Embed Size (px)
Citation preview
DETERMINAÇÃO DA TAXA DE INCRUSTAÇÃO EM TROCADORES DE
CALOR COM O AUXÍLIO DE MÉTODOS DE OTIMIZAÇÃO
Rômulo Ornellas do Valle
Dissertação de Mestrado apresentada ao
Programa de Pós-graduação em Engenharia
Mecânica, COPPE, da Universidade Federal do
Rio de Janeiro, como parte dos requisitos
necessários à obtenção do título de Mestre em
Engenharia Mecânica.
Orientadores: Marcelo José Colaço
Nísio de Carvalho Lobo Brum
Rio de Janeiro
Setembro de 2012
DETERMINAÇÃO DA TAXA DE INCRUSTAÇÃO EM TROCADORES DE
CALOR COM O AUXÍLIO DE MÉTODOS DE OTIMIZAÇÃO
Rômulo Ornellas do Valle
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA
(COPPE) DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE
EM CIÊNCIAS EM ENGENHARIA MECÂNICA.
Examinada por:
_________________________________________________ Prof. Marcelo José Colaço, D. Sc.
_________________________________________________ Prof. Nísio de Carvalho Lobo Brum, D. Sc.
_________________________________________________ Prof. Leandro Alcoforado Sphaier, Ph.D.
_________________________________________________ Prof. Rodrigo Otávio de Castro Guedes, Ph.D.
RIO DE JANEIRO, RJ - BRASIL
SETEMBRO DE 2012

iii
Valle, Rômulo Ornellas do
Determinação da taxa de Incrustação em Trocadores de
Calor com o Auxílio de Métodos de Otimização / Rômulo
Ornellas do Valle. – Rio de Janeiro: UFRJ/COPPE, 2012.
XIV, 116 p.: il.; 29,7 cm.
Orientadores: Marcelo José Colaço
Nísio de Carvalho Lobo Brum
Dissertação (mestrado) – UFRJ/ COPPE/ Programa de
Engenharia Mecânica, 2012.
Referências Bibliográficas: p. 111-116.
1. Trocador de Calor. 2. Incrustação. 3. Otimização. I.
Colaço, Marcelo José et al. II. Universidade Federal do Rio
de Janeiro, COPPE, Programa de Engenharia Mecânica.
III. Título.

iv
Aos meus queridos pais Antônio e Nara,
que sempre me apoiaram na realização deste trabalho.
v
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
DETERMINAÇÃO DA TAXA DE INCRUSTAÇÃO EM TROCADORES DE
CALOR COM O AUXÍLIO DE MÉTODOS DE OTIMIZAÇÃO
Rômulo Ornellas do Valle
Setembro/2012
Orientadores: Marcelo José Colaço
Nísio de Carvalho Lobo Brum
Programa: Engenharia Mecânica
Este trabalho tem por objetivo a análise de dados operacionais da 3ª bateria de
pré-aquecimento de petróleo da unidade de destilação atmosférica e vácuo (UDAV) (U-
210) da Refinaria Henrique Lage (REVAP) da PETROBRAS. Os dados operacionais
foram coletados com a unidade em operação no período de maio de 2004 a maio de
2011. Procurou-se filtrar os dados operacionais em busca de erros de medição ou pontos
de operação instável dos equipamentos, para isto realizou-se uma análise dos dados em
rotinas computacionais no Fortran, onde foram calculados parâmetros operacionais
como tensão de cisalhamento, temperatura de filme e parede, coeficientes de troca
térmica, velocidade de escoamento e fatores operacionais. Com estes dados, foi possível
obter relações entre os parâmetros acima mencionados e a evolução da resistência de
incrustação. Após esta análise, foi aplicado o método de otimização “Particle Swarm”
ou enxame de partículas a modelos matemáticos encontrados na literatura para prever a
taxa de incrustação futura do equipamento, como Ebert Panchal, Polley e Nasvr e Givi.
Os resultados obtidos foram comparados com dados da literatura. Os resultados
previstos pelo modelo apresentaram conformidade satisfatória com os dados coletados
experimentalmente.

vi
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
DETERMINATION OF FOULING RATE IN HEAT EXCHANGERS WITH
ASSISTANCE OF OPTIMIZATION METHODS
Rômulo Ornellas do Valle
September/2012
Advisors: Marcelo José Colaço
Nísio de Carvalho Lobo Brum
Department: Mechanical Engineering
This work aims to analyze operational data from the 3ª pre-heating oil battery of
the crude atmospheric and vacuum distillation unit (UDAV) (U-210) of the Henrique
Lage Refinery (REVAP) PETROBRAS. Operational data were collected with the unit
in operation from May 2004 to May 2011. We tried to filter the operational data
searching for errors of measurement or unstable operational conditions of the
equipment, for this objective, data analysis in Fortran computer routines calculated
operational parameters such as shear stress, wall and film temperatures, heat transfer
coefficients, flow rate and operating factors F, P and R. With this data, it was possible
to find a relationship between the parameters mentioned above and the development of
the fouling resistance. After this analysis, was applied the optimization method
"Particle Swarm" to predictive models found in literature, such as Ebert-Panchal, Polley
and Nasvr and Givi, to predict the future fouling rate of the equipment. The results were
compared with data obtained from the literature and showed a satisfactory compliance
with the data collected experimentally.
vii
Sumário
Resumo..………………………….........……...………............…………………………v
Abstract.............................................................................................................................vi
Sumário........................................................................................................................... vii
Lista de Figuras ............................................................................................................... ix
Lista de Tabelas ............................................................................................................. xiii
Capítulo 1 - Introdução..................................................................................................... 1
1.1 - A Destilação Atmosférica e a Vácuo ................................................................... 4
1.2 - Apresentação do Problema................................................................................... 7
1.3 - Objetivos do Trabalho.......................................................................................... 9
Capítulo 2 - Revisão Bibliográfica ................................................................................. 11
2.1 – Princípios Básicos.............................................................................................. 11
2.2 - Mecanismos de Incrustação ............................................................................... 14
2.2.1 - Material Biológico / Orgânico .................................................................... 16
2.2.2- Cristalização................................................................................................. 17
2.2.3- Deposição de material particulado ............................................................... 18
2.2.4- Corrosão ....................................................................................................... 19
2.2.5- Incrustação por reação química.................................................................... 20
2.2.6 - Alguns fatores que influenciam no processo de incrustação por reação
química ................................................................................................................... 31
2.3 – Estudos Experimentais ...................................................................................... 35
2.4 - Modelos de incrustação para reação química..................................................... 39
2.4.1 - Modelo de Kern e Seaton (1959) ................................................................40
2.4.2 - Modelo de Paterson e Fryer (1985).............................................................41
2.4.3 - Modelo de Belmar e Beiny (1993).............................................................. 43
2.4.4 - Modelo de Ebert e Panchal (1995)..............................................................45
viii
2.4.5 - Modelo de Polley et. al. (2002) ................................................................... 49
2.4.6 – Modelo de Nasr e Givi (2006).................................................................... 50
2.5- Resumo dos Modelos Apresentados .................................................................. 51
Capítulo 3 - Formulação do problema............................................................................ 53
3.1 - Dados operacionais ............................................................................................ 53
3.2 - Filtros implementados........................................................................................ 57
3.2.1 - Fator F e P ................................................................................................... 58
3.3 - Formulação do problema de otimização ............................................................62
3.4 – Método de otimização – Particle Swarm...........................................................65
Capítulo 4 - Resultados e Discussões............................................................................. 68
4.1- Análise dos dados operacionais........................................................................... 73
4.1.1 - Características químicas.............................................................................. 73
4.1.2 - Temperatura e velocidade ........................................................................... 75
4.2- Previsão da incrustação ....................................................................................... 78
4.2.1 - P57............................................................................................................... 79
4.2.2 - P58............................................................................................................... 83
4.2.3 - P59............................................................................................................... 86
4.2.4 - P60A............................................................................................................ 89
4.2.5 - P60B............................................................................................................ 92
4.2.6 – P61.............................................................................................................. 95
4.3- Análise de erro dos dados operacionais .............................................................. 99
4.3.1 – Erro introduzido pelos instrumentos de campo.......................................... 99
4.3.2 – Erro devido a metodologia de cálculo de Uop........................................... 103
Capítulo 5 - Conclusões e Sugestões............................................................................ 105
Anexo A – Exemplo de tabela com dados de entrada .................................................. 105
Referências: .................................................................................................................. 105
ix
Lista de Figuras
Figura 1 – Esquema de refino em uma refinaria hipotética..............................................3
Figura 2 - Bateria de pré-aquecimento simplificada (ESDU, 2006). ............................... 6
Figura 3a/b - Incrustação em trocadores de calor (a) tubos; (b) casco. Cortesia:
Petrobras. .......................................................................................................................... 7
Figura 4 - Custos devido à incrustação em refinarias nos EUA – ESDU (2006)............. 8
Figura 5 – Perfil de temperaturas na superfície de um tubo de troca térmica. (HTRI,
2011)............................................................................................................................... 12
Figura 6 –Mecanismo geral de incrustação por reação química (Watiknson e Wilson,
1997)............................................................................................................................... 20
Figura 7 – Classificação das moléculas de Petróleo (Wiehe, 2000)............................... 21
Figura 8 – Mecanismo de incrustação por autoxidação (Taylor 1968). ......................... 26
Figura 9 – Mecanismo de Incrustação por deposição de Asfaltenos (Eaton e Lux, 1984).
........................................................................................................................................ 28
Figura 10 - Efeito dos asfaltenos na incrustação – Dickakian e Seay (1988) ................ 29
Figura 11 – Diagrama do estudo de decomposição térmica (Wiehe, 2000)................... 30
Figura 12 – Organização do Projeto CROF (Macchietto et. al. 2009). .......................... 36
Figura 13 – Cilindro aquecido. (Macchietto et. al. 2009) ..............................................38
Figura 14 - Curvas idealizadas para a incrustação. ........................................................ 41
Figura 15 - Comparação da equação (20) com dados Experimentais da Exxon. (Ebert e
Panchal 1999) ................................................................................................................. 48
Figura 16 - Regiões de ocorrência de depósitos em função da temperatura de filme e
tensão de cisalhamento na parede. (Ebert e Panchal 1999)............................................ 48
Figura 17- Comparação entre o modelo modificado de Polley et.al. (2002) com os dados
de Knudsen et.al. (1999). ............................................................................................... 50
Figura 18 – Seqüência para o cálculo da resistência de Incrustação em tempo real. ..... 54
Figura 19 – Bateria de Pré-Aquecimento (BPA) da U-210 da REVAP......................... 55
Figura 20 – “Cross” de temperatura em um trocador de calor (HTRI, 2011). ............... 58
x
Figura 21 – Trocador de Calor Casco e Tubo com dois passes nos tubos. .................... 58
Figura 22 – Carta gráfica para o fator F. (TEMA, 2007) ............................................... 60
Figura 23 – Região de sensibilidade a flutuações de processo. Armad et. al. (1988) .... 61
Figura 24 – Derivada constante para limite de Pmax (Armad et. al., 1988). ................... 62
Figura 25- Rotina do método do enxame de partículas (Colaço e Dulikravich, 2009). . 67
Figura 26 – Resistência de incrustação. ......................................................................... 68
Figura 27 –Resistência de incrustação operacional: (a) P57; (b) P58 (c) P59; (d) P60a;
(e) P60b; (f) P61. ............................................................................................................ 69
Figura 28 – Vazão de operação dos trocadores (a) P57, (b) P58, (c) P59, (d) P60a, (e)
P60b, (f) P61................................................................................................................... 71
Figura 29 – Temperatura de entrada lado quente e frio (a) P57, (b) P58, (c) P59, (d)
P60a, (e) P60b, (f) P61. .................................................................................................. 73
Figura 30 – Esquema da unidade de destilação atmosférica e a vácuo. ......................... 73
Figura 31a/b – Relação de Rf com a velocidade no casco e nos tubos........................... 77
Figura 32 – Relação Rf com velocidade no casco do P57 e P58. .................................. 77
Figura 33a/b – Relação de Rf com a velocidade no casco para os trocadores P59, P60a/b
e P61. .............................................................................................................................. 78
Figura 34 – Resistência de Incrustação P57: comparação valor operacional x previsão
modelo Ebert e Panchal (1999). ..................................................................................... 79
Figura 35 - Resistência de Incrustação P57: comparação valor operacional x previsão
modelo Polley (2006). .................................................................................................... 80
Figura 36 - Resistência de Incrustação P57: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 80
Figura 37 a/b/c – P57: Histórico de convergência dos modelos utilizados.................... 83
Figura 38 - Resistência de Incrustação P58: comparação valor operacional x Previsão
modelo Ebert e Panchal (1999). ..................................................................................... 84
Figura 39 - Resistência de Incrustação P58: comparação valor operacional x Previsão
modelo Polley (2006). .................................................................................................... 84

xi
Figura 40 - Resistência de Incrustação P58: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 84
Figura 41 - P58: Histórico de convergência. .................................................................. 86
Figura 42 - Resistência de Incrustação P59: comparação valor operacional x Previsão
modelo Ebert e Panchal (2006). ..................................................................................... 87
Figura 43 - Resistência de Incrustação P59: comparação valor operacional x Previsão
modelo Polley (2006). .................................................................................................... 87
Figura 44 - Resistência de Incrustação P59: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 87
Figura 45 - P59: Histórico de convergência. .................................................................. 89
Figura 46 - Resistência de Incrustação P60a: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 90
Figura 47 - Resistência de Incrustação P60a: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 90
Figura 48 - Resistência de Incrustação P60a: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 90
Figura 49 – P60a: Histórico de convergência................................................................. 92
Figura 50 - Resistência de Incrustação P60b: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 93
Figura 51 - Resistência de Incrustação P60b: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 93
Figura 52 - Resistência de Incrustação P60b: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 93
Figura 53 – P60a: Histórico de convergência................................................................. 95
Figura 54 - Resistência de Incrustação P61: comparação valor operacional x Previsão
modelo Ebert Panchal (2006). ........................................................................................ 95
Figura 55 - Resistência de Incrustação P61: comparação valor operacional x Previsão
modelo Polley (2006). .................................................................................................... 96
xii
Figura 56 - Resistência de Incrustação P61: comparação valor operacional x Previsão
modelo Nasr e Givi (2006). ............................................................................................ 96
Figura 57 – P61: Histórico de convergência. ................................................................. 98
Figura 58 – Erro potencial no cálculo de Rf a partir de dados operacionais: (a) P57; (b)
P58; (c) P59; (d) P60a; (e) P60b; (f) P61. .................................................................... 102
Figura 59 – Correntes de escoamento pelo lado do casco............................................ 103
Figura 60 – Temperatura das diferentes correntes de escoamento no interior do
equipamento. ................................................................................................................ 104
Figura 61 – Número de Reynolds do casco: (a)P57, (b)P58, (c)P59, (d)P60a, (e)P60b e
(f)P61. ........................................................................................................................... 105
Figura 62 a-f – Coeficientes de transferência de Calor (h): (a) P57 (b) P58 (c) P59
(d)P60a (e)P60b (f) P61................................................................................................ 105
xiii
Lista de Tabelas
Tabela 1 – Análise dos depósitos formados em trocadores de uma bpa (Critenden et. al.,
1992)............................................................................................................................... 23
Tabela 2 – Depósitos em unidades de refinarias Watiknson (1988). ............................. 24
Tabela 3 – Deposição observada em unidade de destilação – Lambourne e Durrieu
(1983). ............................................................................................................................ 24
Tabela 4 – Valores para a Energia de Ativação obtida em estudos na literatura
(Watiknson, 1988). ......................................................................................................... 34
Tabela 5 - Ajuste das constantes do modelo de Ebert e Panchal (1999). ....................... 47
Tabela 6 - Resumo dos modelos apresentados. .............................................................. 51
Tabela 7 – Instrumentos utilizados no monitoramento da 3º bpa da U-210 da Revap... 56
Tabela 8 – Geometria dos trocadores da 3º bpa da U-210 da Revap. ............................ 56
Tabela 9 – Numero de pontos retirados da base de dados após a aplicação de filtros. .. 70
Tabela 10 – Potencial de incrustação dos fluidos do casco............................................ 75
Tabela 11 – Valores médios para a temperatura, velocidade e resistência de incrustação.
........................................................................................................................................ 75
Tabela 12 – Parâmetros encontrados pela rotina de otimização para os modelos
utilizados......................................................................................................................... 81
Tabela 13 – Parâmetros de literatura para os modelos utilizados................................... 81
Tabela 14 – Parâmetros de otimização do trocador P57. ............................................... 82
Tabela 15 - Parâmetros encontrados pela rotina de otimização para os modelos
utilizados......................................................................................................................... 85
Tabela 16 - Parâmetros de otimização do trocador P58. ................................................ 85
Tabela 17 – P59: Parâmetros calibrados dos modelos utilizados................................... 88
Tabela 18 - Parâmetros de otimização do trocador P59. ................................................ 88
Tabela 19 – P60a: Parâmetros calibrados dos modelos utilizados. ................................ 91
Tabela 20 - Parâmetros de otimização do trocador P60a. .............................................. 91
xiv
Tabela 21 – P60b: Parâmetros calibrados dos modelos utilizados................................. 94
Tabela 22 - Parâmetros de otimização do trocador P60b. .............................................. 94
Tabela 23 – P61: Parâmetros calibrados dos modelos utilizados................................... 96
Tabela 24 - Parâmetros de otimização do trocador P61. ................................................ 97
1
Capítulo 1 - Introdução
O petróleo é uma mistura complexa de ocorrência natural, composto de diversos
tipos de moléculas formadas em sua maior parte por hidrocarbonetos. Estes átomos de
carbono, hidrogênio, oxigênio, nitrogênio e enxofre se combinam de forma
infinitamente variável. Aos componentes mais viscosos e pesados correspondem
moléculas contendo grande número de átomos de carbono, enquanto que componentes
mais leves e voláteis apresentam número menor de átomos de carbono, formando
cadeias menores.
A forma mais freqüente de se classificar o petróleo ou seus derivados é através
dos termos “leve” e “pesado”, os quais estão associados à densidade, normalmente
expressa em graus API. Um petróleo “leve” corresponde à faixa de 30 a 45°API e o
petróleo pesado entre 10 e 20° API. Sendo assim, quanto maior o grau API do petróleo,
mais facilmente ele é processado.
O petróleo em seu estado natural possui muitas impurezas, tornando o seu uso e
valor limitados. Para que possa ser utilizado como combustível e matéria prima para os
mais variados produtos, o petróleo deve passar por uma série de processos de refino,
promovendo a separação de frações com propriedades físicas e químicas estáveis,
consistindo cada fração de um derivado de petróleo. Entre todas as frações possíveis de
serem obtidas, as frações líquidas constituídas de hidrocarbonetos de massa molecular
média são as mais valorizadas, cuja finalidade é as mais diversas, como combustíveis e
solventes.
O refino de petróleo constitui-se de uma série de etapas operacionais para a
obtenção de produtos determinados. Refinar o petróleo é, portanto, separar as frações
desejadas, processá-las e industrializá-las, transformando-as em produtos vendáveis. Em
tese é possível obter de qualquer petróleo todos os derivados, no entanto a quantidade
de unidades operacionais impediria tal proposição devido a inviabilidade econômica da
refinaria. Há petróleos que necessitam de poucas etapas operacionais para a obtenção
dos derivados na qualidade requerida e conseqüentemente são mais valiosos, outros, no
entanto, necessitam de várias etapas e por isso são mais baratos. Esta classificação está
geralmente ligada ao grau API e ao teor de contaminantes presentes no estado natural, o
2
que faz com que seja necessário utilizar materiais mais nobres nas unidades de
processamento.
Desta forma, uma vez que não existe apenas um tipo de petróleo, as
características físico químicas de cada tipo, como também as necessidades do mercado
local, vão determinar quais derivados em quais quantidades podem ser obtidos e, daí,
como a refinaria deve operar. Desta forma, as unidades de uma refinaria variam de
acordo com o seu objetivo e carga processada, levando a diferentes esquemas de refino.
Cada refinaria é constituída de um conjunto (arranjo) próprio de unidades de
refino. Cada unidade possui um processo de refino específico, fracionando o petróleo
em várias correntes, que servem de carga para unidades subseqüentes e fornecem os
derivados produzidos pela refinaria. Portanto, o esquema de refino consiste de um
conjunto de unidades que buscam compatibilizar o tipo de petróleo e a necessidade de
derivados do mercado atendido pela refinaria.
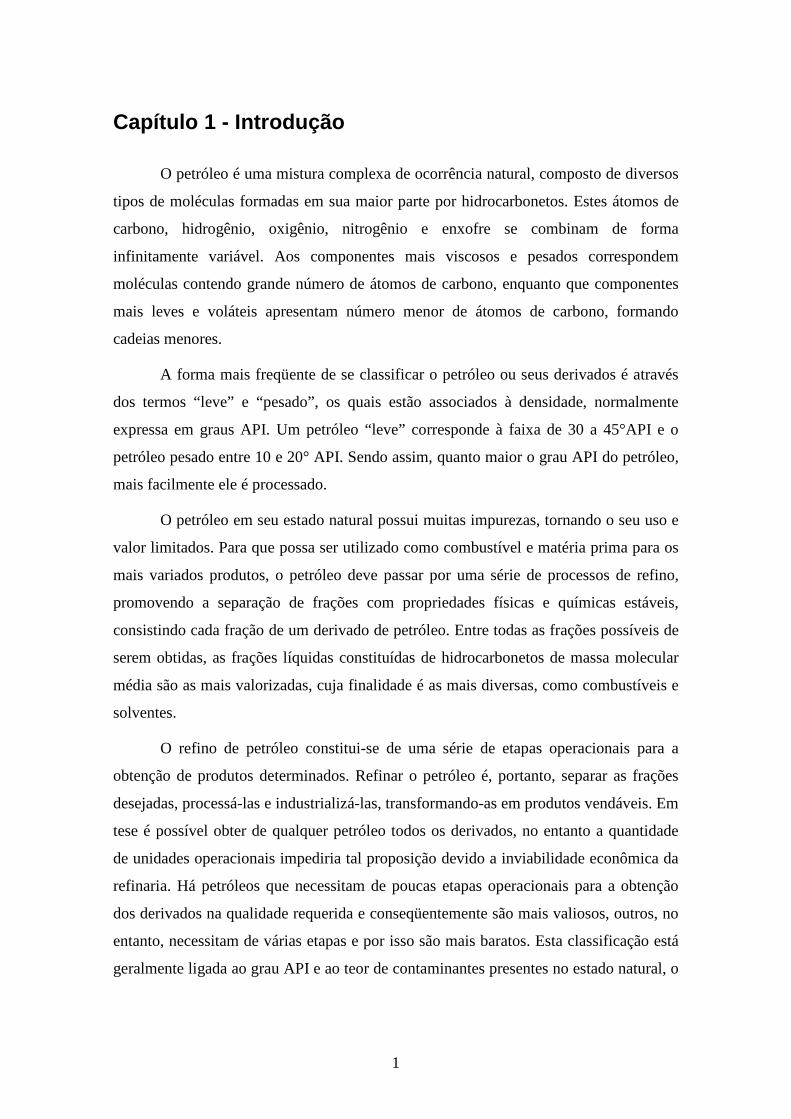
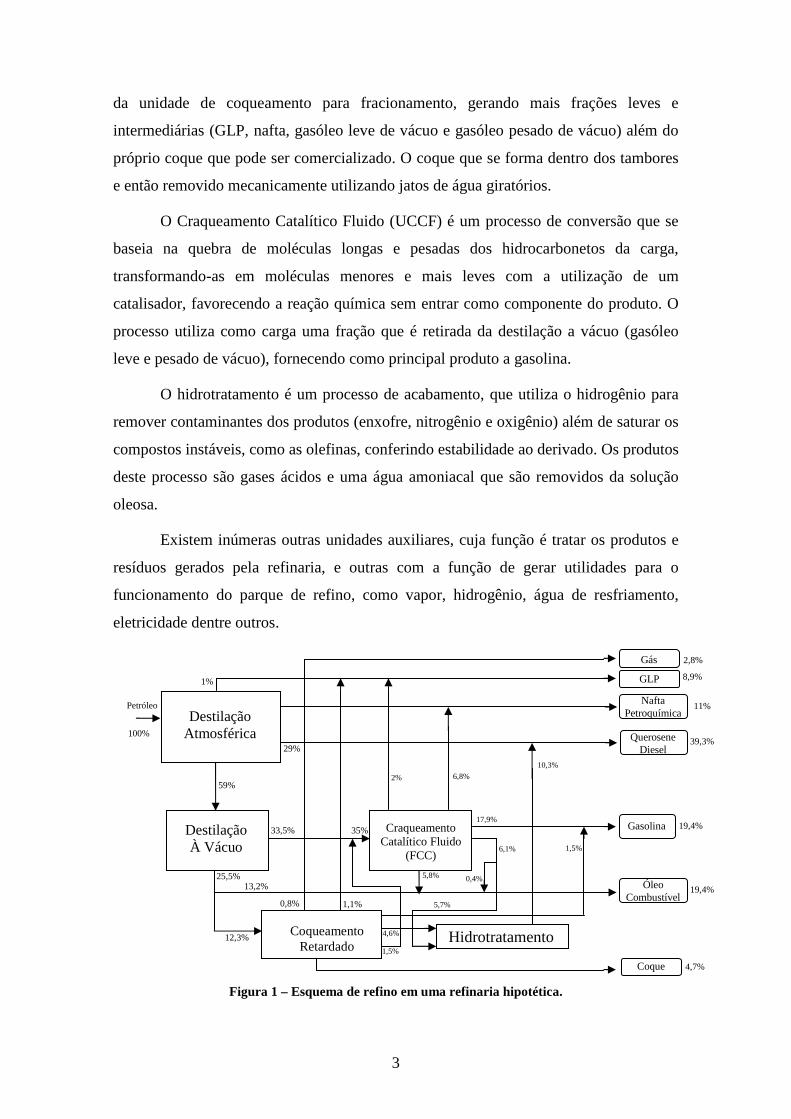
A figura (1) apresenta o esquema de refino simplificado de uma refinaria
moderna hipotética. A destilação atmosférica promove através do aquecimento da carga,
a separação dos compostos já existentes no petróleo em uma torre de destilação, sendo
este o único processo que tem como carga o petróleo cru e, como conseqüência, todos
os outros processos da refinaria dependem direta ou indiretamente de alguma corrente
de saída desta unidade.
As frações mais pesadas do petróleo, que não foram separadas na destilação
atmosférica, descem para o fundo da torre e vão constituir o resíduo atmosférico (RAT),
que geralmente é a carga para uma segunda destilação, agora sob vácuo, onde recebe
mais calor. O sistema é mais complexo que na destilação atmosférica, mas segue o
mesmo processo dos pratos que recolhem as frações menos pesadas, geralmente na
faixa do óleo diesel e do óleo combustível. No fundo da torre é recolhido um novo
resíduo, chamado de resíduo de vácuo (RV), que será usado para produção de asfalto ou
óleo combustível pesado, podendo também servir de carga para a unidade de
coqueamento retardado.
O coqueamento retardado utiliza como carga o resíduo de vácuo que de outra
forma serviria como óleo combustível. Consiste no aquecimento da carga até pouco
acima de 500ºC, onde ocorre o craqueamento térmico, e é então enviada a tambores
onde permanece resfriando. Os vapores craqueados são levados a fracionadora principal
3
da unidade de coqueamento para fracionamento, gerando mais frações leves e
intermediárias (GLP, nafta, gasóleo leve de vácuo e gasóleo pesado de vácuo) além do
próprio coque que pode ser comercializado. O coque que se forma dentro dos tambores
e então removido mecanicamente utilizando jatos de água giratórios.
O Craqueamento Catalítico Fluido (UCCF) é um processo de conversão que se
baseia na quebra de moléculas longas e pesadas dos hidrocarbonetos da carga,
transformando-as em moléculas menores e mais leves com a utilização de um
catalisador, favorecendo a reação química sem entrar como componente do produto. O
processo utiliza como carga uma fração que é retirada da destilação a vácuo (gasóleo
leve e pesado de vácuo), fornecendo como principal produto a gasolina.
O hidrotratamento é um processo de acabamento, que utiliza o hidrogênio para
remover contaminantes dos produtos (enxofre, nitrogênio e oxigênio) além de saturar os
compostos instáveis, como as olefinas, conferindo estabilidade ao derivado. Os produtos
deste processo são gases ácidos e uma água amoniacal que são removidos da solução
oleosa.
Existem inúmeras outras unidades auxiliares, cuja função é tratar os produtos e
resíduos gerados pela refinaria, e outras com a função de gerar utilidades para o
funcionamento do parque de refino, como vapor, hidrogênio, água de resfriamento,
eletricidade dentre outros.
Figura 1 – Esquema de refino em uma refinaria hipotética.
Gás 2,8%
100%
Destilação Atmosférica
Destilação À Vácuo
Coqueamento Retardado
Craqueamento Catalítico Fluido
(FCC)
Hidrotratamento
GLP
Nafta Petroquímica
Querosene Diesel
Gasolina
Óleo Combustível
Coque
59%
25,5% 13,2%
12,3%
1%
29%
33,5%
0,8% 1,1%
35%
4,6%
1,5%
5,8% 0,4%
6,1%
17,9%
6,8% 2%
1,5%
5,7%
10,3%
8,9%
11%
39,3%
19,4%
19,4%
4,7%
Petróleo
4
1.1 - A Destilação Atmosférica e a Vácuo
Entre os processos de refino, a unidade de destilação atmosférica e a vácuo
(UDAV) é o principal consumidor de energia. O óleo que entra na unidade deve ser
aquecido desde a temperatura ambiente até próximo de 350ºC. Grande parte do calor
necessário ao processo de destilação (60-70%) é recuperado através dos produtos da
torre de destilação e das correntes de refluxo (“pump-arounds”) utilizando trocadores
de calor. Estes equipamentos são usualmente conectados em uma rede chamada de
bateria de pré-aquecimento (bpa).
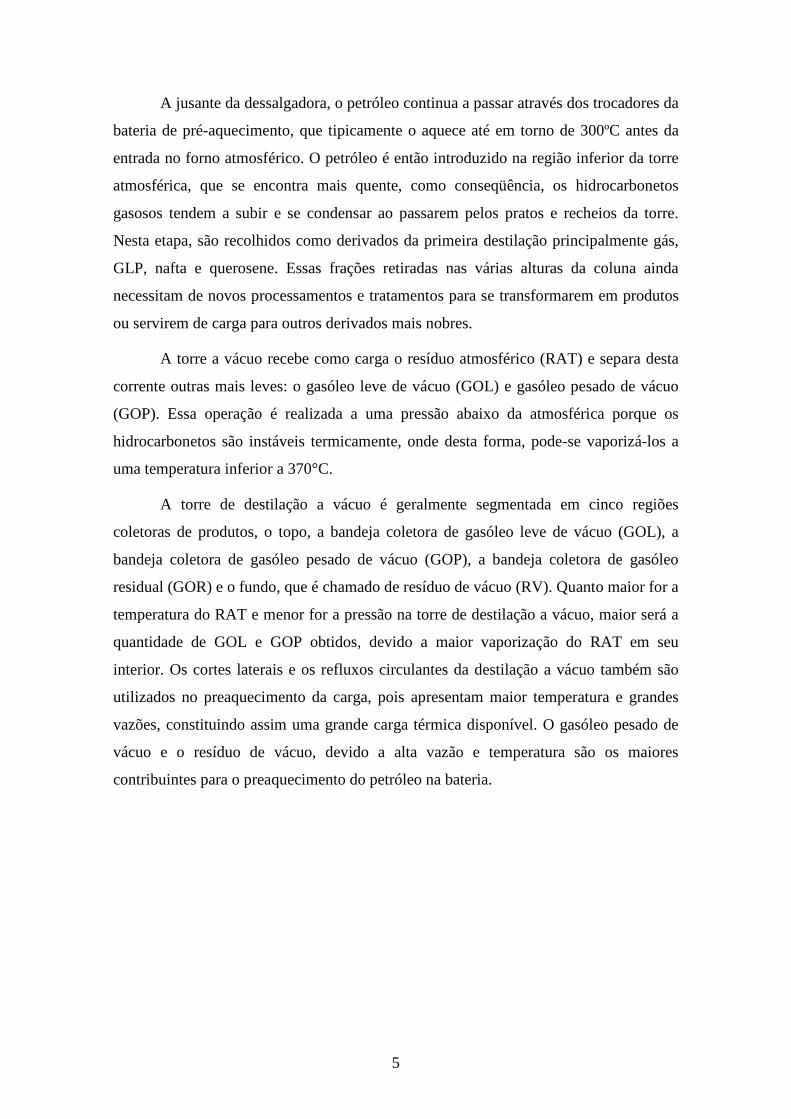
Uma unidade de destilação atmosférica é ilustrada na figura 2. O petróleo
proveniente do tanque de armazenamento é normalmente bombeado para a UDAV a
temperatura ambiente, onde este é então aquecido até aproximadamente 150ºC nos
primeiros trocadores da bateria de pré-aquecimento antes de entrar em contato com água
na dessalgadora.
A dessalgadora é de extrema importância para a unidade, sua função é remover
do petróleo contaminantes como os sais, que são em sua maioria cloretos, sulfatos e
carbonatos de cálcio, magnésio e sódio, estes contaminantes podem causar problemas
operacionais a jusante da mesma, especialmente na forma de corrosão e incrustação nos
trocadores seguintes da bpa, além do forno e torre atmosférica.
A dessalgação é então realizada misturando-se água ao petróleo que entra na
dessalgadora, formando assim uma emulsão. Conseqüentemente, os materiais iônicos
migram para a fase aquosa, onde são separados do óleo juntamente com as gotículas de
água. Este processo é acelerado utilizando-se precipitação eletrostática, que consiste em
dois eletrodos que geram um campo elétrico no interior da emulsão, provocando assim
o coalescimento das gotículas de água.
Quando a dessalgadora é operada corretamente, deverá promover uma
concentração de apenas 0,1 a 0,4% de BS&W (basic sediments and water), com uma
concentração de sais de menos de 0,45 kg por 10000 barris de óleo. Com a utilização de
óleos mais pesados a sua operação torna-se mais complexa e os níveis apresentados
mais difíceis de serem atingidos.
5
A jusante da dessalgadora, o petróleo continua a passar através dos trocadores da
bateria de pré-aquecimento, que tipicamente o aquece até em torno de 300ºC antes da
entrada no forno atmosférico. O petróleo é então introduzido na região inferior da torre
atmosférica, que se encontra mais quente, como conseqüência, os hidrocarbonetos
gasosos tendem a subir e se condensar ao passarem pelos pratos e recheios da torre.
Nesta etapa, são recolhidos como derivados da primeira destilação principalmente gás,
GLP, nafta e querosene. Essas frações retiradas nas várias alturas da coluna ainda
necessitam de novos processamentos e tratamentos para se transformarem em produtos
ou servirem de carga para outros derivados mais nobres.
A torre a vácuo recebe como carga o resíduo atmosférico (RAT) e separa desta
corrente outras mais leves: o gasóleo leve de vácuo (GOL) e gasóleo pesado de vácuo
(GOP). Essa operação é realizada a uma pressão abaixo da atmosférica porque os
hidrocarbonetos são instáveis termicamente, onde desta forma, pode-se vaporizá-los a
uma temperatura inferior a 370°C.
A torre de destilação a vácuo é geralmente segmentada em cinco regiões
coletoras de produtos, o topo, a bandeja coletora de gasóleo leve de vácuo (GOL), a
bandeja coletora de gasóleo pesado de vácuo (GOP), a bandeja coletora de gasóleo
residual (GOR) e o fundo, que é chamado de resíduo de vácuo (RV). Quanto maior for a
temperatura do RAT e menor for a pressão na torre de destilação a vácuo, maior será a
quantidade de GOL e GOP obtidos, devido a maior vaporização do RAT em seu
interior. Os cortes laterais e os refluxos circulantes da destilação a vácuo também são
utilizados no preaquecimento da carga, pois apresentam maior temperatura e grandes
vazões, constituindo assim uma grande carga térmica disponível. O gasóleo pesado de
vácuo e o resíduo de vácuo, devido a alta vazão e temperatura são os maiores
contribuintes para o preaquecimento do petróleo na bateria.
6
Figura 2 - Bateria de pré-aquecimento simplificada (ESDU, 2006).
Portanto, a bateria de preaquecimento (bpa) da UDAV é de fundamental
importância para a refinaria, pois através dos produtos quentes e refluxos circulantes da
unidade, recupera-se calor, auxiliando no controle de temperatura da torre. Infelizmente,
durante a operação, os trocadores de calor da bpa vão perdendo eficiência, devido
principalmente a formação de depósitos na superfície de troca térmica. Estes depósitos
podem ser de natureza diferente de acordo com o trocador analisado. Nos trocadores
antes da dessalgadora, o principal processo de incrustação encontrado é a deposição de
sais, onde as temperaturas são mais baixas e o petróleo ainda possui muitos sais
dissolvidos. Com o avanço da temperatura, nos trocadores finais da bateria, a
incrustação por reação química predomina, tornando-se o tipo de incrustação mais
preocupante, pois ocorre nos trocadores com maior temperatura de operação, onde se
espera a maior recuperação energética.
7
1.2 - Apresentação do Problema
Refinarias de Petróleo se assemelham à micro-economias, onde é necessário
utilizar efetivamente os recursos energéticos disponíveis, minimizando o consumo de
energia para que se mantenham competitivas. Além disso, existem as restrições
ambientais que limitam as emissões permitidas, demandando maior controle sobre os
processos e conseqüentemente, maior eficiência dos equipamentos.
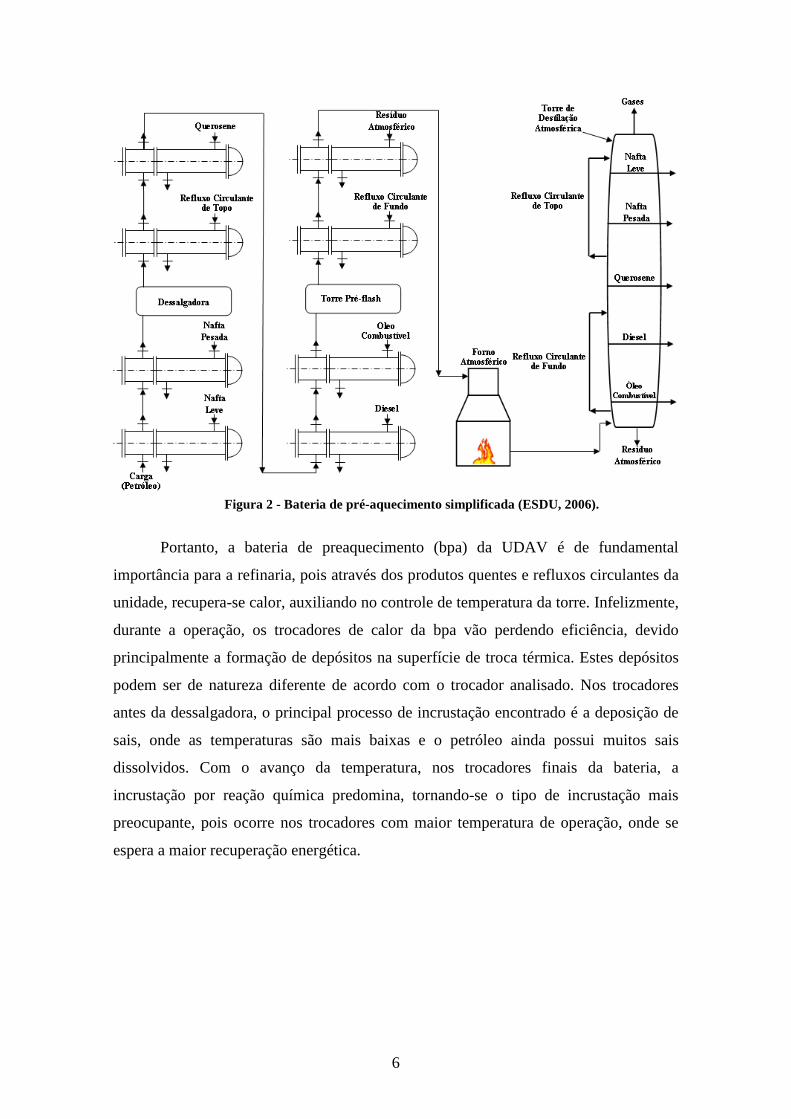
Na indústria, a incrustação é geralmente definida como a formação de depósitos
indesejáveis na superfície de equipamentos de processo como os trocadores de calor
(figura 3a/b), levando a sua perda de eficiência e conseqüente diminuição da
recuperação energética. Neste contexto, as unidades de destilação atmosférica e a vácuo,
como principais consumidores de energia da refinaria, tornam-se unidades que merecem
atenção especial. A perda de eficiência na bateria de pré-aquecimento destas unidades
leva a grandes prejuízos financeiros, pois reduz a temperatura de entrada do forno,
acarretando o aumento de consumo de combustível e, em muitos casos, ao decréscimo
de produção da unidade.
(a) (b)
Figura 3a/b - Incrustação em trocadores de calor (a) tubos; (b) casco. Cortesia: Petrobras.
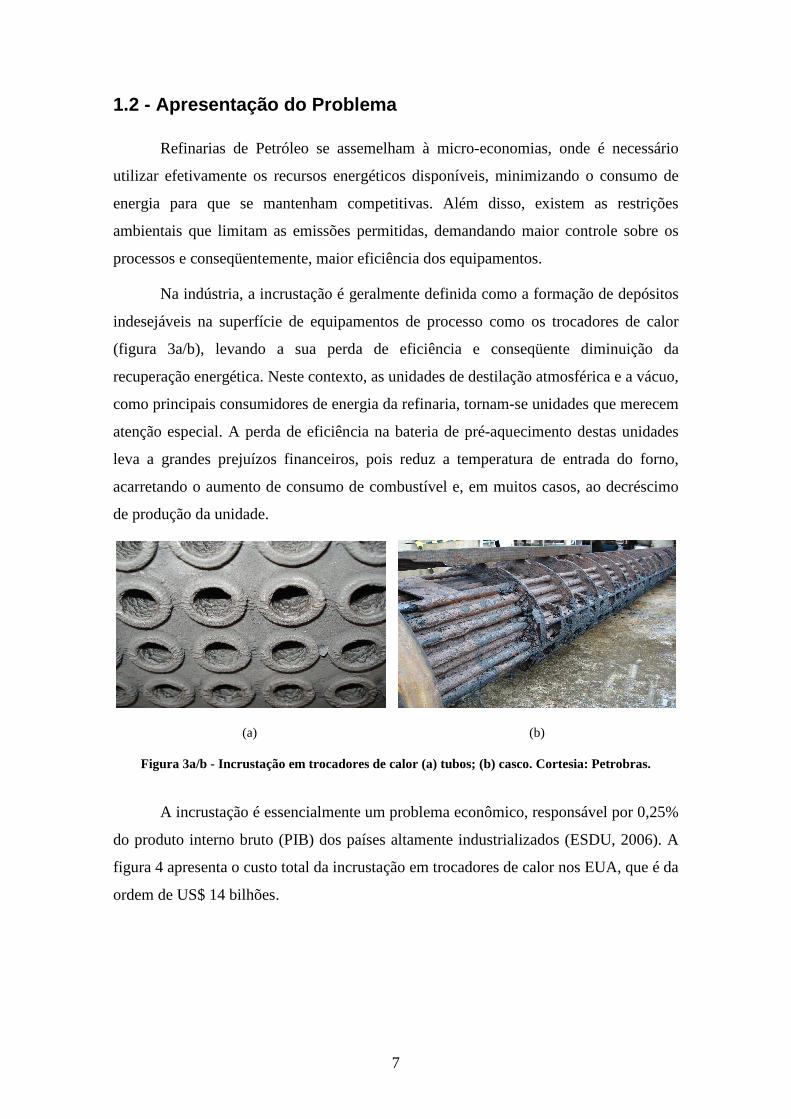
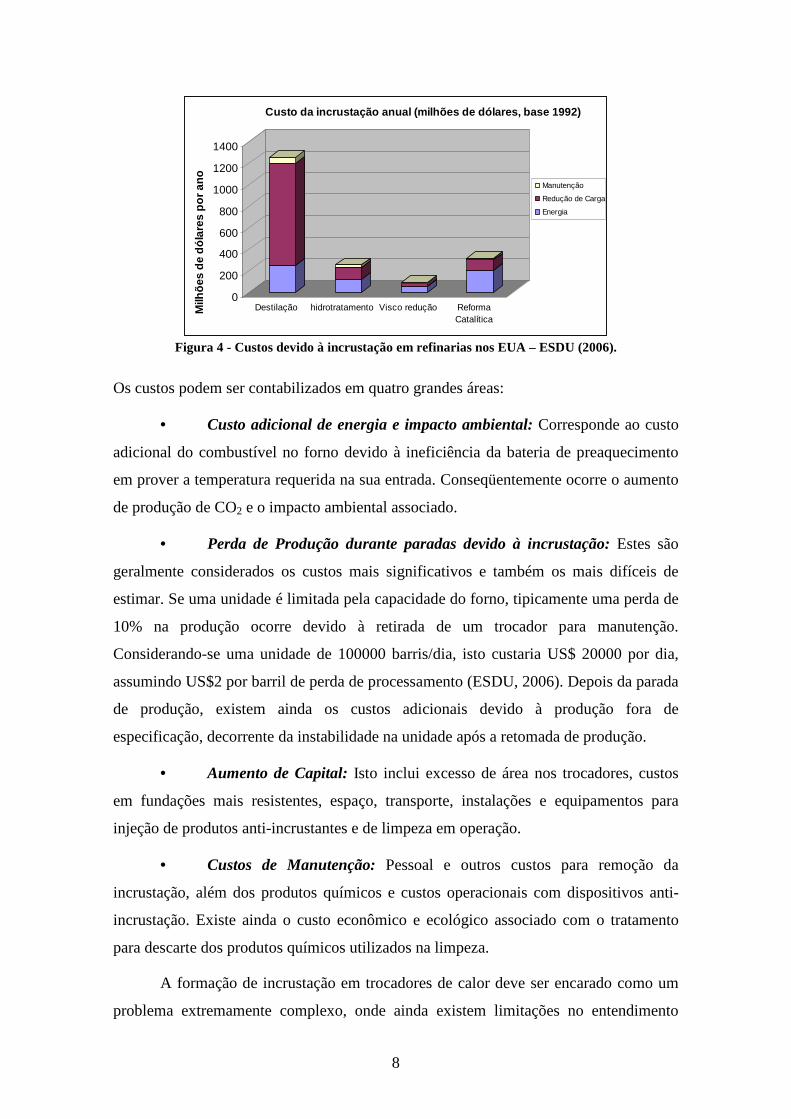
A incrustação é essencialmente um problema econômico, responsável por 0,25%
do produto interno bruto (PIB) dos países altamente industrializados (ESDU, 2006). A
figura 4 apresenta o custo total da incrustação em trocadores de calor nos EUA, que é da
ordem de US$ 14 bilhões.
8
0
200
400
600
800
1000
1200
1400
Milh
ões
de d
ólar
es p
or a
no
Destilação hidrotratamento Visco redução ReformaCatalítica
Custo da incrustação anual (milhões de dólares, bas e 1992)
Manutenção
Redução de Carga
Energia
Figura 4 - Custos devido à incrustação em refinarias nos EUA – ESDU (2006).
Os custos podem ser contabilizados em quatro grandes áreas:
• Custo adicional de energia e impacto ambiental: Corresponde ao custo
adicional do combustível no forno devido à ineficiência da bateria de preaquecimento
em prover a temperatura requerida na sua entrada. Conseqüentemente ocorre o aumento
de produção de CO2 e o impacto ambiental associado.
• Perda de Produção durante paradas devido à incrustação: Estes são
geralmente considerados os custos mais significativos e também os mais difíceis de
estimar. Se uma unidade é limitada pela capacidade do forno, tipicamente uma perda de
10% na produção ocorre devido à retirada de um trocador para manutenção.
Considerando-se uma unidade de 100000 barris/dia, isto custaria US$ 20000 por dia,
assumindo US$2 por barril de perda de processamento (ESDU, 2006). Depois da parada
de produção, existem ainda os custos adicionais devido à produção fora de
especificação, decorrente da instabilidade na unidade após a retomada de produção.
• Aumento de Capital: Isto inclui excesso de área nos trocadores, custos
em fundações mais resistentes, espaço, transporte, instalações e equipamentos para
injeção de produtos anti-incrustantes e de limpeza em operação.
• Custos de Manutenção: Pessoal e outros custos para remoção da
incrustação, além dos produtos químicos e custos operacionais com dispositivos anti-
incrustação. Existe ainda o custo econômico e ecológico associado com o tratamento
para descarte dos produtos químicos utilizados na limpeza.
A formação de incrustação em trocadores de calor deve ser encarado como um
problema extremamente complexo, onde ainda existem limitações no entendimento
9
detalhado dos vários processos envolvidos. A resistência imposta à transferência de
calor pela camada de incrustação deve ser levada em conta na fase de projeto do
equipamento, sob a pena de o trocador de calor não executar o serviço requerido.
Em geral, o acumulo de depósitos na superfície de troca térmica é um processo
gradual. A camada de depósito se desenvolve ao longo de um período, que em alguns
casos pode atingir a sua espessura máxima em algumas horas após o início da operação,
em outros, após meses ou anos de operação se terá pouca ou nenhuma evidencia de sua
formação.
Atualmente, para contabilizar a perda de eficiência dos trocadores de calor, a
maioria dos engenheiros utiliza valores fixos para a resistência formada pela incrustação
ao longo da superfície de troca térmica. Estes “fatores de incrustação” são em muitos
casos aqueles recomendados pelo TEMA (2007) (Tubular Exchanger Manufacturers
Association) para os fluidos envolvidos. Através desta prática, pouco se leva em conta
os vários fatores que afetam a formação de depósitos, levando a necessidade de uma
nova abordagem.
1.3 - Objetivos do Trabalho
O presente trabalho tem como objetivo avaliar dados operacionais da 3ª bateria
de pré-aquecimento de petróleo da unidade de destilação atmosférica e vácuo (UDAV)
(U-210) da Refinaria Henrique Lage (REVAP) da PETROBRAS. Os dados analisados
foram obtidos através de um sistema de monitoramento que vem sendo implantado nas
refinarias da companhia para obter dados reais do desempenho da bpa, possibilitando
assim acompanhar a evolução da resistência de incrustação nos equipamentos
monitorados e prever o melhor momento para a sua retirada para limpeza, possibilitando
traçar estratégias para mitigar o problema.
Os dados operacionais como vazões, temperaturas de operação, carga térmica e
propriedades físicas dos fluidos são analisados juntamente com as características
construtivas de cada equipamento, onde obtem-se a tensão de cisalhamento,
velocidades, coeficientes de troca térmica e temperaturas de filme e parede, com a
finalidade de verificar relações com o aumento da taxa de incrustação. Após esta
análise, utilizamos modelos matemáticos obtidos na literatura para a incrustação por
reação química e ajustamos os seus parâmetros aos dados coletados para a resistência de
10
incrustação. As análises propostas foram feitas em rotinas computacionais
desenvolvidas em linguagem fortran. Os dados obtidos foram então carregados em
rotinas no software Mathematica para análise dos dados.
O trabalho encontra-se organizado em seis capítulos os quais estão dispostos da
seguinte forma:
Capítulo 1 – Introdução:
Este capítulo refere-se à introdução do trabalho, apresentando o contexto em
que o problema encontra-se inserido, juntamente com a sua justificativa de estudo e
relevância.
Capítulo 2 – Revisão Bibliográfica:
Este capítulo apresenta uma revisão da literatura, mostrando os principais fatores
que influenciam o processo de incrustação por reação química na superfície de troca
térmica de trocadores de calor. Este capítulo apresenta também uma revisão
bibliográfica dos principais modelos matemáticos existentes para a previsão do processo
de incrustação por reação química.
Capítulo 3 – Formulação do problema:
Neste capítulo é apresentada a formulação do problema e a metodologia
proposta para adaptar os modelos matemáticos encontrados na literatura ao coeficiente
de incrustação obtido no monitoramento da unidade.
Capítulo 4 – Resultados:
Neste capítulo são apresentados os resultados obtidos utilizando a metodologia
empregada, onde se adaptou os modelos matemáticos encontrados na literatura ao
coeficiente de incrustação observado, além de discutir a validade dos dados
operacionais e sua relação com parâmetros de operação dos equipamentos, como
características dos fluidos processados, temperatura e velocidade de escoamento.
Capítulo 5 – Conclusões e sugestões:
Este capítulo é reservado à apresentação das conclusões e às sugestões de
trabalhos futuros.
11
Capítulo 2 - Revisão Bibliográfica
2.1 – Princípios Básicos
O acumulo de partículas inorgânicas e orgânicas, microrganismos,
macromoléculas e produtos de corrosão sobre superfícies aquecidas produzem o
fenômeno conhecido como incrustação.
A incrustação é um processo físico-químico complexo, sendo um fenômeno
essencialmente dinâmico em sua natureza, onde vários processos de naturezas diferentes
podem se formar independentemente ou em combinação na mesma superfície, e a sua
evolução depende de um grande número de variáveis, como o tipo de carga e sua
composição, parâmetros de projeto do equipamento e condições operacionais.
Grande parte das refinarias sofre com os efeitos da incrustação, que variam entre
queda de produção, aumento da freqüência de manutenção, perda de eficiência e
entupimentos em equipamentos, resultando sempre em aumento de custos operacionais.
Os equipamentos de processo mais afetados pelo problema são os trocadores de calor.
Nestes equipamentos, a incrustação pode ser percebida através do aumento da perda de
carga, como conseqüência da redução do diâmetro interno dos tubos por onde escoa o
fluido e pelo aumento da resistência de troca térmica, provocado pela adição de uma
camada de incrustação.
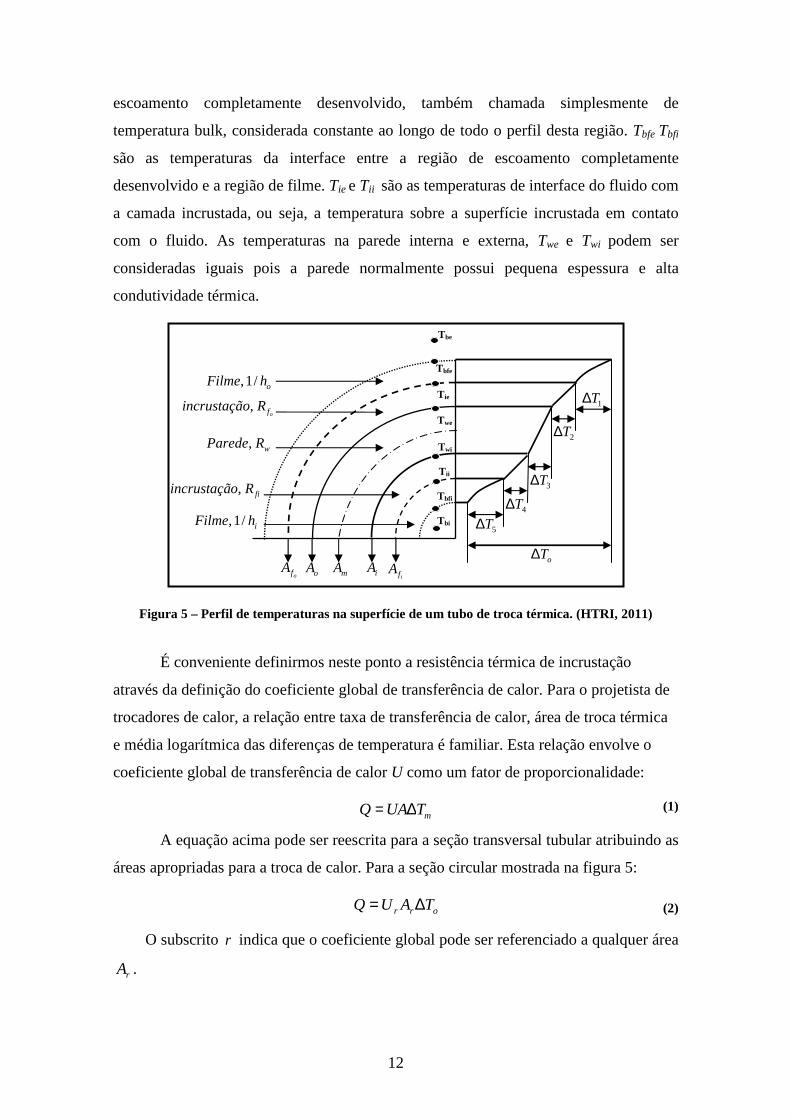
Na figura 5 abaixo podemos verificar o perfil de temperaturas em um tubo onde
ocorre incrustação. Os subscritos i e e correspondem a região interna e externa aos
tubos. A região de filme é a camada de fluido onde o perfil de temperatura tem uma
variação significativa. Esta região é conhecida como camada limite térmica. A
espessura da camada limite térmica é dependente das condições do escoamento,
portanto tem relação com a camada limite hidrodinâmica. A outra é a região de
escoamento completamente desenvolvido, onde o fluido tem velocidade praticamente
constante se o escoamento for turbulento, e um perfil parabólico se o escoamento for
laminar. Nesta região não existe variação significativa de temperatura do fluido,
podendo a temperatura ser considerada constante, onde é geralmente designada pelo
termo em inglês bulk. As temperaturas apresentadas correspondem a temperaturas de
referência, a serem usadas nos modelos de formação de depósito, os quais serão
apresentados mais a diante. Assim, Tbi e Tbe são as temperaturas do fluido na região de
12
escoamento completamente desenvolvido, também chamada simplesmente de
temperatura bulk, considerada constante ao longo de todo o perfil desta região. Tbfe Tbfi
são as temperaturas da interface entre a região de escoamento completamente
desenvolvido e a região de filme. Tie e Tii são as temperaturas de interface do fluido com
a camada incrustada, ou seja, a temperatura sobre a superfície incrustada em contato
com o fluido. As temperaturas na parede interna e externa, Twe e Twi podem ser
consideradas iguais pois a parede normalmente possui pequena espessura e alta
condutividade térmica.
Figura 5 – Perfil de temperaturas na superfície de um tubo de troca térmica. (HTRI, 2011)
É conveniente definirmos neste ponto a resistência térmica de incrustação
através da definição do coeficiente global de transferência de calor. Para o projetista de
trocadores de calor, a relação entre taxa de transferência de calor, área de troca térmica
e média logarítmica das diferenças de temperatura é familiar. Esta relação envolve o
coeficiente global de transferência de calor U como um fator de proporcionalidade:
mTUAQ ∆= (1)
A equação acima pode ser reescrita para a seção transversal tubular atribuindo as
áreas apropriadas para a troca de calor. Para a seção circular mostrada na figura 5:
orr TAUQ ∆= (2)
O subscrito r indica que o coeficiente global pode ser referenciado a qualquer área
rA .
1T∆
2T∆
3T∆
4T∆
5T∆
oT∆if
AiAmAoAof
A
ohFilme /1,
ofRoincrustaçã ,
ihFilme /1,
fiRoincrustaçã ,
wRParede,
Tbe
Tbfe
T ie
Twe
Twi
T ii
Tbfi
Tbi

