Embed Size (px)
DESCRIPTION
Cuaderno de apuntes que trata sobre las construcciones posibles en madera,en dicho cuaderno vemos algunas de las posibles construcciones en madera hechas en el Brasil
Citation preview

UNIVERSIDADE FEDERAL DE SÃO CARLOS Centro de Ciências Exatas e Tecnologia DEPARTAMENTO DE ENGENHARIA CIVIL
São Carlos 2010
Disciplina: CTM 121150
Prof. Dr. Almir Sales
Construções e Tecnologia de Madeira

SUMÁRIO
1. INTRODUÇÃO…….………………………….....................…………...………….…01 2. A MADEIRA COMO MATERIAL ESTRUTURAL……................................................…01 3. CALIBRAÇÃO DA NOVA NORMA NBR 7190/97 – PROJETO DE ESTRUTURAS DE
MADEIRA – SISTEMA DE CLASSES DE RESISTÊNCIA............................................04 3.1 ESPÉCIES UTILIZADAS NO ESTUDO PARA ESTABELECIMENTO DO NOVO SISTEMA DE
CLASSES DE RESISTÊNCIA PARA DICOTILEDÔNEAS.............................................05 3.2 PROPRIEDADES ANALISADAS NO ESTABELECIMENTO DO SISTEMA DE CLASSES DE
RESISTÊNCIA....................................................................................................07 3.3 AGRUPAMENTO DAS ESPÉCIES ESTUDADAS NO NOVO SISTEMA DE CLASSES DE
RESISTÊNCIA PARA DICOTILEDÔNEAS.................................................................09 3.4 CONSIDERAÇÕES FINAIS....................................................................................12 4. APLICAÇÃO ESTRUTURAL DOS MATERIAIS DERIVADOS DA MADEIRA.....................12 4.1 CLASSIFICAÇÃO...............................................................................................14 5. CHAPA DE MADEIRA COMPENSADA......................................................................15 5.1 ETAPAS DE PRODUÇÃO DO PW.........................................................................17 5.2 APLICAÇÃO DO COMPENSADO EM SISTEMAS ESTRUTURAIS.................................23 6. MADEIRA MICROLAMINADA (LVL)......................................................................24 6.1 ETAPAS DE PRODUÇÃO DO LVL........................................................................26 6.2 APLICAÇÃO DO LVL EM SISTEMAS ESTRUTURAIS...............................................27 7. CHAPA DE PARTÍCULAS ORIENTADAS (OSB).......................................................29 7.1 ETAPAS DE PRODUÇÃO DO OSB.......................................................................34 7.2 APLICAÇÃO DO OSB EM SISTEMAS ESTRUTURAIS..............................................38 8. MADEIRA LAMINADA COLADA (MLC)..................................................................40 8.1 ETAPAS DE PRODUÇÃO DA MLC.......................................................................44 8.2 APLICAÇÃO DA MLC EM SISTEMAS ESTRUTURAIS..............................................45 9. ELEMENTOS DE LIGAÇÃO UTILIZADOS EM SISTEMAS ESTRUTURAIS DE MADEIRA....47 10. CONSIDERAÇÕES FINAIS....................................................................................48 11. BIBLIOGRAFIA....................................................................................................49

1. INTRODUÇÃO
No Brasil, verifica-se o emprego freqüente da madeira na indústria da construção civil,
destacando-se as coberturas de edificações, os cimbramentos das fôrmas, as obras portuárias,
os revestimentos horizontais e verticais, entre outros.
Todavia, quando se trata de estruturas, o uso deste material fica basicamente restrito às
coberturas, principalmente as destinadas à edificações residenciais, com pequenos vãos, e
geralmente de modo não exposto. O mesmo não ocorre com estruturas conformadas em
outros materiais, como o concreto e o aço, os quais são culturalmente mais aceitos pelo
usuário brasileiro.
Vários fatores contribuem para que este conceito em relação ao uso estrutural da madeira
permaneça ainda por mais algum tempo, entre os quais merecem destaque:
• a falta de tradição no uso da madeira, considerando a predominância da cultura ibérica, a
qual sempre foi adepta no uso de materiais cerâmicos;
• os problemas advindos da estabilidade dimensional e deterioração da madeira, agravados
pelas condições climáticas de nosso país;
• a dimensão e disposição dos lotes urbanos que não possibilitam afastamentos dentro dos
critérios de segurança ao fogo;
• a pouca ênfase dada a este material na maioria dos cursos de graduação em engenharia e
arquitetura, comparativamente às estruturas de concreto e aço.
Contudo, por incrível que possa parecer, a madeira enquanto material estrutural possui
inúmeras vantagens tanto quanto o concreto e o aço, principalmente se forem colocados os
aspectos relacionados à energia e ao meio ambiente. Atualmente, estes aspectos se tornam
imprescindíveis considerando a continuidade do desenvolvimento de forma sustentável e
ecologicamente correto.
2. A MADEIRA COMO MATERIAL ESTRUTURAL
A madeira pode ser considerada um excelente material estrutural. Isso é evidenciado por sua
resistência mecânica elevada e baixa densidade em comparação com outros materiais, como o

2
concreto e o aço para construção.
As propriedades mecânicas da madeira serrada são superiores ao concreto, sendo que
considerando o atual sistema de classes de resistência da NBR 7190/97, muitas espécies de
uso comercial enquadram-se nas classes C30, C40 e C50 possuindo valores de resistência à
compressão paralela às fibras superiores a 30MPa, 40MPa e 50 MPa, respectivamente. Estes
valores são compatíveis com os valores de resistência à compressão requeridos para concretos
de alto desempenho (CAD), concretos estes considerados de tecnologia recente e inovadora, a
partir da utilização de sílica ativa.
Destaca-se também a excelente trabalhabilidade e propriedades térmicas e dielétricas da
madeira, muito superiores a outros materiais estruturais. Isto pode ser exemplificado pela ação
do fogo em estruturas de madeira. Se bem dimensionada, durante uma situação de incêndio a
estrutura de madeira pode resistir mais tempo do que a metálica, em função do escoamento da
maioria dos aços a partir de 600oC. A parte carbonizada da peça de madeira acaba
funcionando como um isolante térmico, protegendo a parte resistente interior, Figura 1.
Figura 1 – Estrutura de madeira e metálica em situação de incêndio.
Além disso, a madeira é um material que requer baixo consumo de energia nas diversas fases
de seu processamento. Para se produzir uma tonelada de madeira serrada, em condições de
utilização na construção civil, são necessárias 2,4x103 Kcal de energia, enquanto uma
tonelada de aço requer 3000x103 Kcal e uma tonelada de cimento 780x103 Kcal.

3
Em termos ambientais, a madeira se coloca como material de construção compatível com as
políticas de desenvolvimento sustentável, permitindo a preservação da natureza por meio da
utilização racional dos recursos florestais. Deste modo, é possível atingir um nível de
renovação de energia muito superior a outros materiais, Figura 2.
Figura 2 - Consumo de energia renovável e não renovável
Portanto, a madeira pode ser utilizada com sucesso em edificações em relação aos aspectos de
resistência, ambientais e técnicos, tanto como material de revestimento em vedações como
principalmente na estrutura. Na Figura 3, está apresentado um exemplo atual de edifício de
múltiplos pavimentos construído no Canadá.
Figura 3 – Exemplo de edifício de múltiplos pavimentos com estrutura de madeira

4
3. CALIBRAÇÃO DA NOVA NORMA NBR 7190/97 – PROJETO DE ESTRUTURAS DE
MADEIRA – SISTEMA DE CLASSES DE RESISTÊNCIA
A especificação da madeira para o projeto estrutural foi alterada com a revisão da NBR7190 –
Projeto de Estruturas de Madeira, recomendando-se a utilização de um sistema de classes de
resistência SALES (2000). A maneira anterior de especificar a madeira por meio da escolha
de espécies usuais, em muitos casos, contribuiu no sentido de tornar a madeira menos
competitiva frente a outros materiais como o aço e o concreto. Em geral, o projetista possui
dificuldade no conhecimento das espécies disponíveis no local de aplicação do projeto,
optando pela especificação de espécies de uso tradicional, as quais podem apresentar custo
elevado de aquisição devido à distância da região de extração. Além disso, é freqüente a
dúvida relativa à verificação da espécie botânica dos lotes de madeira a serem adquiridos,
possibilitando a ocorrência de erros que afetam o desempenho da estrutura de madeira.
Mesmo com o esforço dos laboratórios nacionais em investigar as propriedades mecânicas da
madeira de espécies com potencialidade de utilização comercial, a maior parte da madeira
utilizada com finalidade estrutural restringe-se ao uso de poucas espécies, levando à escassez
destas essências pelo uso intensivo e conseqüente encarecimento provocado pela diminuição
da oferta. É o caso da madeira espécie Peroba-Rosa, que atualmente possuem elevado custo e
baixíssima disponibilidade, ocasionados pela exploração intensiva.
A utilização das classes de resistência permite orientar a escolha do material para a elaboração
do projeto estrutural, de tal modo que um projeto assim especificado poderá utilizar a madeira
disponível na região de construção da estrutura, desde que os valores das propriedades
mecânicas dos lotes a serem empregados se enquadrem na classe definida no projeto. Com
isto, eliminam-se boa parte dos problemas relativos à verificação da espécie botânica do lote
de madeira adquirido, pois o enquadramento nas classes de resistência será obtido em função
dos valores das propriedades de resistência deste lote, como ocorre de modo semelhante com
outros materiais estruturais.
A aplicação do sistema de classes de resistência para a madeira de dicotiledôneas poderá
facilitar a disseminação de madeiras de reflorestamento na construção civil. A madeira de
eucalipto além de apresentar menor custo quando disponível em locais próximos aos de sua

