Embed Size (px)
Citation preview

UNIVERSIDADE DO VALE DO ITAJAÍ MESTRADO ACADÊMICO EM CIÊNCIA E TECNOLOGIA AMBIENTAL
AVALIAÇÃO DO POTENCIAL DE PRODUÇÃO DE BIODIESEL A PARTIR DE
GORDURAS ANIMAIS NO ESTADO DE SANTA CATARINA E ESTUDOS DE CONVERSÃO
DESTAS POR TRANSESTERIFICAÇÃO QUÍMICA
Paulo Roberto Jubilut
Itajaí, 28 de outubro, 2010

UNIVERSIDADE DO VALE DO ITAJAÍ MESTRADO ACADÊMICO EM CIÊNCIA E TECNOLOGIA AMBIENTAL
AVALIAÇÃO DO POTENCIAL DE PRODUÇÃO DE BIODIESEL A PARTIR DE
GORDURAS ANIMAIS NO ESTADO DE SANTA CATARINA E ESTUDOS DE CONVERSÃO
DESTAS POR TRANSESTERIFICAÇÃO QUÍMICA
Paulo Roberto Jubilut
Dissertação apresentada à Universidade do Vale do Itajaí, como parte dos requisitos para obtenção do grau de Mestre em Ciência e Tecnologia Ambiental.
Orientador: Dr. André Oliveira de Souza Lima
Itajaí, 28 de outubro, 2010


i
Aos meus pais, que foram os grandes responsáveis pelo caminho que
percorri até aqui.

ii
Agir, eis a inteligência verdadeira. Serei o que quiser. Mas tenho que querer o que
for. O êxito está em ter êxito, e não em ter condições de êxito. Condições de palácio
tem qualquer terra larga, mas onde estará o palácio se não o fizerem ali?
FERNANDO PESSOA

iii
AGRADECIMENTOS
Agradeço primeiramente ao Tiago, técnico do laboratório de biotecnologia da Univali
de Itajaí, que foi quem me salvou em quase todos os momentos da etapa experimental do
presente trabalho. Sem a sua ajuda este trabalho não chegaria ao fim.
Ao Dr. André O S Lima, que me orientou e motivou com competência nesta
dissertação.
Ao meu grande amigo João Ariel Bósio. Mais uma vez você colaborando de forma
expressiva com as minhas conquistas.
Ao Dr. Francisco Deschamps pela ajuda nas análises das gorduras animais.
Ao Dr. Claudemir Radteski e Dr. Leonardo Rubi Rorig pelas sugestões dadas para a
melhoria do trabalho.
A Rafaela, minha amada, que sempre me motivou a chegar até o final desta etapa.

iv
SUMÁRIO
LISTA DE FIGURAS ............................................................................................................ VI
LISTA DE TABELAS .......................................................................................................... VII
RESUMO ........................................................................................................................... VIII
ABSTRACT ............................................................................................................................. IX
1 INTRODUÇÃO .................................................................................................... 1
2 REVISÃO BIBLIOGRÁFICA ............................................................................ 3
2.1 O Biodiesel ............................................................................................................. 3
2.2 Histórico ................................................................................................................. 3
2.3 O Biodiesel no Brasil ............................................................................................. 4
2.3.1 Aspectos Ambientais .............................................................................................. 5
2.3.2 Aspectos Sociais ..................................................................................................... 6
2.3.3 Aspectos Econômicos ............................................................................................. 8
2.4 Características Gerais dos Óleos e Gorduras ......................................................... 8
2.4.1 A Gordura Animal ................................................................................................ 12
2.4.2 Gordura de Frango ................................................................................................ 12
2.4.3 Gordura Suína ....................................................................................................... 14
2.4.4 Gordura Bovina .................................................................................................... 16
2.5 Processo de Produção do Biodiesel a Partir de Gordura Animal ......................... 17
2.5.1 Preparação da Matéria-prima ............................................................................... 18
2.5.2 Reação de Transesterificação ............................................................................... 18
3 OBJETIVOS ....................................................................................................... 23
3.1 Objetivos Gerais ................................................................................................... 23
3.2 Objetivos Específicos ........................................................................................... 23
4 MATERIAIS E MÉTODOS .............................................................................. 24
4.1 Obtenção e Conservação da Matéria-prima ......................................................... 24
4.1.1 Índice de Acidez das Gorduras Animais .............................................................. 24
4.1.2 Determinação da Composição de Ácidos Graxos das Matérias-primas ............... 24
4.1.3 Transesterificação com Catálise Alcalina ............................................................ 25
4.1.4 Purificação do Biodiesel ....................................................................................... 26
4.1.5 Análise Estatística ................................................................................................ 27
4.2 Caracterização do Biodiesel ................................................................................. 27
4.2.1 Índice de Acidez ................................................................................................... 28

v
4.2.2 Cromatografia de Camada Delgada (CCD) .......................................................... 28
4.2.3 Ponto de Fluidez ................................................................................................... 28
4.2.4 Viscosidade Cinemática a 40oC............................................................................ 28
4.2.5 Massa Específica a 20oC ...................................................................................... 29
4.2.6 Água e Sedimentos ............................................................................................... 29
4.3 Análise do Potencial de Produção do Biodiesel de Gordura Animal no Estado
de Santa Catarina ................................................................................................. 29
5 RESULTADOS ................................................................................................... 30
5.1 Análises Físico-Químicas das Gorduras Animais ................................................ 30
5.1.1 Índice de Acidez ................................................................................................... 30
5.1.2 Análise do Percentual de Ácidos Graxos ............................................................. 30
5.2 Produção e Rendimento do Biodiesel Metílico e Etílico de Frango, Suíno e
Bovino .................................................................................................................. 31
5.3 Caracterização dos Biodieseis Metílicos e Etílicos de Frango, de Suíno e de
Bovino .................................................................................................................. 32
5.3.1 Cromatografia de Camada Delgada (CCD) .......................................................... 33
5.3.2 Análises Físico-Químicas dos Biodieseis ............................................................. 34
5.4 Potencial de Produção do Biodiesel de Gordura Animal no Estado de Santa
Catarina ................................................................................................................ 35
6 DISCUSSÃO ....................................................................................................... 37
6.1 Análise Físico-Químicas das Gorduras Animais .................................................. 37
6.2 Produção e Rendimento do Biodiesel Metílico e Etílico de Frango, Suíno e
Bovino .................................................................................................................. 38
6.3 Caracterização dos Biodieseis Metílicos e Etílicos de Frango, de Suíno e de
Bovino .................................................................................................................. 40
6.4 Potencial de Produção do Biodiesel de Gordura Animal no Estado de Santa
Catarina ................................................................................................................ 43
7 CONCLUSÕES .................................................................................................. 45
8 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................. 46
APÊNDICES ........................................................................................................................... 51
APÊNDICE A – Quantidade de massa (g) de gordura animal utilizada (MGU) e
quantidade média de massa (g) de biodiesel obtida (MMB) nas reações de
transesterificação. ................................................................................................. 51
APÊNDICE B – Análise Estatística ...................................................................................... 52

vi
LISTA DE FIGURAS
Figura 1 – Síntese e Hidrólise de Glicerídeos .......................................................................... 9
Figura 2 – Estrutura do Ácido Palmítico ............................................................................... 10
Figura 3 – Matérias-primas mais Utilizadas para a Fabricação de Biodiesel em 2009 ......... 17
Figura 4 – Fluxograma do Processo de Produção do Biodiesel ............................................ 18
Figura 5 – Esquema Resumido da Produção de Biodiesel por Transesterificação ................ 19
Figura 6 – Cromatografia de Camada Delgada dos Ésteres Metílicos e Etílicos de
Frango, de Bovino e de Suíno. Fase móvel (Hexano:Acetato de Etila:Ácido
Acético) e Fase Estácionária (Iodo + Silica) ........................................................ 33
Figura 7 – Biodiesel Metílico de Frango (a), de Suíno (b) e de Bovino (c) .......................... 34
vii
LISTA DE TABELAS
Tabela 1 – Ácidos Graxos mais Comuns em Óleos e Gorduras Animais e Vegetais ............ 10
Tabela 2 – Principais Vegetais Oleaginosos e seu Respectivo Conteúdo de Óleo ................ 12
Tabela 3 – Composição Percentual dos Ácidos Graxos Presentes na Gordura de Galinhas
Domésticas ........................................................................................................... 13
Tabela 4 – Composição Percentual de Ácidos Graxos da Gordura Suína Subcutânea .......... 15
Tabela 5 – Composição de Ácidos Graxos Presentes no Sebo Bovino ................................. 16
Tabela 6 – Massa de gordura animal, álcool e catalisador (KOH) utilizadas nas reações
de transesterificação ............................................................................................. 26
Tabela 7 – Índice de Acidez das Gorduras Animais .............................................................. 30
Tabela 8 – Composição Percentual dos Ácidos Graxos Presentes nas Gorduras de
Frango, Suíno e Bovino ........................................................................................ 30
Tabela 9 – Média dos Rendimentos Percentuais da Produção de Biodieseis Metílicos e
Etílicos a partir dos Óleos de Frango, Suíno e Bovino ........................................ 31
Tabela 10 – Análises Físico-químicas dos Biodieseis Metílicos e Etílicos de Frango,
Suíno e Bovino ..................................................................................................... 34
Tabela 11 – Produção Pesqueira e Pecuária em Santa Catarina em 2008 e no 4º trimestre
de 2009 ................................................................................................................. 36
Tabela 12 – Potencial de Produção de Biodiesel Metílico de Gordura Animal no Estado
de Santa Catarina .................................................................................................. 36

viii
RESUMO
O biodiesel é um combustível biodegradável derivado de fontes renováveis, como
óleos vegetais e gorduras animais. A transesterificação utilizando etanol ou metanol é um dos
processos utilizados para sua obtenção. O presente trabalho teve como objetivo avaliar o
rendimento, a qualidade e o potencial de produção da utilização de gorduras animais
originadas de frangos, suínos e bovinos na rota alcalina para a produção de ésteres etílicos e
metílicos. As razões molares testadas foram 6:1, 8:1 e 10:1 (álcool:óleo) variando a
concentração de base em 0,6, 1 e 1,5% de KOH em relação a massa de gordura. Assim,
observou-se que a obtenção de ésteres metílicos a partir de gorduras animais através da
transesterificação alcalina é possível, ao contrário dos etílicos. Considerando o rendimento, o
biodiesel proveniente do sebo bovino foi o que apresentou o melhor resultado (88,05%). Em
relação às características físico-químicas do produto, o biodiesel suíno foi o que apresentou os
melhores resultados. Os ésteres obtidos a partir de gordura suína e avícola apresentaram ponto
de fluidez menor do que a da bovina, demonstrando que essas duas matérias-primas são
alternativas para a fabricação do biocombustível em locais com temperaturas mais amenas,
como é o caso do Estado de Santa Catarina. Este, por sua vez, é um dos maiores produtores de
frangos e suínos do Brasil. Pelo volume de carne processada pelos frigoríficos locais, há
disponibilidade de grande quantidade de matéria-prima para a fabricação de biodiesel. Outra
matéria-prima que também mereceu destaque nesta etapa do trabalho, por também apresentar
potencial de produção, foi o óleo de sardinha, já que o Estado é o maior produtor de pescados
do Brasil. A utilização de todas essas matérias-primas pode colocar Santa Catarina em
posição de destaque no cenário nacional, pois esta apresentaria um potencial de produção
anual de 34.293 m3 de biodiesel, valor que representaria 2,5% da produção nacional.
Palavras-chave: Biodiesel, Gordura animal, Transesterificação.

ix
ABSTRACT
Biofuel is a biodegradable fuel derived from renewable sources such as vegetable oils
and animal fats. To obtain them, the transesterification using ethanol or methanol is a
process used. This study aimed to evaluate the yield, quality and production potential of using
animal fat originating from poultry, lards and cattle in alkaline route to produce methyl and
ethyl esters. The molar ratios tested were 6:1, 8:1 and 10:1 (alcohol: oil) by varying the
concentration of base in 0.6, 1.5 and 1% KOH in relation to fat mass. Thus, it was noted that
the achievement of methyl esters from animal fats through the transesterified is possible,
instead of ethyl. Considering the yield of biodiesel from beef tallow showed the best result
(88.05%). Regarding the physico-chemical, the biodiesel lard was better assessed. Esters
made from lard and poultry fat had lower pour point than that of cattle, showing that these
raw materials are two alternatives for the production of biofuel in places with warmer
temperatures, as is the case of Santa Catarina. This, in turn, is one of the largest producers of
poultry and lard from Brazil. By the volume of meat processed by local stores, there is
availability of large quantities of raw material for biodiesel production. Another raw material
that also was highlighted at this stage of work, also provide potential for production, was the
sardine oil, since the state is the largest producer of fish in Brazil. The use of all these raw
materials can put Santa Catarina in a prominent position on the national scene, as this would
present a potential annual production of 34,293 m3 of biodiesel, a figure which would
represent 2.5% of national production.
Keywords: Biodiesel, Animal Fat, Transesterification.

1
1 INTRODUÇÃO
O crescente aumento dos preços do petróleo, a diminuição das reservas mundiais ao longo
das próximas décadas e os problemas ambientais de aquecimento global causados pela
emissão de gás carbônico proveniente da queima de combustíveis fósseis, estão aumentado a
atratividade da utilização de fontes renováveis de energia. Entre essas fontes, uma com
possibilidade de substituir o óleo diesel sem necessidade de modificação nos motores atuais é
o biodiesel.
O biodiesel é um combustível renovável, não tóxico e composto de ésteres metílicos ou
etílicos derivados de triglicérides (óleos vegetais e gordura animal). O uso do biodiesel nos
automóveis a diesel reduz a emissão de fumaça, monóxido de carbono, óxidos de enxofre e
hidrocarbonetos aromáticos. Por isso ele já é usado há alguns anos em países europeus, como
Alemanha, Itália e França.
Como forma de estimular o uso do biodiesel também no Brasil, em 2004 o governo
brasileiro lançou o Programa Nacional de Produção e Uso do Biodiesel, introduzindo-o na
matriz energética brasileira ao fixar em 5%, em volume, o percentual mínimo obrigatório de
adição de biodiesel ao óleo diesel em 2010 (Lei 11097 de 2005). Como estímulo aos
produtores de biodiesel o governo instituiu linhas de crédito especiais e regime de cobrança
diferenciada de PIS/PASEP e CONFINS de acordo com a matéria-prima e região de
produção. No entanto, além de leis e vontade política, para impulsionar a produção de
biodiesel no país são necessárias pesquisas devido à diversidade de matérias-primas,
processos e usos para o biodiesel.
No mundo o principal processo de fabricação do biodiesel a partir de óleos vegetais ou
gordura animal é a transesterificação alcoólica, rota alcalina, com a obtenção do éster
metílico. Hoje, é o processo de produção de melhor relação entre economicidade e eficiência,
porque a tecnologia atual para a rota etílica apresenta alguns gargalos: menor rendimento da
reação e maior dificuldade na separação da glicerina, dificultando a purificação do biodiesel.
No contexto da gordura de origem animal, os animais abatidos têm grande parte de
suas gorduras aproveitadas para diversos fins, sendo o mais comum a alimentação e a
indústria farmacêutica. Porém, uma parcela significativa desta gordura é descartada. Além do
grande volume de rebanhos de gado, o Brasil também conta com um número relevante de
criação de outros animais para abate, como frangos e suínos, onde para esses dois últimos há
um destaque para o Estado de Santa Catarina, gerando dentro destes abatedouros e frigoríficos
uma interessante fonte de insumo para o biodiesel.

