Embed Size (px)
Citation preview

ANÁLISE DAS CONDIÇÕES ECÔMICAS DE USINAGEM
Disciplina: Processo de Usinagem
Professor: Fernando Mota
Aluno: Jozelito Mendonça
Matrícula: 0016312
Julho/2007

Buscar a otimização na redução de custos de materiais e aumento de produtividade; visando encontrar técnicas apropriadas de fabricação, bem como a utilização de novos materiais e processos.
Objetivo

Estudaremos a relação:
Velocidade de Corte X Desgaste da Ferramenta
Como a principal condição para uma usinagem econômica

A melhor relação será aquela que temos a maior velocidade de corte com o menor desgaste possível da ferramenta.
Desta forma deveremos ter um tempo de corte baixo e uma freqüência baixa de troca de ferramenta por desgaste.

Dentre os principais aspectos que influenciam diretamente na relação Velocidade de Corte X Desgaste da Ferramenta, estão:
Temperatura de Corte
Material da Ferramenta

A elevada temperatura gerada durante o processo de usinagem é um dos fatores que afetam os mecanismos de desgaste da ferramenta de corte.
A forma como é retirado este calor durante a usinagem é de fundamental importância.
Temperatura de Corte

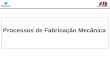
Dados Para Furação
0
100
200
300
400
500
600
15 30 40 50
MKL externo
MKL interno
Emulssão interna
Seco
Velocidade de Corte Vc
Tem
pera
tura
Máx
ima
T m
áx(
C)
MQL externo
MQL internoEmulssão interna
Seco
MQL Mínima Quantidade de Lubrificação

Verifica-se o efeito da refrigeração efetuada pela emulsão aplicada em jorro pelo interior da ferramenta.
As temperaturas máximas para estas condições são de 68 a 78% menores que as temperaturas com utilização de MQL externo.

Conclui-se que a refrigeração realizada pelo interior da ferramenta de corte é a mais adequada quando estamos visando um aumento da Velocidade do Corte com mínimo desgaste da ferramenta.

O desenvolvimento de novos materiais para ferramentas de corte vem se tornando uma constante quando se necessita de menores custos de usinagem.
Material da Ferramenta

Está sendo desenvolvido pela SANDVIK uma nova composição de pastilha de metal duro para ferramenta de corte que são utilizadas na usinagem ISO P que é a usinagem de materiais de cavacos longos, como: aços carbono e aços liga.

Esta classe de ferramenta deve atender às diferentes exigências da usinagem, como:
Remoção de cascas de ferro fundido; Usinagem de forjados com grande variação
de profundidade de corte; Desbastes intermediários com altas
velocidades; Operações de acabamento;

Ciclo de Usinagem (para um lote Z de Peças)

Onde:
TC = Tempo de Corte: Etapa 3, corte;
TS = Tempo Secundário: Inclui as etapas de colocação e fixação das peças (1) e inspeção e retiradas de peças(5);
TA = Tempo de Aproximação e Afastamento: Inclui as etapas de Aproximação e posicionamento da ferramenta (2) e afastamento da ferramenta (4);
TP = Tempo de preparo da Máquina: Etapa 6;
Tft = Tempo de Troca de Ferramenta: Inclui a remoção para trocas de ferramentas(7) e o ajuste e colocação da nova ferramenta (8);
NT = Nº de trocas de ferramentas na produção do lote;

Tempo de usinagem (1pç) cont.
Onde:
ZT = Nº de peças usinadas durante a vida T de uma ferramenta; e
(3)
Substituindo a equação (3) na equação (1) teremos:
(4)

Tempo de usinagem (1pç) cont.
Podemos ainda simplificar a equação (4) dividindo-a em 3 parcelas, cada qual com
uma relação diferente com a velocidade de corte:
(4)
T1 = Tempo improdutivo Colocação, retirada e inspeção da peça, Substituição da Ferramenta e preparo da máquina.
Onde:
TC = Tempo de corte. (Diminui com o aumento da Vc)
T2 = Tempo relacionado à troca de ferramenta (Aumenta com o aumento da Vc)
(5)
(Diminui com o aumento da Vc)

Velocidade de Corte da Máxima Produção
Para o Torneamento cilíndrico temos:
Percurso de Avanço (mm):
E Rotação da Peça (rpm):
Substituindo (7) em (6):
(6)
(7)
(8)
Onde,
Vf = Velocidade de Avanço (m/min);
Vc = Velocidade de Corte (m/min);
f = Avanço (mm/volta);
d = Diâmetro da peça (mm).