13
Portanto, o projetista deve calcular o coeficiente global de transferência de calor
U e determinar a área de troca A necessária para determinada carga térmica Q , em
função da diferença de temperatura entre os fluidos mT∆ . Para o cálculo do U, deve-se
conhecer as propriedades dos fluidos, condições de processo e geometria do
equipamento utilizado. Adicionalmente deve-se ter correlações empíricas ou semi-
empíricas em termos de propriedades adimensionais e grupos geométricos.
A figura (5) mostra o calor sendo transferido a uma taxa Q entre dois fluidos
através da parede de um tubo de troca térmica. As resistências encontradas, que tem
dimensão de ( ) 12 −KmW , são:
• Resistência dos filmes de líquido interno (i) e externo (o), ih1 e oh1
• Resistência de incrustação nas paredes interna e externa, fiR e foR
• Resistência de parede wR
Devido à mesma taxa de transferência de calor Q atravessar cada seção da
parede dos tubos, o T∆ através de cada seção é proporcional a sua resistência térmica,
ou seja:
54321
11TAhTA
RTA
x
kTA
RTAhQ fiii
fimo
fofoo ∆=∆
=∆
∆=∆
=∆= (3)
Observando que ∑∆=∆ io TT , 5...2,1=i Portanto:
∑=
++++==∆
5
1 21
1
112
ifwf
ri
ro h
RRRhA
QR
A
QT
(4)
Onde obtemos a resistência global:
21
1
1112 h
RRRhU fwf ++++=
(5)
14
2.2 - Mecanismos de Incrustação
O assunto incrustação é tão vasto quanto as limitações que existem para o seu
total entendimento. Os estudos sobre o tema geralmente são atrelados ao tipo de
equipamento e ao fluido analisado. Na indústria do petróleo, por exemplo, a incrustação
está presente em grande parte dos equipamentos de processo, como tubulações, vasos,
torres, reatores, tanques e trocadores de calor. Nas plataformas de petróleo ocorrem
principalmente problemas por deposição de sais, como o sulfato de bário e estrôncio e
os carbonatos de cálcio e magnésio. Enquanto os sulfatos são depositados devido à
mistura de água do mar, rica em sulfatos, com a água presente no interior dos
reservatórios de petróleo, rica em íons de bário e estrôncio, os carbonatos são
precipitados devido à mudança na saturação, que é muito sensível a variações de
temperatura, pressão e pH.
No refino, em sistemas de água de resfriamento, a deposição de sais e
sedimentos carreados para o sistema na torre de resfriamento representa uma linha de
estudo específica (ESDU, 2006). Porém, o tipo de incrustação que trás mais prejuízos
econômicos e dificuldades operacionais é a incrustação pela carga de petróleo e suas
correntes, pois afeta diretamente a recuperação energética da refinaria.
Em geral, a habilidade de se transferir calor continua como tema central de
muitos processos industriais. Como conseqüência, muita atenção tem sido dispensada
em melhorar o entendimento dos mecanismos de transferência de calor e o
desenvolvimento de correlações mais precisas para trocadores de calor, que possam ser
aplicadas na fase de projeto. Pelo outro lado, no passado recente, pouca atenção havia
sido dada ao problema da incrustação. Uma revisão do tema apresentada por
Somerscales (1988) traça um histórico do entendimento do fenômeno, dividindo o
desenvolvimento do tema em quatro épocas. A cronologia segue o desenvolvimento das
técnicas de monitoramento. No primeiro período, em torno de 1920, a preocupação
estava diretamente ligada a observação do fenômeno e elaboração de técnicas para
reduzir o problema, com pouca ou nenhuma ênfase no entendimento dos mecanismos
envolvidos. O segundo período, entre 1920 e 1935 buscou-se desenvolver técnicas para
se medir o nível de incrustação e representá-las. Os dez anos seguintes, de 1935 a 1945
foram marcados pelo extensivo uso dos chamados “fatores de incrustação”, pois
representava a melhor forma de se prever numericamente os efeitos térmicos adversos
15
da presença de depósitos na superfície de transferência de calor. De 1945 até os dias
atuais um foco cientifico tem sido dado ao problema, com investigações mais
detalhadas dos mecanismos que estão por trás da incrustação em trocadores de calor.
A importância do problema tem motivado numerosos estudos nas últimas
décadas. Os pioneiros no tema, como Nelson (1934), Kern e Seaton (1959), Hewitt
(1964), Taylor (1968) e Reich e Stivala (1969) buscavam caracterizar as condições onde
ocorre a incrustação, identificando os mecanismos e parâmetros operacionais que
governam a sua formação, como temperatura, pressão, velocidade de escoamento,
composição do petróleo e teor de contaminantes. Gilmour (1965) foi pioneiro
apresentando trabalho com orientações práticas para minimizar os efeitos da
incrustação.
A categorização da incrustação em vários tipos tem se tornado comum na
atualidade. Uma classificação típica é a proposta por Epstein (1994), sugerindo como
mecanismos principais a incrustação por material biológico/orgânico, incrustação por
corrosão, formação de particulados, cristalização e incrustação por reação química.
Murphy e Campbell (1992) apresentaram novas classificações levando em consideração
dados operacionais de refinarias, classificando a incrustação em sete categorias, sendo
quatro delas, sais inorgânicos, sedimentos, sólidos filtráveis e produtos de corrosão,
provenientes de impurezas na carga, e as outras três, polimerização por processos
oxidativos, precipitação de asfaltenos e formação de coque provenientes da reação
química de constituintes da carga, no caso o petróleo.
No presente trabalho, analisamos os efeitos da incrustação em uma bateria de
pré-aquecimento de petróleo, com temperaturas próximas a 300°C. Neste contexto,
mesmo com a presença de contaminantes na carga como materiais particulados, sais
inorgânicos e produtos de corrosão, a incrustação por reação química é o processo
governante.
Segundo Watiknson e Wilson (1997), a incrustação pode ocorrer em toda a
bateria de preaquecimento, mas diferentes mecanismos podem se destacar em cada
trocador. A montante da dessalgadora, a incrustação por sais, precipitados e impurezas,
compostos parafínicos e produtos de corrosão são predominantes, a jusante a
incrustação geralmente é dominada por reação química. Abaixo apresentamos de forma
ilustrativa alguns dos principais mecanismos conhecidos, divididos de acordo com a
16
classificação proposta pelo HTRI (2011), e em seguida uma revisão bibliográfica da
incrustação por reação química e os principais fatores responsáveis pela sua evolução.
2.2.1 - Material Biológico / Orgânico
A incrustação por material biológico ou orgânico se desenvolve na superfície de
troca térmica que está em contato com água não tratada do mar, rios ou lagos, onde o
material varia de algas a mariscos. Geralmente um filme fino destas camadas representa
uma grande resistência térmica, na maioria dos casos este material se combina ou se
superpõe a outros processos de incrustação, como cristalização e sedimentação.
Este tipo de incrustação é um dos maiores problemas encontrados em sistemas
de água de resfriamento. Uma distinção deve ser feita entre incrustação por material
“macro” e “micro” biológico. Material macro biológico está relacionado a deposição de
crustáceos que se depositam na parede de troca térmica, similar ao que acontece com as
rochas em contato com a água do mar. A incrustação por material micro biológico
refere-se a deposição de microrganismos, que estão presentes em sistemas de água de
resfriamento, incluindo bactérias aeróbicas e anaeróbicas, como os fungos. Estes
microrganismos podem entrar no sistema através da água de reposição do sistema ou
através da torre de resfriamento e varia com a fonte e estação do ano.
As condições operacionais em um resfriador são geralmente favoráveis ao
crescimento de microrganismos, devido a temperatura e disponibilidade de carbono,
nitrogênio, fósforo e outros micronutrientes. O biofilme formado age como uma
armadilha para materiais particulados e produtos de corrosão, facilitado a corrosão do
metal base devido a atividade biológica.
O desenvolvimento de um biofilme ocorre em seis estágios:
• Migração do material biológico para a superfície de troca de calor;
• Difusão da bactéria para a superfície;
• Adesão da bactéria a superfície
• Crescimento do filme. Requer o transporte de nutrientes do meio para
reprodução;
• Adesão de partículas orgânicas e inorgânicas ao filme
17
• Remoção de parte do biofilme por tensão de cisalhamento exercida pelo
fluido.
Vazamentos de fluidos de processo, especialmente hidrocarbonetos, podem
potencializar o crescimento acelerado de lodo, formando bactérias, já que o crescimento
das mesmas é limitado devido a ausência de carbono. A quantidade de lodo produzida
está diretamente relacionada com a concentração de nutrientes e oxigênio na água. A
maioria dos microrganismos atinge maior taxa de crescimento com pH próximo a 7.
Este tipo de incrustação é potencializada com o aumento da rugosidade superficial,
devido a presença de mais núcleos ativos e maior área de contato.
2.2.2- Cristalização
Cristalização é uma das formas mais comuns de incrustação. Juntamente com a
deposição de material biológico e orgânico, é o processo mais comum em sistemas de
água de resfriamento, mas também se encontra presente em outros sistemas, como os
primeiros trocadores da bateria de pré-aquecimento de petróleo, onde a carga ainda
possui muitos sais dissolvidos.
A cristalização ocorre como resultado da supersaturação de espécies químicas,
tipicamente sais na superfície aquecida de trocadores de calor. Existem dois tipos de
solubilidade de sais, normal e reversa. A saturação de sais de solubilidade normal
aumenta com a temperatura, enquanto que sais de solubilidade inversa diminuem sua
solubilidade com o aumento de temperatura. Sais de solubilidade inversa, como o
carbonato de cálcio são tipicamente os mais problemáticos.
O petróleo possui água emulsificada e sais dissolvidos. Dois mecanismos pelos
quais os sais cristalizam na superfície de troca térmica são solubilidade e vaporização de
água. Sais podem exibir solubilidade normal (aumenta com o aumento da temperatura)
ou solubilidade inversa (diminui com o aumento da temperatura). Devido ao
incremento de temperatura do óleo através da bateria de pré-aquecimento, os sais que
possuem solubilidade inversa cristalizam na superfície de troca térmica quando saturam
na emulsão de água.
Para sistemas de água de resfriamento diretrizes gerais para mitigação da
deposição de sais de solubilidade inversa é projetar o equipamento para temperatura
bulk da água até 50°C e temperatura de parede de 60°C, assim como manter tensão de
18
cisalhamento acima de 10 Pa no interior dos tubos. Em trocadores de calor operando
com água de resfriamento em refinarias, a água de resfriamento é colocada na maioria
dos casos nos tubos, devido a dificuldade de se controlar a temperatura pelo lado do
casco onde podem existir pontos quentes onde a cristalização pode se desenvolver
rapidamente.
2.2.3- Deposição de material particulado
A deposição de particulados pode ocorrer em líquidos e gases. Em líquidos o
material particulado pode ser produtos de corrosão carreados de outros pontos da planta
de processo. No petróleo, os sedimentos podem ser predominantemente óxidos de ferro
(FeO e Fe2O3), sulfetos de ferro (FeS e FeS2) e areia (SiO2). Em sistemas de água de
resfriamento que utilizam água de rios e lagos o material particulado pode ser
proveniente de lodo ou materiais orgânicos em decomposição, que possa eventualmente
se depositar na superfície de troca térmica.
Em vários processos de incrustação, a discussão em torno dos mecanismos de
incrustação deve começar pela deposição de particulados, pois na maioria dos outros
processos, algum aspecto deste mecanismo está envolvido, como exemplo, na
cristalização, a formação dos primeiros cristais na superfície dependem do transporte de
sólidos cristalinos para a superfície. Na incrustação por material biológico/orgânico, os
microrganismos responsáveis pela formação de lodo nas superfícies representam
partículas de pequeno tamanho que devem encontrar a superfície para que ocorra a
colonização. Na incrustação por reação química, algumas reações podem acontecer fora
da superfície, dando origem a partículas que eventualmente vão se depositar na
superfície. A incrustação por corrosão muitas vezes é iniciada pela presença de
partículas na superfície que levam ao inicio do processo corrosivo.
A teoria associada com o transporte de partículas para as superfícies é extensivo
e complexo. Basicamente a chegada de uma partícula a superfície pode ocorrer por dois
mecanismos, sedimentação gravitacional ou transporte de partículas através de fluidos
escoando em um meio. Ambos os mecanismos tem grande relevância na incrustação em
trocadores de calor, mas devido as características de escoamento presentes no interior
destes equipamentos, o transporte de partículas torna-se mais importante.
Duas coisas devem ocorrer antes de uma partícula em suspensão depositar na
superfície de troca térmica e tornar-se parte do depósito existente. Primeiramente a
19
partícula deve ser transportada para a superfície por uma combinação de mecanismos,
incluindo movimento browniano e difusão turbulenta ou pela quantidade de movimento
da partícula.
Quando o petróleo passa pela bateria de pré-aquecimento, o diâmetro das
partículas é tipicamente menor que mµ50 . Os sedimentos geralmente incrustam a
superfície de transferência de calor tornando-se encapsulados em outros depósitos
formados. No entanto, se o escoamento não for suficientemente turbulento, o material
particulado enrijece, se aglomera e impede o escoamento.
A incrustação por material particulado tem sido pesquisada por diversos autores,
onde podemos citar Friedlander e Johnstone (1957), Kneen e Strauss (1969), Beal
(1970), Browne (1974), Gudmundsson (1981), Wood (1981) e Epstein (1988).
2.2.4- Corrosão
Incrustação por corrosão é o processo iniciado por reação eletroquímica na
superfície de transferência de calor. Como a corrosão geralmente afeta a integridade
mecânica do equipamento mais rapidamente que os mecanismos de incrustação
prejudicam o desempenho térmico, este não é universalmente aceito como um
mecanismo de incrustação. No entanto, existem evidências que a corrosão acelera
significamente outros mecanismos de incrustação ou ainda inicia outros. Como exemplo
podemos citar a adesão de asfaltenos, que é diretamente dependente da rugosidade da
superfície e se adere mais facilmente aos sulfetos de ferro do que aos óxidos de ferro,
isto é, a camada passivadora do metal (Crittenden et.al, 1992). A corrosão pode ser
evitada com a correta seleção do material e/ou proteção catódica.
A incrustação por corrosão pode ser formada na própria superfície de
transferência de calor, que reage gerando produtos de corrosão que incrustam a
superfície. De outra forma, a corrosão pode ser formada em outros equipamentos e se
depositar na superfície de troca térmica por precipitação ou mecanismos de
particulados, dependendo se os produtos de corrosão são solúveis ou não nas condições
no interior do fluido (Crittenden et.al., 1992).