2
Assim, é dentro desse contexto que o presente trabalho buscou, na primeira parte,
realizar estudos experimentais para a produção de biodiesel a partir de gordura animal e, na
segunda parte, avaliar o potencial de utilização desta gordura para a produção de biodiesel no
em Santa Catarina.
3
2 REVISÃO BIBLIOGRÁFICA
2.1 O Biodiesel
A ANP (Agência Nacional do Petróleo, Gás Natural e Biocombustível) por meio da
Resolução Nº 42, define: “Biodiesel – B100 – combustível composto de alquilésteres de
ácidos graxos de cadeia longa, derivados de óleos vegetais ou de gorduras animais conforme a
especificação contida no regulamento técnico nº 4/2004, parte integrante desta Resolução”
(ANP, 2009).
Enquanto produto, pode-se dizer que o biodiesel tem as seguintes características: é virtualmente livre de enxofre e aromáticos; tem alto número de cetano; possui teor médio de oxigênio em torno de 11%; maior viscosidade e ponto de fulgor que o diesel convencional, atinge mercado específico, diretamente associado às atividades agrícolas; tem preço de mercado relativamente superior ao diesel comercial; e, no caso do biodiesel de óleo de fritura, caracteriza-se por um grande apelo ambiental (COSTA, 2000).
O método de obtenção de biodiesel que o governo brasileiro incentiva é o de
transesterificação, que consiste na reação química de triglicerídeos com alcoóis (metanol,
etanol e propanol) na presença de um catalisador (ácido, básico ou enzimático), resultando na
substituição do grupo éster do glicerol pelo grupo hidroxila (BRASIL, 2005).
Após a produção, o biodiesel pode ser utilizado puro ou em misturas com o diesel
convencional, em diferentes proporções. As misturas recebem denominações de acordo com
os percentuais do biodiesel adicionado à mistura, como por exemplo, B20 para misturas
contendo 20% deste biocombustível (COSTA, 2000).
2.2 Histórico
O alemão Rudolph Diesel, em 1900, levou à exposição internacional de Paris um
motor com novo sistema de funcionamento, chamado de “ciclo Diesel”. O motor era movido
com óleo de amendoim e, nas primeiras décadas do século XX, foram utilizados óleos de
várias outras espécies vegetais para seu funcionamento. O alto custo de produção de sementes
desde aquela época foi uma dificuldade para utilização do motor Diesel. A abundância de
petróleo no início do século XX e o baixo custo para refino de seu óleo, fez com que os óleos
vegetais fossem substituídos pelo óleo refinado de petróleo, que então foi chamado de “óleo
diesel”. Nas décadas de 30 e 40, óleos vegetais eram utilizados apenas em casos de

4
emergência (MA et al., 1999).
Com grande disponibilidade no início do século, a alta densidade energética do
petróleo colaborou para torná-lo a matéria-prima mais conveniente para combustíveis
utilizados nos setores de transporte, agricultura e indústria. Segundo o Ministério da Ciência e
Tecnologia do Brasil (MCT, 2002), a matriz energética mundial tem participação de 81% de
fontes de carbono fóssil, sendo 35% de petróleo. No Brasil, a participação do petróleo é um
pouco maior, na ordem de 37,4%. Entretanto, os combustíveis fósseis são grandes poluidores
do ambiente, seja pela emissão de gases de efeito estufa durante a combustão, pelo descarte de
resíduos ou pelos derramamentos que eventualmente ocorrem no mar e no solo. Além destes
inconvenientes, não são raros os anos em que o consumo excede a produção
(INTERNATIONAL ENERGY AGENCY, 2006). Este crescente consumo, a concentração
geográfica das jazidas e a volatilidade do preço do petróleo vêm causando guerras entre
países, o que já gerou, logo após a segunda guerra mundial, a chamada “crise do petróleo”.
Após esta crise, todos os países importadores de petróleo foram afetados, principalmente
aqueles em desenvolvimento como o Brasil. Essa crise causou uma necessidade em se obter
fontes alternativas de energia. Entre as alternativas colocadas em questão foi considerada a
utilização do etanol proveniente da cana-de-açúcar e o óleo vegetal ao invés de óleo diesel,
pois estes óleos poluem menos e tem poder calorífico bastante elevado (BRASIL, 2005;
GREENE et al., 2006).
A maioria dos cenários traçados para o preço internacional do petróleo prevê a uma
continua escalada de preços e de consumo, consolidando, a necessidade de algum combustível
alternativo que reduza ou substitua o consumo de petróleo. Os Estados Unidos, por exemplo,
têm investido a mais de 30 anos em estudos sobre a produção de etanol a partir de sorgo,
milho e eucalipto. Outra “nova” alternativa é a utilização de óleos vegetais, como Rudolph
Diesel fez no princípio de sua invenção (PIMENTEL; PATZEK, 2005).
No Brasil, em 2005, o MCT lançou o Programa Nacional de Agroenergia e o
Programa Nacional de Produção e Uso do Biodiesel, que prevêem a produção de
combustíveis a partir de fontes renováveis, determinando a adição de biodiesel ao óleo diesel
derivado do petróleo.
2.3 O Biodiesel no Brasil
Com o biodiesel, o Brasil reforça a promoção do uso de fontes renováveis e a
diversificação da matriz energética, já caracterizada por um peso significativo de fontes

5
alternativas, as quais representam 43,8% da matriz nacional, estando a média mundial em
14% e a dos países desenvolvidos em torno de 6% (ANP, 2009).
As pesquisas brasileiras sobre biodiesel tiveram início nos anos 80 com a criação do
Programa de Óleos Vegetais (OVEG), em 1982 e o Proóleo, em 1983. A Universidade
Federal do Ceará (UFC) foi responsável pela primeira patente brasileira de um processo de
produção de biodiesel, por intermédio do pesquisador Expedito José de Sá Parente, autor da
patente PI – 8007957, de 1980, que se encontra em domínio público (PARENTE, 2003).
A constituição de um marco legal para este biocombustível foi iniciada pelo MCT, por
meio da Portaria nº 702, de 2002, com a instituição do Programa Nacional de Produção e Uso
do Biodiesel (PNPB). Trata-se de um programa interministerial do Governo Federal que
objetiva a implementação, de forma sustentável, do uso do biodiesel, com enfoque na inclusão
social e no desenvolvimento regional, via geração de emprego e renda. As principais
diretrizes são: implantar um programa sustentável para promover a inclusão social, garantir
preços competitivos, qualidade, suprimento e produzir o biodiesel a partir de diferentes fontes
nas diversas regiões.
As diretrizes referentes à produção e ao percentual de mistura do biodiesel ao diesel de
petróleo foram estabelecidas pelo Conselho Nacional de Política Energética (CNPE) e
regulamentadas por duas resoluções específicas da ANP, que criam a figura do produtor de
biodiesel e estabelecem as especificações do novo combustível. A ANP também revisou 18
resoluções referentes a combustíveis líquidos, adaptando o marco regulatório vigente para a
inserção do biodiesel.
Mesmo com o alcance da auto-suficiência em petróleo, anunciada em 2006, há
possibilidade do Brasil continuar importando diesel, uma vez que o óleo extraído nas águas
profundas da costa marítima brasileira é do tipo pesado e, conseqüentemente, com baixo
rendimento dos destilados leves e médios.
O país importa atualmente cerca de 9% do óleo diesel consumido internamente, sendo
o setor de transporte de carga e de passageiros, o principal demandante. O consumo anual de
óleo diesel no Brasil chega aos 40 milhões de m³ e representa 58% dos combustíveis líquidos
utilizados no país (ANP, 2009).
2.3.1 Aspectos Ambientais
O biodiesel apresenta importantes benefícios ambientais, a saber: reduz as emissões
dos compostos sulfurados, tem baixa toxidade, promove a reciclagem do CO2, é renovável e

6
emite menores teores de monóxidos de carbono, de hidrocarbonetos totais e de material
particulado.
Uma pesquisa realizada por PETERSON et al. (2007), na Universidade de Idaho
(EUA), divulgou um estudo das emissões do biodiesel em comparação com as do diesel de
petróleo. No caso específico, foram apresentadas as variações quantitativas das emissões de
hidrocarbonetos, monóxido de carbono, material particulado e óxidos de nitrogênio, do B20 e
do B100, em relação às do óleo diesel. Embora haja aumento na emissão dos óxidos de
nitrogênio, as conseqüências sobre a qualidade do ar decorrentes destas emissões são as de
menor impacto entre os gases analisados. Além disto, por ser um produto oxigenado, ele
apresenta uma combustão mais completa, o que resulta numa significativa redução dos
odores.
Na produção do biodiesel, a partir do aproveitamento integrado de resíduos gerados na
indústria alimentícia, evita-se o encaminhamento destes aos aterros sanitários, permitindo o
estabelecimento de novas alternativas empresariais, minimizando o impacto ambiental do
acúmulo destes resíduos e prevenindo a emissão do gás metano, vinte e uma vezes mais
prejudicial ao planeta do que o CO2, quando se analisa a questão do aquecimento global.
Dentre os resíduos que representam riscos de poluição ambiental e que podem ser
direcionados para produção do biodiesel, merecem atenção especial os óleos vegetais usados
em processos de fritura por imersão, muito comuns nas grandes cidades, e os resíduos dos
abatedouros e frigoríficos.
A produção de biodiesel a partir de gordura animal pode proporcionar a redução no
número de abates clandestinos, com conseqüente descarte de material orgânico ao meio
ambiente, na medida em que este subproduto ganhe valor econômico que justifique sua coleta
para venda às empresas processadoras.
Outro impacto positivo sobre o meio ambiente advém da possibilidade de se implantar
cobertura vegetal em áreas desgastadas do semi-árido, por meio do cultivo de oleaginosas
adaptadas àquelas condições edafoclimáticas, especialmente a ricina e a curcina.
2.3.2 Aspectos Sociais
Para estimular a inclusão social, a carga tributária para a produção do biodiesel foi
reduzida, com alíquotas específicas, diferenciadas em função da matéria-prima, do produtor-
vendedor (agricultura familiar) e da região de produção ou da combinação desses fatores. O
selo “Combustível Social”, a ser fornecido pelo Ministério de Desenvolvimento Agrário –
7
MDA – aos empreendimentos que atenderem determinadas condicionantes, foi criado com o
exclusivo objetivo de estimular a inserção do pequeno produtor agrícola no mercado de
combustíveis renováveis.
A lei nº 11.097/05, que regula o biodiesel, tornou obrigatória a adição de 5% ao óleo
diesel até 2013, meta alcançada em janeiro de 2010 (CNPE, Resolução nº 6, 16/09/2009),
porém o uso do potencial produtivo das usinas autorizado pela ANP superaria largamente a
percentagem estabelecida em lei, sendo necessário incentivar o setor agrícola, enfatizando a
associação de produção de oleaginosas por agricultores familiares, com o intuito de otimizar a
oferta de oleaginosas, citando possíveis soluções para a dependência a que fica restrito o
pequeno produtor. É preciso conseguir tornar proporcional o cultivo das espécies mais
adaptáveis a cada Estado, distribuindo, assim, a produção por região.
Esta mesma lei explicita a opção pela regulação social quando estabelece que deve-se
dar preferência ao biodiesel oriundo de matérias-primas de agricultores familiares, incluindo
as de atividade extrativista (Art.2º, §4º); institui a ANP como órgão regulador dos
biocombustíveis e atribui-lhe a implementação da política nacional dos biocombustíveis,
enfatizando a garantia do suprimento, proteção ao consumidor quanto a preço, qualidade e
oferta de produtos, fiscalização da indústria e imposição de sanções administrativas ou
pecuniárias, na forma da lei, promoção da conservação e do uso racional dos biocombustíveis
e a preservação ambiental, manutenção e organização de acervo com informações e dados
técnicos, além de exigir dos agentes regulados o envio de informações referentes às operações
em geral, regulação e autorização das atividades relacionadas à produção, importação,
exportação, armazenagem, estocagem, distribuição, revenda e comercialização de biodiesel;
especificação da qualidade dos biocombustíveis (Arts.7º e 8º). Outras normas sobre o setor,
como a lei 11.116/05 que dispõe sobre a contribuição de PIS/PASEP e de COFINS sobre a
receita decorrentes da venda, caso a empresa possua o selo combustível social, também
demonstram o caráter social da regulação.
Porém para atingir as metas traçadas pela lei e pelo PNPB (Programa Nacional de
Produção e Uso de Biodiesel) é necessário especificar a dinâmica da cadeia produtiva dos
Estados, enfocando a desproporcionalidade de cultivo e produção do biodiesel, além da
inexpressividade da atuação dos pequenos produtores para suprir as demandas das usinas.
Outro aspecto importante é o risco do agricultor familiar ao plantar as oleaginosas, uma vez
que o preço das mesmas é variável. Ocorre que nos últimos anos tem acrescido o custo de
produção do óleo. Vê-se então necessário o aumento de incentivos aos agricultores e
produtores, tanto como a diminuição, ou isenção temporária, de impostos com finalidade de

8
aumentar e tornar proporcional a produção de determinadas culturas.
2.3.3 Aspectos Econômicos
A diversidade de possibilidades existente, no Brasil, dificulta o cálculo de um custo
único para o biodiesel, porque isso depende da rota tecnológica e das matérias-primas a serem
utilizadas. Mesmo para uma determinada oleaginosa, os custos são diferenciados nas diversas
regiões em função do preço da terra, sementes, insumos, máquinas, equipamentos, mão-de-
obra entre outros fatores.
O relatório final do grupo de trabalho interministerial, encarregado de apresentar
estudo sobre a viabilidade técnica e econômica de utilização do biodiesel, mostrou que este
biocombustível, quando derivado do óleo de soja, apresenta custo de produção calculado em
R$ 0,902 por litro, pode ser competitivo em relação ao preço do óleo diesel faturado pelas
refinarias, desde que haja isenção dos tributos federais (CIDE, PIS/COFINS e PASEP) e
estadual (ICMS). O referido estudo ocorreu quando o preço do petróleo era de US$ 29 por
barril, em 2010 o preço do barril do petróleo está em US$ 80 (CBIE, 2010).
Ainda segundo esse estudo, estima-se um significativo crescimento da renda e do nível
de emprego com a produção do diesel vegetal. O incremento de renda anual passível de ser
alcançado apenas no âmbito da agricultura familiar, com sua participação no mercado do
biodiesel, pode ser estimado em cerca de R$ 1 bilhão, valor ao qual devem ser acrescidos os
efeitos multiplicadores sobre atividades econômicas conectadas à produção desse
combustível, especialmente na indústria, comércio, distribuição e prestação de serviços.
O preço do petróleo está em ascensão no mercado internacional e, nessas
circunstâncias, o biodiesel pode ser competitivo, mesmo sem a completa isenção tributária, desde que se supere a difícil fase inicial de implantação desta indústria, que ganhe escala quantitativa de produção e que o preço interno do óleo diesel reflita o preço internacional do mesmo (FREITAS, 2009).
2.4 Características Gerais dos Óleos e Gorduras
Óleos e gorduras são, primariamente, substâncias não solúveis em água (hidrofóbicas)
presentes em plantas e animais, mesmo micróbios, e compostas de um mol de glicerol e três
moles de ácidos graxos, comumente chamados triglicérides. A diferença entre óleos e
gorduras está na aparência física. Óleos são líquidos e gorduras são sólidas em temperatura
9
ambiente. Contudo, ambos apresentam como componentes substâncias divididas em
glicerídeos e não-glicerídeos (LEHNINGER, 1995).
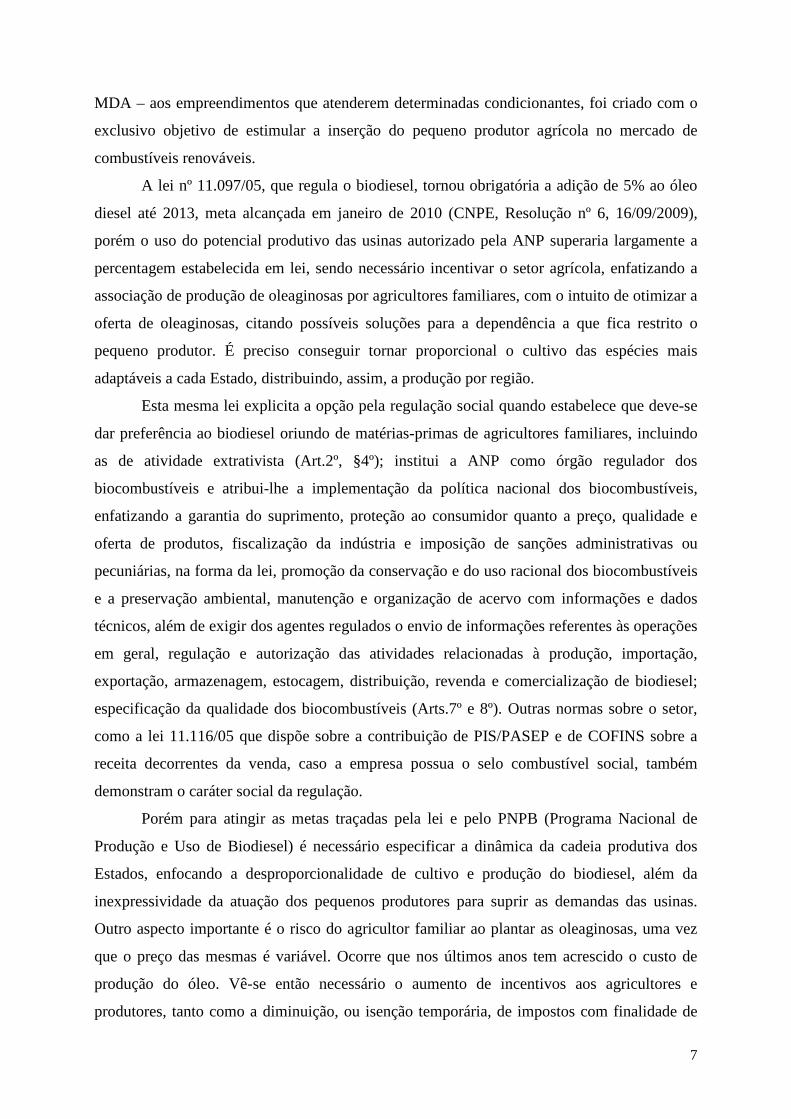
Glicerídeos são produtos da reação de uma molécula de glicerol (glicerina) com até
três moléculas de ácidos graxos, como indicado na Figura 1. A reação no sentido direto (→) é
chamada Esterificação e a no sentido inverso (←) é dita Hidrólise. Assim, ácidos graxos são
produtos da hidrólise dos glicerídeos (MORETTO & ALVES, 1986).
Figura 1 – Síntese e Hidrólise de Glicerídeos
Fonte: Adaptado de MORETTO & ALVES, 1986.
Como são não-glicerídeos, os óleos e gorduras contêm ácidos graxos livres,
fosfatídeos, carotenóides, terpenos, tocoferóis, água, substâncias que causam odor e outras
impurezas, somando quantidades quase superiores a 5%. No refino, alguns desses
componentes são removidos completamente, outros parcialmente. Aqueles que persistem no
óleo acabado ainda que em traços, podem afetar as características das gorduras devido a
alguma propriedade peculiar (MORETTO & ALVES, 1986).
Os ácidos graxos representam 96% do peso total das moléculas dos glicerídeos e de
certos não-glicerídeos. Assim, contribuem nas propriedades mais características dos
diferentes óleos e gorduras. Possuem, ainda, uma longa cadeia constituída de átomos de
carbono e hidrogênio e um grupo terminal, chamado “grupo carboxila”, característico dos
ácidos orgânicos (KNOTHE et al., 2006).
Os ácidos graxos variam no tamanho da cadeia carbônica – ao possuir de 4 a até mais
de 20 átomos de carbono – e no número e posição de ligações insaturadas, geralmente duplas.
Os diferentes ácidos graxos podem ser representados por símbolos numéricos, tais como:
ácido láurico C12:0; onde o número justaposto ao símbolo C indica o número de átomos de
carbono e o segundo número a quantidade de duplas ligações. Na Tabela 1, estão os principais
ácidos graxos encontrados em óleos e gorduras e a Figura 2 ilustra a estrutura típica de um
ácido graxo (MORETTO & ALVES, 1986).

