Embed Size (px)
Citation preview

FACULDADE REDENTOR
CURSO: ENGENHARIA DE PRODUÇÃO
ADILSON JOSÉ RODRIGUES FERREIRA JÚNIOR
A QUALIDADE NO PROCESSO DE PRODUÇÃO DO PÃO FRANCÊS:
UM ESTUDO DE CASO EM UMA PANIFICADORA DO NOROESTE
FLUMINENSE
Itaperuna
2013

ADILSON JOSÉ RODRIGUES FERREIRA JÚNIOR
A QUALIDADE NO PROCESSO DE PRODUÇÃO DO PÃO FRANCÊS:
UM ESTUDO DE CASO EM UMA PANIFICADORA DO NOROESTE
FLUMINENSE
Trabalho de conclusão de curso
apresentado ao programa de
graduação em Engenharia de
Produção da Faculdade Redentor
como requisito para obtenção do título
de Bacharel em Engenharia de
Produção.
Orientador: M.Sc. Niander Aguiar Cerqueira
Itaperuna
2013

Júnior, Adilson Jose Rodrigues Ferreira. Qualidade no processo de produção do pão francês: um estudo de caso em uma panificadora do noroeste fluminense. Orientador: M.Sc. Niander Aguiar Cerqueira.

FOLHA DE APROVAÇÃO
Autor (a): ADILSON JOSE RODRIGUES FERREIRA JÚNIOR
Título: A QUALIDADE NO PROCESSO DE PRODUÇÃO DO PÃO FRANCÊS: UM
ESTUDO DE CASO EM UMA PANIFICADORA DO NOROESTE FLUMINENSE
Natureza: Trabalho de conclusão de curso (TCC)
Objetivo: Título de Bacharel em Engenharia de Produção
Instituição: Faculdade Redentor
Área de Concentração: Engenharia de Produção
Aprovada em:____/_____/______
Banca Examinadora:
___________________________________________
Prof. M.Sc. Niander Aguiar Cerqueira
Instituição: Faculdade Redentor
___________________________________________
Prof.ª Ana Karina Mendonça Souza
Instituição: Faculdade Redentor
____________________________________________
Prof. Luiz Gustavo Borges
Instituição: Faculdade Redentor

DEDICATÒRIA
Dedico este trabalho a meus pais e meu irmão, que
confiaram em mim, e acreditaram na minha capacidade e
determinação.

AGRADECIMENTOS
Primeiramente agradeço a Deus, por ser o meu porto seguro, o centro de da minha
vida, por renovar a cada momento a minha força e disposição e pelo discernimento concedido
ao longo dessa jornada.
Aos meus pais Adriana e Adilson por tudo, pelos puxões de orelha, conselhos, pela
capacidade de acreditar em mim, investir no meu futuro, mesmo com todas as dificuldades
financeiras. Minha educação sempre foi à prioridade em nossa casa.
A minha mãe que nem palavras para disser o quanto seu amor, carinho, cuidado e
dedicação são importantes nessa caminhada e em toda minha vida, um exemplo de mãe e
mulher sempre tão batalhadora e honesta que tantas vezes se desfez de seus sonhos apenas
para realizar um simples capricho meu.
Ao meu Pai que é meu maior amor, meu maior orgulho que me amou de forma infinita
minha maior motivação pra chegar aonde cheguei, sendo meu amigo nas horas difíceis, me
ajudando sempre no que eu precisasse, seja no que for.
A minha Família, meus tios e tias, meus primos, avós, todos que confiaram na minha
capacidade e se orgulham em dizer que sou seu sobrinho, neto, primo. Em especial essa
conquista minha bisavó que nos deixou este ano, e que meu sonho seria entrar com ela em
minha formatura, mas sei que ela estará comigo de alguma forma. Agradeço também minha
namorada que confio em mim, acredito e foi compreensiva nas horas de ansiedade e
desespero.
Agradeço a todos da equipe Shop do Pão, pelo companheirismo, compreensão,
conselhos e dedicação de tempo, pela aprendizagem adquirida. Pela oportunidade de estágio,
onde em minha vida profissional será muito importante e sempre lembrado, devido ao
conhecimento adquirido.
Aos meus amigos, por não me chamarem pra sair na semana de prova, só essas!! Que
sempre me deram força e compreenderam meus momentos de ausência, e que nos momentos
de apreensão e dúvida me aconselharam e me compreenderam.

Aos meus colegas de classe, se eu for falar de cada um, vou gastar umas dez páginas,
agradeço a eles as noites de estudos viradas, as brigas e discussões, as festas, as cervejas
depois das provas pra esquecer o aperto passado. Em especial agradeço aos meus amigos Alex
e Marcelo, que por força do destino criamos um vínculo de amizade sincera e concreta, que
independente das dificuldades, esteve sempre junto, com brincadeiras e armações, sempre
sem perde o foco e a determinação.
Aos meus Professores pela convivência harmoniosa, pelas trocas de conhecimento e
experiências que foram tão importantes na minha vida acadêmica. E contribuíram para o meu
novo olhar profissional. E alguns em especial que sempre esclareceram minhas duvidas na
elaboração desse trabalho; Sandro, Lívison, Alber Neto, Ana Karina, Sérgio Araújo. Ao
coordenador do curso Luíz Gustavo, pela competência na liderança do curso.
Ao meu orientador Niander Aguiar Cerqueira, que sem ele não chegaria até aqui, que
num momento de total desespero soube nos estender a mão e me ajudar a conclui com êxito
esse trabalho.
A todos os meus colegas do curso de engenharia que de alguma maneira tornam minha
vida acadêmica cada dia mais desafiante e alegre. Peço a Deus que os abençoe grandemente,
preenchendo seus caminhos com muita paz, amor, saúde e prosperidade, e que em breve
chega a viver este momento que estou vivendo.
Uma mensagem de gratidão ao meu amigo que não está, mas entre a gente, mas que de
algum lugar está vendo essa conquista, Marcelo Franklin, meu companheiro de inicio de
faculdade, fundamos juntos o Diretório Acadêmico da Faculdade Redentor, Deus t ilumine
onde esteja meu amigo.
A todos vocês, peças importantíssimas, na elaboração desse projeto e na conclusão
desse curso, meu muito obrigado.
Adilson Jose Rodrigues Ferreira Júnior

Eu sou feliz. Serei plenamente feliz, talvez, se chegar com
sabedoria aos 60 anos. De qualquer forma, ainda tenho muita
vida pela frente.
Ayrton Senna
Ele (Deus) é o dono de tudo. Devo a Ele a oportunidade que tive
de chegar onde cheguei. Muitas pessoas têm essa capacidade,
mas não têm a oportunidade. Ele a deu prá mim, não sei
porque. Só sei que não posso desperdiçá-la.
Ayrton Senna

RESUMO
Para a realização do presente trabalho estabeleceu-se como objetivo geral mostrar a importância da
implementação de uma gestão da qualidade no processo de produção de pães, principalmente o pão
francês. Para que esse objetivo seja cumprido, foram estabelecidos objetivos específicos que são:
mostrar a transformação gradual e progressiva pela qual a indústria de panificação passou ao longo do
tempo; definir sistema produtivo e qualidade; demonstrar, através de um breve histórico, a evolução da
qualidade; mostrar as principais ferramentas da qualidade que podem trazer melhorias ao sistema
produtivo de panificação e ainda verificar de acordo com os padrões de qualidade nacional, a
qualidade do pão francês produzido na empresa em estudo. Além da abordagem sobre conceitos de
qualidade, sistema de produção e um destaque das principais ferramentas de qualidade que se
adequam a panificação, foi realizado uma pesquisa de satisfação para se identificar o principal aspecto
que influi na hora da compra, dentro da análise destaca-se a coloração do pão, sendo assim foram
coletadas amostras, e foi feito a avaliação de acordo com o padrão nacional de qualidade para a
verificação da qualidade do pão francês da empresa em estudo. Cerca de 50 % das amostras foram
vistas como ideais (nota 10), e não houve nenhuma não conformidade, onde conclui-se que a
panificadora têm um pão dentro do padrão nacional, ou seja tendo um pão francês de qualidade. Com
isso a empresa consegue estabelecer uma boa relação de fidelização com o cliente já que o mesmo é o
produto que representa sua maior quantidade de venda.
Palavras-chave: Panificadora, Pão Francês, Gestão da Qualidade, Qualidade.

ABSTRACT
For the realization of this work has established itself as a general objective to show the importance of
implementing a quality management in the production of bread, especially French bread. For this
objective to be fulfilled, which were established specific objectives are: to show the gradual
transformation and progressive in which the baking industry has over time, defining the production
system and quality; demonstrate, through a brief history of the evolution of quality , show the main
quality tools that can bring improvements to the productive system of bakery and even check in
accordance with the national quality standards, the quality of French bread produced in the company
under study. For it was a satisfaction survey conducted to identify the main aspect that influences the
time of purchase, the analysis highlights the color of bread , so samples were collected was done to
evaluate according to the national standard for quality checking the quality of French bread the
company under study . About 50% of the samples were regarded as optimum (note 10), and there was
no non-conformity, which concludes that have a bread bakery within the national standard, ie having a
French bread quality. With this, the company can establish a good relationship with the customer
loyalty since it is the product that represents the greatest amount of sales.
Keywords: Bakery. French bread. Quality Management. Quality.

LISTA DE FIGURAS
FIGURA 1: RECEITA DO PÃO FRANCÊS ............................................................................................... 18
FIGURA 2: PADRAO DE AVALIAÇÃO DA QUALIDADE DO PÃO FRANCÊS ............................................ 20
FIGURA 3: CICLO PDCA ....................................................................................................................... 29
FIGURA 4: OS 5 SENSOS ....................................................................................................................... 31
FIGURA 5: PASSOS DO BRAINSTORMING............................................................................................. 35
FIGURA 6: MODELO CONCEITUAL 5W’S 2 H’S .................................................................................. 37
FIGURA 7: EXEMPLO DE APLICAÇÃO 5W’S 2H’S ............................................................................... 37
FIGURA 8: FLUXOGRAMA DO PROCESSO DE PRODUÇÃO DO PÃO FRANCÊS ..................................... 42
FIGURA 9: PESQUISA DE OPINIÃO ........................................................................................................ 42
FIGURA 10:GRÁFICO DE ANÁLISE DA PESQUISA DE OPINIÃO............................................................ 43
FIGURA 11:FÓRMULA PARA DEFINIÇÃO DA AMOSTRAGEM ............................................................. 43
FIGURA 12:CLASSIFICAÇÃO DAS AMOSTRAS COLETADAS ................................................................ 44
FIGURA 13: ALGUMAS AMOSTRAS COLETADAS ................................................................................. 45
FIGURA 14: ANÁLISE COMPARATIVO DAS AMOSTRAS ..................................................................... 45
FIGURA 15: GRÁFICO DO ANÁLISE COMPARATIVO DAS AMOSTRAS ............................................... 46

