Embed Size (px)
Citation preview
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 1/39
Fábio S. Marchezini
Rondonópolis, 17 de junho de 2010

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 2/39
Estampagem é um processo de conformação mecânica,geralmente realizada a frio, que engloba um conjuntode operações, onde a chapa plana adquire uma novaforma geométrica.
Produz peças de variadas formas ,simples até ascomplexas, visto pelo baixo custo por unidade ehomogeneidade entre as peças.
“A primeira peça cortada terá as mesmas dimensõesque a 100 000ª peças com uma precisão de 0,01 mm àalguns mícron.”
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 3/39
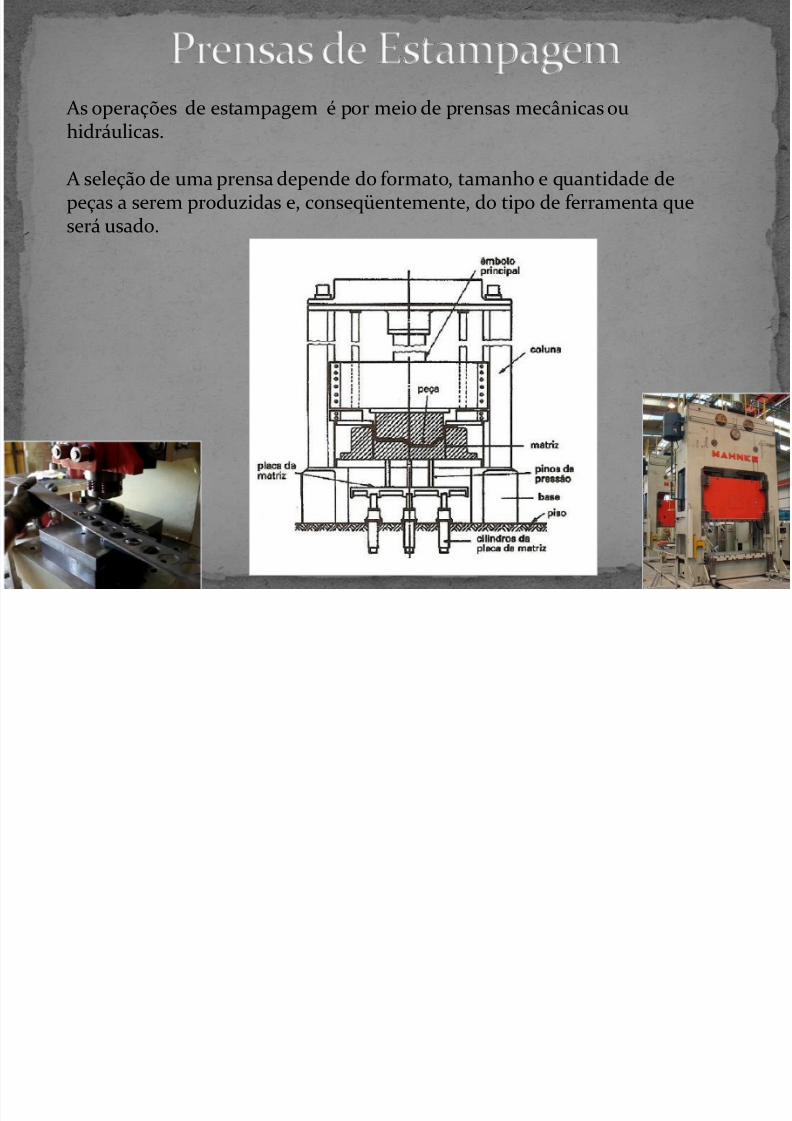
As operações de estampagem é por meio de prensas mecânicas ou
hidráulicas.
A seleção de uma prensa depende do formato, tamanho e quantidade depeças a serem produzidas e, conseqüentemente, do tipo de ferramenta queserá usado.
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 4/39
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 5/39
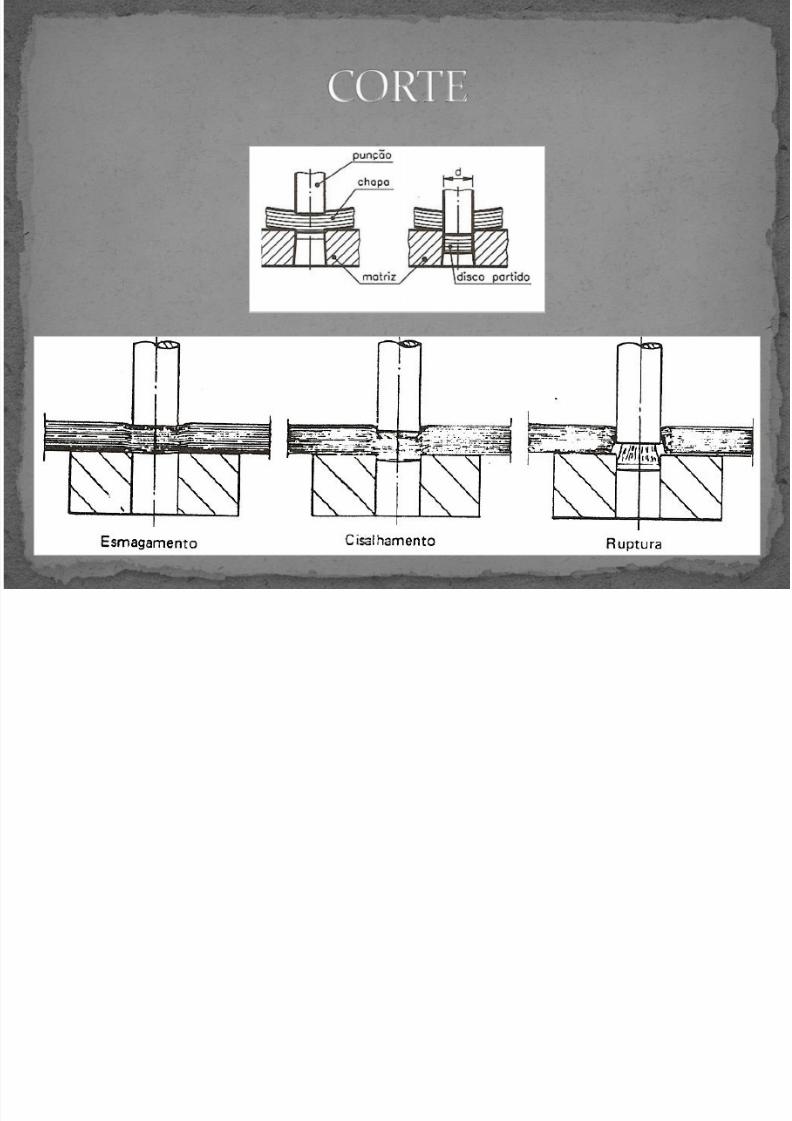
É o elemento que por intermédio de uma prensa sobre achapa exerce o esforço de compressão convertendo emesforço de cisalhamento cortando ou furando a peça.
Pertence a parte móvel do estampo e deve apresentar aforma total ou parcial do produto.
Apenas a ponta de corte recebe tratamento térmico(têmpera).