10
Tabela 1 – Ácidos Graxos mais Comuns em Óleos e Gorduras Animais e Vegetais
SÍMBOLO NUMÉRICO NOME TRIVIAL PONTO DE FUSÃO (ºC)
ÁCIDOS GRAXOS SATURADOS
C 4:0 Butírico -5,3
C 6:0 Capróico -3,2
C 8:0 Caprílico 16,5
C 10:0 Cáprico 31,6
C 12:0 Láurico 44,8
C 14:0 Mirístico 54,4
C 16:0 Palmítico 62,9
C 18:0 Esteárico 70,1
ÁCIDOS GRAXOS INSATURADOS
C 16:1 Palmitoléico 0,0
C 18:1 Oléico 16,3
C 18:2 Linoléico 5,0
C 18:3 Linolênico 11,0
Fonte: Moretto & Alves, 1986.
Os ácidos graxos de ocorrência natural, com poucas exceções, contêm número par de
átomos de carbono e possuem cadeia reta (sem ramificações). São chamados “ácidos graxos
incomuns” aqueles com número ímpar de carbono ou de cadeia ramificada, ou ainda com
certos grupos funcionais (-OH, -C=C, -CO), encontrados em determinadas variedades
vegetais ou em microrganismos, raramente excedendo a 1-2% em gorduras animais. Exemplo
é o ácido ricinoléico, que apresenta um grupo hidroxila no carbono 12, presente no óleo de
mamona em alta proporção (MORETTO & ALVES, 1986).
Figura 2 – Estrutura do Ácido Palmítico
Fonte: MORETTO & ALVES, 1986.

11
Dependendo de sua proporção de ácidos graxos saturados e insaturados, os óleos
vegetais podem classificar-se em três grupos principais:
Óleos do tipo saturado: extraídos principalmente das amêndoas de palmáceas como
babaçu, tucum, indaiá e macaúba. São constituídos de glicerídeos derivados do ácido láurico,
e por isso, em geral, são sólidos a temperatura ambiente. Os índices de iodo (indicador do
número de ligações duplas e, portanto, do nível de insaturação do biodiesel) e de
saponificação caracterizam a incidência pouco significativa de grupos insaturados nas
moléculas desses glicerídeos (MIC/STI, 1985).
Óleos de insaturação intermediária: englobam principalmente os glicerídeos
derivados do ácido oléico e do ácido palmítico, ambos representando mais de 55% da mistura.
Enquanto o índice de saponificação raramente excede a 200 mg KOH/g, o índice de iodo
varia na faixa de 50 a 100 gI2/100g. De modo geral, são líquidos nas condições normais de
temperatura, não obstante alguns óleos desse grupo possam apresentar uma constituição
pastosa (MIC/STI, 1985). No caso do sebo bovino, a proporção de ácidos graxos saturados
responde por quase 50% do total de ácidos graxos. O conteúdo maior de ácido esteárico e
palmítico dá ao sebo bovino propriedades únicas, como alto ponto de fusão e alta viscosidade
(MA et al., 1999).
Óleos poliinsaturados: são pouco resistentes à oxidação, constituindo-se
predominantemente, de glicerídeos do ácido linoléico e do ácido linolênico (respectivamente
com duas e três triplas ligações carbono-carbono), o que resulta em altos índices de iodo.
(MIC/STI, 1985). São líquidos à temperatura ambiente porque, segundo MORETTO &
ALVES (1986), a dupla ligação impede a livre rotação dos átomos de carbono, gerando uma
cadeia fortemente dobrada.
Algumas sementes, polpas de certos frutos e de alguns cereais, colocam-se como as
mais importantes fontes de óleos. Entre as gorduras e óleos de origem animal, as fontes mais
importantes são: suínos, bovinos, ovinos e alguns animais aquáticos, como sardinhas,
arenques e baleias. A quantidade de óleo e gordura presente em porcentagem em algumas
dessas fontes é apresentada na Tabela 2.

12
Tabela 2 – Principais Vegetais Oleaginosos e seu Respectivo Conteúdo de Óleo
MATERIAL OLEOGINOSO CONTEÚDO DE ÓLEO (%)
Babaçu 60-65
Gergelim 50-55
Polpa de palma (dendê) 45-50
Caroço de palma 45-50
Amendoim 45-50
Colza 40-45
Girassol 35-45
Açafrão 30-35
Oliva 25-30
Algodão 18-20
Soja 18-20
Fonte: MORETTO & ALVES, 1986.
2.4.1 A Gordura Animal
No contexto da gordura animal as cabeças abatidas tem grande parte de suas gorduras
aproveitadas para diversos fins, sendo o mais comum a alimentação e a indústria
farmacêutica. Porém, uma parcela significativa desta gordura é descartada (GARCIA &
TOOKUNI, 2006). Além do grande volume de rebanhos de gado, o Brasil também conta com
um número relevante de criação de outros animais para abate, como frangos e suínos, gerando
dentro destes abatedouros e frigoríficos uma interessante fonte de insumo para o biodiesel.
(MAPA, 2006).
2.4.2 Gordura de Frango
A comparação da gordura de frango com outras gorduras animais, como a banha suína
e o sebo bovino, mostra que a gordura de frango em geral apresenta grande proporção de
ácidos graxos insaturados e poliinsaturados. Devido ao alto grau de insaturação, esta gordura
é semi-líquida a temperatura ambiente. O seu baixo ponto de fusão deve-se ao baixo conteúdo
de ácidos graxos saturados (FERRARI et al., 2001). De acordo com LEE e colaboradores
(2000), a gordura de frango contém cerca de 60% de ácidos graxos insaturados, sendo,
portanto, altamente insaturada quando comparada ao sebo bovino. A Tabela 3 apresenta os
ácidos graxos que compõem a gordura de galinhas domésticas segundo CHIU (2007).

13
Tabela 3 – Composição Percentual dos Ácidos Graxos Presentes na Gordura de Galinhas Domésticas
ÁCIDOS GRAXOS % EM MASSA
16:0 – palmítico 24,7
18:0 – esteárico 6,0
18:1 – oléico 43,4
18:2 – linoléico 17,2
14:0 - mirístico 0,6
16:1 - palmitoléico 7,1
Fonte: CHIU, 2007.
Os hábitos alimentares do homem moderno vêm sofrendo alterações e acompanhando
o progresso tecnológico das indústrias alimentícias, que lançam cada vez mais produtos no
mercado. A crescente expansão da produção de carne de frango no Brasil impõe à indústria
avícola a necessidade de melhorar a qualidade das carcaças colocadas à disposição dos
consumidores. O grande impasse seria qual o destino a ser dado a este material pelo
abatedouro, já que a utilização de subprodutos de origem animal está sendo atualmente
retirada das dietas animais, tornando-se um produto com potencial poluente.
As aves destinadas à produção de carne, conhecidas como frango de corte, têm sido
selecionadas principalmente para características de desempenho, o que proporcionou avanços
na taxa de crescimento dos animais. Contudo, a seleção intensa para essas características
levou também a um aumento na proporção e quantidade de gordura nessas aves, além de
provocar alterações no tamanho, na forma e na função dos órgãos desses animais (GAYA,
2003). Nos abatedouros de frangos descarte de material (penas, intestinos, pé, cabeça, pele e
sangue) representa 30% da massa total do animal (MATOS, 2005).
A gordura abdominal corresponde a aproximadamente 2 a 2,5% do peso total do
frango abatido (MATOS, 2005). Esta gordura pode ser aproveitada como um ingrediente na
fabricação de rações e embutidos, pois apresenta altos teores de ácido oléico, palmítico e
linoléico. Contudo, os pequenos abatedouros a descartam, juntamente com as vísceras, penas
e sangue, contribuindo, desta forma, com o aumento dos dejetos lançados na natureza (CHIU;
GIOIELLI, 2002). A utilização deste material gorduroso para produção de ração animal,
sabão ou como fonte para produção de energia, como o biocombustível, aparece como uma
excelente alternativa para a indústria, com grande apelo quando relacionado à preservação do
meio ambiente (FRANÇA; WASZCZYNSKYJ, 2002).
Com relação à produção de biodiesel, um estudo feito por RODRIGUES et al. (2005)
analisa o rendimento de carcaças comuns de quatro diferentes marcas comerciais de frango,

14
obtidas no mercado da região sudeste do Brasil. O peso médio das carcaças esteve em torno
de 2,4 kg, e a gordura abdominal presente, que é geralmente descartada pelo consumidor, foi
de aproximadamente 34 gramas.
Ao avaliar as diferentes marcas de frango, verificou-se um rendimento de gordura
abdominal variou de 1% a 1,8% (24 a 43 gramas). Considerando-se que a produção brasileira
no ano de 2006 se aproximou dos 9,3 milhões de toneladas, a produção de gordura abdominal
descartada pode variar de 93 a 167 mil toneladas, material este que poderia ser utilizado como
matéria prima para a produção de biodiesel (SOUZA, 2005).
O Brasil é o terceiro maior produtor de frangos do mundo, com produção total de
aproximadamente 10,8 milhões de toneladas em 2008, representando 15,6% da produção
mundial, ficando atrás dos Estados Unidos com 27,1% e da China com 17,5%. É o segundo
produto nas exportações do agronegócio e o sexto na pauta de exportações do país. No Brasil,
estima-se a geração de mais de 4 milhões de empregos na cadeia produtiva deste setor (UBA,
2008).
A Região Sul, pioneira na avicultura, teve um incremento de 133% na sua produção e
aumentou de 50 para 56% sua participação na produção brasileira (ABEF, 2007). Santa
Catarina possui cerca de 160 mil cabeças de frangos, frangas, galos e pintos, segundo o IBGE
(2009), o que representa 32% da população destas aves no Sul do país e 3,63% da produção
brasileira que é de aproximadamente 4,5 bilhões de cabeças. Essa crescente expansão da
produção de carne de frango no Brasil coloca a indústria avícola como uma ótima alternativa
na geração de matéria-prima para a produção de biodiesel.
2.4.3 Gordura Suína
A carne suína responde por cerca de 50% do consumo global de carne. É a mais
produzida e consumida no planeta, fazendo com que a suinocultura venha crescendo, nos
últimos 10 anos, a uma proporção de 3,5% ao ano. Este crescimento é muito mais acentuado
nos países em desenvolvimento, com a média de 4,45% ao ano, contra apenas 0,83% ao ano
nos países desenvolvidos. Neste setor, os quatro maiores produtores mundiais são a China (50
milhões de toneladas), a União Européia – com os 27 países atuais (21 milhões de toneladas),
os EUA (10 milhões de toneladas) e o Brasil (2,8 milhões de toneladas). Juntos, estes quatro
países detêm cerca de 80% de toda a produção mundial de carne suína (ACCS, 2009).
Atualmente, o Brasil possui um plantel de 32,9 milhões de cabeças e estima-se que
700 mil pessoas dependam diretamente da cadeia produtiva da suinocultura brasileira. O valor

15
da cadeia produtiva da suinocultura é estimado em U$ 1,8 bilhões (ABIPECS, 2009). De
todas as regiões brasileiras, a Região Sul detém 57,5% da produção do país. É a região onde
predomina o sistema de integração e o forte parque industrial das Agroindústrias. Vale
destacar o Estado de Santa Catarina, onde a suinocultura é a principal atividade em pequenas
e médias propriedades rurais. O Estado detém a maior, a melhor e mais desenvolvida
suinocultura do país, com um rebanho permanente de 4,5 milhões de cabeças (17% do
rebanho nacional) e responde por mais de um terço dos abates totais, totalizando 8,2 milhões
de cabeças. Situados na região, estão os cinco maiores conglomerados agroindustriais do país,
que sustentam 60% dos abates e 70% dos negócios suinícolas (IBGE, 2009).
Com números cada vez mais elevados na suinocultura, desvia-se a atenção para a
geração de resíduos resultantes desta atividade. Exatamente por isso, os cuidados ambientais
tornaram-se fatores determinantes no planejamento, na aprovação e na execução de
empreendimentos suinícolas. Tratamento e destinação de restos orgânicos como fezes, ossos e
as gorduras (carcaças), proteção das fontes de água e eliminação da poluição das águas
superficiais tornaram-se absoluta prioridade.
No caso das gorduras, os números são motivadores para quem deseja produzir
biodiesel com esta matéria-prima. Mesmo que em 1980 os suínos do “tipo carne” produziam
carcaças com 72 kg e que apresentavam 35 % de gordura (25 kg) e que na metade da década
de 1990 os suínos apresentavam 30 % de gordura, ou seja, 4 kg a menos do que na década de
80 ainda a quantidade de gordura produzida é muito alta. De toda a gordura presente no suíno,
70 % se encontra sob a pele (gordura subcutânea), sendo facilmente removível. A gordura
intramuscular, em torno de 8 % na carcaça dos suínos, é inferior a 2 % na carne do pernil
utilizada na fabricação de presuntos, caracterizando uma vez mais a carne dos suínos como
“ light”, isto é, com baixo teor de gordura (GUIVANT, 1998). Na tabela 4 é possível verificar
a composição dos ácidos graxos presentes na gordura subcutânea de suínos.
Tabela 4 – Composição Percentual de Ácidos Graxos da Gordura Suína Subcutânea
ÁCIDOS GRAXOS % NA AMOSTRA
20:4 – Aracdônico 8,7
16:0 – Palmítico 23,0
18:3 – Linolênico 0,3
18:0 – Esteárico 10,5
18:1 – Oléico 57,5
18:2 – Linoléico 0,3
Fonte: LEAT et al. (1964)