SUMÁRIO
RESUMO ............................................................................................................................................... 9
ABSTRACT ......................................................................................................................................... 10
INTRODUÇÃO ........................................................... ERRO! INDICADOR NÃO DEFINIDO.
1 A TRANSFORMAÇÃO GRADUAL E PROGRESSIVA PELA QUAL A INDÚSTRIA DE
PANIFICAÇÃO PASSOU AO LONGO DO TEMPO ....... ERRO! INDICADOR NÃO DEFINIDO.
1.1 HISTÓRIA DO PÃO ............................................. ERRO! INDICADOR NÃO DEFINIDO.
1.2 O PÃO FRANCÊS ................................................. ERRO! INDICADOR NÃO DEFINIDO.
1.3 QUALIDADE DO PÃO FRANCÊS .................................................................................. 23
2 REFERÊNCIAL TEÓRICO ........................................................................................................... 26
2.1 SISTEMA DE PRODUÇÃO ................................. ERRO! INDICADOR NÃO DEFINIDO.
2.2 QUALIDADE ..................................................... 28ERRO! INDICADOR NÃO DEFINIDO.
2.3 BREVE HISTÓRICO SOBRE QUALIDADE .... ERRO! INDICADOR NÃO DEFINIDO.
3 PRINCIPAIS FERRAMENTAS E MÉTODOS DA GESTÃO DA QUALIDADE ............ ERRO!
INDICADOR NÃO DEFINIDO.
3.1 O CICLO PDCA .................................................... ERRO! INDICADOR NÃO DEFINIDO.
3.2 OS CINCO SENSOS – 5 S’S ................................ ERRO! INDICADOR NÃO DEFINIDO.
3.2.1 APLICAÇÃO DOS CINCO SENSOS .... ERRO! INDICADOR NÃO DEFINIDO.
3.3 BRAINSTORMING .............................................. ERRO! INDICADOR NÃO DEFINIDO.
3.4 ANÁLISE DE PARETO ........................................ ERRO! INDICADOR NÃO DEFINIDO.
3.5 5 W’S E 2 H’S ......................................................... ERRO! INDICADOR NÃO DEFINIDO.
3.6 CONTROLE ESTATÍSTICO DE PROCESSO (CEP) ERRO! INDICADOR NÃO DEFINIDO.
4 A IMPORTÂNCIA DA IMPLEMENTAÇÃO DA GESTÃO DA QUALIDADE NO
PROCESSO PRODUTIVO DE UMA PANIFICADORA. . ERRO! INDICADOR NÃO DEFINIDO.
4.1 EMPRESA EM ESTUDO ..................................... ERRO! INDICADOR NÃO DEFINIDO.
4.2 LINHA DE PRODUÇÃO ...................................... ERRO! INDICADOR NÃO DEFINIDO.
4.2.1 PESAGEM ............................................ ERRO! INDICADOR NÃO DEFINIDO.44
4.2.2 MISTURA DOS INGREDIENTES ......... ERRO! INDICADOR NÃO DEFINIDO.
4.2.3 DIVISÃO E MODELAGEM ................... ERRO! INDICADOR NÃO DEFINIDO.
4.2.4 FERMENTAÇÃO..................................... ERRO! INDICADOR NÃO DEFINIDO.
4.2.5 FORNEAMENTO ................................................................................................. 45
4.2.6 FLUXOGRAMA DE PRODUÇÃO DO PÃO FRANCÊSERRO! INDICADOR
NÃO DEFINIDO.46

4.3 DEFINIÇÃO DO ASPECTO DE QUALIDADE A SER AVALIADO .......................... 46
4.4 DETERMINAÇÃO DO TAMANHO DA AMOSTRAGEMERRO! INDICADOR NÃO
DEFINIDO.
4.4.1 COLETA DAS AMOSTRAS .................................................................................................... 48
4.4.2 ANÁLISE COMPARATIVO DAS AMOSTRAS ............................................... 49
4.5 RESULTADOS E DISCURSÕES ..................................................................................... 50
CONCLUSÃO ..................................................................................................................................... 52
REFERÊNCIAS .................................................................................................................................. 55

14
INTRODUÇÃO
As mudanças nos cenários econômicos, a alta competitividade no mercado e ainda a
crescente exigência dos consumidores, obriga as indústrias de panificação a buscarem ações
diferenciadas, alternativas e novos conceitos objetivando o aperfeiçoamento na execução de
seus processos. Inseridos nesse cenário o setor de panificação tem buscado definir novos
rumos através de um planejamento para obterem resultados positivos.
Sempre que uma empresa possuiu engajamento e comprometimento com ações
vinculadas a qualidade como padronização de seus processos, busca constantemente da
qualificação para seus colaboradores e a satisfação de seus clientes percebe-se que ela possui
implementado um sistema de Gestão da Qualidade.
A gestão qualidade pode ser definida como sendo qualquer atividade
coordenada para dirigir e controlar uma organização no sentido de
possibilitar a melhoria de produtos/serviços com vistas a garantir a completa
satisfação das necessidades dos clientes relacionadas ao que está sendo
oferecido, ou ainda, a superação de suas expectativas (PALADINI, p. 32,
2009).
Dada a importância dessa busca em possuir um diferencial frente a sua concorrência e
ainda pode tornar-se um referencial dentro do seu ramo empresarial, foi que se optou por se
estudar a importância de um Sistema de Gestão da Qualidade na indústria de panificação
devido a sua grande aplicabilidade em qualquer indústria, independente do porte ou ramo,
conforme mostra Mello et al, (2009).
Empresas e organizações em todo o mundo estão implementando variados programas
de qualidade e estão obtendo resultados notáveis, pois reconhecem que o investimento em
qualidade é um dos mais lucrativos que elas podem fazer.
As empresas podem constituir e procurar obter certificação de reconhecimento do seu
Sistema de Gestão através da série da família ISO 9000, quando almeja ter um
reconhecimento de sua capacidade de produzir ou prestar serviços com qualidade – ISO 9001
ou ainda quando quer ter mecanismos de preservação do meio ambiente – ISO 14.001.
Quando a empresa busca garantir que há procedimentos para segurança e saúde no
trabalho incorpora os preceitos da OHAS 18.001 ou ainda demonstrar a sua responsabilidade
social no meio em que está inserida o faz através da SA 8000. Mas se ela optar em ter todos

15
os requisitos acima expostos através de um único Sistema de Gestão, ela estará trazendo para
o seu interior o Sistema de Gestão Integradas.
As indústrias precisam ser lucrativas, pois uma organização não lucrativa pode falir. E
se fechar vai prejudicar não somente os funcionários da empresa, mas também as famílias
desses funcionários. Sem falar que prejudica também os clientes e a comunidade que
precisam da organização. Isso também se aplica a indústria de panificação, segundo Moller
(2004).
Os métodos básicos para administrar uma padaria não devem ser diferentes dos
praticados por um executivo. Definir metas e estabelecer como atingi-las e compartilhar isso
com todos que fazem parte da panificadora assim como identificar os recursos disponíveis e
implantar um plano de ação por meio de um gerenciamento claro e consistente são alguns dos
passos a serem tomados, segundo Mello et al (2009).
Para permanecerem de forma lucrativa no mercado e ainda possuírem um diferencial
frente aos seus concorrentes, os empresários do setor de panificação buscam através de ações
de qualidade a melhoria na transferência interna de conhecimentos e desenvolvimento de
competências, uma maior motivação das equipes, a redução dos custos com qualidade
(refugos e retrabalho), o aumento da competitividade, com custo mais baixo e principalmente
buscam o aumento na satisfação dos clientes, conforme Baumgarten (2009).
Para que realmente a indústria de panificação se fixe no cenário nacional ela deve
lançar mão das várias normas de qualidade disponíveis e buscar implementa-las com o
objetivo de melhorar, de maneira contínua, seus processos produtivos.
Para auxiliar nesse caminho, existem as ferramentas da qualidade que contribuem de
forma significativa para que realmente os objetivos estabelecidos sejam alcançados.
A importância das ferramentas para a qualidade está em sua efetiva utilização no
desenvolvimento das metodologias utilizadas para a identificação e a eliminação das falhas de
processos.
Estão disponíveis diversas ferramentas da qualidade e as mais simples, porém
altamente eficazes que podem auxiliar na resolução dos problemas que surgem na indústria de
panificação ou para auxilia-las a atingir os objetivos ou metas estabelecidos são, entre elas, o
Brainstorming, a Análise de Pareto e o Plano de Ação (5 W’s e 2H’s).
O setor de panificação pode ainda utilizar-se do Ciclo PDCA, que é um método de
gestão que representa o caminho a ser seguido para que as metas estabelecidas sejam
atendidas. Para tanto, há necessidade do monitoramento do processo, seja ele qual for, desde o
seu planejamento e durante sua realização. Há necessidade da verificação sobre os resultados

16
obtidos e caso estes estejam não conformes deve-se agir corretivamente para identificar a
causa do problema e estabelecer novas linhas de ações e ainda do Programa 5S, que quando
aplicado na organização prepara as pessoas para serem mais objetivas e diretas fazendo assim
que obtenham os resultados estabelecidos com maior eficácia, conforme mostram
Seleme&Stadler (2008).
Para a empresa que pensa em estabelecer um Sistema de Gestão da Qualidade o
Programa 5S é o primeiro passo a ser dado para se alcançar a qualidade.
Tendo em vista estas questões, o presente trabalho tem como objetivo geral mostra
aimportância da implementação de uma gestão da qualidade no processo produtivo de pães,
principalmente o pão francês.
Como objetivos específicos foram definidos os seguintes:
- mostrar a transformação gradual e progressiva pela qual a indústria de panificação passou
ao longo do tempo;
- definir sistema produtivo, qualidade e a evolução das questões referentes a mesma, através
de um breve histórico;
- mostrar as principais ferramentas e métodos da qualidade que podem trazer melhorias aos
sistemas produtivos de panificação.
- um estudo de caso, fazendo uma avaliação de acordo com o padrão nacional de qualidade do
pão francês, do produto da empresa em estudo.
Com base nas questões da pesquisa e nos objetivos desse trabalho, supõe-se que com o
resultado pode-se demonstrar e orientar gestores e funcionários do setor de panificação de
pautar suas ações na qualidade, objetivando assim ter uma panificadora sólida e em constante
busca da melhoria de seus processos. Outro fator é a verificação da qualidade do pão francês
da panificadora em estudo.
Na metodologia utilizou-se uma abordagem descritiva, a partir de livros de
referências, artigos e websites que tratam desse tema os quais possibilitaram a obtenção de
informações referentes ao enfoque aqui trabalhado. A pesquisa realizada entre vários autores
sobre os temas sobre processo produtivo de panificação e ainda Gestão da Qualidade
subsidiou o estudo aqui transcrito e contribuíram profundamente para que este trabalho fosse
levado a termo. Também foi realizado um estudo de caso em uma panificação do noroeste
fluminense para a verificação da qualidade do pão francês.
O presente trabalho está estruturado em 4 capítulos. O capítulo primeiro trata da
transformação gradual e progressiva pela qual a indústria de panificação passou ao longo do

17
tempo assim como mostra, de forma reduzida, o processo de fabricação do pão,
principalmente do pão francês.
No capítulo 2 são colocadas, para melhor entendimento desse trabalho, as definições
de sistema produtivo e de qualidade. Como subitem desse capítulo, é apresentado um breve
histórico da evolução das questões relacionadas à qualidade.
O capitulo 3 mostra as principais ferramentas e métodos da qualidade que são
concretamente aplicáveis no processo produtivo de panificação justamente pela facilidade de
aplicação e pelos importantes resultados que trazem aos problemas encontrados durante o
processo produtivo desse setor.
No capítulo 4, se faz um estudo de caso de uma panificadora do noroeste fluminense,
com intuito de verificar se a mesma obtém um pão francês com aspectos de qualidade de
acordo com o padrão nacional de avaliação da Associação Brasileira de Indústrias de
Panificação (ABIP), tem um foco direcionado ao aspecto de qualidade que desrespeita a
coloração do pão.
Na conclusão ou considerações finais serão expostos os resultados finais da pesquisa
empreendida sobre a importância da implementação de uma gestão da qualidade no processo
de produção de pães, principalmente na do pão francês, e ainda os resultados da análise da
coloração do produto final, para ver se a empresa em estudo obtém um produto de qualidade.

18
1 A TRANSFORMAÇÃO GRADUAL E PROGRESSIVA PELA QUAL A
INDÚSTRIA DE PANIFICAÇÃO PASSOU AO LONGO DO TEMPO.
1.1 A HISTÓRIA DO PÃO
A origem do pão se perde dentro da história humana, e data pelo menos dez mil anos
antes de Cristo e já no período mesolítico, os primitivos seres que habitavam a Terra
começaram a utilizar pedras para moer grãos, cujo resultado era torrado sobre pedras onde se
adicionava água e cozinhando essa mistura sobre brasas, produziam assim um alimento que se
pode dizer ser o precursor do pão como o entendemos hoje, segundo Baumgarten (2009).
No ano nove mil A.C., o Egito, Turquia, Síria, Iraque e Irã e ainda na China e no
México, segundo Baumgarten (2009), as pessoas iniciaram a busca por terras férteis e
produtivas, abandonando assim o nomadismo, formando os primeiros agrupamentos humanos
que originaram as primeiras práticas de agricultura, o que levaria ao desenvolvimento do pão
como alimento efetivo.
O primeiro registro oficial da origem do pão data de 8.000 A.C., quando a
civilização mesopotâmica partiu do cultivo intensivo de cereais para a
panificação que, mesmo de forma absolutamente incipiente, trazia já os
princípios que até hoje regem a produção desse sagrado alimento
(BAUMGARTEN, p. 94, 2009).
No ano 3.000 A.C., os egípcios desenvolveram o fermento, sendo o primeiro povo a
fabricar e consumir pão fermentado, tal como é conhecido hoje, segundo Baumgarten (2009)
Conforme Baumgarten (2009), foi na Grécia, no ano 250 A.C., que surgiram as
primeiras padarias como estabelecimentos comerciais. Para os gregos, o pão passa a ocupar o
lugar mais importante à mesa.
[...] no ano 1.200 A.C., foram encontradas gravuras que descrevem os
detalhes técnicos da fabricação do pão em larga escala. O fabrico do pão se
desenvolveu semelhante a um processo de industrialização tal como o
concebemos hoje, porque os trabalhadores egípcios recebiam seus salário
diário em pão e cerveja (BAUMGARTEN, p. 98, 2009).

