Embed Size (px)
Citation preview

TRABALHO DE CONCLUSÃO DO CURSO TÉCNICO EM MECATRÔNICA
Esteira Contadora de Peças
Caio D’adamo Figueiredo Denis Rabetti Leal Aragão
Gabriel Balsarin João Paulo José dos Santos
Lessandro de Souza Monteiro Marcos de Souza Melo
Paula Lima Camillo
Professor Orientador Ivo Moreira de Castro Neto
São Caetano do Sul / SP 2014
Centro Estadual de Educação Tecnológica Paula Souza
GOVERNO DO ESTADO DE SÃO PAULO
Etec “JORGE STREET”

Esteira Contadora de Peças
Trabalho de Conclusão de Curso apresentado como pré-requisito para obtenção do Diploma de Técnico em Mecatrônica.
São Caetano do Sul / SP 2014

Dedicamos esse trabalho aos nossos familiares, amigos e professores da Etec Jorge Street.
AGRADECIMENTOS Agradecemos primeiramente a Deus por nos proporcionar vida e sabedoria, aos
nossos familiares que nos apoiaram, nos deram forças para nunca desistir dos
nossos objetivos e também pela ajuda financeira e moral, nossos colegas de classe
pela convivência durante esse período, e por fim agradecemos nossos professores
pelo respeito, aprendizado e incentivo a criação.

RESUMO
Com base e pesquisas sobre melhorias para as empresas em geral, desenvolvemos
esse projeto de uma esteira que realizará a contagem de materiais com o objetivo de
trazer melhores resultados e benefícios às empresas que necessitam realizar uma
contagem precisa de seu estoque para inventario, ou até mesmo de suprir e
abastecer uma linha de produção. O projeto tem como finalidade colocarmos uma
determinada quantidade de peças, materiais ou objetos sobre a esteira
automatizada, que através de sensores programáveis será feita uma contagem, com
um limite de peças por ciclos, sendo assim, ajudando no controle de qualidade.
Palavras-chave: Indústrias; Esteira; Sensores.

ABSTRACT
Based on research and improvements for businesses in general, this project
developed a treadmill that had done the counting of materials in order to bring better
results and benefits to companies who need to make an accurate count of your
inventory to stock, or even to supply and supply a production line. The project aims to
put a certain amount of parts, materials or objects on the mat automated,
programmable sensors that through a count will be made, with a limit of parts per
cycle, thus helping to control quality.
Keywords: Industries; Mat; Sensors.
LISTA DE FIGURAS
Figura 1 – Microcontrolador AT89S52.......................................................................12
Figura 2 – Motor 12 V Utilizado..................................................................................14
Figura 3 – EDT002 – Barreira Ótica...........................................................................17
Figura 4 – Corte das Madeiras...................................................................................19
Figura 5 – Corte da Lona Transportadora..................................................................20
Figura 6 – Usinagem dos Roletes..............................................................................20
Figura 7 – Usinagem dos Roletes..............................................................................21
Figura 8 – Motor.........................................................................................................22
Figura 9 – Roldana.....................................................................................................22
Figura 10 – Correia.....................................................................................................22
Figura 11 – Conjunto do Motor Completo..................................................................23
Figura 12 – Montagem e Instalação do Sensor..........................................................24
Figura 13 – Soldando o Microcontrolador..................................................................25
Figura 14 – Microcontrolador Soldado.......................................................................25
Figura 15 – Projeto Finalizado....................................................................................42
LISTA DE TABELAS
Tabela 1 – Custos......................................................................................................26
Tabela 2 – Gantt e Cronograma................................................................................36
Tabela 3 – Severidade...............................................................................................41
Tabela 4 – Ocorrência ...............................................................................................41
Tabela 5 – Detecção..................................................................................................41

SUMÁRIO
Introdução ................................................................................................................... 8
Tema e Delimitação .................................................................................................... 9
Objetivos Geral e Especifico ....................................................................................... 9
Justificativa ................................................................................................................ 10
1 – Microcontroladores .............................................................................................. 11
1.1 – AT89S52 .................................................................................................... 11
1.2 – Características Técnicas AT89S52 ................................................................................ 12
2 – Motores Elétricos ................................................................................................. 12
2.1 – Principais Tipos de Motores Elétricos ........................................................ 13
2.2 – Tipo de Motor Utilizado .............................................................................. 14
2.3 – Características Técnicas do Motor... .......................................................... 15
3 – Sensores ............................................................................................................. 15
3.1 – Principais Tipos de Sensores ..................................................................... 15
3.2 – Tipo de Sensor Utilizado ............................................................................ 17
3.2 – Características do Sensor .......................................................................... 18
4 – Metodologia e Desenvolvimento ......................................................................... 18
4.1 – Montagem e Construção da Esteira ........................................................... 18
4.2 – Montagem e Instalação do Motor ............................................................... 21
4.3 – Montagem e Instalação do Sensor............................................................. 24
4.4 – Montagem e Instalação do Microcontrolador ............................................. 24
5 – Planejamento do Projeto ..................................................................................... 26
5.1 – Tabela de Custos ....................................................................................... 26
5.2 – Fluxograma ................................................................................................ 26
5.3 – Fluxograma de Funcionamento ................................................................. 27
5.4 – Programação .............................................................................................. 28
5.5 – Gantt e Cronograma ................................................................................... 36
5.6 – FMEA ......................................................................................................... 40
6 – Resultados Obtidos ............................................................................................. 42
Conclusão ................................................................................................................. 43
Referências ............................................................................................................... 44
APÊNDICE A - FMEA de Peça..................................................................................45
ANEXO A - Kit EDT 044 - Placa de Testes Microcontrolador AT89S52 .................... 46
ANEXO B - Kit Interface - Barreira Ótica EDT - 002 ................................................ 47

8
Introdução
A Automação Industrial teve início em 1920 com as linhas de montagem
automobilísticas de Henry Ford. Desde então, a tecnologia vem se tornando cada
vez mais presente nas diversas áreas de automação industrial, tendo como objetivos
principais o aumento da qualidade, o volume de produção e a redução dos custos.
Um projeto de máquina surge sempre para satisfazer uma necessidade, seja ela na
área industrial, comercial ou até mesmo por lazer. A partir daí, é feito um estudo
detalhado de suas partes, a forma como serão montadas, tamanhos e localização
das partes e componentes, tais como: engrenagens, parafusos, molas, roletes,
sensores, etc. Sistemas digitais modernos abrangem uma vasta gama de graus de
complexidade, os componentes disponíveis para a construção de sistemas digitais
vão desde chave liga/desliga até computadores completos. Um sistema digital pode
ser definido com um conjunto de computadores interconectados que processam
informações de forma digital. Na maioria dos sistemas digitais, os componentes
básicos utilizados são dispositivos eletrônicos, as ligações entre esses componentes
são conexões físicas através da informação digital. Este processo passa por várias
revisões até que sejam definidos os melhores materiais para a montagem ou criação
de um novo produto. No projeto da Esteira Contadora de Peças, utilizaremos
dispositivos eletromecânicos e como elemento principal o microcontrolador. O
projeto tem como objetivo realizar a contagem de peças de diferentes formatos que
passaram sobre a esteira automatizada e indicará a quantidade detectada no
display.