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 6/39
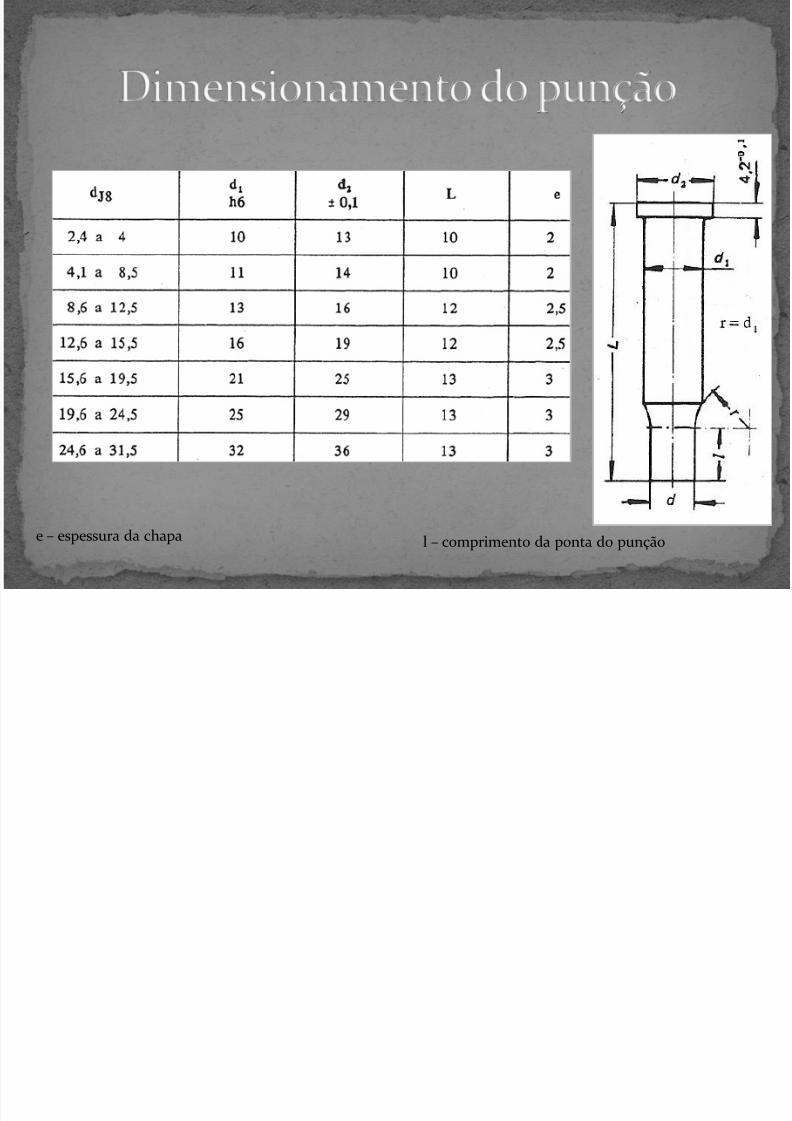
e – espessura da chapa l – comprimento da ponta do punção
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 7/39
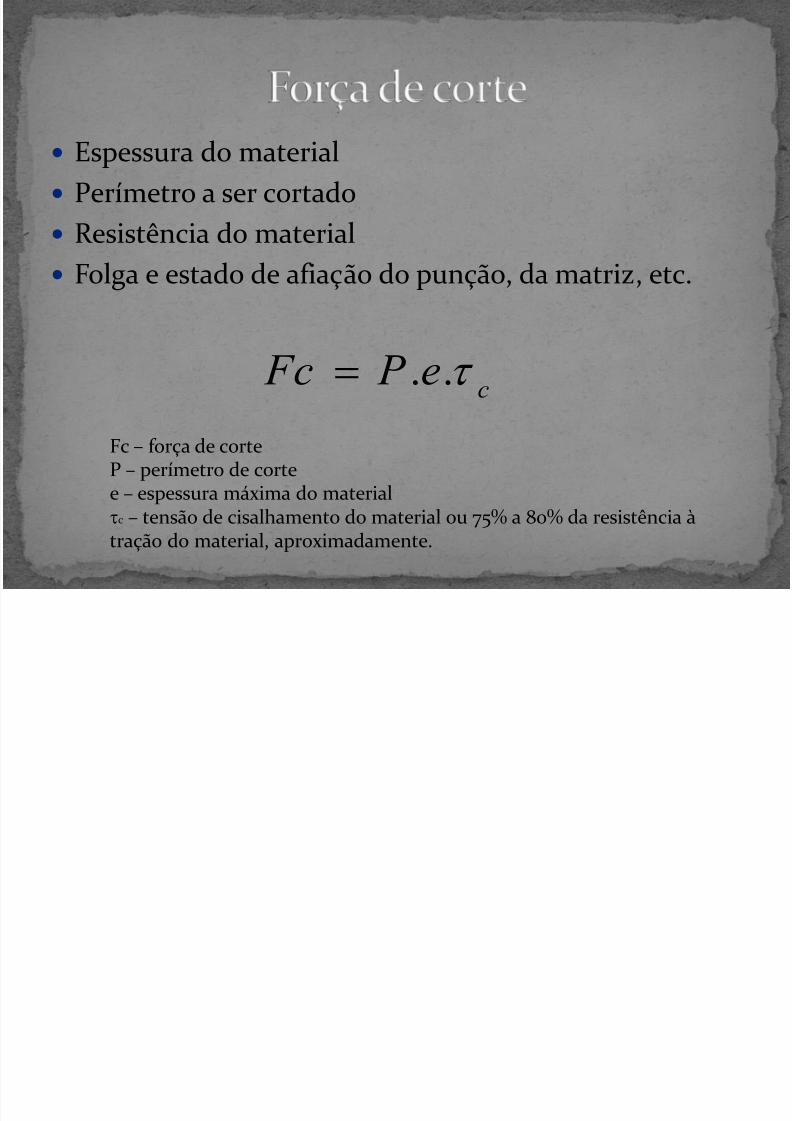
Espessura do material Perímetro a ser cortado
Resistência do material
Folga e estado de afiação do punção, da matriz, etc.
ce P Fc ..
Fc – força de corteP – perímetro de cortee – espessura máxima do materialc – tensão de cisalhamento do material ou 75% a 80% da resistência àtração do material, aproximadamente.

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 8/39
O punção pode flambar com uma tensão de flambageminferior à tensão de escoamento.
i
L
A
J i
2
2
E
A
Fc
f
2
2..
L
J E Fc
(1) (2)
Substituindo 1 em 2, temos:
– índice de esbeltez ( > 100 para aços)L – comprimento do punçãoi- raio de giro J – momento de inércia
A – área da seçãoE – módulo de elasticidadef – tensão de flambagemFc - força de corte

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 9/39
Fc
J E L
..2
Comprimento máximo para trabalho necessário do punção
L – comprimento do punçãoE – módulo de elasticidade J – momento de inérciaFc - força de corte
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 10/39
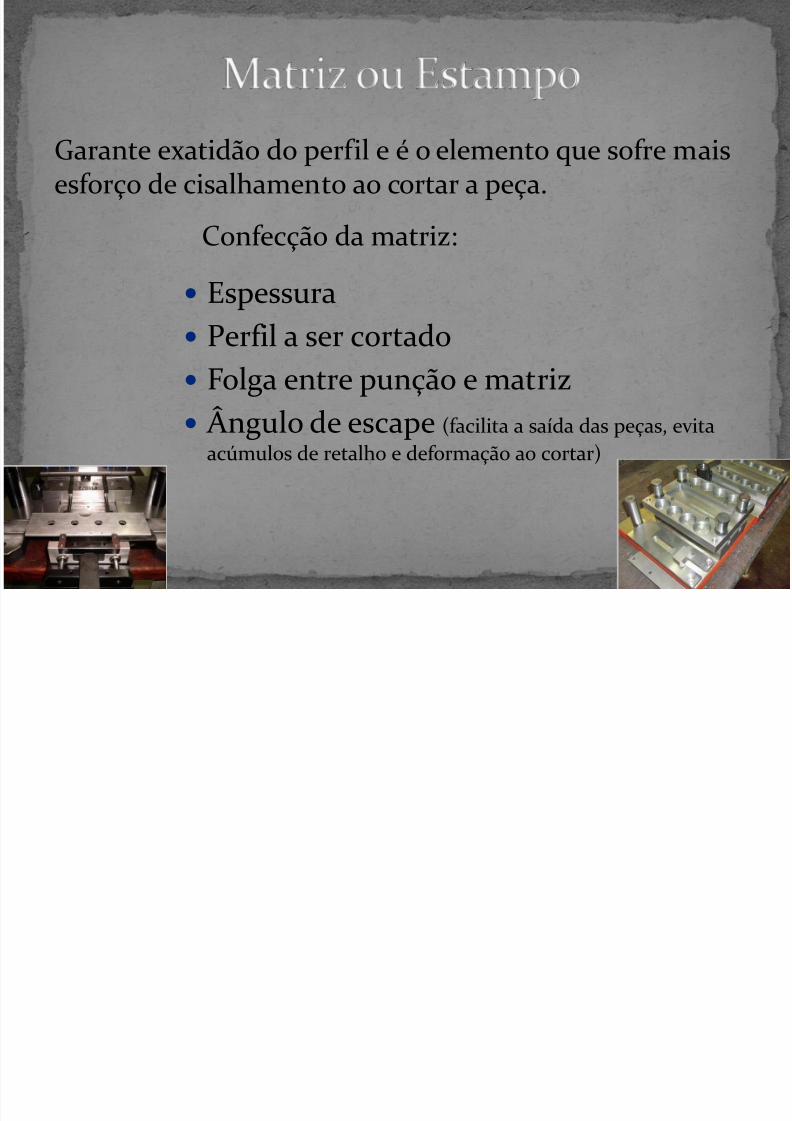
Garante exatidão do perfil e é o elemento que sofre maisesforço de cisalhamento ao cortar a peça.