5
utilização, sua extração pode se dar em menor idade relativamente às dicotiledôneas da
floresta amazônica, usualmente empregadas no sul e sudeste brasileiros.
Portanto, a utilização de classes de resistência para madeiras nativas e cultivadas representa
importante contribuição no sentido de favorecer a utilização da madeira como material
estrutural, tornando-a mais competitiva em relação a outros materiais como aço e concreto.
3.1 ESPÉCIES UTILIZADAS NO ESTUDO PARA ESTABELECIMENTO DO NOVO SISTEMA DE
CLASSES DE RESISTÊNCIA PARA DICOTILEDÔNEAS
Os resultados considerados abrangem trinta e quatro espécies entre dicotiledôneas nativas e de
reflorestamento, caracterizadas no Laboratório de Madeiras e de Estruturas de Madeira
(LaMEM) do Departamento de Estruturas (SET), da Escola de Engenharia de São Carlos
(EESC), da Universidade de São Paulo (USP). O financiamento dos projetos de pesquisa que
permitiram a caracterização dessas espécies foi obtido junto ao Conselho Nacional de
Desenvolvimento Científico e Tecnológico (CNPq), Fundação de Amparo à Pesquisa do
Estado de São Paulo (FAPESP) e Secretaria de Ciência, Tecnologia e Desenvolvimento
Econômico do Estado de São Paulo. Esses resultados consistem em 858 séries de ensaios com
madeira de dicotiledôneas.
As espécies foram escolhidas em função dos seguintes critérios:
§ existência de áreas no Brasil que possibilitem exploração comercial;
§ potencialidade de utilização destas espécies nos diversos setores da construção civil;
§ existência dos valores individuais de ensaios necessários à determinação das
propriedades físicas, de resistência e de rigidez;
§ ensaios realizados segundo uma mesma metodologia experimental.
As espécies de dicotiledôneas nativas utilizadas nesta pesquisa foram retiradas da floresta
amazônica, origem da maior parte da madeira serrada consumida em nosso país. As espécies
de dicotiledôneas de reflorestamento utilizadas pertencem ao gênero Eucalytpus e foram
cultivadas no sudeste brasileiro.

6
A seguir estão listados os nomes comum e científico de cada uma das quarenta e duas
espécies de dicotiledôneas estudadas. O registro dos nomes científicos foi efetuado segundo
MAINIERI (1983)(6), MAINIERI; CHIMELO (1989)(7) e JANKOWSKY (1990)(8).
Angelim Araroba (Votaireopsis araroba)
Angelim Ferro (Hymenolobium sp)
Angelim Pedra (Hymenolobium petraeum)
Angelim Pedra Verdadeiro (Dinizia excelsa)
Branquilho (Terminalia sp)
Cafearana (Andira sp)
Canafístula (Cassia ferruginea)
Casca Grossa (Vochysia sp)
Castelo (Gossypiospermum praecox)
Cedro Amargo (Cedrella odorata)
Cedro Doce (Cedrella sp)
Champanhe (Dipterys odorata)
Cupiúba (Goupia glabra)
Catiúba (Qualea paraensis)
Garapa Roraima (Apuleia leiocarpa)
Guaiçara (Luetzelburgia sp)
Guarucaia (Peltophorum vogelianum)
Ipê (Tabebuia serratifolia)
Jatobá (Hymenaea sp)
Louro Preto (Ocotea sp)
Maçaranduba (Manilkara sp)
Mandioqueira (Qualea sp)
Oiticica Amarela (Clarisia racemosa)
Quarubarana (Erisma uncinatum)
Sucupira (Diplotropis sp)
Tatajuba (Bagassa guianensis)
Eucalipto Alba (Eucalyptus alba)
Eucalipto Camaldulensis (Eucalyptus camaldulensis)
Eucalipto Citriodora (Eucalyptus citriodora)
Eucalipto Cloeziana (Eucalyptus cloeziana)

7
Eucalipto Grandis (Eucalyptus grandis)
Eucalipto Maculata (Eucalyptus maculata)
Eucalipto Maidene (Eucalyptus maidene)
Eucalipto Microcorys (Eucalyptus microcorys)
Eucalipto Paniculata (Eucalyptus paniculata)
Eucalipto Propinqua (Eucalyptus propinqua)
Eucalipto Punctata (Eucalyptus punctata)
Eucalipto Saligna (Eucalyptus saligna)
Eucalipto Tereticornis (Eucalyptus tereticornis)
Eucalipto Triantha (Eucalyptus triantha)
Eucalipto Umbra (Eucalyptus umbra)
Eucalipto Urophylla (Eucalyptus urophylla)
3.2 PROPRIEDADES ANALISADAS NO ESTABELECIMENTO DO SISTEMA DE CLASSES DE
RESISTÊNCIA
As propriedades analisadas foram escolhidas em função de diversos aspectos observados na
literatura pertinente, e em entrevistas a pesquisadores brasileiros e estrangeiros da área de
madeiras e de estruturas de madeira. Esses aspectos referem-se a:
§ Consideração de propriedades admitidas como fundamentais para o projeto de
estruturas de madeira;
§ Representatividade do valor obtido num determinado ensaio em relação à propriedade
“pura” que se deseja mensurar, a qual recebe, além da variabilidade intrínseca ao
material, uma série de interferências devidas à metodologia de ensaio utilizada,
principalmente no que se refere à forma e dimensões do corpo de prova e aos
dispositivos de fixação e leitura. Essas interferências podem alterar de maneira
significativa a variabilidade dos valores obtidos nos ensaios;
§ Reprodutibilidade e facilidade de obtenção dos valores dos parâmetros investigados
por meio da realização de ensaios considerados expeditos;
§ Possib ilidade de correlação entre as propriedades, de maneira a permitir a execução de
uma caracterização simplificada.

8
Em função do exposto, as propriedades físicas, de resistência e de rigidez analisadas nesse
sistema estão a seguir discriminadas.
Propriedades físicas: • massa específica básica: ρbas (Kg/m3) • massa específica aparente a 12 % de umidade: ρap,12% (Kg/m3) • massa específica aparente saturada (U > 30%): ρap,verde (Kg/m3) Propriedades de resistência: • resistência à compressão paralela às fibras: fc0 (MPa); • resistência ao cisalhamento: fv0 (Mpa); Propriedades de rigidez: • módulo de elasticidade longitudinal obtido no ensaio de compressão paralela às fibras:
Ec0 (MPa); • módulo de elasticidade obtido no ensaio de tração paralela às fibras: Et0 (MPa); • módulo de elasticidade estimado no ensaio de flexão: EM (MPa).
Figura 4 – Ensaio de compressão paralela às fibras para determinação de fc0 e Ec0.
Com os valores obtidos em ensaios relativos às propriedades listadas para cada uma das
espécies citadas, SALES (1996) aplicou técnicas de análise multivariada e métodos
hierárquicos para a obtenção de grupos homogêneos para a representar as classes de
resistência para madeiras de dicotiledôneas cultivadas em nosso país. O teor considerado para
a umidade de equilíbrio da madeira foi de 12%, correspondente às condições ambientais nas
quais têm-se valores médios anuais de umidade relativa Uamb ≤ 65% e, temperatura de 20oC.
A consideração desse valor do teor de umidade de equilíbrio (U = 12%) para a madeira segue
uma tendência internacional de uniformização da normalização pertinente à madeira e
estruturas de madeira. O EUROCODE 5 “Common unified rules for timber structures”,
apresentado pela COMISSION OF THE EUROPEAN COMMUNITIES), utiliza essa

9
condição para as propriedades consideradas nas classes de resistência. Na NBR 7190/97 a
especificação por meio das classes de resistência é feita a partir da determinação da
resistência característica à compressão paralela às fibras fc0k. A utilização dessa propriedade
visa permitir que a resistência da madeira seja estimada por um ensaio destrutivo de fácil
execução. Esta forma de especificação reflete o modelo de segurança empregado na NBR
7190/97 baseado no método probabilista de estados limites. As classes de resistência
estabelecidas são C20, C30, C40, C50 e C60, para as dicotiledôneas, as quais estão
apresentadas na Tabela 1.
Tabela 1: Classes de resistência para dicotiledôneas nativas e cultivadas no Brasil.
Classe fc0,k
(MPa)
fv0,k
(MPa)
Ec0,m
(MPa)
ρbas,m
(kg/m3)
ρap,m,12%
(kg/m3)
C20 20 4 9500 500 650 C30 30 5 14500 650 800
C40 40 6 19500 750 950
C50 50 7 22000 770 970
C60 60 8 24500 800 1000 onde: fc0,k - valor característico da resistência à compressão paralela às fibras fv0,k -valor característico da resistência ao cisalhamento paralelo às fibras Ec0,m -valor médio do módulo de elasticidade longitudinal obtido no ensaio de compressão
paralela às fibras ρbas,m - valor médio da massa específica básica ρap,m,12% - valor médio da massa específica aparente a 12 % de umidade
Esta nova proposição para as classes de resistência para as dicotiledôneas permite uma melhor
distribuição das espécies estudadas, conforme poderá ser observado no próximo item.
3.3 AGRUPAMENTO DAS ESPÉCIES ESTUDADAS NO NOVO SISTEMA DE CLASSES DE
RESISTÊNCIA PARA DICOTILEDÔNEAS
A aceitação de um lote de madeira como pertencente a uma das classes de resistência
especificadas segundo a NBR 7190/97 é feita sob a condição fc0k, efetivo ≥ fc0k,
especificado , ou seja, a aceitação de um lote madeira como pertencente à classe C40 é feita
sob a condição fc0k, efetivo ≥ 40 Mpa (Tabela 1), e assim por diante.