19
Nessa época também, o Império Romano já dava grande importância ao pão, mas esse,
na grande maioria, era produzido pelas mulheres em suas casas para consumo próprio.
Quando ocorreu a queda do Império Romano e houve as invasões bárbaras, o pão passou um
período sendo visto como um alimento quase sem importância, sem prestígio porque era o
alimento mais procurado e o preferido da classe pobre, mas mesmo assim sua fabricação
continuou de forma artesanal, conforme mostra Baumgarten (2009).
Foi somente no século XII que o pão e as padarias ressurgiram nos burgos e
cidades medievais. A partir desta época e por um longo tempo, a França e a
Itália passam a ser os países mais importantes na produção de pães,
desenvolvendo processos, métodos e receitas inovadoras de pães
(BAUMGARTEN, p. 106, 2009).
Foi no século XVII que surgiram as inovações que mudaram radicalmente a produção
de pães. As mais importantes foram a invenção do moinho a vapor de sete andares, o fogão
cilíndrico de ferro e o forno de padaria com funcionamento contínuo. Foi nesse século que
Louis Pasteur descobriu a explicação científica para a fermentação do pão e o fermento como
se conhece hoje, conforme Araújo (2003).
É a França a principal responsável pelo maior desenvolvimento no processo produtivo
da panificação, pois elevou a manufatura de pães ao estado da arte, cujas receitas são copiadas
ainda nos dias de hoje, segundo Araújo (2003).
Conforme Araújo (2003), foi no ano de 1543, quando o Brasil estava dividido em
capitanias, que Martim Afonso de Souza trouxe as primeiras sementes de trigo para cá, trigo
este totalmente desconhecido, pois aqui só se plantava cana-de-açúcar, milho, mandioca e
feijão.
No século XIX começaram no Brasil as grandes correntes migratórias que trouxeram
expressivo número de imigrantes europeus, entre eles os italianos, alemães e portugueses que
contribuíram de forma significativa com técnicas e conhecimentos mais esmerados para o
processo produtivo da panificação, fazendo com que o setor crescesse cada vez mais,
conforme mostra Araújo (2003).
“Foi no século XX que a panificação no Brasil atingiu status de negócio, gerando uma
classe comercial que iniciou um longo processo de reconhecimento do seu importante
trabalho” (BAUMGARTEN, p. 148, 2009).
A partir das décadas de 30 e 40, com a descoberta da fermentação industrial, foi que a
panificação passou por um processo importante e ascendente de desenvolvimento e
profissionalização, pois as técnicas de produção se aperfeiçoavam cada vez mais e o

20
maquinário se modernizava com enorme velocidade. Foi nessa época que o cilindro e a
misturadora deixaram de ser utilizadas com as mãos. Os fornos a lenha deram lugar para os
elétricos e outros equipamentos importantes foram desenvolvidos como as divisórias de
massa, as modeladoras, as batedeiras e câmaras de congelamento, conforme mostra Araújo
(2003).
Na década de oitenta outro fato importante aconteceu que modificou definitivamente a
indústria de panificação. Era a globalização que trouxe mudanças significativas ao mundo
civilizado. Assim, começaram a surgir as feiras nacionais e internacionais do segmento e os
empresários brasileiros do setor se abriram para as novas realidades, segundo Baumgarten
(2009).
Quando do estabelecimento das panificadoras no Brasil, estas não ocuparam o espaço
de maneira adequada. A grande maioria apresentava e apresentam ainda nos dias de hoje
deficiências nesse item, segundo Araújo (2003).
Quando se leva em consideração que o processo produtivo de panificação, em suas
várias etapas, têm exigências técnicas ambientais diferentes, percebe-se que seriam
necessários diferentes ambientes, e isso não ocorre na grande maioria das panificadoras
brasileiras.
Para Araújo (2003), uma padaria padrão é constituída, como norma geral, de
ambientes diferentes, ou seja, áreas industriais que deveriam ser separadas e planejadas para
uma finalidade específica:
1) Área de comercialização
2) Área de produção
3) Área de estocagem
4) Área de administração
5) Áreas gerais de serviços
Para Araújo (2003), a área de comercialização é o local onde estão dispostos os
balcões de exposição de produtos, os refrigerados, a caixa registradora, os frios e bebidas. Os
balcões expositores devem conter variados tipos de produtos para chamar a atenção do
consumidor, observando que todos contenham uma boa iluminação.
Seguindo ainda o mesmo autor, a área de produção deveser dividida em três setores:
1) Setor de preparo das massas (máquinas);
2) Setor de cozimento (fornos) e
3) Área de acabamento (embalagem e expedição).

21
Essa seria a divisão ideal, coisa que não ocorre ainda hoje na maioria das panificadoras,
pois geralmente englobam essas três divisões num único ambiente.
Na área de produção devem estar a misturadora (amassadora), cilindro,
divisora de massa (cortadora), modeladora (armadora, formadora) e os fornos
[...] e alguns acessórios básicos como balanças, formas, assadeiras,
medidores de água, batedeira, fogão a gás, forno para confeitaria [...]
(ARAUJO, P. 13, 2003).
Nessa área devem ficar todos os acessórios, e somente eles, que são utilizados durante
o processo produtivo da panificadora. Deve-se ainda nesse local se preocupar com a
ventilação, observando a livre circulação do ar, pois o ar aquecido, pela proximidade dos
fornos e a quantidade de pães pré-cozidos, deve ter livre saída para o ambiente externo.
A área de estocagem, conforme mostra Araújo (2003), deve ser obrigatória em toda a
panificadora, local este destinado para as matérias primas utilizadas durante o processo
produtivo e esse local deve seguir algumas condições de ambiente por estarem ali depositado
produtos perecíveis e com necessidade de diferentes tipos de armazenamento.
Para que o funcionamento da padaria e atendimento ao público chegue ao modo mais
perfeito possível, há a necessidade de se ter um local, podendo ser uma pequena sala, para o
tratamento dos assuntos administrativos, pois o fornecedor deve ser bem recebido e os
acordos firmados de maneira tranquila, sem a observação de pessoas alheia a esse assunto.
A administração de uma panificadora deve ser feita reservadamente, longe
dos clientes e sem misturar o constante esforço em vender, com os aspectos,
às vezes, difíceis, da administração geral de uma panificadora. Além disso, a
área reservada ao administrador proporciona maior conforto, privacidade e a
necessária reserva para tomadas de decisões (ARAUJO, p. 14-15, 2003).
As áreas gerais proporcionam aos funcionários comodidade. É onde devem estar
instalados os sanitários, vestiários e etc. É ainda onde devem ficar os instrumentos e matérias
de limpezas totalmente separados das demais áreas da panificação, seguindo Araújo (2003).
Para Baumgarten (2009), ao se resgatar a história da indústria de panificação no
Brasil, não se pode deixar de falar a importância dos congressos e as feiras de panificação que
trouxeram novas tendências, inovações tecnológicas e mostraram que qualidade deve estar
presente em todas as ações desse setor. Foram eles que sensibilizaram os empresários da
panificação para as questões de padronização e monitoramento dos processos de produção de
pães, da necessidade de se estabelecer indicadores para posterior medição do desempenho dos

22
processos produtivos e ainda a importância de se buscar cada vez mais satisfazer as
necessidades dos clientes. Tudo isso nada mais é do que gerenciar com qualidade.
Não se sabe ao certo quantos tipos de pães são produzidos e assados diariamente no
Brasil, mas sabe-se que são aproximadamente cem tipos de pães comuns, sem contar as
receitas especiais e sazonais, mas se tem certeza que o pão mais apreciado e consumido aqui é
o pão francês. Por isso a necessidade de se falar sobre esse importante tipo de pão.
1.2 O PÃO FRANCÊS
Até o fim do século XIX, o pão mais comum e consumido no Brasil era
completamente diferente do de hoje. Apresentava miolo e casca escuros.
O "pão francês" do Brasil é diferente do produzido na França, berço desse tipo de pão,
pois o produzido lá é um pão curto com miolo branco e casca dourada e chegou aqui através
da descrição de viajantes de famílias ricas que voltavam de lá sobre esse tipo de pão e os
produtores brasileiros tentavam então reproduzir a receita pela aparência, conforme
Baumgarten (2009).
O resultado foi a invenção do "pão francês" brasileiro, que difere de sua fonte de
inspiração europeia, sobretudo por levar um pouco de açúcar e gordura na massa antes de ir
ao forno, segundo Araújo (2003).
Quando os donos das panificadoras resolveram literalmente colocar a “mão na massa”
juntamente com seus funcionários é que as ideias começaram a brotar e surgiu a necessidade
de buscar saber quais os tipos de pães a clientela mais procurava. Perceberam então que o pão
francês era, de longe, o mais requisitado pelos clientes.
Para Baumgarten (2009), o pão francês apresentava um sabor especial e tinha um
tamanho adequado para o cálculo de consumo por pessoa, o que possibilitava que a compra
fosse sempre aproveitada, não havendo sobras, justamente por esse cálculo. Outra
característica que conquistou os brasileiros foi o aspecto do pão francês brasileiro – casca
dourada e miolo branco.
Na receita de pão francês, normalmente, as quantidades dos ingredientes (água, sal,
fermento biológico e melhorador de farinha) são calculadas a partir da quantidade de farinha
de trigo utilizada. Do total da massa (165%) a farinha corresponde com 100%, conforme
demonstrado na tabela 1 a seguir:

23
Ingredientes %
Farinha de Trigo 100 %
Agua + 60 %
Fermento Biológico 2 %
Sal 2 %
Melhorador de Farinha 1 %
TOTAL 165 %
Figura 1: Lista de ingredientes do Pão Francês, por porcentagem de Trigo. (Fonte: Própria)
Em algumas regiões no país o nome do pãozinho se difere, por poder levar um pouco
de açúcar e gordura em sua composição. Com o tempo, o novo pão foi ganhando apelidos em
locais diferentes, como pãozinho (São Paulo), pão massa grossa (Maranhão), cacetinho (Rio
Grande do Sul, Bahia), pão careca (Pará), média (Santos), filão ou pão jacó (Sergipe), pão
aguado (Paraíba), pão de trigo (Santa Catarina), pão de sal e pão d’água, ou pão
carioquinha (Ceará) e outras cidades do país (SEBRAE, 2012).
De acordo com a ABIP (2013), 46% do total de pães consumido no Brasil é o pão
Francês, estando bem à frente dos pães industrializados que representam uma venda no total
de 17%, por isso têm-se uma preocupação em manter a panificadora com um produto de
qualidade.
1.3 QUALIDADE DO PÃO FRANCÊS
Para avaliar a qualidade do pão francês pode-se utilizar a metodologia do sistema de
pontuação global, mediante análise sensorial dos seguintes atributos: cor da crosta, forma e
simetria, característica da crosta, aspecto de quebra da crosta, cor do miolo e porosidade,
segundo Cascudo (2004).
Ainda segundo o mesmo autor, outros parâmetros, além da gestão da qualidade para o
processo produtivo, podem ser considerados como pilares para a avaliação da qualidade do
pão francês. Entre eles estão o peso, volume, volume específico, densidade e peso seco e os
aspectos físicos químicos devem ser considerados, como textura, aroma e sabor.
Na imagem abaixo é possível identificar alguns aspectos, que são considerados para
que se obtenha um pão Francês de qualidade, de acordo com o padrão nacional (SEBRAE,
2012).