Espessura Perfil a ser cortado
Folga entre punção e matriz
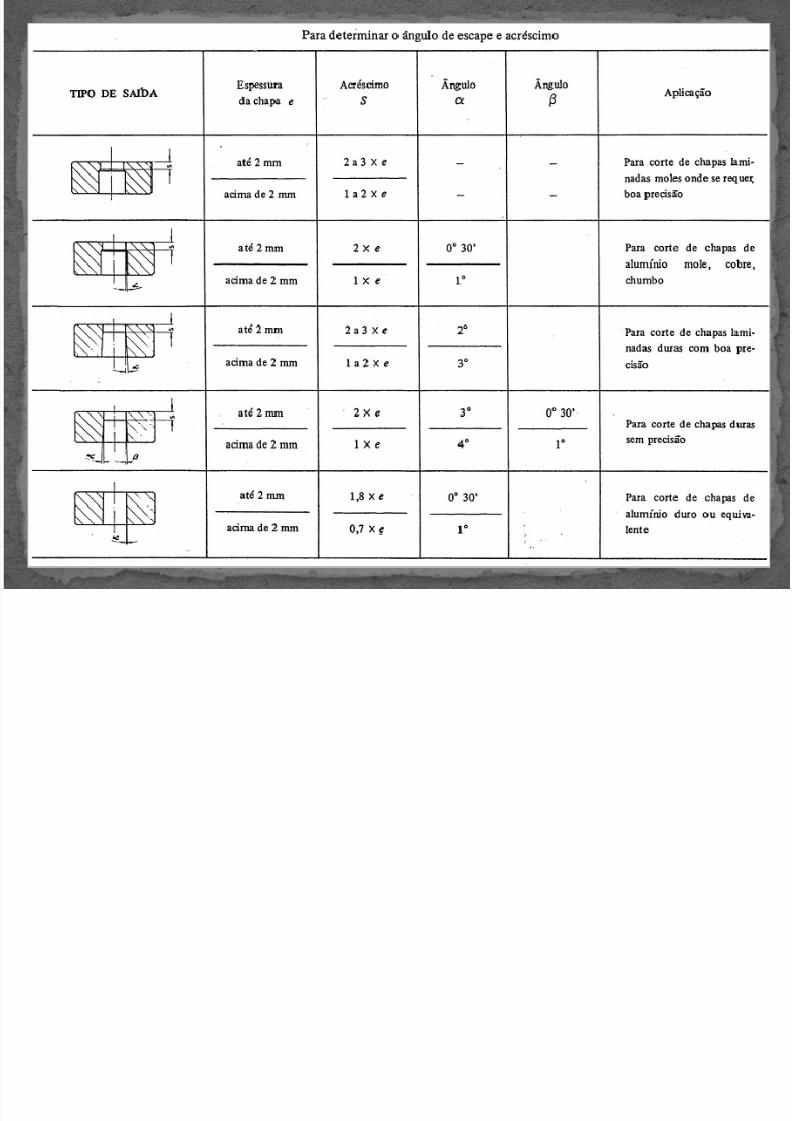
Ângulo de escape (facilita a saída das peças, evitaacúmulos de retalho e deformação ao cortar)
Confecção da matriz:
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 11/39
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 12/39
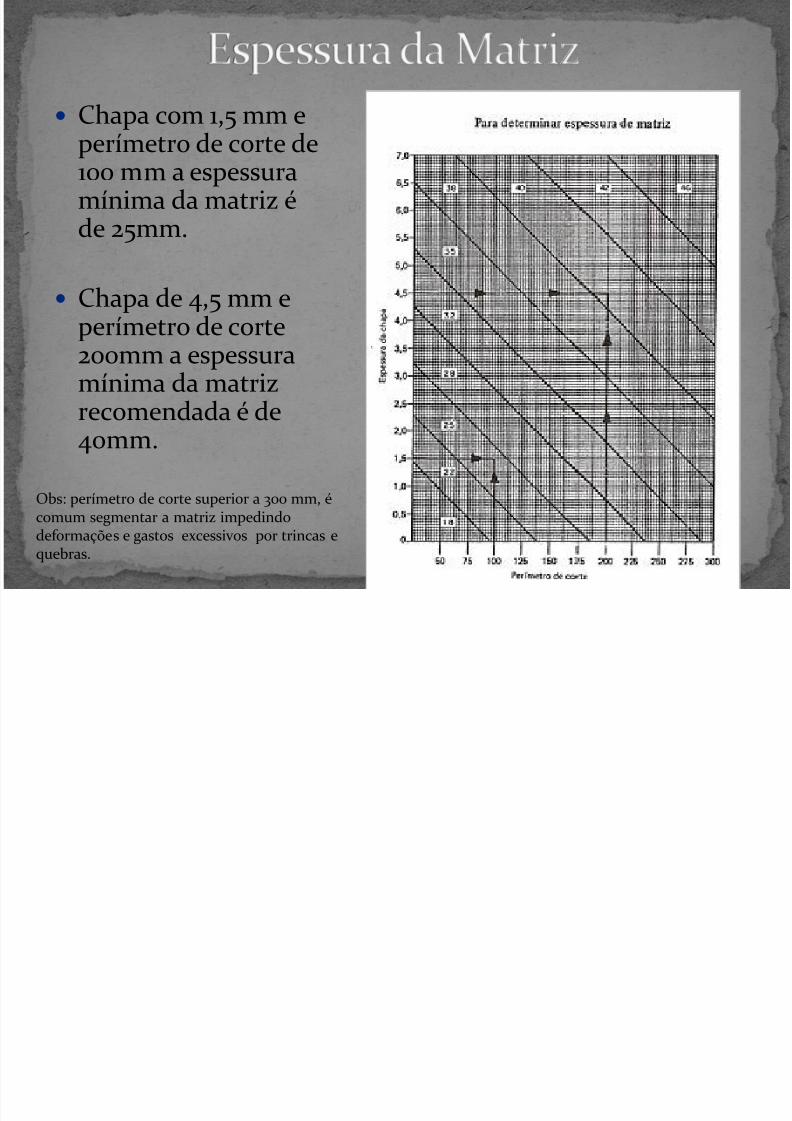
Chapa com 1,5 mm e
perímetro de corte de100 mm a espessuramínima da matriz éde 25mm.
Chapa de 4,5 mm eperímetro de corte200mm a espessuramínima da matriz
recomendada é de40mm.
Obs: perímetro de corte superior a 300 mm, écomum segmentar a matriz impedindodeformações e gastos excessivos por trincas e
quebras.
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 13/39
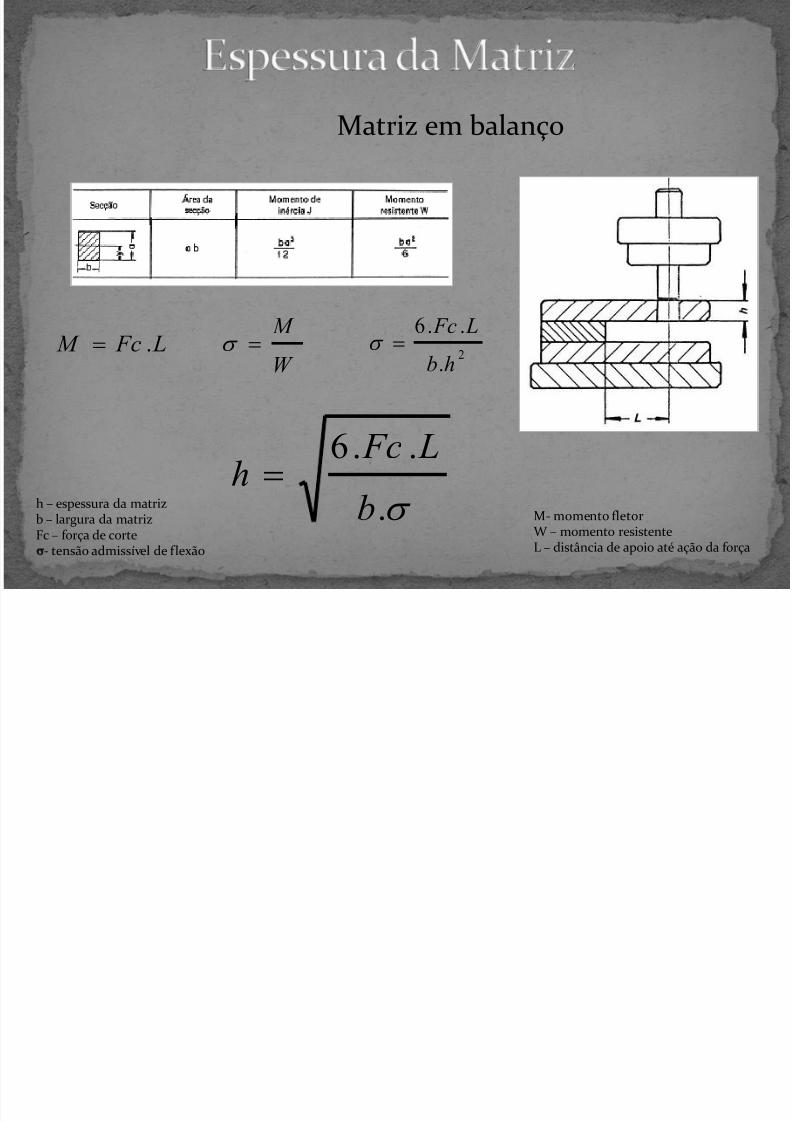
Matriz em balanço
L Fc M .W
M
2
.
..6
hb
L Fc
.