9
Tema e delimitação
Nosso projeto traz como tema a “Esteira Contadora de Peças”, esse não é um
projeto inovador pelo fato de já existirem esses produtos no mercado das indústrias,
mas optamos por esse tema por colocar em pratica nossos estudos e aprendizados
ao longo do curso. O projeto tem como objetivo trazer uma visão sobre a área
tecnológica da automação industrial e melhorias para a mesma. Automação refere-
se ao controle automático, portanto não dependem da intervenção humana ou
industrial, refere-se às indústrias em geral. Hoje em dia a automação industrial é
uma tecnologia que integra três áreas: Eletrônica, responsável pelo hardware,
Mecânica, responsável pelos dispositivos mecânicos e a Informática, responsável
pelo software. Tendo como base essas informações, desenvolvemos essa esteira
que aperfeiçoará a contagem de peças, evitando falhas ao processo produtivo e
otimizando os processos automatizados das pequenas, médias e grandes empresas
que necessitarem de melhorias.
Objetivos – geral e específico
O projeto pretende focar na agilidade e na precisão dos elementos principais
utilizados na montagem, que são: motor e sensores, para de forma simples e eficaz,
fazer a realização de contagem das peças que correram sobre a esteira, sendo
assim, temos como objetivos trazer uma melhoria específica e eficaz para as
empresas que necessitam desse tipo de trabalho que pode ser executado para
realizar uma contagem do seu estoque, ou abastecer uma determinada área da
empresa com mais precisão no número de materiais, e assegurando uma qualidade
melhor no resultado final, com objetivo de gerar menos desvios no processo, caso o
mesmo fosse realizado manualmente.
10
Justificativa
Tivemos como princípios os estudos e conhecimentos adquiridos no decorrer
do curso, especulamos algumas ideias de projetos que envolvessem áreas da
indústria com necessidades, para programar e executar um estudo de melhoria que
interligasse as principais matérias da Mecatrônica, que são: Mecânica, Eletrônica e
Informática, em um só projeto. Sendo assim, desenvolvemos essa esteira que
contará as peças, e quando atingido o número programado (por exemplo, 100
peças), a esteira para, deixando que o profissional capacitado retire uma amostra
para fazer o controle de amostragem. Esse projeto trará uma melhoria no quesito
precisão e qualidade, pois os materiais colocados sobre a esteira transportadora
chegaram ao seu final e será feita uma contagem, indicando em um display a
quantidade de pecas que por ali passaram, tornando o processo de contagem mais
seguro por se tratar de um equipamento automatizado para aquela função
específica, ou seja, contar peças e ajudar no controle de qualidade da empresa.

11
1 – Microcontroladores
Os microcontroladores são dispositivos de fácil utilização, baixo custo e
podem ser utilizados em uma grande variedade de aplicações como na nossa casa
em nosso micro-ondas, na tecnologia dos novos celulares, na automação, e em
diversos outros setores. O microcontrolador nada mais é do que um “single chip
microcomputer”, ou seja, microcomputador em um único chip, pois possui
internamente um microprocessador, memória de programa, memória de dados e
entradas e saídas. Hoje se tem uma grande variedade de microcontroladores com
capacidades de memória e disponibilidade de I/Os diversas.
1.1 – AT89S52
O hardware utilizado no projeto é o mesmo utilizado no curso, o EDT-044, que
utiliza o microcontrolador AT89S52 da família 8051. Este microcontrolador possui 32
pinos de I/O divididos em 4 ports de 8 bits Estes ports são bit/byte endereçáveis, ou
seja, podemos acessar o port (P0, P1, P2, P3) ou cada bit individualmente (P0_0,
P0_1, P0_2, P0_3, P0_4, P0_5, P0_6, P0_7, P1_0 ... P1_7, P2_0 ...P2_7, P3_0 ...
P3_7). Na Placa são utilizadas 9 entradas e 9 saídas, a saber:
Entradas:
P2 – Dip-switch com 8 chaves (ON = nível lógico “0”)
P3 2 – Push-Bottom (acionado = nível lógico “0”)
Saídas:
P0 – 8 Leds (ativos em nível lógico “1”)
P3_7 – Buzzer (ativo em nível lógico “0”)

12
Figura 1
1.2 – Características Técnicas AT89S52
Microcontrolador AT89S52 Tensão de operação 5V TTL Tensão de alimentação máxima 5,5V Entradas e saídas digitais 32 divididas em 4 ports de 8 bits cada Corrente de saída 15 mA Memória Flash 8 KB (para armazenagem de código) Memória RAM 256 Bytes Memória EEPROM - - - - Velocidade do Clock 0 - 33 MHz
2 – Motores Elétricos
São os mais utilizados entre todos os tipos de motores, e funcionam
basicamente transformando a energia elétrica. Em mecânica, eles estão por toda
parte, desde dentro de nossas casas através dos eletrodomésticos até nas grandes
indústrias atuando com os robôs.
13
2.1 – Principais Tipos de Motores Elétricos
Aqui uma breve descrição para termos uma ideia dos mais comuns e mais utilizados:
Motores de Corrente Contínua – São motores de custo mais elevado e, além
disso, precisam de uma fonte de C, ou de um dispositivo que converta a corrente
alternada disponível em contínua. Podem funcionar com velocidade ajustável entre
amplos limites e se prestam a controles de grande flexibilidade e precisão. Por isso,
seu uso é restrito a casos especiais em que estas exigências compensam o custo
mais alto da instalação.
Motores de Corrente Alternada – É um dos motores mais utilizados, porque a
distribuição de energia elétrica é feita normalmente em corrente alternada, funciona
com velocidade fixa, sendo utilizado somente para grandes potências (devido ao seu
alto custo em tamanhos menores) ou quando se necessita de velocidade invariável.
Nessa classe de motores encontramos os tipos CA monofásicos (síncronos,
assíncronos), trifásicos (síncronos, assíncronos), e lineares.
Motores de Indução – São motores que funcionam normalmente com uma
velocidade constante que varia ligeiramente com a carga mecânica aplicada ao eixo.
Devido a sua grande simplicidade, robustez e baixo custo, é o motor mais utilizado
de todos, sendo adequado para quase todos os tipos de máquinas acionadas,
encontradas na prática.
Motores de Passo – São motores especiais encontrados em drives, máquinas CNC,
robótica, ar condicionado entre outros produtos. Esses motores controlam os
ângulos de giro de seus rotores. Em vez de girar continuamente, estes rotores giram
em etapas discretas; os motores que fazem isso são denominados motores de
passo. O rotor de um motor de passo é simplesmente um ímã permanente que é
atraído, pelos polos de diversos eletroímãs.
Motores Universais – São motores que podem funcionar tanto como corrente
continua CC ou como alternada CA, por isso o nome de universal. Seu rotor
(componente que gira em torno de seu próprio eixo) e o estator (parte de um motor
que se mantém fixo à carcaça e tem por função conduzir o fluxo magnético) são

14
ligados em série, que no caso de velocidade é o ideal. Podemos encontra–lós em
nossos eletrodomésticos, furadeiras, geradores, porém por serem de fácil manuseio
e mais comuns, eles exigem uma maior manutenção.
2.2 – Tipo de Motor Utilizado
Para construção do nosso projeto utilizamos um motor de vidro elétrico
automotivo, com funcionamento por corrente continua (CC) ou em inglês, direct
current (DC), que é uma corrente que segue um fluxo em uma mesma direção, ou
seja, as cargas elétricas não mudam de sentido. Esse tipo de corrente é gerado por
baterias de automóveis ou motos com 6, 12 ou 24 v, pilhas de 1,2V e 1,5V, dínamos,
e fontes de alimentação de várias tecnologias, que retificam a corrente alternada
para produzir corrente contínua. Normalmente é utilizada para alimentar aparelhos
eletrônicos entre 1,2V e 24 v e os circuitos digitais de equipamento de informática
computadores, modems, etc.
Figura 2