20
Superfície de troca térmica
Adesão Reação de Superfície
Transferência de Massa
Reação no meio fluido
A*
A B
B* C
Sentido do fluxo
Precipitação do insolúvel B seguido de transferência de massa
Camada laminar térmica
2.2.5- Incrustação por reação química
A incrustação por reação química está sempre associada a compostos orgânicos,
e tem sido identificada como a principal causa de incrustação em baterias de pré-
aquecimento de petróleo. As altas temperaturas encontradas na superfície de trocadores
de calor favorecem as reações químicas, muitas vezes atuando como catalisadoras,
como ocorre em superfícies que apresentam corrosão. Os principais mecanismos têm
sido revisados por um grande número de autores, como Crittenden (1988), Watiknson
(1988 e 1992) e Murphy e Campbell (1992).
Watiknson (1988) atribuiu a incrustação por reação química em fluidos
orgânicos a três classes gerais de reações: autoxidação, polimerização e decomposição
térmica. A decomposição térmica pode ainda ser divida em dois principais processos,
deposição de asfaltenos e a formação de coque.
Em geral o processo de adesão da incrustação por reação química ocorre devido
à grande concentração de reagentes na carga, formando precursores que em seguida
migram para a superfície formando os depósitos. A figura (7) apresenta a seqüência
proposta por Watiknson e Wilson (1997):
Figura 6 –Mecanismo geral de incrustação por reação química (Watiknson e Wilson, 1997).
Os precursores podem se formar anteriormente ao equipamento em questão,
entrando no trocador com o fluido, onde posteriormente formam o depósito por reação
química na parede. Alternativamente, os reagentes entram no trocador e os precursores
se formam na região bulk do escoamento, na camada limite térmica ou diretamente na
superfície. De forma genérica podemos visualizar na figura 7 os caminhos possíveis até
a formação do depósito. Resumidamente pode-se entender o processo partindo de uma
21
substancia reagente A. Devido a temperatura ou outro agente, a substância A reage
formando o agente precursor B. O fenômeno pode ocorrer no meio fluido e os produtos
migram para a parede do trocador agregando-se na forma sólida B*. Alternativamente, o
reagente A é afetado somente na região próxima a camada limite térmica, onde sofre
deposição por condições físico-químicas induzidas pelo calor, formando A*. A* pode
continuar reagindo e produzindo B* o qual é a substância incrustada. A* ou B* podem
sofrer com a ação do tempo um envelhecimento onde uma série de reações de
polimerização pode acontecer gerando a incrustação final C. Nos casos de deposição
devido ao efeito da gravidade, a substância B pode simplesmente se flocular e se
depositar sobre a parede.
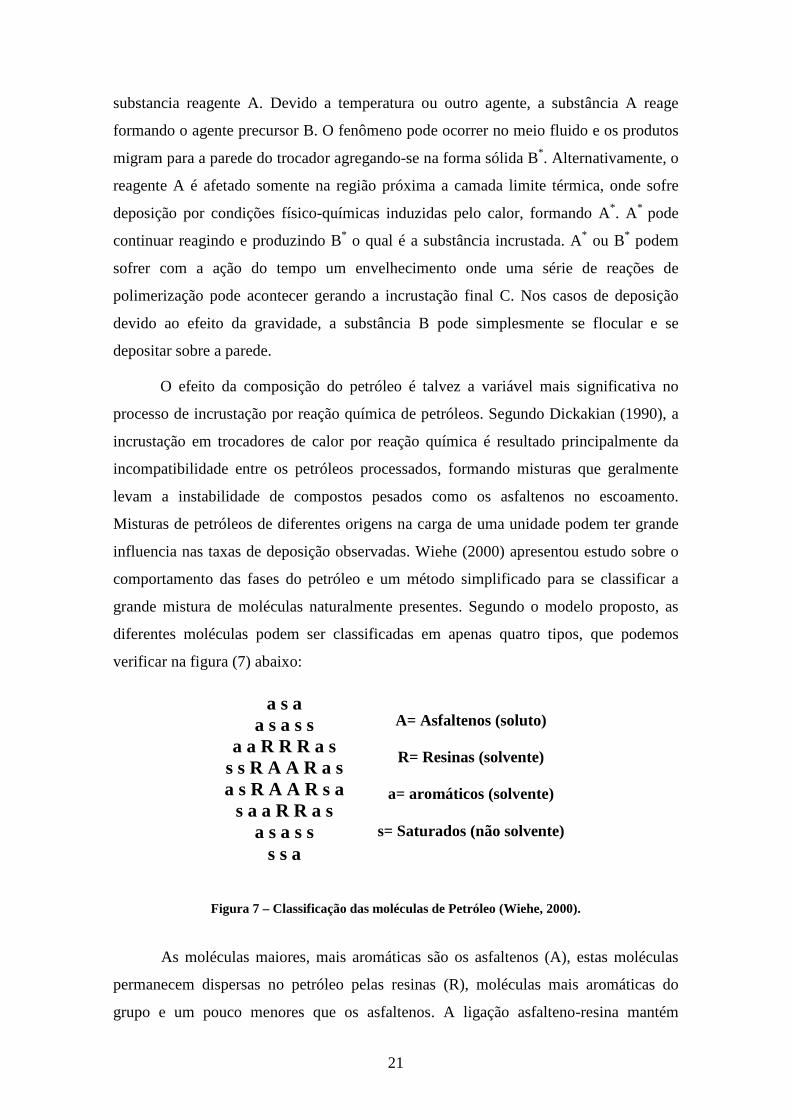
O efeito da composição do petróleo é talvez a variável mais significativa no
processo de incrustação por reação química de petróleos. Segundo Dickakian (1990), a
incrustação em trocadores de calor por reação química é resultado principalmente da
incompatibilidade entre os petróleos processados, formando misturas que geralmente
levam a instabilidade de compostos pesados como os asfaltenos no escoamento.
Misturas de petróleos de diferentes origens na carga de uma unidade podem ter grande
influencia nas taxas de deposição observadas. Wiehe (2000) apresentou estudo sobre o
comportamento das fases do petróleo e um método simplificado para se classificar a
grande mistura de moléculas naturalmente presentes. Segundo o modelo proposto, as
diferentes moléculas podem ser classificadas em apenas quatro tipos, que podemos
verificar na figura (7) abaixo:
Figura 7 – Classificação das moléculas de Petróleo (Wiehe, 2000).
As moléculas maiores, mais aromáticas são os asfaltenos (A), estas moléculas
permanecem dispersas no petróleo pelas resinas (R), moléculas mais aromáticas do
grupo e um pouco menores que os asfaltenos. A ligação asfalteno-resina mantém
a s a a s a s s
a a R R R a s s s R A A R a s a s R A A R s a
s a a R R a s a s a s s
s s a
A= Asfaltenos (soluto)
R= Resinas (solvente)
a= aromáticos (solvente)
s= Saturados (não solvente)
22
dissolvida no petróleo por pequenos anéis aromáticos (a) que funcionam como solventes
e se opõe aos saturados (s) que são os não-solventes. Portanto, os asfaltenos são
mantidos solubilizados no petróleo por um delicado equilíbrio, que pode ser prejudicado
pela adição de saturados a carga ou remoção das resinas e/ou aromáticos. A mistura de
petróleos pode alterar significativamente a concentração e o equilíbrio destas moléculas,
levando a precipitação dos asfaltenos e aumentando assim o potencial de incrustação da
mistura de petróleos.
Adicionalmente a maior presença de compostos como o asfalteno na carga existe
impurezas que podem catalisar as reações químicas envolvidas, além de aumentar o
potencial de corrosão. Os componentes inorgânicos presentes na carga podem ser
provenientes de:
1. Sais dissolvidos na fração aquosa associada ao petróleo, que não foram
removidas na dessalgadora adequadamente;
2. Moléculas contendo nitrogênio, oxigênio e enxofre que são constituintes
do petróleo. Como exemplo o enxofre está sempre presente no petróleo
na forma de mercaptans ou outras moléculas contendo enxofre;
3. Componentes organometálicos. O petróleo sempre contem em sua
composição vanádio e níquel, presente em combinação com estruturas
complexas como os asfaltenos.
4. Produtos de corrosão associados a depósitos que se desprendem de
equipamentos a montante;
A composição do deposito formado por reação química na bateria de pré-
aquecimento de petróleo é sempre muito específica, dependendo muito de cada petróleo
processado e dos contaminantes existentes na carga. Na tabela (1) apresentamos um
estudo realizado por Crittenden et. al (1992) que analisou a composição dos depósitos
formados em trocadores de uma bateria de preaquecimento operando com óleos
considerados leves.
23
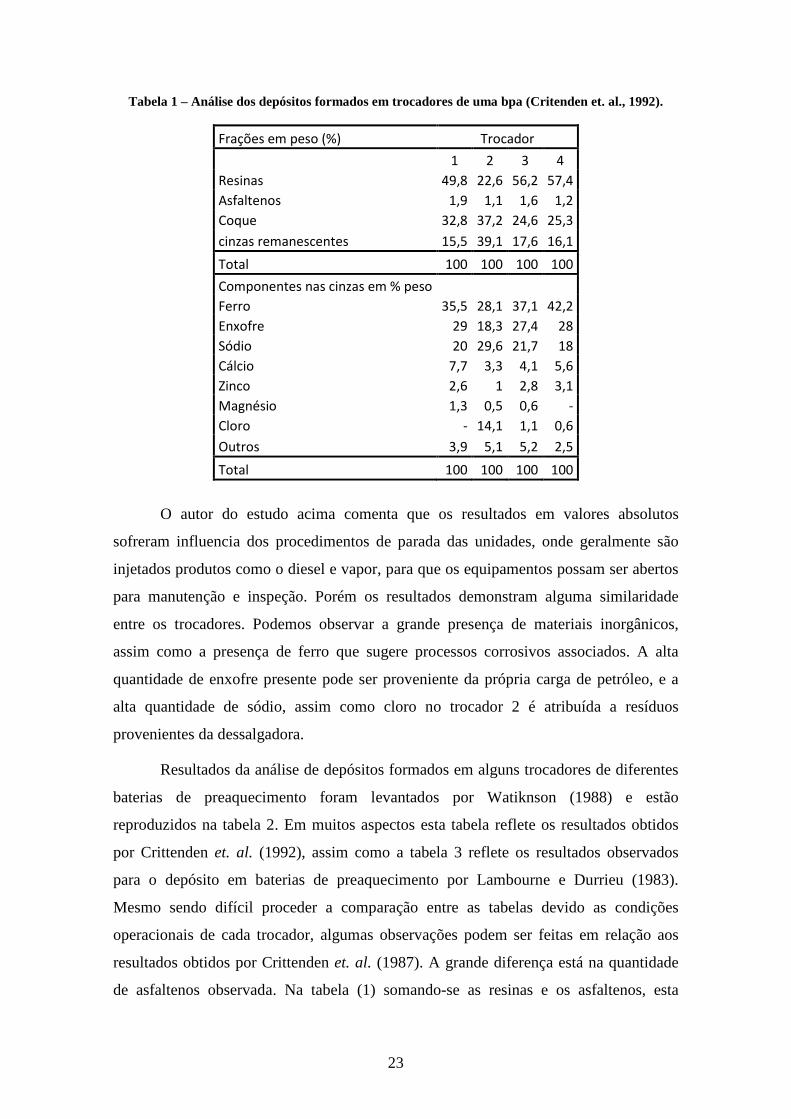
Tabela 1 – Análise dos depósitos formados em trocadores de uma bpa (Critenden et. al., 1992).
Frações em peso (%) Trocador
1 2 3 4
Resinas 49,8 22,6 56,2 57,4
Asfaltenos 1,9 1,1 1,6 1,2
Coque 32,8 37,2 24,6 25,3
cinzas remanescentes 15,5 39,1 17,6 16,1
Total 100 100 100 100
Componentes nas cinzas em % peso
Ferro 35,5 28,1 37,1 42,2
Enxofre 29 18,3 27,4 28
Sódio 20 29,6 21,7 18
Cálcio 7,7 3,3 4,1 5,6
Zinco 2,6 1 2,8 3,1
Magnésio 1,3 0,5 0,6 -
Cloro - 14,1 1,1 0,6
Outros 3,9 5,1 5,2 2,5
Total 100 100 100 100
O autor do estudo acima comenta que os resultados em valores absolutos
sofreram influencia dos procedimentos de parada das unidades, onde geralmente são
injetados produtos como o diesel e vapor, para que os equipamentos possam ser abertos
para manutenção e inspeção. Porém os resultados demonstram alguma similaridade
entre os trocadores. Podemos observar a grande presença de materiais inorgânicos,
assim como a presença de ferro que sugere processos corrosivos associados. A alta
quantidade de enxofre presente pode ser proveniente da própria carga de petróleo, e a
alta quantidade de sódio, assim como cloro no trocador 2 é atribuída a resíduos
provenientes da dessalgadora.
Resultados da análise de depósitos formados em alguns trocadores de diferentes
baterias de preaquecimento foram levantados por Watiknson (1988) e estão
reproduzidos na tabela 2. Em muitos aspectos esta tabela reflete os resultados obtidos
por Crittenden et. al. (1992), assim como a tabela 3 reflete os resultados observados
para o depósito em baterias de preaquecimento por Lambourne e Durrieu (1983).
Mesmo sendo difícil proceder a comparação entre as tabelas devido as condições
operacionais de cada trocador, algumas observações podem ser feitas em relação aos
resultados obtidos por Crittenden et. al. (1987). A grande diferença está na quantidade
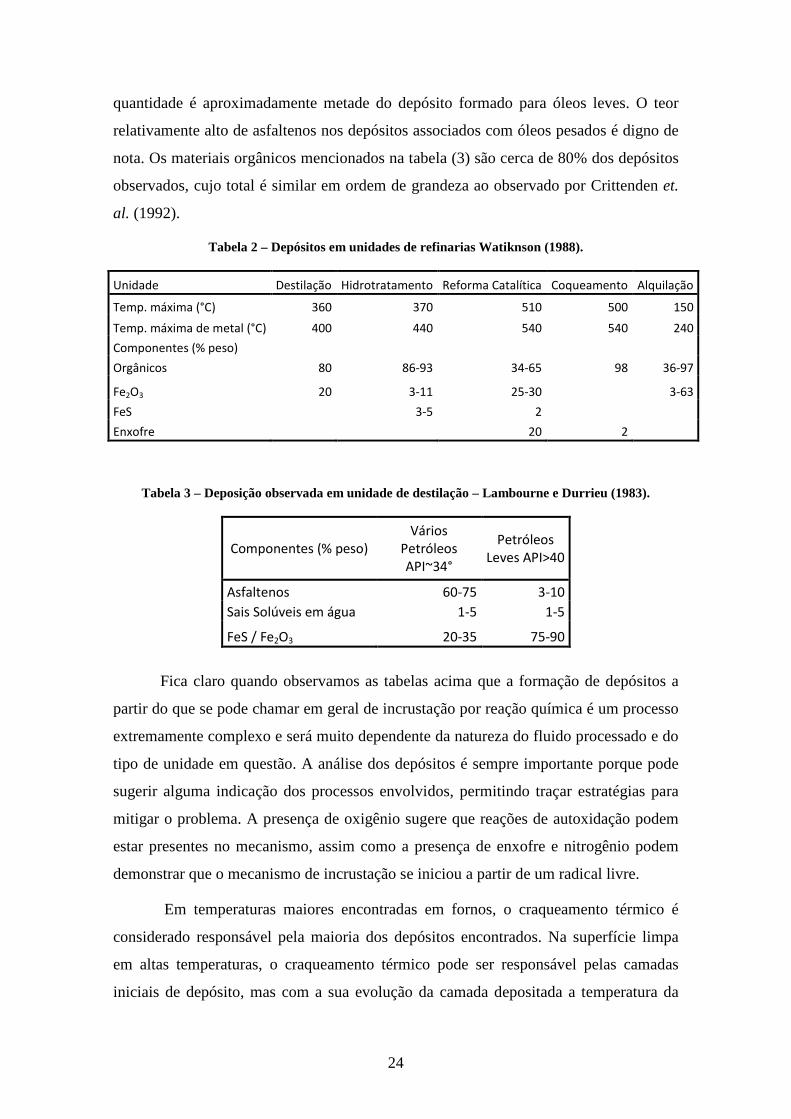
de asfaltenos observada. Na tabela (1) somando-se as resinas e os asfaltenos, esta
24
quantidade é aproximadamente metade do depósito formado para óleos leves. O teor
relativamente alto de asfaltenos nos depósitos associados com óleos pesados é digno de
nota. Os materiais orgânicos mencionados na tabela (3) são cerca de 80% dos depósitos
observados, cujo total é similar em ordem de grandeza ao observado por Crittenden et.
al. (1992).
Tabela 2 – Depósitos em unidades de refinarias Watiknson (1988).
Unidade Destilação Hidrotratamento Reforma Catalítica Coqueamento Alquilação
Temp. máxima (°C) 360 370 510 500 150
Temp. máxima de metal (°C) 400 440 540 540 240
Componentes (% peso)
Orgânicos 80 86-93 34-65 98 36-97
Fe2O3 20 3-11 25-30 3-63
FeS 3-5 2
Enxofre 20 2
Tabela 3 – Deposição observada em unidade de destilação – Lambourne e Durrieu (1983).
Componentes (% peso) Vários
Petróleos API~34°
Petróleos Leves API>40
Asfaltenos 60-75 3-10
Sais Solúveis em água 1-5 1-5
FeS / Fe2O3 20-35 75-90
Fica claro quando observamos as tabelas acima que a formação de depósitos a
partir do que se pode chamar em geral de incrustação por reação química é um processo
extremamente complexo e será muito dependente da natureza do fluido processado e do
tipo de unidade em questão. A análise dos depósitos é sempre importante porque pode
sugerir alguma indicação dos processos envolvidos, permitindo traçar estratégias para
mitigar o problema. A presença de oxigênio sugere que reações de autoxidação podem
estar presentes no mecanismo, assim como a presença de enxofre e nitrogênio podem
demonstrar que o mecanismo de incrustação se iniciou a partir de um radical livre.
Em temperaturas maiores encontradas em fornos, o craqueamento térmico é
considerado responsável pela maioria dos depósitos encontrados. Na superfície limpa
em altas temperaturas, o craqueamento térmico pode ser responsável pelas camadas
iniciais de depósito, mas com a sua evolução da camada depositada a temperatura da
25
superfície decresce devido ao efeito de isolamento fornecido pelo depósito, levando a
temperaturas mais baixas, o que passa a favorecer reações de autoxidação.
Alguns mecanismos de incrustação por reação química:
Torna-se inviável, devido aos objetivos deste trabalho, discutir todas as reações
químicas possíveis que podem originar a formação de incrustação por reação química.
Alguns itens, conforme mencionamos anteriormente devem ser destacados no processo
de incrustação por reação química, são eles:
1. Hidrocarbonetos compostos em sua maioria por moléculas de alto peso
molecular têm maior tendência a formar depósitos se comparadas as
moléculas mais leves. Hidrocarbonetos de cadeia ramificada também
possuem grande tendência a formação de depósitos;
2. Correntes provenientes do craqueamento térmico a altas temperaturas,
como as provenientes da unidade de coqueamento retardado, são
particularmente propensas a formação de goma e se depositar. Este
processo pode ser inibido pela presença de compostos aromáticos e
naftênicos, mas podem ser potencializados na presença de olefinas.
3. A presença de oxigênio e sua concentração têm grande efeito sobre o
processo de incrustação, principalmente por autoxidação;
4. Alguns compostos contendo enxofre e nitrogênio, principalmente os que
sofrem decomposição nas condições encontradas próximo a superfície de
troca térmica produzem radicais livres, que acabam por promover o
processo de incrustação;
5. Aglomerados metálicos e metais dissolvidos podem aumentar a
incrustação observada, devido a sua ação catalítica. O cobre tem sido
citado particularmente nesta situação. Sulfeto de ferro como produto de
corrosão é logo após os asfaltenos os incrustantes mais comuns em
baterias de pré-aquecimento;
6. Compostos antioxidantes e inibidores de corrosão adicionados a carga
podem potencializar as reações que levam a incrustação;
7. A dessalgação do petróleo nem sempre é capaz de eliminar ou enquadrar
o teor de compostos inorgânicos presente na carga.
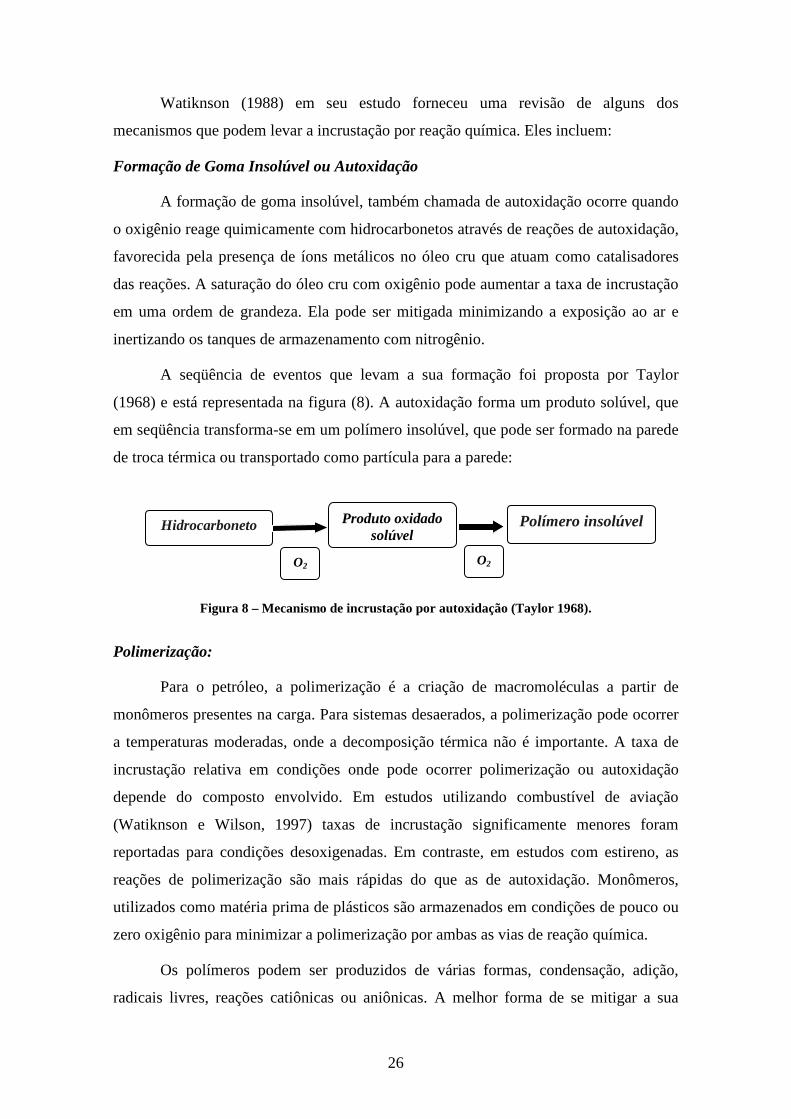
26
Watiknson (1988) em seu estudo forneceu uma revisão de alguns dos
mecanismos que podem levar a incrustação por reação química. Eles incluem:
Formação de Goma Insolúvel ou Autoxidação
A formação de goma insolúvel, também chamada de autoxidação ocorre quando
o oxigênio reage quimicamente com hidrocarbonetos através de reações de autoxidação,
favorecida pela presença de íons metálicos no óleo cru que atuam como catalisadores
das reações. A saturação do óleo cru com oxigênio pode aumentar a taxa de incrustação
em uma ordem de grandeza. Ela pode ser mitigada minimizando a exposição ao ar e
inertizando os tanques de armazenamento com nitrogênio.
A seqüência de eventos que levam a sua formação foi proposta por Taylor
(1968) e está representada na figura (8). A autoxidação forma um produto solúvel, que
em seqüência transforma-se em um polímero insolúvel, que pode ser formado na parede
de troca térmica ou transportado como partícula para a parede:
Figura 8 – Mecanismo de incrustação por autoxidação (Taylor 1968).
Polimerização:
Para o petróleo, a polimerização é a criação de macromoléculas a partir de
monômeros presentes na carga. Para sistemas desaerados, a polimerização pode ocorrer
a temperaturas moderadas, onde a decomposição térmica não é importante. A taxa de
incrustação relativa em condições onde pode ocorrer polimerização ou autoxidação
depende do composto envolvido. Em estudos utilizando combustível de aviação
(Watiknson e Wilson, 1997) taxas de incrustação significamente menores foram
reportadas para condições desoxigenadas. Em contraste, em estudos com estireno, as
reações de polimerização são mais rápidas do que as de autoxidação. Monômeros,
utilizados como matéria prima de plásticos são armazenados em condições de pouco ou
zero oxigênio para minimizar a polimerização por ambas as vias de reação química.
Os polímeros podem ser produzidos de várias formas, condensação, adição,
radicais livres, reações catiônicas ou aniônicas. A melhor forma de se mitigar a sua
O2
Hidrocarboneto Polímero insolúvel Produto oxidado solúvel
O2
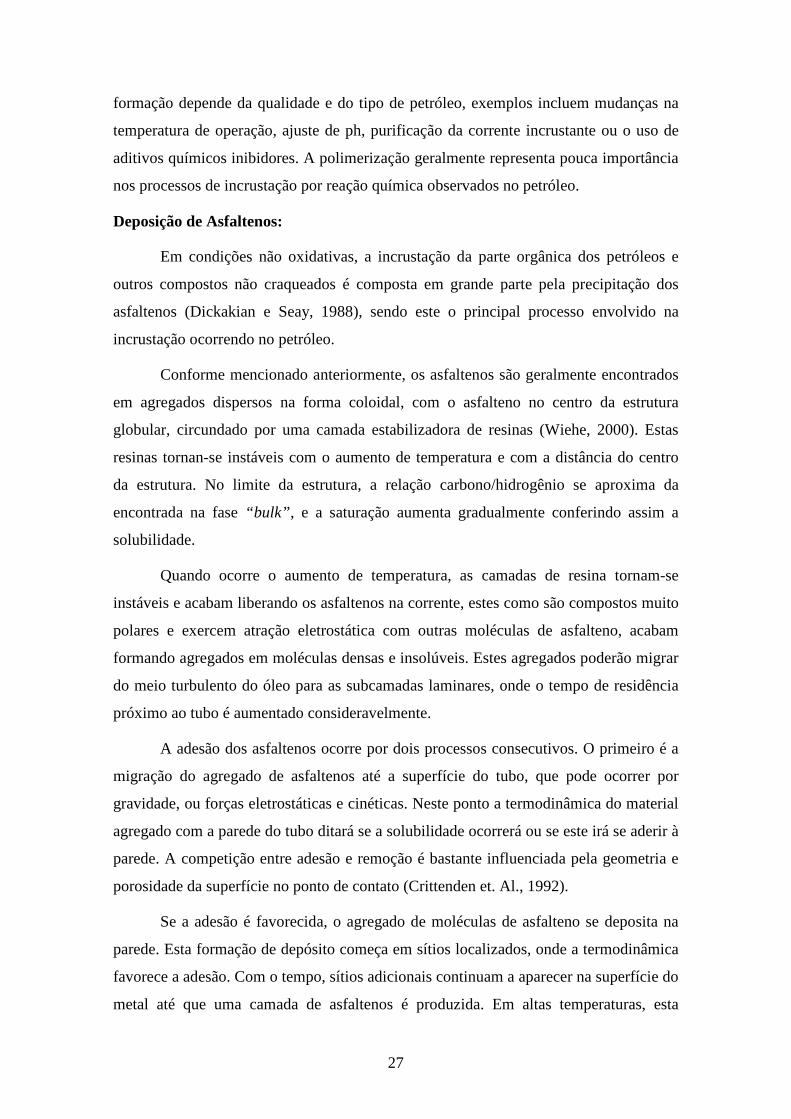
27
formação depende da qualidade e do tipo de petróleo, exemplos incluem mudanças na
temperatura de operação, ajuste de ph, purificação da corrente incrustante ou o uso de
aditivos químicos inibidores. A polimerização geralmente representa pouca importância
nos processos de incrustação por reação química observados no petróleo.
Deposição de Asfaltenos:
Em condições não oxidativas, a incrustação da parte orgânica dos petróleos e
outros compostos não craqueados é composta em grande parte pela precipitação dos
asfaltenos (Dickakian e Seay, 1988), sendo este o principal processo envolvido na
incrustação ocorrendo no petróleo.
Conforme mencionado anteriormente, os asfaltenos são geralmente encontrados
em agregados dispersos na forma coloidal, com o asfalteno no centro da estrutura
globular, circundado por uma camada estabilizadora de resinas (Wiehe, 2000). Estas
resinas tornan-se instáveis com o aumento de temperatura e com a distância do centro
da estrutura. No limite da estrutura, a relação carbono/hidrogênio se aproxima da
encontrada na fase “bulk” , e a saturação aumenta gradualmente conferindo assim a
solubilidade.
Quando ocorre o aumento de temperatura, as camadas de resina tornam-se
instáveis e acabam liberando os asfaltenos na corrente, estes como são compostos muito
polares e exercem atração eletrostática com outras moléculas de asfalteno, acabam
formando agregados em moléculas densas e insolúveis. Estes agregados poderão migrar
do meio turbulento do óleo para as subcamadas laminares, onde o tempo de residência
próximo ao tubo é aumentado consideravelmente.
A adesão dos asfaltenos ocorre por dois processos consecutivos. O primeiro é a
migração do agregado de asfaltenos até a superfície do tubo, que pode ocorrer por
gravidade, ou forças eletrostáticas e cinéticas. Neste ponto a termodinâmica do material
agregado com a parede do tubo ditará se a solubilidade ocorrerá ou se este irá se aderir à
parede. A competição entre adesão e remoção é bastante influenciada pela geometria e
porosidade da superfície no ponto de contato (Crittenden et. Al., 1992).
Se a adesão é favorecida, o agregado de moléculas de asfalteno se deposita na
parede. Esta formação de depósito começa em sítios localizados, onde a termodinâmica
favorece a adesão. Com o tempo, sítios adicionais continuam a aparecer na superfície do
metal até que uma camada de asfaltenos é produzida. Em altas temperaturas, esta
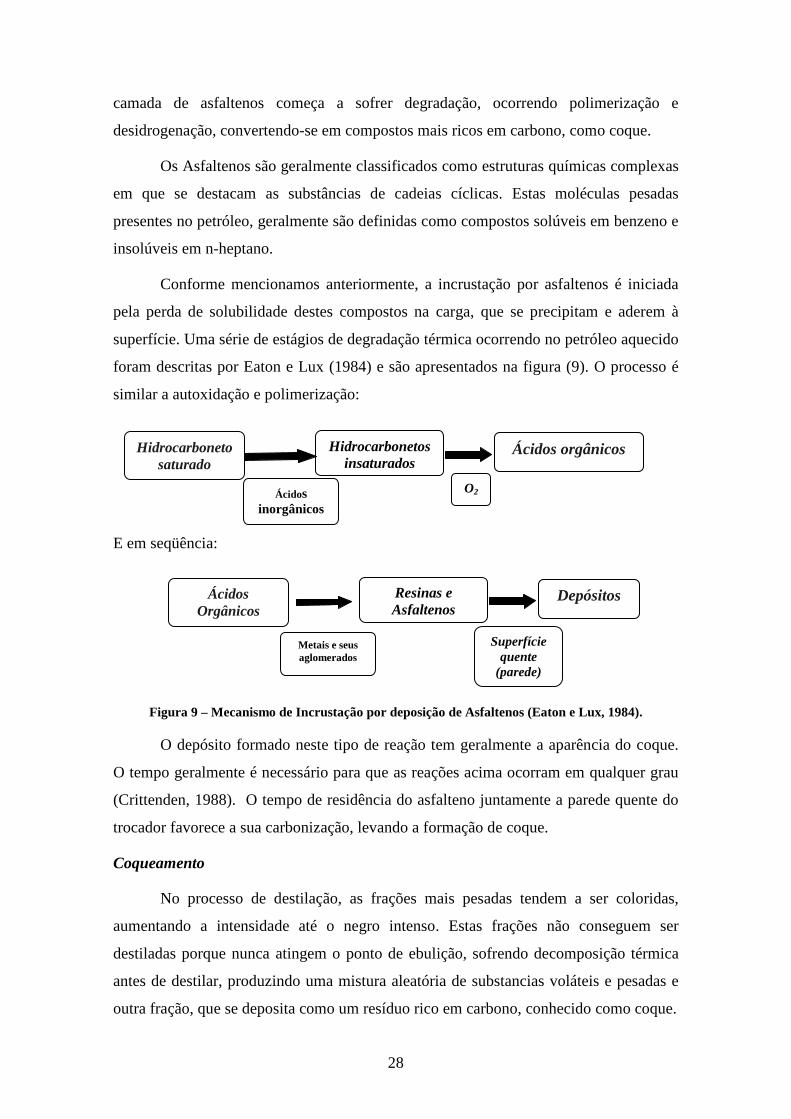
28
camada de asfaltenos começa a sofrer degradação, ocorrendo polimerização e
desidrogenação, convertendo-se em compostos mais ricos em carbono, como coque.
Os Asfaltenos são geralmente classificados como estruturas químicas complexas
em que se destacam as substâncias de cadeias cíclicas. Estas moléculas pesadas
presentes no petróleo, geralmente são definidas como compostos solúveis em benzeno e
insolúveis em n-heptano.
Conforme mencionamos anteriormente, a incrustação por asfaltenos é iniciada
pela perda de solubilidade destes compostos na carga, que se precipitam e aderem à
superfície. Uma série de estágios de degradação térmica ocorrendo no petróleo aquecido
foram descritas por Eaton e Lux (1984) e são apresentados na figura (9). O processo é
similar a autoxidação e polimerização:
E em seqüência:
Figura 9 – Mecanismo de Incrustação por deposição de Asfaltenos (Eaton e Lux, 1984).
O depósito formado neste tipo de reação tem geralmente a aparência do coque.
O tempo geralmente é necessário para que as reações acima ocorram em qualquer grau
(Crittenden, 1988). O tempo de residência do asfalteno juntamente a parede quente do
trocador favorece a sua carbonização, levando a formação de coque.
Coqueamento
No processo de destilação, as frações mais pesadas tendem a ser coloridas,
aumentando a intensidade até o negro intenso. Estas frações não conseguem ser
destiladas porque nunca atingem o ponto de ebulição, sofrendo decomposição térmica
antes de destilar, produzindo uma mistura aleatória de substancias voláteis e pesadas e
outra fração, que se deposita como um resíduo rico em carbono, conhecido como coque.
Ácidos inorgânicos
Hidrocarboneto saturado
Ácidos orgânicos Hidrocarbonetos insaturados
O2
Metais e seus aglomerados
Ácidos Orgânicos
Depósitos Resinas e Asfaltenos
Superfície quente
(parede)
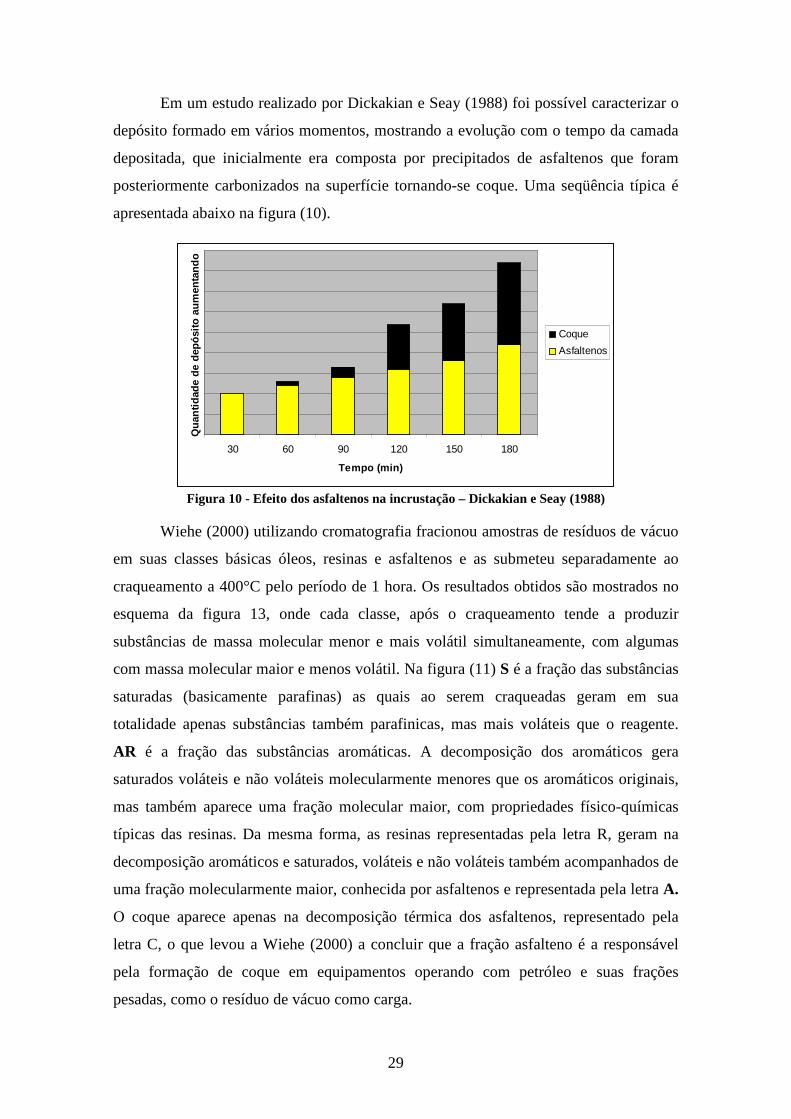
29
Em um estudo realizado por Dickakian e Seay (1988) foi possível caracterizar o
depósito formado em vários momentos, mostrando a evolução com o tempo da camada
depositada, que inicialmente era composta por precipitados de asfaltenos que foram
posteriormente carbonizados na superfície tornando-se coque. Uma seqüência típica é
apresentada abaixo na figura (10).
30 60 90 120 150 180
Tempo (min)
Qua
ntid
ade
de d
epós
ito a
umen
tand
o
Coque
Asfaltenos
Figura 10 - Efeito dos asfaltenos na incrustação – Dickakian e Seay (1988)
Wiehe (2000) utilizando cromatografia fracionou amostras de resíduos de vácuo
em suas classes básicas óleos, resinas e asfaltenos e as submeteu separadamente ao
craqueamento a 400°C pelo período de 1 hora. Os resultados obtidos são mostrados no
esquema da figura 13, onde cada classe, após o craqueamento tende a produzir
substâncias de massa molecular menor e mais volátil simultaneamente, com algumas
com massa molecular maior e menos volátil. Na figura (11) S é a fração das substâncias
saturadas (basicamente parafinas) as quais ao serem craqueadas geram em sua
totalidade apenas substâncias também parafinicas, mas mais voláteis que o reagente.
AR é a fração das substâncias aromáticas. A decomposição dos aromáticos gera
saturados voláteis e não voláteis molecularmente menores que os aromáticos originais,
mas também aparece uma fração molecular maior, com propriedades físico-químicas
típicas das resinas. Da mesma forma, as resinas representadas pela letra R, geram na
decomposição aromáticos e saturados, voláteis e não voláteis também acompanhados de
uma fração molecularmente maior, conhecida por asfaltenos e representada pela letra A.
O coque aparece apenas na decomposição térmica dos asfaltenos, representado pela
letra C, o que levou a Wiehe (2000) a concluir que a fração asfalteno é a responsável
pela formação de coque em equipamentos operando com petróleo e suas frações
pesadas, como o resíduo de vácuo como carga.
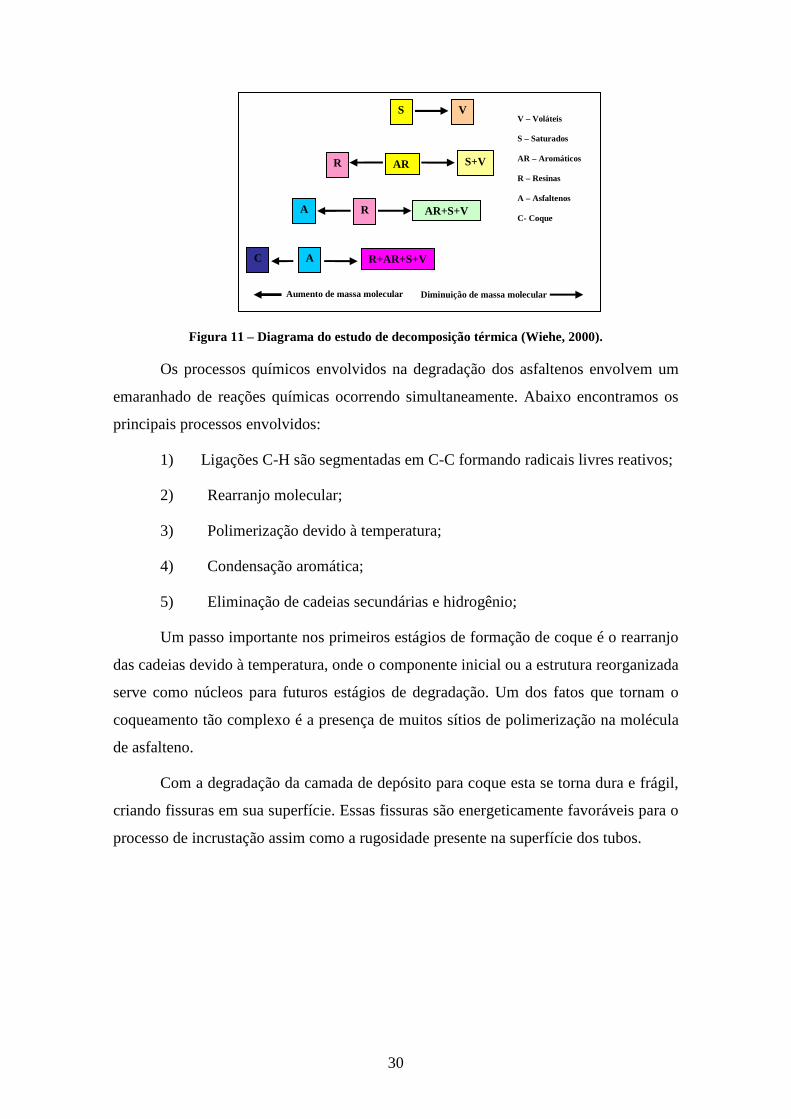
30
Figura 11 – Diagrama do estudo de decomposição térmica (Wiehe, 2000).
Os processos químicos envolvidos na degradação dos asfaltenos envolvem um
emaranhado de reações químicas ocorrendo simultaneamente. Abaixo encontramos os
principais processos envolvidos:
1) Ligações C-H são segmentadas em C-C formando radicais livres reativos;
2) Rearranjo molecular;
3) Polimerização devido à temperatura;
4) Condensação aromática;
5) Eliminação de cadeias secundárias e hidrogênio;
Um passo importante nos primeiros estágios de formação de coque é o rearranjo
das cadeias devido à temperatura, onde o componente inicial ou a estrutura reorganizada
serve como núcleos para futuros estágios de degradação. Um dos fatos que tornam o
coqueamento tão complexo é a presença de muitos sítios de polimerização na molécula
de asfalteno.
Com a degradação da camada de depósito para coque esta se torna dura e frágil,
criando fissuras em sua superfície. Essas fissuras são energeticamente favoráveis para o
processo de incrustação assim como a rugosidade presente na superfície dos tubos.
C A
A R
R AR
S V
S+V
AR+S+V
R+AR+S+V
Aumento de massa molecular Diminuição de massa molecular
V – Voláteis S – Saturados AR – Aromáticos R – Resinas A – Asfaltenos C- Coque
31
2.2.6 - Alguns fatores que influenciam no processo de incrustação por reação química
Efeito do processamento de misturas
Em situações práticas, um fator de grande importância é o reprocessamento,
juntamente com a carga fresca, de óleos provenientes de tanques de slop e fundo de
tanques de armazenamento. Óleos provenientes de tanques de slop são tipicamente
produtos fora de especificação que são reaproveitados na unidade. Este material é
adicionado a carga como meio de se recuperar produtos difíceis de processar, mas
podem causar vários problemas. Óleos provenientes de tanque de slop podem trazer
sérios problemas para a bateria de pré-aquecimento, pois geralmente contém
quantidades significativas de sais e compostos mais pesados que tendem a se acumular
no fundo dos tanques, além de conter vários óleos de origens diferentes e suas frações, o
que dificulta quantificar a solubilidade de componentes pesados como os asfaltenos no
meio.
Efeito de impurezas com Enxofre e Nitrogênio
Os compostos contendo enxofre são grandes precursores para a formação de
incrustação em hidrocarbonetos, pois tipicamente o enxofre existe no petróleo como
sulfetos, que são muito reativos termicamente no petróleo, gerando radicais livres com o
aumento de temperatura e conseqüentemente iniciando o craqueamento térmico, que
posteriormente formará coque.
O sulfeto de hidrogênio é o produto da quebra dos compostos de enxofre e reage
com a superfície contendo ferro formando sulfeto de ferro. Este processo corrosivo
promove a incrustação devido ao aumento de área superficial e pelo decréscimo da
tensão superficial necessária para a adesão de novas moléculas de asfaltenos.
A presença de compostos de nitrogênio pode levar a reações de polimerização
em larga escala, mas estes compostos geralmente estão presentes na carga em menor
quantidade e só tornam-se uma preocupação em óleos sintéticos provenientes do xisto
betuminoso e carvão.
32
Efeito da Velocidade
Tipicamente, em uma bateria de pré-aquecimento, a taxa de incrustação diminui
com o aumento da velocidade. Deve-se ter cuidado com a interpretação dos efeitos da
velocidade de escoamento com a incrustação. Para uma dada temperatura e fluxo de
calor, o efeito principal do aumento de velocidade poderá ser:
1. Diminuir a taxa de incrustação devido ao coeficiente de transferência de calor
aumentar e conseqüentemente ocorrer à diminuição da temperatura de parede.
2. Se a taxa de incrustação for controlada por transferência de massa para a região
da parede devido ao material presente na corrente de escoamento, o coeficiente
de transferência de massa próximo a parede aumentará com o aumento de
velocidade e isto poderá abrir caminho para um aumento na taxa de incrustação.
Para a situação onde, com o aumento da velocidade, a taxa de incrustação
decresce para uma dada temperatura de parede, a influência da velocidade pode se
manifestar de duas formas:
1. Se a incrustação não estiver rigidamente aderida à superfície, a tensão de
cisalhamento exercida pelo fluido sobre a superfície incrustada pode provocar a
erosão do depósito incrustante.
2. Se a incrustação é formada na camada limite fluidodinâmica adjacente a
superfície quente, onde a taxa de incrustação deve ser a maior, então o depósito
formado poderá retornar para o meio. Um aumento na velocidade diminuirá a
transferência de massa e reduzirá a taxa de incrustação.
Não é surpresa, no entanto, que os resultados apresentados para os efeitos da
velocidade na taxa de incrustação sejam bastante inconclusivos. No entanto, parece
provável que a taxa de incrustação pode ser diminuída obtendo-se tensão de
cisalhamento suficientemente alta na parede.
Efeito da Temperatura
Nos modelos apresentados na literatura, a taxa de formação de depósitos
geralmente é função da equação empírica de Arrhenius, que consiste em uma fórmula
para a dependência da taxa de reação dtdRf com a temperatura da superfície TS (K) e
a energia de ativação Eact (kJ/mol).

33
−=
S
actf
RT
EA
dt
dRexp
(6)
onde A (m2K/J) é o fator pré-exponencial da equação de Arrhenius, que deve ser
ajustado aos dados de referência e R é a constante universal dos gases perfeitos
( KmolJ ⋅ ).
De acordo com a equação de Arrhenius, o valor dtdRf aumenta com o
aumento da temperatura. Isto significa que um aumento da temperatura deve produzir
um aumento da velocidade de reação, o que usualmente é observado. A energia de
ativação presente na equação pode ser definida como a mínima energia necessária para
que a reação ocorra. Tomando o logaritmo Natural da equação de Arrhenius obtemos:
)ln(
1ln A
TR
E
dt
dR
S
actf +−=
(7)
Assim, quando uma reação tem uma taxa constante que obedece à equação de
Arrhenius, um gráfico de
dt
dRfln versus TS-1 dá uma linha reta, cuja inclinação e
intercepção pode ser usada para determinar Eact e A, assumindo-se que todos os outros
fatores permanecem constantes (velocidade, geometria e composição do fluido). A
energia de ativação é então definida como o declive do gráfico de
dt
dRfln x (1 / T):
)1(
ln
T
dt
dR
E
f
act ∂
∂
−= (8)
Na equação (6), a taxa de variação da resistência térmica de incrustação depende
do valor da constante A, que depende da temperatura do fluido e da constante de
cinética de reação que produz o precursor do elemento incrustante (à medida que a
temperatura aumenta conseqüentemente a velocidade de reação também aumenta). A
medida que TS aumenta, o valor da expressão
−
S
act
RT
E diminui, e
−
S
act
RT
Eexp tende
para 1, ou seja, dt
dRf tende para um valor igual a constante A.
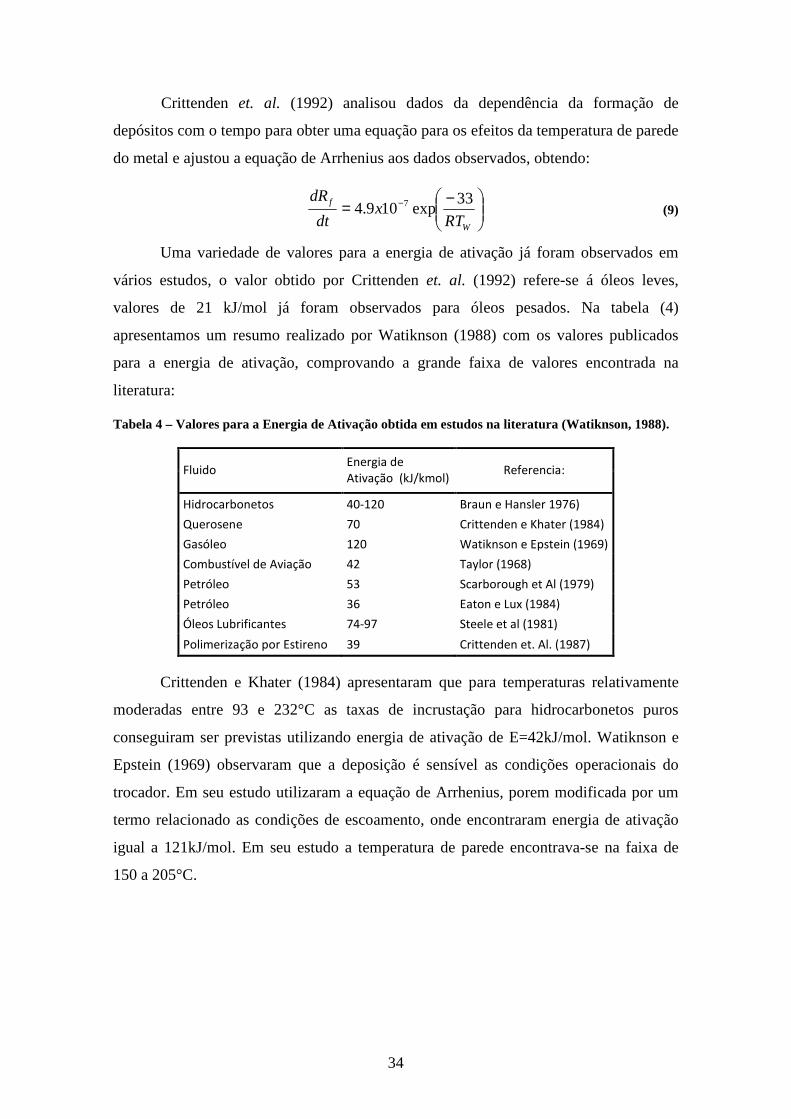
34
Crittenden et. al. (1992) analisou dados da dependência da formação de
depósitos com o tempo para obter uma equação para os efeitos da temperatura de parede
do metal e ajustou a equação de Arrhenius aos dados observados, obtendo:
−= −
W
f
RTx
dt
dR 33exp109.4 7 (9)
Uma variedade de valores para a energia de ativação já foram observados em
vários estudos, o valor obtido por Crittenden et. al. (1992) refere-se á óleos leves,
valores de 21 kJ/mol já foram observados para óleos pesados. Na tabela (4)
apresentamos um resumo realizado por Watiknson (1988) com os valores publicados
para a energia de ativação, comprovando a grande faixa de valores encontrada na
literatura:
Tabela 4 – Valores para a Energia de Ativação obtida em estudos na literatura (Watiknson, 1988).
Fluido Energia de Ativação (kJ/kmol)
Referencia:
Hidrocarbonetos 40-120 Braun e Hansler 1976)
Querosene 70 Crittenden e Khater (1984)
Gasóleo 120 Watiknson e Epstein (1969)
Combustível de Aviação 42 Taylor (1968)
Petróleo 53 Scarborough et Al (1979)
Petróleo 36 Eaton e Lux (1984)
Óleos Lubrificantes 74-97 Steele et al (1981)
Polimerização por Estireno 39 Crittenden et. Al. (1987)
Crittenden e Khater (1984) apresentaram que para temperaturas relativamente
moderadas entre 93 e 232°C as taxas de incrustação para hidrocarbonetos puros
conseguiram ser previstas utilizando energia de ativação de E=42kJ/mol. Watiknson e
Epstein (1969) observaram que a deposição é sensível as condições operacionais do
trocador. Em seu estudo utilizaram a equação de Arrhenius, porem modificada por um
termo relacionado as condições de escoamento, onde encontraram energia de ativação
igual a 121kJ/mol. Em seu estudo a temperatura de parede encontrava-se na faixa de
150 a 205°C.
35
2.3 – Estudos Experimentais
Geralmente o potencial de incrustação do petróleo é estabelecido através de
experimentos em laboratório, que são projetados e operados através de condições
controladas para obter taxas de incrustação aceleradas. (Knudsen et.al. 1999) descreve
em seu estudo, procedimento experimental para a determinação dos limites operacionais
para que ocorra incrustação.
Alguns tipos de células de teste têm sido reportados na literatura, como células
com agitação interna (Eaton e Lux, 1984), (Young et.al., 2009), unidades em
recirculação com uma seção tubular aquecida (Crittenden et. al, 2009) e unidades de
recirculação com seção anular aquecida (Wilson e Watiknson, 1995), (Bennet et al.,
2006). Estes estudos têm a vantagem de apresentar condições controladas e isolar
variáveis que podem influenciar nos resultados. Em geral, altas temperaturas ou fluxos
de calor são utilizados, juntamente com baixas velocidades, com a finalidade de acelerar
o processo de incrustação.
Células de teste montadas em unidades industriais também são utilizadas, porem
tem como desvantagem a variação na carga de petróleo processado, dificultando a
análise dos resultados. As unidades mais difundidas atualmente são as de recirculação
com seção anular aquecida, pois fornecem vantagens como observação visual dos
depósitos formados, assim como maior facilidade na coleta do material e sua posterior
limpeza para reuso.
Porem, da mesma forma que células em laboratório podem eliminar as
principais desvantagens do estudo de incrustação, podem introduzir outras.
Deshannavar et. Al. (2010) atribuiu em seu estudo, como principal desvantagem desta
metodologia, o petróleo não ser diretamente exposto ao histórico de tempo, temperatura
e vazão encontrado em unidades industriais.
Extrapolar os dados gerados em laboratório para as condições operacionais das
unidades industriais possui várias restrições, Asomaning et. Al. (2000) identificaram
limitantes que devem ser considerados para que os resultados sejam representativos,
como o efeito da mudança de composição do petróleo, devido a recirculação nas
unidades de teste e a natureza dos mecanismos de incrustação, principalmente devido a
fluidodinâmica e temperatura das condições de teste.

36
Grandes centros de pesquisa no mundo têm se dedicando ao tema. Nos EUA
podemos citar o HTRI (Heat Transfer Research Inc.) (Bennet et.al. 2006), onde uma
planta piloto foi construída com esta finalidade, e o laboratório Nacional de Argonne
(ANL), onde importantes estudos sobre o tema foram produzidos, como Ebert e Panchal
(1995), Ebert e Panchal (1999) e Weihe (2000). No Canadá, estudos vêm sendo
realizados na Universidade de British Columbia (Watiknson, 1988, 1992, 1997 e 2003;
Srinavasan e Watinkson, 2003).
No reino Unido, podemos destacar um projeto coordenado pela IHS ESDU
(Information Handling Society – Engineering Sciences Data Unit) chamado CROF
(Crude Oil Fouling), que consiste de um grupo que reúne as universidades de
Cambridge, Imperial College e Bath, além dos maiores refinadores mundiais, como BP,
Chevron, Conocco Philips, ExxonMobil, Petrobras, Shell e Total, representando 70% da
capacidade de refino mundial, além de fornecedores de equipamentos. O projeto CROF
está subdividido em oito subprojetos, de A a H que são conduzidos pelas universidades
associadas. Esta subdivisão permite que o problema seja atacado utilizando-se uma série
de técnicas e ferramentas. Na figura (12) podemos ver como os subprojetos estão
interligados:
Figura 12 – Organização do Projeto CROF (Macchietto et. al. 2009).
O subprojeto A utiliza técnicas de caracterização química avançada para
explorar a relação entre a composição da carga e a estrutura dos depósitos formados,
identificando relações entre a quantidade de asfaltenos, tempo e temperatura que levam
a formação dos depósitos. Os petróleos são classificados de acordo com a quantidade de
asfaltenos presente, onde posteriormente é feito um cruzamento desta classificação com
E Teste de
incrustação em células com
agitação
A Caracterização de depósitos
D Termodinâmica e modelagem
molecular
C Processos de Transferência
H Tecnologia de Transferência
B Propriedades interfaciais e Reológicas
G Controle e Mitigação
F Testes em
Escoamento anular
37
a estrutura do depósito formado e sua quantidade. Estes dados são então repassados para
os trabalhos de modelagem do Subprojeto D e experimentos dos subprojetos E e F.
(Berrueco et. al. 2008; Venditti et. al. 2009; Chan et. al. 2008)
O subprojeto B investiga a adesão de asfaltenos a superfície de metais e as
propriedades reológicas dos materiais depositados nas interfaces em função da
temperatura, tensão de cisalhamento e viscosidade. A adesão dos asfaltenos a superfície
dependerá de uma gama de fatores complexos incluindo tensão superficial, temperatura,
tensão de cisalhamento atuante na superfície e natureza das camadas depositadas
anteriormente (lisa, rugosa, etc..). Estes efeitos interfaciais são estudados para que sejam
modelados como parte do processo de deposição/remoção investigado. (Macchietto et.
al. 2009).
O subprojeto C tem como objetivo modelar a deposição de asfaltenos, tentando
prever as taxas de deposição e remoção em função de parâmetros relevantes dos
sistemas estudados, como pressão, velocidade, temperatura e composição do petróleo,
levando assim a métodos mais precisos de previsão da forma como a incrustação evolui
na superfície de troca térmica. O subprojeto C busca incorporar informações dos outros
subprojetos como parâmetros de entrada para a modelagem dos mecanismos de
incrustação. Os pesquisadores vêm se dedicando ao estudo do equilíbrio químico entre
os componentes do petróleo em função da temperatura e outras propriedades
termofísicas para diferentes óleos, como a relação tempo e temperatura, para modelar o
envelhecimento da camada de incrustação (Sileri et. Al. 2009).
O subprojeto D busca avaliar a solubilidade dos asfaltenos na carga,
desenvolvendo a habilidade de prever, a nível molecular, a influência de fatores como
temperatura, pressão e adição de solventes e dispersantes no processo de deposição. O
principal objetivo deste subprojeto é o desenvolvendo de um modelo para descrever as
moléculas de asfaltenos, suas iterações de atração e a sua assimetria em relação às
moléculas de óleo. (Macchietto et. Al. 2009).
O subprojeto E é baseado no aparato experimental proposto por Eaton e Lux
(1984) e realiza um estudo sistemático de deposição em uma variedade de petróleos e
suas misturas, trabalhando em faixas de temperaturas e pressões encontradas em
unidades de destilação. Os testes são realizados em células com agitação e aquecimento,
utilizando uma haste aquecida que pode ser feita de diferentes metais e acabamentos
38
superficiais. Na construção da célula, um cilindro aquecido por resistência é colocado
na base de um pequeno vaso recipiente, representando a seção de um tubo de troca de
calor conforme podemos ver na figura (13):
Figura 13 – Cilindro aquecido. (Macchietto et. al. 2009)
Atualmente os pesquisadores estão modelando processos de deposição em
condições controladas de tensão de cisalhamento e temperatura (superficial e do meio)
para uso em futuros estudos nos subprojetos G e H. O próximo avanço esperado é
desenvolver uma célula capaz de trabalhar em temperaturas próximas a 300°C e pressão
de até 30bar para produzir amostras representativas dos trocadores no final da bateria de
aquecimento de unidades de destilação (Yang et. al, 2009; Crittenden et. al. 2009).
O aparato experimental utilizado no subprojeto F é composto de uma região
anular com aquecimento interno, esta construção fornece flexibilidade aos testes e
resultados mais representativos do escoamento encontrado em trocadores casco e tubo
(Macchietto et. al, 2009), pois é possível variar a seção transversal do espaço anular e
permite fácil acesso a superfície aquecida, facilitando medir as características da
superfície antes do teste e identificar a natureza do depósito posteriormente.
A proposta dos subprojetos G e H é o gerenciamento do processo de deposição,
tanto através do controle da sua ocorrência na bateria de pré-aquecimento quanto
mitigando os seus efeitos (Coletti e Machietto, 2009). A idéia destes subprojetos é o
desenvolvimento de ferramentas e técnicas a partir da integração dos resultados obtidos
nos outros subprojetos e fornecer soluções para baterias de pré-aquecimento industriais.
39
2.4 - Modelos de incrustação para reação química
Modelos matemáticos para representar o processo de incrustação através de
parâmetros operacionais são necessários para que se possa prever a incrustação. Um
grande número de modelos semi empíricos tem sido propostos na literatura. Os
primeiros modelos como Nelson (1934), Kern e Seaton (1959), Crittenden et. al. (1987),
Epstein (1994) são baseados na equação de Arrhenius e não são capazes de prever o
efeito da velocidade do fluido e a sua capacidade de remoção do depósito formado.
Crittenden et. al. (1992), realizou estudos utilizando dados coletados durante o
período de 3 anos em uma unidade de destilação, onde foi possível determinar
correlação entre a taxa de incrustação total do equipamento e sua temperatura de parede.
Esta correlação foi posteriormente utilizada com sucesso para prever a redução de
eficiência térmica da bateria de preaquecimento, operando com petróleos “leves”. Este
trabalho forneceu dados relevantes da incrustação em unidades industriais. No entanto,
como os estudos provem de dados operacionais, a faixa de resultados é limitada.
Resultados consistentes de velocidade e temperatura foram reportados neste estudo,
podendo ser constatado que o decréscimo na velocidade de escoamento e o aumento na
temperatura de operação levaram ao aumento da incrustação observada.
Ebert e Panchal (1995) propuseram um modelo matemático para quantificar os
efeitos da velocidade de escoamento e a incrustação pelo lado dos tubos em petróleos
em alta temperatura, a partir de dados coletados em estudos de plantas-piloto, onde foi
utilizado os dados de estudo de coqueamento realizado por Scarborough et al. (1979). A
partir das observações realizadas, eles ajustaram os dados obtidos em um modelo
numérico onde a taxa de incrustação é resultado da competição entre o processo de
deposição e de remoção. Este modelo permitiu que os usuários estimassem as condições
operacionais onde a taxa de incrustação se aproximaria a zero. Esta informação
forneceu uma base quantitativa para melhoria da unidade em termos operacionais e
novas informações para projeto de unidades e atualização das existentes.
Após o modelo apresentado por Ebert e Panchal (1995) muitos autores
apresentaram variantes nos anos subseqüentes. Ebert e Panchal (1999) apresentaram
uma revisão do modelo original utilizando dados de planta piloto e unidades
operacionais, levando em consideração o número de Prandtl elevado a uma potência.
40
Polley et. al.(2002) apresentou um modelo baseado nos resultados experimentais
obtidos por Knudsen et. al.(1999) e similar ao proposto por Patterson e Fryer (1985)
com dependência explicita com a temperatura de parede, ao invés da temperatura de
filme, e um termo de remoção análogo ao proposto por Crittenden et. al.(1987).
Nasr e Givi (2006) propuseram um novo modelo para trocadores de calor em
baterias de preaquecimento de petróleo baseado em resultados experimentais obtidos no
estudo de Saleh et. al.(2003). A vantagem do modelo apresentado é a não dependência
do número de Prandtl, assim com a determinação do expoente do número de Re a partir
de dados calibrados de dados operacionais.
Atualmente, modelos mais complexos levando em consideração as
características químicas do petróleo estão em desenvolvimento, mas até o momento,
principalmente devido a complexidade dos processos químicos envolvidos, não se
encontra disponível na literatura modelos onde seja possível incluir as características
químicas, como composição do petróleo e sua iteração com os processos de deposição e
remoção (Boot, 1994). Os modelos matemáticos apresentados na literatura procuram de
uma forma simplificada descrever o processo de incrustação em geral.
Desta forma, os autores costumam descrever o processo de incrustação através
da diferença entre um termo que leva em consideração as reações físico-químicas
envolvidas e outro que leva em consideração a fluidodinâmica do escoamento. Abaixo
apresentamos um histórico de alguns dos modelos encontrados na literatura para prever
a taxa de incrustação, onde basicamente o que se encontra na literatura são modelos
onde a taxa de incrustação é avaliada em termos da resistência térmica. Vale ressaltar
que inicialmente modelos a partir do número de Biot foram desenvolvidos para a
indústria alimentícia, principalmente a de leite, e são apresentados aqui somente para
ilustrar o desenvolvimento do tema.
2.4.1 - Modelo de Kern e Seaton (1959)
Kern e Seaton (1959), em sua aproximação, assumiram que a relação entre a
massa do depósito e o tempo segue uma curva exponencial. A razão para a forma
exponencial é devido à relação entre as forças de deposição e remoção.
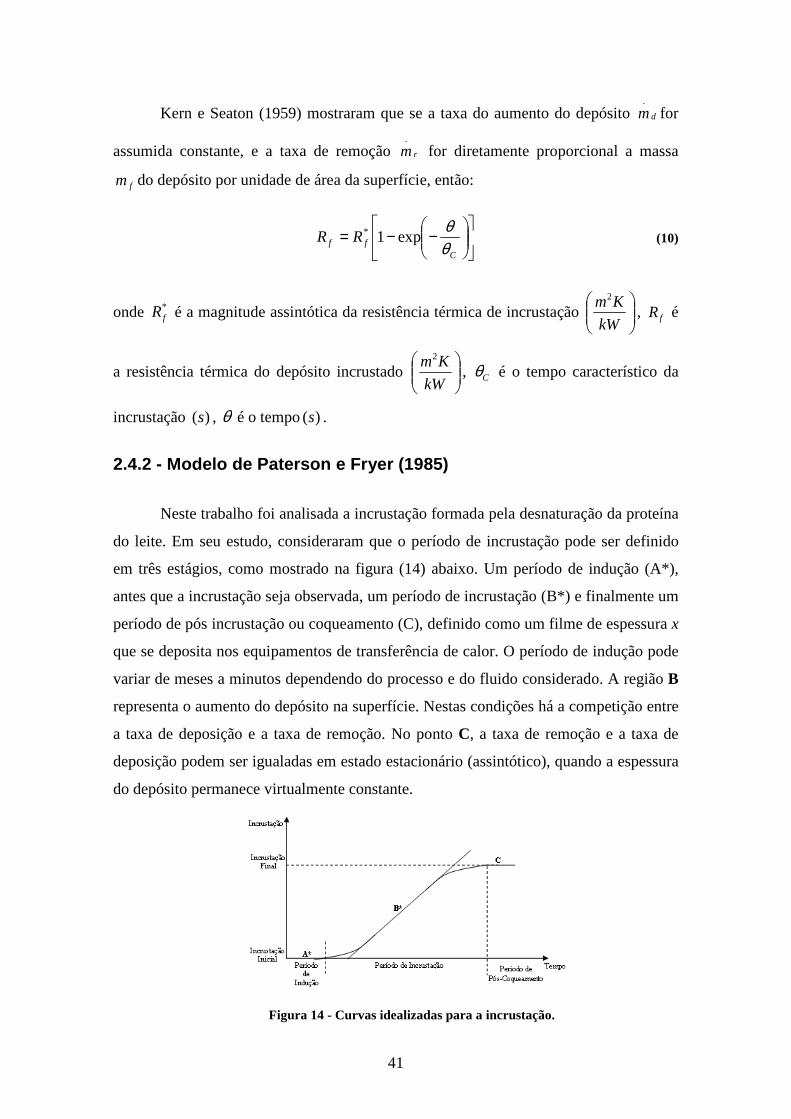
41
Kern e Seaton (1959) mostraram que se a taxa do aumento do depósito dm.
for
assumida constante, e a taxa de remoção rm.
for diretamente proporcional a massa
fm do depósito por unidade de área da superfície, então:
−−=
Cff RR
θθ
exp1* (10)
onde *fR é a magnitude assintótica da resistência térmica de incrustação
kW
Km2
, fR é
a resistência térmica do depósito incrustado
kW
Km2
, Cθ é o tempo característico da
incrustação )(s , θ é o tempo )(s .
2.4.2 - Modelo de Paterson e Fryer (1985)
Neste trabalho foi analisada a incrustação formada pela desnaturação da proteína
do leite. Em seu estudo, consideraram que o período de incrustação pode ser definido
em três estágios, como mostrado na figura (14) abaixo. Um período de indução (A*),
antes que a incrustação seja observada, um período de incrustação (B*) e finalmente um
período de pós incrustação ou coqueamento (C), definido como um filme de espessura x
que se deposita nos equipamentos de transferência de calor. O período de indução pode
variar de meses a minutos dependendo do processo e do fluido considerado. A região B
representa o aumento do depósito na superfície. Nestas condições há a competição entre
a taxa de deposição e a taxa de remoção. No ponto C, a taxa de remoção e a taxa de
deposição podem ser igualadas em estado estacionário (assintótico), quando a espessura
do depósito permanece virtualmente constante.
Figura 14 - Curvas idealizadas para a incrustação.
42
Paterson e Fryer (1985) consideraram em seu modelo que a incrustação tem
início após o período de indução, sendo denominada de constante da taxa de incrustação
inicial, )(tri . A constante da taxa de incrustação inicial é determinada através da
inclinação da curva acima apresentada, sendo função da temperatura de parede e
velocidade.
Em seu trabalho, Paterson e Fryer (1985) fizeram uso de uma relação para a
constante da taxa de incrustação inicial definida por Crittenden et al.(1987):
u
RT
E
Tr Wi
−
∝exp
)( (11)
Onde )(Tri é a constante da taxa de incrustação inicial, Tw é a temperatura de
parede (K) e u é a velocidade média do fluido (m/s).
Na equação (11), a constante da taxa de incrustação )(Tri integra parte da
equação da taxa de incrustação r, a qual é definida como:
niCrr = (12)
Onde r é a taxa de incrustação smmol 3/ , C é a concentração de reagente ou
produto 3/ mmol e n é a ordem da reação.
Na análise da espessura da camada incrustada, Paterson e Fryer (1985)
relacionaram a constante da taxa de incrustação inicial )(Tri em termos do número de
Biot, como mostra a equação abaixo:
dt
dBiri = (13)
A constante da taxa de incrustação inicial é aumentada quando se tem um
aumento na temperatura da parede, pois é proporcional a equação de Arrhenius. A
relação com o número de Biot estabelece que um aumento na velocidade da reação
(através do aumento de temperatura) provoca um aumento na espessura da camada
incrustada x.
43
Após testes experimentais e baseados em observações feitas por Crittenden et.al.
(1987) obtiveram a seguinte equação:
uRT
Er
dt
dBi
wsi
1exp
−== β (14)
Onde sβ é uma constante )/( sm e r i é a taxa de incrustação que é proporcional
também a variação do número de Biot com o tempo.
A constante sβ leva em consideração um fator probabilístico de adesão do
precursor, que depende dos efeitos químicos e físicos. No estudo desenvolvido por
Paterson e Fryer (1985) não existe estimativa de quanto seria o valor deste fator
probabilístico, tampouco o valor da constante sβ .
2.4.3 - Modelo de Belmar e Beiny (1993)
O modelo sugerido por Belmar e Beiny (1993) baseou-se em estudos de
trocadores de calor que processam leite. Segundo eles o processo de incrustação em
uma superfície geralmente consiste de uma série de etapas envolvendo transferência de
massa e reações químicas. Um dos maiores problemas da incrustação é a
interdependência entre as reações químicas e a hidrodinâmica.
O principal objetivo do trabalho foi examinar o processo de incrustação e
determinar qual processo, transferência de massa, reação de superfície ou escoamento
turbulento, possui maior influência na incrustação em trocadores de calor.
Na elaboração do modelo, os resultados foram expressos em termos do número
de Biot, considerando que a temperatura da parede seja constante e que há uma
espessura de depósito x na superfície, com uma condutividade térmica dλ . Neste caso, a
equação de transferência de calor pode ser reescrita em termos da resistência térmica,
como mostrado na equação (15):
foTOTAL RRR += (15)
Onde TOTALR é a resistência térmica total do sistema )/( 2 kWKm , oR é a
resistência térmica do fluido sem incrustação )/( 2 kWKm e fR é a resistência térmica
da camada de incrustação )/( 2 kWKm .