16
Embora seja um mercado promissor, a produção de biodiesel de gordura suína no
Brasil ainda é muito tímida, restrita a pequenas propriedades rurais que utilizam o
biocombustível produzido para abastecer os caminhões e tratores próprios (GUIVANT,
1998).
2.4.4 Gordura Bovina
O Brasil é o país que possui o maior rebanho bovino do mundo. A quantidade de
cabeças de gado no país é de 202 milhões de cabeças. O Centro-Oeste possui 34,1% do total,
sendo que o Estado de Mato Grosso é o principal estado produtor seguido por São Paulo. O
Estado de Santa Catarina possui cerca de 3,9 milhões de cabeças de bovinos, representando
14% da população bovina do Sul do país e 2,27% da população brasileira (IBGE, 2009).
Dentre as gorduras animais que estão sendo utilizadas para obtenção de ésteres
alquílicos, o sebo bovino é o mais utilizado, sendo definido como o produto obtido a partir de
resíduos de tecidos de bovinos, processados em digestores de batelada ou contínuos, com a
extração da gordura por prensas, centrífuga ou pelo método de extração de solventes
orgânicos. É uma gordura de fácil obtenção e apresenta um custo relativamente baixo como
subproduto em indústrias alimentícias (LEBEDEVAS, 2006). A composição de ácidos graxos
no sebo bovino é apresentada na tabela 5.
Tabela 5 – Composição de Ácidos Graxos Presentes no Sebo Bovino
ÁCIDOS GRAXOS ESTRUTURA VALORES DE REFERÊNCIA (%)
Ácido Mirístico C14:0 1,0 – 6,0
Ácido Palmítico C16:0 20,0 – 37,0
Ácido Palmitoleico C16:1 1,0 – 9,0
Ácido Margárico C17:0 1,0 – 3,0
Ácido Esteárico C18:0 25,0 – 40,0
Ácido Oleico (Ômega 9) C18:1 31,0 – 50,0
Ácido Linoleico (Ômega 6) C18:2 1,0 – 5,0
Fonte: AOCS, 2010.
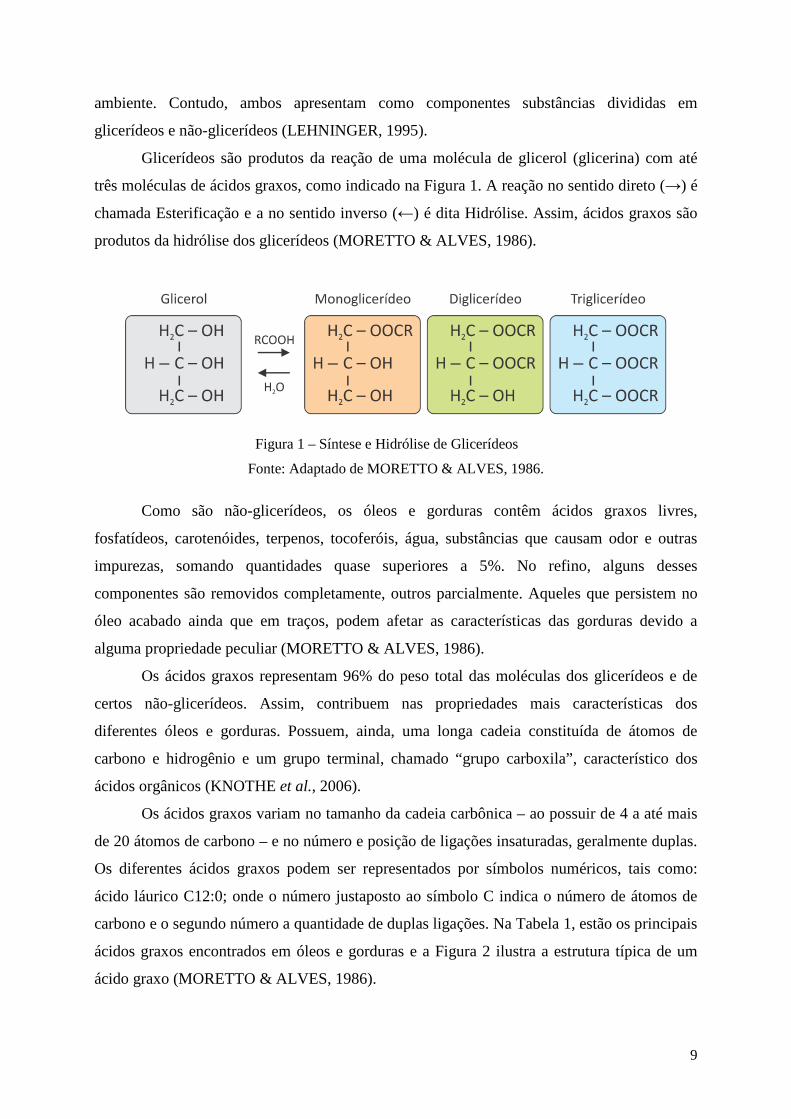
A produção de sebo bovino foi de aproximadamente 570 mil toneladas em 2006,
quando o país contava com 195 milhões de cabeças e abatia 21,6 milhões de bovinos por ano,
segundo dados do IBGE (2007). Dispondo do maior rebanho comercial do mundo, o sebo
bovino apresenta-se como uma alternativa de matéria-prima para o biodiesel, com interessante
17
disponibilidade e facilidade de produção. Como se observa na Figura 3 em 2009 o sebo
bovino foi a segunda matéria-prima mais consumida para a produção de biodiesel no país
(ANP, 2010).
Figura 3 – Matérias-primas mais Utilizadas para a Fabricação de Biodiesel em 2009
Fonte: ANP, 2010.
2.5 Processo de Produção do Biodiesel a Partir de G ordura Animal
Quatro métodos têm sido investigados para reduzir a alta viscosidade de óleos vegetais
e gorduras animais e, assim, permitir seu uso em motores diesel sem problemas operacionais,
como a formação de incrustações e depósitos: uso de misturas binárias com petrodiesel,
pirólise, microemulsificação (ou mistura co-solvente) e transesterificação (SCHWAB, 1987).
O processo de produção do biodiesel comumente usado é a transesterificação e este se
encontra representado na Figura 4.

18
Figura 4 – Fluxograma do Processo de Produção do Biodiesel
Fonte: PIMENTEL; PATZEK, (2005).
2.5.1 Preparação da Matéria-prima
Na preparação da matéria prima para sua transformação em biodiesel, visa-se obter
condições favoráveis para a reação de transesterificação, para assim alcançar a maior taxa de
conversão possível. Primeiramente, a matéria prima deve ter o mínimo de umidade e acidez
possíveis, atingidos através dos processos de desumidificação e de neutralização,
respectivamente. A neutralização pode ser realizada com solução alcalina e a desumidificação
através do processo de secagem. Esses processos variam com as características de cada
produto (KNOTHE et al.; 2006).
2.5.2 Reação de Transesterificação
Transesterificação é um termo geral usado para descrever uma importante classe de
reações onde um éster é transformado em outro através da troca de uma porção alcóxi,

19
ilustrada na Figura 5. Quando o éster original reage com um álcool, a transesterificação é
chamada alcoólise. A transesterificação é uma reação de equilíbrio e a transformação ocorre
essencialmente pela mistura dos reagentes. A presença do catalisador acelera
consideravelmente o ajuste do equilíbrio (SCHUCHARDT et al., 1998).
Figura 5 – Esquema Resumido da Produção de Biodiesel por Transesterificação
Fonte: PIMENTEL; PATZEK, 2005.
Na transesterificação de gorduras animais, um triglicerídeo reage com um álcool na
presença de um ácido ou base forte, produzindo uma mistura de alquil ésteres de ácidos
graxos e glicerol. A reação estequiométrica requer um mol de triglicéride e três mols de
álcool. No entanto, um excesso de álcool é usado para deslocar o equilíbrio da reação e
melhorar o grau de conversão (SCHUCHARDT et al., 1998).
Entre os alcoóis que podem ser utilizados estão o metanol, etanol, propanol e butanol.
Entretanto, o metanol e o etanol são usados com maior freqüência, especialmente o metanol
na Europa e EUA, onde é mais barato. Embora seja contraditório, o Brasil também apresenta
esta tendência, apesar de ser o maior produtor mundial de etanol. O metanol também possui
algumas vantagens químicas e físicas por ter uma cadeia mais curta e polar. (MA et al., 1999).
A reação pode ser catalisada por bases, ácidos, enzimas ou alcoolatos e, segundo a
literatura científica, muitos fatores influenciam na reação de transesterificação: temperatura,
tempo, pureza dos reagentes (principalmente quanto ao conteúdo de água), conteúdo de
ácidos graxos livres (AGL), razão molar álcool:óleo e tipo de catalisador.
Temperatura: a transesterificação pode ocorrer em diferentes temperaturas
dependendo do tipo de óleo usado. HANNA et al. (1998) mostrou que para a
transesterificação do óleo de soja com 1% de NaOH os rendimentos em 1 hora foram de 94,
87 e 64% para 60, 45 e 32ºC, respectivamente. Depois de 1 hora a quantidade de éster
formado foi praticamente a mesma para 60 e 45°C e ligeiramente menor para 32°C. Isso
mostra que a temperatura claramente influencia a velocidade da reação e o rendimento de
éster.
20
Na transesterificação de gordura animal, a temperatura também tem grande influência
na solubilidade do metanol e etanol. Um estudo de HANNA et al. (1998) mostrou que a 15°C
a solubilidade do metanol foi cerca de 8% (em massa) e com o aumento da temperatura a
solubilidade aumentou na taxa de 2 a 3% a cada 10°C, alcançando 19% (em massa) a 100°C.
Na temperatura geralmente recomendada para a reação de transesterificação, 65 – 80 °C, a
solubilidade foi de 11-13% (em massa). Isto ocorre porque o metanol, possuindo um grupo
hidroxila, é polar e o sebo bovino sendo um triglicerídeo é apolar. Já o etanol foi altamente
solúvel no sebo bovino. A 15°C sua solubilidade foi cerca de 21% (em massa) aumentando
rapidamente a temperaturas acima de 60°C. A 68°C a solubilidade do etanol no sebo foi
100%. O etanol tem um carbono a mais e isto o faz menos polar do que o metanol e mais
solúvel no sebo bovino.
Segundo HANNA et al. (1998) para aumentar a solubilidade do metanol no sebo
bovino é necessária agitação. Sem a mistura dos reagentes a reação ocorre somente na
interface das duas camadas (sebo e solução de metanol/NaOH) e é muito lenta para ser
praticável. Durante o processo da reação os dois líquidos imiscíveis formam uma emulsão
relativamente estável. Deste ponto em diante a agitação pode ser interrompida para permitir
que o glicerol e a fase éster se separem, enquanto a reação de transesterificação continua
ocorrendo. Resultados experimentais mostraram que o rendimento de ésteres neste processo
não foi significativamente diferente do obtido com agitação contínua durante a reação.
Como o etanol se dissolve completamente a 68° C, a agitação não é necessária para
reações próximas a esta temperatura. Evitar a agitação não só reduz o consumo de energia
como também aumenta o rendimento de etil ésteres. Como o glicerol produzido é mais denso,
ele se separa do sistema da reação, deslocando o equilíbrio para o lado dos produtos.
(HANNA et al., 1998).
Tempo: a taxa de conversão aumenta com o tempo de reação. Na transesterificação de
óleo de soja e girassol com metanol na razão molar 6:1 (álcool:óleo), utilizando 0,5% de
metilato de sódio, o rendimento foi de 80% depois de 10 minutos e de mais de 90% após 1
hora. Para a transesterificação de sebo bovino com metanol, a reação foi muito lenta durante o
primeiro minuto devido ao tempo de mistura e dispersão do metanol no sebo; em seguida, de
1 a 5 minutos, a reação foi muito rápida, sendo que a produção de éster desacelerou e
alcançou o valor máximo em aproximadamente 15 minutos (MA et al., 1999).
Conteúdo de água e ácidos graxos livres: na transesterificação usando catalisadores
básicos, o óleo ou gordura deve ter um valor ácido (porcentagem de ácidos graxos livres)
menor que 1% e o álcool deve ser anidro. Valores ácidos maiores que 1% requerem um

21
tratamento prévio da gordura com Na2CO3 antes de iniciar o processo de transesterificação. Já
a água causa hidrólise de parte do éster produzido e formação de sabão, consumindo mais
catalisador e, assim, reduzindo sua eficiência. Os sabões resultantes causam aumento da
viscosidade, formação de gel e tornam a separação da glicerina muito difícil inviabilizando a
reação (HARTMAN, 1973).
Segundo MA et al. (1999), pesquisas dos efeitos de ácidos graxos livres e água sobre a
transesterificação do sebo bovino com metanol mostraram que o conteúdo de água deve ser
mantido abaixo de 0,06% (massa de água/massa do sebo) e o conteúdo de ácidos graxos livres
abaixo de 0,5% (massa de AGL/massa sebo) para que se obtenha a melhor conversão do sebo
em ésteres. Também, segundo MA et al. (1999), a variável mais crítica é o conteúdo de água.
Razão molar de álcool para triglicerídeos: é uma das variáveis mais importantes.
Como já foi dito anteriormente, a reação estequiométrica requer três mols de álcool para um
mol de triglicerídeo para produzir três mols de éster e um de glicerol. A razão molar está
associada ao tipo de catalisador usado. Razões molares maiores resultam em maior conversão
em menor tempo. HANNA (1999) demonstrou o efeito da razão molar de 1:1 a 6:1 na
transesterificação do óleo de soja, colza, algodão e girassol, encontrando a melhor conversão
(93-98%) para a razão molar 6:1. Para a transesterificação do sebo bovino com metanol
conseguiu-se 80% de conversão utilizando a razão molar 6:1.
Catálise Básica: a transesterificação com catalisador básico ocorre muito mais
rapidamente que a reação catalisada por ácido. Além disso, os catalisadores alcalinos são
menos corrosivos do que os ácidos, sendo mais favoráveis para os processos industriais. Os
catalisadores básicos usados são: alcóxidos (também chamados alcoolatos) e hidróxidos de
metais alcalinos (NaOH e KOH), assim como carbonatos de sódio e potássio. Alcóxidos de
metais alcalinos (como NaOCH3 e KOCH3) são os catalisadores mais ativos, por darem altos
rendimentos (maiores que 98%) em curtos períodos de reação (30 minutos), mesmo sendo
aplicados em baixas concentrações molares (0,5 mol%). Hidróxidos de metais alcalinos são
menos ativos, porém mais baratos e podem dar alto rendimento se usados na concentração de
1 a 2 mol% (SCHUCHARDT et al., 1998). A desvantagem é que mesmo se for usada uma
mistura álcool/óleo livre de água, alguma água é formada no sistema pela reação do hidróxido
com o álcool, como pode ser visto na equação a seguir:

22
-OH + H3CO-H ↔ H3CO- + H20
metóxido água
Na equação química acima, o elétron do ânion hidróxido ataca o hidrogênio da
hidroxila do metanol, quebrando a ligação O-H, produzindo água e o ânion metóxido. O
metóxido, por sua vez, é o catalisador propriamente dito de produção dos ésteres lineares
(biodiesel). Seu elétron em excesso ataca as moléculas do óleo vegetal, deslocando a
glicerina. Paralelamente, a hidroxila em equilíbrio e o metóxido competem entre si, forçando
uma reação indesejada de saponificação. No caso de substituir o metanol por etanol (nesse
caso, tem-se o ânion etóxido), a ligação O-H do etanol é mais forte do que a do metanol, já
que o efeito indutivo de repulsão de elétrons é maior no grupamento etila. Isso faz com que a
disponibilidade de catalisador para a reação na rota etílica seja bem menor do que na rota
metílica. Então, há a necessidade de se utilizar maior quantidade de catalisador com maior
risco de formação de água (PARENTE JR., 2004).
Mesmo com esses inconvenientes, a catálise básica é a via de produção de biodiesel
mais utilizada no mundo. Na indústria, emprega-se, geralmente, uma razão molar álcool/óleo
de 6:1, concentração de catalisador de 0,4 a 2% (SCHUCHARDT et al., 1998), temperatura
entre 45 e 60° C e 1 hora de tempo de reação (MA et al.,, 1999).

23
3 OBJETIVOS
3.1 Objetivos Gerais
O presente trabalho teve como objetivo geral avaliar o potencial de utilização de
gordura animal (frango, suína, bovina e sardinha) para a produção de biodiesel no Estado de
Santa Catarina, bem como realizar estudos experimentais de produção de biodiesel a partir
destas fontes.
3.2 Objetivos Específicos
• Caracterizar as gorduras animais em termos de composição de ácidos graxos e
índice de acidez;
• Avaliar a produção de biodiesel por transesterificação química em diferentes
condições reacionais (tipo e proporção de álcool e concentração de catalisador)
utilizando gorduras de frango, suína e bovina como matérias-primas;
• Caracterizar e avaliar os biodieseis obtidos através de análises físicas e químicas;
• Analisar o potencial de utilização de gordura animal no Estado de Santa Catarina
para a produção de biodiesel.

24
4 MATERIAIS E MÉTODOS
4.1 Obtenção e Conservação da Matéria-prima
As amostras de 1 kg de sebo de boi, de frango e de suíno foram obtidas no
supermercado Angeloni de Balneário Camboriú (SC), no frigorífico FRIGOVALE em Itajaí
(SC) e no frigorífico PAMPLONA de Rio do Sul (SC). Elas foram transportadas em
temperatura ambiente e logo em seguida, mantidas a temperatura de -5oC.
4.1.1 Índice de Acidez das Gorduras Animais
O Índice de Acidez é definido pela quantidade de álcali, expressa em miligramas de
KOH por g de amostra que é necessário atingir o ponto de viragem da titulação da amostra.
Com este procedimento, é possível medir o quanto há de ácidos graxos livres provenientes
dos triacilgliceróis hidrolisados na amostra original.
O índice de acidez para gorduras foi determinado pela teoria da titulação ácido – base
adaptados da metodologia oficial “American Oil Chemist’s Society” – AOCS (1997).
Na caracterização do material, foram recolhidas três amostras de cada tipo de gordura
animal para medição deste índice. O índice foi medido utilizando-se aproximadamente dois
gramas de cada amostra previamente derretida em banho-maria a 55 oC. A estes dois gramas
de gordura foram adicionados 25 mL de solução de éter etílico mais álcool etílico (2+1) e 2
gotas de fenolftaleína. Então cada amostra foi titulada com solução de hidróxido de sódio 0,1
N padronizada até que a amostra ficasse rosa por 30 segundos. Esta análise foi realizada em
triplicata. O resultado foi medido em mg de KOH por g de gordura analisada.
4.1.2 Determinação da Composição de Ácidos Graxos d as Matérias-primas
As amostras de gordura bovina, frango e suína foram analisadas por cromatografia
gasosa para determinação de sua composição de ácidos graxos. As gorduras foram
transformados em ésteres metílicos seguindo a metodologia proposta por HARTMAN (1973),
com pequenas modificações.
A derivatização foi feita a partir da adição de 500µL da solução de saponificação
(KOH a 0,5N em metanol) em cerca de 50mg de amostra de gordura, sendo deixados para