15
2.3 – Características Técnicas do Motor
Engrenagem de 8 Dentes Voltagem: 12 v Consumo: 1,3 A Força: 9,12 N.m / 93Kg.c
3 – Sensores
Um sensor é um dispositivo que responde a um estímulo físico/químico de
maneira específica e mensurável analogicamente. Alguns sensores respondem
com sinal elétrico a um estímulo positivo, isto é, convertem a energia recebida em
um sinal elétrico. Nesse caso, podem ser chamados de transdutores. O transdutor
converte um tipo de energia em outro. É geralmente composto por um elemento
sensor, normalmente piezoelétrico, e uma parte que converte a energia proveniente
dele em sinal elétrico. O conjunto formado por um transdutor tensometro, um
condicionador de sinal (amplificador) e um indicador é chamado de sistema de
medição em malha fechada. Quando o sinal é disponibilizado não por um indicador,
mas na forma de corrente ou tensão já condicionado - (4 a 20) mA, (0 a 10) V ou (0 a
5) V, geralmente - o dispositivo é chamado de transmissor ou transdutor. Entre
outras aplicações, os sensores são largamente usados na medicina, indústria
e robótica.
3.1 – Principais Tipos de Sensores
Aqui uma breve descrição para termos uma ideia dos mais comuns e mais utilizados:
Sensores Mecânicos – São sensores que captam movimentos, posições ou
presença usando recursos mecânicos como, chaves (switches). Nessa categoria
incluímos os micro switches e chaves de fim de curso (chegar ao limite máximo).
Sensores tipo Reed-Switch – São sensores que podem ser usados para detectar a
posição de uma peça ou de uma parte de um mecanismo pela posição de um

16
pequeno ímã que é preso a ela. Poderíamos classificar esses sensores também
como sensores magnéticos, por atuarem com campo magnético.
Sensores Fotoelétricos – São sensores que podem ser de diversos tipos, sendo
empregados numa infinidade de aplicações na indústria e em outros campos.
O tipo mais simples de sensor consiste em um elemento fotossensível que tem a luz
incidente interceptada quando a parte móvel de um dispositivo passa diante dele.
Sensores de Imagem – São sensores que operam com luz e semicondutores
sensíveis a ela é a dos sensores de imagem. Podemos dizer que se trata de um
sensor que, na realidade, é formado por uma matriz de uma boa quantidade de
sensores fotoelétricos individuais. São usados no sensoriamento de imagens em
micro câmeras e em câmeras de vídeo convencionais.
Sensores Ópticos de Medida – São sensores ópticos importantes em fotômetros,
instrumentos de uso na indústria, pesquisa, aplicações médicas, por que faz uso de
alguns dos mesmos dispositivos semicondutores que é empregada na medida de
grandezas ópticas como luminância, contraste e cor. Basicamente pode ser usado
para identificar objetos numa linha de montagem pela cor.
Sensores Térmicos – São sensores que atuam sobre a variação da temperatura do
meio.
Sensores de Presença – São sensores que mais encontramos e os mais utilizados,
pois esses tipos de sensores detectam as pessoas pelo calor de seu corpo, podendo
ser usados também em outras aplicações, como sensores de incêndio, desde que
filtros apropriados sejam agregados. Isso acontece porque a emissão de calor que
passa pelo corpo de uma pessoa é suficiente para acionar o sensor, que é sensível
à radiação infravermelha.
Sensores Ultra-sônicos – São sensores que utilizados na detecção de objetos a
uma certa distância, desde que estes não sejam muito pequenos, e capazes de
refletir esse tipo de radiação.

17
Sensores Indutivos – São sensores utilizados para captar componentes metálicos.
Sensores Capacitivos – São sensores utilizados para detectar líquidos, pó, sólidos
e materiais condutores de eletricidade e não condutores.
3.2 – Tipo de Sensor Utilizado
Barreira Ótica - Uma barreira ótica é formada por um emissor e um receptor
de luz infravermelha. O emissor e o receptor encontram-se montados em invólucros
separados, sendo necessário o alinhamento dos mesmos para colocar o sensor em
condições de operar. A luz originária do emissor atinge o receptor formando uma
barreira de luz entre os componentes. A barreira ao ser interrompida aciona o
sensor. Esses sensores são apropriados para grandes distâncias de suas próprias
características. Essa barreira é muito utilizada por motivos de segurança,
normalmente colocada ao redor de uma máquina, se alguém se aproximar demais
dessa máquina, irá interromper o feixe de luz. A partir disso, a barreira ótica envia
um sinal para a máquina, que irá parar imediatamente o que estava fazendo,
evitando assim, algum possível acidente de trabalho. Abaixo a figura do nosso
sensor.
Figura 3

18
3.3 – Características Técnicas do Sensor
Distância máxima entre emissor e receptor infravermelho = 50 cm Vcc = 5V ± 20% Icc max = 25mA VOL ≤ 0,3V VOH ≥ 4,0V
4 – Metodologia e Desenvolvimento
Para a execução desse projeto primeiramente reunimos todos os integrantes
do grupo e discutimos os métodos que utilizaríamos como base para iniciar o projeto
então chegamos a conclusão e utilizamos um método de trabalho baseado em
pesquisar e coletar dados com nossos professores e na internet, e assim fazer uma
interligação entre eles para solucionar nossas duvidas de uma forma mais rápida e
objetiva tendo em vista que o grupo fez reuniões semanais para discutir as
pesquisas encontradas, e as duvidas que surgiram esclarecemos com o professor
orientador. De um modo geral decidimos por pesquisar sobre os assuntos que
envolvessem mecatrônica, eletrônica, mecânica e informática para a parte da
programação, para isso foram feitas pesquisas em sites, fóruns e blogs da internet
por ser de fácil acesso a todos e tornar a comunicação mais rápida sobre os
problemas a desenvolver no decorrer do projeto. Nosso tema tem a proposta de
trazer um produto que facilite a operação de determinadas funções dentro de uma
empresa, então projetamos essa esteira que contara com precisão quantas peças
passam por ela. Após a metodologia aplicada e a base teórica sendo colocada em
prática começamos o desenvolvimento do projeto que teve sua montagem
totalmente realizada no laboratório da escola, junto com o acompanhamento e
supervisão do professor utilizamos torno mecânico, serrote, serra, arco de serra,
paquímetro, martelo de latão, ferro de solda, morsa de bancada e furadeira.
4.1 – Montagem e Construção da Esteira
Para a construção da esteira foi utilizado madeiras de móveis por ter sido a
forma mais econômica e acessível que encontramos para fazer projeto. Logo após o

19
corte das madeiras em medidas iguais foram feitos os furos para encaixe dos
rolamentos, parafusos, roletes e pregos, em seguida usinamos os roletes para
melhor encaixe dos rolamentos, após toda a estrutura da esteira montada nós
colocamos a lona de transporte que utilizamos de uma esteira ergométrica, tivemos
que corta- lá em um tamanho ideal e apropriado para o projeto conforme segue nas
figuras abaixo:
Figura 4

20
Figura 5
Figura 6

21
Figura 7
4.2 – Montagem e Instalação do Motor
Após terminarmos a construção da esteira começamos a fixação e instalação
do motor na lateral da estrutura, optamos por um motor de fácil aplicação e simples
montagem, portanto utilizamos nessa esteira um motor de vidro elétrico automotivo
de 12 V, de corrente contínua, este motor possui uma engrenagem de 8 dentes onde
adaptamos uma roldana por que a engrenagem era pequena e a correia não
encaixava com precisão, conforme as figuras abaixo.