10
A determinação de fc0k, efetivo é realizada conforme procedimento para a investigação direta
da resistência, descrito na NBR 7190/97, Figura 4. Uma outra forma para determinar-se este
valor é a utilização dos valores médios da resistência à compressão paralela às fibras de
espécies já investigadas considerando a variabilidade da resistência da madeira.
De acordo com diversas pesquisas relativas à variabilidade da resistência da madeira, é
possível admitir um coeficiente de variação CV = 0,18. Desse modo, pode-se estimar a
resistência característica à compressão paralela aplicando-se os valores médios obtidos para
cada uma das séries de ensaios realizados para as quarenta e duas espécies estudadas, por
meio da seguinte relação:
fc0,k = fc0,m (1 - 1,645 x CV) = fc0,m (1 - 1,645 x 0,18)
fc0,k = 0,70 fc0,m
O agrupamento das espécies estudadas no sistema de classes de resistência está apresentado
na Tabela 2.
Tabela 2: Agrupamento de espécies de dicotiledôneas no sistema de classes de resistência
para dicotiledôneas nativas e cultivadas no Brasil, SALES (2004).
Espécie C20 C30 C40 C50 C60 Angelim Araroba Angelim Ferro Angelim Pedra Angelim P. Verdadeiro Branquilho Cafearana Canafístula Casca Grossa Castelo Cedro Amargo Cedro Doce Champagne Cupiúba Catiúba E. Alba E. Camaldulensis E. Citriodora

11
Tabela 2: continuação E. Cloeziana E. Grandis E. Maculata E. Maidene E. Microcorys E. Paniculata E. Propinqua E. Punctata E. Saligna E. Tereticornis E. Triantha E. Umbra E. Urophylla Garapa Roraima Guaiçara Guarucaia Ipê Jatobá Louro Preto Maçaranduba Mandioqueira Oiticica Amarela Quarubarana Sucupira Tatajuba
Neste sistema de classes de resistência as espécies estudadas estão distribuídas conforme a
Figura 5.
Figura 5 – Distribuição das quarenta e duas espécies estudadas segundo o sistema de classes
de resistência para dicotiledôneas nativas e cultivadas no Brasil, SALES (2004).

12
3.4 CONSIDERAÇÕES FINAIS
O agrupamento de espécies segundo as classes de resistência fornece maior flexibilidade ao
projeto, viabilizando a construção da estrutura de madeira em função das espécies disponíveis
no centro consumidor, além de possibilitar a redução do custo da madeira devido ao
transporte do material.
Esse procedimento poderá levar a um incremento na utilização da madeira como material
estrutural, ao facilitar a escolha de diversas essências numa mesma especificação, permitindo
assim um melhor aproveitamento da diversidade de espécies nativas e de reflorestamento.
4. APLICAÇÃO ESTRUTURAL DOS MATERIAIS DERIVADOS DA MADEIRA
Um dos problemas que impedem a utilização mais efetiva de sistemas estruturais de madeira
em nosso país, está relacionado ao domínio da tecnologia dos materiais derivados da madeira.
De maneira geral, a madeira serrada bruta apresenta desvantagens naturais como:
biodegradação, flamabilidade, variações dimensionais com a alteração da umidade e
degradação por radiação ultravioleta, ácidos ou bases. Isto torna restrita a viabilidade das
estruturas de madeira frente a outros sistemas como o concreto e as estruturas metálicas,
principalmente em relação aos aspectos de manutenção e durabilidade.
Para viabilizar tecnicamente a utilização dos sistemas estruturais de madeira, de forma que os
tornem competitivos economicamente com outras tipologias estruturais, se faz necessário a
utilização combinada de derivados de madeira que eliminem ou promovam reduções nestas
desvantagens naturais inerentes à madeira serrada.
Salienta-se também que a tecnologia de sistemas estruturais de madeira necessita da utilização
combinada de dispositivos metálicos e mesmo de outros materiais que permitam garantir a
transmissão dos esforços de forma eficiente ao longo da estrutura. A segurança estrutural é
um requisito que deve ser avaliado desde a concepção do projeto até a sua aplicação, e
portanto, na busca da eficiência estrutural deve-se propor soluções que utilizem as melhores
características de cada um dos materiais disponíveis, considerando também os aspectos
relativos ao custo e manutenção.

13
É neste contexto que a utilização de materiais derivados de madeira torna-se imprescindível
na tecnologia dos sistemas estruturais da madeira, sendo que o conhecimento aprofundado das
características e limitações desses materiais são de suma importância para que arquitetos e
engenheiros possam desenvolver soluções otimizadas técnica e economicamente, além de
todas as vantagens advindas da utilização da madeira em relação ao meio ambiente.
Entre os materiais derivados da madeira com maior aplicação em sistemas estruturais,
destacam-se: a madeira compensada, a madeira laminada colada, as chapas laminadas
unidimensionais (Laminated Veneer Lumber, ou LVL), e mais recentemente os painéis de
flocos orientados (Oriented Straind Board, ou OSB)
Outros produtos também são utilizados nos sistemas estruturais, visando a obtenção de
melhorias com relação aos aspectos estéticos e de conforto térmico e acústico, podendo-se
citar: a madeira aglomerada, as chapas de fibra, o MDF e os contraplacados.
Estes materiais derivados podem ser utilizados tanto na forma de chapas (para pisos, forros,
painéis, formas para concreto, coberturas, etc.), quanto na forma de peças (como pilares,
vigas, arcos, ripas, caibros, etc.).
O processamento industrial agrega aos produtos derivados da madeira características antes
ausentes na madeira sólida, como apresentar uma estrutura mais homogênea e com defeitos
reduzidos, melhores propriedades físico-mecânicas, resistência à bio-deterioração e melhor
estabilidade dimensional, dentre outras, melhorando desta forma a qualidade e aumentando a
confiabilidade das estruturas de madeira.
Estas características aliadas ao melhor aproveitamento da tora (alcançando em alguns casos
100%), tornam estes produtos ecologicamente corretos, garantindo um sólido mercado
consumidor.
No Brasil, porém, poucas são as indústrias que produzem a madeira laminada colada, e não
existe no mercado nacional produtos como o LVL e o OSB, o que diminui bastante a
possibilidade de se utilizar tais tecnologias no país a curto prazo. Em contrapartida, o Brasil é
um dos maiores produtores de chapas de compensado do mundo, tendo grande participação
no mercado externo, inclusive no que se refere a chapas de qualidade para compor elemento
de estruturas permanentes, como vigas, painéis de piso, pilares, etc.

14
Neste contexto, observando a grande demanda por parte da indústria da construção civil por
novas soluções que se enquadrem nos conceitos de industrialização, agilidade na construção,
versatilidade, custo, beleza, segurança, durabilidade, etc., as estruturas de madeira e de
derivados de madeira possuem um grande potencial para preencher essa lacuna.
O país dispõe de condições especiais para se tornar um importante produtor mundial de
painéis de madeira, uma vez que é detentor de tecnologia que permite a utilização de extensas
plantações de florestas de rápido crescimento (pinnus e eucalipto). Essa característica
associada ao dinamismo do mercado interno e internacional, tem sido um dos principais
vetores dos novos investimentos.
Nossos recursos florestais são abundantes e renováveis e a taxa de aumento da área de
reflorestamento estará diretamente ligada a perspectiva da demanda previsível no futuro,
principalmente em relação ao grande potencial existente no país em termos de produção de
madeira e dos benefícios econômicos, sociais e ambientais diretos que poderá trazer.
4.1 CLASSIFICAÇÃO
A classificação dos produtos à base de madeira pode ser feita em função da forma do material
lenhoso utilizado na fabricação dos painéis e das peças. Desse modo, os tipos de matérias-
primas mais comuns são as lâminas, as partículas e as fibras de madeira.
• Lâminas
Chapa de madeira Compensada (PW – Plywood)
Chapa de madeira Sarrafeada (BB – Blockboard)
Peça Micro- laminada (LVL – Laminated Veneer Lumber)
Madeira Laminada Colada (MLC – Glulam)
• Partículas
Chapa de Madeira Aglomerada (PB – Particleboard)
Chapa de Flocos Orientados (OSB - Oriented Strandboard)
Chapa de Flocos Não-orientados (WB - Waferboard)
Peça de Ripas Paralelas (PSL – Parallel Strand Lumber)
Peça de Flocos Orientados (OSL - Oriented Strand Lumber)

