de essas causas levarem a ocorrência de
falha. A esta tambem e atribuída uma nota numa escala de 1 a 10. Para o caso de
FMEA de produto ou processo, a nota de ocorrência pode se referenciar na
porcentagem de produtos defeituosos, ou taxa de falhas. Para as causas
relacionadas ao projeto do produto, por exemplo, especificação incorreta do cordão
de solda, deve-se apreciar a chance desse evento no desenvolvimento do produto
(CARPINETTI, 2012).
2.2.7 Campo Controles atuais
De acordo com Carpinetti (2012), são esclarecidos os mecanismos de
controle atuais que têm potencial para detectar as falhas decorrentes das causas ou
possíveis causas identificadas. São estes que corroboram para evitar ou diminuir a
chance de a falha ocorrer ou detectar caso ela venha a ocorrer. Os mecanismos de
controle podem ser dos seguintes tipos:
Precaver que a causa e efeito da falha sucedam, logo minimizando a
ocorrência;
Detecção da causa da falha e iniciar ação corretiva;

16
Detectar a falha.
2.2.8 Campo Detecção
Após a identificação do tipo de controle em uso, deve-se impor uma nota
que noticie a chance deste detectar a falha antes que ela ocorra. Esse parâmetro
também varia numa escala de 1 a 10. Todavia, quanto maior a chance de detecção,
menor será a nota atribuída (CARPINETTI, 2012).
A Tabela a seguir exibe uma sugestão de critério para atribuição da nota de
detecção.
TABELA 4- CRITÉRIO PARA ATRIBUIÇÃO DA NOTA DETECÇÃO
FONTE: Carpinetti, 2012.
2.2.9 Campo RPN
Segundo Carpinetti (2012), após determinação das notas de severidade,
ocorrência e detecção, calcula-se o número de prioridade de risco (RPN), pelo
produto entre esses três parâmetros de acordo com equação (1):
RPN = S × O × D (1)
A seguir (5) é apresentada a tabela FMEA para o exemplo mencionado
anteriormente. Esta coluna corresponde a última atividade da primeira etapa do

17
processo de FMEA. A partir desse julgamento, a equipe de FMEA devera propor e
programar mudanças em produto e processo que possam contribuir para a redução
ou eliminação da causa da falha e controles que permitem evitar ou minimizar a
chance de ocorrência da causa da falha.
TABELA 5- TABELA FMEA DE PRODUTO: EXEMPLO DO QUADRO DE
BICICLETA
FONTE: Carpinetti, 2012.
De acordo com Carpinetti (2012), para aplicar e acompanhar as ações de
melhoria, e comum se valer-se de da ferramenta denominada 5W2H. No qual trata
de uma tabela constando das seguintes informações:
O quê (What): breve descrição da ação a ser implementada;
Por quê (Why): justificativa para implementação da ação;
Onde (Where): em que unidade, processo ou area a ação sera implementa-
tada;
Quem (Who): quem sera responsavel pela implementação da ação;
Quando (When): quais são as datas de início e fim da ação;
Como (How): breve descrição sobre como a ação sera implementada; Custo
(How much): indicação dos custos envolvidos.
A tabela a seguir mostra a ferramenta 5W2H.

18
TABELA 6- TABELA 5W2H.
FONTE: Carpinetti, 2012.
A última fase do FMEA tem por desígnio reavaliar se houve uma diminuição
da ocorrência da causa da falha, ou se houve um aumento da detecção da mesma,
até mesmo ambos. Essas notas de ocorrência e detecção são novamente atribuídas
e uma nova estimativa do número de prioridade de risco e feita, iniciando um novo
ciclo de ações de melhoria em virtude das novas prioridades, ou seja, trata de uma
ferramenta de aplicação contínua.