Substituindo a Equação (8) em (5) teremos:
(8) em (5)
(9)
Segundo Taylor: (10)
Substituindo a Equação (10) em (9) teremos:
(11)
Velocidade de Corte da Máxima Produção Cont.

Temos então, relativas à equação (5) as seguintes equações:
Que geram as curvas da Figura abaixo:
Fig. 01 – Tempo de Produção por peça x Velocidade de Corte
1º O valor da Vcmxp ( Velocidade de corte de máxima produção) é, como se pode observar na figura ao lado, o ponto de mínimo da curva Tt x Vc.
Velocidade de Corte da Máxima Produção Cont.

2º Admitindo-se que não haja pontos de máximo ou de inflexão (o que é verdade), e que só haja um único ponto de mínimo, basta igualar a derivada de dtc/dVc a zero, para encontrar o valor de Vc que nos leve ao mínimo (o procedimento correto seria ápós identificar o – ou os- pontos da curva onde a derivada primeira se iguala a zero , fazer o teste da derivada segunda, cujo valor, caso seja positivo, nos indica que o ponto é de mínimo – se negativo, o ponto é de máximo e se igual a zero de inflexão).
(12)
Igualando (12) a zero temos:
(13)
Velocidade de Corte da Máxima Produção Cont.

E, solucionando (13) para Vcmxp, temos:
(14)
E ainda, substituindo Vcmxp na Equação de Taylor (10), obtemos o Tmxp que é a vida Da ferramenta para a máxima produção:
(15)
Pode-se então, obter a Vcmxp para um processo sabendo-se apenas o tempo de troca da ferramenta e os coeficientes x e k da fórmula de Taylor;
Velocidade de Corte da Máxima Produção Cont.

Custo de Produção
Tipos de Custos:

O custo da produção por peça (Kp) = Kus + Kuf + Kum
Onde,
Tt = Tempo total (min.) de confecção por peça;Sh = Salários e encargos do operador por hora.
Kft = Custo da ferramenta por vida;Zt = Nº de peças usinadas por vida T da ferramenta.
Custo da mão de obra da usinagem:
Custo das ferramentas ( depreciação, troca, afiação, etc.):
(16)
(17)
Custo de Produção cont.

Custo da máquina (depreciação, manutenção, espaço ocupado, energia consumida, etc.):
Onde,
Ou
(18)
(19)
Custo de Produção cont.

O custo da produção por peça (Kp) = Kus + Kuf + Kum ou
Substituindo a equação (11) =
(20)
em (20) e manipulando a equação têm-se:
(21)
Que pode ser reduzido para:
(22)
Onde, C1, C2 e C3 são termos que:C1(R$/peça) Independe de Vc;C2 (R$/hora) – É a soma das despesas comMão-de-obra e máquina diminui com Vc;C3 – Constante de custo relativo a ferramenta
aumenta com Vc.
Vida Econômica da Ferramenta

Para o torneamento cilíndrico, substitui-se a equação:
em
Obtendo:
(23)
E substituindo T (equação de Taylor) em (23):
(24)
Vida Econômica da Ferramenta cont.

Fig. 02 – Custo por Peça x Velocidade de Corte
Graficamente:
O ponto de mínimo da curva Kp x Vc pode ser encontrada de forma análoga ao da curva Tt x Vc, através da derivação de Kp, então:
Resolvendo para Vco , temos:
(25)
(26)
Que diferente da Vcmxp, depende de parâmetros De obtenção mais difícil como C2 e C3.Substituindo a equação (26) na equação de Taylor temos a vida da ferramenta para o mínimo Custo, que é:
(27)
Vida Econômica da Ferramenta cont.

Bibliografia:
Diniz, Anselmo Eduardo. TECNOLIGIA DA USINAGEM DOS MATERIAIS. mm editora São Paulo.
Revista o Mundo da Usinagem
Ed 2.2006 – 26 Publicação SANDVIK do BRASIL.