..6
b
L Fch
h – espessura da matrizb – largura da matrizFc – força de corte
- tensão admissível de flexão
M- momento fletor W – momento resistente
L – distância de apoio até ação da força

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 14/39
D
d Fch
3
21
.5,2
a
d Fch
3
21
.5,2
22
..3
ba
ba Fch
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 15/39
Alta dureza à temperatura ambiente (depende teor decarbono)
Alta resistência ao desgaste (máxima durabilidade do estampo)
Temperabilidade satisfatória (uniformidade no tratamentotérmico)
Tenacidade apreciável (deformar-se antes de romper)
Alta resistência mecânica (ótimo valores de limite elástico e deescoamento)
Características gerais:
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 16/39
Composição química do aço para punção e matriz:
1,8% de carbono
12% de cromo
0,2% de vanádio

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 17/39
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 18/39
Reduz a força de corte, obtendo máximo rendimentono estampo
Aumenta a durabilidade do estampo
Produção de peças com relativas tolerâncias
Folga insuficiente: provoca maior força de cortedesgastando mais o conjunto punção e matriz,
deixando o produto com rebarbas.
Folga excessiva: ocasionará muita deformação dachapa e conicidade na aresta de corte.
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 19/39
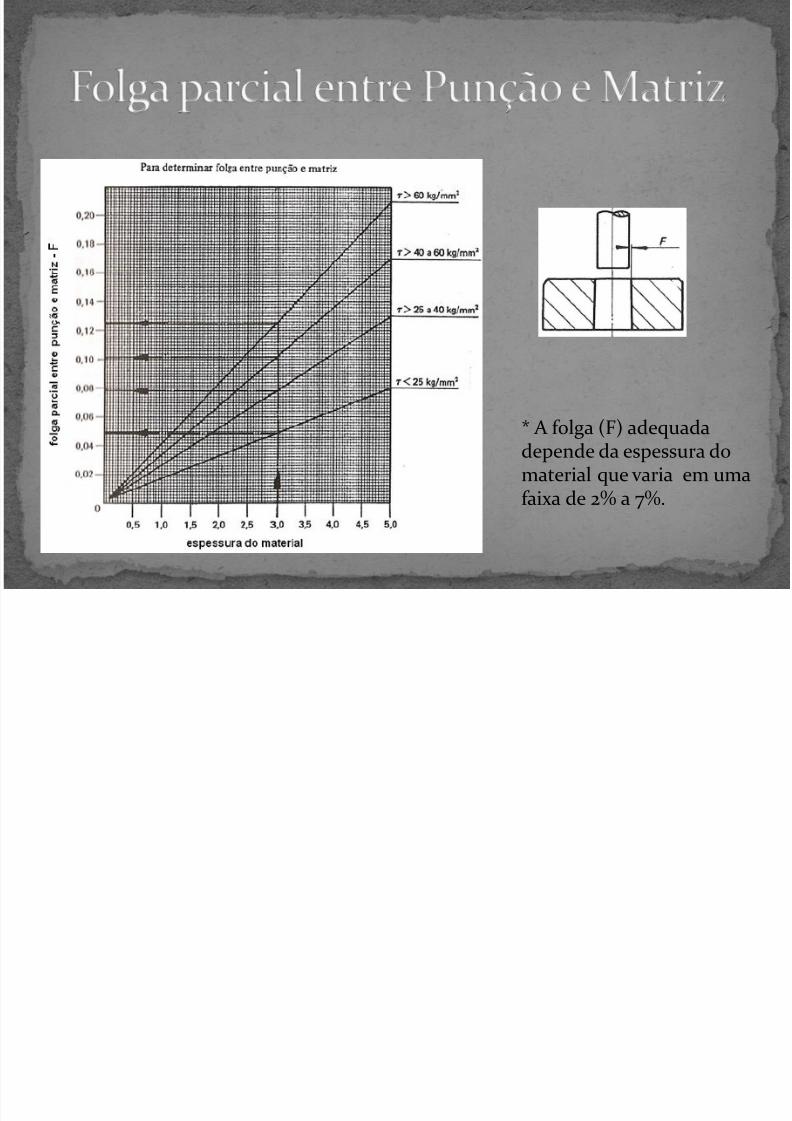
* A folga (F) adequadadepende da espessura domaterial que varia em umafaixa de 2% a 7%.
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 20/39
Exemplo: Deseja-se cortar discos de diâmetro 50mmcom uma chapa de espessura 3,0mm e tensão decisalhamento de 25kg/mm², sem extrator. Qual seria odiâmetro do punção e matriz?