19
3 TIPOS DE FMEA
De acordo com Tahara (2008), normalmente é considerado que existem
quatro tipos de FMEAs. No qual as etapas e a maneira de realização da análise são
as mesmas, contudo diferenciando-se principalmente no que se refere à finalidade.
Desta maneira, têm-se:
FMEA de design: são apreciadas as inconformidades que poderão vir a
ocorrer com o produto dentro das especificações da concepção. A finalidade da
verificação é evitar falhas no produto ou no processo em virtude do projeto. É
frequentemente denominada de FMEA de projeto ou produto.
FMEA de processos: são avaliadas as faltas decorrentes do planejamento e
execução do processo, ou seja, o intento desta análise é impedir falhas do processo,
tendo como fundamentação as não conformidades do produto com as
especificações do projeto.
FMEA de sistemas: são analisados sistemas e subsistemas durante as fases
de conceito e projeto. O escopo desta análise é focar nos modos de falhas entre
funções do sistema. É considerada a influência mútua entre sistemas e elementos
deste.
FMEA de serviços: é considerado os serviços antes de eles atingirem o
cliente. É utilizado para verificar quais são as tarefas críticas ou significantes para
corroborar a elaboração de planos de controle. Contribui para eliminar gargalos nos
processos e tarefas.
3.1 BENEFÍCIOS E INFORMAÇÕES GERADAS PELO FMEA
O FMEA proporciona à empresa uma evolução na ciência dos problemas
ocorridos nos produtos ou processos. O procedimento gera uma forma sistemática
de se hierarquizar informações sobre as falhas dos mesmos, declarando um sistema
de preferências de melhoramentos, investimento, desenvolvimento, análises teste e
validação (TAHARA, 2008).
A implementação da metodologia origina arquivos de entregas que
possibilitam ter uma referência para o futuro, ao passo que acontecem os possíveis
progressos, através da documentação de erros no passado, ampliação de técnicas
de projeto e do estímulo para a necessidade constante de desenvolvimento. Deste

20
modo são determinadas ações de melhoria no projeto do produto ou processo, no
qual necessitam ser devidamente monitoradas, para que possa ocorrer uma
melhoria contínua.
Através desta documentação de riscos e precaução de ocorrência de falhas,
o tempo e custo de desenvolvimento de um determinado produto diminuem. Na
mesma proporção que a credibilidade, qualidade e segurança do produto e processo
majoram.
Esta ferramenta corrobora para a garantia de o foco estar sempre voltado
para o cliente, assegurando sua satisfação e segurança. De tal modo que possibilita
a empresa visualizar as particularidades críticas para a qualidade.
A análise do FMEA pode ser um ponto de partida para várias outras
análises, como por exemplo:
Análise de sistema de segurança;
Análise de planejamento de manutenção;
Planejamento da produção;
Análise de nível de reparos;
Planejamento de testes;
Análise de apoio à logística.
É observado, deste modo, que a ferramenta pode ser uma metodologia
iterativa, pois a medida que são feitas apreciações suplementares, novos elementos,
podem acrescentar a precisão da técnica, surgindo assim, os planos de melhora
para todo o sistema (TAHARA, 2008).
Possibilita a implementação no âmbito interno da organização o costume de
prevenção de falhas, a atitude de cooperação e trabalho em equipe. No qual este
último é importante dentre vários outros aspectos, capturar e capitalizar a
informação coletiva para a equipe.
3.2 PRINCÍPIOS FUNDAMENTAIS
A metodologia do FMEA se ampara em cinco princípios fundamentais
(FIERGS-SENAI, 2010):
Adesão da Gerência;
Enfoque de equipe, não pode existir “FMEA de um homem só”, a FMEA deve
sempre ser realizada em reunião por um grupo que contemple diferentes setores da

21
empresa, como por exemplo: produção, engenharia, compras, design, ou seja, todos
que fazem parte do processo produtivo de um modo geral;
Relação de causa e efeito;
Definição de cliente;
FMEA como ferramenta “viva”, de modo que nunca venha parar o seu
aprimoramento, ou seja, a mesma se trata de uma melhoria contínua dentro de um
projeto.
A metodologia do FMEA deve ser concretizada por uma equipe
multifuncional. Nas reuniões de concepção ou transformação deve estar presentes
colaboradores da engenharia de produto, qualidade, produção, operadores das
máquinas e direção, uma vez que cada área da empresa possui algumas das
informações necessárias para o projeto, para que se possa fazer o melhor
aproveitamento da ferramenta (FIERGS-SENAI, 2010).
Queixas vindas dos clientes, novos problemas de produção ou de qualidade
e processos precisam ser realimentados no documento, originando novas versões.
As reuniões de FMEA necessitam que sejam frequentes, contribuindo tanto
para a criação de novas FMEAs como a revisão e alteração periódica das
existentes.