25
reação em bloco de digestão a 80ºC por uma hora. Após esta etapa, adicionou-se 2 mL de
solução metanólica ácida (6 mL H2SO4em 120 mL de metanol), sendo novamente levados ao
bloco e deixados por mais uma hora a 80ºC.
Após a esterificação os tubos foram deixados para resfriar e posteriormente adicionou-se
2mL de n-hexano para extrair os ésteres metílicos de ácidos graxos. Após agitação dos tubos
no vórtex, aproximadamente 1mL da fase n-hexano foi transferida para um tubo adequado ao
injetor automático do cromatógrafo gasoso.
Para a determinação do perfil de ácidos graxos é utilizado cromatógrafo a gás Shimadzu
17A, equipado com o detector de ionização de chama (FID) e coluna capilar Supelco SP2340
(60m x 0,25mm x 0,2um). As temperaturas do detector e injetor são de 260ºC e 240ºC. A
temperatura da coluna – inicia com 120ºC por 5 minutos e aumenta gradualmente 4ºC/min.
até a temperatura final de 240ºC, permanecendo assim por 10 min. (tempo total da corrida =
45 minutos). O gás de arraste (H2) apresenta velocidade linear de 17cm/s o que corresponde
ao fluxo na coluna de 0,67mL/min. O volume de injeção – 1 uL, é normalmente utilizado com
razão de split de 1:50, podendo tanto o volume quanto a razão de split serem alterados em
função da concentração da amostra. A identificação dos picos é efetuada pela comparação dos
tempos de retenção dos picos característicos com o padrão de ésteres metílicos (Supelco 37
components FAMEs Mix, ref. 47885-U). A quantificação é realizada pela razão da área do
pico do éster metílico de interesse, em relação a área total dos picos identificados, expressa
em percentagem.
4.1.3 Transesterificação com Catálise Alcalina
A reação de transesterificação utilizada nos experimentos foi baseada na relação
estequiométrica entre os triacilgliceróis e os álcoois escolhidos (metanol e etanol), em
presença de catalisador alcalino, KOH, sendo a quantidade de catalisador estabelecida com
base na massa gordura usada para reação em escala laboratorial conforme a tabela 6.
Utilizaram-se razões molares de 6:1, 8:1 e 10:1 de álcool:óleo mais 10% de excesso deste
álcool devido a evaporação, na presença de 0,6, 1 e 1,5% do catalisador KOH. As razões
molares e a porcentagem de catalisador foram definidas após vários testes onde se analisou
quais obtinham os melhores rendimentos de éster.
26
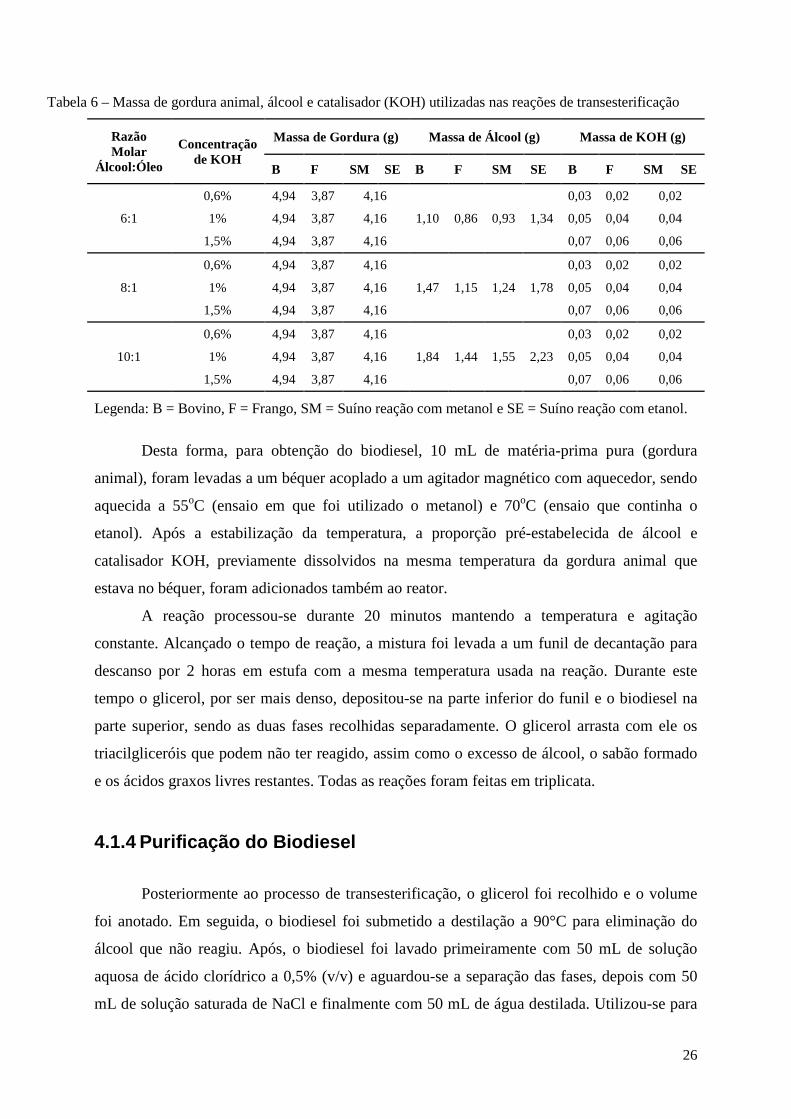
Tabela 6 – Massa de gordura animal, álcool e catalisador (KOH) utilizadas nas reações de transesterificação
Razão Molar
Álcool:Óleo
Concentração de KOH
Massa de Gordura (g) Massa de Álcool (g) Massa de KOH (g)
B F SM SE B F SM SE B F SM SE
6:1
0,6% 4,94 3,87 4,16
1,10 0,86 0,93 1,34
0,03 0,02 0,02
1% 4,94 3,87 4,16 0,05 0,04 0,04
1,5% 4,94 3,87 4,16 0,07 0,06 0,06
8:1
0,6% 4,94 3,87 4,16
1,47 1,15 1,24 1,78
0,03 0,02 0,02
1% 4,94 3,87 4,16 0,05 0,04 0,04
1,5% 4,94 3,87 4,16 0,07 0,06 0,06
10:1
0,6% 4,94 3,87 4,16
1,84 1,44 1,55 2,23
0,03 0,02 0,02
1% 4,94 3,87 4,16 0,05 0,04 0,04
1,5% 4,94 3,87 4,16 0,07 0,06 0,06
Legenda: B = Bovino, F = Frango, SM = Suíno reação com metanol e SE = Suíno reação com etanol.
Desta forma, para obtenção do biodiesel, 10 mL de matéria-prima pura (gordura
animal), foram levadas a um béquer acoplado a um agitador magnético com aquecedor, sendo
aquecida a 55oC (ensaio em que foi utilizado o metanol) e 70oC (ensaio que continha o
etanol). Após a estabilização da temperatura, a proporção pré-estabelecida de álcool e
catalisador KOH, previamente dissolvidos na mesma temperatura da gordura animal que
estava no béquer, foram adicionados também ao reator.
A reação processou-se durante 20 minutos mantendo a temperatura e agitação
constante. Alcançado o tempo de reação, a mistura foi levada a um funil de decantação para
descanso por 2 horas em estufa com a mesma temperatura usada na reação. Durante este
tempo o glicerol, por ser mais denso, depositou-se na parte inferior do funil e o biodiesel na
parte superior, sendo as duas fases recolhidas separadamente. O glicerol arrasta com ele os
triacilgliceróis que podem não ter reagido, assim como o excesso de álcool, o sabão formado
e os ácidos graxos livres restantes. Todas as reações foram feitas em triplicata.
4.1.4 Purificação do Biodiesel
Posteriormente ao processo de transesterificação, o glicerol foi recolhido e o volume
foi anotado. Em seguida, o biodiesel foi submetido a destilação a 90°C para eliminação do
álcool que não reagiu. Após, o biodiesel foi lavado primeiramente com 50 mL de solução
aquosa de ácido clorídrico a 0,5% (v/v) e aguardou-se a separação das fases, depois com 50
mL de solução saturada de NaCl e finalmente com 50 mL de água destilada. Utilizou-se para

27
todos os biodieseis obtidos, os mesmos volumes de soluções para os processos de lavagem,
dado que os volumes dos biocombustíveis não diferiram muito uns dos outros. Depois dos
processos de lavagem o biodiesel teve a sua massa medida para os cálculos de rendimento.
O cálculo do rendimento foi feito utilizando-se a seguinte fórmula:
R = MBO x 100
MGU
Onde: R = rendimento; MBO = massa do biodiesel obtido após descarte do glicerol, da destilação do álcool e da lavagem; MGU = massa total de gordura utilizada para a reação de transesterificação.
4.1.5 Análise Estatística
Foram realizadas Análises de Variâncias (ANOVA) para verificar as significâncias das
variáveis (tipo de gordura, quantidade de álcool e catalisador) e as interações entre eles.
Para verificar as diferenças significativas foi utilizado o teste de Tukey.
Para todos os testes foi utilizado um nível de confiabilidade de 95%, ou em outras
palavras, um nível de significância de 0,05. Os cálculos das análises estão disponibilizados no
Apêndice B.
4.2 Caracterização do Biodiesel
Os biodieseis que obtiveram as melhores médias de rendimentos para cada tipo de
gordura e de álcool utilizados tiveram uma nova e maior amostragem produzida (80 ml) a fim
de ser utilizada para os testes de qualidade. Estas amostras foram encaminhadas para o
Laboratório Poollab localizado em Itajaí (SC) para as análises do índice de acidez, aparência,
cor, massa específica a 20oC, viscosidade cinemática a 40oC, ponto de fluidez, quantidade de
água e sedimentos. Estes testes foram escolhidos tendo como base as recomendação da
resolução 42 da ANP.

28
4.2.1 Índice de Acidez
Para o cálculo do índice de acidez do biodiesel, o método vigente no Brasil é a ABNT
NBR 1444814, que indica como máximo permitido o valor de 0,50 mg KOH/g de amostra. O
índice de acidez é diretamente relacionado com o conteúdo de ácidos graxos livres na
amostra, quanto mais elevado este conteúdo maior o número de acidez.
4.2.2 Cromatografia de Camada Delgada (CCD)
Para a preparação da fase estacionaria, uma placa de sílica foi cortada com 5x7cm
onde foram demarcadas as linhas de aplicação das amostras com 1cm de espaço entre cada
uma delas. A fase móvel foi preparada com hexano: acetato de etila: ácido acético na
proporção de 90:10:0,5. A placa de sílica foi demarcada com o óleo obtido de derretimento da
gordura utilizada na produção do biodiesel e com duas amostras do biodiesel extraído deste
mesmo óleo. Esta placa foi colocada na tuba reveladora contendo iodo e sílica em gel por 10
minutos. Após esse tempo, as placas foram secas com o auxilio de um secador para
possibilitar a visualização do resultado.
4.2.3 Ponto de Fluidez
A norma recomendada para medição do ponto de fluidez pela ANP é a NBR 14747
que corresponde a ASTM D-97. A mesma não define limites específicos para o B100, orienta
sim que se anote o resultado lido.
4.2.4 Viscosidade Cinemática a 40 oC
A legislação vigente no Brasil para biodiesel, ANP, orienta que seja anotado o
resultado desta análise para o biodiesel B100 que é obtida pela ABNT NBR 10441,
correspondente à norma ASTM D-445, que promove o método utilizado por países como os
Estados Unidos e limita a viscosidade cinemática a 40oC em valores que variam de 3,0 a 6,0
mm2/s.
29
4.2.5 Massa Específica a 20 oC
O método adotado pela ANP para a determinação da massa específica a 20°C é a
ASTM D-4052 que corresponde a ABNT NBR 14065. Esta orienta que o resultado obtido
esteja entre 850,0 a 900,0 Kg/m3.
4.2.6 Água e Sedimentos
O método adotado pela ANP para a execução da quantidade de água e sedimentos no
biodiesel é o ASTM D-1796. Esta orienta que o resultado obtido seja de no máximo 0,05% da
massa da amostra.
4.3 Análise do Potencial de Produção do Biodiesel d e Gordura Animal no Estado de Santa Catarina
Para o cálculo do potencial de produção de biodiesel, foram escolhidas as
metodologias que apresentaram, no atual trabalho, os melhores rendimentos. Sendo que, por
apresentar muitos problemas em sua produção, o biodiesel proveniente de etanol, foi
descartado desta etapa do trabalho. Baseando-se nos dados do IBGE (2009) referente a
quantidade de animais abatidos (frangos, suínos e bovinos) no 4º trimestre do mesmo ano, foi
possível estimar a quantidade aproximada de gordura total produzida neste período. Após,
70% desta quantidade total de gordura foi subtraída dos cálculos, pois está parte, segundo
KNOTHE et al. (2006), é destinada a indústria farmacêutica e alimentícia.
Com estes valores em mãos (30% restante de gordura do total produzido para cada
animal), calculou-se o potencial de produção de biodiesel.
Nesta etapa da dissertação, a gordura proveniente de peixes (Sardinella brasiliensis)
também foi analisada. Isto por que, Santa Catarina é o maior produtor de pescados do Brasil,
sendo que a gordura gerada por estes animais pode apresentar um grande potencial para ser
utilizada na produção de biodiesel. Como o óleo de peixe não foi estudado no presente
trabalho, as características físico-químicas e os rendimentos do biodiesel proveniente desta
matéria-prima foram extraídos dos trabalhos de CASTRO (2009) e LIMA (2008).
É importante salientar que estes cálculos só levaram em consideração a quantidade de
materiais utilizados nos ensaios, excetuando-se os demais processos envolvidos na cadeia de
produção do biodiesel (mão de obra, energia gasta, equipamento, depreciação, tratamento de
efluentes como a água de lavagem, etc).

30
5 RESULTADOS
5.1 Análises Físico-Químicas das Gorduras Animais
5.1.1 Índice de Acidez
No cálculo do índice de acidez, os valores obtidos para as gorduras de frango, de suíno
e de bovino utilizadas nos ensaios estão apresentadas na Tabela 7.
Tabela 7 – Índice de Acidez das Gorduras Animais
GORDURAS ANIMAIS ÍNDICE DE ACIDEZ (mg NaOH/g)
Frango 0,93
Suíno 0,93
Bovino 0,96
5.1.2 Análise do Percentual de Ácidos Graxos
Na análise do perfil dos ácidos graxos presentes nos óleos os resultados podem ser
vistos na Tabela 8.
Tabela 8 – Composição Percentual dos Ácidos Graxos Presentes nas Gorduras de Frango, Suíno e Bovino
ÁCIDOS GRAXOS % NA AMOSTRA
FRANGO SUÍNO BOVINO
Ácido Mirístico (c14:0) 0,0 0,0 3,7
Ácido Palmítico (c16:0) 25,6 26,0 26,9
Ácido Palmitoléico (c16:1) 7,1 0,0 4,6
Ácido Esteárico (c18:0) 6,2 15,5 16,5
Ácido Oléico (c18:1n9c) 47,1 41,6 48,2
Ácido Linoléico (c18:2n6c) 14,0 16,9 0,0
Nesta análise foi possível constatar uma maior quantidade de ácidos graxos
insaturados para a gordura de frango (68,2%). Já a gordura bovina foi a que apresentou um
maior predomínio de ácidos graxos saturados (47,1%) em relação as demais. A gordura suína
foi a intermediária entre as gorduras de frango e bovina, tanto para ácidos graxos insaturados
quanto saturados.

31
5.2 Produção e Rendimento do Biodiesel Metílico e E tílico de Frango, Suíno e Bovino
No presente trabalho, foi considerado como biodiesel o produto da reação de
transesterificação sem o glicerol, mesmo sem saber ainda se o éster iria se enquadrar nas
normas da resolução 42 da ANP. Após a produção dos biocombustíveis a partir das gorduras
de frango, de suíno e de bovino, utilizando-se diferentes concentrações de metanol, etanol e
de KOH, obtiveram-se os rendimentos médios apresentados na Tabela 9.
Tabela 9 – Média dos Rendimentos Percentuais da Produção de Biodieseis Metílicos e Etílicos a partir dos Óleos de Frango, Suíno e Bovino
RAZÃO MOLAR ÁLCOOL:ÓLEO
CONCENTRAÇÃO DE KOH (%)
RENDIMENTO (%)
BOVINO FRANGO SUÍNO
METANOL ETANOL
6:1
0,6 84,81 ± 0,11Ab
73,12 ± 0,55Cc
77,64 ± 0,55Ac -
1,0 82,59 ± 0,41Bc
79,58 ± 0,37Bb
75,24 ± 0,41Bc -
1,5 80,36 ± 0,22Cc
81,91 ± 0,57Ac
73,79 ± 0,34Cc -
8:1
0,6 87,44 ± 0,32Aa
80,62 ± 0,20Bb
82,93 ± 0,32Ab -
1,0 85,42 ± 0,09Bb
80,62 ± 0,29Bb
79,80 ± 0,45Bb -
1,5 83,60 ± 0,31Cb
83,72 ± 0,55Ab
78,60 ± 0,31Cb -
10:1
0,6 88,05 ± 0,37Aa
82,17 ± 0,52Ba
84,37 ± 0,62Aa
64,18 ± 0,22
1,0 86,63 ± 0,29Ba
83,20 ± 0,31Ba
81,25 ± 0,29Ba
59,13 ± 0,31
1,5 85,62 ± 0,11Ca
85,27 ± 0,36Aa
80,52 ± 0,47Ca
51,68 ± 0,23 *Mesma letra não diferem estatisticamente pelo teste de Tukey (5% de significância). Parâmetro analisado: Letra Maiúscula – Concentração de KOH (%); Letra Minúscula – razão molar metanol:óleo.
Dos rendimentos obtidos, o biodiesel metílico de origem bovina foi o que apresentou
os melhores resultados. Em todas as variantes (metanol e catalisador), os valores foram
superiores a 80%. Sendo que o mais alto (88,05%) se apresentou na razão molar 10:1 com
concentração de catalisador (KOH) a 0,6% e o menor (80,36%) foi obtido na razão 6:1 com
concentração de KOH a 1,5%. Com a análise estatística constatou-se que para a obtenção
deste rendimento, a quantidade de catalisador teve uma diferença significativa em relação as
demais quantidades. Em relação a razão molar metanol:óleo, notou-se que não houveram
diferenças significativas entre as razões 8:1 e 10:1.
Seguindo o biodiesel metílico bovino, aparece o de frango com rendimento médio de
85,27%. Seu maior rendimento ocorreu na razão de 10:1 com concentração de KOH a 1,5%,

32
enquanto que o mais baixo apresentou-se na razão 6:1 com 0,6% de KOH. Pegando-se apenas
o maior valor de rendimento, nota-se que a proporção de catalisador (1,5%) tem uma
diferença significativa das demais proporções. Quanto a quantidade de metanol, observa-se
que não existe diferenças significativas entre as proporções 8:1 e 10:1.
Das reações de transesterificação que utilizaram o metanol, o biodiesel de gordura
suína foi o que obteve os rendimentos mais baixos. O valor mais alto foi 84,37% na razão
10:1 com 0,6% de KOH enquanto que o menor valor foi 73,79% na razão 6:1 com 1,5% de
KOH. De qualquer forma, o rendimento médio (79,89%) deste biodiesel não ficou tão abaixo
do rendimento médio apresentado pelo biodiesel metílico de frango. Com relação a
quantidade de catalisador, não há diferenças significativas entre as quantidades 1,5 e 1%,
apenas entre 1,5 e 0,6%. Tratando-se da quantidade de metanol, nota-se que não há diferença
significativa entre as proporções 8:1 e 10:1.
Em termos gerais, o que se pode observar é que os melhores resultados ocorreram
conforme a quantidade de metanol foi sendo elevada.
Com relação a quantidade de catalisador nas reações de transesterificação metílica, os
biodieseis bovino e suíno apresentaram melhores resultados na concentração mais baixa de
KOH. Já o biodiesel de frango obteve melhores rendimentos na maior concentração de
catalisador.
Nas transesterificação etílicas, a reação só ocorreu com a gordura suína e apenas na
razão molar 10:1. Nestas condições o rendimento foi maior (64,18%) quando se utilizou KOH
na concentração de 0,6%.
5.3 Caracterização dos Biodieseis Metílicos e Etíli cos de Frango, de Suíno e de Bovino
Após a obtenção dos biodieseis, as amostras que apresentaram o melhor rendimento
para cada uma das gorduras, foram submetidas a algumas análises como a cromatografia em
camada delgada (CCD), a aparência, o aspecto, a cor, o ponto de fluidez, a viscosidade, a
massa específica e a presença de água, a fim de constatar a possibilidade de comercialização
do produto obtido.