Diâmetro do punção = 50 – 0,1 = 49,9 mm
Diâmetro da matriz ficará com o nominal de 50mm
De acordo com o gráfico a folga parcial é de 0,05mm, portanto a folgaentre punção e matriz é de 2 x 0,05mm = 0,1mm
* Neste caso, a folga retirada do punção é utilizado para aproveitar a peça interna não
havendo preocupação com o furo da chapa.
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 21/39
Exemplo: Deseja-se furar discos de diâmetro 50mm comuma chapa de espessura 3,0mm e tensão decisalhamento de 25kg/mm², sem extrator. Qual seria odiâmetro do punção e matriz?
Diâmetro do punção ficará com o nominal de 50mm
Diâmetro da matriz = 50 + 0,1 = 50,1 mm
De acordo com o gráfico a folga parcial é de 0,05mm, portanto a folgaentre punção e matriz é de 2 x 0,05mm = 0,1mm
* Neste caso, a folga é acrescida na matriz quando esta é utilizada para aproveitar o
furo cortado.
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 22/39
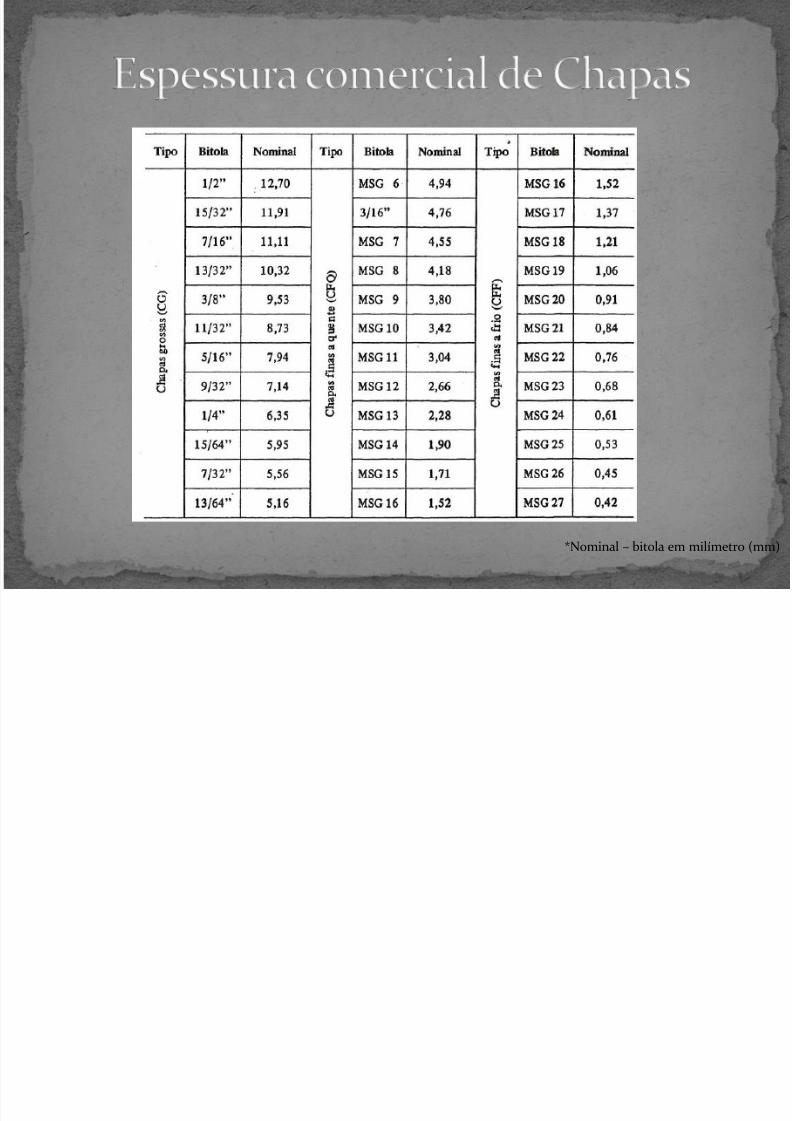
*Nominal – bitola em milímetro (mm)
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 23/39
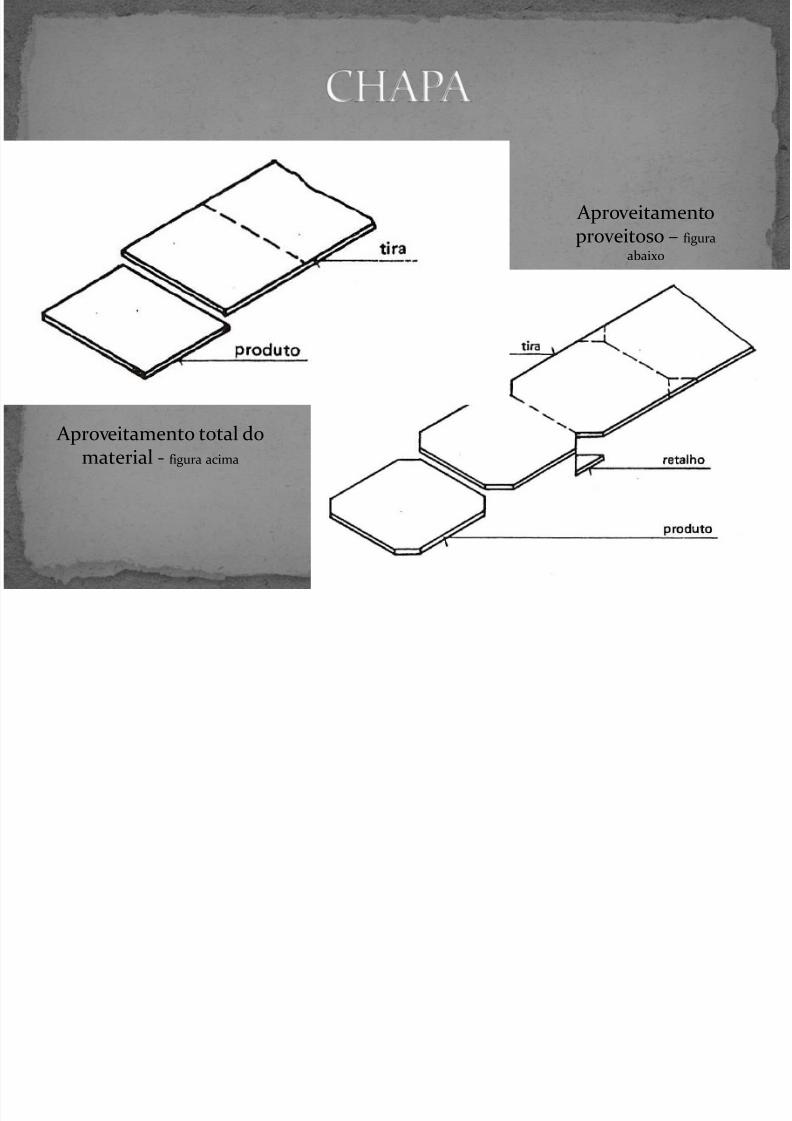
Aproveitamento total domaterial - figura acima
Aproveitamentoproveitoso – figura
abaixo

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 24/39
No estudo da tira e da peça, os fatores + importantes são:
Dimensões do produto
Precisão (garantindo equivalência entre as peças) Quantidade (procurando o máximo de aproveitamento do material,
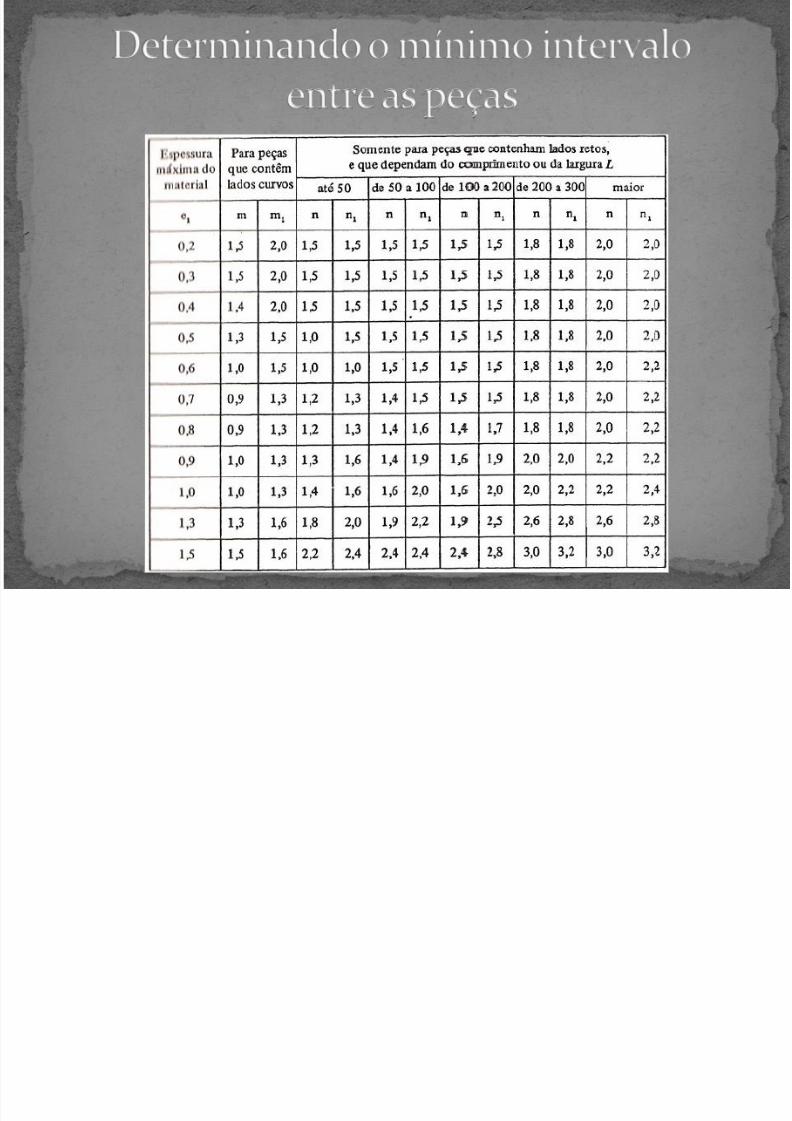
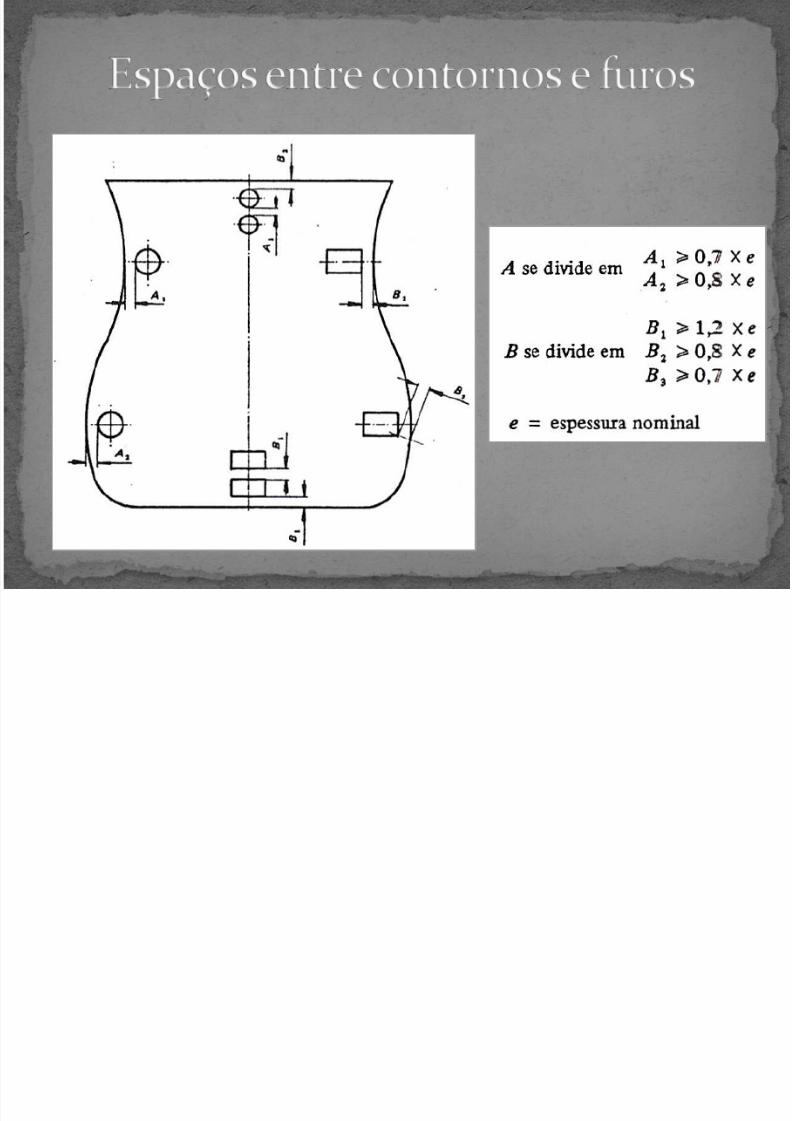
observando sempre o mínimo intervalo existente entre as peças e a margem datira)
Disposições das peças(considerando passo, inclinação da peça, etc.)