22
Figura 8
Figura 9
Figura 10

23
Figura 11

24
4.3 – Montagem e Instalação do Sensor
Depois que terminamos toda a parte mecânica da esteira e feita à correta
fixação do motor e suas peças começamos a montagem da placa ótica soldando
seus componentes. Feito isso começamos a instalação do sensor de barreia ótica
que adquirimos no bazar da escola, esse será o sensor que realizara contagem das
peças conforme a figura abaixo.
Figura 12
4.4 – Montagem e Instalação do Microcontrolador
Feito a construção da esteira, a instalação do motor, e a instalação do sensor
chega a hora de instalar o microcontrolador. Começamos a montagem fixando e
soldando os componentes na placa EDT 044 AT89S52 conforme a figura abaixo.

25
Figura 13
Figura 14

26
5 – Planejamentos do Projeto
Aqui vamos descrever nossos processos de custos, cronogramas, diagrama de Gantt, fluxograma e a nossa programação do projeto.
5.1– Tabela de Custos
TABELA DE CUSTOS
ITENS QUANTIDADES PREÇOS
Agulha Têxtil 1 R$ 0,75
Bateria de Funcionamento 1 Sem Custo
Correia 1 R$ 13,00
Estanho/Tubo 1 R$ 5,50
Fonte de Alimentação 1 Sem Custo
Linha de Pesca 1 rolo R$ 3,40
Lixa de Madeira 2 R$ 1,80
Lona Transportadora 1 Sem Custo
Madeiras 3 Sem Custo
Microcontrolador 1 R$ 75,00
Motor 12 V 1 R$ 43,00
Parafusos 4 R$ 3,50
Porcas 4 R$ 2,50
Pregos 8 R$ 2,80
Rolamentos 4 R$ 12,00
Roldanas 2 R$ 27,00
Roletes 2 R$ 26,00
Sensor Barreira Óptica 1 R$ 13,00
Tinta Spray Lata 1 R$ 12,50 TOTAL RS 241,75
Tabela 1
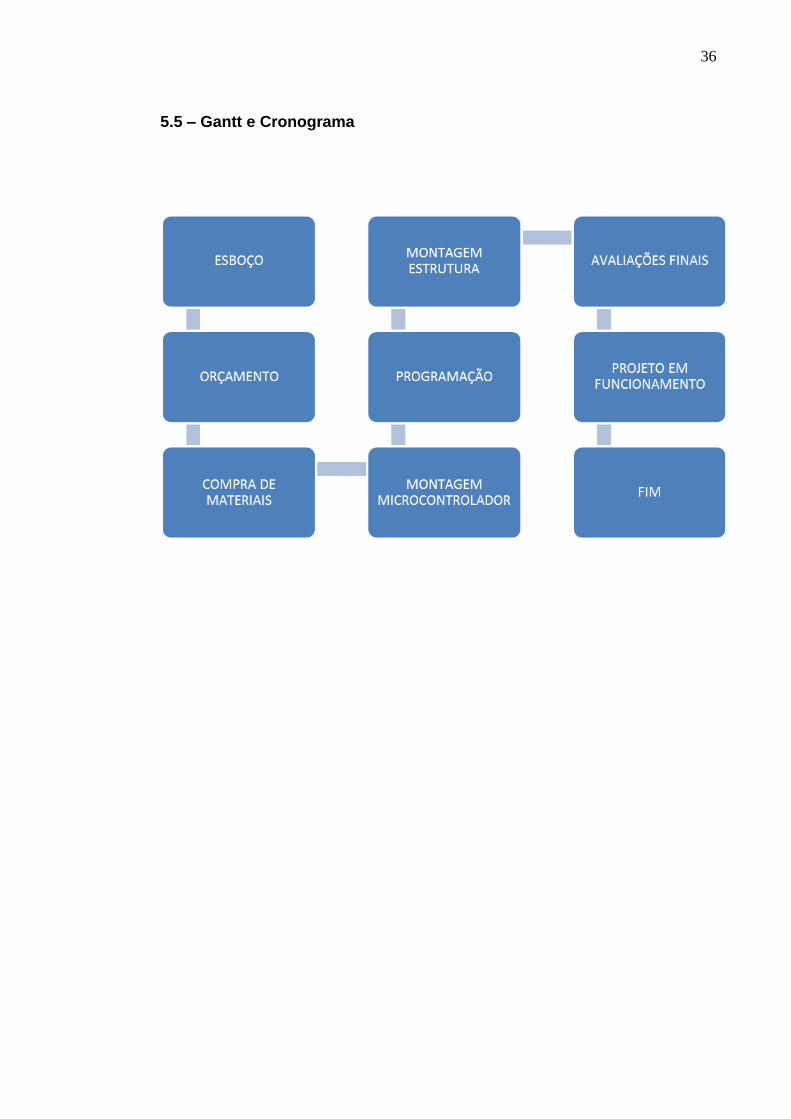
5.2 – Fluxograma
É um tipo de diagrama, e pode ser entendido como uma representação
esquemática de um processo, muitas vezes feito através de gráficos que ilustram de
forma descomplicada a transição de informações entre os elementos que o
compõem, ou seja, fluxograma é um gráfico que demonstra a sequência operacional
do desenvolvimento de um processo, o qual caracteriza: o trabalho que está sendo
27
realizado, o tempo necessário para sua realização, a distância percorrida pelos
documentos, quem está realizando o trabalho e como ele flui entre os participantes
deste processo.
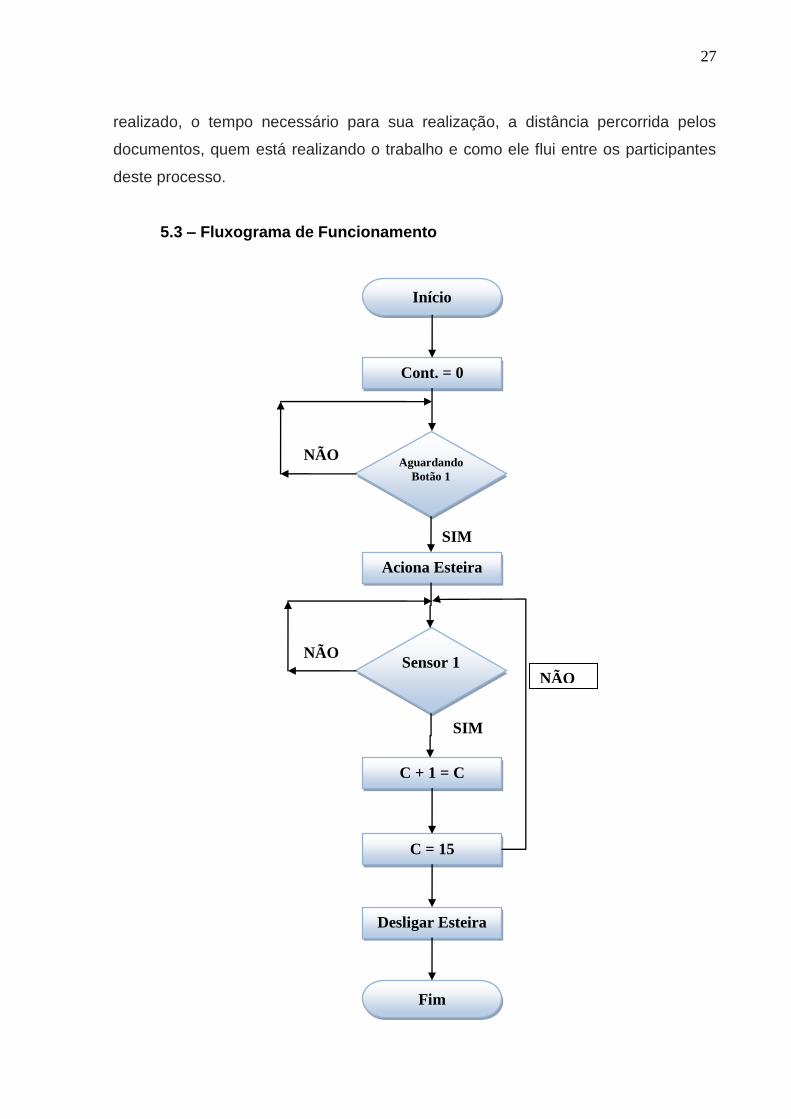
5.3 – Fluxograma de Funcionamento
Início
Cont. = 0
Fim
Aciona Esteira
Sensor 1
Aguardando
Botão 1
C + 1 = C
C = 15
Desligar Esteira
SIM
MM
MM
MM
MM
MM
MM
MM
MM
Mmm
mmm
3
mnm
mmm
mmm
mmM
NÃO
SIM
NÃO
NÃO