44
Reescrevendo a equação (15) em termos do coeficiente global de transferência
de calor, tem-se a equação (11):
rdror
f
ror A
x
AUA
R
AUUA λ+=+= 111
(16)
Onde U é o coeficiente de transferência de calor da superfície )/( 2 kWKm , oU é
o coeficiente de transferência de calor da superfície livre de incrustação )/( 2 kWKm e
rA é a área da parede de troca térmica )( 2m . Na equação (16), AxR df λ= e
rearranjando, obtem-se:
ro
ro
r
f
ror AU
AU
A
R
AUUA
+=+= 111
(17)
Isolando UUo na equação (17), com o objetivo de torná-la adimensional, tem-
se:
fo
o RUU
U +=1 (18)
ou
Bi
xU
U
U
d
oo +=+= 11λ
(19)
onde of URBi = .
Utilizando a definição do número de Reynolds, pode-se chegar a uma relação de
deposição na equação do modelo de Paterson e Fryer (1985) que envolve o efeito das
propriedades viscosas do fluido:
µρuD=Re (20)
Rearranjando,
Re
1 vD
u= (21)
onde µρ=v .
Substituindo a equação 16 na equação do modelo de Paterson e Fryer (1985)
equação (14), obtem-se:
45
Re
exp)(
−
= fiS RT
EvD
dt
Bidβ
(22)
Paterson e Fryer (1985), em seu modelo, consideraram a temperatura da parede,
enquanto que Belmar e Beiny (1993) consideraram a temperatura da interface depósito-
fluido. Belmar e Beiny (1993) consideraram esta temperatura porque segundo eles, a
região de completa turbulência possui influência no processo de deposição de
incrustação e considerando a temperatura de interface estaria se considerando também
esta influência.
Chamando vDk Sd β=* e substituindo na equação (21) chega-se a equação (22).
Bik
RT
Ek
dt
dBir
fi
d −
−= exp
Re
*
(23)
onde, *dk é a constante da taxa de deposição [s-1] e kr é a constante da taxa de
remoção [s-1].
O primeiro termo da equação (23) baseia-se no modelo de Paterson e Fryer
(1985) e a constante *dk leva em consideração a probabilidade de adesão do precursor,
através da constante Sβ . Em seu modelo Belmar e Beiny (1993) acrescentaram um
termo de remoção do depósito que consegue avaliar tanto a taxa de deposição quanto a
taxa de remoção como uma função da velocidade do fluido. De um modo geral, o
modelo de Belmar e Beiny (1993) é idêntico ao modelo de Fryer e Slater (1986), exceto
o termo de deposição, que é inversamente proporcional ao número de Reynolds.
2.4.4 - Modelo de Ebert e Panchal (1995)
Ebert e Panchal (1995) avaliaram os modelos de incrustação de outros autores e
chegaram a conclusão que os modelos não conseguiam prever a condição para o início
da incrustação, o chamado Threshold condition. Desta forma, desenvolveram um
modelo que conseguia prever a temperatura de início da incrustação, baseados em dados
de simulação da incrustação de Scarborough (1979). Segundo Scarborough (1979), a
taxa de deposição da incrustação é reduzida com o aumento da velocidade quando a
46
temperatura do filme (média aritmética entre a temperatura da interface depósito-fluido,
fiT , e a temperatura de parede wT for considerada constante.
Ebert e Panchal (1995) desenvolveram suas correlações para predizer as
condições em que se inicia a incrustação, baseados nas seguintes observações:
• O incrustante é formado pela reação na subcamada viscosa;
• O gradiente da concentração do precursor na subcamada viscosa é desprezado;
• O incrustante é transportado por difusão e turbilhonamento da subcamada
viscosa para a região de completa turbulência;
• O perfil da temperatura na subcamada laminar é linear;
• O termo de deposição pode ser expresso pela temperatura do filme da
subcamada viscosa.
A primeira correlação proposta por Ebert e Panchal (1995) para prever a taxa de
incrustação é definida por:
w
film
f
RT
E
dt
dRγτα β −
−= expRe (24)
onde dt
dRf é a taxa de incrustação devido a resistência térmica )/( 2 kWKm , filmT é a
temperatura de filme (K), 'α é uma constante do modelo Ebert e Panchal (1995)
)/( 2 hWKm , β é uma constante adimensional do modelo e γ é a constante do termo
de remoção )/( 2 PahkWKm . Na equação acima se observa que a incrustação é
controlada por dois termos. O primeiro termo envolve a reação química que promove o
processo de incrustação e o segundo termo é relacionado com a taxa de remoção,
diretamente ligado a tensão de cisalhamento e responsável por diminuir a incrustação. A
incrustação ocorrerá se o termo da reação química for maior que o termo da tensão de
cisalhamento.
O equilíbrio dos dois termos ocorrerá quando a taxa líquida for zero, ou seja, a
incrustação nula, ou quando for atingido um valor assintótico.

47
Logo em seguida a este modelo, Ebert e Panchal (1999) o aperfeiçoaram
utilizando dados experimentais e em 1997 ajustaram as constantes na equação como na
tabela (5):
wRT
E
f f
ac
edt
dRγτα β −=
−
− 33.0PrRe (25)
Tabela 5 - Ajuste das constantes do modelo de Ebert e Panchal (1999).
KmolkJxR
molkJEact
/10314.8
/68
88.0
3−=
=−=β
J
Kmem
dt
dRPara f
2
h
kWKmem
dt
dRPara f
2
J
Km2
39.8=α h
kWKmx
26102.30=α
)/)(/(1003.4 2211 JKmNmx −=γ ))(/(1045.12
24
h
kWKmNmx −=γ
Observa-se na equação (20) que Ebert e Panchal (1999) acrescentaram o número
de Prandtl (razão entre as difusividades térmicas e hidrodinâmica do fluido) no termo de
deposição. Com exceção do termo exponencial, é exatamente a forma da expressão para
o número de Nusselt em um tubo. O número de Nusselt (Nu) considera um gradiente de
temperatura adimensional na superfície de troca térmica, como forma de simplificação.
Ebert e Panchal (1999) assumiram também que a reação química de incrustação ocorre
na superfície da parede do tubo, onde através da velocidade ocorre uma transferência de
incrustante da camada limite para a região de completa turbulência. Na equação (20), a
relação entre as variáveis que garante a condição limite para o início da incrustação é
determinada fazendo a taxa de incrustação igual a zero.
Ebert e Panchal (1999) compararam a equação (25) com dados coletados pela
Exxon em uma de suas refinarias e os resultados são apresentados na figura (15):
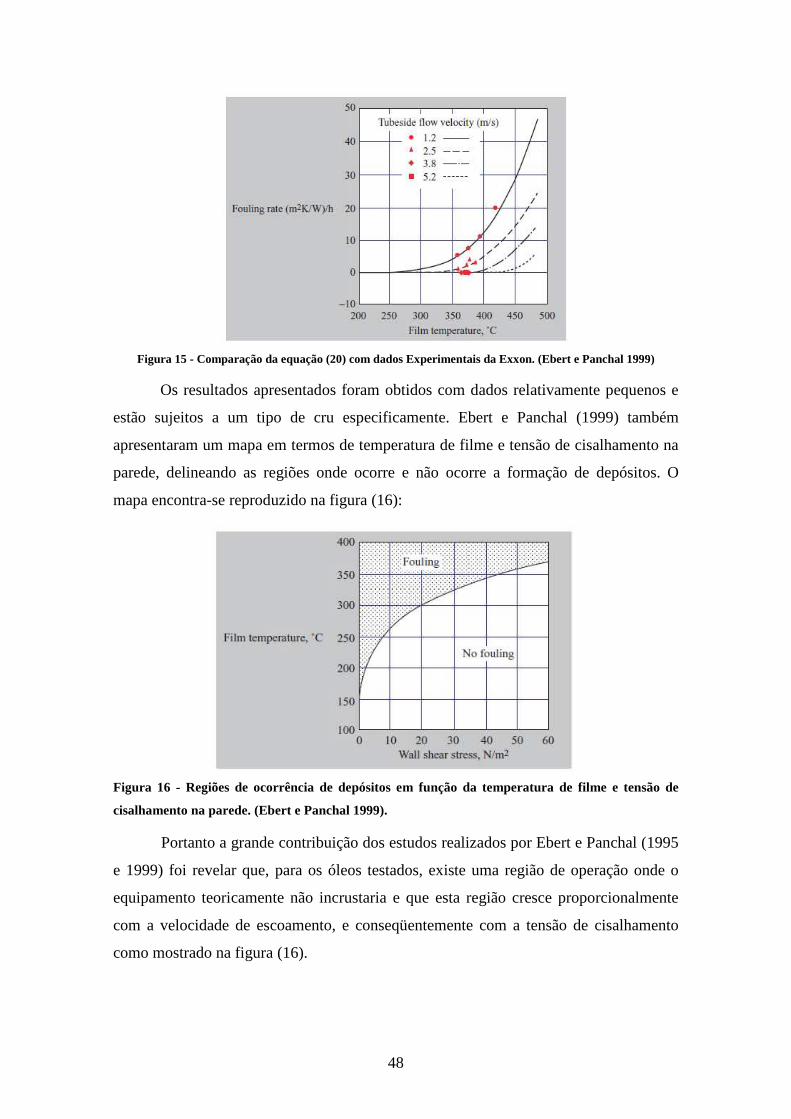
48
Figura 15 - Comparação da equação (20) com dados Experimentais da Exxon. (Ebert e Panchal 1999)
Os resultados apresentados foram obtidos com dados relativamente pequenos e
estão sujeitos a um tipo de cru especificamente. Ebert e Panchal (1999) também
apresentaram um mapa em termos de temperatura de filme e tensão de cisalhamento na
parede, delineando as regiões onde ocorre e não ocorre a formação de depósitos. O
mapa encontra-se reproduzido na figura (16):
Figura 16 - Regiões de ocorrência de depósitos em função da temperatura de filme e tensão de
cisalhamento na parede. (Ebert e Panchal 1999).
Portanto a grande contribuição dos estudos realizados por Ebert e Panchal (1995
e 1999) foi revelar que, para os óleos testados, existe uma região de operação onde o
equipamento teoricamente não incrustaria e que esta região cresce proporcionalmente
com a velocidade de escoamento, e conseqüentemente com a tensão de cisalhamento
como mostrado na figura (16).
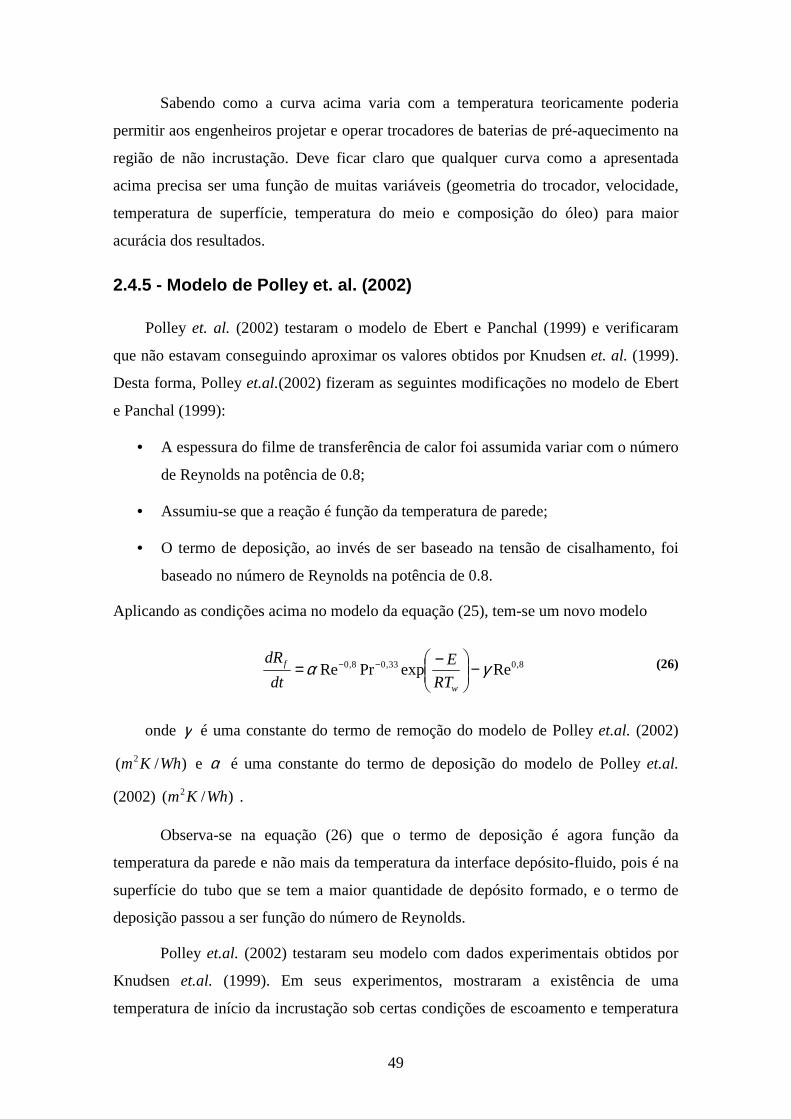
49
Sabendo como a curva acima varia com a temperatura teoricamente poderia
permitir aos engenheiros projetar e operar trocadores de baterias de pré-aquecimento na
região de não incrustação. Deve ficar claro que qualquer curva como a apresentada
acima precisa ser uma função de muitas variáveis (geometria do trocador, velocidade,
temperatura de superfície, temperatura do meio e composição do óleo) para maior
acurácia dos resultados.
2.4.5 - Modelo de Polley et. al. (2002)
Polley et. al. (2002) testaram o modelo de Ebert e Panchal (1999) e verificaram
que não estavam conseguindo aproximar os valores obtidos por Knudsen et. al. (1999).
Desta forma, Polley et.al.(2002) fizeram as seguintes modificações no modelo de Ebert
e Panchal (1999):
• A espessura do filme de transferência de calor foi assumida variar com o número
de Reynolds na potência de 0.8;
• Assumiu-se que a reação é função da temperatura de parede;
• O termo de deposição, ao invés de ser baseado na tensão de cisalhamento, foi
baseado no número de Reynolds na potência de 0.8.
Aplicando as condições acima no modelo da equação (25), tem-se um novo modelo
8,033,08,0 ReexpPrRe γα −
−= −−
w
f
RT
E
dt
dR (26)
onde γ é uma constante do termo de remoção do modelo de Polley et.al. (2002)
)/( 2 WhKm e α é uma constante do termo de deposição do modelo de Polley et.al.
(2002) )/( 2 WhKm .
Observa-se na equação (26) que o termo de deposição é agora função da
temperatura da parede e não mais da temperatura da interface depósito-fluido, pois é na
superfície do tubo que se tem a maior quantidade de depósito formado, e o termo de
deposição passou a ser função do número de Reynolds.
Polley et.al. (2002) testaram seu modelo com dados experimentais obtidos por
Knudsen et.al. (1999). Em seus experimentos, mostraram a existência de uma
temperatura de início da incrustação sob certas condições de escoamento e temperatura
50
para uma amostra de óleo. Os experimentos de Knudsen et.al.(1999) foram realizados
em uma célula de testes com a velocidade do fluido na região de completa turbulência
variando entre 0,91 – 3,0 m/s e com duas temperaturas, 149ºC e 204°C. Os resultados
obtidos por Knudsen et.al.(1999) e Polley et.al.(2002) são comparados na figura 17
abaixo:
100
150
200
250
300
350
0,91 1,68 2,44 3,05
Velocidade (m/s)
Tem
pera
tura
(°C
)
knudsen et.al. (1999)inferior
knudsen et.al (1999)superior
Polley et.al (2002)
Figura 17- Comparação entre o modelo modificado de Polley et.al. (2002) com os dados de Knudsen et.al.
(1999).
Observa-se que o aumento da velocidade do fluido retarda o aparecimento da
incrustação, mesmo com o aumento da temperatura. O modelo de Polley et.al. (2002)
mostra uma boa predição da temperatura de início da incrustação, considerando que
haja erros associados com as medidas experimentais. Observa-se que os dados obtidos
experimentalmente tendem para um valor assintótico na faixa da velocidade entre 0,91 a
3,05 m/s.
2.4.6 – Modelo de Nasr e Givi (2006)
Nasr e Givi (2006) propuseram um novo modelo para previsão da taxa de
incrustação em trocadores de calor. Em seu modelo, utilizou dados do petróleo
Australiano leve, com temperaturas de operação variando entre 200 e 260°C e
velocidades de escoamento nos tubos variando entre 0.25-0.4 m/s. Abaixo
demonstramos a equação proposta:
4.0ReRe γα β −=
−
f
act
RT
E
f edt
dR (27)
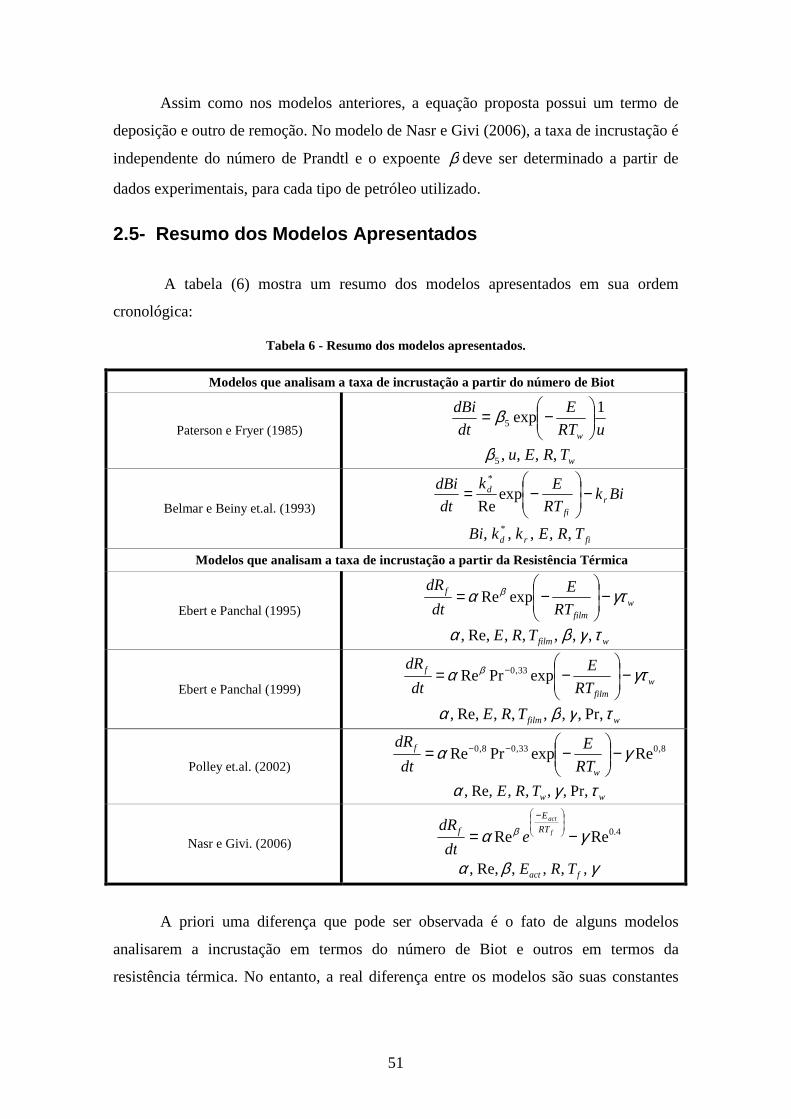
51
Assim como nos modelos anteriores, a equação proposta possui um termo de
deposição e outro de remoção. No modelo de Nasr e Givi (2006), a taxa de incrustação é
independente do número de Prandtl e o expoente β deve ser determinado a partir de
dados experimentais, para cada tipo de petróleo utilizado.
2.5- Resumo dos Modelos Apresentados
A tabela (6) mostra um resumo dos modelos apresentados em sua ordem
cronológica:
Tabela 6 - Resumo dos modelos apresentados.
Modelos que analisam a taxa de incrustação a partir do número de Biot
Paterson e Fryer (1985) uRT
E
dt
dBi
w
1exp5
−= β
wTREu ,,,,5β
Belmar e Beiny et.al. (1993) Bik
RT
Ek
dt
dBir
fi
d −
−= exp
Re
*
fird TREkkBi ,,,,, *
Modelos que analisam a taxa de incrustação a partir da Resistência Térmica
Ebert e Panchal (1995) wfilm
f
RT
E
dt
dRγτα β −
−= expRe
wfilmTRE τγβα ,,,,,Re,,
Ebert e Panchal (1999) wfilm
f
RT
E
dt
dRγτα β −
−= − expPrRe 33,0
wfilmTRE τγβα Pr,,,,,,Re,,
Polley et.al. (2002)
8,033,08,0 ReexpPrRe γα −
−= −−
w
f
RT
E
dt
dR
wwTRE τγα Pr,,,,,Re,,
Nasr e Givi. (2006) 4.0ReRe γα β −=
−
f
act
RT
E
f edt
dR
γβα ,,,,Re,, fact TRE
A priori uma diferença que pode ser observada é o fato de alguns modelos
analisarem a incrustação em termos do número de Biot e outros em termos da
resistência térmica. No entanto, a real diferença entre os modelos são suas constantes
52
acompanhadas de seus valores absolutos. Na seqüência deste trabalho só serão
utilizados os modelos que analisam a taxa de incrustação a partir da resistência térmica.
Como observado na tabela acima, os modelos de Fryer e Slater (1986), Belmar e
Beiny (1993), Ebert e Panchal (1995) e (1999) e Polley et.al. (2002) possuem estruturas
semelhantes que consistem na diferença entre um termo de deposição e outro de
remoção, enquanto que o modelo de Paterson e Fryer (1985) apresenta apenas um
termo, que aparentemente pode ser considerado o termo de deposição. Entretanto, a
constante 5β leva em consideração um fator probabilístico de adesão da incrustação.
Dessa forma, o modelo consegue prever a taxa de deposição e remoção.
53
Capítulo 3 - Formulação do problema
No presente trabalho, abordamos o problema da formação de incrustação de
duas formas:
1. Analisando os dados operacionais obtidos, na busca por variáveis que
apresentem influência no processo de incrustação verificado;
2. Ajustando os dados operacionais aos modelos matemáticos apresentados
anteriormente para a previsão da incrustação.
A Petrobras tem implantado em suas refinarias projetos de modernização que
contemplam maior instrumentação das unidades de destilação atmosférica e a vácuo
(UDAV), com o intuito de se obter dados operacionais que dêem subsídios para
melhorias na eficiência das baterias de pré-aquecimento (bpa). Neste sentido, o Centro
de Pesquisas da Petrobras (CENPES) desenvolveu uma ferramenta de monitoramento
para inferir em tempo real a evolução da incrustação em trocadores de calor e monitorar
o desempenho da bpa. Esta ferramenta foi batizada de FOULINGTR.
3.1 - Dados operacionais
Na figura 18 apresentamos a rotina do FOULINGTR, que encontra-se conectado
ao sistema de dados da refinaria (PI Process Book), onde recebe os dados em tempo real
dos sensores espalhados em campo e os envia ao simulador de processos da Petrobras
Petrox, para realizar a simulação da unidade e fechar o seu balanço de massa e energia
(bme). No simulador de processos Petrox, uma simulação de toda a unidade é montada,
onde os trocadores de calor têm sua geometria inserida em arquivos do Xist® do Heat
Transfer Research Institute – HTRI que são utilizados para avaliação de desempenho
dos trocadores. O FOULINGTR é portanto um sistema de monitoramento instalado na
CPU do engenheiro de acompanhamento da unidade em questão, que pode ser
programado para ser executado diariamente. A rotina do FOULINGTR consiste portanto
em:
1. O FOULINGTR é iniciado de acordo com a rotina automática
programada;
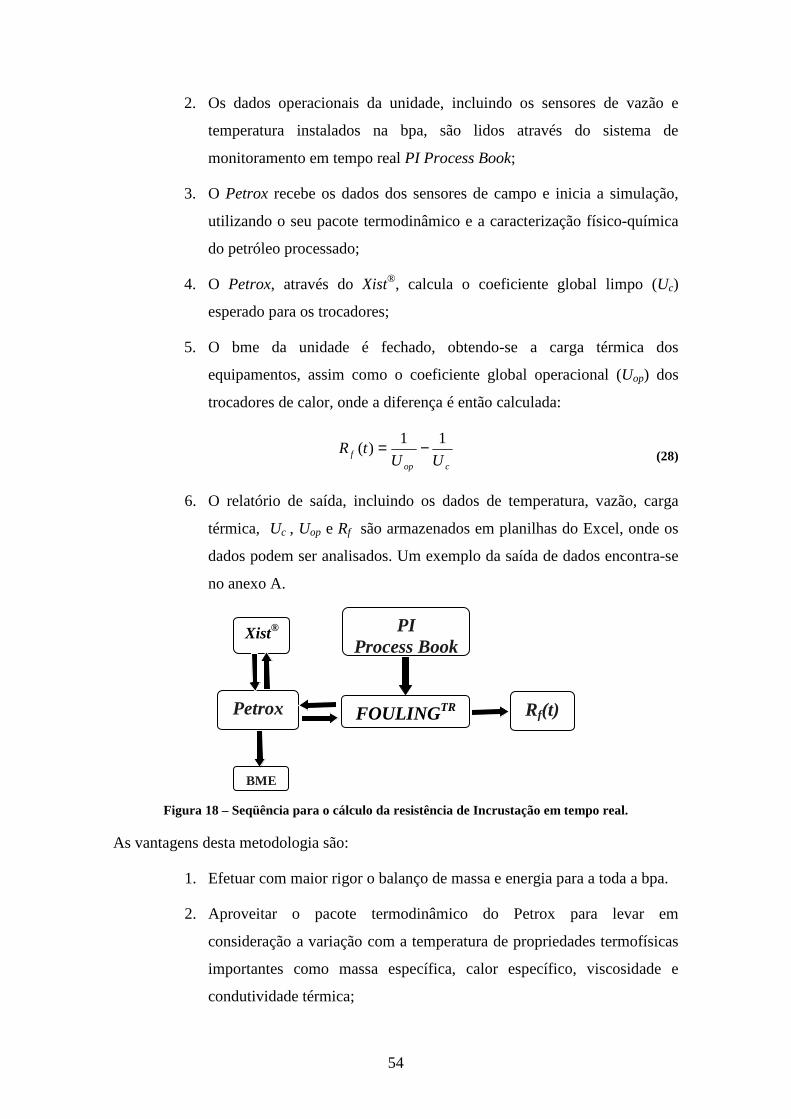
54
2. Os dados operacionais da unidade, incluindo os sensores de vazão e
temperatura instalados na bpa, são lidos através do sistema de
monitoramento em tempo real PI Process Book;
3. O Petrox recebe os dados dos sensores de campo e inicia a simulação,
utilizando o seu pacote termodinâmico e a caracterização físico-química
do petróleo processado;
4. O Petrox, através do Xist®, calcula o coeficiente global limpo (Uc)
esperado para os trocadores;
5. O bme da unidade é fechado, obtendo-se a carga térmica dos
equipamentos, assim como o coeficiente global operacional (Uop) dos
trocadores de calor, onde a diferença é então calculada:
copf UU
tR11
)( −= (28)
6. O relatório de saída, incluindo os dados de temperatura, vazão, carga
térmica, Uc , Uop e Rf são armazenados em planilhas do Excel, onde os
dados podem ser analisados. Um exemplo da saída de dados encontra-se
no anexo A.
Figura 18 – Seqüência para o cálculo da resistência de Incrustação em tempo real.
As vantagens desta metodologia são:
1. Efetuar com maior rigor o balanço de massa e energia para a toda a bpa.
2. Aproveitar o pacote termodinâmico do Petrox para levar em
consideração a variação com a temperatura de propriedades termofísicas
importantes como massa específica, calor específico, viscosidade e
condutividade térmica;
FOULINGTR
Xist®
Petrox
PI Process Book
Rf(t)
BME
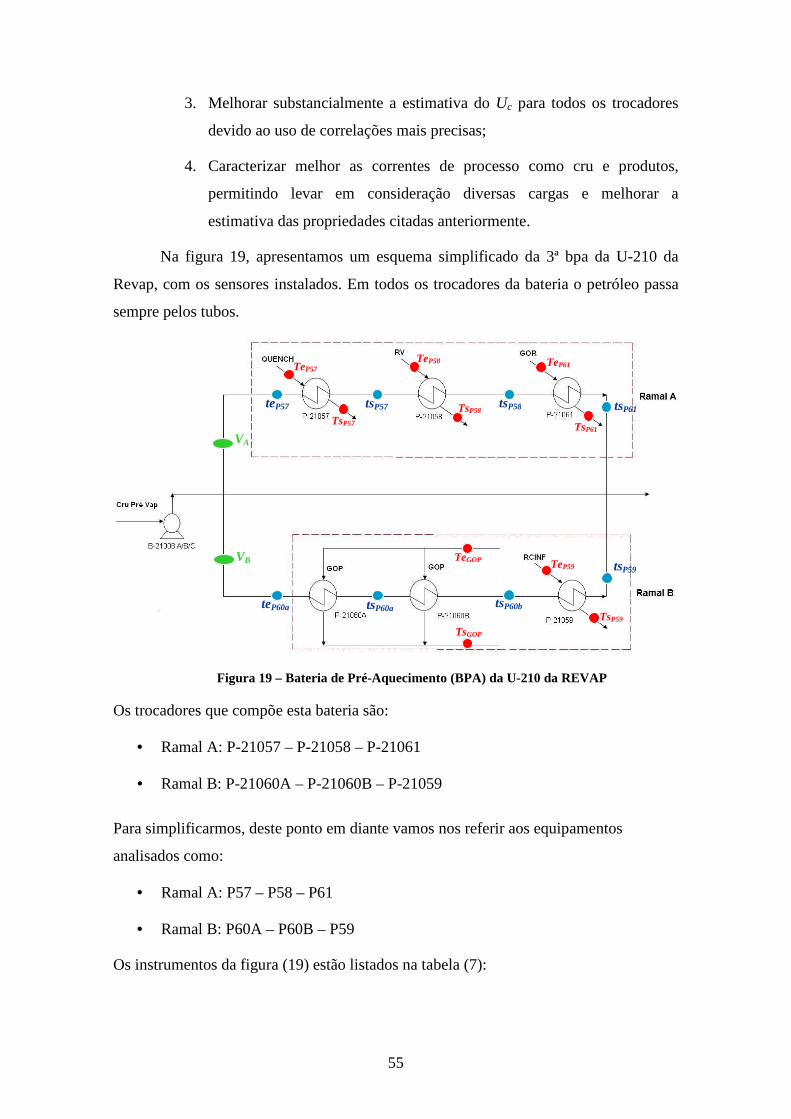
55
3. Melhorar substancialmente a estimativa do Uc para todos os trocadores
devido ao uso de correlações mais precisas;
4. Caracterizar melhor as correntes de processo como cru e produtos,
permitindo levar em consideração diversas cargas e melhorar a
estimativa das propriedades citadas anteriormente.
Na figura 19, apresentamos um esquema simplificado da 3ª bpa da U-210 da
Revap, com os sensores instalados. Em todos os trocadores da bateria o petróleo passa
sempre pelos tubos.
Figura 19 – Bateria de Pré-Aquecimento (BPA) da U-210 da REVAP
Os trocadores que compõe esta bateria são:
• Ramal A: P-21057 – P-21058 – P-21061
• Ramal B: P-21060A – P-21060B – P-21059
Para simplificarmos, deste ponto em diante vamos nos referir aos equipamentos
analisados como:
• Ramal A: P57 – P58 – P61
• Ramal B: P60A – P60B – P59
Os instrumentos da figura (19) estão listados na tabela (7):
VA
VB
teP60a tsP60a tsP60b
tsP61 tsP57 tsP58
tsP59
teP57
TeP57
TsP57
TeP58
TsP58
TeGOP
TsGOP
TsP59
TeP59
TsP61
TeP61
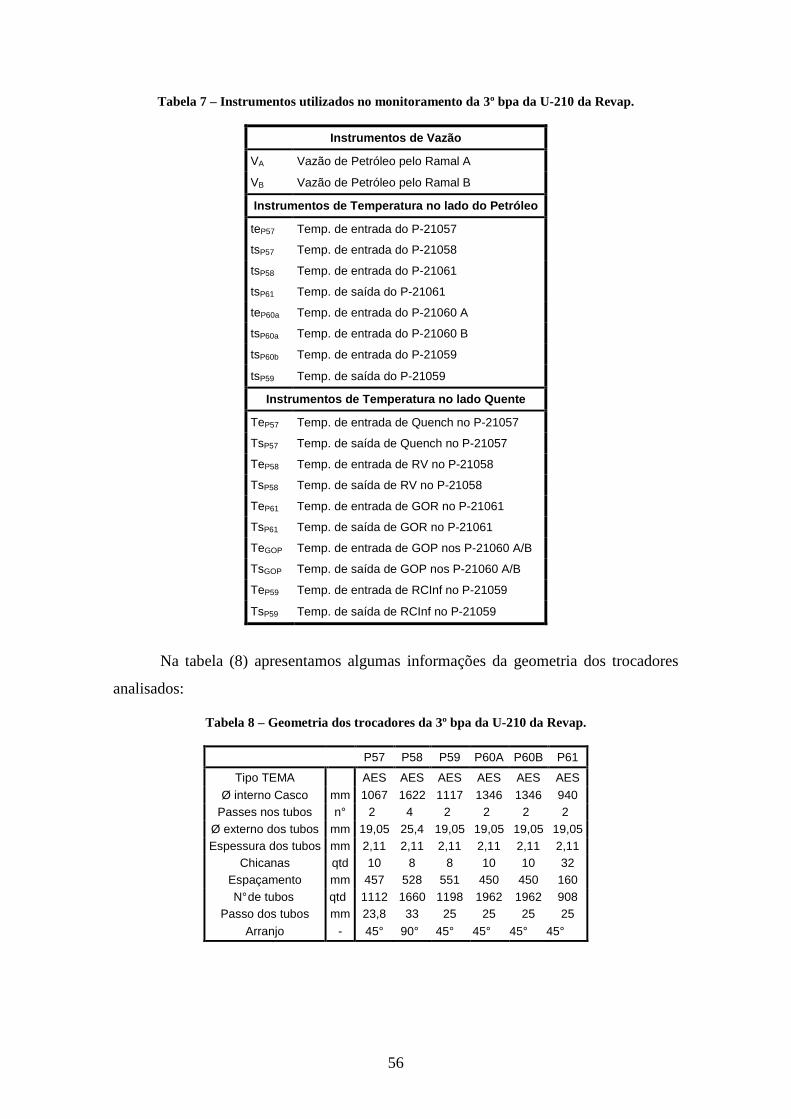
56
Tabela 7 – Instrumentos utilizados no monitoramento da 3º bpa da U-210 da Revap.
Instrumentos de Vazão
VA Vazão de Petróleo pelo Ramal A
VB Vazão de Petróleo pelo Ramal B
Instrumentos de Temperatura no lado do Petróleo
teP57 Temp. de entrada do P-21057
tsP57 Temp. de entrada do P-21058
tsP58 Temp. de entrada do P-21061
tsP61 Temp. de saída do P-21061
teP60a Temp. de entrada do P-21060 A
tsP60a Temp. de entrada do P-21060 B
tsP60b Temp. de entrada do P-21059
tsP59 Temp. de saída do P-21059
Instrumentos de Temperatura no lado Quente
TeP57 Temp. de entrada de Quench no P-21057
TsP57 Temp. de saída de Quench no P-21057
TeP58 Temp. de entrada de RV no P-21058
TsP58 Temp. de saída de RV no P-21058
TeP61 Temp. de entrada de GOR no P-21061
TsP61 Temp. de saída de GOR no P-21061
TeGOP Temp. de entrada de GOP nos P-21060 A/B
TsGOP Temp. de saída de GOP nos P-21060 A/B
TeP59 Temp. de entrada de RCInf no P-21059
TsP59 Temp. de saída de RCInf no P-21059
Na tabela (8) apresentamos algumas informações da geometria dos trocadores
analisados:
Tabela 8 – Geometria dos trocadores da 3º bpa da U-210 da Revap.
P57 P58 P59 P60A P60B P61
Tipo TEMA AES AES AES AES AES AES
Ø interno Casco mm 1067 1622 1117 1346 1346 940 Passes nos tubos n° 2 4 2 2 2 2
Ø externo dos tubos mm 19,05 25,4 19,05 19,05 19,05 19,05 Espessura dos tubos mm 2,11 2,11 2,11 2,11 2,11 2,11
Chicanas qtd 10 8 8 10 10 32 Espaçamento mm 457 528 551 450 450 160 N° de tubos qtd 1112 1660 1198 1962 1962 908
Passo dos tubos mm 23,8 33 25 25 25 25
Arranjo - 45° 90° 45° 45° 45° 45°
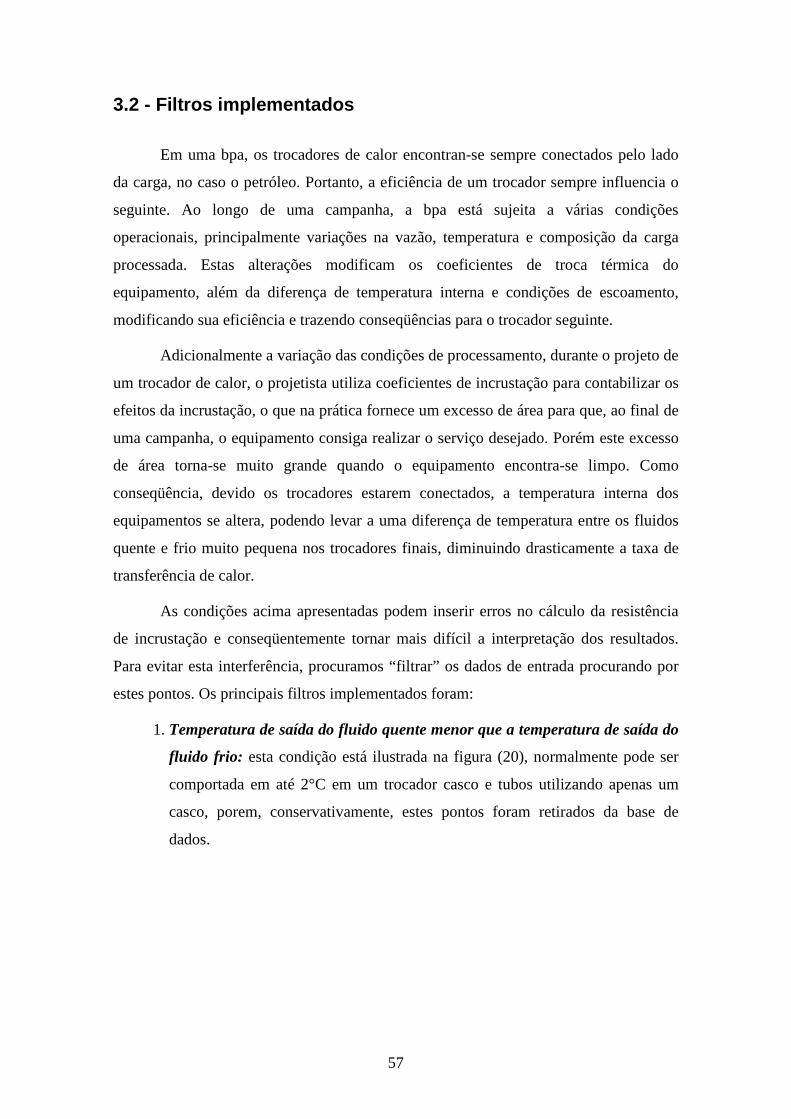
57
3.2 - Filtros implementados
Em uma bpa, os trocadores de calor encontran-se sempre conectados pelo lado
da carga, no caso o petróleo. Portanto, a eficiência de um trocador sempre influencia o
seguinte. Ao longo de uma campanha, a bpa está sujeita a várias condições
operacionais, principalmente variações na vazão, temperatura e composição da carga
processada. Estas alterações modificam os coeficientes de troca térmica do
equipamento, além da diferença de temperatura interna e condições de escoamento,
modificando sua eficiência e trazendo conseqüências para o trocador seguinte.
Adicionalmente a variação das condições de processamento, durante o projeto de
um trocador de calor, o projetista utiliza coeficientes de incrustação para contabilizar os
efeitos da incrustação, o que na prática fornece um excesso de área para que, ao final de
uma campanha, o equipamento consiga realizar o serviço desejado. Porém este excesso
de área torna-se muito grande quando o equipamento encontra-se limpo. Como
conseqüência, devido os trocadores estarem conectados, a temperatura interna dos
equipamentos se altera, podendo levar a uma diferença de temperatura entre os fluidos
quente e frio muito pequena nos trocadores finais, diminuindo drasticamente a taxa de
transferência de calor.
As condições acima apresentadas podem inserir erros no cálculo da resistência
de incrustação e conseqüentemente tornar mais difícil a interpretação dos resultados.
Para evitar esta interferência, procuramos “filtrar” os dados de entrada procurando por
estes pontos. Os principais filtros implementados foram:
1. Temperatura de saída do fluido quente menor que a temperatura de saída do
fluido frio: esta condição está ilustrada na figura (20), normalmente pode ser
comportada em até 2°C em um trocador casco e tubos utilizando apenas um
casco, porem, conservativamente, estes pontos foram retirados da base de
dados.
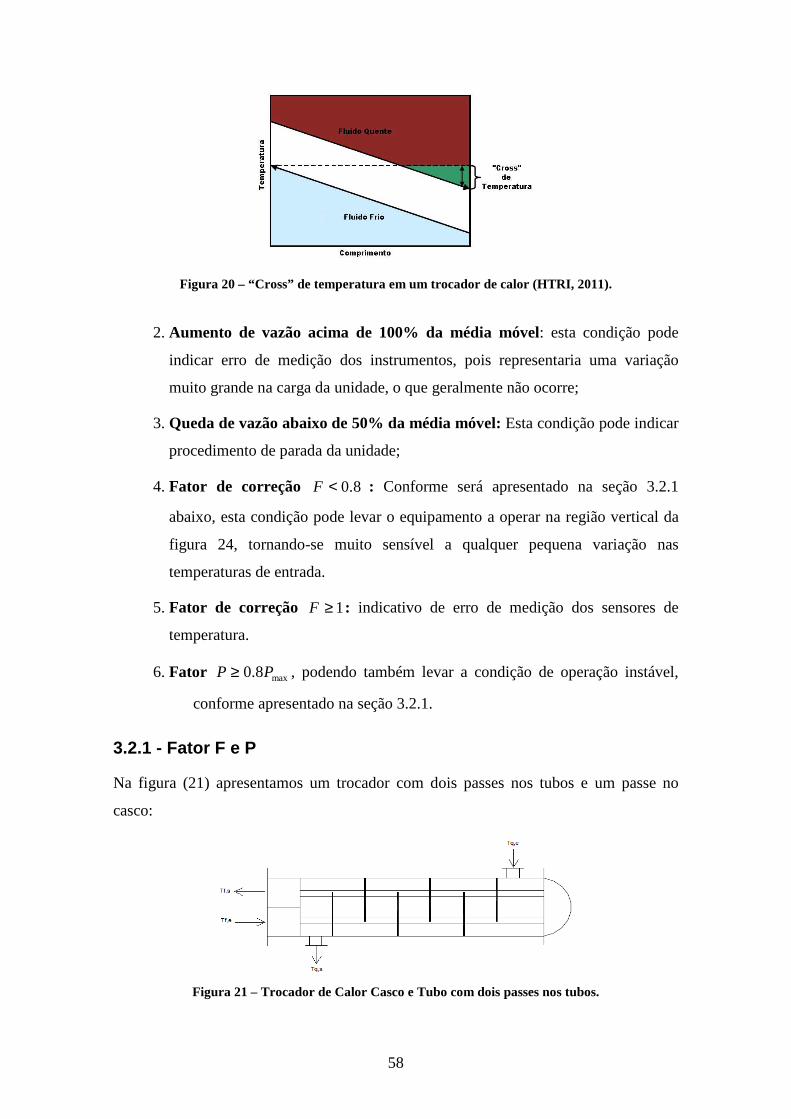
58
Figura 20 – “Cross” de temperatura em um trocador de calor (HTRI, 2011).
2. Aumento de vazão acima de 100% da média móvel: esta condição pode
indicar erro de medição dos instrumentos, pois representaria uma variação
muito grande na carga da unidade, o que geralmente não ocorre;
3. Queda de vazão abaixo de 50% da média móvel: Esta condição pode indicar
procedimento de parada da unidade;
4. Fator de correção 8.0<F : Conforme será apresentado na seção 3.2.1
abaixo, esta condição pode levar o equipamento a operar na região vertical da
figura 24, tornando-se muito sensível a qualquer pequena variação nas
temperaturas de entrada.
5. Fator de correção 1≥F : indicativo de erro de medição dos sensores de
temperatura.
6. Fator max8.0 PP ≥ , podendo também levar a condição de operação instável,
conforme apresentado na seção 3.2.1.
3.2.1 - Fator F e P
Na figura (21) apresentamos um trocador com dois passes nos tubos e um passe no
casco:
Figura 21 – Trocador de Calor Casco e Tubo com dois passes nos tubos.
59
O fluido quente encontra-se no casco. Considerando que o fluido do casco
encontra-se misturado o suficiente para desconsiderarmos efeitos de má distribuição de
temperatura (estratificação térmica), podemos assumir que o escoamento do casco é
paralelo ao dos tubos, ou seja, a qualquer distância ao longo do comprimento do
trocador de calor, se tomarmos a seção transversal do casco, esta apresentará a mesma
temperatura em qualquer ponto.
Podemos verificar na figura 21 que o primeiro passe do fluido frio encontra-se
em contra corrente com o casco e o segundo passe em paralelo. Esta condição afasta o
trocador da condição de contra corrente puro. Portanto, para trocadores com dois ou
mais passes nos tubos, utilizamos a equação (1), que reapresentamos abaixo:
mTUAQ ∆=
A diferença de temperatura média mT∆ é a diferença média de temperatura real
encontrada em um trocador com dois ou mais passes nos tubos. Por conveniência
relacionarmos mT∆ com a condição de contra corrente puro. Para isto, multiplicamos
∆Tml por um fator de correção chamado fator F:
∆Tm= F∆Tml (29)
Onde F e sempre 1≤ e pode ser interpretado como um fator geométrico de
correção que, quando aplicado ao MLT∆ de um escoamento em contracorrente, fornece a
diferença de temperatura efetiva do trocador de calor, sendo assim uma medida do seu
afastamento de um comportamento ideal, que seria o escoamento em contra corrente
puro tendo as mesmas temperaturas de entrada e saída.
Portanto, a taxa de transferência de calor, para trocadores com dois ou mais passes
nos tubos pode ser escrita como:
( ) ( )( )( )
MLTUAF
T
TTT
UAFq ∆=
∆∆
∆−∆=
2
1
21
ln
(30)
O fator F , deduzido para trocadores 1-2n conforme apresentado em Kern (1959) é
geralmente calculado através de cartas gráficas como a mostrada na figura (22). Hewitt
et.al. (1994) apresenta a expressão para o fator F para o trocador de calor casco e tubo
com dois passes nos tubos como:

60
( ) ( ) ( ) ( )[ ]( ) ( )( ) ( )
( )[ ]efsqsfeq
efsfsqeqsfefsqeq
efsfsqeqsfefsqeq
efsqsfeqefsfsqeq
TTTTTTTTTTTT
TTTTTTTT
TTTTTTTTF
,,,,2,,
2,,,,,,
2,,
2,,,,,,
,,,,2
,,2
,,
ln
/ln
−−−
−+−−−−+
−+−+−−+
−−−+−=
(31)
O fator de correção F pode ser expresso em função de duas variáveis adimensionais:
efsf
sqeq
Pq
Pf
TT
TT
CW
CWR
q
f
,,
,,
−−
== (32)
efeq
efsf
TT
TTP
,,
,,
−−
= (33)
Onde podemos reescrever:
( ) ( )[ ]
( ) ( )( )( )
+++−+−+−−
−−+=
1)1((2
112ln1
1/1ln1
2
2
2
RRP
RRPR
PRPRF
(34)
Portanto, o fator F é sempre correlacionado em termos de dois parâmetros
adimensionais, a efetividade térmica do trocador P e a razão entre as capacidades
térmicas dos dois meios R. Trocadores com múltiplos passes são sempre projetados com
uma regra básica de 75.0≥F , porém este critério pode levar a projetos sensíveis a
flutuações de processo, como podemos ver na figura 23 abaixo:
Figura 22 – Carta gráfica para o fator F. (TEMA, 2007)
R=1.8 R=0.6 R=10 R=5 R=4 R=3 R=0.1 R=0.2 R=0.4 R=0.5 R=0.8 R=1.0 R=1.2 R=1.4 R=1.6
R=2
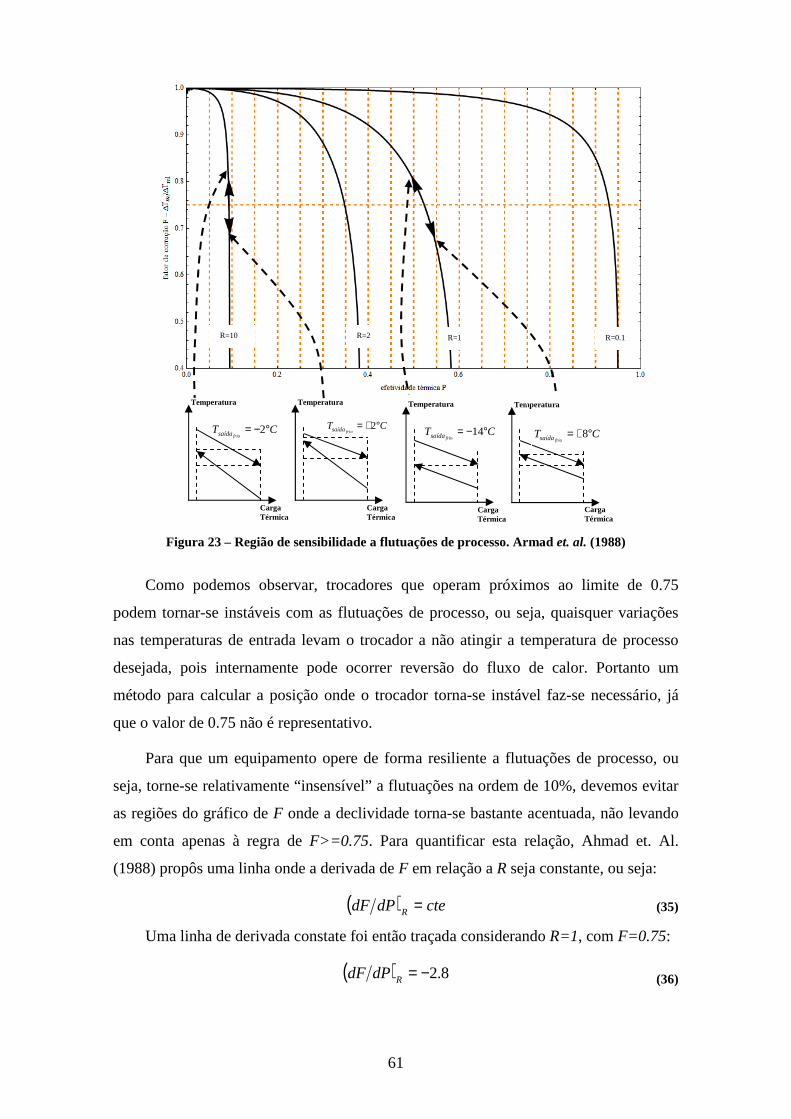
61
Figura 23 – Região de sensibilidade a flutuações de processo. Armad et. al. (1988)
Como podemos observar, trocadores que operam próximos ao limite de 0.75
podem tornar-se instáveis com as flutuações de processo, ou seja, quaisquer variações
nas temperaturas de entrada levam o trocador a não atingir a temperatura de processo
desejada, pois internamente pode ocorrer reversão do fluxo de calor. Portanto um
método para calcular a posição onde o trocador torna-se instável faz-se necessário, já
que o valor de 0.75 não é representativo.
Para que um equipamento opere de forma resiliente a flutuações de processo, ou
seja, torne-se relativamente “insensível” a flutuações na ordem de 10%, devemos evitar
as regiões do gráfico de F onde a declividade torna-se bastante acentuada, não levando
em conta apenas à regra de F>=0.75. Para quantificar esta relação, Ahmad et. Al.
(1988) propôs uma linha onde a derivada de F em relação a R seja constante, ou seja:
( ) ctedPdF R = (35)
Uma linha de derivada constate foi então traçada considerando R=1, com F=0.75:
( ) 8.2−=RdPdF (36)
Carga Térmica
Temperatura
CTfriosaída °−= 2
Carga Térmica
Temperatura
CTfriosaída °−= 14
Carga Térmica
Temperatura
CTfriosaída °+= 2
Temperatura
CTfriosaída °+= 8
Carga Térmica
R=10 R=2 R=1 R=0.1
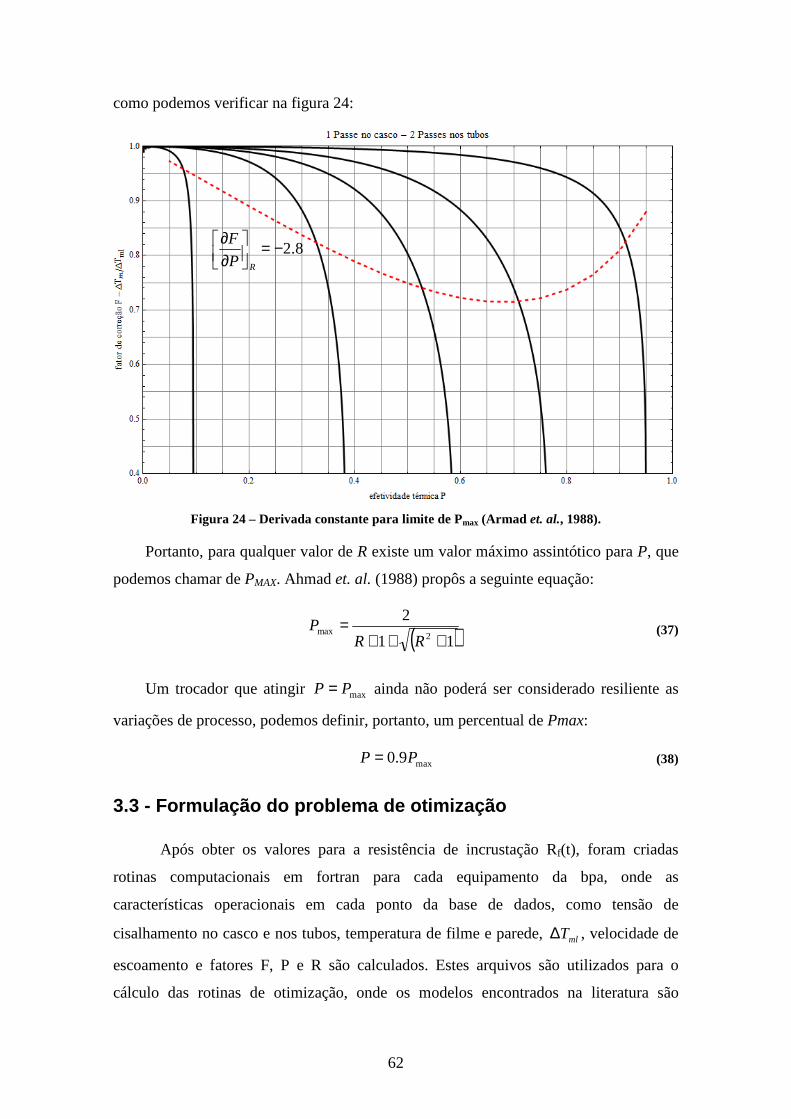
62
como podemos verificar na figura 24:
Figura 24 – Derivada constante para limite de Pmax (Armad et. al., 1988).
Portanto, para qualquer valor de R existe um valor máximo assintótico para P, que
podemos chamar de PMAX. Ahmad et. al. (1988) propôs a seguinte equação:
( )11
22max
+++=
RRP (37)
Um trocador que atingir maxPP = ainda não poderá ser considerado resiliente as
variações de processo, podemos definir, portanto, um percentual de Pmax:
max9.0 PP = (38)
3.3 - Formulação do problema de otimização
Após obter os valores para a resistência de incrustação Rf(t), foram criadas
rotinas computacionais em fortran para cada equipamento da bpa, onde as
características operacionais em cada ponto da base de dados, como tensão de
cisalhamento no casco e nos tubos, temperatura de filme e parede, mlT∆ , velocidade de
escoamento e fatores F, P e R são calculados. Estes arquivos são utilizados para o
cálculo das rotinas de otimização, onde os modelos encontrados na literatura são
8.2−=
∂∂
RP
F
63
ajustados aos dados operacionais obtidos no monitoramento e desta forma buscamos
prever, para as condições futuras, a evolução da resistência de depósito. Os resultados
são posteriormente analisados no programa Mathematica. A metodologia de cálculo
implementada para a tensão de cisalhamento, mlT∆ , temperatura de parede e filme
encontra-se em livros de transferência de calor especializados em trocadores de calor e
equipamentos de processo, o qual podemos citar como referência Hewitt (1994) e Kern
(1959). Considerando como exemplo a correlação apresentada por Polley et al. (2002):
8,033,08,0 ReexpPrRe γα −
−= −−
w
actf
RT
E
dt
dR (39)
cuja solução, assumindo-se velocidade constante no interior dos tubos é:
Ctt
RT
ER
w
actf +−
−= −− 8,033,08,0 ReexpPrRe γα (40)
Portanto o problema torna-se estimar as constantes actE,α e γ para o intervalo de
tempo selecionado. A constante C foi definida como a resistência térmica de
incrustação inicialmente encontrada logo após os pontos de limpeza identificados.
Assumindo a função erro
∑
=
−+=ft
tfopfact tRCtREU
1
2~
))()((),,( γα (41)
Precisamos então minimizar a função ),,( γα EU para o intervalo selecionado e
obtermos os valores de actE,α e γ que façam com que a equação 41 tenda a zero, ou
seja:
→= 0),,(
~
γα EU fopf RR = (42)
Reescrevendo a equação (41):
∑=
−−
−+−
−=
ft
tfop
w
tRCttRT
EEU
1
2
8,033,08,0~
)(ReexpPrRe),,( γαγα (43)
A planilha com os dados de monitoramento de cada equipamento possui no total
7152 pontos, com a data e hora em que o FOULINGTR gerou o resultado. Para
calibração das variáveis dos modelos matemáticos, utilizamos para todos os trocadores
140 pontos de medição. O número de pontos em cada trocador varia um pouco, pois