15
• Fibras
Chapa Isolante (IB – Insulating Board)
Chapa Dura (HB – Hardboard)
Chapa de Média Densidade (MDF – Medium Density Fiberboard)
Apesar da existência de outros materiais à base de madeira, a limitação aos produtos citados
acima encontra justificativa na freqüente ocorrência dos mesmos nas aplicações mais comuns.
A TABELA 3 indica algumas das mais freqüentes áreas de utilização de alguns produtos
derivados de madeira.
TABELA 3 - Áreas de utilização dos produtos à base de madeira.
Construção Civil Produtos Indústria
Moveleira Fôrmas de Concreto
Painéis e Pisos
Estruturas Leves *
Estruturas Pesadas **
MDF X X IB X X
Fibr
as
HB X X PB X X WB X X
Partí
cula
s
OSB X X X PW X X X X X LVL X X X X
Lâm
inas
MLC X X X * Indicam elementos estruturais de pequeno a médio porte com aplicação residencial (pequenos vãos), tipo vigas I. ** Indicam elementos estruturais de grande porte (grandes vãos) com aplicação em complexos esportivos, centros de convenções, pontes, etc. Deste modo, em relação à Tecnologia de Sistemas Estruturais de Madeira, os quatro tipos de
produtos mais utilizados nas estruturas leves e pesadas em todo mundo são: PW, LVL, OSB e
MLC. Esta apostila apresenta as informações sobre o processo produtivo e considerações a
respeito de cada um desses materiais, com o intuito de subsidiar as discussões e o
entendimento dos principais aspectos relacionados à aplicação final.
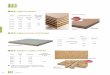
5. CHAPA DE MADEIRA COMPENSADA
A técnica da laminação já vem sendo utilizada desde os tempos mais remotos, tendo registros
que comprovam que os egípcios já utilizavam técnicas similares ao faqueamento para
confeccionar os sarcófagos dos faraós. Porém, só a partir do século vinte o compensado
começou a ser industrialmente produzido. Esta produção teve início nos Estados Unidos e na

16
Alemanha, a partir de algumas espécies de madeira de baixa densidade e poucas formas de
arranjo das lâminas. Atualmente são utilizadas a maioria das espécies de madeira
comercialmente importantes e uma grande variedade de tipos de composição (Figura 6),
sendo o compensado produzido em vários países.
Compreende-se por compensado, o produto obtido pela colagem e posterior prensagem de
finas lâminas de madeira sobrepostas. Cada camada é colada de forma que a direção da grã
esteja em ângulos retos em relação a camada adjacente. Isto é chamado de laminação cruzada,
sendo o fato que faz do painel compensado um produto superior e versátil na engenharia. A
laminação cruzada confere altas resistências tanto ao longo como através da grã, o que o torna
mais resistente ao cisalhamento, fendilhamento e ao impacto, além de conferir ao painel
excelente estabilidade dimensional.
Figura 6 – Posicionamento das lâminas no compensado
O painel de compensado tem múltiplas aplicações: construção civil, móveis, fôrmas para
concreto, embalagens, etc. Suas características mecânicas, grandes dimensões e variedade de
tipos adaptáveis a cada uso, constituem os principais atributos para justificar a ampla
utilização desse material. A designação de uso final do compensado é função da espécie e da
qualidade das lâminas do arranjo, bem como do tipo de adesivo usado na fabricação da chapa.

17
Atualmente o compensado é produzido sob duas principais especificações:
♦ para uso interno (moisture resistent) com colagem à base de resina uréia-formol, sendo
empregado basicamente na indústria moveleira;
♦ para uso externo (boiling water proof) com colagem à base de resina de fenol- formol,
sendo normalmente utilizado na construção civil.
Sob o ponto de vista do ciclo de vida da indústria, o painel de compensado pode ser
considerado como um produto maduro. Assim, em alguns casos, como em móveis seriados,
vem sendo substituído pelo painel aglomerado e/ou MDF. O consumo mundial é declinante,
uma vez que vem sofrendo restrições ambientais, escassez de matéria-prima e elevação dos
custos de produção.
5.1 ETAPAS DE PRODUÇÃO DO PW
A seguir são apresentadas as várias etapas de produção do compensado.
Ä Obtenção das toras
As árvores abatidas para serem utilizadas na produção de lâminas, devem apresentar tronco
bastante reto em seu comprimento, sendo permitidos desvios apenas dentro dos limites e
requerimentos quantitativos fixados.
Após o abate das árvores, as toras são cortadas em dimensões específicas referentes à largura
das lâminas que se pretende obter e referentes a capacidade dos tornos ou faqueadores. Em
geral esta etapa é realizada ainda na floresta.
Ä Preparo da tora
Antes de serem desenroladas, as toras devem ser descascadas, eliminando a possibilidade de
prejuízo da faca causado por outros materiais incrustados na casca, principalmente a sílica.
Esta operação é usualmente desenvolvida conduzindo a tora através do anel rotativo de facas
raspadeiras. Este anel tem capacidade de adaptação a vários diâmetros e remove a casca junto
ao câmbio (Figura 7).

18
Figura 7 – Descascamento da tora
Outra operação importante é o aquecimento das toras (Figura 8) por vaporização ou água
quente em tanques. O processo de aquecimento pode ser desenvolvido com ou sem casca
dependendo do comportamento da espécie, e o tempo e a temperatura necessários para a
plasticização variam de acordo com a espécie e a profundidade desejada da penetração de
calor. Quando o processo de plasticização é bem conduzido os benefícios resultantes podem
ser: lâminas suaves e rígidas com redução de rachaduras o que é de fundamental importância
para produção dos painéis.
Figura 8 – Condicionamento da tora em água quente
Ä Obtenção das Lâminas
A produção de lâminas da madeira pode ser obtida por faqueamento, serradas ou corte em
torno rotativo, sendo este último o método mais utilizado pela indústria. Os tornos são
equipados com garras em eixos telescópicos capazes de revolver toras contra um sistema de
faca e barra de compressão ligados a um “chassis” móvel. Estas máquinas são pesadas e
construídas a prova de choque ou vibração que poderiam interferir no processo de produção

19
As Figuras 9 e 10 ilustram um torno laminador com uma tora sendo desenrolada e as seus
respectivos componentes.
No sistema de faqueamento a lâmina é extraída de forma plana, sendo que a tora fica fixa no
equipamento e as lâminas é que se movimentam extraindo as lâminas. Esse processo é mais
utilizado para a obtenção de lâminas decorativas, utilizadas nas faces externas da chapa. Além
disso, esse método também é mais indicado para a obtenção de lâminas de madeira de alta
densidade, pois evita a formação de fissuras decorrentes do corte, comuns no torneamento. As
Figuras 11 e 12 ilustram este tipo de corte.
Figura 9 – Obtenção de lâminas por corte rotatório
Figura 10 – Obtenção de lâminas por corte rotatório.

20
Figura 11 – Obtenção de lâminas por faqueamento
Figura 12 – Obtenção de lâminas por faqueamento
As lâminas produzidas tanto no torno como nas faqueadeiras são então transportadas para as
guilhotinas onde são secionadas nas dimensões finais no estado verde considerando as
devidas contrações que ocorrerão.
Ä Secagem e Classificação das Lâminas
A secagem das lâminas tem como objetivo reduzir o teor de umidade a um valor
predeterminado e produzir um material plano e flexível. A maioria dos secadores utilizada
para essa finalidade é equipada com séries de rolos que transportam as lâminas através dos
mesmos. A energia para a secagem normalmente é fornecida por vapor, e tais secadores
podem atingir temperaturas bastante elevadas (Figura 13). A secagem é feita em um tempo
muito reduzido (alguns minutos), e o teor de umidade final também é baixo, ou seja, por volta
de 4 a 6%.

21
Figura 13 – Secagem das lâminas
As lâminas secas são classificadas e empilhadas de acordo com a classe e largura. A
classificação visual realizada por operários treinados, leva em consideração o tipo e o
tamanho dos defeitos, bem como o número e as características da grã das várias lâminas.
Ä Junção das Lâminas e Remoção de Defeitos
Na manufatura de compensados as lâminas externas e muitas vezes as lâminas internas do
painel são formadas pela junção de vários pedaços das mesmas, esta operação é feita pela
juntadeira de lâminas. É importante ser feita, ainda nesta etapa, a eliminação de defeitos, tais
como nós, esmoados, furos, entre outros, que podem ser cobertos com pedaços sadios do
mesmo material.
Ä Colagem dos Painéis
Na fabricação de compensados basicamente tem sido utilizados dois tipos de adesivos
principais: a uréia e o formol-fenol - formol.
Resinas fenólicas são produzidas sinteticamente a partir do fenol e do formaldeído. Estas se
solidificam ou curam sob calor e por isto devem ser prensadas a quente. Durante o processo
de cura as resinas fenólicas sofrem mudanças químicas definitivas que as tornam
completamente à prova d’água e resistentes ao ataque por microorganismos, sendo então
indicadas para aplicações com possibilidade de exposição a agentes externos.
Resinas a base de uréia são produzidas sinteticamente a partir da uréia e do formaldeído, e
também se solidificam sob calor. Como não possuem as mesmas características de resistência

22
das resinas fenólicas, conferem aos produtos que a utilizam limitações na exposição , sendo
indicados para usos interiores.
A montagem do painel compensado toma lugar imediatamente após a aplicação do adesivo,
que é realizada por máquinas classificadas em três tipos de acordo com o processo de
fabricação: espalhador de cola, aplicação por spray e cortina.
Ä Prensagem
Imediatamente após a aplicação do adesivo, deve-se proceder a montagem do compensado,
seguido do carregamento da prensa. Esta prensagem pode ser realizada à quente ou mesmo à
frio. A prensagem à quente reduz o tempo de cura do adesivo proporcionando aumento da
capacidade de produção das indústrias. A Figura 14 ilustra uma prensa aquecida.
Figura 14 – Prensagem das lâminas
No caso da utilização de uma prensa aquecida, o seu carregamento deve ser o mais rápido
possível, a fim de evitar a secagem do adesivo antes da prensagem. O tempo de prensagem
dependerá essencialmente da temperatura da prensa e do tipo do adesivo utilizado. A
espessura do compensado também influencia o tempo final de prensagem. De modo geral,
para temperaturas de prensagem variando de 100 a 160OC, o tempo de prensagem poderá se
limitar a apenas alguns minutos. Quanto à pressão de colagem, no processo à quente, esta
pode variar de 12 a 20kg/cm2, também dependendo da espécie de madeira, entre outros
fatores.