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 25/39
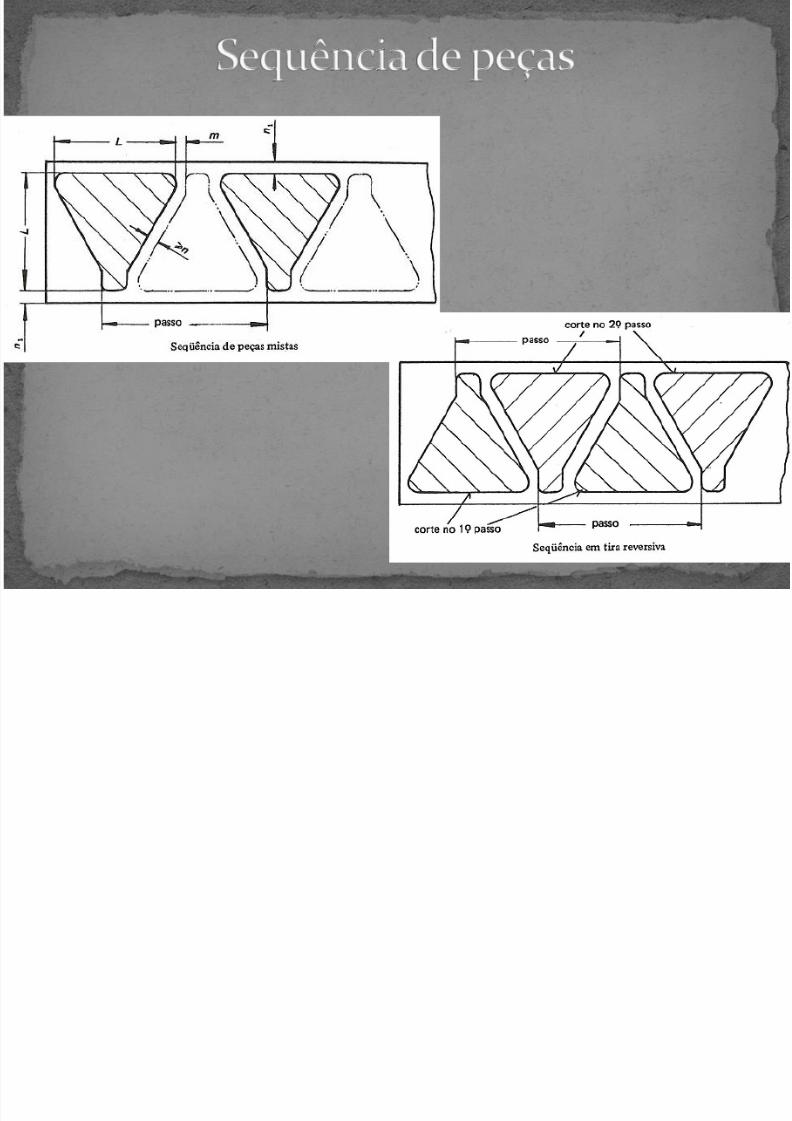
Sequência de peças curvas
Sequência de peças retas
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 26/39
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 27/39
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 28/39

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 29/39
Temos uma chapa com 1,6mm de espessura máxima,1000mm de largura e 2000mm de comprimento equeremos cortar a peça da figura abaixo.

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 30/39
1ª hipótese
2ª hipótese
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 31/39
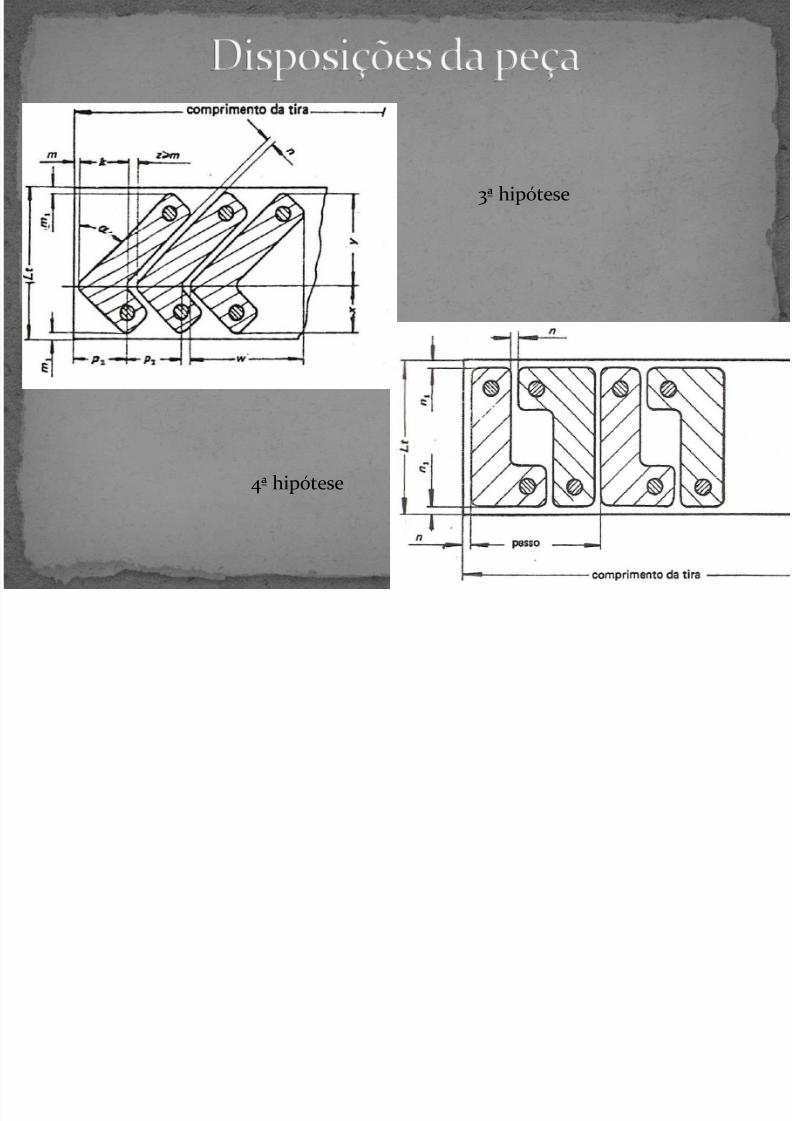
3ª hipótese
4ª hipótese
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 32/39
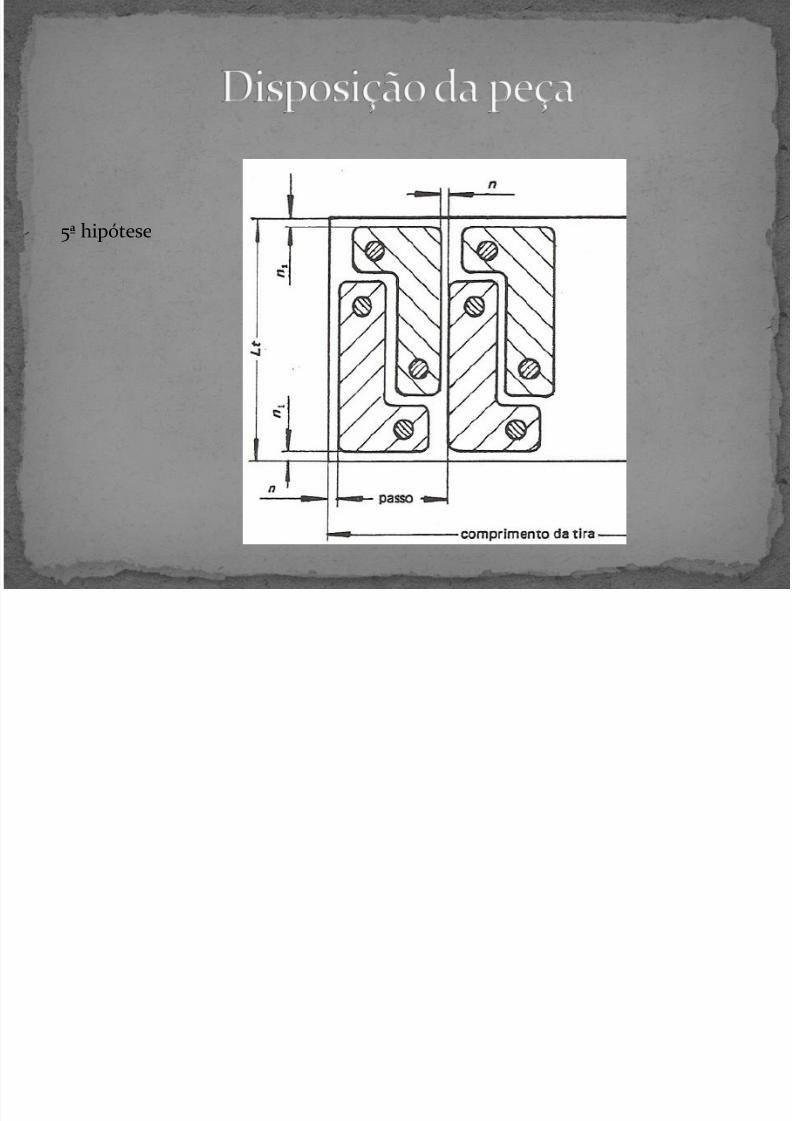
5ª hipótese

7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 33/39
Dentre as opções a 5ªhipótese há melhoraproveitamento de material.