33
5.3.1 Cromatografia de Camada Delgada (CCD)
As amostras de ésteres metílicos e etílicos obtidas nas condições que apresentaram
rendimento superior para cada uma das gorduras, foram submetidas a separação por meio de
cromatografia de camada delgada (CCD). Foram analisadas duas amostras que se diferenciam
pelo tempo de estocagem após a produção em 22 dias. Verificou-se que em ambas as
amostras dos quatro tipos de biodieseis a maior parte da gordura foi transformada em ésteres
(Figura 6).
Legenda: (O = Óleo) – (I = Amostra de biodiesel I) – (II = Amostra de biodiesel II)
Figura 6 – Cromatografia de Camada Delgada dos Ésteres Metílicos e Etílicos de Frango, de Bovino e de Suíno. Fase móvel (Hexano:Acetato de Etila:Ácido Acético) e Fase Estácionária (Iodo +
Sílica)
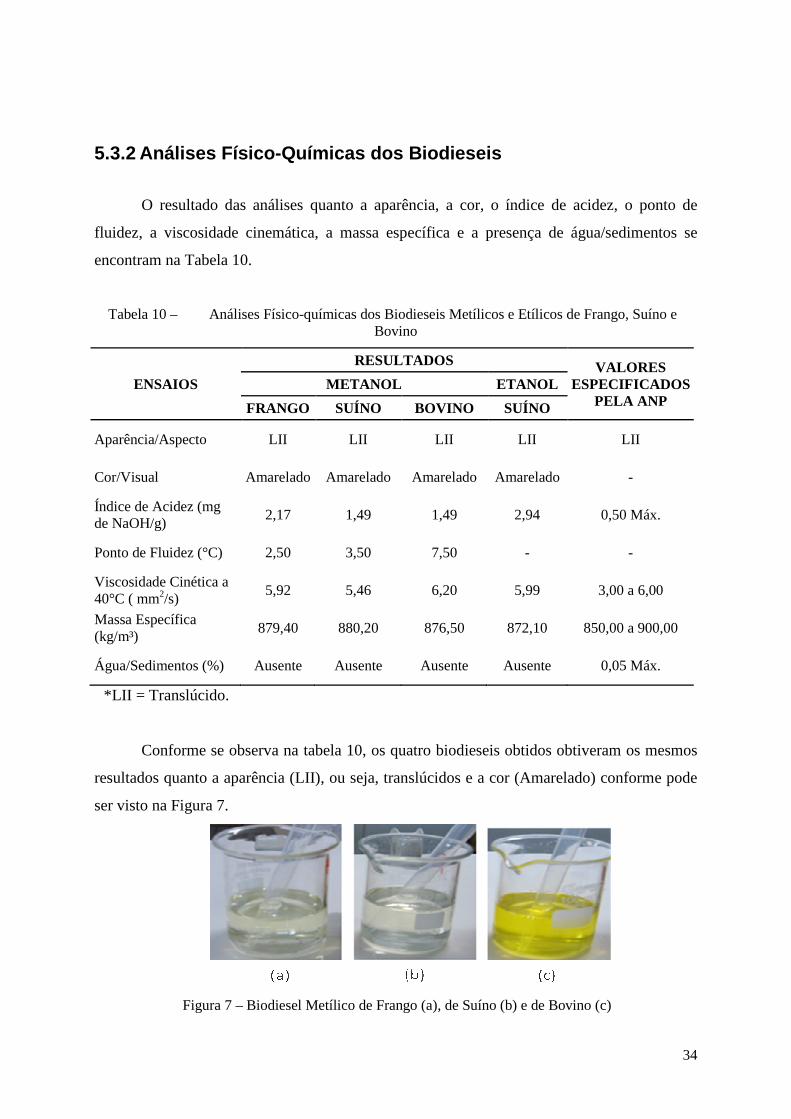
34
5.3.2 Análises Físico-Químicas dos Biodieseis
O resultado das análises quanto a aparência, a cor, o índice de acidez, o ponto de
fluidez, a viscosidade cinemática, a massa específica e a presença de água/sedimentos se
encontram na Tabela 10.
Tabela 10 – Análises Físico-químicas dos Biodieseis Metílicos e Etílicos de Frango, Suíno e Bovino
ENSAIOS
RESULTADOS VALORES ESPECIFICADOS
PELA ANP METANOL ETANOL
FRANGO SUÍNO BOVINO SUÍNO
Aparência/Aspecto LII LII LII LII LII
Cor/Visual Amarelado Amarelado Amarelado Amarelado -
Índice de Acidez (mg de NaOH/g)
2,17 1,49 1,49 2,94 0,50 Máx.
Ponto de Fluidez (°C) 2,50 3,50 7,50 - -
Viscosidade Cinética a 40°C ( mm2/s)
5,92 5,46 6,20 5,99 3,00 a 6,00
Massa Específica (kg/m³)
879,40 880,20 876,50 872,10 850,00 a 900,00
Água/Sedimentos (%) Ausente Ausente Ausente Ausente 0,05 Máx.
*LII = Translúcido.
Conforme se observa na tabela 10, os quatro biodieseis obtidos obtiveram os mesmos
resultados quanto a aparência (LII), ou seja, translúcidos e a cor (Amarelado) conforme pode
ser visto na Figura 7.
Figura 7 – Biodiesel Metílico de Frango (a), de Suíno (b) e de Bovino (c)

35
Em relação ao índice de acidez, como se pode observar na Tabela 10, todos os
resultados se encontram fora dos padrões exigidos pela Resolução 42 da ANP. O melhor valor
para este teste foi encontrado nos biodieseis metílicos de frango e de suíno (1,49 mg
NaOH/g). Já o resultado que apresentou o pior índice foi o biodiesel etílico suíno (2,94 mg
NaOH/g).
No teste do ponto de fluidez, apenas os biodieseis metílicos foram testados. Destes, o
biodiesel de frango foi o que apresentou o melhor resultado quanto ao ponto de fluidez
(2,5oC). O pior entre eles foi o bovino com ponto de fluidez de 7,5oC.
Quando se testou a viscosidade cinemática a 40oC, entre as quatro amostras analisadas,
o biodiesel metílico de gordura suína foi o que apresentou o melhor resultado (5,46 mm2/s).
Apenas o biodiesel bovino apresentou valores fora dos estabelecidos pela Resolução 42 da
ANP.
Já em relação a massa específica, dos quatro biocombustíveis avaliados, o biodiesel
etílico de gordura suína foi o que apresentou o melhor valor. De qualquer forma, os resultados
da massa específica para todos os biocombustíveis, apresentaram valores próximos e estão de
acordo com os valores apontados pelas normas da ANP, que fica entre 850 e 900 Kg/m3 a
20°C.
5.4 Potencial de Produção do Biodiesel de Gordura A nimal no Estado de Santa Catarina
Os resultados obtidos estão apresentados nas tabelas 11 e 12. Com base nestes
números, o animal que apresentou a maior produção de gordura foi o frango, o que
possibilitaria obter aproximadamente 25 mil m3 de biodiesel a partir deste resíduo como se
observa na tabela 12. Em seguida viria o biodiesel suíno que apresentou um potencial de
produção em torno de 7 mil m3. O pior resultado fica para o biodiesel de gordura bovina, que
no Estado de Santa Catarina apresenta um potencial aproximado de 699 m3 de biodiesel.

36
Tabela 11 – Produção Pesqueira e Pecuária em Santa Catarina em 2008 e no 4º trimestre de 2009
PRODUÇÃO FRANGO SUÍNO BOVINO SARDINHA
Cabeças abatidas no 4º trimestre de 2009 em Santa Catarina
219.484.020 2.126.122 100.939 -
Quantidade média de gordura residual produzida por animal (Kg)
0,4 12,0 23,0 0,01
Quantidade aproximada de gordura produzida no 4º trimestre de 2009 em Santa Catarina (ton.)
87.793,61 25.513,46 2.321,60 -
Quantidade aproximada de gordura produzida em 2008 (ton.)
- - - 2.173
Fonte: IBGE, 2009 e IBAMA, 2010.
Tabela 12 – Potencial de Produção de Biodiesel Metílico de Gordura Animal no Estado de Santa Catarina
GORDURA ANIMAL POTENCIAL DE PRODUÇÃO
DE BIODIELSEL (m³)
FRANGO 25.537
SUÍNO 7.336
SARDINHA (Sardinella brasiliensis) 2.404
BOVINO 699

37
6 DISCUSSÃO
6.1 Análise Físico-Químicas das Gorduras Animais
Com base nos trabalhos de ANGELUCCI et al. (1987) e SANTOS et al. (2001), é
possível afirmar que os resultados obtidos para os índices de acidez das gorduras animais,
permitem classificá-las como do tipo 1 (melhor classificação), pois apresentaram valores
abaixo de 1% no que se refere a quantidade de ácidos graxos livres.
Pesquisas como as de LEE (2000) e SANTOS et al. (2001), apresentaram gorduras
bovina e suína com índice de acidez acima de 2 mg NaOH/g, permitindo concluir, que as
amostras de gorduras utilizadas no atual trabalho, quando se leva em consideração apenas o
índice de acidez, são de boa qualidade, com destaque para a gordura de frango e suína. A
principio, os bons resultados obtidos por estas gorduras, facilitaria a produção de biodiesel
com um baixo índice de acidez também. Porém, vale ressaltar, que diferentemente das
gorduras analisadas por LEE (2000) e SANTOS et al. (2001), as gorduras do presente
trabalho, não eram material de descarte, o que certamente influenciou positivamente nos
resultados.
Comparando os resultados obtidos no atual trabalho com os de CHIU (2007),
referentes à quantidade de ácidos graxos presente na gordura de frango, observa-se que ambas
apresentam valores semelhantes de ácidos graxos insaturados.
A presença elevada destes ácidos na gordura faz com que ela tenha um baixo ponto de
fusão, o que irá determinar um melhor resultado quanto ao ponto de fluidez do biodiesel
obtido a partir deste material. Por outro lado, uma alta quantidade de ácidos graxos
insaturados na amostra, aumenta consideravelmente a possibilidade de oxidação desta
(KNOTHE et al., 2006). Isto fará com que este tipo de gordura, produza uma quantidade
elevada de ácidos graxos livres em um curto período, influenciando no índice de acidez do
biodiesel. Assim sendo, a gordura de frango, necessita de cuidados especiais de armazenagem
com um maior controle da temperatura de estocagem.
Neste aspecto, a gordura bovina leva uma ligeira vantagem por apresentar maior
quantidade de ácidos graxos saturados em sua composição. Desta forma, a possibilidade de
produção de ácidos graxos livres por oxidação, fica reduzida se comparado com a gordura de
frango. Em contrapartida, está característica irá influenciar de maneira negativa no ponto de
fluidez do biodiesel desenvolvido a partir desta amostra.
Os dados da AOCS (2010) com relação à quantidade de ácidos graxos na gordura

38
bovina mostram que a quantidade de ácidos saturados poderia ser ainda maior, o que pioraria
ainda mais a qualidade do biodiesel obtido. Segundo KNOTHE et al. (2006) os ácidos graxos
que mais limitam o fluxo a frio do biodiesel são o palmítico e o esteárico.
Os ácidos esteárico e palmítico apareceram numa quantidade muito próxima nas
gorduras bovina e suína. Porém, a gordura suína, possui uma quantidade maior de ácidos
graxos insaturados em relação à bovina. Este fato pode possibilitar a elaboração de biodiesel a
partir desta gordura com um ponto de fluidez relativamente melhor do que o produzido com
sebo bovino e a possibilidade de oxidação dessa gordura seria menor do que a de frango.
6.2 Produção e Rendimento do Biodiesel Metílico e E tílico de Frango, Suíno e Bovino
O melhor rendimento (88,05%), entre as três gorduras estudadas, foi apresentado pelo
biodiesel metílico de gordura bovina, conforme comprovado estatisticamente. Isto pode ter
acontecido devido ao fato de terem sido utilizadas, como base para o desenvolvimento do
atual trabalho, metodologias desenvolvidas para o emprego do sebo bovino como matéria-
prima para a produção do biocombustível. Pois, existem muito mais trabalhos com biodiesel
de gordura bovina do que com a de frango e suína.
Quando o rendimento obtido no biodiesel bovino é comparado com a literatura
disponível, constata-se que trabalhos como os de RAKOPOULOS (2007) e MA (1998)
obtiveram seus melhores rendimentos para este biodiesel utilizando a razão molar de 10:1,
variando a concentração de KOH entre 0,6-1%. Estes dados são semelhantes aos do presente
trabalho, indicando que realmente o aumento da quantidade de álcool, independente da
matéria-prima utilizada, melhora o rendimento da reação. Segundo KNOTHE et al. (2006),
isso acontece pois o excesso de álcool garante um melhor deslocamento do equilíbrio na
direção do produto.
Com relação ao fato dos melhores rendimentos terem sido obtidos na menor
concentração de KOH, a explicação é que a gordura bovina apresenta grande quantidade de
gorduras saturadas, o que dificulta a formação de ácidos graxos livres, necessitando assim, de
uma menor quantidade de base para a reação de transesterificação. Ao contrário do que
ocorreu com o biodiesel de frango.
Obteve-se superior conversão de gordura de frango em biodiesel quando se utilizou a
maior concentração de catalisador (1,5%), conforme comprovação estatística. Isso se deve a
elevada quantidade de ácidos graxos insaturados na amostra, pois, segundo KNOTHE et al.