23
Ä Acabamento
Após a operação de prensagem os painéis sofrem ajustes de largura e comprimento sendo que
a medida padrão é 1,22 x 2,44m. Esta operação é realizada por serras circulares
esquadrejadeiras, e em seguida as superfícies são lixadas por lixadeiras do tipo tambor ou do
tipo cinta, estando prontos para o devido uso.
As chapas de madeira compensada são vendidas em espessuras de 4, 6, 9, 12, 15, 18 e 21mm.
5.2 APLICAÇÃO DO COMPENSADO EM SISTEMAS ESTRUTURAIS
As Figuras 15, 16, 17 e 18 apresenta uma construção residencial típica em madeira e as
possíveis aplicações do compensado.
Figura 15 – Construção em madeira

24
Figura 16 – Cobrejuntas para treliças de madeira
Figura 17 – Exemplos de seção transversal para vigas compostas com alma em compensado
Figura 18 – Pórtico em compensado.
6. MADEIRA MICROLAMINADA (LVL)
O LVL (Laminated Veneer Lumber) foi desenvolvido no final dos anos 60 e se estabeleceu
como um componente de alta resistência em construções residenciais e comerciais. As
características mecânicas do LVL, como resistência e rigidez, podem ser consideradas
superiores ao da madeira maciça. Como resultado, o LVL oferece uma alternativa viável para
uso estrutural e sua versatilidade é um exemplo de aproveitamento dos recursos florestais
renováveis.

25
O LVL é composto pela sobreposição de lâminas de madeira, unidas por adesivo, da mesma
forma que o compensado. A grande diferença entre o compensado e o LVL está na disposição
das lâminas. Enquanto o compensado é formado pela laminação cruzada, o LVL possui as
lâminas com as fibras na mesma direção (Figura 19). Algumas empresas introduzem no
interior da chapa algumas lâminas com fibras ortogonais à direção predominante das fibras,
visando manter propriedades como estabilidade dimensional, resistência ao impacto e ao
fendilhamento.
Figura 19 – Posicionamento das lâminas no LVL
Figura 20 – Ilustração de peça de LVL
Os defeitos comuns encontrados nas peças de madeira maciça, principalmente nas espécies de
alto crescimento vegetativo, em geral representam uma porção considerável da seção,
causando diminuição da resistência da peça. Com a laminação, esses defeitos são distribuídos
ao longo da peça, reduzindo a porcentagem de defeitos na mesma seção, e assim
consequentemente, aumentando a capacidade resistente da peça.
Outra vantagem do LVL é a possibilidade de se obter peças de grandes seções a partir de
árvores jovens, com pequenos diâmetros. Na produção do LVL, bem como na do
compensado, estima-se um aproveitamento médio da tora maior que o da madeira maciça.

26
6.1 ETAPAS DE PRODUÇÃO DO LVL
O processo de produção do LVL é muito semelhante ao do compensado, diferenciando-se
basicamente nas etapas de montagem e prensagem dos painéis. Por isto, neste item só são
apresentadas as etapas de montagem e prensagem evitando a repetição desnecessária do
processo completo.
Ä Montagem e prensagem
Nas chapas de LVL, a prensagem geralmente não é estática como no caso do compensado,
onde uma carga de chapas é mantida com a mesma pressão por algum tempo. Um método
bastante utilizado na produção do LVL, é a prensagem em esteira contínua. Neste caso, as
lâminas , já com o adesivo (Figura 21), são posicionadas no início da esteira, com as fibras na
mesma direção do movimento da esteira, essa esteira conduz as lâminas até um conjunto de
rolos que exercem pressão sob temperatura controlada, suficiente para endurecer o adesivo
que passou por esta etapa. Saindo da prensagem a chapa passa por serras que a corta nas
dimensões comerciais (Figura 22).
Figura 21 – Aplicação de adesivo através de rolos

27
Figura 22 – Processo de contínuo de produção do LVL
Esse sistema de prensagem permite a produção de chapas de grandes comprimentos, sem a
necessidade de prensas com as mesmas dimensões. O comprimento das chapas de LVL pode
chegar à 26m, com 1,8 metros de altura e com espessuras de 27 a 75mm.
6.2 APLICAÇÃO DO LVL EM SISTEMAS ESTRUTURAIS
Os painéis em LVL representam uma nova opção no emprego da madeira em sistemas
estruturais, por meio da utilização de um produto com propriedades uniformes. Outra
vantagem é sua alta resistência a rachaduras, que é atribuída ao alívio de tensões
proporcionado pelo processo de torneamento.
O potencial de substituição da madeira sólida por elementos de LVL cresce a medida que a
relação entre os custos da matéria-prima, atualmente utilizada para a produção de móveis, e os
custos de produção de painéis LVL atinjam índices compatíveis e atrativos que justifiquem a
sua utilização.
O LVL pode ser utilizado como barras de treliça, devido à sua alta resistência à compressão e
à tração na direção das fibras, propiciando uma estrutura mais leve e com uma diminuição no
número de juntas, o que facilita a montagem, conforme a Figura 23.

28
Figura 23 – Treliça com barras de LVL.
As peças de LVL podem ser cortadas na etapa final de produção, com alguma curvatura,
permitindo a construção de arcos de seções simples conforme ilustrado na Figura 24.
Figura 24 – Arco em seção simples de LVL
A grande aplicação do LVL em estruturas ocorre nos pórticos para galpões industriais,
armazéns, etc, conforme a Figura 25. Essas estruturas são industrializadas e comercializadas
em modelos padrões, variando o vão e a altura alcançados.
Figura 25 – Pórtico em seção simples de LVL

29
Alguns sistemas estruturais menos usuais também podem ser executados em LVL. As Figuras
26 e 27 ilustram uma estrutura de cobertura de um estádio utilizando sistema estrutural
semelhante ao lamelar, onde os elementos em forma triangular foram pré-montados e
posteriormente içados, posicionados e fixados.
Figura 26 – Estrutura em LVL – Estádio na Finlândia com 115m de diâmetro
Figura 27 – Detalhe do Estádio na Finlândia
7. CHAPA DE PARTÍCULAS ORIENTADAS (OSB)
O OSB é um produto considerado como segunda geração de painéis de partículas estruturais
“waferboard” e desenvolvido principalmente para aplicações estruturais, como paredes,
forros, pisos, componentes de vigas estruturais, embalagens, etc., tendo em vista apresentar
boas propriedades de resistência mecânica e estabilidade dimensional, competindo
diretamente com o mercado de painéis compensados.
As diferenças básicas entre o waferboard e o OSB são, primeiramente o tamanho das
partículas, os wafers são mais curtos e mais largos (40 mm de largura por 40 mm de

30
comprimento) que o strands (25 mm de largura por 80 a 150 mm de comprimento). A outra
diferença está na formação do colchão, no waferboard as partículas não obedecem uma
direção clara, são distribuídas de forma aleatória. Já no OSB as partículas são direcionadas em
um mesmo sentido e com formação em três camadas face-miolo-face perpendiculares
(cruzadas) entre si. Este princípio de fabricação resulta no incremento e melhor balanço em
termos de resistência mecânica e estabilidade dimensional nos sentidos do comprimento e
largura do painel. Desta forma, torna-se possível atingir um ponto de equilíbrio em relação
aos painéis “waferboard” (de posição aleatória de partículas) e “compensados” (lâminas
cruzadas), no que tange ao conjunto de características estruturais relacionadas à construção do
painel.
De maneira semelhante aos waferboards, os painéis OSB tem sido utilizados em aplicações
exteriores, principalmente no setor habitacional. Nos EUA o uso de madeira serrada e de
painéis na construção de casas é intenso, especialmente em paredes internas e externas, pisos
e forros.
Nesses usos os painé is OSB tem tido bom desempenho. Mais recentemente, esses produtos
estão encontrando usos também em aplicações industriais, nas quais a resistência mecânica,
trabalhabilidade, versatilidade e custo fazem deles alternativas atraentes em relação à madeira
sólida. Entre esses usos estão: mobiliário industrial, incluindo estruturas de móveis,
embalagens, containers e vagões.
Outro uso importante, e crescente, de OSB, é como um componente de produto composto de
madeira, principalmente vigas tipo I (I-joists) (Figura 28) para pavimentos e outros
componentes estruturais.
Figura 28 – Vigas I-joists

31
Dentre as características que fazem do OSB um excelente produto para o uso estrutural são
relacionadas as seguintes:
♦ OSB é um painel de qualidade e versátil, podendo ser usado para diversas aplicações. Ele
possui uma excelente resistência em relação ao peso e, ainda, é de fácil manuseio e
instalação usando ferramentas convencionais de construção;
♦ O processo de manufatura do OSB não permite a formação de vazios ou buracos de nós.
Modernas técnicas de prensagem e resinas evitam as causas da delaminação;
♦ OSB apresenta resistência similar ao compensado, como propriedades de resistência a
flexão, tração e compressão. O OSB possui uma maior resistência ao cisalhamento em
relação ao compensado, devido a sua formação homogênea (eles não se desfazem sob
tensão de cisalhamento). A resistência do painel não é afetada pela umidade em função de
sua exposição ao ambiente, em decorrência de uma construção demorada ou atrasada.
Contudo, pode haver um aumento nas dimensões das bordas;
♦ O OSB, comparado com o compensado, é produzido a partir de toras de pequenos
diâmetros, espécies de rápido crescimento, ou de árvores de baixo valor comercial,
causando baixo impacto ao meio ambiente. As modernas fábricas são auto suficientes na
produção de energia para aquecimento, e são equipadas para atingir as mais exigentes
especificações de controle de poluição do ar;
♦ O painel OSB é produzido para ter a mesma qualidade das faces em ambos os lados. As
fábricas norte americanas produzem um painel com um fundo de tela, que deixa o painel
com uma textura áspera em um dos lados, mais apropriado para condições úmidas de
trabalho. Além disso, a superfície do painel pode ser lixada;
♦ A largura do painel de OSB é determinado pela tecnologia de produção, e não pelo
comprimento das toras, como é o caso dos compensados, sendo assim capaz de satisfazer
vários usos finais;
♦ OSB é produzido numa ampla faixa de espessuras, sendo a espessura mínima padrão de 6
mm, e a máxima de 38mm. Contudo, as espessuras mais comuns são 9,5, 11, 12, 15 e