24
Figura 2: Parâmetros de qualidade do pão francês. (Fonte:SEBRAE,2012)
Uma novidade para a panificação, aconteceu este ano no mês de julho na FIPAN
(Feira Internacional de panificação, confeitaria e varejo independente de alimento) que
aconteceu em São Paulo, teve o lançamento da ABNT NBR 16179:2013 – Panificação – Pão
tipo Francês, que é a norma regulamentadora que estabelece as normas de avaliação e
classificação do pão francês, de acordo com suas características: as externas, como tamanho
crosta e aparência; e internas, observando-se a cor e a textura do miolo. E ainda há aspectos
sensoriais, como aroma e sabor.
“O objetivo da norma Brasileira é elevar o padrão de qualidade do pãozinho, criando
também uma referência para o consumidor de qual é o produto ideal”, destacou Marcio

25
Rodrigues (2013). Além disso, ao atender os critérios pré-estabelecidos, as panificadoras
podem reduzir as perdas e desperdícios durante o processo de produção.
Entre os benefícios potenciais a serem obtidos através da utilização da norma destaca-
se a receptibilidades das características do produto, facilitando o aumento de sua produção e
otimizando a rentabilidade nos estabelecimentos de pequeno e médio portes. Vale ressaltar
que o Brasil é pioneiro no cenário mundial na elaboração de uma norma técnica que define as
diretrizes de qualidade de um produto final – o pão (ABIP, 2013).

26
2 REFERENCIAL TEÓRICO
Para que se possa entender melhor o conteúdo desse trabalho, é necessário colocar
algumas definições de termos importantes que fazem parte do assunto aqui estudado.
2.1 SISTEMA DE PRODUÇÃO
No princípio a função produção, era entendida como a junção de atividades que
levam à transformação de um bem tangível em outro com maior utilidade, acompanha o
homem desde sua origem. Quando o homem pré- histórico polia a pedra a fim de transformá-
la em utensílio mais eficaz; ele estava executando uma atividade de produção.
No século XVIII, as tendências que o mercantilismo havia iniciado foram
impulsionadas pela Revolução Industrial, que foi produto de dois eventos: o surgimento das
fábricas e a invenção das máquinas a vapor. A Revolução Industrial revolucionou também a
produção e aplicação de conhecimentos administrativos. Na maior parte do tempo que a
antecedeu, a história da administração. “A partir do século XVIII, o desenvolvimento da
administração foi influenciado pelo surgimento de uma nova personagem social: a empresa
industrial” (Apud. MAXIMIANO, 2000, p. 147).
O século XX foi marcado por um avanço administrativo influenciado por dois nomes,
Taylor e Fayol, fundadores da escola da administração científica. A partir daí surgia o
conceito de sistematização da produção, isto é, a procura constante por melhores métodos de
trabalho e processos de produção, com o objetivo da obtenção de melhoria da produtividade
com o menor custo possível, o que ainda é hoje em dia o tema central nas maiorias das
empresas, mudando-se apenas as técnicas utilizadas (MARTINS, 2001, p. 2).
Os gerentes ou líderes de produção eram responsáveis para planejar e pensar o que e
como fazer, enquanto os outros colaboradores se importavam simplesmente em produzir.
Esses instrumentos do taylorismo consistiram em substituir definitivamente o saber fazer, da
produção artesanal, pelo fazer sem saber da produção em massa, ou seja, o planejamento era
separado da execução.
"Na década de 10 Henry Ford cria a linha de montagem seriada,
revolucionando os métodos e processos produtivos até então existentes.
Surge o conceito de produção em massa, caracterizada por grandes volumes
de produtos extremamente padronizados, isto é, baixíssima variação nos tipos
de produtos finais" (MARTINS, 2001, p. 2-4).

27
A produção em massa foi um fator de aumento rápido na produtividade e na
qualidade, onde foram obtidos produtos bem mais uniformes, em razão da padronização e da
aplicação de técnicas de controle estatístico da qualidade. Uma vez padronizados processos,
operações e ferramentas, tempos e custos de produção puderam ser reduzidos. A linha de
produção se tornara possível. Produção e vendas cresceram e, assim, a produtividade de todo
o sistema foi melhorada.
Stones (1995) ressalta que o sistema produtivo atua dentro do quadro mais amplo da
estratégia organizacional, devendo o plano estratégico da organização ser utilizado como
diretriz coerente para as políticas produtivas, especificando metas e objetivos que possam ser
atingidos pelo sistema produtivo. Desta forma, o sistema produtivo deve ser projetado de
modo compatível com as estratégias da organização e reciprocamente, as capacidades do
sistema produtivo devem ser consideradas na formulação da estratégia organizacional.
Conforme relaciona Harding (1992), o ciclo do sistema de produção é continuo,
constituído das seguintes etapas: formulação dos pianos de curto prazo e disponibilização dos
mesmos em operação; fabricação dos produtos; execução de controle nos setores de controle
de qualidade, controle de quantidade e controle de custos; execução das alterações necessárias
para viabilizar a consecução dos planos de curto prazo; desenvolvimento do aperfeiçoamento
ou alteração nos pianos de curto prazo; reanálise do planejamento estratégico em vista dos
resultados de curto prazo.
O planejamento e controle no sistema de produção baseiam-se na estimativa da
procura futura, envolvendo programação e controle dos empregados, de materiais e de
recursos de capital, objetivando produzir a quantidade e qualidade desejáveis de maneira
eficiente. Contudo, a viabilidade das estimativas pode ser afetada negativamente por
tendências inesperadas de mercado bem como, por inovações em produtos e outros fatores.
Os sistemas de produção levam em consideração: a) sistemas de entrada: estão
incluídos neste sistema os suprimentos de mão-de-obra e administração de pessoal, salários,
capital de giro e materiais; b) sistemas de saída: o principal subsistema de saída é a expedição,
pertencente ao sistema de distribuição, c) sistema de planejamento: inclui atividades relativas
ao planejamento de qualidade quantidade e tempos de programação; d) sistema de controle:
estão incluídos neste sistema a inspeção, manutenção de fábrica, custo padrão, controle de
processos e controle de estoques.
Nas indústrias de panificação têm de organizar a sua produção da forma mais eficiente
possível objetivando servir o cliente, aproveitar da melhor maneira os produtos que fazem
parte do seu produto final, reduzir custos e manter elevados níveis de qualidade na produção.

28
É importante que os empresários do setor saibam conduzir seu sistema produtivo para
que seu produto final realmente atenda aos requisitos dos clientes.
Segundo Costa Jr (2009), o processo produtivo é a combinação de fatores de produção
que proporciona a obtenção de um determinado produto final. Num processo produtivo são
incorporados fatores que, após a sua transformação, levam a um produto final ou acabado.
Nenhuma indústria, mesmo da panificação, pode planejar em detalhes todos os
aspectos de suas ações atuais ou futuras, mas todas necessitam entender seu sistema de
produção, podendo assim beneficiar-se ao saberem para onde estão direcionando seus
produtos.
O sistema de produção tem seu papel dentro do negócio e determina os objetivos de
desempenho e é ele que formula um conjunto de princípios gerais que guiarão as tomadas de
decisões necessárias para que os resultados sejam os melhores possíveis para a empresa,
conforme Slack et al (1996).
Em função do exposto percebe-se que também os gestores do setor de panificação
entenderam a importância do sistema produtivo do seu negócio, pois é através dele que os
mesmos podem alcançar suas metas e colocar no mercado um produto com qualidade e com
baixo custo.
2.2 QUALIDADE
O termo qualidade vem do latim qualitate, conceito desenvolvido por diversos
estudiosos e que tem origem na relação das organizações com o mercado.
A satisfação das necessidades das pessoas é a razão da existência da empresa, que,
portanto, deve suprir tais necessidades com produtos e serviços que atendam às expectativas
pelo cliente e pelo mercado, segundo Seleme&Stadler (2008).
Qualidade pode ser definido de várias formas, Juran(1988) define classicamente
que "Qualidade é adequação ao uso". Também em seu Handbook, quarta edição, vemos as
seguintes colocações: "Qualidade consiste nas características do produto que atendem as
necessidades dos clientes e assim fornecem a satisfação em relação ao produto", e "Qualidade
significa ausência de deficiências"
Já A. V. Feigenbaun(1983) define que "Qualidade significa o melhor para certas
condições do cliente. Estas condições são (a) o uso atual e (b) o preço de venda do produto".

29
Porém Teboul(1991) define como qualidade "a capacidade de satisfazer as
necessidades, tanto na hora de compra, quanto durante a utilização, ao melhor custo possível,
minimizando as perdas, e melhor do que os nossos concorrentes".
Robert Bly(1993) observa que "para o consumidor, qualidade de um produto é um
produto que é bom, excelente ou um dos melhores. Um produto de qualidade utiliza os
melhores ingredientes, os materiais mais caros, os componentes mais confiáveis. Um produto
de qualidade é elaborado por uma mão de obra com alta qualificação e suportada por um
excelente serviço. Qualidade, para muitos, simplesmente significa comprar o melhor, seja ele
um produto.
Enfim, qualidade sabe quem compra e no momento que compra. Podemos buscar uma
definição final na regra dos três B's, qual seja, "Qualidade é ser Bom, Bonito e Barato".
Toda essa preocupação com relação a entregar o produto certo, na hora certa e que
produza a satisfação do cliente também é aplicável no contexto da panificação.
Toda organização e não diferente com o setor de panificação, existem para satisfazer
as necessidades dos clientes. Isso significa entender todas as expectativas destes relativos aos
produtos, prazo de entrega, preço, confiabilidade e etc., conforme mostra Mello etal (2009).
Outro fator importante que o setor de panificação deve incorporar à sua cultura é
definir estratégias e políticas para a gestão do relacionamento com os clientes adequando
objetivos e metas às solicitações dos clientes. Isso é possível quando há a efetiva melhoria no
gerenciamento operacional e do potencial humano que fazem parte do setor produtivo da
panificação, conforme Taguchi, (2003).
A gestão da qualidade requer que o responsável pela indústria, quer o proprietário, o
gestor ou a alta direção estabeleçam os propósitos e o rumo da mesma, possibilitando um
ambiente interno que envolva e faça com que os colaboradores se comprometam a cumprirem
esses propósitos. Assim, o gestor pode entender as necessidades de todas as partes envolvidas
e interessadas provendo liberdade e os recursos exigidos para que as pessoas trabalhem com
responsabilidade, segundo Taguchi, (2003).
Outra significativa contribuição que um sistema de gestão da qualidade traz para a
empresa, aqui incluída a panificação, é a abordagem de processo onde o resultado esperado só
será atingido se o processo produtivo estiver claramente definido. É através dessa abordagem
que se tem como identificar e mensurar as entradas e saídas do processo e ainda observar as
interfaces do processo produtivo, pois assim a capacidade desse processo sendo conhecida
será possível criar objetivos e metas desafiadoras que se alcançadas fará com que essa

30
indústria de panificação obtenha um diferencial frente aos seus concorrentes, conforme
mostra Taguchi (2003).
Como já citado anteriormente nesse trabalho, estão disponíveis várias normas oficiais
e internacionais que podem conduzir uma empresa a estabelecer um sistema de gestão da
qualidade. A mais utilizada, quando a organização busca padronizar, monitorar e melhorar
continuamente seu processo produtivo buscando assim satisfazer as necessidades do seu
cliente, é a NBR ISO 9001- – Sistemas de Gestão da Qualidade – Requisitos, versão 2008.
A série de normas ISO 9000 é um conjunto de normas e diretrizes
internacionais para sistemas de Gestão da Qualidade. Desde sua primeira
publicação, em 1987, ela tem obtido reputação mundial como a base para o
estabelecimento de Sistema de Gestão da Qualidade (MELLO et al, 2009,
p.2).
Essa norma fornece a empresa um modelo a ser seguido para preparar e operar um
sistema de gestão da qualidade. Ela incorpora as características necessárias para que uma
organização seja reconhecida pela qualidade do seu produto final.
Uma empresa do setor de panificação que implementa um sistema de gestão da
qualidade baseado na NBR ISO 9001 terá contemplado as necessidades e expectativas de
todas as partes interessadas e a satisfação de seus cliente, por meio da melhoria contínua e
sistemática do desempenho da sua empresa.
2.3 BREVE HISTÓRICO SOBRE A QUALIDADE
Para Lobos (2003), nos primórdios da qualidade essa era entendida como uma
atividade de inspeção, onde através de uma verificação visual e por comparação entre os
produtos acabados é que se definia se o produto tinha ou não qualidade suficiente para ser
colocado no mercado, já que quase tudo era produzido de forma artesanal e as profissões
existentes de então eram ensinadas e passadas de pai para filho sem qualquer qualificação.
Com o passar do tempo surgiram as produções em massa que requeria um controle
mais preciso do que era produzido. Foi nesse cenário, segundo Lobos (2003) que a qualidade
passa a significar controle estatístico que apesar de trazer melhorias sensíveis na época ainda
não era suficiente para atestar o nível de qualidade de um produto final. Em função disso,
após vários estudos, percebeu-se que havia a necessidade de se controlar o processo, mas não
somente sob o prisma estatístico, mas também no que se referia a acompanhar todo o processo
e através de amostragem ter-se a percepção sobre a real qualidade do produto.