22
4 FMEA DESIGN
Um FMEA design se trata de uma técnica analítica utilizada principalmente
por uma equipe composta de engenheiros e designers para certificar que, os
potenciais modos de falha e as causas associadas ou mecanismos têm sido
avaliados e tratadas. Juntamente com todos os sistemas relacionados, subsistema,
e componente, deve ser ponderada (Chrysler; Motor; Motors, 2001).
Trata de um resumo dos pensamentos da equipe, incluindo uma apreciação
de itens que poderia dar errado com base na experiência. Esta abordagem
sistemática formaliza as ideias do grupo que compõe qualquer processo de FMEA
design.
A definição de "cliente" para uma FMEA não é apenas o "Usuário Final",
porém, o design responsável, engenheiro, ou seja, toda a equipe os conjuntos de
veículos, engenheiros de produção, processo, responsáveis em atividades como a
fabricação, montagem e serviço.
O FMEA auxilia o procedimento de design em diminuir o risco de falhas, por:
Amparar na avaliação objetiva do design, compreendendo os requisitos
funcionais e design alternativo;
Avaliar o projeto inicial para a fabricação, requisitos de montagem, de
serviços e de reciclagem;
Aumentar a probabilidade de que os potenciais modos de falha e os seus
efeitos sobre o sistema e a operação tem sido considerados no processo de
concepção e desenvolvimento;
Fornecimento de informações adicionais para auxiliar no planejamento
minucioso e eficiente do design, desenvolvimento e programas de validação;
Desenvolvimento de uma lista ordenada dos potenciais modos de falha de
acordo com o seu efeito sobre o "cliente", deste modo, estabelecer um sistema de
prioridade para melhorias no projeto, desenvolvimento e testes, validação e análise;
Fornecer um método em aberto para assegurar e rastreamento das ações de
redução de risco;
Fornecimento de referência futura, por exemplo: lições aprendidas, para
auxiliar na análise de campo, avaliando mudanças de projeto, e desenvolvimento de
projetos avançados.

23
4.1 ESFORÇO DA EQUIPE
Durante o início do processo de FMEA design, o responsável deverá
envolver de maneira direta e ativamente os representantes de todas as áreas
impactadas. Estes campos de especialização e responsabilidade devem incluir,
entretanto não estão limitados: a montagem, fabricação, design, análise, teste,
confiabilidade, materiais, qualidade, serviço e fornecedores (Chrysler; Motor; Motors,
2001).
Deve também agregar na concepção a área responsável para o próximo
maior ou menor ou montagem sistema, subsistema ou componente. O FMEA deve
ser um catalisador para estimular o intercâmbio de ideias entre as funções afetadas
e, portanto, promover uma abordagem de equipe.
A menos que o engenheiro responsável tem experiência com FMEA e seja
um intermediário da equipe, é útil ter uma pessoa experiente e facilitador para ajudar
a equipe em suas atividades.
O método FMEA é um documento vivo no qual devem:
Ser iniciado antes ou no processo de finalização do conceito;
Ser continuamente atualizado conforme ocorrerem alterações ou quando
informação adicional for obtida durante as fases de desenvolvimento dos produtos;
Ser fundamentalmente concluída antes da produção, desenhos são feitos por
software específico.
Considerando que as necessidades de fabricação e montagem terem sido
incorporadas, o FMEA aborda a intenção do projeto e assume o projeto como um
todo. Modos de falha potenciais e ou causas, mecanismos que pode ocorrer durante
o fabrico ou a montagem necessidade processo não, mas pode ser incluído em uma
FMEA de Projeto. Quando não está incluído, a sua identificação, efeito e controle
são abrangidos pela FMEA processo.
O FMEA controla o processo de modo a superar as fraquezas potenciais de
projeto, portanto ele não deve ter limites técnicos, físicos de um processo de
fabricação ou montagem considerando, por exemplo:
Projetos de moldes necessários;
Acabamento de superfície limitada;
Montagem e espaço acesso para ferramentas;
Temperabilidade limitada de aços;