39
(2006), este fator propicia uma oxidação mais rápida da gordura liberando ácidos graxos
livres na amostra. KRAUSE (2008) comparou reações de transesterificação a partir de óleo de
frango e sebo bovino. O autor obteve rendimentos semelhantes ao presente trabalho em ambas
as situações e também obteve melhores rendimentos quando usou gordura bovina ao invés da
de frango como matéria-prima.
Entre os três biodieseis metílicos estudados, a utilização da gordura suína para
produção de biodiesel foi a que obteve os menores rendimentos, fato confirmado pela análise
estatística. Isto pode ter acontecido devido a este biodiesel, após cerca de 24 horas da
produção, formar um precipitado, que pode ser explicado pela possível presença de
fosfolipídios e proteínas comuns a esse tipo de gordura KRAUSE (2008). Este precipitado
exigiu uma etapa de filtração adicional do biodiesel, o que pode ter acarretado em algumas
perdas. Além disso, o óleo original apresentou-se mais impuro que o sebo bovino e o óleo de
frango (observação visual).
Todos os ensaios apresentaram quanto ao rendimento, um desvio padrão menor que 1,
o que, segundo KRAUSE (2008), é muito adequado, principalmente pelas amostras serem
complexas e utilizarem reagentes (álcool e KOH) comerciais (menor grau de pureza).
Vale salientar que em relação a quantidade de metanol, as razões molares 8:1 e 10:1,
quando se utilizou gordura bovina e de frango na reação, não apresentou diferenças
significantes quanto ao rendimento final. Fato confirmado pelo Teste de Tukey (Tabela 9).
Quando o álcool utilizado para a reação de transesterificação da gordura de frango e
bovina foi o etanol, em nenhuma das variações da razão molar álcool/gordura e da
concentração de KOH obteve-se biodiesel. Já para a gordura suína, observou-se a conversão
apenas quando a razão molar etanol/gordura alcançou a proporção 10:1 (Tabela 10), sendo
que o maior rendimento (64,18%) foi conseguido utilizando-se 0,6% de KOH em relação à
massa da gordura. De qualquer forma, o melhor rendimento obtido quando se utiliza o
metanol na reação de transesterificação (88,05%) foi muito superior ao obtido com a
utilização do etanol nas mesmas condições reacionais. Ainda vale salientar que o maior
rendimento alcançado com o etanol sendo utilizado na reação foi menor que o pior
rendimento das reações com o metanol que ocorreu com a gordura suína como pode ser
constato na tabela 9. Neste aspecto vários problemas podem ter ocorrido para determinação
deste resultados como a temperatura utilizada nos ensaios, a razão molar álcool:gordura ou até
mesmo a agitação. AGARWAL (2007) conseguiu rendimentos acima de 80% executando as
reações de transesterificação sem agitação, a uma temperatura de 30oC e fazendo um
tratamento prévio da gordura utilizada na reação com um anti-oxidante.
40
KNOTHE et al (2006) relatam que a quantidade de carbonos na cadeia de ácidos
graxos influência na solubilidade do álcool com a gordura devido à posição da hidroxila,
indicando que as razões molares utilizadas nos experimentos podem ter afetado os resultados.
MA e colaboradores (1999) conseguiu rendimentos de 82% utilizando etanol e sebo bovino.
Porém, esse valor só foi conseguido quando se utilizaram lipases como agentes catalisadores
da reação. Sem a utilização destas enzimas, o autor não conseguiu produzir éster etílico tendo
a gordura animal como matéria-prima. Já FREEDMAN (1986) e NOUREDDINE (1997) só
obtiveram éster etílico a partir do óleo de soja quando utilizaram altas concentrações (30:1) de
etanol, que são valores muito maiores do que os utilizados no presente trabalho e
economicamente inviáveis.
6.3 Caracterização dos Biodieseis Metílicos e Etíli cos de Frango, de Suíno e de Bovino
A presença de rastro em todas as amostras como se observa na Figura 6 podem indicar
que a reação de transesterificação não foi 100% completa. De qualquer forma, os rendimentos
obtidos no presente trabalho foram próximos aos dos outros trabalhos conforme já foi
discutido. Isso indica, que se a reação de transesterificação ocorresse totalmente, os
rendimentos poderiam ser superiores aos dados encontrados na literatura.
Outra hipótese é a de que esses rastros possam ser ácidos graxos livres que foram
formados devido ao processo de decomposição do biodiesel, pois, não foi usado nenhum
agente oxidante durante o processo de estocagem dos mesmos até o momento da realização da
CCD.
Em relação ao índice de acidez, todos os valores se apresentaram acima dos valores
estabelecidos pela ANP. Estes resultados foram uma surpresa, pois as gorduras utilizadas nos
ensaios se apresentavam ideais para a realização dos ensaios.
A presença de certa quantidade de ácido residual no biodiesel produzido indica que o
método de obtenção do mesmo pode não estar apropriado ou que houve excesso de ácido
durante o processo de lavagem ácida. As duas situações são indesejáveis. A lavagem ácida é
importante após a reação de transesterificação para remover o catalisador alcalino e
possibilitar a eliminação de problemas de emulsão causando formação de sabão. Um aumento
considerável no índice de acidez também indica que pode haver ácidos graxos livres na
amostra. A presença desses ácidos aumenta o índice de acidez e propicia a geração de sabões
e possíveis depósitos nos motores (WYATT et al., 2005). Isto pode ter ocorrido no biodiesel

41
de frango.
Um dos principais problemas associados ao uso de biodiesel são as propriedades de
fluidez a baixas temperaturas, no qual uma das formas de monitoramento é a observação do
ponto de fluidez. Altos valores para este teste implicam em baixa fluidez do biodiesel.
Gorduras saturadas, como é o caso da bovina, têm pontos de fluidez significativamente mais
altos que gorduras insaturadas como a de frango e a suína. Assim, combustíveis derivados de
gorduras ou óleos com quantidades elevadas de ácidos graxos saturados exibirão ponto de
fluidez mais alto (DORADO et al., 2002).
Na lista de especificações de biodiesel, não é mencionado um parâmetro de ponto de
entupimento a baixas temperaturas. Cada país pode usar valores específicos para certos
limites de temperatura em diferentes épocas do ano dependendo das condições climáticas
(DEMIRBAS, 2008).
O biodiesel bovino apresentou ponto de fluidez igual 7,5oC. Esta avaliação
demonstrou que este tipo de biodiesel apresenta limitações quanto a sua utilização. O seu
valor foi mais elevado que o biodiesel de suíno (3,5oC) e o de frango (2,5oC). Quando
comparado com pontos de fluidez encontrados na literatura (DORADO et al., 2002), o
biodiesel de sebo bovino apresentou o seu ponto de entupimento mais elevado que o biodiesel
de óleo de oliva, soja e também teve um valor maior que outro biodiesel de sebo encontrado
na literatura (WYATT et al., 2005).
DORADO et al. (2002) analisaram o ponto de fluidez do biodiesel metílico
proveniente do óleo de oliva residual e encontraram um valor de – 9oC. WYATT e
colaboradores (2005) realizaram testes para avaliar o ponto de fluidez dos ésteres metílicos
originados do óleo de soja e de gorduras animais. Neste trabalho foi feita uma comparação
com o valor do ponto de fluidez do petrodiesel. Os valores encontrados foram: diesel (-2,7oC),
biodiesel de soja (-3,3oC), biodiesel de frango (1,3oC), biodiesel de sebo bovino (8,0oC) e
biodiesel de banha (8,3oC). Os valores obtidos no trabalho de WIATT e colaboradores (2005)
para o biodiesel de frango e bovino são muito próximos aos conseguidos no atual trabalho.
Apenas o biodiesel suíno obteve resultados diferentes, sendo que no presente trabalho o valor
foi 3,5oC.
A viscosidade cinemática é a medida de resistência interna ao escoamento de um
combustível (IMAHARA et al., 2008). Esta propriedade é considerada uma das mais
importantes, pois ela influência na operação de injeção de combustível no motor,
principalmente em baixas temperaturas, quando o aumento da viscosidade afeta a fluidez do
combustível (DEMIRBAS, 2005). O controle da viscosidade tem como objetivo preservar as
42
características lubrificante do biodiesel. Os altos valores da viscosidade podem levar a outros
problemas como desgaste das partes lubrificadas do sistema de injeção, vazamento da bomba
de combustível e carbonização dos pistões (IMAHARA et al., 2008).
Esta propriedade físico-química também pode ser usada para selecionar o perfil da
matéria-prima ou dos ácidos graxos usados na produção do biocombustível (DEMIRBAS,
2008).
RAMADHAS e colaboradores (2005) realizaram um experimento, no qual foi medida
a viscosidade do biodiesel metílico originado do óleo de seringueira (5,81 mm2/s). O valor
encontrado foi comparado com as viscosidades de biodieseis provenientes de outros óleos
vegetais como colza (4,5 mm2/s), algodão (4,0 mm2/s) e soja (4,08 mm2/s).
TURRIO-BALDASARI e colaboradores (2004) efetuaram testes para determinar a
viscosidade cinemática do biodiesel de colza e da mistura de B20 de colza com Diesel
convencional. De acordo com as análises, o diesel apresentou a menor viscosidade (2,9
mm2/s), depois foi a mistura B20 (3,1 mm2/s) que demonstrou um valor próximo do diesel e
por último a viscosidade do biodiesel B100 (3,5-5,0 mm2/s) com valores um pouca mais altos.
Os ésteres metílicos de sebo bovino, como mencionado anteriormente, apresentam na
sua composição um alto conteúdo de ácidos graxos saturados, logo, a viscosidade encontrada
para o biodiesel proveniente desta matéria-prima foi um pouco maior (6,20 mm2/s) do que os
biocombustíveis provenientes das outras gorduras que se encaixaram nos padrões
estabelecidos pela ANP. Mesmo assim, todos eles apresentaram valores superiores aos
biodieseis de óleos vegetais estudados por RAMADHAS et al. (2005).
A medida da massa específica tem o objetivo de restringir o uso de algumas matérias-
primas para a produção de biodiesel (DEMIRBAS, 2008). Ela mostra uma grande influência
em processos como a injeção de combustível e a sua preparação para a ignição automática
(IMAHARA et al., 2008).
Todos os biodieseis analisados apresentaram o valor da massa específica dentro das
normas na ANP e acima do valor do petrodiesel que é de 844 Kg m3 (ANP, 2009), sendo que
o que mais se aproximou deste valor foi o biodiesel etílico de gordura suína (872,10 Kg m3).
A literatura indica que o diesel mineral e o biodiesel apresentam massas específicas
muito semelhantes, porém deve ser levado em consideração que a massa específica do
biodiesel varia em função da matéria-prima usada na produção do mesmo (BAJPAI, 2006).
RAKOPOULOS e colaboradores (2007) realizaram testes que avaliaram a massa
específica de óleo residual de fritura e biodiesel de algodão. O valor da massa específica do
óleo (910 Kg m3) ficou bem acima do diesel usado como referência (840 Kg m3) e acima das

43
massas específicas dos biodieseis do presente trabalho, porém o valor encontrado para o
biodiesel de algodão (885 Kg m3) apresentou um valor mais próximo do diesel mineral assim
como as amostras do atual trabalho.
6.4 Potencial de Produção do Biodiesel de Gordura A nimal no Estado de Santa Catarina
Considerando os resultados obtidos no presente trabalho, quanto a produção dos
ésteres metílicos, investigou-se o potencial de produção no Estado de Santa Catarina do
biodiesel a partir de gordura animal. Para tanto, foram considerados dados da produção dos
animais, a massa de gordura produzida por eles e a massa específica do biodiesel obtido de
cada uma delas. O álcool etílico não entrou nesta fase da pesquisa, pois apresentou um baixo
rendimento na produção de biodiesel. Além disso, este solvente apresenta preço muito
elevado em relação ao metanol e para a reação de transesterificação, a quantidade de etanol
necessário é praticamente o dobro que a de metanol para a mesma massa de gordura.
Segundo dados do IBGE (2009), Santa Catarina, em todo ano de 2008, consumiu cerca
de 2 mil m3 de diesel mineral.
Levando-se em consideração o número de abates na pecuária, de sardinhas pescadas,
mais a quantidade de gordura média produzida por cada animal, foi possível estimar a
quantidade de gordura residual total produzida como se observa na tabela 11. Neste segmento,
o frango foi o que apresentou a maior produção de gordura, seguido pelo suíno, pela sardinha
e pelo bovino.
A maior parte desta gordura gerada é utilizada para diversos fins, como a produção de
margarina, óleo de salada, ração animal, sabão, resina, lubrificante, etc. KNOTHE e
colaboradores (2006) estimaram que 70% da gordura animal produzida já está comprometida
com a indústria farmacêutica e alimentícia. Sobrando apenas 30% para outros fins como a
produção de biodiesel.
Seguindo este pensamento, chegou-se aos valores apresentados na tabela 12 onde se
constata que, em termos de produção de biodiesel, o frango aparece com o maior potencial,
seguido pelo suíno, pela sardinha e por último pelo bovino. A quantidade total de biodiesel
que se poderia produzir utilizando essas quatro matérias-primas seria na ordem de 34.293 m3,
valor que representa 2,5% da produção nacional de 2009 segundo a ANP, colocando o Estado
como o sexto maior produtor do país. Vale ressaltar que só foi considerado para este estudo
apenas um tipo de peixe, se todos os pescados capturados em 2008 entrassem na pesquisa se

44
conseguiria resultados ainda melhores.
O Estado de Santa Catarina oferece temperaturas baixas durante o inverno. Este fator
limita o tipo de biodiesel que pode ser utilizado na região. Nestas condições, fatores como a
viscosidade cinemática e o ponto de fluidez do biodiesel são muito importantes. Neste
aspecto, quando se compara os resultados dessas duas características utilizando os dados da
pesquisa de LIMA (2008) e do presente trabalho, observou-se que o biodiesel proveniente de
óleo de sardinha apresentou os melhores resultados. Sua viscosidade foi de 4,4 mm2/s e seu
ponto de fluidez foi de -4oC. Com valores assim, o biodiesel de óleo de peixe apresenta
inclusive um grande potencial de exportação para a Europa. Contrário ao biodiesel de sebo
bovino, que além de apresentar o pior potencial de produção é o que apresenta as piores
características físico-químicas para a sua utilização em Santa Catarina. Seu ponto de fluidez
(7,5oC) e sua viscosidade (6,2 mm2/s) obrigariam que este biodiesel passasse por um
tratamento, o que certamente elevaria o custo de produção.
Mesmo não apresentando características físico-químicas tão animadoras como o
biodiesel de sardinha, o biodiesel de frango também apresenta boas condições de utilização
em Santa Catarina. Isto por que seu ponto de fluidez é baixo (2,5oC), embora sua viscosidade
seja alta (5,92 mm2/s), o que limitaria seu uso nas regiões mais frias do Estado. Neste aspecto,
o biodiesel suíno apresenta melhores características físico-químicas do que o de frango para
uso no Estado.
Um ponto a favor da produção de biodiesel suíno é a composição de ácidos graxos da
sua gordura, que apresenta menor quantidade de ácidos graxos insaturados em relação ao
frango e a sardinha. Como já foi discutida, uma alta quantidade de ácidos graxos insaturados
na matéria-prima faz com que está sofra oxidação mais rapidamente, aumentando a
quantidade de ácidos graxos livres, prejudicando consequente, o processo de
transesterificação e o armazenamento do biodiesel. Logo, a produção do biodiesel suíno seria
menos custosa do que a de biodiesel de frango e sardinha.
Outro problema apresentado na produção dos biodieseis de gordura animal foi a alta
quantidade de álcool necessária para obter os melhores rendimentos. Além disso, o óleo de
sardinha e a gordura de frango, por possuírem alta quantidade de ácidos graxos insaturados,
necessitam de uma quantidade maior de catalisador (KOH) na reação de transesterificação.
Neste sentido, novos estudos são necessários para a otimização do processo, para que o custo
de produção possa diminuir.

45
7 CONCLUSÕES
A partir dos resultados obtidos no presente trabalho foi possível concluir que:
• As gorduras analisadas apresentam baixo índice de acidez o que viabiliza sua
transesterificação por rota química - alcalina;
• A concentração de catalisador básico (KOH) que permite obter superior produção
de biodiesel é dependente do tipo da gordura animal empregada;
• Devido a acidez e a composição rica em ácidos graxos insaturados facilmente
oxidáveis foi necessário maior quantidade de catalisador para a transesterificação
de gordura de frango
• As reações de transesterificação catalisadas na presença de metanol proporcionam
superiores porcentagens de conversão, sendo que a proporção de 10:1
(metanol:gordura) permite a obtenção de conversões superiores a 80%
independente da gordura empregada;
• O melhor rendimento foi obtido com a utilização de gordura bovina
(metanol:gordura - 10:1 ou 8:1 e 0,6% de catalisador) e o pior com a gordura de
suínos.
• Os ésteres de ácidos graxos obtidos apresentam características semelhantes aqueles
classificados pela ANP como biodiesel, entretanto o índice de acidez não se
apresenta adequado;
• O uso de gordura residual animal (frango, suína, bovina e sardinha), disponível em
Santa Catarina, representa uma excelente oportunidade para o produção deste
biocombustível.