32
18mm. Espessuras de 15mm ou maiores podem ser produzidas com bordas quadradas ou
perfis macho e fêmea;
♦ O OSB pode ser usinado com ferramentas normais de usinagem da madeira. Ent retanto, as
superfícies devem ser recobertas após a usinagem, por causa da aspereza da superfície
entre as partículas strands requerem preenchimento. OSB pode ser também perfurado,
escavado e acabado com bordas alisadas;
♦ OSB não tem emissão de gases mensuráveis. As resinas tanto fenólicas quanto as
isocianatos são completamente curadas durante o processo de prensagem, e não há
emissão de formaldeído livre do painel acabado.
Os painéis OSB podem ser produzidos a partir de árvores de pequeno diâmetro e toras de
qualidade inferior. Entretanto algumas características precisam ser estabelecidas para a
escolha da madeira a ser utilizada. A qualidade da madeira necessária para painéis OSB é
diferente da requerida para madeira serrada ou polpação. As principais características são
densidade da madeira, forma do tronco, tipo dos anéis de crescimento, teor de umidade e teor
de extrativos.
Tabela 4: Comparação entre o Compensado e o OSB.
Atributos Compensado OSB
Tamanho Normalmente 1,2 x 1,4m Aproximadamente 2,4 x 8,5m
Superfície Baixa qualidade no miolo e na superfície inferior
Boa qualidade em ambas as superfícies
Estabilidade Muito boa Pequeno inchamento em espessura
Resistência Idêntico ao OSB Idêntico ao Compensado
Aceitação de Tinta Boa Somente se receber alguma cobertura
Preço Variável, alto Variável, normalmente menor que o do Compensado
Qualidade Em declínio Melhorando
Aceitação Usos tradicionais Aumentando
Oferta Diminuindo Aumentando

33
A densidade é o fator mais importante, pois está diretamente ligada a densidade do painel e a
determinação de suas propriedades mecânicas. Madeiras de baixa densidade propiciam altas
taxas de compressão, assim como alta superfície de contato entre as partículas de madeira, ao
contrário das madeiras de alta densidade. Além do mais madeiras de baixa densidade geram
painéis com maior uniformidade, que possuem alta capacidade de distribuição de forças entre
os strands, melhorando suas propriedades de resistência a flexão e ligação interna. Os valores
ideais de densidade da madeira para painéis OSB variam entre 0,25 - 0,45 g/cm3. Espécies
com densidade entre 0,45 – 0,55 g/cm3 , podem ser utilizadas, porém são menos desejadas e
freqüentemente são empregadas em misturas com espécies mais leves.
As toras a serem utilizadas devem ser preferencialmente retas, com um mínimo de nós e
mínima conicidade, pois é interessante manter a direção principal dos strands tal qual a
direção principal da árvore, para favorecer a estabilidade dimensional.
Tabela 5: Valores referenciais de parâmetros de produção utilizados pelas indústrias de OSB no Canadá.
Parâmetro Valores Referenciais
Densidade do Painel 0,63 – 0,67g/cm2
Dimensões partículas (face)
Largura: 25mm
Comprimento: 120 – 150mm
Espessura: 0,5mm
Dimensões partículas (miolo)
Largura: 19 – 25mm
Comprimento: 100 – 120mm
Espessura: 0,5 – 0,8mm
Taxa camadas face:miolo 40:60 – 60:40
Conteúdo resina:fenol-formaldeído 3,0 – 6,0%
Parafina 0,5 – 1,5%
Conteúdo Umidade Colchão Face: 6 – 8%
Miolo: 4 – 6%
Temperatura de Prensagem 200 – 2200 C
Tempo de Prensagem 3 – 6 minutos

34
Mudanças abruptas na densidade da madeira e alta porosidade, resultam em alta proporção de
finos. Portanto folhosas com porosidade difusa e coníferas com transição gradual entre lenho
juvenil e tardio são mais desejáveis para a produção de OSB.
O teor de umidade recomendado para as madeiras na produção de OSB é em torno da
umidade de saturação das fibras, pois valores altos de teor de umidade dificultam o corte, o
que pode gerar a formação de strands felpudos, que dificultam a colagem.
Na produção de OSB, são preferidas espécies com baixo teor de extrativos, pois em geral,
espécies com alto teor de extrativos são propensas a causar problemas durante o ciclo de
prensagem. Os extrativos podem interferir na cura da resina, provocando uma menor
eficiência de colagem entre os strands.
7.1 ETAPAS DE PRODUÇÃO DO OSB
O processo industrial de OSB é considerado como uma evolução, ou segunda geração, das
chapas waferboard, consistindo de dez etapas, descritas a seguir.
Ä Toragem e Condicionamento
Os troncos das árvores são primeiramente reduzidos em toretes de, normalmente, 2,44m de
comprimento. Os toretes são então condicionados em tanques de água quente, para amolecer a
madeira e, portanto, reduzir o consumo de energia e a geração de finos no processo de
geração das partículas. Os parâmetros de condicionamento variam amplamente de uma
indústria para outra. A duração do condicionamento varia de 3 a 15 horas, numa variação de
temperatura entre 30 a 700 oC, dependendo da estação climática e a indústria considerada.
Ä Descascamento
A casca é um material não desejável na produção de OSB, portanto, ela é removida das toras
antes da geração das partículas. Esta operação é realizada, normalmente, com descascadores
tipo tambor ou anel. A casca é normalmente utilizada na produção de energia térmica e
aquecimento da prensa e dos tanques de condicionamento.

35
Ä Geração da Partículas
A geração das partículas é uma das etapas mais importantes na produção de OSB. A
geometria das partículas é determinada nesta operação. Partículas strand são produzidas com,
aproximadamente, 25 mm de largura e 90 a 150 mm de comprimento, e 0,50 a 0,75 mm de
espessura, sendo que geralmente se utiliza um gerador de partículas do tipo anel ou disco. O
processo de produção de OSB é muitas vezes separado em duas linhas de geração de
partículas: partículas para as camadas superficiais e internas. Isto permite produzir partículas
strands de geometria adequada para as referidas camadas. Este lay-out industrial também é
desejado quando se utiliza diferentes espécies, ou seja, permite haver um controle no qual é
formado uma camada para cada espécie no painel.
Ä Estocagem das Partículas Úmidas
São usados silos para a estocagem das partículas úmidas, que funcionam como
compensadores, que permitem uma produção continua e uma alimentação uniforme de
partículas úmidas nos secadores. E necessário, pelo menos, um silo de partículas úmidas para
cada tipo de camada (externa e interna), o que é normalmente encontrado nas indústrias de
OSB. O material é manuseado nos silos úmidos, de forma que o tempo de retenção seja o
mesmo para cada partícula.
Ä Secagem
Nesta etapa o material deve ser seco até atingir um teor de umidade final que varia de 2 a 6 %,
dependendo do tipo de resina empregada. Normalmente, utiliza-se um secador de tambor
rotativo de três passagens. Estes secadores atingem uma temperatura interna de até 8500C.
Esta temperatura muito alta resulta numa alta emissão de compostos orgânicos voláteis, alto
riscos de fogo e degradação da madeira. O secador de tambor rotativo de uma só passagem
são projetados para uma temperatura interna mais baixa, são de custos mais reduzidos,
apresentam menores riscos de incêndios, mas ocupam um maior espaço físico. Eles estão se
tomando de uso cada vez mais comum na indústria.
Ä Classificação por Peneiragem
A classificação por peneiragem é normalmente realizada após a secagem, a fim de remover
pequenos materiais antes da aplicação de cola, especialmente das camadas superficiais, que

36
requerem partículas de dimensões maiores a fim de aumentar as propriedades de flexão. As
partículas finas são usadas para a geração de energia térmica e, algumas vezes, parcialmente
empregada na camada interna para melhorar as propriedades de ligação interna.
Ä Mistura dos Componentes do Colchão
Esta operação de mistura consiste em uma aplicação uniforme de adesivo e parafina nas
partículas. O misturador consiste normalmente de um tambor rotativo de 3 m de diâmetro e
9m de comprimento com a entrada de partículas na parte superior, e a descarga do material na
parte inferior. Com a aplicação de resina líquida, são empregados discos atomizadores que
giram, aproximadamente, em 15000 rpm, localizados dentro do misturador. Linhas de sopro
simples são utilizados para a aplicação da resina em pó. A parafina, por sua vez, e aplicada
com atomizadores a ar ou discos rotativos. Quando o teor de umidade, quantidade de adesivo
e parafina são diferentes entre as camadas externas e internas, devem ser utilizados
misturadores específicos para cada camada.
Ä Formação do Colchão
O processo de formação é realizado por três estações formadoras, uma para cada camada do
colchão. A primeira máquina formadora deposita as partículas em sentido paralelo a linha de
formação do colchão. As partículas são alimentadas através de discos rotativos, de espaços
estreitos entre eles, suficientes para efetuar a orientação destas partículas. A camada seguinte
formada numa orientação ortogonal à camada superficial, através de uma segunda estação
formadora que forma a camada interna. Rolos aletados são utilizados para atingir a orientação
desejada das partículas. A segunda camada externa é formada acima da camada interna, por
uma terceira estação formadora.
A formação do colchão é um processo contínuo, enquanto que a prensagem é descontinua, na
maioria dos casos. O colchão contínuo é então cortado no comprimento desejado, e os
colchões individuais são transportados num elevador carregador para a entrada da prensa. A
orientação das partículas da camada externa tem um grande impacto nas propriedades de
flexão da chapa. Deve-se ressaltar que a abertura entre os discos rotativos, a altura de queda
livre das partículas, assim como a largura das partículas, são os fatores mais determinantes na
orientação destas.