24
Tolerâncias, capacidade de processo e desempenho.
O FMEA também pode levar em consideração os limites técnicos ou físicos
de manutenção do produto, serviço e reciclagem, por exemplo:
Acesso sem ferramentas;
Capacidade de diagnóstico;
Símbolos de classificação de materiais para o caso da reciclagem.
4.2 DESENVOLVIMENTO DE UMA FMEA O DESIGN
O responsável tem a sua disposição um número de documentos que serão
úteis na preparação do FMEA design. O processo se inicia através do
desenvolvimento de um perfil do que se espera do projeto, ou seja, quais
inconformidades que foram levantadas, isto é, a intenção do mesmo. O que o cliente
quer e precisa, isto pode ser determinado a partir de fontes como desdobramento da
função qualidade, QFD (Chrysler; Motor; Motors, 2001).
Documentos de requisitos, produto conhecido, fabricação, montagem,
serviço ou mesmo reciclagem dos requisitos devem ser incorporado. Quanto melhor
for a definição das características pretendidas, se torna mais fácil de identificar
modos de falha potenciais para as ações preventiva e corretiva.
Um projeto de FMEA deve começar com um diagrama de blocos para o
sistema, subsistema ou do componente a ser analisado.
O bloco diagrama também pode indicar o fluxo de informação, energia,
força, fluido, dentre outros. O objetivo é entender as entregas, ou seja, as entradas
para o bloco, o processo, função, realizado no bloco, e o resultados, as saídas, do
bloco.
O diagrama ilustra a relação primária entre os itens coberto na análise e
estabelece uma ordem lógica para a mesma. Cópias dos diagramas utilizados na
preparação FMEA devem o acompanhar.

25
5 FMEA DE PROCESSO
O FMEA de Processo é uma técnica analítica utilizada para realizar uma
apreciação de produtos antes que eles sejam liberados para a manufatura. Esse
modelo de FMEA assume que o produto, da forma como foi projetado, irá atender ao
objetivo principal do projeto. Sendo assim, as falhas potenciais que podem ocorrer
devido a deficiências do projeto não precisam necessariamente ser consideradas no
FMEA de processo, pois, elas devem ser abordadas no FMEA de projeto (ANÁLISE,
2000).
O FMEA de Processo não deve contar com as alterações do projeto do
produto para diminuir deficiências do processo. Esse modelo de FMEA pode
também ser utilizado no desenvolvimento de novos equipamentos ou máquinas, a
metodologia a ser seguida é a mesma, porém, o equipamento ou a máquina nova a
ser desenvolvida é considerado como sendo o próprio produto.
Tem como principais objetivos:
Estimar os efeitos potenciais da falha no cliente;
Verificar os modos de falhas potenciais do processo ligadas ao produto;
Encontrar as causas potenciais de falhas do processo de manufatura ou
montagem e as possíveis causas que deverão ser controladas para que haja
redução da ocorrência ou melhoria da eficácia na detecção das mesmas;
Priorizar os modos de falha potenciais, constituindo deste modo um sistema
de priorização para a tomada das ações corretivas;
Capitalizar os resultados do processo de manufatura ou montagem.
Uma vez que os potenciais modos de falhas são identificados, podem ser iniciadas
ações corretivas para eliminar ou diminuir seu potencial de ocorrência.
A tabela a seguir (7) detalha como se dá a avaliação de detecção no
processo de FMEA.

26
TABELA 7- AVALIAÇÃO DE DETECÇÃO FMEA PROCESSO
FONTE: Moura, 2010.
A tabela (8), a seguir mostra a avaliação de ocorrências no FMEA de
processo.

27
TABELA 8- AVALIAÇÃO DE OCORRÊNCIA FMEA PROCESSO
FONTE: Moura, 2010.
Quando utilizado com eficiência, esta ferramenta, além de ser um método
poderoso na análise do processo, possibilita a melhoria contínua e serve de registro
histórico para os próximos estudos.