64
alguns pontos foram retirados da base de dados após a aplicação dos filtros apresentados
anteriormente aos dados operacionais. Portanto, verificou-se a aderência dos modelos
no restante dos pontos de medição, totalizando aproximadamente 6970 pontos.
Considerando o tempo total de monitoramento, isto representa aproximadamente 5 anos
de operação.
Outra proposta deste trabalho foi aplicar o modelo originalmente desenvolvido
para a incrustação pelo lado dos tubos ao casco, permitindo assim avaliar trocadores que
operam com resíduos pesados pelo lado do casco, como o P57 e P58. Para esta
finalidade, foram calculados os parâmetros de operação também pelo lado do casco e a
equação final tornou-se a soma da incrustação prevista para os tubos e casco. Com esta
metodologia, decidiu-se prever, além dos parâmetros principais γα ,, actE , o valor para
os expoentes originalmente utilizados nos modelos propostos. A equação (43)
apresentada acima se tornou, para o modelo de Polley:
∑=
−−−−
−+
−
−+
−
−=
ft
tfop
cw
d
tw
b tRCttRT
Ett
RT
EU
1
2
8,08,0~
)(ReexpPrReReexpPrRe γαγα ββ (44)
onde os subscritos t e c se referem respectivamente ao casco e aos tubos. Para os
modelos de Ebert e Panchal (1999) e Nasr e Givi (2006), que também foram utilizados
neste trabalho, obtemos:
Ebert e Panchal:
∑=
−−−−
−+
−
−+
−
−=
ft
tfop
c
wf
d
t
wf
b tRCttRT
Ett
RT
EU
1
2
~
)(expPrReexpPrRe γταγτα ββ (45)
Nasr e Givi:
∑=
−−−
−+
−
−+
−
−=
ft
tfop
cf
d
tf
tRCttRT
Ett
RT
EU
1
2
4.04.0~
)(ReexpPrReReexpRe γαγα ββ (46)
65
3.4 – Método de otimização – Particle Swarm
A técnica de otimização Particle Swarm (PS), cuja tradução pode ser feita como
método do Enxame de Partículas é uma técnica de otimização estocástica criada em
1995 por um engenheiro elétrico (Russel Eberhart) e por um psicólogo (James
Kennedy) como uma alternativa aos métodos de algoritmos genéticos. Este método foi
desenvolvido a partir das observações do comportamento de grupos e é baseado no
comportamento social de várias espécies. Verificou-se que o grupo é influenciado pela
experiência individual, acumulada por cada indivíduo (individualidade), bem como a
experiência acumulada pelo grupo (sociabilidade), e tenta equilibrar a individualidade e
a sociabilidade na tentativa de localizar o ponto ótimo de interesse. A idéia original de
Kennedy e Eberhart veio da observação dos pássaros procurando por um local propício
para o ninho.
No método do Enxame de Partículas cada ponto da população representa uma
possível solução no espaço de busca, tendo a elas associado um valor da função que se
quer otimizar. Cada partícula modifica seus parâmetros baseado no seu histórico e na
experiência do restante da população, e com o passar do tempo / n° de iterações, o
grupo acaba alcançando o objetivo.
Quando a individualidade da partícula na busca por novos lugares é aumentada
pode-se nunca encontrar o lugar ideal, mas, por outro lado, quando a sociabilidade é
aumentada, aprende-se mais com a vizinhança do ponto em questão, porém a função
poderá convergir para um mínimo local.
O conceito do PS consiste em, a cada passo iterativo, mudar os parâmetros da
partícula em direção a localização do pibest (melhor posição encontrada por cada
partícula) e do pbest (melhor posição encontrada pelo grupo de partículas). A aceleração
desta busca é ponderada através de um termo gerado de forma aleatória.
Portanto, utilizando a função objetivo apresentada, o procedimento iterativo deste
método se tornaria:
11 ++ += ki
ki
ki vUU (47)
)()( 211 k
igikiii
ki
ki UrUrvv −+−+=+ πβπβα (48)
66
onde:
iU é o n-ésimo indivíduo do vetor de parâmetros;
iv =0, para k=0;
ir1 e ir2 são números randômicos de distribuição uniforme entre 0 e 1;
iπ = é o melhor valor encontrado pelo n-ésimo indivíduo iU ;
gπ = é o melhor valor encontrado por toda a população;
21;10 <<<< βα
Na equação (48) o segundo termo do lado direito representa a individualidade e
o terceiro termo à sociabilidade. O primeiro termo do lado direito representa a inércia
das partículas e, em geral, deve decrescer enquanto o processo iterativo prossegue.
Nesta equação, o vetor iπ representa o melhor valor já encontrado para o n-ésimo
componente do vetor de parâmetros iU . O termo de individualidade envolve a
comparação entre o valor atual do e-nésimo indivíduo iU e o seu melhor valor no
passado. O vetor gπ é o melhor valor já encontrado para toda a população de parâmetros
(não apenas para o n-ésimo indivíduo). Portanto o termo de sociabilidade compara
iU com o melhor valor de toda a população no passado. A figura abaixo mostra o
processo iterativo para o método do Enxame de Partículas:
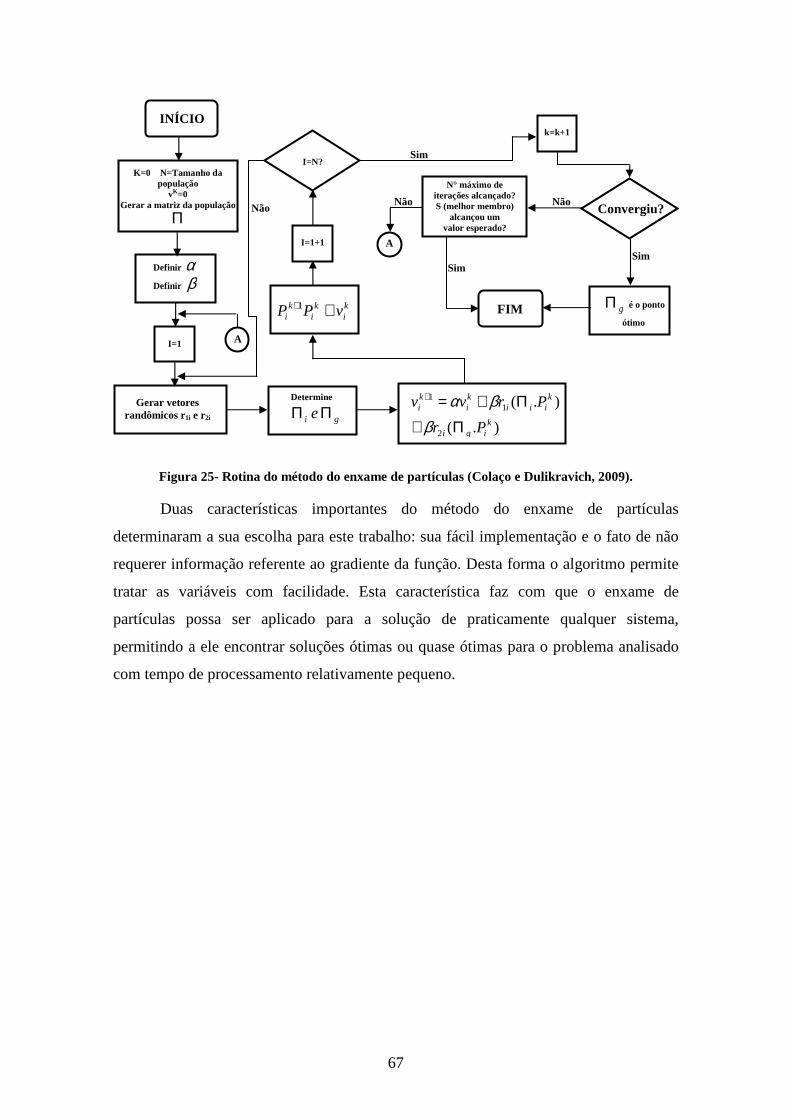
67
Figura 25- Rotina do método do enxame de partículas (Colaço e Dulikravich, 2009).
Duas características importantes do método do enxame de partículas
determinaram a sua escolha para este trabalho: sua fácil implementação e o fato de não
requerer informação referente ao gradiente da função. Desta forma o algoritmo permite
tratar as variáveis com facilidade. Esta característica faz com que o enxame de
partículas possa ser aplicado para a solução de praticamente qualquer sistema,
permitindo a ele encontrar soluções ótimas ou quase ótimas para o problema analisado
com tempo de processamento relativamente pequeno.
).(
).(
2
11
kigi
kiii
ki
ki
Pr
Prvv
Π+
Π+=+
ββα
Definir α
Definir β
I=1
Gerar vetores randômicos r1i e r2i
Determine
gi eΠΠ
ki
ki
ki vPP ++1
I=1+1
I=N?
FIM
N° máximo de iterações alcançado? S (melhor membro)
alcançou um valor esperado?
k=k+1
Convergiu?
gΠ é o ponto
ótimo
A
A
INÍCIO
K=0 N=Tamanho da população
vK=0 Gerar a matriz da população
Π Não
Não
Sim
Sim Sim
Não
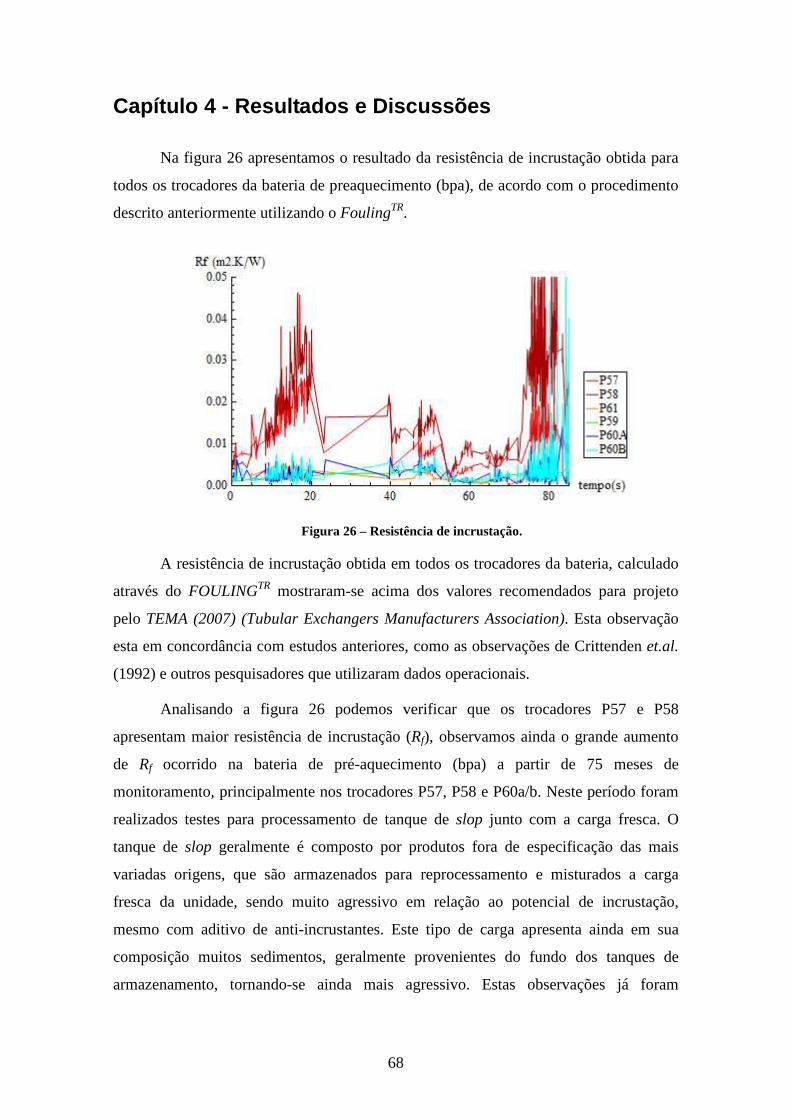
68
Capítulo 4 - Resultados e Discussões
Na figura 26 apresentamos o resultado da resistência de incrustação obtida para
todos os trocadores da bateria de preaquecimento (bpa), de acordo com o procedimento
descrito anteriormente utilizando o FoulingTR.
Figura 26 – Resistência de incrustação.
A resistência de incrustação obtida em todos os trocadores da bateria, calculado
através do FOULINGTR mostraram-se acima dos valores recomendados para projeto
pelo TEMA (2007) (Tubular Exchangers Manufacturers Association). Esta observação
esta em concordância com estudos anteriores, como as observações de Crittenden et.al.
(1992) e outros pesquisadores que utilizaram dados operacionais.
Analisando a figura 26 podemos verificar que os trocadores P57 e P58
apresentam maior resistência de incrustação (Rf), observamos ainda o grande aumento
de Rf ocorrido na bateria de pré-aquecimento (bpa) a partir de 75 meses de
monitoramento, principalmente nos trocadores P57, P58 e P60a/b. Neste período foram
realizados testes para processamento de tanque de slop junto com a carga fresca. O
tanque de slop geralmente é composto por produtos fora de especificação das mais
variadas origens, que são armazenados para reprocessamento e misturados a carga
fresca da unidade, sendo muito agressivo em relação ao potencial de incrustação,
mesmo com aditivo de anti-incrustantes. Este tipo de carga apresenta ainda em sua
composição muitos sedimentos, geralmente provenientes do fundo dos tanques de
armazenamento, tornando-se ainda mais agressivo. Estas observações já foram
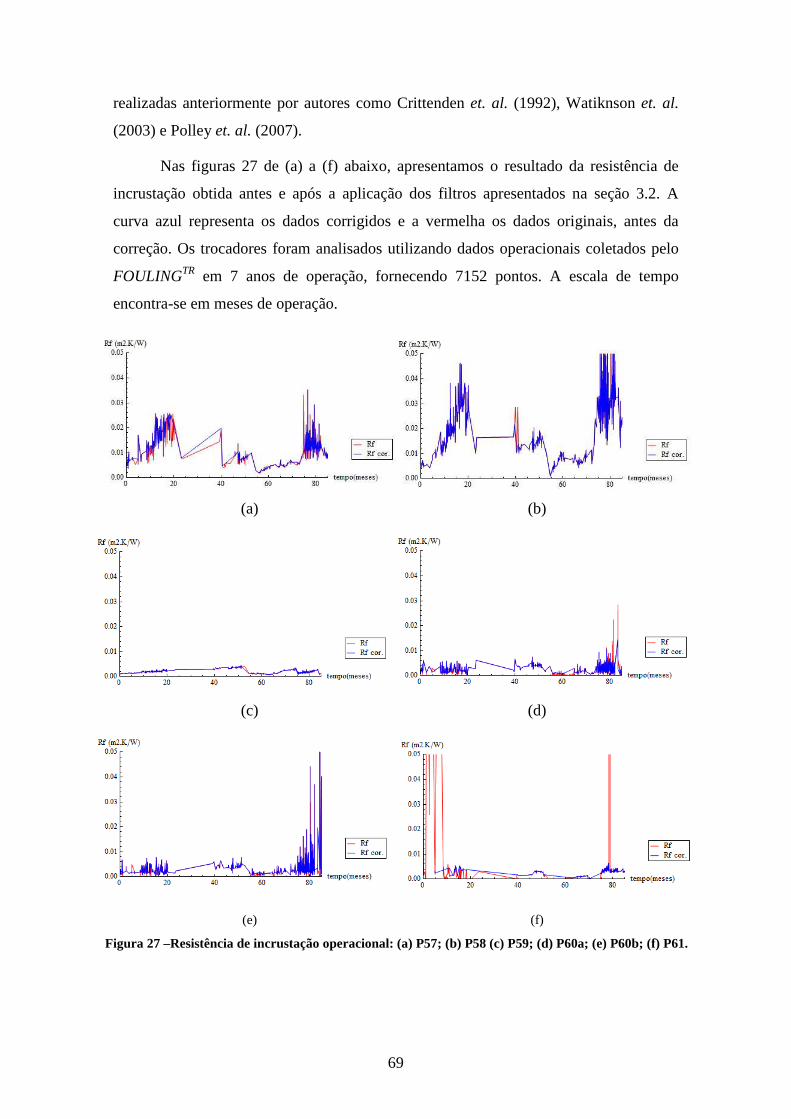
69
realizadas anteriormente por autores como Crittenden et. al. (1992), Watiknson et. al.
(2003) e Polley et. al. (2007).
Nas figuras 27 de (a) a (f) abaixo, apresentamos o resultado da resistência de
incrustação obtida antes e após a aplicação dos filtros apresentados na seção 3.2. A
curva azul representa os dados corrigidos e a vermelha os dados originais, antes da
correção. Os trocadores foram analisados utilizando dados operacionais coletados pelo
FOULINGTR em 7 anos de operação, fornecendo 7152 pontos. A escala de tempo
encontra-se em meses de operação.
(a) (b)
(c) (d)
(e) (f)
Figura 27 –Resistência de incrustação operacional: (a) P57; (b) P58 (c) P59; (d) P60a; (e) P60b; (f) P61.
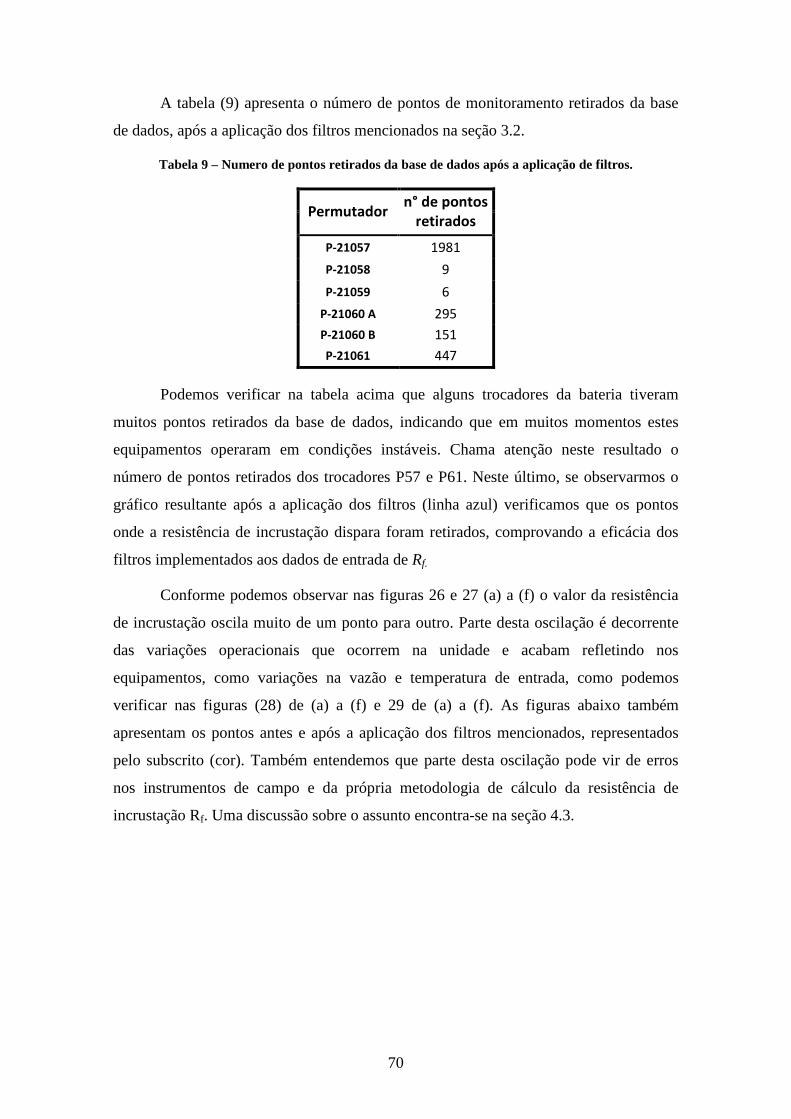
70
A tabela (9) apresenta o número de pontos de monitoramento retirados da base
de dados, após a aplicação dos filtros mencionados na seção 3.2.
Tabela 9 – Numero de pontos retirados da base de dados após a aplicação de filtros.
Permutador n° de pontos
retirados
P-21057 1981
P-21058 9
P-21059 6
P-21060 A 295
P-21060 B 151
P-21061 447
Podemos verificar na tabela acima que alguns trocadores da bateria tiveram
muitos pontos retirados da base de dados, indicando que em muitos momentos estes
equipamentos operaram em condições instáveis. Chama atenção neste resultado o
número de pontos retirados dos trocadores P57 e P61. Neste último, se observarmos o
gráfico resultante após a aplicação dos filtros (linha azul) verificamos que os pontos
onde a resistência de incrustação dispara foram retirados, comprovando a eficácia dos
filtros implementados aos dados de entrada de Rf.
Conforme podemos observar nas figuras 26 e 27 (a) a (f) o valor da resistência
de incrustação oscila muito de um ponto para outro. Parte desta oscilação é decorrente
das variações operacionais que ocorrem na unidade e acabam refletindo nos
equipamentos, como variações na vazão e temperatura de entrada, como podemos
verificar nas figuras (28) de (a) a (f) e 29 de (a) a (f). As figuras abaixo também
apresentam os pontos antes e após a aplicação dos filtros mencionados, representados
pelo subscrito (cor). Também entendemos que parte desta oscilação pode vir de erros
nos instrumentos de campo e da própria metodologia de cálculo da resistência de
incrustação Rf. Uma discussão sobre o assunto encontra-se na seção 4.3.
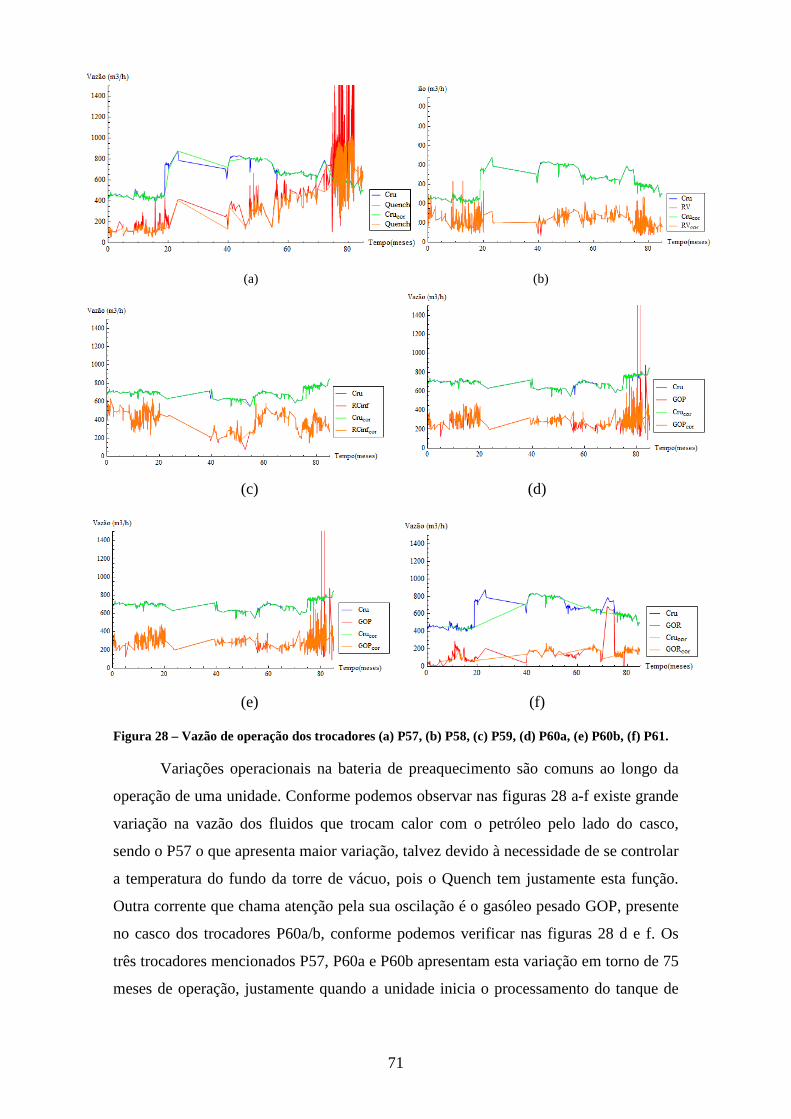
71
(a) (b)
(c) (d)
(e) (f)
Figura 28 – Vazão de operação dos trocadores (a) P57, (b) P58, (c) P59, (d) P60a, (e) P60b, (f) P61.
Variações operacionais na bateria de preaquecimento são comuns ao longo da
operação de uma unidade. Conforme podemos observar nas figuras 28 a-f existe grande
variação na vazão dos fluidos que trocam calor com o petróleo pelo lado do casco,
sendo o P57 o que apresenta maior variação, talvez devido à necessidade de se controlar
a temperatura do fundo da torre de vácuo, pois o Quench tem justamente esta função.
Outra corrente que chama atenção pela sua oscilação é o gasóleo pesado GOP, presente
no casco dos trocadores P60a/b, conforme podemos verificar nas figuras 28 d e f. Os
três trocadores mencionados P57, P60a e P60b apresentam esta variação em torno de 75
meses de operação, justamente quando a unidade inicia o processamento do tanque de
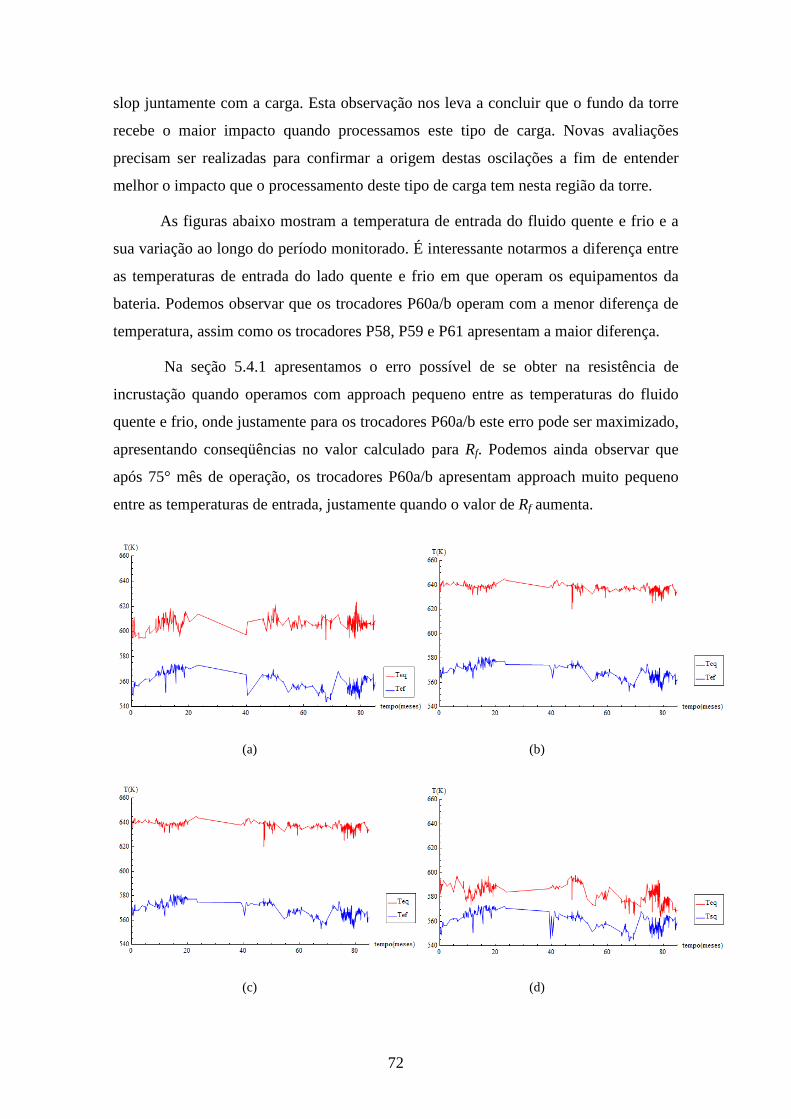
72
slop juntamente com a carga. Esta observação nos leva a concluir que o fundo da torre
recebe o maior impacto quando processamos este tipo de carga. Novas avaliações
precisam ser realizadas para confirmar a origem destas oscilações a fim de entender
melhor o impacto que o processamento deste tipo de carga tem nesta região da torre.
As figuras abaixo mostram a temperatura de entrada do fluido quente e frio e a
sua variação ao longo do período monitorado. É interessante notarmos a diferença entre
as temperaturas de entrada do lado quente e frio em que operam os equipamentos da
bateria. Podemos observar que os trocadores P60a/b operam com a menor diferença de
temperatura, assim como os trocadores P58, P59 e P61 apresentam a maior diferença.
Na seção 5.4.1 apresentamos o erro possível de se obter na resistência de
incrustação quando operamos com approach pequeno entre as temperaturas do fluido
quente e frio, onde justamente para os trocadores P60a/b este erro pode ser maximizado,
apresentando conseqüências no valor calculado para Rf. Podemos ainda observar que
após 75° mês de operação, os trocadores P60a/b apresentam approach muito pequeno
entre as temperaturas de entrada, justamente quando o valor de Rf aumenta.
(a) (b)
(c) (d)
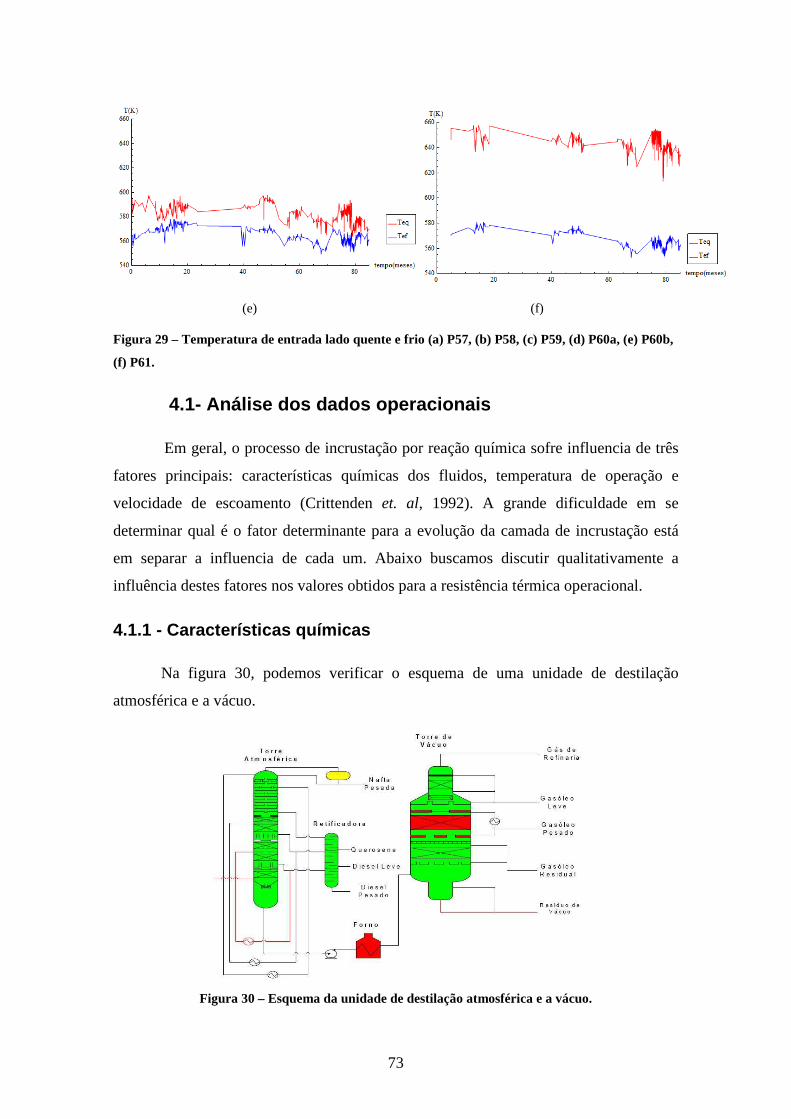
73
(e) (f)
Figura 29 – Temperatura de entrada lado quente e frio (a) P57, (b) P58, (c) P59, (d) P60a, (e) P60b,
(f) P61.
4.1- Análise dos dados operacionais
Em geral, o processo de incrustação por reação química sofre influencia de três
fatores principais: características químicas dos fluidos, temperatura de operação e
velocidade de escoamento (Crittenden et. al, 1992). A grande dificuldade em se
determinar qual é o fator determinante para a evolução da camada de incrustação está
em separar a influencia de cada um. Abaixo buscamos discutir qualitativamente a
influência destes fatores nos valores obtidos para a resistência térmica operacional.
4.1.1 - Características químicas
Na figura 30, podemos verificar o esquema de uma unidade de destilação
atmosférica e a vácuo.
Figura 30 – Esquema da unidade de destilação atmosférica e a vácuo.
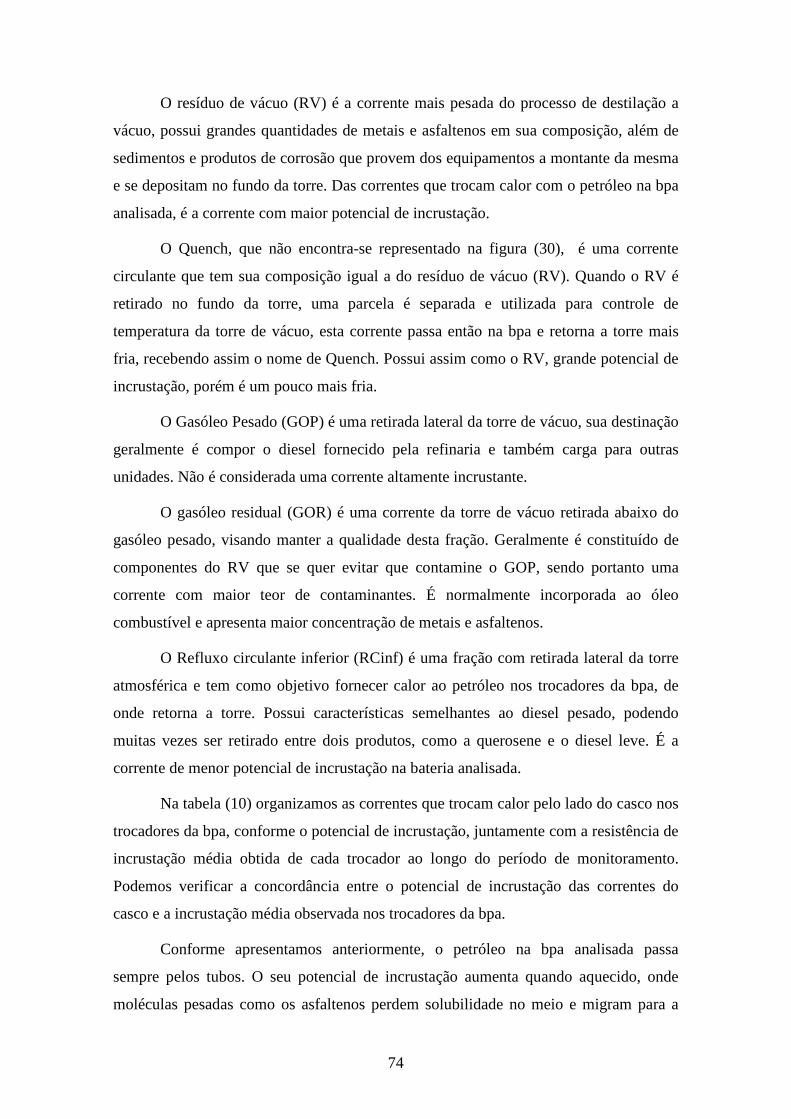
74
O resíduo de vácuo (RV) é a corrente mais pesada do processo de destilação a
vácuo, possui grandes quantidades de metais e asfaltenos em sua composição, além de
sedimentos e produtos de corrosão que provem dos equipamentos a montante da mesma
e se depositam no fundo da torre. Das correntes que trocam calor com o petróleo na bpa
analisada, é a corrente com maior potencial de incrustação.
O Quench, que não encontra-se representado na figura (30), é uma corrente
circulante que tem sua composição igual a do resíduo de vácuo (RV). Quando o RV é
retirado no fundo da torre, uma parcela é separada e utilizada para controle de
temperatura da torre de vácuo, esta corrente passa então na bpa e retorna a torre mais
fria, recebendo assim o nome de Quench. Possui assim como o RV, grande potencial de
incrustação, porém é um pouco mais fria.
O Gasóleo Pesado (GOP) é uma retirada lateral da torre de vácuo, sua destinação
geralmente é compor o diesel fornecido pela refinaria e também carga para outras
unidades. Não é considerada uma corrente altamente incrustante.
O gasóleo residual (GOR) é uma corrente da torre de vácuo retirada abaixo do
gasóleo pesado, visando manter a qualidade desta fração. Geralmente é constituído de
componentes do RV que se quer evitar que contamine o GOP, sendo portanto uma
corrente com maior teor de contaminantes. É normalmente incorporada ao óleo
combustível e apresenta maior concentração de metais e asfaltenos.
O Refluxo circulante inferior (RCinf) é uma fração com retirada lateral da torre
atmosférica e tem como objetivo fornecer calor ao petróleo nos trocadores da bpa, de
onde retorna a torre. Possui características semelhantes ao diesel pesado, podendo
muitas vezes ser retirado entre dois produtos, como a querosene e o diesel leve. É a
corrente de menor potencial de incrustação na bateria analisada.
Na tabela (10) organizamos as correntes que trocam calor pelo lado do casco nos
trocadores da bpa, conforme o potencial de incrustação, juntamente com a resistência de
incrustação média obtida de cada trocador ao longo do período de monitoramento.
Podemos verificar a concordância entre o potencial de incrustação das correntes do
casco e a incrustação média observada nos trocadores da bpa.
Conforme apresentamos anteriormente, o petróleo na bpa analisada passa
sempre pelos tubos. O seu potencial de incrustação aumenta quando aquecido, onde
moléculas pesadas como os asfaltenos perdem solubilidade no meio e migram para a
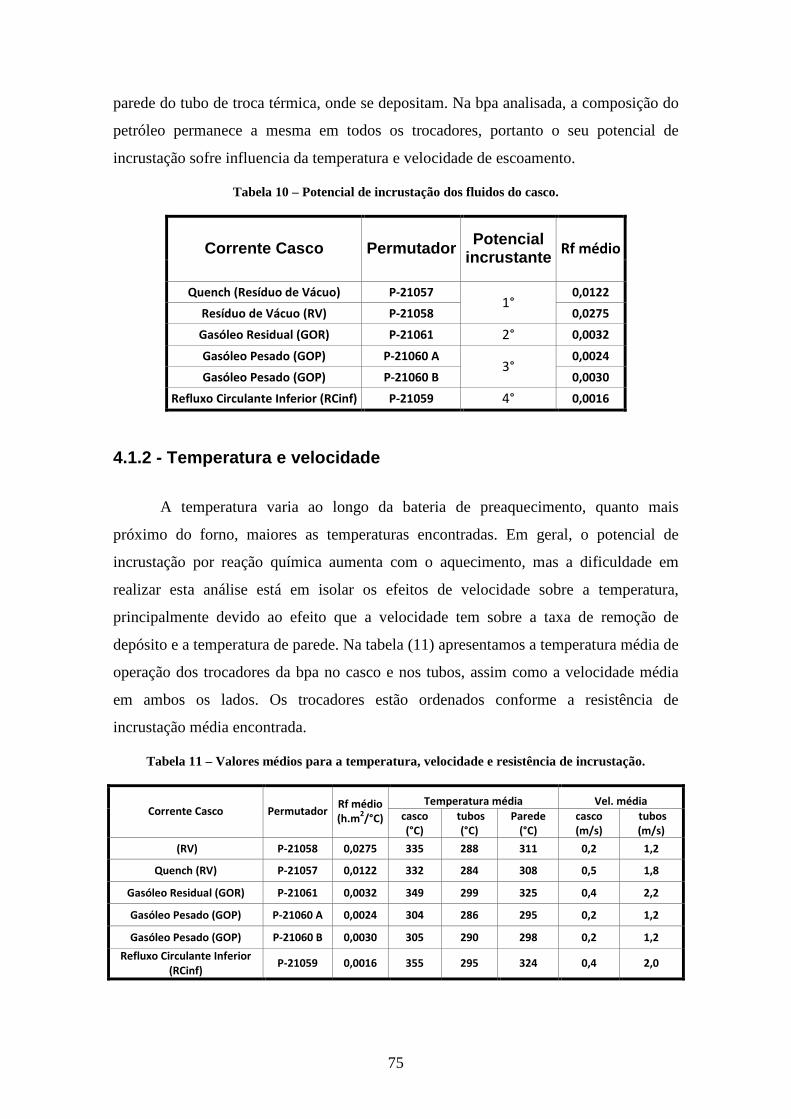
75
parede do tubo de troca térmica, onde se depositam. Na bpa analisada, a composição do
petróleo permanece a mesma em todos os trocadores, portanto o seu potencial de
incrustação sofre influencia da temperatura e velocidade de escoamento.
Tabela 10 – Potencial de incrustação dos fluidos do casco.
Corrente Casco Permutador Potencial incrustante Rf médio
Quench (Resíduo de Vácuo) P-21057 0,0122
Resíduo de Vácuo (RV) P-21058 1°
0,0275
Gasóleo Residual (GOR) P-21061 2° 0,0032
Gasóleo Pesado (GOP) P-21060 A 0,0024
Gasóleo Pesado (GOP) P-21060 B 3°
0,0030
Refluxo Circulante Inferior (RCinf) P-21059 4° 0,0016
4.1.2 - Temperatura e velocidade
A temperatura varia ao longo da bateria de preaquecimento, quanto mais
próximo do forno, maiores as temperaturas encontradas. Em geral, o potencial de
incrustação por reação química aumenta com o aquecimento, mas a dificuldade em
realizar esta análise está em isolar os efeitos de velocidade sobre a temperatura,
principalmente devido ao efeito que a velocidade tem sobre a taxa de remoção de
depósito e a temperatura de parede. Na tabela (11) apresentamos a temperatura média de
operação dos trocadores da bpa no casco e nos tubos, assim como a velocidade média
em ambos os lados. Os trocadores estão ordenados conforme a resistência de
incrustação média encontrada.
Tabela 11 – Valores médios para a temperatura, velocidade e resistência de incrustação.
Temperatura média Vel. média Corrente Casco Permutador
Rf médio
(h.m2/°C) casco
(°C)
tubos
(°C)
Parede
(°C)
casco
(m/s)
tubos
(m/s)
(RV) P-21058 0,0275 335 288 311 0,2 1,2
Quench (RV) P-21057 0,0122 332 284 308 0,5 1,8
Gasóleo Residual (GOR) P-21061 0,0032 349 299 325 0,4 2,2
Gasóleo Pesado (GOP) P-21060 A 0,0024 304 286 295 0,2 1,2
Gasóleo Pesado (GOP) P-21060 B 0,0030 305 290 298 0,2 1,2
Refluxo Circulante Inferior
(RCinf) P-21059 0,0016 355 295 324 0,4 2,0
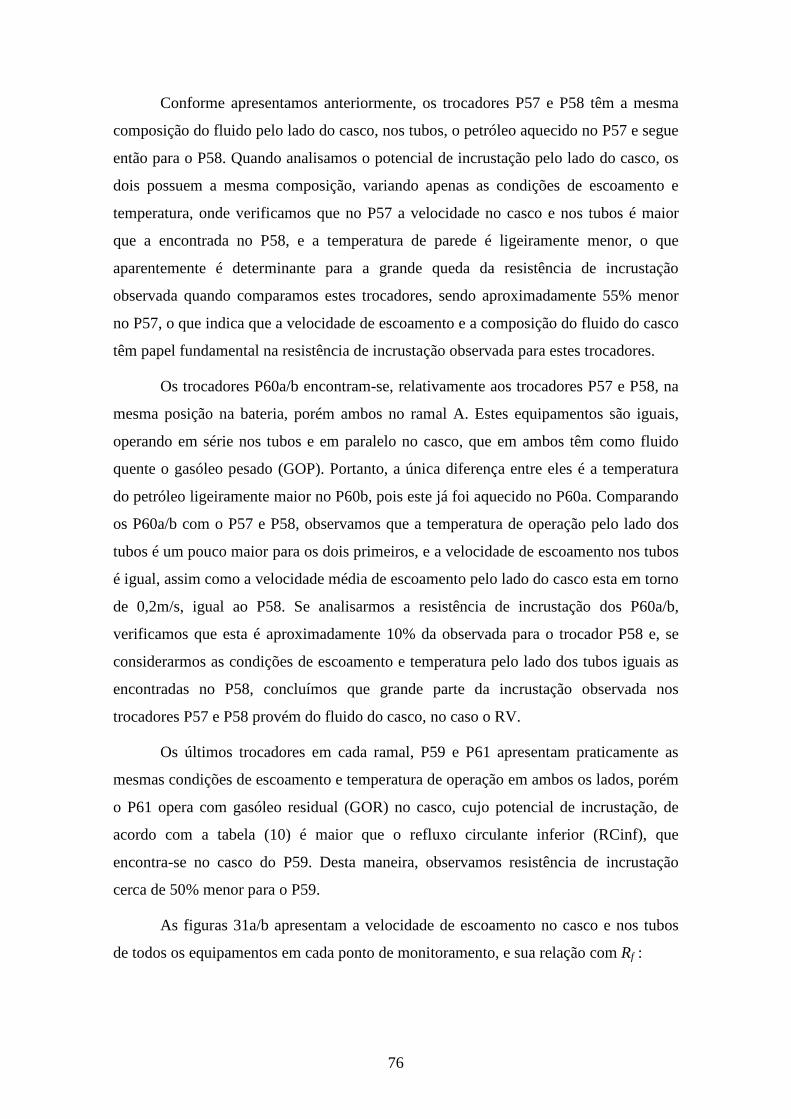
76
Conforme apresentamos anteriormente, os trocadores P57 e P58 têm a mesma
composição do fluido pelo lado do casco, nos tubos, o petróleo aquecido no P57 e segue
então para o P58. Quando analisamos o potencial de incrustação pelo lado do casco, os
dois possuem a mesma composição, variando apenas as condições de escoamento e
temperatura, onde verificamos que no P57 a velocidade no casco e nos tubos é maior
que a encontrada no P58, e a temperatura de parede é ligeiramente menor, o que
aparentemente é determinante para a grande queda da resistência de incrustação
observada quando comparamos estes trocadores, sendo aproximadamente 55% menor
no P57, o que indica que a velocidade de escoamento e a composição do fluido do casco
têm papel fundamental na resistência de incrustação observada para estes trocadores.
Os trocadores P60a/b encontram-se, relativamente aos trocadores P57 e P58, na
mesma posição na bateria, porém ambos no ramal A. Estes equipamentos são iguais,
operando em série nos tubos e em paralelo no casco, que em ambos têm como fluido
quente o gasóleo pesado (GOP). Portanto, a única diferença entre eles é a temperatura
do petróleo ligeiramente maior no P60b, pois este já foi aquecido no P60a. Comparando
os P60a/b com o P57 e P58, observamos que a temperatura de operação pelo lado dos
tubos é um pouco maior para os dois primeiros, e a velocidade de escoamento nos tubos
é igual, assim como a velocidade média de escoamento pelo lado do casco esta em torno
de 0,2m/s, igual ao P58. Se analisarmos a resistência de incrustação dos P60a/b,
verificamos que esta é aproximadamente 10% da observada para o trocador P58 e, se
considerarmos as condições de escoamento e temperatura pelo lado dos tubos iguais as
encontradas no P58, concluímos que grande parte da incrustação observada nos
trocadores P57 e P58 provém do fluido do casco, no caso o RV.
Os últimos trocadores em cada ramal, P59 e P61 apresentam praticamente as
mesmas condições de escoamento e temperatura de operação em ambos os lados, porém
o P61 opera com gasóleo residual (GOR) no casco, cujo potencial de incrustação, de
acordo com a tabela (10) é maior que o refluxo circulante inferior (RCinf), que
encontra-se no casco do P59. Desta maneira, observamos resistência de incrustação
cerca de 50% menor para o P59.
As figuras 31a/b apresentam a velocidade de escoamento no casco e nos tubos
de todos os equipamentos em cada ponto de monitoramento, e sua relação com Rf :
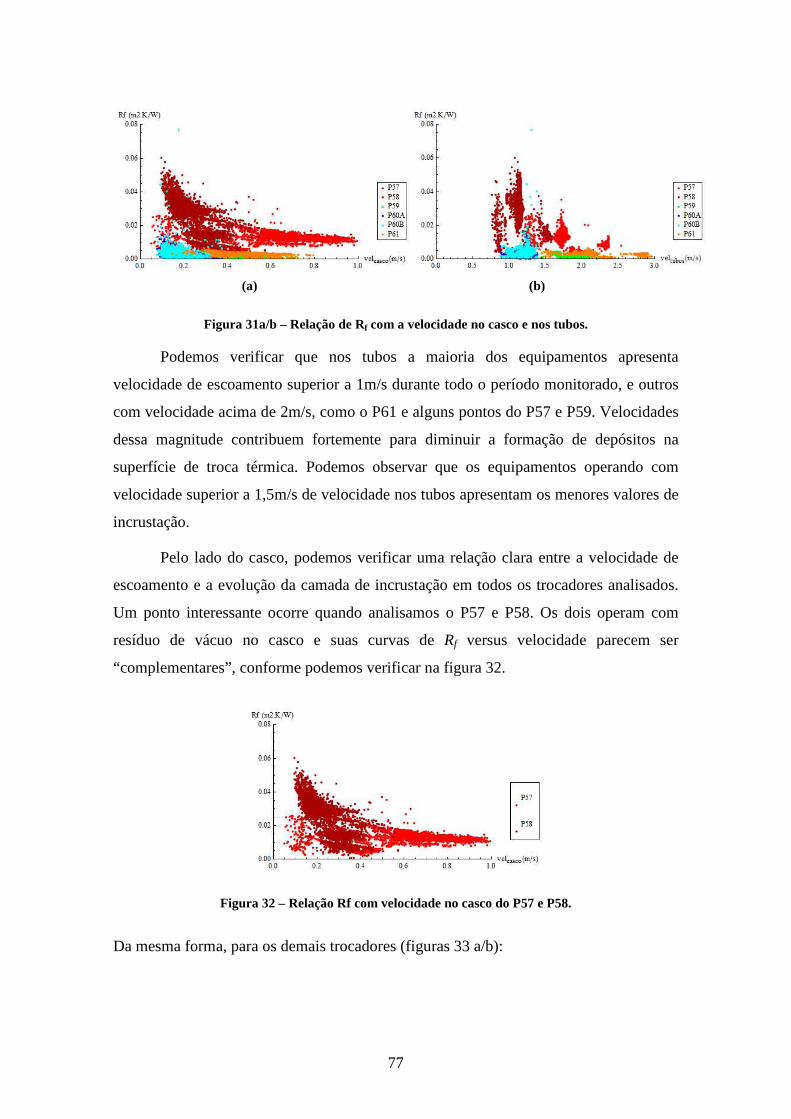
77
(a) (b)
Figura 31a/b – Relação de Rf com a velocidade no casco e nos tubos.
Podemos verificar que nos tubos a maioria dos equipamentos apresenta
velocidade de escoamento superior a 1m/s durante todo o período monitorado, e outros
com velocidade acima de 2m/s, como o P61 e alguns pontos do P57 e P59. Velocidades
dessa magnitude contribuem fortemente para diminuir a formação de depósitos na
superfície de troca térmica. Podemos observar que os equipamentos operando com
velocidade superior a 1,5m/s de velocidade nos tubos apresentam os menores valores de
incrustação.
Pelo lado do casco, podemos verificar uma relação clara entre a velocidade de
escoamento e a evolução da camada de incrustação em todos os trocadores analisados.
Um ponto interessante ocorre quando analisamos o P57 e P58. Os dois operam com
resíduo de vácuo no casco e suas curvas de Rf versus velocidade parecem ser
“complementares”, conforme podemos verificar na figura 32.
Figura 32 – Relação Rf com velocidade no casco do P57 e P58.
Da mesma forma, para os demais trocadores (figuras 33 a/b):
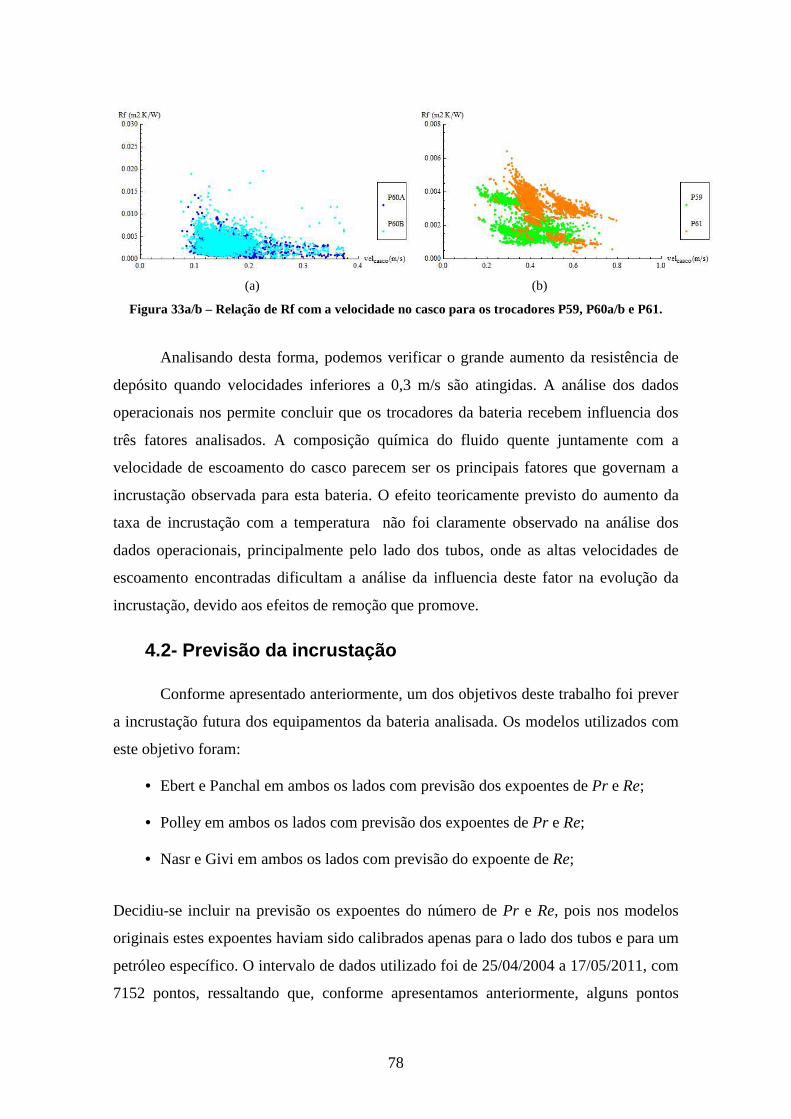
78
(a) (b)
Figura 33a/b – Relação de Rf com a velocidade no casco para os trocadores P59, P60a/b e P61.
Analisando desta forma, podemos verificar o grande aumento da resistência de
depósito quando velocidades inferiores a 0,3 m/s são atingidas. A análise dos dados
operacionais nos permite concluir que os trocadores da bateria recebem influencia dos
três fatores analisados. A composição química do fluido quente juntamente com a
velocidade de escoamento do casco parecem ser os principais fatores que governam a
incrustação observada para esta bateria. O efeito teoricamente previsto do aumento da
taxa de incrustação com a temperatura não foi claramente observado na análise dos
dados operacionais, principalmente pelo lado dos tubos, onde as altas velocidades de
escoamento encontradas dificultam a análise da influencia deste fator na evolução da
incrustação, devido aos efeitos de remoção que promove.
4.2- Previsão da incrustação
Conforme apresentado anteriormente, um dos objetivos deste trabalho foi prever
a incrustação futura dos equipamentos da bateria analisada. Os modelos utilizados com
este objetivo foram:
• Ebert e Panchal em ambos os lados com previsão dos expoentes de Pr e Re;
• Polley em ambos os lados com previsão dos expoentes de Pr e Re;
• Nasr e Givi em ambos os lados com previsão do expoente de Re;
Decidiu-se incluir na previsão os expoentes do número de Pr e Re, pois nos modelos
originais estes expoentes haviam sido calibrados apenas para o lado dos tubos e para um
petróleo específico. O intervalo de dados utilizado foi de 25/04/2004 a 17/05/2011, com
7152 pontos, ressaltando que, conforme apresentamos anteriormente, alguns pontos
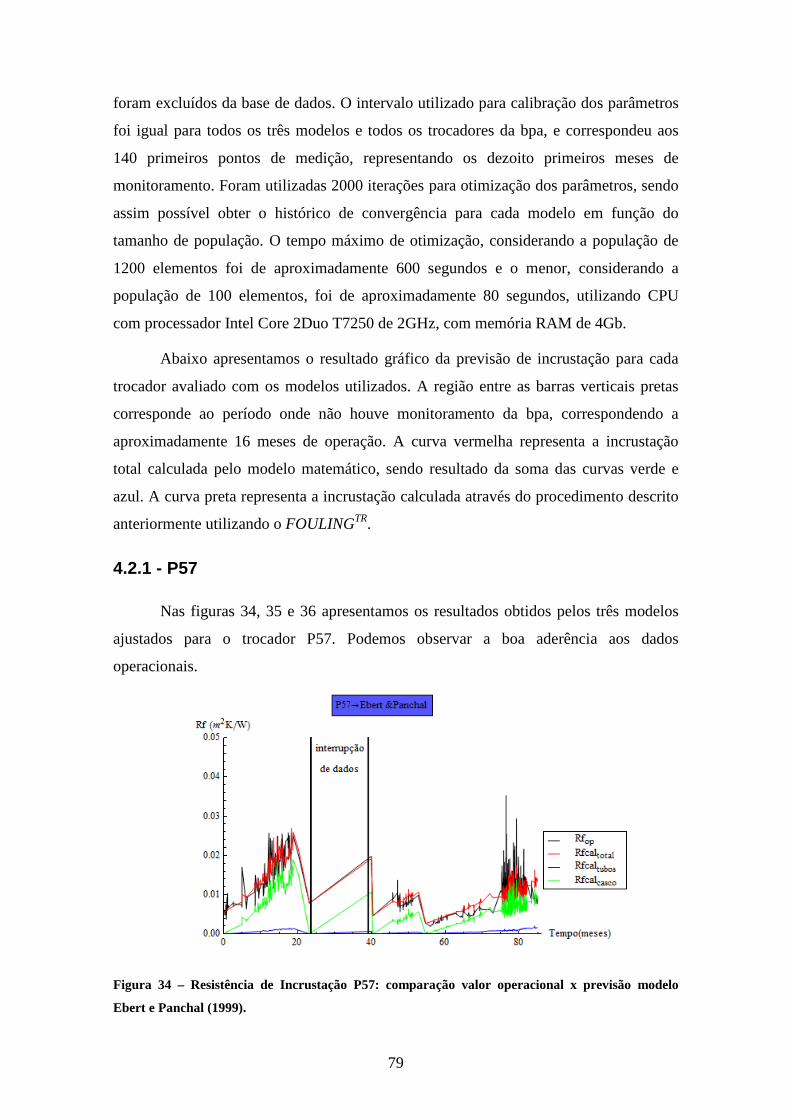
79
foram excluídos da base de dados. O intervalo utilizado para calibração dos parâmetros
foi igual para todos os três modelos e todos os trocadores da bpa, e correspondeu aos
140 primeiros pontos de medição, representando os dezoito primeiros meses de
monitoramento. Foram utilizadas 2000 iterações para otimização dos parâmetros, sendo
assim possível obter o histórico de convergência para cada modelo em função do
tamanho de população. O tempo máximo de otimização, considerando a população de
1200 elementos foi de aproximadamente 600 segundos e o menor, considerando a
população de 100 elementos, foi de aproximadamente 80 segundos, utilizando CPU
com processador Intel Core 2Duo T7250 de 2GHz, com memória RAM de 4Gb.
Abaixo apresentamos o resultado gráfico da previsão de incrustação para cada
trocador avaliado com os modelos utilizados. A região entre as barras verticais pretas
corresponde ao período onde não houve monitoramento da bpa, correspondendo a
aproximadamente 16 meses de operação. A curva vermelha representa a incrustação
total calculada pelo modelo matemático, sendo resultado da soma das curvas verde e
azul. A curva preta representa a incrustação calculada através do procedimento descrito
anteriormente utilizando o FOULINGTR.
4.2.1 - P57
Nas figuras 34, 35 e 36 apresentamos os resultados obtidos pelos três modelos
ajustados para o trocador P57. Podemos observar a boa aderência aos dados
operacionais.
Figura 34 – Resistência de Incrustação P57: comparação valor operacional x previsão modelo
Ebert e Panchal (1999).
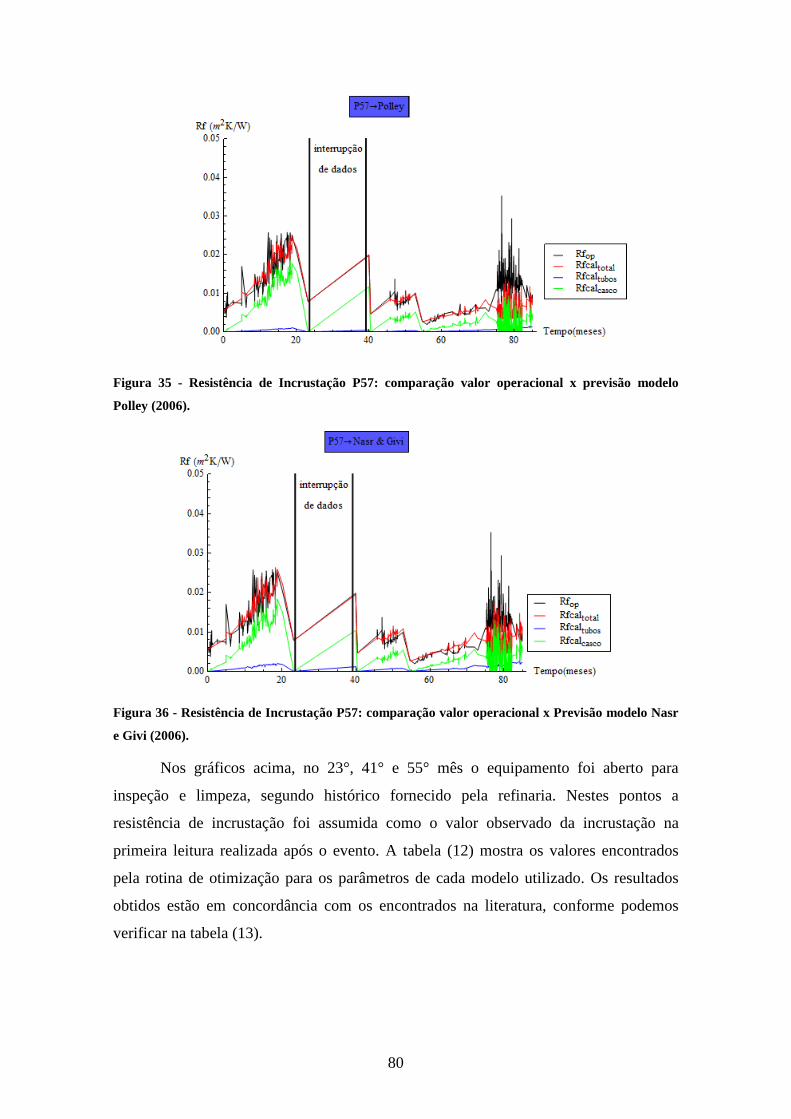
80
Figura 35 - Resistência de Incrustação P57: comparação valor operacional x previsão modelo
Polley (2006).
Figura 36 - Resistência de Incrustação P57: comparação valor operacional x Previsão modelo Nasr
e Givi (2006).
Nos gráficos acima, no 23°, 41° e 55° mês o equipamento foi aberto para
inspeção e limpeza, segundo histórico fornecido pela refinaria. Nestes pontos a
resistência de incrustação foi assumida como o valor observado da incrustação na
primeira leitura realizada após o evento. A tabela (12) mostra os valores encontrados
pela rotina de otimização para os parâmetros de cada modelo utilizado. Os resultados
obtidos estão em concordância com os encontrados na literatura, conforme podemos
verificar na tabela (13).
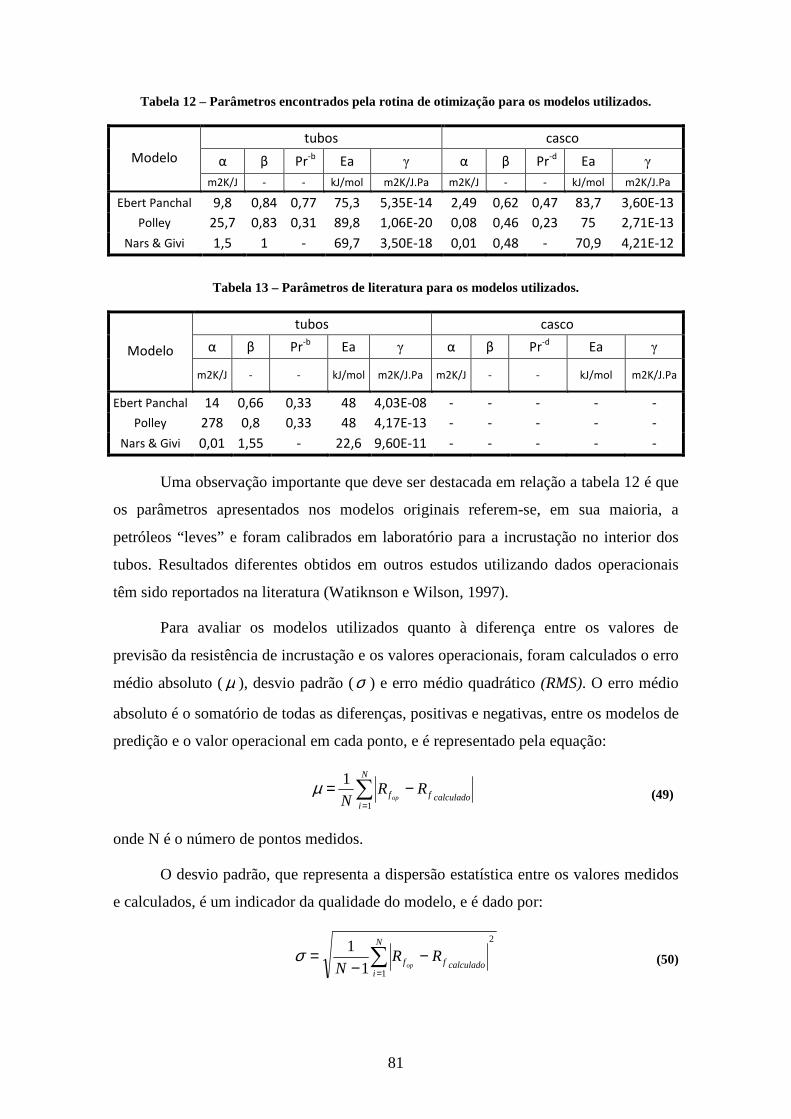
81
Tabela 12 – Parâmetros encontrados pela rotina de otimização para os modelos utilizados.
tubos casco
α β Pr-b Ea γ α β Pr-d Ea γ Modelo
m2K/J - - kJ/mol m2K/J.Pa m2K/J - - kJ/mol m2K/J.Pa
Ebert Panchal 9,8 0,84 0,77 75,3 5,35E-14 2,49 0,62 0,47 83,7 3,60E-13
Polley 25,7 0,83 0,31 89,8 1,06E-20 0,08 0,46 0,23 75 2,71E-13
Nars & Givi 1,5 1 - 69,7 3,50E-18 0,01 0,48 - 70,9 4,21E-12
Tabela 13 – Parâmetros de literatura para os modelos utilizados.
tubos casco
α β Pr-b Ea γ α β Pr-d Ea γ Modelo
m2K/J - - kJ/mol m2K/J.Pa m2K/J - - kJ/mol m2K/J.Pa
Ebert Panchal 14 0,66 0,33 48 4,03E-08 - - - - -
Polley 278 0,8 0,33 48 4,17E-13 - - - - -
Nars & Givi 0,01 1,55 - 22,6 9,60E-11 - - - - -
Uma observação importante que deve ser destacada em relação a tabela 12 é que
os parâmetros apresentados nos modelos originais referem-se, em sua maioria, a
petróleos “leves” e foram calibrados em laboratório para a incrustação no interior dos
tubos. Resultados diferentes obtidos em outros estudos utilizando dados operacionais
têm sido reportados na literatura (Watiknson e Wilson, 1997).
Para avaliar os modelos utilizados quanto à diferença entre os valores de
previsão da resistência de incrustação e os valores operacionais, foram calculados o erro
médio absoluto (µ ), desvio padrão (σ ) e erro médio quadrático (RMS). O erro médio
absoluto é o somatório de todas as diferenças, positivas e negativas, entre os modelos de
predição e o valor operacional em cada ponto, e é representado pela equação:
∑=
−=N
icalculadoff RR
N op1
1µ (49)
onde N é o número de pontos medidos.
O desvio padrão, que representa a dispersão estatística entre os valores medidos
e calculados, é um indicador da qualidade do modelo, e é dado por:
2
111∑
=
−−
=N
icalculadoff RR
N opσ (50)
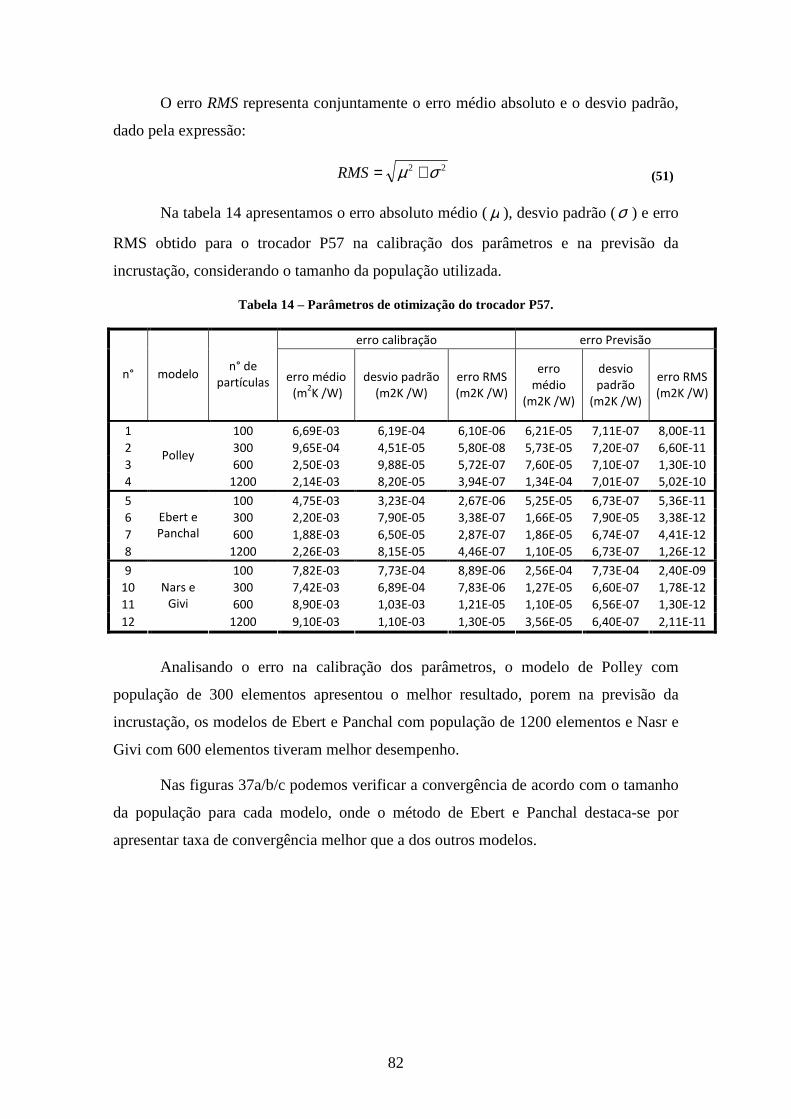
82
O erro RMS representa conjuntamente o erro médio absoluto e o desvio padrão,
dado pela expressão:
22 σµ +=RMS (51)
Na tabela 14 apresentamos o erro absoluto médio (µ ), desvio padrão (σ ) e erro
RMS obtido para o trocador P57 na calibração dos parâmetros e na previsão da
incrustação, considerando o tamanho da população utilizada.
Tabela 14 – Parâmetros de otimização do trocador P57.
erro calibração erro Previsão
n° modelo n° de
partículas erro médio (m
2K /W)
desvio padrão (m2K /W)
erro RMS (m2K /W)
erro médio
(m2K /W)
desvio padrão
(m2K /W)
erro RMS (m2K /W)
1 100 6,69E-03 6,19E-04 6,10E-06 6,21E-05 7,11E-07 8,00E-11
2 300 9,65E-04 4,51E-05 5,80E-08 5,73E-05 7,20E-07 6,60E-11
3 600 2,50E-03 9,88E-05 5,72E-07 7,60E-05 7,10E-07 1,30E-10
4
Polley
1200 2,14E-03 8,20E-05 3,94E-07 1,34E-04 7,01E-07 5,02E-10
5 100 4,75E-03 3,23E-04 2,67E-06 5,25E-05 6,73E-07 5,36E-11
6 300 2,20E-03 7,90E-05 3,38E-07 1,66E-05 7,90E-05 3,38E-12
7 600 1,88E-03 6,50E-05 2,87E-07 1,86E-05 6,74E-07 4,41E-12
8
Ebert e Panchal
1200 2,26E-03 8,15E-05 4,46E-07 1,10E-05 6,73E-07 1,26E-12
9 100 7,82E-03 7,73E-04 8,89E-06 2,56E-04 7,73E-04 2,40E-09
10 300 7,42E-03 6,89E-04 7,83E-06 1,27E-05 6,60E-07 1,78E-12
11 600 8,90E-03 1,03E-03 1,21E-05 1,10E-05 6,56E-07 1,30E-12
12
Nars e Givi
1200 9,10E-03 1,10E-03 1,30E-05 3,56E-05 6,40E-07 2,11E-11
Analisando o erro na calibração dos parâmetros, o modelo de Polley com
população de 300 elementos apresentou o melhor resultado, porem na previsão da
incrustação, os modelos de Ebert e Panchal com população de 1200 elementos e Nasr e
Givi com 600 elementos tiveram melhor desempenho.
Nas figuras 37a/b/c podemos verificar a convergência de acordo com o tamanho
da população para cada modelo, onde o método de Ebert e Panchal destaca-se por
apresentar taxa de convergência melhor que a dos outros modelos.
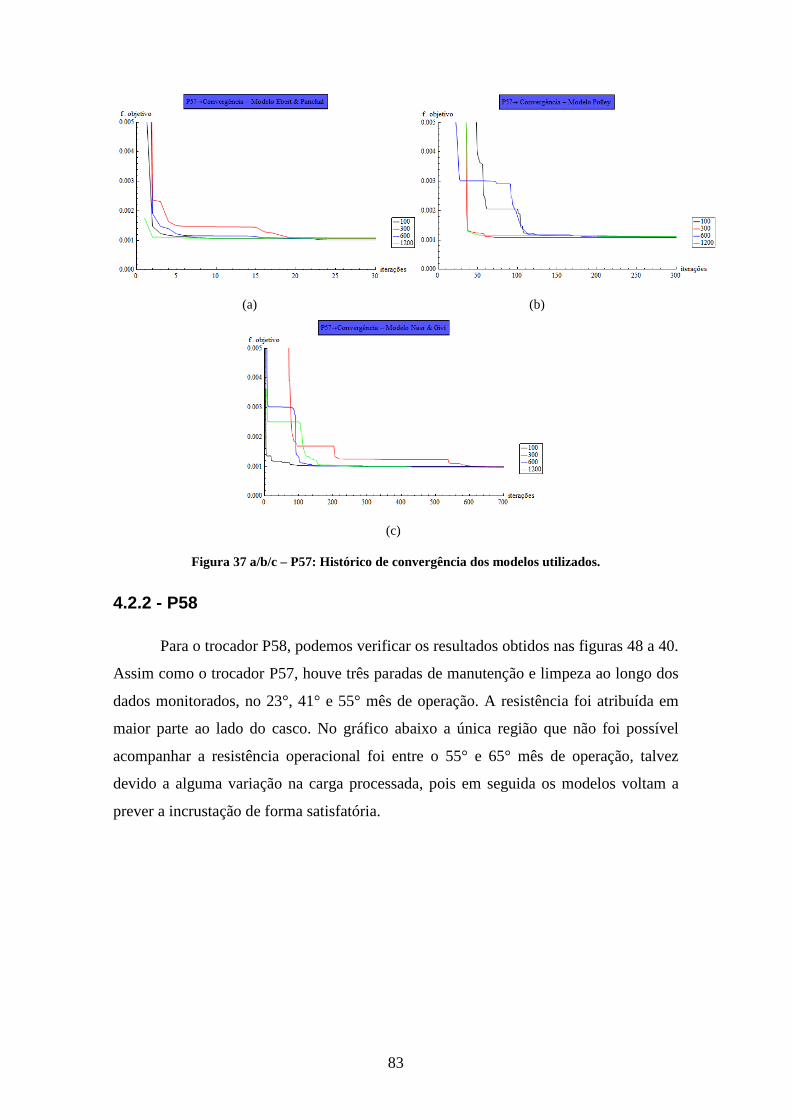
83
(a) (b)
(c)
Figura 37 a/b/c – P57: Histórico de convergência dos modelos utilizados.
4.2.2 - P58
Para o trocador P58, podemos verificar os resultados obtidos nas figuras 48 a 40.
Assim como o trocador P57, houve três paradas de manutenção e limpeza ao longo dos
dados monitorados, no 23°, 41° e 55° mês de operação. A resistência foi atribuída em
maior parte ao lado do casco. No gráfico abaixo a única região que não foi possível
acompanhar a resistência operacional foi entre o 55° e 65° mês de operação, talvez
devido a alguma variação na carga processada, pois em seguida os modelos voltam a
prever a incrustação de forma satisfatória.
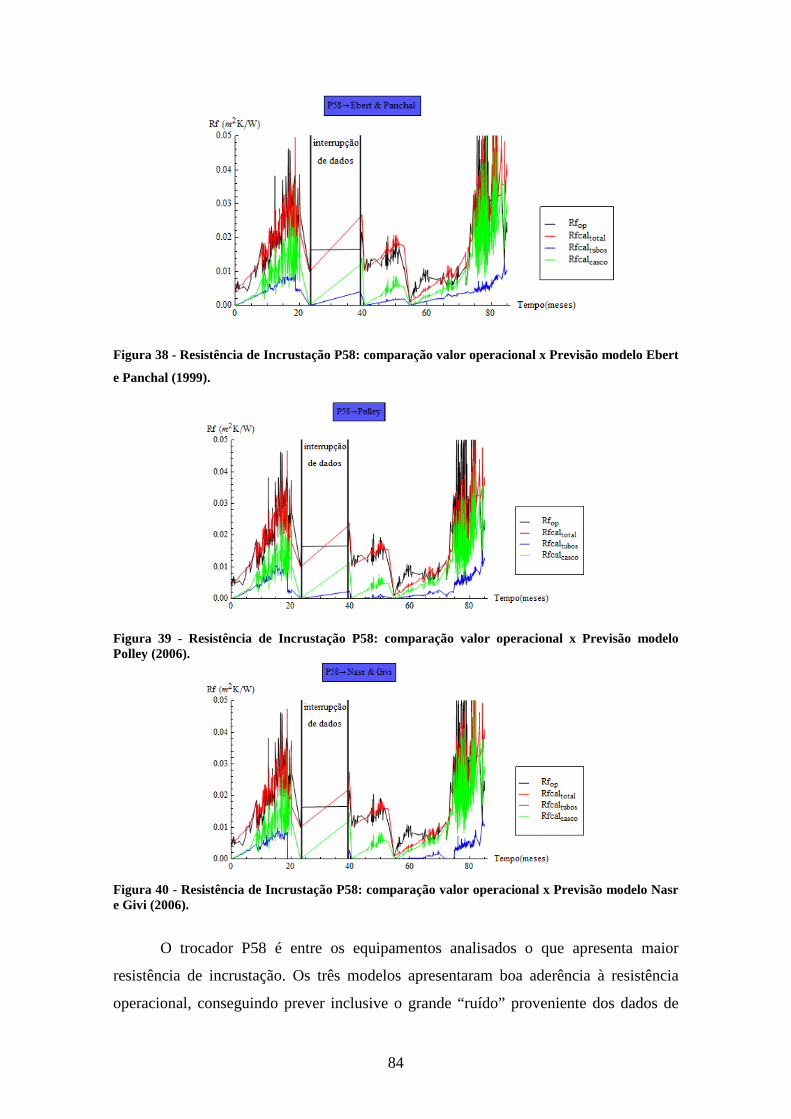
84
Figura 38 - Resistência de Incrustação P58: comparação valor operacional x Previsão modelo Ebert
e Panchal (1999).
Figura 39 - Resistência de Incrustação P58: comparação valor operacional x Previsão modelo Polley (2006).
Figura 40 - Resistência de Incrustação P58: comparação valor operacional x Previsão modelo Nasr e Givi (2006).
O trocador P58 é entre os equipamentos analisados o que apresenta maior
resistência de incrustação. Os três modelos apresentaram boa aderência à resistência
operacional, conseguindo prever inclusive o grande “ruído” proveniente dos dados de
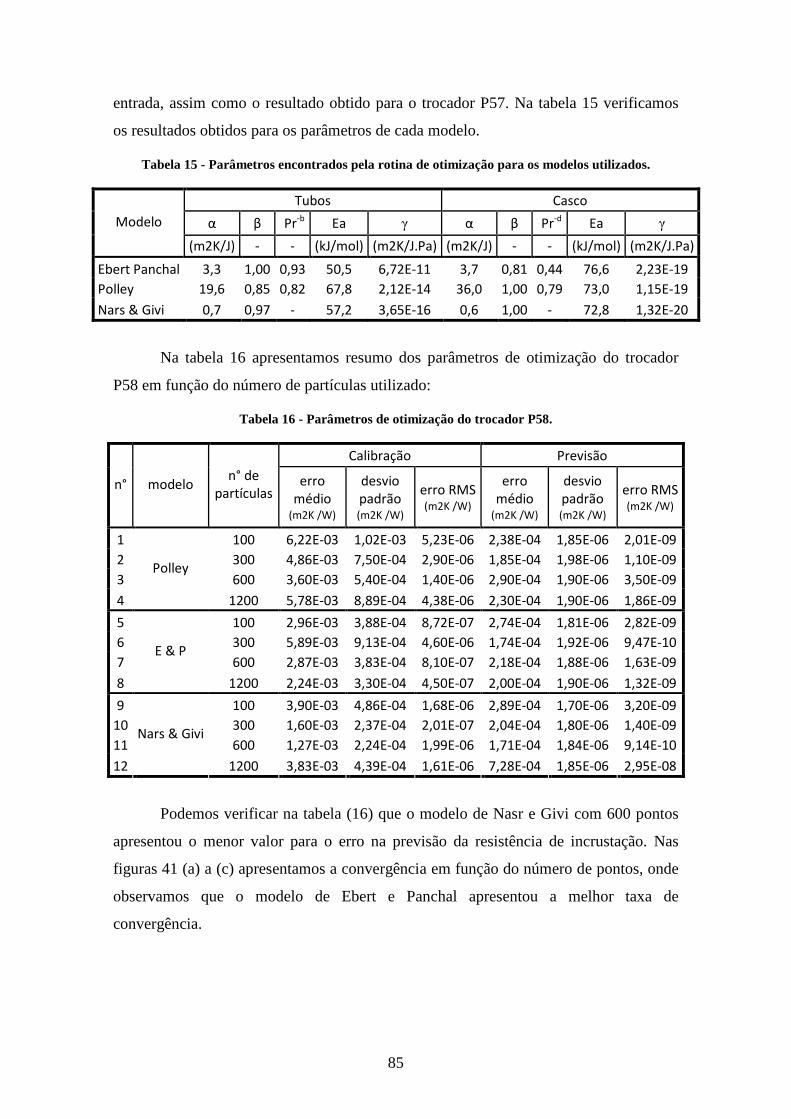
85
entrada, assim como o resultado obtido para o trocador P57. Na tabela 15 verificamos
os resultados obtidos para os parâmetros de cada modelo.
Tabela 15 - Parâmetros encontrados pela rotina de otimização para os modelos utilizados.
Tubos Casco
α β Pr-b Ea γ α β Pr-d Ea γ Modelo
(m2K/J) - - (kJ/mol) (m2K/J.Pa) (m2K/J) - - (kJ/mol) (m2K/J.Pa)
Ebert Panchal 3,3 1,00 0,93 50,5 6,72E-11 3,7 0,81 0,44 76,6 2,23E-19
Polley 19,6 0,85 0,82 67,8 2,12E-14 36,0 1,00 0,79 73,0 1,15E-19
Nars & Givi 0,7 0,97 - 57,2 3,65E-16 0,6 1,00 - 72,8 1,32E-20
Na tabela 16 apresentamos resumo dos parâmetros de otimização do trocador
P58 em função do número de partículas utilizado:
Tabela 16 - Parâmetros de otimização do trocador P58.
Calibração Previsão
n° modelo n° de
partículas erro
médio (m2K /W)
desvio padrão (m2K /W)
erro RMS (m2K /W)
erro médio
(m2K /W)
desvio padrão (m2K /W)
erro RMS (m2K /W)
1 100 6,22E-03 1,02E-03 5,23E-06 2,38E-04 1,85E-06 2,01E-09
2 300 4,86E-03 7,50E-04 2,90E-06 1,85E-04 1,98E-06 1,10E-09
3 600 3,60E-03 5,40E-04 1,40E-06 2,90E-04 1,90E-06 3,50E-09
4
Polley
1200 5,78E-03 8,89E-04 4,38E-06 2,30E-04 1,90E-06 1,86E-09
5 100 2,96E-03 3,88E-04 8,72E-07 2,74E-04 1,81E-06 2,82E-09
6 300 5,89E-03 9,13E-04 4,60E-06 1,74E-04 1,92E-06 9,47E-10
7 600 2,87E-03 3,83E-04 8,10E-07 2,18E-04 1,88E-06 1,63E-09
8
E & P
1200 2,24E-03 3,30E-04 4,50E-07 2,00E-04 1,90E-06 1,32E-09
9 100 3,90E-03 4,86E-04 1,68E-06 2,89E-04 1,70E-06 3,20E-09
10 300 1,60E-03 2,37E-04 2,01E-07 2,04E-04 1,80E-06 1,40E-09
11 600 1,27E-03 2,24E-04 1,99E-06 1,71E-04 1,84E-06 9,14E-10
12
Nars & Givi
1200 3,83E-03 4,39E-04 1,61E-06 7,28E-04 1,85E-06 2,95E-08
Podemos verificar na tabela (16) que o modelo de Nasr e Givi com 600 pontos
apresentou o menor valor para o erro na previsão da resistência de incrustação. Nas
figuras 41 (a) a (c) apresentamos a convergência em função do número de pontos, onde
observamos que o modelo de Ebert e Panchal apresentou a melhor taxa de
convergência.