28
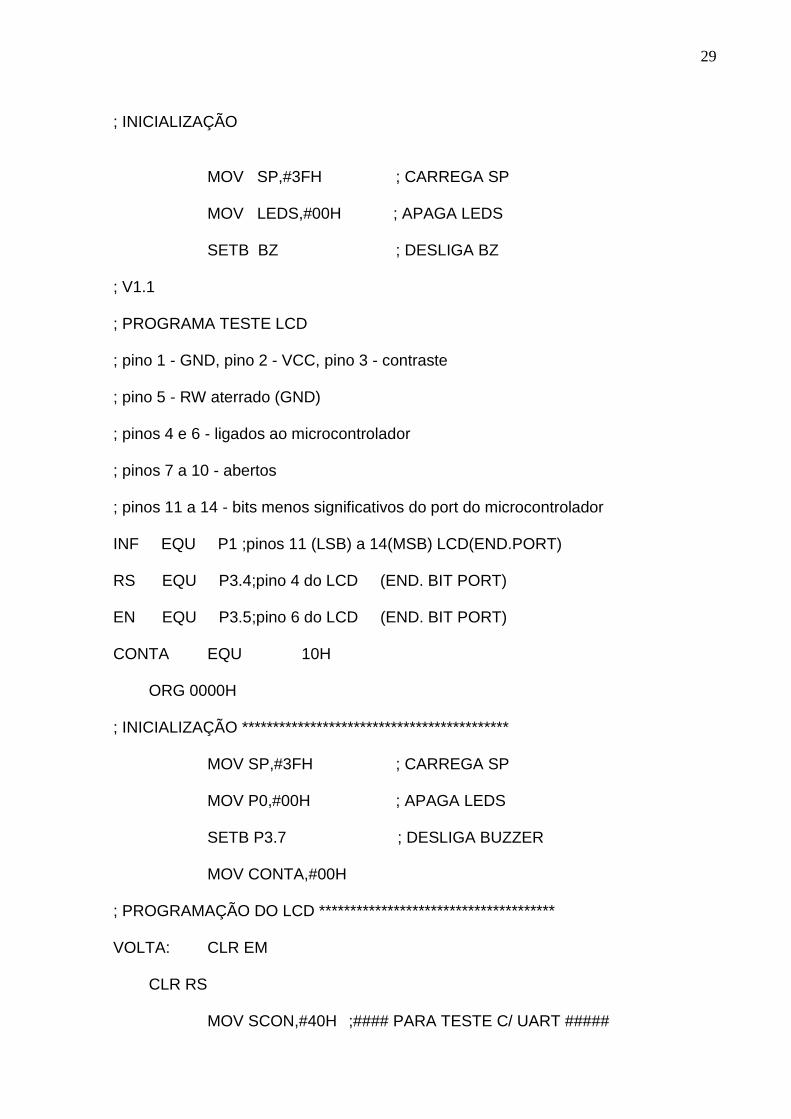
5.4 – Programação
; EQUATES DIPS EQU P2 DIP1 EQU P2.0 DIP2 EQU P2.1 DIP3 EQU P2.2 DIP4 EQU P2.3 DIP5 EQU P2.4 DIP6 EQU P2.5 DIP7 EQU P2.6 DIP8 EQU P2.7 PB EQU P3.2 LEDS EQU P0 LED1 EQU P0.0 LED2 EQU P0.1 LED3 EQU P0.2 LED4 EQU P0.3 LED5 EQU P0.4 LED6 EQU P0.5 LED7 EQU P0.6 LED8 EQU P0.7 BZ EQU P3.7
29
; INICIALIZAÇÃO MOV SP,#3FH ; CARREGA SP MOV LEDS,#00H ; APAGA LEDS SETB BZ ; DESLIGA BZ ; V1.1 ; PROGRAMA TESTE LCD ; pino 1 - GND, pino 2 - VCC, pino 3 - contraste ; pino 5 - RW aterrado (GND) ; pinos 4 e 6 - ligados ao microcontrolador ; pinos 7 a 10 - abertos ; pinos 11 a 14 - bits menos significativos do port do microcontrolador INF EQU P1 ;pinos 11 (LSB) a 14(MSB) LCD(END.PORT) RS EQU P3.4;pino 4 do LCD (END. BIT PORT) EN EQU P3.5;pino 6 do LCD (END. BIT PORT) CONTA EQU 10H ORG 0000H ; INICIALIZAÇÃO ******************************************* MOV SP,#3FH ; CARREGA SP MOV P0,#00H ; APAGA LEDS SETB P3.7 ; DESLIGA BUZZER MOV CONTA,#00H ; PROGRAMAÇÃO DO LCD ************************************** VOLTA: CLR EM CLR RS MOV SCON,#40H ;#### PARA TESTE C/ UART #####

30
LCALL AT100MS MOV A,#33H ; RESET LCALL ECMD LCALL AT40MS MOV A,#32H ; RESET LCALL ECMD
LCALL AT40MS MOV A,#28H ; PROGRAMA MODO LCALL ECMD MOV A,#0CH ; LIGA DISPLAY E ATIVA CURSOR LCALL ECMD MOV A,#06H ; CURSOR DESLOCANDO PARA DIREITA LCALL ECMD MOV A,#01H ; CLEAR DISPLAY LCALL ECMD ;********************************************************** ; ESCREVER MENSAGENS NO LCD ******************************* LOOP: MOV A,#80H ; POSICIONA NO INICIO DA 1 LINHA LCALL ECMD MOV DPTR,#TAB1 ; ENVIA MENSAGEM LCALL EMSG MOV A,#0C7H ; POSICIONA NO INICIO DA 2 LINHA LCALL ECMD MOV A,CONTA LCALL BCDASC