46
8 REFERÊNCIAS BIBLIOGRÁFICAS
AGARWAL, A.K.; Biofuels (alcohols and biodiesel) applications as fuels for internal combustion engines. Progress in Energy and Combustion Science, 33 (3), pp. 233-271, 2007.
AGÊNCIA NACIONAL DO PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS - ANP. Disponível em: <http://www.anp.gov.br/petro/legis_biodiesel.asp>. Acesso em: 03/03/2009.
AGÊNCIA NACIONAL DO PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS - ANP. Resolução nº 42. Disponível em: <http://www.anp.gov.br/petro/legis_qualidade.asp> Acessado em: 17/10/2010.
AMERICAN OIL CHEMISTS SOCIETY – AOCS. Official and Tentative Methods, 10ª ed., Chicago, v.1. 2010.
AMERICAN OIL CHEMISTS’ SOCIETY. AOCS Official Method Ca 5a-40- Free Fat ty Acids, 2p. 2010.
ANGELUCCI, E.; CARVALHO, L. R.; CARVALHO, N. R. P.; FIGUEIREDO, B. I.; MANTOVANI, B. M.D.; MORAES, M. R. Análise química de alimentos: Campinas, São Paulo, 1987. 123p. (Manual Técnico).
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA PRODUTORA E EXPORTADORA DE CARNE SUÍNA – ABIPECS. Relatório Anual. São Paulo, 2009.
ASSOCIAÇÃO BRASILEIRA DOS PRODUTORES E EXPORTADORES DE FRANGOS – ABEF. Estatísticas. Disponível em: <http://www.abef.com.br/estatísticas. htm>. Acesso em: 01/04/2010.
ASSOCIAÇÃO CATARINENSE DE CRIADORES DE SUÍNOS - ACCS. Relatório Anual. Concórdia, 2009.
BAJPAI, D.; TYAGI, V. K.; Journal of Oleo Science, 55, 487-502, 2006
BRASIL. Lei nº 11.097, de 13 de janeiro de 2005. Disponível em <http://www.planalto.gov.br/ccivil_03/_ato2004-2006/2005/Lei/L11097.htm>. Acesso em: 23/02/2010.
BRASIL. Ministério da Ciência e Tecnologia. Plano Nacional de Agroenergia. Brasília, p. 20-26, 2005.
CASTRO, B. C. S; Otimização das Condições da Reação de Transesterificação e Caracterização dos Rejeitos dos Óleos de Fritura e de Peixe para Obtenção de Biodiesel, Dissertação de Mestrado, 2009.
CENTRO BRASILEIRO DE INFRA ESTRUTURA - CBIE. Petróleo OffShore, 2010.
CHIU, M. C.; GIOIELLI, L. A. Conteúdo de gordura sólida da gordura abdominal de frango, de suas estearinas e de suas misturas binárias com toucinho. Ciência e Tecnologia de Alimentos, Campinas, v. 22, n.2, p. 151-157, 2002.
47
CHIU, M. C.; GRIMALDI, R.; GIOIELLI, L. A. Fracionamento a seco da gordura de frango em escala piloto. Rev. Bras. Cienc. Farm., São Paulo, v. 43, n. 3, 2007.
COSTA NETO, P. R. ROSSI, L. F. S. ZAGONEL, G. F. e RAMOS, L. P. Produção de Biocombustíveis Alternativo ao Óleo Diesel Através da Transesterificação de Óleo de Soja Usado em Frituras. Química Nova. v. 23, n. 4, p. 531-537; 2000.
DEMIRBAS, A.; Energy Conversion Management, 49, 125, 2008.
DEMIRBAS, A.; Progress in Energy and Combustion Science, 31, 466, 2005.
DORADO, M. P.; BALLESTEROS, E.; ALMEIDA, J. A.; SCHELLERT, C.; LOHRLEIN, H.P.; KRAUSE, R.; Trans. ASAE, 45, 525, 2002.
FERRARI, R. A.; KOLLER, F. R. Fracionamento de gordura de frango. Publicado UEPG, Ponta Grossa, v. 7, n. 1, p. 43-51, 2001.
FRANÇA, J. M.; WASZCZYNSKYJ, N. Teor de hidroxiprolina em peles de frango submetidas à tratamento térmico. Boletim do CEPPA, Curitiba, v. 20, n.1, p. 19-28, jan./jun. 2002.
FREDDMAN, B.; BUTTERFIELD, R. O.; PRYDE, E. H.; J. Am. Oil Chem. Soc.63, 1598, 1986.
FREITAS, L. S.; Desenvolvimento de procedimentos de extração do óleo de semente de uva e caracterização química dos compostos extraídos. Tese de Doutorado, PPGQ, UFRGS, 190p, 2007.
FREITAS, S. M.; NACHILUK, K. Desempenho da produção brasileira de biodiesel em 2008. Disponível em: <http://www.iea.sp.gov.br/out/verTexto.php?codTexto=10115>. Acesso em: 19/03/2009.
GARCIA, A. JULIÃO M. e TOOKUNI, J. Combustível alternativo: biodiesel de gordura animal. Monografia de graduação. UTFPR, 2006.
GAYA, L. G. Estudo genético da deposição da gordura abdominal e das características de desempenho, carcaça e composição corporal em linhagem macho de frangos de corte. Dissertação de Mestrado em Zootecnia – Universidade de São Paulo, São Paulo. 2002.
GUIVANT, J.; Suinocultura e Poluição no Oeste de Santa Catarina: Os Desafios de Implementar uma Política Ambiental. Raízes, nº 16, 1998.
GREENE, D.L. et al. Have we run out of oil yet? Oil peaking analysis from an optimist’s perspective. Energy Plicy, v.34, n.5, p.515-531, 2006.
HANNA, M.A.; MA, F.; CLEMENTS, L. D.; Biodiesel fuel from animal fat. Ancillary Studies on transesterification of beef tallow. Ind. Eng. Chem. Res., 37, p.3768-3771. 1998.
HARTMAN, L.; LAGO, B. C. A.; Rapid Preparation of Fatty Acids Methyl Esters From Lipids. Lab. Pract, v.22, p.457-477, 1973.
IMAHARA, H., MINAMI, E.; HARI, S.; SAKA, S.; Fuel 2008, 87, 1-6. 2008.

48
INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA – IBGE - Pesquisas Trimestrais do Abate de Animais, do Leite, do Couro e da Produção de Ovos de Galinha, 2007.
INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA – IBGE - Pesquisas Trimestrais do Abate de Animais, do Leite, do Couro e da Produção de Ovos de Galinha, 2009.
INSTITUTO BRASILEIRO DO MEIO AMBIENTE E DOS RECURSOS NATURAIS RENOVÁVEIS – IBAMA – Estatística da Pesca, 2010.
INTERNATIONAL ENERGY AGENCY. World oil supply and demand. 2005. Online. Disponível: <http://omrpublic.iea.org> Acessado em: 01/11/2009.
KNOTHE, G.; GERPEN, J.V.; KRAHL, J.; RAMOS, L.P.; Manual do Biodiesel. São Paulo, 2006.
KNOTHE, G.; Journal of the American Oil Chemists’ Society, 83, 823, 2006.
KRAUSE, L.C.; Desenvolvimento do Processo de Produção de Biodiesel de Origem Animal; Dissertação de Mestrado, 2008.
LEAT, W.M.F., CUTHBERTSON, A., HOWARD, A. N., et al.; Studies on pigs reared on semi-synthetic diets containing no fat, beef tallow and maize oil: composition of carcass and fatty acid composition of various depot fats. Journal Agriculture Science, v. 63, p. 311-317, 1964.
LEBEDEVAS, S.; et al;. Energy Fuels, 20, 2274, 2006.
LEE, K. T.; FOGLIA. T. A.; Synthesis, purifcation, and characterization of structured lipids produced from chicken fat. Journal of the American Oil Chemists Society, Chicago, v. 77, n. 10, p. 1027-1034, 2000.
LEHNINGER, A. L.; NELSON, L.; MICHAEL, M. C.; Princípios da Bioquímica. Ed: Sarvier, 179-189, 1995.
LIMA, A.E. et al.; Estudo Térmico do Biodiesel Etílico de Óleo de Peixe e Caracterização Físico-Química do Biodiesel e das Misturas, 2008.
LIS, P.M.; KADIJE, B.A.; Regulação e esterificação: Capacidade produtiva do biodiesel e o ordenamento jurídico brasileiro. IV Congresso Brasileiro de Mamona; 2010.
MA, F.; CLEMENTS, L. D.; HANNA, M.A. Biodiesel fuel from animal fat. Ancillary Studies on transesterification of beef tallow. Ind. Eng. Chem. Res., 37, 1998. MA, F.; CLEMENTS, L. D.; HANNA, M.A.; The effect of mixing on transesterification of beef tallow. Bioresource Technoloy, v.69, p.289-293. 1999.
MA, F.; HANNA, M.A.; Biodiesel production: a review. Bioresource Technology, v.70, n.1, p.1-15, 1999.
49
MATOS, A. T.; Curso sobre tratamento de resíduos agroindustriais. Viçosa: FEAM/UFV, 2005.
MINISTÉRIO DA AGRICULTURA, PECUÁRIA E ABASTECIMENTO – MAPA. Governo Federal. Online. Disponível: <http://www.agricultura.gov.br> Acessado em: 16/11/2009.
MINISTÉRIO DA CIÊNCIA E TECNOLOGIA – MCT, Instituição do Programa Brasileiro de Desenvolvimento Tecnológico de Biodiesel (PROBIODIESEL). Portaria nº 702, 2002.
MORETTO, E., ALVES, R.F.; Manual de normas higiênico-sanitárias e controle de qualidade para indústrias de carne e derivados. Florianópolis : Sociedade Catarinense de Bromatologia, 1986. 141p.
NOUREDDINI, H.; MEDIKONDURU, V. J.; Am. Oil Chem. Soc. 1997, 74, 419.
PARENTE J. E. & BRANCO, P. T. C.; Análise comparativa entre etanol e metanol visando sua utilização como coadjuvante químico na produção de biodiesel. Artigo encontrado em: Biodiesel e inclusão social/ Ariosto Holanda. – Brasília: Câmara dos Deputados, Coordenação de Publicações, 2004.
PARENTE, E. J. DE S.; Biodiesel – Uma aventura tecnológica num país engraçado, Unigráfica: Fortaleza, 2003.
PETERSON, C.L.;JON H. VAN GERPEN, J.H.; GOERING C.E.; Biodiesel: An Alternative Fuel for Compression Ignition Engines, 2007.
PIMENTEL, D.; PATZEK, T.W. Ethanol production using corn, switchgrass and wood; biodiesel production using soybean and sunflower. Natural Resources Research, v.14, n.1, p.65-76, 2005.
RAKOPOULOS, C.D. et al. Energy Conversion and Management, 48, 1881-1901, 2007.
RAMADHAS, A. S.; JAYARAJ, S.; MURALEEDHARAN, C.; Fuel, 84, 335, 2005.
RODRIGUES, K. F.; FRAGA, A. C.; NETO, P. C.; MACIEL, J. A. S.; LOPES, O. C.; Potencialidade da gordura de frango para a produção de biodiesel. Biodiesel: o novo combustível do Brasil. In: CONGRESSO DA REDE BRASILEIRA DE TECNOLOGIA DO BIODIESEL, 1. Brasília. Anais. Brasília: ABIPTI, p. 129-132, 2005.
RODRIGUES, K. K.; Biodiesel de Óleo de Peixe; desenvolvido na disciplina Tecnologia Orgânica Experimental (EQO-595) ministrada pela Professora Cheila Gonçalves Mothé, Graduação em Engenharia Química, EQ/UFRJ, 2008.
SANTOS, R. F. et al.; O agronegócio da mamona no Brasil: EMBRAPA-SPI; Análise Econômica. In: Azevedo, D.M.P.; Lima, E.F. (eds.).,. p.17-35. 2001.
SCHUCHARDT, U.; SERCHELI, R.; VARGAS, R. M.; Transesterification of vegetable oils: a review. Braz. Chem. Soc. v. 9, p.199-210. 1998.
SCHWAB, A. W.; BAGBY, M. O.; FREEDMAN, B.; Preparation and Properties of Diesel Fuels from Vegetable Oils. Fuel 66:1372-1378, 1987.

50
STI/MIC. Produção de Combustíveis Líquidos a Partir de Óleos Vegetais. Secretaria de Tecnologia Industrial do Ministério da Industria e Comercio, STI/MIC, Brasília, p.195-222. 1985.
SOUZA, N. M.; NEITZKE, G.; GOMES, L. F. S.; BARICATTI, R. A.; Potencial de Produção de Biodiesel a partir de Óleo de frango nas cooperativas do Estado do Paraná. Cascavel. 2005.
TURRIO-BALDASSARI, L. et al.; Science of the Total Environment, 327, 147-162. 2004.
UNIÃO BRASILEIRA DE AVICULTURA – UBA. Relatório anual 2007/2008. Disponível em: <http://www.uba.org.br>. Acesso em: 01/04/2010.
WYATT, V.T.; et al. Journal of the American Oil Chemistis’ Society, 2005, 82, 585.
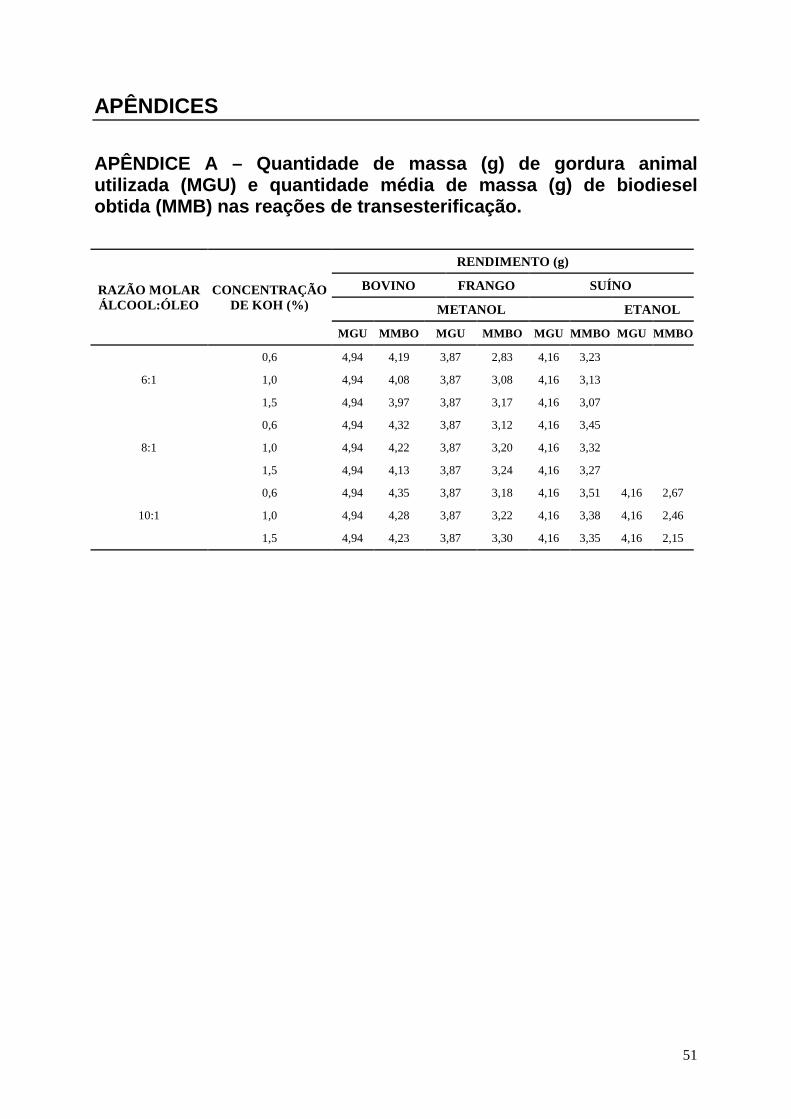
51
APÊNDICES
APÊNDICE A – Quantidade de massa (g) de gordura ani mal utilizada (MGU) e quantidade média de massa (g) de biodiesel obtida (MMB) nas reações de transesterificação.
RAZÃO MOLAR ÁLCOOL:ÓLEO
CONCENTRAÇÃO DE KOH (%)
RENDIMENTO (g)
BOVINO FRANGO SUÍNO
METANOL ETANOL
MGU MMBO MGU MMBO MGU MMBO MGU MMBO
6:1
0,6 4,94 4,19 3,87 2,83 4,16 3,23
1,0 4,94 4,08 3,87 3,08 4,16 3,13
1,5 4,94 3,97 3,87 3,17 4,16 3,07
8:1
0,6 4,94 4,32 3,87 3,12 4,16 3,45
1,0 4,94 4,22 3,87 3,20 4,16 3,32
1,5 4,94 4,13 3,87 3,24 4,16 3,27
10:1
0,6 4,94 4,35 3,87 3,18 4,16 3,51 4,16 2,67
1,0 4,94 4,28 3,87 3,22 4,16 3,38 4,16 2,46
1,5 4,94 4,23 3,87 3,30 4,16 3,35 4,16 2,15

52
APÊNDICE B – Análise Estatística
A análise estatística serviu para comprovar se os rendimentos obtidos realmente
sofrem influência quanto ao tipo de gordura, a quantidade de metanol e catalisador. Nestes
cálculos, o etanol foi excluído devido aos baixos rendimentos apresentados nos ensaios. A
seguir seguem as tabelas com a ANOVA para os três tipos de gordura animal utilizadas no
trabalho.
1 Gordura Bovina
Tabela 1 - ANOVA para o rendimento conforme a quantidade de catalisador, de álcool (metanol) e gordura bovina
FONTE DE VARIAÇÃO
SOMA DOS QUADRADOS
GRAUS DE LIBERDADE
MÉDIA QUADRÁTICA
ESTATÍSTICA DE TESTE F
P-VALOR
Álcool 82,56 2 41,28 319,54 0,00
Catalisador 57,52 2 28,76 222,62 0,00
Interação 3,26 4 0,82 6,32 0,00
Resíduos 2,33 18 0,13
2 Gordura Suína
Tabela 2 - ANOVA para o rendimento conforme a quantidade de catalisador, de álcool (metanol) e gordura suína
FONTE DE VARIAÇÃO
SOMA DOS QUADRADOS
GRAUS DE LIBERDADE
MÉDIA QUADRÁTICA
ESTATÍSTICA DE TESTE F
P-VALOR
Álcool 205,71 2 102,86 292,30 0,00
Catalisador 76,99 2 38,49 109,39 0,00
Interação 0,77 4 0,19 0,55 0,70
Resíduos 6,33 18 0,35
Total 289,81 26

53
3 Gordura de Frango
Tabela 3 - ANOVA para o rendimento conforme a quantidade de catalisador, de álcool (metanol) e gordura de frango.
FONTE DE VARIAÇÃO
SOMA DOS QUADRADOS
GRAUS DE LIBERDADE
MÉDIA QUADRÁTICA
ESTATÍSTICA DE TESTE F P-VALOR
Álcool 132,12 2 66,06 193,95 0,00
Catalisador 112,35 2 56,18 164,94 0,00
Interação 46,25 4 11,56 33,95 0,00
Resíduos 6,13 18 0,34
Total 296,85 26