28
6 FMEA SYSTEM
A metodologia de análise do tipo e efeito de falha, FMEA ( Failure Mode and
Effect Analysis) teve origem nos Estados Unidos no ano de 1949 com o objetivo de
padronizar as operações militares. Atualmente a mesma é utilizada como o objetivo
de evitar os diversos tipos potenciais de inconsistência, o que pode acarretar e como
prevenir ou conter as consequências das possíveis anomalias, ou seja, é um
procedimento utilizado para identificar modos presumíveis de inconformidade e os
seus efeitos resultantes, de forma a avaliar a causa raiz e programar medidas para
conter ou eliminá-las (MARIANO, 2015).
Quando aplicada corretamente, de mesmo modo que diversas ferramentas
da qualidade, podem assegurar uma redução das chances do processo ou produto,
em diversos sistemas e subsistemas no decorrer do projeto, vir a apresentar alguma
discordância, obtendo deste modo uma confiabilidade de ambos.
A FMEA é uma ferramenta que tem por objetivo identificar, hierarquizar e
prevenir as falhas potenciais de um produto ou processo em todo o sistema de um
modo geral. É utilizada para identificação das variáveis críticas que podem afetar a
qualidade da saída de um processo, a avaliação dos riscos associados às falhas, e a
avaliação de prioridade para coleta de dados para descoberta das causas
fundamentais de um problema.
A norma NBR 5462-1994 (2015, apud Mariano), define a falha como pane,
onde a ferramenta FMEA trata de um método qualitativo de analise confiabilidade
que envolve o estudo dos modos de inconformidades que podem existir para cada
item, e a determinação dos efeitos de cada uma sobre os outros itens e a função
especifica do conjunto.
A Military Standard (MIL-STD 1629A -1980) é denominada ao procedimento
que identifica os diversos tipos de falhas, bem como seu potencial efeito no sistema
analisado onde os resultados são utilizados para classificar os diversos tipos de
falhas bem como a sua gravidade, para o sistema, processo ou produto analisado,
tambem denominado “FMECA”.
A ferramenta FMEA pode ser compreendida como um conjunto de atividades
sistemáticas que tem por finalidade: perfilhar e medir a falha potencial de um produto
ou processo bem como seus efeitos; propor ações que objetivam extinguir ou reduzir
a chance da inconformidade vir a ocorrer e documentar o processo de análise. O

29
mesmo pode contemplar os requisitos necessários para o desenvolvimento de um
projeto, como um todo, ou seja, aprecia todos os níveis de sistemas ou subsistemas
da concepção, para assegurar as exigências do cliente e a sua total satisfação
(FMEA, 1997).
6.1 IMPLEMENTAÇÃO
A ferramenta é implantada devido à necessidade das empresas melhorarem
continuamente a qualidade de seus produtos, e se manter competitiva no mercado.
Atualmente muitas ferramentas da qualidade foram difundidas com o propósito de
assegurar a qualidade e reduzir o defeito dos produtos, a ferramenta “seis sigma” e
uma ferramenta que tem por objetivo de mensurar esses defeitos em relação aos
produtos vendidos pela empresa, e a mesma pode ser utilizada com diversas
ferramentas, como por exemplo, o FMEA (FMEA, 1997).
A FMEA é uma ferramenta amplamente utilizada pelas empresas do ramo
automotivo, seja ele de fabricação de veículos ou até mesmo peças e acessórios, e
a mesma é requisito para a obtenção da norma de qualidade QS-9000.
Devido à necessidade de uma empresa melhorar continuamente seus
produtos, a ferramenta FMEA, é uma metodologia que busca de uma maneira
disciplinada identificar e contribuir para a eliminação de potenciais problemas,
portanto se as causas de falhas potenciais forem identificadas com antecedência se
tem um ganho em todo o processo evitando assim o retrabalho e as perdas com
produtos e peças defeituosas, contribuindo deste modo para uma melhor
confiabilidade da empresa em relação aos seus clientes.
A implementação e execução da ferramenta é de responsabilidade de um
indivíduo, porém os resultados alcançados se tornam satisfatórios a partir do
momento em que todos passam a trabalhar em equipe e com o comprometimento
de todos com um único objetivo, e esse entrosamento é de fundamental importância
em todo o âmbito da corporação, para que os objetivos sejam conseguidos. Faz-se
necessário uma formação de uma equipe de especialista com experiência no tema
tratado como, por exemplo: engenheiros especialistas no projeto, manufatura,
montagem, assistência técnica, qualidade e conformidade dos produtos.
O momento oportuno para a execução de uma FMEA, para que os objetivos
sejam alcançados, deve ser uma ação a que antecede o evento, pois qualquer ação