37
1
2
3
4
5
6
7
8
9
10
11
Figura 29 - Etapas de produção do OSB.

38
Ä Prensagem à Quente
As funções da prensagem à quente consistem em consolidar o colchão de partículas strand
num painel de densidade e espessura desejada, curar a resina a fim de unir as partículas, e
estabilização por calor do painel para que este permaneça na espessura e densidade desejada.
A temperatura de prensagem, o tempo de fechamento da prensa, a distribuição da umidade do
colchão e a velocidade da cura da resina irão determinar o gradiente de densidade através da
espessura do painel e, portanto, suas propriedades físicas e mecânicas.
Ä Acabamentos
Uma vez completado a fase de prensagem a quente, os painéis são descarregados da prensa
para o elevador de painéis. As telas auxiliares são removidas e enviados de volta ao inicio da
linha formadora. Os painéis principais passam por uma série de serras circulares, sendo
esquadrejadas nas dimensões finais do painel. As chapas são então classificadas e
identificadas com um selo de classificação apropriado. Finalmente, os painéis são então
empilhados, recebem uma vedação final, e são remetidos para o consumidor.
7.2 APLICAÇÃO DO OSB EM SISTEMAS ESTRUTURAIS
O OSB pode ser considerado o provável substituto dos painéis de compensado para aplicação
estrutural. Apresentam como principais vantagens excelentes propriedades mecânicas (podem
ser comparadas com a dos compensados) e seu custo reduzido. Por estes e outros motivos,
vem sendo largamente empregado na construção civil principalmente nos países da América
do Norte e Europa.

39
Figura 30 – Prédio residencial de 4 pavimentos em OSB
Figura 31 – Painéis isolantes de OSB
Figura 32 – Aplicação como alma de vigas I-joists

40
8. MADEIRA LAMINADA COLADA (MLC)
A Madeira Laminada Colada encontra-se consagrada no contexto internacional como
excelente material para aplicação estrutural. Esta técnica baseia-se, principalmente, no uso
racional da madeira, tornando-se viável economicamente para a obtenção de grandes vãos;
além de oferecer leveza e beleza estética aos elementos estruturais.
O motivo para tamanho sucesso está relacionado com o avanço na tecnologia dos adesivos e o
excelente potencial madeireiro gerado pelas espécies de reflorestamento.
A expressão Madeira Laminada Colada refere-se ao material composto de peças de madeira
obtidas a partir de tábuas (lâminas) de seção transversal nominal, solidarizadas entre si. As
formas obtidas para o elemento estrutural podem ser retas ou curvas, com as fibras de todas as
lâminas paralelas ao eixo longitudinal do elemento produzido. As lâminas necessitam
apresentar espessura compatível com a altura e a curvatura final da peça, mas podem ter
comprimento qualquer e também serem solidarizadas lateralmente para alcançar maior
largura.
A MLC adapta-se a uma significativa variedade de formas e apresenta alta resistência a
solicitações mecânicas em função de seu peso próprio relativamente baixo. É possível sua
fabricação em seções transversais e comprimentos geralmente limitados por aspectos ligados
ao transporte. Nas duas últimas décadas, vêm sendo intensificadas as pesquisas a respeito dos
fatores condicionantes da resistência de estruturas de MLC, objetivando definir situações
onde a mesma possa ser otimizada.
O seu emprego vai desde pequenas passarelas, escadas e abrigos, até grandes estruturas
concebidas sob as mais variadas formas estéticas. São destinadas a cobrir vãos de até 100
metros sem apoio intermediário. Como exemplo, pode-se citar a obra do Hall de Tours, na
Franca, com 98 metros de vão livre, assim como o Palais d’Exposition d’Avignon, também na
Franca, com mais de 100 metros de vão livre.
A escolha de MLC para as estruturas, pode ser de fundamental importância principalmente
quando se tratar de estruturas que ficarão expostas a um meio corrosivo, ou então quando
existir o risco de incêndio.

41
Primeiramente, porque a madeira, devido a sua grande inércia química, não apresenta
problema de deterioração quando aplicada em meio corrosivo. Logo, torna-se o material ideal
para tal finalidade. Por out ro lado, quando se trata de construções sujeitas a riscos de
incêndio, a utilização da MLC na composição estrutural é a mais aconselhada pois a madeira,
que é um material de reação inflamável, queima rapidamente a camada superficial da peça e
em seguida diminui consideravelmente a velocidade de propagação do fogo para o interior da
mesma. Isto porque, com a formação de uma camada de carvão nessa parte externa, o acesso
do oxigênio para o interior da peça fica bastante dificultado e, consequentemente, a
propagação do fogo perde a sua velocidade. Com isso o núcleo interno que resta da peça, é
muitas vezes suficiente para resistir mecanicamente por cerca de 30 a 40 minutos. Esse tempo
é suficiente para a evacuação da edificação e retirada dos bens de maior valor. Em resumo, as
estruturas de madeira são consideradas de reação inflamável mas que guardam “alta”
resistência mecânica em presença do fogo. O mesmo não ocorre com uma estrutura metálica
que é de reação não inflamável mas que perde sua resistência mecânica rapidamente (em
cerca de 10 minutos de incêndio) em presença de temperaturas elevadas, ou seja, acima de
500 oC. Estes aspectos já foram tratados na disciplina Durabilidade dos Materiais e
Componentes.
É possível colar praticamente todas as madeiras. Entretanto, algumas espécies possuem
caraterísticas físicas e químicas que exigem o emprego de colas especiais ou a modificação
das colas normalmente comercializadas para o uso em madeiras.
Por outro lado, é recomendável colar apenas madeiras da mesma espécie, para evitar
problemas de retração diferente entre uma lâmina e outra, o que pode provocar surgimento de
tensões adicionais de cisalhamento nessa região da junta colada.
Normalmente, as espécies mais aconselhadas para emprego em MLC são as das coníferas e
algumas dicotiledôneas, com densidade entre 0,40 e 0,75 g/cm3. De qualquer modo, devem
ser evitadas as madeiras com altas taxas de resina ou gordura.
Na maioria dos casos a escolha da cola, entre caseína, resorcina ou uréia-formol, e mais
recentemente a melamina, depende mais das condições de uso da estrutura que do tipo da
madeira. É preciso considerar principalmente o meio a que a estrutura vai estar submetida, ou
seja, temperatura e teor de umidade.

42
Salienta-se também que a durabilidade da cola seja de no mínimo o mesmo tempo previsto
para a durabilidade do elemento estrutural concebido em MLC. Portanto, a escolha da cola
está diretamente ligada as condições a que a estrutura será submetida, ou seja, se vai estar
abrigada no interior da edificação ou exposta à variação das condições atmosféricas com
alternância de sol e chuva. Estes, são fatores determinantes na escolha da cola.
Os componentes de uma peça de MLC podem ser observados na Figura 33, a seguir
apresentados.
Figura 33 - Esquema geral de uma peça de MLC
A lâmina de madeira apresenta espessura variável de acordo com o tipo de peça, sendo que
nas peças retas geralmente varia de 1 cm a 5 cm. A lâmina de cola dá a possibilidade de
sobrepor as lâminas de madeira uma sobre a outra, de forma a se obter um elemento estrutural
com a altura desejada. Já as emendas de borda possibilitam a construção de elementos com a
largura superior à largura das tábuas disponíveis no mercado.
Uma peça de MLC é constituída também pelas emendas longitudinais, que possibilitam a
construção de peças com comprimento ilimitado. Sabe-se que estas emendas são muito
importantes na determinação da resistência dos elementos estruturais constituídos de MLC. A
eficiência destas emendas é afetada por vários fatores, que podem ser divididos em dois
grandes grupos:
Ø Fatores referentes à madeira, tais como espécie, densidade, defeitos naturais e aceitação de
colagem;
Ø Fatores referentes ao processo de produção, como condições de usinagem, montagem,
intensidade e período de aplicação de pressão.