31
LOOP1: JB PB,$ LCALL AT40MS JNB PB,$ LCALL AT40MS MOV A,CONTA INC A CLR C DA A MOV CONTA,A MOV A,#0C7H ; POSICIONA NO INICIO DA 2 LINHA LCALL ECMD MOV A,CONTA LCALL BCDASC MOV A,CONTA CJNE A,P2,LOOP1 CLR P3.7 TRAVA: LJMP TRAVA BCDASC: MOV R0,A ANL A,#0F0H SWAP A ADD A,#30H LCALL ECAR MOV A,R0 ANL A,#0FH ADD A,#30H
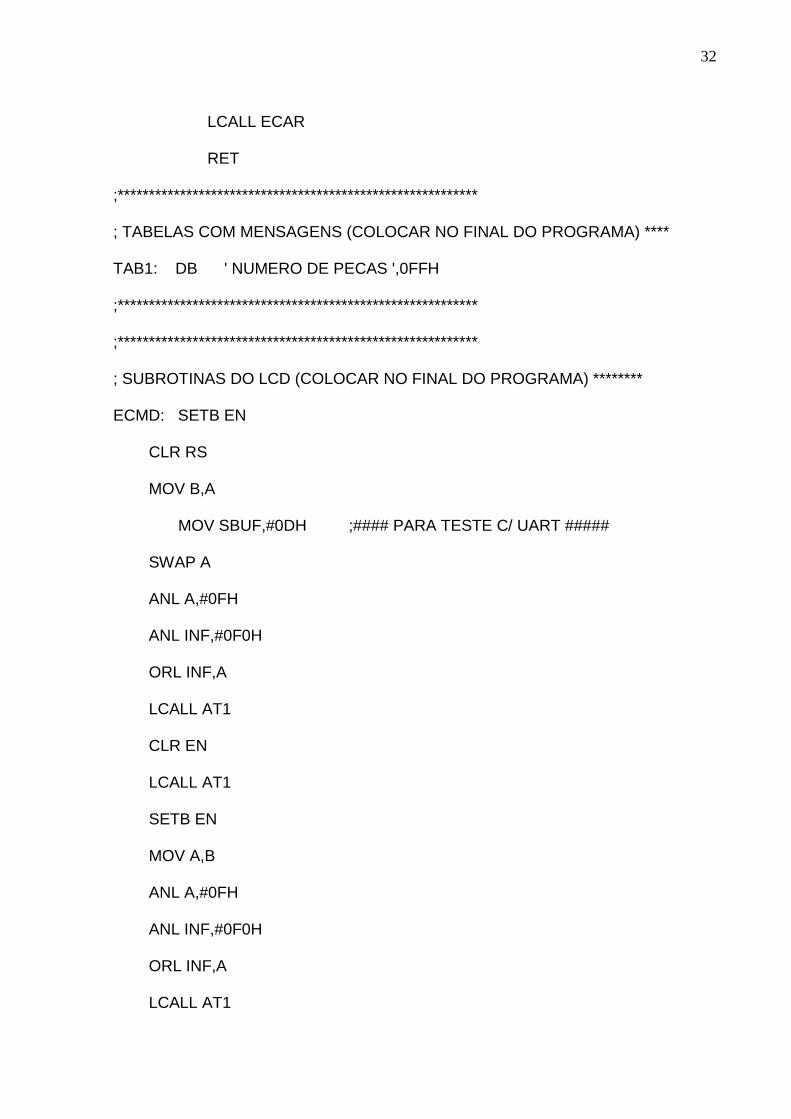
32
LCALL ECAR RET ;********************************************************** ; TABELAS COM MENSAGENS (COLOCAR NO FINAL DO PROGRAMA) **** TAB1: DB ' NUMERO DE PECAS ',0FFH ;********************************************************** ;********************************************************** ; SUBROTINAS DO LCD (COLOCAR NO FINAL DO PROGRAMA) ******** ECMD: SETB EN CLR RS MOV B,A MOV SBUF,#0DH ;#### PARA TESTE C/ UART ##### SWAP A ANL A,#0FH ANL INF,#0F0H ORL INF,A LCALL AT1 CLR EN LCALL AT1 SETB EN MOV A,B ANL A,#0FH ANL INF,#0F0H ORL INF,A LCALL AT1

33
CLR EN LCALL AT1 SETB EN RET EMSG: MOV R1,#00H CONT: MOV A,R1 INC R1 MOVC A,@A+DPTR CJNE A,#0FFH,CONTM RET CONTM: SETB EN SETB RS MOV B,A MOV SBUF,A ;#### PARA TESTE C/ UART ##### SWAP A ANL A,#0FH ANL INF,#0F0H ORL INF,A LCALL AT1 CLR EN LCALL AT1 SETB EN MOV A,B ANL A,#0FH ANL INF,#0F0H

34
ORL INF,A LCALL AT1 CLR EN LCALL AT1 SETB EN SJMP CONT ECAR: SETB EN SETB RS MOV B,A MOV SBUF,A ;#### PARA TESTE C/ UART ##### SWAP A ANL A,#0FH ANL INF,#0F0H ORL INF,A LCALL AT1 CLR EN LCALL AT1 SETB EN MOV A,B ANL A,#0FH ANL INF,#0F0H ORL INF,A LCALL AT1 CLR EN LCALL AT1