a) Largura da tira - Lt
maior menor nn Lt larguralargura2 1
mme ,n 4,26,1.5,1.511
Intervalos
mmen 56,26,1.6,1.6,1 11
mm , , ,. Lt 5248329425622
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 34/39
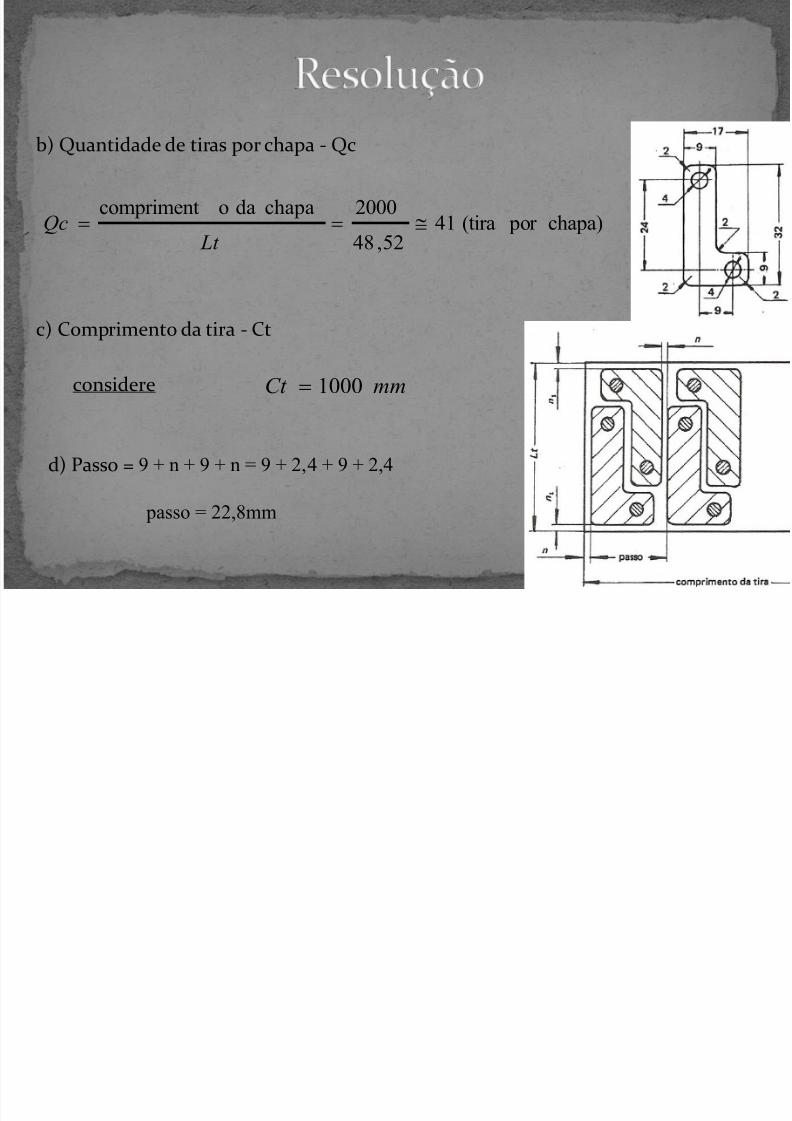
b) Quantidade de tiras por chapa - Qc
chapa) por (tira4152,48
2000chapadaocompriment
Lt Qc
c) Comprimento da tira - Ct
mmCt 1000considere
d) Passo = 9 + n + 9 + n = 9 + 2,4 + 9 + 2,4
passo = 22,8mm
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 35/39
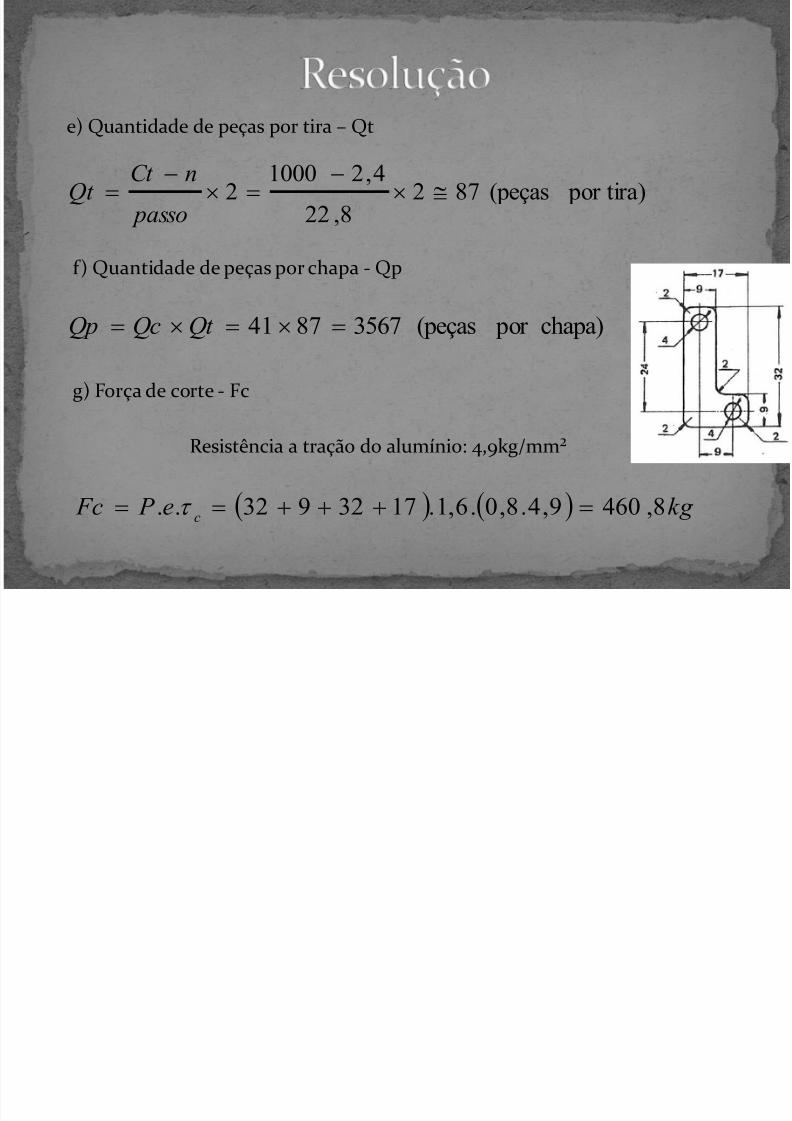
e) Quantidade de peças por tira – Qt
por tira)(peças8728,22
4,210002
passo
nCt Qt
f) Quantidade de peças por chapa - Qp
chapa) por (peças35678741 Qt QcQp
g) Força de corte - Fc
kg e P Fcc
8,4609,4.8,0.6,1.1732932..