30
que seja tomada se for feito com antecedência se obtém um melhor resultado. O
tempo gasto na aplicação da metodologia no inicio de um projeto, quando as
alterações podem ser implementadas de uma maneira mais eficiente e proporciona
uma redução nos custos. Pode significar um ganho tanto de recurso financeiro
quanto de mão-de-obra, em comparação se as mudanças ocorrerem de uma
maneira tardia, consequentemente evita o desgaste com o objetivo de corrigir
eventuais problemas quando estes já não tem tempo hábil para serem tratados, visto
que as alterações quando são realizadas antecipadamente evita que as falhas
resultem em problemas ainda maiores. Porém para que haja uma melhora
significativa na qualidade e na confiabilidade dos processos ou produtos se faz
necessário a implementação da ferramenta de um modo continuo a fim de certificar
a melhoria ininterrupta no âmbito da corporação.
Uma FMEA, uma ferramenta analítica que proporciona a garantia à equipe
de engenharia, as conformidades em toda a extensão do projeto, onde os modos de
falhas são mensurados e tratados com antecedência, são considerados e
endereçados a fim de que sejam avaliados os produtos finais, subsistemas,
componentes e sistemas alistados. O mesmo consiste em uma síntese dos
pensamentos da equipe de como um componente, subsistema ou sistema é
concebido, contempla uma capitalização de problemas passados onde é feita uma
análise de modo que não venha a se repetir o mesmo problema, ou seja, as
dificuldades anteriores servem de embasamento para novas ideações. Onde este
enfoque sistemático segue, formaliza e documenta a linha de pensamento que é
percorrida durante o desenvolvimento do projeto.
Portanto, a FMEA de sistema é empregada durante a fase de concepção do
produto, ou seja, quando o mesmo é concebido. E quando realizada de forma
sistêmica e no momento certo a redução de custo e evita o desperdício devido a
produtos defeituosos, possibilitando a melhoria contínua do projeto como um todo e
assegura competitividade junto aos seus concorrentes e permite que a imagem da
empresa perante aos seus clientes.
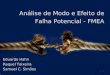
A figura (5) seguir detalha um organograma comtemplando os tipos de
FMEA presentes, e como eles se enquadram no decorrer do projeto de concepção
de um automóvel.

31
FIGURA 5- TIPOS DE FMEA
FONTE: (NUNES e FAUSTINO 2004)

32
7 FMEA DE SERVIÇOS
Basicamente, a FMEA possibilita a análise de um determinado serviço ou
mesmo um produto oferecido pelo prestador, onde, inicialmente é levantada uma
lista do tipo de falha potencial que pode ocorrer, verificando seu efeito e causa e os
controles atuais deste determinado serviço. Em seguida analisa-se o grau de
severidade, ocorrência e detecção. Com todos estes elementos descritos no
formulário, torna-se possível propor ações de melhorias e determinar o prazo para
sua implantação. Na etapa final, após a prática das ações corretivas, é
recomendada uma nova avaliação da severidade, ocorrência e detecção, para
constatar se ações corretivas surtiram efeito e se ocorrem novas falhas no serviço
prestado (PINHO, 2008).
As vantagens da utilização da metodologia no processo de prestação de
serviços são:
Melhoria na qualidade, segurança e confiabilidade de produtos e/ou serviços;
Contribuição para a melhoria na imagem e competitividade da empresa frente
aos seus clientes;
Auxílio na identificação de redundâncias no processo de prestação de
serviços e/ou na elaboração do produto;
Diminuição do tempo e custo do desenvolvimento do processo/produto;
Identificação dos procedimentos desenvolvidos, elaboração dos diagnósticos
de falhas, levantamento das ações corretivas, prevenção das falhas e priorização
das ações corretivas;
Redução dos riscos e das falhas;
Maior satisfação dos clientes.
É percebido que a aplicação da ferramenta permite a identificação e a
antecipação de falhas ou possíveis equívocos na prestação de um serviço ou
elaboração de um produto, uma vez que possui um alto grau de detalhamento do
processo, possibilitando um maior controle e acompanhamento na execução do
serviço analisado, promovendo a solução de problemas, cooperando para um maior
sucesso das organizações e satisfação dos clientes.