35
SETB EN RET AT1: MOV R6,#02 AT0: LCALL AT1MS DJNZ R6,AT0 RET AT40MS: MOV R6,#40 LJMP AT0 AT100MS: MOV R6,#100 LJMP AT0 AT2S: MOV R5,#20 AT2: LCALL AT100MS DJNZ R5,AT2 RET AT1MS: MOV R7,#249 AT1M: NOP NOP DJNZ R7,AT1M RET
END
36
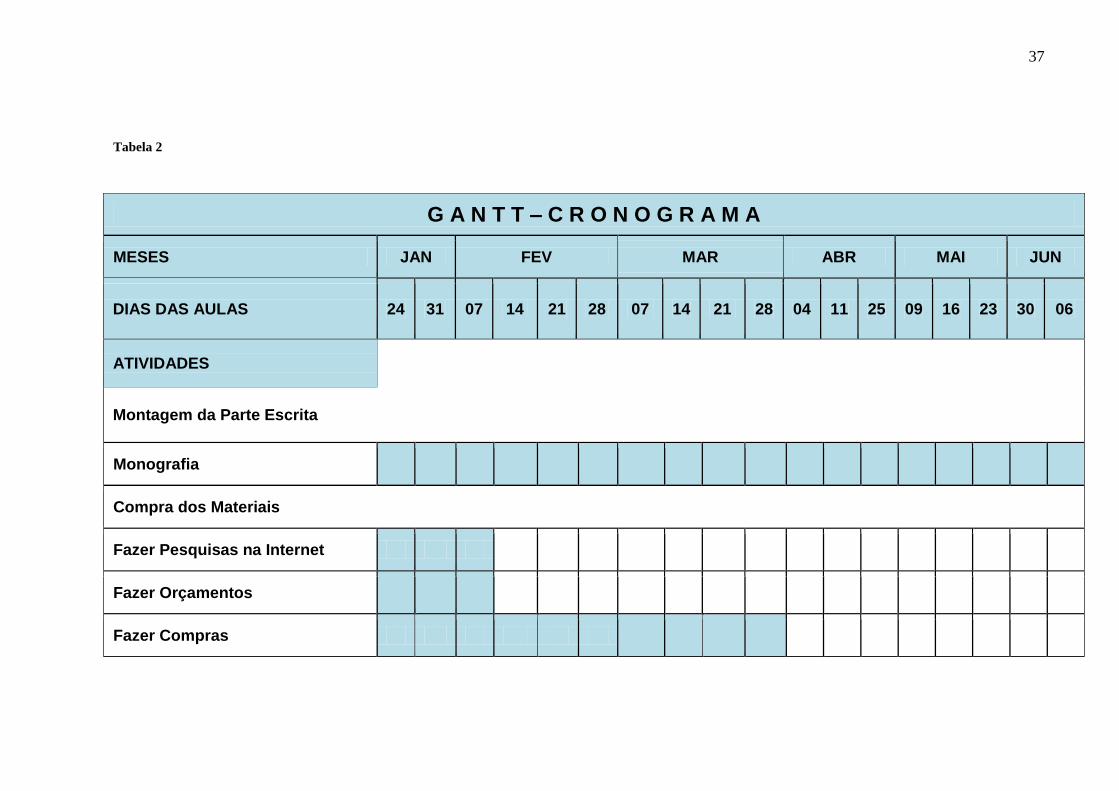
5.5 – Gantt e Cronograma
37
Tabela 2
G A N T T – C R O N O G R A M A
MESES JAN FEV MAR ABR MAI JUN
DIAS DAS AULAS 24 31 07 14 21 28 07 14 21 28 04 11 25 09 16 23 30 06
ATIVIDADES
Montagem da Parte Escrita
Monografia
Compra dos Materiais
Fazer Pesquisas na Internet
Fazer Orçamentos
Fazer Compras
38
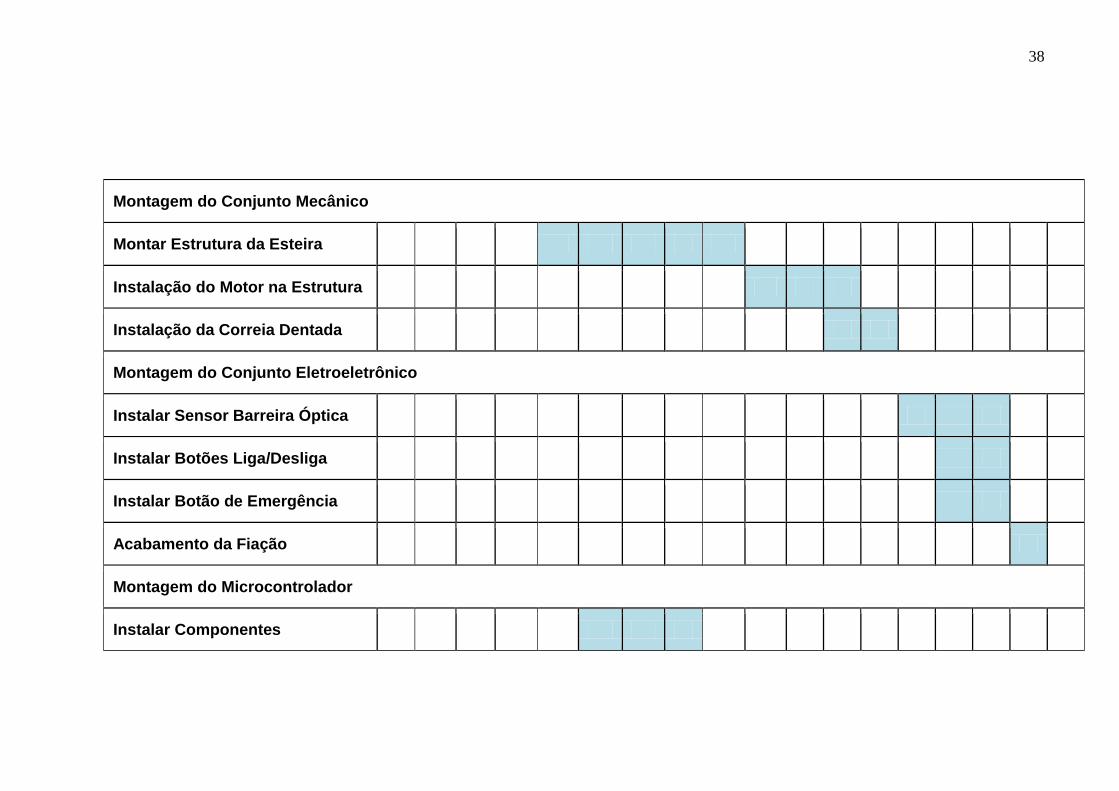
Montagem do Conjunto Mecânico
Montar Estrutura da Esteira
Instalação do Motor na Estrutura
Instalação da Correia Dentada
Montagem do Conjunto Eletroeletrônico
Instalar Sensor Barreira Óptica
Instalar Botões Liga/Desliga
Instalar Botão de Emergência
Acabamento da Fiação
Montagem do Microcontrolador
Instalar Componentes