Resistência a tração do alumínio: 4,9kg/mm²
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 36/39
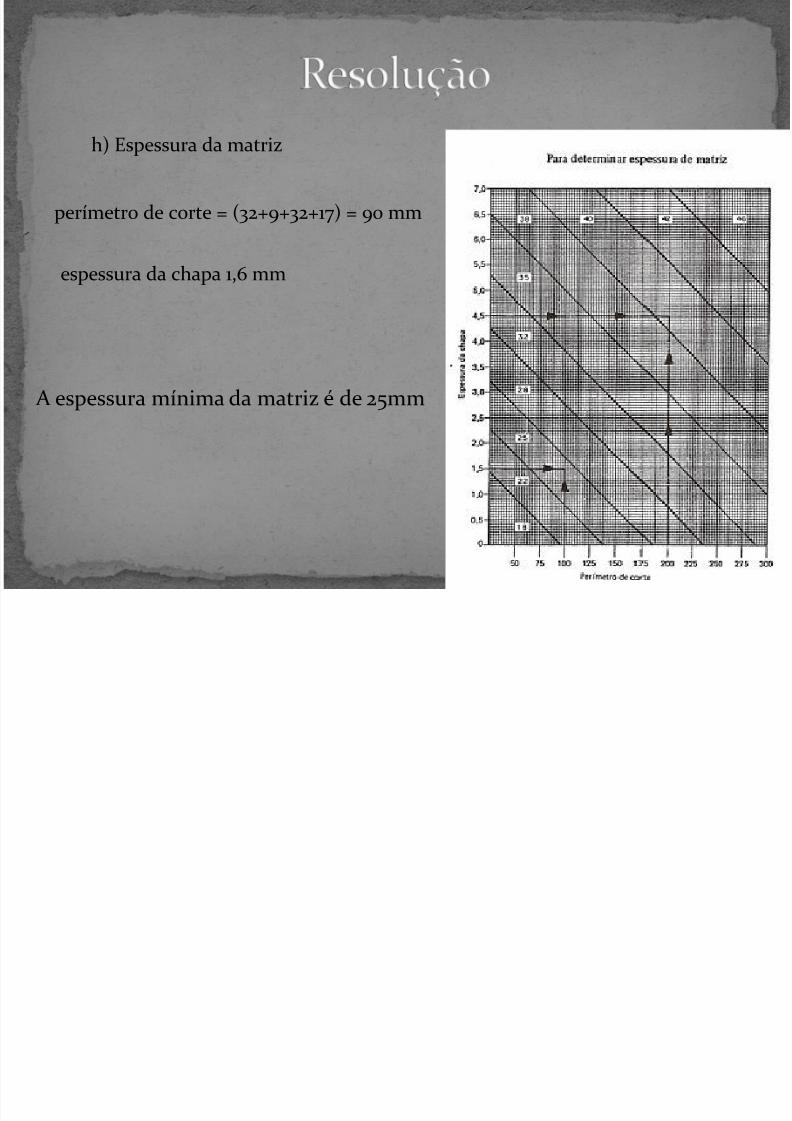
h) Espessura da matriz
perímetro de corte = (32+9+32+17) = 90 mm
espessura da chapa 1,6 mm
A espessura mínima da matriz é de 25mm
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 37/39
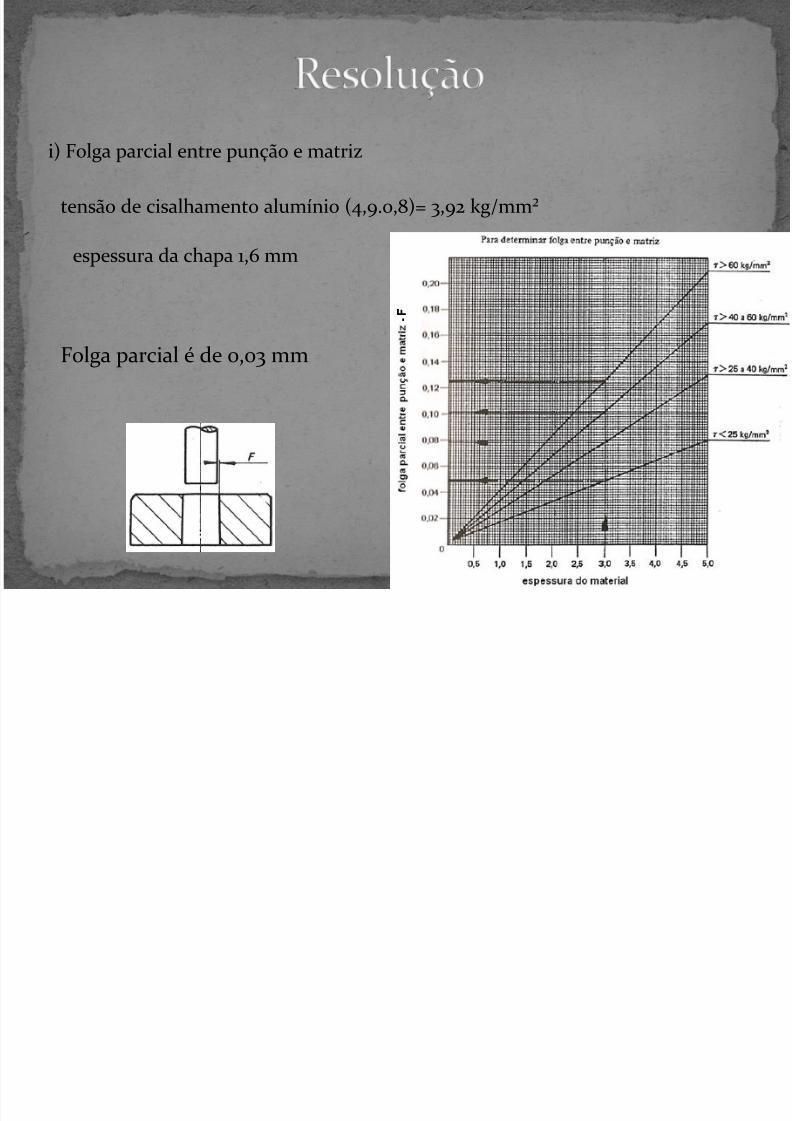
i) Folga parcial entre punção e matriz
tensão de cisalhamento alumínio (4,9.0,8)= 3,92 kg/mm²
espessura da chapa 1,6 mm
Folga parcial é de 0,03 mm
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 38/39
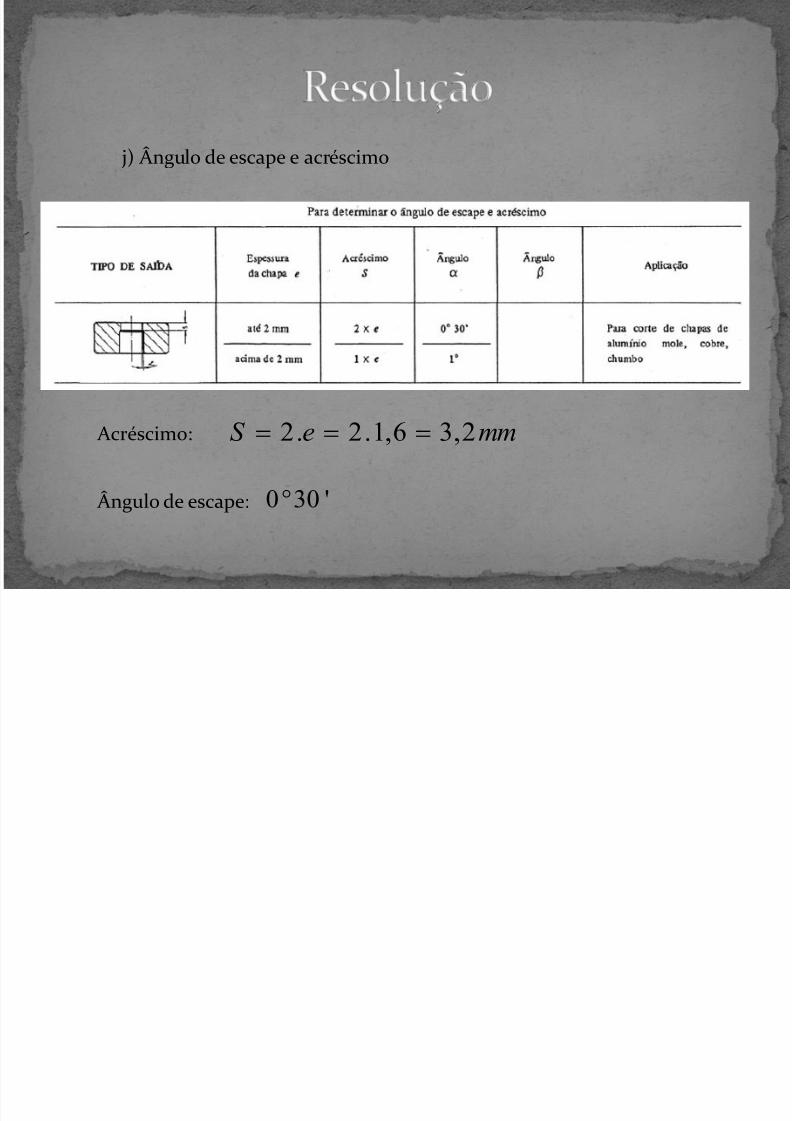
mmeS 2,36,1.2.2
j) Ângulo de escape e acréscimo
Acréscimo:
Ângulo de escape: '300
7/29/2019 Estampagem de Corte
http://slidepdf.com/reader/full/estampagem-de-corte 39/39
DE BRITO, OSMAR. Técnicas e Aplicações dos Estampos deCorte. São Paulo: Hemus, 1981.
CHIAVERINI, Vicente. Tecnologia Mecânica Processos deFabricação e Tratamento. 2. ed. São Paulo: McGraw-Hill, 1986.
MÉROZ, ROGER; CUENDET, MARCEL. As Etampas -AEletroerosão - Os Moldes. Trad. de M. Teresa Almida. São Paulo:Hemus, 1982.
DOYLE, LAWRENCE E.; MORRIS, JOEL L.; LEACH, JAMES L.;SCHRADER, GEORGE F. Processos de Fabricação e materiais para engenheiros. Trad. de Roberto Rocha Vieira; EdmondDaberlay; Rosalvo Tiago Ruffino; Wolfgang Lucas e Horst L. A.Daar. São Paulo: Edgard Blücher, 1978.