31
Com a Segunda Guerra Mundial, num primeiro momento os Estados Unidos e logo
após o Japão, perceberam que a indústria tinha necessidade de colocar em prática ações que
realmente fizessem com que o seu produto final fosse aquilo que se havia projetado, sem um
número enorme de produtos com defeitos e em função destas ações não tivessem desperdício
de tempo e de materiais.
No início do século XX, qualidade passou a ser entendida como um sistema
administrativo onde a necessidade de desenvolver novos produtos e a concorrência obrigaram
as empresas a repensar e buscar um desenvolvimento melhor de seus produtos, conforme
Seleme&Atadler (2008).
Após a Segunda Guerra Mundial, segundo Seleme&Atadler (2008), o Japão se
encontrava em total estado de destruição e buscando a reestruturação da sua economia,
buscou auxilio junto aos Estados Unidos, que naquele momento tinham o apoio de alguns dos
maiores gurus da qualidade, como Deming, Juran e Feigenbaum.
Essa troca de informações possibilitou que todos percebessem a importância de
relacionar fator técnico – que é o produto final, com o fator humano. Assim, foram criados os
grupos chamados de Círculos de Controle da Qualidade – CCQ, conforme mostram
Seleme&Atadler (2008).
Com todos esses conceitos e práticas, as empresas começam a ter uma nova visão e os
gestores das empresas começaram a perceber a importância da qualidade para o seu negócio e
assim buscam trazê-las para dentro das mesmas.
Para Moller (2004), a atual percepção que se tem sobre qualidade não substitui as
ideias tradicionais sobre o assunto.
O novo modo de pensar sobre qualidade completa e amplia o antigo,
acrescentando novas dimensões à ideia de desenvolvimento da qualidade:
melhorar as relações humanas, fortalecer a comunicação, monitorar
totalmente – no início, durante e ao final-, o processo produtivo, formar
espírito de equipe e manter padrões éticos elevados (MOLLER, p.5, 2004).
Outro fator importante trazido pela qualidade é a consciência do valor dos recursos
humanos que atuam na empresa.
Antigamente, funcionários eram considerados como um acessório necessário para a
realização do negócio da empresa, não importando sua qualificação, capacidade e
comportamento.
O chefe era sempre o que tinha razão e devia ser obedecido sem contestações.

32
Atualmente, para evidenciar a importâncias das pessoas, a qualidade trouxe nova
nomenclatura para defini-las, como por exemplo: funcionário passa a ser o colaborador e o
chefe é o gestor. Tanto colaborador quanto gestor sugerem a ideia de trabalho em conjunto,
onde um colabora, não somente através do serviço braçal mas também com ideias e ações e o
gestor é visto como aquele que faz a gestão e para haver gestão há de ter compartilhamento de
responsabilidades, segundo Mello et al (2009).
Hoje, qualidade está associada à lucratividade, definindo-a de acordo com as
expectativas dos clientes e deixa de ser uma tarefa de alguns passando a ser de todos, onde o
comprometimento e o envolvimento de todos que fazem parte da empresa são primordiais
para que a mesma obtenha uma maior produtividade com lucratividade e que o seu cliente se
satisfaça com o produto apresentado, conforme Mello et al (2009).

33
3 PRINCIPAIS FERRAMENTAS E MÉTODOS DA GESTÃO DA
QUALIDADE
3.1 O CICLO PDCA
Uma das primeiras ferramentas gerenciais que surgiu dentro da qualidade foi o Ciclo
PDCA, também conhecida como “Ciclo de Deming”
O PDCA é um método de controle eficaz e confiável das atividades e processos de
uma empresa, conhecido e utilizado em todo do mundo e se constitui em quatro fases:
Plan = Planejar, DO= Fazer, Check=Checar e Action= Agir.
Ciclo PDCA
AGIR PLANEJAR
VERIFICAR EXECUTAR
Figura 3:Fases do Ciclo PDCA. AGUIAR, p. 132, 2006.
Para melhor entendimento, é importante conhecer as fases desse ciclo. Segundo
Aguiar (2006) as mesmas são assim entendidas:
- Planejar (Plan)
Etapa em que o planejamento se torna o principal foco e na qual se define ideias,
metas e modelos para melhor iniciar o processo produtivo. Algumas atividades devem ser
realizadas para a eficácia dessa etapa como: levantamento de fatos e dados, elaboração do
processo e estabelecimento de itens de controle, e a definição dos objetivos a serem atingidos.
MELHORIA
CONTINUA

34
- Fazer (Do)
É nesta fase que coloca em prática tudo o que foi planejado na fase anterior.
- Checar / Verificar (Check)
Nessa fase, se verifica se os procedimentos realizados estão corretos e se avalia o que
ainda pode ser melhorado.
- Agir (Action)
Aqui se atua de forma corretiva para se identificar os problemas surgidos e se busca a
causa geradora do mesmo para que não haja a reincidência do problema.
O PDCA é um ciclo e, portanto, deve acontecer de forma continua. Para que isso se
realize de forma que traga os resultados positivos esperados, todas as fases devem acontecer.
A não realização de qualquer uma das fases afeta o processo como um todo.
Ao implementar o Ciclo PDCA deve-se evitar: realizar ações sem planejar, não iniciar
o processo sem que as metas estejam definidas e necessariamente dispor de pessoas
devidamente qualificadas para o realização do mesmo.
O Ciclo PDCA (Plan, Do, Check, Action) é composto das seguintes etapas:
1. Planejamento (P) que consiste em estabelecer metas e o método para
alcançá-las.
2. Execução (D) – executar as tarefas exatamente como previsto na etapa de
planejamento e coletar dados que serão utilizados na próxima etapa de
verificação do processo. Na etapa de execução são essenciais a educação e o
treinamento no trabalho.
3. Verificação (C) – A partir dos dados coletados na execução, comparar o
resultado alcançado com a meta planejada.
4. Ação (A) – Esta etapa consiste em atuar no processo em função dos
resultados obtidos. Existem duas formas de atuação possíveis: adotar como
padrão o plano proposto, caso a meta tenha sido alcançada ou agir sobre as
causas do não-atingimento da meta, caso o plano não tenha sido efetivo.”
(WERKEMA, 2004, P.19-20)
O Ciclo PDCA é um método de gestão que representa o caminho a ser seguido para
que as metas estabelecidas sejam atendidas. Para tanto, há necessidade do monitoramento do
processo, seja ele qual for, desde o seu planejamento, durante sua realização e até o final.
A verificação sobre os resultados obtidos é necessária porque caso estes estejam fora
do estabelecido deve-se agir corretivamente para identificar a causa do problema e estabelecer
ações corretivas e/ou preventivas.

35
Através do Ciclo PDCA pode-se executar, monitorar e avaliar todo o processo
produtivo da panificação, independentemente do tamanho da mesma porque é de simples
aplicação e de fácil controle. Quando realizado de maneira correta traz para os gestores do
processo produtivo desse setor resultados excelentes que fortalecerão a empresa para a
conquista de colocar disponível no mercado produtos de alta qualidade.
3.2 CINCO SENSOS – 5 S’s
Os cinco sensos, ou 5 S’s é uma das mais importantes ferramentas que a qualidade
disponibiliza para que a empresa como um todo tenha resultados satisfatórios.
“Trata-se de uma ferramenta revestida de um fator de grande importância que, além de
implementar a ordem organizacional, eleva a capacidade de discernimento do indivíduo”
(OSADA, p.36. 2004).
De origem japonesa, os cinco sensos foram traduzidos para a língua portuguesa para
que essa ferramenta fosse aplicada nas fábricas, nos escritórios e nos outros sistemas
produtivos.
Com a vinda dessa ferramenta e sua incorporação no dia a dia da empresa mudou
radicalmente a percepção de que as empresas ou os locais de produção poderiam ser sujos,
bagunçados e desorganizados, segundo Osada (2004).
SIGNIFICADOS DOS 5 S’s
SENSO SIGNIFICADO
1º seiri Senso de descarte ou liberação das áreas; Senso de ordenação
2º seiton Senso de organização
3º seiso Senso da limpeza
4º seiketsu Senso da higiene, arrumação, padrão
5º shitsuke Senso de ordem ou disciplina
Figura 4: Cinco sensos (OSADA, p. 37. 2004)
O primeiro S (seiri) determina que sejam fornecidos aos colaboradores da empresa os
conhecimentos necessários para que tenham o discernimento entre o que é útil ao seu trabalho
e o que não é. Isso quer dizer: retirar do ambiente de trabalho móveis, ferramentas, utensílios,