86
(a) (b)
(c)
Figura 41 - P58: Histórico de convergência.
4.2.3 - P59
Nas figuras 42, 43 e 44 observamos o resultado obtido para o trocador P59. Este
equipamento tem uma parada para limpeza registrada no 55° mês de operação. Podemos
verificar que a região entre o 40° e 55° mês os modelos não apresentaram boa
concordância com a resistência operacional calculada, o que pode representar alguma
variação na característica da carga pois após a parada do equipamento para limpeza, os
modelos voltam a prever a resistência de forma satisfatória. Os parâmetros foram
calibrados utilizando os dados até o 16° mês de operação e encontra-se na tabela (17).
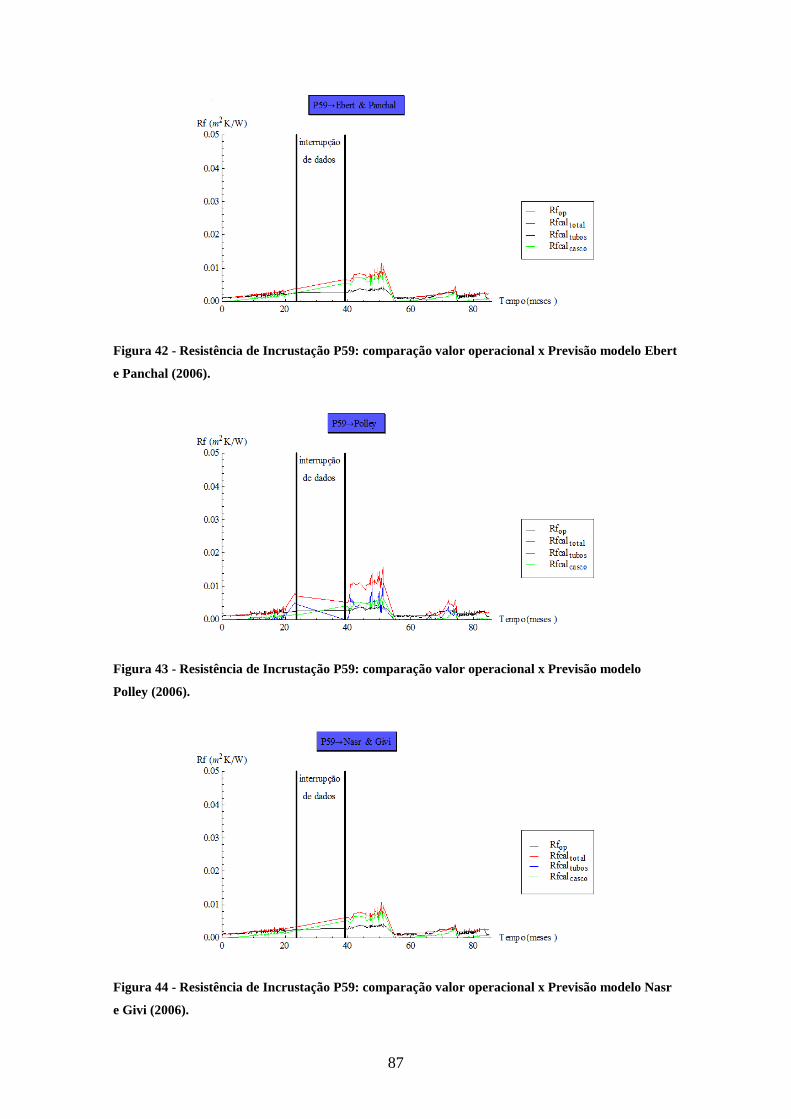
87
Figura 42 - Resistência de Incrustação P59: comparação valor operacional x Previsão modelo Ebert
e Panchal (2006).
Figura 43 - Resistência de Incrustação P59: comparação valor operacional x Previsão modelo
Polley (2006).
Figura 44 - Resistência de Incrustação P59: comparação valor operacional x Previsão modelo Nasr
e Givi (2006).
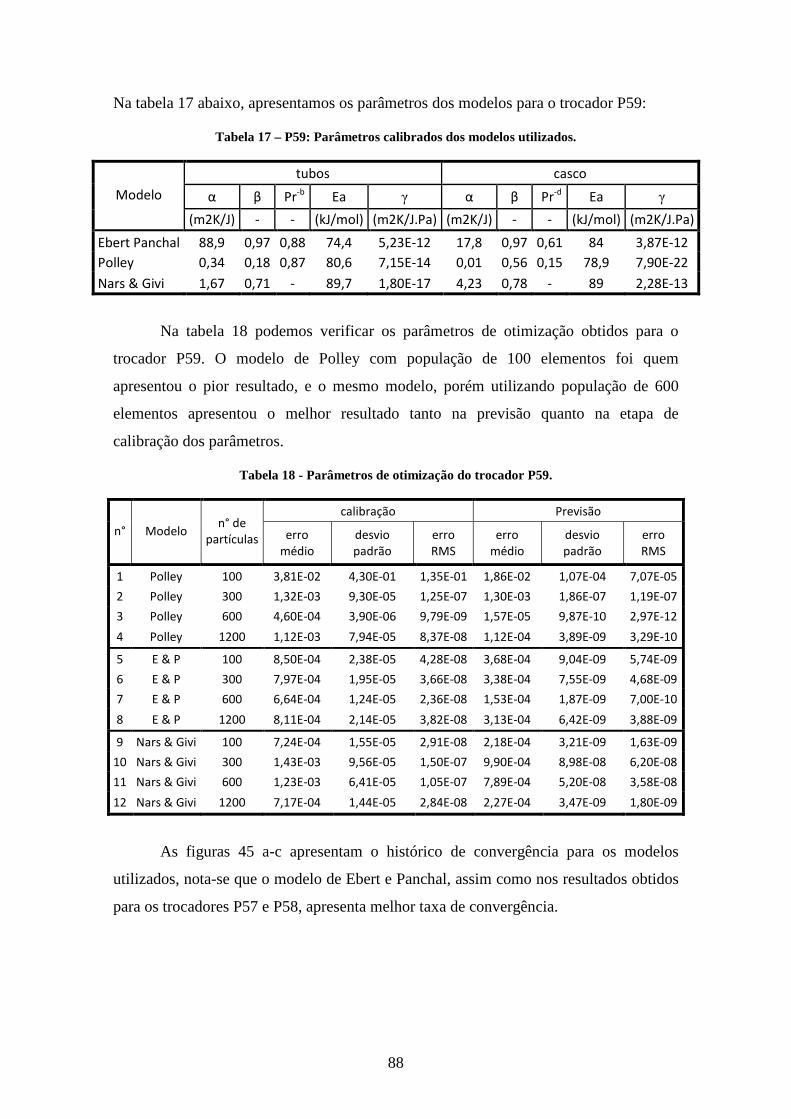
88
Na tabela 17 abaixo, apresentamos os parâmetros dos modelos para o trocador P59:
Tabela 17 – P59: Parâmetros calibrados dos modelos utilizados.
tubos casco
α β Pr-b Ea γ α β Pr-d Ea γ Modelo
(m2K/J) - - (kJ/mol) (m2K/J.Pa) (m2K/J) - - (kJ/mol) (m2K/J.Pa)
Ebert Panchal 88,9 0,97 0,88 74,4 5,23E-12 17,8 0,97 0,61 84 3,87E-12
Polley 0,34 0,18 0,87 80,6 7,15E-14 0,01 0,56 0,15 78,9 7,90E-22
Nars & Givi 1,67 0,71 - 89,7 1,80E-17 4,23 0,78 - 89 2,28E-13
Na tabela 18 podemos verificar os parâmetros de otimização obtidos para o
trocador P59. O modelo de Polley com população de 100 elementos foi quem
apresentou o pior resultado, e o mesmo modelo, porém utilizando população de 600
elementos apresentou o melhor resultado tanto na previsão quanto na etapa de
calibração dos parâmetros.
Tabela 18 - Parâmetros de otimização do trocador P59.
calibração Previsão
n°
Modelo
n° de partículas erro
médio desvio padrão
erro RMS
erro médio
desvio padrão
erro RMS
1 Polley 100 3,81E-02 4,30E-01 1,35E-01 1,86E-02 1,07E-04 7,07E-05
2 Polley 300 1,32E-03 9,30E-05 1,25E-07 1,30E-03 1,86E-07 1,19E-07
3 Polley 600 4,60E-04 3,90E-06 9,79E-09 1,57E-05 9,87E-10 2,97E-12
4 Polley 1200 1,12E-03 7,94E-05 8,37E-08 1,12E-04 3,89E-09 3,29E-10
5 E & P 100 8,50E-04 2,38E-05 4,28E-08 3,68E-04 9,04E-09 5,74E-09
6 E & P 300 7,97E-04 1,95E-05 3,66E-08 3,38E-04 7,55E-09 4,68E-09
7 E & P 600 6,64E-04 1,24E-05 2,36E-08 1,53E-04 1,87E-09 7,00E-10
8 E & P 1200 8,11E-04 2,14E-05 3,82E-08 3,13E-04 6,42E-09 3,88E-09
9 Nars & Givi 100 7,24E-04 1,55E-05 2,91E-08 2,18E-04 3,21E-09 1,63E-09
10 Nars & Givi 300 1,43E-03 9,56E-05 1,50E-07 9,90E-04 8,98E-08 6,20E-08
11 Nars & Givi 600 1,23E-03 6,41E-05 1,05E-07 7,89E-04 5,20E-08 3,58E-08
12 Nars & Givi 1200 7,17E-04 1,44E-05 2,84E-08 2,27E-04 3,47E-09 1,80E-09
As figuras 45 a-c apresentam o histórico de convergência para os modelos
utilizados, nota-se que o modelo de Ebert e Panchal, assim como nos resultados obtidos
para os trocadores P57 e P58, apresenta melhor taxa de convergência.
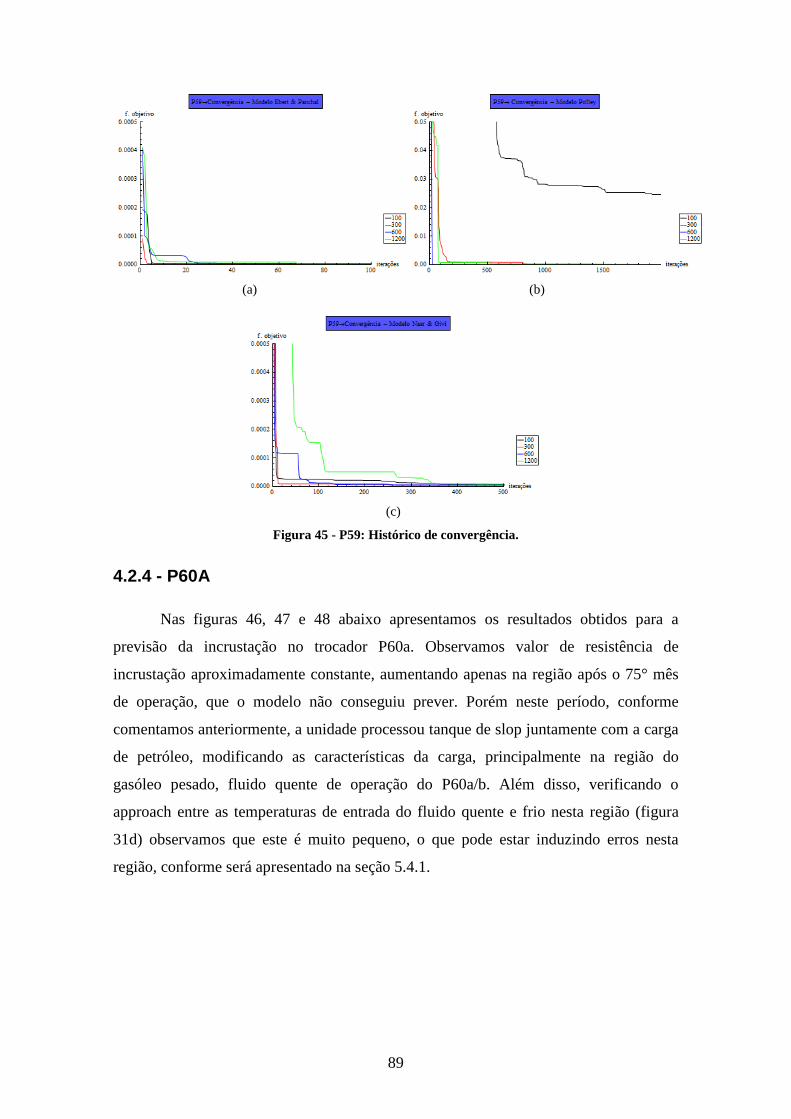
89
(a) (b)
(c)
Figura 45 - P59: Histórico de convergência.
4.2.4 - P60A
Nas figuras 46, 47 e 48 abaixo apresentamos os resultados obtidos para a
previsão da incrustação no trocador P60a. Observamos valor de resistência de
incrustação aproximadamente constante, aumentando apenas na região após o 75° mês
de operação, que o modelo não conseguiu prever. Porém neste período, conforme
comentamos anteriormente, a unidade processou tanque de slop juntamente com a carga
de petróleo, modificando as características da carga, principalmente na região do
gasóleo pesado, fluido quente de operação do P60a/b. Além disso, verificando o
approach entre as temperaturas de entrada do fluido quente e frio nesta região (figura
31d) observamos que este é muito pequeno, o que pode estar induzindo erros nesta
região, conforme será apresentado na seção 5.4.1.

90
Figura 46 - Resistência de Incrustação P60a: comparação valor operacional x Previsão modelo
Nasr e Givi (2006).
Figura 47 - Resistência de Incrustação P60a: comparação valor operacional x Previsão modelo
Nasr e Givi (2006).
Figura 48 - Resistência de Incrustação P60a: comparação valor operacional x Previsão modelo
Nasr e Givi (2006).
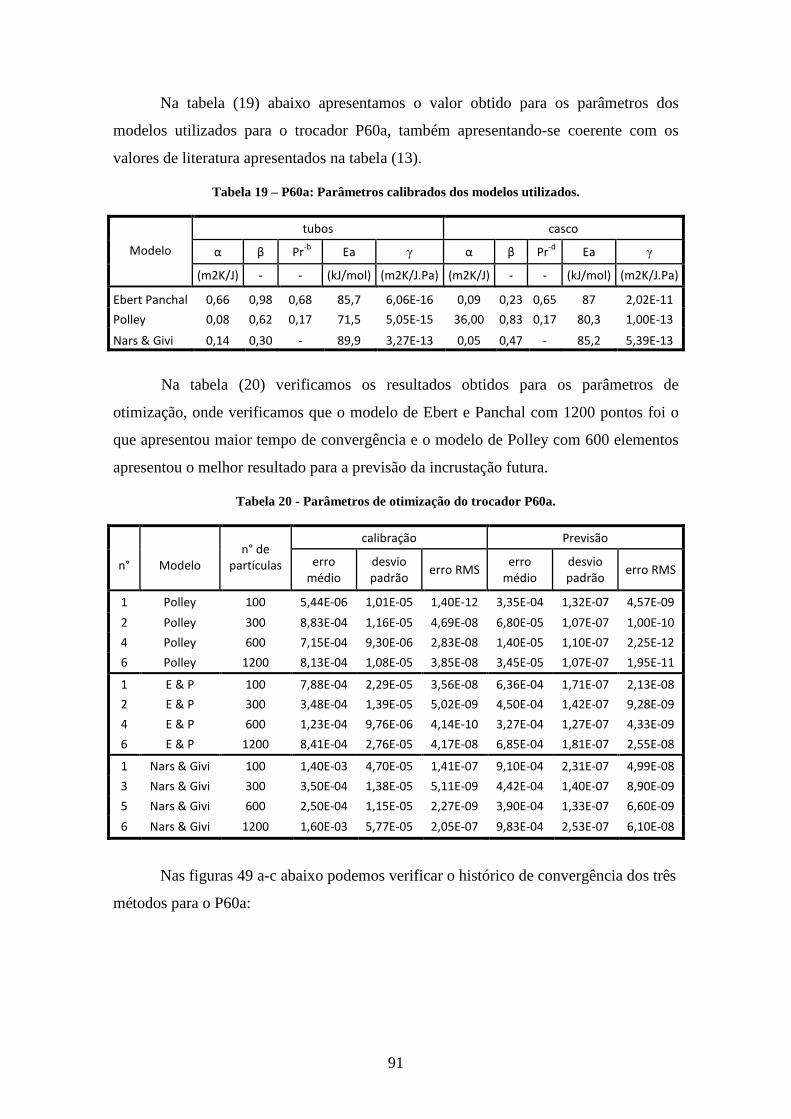
91
Na tabela (19) abaixo apresentamos o valor obtido para os parâmetros dos
modelos utilizados para o trocador P60a, também apresentando-se coerente com os
valores de literatura apresentados na tabela (13).
Tabela 19 – P60a: Parâmetros calibrados dos modelos utilizados.
tubos casco
α β Pr-b
Ea γ α β Pr-d
Ea γ Modelo
(m2K/J) - - (kJ/mol) (m2K/J.Pa) (m2K/J) - - (kJ/mol) (m2K/J.Pa)
Ebert Panchal 0,66 0,98 0,68 85,7 6,06E-16 0,09 0,23 0,65 87 2,02E-11
Polley 0,08 0,62 0,17 71,5 5,05E-15 36,00 0,83 0,17 80,3 1,00E-13
Nars & Givi 0,14 0,30 - 89,9 3,27E-13 0,05 0,47 - 85,2 5,39E-13
Na tabela (20) verificamos os resultados obtidos para os parâmetros de
otimização, onde verificamos que o modelo de Ebert e Panchal com 1200 pontos foi o
que apresentou maior tempo de convergência e o modelo de Polley com 600 elementos
apresentou o melhor resultado para a previsão da incrustação futura.
Tabela 20 - Parâmetros de otimização do trocador P60a.
calibração Previsão
n°
Modelo n° de
partículas erro médio
desvio padrão
erro RMS erro
médio desvio padrão
erro RMS
1 Polley 100 5,44E-06 1,01E-05 1,40E-12 3,35E-04 1,32E-07 4,57E-09
2 Polley 300 8,83E-04 1,16E-05 4,69E-08 6,80E-05 1,07E-07 1,00E-10
4 Polley 600 7,15E-04 9,30E-06 2,83E-08 1,40E-05 1,10E-07 2,25E-12
6 Polley 1200 8,13E-04 1,08E-05 3,85E-08 3,45E-05 1,07E-07 1,95E-11
1 E & P 100 7,88E-04 2,29E-05 3,56E-08 6,36E-04 1,71E-07 2,13E-08
2 E & P 300 3,48E-04 1,39E-05 5,02E-09 4,50E-04 1,42E-07 9,28E-09
4 E & P 600 1,23E-04 9,76E-06 4,14E-10 3,27E-04 1,27E-07 4,33E-09
6 E & P 1200 8,41E-04 2,76E-05 4,17E-08 6,85E-04 1,81E-07 2,55E-08
1 Nars & Givi 100 1,40E-03 4,70E-05 1,41E-07 9,10E-04 2,31E-07 4,99E-08
3 Nars & Givi 300 3,50E-04 1,38E-05 5,11E-09 4,42E-04 1,40E-07 8,90E-09
5 Nars & Givi 600 2,50E-04 1,15E-05 2,27E-09 3,90E-04 1,33E-07 6,60E-09
6 Nars & Givi 1200 1,60E-03 5,77E-05 2,05E-07 9,83E-04 2,53E-07 6,10E-08
Nas figuras 49 a-c abaixo podemos verificar o histórico de convergência dos três
métodos para o P60a:
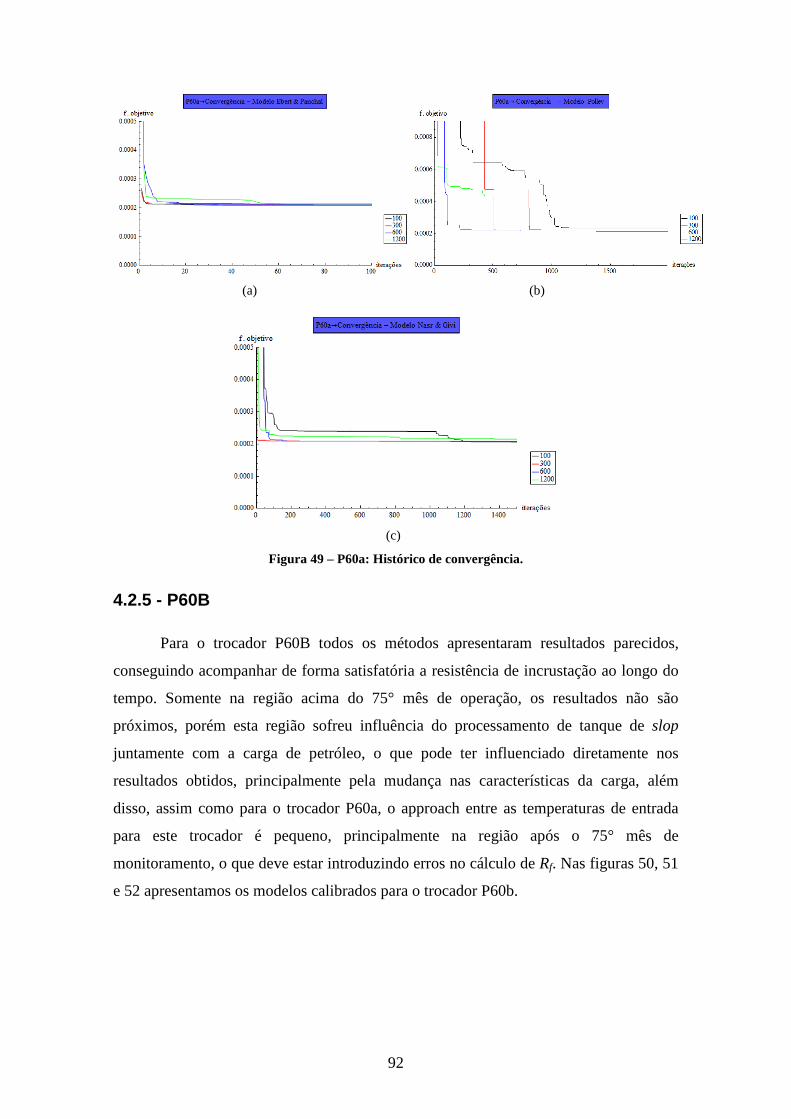
92
(a) (b)
(c)
Figura 49 – P60a: Histórico de convergência.
4.2.5 - P60B
Para o trocador P60B todos os métodos apresentaram resultados parecidos,
conseguindo acompanhar de forma satisfatória a resistência de incrustação ao longo do
tempo. Somente na região acima do 75° mês de operação, os resultados não são
próximos, porém esta região sofreu influência do processamento de tanque de slop
juntamente com a carga de petróleo, o que pode ter influenciado diretamente nos
resultados obtidos, principalmente pela mudança nas características da carga, além
disso, assim como para o trocador P60a, o approach entre as temperaturas de entrada
para este trocador é pequeno, principalmente na região após o 75° mês de
monitoramento, o que deve estar introduzindo erros no cálculo de Rf. Nas figuras 50, 51
e 52 apresentamos os modelos calibrados para o trocador P60b.
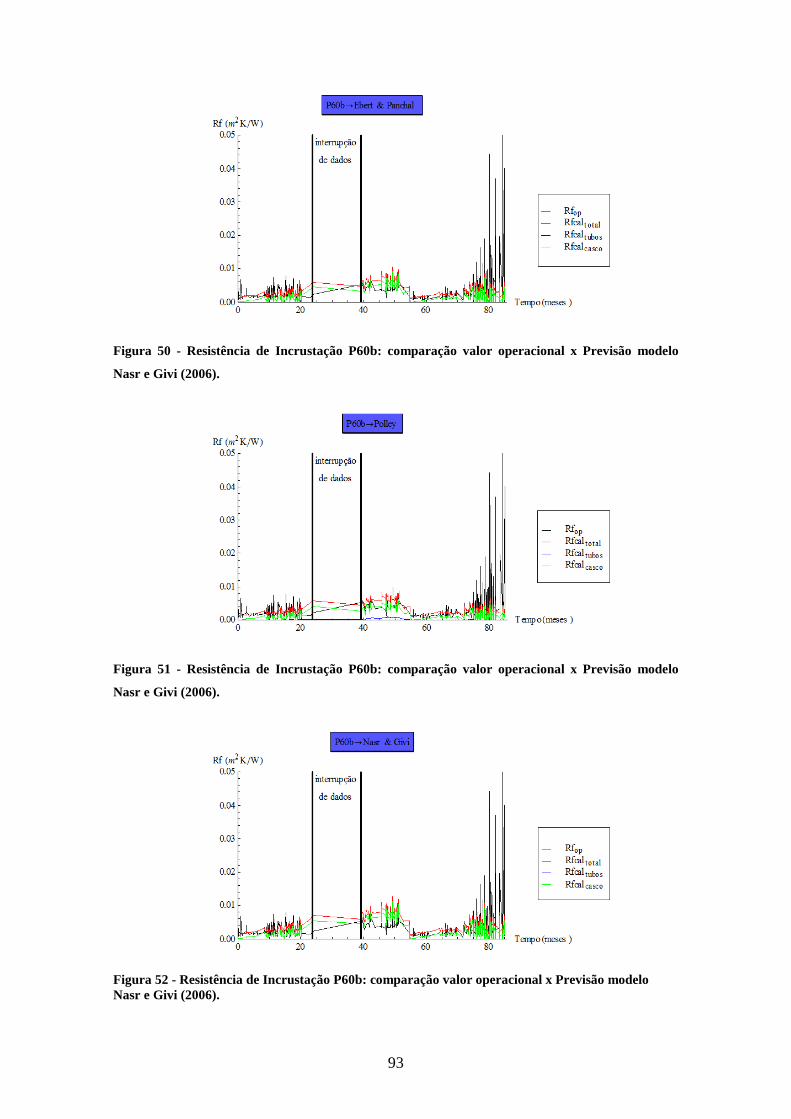
93
Figura 50 - Resistência de Incrustação P60b: comparação valor operacional x Previsão modelo
Nasr e Givi (2006).
Figura 51 - Resistência de Incrustação P60b: comparação valor operacional x Previsão modelo
Nasr e Givi (2006).
Figura 52 - Resistência de Incrustação P60b: comparação valor operacional x Previsão modelo Nasr e Givi (2006).
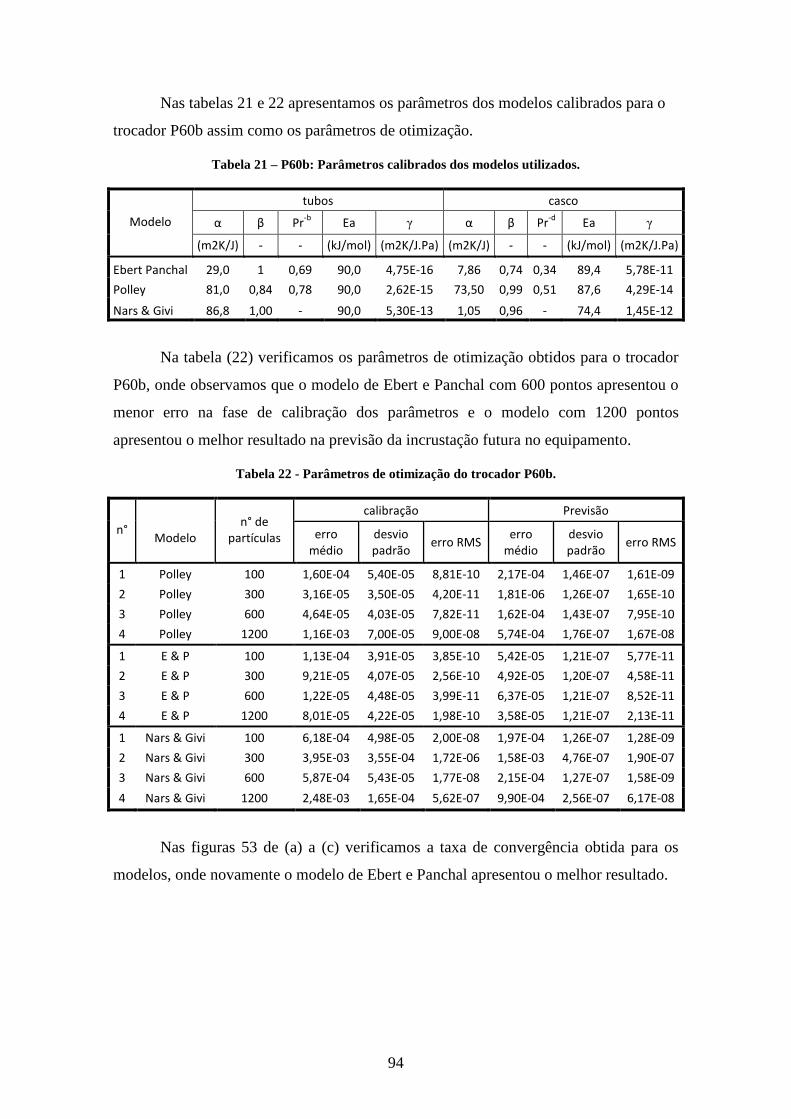
94
Nas tabelas 21 e 22 apresentamos os parâmetros dos modelos calibrados para o
trocador P60b assim como os parâmetros de otimização.
Tabela 21 – P60b: Parâmetros calibrados dos modelos utilizados.
tubos casco
α β Pr-b
Ea γ α β Pr-d
Ea γ Modelo
(m2K/J) - - (kJ/mol) (m2K/J.Pa) (m2K/J) - - (kJ/mol) (m2K/J.Pa)
Ebert Panchal 29,0 1 0,69 90,0 4,75E-16 7,86 0,74 0,34 89,4 5,78E-11
Polley 81,0 0,84 0,78 90,0 2,62E-15 73,50 0,99 0,51 87,6 4,29E-14
Nars & Givi 86,8 1,00 - 90,0 5,30E-13 1,05 0,96 - 74,4 1,45E-12
Na tabela (22) verificamos os parâmetros de otimização obtidos para o trocador
P60b, onde observamos que o modelo de Ebert e Panchal com 600 pontos apresentou o
menor erro na fase de calibração dos parâmetros e o modelo com 1200 pontos
apresentou o melhor resultado na previsão da incrustação futura no equipamento.
Tabela 22 - Parâmetros de otimização do trocador P60b.
calibração Previsão
n°
Modelo n° de
partículas erro médio
desvio padrão
erro RMS erro
médio desvio padrão
erro RMS
1 Polley 100 1,60E-04 5,40E-05 8,81E-10 2,17E-04 1,46E-07 1,61E-09
2 Polley 300 3,16E-05 3,50E-05 4,20E-11 1,81E-06 1,26E-07 1,65E-10
3 Polley 600 4,64E-05 4,03E-05 7,82E-11 1,62E-04 1,43E-07 7,95E-10
4 Polley 1200 1,16E-03 7,00E-05 9,00E-08 5,74E-04 1,76E-07 1,67E-08
1 E & P 100 1,13E-04 3,91E-05 3,85E-10 5,42E-05 1,21E-07 5,77E-11
2 E & P 300 9,21E-05 4,07E-05 2,56E-10 4,92E-05 1,20E-07 4,58E-11
3 E & P 600 1,22E-05 4,48E-05 3,99E-11 6,37E-05 1,21E-07 8,52E-11
4 E & P 1200 8,01E-05 4,22E-05 1,98E-10 3,58E-05 1,21E-07 2,13E-11
1 Nars & Givi 100 6,18E-04 4,98E-05 2,00E-08 1,97E-04 1,26E-07 1,28E-09
2 Nars & Givi 300 3,95E-03 3,55E-04 1,72E-06 1,58E-03 4,76E-07 1,90E-07
3 Nars & Givi 600 5,87E-04 5,43E-05 1,77E-08 2,15E-04 1,27E-07 1,58E-09
4 Nars & Givi 1200 2,48E-03 1,65E-04 5,62E-07 9,90E-04 2,56E-07 6,17E-08
Nas figuras 53 de (a) a (c) verificamos a taxa de convergência obtida para os
modelos, onde novamente o modelo de Ebert e Panchal apresentou o melhor resultado.
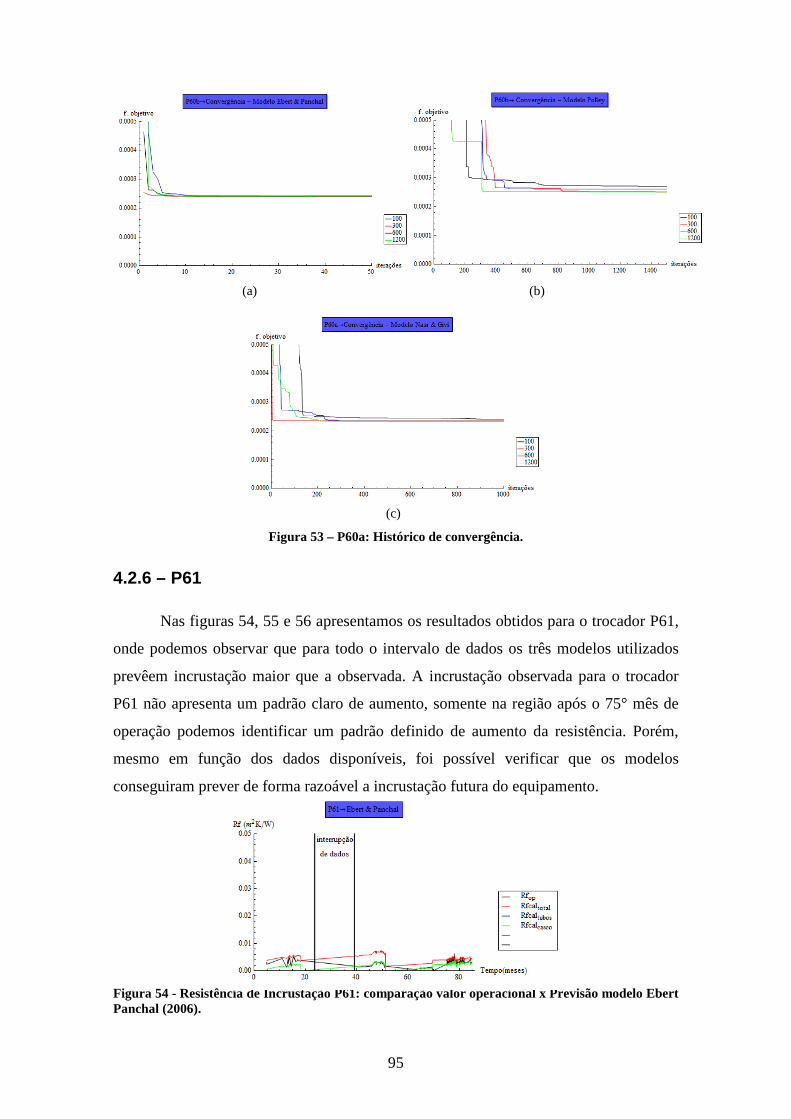
95
(a) (b)
(c)
Figura 53 – P60a: Histórico de convergência.
4.2.6 – P61
Nas figuras 54, 55 e 56 apresentamos os resultados obtidos para o trocador P61,
onde podemos observar que para todo o intervalo de dados os três modelos utilizados
prevêem incrustação maior que a observada. A incrustação observada para o trocador
P61 não apresenta um padrão claro de aumento, somente na região após o 75° mês de
operação podemos identificar um padrão definido de aumento da resistência. Porém,
mesmo em função dos dados disponíveis, foi possível verificar que os modelos
conseguiram prever de forma razoável a incrustação futura do equipamento.
Figura 54 - Resistência de Incrustação P61: comparação valor operacional x Previsão modelo Ebert Panchal (2006).
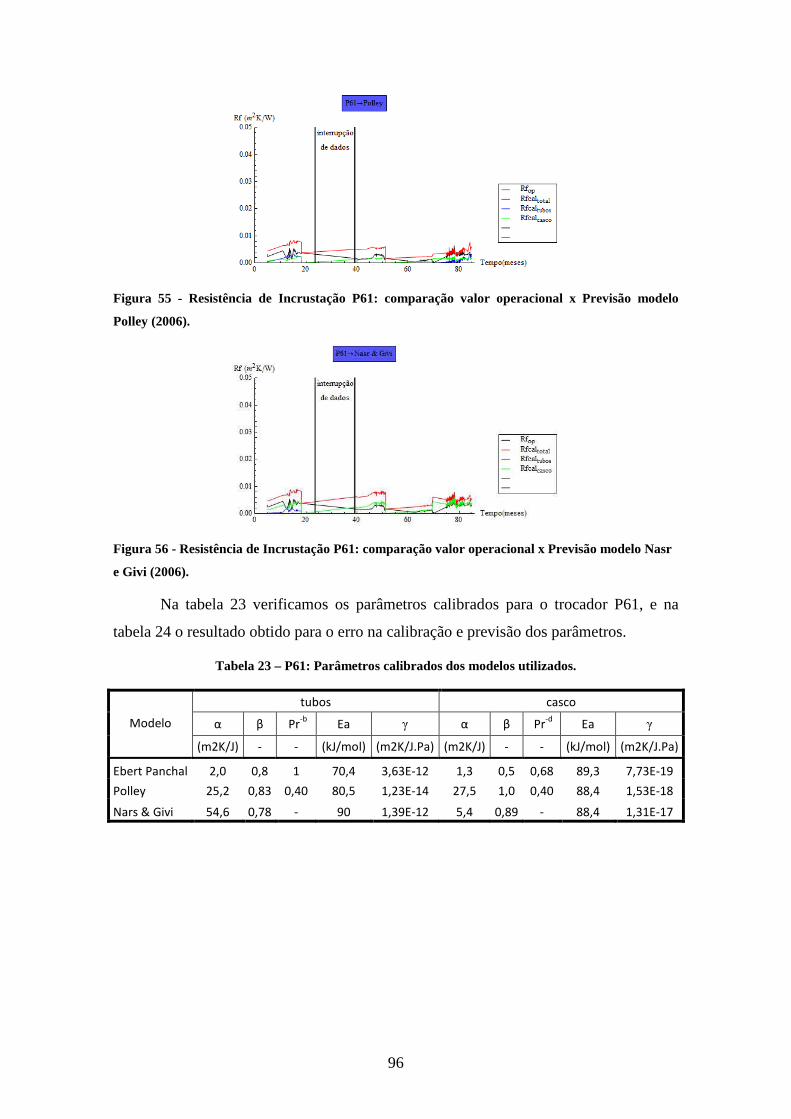
96
Figura 55 - Resistência de Incrustação P61: comparação valor operacional x Previsão modelo
Polley (2006).
Figura 56 - Resistência de Incrustação P61: comparação valor operacional x Previsão modelo Nasr
e Givi (2006).
Na tabela 23 verificamos os parâmetros calibrados para o trocador P61, e na
tabela 24 o resultado obtido para o erro na calibração e previsão dos parâmetros.
Tabela 23 – P61: Parâmetros calibrados dos modelos utilizados.
tubos casco
α β Pr-b
Ea γ α β Pr-d
Ea γ Modelo
(m2K/J) - - (kJ/mol) (m2K/J.Pa) (m2K/J) - - (kJ/mol) (m2K/J.Pa)
Ebert Panchal 2,0 0,8 1 70,4 3,63E-12 1,3 0,5 0,68 89,3 7,73E-19
Polley 25,2 0,83 0,40 80,5 1,23E-14 27,5 1,0 0,40 88,4 1,53E-18
Nars & Givi 54,6 0,78 - 90 1,39E-12 5,4 0,89 - 88,4 1,31E-17

97
Tabela 24 - Parâmetros de otimização do trocador P61.
calibração Previsão
erro médio desvio padrão
erro RMS
erro médio
desvio padrão
erro RMS
n°
Modelo
n° de partículas
1 Polley 100 1,25E-03 1,46E-05 1,10E-07 4,00E-03 1,88E-06 1,75E-06
2 Polley 300 3,93E-03 1,49E-04 1,69E-06 5,79E-03 4,80E-06 4,27E-06
3 Polley 600 1,28E-03 1,38E-05 1,14E-07 3,43E-03 1,33E+06 1,21E-06
4 Polley 1200 7,06E-04 6,22E-06 2,73E-08 3,11E-03 1,07E-06 9,64E-07
1 E & P 100 2,67E-03 6,13E-05 6,64E-07 4,96E-03 3,13E-06 2,94E-06
2 E & P 300 1,29E-03 1,57E-05 1,17E-07 3,50E-03 1,50E-06 1,36E-06
3 E & P 600 1,99E-03 3,35E-05 3,28E-07 4,29E-03 2,24E-06 2,10E-06
4 E & P 1200 2,11E-03 3,73E-05 3,77E-07 4,41E-03 2,37E-06 2,22E-06
1 Nars & Givi 100 2,74E-03 6,51E-05 7,10E-07 5,02E-03 3,24E-06 3,05E-06
2 Nars & Givi 300 4,28E-03 1,80E-04 2,10E-06 6,57E-03 6,13E-06 5,78E-06
3 Nars & Givi 600 7,30E-03 7,78E-06 7,45E-06 4,98E-03 2,55E-04 2,99E-06
4 Nars & Givi 1200 2,29E-03 4,36E-05 4,62E-07 4,78E-03 2,81E-06 2,69E-06
Verificamos a partir da tabela (24) que o modelo de Polley com 1200 pontos foi
o que apresentou melhor resultado para a previsão da incrustação futura do
equipamento. Nas figuras 57 de (a) a (c) verificamos a taxa de convergência dos
modelos. Apesar do modelo de Polley apresentar pior taxa de convergência foi o que
obteve o melhor resultado para a previsão da incrustação.
(a) (b)
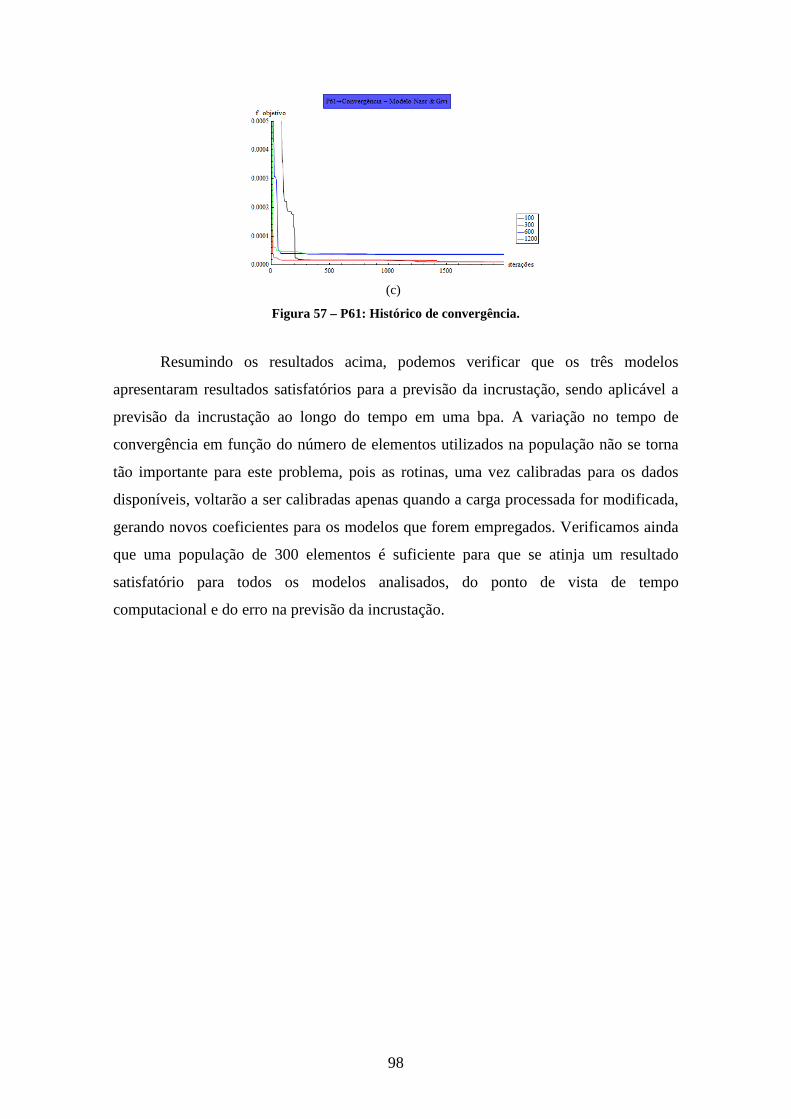
98
(c)
Figura 57 – P61: Histórico de convergência.
Resumindo os resultados acima, podemos verificar que os três modelos
apresentaram resultados satisfatórios para a previsão da incrustação, sendo aplicável a
previsão da incrustação ao longo do tempo em uma bpa. A variação no tempo de
convergência em função do número de elementos utilizados na população não se torna
tão importante para este problema, pois as rotinas, uma vez calibradas para os dados
disponíveis, voltarão a ser calibradas apenas quando a carga processada for modificada,
gerando novos coeficientes para os modelos que forem empregados. Verificamos ainda
que uma população de 300 elementos é suficiente para que se atinja um resultado
satisfatório para todos os modelos analisados, do ponto de vista de tempo
computacional e do erro na previsão da incrustação.
99
4.3- Análise de erro dos dados operacionais
4.3.1 – Erro introduzido pelos instrumentos de camp o
O erro na resistência de incrustação calculada através do FOULINGTR é função
do trocador em questão, devido as suas condições operacionais, dos instrumentos de
medição utilizados e de sua geometria. Erros nos dados operacionais podem se propagar
e prejudicar a confiabilidade dos resultados obtidos para as resistências de incrustação.
Para um trocador genérico, o erro obtido para a resistência de incrustação devido
a medição de temperatura e vazão dos instrumentos pode ser determinado a partir da
diferença:
clopf UU
R11 −= (52)
Onde verificamos que o erro introduzido no cálculo do valor de Rf devido aos
instrumentos depende da sua conseqüência nos valores calculados de Uop e Ucl.
Podemos portanto apresentar fR como a função abaixo:
),( opclff UURR = (53)
Onde a sua derivada é determinada por
op
op
fcl
cl
ff U
U
RU
U
RdR ∂
∂∂
+∂∂∂
= (54)
Se os erros em clU e opU são clUδ e opUδ respectivamente e são pequenos em relação à
clU e opU , o erro induzido em Rf é dado por:
op
op
fcl
cl
ff U
U
RU
U
RR δδδ
∂∂
+∂∂
= (55)
O pior valor para fRδ ocorre quando todos os termos do lado direito da igualdade são
positivos ou negativos. Portanto, tomando clUδ e opUδ como positivos obtemos
op
op
fcl
cl
ff U
U
RU
U
RR δδδ
∂∂
+∂∂
= (56)
A derivação da equação 54 em relação à clU fornece:
100
2
1
clcl
f
UU
R=
∂∂
(57)
Da mesma forma, derivando em relação à opU obtemos:
2
1
opop
f
UU
R−=
∂∂
(58)
Portanto a equação 54 torna-se:
22op
op
cl
clf U
U
U
UR
δδδ += (59)
Mesmo sabendo que correlações para o cálculo do coeficiente de transferência de calor
sempre apresentam erros, é possível, a princípio, considerarmos que o erro relativo à
clU pode ser desprezado, pois, como informamos anteriormente, os dados foram
calculados utilizando softwares comerciais amplamente utilizados na indústria e suas
correlações são atualizadas continuamente através de plantas de teste, assim como as
propriedades físicas geradas pelo simulador de processos PETROX. Por outro lado,
erros em opU são relacionados exclusivamente a erros em Q, A e mlT∆ conforme a
equação 60 abaixo:
mlTUFAQ ∆= (60)
Erros em parâmetros operacionais
Na análise abaixo, o pior cenário é considerado, ou seja, os erros nas quatro
temperaturas e nas duas vazões se somam, ao invés de se eliminarem. O coeficiente
global Uop é dado por:
( ) ( )[ ]1221
12
21ln
tTtTA
tT
tTQ
Uo
op −−−
−−
= (61)
Negligenciando erros no calculo da área de troca térmica Ao,
2
21
12
21
1
TT
UT
T
Ut
t
Ut
t
UQ
Q
UU opopopopop δ
δδ
δδ
δδ
δδ
δδ
δδ
δδ
δ ++++= (62)
Portanto