43
As emendas longitudinais podem ser confeccionadas de vários tipos como por exemplo as
emendas de topo, as dentadas e as biseladas (Figura 34).
Figura 34 - Tipos de emendas longitudinais.
A emenda de topo é a que possibilita ligações com um mínimo desperdício de material, e pela
facilidade de execução. Este tipo de emenda quando localizada na parte comprimida das vigas
de MLC não influenciam na resistência final do elemento; já quando localizadas na parte
tracionada proporcionavam redução de resistência destes elementos.
Rapidamente as emendas biseladas permitem alta eficiência quando submetida a tração. Estas
emendas são consideradas intermediárias entre a ligação paralela as fibras (considerada ideal)
e, a ligação normal às fibras considerada fraca e inviável. O principal incômodo da utilização
do bisel como tipo de emenda, é a dificuldade de realizar o corte do bisel em tábuas largas,
em conjunto com a dificuldade de alinhamento durante a montagem.
Como alternativa para eliminar as dificuldades e as desvantagens das emendas biseladas
surgiu a emenda dentada, a qual tem como principais vantagens sobre as emendas biseladas, o
baixo desperdício de material madeira e adesivo, e o corte da emenda e alinhamento
facilitados.
Salienta-se que uma boa execução destes tipos de ligações é um requisito necessário para o
desempenho satisfatório de elementos estruturais de MLC.
A seguir são apresentadas algumas vantagens e desvantagens sobre o uso de MLC como
elemento estrutural.
Ä Vantagens
Ø A facilidade de construir grandes peças estruturais através da união por adesivo, de peças
com medidas comerciais. Ou seja, construir peças estruturais de qualquer espessura, largura,
comprimento e forma;

44
Ø Reduz a possibilidade de defeitos típicos das peças maciças, como por exemplo as
rachaduras e empenamentos causados pela secagem da madeira, isto devido principalmente a
pequena espessura das lâminas;
Ø O método de fabricação permite o uso de lâminas de qualidade inferior nas zonas de
menor solicitação e madeira de melhor qualidade em zonas de alta de solicitação;
Ø Comparando estruturas de resistência equivalente, a (MLC) é até cinco vezes mais leve do
que o concreto ou seja, sua relação peso/resistência é significativamente baixa.
Ä Desvantagens
Ø O emprego de (MLC) é mais custoso se comparado à madeira maciça;
Ø Existe também uma grande perda de material, principalmente devido à seleção das
lâminas e a produção das emendas;
Ø É exigida na fabricação mão de obra especializada e técnicas especiais;
Ø Deve ser levado em consideração também o ônus imposto quando do transporte destas
peças, principalmente se os elementos possuírem grandes dimensões.
8.1 ETAPAS DE PRODUÇÃO DA MLC
A produção de elementos de MLC de alta qualidade, necessit a de uma indústria especialmente
organizada para tal finalidade. Por outro lado, desde que não sejam muitos os elementos a
fabricar e que não sejam de grandes dimensões, é também possível a sua composição de
forma artesanal.
Ä Preparação e classificação
A preparação da madeira antes da colagem compreende a recepção, a classificação visual, a
eliminação dos grandes defeitos, a estocagem, a secagem, a união longitudinal entre as tábuas
e a estocagem antes da colagem.

45
Ä Colagem e pressão
Essa etapa compreende a aplicação da cola, a composição do elemento, a conformação do
elemento sobre um gabarito (também chamado berço) e a aplicação da pressão de colagem.
Ä Acabamento
O acabamento compreende: aplainar lateralmente, recortar as extremidades do elemento
estrutural, executar certos furos e encaixes previstos nas ligações e a aplicação final de um
preservativo (fungicida e inseticida) ou simplesmente de um selador ou verniz.
8.2 APLICAÇÃO DA MLC EM SISTEMAS ESTRUTURAIS
A MLC é o produto mais empregado para as estruturas em geral. Nos países europeus é
empregada para a composição de peças de pequeno porte até grandes vigas e arcos. Seu
grande sucesso apoia-se nas inúmeras vantagens que este material apresenta, dentre elas estão
a facilidade de composição de estruturas com as mais variadas formas e dimensões.
Figura 35 – Aplicação de MLC em arco treliçado.

46
Figura 36 – Aplicação de MLC em pórtico de seção variável.
Figura 37 – Aplicação de MLC em meio agressivo
Figura 38 – Aplicação de MLC em pórtico triarticulado

47
9. ELEMENTOS DE LIGAÇÃO UTILIZADOS EM SISTEMAS ESTRUTURAIS DE MADEIRA
Muitas vezes as ligações entre os elementos dos sistemas estruturais em madeira necessitam
utilizar materiais que permitam efetuar junções de elevada resistência e rigidez com facilidade
de execução. Em função disto, ao longo do desenvolvimento da tecnologia de estruturas de
madeira foram desenvolvidos uma série de conectores que viabilizam o projeto e a execução
de estruturas com a confiabilidade necessária a um sistema estrutural.
Entre estes conectores destacam-se dois tipos: os conectores em chapa metálica perfurada
(com furos para pregação ou parafusamento) e as chapas estampadas denteadas (tipo Gang-
Nail). A utilização destes conectores deve ser especificada no projeto em função das
características estruturais requeridas.
Figura 39 – Chapas metálicas estampadas denteadas (tipo Gang-nail)
Este tipo de conector proporciona ligações rígidas, sem causar o enfraquecimento da peça de
madeira, resultando em estruturas leves, resis tentes e duráveis, além de facilitar sua
industrialização.

48
Figura 40 – Utilização de conectores do tipo gang-nail em estrutura de cobertura
Figura 41 – Utilização de conectores do tipo gang-nail em estrutura de cobertura
10. CONSIDERAÇÕES FINAIS
Os PW, LVL, OSB e MLC representam uma nova tecnologia, substituindo a madeira serrada
com vantagens como maior resistência e flexibilidade dimensional. Como a laminação
dispersa os defeitos da madeira, as propriedades mecânicas destes derivados são mais
uniformes, e no processo de fabricação, o aproveitamento das toras é pelo menos 35% mais
eficiente quando comparado ao uso da madeira sólida. Assim, os materiais derivados tornam-
se uma alternativa viável para diversos fins e sua versatilidade é um exemplo de
aproveitamento dos recursos florestais.

49
A madeira se caracteriza pela sua facilidade de transformação e por ser uma matéria prima
renovável cujo aproveitamento racional não prejudica o meio ambiente. Os avanços
tecnológicos têm permitido melhorar as propriedades de seus produtos derivados, criar novos
produtos e ampliar sua aplicação, possibilitando que a madeira seja um material ainda mais
versátil e altamente indicado para compor sistemas estruturais.
11. BIBLIOGRAFIA
APAWOOD. (2000). Home page da American Plywood Association: http://www.apawood.org ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (1997). NBR 7190 – Projeto de estruturas
de madeira. São Paulo. 107p. BCC. (2000). Home page da Boise Cascade Corporation: http://www.bc.com. CANPLY. (2000). Home page da Canadian Plywood Association: http://www.canply.org. CASTRO, E. M. (2000). Processos de fabricação de chapas. In: Processamento da madeira. Bauru –
SP, p.213-236. CERLIANI, C. & BAGGENSTOS, T. Sperrholzarchitektur. Ed. Lignum, Suíça, 1997. 243p. COMISSION OF THE EUROPEAN COMMUNITIES. EUROCOE 5 - Common unified rules for
timber structures. Luxembourg, 1995. CPA. (2000). Home page da Composite Panel Association: http://www.pbmdf.com. CWC. (2000). Home page da Canadian Wood Council: http://www.cwc.ca. GÓES, J. L. N. (1998). Estudo de emendas utilizadas em vigas de madeira laminada colada.
Orientador: Prof. Dr. José Antônio Matthiesen. Ilha Solteira, Departamento de Engenharia Civil - FEIS - UNESP, 1998. Relatório de Iniciação Científica. 82p.
GÓES, J. L. N. (1999). Estudo de emendas biseladas utilizadas em vigas de madeira laminada colada
para espécies nativas comerciais. Orientador: Prof. Dr. José Antônio Matthiesen. Ilha Solteira, Departamento de Engenharia Civil - FEIS - UNESP, 1999. Relatório de Iniciação Científica. 105p.
GÓES, J. L. N. (2000). Materiais Derivados de Madeira. Monografia apresentadas na Disciplina de
Pós-Graduação SCM5753-USP, 2000. MAINIERI, C. Manual de identificação das principais madeiras comerciais brasileiras. São Paulo,
Instituto de Pesquisas Tecnológicas do Estado de São Paulo, 1983. MAINIERI C.; CHIMELO, J.P. Fichas de características das madeiras brasileiras. 2.ed. São Paulo,
Instituto de Pesquisas Tecnológicas do Estado de São Paulo, 1989. JANKOWSKY, I.P. Madeiras brasileiras. Caxias do Sul, Spectrum, 1990.

50
OLIVEIRA, F. G. R. (1999). LVL: Processo de Fabricação e Controle de Qualidade. São Carlos. Monografia apresentada na disciplina Materiais Derivados de Madeira - EESC - USP.
SALES, A. (1996). Proposição de classes de resistência para madeira. São Paulo. 223p. Tese
(Doutorado) - Escola Politécnica, USP. SALES, A. 2000. Classes de Resistência para Madeira. Revista Madeira: arquitetura e
engenharia, v.1, n.1, p. 25-30. SALES, A. 2004. Sistema de Classes de Resistência para Dicotiledôneas: Revisão da NBR
7190/97. Revista Madeira: arquitetura e engenharia, v.13, n.1, p. 10-21. SALES, A.; Rocco Lahr, F. A. (2000). Notas de Aula Disciplina Materiais Derivados de Madeira –
Processos e Aplicações. SBA. (2000). Home page da Structural Board Association: http://www.osbguide.com. STAMATO, G. C. (1998). Resistência ao Embutimento da Madeira Compensada. São Carlos,
Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo. 135p. STAMATO, G. C. (2000). Ligações em Estruturas de Madeira Compostas por Chapas de Madeira
Compensada. São Carlos, Monografia apresentada para o exame de qualificação (Doutorado) – Escola de Engenharia de São Carlos, Universidade de São Paulo. 93p.











![Cuaderno digital..[1]](https://img.document.onl/doc/110x75/558a589bd8b42a88468b46fd/cuaderno-digital1.jpg)