36
papéis e documentos dispensáveis à execução normal das atividades, conforme mostra Osada
(2004).
A vantagem da aplicação desse senso é, por exemplo, que um colaborador não precise
desviar de uma cadeira ou de uma máquina que não deveria estar lá assim como perca tempo
procurando uma ferramenta entre tantas que ele não utiliza no seu dia a dia.
“Desse modo, há efetivamente, uma clareza de pensamentos e ações, voltados para os
elementos constantes no trabalho e do trabalho, evitando assim, desperdícios e desgastes
desnecessários” (OSADA, p. 37. 2004).
O segundo S (seiton) implica que, além de serem úteis, os elementos e as ações devem
estar em locais apropriados. Se então o colaborador necessita de uma determinada ferramenta
para a execução de uma ação, não deve precisar procurá-la no local de trabalho. Assim as
ações advindas desse senso possibilitam ao colaborador formar um pensamento ordenado e
estruturado em direção à prática de suas atividades. “Quando isso acontece, ocorre menor
gasto de tempo, pois não há ações paralelas à execução da atividade”. (OSADA, p. 37. 2004).
O terceiro S (seiso) é o senso da limpeza e traduz a primeira condição visível nos
setores produtivos atuais. Além da organização tradicional do local de trabalho, esse senso
permite que sejam monitorados elementos que, ao se mostrarem sujos, indicam problemas,
como no caso de equipamentos com vazamentos e quantidade de sobra de material além do
normal. “Esse senso traz na sua aplicação uma consideração educativa: a limpeza deve ser
também um estado de espírito, sendo que o funcionário, ao vir trabalhar, deve estar com a
mente clara e livre de problemas”. (OSADA, p. 37-38. 2004).
O quarto S (seiketsu) concretiza as ações que não basta somente organização e
limpeza. Esse senso implica na busca da melhor organização e da mais eficiente limpeza, nos
dois sentidos descritos nos S’s anteriores. “Isso significa que é necessário tomar os recursos
disponíveis e com eles executar o melhor, ou seja, trata-se da integração dos recursos/ações
para a obtenção do melhor resultado” (OSADA, p. 38. 2004).
O quinto S (shitsuke) vai além das ações já realizadas, fazendo com que os
colaboradores agora transfiram para si próprios a postura do cotidiano de trabalho obtida com
os quatro S’s anteriores. “Esse senso é aquele que consolida os outros quatro, propiciando,
assim, um ganho permanente à organização, já que o pensamento bem ordenado e bem
estruturado está a favor da organização” (OSADA, p. 38. 2004).
Para que efetivamente o programa 5’s seja implementado de maneira eficiente, o
colaborador deve ser devidamente treinado para entender que estes devem ser incorporados
no cotidiano da sua vida privada o aprendizado obtido sobre os Cinco Sensos.
37
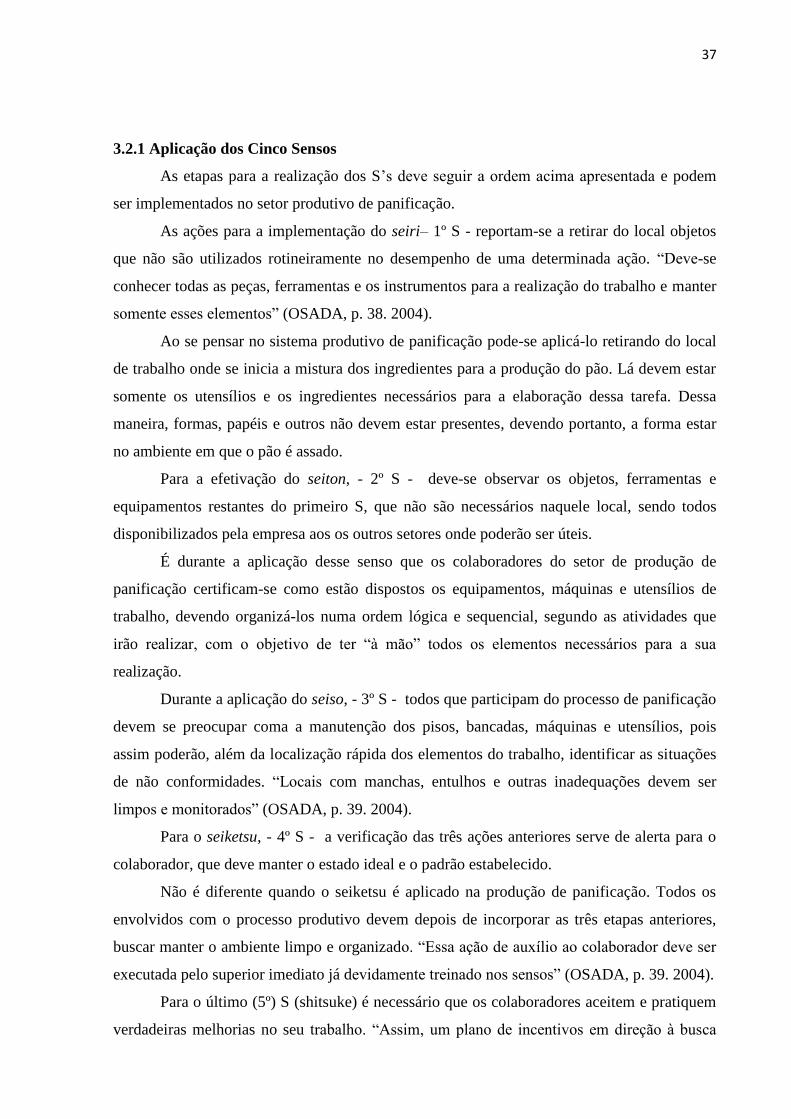
3.2.1 Aplicação dos Cinco Sensos
As etapas para a realização dos S’s deve seguir a ordem acima apresentada e podem
ser implementados no setor produtivo de panificação.
As ações para a implementação do seiri– 1º S - reportam-se a retirar do local objetos
que não são utilizados rotineiramente no desempenho de uma determinada ação. “Deve-se
conhecer todas as peças, ferramentas e os instrumentos para a realização do trabalho e manter
somente esses elementos” (OSADA, p. 38. 2004).
Ao se pensar no sistema produtivo de panificação pode-se aplicá-lo retirando do local
de trabalho onde se inicia a mistura dos ingredientes para a produção do pão. Lá devem estar
somente os utensílios e os ingredientes necessários para a elaboração dessa tarefa. Dessa
maneira, formas, papéis e outros não devem estar presentes, devendo portanto, a forma estar
no ambiente em que o pão é assado.
Para a efetivação do seiton, - 2º S - deve-se observar os objetos, ferramentas e
equipamentos restantes do primeiro S, que não são necessários naquele local, sendo todos
disponibilizados pela empresa aos os outros setores onde poderão ser úteis.
É durante a aplicação desse senso que os colaboradores do setor de produção de
panificação certificam-se como estão dispostos os equipamentos, máquinas e utensílios de
trabalho, devendo organizá-los numa ordem lógica e sequencial, segundo as atividades que
irão realizar, com o objetivo de ter “à mão” todos os elementos necessários para a sua
realização.
Durante a aplicação do seiso, - 3º S - todos que participam do processo de panificação
devem se preocupar coma a manutenção dos pisos, bancadas, máquinas e utensílios, pois
assim poderão, além da localização rápida dos elementos do trabalho, identificar as situações
de não conformidades. “Locais com manchas, entulhos e outras inadequações devem ser
limpos e monitorados” (OSADA, p. 39. 2004).
Para o seiketsu, - 4º S - a verificação das três ações anteriores serve de alerta para o
colaborador, que deve manter o estado ideal e o padrão estabelecido.
Não é diferente quando o seiketsu é aplicado na produção de panificação. Todos os
envolvidos com o processo produtivo devem depois de incorporar as três etapas anteriores,
buscar manter o ambiente limpo e organizado. “Essa ação de auxílio ao colaborador deve ser
executada pelo superior imediato já devidamente treinado nos sensos” (OSADA, p. 39. 2004).
Para o último (5º) S (shitsuke) é necessário que os colaboradores aceitem e pratiquem
verdadeiras melhorias no seu trabalho. “Assim, um plano de incentivos em direção à busca

38
dessas melhorias pode trazer bons resultados à organização e ao ambiente de trabalho”
(OSADA, p. 39. 2004).
Indiscutivelmente os Cinco Sensos ou 5 S’s são importantes itens da qualidade que
podem auxiliar o setor da panificação a iniciar uma organização interna buscando
efetivamente produzir com qualidade.
É importante salientar que os cinco sensos desempenham um papel fundamental nas
empresas, mas não somente nelas. Podem ser aplicados em escritórios, ambientes prestadores
de serviços que trabalham com o público, sistemas logísticos de transportes e distribuição,
hospitais.
O sucesso na implementação dos cinco sensos depende de um programa de
manutenção das ações propostas, por isso não devem ser realizados somente
uma única vez, sob pena de se perderem no tempo. [...] outro fator importante
é que o programa seja apoiado e incentivado pelas instâncias superiores como
parte de uma abordagem estratégica implantada pela organização (OSADA,
p. 39. 2004).
Por essa gama de ramos pode-se dizer que também pode ser facilmente implementado
no setor de panificação, porque sua aplicação transforma e educa o colaborador não somente
para o trabalho, mas também para sua vida pessoal.
3.3 BRAINSTORMING
O Brainstorming é uma ferramenta utilizada em reuniões nas quais os integrantes têm
liberdade total de expor suas ideias, por mais absurdas que pareçam, sem se preocuparem uns
com os outros e muito menos se preocupar em parecer ridículo, pois após análise uma ideia
que pode ser assim considerada passa a ser estratégica para a solução de um problema.
Na utilização do brainstorming, consideramos três fases distintas. A primeira
é aquela em que as ideias são geradas, a segunda é destinada a realização dos
esclarecimentos relativos ao processo, e a terceira presta-se à avaliação das
ideias propostas. [...] e essa ferramenta pode ser empregada para identificar
ideias que possam melhorar produtos ou induzir a inovadoras soluções de
problemas (SELEME & STADLER, p. 57. 2008).

39
BRAINSTORMING
FASE PASSO DESCRIÇÃO
1
1 Escolhe-se um facilitador para o processo que definirá o objetivo.
2 Formam-se grupos de até dez pessoas.
3 Escolhe-se um lugar estimulante para a geração de ideias.
4 Os participantes terão um prazo de até dez minutos para fornecer suas
ideias, que não devem ser censuradas.
2 5 As ideias deverão ser consideradas e revisadas, disseminando-se entre os
participantes.
6 O facilitador deverá registrar as ideias em local visível (quadro, cartaz,
etc.) esclarecendo novamente o propósito.
3 7 Deverão ser eliminadas as ideias duplicadas.
8 Deverão ser eliminadas as ideias fora do propósito delimitado.
9 Das ideias restantes devem ser selecionadas aquelas mais viáveis, se
possível por consenso entre os participantes.
Figura 5:Passos do Brainstorming. (SELEME & STADLER, p. 56, 2008).
A fácil compreensão e execução dessa ferramenta faz com que seja compatível com as
ações realizadas durante o processo produtivo de panificação. Assim, seguindo os passos
acima definidos, os gestores do setor de panificação podem utiliza-la para buscar novas ideias
ou soluções para os problemas encontrados durante o mesmo.
3.4 ANÁLISE DE PARETO
A Análise ou Diagrama de Pareto é uma ferramenta desenvolvida a partir de
análise dos seguintes dados: foi estabelecida uma relação de 20/80 (lê-se
“vinte para oitenta”), traduzida pelo seguinte exemplo: de todos os valores
depositados em bancos, 80% deles são de propriedade de apenas 20% dos
clientes desses bancos. Assim [...] estabeleceu-se uma classificação dos
problemas de qualidade, dividindo-os em poucos vitais e muitos triviais, ou
seja, a maior quantidade dos defeitos se refere a poucas causas. (SELEME &
STADLER, p. 88, 2008).
Assim, pode-se dizer que o Diagrama de Pareto é uma poderosa ferramenta de
construção, assemelhando-se aos histogramas que permitem o reconhecimento de padrões de
uma determinada amostra que é representativa de toda a população, segundo Oliveira (2005).

40
Essa análise permite que sejam identificados e classificados os problemas de maior
importância e que devem ser corrigidos primeiramente. Ao solucionar o primeiro problema,
um segundo se torna mais importante, permitindo que os participantes dediquem maiores
esforços na resolução dos problemas realmente considerados os mais importantes, o que trará
como resultado para a empresa um adequado uso de seus recursos em busca da melhoria da
qualidade do processo e do produto, conforme Oliveira (2005).
Quando da aplicação dessa ferramenta, deve-se associar-se as categorias aos seus
custos, pois assim as probabilidades de enganos serão mínimas.
Nem sempre a causa que provoca grande quantidade de não conformidades,
mas cujo custo de reparo seja pequeno, será aquela a ser priorizada, pois
numa análise mais abrangente é possível identificar causas cujo efeito se
traduzem em poucas não conformidades, mas de custo altíssimo, associadas a
danos, risco ou reparos (OLIVEIRA, p. 63. 2005).
O Diagrama de Pareto pode ser aplicado nas seguintes situações, entre outras,
conforme mostra Oliveira (2005):
- quando para definição de projetos de melhoria:
Identificação das principais fontes de custos;
Identificação das principais causas que afetam um processo;
Escolha do projeto de melhoria a ser desenvolvido na empresa, em função do número
de não conformidades geradas no processo produtivo.
- quando da análise de custos de projetos
Identificação e distribuição de recursos por projeto;
Identificação de áreas prioritárias para investimento.
É importante falar que o Diagrama de Pareto pode ser utilizado para a obtenção de
dois tipos de resultados:
- Diagrama de Pareto por causas, cujo objetivo é identificar a maior causa do problema, em
qualquer situação.
- Diagrama de Pareto por efeitos, cujo objetivo é identificar o maior problema, que é obtido a
partir dos efeitos indesejados apresentados no processo.
Pela explicação acima, percebe-se que essa também é uma poderosa ferramenta que os
gestores da panificação podem utilizar durante o seu processo produtivo, seja para identificar
a causa do problema surgido durante a realização do mesmo objetivando evitar sua
reincidência, seja para identificar o maior de todos os problemas para que ações corretivas
sejam definidas para regularizar o processo.