33
8 APLICAÇÕES
A técnica da FMEA desenvolvida pelas equipes de engenharia dentro das
indústrias é de fundamental importância no sentido de encontrar possíveis
problemas na fase inicial do projeto e as respectivas soluções ao longo do
sistema. Esta técnica é poderosa e importante, pois além de buscar as falhas, a
equipe determina também planos de ações para eliminar problemas no sistema
(NUNES e FAUSTINO 2004).
A análise do sistema de forma global se torna eficaz, quando há a
verificação de falhas potenciais, determinando a partir do sistema, produto e por
fim o processo. A FMEA de sistema é uma técnica empregada para analisar o
produto durante a fase inicial, ou seja, é uma parte do critério de seleção do
produto, métodos bem definidos dos processos. Demonstrando assim falhas
potenciais com relação aos produtos ou equipamentos causados por um
programa deficiente.
Alguns exemplos de documentos de aplicação da ferramenta FEMEA,
podem ser comtemplados junto aos anexos A, B e C.
A figura a seguir mostra um exemplo de FMEA, para um sistema de
combustível de um veículo.
FIGURA 6- EXEMPLO DE FMEA
FONTE: (NUNES e FAUSTINO 2004)

34
O exemplo citado é um sistema de combustível e sua funcionalidade,
sendo importante antes de definir os problemas encontrados no produto ou
também no processo de fabricação, a análise do que realmente é necessário em
um sistema como este. Com esta definição clara será mais fácil estabelecer um
produto com menos problemas em seu lançamento e possíveis falhas posteriores
(NUNES e FAUSTINO 2004);
A aplicação da técnica FMEA para análise de risco para a implantação de
uma empresa específica de produção de lanchas é iniciada pelo estudo de
mercado, verificação de viabilidade econômica. Devendo constar no projeto,
gastos com mão de obra, marketing, aquisição de maquinários, sistema de
qualidade, comercial, infraestrutura, pós-venda entre outros setores dentro da
empresa para que se torne viável a instalação da indústria e do projeto;
Para uma empresa de administração de condomínios, deverão ser
questionados ao cliente os problemas encontrados para a manutenção predial,
devendo, portanto o prestador de serviços estabelecer como estudo do projeto a
ser implementado, treinamento eficiente aos funcionários, controle financeiro,
controle de inadimplência, contabilidade correta, entrega e coleta de
documentação no prazo estabelecido, ou seja, o sistema global inicial deve ser
bem definido, sendo que o processo para cada atividade se torna uma análise
posterior ao FMEA de sistema.
Em uma empresa de construções civis e industriais, os projetos a serem
colocados em produção, deverão passar por um projetista com habilidades em
detalhamento, pois caso ocorra erro na elaboração dos desenhos, ocorrerão
problemas no processo de fabricação e consequentemente problemas com a
qualidade do produto, atrasos de entrega e perdas financeiras.
Para o estudo do projeto é necessário uma visão sistêmica, conforme
figura (7).

35
FIGURA 7- FMEA DE SISTEMA
FONTE: YUKIMURA, 2015 Disponível em:
<http://pt.slideshare.net/yukimura11/fmea-e-fta>. Acesso em: 30 set. 2015.

36
9 CONCLUSÃO
O trabalho tem como finalidade mostrar como a ferramenta FMEA ficou
conhecida e que a mesma tem seu conceito elevado no contexto de gestão da
qualidade, busca também identificar quais são os passos para a sua implantação e
verificação dos resultados em qualquer organização empresarial. Mostrando que se
trata de um processo sistêmico com resultados eficientes, porém é um trabalho
contínuo na busca pela melhoria.
Durante a realização do trabalho ficou evidente que na atualidade as
empresas procuram administrar a qualidade em seus produtos e serviços com a
máxima eficiência. Em decorrência destes fatos são utilizadas inúmeras ferramentas
no meio empresarial que possibilitam alcançar o objetivo, com adaptações de
estratégias, sistemas, produtos e cultura para sobreviver na disputa contínua e
prosperar diante de seus concorrentes.
Através da FMEA as empresas tem a possibilidade de obter um marco de
referência, de falhas anteriores que são capitalizadas com o propósito de que as
mesmas não sejam repetidas em um novo projeto, na qual se constata as melhores
práticas com o objetivo de estabelecer metas estratégicas para aperfeiçoar e
alcançar as melhorias dentro da empresa, com a finalidade de atender as
necessidades dos clientes com produtos de qualidade. Quando o trabalho é
realizado desta maneira assegura a empresa a competitividade e com a vantagem
de se ter grandes resultados.
O trabalho foi importante para compreender o que é a FMEA tanto em uma
perspectiva histórica como na atualidade, quais são as suas finalidades, quais as
etapas para a implementação deste processo dentro do ambiente empresarial, quais
os tipos de FMEA que existem e quais são os benefícios deste processo dentro das
empresas.