101
−+−+−+−+= 2121 ln
11lnln
11ln
1t
X
ZT
X
Yt
X
Yt
X
Z
WQ
Q
U
U
op
op δδδδδδ
(63)
Onde:
)()( 1221 tTtTW −−−= (64)
−−
=12
21
tT
tTX (65)
)( 21 tT
WY
−= (66)
( )12 tT
WZ
−= (67)
Erro no cálculo da carga
A carga térmica instantânea Q é dada pela equação:
)( 12 ttMCQ P −= (68)
Assumindo que não exista erro no CP, obtemos,
2
21
1
tt
Qt
t
QM
M
QQ δ
δδδ
δδδ
δδδ ++= (69)
ou
2112 )( tMCtMCMttCQ PPP δδδδ ++−= (70)
e conseqüentemente
)( 12
21
tt
tt
M
M
Q
Q
−+
+=δδδδ
(71)
O erro foi calculado de forma dinâmica para o Rf em cada ponto de medição.
Assumindo instrumentos padronizados utilizados na refinaria, podemos considerar
precisão próxima a %1± para os medidores de vazão. As temperaturas foram obtidas
de termopares instalados permanentemente. Consideramos também estes equipamentos
calibrados e o erro randômico na medida pode ser limitado em C°± 5.0 .
Os resultados nas figuras 58 a-f abaixo nos permitem concluir que erros nos
dados de entrada, como a medição de temperatura e vazão, podem ter grande efeito no
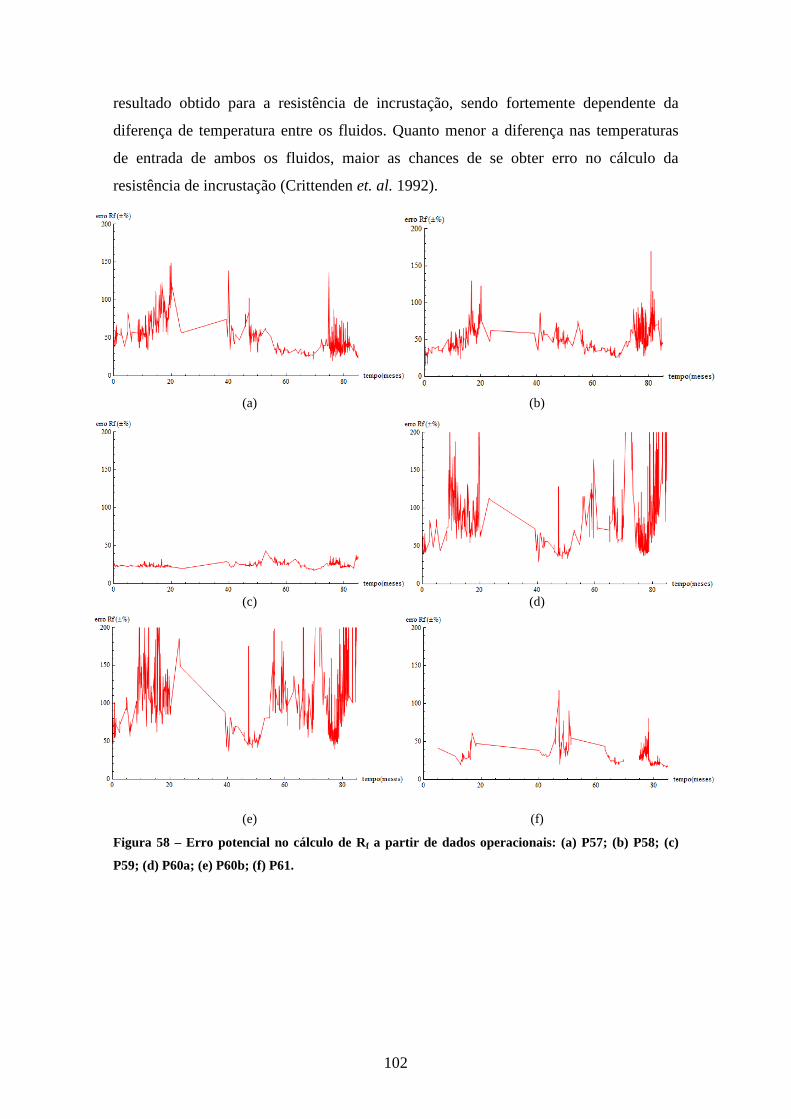
102
resultado obtido para a resistência de incrustação, sendo fortemente dependente da
diferença de temperatura entre os fluidos. Quanto menor a diferença nas temperaturas
de entrada de ambos os fluidos, maior as chances de se obter erro no cálculo da
resistência de incrustação (Crittenden et. al. 1992).
(a) (b)
(c) (d)
(e) (f)
Figura 58 – Erro potencial no cálculo de Rf a partir de dados operacionais: (a) P57; (b) P58; (c)
P59; (d) P60a; (e) P60b; (f) P61.
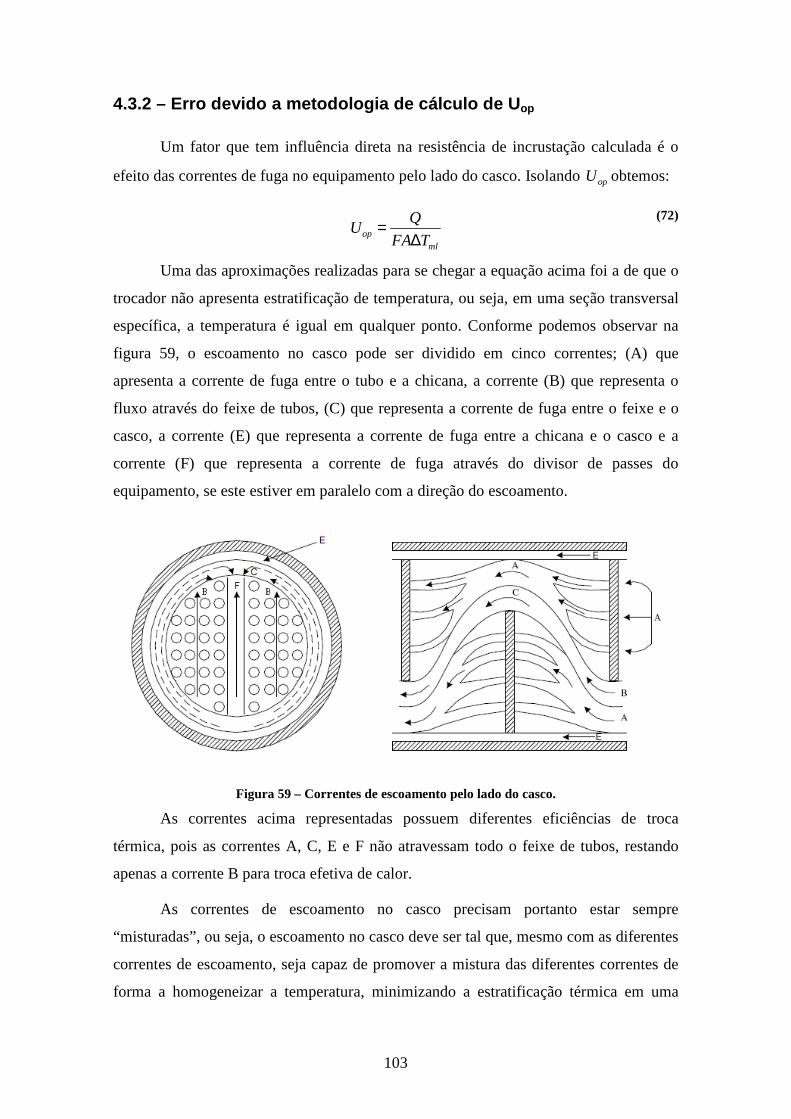
103
4.3.2 – Erro devido a metodologia de cálculo de U op
Um fator que tem influência direta na resistência de incrustação calculada é o
efeito das correntes de fuga no equipamento pelo lado do casco. Isolando opU obtemos:
mlop TFA
QU
∆=
(72)
Uma das aproximações realizadas para se chegar a equação acima foi a de que o
trocador não apresenta estratificação de temperatura, ou seja, em uma seção transversal
específica, a temperatura é igual em qualquer ponto. Conforme podemos observar na
figura 59, o escoamento no casco pode ser dividido em cinco correntes; (A) que
apresenta a corrente de fuga entre o tubo e a chicana, a corrente (B) que representa o
fluxo através do feixe de tubos, (C) que representa a corrente de fuga entre o feixe e o
casco, a corrente (E) que representa a corrente de fuga entre a chicana e o casco e a
corrente (F) que representa a corrente de fuga através do divisor de passes do
equipamento, se este estiver em paralelo com a direção do escoamento.
Figura 59 – Correntes de escoamento pelo lado do casco.
As correntes acima representadas possuem diferentes eficiências de troca
térmica, pois as correntes A, C, E e F não atravessam todo o feixe de tubos, restando
apenas a corrente B para troca efetiva de calor.
As correntes de escoamento no casco precisam portanto estar sempre
“misturadas”, ou seja, o escoamento no casco deve ser tal que, mesmo com as diferentes
correntes de escoamento, seja capaz de promover a mistura das diferentes correntes de
forma a homogeneizar a temperatura, minimizando a estratificação térmica em uma
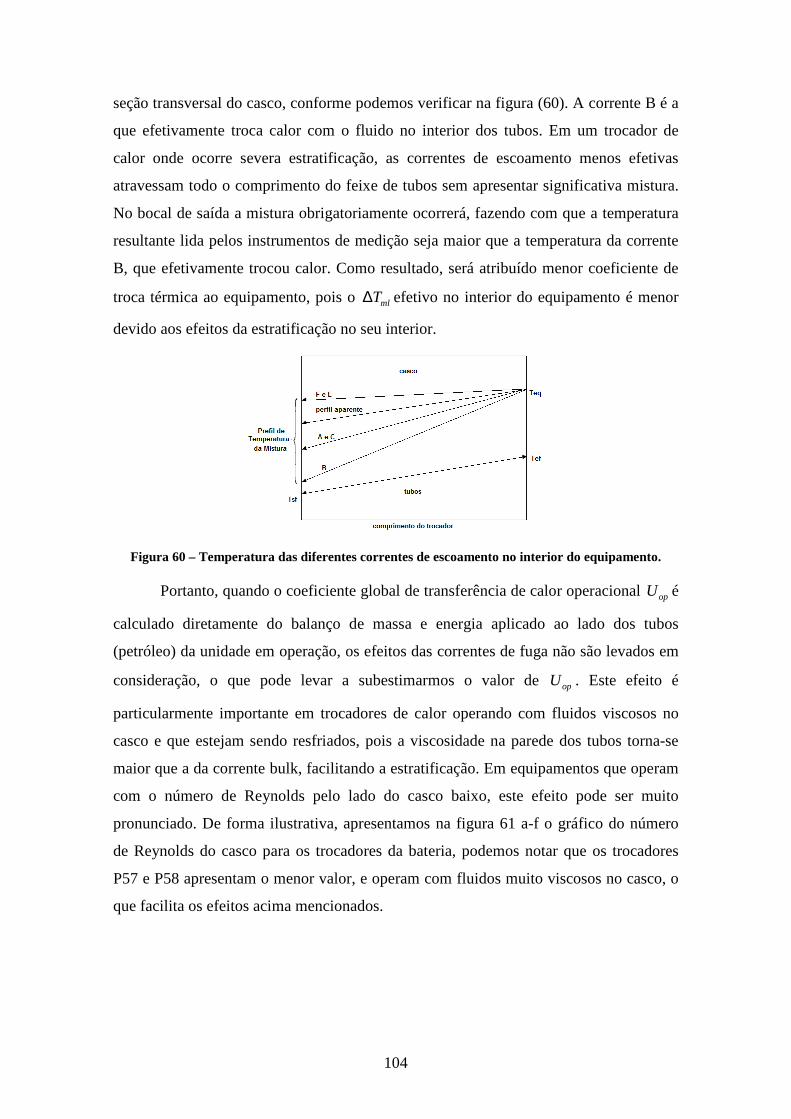
104
seção transversal do casco, conforme podemos verificar na figura (60). A corrente B é a
que efetivamente troca calor com o fluido no interior dos tubos. Em um trocador de
calor onde ocorre severa estratificação, as correntes de escoamento menos efetivas
atravessam todo o comprimento do feixe de tubos sem apresentar significativa mistura.
No bocal de saída a mistura obrigatoriamente ocorrerá, fazendo com que a temperatura
resultante lida pelos instrumentos de medição seja maior que a temperatura da corrente
B, que efetivamente trocou calor. Como resultado, será atribuído menor coeficiente de
troca térmica ao equipamento, pois o mlT∆ efetivo no interior do equipamento é menor
devido aos efeitos da estratificação no seu interior.
Figura 60 – Temperatura das diferentes correntes de escoamento no interior do equipamento.
Portanto, quando o coeficiente global de transferência de calor operacional opU é
calculado diretamente do balanço de massa e energia aplicado ao lado dos tubos
(petróleo) da unidade em operação, os efeitos das correntes de fuga não são levados em
consideração, o que pode levar a subestimarmos o valor de opU . Este efeito é
particularmente importante em trocadores de calor operando com fluidos viscosos no
casco e que estejam sendo resfriados, pois a viscosidade na parede dos tubos torna-se
maior que a da corrente bulk, facilitando a estratificação. Em equipamentos que operam
com o número de Reynolds pelo lado do casco baixo, este efeito pode ser muito
pronunciado. De forma ilustrativa, apresentamos na figura 61 a-f o gráfico do número
de Reynolds do casco para os trocadores da bateria, podemos notar que os trocadores
P57 e P58 apresentam o menor valor, e operam com fluidos muito viscosos no casco, o
que facilita os efeitos acima mencionados.
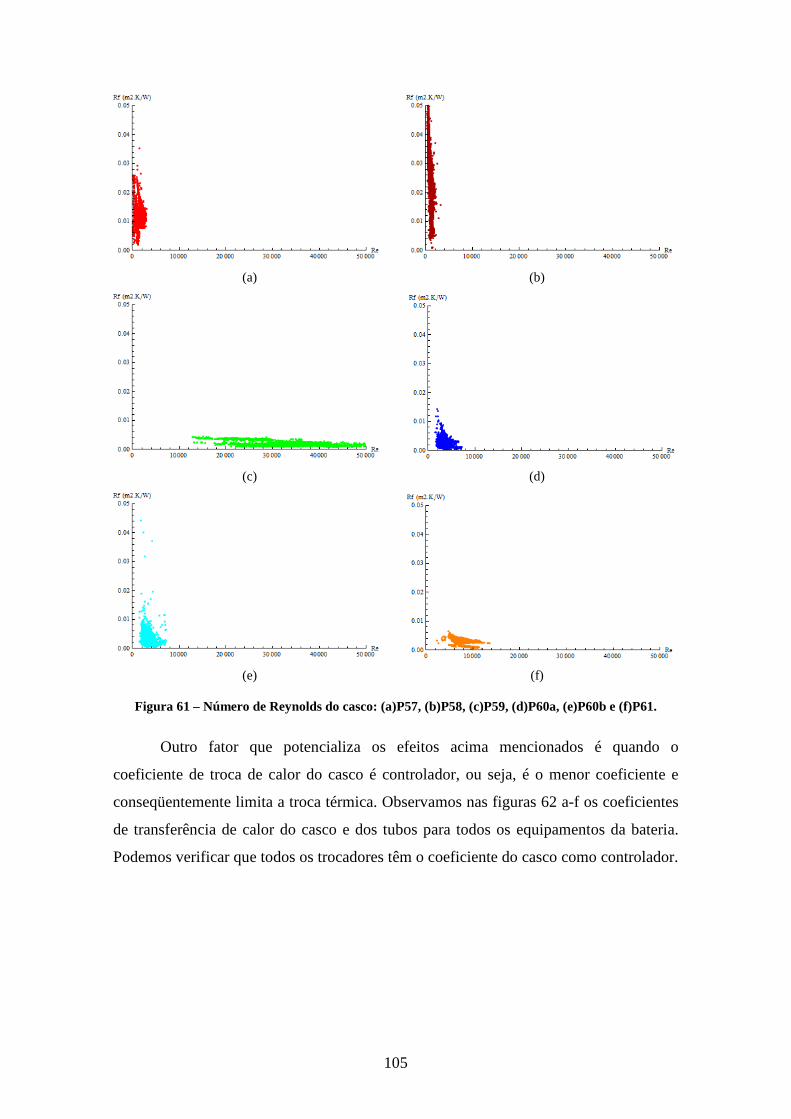
105
(a) (b)
(c) (d)
(e) (f)
Figura 61 – Número de Reynolds do casco: (a)P57, (b)P58, (c)P59, (d)P60a, (e)P60b e (f)P61.
Outro fator que potencializa os efeitos acima mencionados é quando o
coeficiente de troca de calor do casco é controlador, ou seja, é o menor coeficiente e
conseqüentemente limita a troca térmica. Observamos nas figuras 62 a-f os coeficientes
de transferência de calor do casco e dos tubos para todos os equipamentos da bateria.
Podemos verificar que todos os trocadores têm o coeficiente do casco como controlador.

106
(a) (b)
(c) (d)
(e) (f)
Figura 62 a-f – Coeficientes de transferência de Calor (h): (a) P57 (b) P58 (c) P59 (d)P60a (e)P60b
(f) P61.
Portanto torna-se importante desenvolver metodologias para avaliar o efeito
destas correntes de fuga no equipamento, para que se possa obter valores de Rf cada vez
mais próximos da realidade. A previsão da incrustação utilizando dados operacionais
deve ser feita com o máximo cuidado, buscando mitigar os efeitos acima mencionados.
107
Capítulo 5 - Conclusões e Sugestões
Um dos grandes problemas enfrentados pela empresas petrolíferas é o processo
de incrustação em equipamentos de troca térmica. Os processos de refino empregados
em refinarias demandam muita energia, onde a unidade de destilação atmosférica e
vácuo (UDAV) é um dos grandes consumidores. Soma-se ao processo de incrustação, a
necessidade de processamento de petróleos cada vez mais pesados, o que aumenta o
grau de dificuldade do problema.
Os dados operacionais utilizados neste trabalho demonstram que os trocadores
P57 e P58, que operam com resíduo de vácuo (RV) no casco, possuem resistência de
incrustação elevada em comparação com o restante da bateria. Para estes trocadores,
faz-se necessário verificar a possibilidade de sedimentos provenientes do fundo da torre
estar sendo enviado ao casco, o que poderia estar potencializando a incrustação. A
análise da bateria de preaquecimento demonstra que velocidades de escoamento nos
tubos acima de 1,5 m/s e no casco acima de 0,5 m/s podem ter grande influência na
redução da resistência de incrustação observada. Não foi possível verificar diretamente
os efeitos da temperatura de operação com o aumento da taxa de incrustação,
principalmente devido a influencia da velocidade de escoamento sobre a temperatura de
parede dos equipamentos.
Analisando a literatura não encontramos até o momento estudos que utilizem
modelos matemáticos na previsão da incrustação pelo lado do casco. Uma das propostas
deste trabalho foi a aplicação dos modelos de Ebert e Panchal, Polley e Nasr e Givi para
prever a incrustação em ambos os lados, tornando a incrustação prevista um somatório
das resistências para o casco e para os tubos. Esta metodologia apresentou resultados
satisfatórios na previsão da incrustação pelos três modelos, tornando-se principalmente
interessante nos trocadores que operam com RV, pois esta corrente de fundo da torre
apresenta alto potencial de incrustação, conforme pudemos constatar a partir dos
resultados da bateria analisada. Podemos observar ainda que esta metodologia forneceu
mais graus de liberdade ao equacionamento do problema, permitindo assim acompanhar
satisfatoriamente as variações ocorridas no valor da resistência térmica operacional ao
longo do tempo.
A rotina de otimização utilizando o método do enxame de partículas mostrou-se
eficaz na busca pelo ponto ótimo da função objetivo, uma limitação que podemos
108
observar na metodologia proposta são os possíveis resultados que a rotina de otimização
pode fornecer para os parâmetros do modelo na busca pelo mínimo da função objetivo,
onde estes podem não corresponder a valores físicos. Esta limitação tornou necessário
limitarmos o espaço de busca, possibilitando que toda a população utilizada na rotina de
otimização esteja contida em um espaço de solução representativo do problema.
Este estudo utilizou como dados de entrada os valores calculados para a
resistência de incrustação através do programa FOULINGTR, onde valores de
temperatura e vazão foram obtidos através de sensores instalados em campo e utilizados
para fechar o balanço de massa e energia da unidade, com o auxilio do simulador de
processos Petrox e do programa de cálculo de trocadores de calor Xist – HTRI para o
cálculo do coeficiente global limpo, Uc . O coeficiente de troca de calor do equipamento
em operação, opU foi então calculado a partir da carga térmica fechada para o
equipamento pelo lado do petróleo e das temperaturas medidas na entrada e saída no
casco e nos tubos.
Um limitante observado nesta metodologia é o erro potencial no cálculo do Uop
quando negligenciamos os efeitos das correntes de fuga e estratificação térmica no
casco. Estes efeitos dão a falsa impressão de que o equipamento está incrustado, onde
na verdade pode estar apenas sendo submetido a variações de temperatura internamente
maiores devido a menor eficiência das diferentes correntes de fuga em trocar calor, o
que leva a diminuição do mlT∆ do equipamento. Este efeito não é previsto pois os
sensores de temperatura da bateria estão dispostos nas tubulações de entrada e saída do
equipamento, onde a temperatura medida será a de saída do bocal, após a mistura de
todas as correntes do casco. Para minimizar este erro, seria interessante implementar na
rotina do FOULINGTR o uso do programa Xist para obter o valor do Uop, obtendo-se
estimativas mais precisas da resistência de incrustação presente no equipamento.
Acreditamos que desta forma os valores observados para a resistência operacional,
assim como os ruídos existentes nos gráficos da resistência de incrustação serão
minimizados.
Além do erro potencialmente grande apresentado acima, existe o erro atribuído
aos sensores de temperatura e vazão em campo, que podem apresentar grande influencia
na resistência operacional calculada, conforme apresentado na seção 5.4.
109
Concluímos que a metodologia empregada neste trabalho tem potencial para
trabalhos futuros na avaliação e monitoramento de baterias de pré-aquecimento.
Utilizando dados de entrada cada vez mais precisos julgamos que será possível ao longo
do tempo prever com melhor precisão o comportamento dos equipamentos analisados.
Como sugestão de trabalhos futuros, podemos citar:
• Verificar o estado dos equipamentos após abertura para inspeção, onde
será possível visualizar o feixe de tubos quanto a incrustação interna e
externa e confrontar com a previsão obtida através dos modelos
matemáticos e da análise dos dados operacionais;
• Implementar metodologias mais precisas para o cálculo do Uop,
procurando levar-se em conta os efeitos de estratificação térmica e
correntes de fuga pelo lado do casco;
• Utilizar os modelos com os parâmetros calibrados para cada equipamento
no planejamento de manutenção, buscando-se prever em quanto tempo o
equipamento irá apresentar queda de desempenho que comprometa a
recuperação energética da unidade.
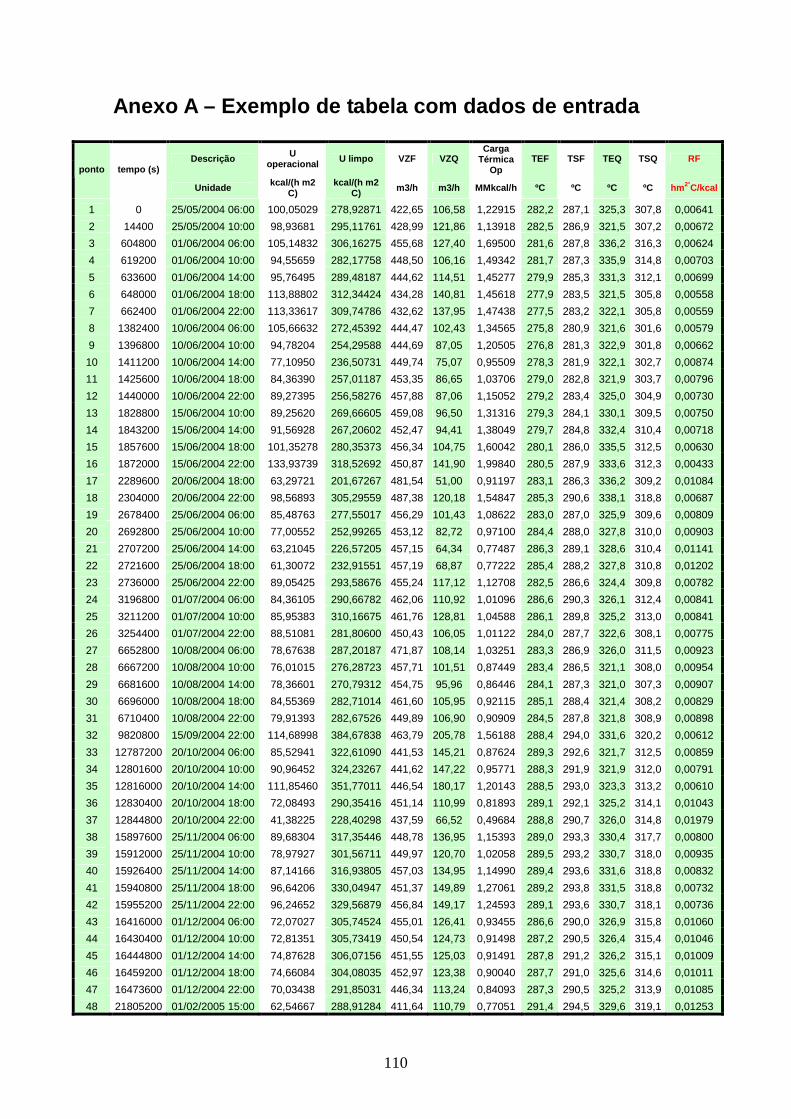
110
Anexo A – Exemplo de tabela com dados de entrada
Descrição U operacional U limpo VZF VZQ
Carga Térmica
Op TEF TSF TEQ TSQ RF
ponto tempo (s)
Unidade kcal/(h m2 C)
kcal/(h m2 C) m3/h m3/h MMkcal/h ºC ºC ºC ºC hm 2°C/kcal
1 0 25/05/2004 06:00 100,05029 278,92871 422,65 106,58 1,22915 282,2 287,1 325,3 307,8 0,00641
2 14400 25/05/2004 10:00 98,93681 295,11761 428,99 121,86 1,13918 282,5 286,9 321,5 307,2 0,00672
3 604800 01/06/2004 06:00 105,14832 306,16275 455,68 127,40 1,69500 281,6 287,8 336,2 316,3 0,00624
4 619200 01/06/2004 10:00 94,55659 282,17758 448,50 106,16 1,49342 281,7 287,3 335,9 314,8 0,00703
5 633600 01/06/2004 14:00 95,76495 289,48187 444,62 114,51 1,45277 279,9 285,3 331,3 312,1 0,00699
6 648000 01/06/2004 18:00 113,88802 312,34424 434,28 140,81 1,45618 277,9 283,5 321,5 305,8 0,00558
7 662400 01/06/2004 22:00 113,33617 309,74786 432,62 137,95 1,47438 277,5 283,2 322,1 305,8 0,00559
8 1382400 10/06/2004 06:00 105,66632 272,45392 444,47 102,43 1,34565 275,8 280,9 321,6 301,6 0,00579
9 1396800 10/06/2004 10:00 94,78204 254,29588 444,69 87,05 1,20505 276,8 281,3 322,9 301,8 0,00662
10 1411200 10/06/2004 14:00 77,10950 236,50731 449,74 75,07 0,95509 278,3 281,9 322,1 302,7 0,00874
11 1425600 10/06/2004 18:00 84,36390 257,01187 453,35 86,65 1,03706 279,0 282,8 321,9 303,7 0,00796
12 1440000 10/06/2004 22:00 89,27395 256,58276 457,88 87,06 1,15052 279,2 283,4 325,0 304,9 0,00730
13 1828800 15/06/2004 10:00 89,25620 269,66605 459,08 96,50 1,31316 279,3 284,1 330,1 309,5 0,00750
14 1843200 15/06/2004 14:00 91,56928 267,20602 452,47 94,41 1,38049 279,7 284,8 332,4 310,4 0,00718
15 1857600 15/06/2004 18:00 101,35278 280,35373 456,34 104,75 1,60042 280,1 286,0 335,5 312,5 0,00630
16 1872000 15/06/2004 22:00 133,93739 318,52692 450,87 141,90 1,99840 280,5 287,9 333,6 312,3 0,00433
17 2289600 20/06/2004 18:00 63,29721 201,67267 481,54 51,00 0,91197 283,1 286,3 336,2 309,2 0,01084
18 2304000 20/06/2004 22:00 98,56893 305,29559 487,38 120,18 1,54847 285,3 290,6 338,1 318,8 0,00687
19 2678400 25/06/2004 06:00 85,48763 277,55017 456,29 101,43 1,08622 283,0 287,0 325,9 309,6 0,00809
20 2692800 25/06/2004 10:00 77,00552 252,99265 453,12 82,72 0,97100 284,4 288,0 327,8 310,0 0,00903
21 2707200 25/06/2004 14:00 63,21045 226,57205 457,15 64,34 0,77487 286,3 289,1 328,6 310,4 0,01141
22 2721600 25/06/2004 18:00 61,30072 232,91551 457,19 68,87 0,77222 285,4 288,2 327,8 310,8 0,01202
23 2736000 25/06/2004 22:00 89,05425 293,58676 455,24 117,12 1,12708 282,5 286,6 324,4 309,8 0,00782
24 3196800 01/07/2004 06:00 84,36105 290,66782 462,06 110,92 1,01096 286,6 290,3 326,1 312,4 0,00841
25 3211200 01/07/2004 10:00 85,95383 310,16675 461,76 128,81 1,04588 286,1 289,8 325,2 313,0 0,00841
26 3254400 01/07/2004 22:00 88,51081 281,80600 450,43 106,05 1,01122 284,0 287,7 322,6 308,1 0,00775
27 6652800 10/08/2004 06:00 78,67638 287,20187 471,87 108,14 1,03251 283,3 286,9 326,0 311,5 0,00923
28 6667200 10/08/2004 10:00 76,01015 276,28723 457,71 101,51 0,87449 283,4 286,5 321,1 308,0 0,00954
29 6681600 10/08/2004 14:00 78,36601 270,79312 454,75 95,96 0,86446 284,1 287,3 321,0 307,3 0,00907
30 6696000 10/08/2004 18:00 84,55369 282,71014 461,60 105,95 0,92115 285,1 288,4 321,4 308,2 0,00829
31 6710400 10/08/2004 22:00 79,91393 282,67526 449,89 106,90 0,90909 284,5 287,8 321,8 308,9 0,00898
32 9820800 15/09/2004 22:00 114,68998 384,67838 463,79 205,78 1,56188 288,4 294,0 331,6 320,2 0,00612
33 12787200 20/10/2004 06:00 85,52941 322,61090 441,53 145,21 0,87624 289,3 292,6 321,7 312,5 0,00859
34 12801600 20/10/2004 10:00 90,96452 324,23267 441,62 147,22 0,95771 288,3 291,9 321,9 312,0 0,00791
35 12816000 20/10/2004 14:00 111,85460 351,77011 446,54 180,17 1,20143 288,5 293,0 323,3 313,2 0,00610
36 12830400 20/10/2004 18:00 72,08493 290,35416 451,14 110,99 0,81893 289,1 292,1 325,2 314,1 0,01043
37 12844800 20/10/2004 22:00 41,38225 228,40298 437,59 66,52 0,49684 288,8 290,7 326,0 314,8 0,01979
38 15897600 25/11/2004 06:00 89,68304 317,35446 448,78 136,95 1,15393 289,0 293,3 330,4 317,7 0,00800
39 15912000 25/11/2004 10:00 78,97927 301,56711 449,97 120,70 1,02058 289,5 293,2 330,7 318,0 0,00935
40 15926400 25/11/2004 14:00 87,14166 316,93805 457,03 134,95 1,14990 289,4 293,6 331,6 318,8 0,00832
41 15940800 25/11/2004 18:00 96,64206 330,04947 451,37 149,89 1,27061 289,2 293,8 331,5 318,8 0,00732
42 15955200 25/11/2004 22:00 96,24652 329,56879 456,84 149,17 1,24593 289,1 293,6 330,7 318,1 0,00736
43 16416000 01/12/2004 06:00 72,07027 305,74524 455,01 126,41 0,93455 286,6 290,0 326,9 315,8 0,01060
44 16430400 01/12/2004 10:00 72,81351 305,73419 450,54 124,73 0,91498 287,2 290,5 326,4 315,4 0,01046
45 16444800 01/12/2004 14:00 74,87628 306,07156 451,55 125,03 0,91491 287,8 291,2 326,2 315,1 0,01009
46 16459200 01/12/2004 18:00 74,66084 304,08035 452,97 123,38 0,90040 287,7 291,0 325,6 314,6 0,01011
47 16473600 01/12/2004 22:00 70,03438 291,85031 446,34 113,24 0,84093 287,3 290,5 325,2 313,9 0,01085
48 21805200 01/02/2005 15:00 62,54667 288,91284 411,64 110,79 0,77051 291,4 294,5 329,6 319,1 0,01253
111
Referências:
ASOMANING, S., The Mechanism of Heat Exchanger Fouling by Petroleum
Asphaltenes. Dept. Chem. Eng. Report, University of British Columbia, Vancouver,
2000.
Ahmad, S., Linnhoff, B., Smith, R., “Design of Multipass Heat Exchangers: an
Alternative Approach”, Journal of Heat Transfer, v. 110, pp. 304-309, May. 1988.
Beal, S.K, “Deposition of particles in turbulent flow on channel or pipe walls”. Nuclear
Science and Engineering. v. 40, n.1, pp. 1-11, Abril. 1970.
BELMAR, B., GOTHAM, M.T., PATERSON, S.M, FRYER, W.R., “The effect of
Reynolds Number and Fluid Temperature in Whey Protein Fouling”, Journal of Food
Engineering, v.19, n.2, pp 119-139, Fev.1993.
BENNETT, C.A., APPLEYARD, S., GOUGH, M., HOHMANN, R.P., JOSHI, H.M.,
KING, D.C., LAM, T.Y., RUDY, T.M., STOMIEROWSKI, S.E., “Industry-
Recommended Procedures for Experimental Crude Oil Preheat Fouling Research” ,
Heat Transfer Engineering, v. 27, n.9, pp. 28-35, Maio. 2006.
BERRUECO, C., VENDITTI, S., et. al., “Calibration of Size-Exclusion
Chromatography Columns with 1-Methyl-2-Pyrrolidinone (NMP)/Chloroform Mixtures
as Eluent: Aplications to Petroleum-Derived Samples”, Energy & Fuels, v.22, n.5,
pp.3265-3274., Sep. 2008.
BOTT, T.R., Fouling of Heat Exchangers. Amsterdam, Elsevier Science B.V., 1994.
Braun, R., Hausler, R.H., “Contribution to understanding fouling phenomena in the
petroleum industry”. 16th International Heat Transfer Conference, 76-CSME/CSChE-
23, St. Louis, Missouri, USA. 1976.
Browne, E.W.B., “Deposition of particles on rough surfaces during turbulent gas flow
in a pipe”, Atmospheric Environment, v.8, n.8, pp.801-816, 1974.
CHAN, K.L.A., TAY, F.H., POULTER, G., KAZARIAN, S.G., “Chemical imaging
with variable angles of incidence using a dimond attenuated total reflection accessory”,
Applied Spectroscopy, v.62, pp.1102-1107. 2008.
112
COLETTI, F., MACCHIETTO, S., “Refinery pre-heat train network simulation:
assessment of energy efficiency and carbon emissions” . Eurotherm conference on
Fouling and Cleaning in Heat Exchangers, Schladming, Austria, 2009.
COLAÇO, M.J.; DULIKRAVICH, G.S. “A Survey of Basic Deterministic, Heuristic
and Hybrid Methods for Single Objective Optimization and Response Surface
Generation”. In: Proceedings of the METTI IV – Thermal Measurements and
Inverse Techniques, Rio de Janeiro, Nov. 8-13, 2009.
CRITTENDEN, B.D., KHATER, E.M.H., “Fouling in a hydrocarbon vapouriser”.
Natural Heat Transfer Conference and I.Mech.E./I.Chem.E. Symposium., Series 86,
401-414, UK, 1984
CRITTENDEN, B.D., KOLACZKOWSKI, S.T., HOUT, S.A., “Modelling
Hydrocarbon Fouling” TransIChemE. v.65 Part A, pp.171-179, 1987.
CRITTENDEN, B.D., “Chemical Reaction Fouling of Heat Exchangers”. In: Melo,
L.F., Bott, T.R., Bernardo, C.A. (eds), Fouling Sciences and Technology, pp.315-332,
Kluwer, Dordrecht, Netherlands, 1988.
CRITTENDEN, B.D., KOLACZKOWSKI, S.T., DOWNEY, I.L., “Fouling of Crude
Oil Preheat Exchangers”. Chemical Engineering Research and Design, v.70, pp. 547-
557, 1992.
CRITTENDEN, B.D.; KOLACZKOWSKI, S.T. AND PHILLIPS, D.Z. “Crude oil
fouling in a pilot-scale parallel tube apparatus”. Heat Transfer Engineering, v.30,
pp.777-785, 2009.
DESHANNAVAR, U.B., RAFEEN, M.S., et. al., “Crude oil fouling: A review” ,
Journal of Applied Sciences, v.10, pp. 3167-3174, 2010.
DICKANKIAN, G., “Fluid Cat Cracker Unit Fouling: Causes and Mitgation”. Preprint
Section 35, AIChE Summer Meeting, San Diego, USA, 1990.
DICKANKIAN, G., SEAY, S., “Asphaltene Preciptation Primary Crude Exchanger
Fouling Mechanism”, Oil and Gas Journal, pp. 47-50, March 1988.
EATON, P.E, LUX, P. “Laboratory Fouling Test Apparatus for Hydrocarbon
Feedstocks”, ASME HTD, n.35, pp. 33-42, 1984.
113
EBERT, W.A.; PANCHAL, C.B. “Analysis of Exxon crude-oil-slip stream coking
data”. In: Proceedings of the Fouling Mitigation of Industrial Heat-Exchange
Equipment Conference, San Luis Obispo, California, USA, 18-23 Jun. 1995.
EBERT, W.A., PANCHAL, C.B. “Analysis of Exxon crude-oil-slip stream coking data”
In: Fouling Mitigation of Industrial Heat-Exchange equipment, Begell House, pp.
451-460, 1999.
ESDU, Heat Exchanger Fouling in the Pre-heat Train of a Crude Oil Distillation
Unit, Item 00016, Engineering Science Data Unit International Ltd., London, 2006.
EPSTEIN, N., “Particulate fouling of heat transfer surfaces: Mechanisms and models”,
In: Fouling Science and Technology, v.145, Kluwer Academic Publishers, pp.143-164,
1988,
EPSTEIN N. “Thinking about heat Transfer Fouling: A 5x5 Matrix”, Heat Transfer
Engineering, v.4, n.1, pp. 43-56.1994.
FRIEDLANDER, S.K., JOHNSTONE, H.F., “Deposition of Suspended Particles from
turbulent gas streams”, Industrial and Engineering Chemical Research, v.49, n.7,
pp.1151-1156, 1957.
FRYER, P.J., SLATER, N.K.H. “The Simulation of Heat Exchanger Control with
Tube-side Chemical Reaction Fouling”. Chemical Engineering Science, v. 41, n. 9, pp
2363-2372, Fev.1986.
GILMOUR, G.H. “No fooling-no fouling”, Chemical Engineering Progress, v.61, n.
7, pp.49-54, Jul. 1965.
GUDMUNDSSON, J.S., “Particulate fouling”. In: Fouling of Heat Transfer Equipment,
Hemisphere Publ. Corp., pp. 357-387., 1981.
HTRI, Section 6 – Fouling. Design Manual, Heat Transfer Research Inc., College
Station, USA, 2011.
HEWITT, G.F., Interpretation of pressure drop data from an annular channel.
Report AERE-R4340 UKAEA, 1964.
HEWITT, G.F., SHIRES, G.L, BOTT, T.R., Process Heat Transfer, 1 ed, Behel
House, 1994.
KERN, D.Q., Process Heat Transfer, 1 ed, New York, McGraw-Hill, 1959.
114
KERN, D.Q., SEATON, R.E. “A Theoretical Analysis of Thermal Surface Fouling”.
Britsh Chemical Engineering, v. 4, pp. 258-262, 1959.
KNEEN, T., STRAUSS, W. “Deposition of dust from turbulent gas streams”,
Atmospheric Environment Journal, v.3, pp.55 - 67, 1969.
KNUDSEN, J.G., LIN, D., EBERT, W.A. “ The Determination of Threshold Curve for
Crude Oil: Understanding Heat Exchanger Fouling and its Mitigation”. In: Bott, T.R.
(ed), Fouling of Heat Exchangers Begell House, New York, pp: 265-272, 1999.
LAMBOURN, G. A. AND DURRIEU, M., “Fouling in Crude Oil Preheat Trains”. In:
Heat Exchangers-Theory and Practice, Hemisphere, pp. 841-852, 1983.
MACCHIETTO, S., HEWITT, G. F., et. al., “Fouling in crude oil preheat trains: a
systematic solution to an old problem”. Heat Transfer Engineering, v.32, n.3, pp. 197-
215. 2009.
MURPHY, G., CAMPBELL, J., “Fouling in Refinery Heat Exchangers: Causes,
Effects, Measurement and Control”. In: Fouling Mechanisms, GRETh Seminar,
Grenoble, pp. 249-261, 1992.
NASR, M.R.J., GIVI, M.M. “Modeling of crude oil fouling in preheat exchangers of
refinery distillation units”, Applied Thermal Engineering, v.26, pp.1572-1577, 2006.
NELSON, W.L., “Fouling of Heat Exchangers”, Refining and Natural Gasoline
Manufacturer , v.13, n.7, pp. 271-276, 1934.
PATERSON, W.R., FRYER, P.J., “A reaction engineering approach to the analysis of
fouling”, Chemical Engineering Science, v.43, pp.1714-1717, 1985.
POLLEY, G.T., WILSON, D.I., et. al., “ Extraction of Crude Oil Fouling Model
Parameters from Plant Exchanger Monitoring”, Heat Transfer Engineering, v.28, n. 3,
pp. 185-192, 2007.
POLLEY, G.T., WILSON, D.I., et. al., “Evaluation of laboratory crude oil fouling data
for application to refinery pre-heat trains”, Applied Thermal Engineering, v. 22,
pp.777-788, 2002.
REICH, L., E STIVALA, S.S., “Autoxidation of Hydrocarbons and Polyolefins:
Kinetics and Mechanisms”, Journal of Pharmaceutical Sciences v.59, n.1, pp.131-
132, Jan. 1969.
115
SALEH, Z., SHEIKHOLESSLAMI, R., WATIKNSON, A.P, “Heat Exchanger Fouling
by a light Australian crude oil”, Heat Exchanger Fouling and Cleaning fundamentals
and Aplications, Santa Fe, May 2003.
SCARBOROUGH, C.E.; CHERRINGTON, R; DIENER AND L.P.GOLAN., “Coking
of crude oil at high heat flux levels” Chemical Engineering Progress, v.75, pp. 41-47,
1979.
SILERI, D., SAHU, K.C., et. al. “Mathematical modeling of asphaltenes deposition and
removal in Crude Distillation Units”. Eurotherm conference on Fouling and Cleaning
in Heat Exchangers, Schladming, Austria. 2009.
SOMERSCALES, E.F.C., “Corrosion Fouling: liquid side”. In: Melo, L.F., Bott, T.R.,
Bernardo, C.A. (eds), Fouling Science and Tecnology, Dordretch, Kluwer Academic
Publishers, , 1988.
SRINAVASAN, M., WATIKNSON, A.P. “Fouling of Some Canadian crude oils”. Heat
Exchanger Fouling and Cleaning: Fundamentals and Aplications, Santa Fe, May, 2003.
STEELE, G.L., BRINKMAN, D.W. AND WHISMAN, M.L., “Predictive test method
for eoking and fouling tendency of used lubricating oil”. In: Somerscales, E.F.C.,
Knudsen, J.G. (eds), Fouling of Heat Transfer Equipment. 1ed., pp. 483-488,
Washington, USA, Hemisphere Publishing. Corporation, 1981.
TAKEMOTO T., CRITTENDEN B.D., KOLACZKOWSKI S.T., “Interpretation of
Fouling Data in Industrial Shell and Tube Heat Exchangers”. IChemE, v. 77, n.1,
pp.769-778, 1999.
TAYLOR, W.F., “Mechanisms of Deposit Formation in Wing Tanks” Aeronautic and
Space Engineering, Paper No. 680733, 1968.
TEMA, Standards of the Tubular Exchanger Manufacturers Association, 9th
Edition, New York, 2007.
VENDITTI, S., BERRUECO, C., et. al., “Deposition of Solids from a petroleum
heptane-soluble fraction upon heating in a micro-bomb reactor”. Eurotherm conference
on Fouling and Cleaning in Heat Exchangers, Schladming, Austria. 2009.
WATKINSON, A.P., EPSTEIN, N. “Gas oil fouling in a sensible heat exchanger”,
Chemical Engineering Progress, v.65, n. 92, pp. 84-90, 1969.
116
WATIKNSON, A.P., Critical Review of Organic Fluid Fouling. Report No.
ANL/CNSV-TM-208, Argonne National Laboratory, 1988.
WATIKNSON, A.P., “Chemical Reaction Fouling of Organic Fluids”. Chemical
Engineering Technology, v.15, pp.82-90, 1992.
WATIKNSON, A.P., WILSON, D.I. “Chemical Reaction Fouling: A Review”
Experimental Thermal and Fluid Science, v.14, pp. 361-374, 1997.
WATIKNSON, A.P. “Comparison of crude oil fouling using two different probes”.
Heat Exchanger Fouling and Cleaning: Fundamentals and Applications, Santa Fe,
USA, May 2003.
WILSON, D.I., WATIKNSON, A.P., “Model Experiments of Autoxidation Reaction
Fouling I: Mechanisms”. Chemical Engineering Research. Design. v.73, pp. 59-68,
1995.
WIEHE, I.A., KENNEDY, R.J., “The Oil Compatibility Model and Crude Oil
Incompatibility”, Energy & Fuels, v.14, pp.56-59, 2000.
Wood, N.B., “A simple method for the calculation of turbulent deposition to smooth
and rough surfaces”. Journal of Aerosol Science. v.12, n.3, pp. 275 – 290, 1981
YOUNG, A., VENDITTI, S., YANG, M., CRITTENDEN, B.D. “Caracterisation of
crude oils and their fouling deposits”. Eurotherm conference on Fouling and Cleaning
in Heat Exchangers, Schladming, Austria, 2009.
YANG, M., YOUNG, A., CRITTENDEN, B.D., “Modelling of Fouling induction
periods”. Eurotherm conference on Fouling and Cleaning in Heat Exchangers,
Schladming, Austria. 2009.