41
3. 5W’s e 2H’s
A ferramenta 5W’s e 2H’s se utiliza de perguntas (elaboradas na língua inglesa) por
isso se iniciam com W e H, que podem ser compreendidas no quadro abaixo. É também
conhecida como a técnica dos porquês e as perguntas têm por objetivos desencadear respostas
que mostrem o problema a ser resolvido.
Essa ferramenta permite que num processo em execução seja dividido em etapas,
estruturadas a partir das perguntas, com o objetivo de serem encontradas falhas que impedem
o término adequado do processo. O resultado da sua aplicação é a exposição da falha que
interrompeu o processo e a possibilidade de uma análise mais apurada para sana-la e com isso
possibilitar que o processo continue conforme o planejado.
5W’s e 2H’s
Pergunta Significado Pergunta instigadora Direcionador
WHAT? O quê? O que deve ser feito? O objeto
WHO? Quem? Quem é o responsável? O sujeito
WHERE? Onde? Onde deve ser feito? O local
WHEN? Quando? Quando deve ser feito? O tempo
WHY? Por quê? Por que é necessário fazer? A razão/motivo
HOW? Como? Como será feito? O método
HOW MUCH? Quanto custa? Quanto vai custar? O valor
Figura 6 -Modelo Conceitual dos 5W’s e 2H’s (SELEME & STADLER, p. 40, 2008).
Esta ferramenta é utilizada quando se faz uma análise do problema encontrado com o
objetivo de identificar a causa do mesmo.
Dentro do cenário da panificação, se propõe um exemplo específico desse setor, para
um melhor entendimento da aplicação dessa ferramenta.
PROBLEMA: Por que o pão não cresceu conforme o planejado?
Pergunta Resposta encontrada
Por que o pão não cresceu? Porque o fermento não estava bom.

42
Por que o fermento não estava de acordo? Porque o fermento ou não estava
devidamente acondicionado ou estava com a
data de validade vencida.
Por que não foi feito uma verificação do
estado/validade do fermento?
Porque houve falha da equipe de produção.
Por que a equipe não realizou o que estava
definido?
Porque faltou treinamento para os
componentes da mesma.
Figura 7: Exemplo do modelo 5W’s e 2H’s (Fonte: Própria).
Percebe-se que é uma ferramenta bem fácil de aplicar onde as perguntas buscam
esclarecer a causa do problema. Após o esclarecimento do ocorrido as demais perguntas
devem ser feitas, pois assim, para o estabelecimento da ação corretiva, se definirão quem fará,
por que será feito, como e quanto vai custar.
Achar a verdadeira causa para o problema se torna simples, pois através dessa
ferramenta estrutura-se o pensamento, permitindo assim o direcionamento para a ação que
efetivamente encontrará a causa e solucionará o problema.
3.6 CONTROLE ESTATÍSTICO PROCESSO (CEP)
O embasamento da teoria básica do CEP está relacionado ao fato de que
inevitavelmente existirão variações das características de um produto para outro, em função
da variabilidade do processo. De acordo com Costa et al. (2009), a expressão variabilidade do
processo refere-se às diferenças existentes entre as unidades produzidas. A diferença será tão
maior, quanto maior for a variabilidade do processo.
Segundo Costa et al. (2009), as explicações de Shewhart para a variabilidade dos
processos são aceitas até hoje, pois mostram que por mais bem projetado e controlado que
seja o processo, este possui em sua variabilidade um componente impossível de ser
eliminado.
Ou seja, sempre existirão diferenças entre dois produtos em função do que se chama
de variabilidade natural do processo, resultante de diversas perturbações (causas aleatórias)
que são muito pouco passíveis de interferências e mudanças. A variabilidade natural é
resultante de um efeito cumulativo de diversas pequenas causas, inerentes ao processo em
questão, cuja distribuição produzida é estável e repetitiva ao longo do tempo.

43
Quando um processo apresenta somente variabilidade natural, tendo, portanto, causas
aleatórias interferindo na produção, diz-se que o processo encontra-se no estado de controle
estatístico. Todavia, outros tipos de variabilidade podem interferir no processo, oriundos de
máquinas desajustadas ou descontroladas, matéria-prima fora das especificações ou erro de
operação.
Para Costa et. al (2009), todo processo sofre perturbações maiores, denominadas
causas especiais, as quais são capazes de deslocar a distribuição da variável aleatória X e/ou
aumentar a dispersão da mesma.
Segundo Montgomery (2004), as fontes de variabilidade que não são aleatórias podem
ser classificadas como “causas atribuíveis”, e apresentam-se muito maiores do que as causas
aleatórias, caracterizando um nível inaceitável do desempenho do processo.
A detecção rápida de mudanças no processo decorrentes de causas especiais pode ser
proporcionada com o emprego do controle estatístico do processo, de maneira que seja
possível verificar alterações antes que seja produzida uma grande quantidade de unidades fora
dos padrões especificados, o que reduz custos, evita retrabalho, diminui as perdas e garante
maior qualidade ao consumidor.
Os gráficos de controle permitem visualizar o comportamento do processo de forma
fácil e objetiva, retratando a variabilidade e permitindo ações que evitem maiores problemas e
possibilitando a melhoria do processo.

44
4 – A IMPORTÂNCIA DA IMPLEMENTAÇÃO DA GESTÃO DA
QUALIDADE EM UMA PANIFICADORA
4.1 – EMPRESA EM ESTUDO
A empresa em estudo foi fundada 1992, e ao longo de sua jornada ela vem crescendo cada dia
mais, mantendo a tradição, a competitividade no mercado com novos produtos, investindo em
tecnologias, objetivando melhorias no processo produtivo, tendo hoje a disposição do
consumidor uma grande variedade de produtos dentre os ramos de panificação, confeitaria,
chocolataria, cafeteria e restaurante.
A empresa é localizada na cidade de Itaperuna, ao noroeste do estado do Rio de Janeiro, conta
hoje com aproximadamente 75 colaboradores, divididos em diversos setores e funções, e esse
número aumenta com a proximidade de datas festivas, como natal e ano novo.
Na produção da panificadora, existem 2 equipes de 4 pessoas cada, onde há 1 gestor máster e
mais 2 agregados para o controle e planejamento da produção. A produção consome cerca de
400 quilos de farinha por dia, divididas em pães variados, entre eles a linha de pães light e
integral, pães doces e o pão francês, que toma maior proporção dessa produção.
4.2- LINHA DE PRODUÇÃO
As etapas de produção do pão francês pode ser dividida em 5 etapas, sendo elas: Pesagem,
Mistura dos ingredientes, divisão e modelagem, fermentação e forneamento.
4.2.1 Pesagem
Umas das etapas que é umas das principais para a exclusão de perdas e desperdícios no setor
de produção, ou seja, na maioria das vezes é o próprio padeiro quem faz a marcação da massa,
sendo assim ele perde tempo de produção, por estar parado pesando os produtos, e ainda se
não houver uma supervisão dessa pesagem, pode haver alternância desses pesos, mais
detalhadamente pode-se passar 5 ou 10 gramas, por matéria prima, resultando numa grande
perda no fim de um processo se for medida. Afinal como essa produção acontece todos os

45
dias e mais de uma vez por dia, essas variações podem resultar em um montante de valor bem
representativo ao final de um período.
4.2.2 – Mistura dos Ingredientes
São adicionados todos os ingredientes a masseira e os mesmos são misturados até
atingir um ponto homogêneo, onde no ramo da panificação se diz que “até que se atinja um
ponto de véu”.
De acordo com a panificadora existem ordens para esse adicionamento, um deles é
adicionar primeiramente o fermento e a farinha, para que se misturem antes do restante dos
ingredientes. Logo depois adiciona-se o restante dos ingredientes.
4.2.3 – Divisão e modelagem
Ao retirar a massa da amassadeira, ela é passada no cilindro para que se chegue ao
ponto ideal de modelagem. Após a divisão da massa, na panificadora em estudo, o pão ideal
se encontra com 60 gramas após assado, assim a massa é dividida em pesos de 2.100 kg, onde
é colocada esses pesos em uma divisora, que dividi em 30 unidades de iguais tamanhos,
depois é passado na modeladora onde os pães são modelados automaticamente.
4.2.4 – Fermentação
O pão é colocados em formas e posicionado nos carrinhos para fermentação, senda
está em média de 3 a 5 horas, dependendo diretamente da quantidade de fermento adicionada.
É a parte do processo de produção onde o pão ganha tamanho, e onde pode variar na forma,
ou seja, dependendo se for mal posicionado na forma, ou c as formas estiverem em mal
condições, isso pode prejudicar a fermentação, fazendo com que o pão fique informal ao
esperado.
4.2.5 – Forneamento
O pão é retirado dos carrinhos de fermentação, é feito no produto a hachura com o auxílio de
lima gilete, e em seguida colocado no forno, à uma temperatura média de 170º à 200º Cº. Um
fator importante para essa etapa é a colocação de vapor no forneamento, onde para pão

46
francês é essencial, pois ela interfere diretamente na cor da casca e na abertura da pestana do
pão.
4.2.6 – Fluxograma de produção
Figura 8: Fluxograma de produção do pão Francês (Fonte: Própria).
4.3 DEFINIÇÃO DO ASPECTO DE QUALIDADE A SER AVALIADO
Foi realizado uma pesquisa de opinião sobre a qualidade do pão francês aplicando-se o
questionário apresentado no quadro abaixo (Figura 7), com cerca de 120 clientes da
panificação no horário de 9 às 3, que é o horário de pico de vendas, durante o período de 5
dias.
Pesquisa de OPinião
Dentre os fatores de avaliação de qualidade do Pão Francês, como você classifica,
de acordo com o seu grau de importância na hora da compra, de 0 a 5?
Fatores de Avaliação 0 a 1 2 a 3 4 a 5
Cor da casca
Textura da casca
Cor do miolo
Abertura da Pestana
Tamanho (volume)
Figura 9: pesquisa de opinião (Fonte: Própria).
Pesagem dos ingredientes
Mistura dos ingredientes na
masseiraDivisão da massa
Modelagem da massa
Arrumação dos pães nas grades
Fermentação
(3 à 5 horas)
Corte da pestana do pão
Forneamento, com acionamento de vapor
(15 min à aprox 200°C )
Arrumação na área de Vendas

47
0
20
40
60
80
100
120
Cor da casca Textura dacasca
Abertura daPestana
Tamanho(volume)
0 a 1 21
2 a 3 23 32 38 39
4 a 5 112 49 32 45
Pesquisa de Opinião
0 a 1 2 a 3 4 a 5
Os resultados são apresentados no gráfico da figura 8:
Figura10: Gráfico do resultado da pesquisa de opinião (Fonte: Própria).
O resultado da pesquisa indica que o principal aspecto de qualidade que é levado em
consideração na hora da compra é a coloração da casca e em seguida a abertura da pestana.
Com base nisso, será realizado uma análise, com o auxílio do controle estatístico de
qualidade, tendo como base o padrão nacional de avaliação de qualidade do pão francês, para
a verificação da qualidade do pão francês da padaria em estudo, quanto a coloração da casca.
4.4 DETERMINAÇÃO DO TAMANHO DA AMOSTRAGEM
Para determinação da quantidade de amostras foi feito um cálculo com base na
quantidade de pães produzido diariamente, foi usada a seguinte fórmula:
Figura 11: fórmula de cálculo de amostragem (fonte: Costa, 2009).
Onde:
Z é o nível de confiabilidade;
d é o nível de erro amostral;
n = Z² . ^p . ^q . N .
d².(N-1) + Z². ^p . ^q

48
^p e ^q são a estimativa da verdadeira proporção, sendo ^p: 60% e ^q: 40%
N é a produção diária de pães, que foi estabelecida em 4000/dia
O nível de significância foi estabelecido em 90%, ou seja, α = 0,1. O erro máximo de
estimação (ε) é a diferença máxima que se admite obter entre o valor estimado (amostra) e o
valor real (população), considerando o nível de significância adotado. Esse erro é fixado antes
de se iniciar a pesquisa e incide diretamente no tamanho final de amostra, isto é, quanto maior
a precisão desejada (menor o erro aceitável) maior será o tamanho de amostra.
De acordo com o cálculo a número de amostras foi definido em 244 unidades, onde
seria o ideal para a verificação, porém para uma melhor análise ficou estabelecido a coleta de
250 amostras.
4.4.1 Coleta de amostras
As amostras foram coletadas no período de 01 à 15 de outubro, ao decorrer da semana,
de acordo com os horários de forneamento, que variam de acordo com a venda. No total
foram coletadas 250 amostras de acordo com o cálculo de verificação feito.
As amostras foram analisadas e comparadas com o padrão de qualidade da ABIP
citado no item 1.3 de acordo com a classificação na figura 10.
Figura 12: Classificação das amostras coletadas. (Fonte: Própria)
Na figura 13 pode-se ver algumas das amostras coletadas, e já classificadas para um melhor
entendimento:
Classificação das amostras
Tipo Cor Padrão Nacional
1
Ideal (10)
2
Mediano (7)
3
Não conforme (5)