39
Soldar Componentes
Fazer Programação
Testes
Teste do Motor
Teste do Sensor
Teste da Programação
Teste Final e Execução
40
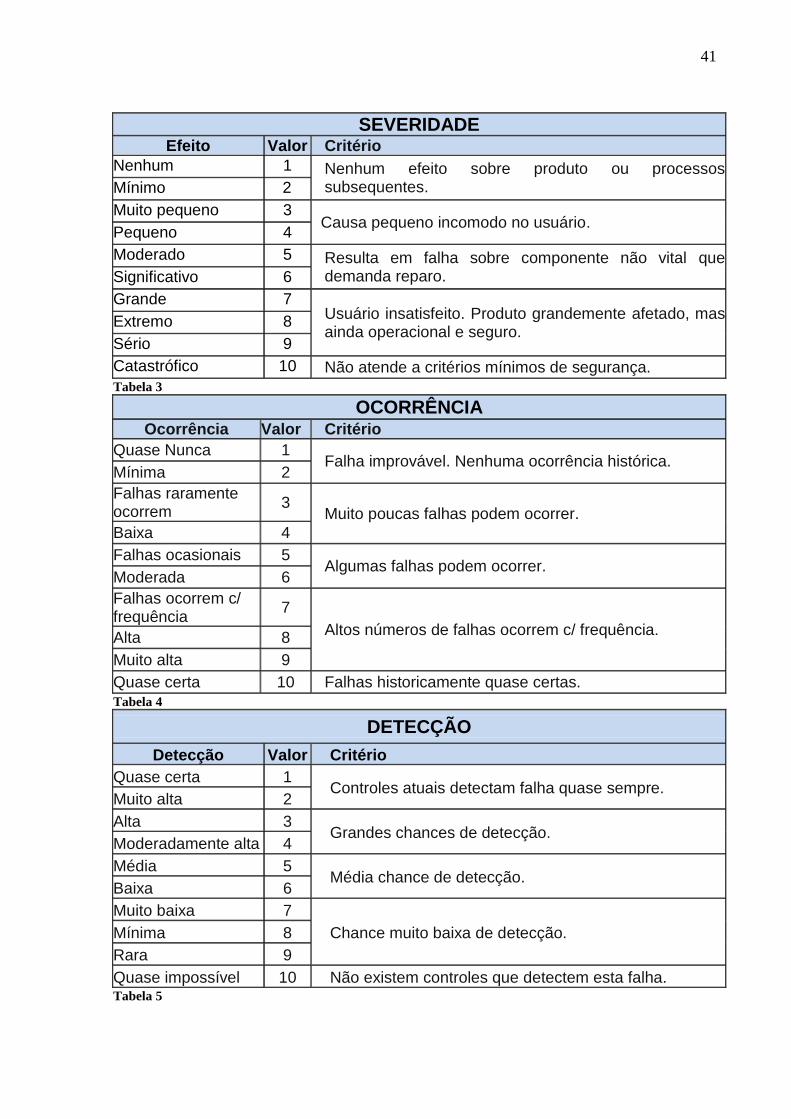
5.6 - FMEA
Analise de Modo e Efeito de Falha (FMEA) é uma ferramenta que utilizamos
para identificar e prevenir possíveis problemas em nosso processo, o objetivo do
FMEA é avaliar a causa em potencial (podendo ocorrer ou não no processo) e seus
efeitos antes do ocorrido. O FMEA traz como principais benefícios:
Maior qualidade no processo produtivo;
Maior confiabilidade e segurança;
Menor custo e menos avarias;
Após identificar as causas, falhas e efeitos devemos definir e conhecer alguns
termos de um documento FMEA.
Falha: Perda de função quando ela é necessária.
Modo de Falha: Como você observa o dano causado.
Efeito da falha: Resultado ou consequência da falha.
Severidade: A gravidade da falha.
Ocorrência: Quantas vezes a falha acontece.
Detecção: Encontrar a falha antes de ocorrer.
RPN: Risk Priority Number – É o número de prioridade de risco, e o resultado da
Severidade, Ocorrência e Detecção que tem como objetivo dar prioridade na tomada
de ação corretiva.
41
SEVERIDADE Efeito Valor Critério
Nenhum 1 Nenhum efeito sobre produto ou processos subsequentes. Mínimo 2
Muito pequeno 3 Causa pequeno incomodo no usuário.
Pequeno 4
Moderado 5 Resulta em falha sobre componente não vital que demanda reparo. Significativo 6
Grande 7 Usuário insatisfeito. Produto grandemente afetado, mas ainda operacional e seguro.
Extremo 8
Sério 9
Catastrófico 10 Não atende a critérios mínimos de segurança. Tabela 3
OCORRÊNCIA Ocorrência Valor Critério
Quase Nunca 1 Falha improvável. Nenhuma ocorrência histórica.
Mínima 2
Falhas raramente ocorrem
3 Muito poucas falhas podem ocorrer.
Baixa 4
Falhas ocasionais 5 Algumas falhas podem ocorrer.
Moderada 6
Falhas ocorrem c/ frequência
7
Altos números de falhas ocorrem c/ frequência. Alta 8
Muito alta 9
Quase certa 10 Falhas historicamente quase certas. Tabela 4
DETECÇÃO
Detecção Valor Critério
Quase certa 1 Controles atuais detectam falha quase sempre.
Muito alta 2
Alta 3 Grandes chances de detecção.
Moderadamente alta 4
Média 5 Média chance de detecção.
Baixa 6
Muito baixa 7
Chance muito baixa de detecção. Mínima 8
Rara 9
Quase impossível 10 Não existem controles que detectem esta falha. Tabela 5

42
6– Resultados Obtidos
Após termos feito todos os processos de montagem da esteira desde sua
estrutura até a instalação do programa Pinacle, começamos a realizar os testes
finais e aplicação de alguns ajustes e equipamentos como uma pequena caixa de
papelão que servira como um recipiente para que as peças quando passarem pela
esteira não caia no chão e sim em um local apropriado e seguro, até o momento não
encontramos problemas e estamos satisfeitos com os resultados apresentados.
Também resolvemos dar um acabamento em nosso projeto aplicando uma pintura
branca nas madeiras para dar uma aparência melhor e se destacar entre os demais
projetos apresentados.
Figura 15

43
Conclusão
Nosso Trabalho de Conclusão do Curso (TCC) é montagem e execução de
um projeto que denominamos esteira contadora de peças, não se trata de algo novo
no mercado, mas gostamos do tema e da ideia de criar um projeto que colocasse em
pratica nossos conhecimentos e fizéssemos pensar em uma melhoria para as
empresas. Logo no inicio do projeto surgiram algumas duvidas sobre o tipo de
material que utilizaríamos como estrutura para esteira, madeira ou estrutura metálica
então optamos pela utilização de madeiras por serem de um custo mais acessível ao
grupo e de fácil aquisição que no nosso caso teve custo zero, encontramos algumas
dificuldades na parte de programação e logica que podemos dizer que é o foco
principal do projeto, pois sem a programação não haveria a contagem das peças,
porem com muita força de vontade, foco em nossos objetivos e um grande apoio de
nosso professor nós conseguimos criar o programa que juntando aos outros
processos de montagem e instalação conseguimos executar com sucesso. No
desenvolvimento desse projeto procuramos buscar o máximo de desafios possíveis
referente à área para podermos expor e testar nossos conhecimentos adquiridos ao
longo do curso. O Trabalho de Conclusão do Curso também foi importante para
nosso desenvolvimento pessoal e profissional pelo fato de acontecer em grupo e
isso é bom para o comportamento humano, troca de ideias e respeito entre os
colegas, com o conhecimento tornamos um profissional melhor e maior mercado de
trabalho. Nosso grupo também destaca o trabalho em equipe como uma importante
peça nesse projeto e quem sem ela não aconteceria dessa forma, pois um ajudou o
outro do começo ao fim do trabalho. Portanto estamos satisfeitos com o resultado
final porque demos nosso melhor.
44
Referências
http://pt.wikipedia.org
http://robolivre.org
www.ebah.com.br
www.educatronica.com.br
www.google.com.br
www.infoescola.com.br
www.maismonografia.com.br

45
APÊNDICE A
FMEA - ANALISE DE MODO E EFEITO DE FALHA
TIPO DE FMEA DE PRODUTO
SISTEMA
SUB-SISTEMA
COMPONENTE
NOME DA PEÇA- MOTOR VE MABUCHI UNIV. 12 V CÓDIGO DA PEÇA - 2000000939971
EQUIPE RESPONSÁVEL - CAIO, DENIS, GABRIEL,
JOÃO, LESSANDRO, MARCOS, PAULA
NOME DO CLIENTE - ETEC JORGE STREET
NOME DO FORNECEDOR - GRUPO TCC
APLICAÇÃO - PROJETO ESTEIRA CONTADORA DE PEÇAS
RESPONSÁVEL - MARCOS
APROVADO POR - JOÃO
PÁG.01/01
FMEA N° 01
DATA DO FMEA: 02/06/2014
REQUISIÇÃO
MODO DE FALHA
POTENCIAL
EFEITO POTENCIAL DA FALHA
SE
VE
RID
AD
E
CAUSA E MECANISMO
POTENCIAL DA FALHA
OC
OR
RE
NC
IA
CONTROLES ATUAIS DO PROCESSO
PREVENÇÃO D
ET
EC
ÇÃ
O
RP
N
AÇÃO RECOMENDADA
RESPONSÁVEIS E PRAZO
RESULTADO DAS AÇÕES
AÇÕES TOMADAS
SE
VE
OC
OR
DE
TE
RP
N
MOTOR AQUECIMENTO SISTEMA
INOPERANTE
10 CURTO
TRAVAMENTO 2 NÃO 9 180
CIRCUITO REDUNDATE
MARCOS / JOÃO 30/05/2014
TROCA DO MOTOR
10 2 9 180
X

46
ANEXO A

47
ANEXO B





