37
REFERÊNCIAS
ANÁLISE de Modo e Efeito da Falha Potencial – FMEA. 2010. Disponível em: <https://tobiasmugge.files.wordpress.com/2009/08/apostilafmea.pdf>. Acesso em: 15 out 2016. CARPINETTI, Luiz Cesar RIBEIRO. Gestão da qualidade: Conceitos e técnicas. São Paulo: Atlas S.A, 2012. FIERGS-SENAI, Análise de Modo e Efeito de Falha Potencial – FMEA: Apostila e Tabelas Recomendadas para Severidade Ocorrência e Detecção, 2010. São Leopoldo. Disponível em: <https://tobiasmugge.files.wordpress.com/2009/08/apostilafmea.pdf >. Acesso em: 02. Set. 2016. FMEA: Análise de Modo e Efeito de Falha Potencial. Instituto da qualidade Automotiva. São Paulo. SRC, 1997 Daimler Chrysler Corporation; Ford Motor Company; General Motors Corporation. FMEA: Reference Manual, 2001. 3rd Edition. AIAG, Southfield, Michigan. HENRIQUE, Fábio; FIORIO, Vivian. O que é FMEA? Indústria hoje, 2013. Disponível em: <http://www.industriahoje.com.br/fmea>. Acesso em: 14 set. 2016. MARIANO, Carlos Henrique. FMEA e FTA Projeto Integrador II. Disponível em: <http://player.slideplayer.com.br/3/1469758/#>. Acesso em: 15 set. 2016. MOURA, Cândido. Análise de Modo e Efeitos de Falha Potencial (FMEA). 2000. Disponível em: <http://www.estgv.ipv.pt/PaginasPessoais/amario/Unidades%20Curriculares/Inova%C3%A7%C3%A3o/Textos%20apoio/FMEA.pdf>. Acesso em: 16 out 2016. NUNES, Luís Gama; FAUSTINO Gil Bruno. FMEA: Análise de Modo e Efeito de Falha Potencial, 2004. Disponível em: <http://www.google.com.br/url?sa=t&rct=j&q=&esrc=s&source=web&cd=9&ved=0CEsQFjAIahUKEwiE797n_5rIAhVFiJAKHf18Axw&url=http%3A%2F%2Fin3.dem.ist.utl.pt%2Fmscdesign%2F01proj%2Fpres14_1.pps&usg=AFQjCNHYZlO91VxYBaNCiy-w4R2xwXe-xw&bvm=bv.103388427,d.Y2I>. Acesso em: 15 set. 2016. PINHO, Lorena de Andrade. FMEA: Análise do efeito e modo de falha em serviço. 2008. Disponível em: <https%3A%2F%2Fabcustos.emnuvens.com.br%2Fabcustos%2Farticle%2Fdownload%2F40%2F113&usg=AFQjCNH0Dd-MZX0i_Gzi_3Mi8gVduXFwcQ&bvm=bv.135974163,d.Y2I>. Acesso em: 17 out 2016. TAHARA, Sayuri. Melhores Práticas FMEA. O Portal de conhecimentos, 2008. Disponível em: <http://www.portaldeconhecimentos.org.br/index.php/por/Conteudo/FMEA-Failure-Mode-and-Effect-Analysis#eztoc113764_3>. Acesso em: 14 set. 2016.

38
YUKIMURA, Carlos David López. FMEA/FTA, 2013. Disponível em: <http://pt.slideshare.net/yukimura11/fmea-e-fta>. Acesso em: 15 set. 2016.

39
ANEXOS
ANEXO A- PROPOSTA DE EXERCÍCIO DE FMEA

40
ANEXO B- FORMULÁRIO DE FMEA

41
ANEXO C- QUADRO INDICATIVO DE SEVERIDADE,
OCORRÊNCIA E DETECÇÃO DE FALHAS