49
Figura 13: Algumas amostras coletadas. (Fonte: Própria)
4.4.2 Análise Comparativo das amostras
Com base no padrão de qualidade da ABIP, foi realizado uma análise comparativa
com das amostras com a tabela de classificação (figura10), através disso se obteve os
seguintes resultados que são representados na figura 11:
Análise da amostragem
Total de amostras Classificação Quantidade %
250
1 (Ideal) 118 57
2 (Mediana) 73 32
3 (Aceitável) 60 11 Figura 14: Análise comparativo das amostras. (Fonte: Própria)
O análise Comparativo é representado graficamente na figura 12, onde podemos
analisar com mais clareza:

50
Figura 15: Gráfico de análise comparativo das amostras. Fonte (Própria)
4.5 RESULTADOS E DISCURSÕES
Com base nos resultados, verifica-se que aproximadamente 50 % das amostras estão
no ponto ideal (nota 10), de acordo com o padrão nacional de avaliação citado no item 1.3 na
figura 1, porém 29% se enquadram na média (nota 7) e 24 % das amostras foram aceitáveis
(nota 5), por também se enquadrarem dentro dos padrões.
Não se foi necessário o uso do controle estatístico de processo pelo fato de não ter
ocorrido não conformidades, que seria o caso de os pães saírem muito brancos, ou crus, e
outro fator é passar do ponto, no caso queimar. Como não houve nenhuma das situações
citadas, todas as amostras estão aptas para venda, se enquadrando dentro dos aspectos de cor
desejado.
Segundo PROPAN (2011), as possíveis causas de falta de coloração no pão são as
seguintes:
1. Tempo irregular de forneamento, onde o ideal seria de 15 min, em um forno à
temperatura de 180º, com o acionamento de vapor.
2. Falta de açúcar; pois o açúcar influencia diretamente na coloração da massa, devido a
suas características químicas, onde são liberados enzimas através do processo de
fermentação.
1 (Ideal); 118; 47%
2 ( Mediana); 73; 29%
3 (Aceitável); 60; 24%
ANÁLISE COMPARATIVO

51
3. Pouco vapor, o vapor influencia na cor do pão pelo fato de umedecer e dar brilho, para
não deixar que a massa resseque.
O treinamento e acompanhamento dos colaboradores dentro da empresa, é fundamental
para qualquer que seja a medida a ser tomada, pois quando se tem a equipe toda envolvida no
processo com o intuito de melhoria, se consegue chegar ao resultado esperado com mais
velocidade.
A padronização do receituário, a instalação de uma pré-pesagem é essencial para a
eliminação de desperdícios de matérias primas, pois com uma estação de pré-pesagem, uma
pessoa fica responsável por montar os kits de produtos, com isso evita as perdas no transporte
e também a variação de peso de material. Outro fator é o ganho de tempo de produtividade,
porquê evita que o padeiro fique pesando os ingredientes da massa, tendo o kit já preparado, é
só colocar na amassadeira e misturar.
O mapeamento para monitoramento do forneamento, é outro ponto importante para a
redução dessas falhas de coloração. Em algumas situações quando se tem uma produção em
grande escala e poucas opções de forno, tem que se haver um entendimento dentro da
produção para assar os produtos, pois nem sempre a temperatura e o tempo de forneamento é
o mesmo para todos os produtos, podendo assim ocasionar falhas no produto final.

52
CONCLUSÃO
Ao se analisar o setor de panificação, percebe-se que de modo geral todas fazem um
pão de sal, dentro dos padrões e pesos nacionais, como o francês, mas, também, produzem
especialidades locais, produzem juntamente com massas doces, pães especiais, bolos, tortas,
torradas e etc. Mas para que panificadoras que compõem esse setor permaneçam no mercado,
com produto de qualidade e com grande produtividade e lucro há a necessidade de se definir o
planejamento e o controle do processo produtivo do setor, pois esses dois elementos são de
grande relevância para que o setor disponibilize produtos de qualidade para os clientes. A
ausência de controle na maioria dos casos leva a decisões inadequadas, levando a empresa a
sérios prejuízos.
Quando os gestores do setor de panificação percebem a importância de estabelecer
ações voltadas para a qualidade do seu produto final, é possível observar com maior clareza
quais itens produzidos trazem os lucros mais expressivos, assim como quais dos itens podem
causar prejuízos.
A implantação e implementação de uma Gestão da Qualidade no processo produtivo
de panificação representa uma estratégia concreta para o início do processo de mudança da
cultura organizacional.
Quando se observa a estrutura tradicional de uma panificadora percebe-se que os
clientes são colocados como agentes passivos quando do recebimento de um pão ou produto
por ela produzido ou ainda são taxados como os que reclamam, tumultuam o andamento da
panificadora.
Quando se opta por um Sistema de Gestão da Qualidade o cliente passa a ser o
principal foco da empresa. Vê-se ainda que aparece a figura do cliente interno sendo as
pessoas que efetivamente prestam serviços à empresa e do externo que é aquele pelo qual a
organização trabalha e busca a melhoria continua para melhor atende-lo e com isto buscar sua
fidelidade.
A gestão pela qualidade assegura a satisfação de todos os que fazem parte dos diversos
processos da empresa: clientes externos e internos, diretos e indiretos, parceiros e
empregados.
O papel dos gestores do setor de panificação é primordial para a real efetivação da
Gestão da Qualidade, pois são eles que demonstram o comprometimento, a confiança,
promovem o alinhamento e convergência de ações dentro do setor. É através deles, com

53
parceria com os demais, que é estabelecido um propósito desafiador buscando resultados reais
e positivos.
Quando, no processo produtivo de panificação, as ações são definidas e seguidas
baseadas num Sistema de Gestão da Qualidade, percebe-se que existe um elo entre os gestores
e seus colaboradores para que todos estejam envolvidos com as ações da qualidade com o
objetivo de obterem juntos o sucesso almejado.
A Gestão da Qualidade possibilita para o processo produtivo de panificação,
mecanismos de vendas objetivando além da sobrevivência, o lucro, estabelecendo uma
integração adequada entre pedidos, estoques, crédito, atendimento, embalagem e entrega. Se
um dos processos falhar, todos os outros também falharão e consequentemente haverá
insatisfação tanto do cliente interno como do externo.
O uso adequado das ferramentas de qualidade pode fazer uma boa diferença no
resultado final do produto, como é o caso do PDCA, onde se identifica as possíveis falhas
através do gráfico de Pareto, daí se usa o PDCA, fazendo um planejamento para a correção
dessa falha e em seguida bota-se esse plano em ação e o monitora para a verificação se está ou
não resolvendo a situação estabelecida.
Muitas panificadoras gastam em torno de 20 a 30% do seu faturamento na produção e
no reparo de trabalhos mal feitos, corrigindo defeitos, sucateando produtos não conformes e
lidando com reclamações dos seus clientes. Para buscar sanar esses conflitos existem as
ferramentas da qualidade.
Quando se implementa no processo produtivo de panificação as ferramentas da
qualidade para solucionar seus problemas e falhas que podem ocorrem no início, durante e ao
final do processo, se tem por objetivo acabar com os mesmo visando assim a melhoria
contínua necessária para o seu êxito no mercado.
Pode-se afirmar que a organização que tem suas ações efetivadas através da Gestão da
Qualidade, além de conhecer a organização como um todo, que utilizam as ferramentas
necessárias, que dão importância as pessoas que fazem parte da empresa sabendo que elas são
primordiais para o sucesso da empresa, a estarão conduzindo para o sucesso e para a
durabilidade dos negócios através dessa gestão.
Conclui-se, portanto, que analisando o contexto industrial onde as padarias encontram-
se inseridas e ainda o mercado globalizado onde somente se perpetuam em virtude de sua
competitividade a Gestão da Qualidade é de suma importância para a sua sobrevivência e
lucratividade de qualquer panificadora, independente do seu tamanho ou localização.

54
Conclui-se ainda, através do estudo de caso realizado, que a panificadora em estudo
obtém um pão francês de acordo com o padrão de qualidade nacional, dentro do padrão
avaliado que foi a coloração da casca. Cerca de metade das amostras detectaram um pão de
ótima de qualidade e o restante, todos se adequaram as exigências, sendo assim não havendo
não conformidades no processo.

55
REFERENCIAS
AGUIAR, S. Integração das ferramentas da qualidade – do PDCA ao Programa Seis
Sigmas. São Paulo: INDG TECS, 2006.
ARAUJO, S.M. Tecnologia da Panificação. São Paulo: SESI/DN, 2003.
BLY, ROBERT W. Keeping clients satisfied: make your business more
successful and profitable. Englewood Cliffs, Prentice Hall, 1993.
BAUMGARTEN, C.E. O milagre moderno da multiplicação: a história do pão e da
indústria de panificação no Brasil. Florianópolis: HB, 2009.
CASCUDO, L. C. História da alimentação no Brasil. 3 ed. São Paulo: Global, 2004.
COSTA, E.L.C.JR. Gestão em processos produtivos. Curitiba: IBPEX, 2009.
COSTA, A. F. B.; EPPRECHT E. K.; CARPINETTI, L. C. R. Controle estatístico de
qualidade. 2 ed. São Paulo: Atlas, 2009. 334p.
FEIGENBAUN, A. V. Total quality control. 3ª ed., New York, McGraw Hill Book
Company, 1983.
HARDING, Hamish Alan. Administração da produção. São Paulo: Atlas, 1992.207p.
JURAN, J. M. e GRYNA, FRANK M. Juran's quality control handbook. 4ª ed., New
York, McGraw Hill, Inc, 1988.
LOBOS, J. Qualidade! Através das pessoas. 3 Ed. São Paulo: J. Lobos, 2003.
MATINS, G. de A; LINTZ, A. Guia, elaboração de monografias e trabalhos de Conclusão de curso. São Paulo: Atlas, 2001. MAXIMIANO, Antônio C. A. Teoria geral de administração. 2.ed. São Paulo: Atlas,2000.
MELLO, C.H.P.; SILVA da, C.E.S.; TURRIONI, J.B.; SOUZA de, L.G.M.ISO 9001:2008 –
Sistema de Gestão da Qualidade para Operações de Produção e Serviço. São Paulo:
Atlas, 2009.
MOLLER, C. O lado humano da qualidade. Trad. Nivaldo Montingelli Jr. 7 Ed. São Paulo:
Pioneira, 2004.
MONTGOMERY, D. C. Introdução ao controle estatístico da qualidade. 4. ed. Rio de
Janeiro: LTC, 2004. 513 p
OLIVEIRA, S.T. Ferramentas para o aprimoramento da qualidade. São Paulo: Pioneira,
2005.
OSADA, T. Housekeeping: 5 S’s: seiri, seiton, seiketsu, shitsuke. São Paulo: AMAM,
2004.

56
PALADINI, E.P. Gestão da Qualidade no Processo. São Paulo: Atlas, 2009.
PROPAN, Norma da ABNT de verificação de qualidade do pão
Francês.Disponívelemhttp://www.propan.com.br/noticia.php?pg=38&id=1258#.UoTYFvmfh
QU. Acessado em 11 de novembro de 2013, às 21 horas e 15 minutos.
SELEME, R.; STADLER, H. Controle da Qualidade: as ferramentas essenciais. Curitiba:
IBPEX, 2008.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. Trad.
Henrique Luiz Corrêa. 3 ed. São Paulo: Atlas, 2009.
SLACK, Nigel e at. Administração da produção. 2ed.Sâo Paulo: Atlas, 1996.526p.
STONES, James Arthur Finch. Administração da produção. 5 ed. Rio de Janeiro: Itc,
1995.533p.
SEBRAE, Parâmetros de qualidade do pão francês. Disponível em
http://www.sebrae.com.br/, acessado em 10 de outubro de 2013, às 15 horas e 30 minutos.
TAGUCHI, G. Engenharia da qualidade em sistemas de produção. Trad. Regina Cláudia
Loverri. São Paulo: McGraw, 2003
TEBOUL, JAMES. Gerenciando a dinâmica da qualidade. Rio de Janeiro, Qualitymark
Editora, 1991.
WERKEMA, M. C. C. As Ferramentas da Qualidade no Gerenciamento de Processos.6ª
ed. Belo Horizonte: Fundação Christiano Ottoni, 2004.