Embed Size (px)
Citation preview
ESTUDO DINÂMICO DA PRESSÃO EM VASOS SEPARADORESVERTICAIS GÁS-LÍQUIDO UTILIZADOS NO PROCESSAMENTO
PRIMÁRIO DE PETRÓLEO
Thales Cainã dos Santos Barbalho1; Álvaro Daniel Teles Pinheiro2; Izabelly LarissaLucena2; Rafael Barbosa Rios2; Marcelo Rodrigues de Lima3
1 Universidade Federal do Rio Grande do Norte, Programa de Pós-Graduação em Engenharia Química [email protected]
2 Universidade Federal Rural do Semi-Árido, Departamento de Agrotecnologia e Ciências Sociais –[email protected]
3 Petróleo Brasileiro S.A., Operação Riacho da Forquilha – [email protected]
RESUMOEste trabalho avaliou o comportamento dinâmico da pressão em vasos separadoresbifásicos verticais gás-líquido de uma estação de processamento primário de petróleo,verificando a influência de variáveis como vazão de gás de entrada e de saída do vaso,abertura de uma válvula de controle específica e pressão à jusante desta. Foidesenvolvido um modelo matemático para descrever a relação entre a pressão dentro dovaso e o tempo, sendo observado que este se adequou aos dados reais obtidos em testesde campo variando-se a abertura da válvula de controle (de característica inerente linear)de 70% e 80%. Para a abertura de 85%, o modelo proposto não se adequou devido àmudança de característica instalada da válvula, que se afasta do comportamento linearfora do limite de 10% a 80% de abertura.Palavras-chave: Vasos separadores, Pressão, Válvula de controle.
1. INTRODUÇÃO
O petróleo é uma matéria primaessencial à vida moderna, sendo ocomponente básico de mais de 6.000produtos. Gasolina, combustível deaviação, gás de cozinha, lubrificantes,borrachas, plásticos, tecidos sintéticos,tintas e até mesmo energia elétrica sãoexemplos de produtos oriundos de talmatéria prima [GAUTO, 2011].
O processamento primário depetróleo consiste na primeira etapa dafase de produção, na qual o petróleopassa, após sair do reservatório.Normalmente, observa-se a produçãosimultânea de gás, óleo e água,juntamente com impurezas [BRASIL et al.,2011].
Dependendo do tipo de fluidosproduzidos e da viabilidade técnico-
econômica, uma planta de processamentoprimário pode ser simples ou complexa;as mais simples efetuam apenas aseparação gás/óleo/água, enquanto queas mais complexas incluem ocondicionamento e compressão do gás,tratamento e estabilização do óleo, assimcomo o tratamento da água para injeçãono reservatório ou descarte [THOMAS,2004].
Os fluidos produzidos passam,inicialmente, por separadores que podemser bifásicos ou trifásicos, atuando emsérie ou paralelo. No separador bifásicoocorre a separação gás/líquido, enquantoque no separador trifásico ocorre, aseparação água/óleo/gás [THOMAS,2004]. Por se tratar de uma etapaimportante no processamento primário, talprocesso precisa ser bem controlado demodo a evitar problemas operacionais,
tais como deficiência na separação gás-líquido e cenários de insegurançaoperacional.
1.1. Controle de processos
Controle de processos é um campodo conhecimento de engenharia. Éfortemente relacionado à operação e àinstrumentação. A operação, de umaforma abrangente, sempre envolve algummodelo do processo: é a prática daengenharia de modelagem de processo. Ainstrumentação, por sua vez, é umaimportante área da engenharia deequipamentos, voltada para osdispositivos que permitem realizar a tarefade regulação do processo [SPANDRI,2003].
De maneira geral, um controlador deprocesso calcula o erro entre uma variávelmedida do processo com o seu valordesejado, e em função deste erro gera umsinal de controle de forma a eliminar estedesvio. A pressão é uma das principaisvariáveis a ser controlada em um vasoseparador, pois em caso de valoreselevados, a depender das especificaçõesde projeto do equipamento, pode haverrompimento deste causando acidentescom danos materiais, pessoais eambientais. Além disso, a oscilação dapressão em faixas elevadas pode gerarineficiência na separação gás-líquido.
Em caso de pressão baixaassociada ou não à indisponibilidade damalha de controle de nível, pode ocorrer apassagem de líquido na saída de gás,causando graves problemas para osequipamentos do sistema de compressãode gás.
1.2. Válvula de controle
Válvulas de controle são usadaspara controlar uma variável de processo.Devem ser operadas remota eautomaticamente, requerendo atuadores,que podem ser de diafragma
(pneumáticos), pistão, hidráulico oueletro-hidráulico [NUNES et al., 2010].
1.2.1. Coeficiente de vazão
Este é utilizado para indicar aquantidade de água a 60°F (15,56°C) quepode fluir através de uma válvulatotalmente aberta e com uma queda depressão de 1psi (0,07 kgf/cm²), sendoessa quantidade de fluxo indicada nastabelas dos fabricantes em galões porminuto (GPM). Para outros líquidos adensidade do fluido deve ser corrigida emrelação àquela da água e em suatemperatura de escoamento real naentrada da válvula, se o fluido forcompressível os valores de Cv são osmesmos, porém a equação paradimensionamento será diferente e suadensidade também deve ser corrigida,mas agora em relação ao ar [MATHIAS,2014].
No caso dos fluidos compressíveisexistem fatores que podem alterar o valordesse coeficiente de vazão, como o fatorde compressibilidade que é o desvio decomportamento do gás real em relação aogás perfeito. O fator de expansãorelaciona a variação da densidade dofluido durante a passagem através daválvula entre o ponto de entrada damesma e o ponto da vena contracta(seção de menor contração da tubulação),relacionando também a variação na áreade fluxo nesse ponto em função davariação de pressão [TYCO, 2012].
Geralmente, as válvulas de controlesão instaladas em pontos de redução e deexpansão da tubulação causando certaperda de carga no fluido, então o fator degeometria da tubulação adjacente a esseequipamento pode alterar o valor do Cv nahora do dimensionamento da válvula.Esse fator relaciona a capacidade devazão através da válvula instalada entre aredução e a expansão e a capacidade devazão da válvula instalada sem redução eexpansão.

1.2.2. Característica inerente
A característica inerente da válvula,f(xv), define como a vazão varia emfunção da fração de abertura dessas,podendo-se destacar as características:linear, igual porcentagem ou aberturarápida.
Na característica linear a vazão édiretamente proporcional à abertura daválvula, ou seja, quando a posição for de50%, a vazão através da válvula é de50% de sua vazão máxima, sendoapropriada para aplicações onde avariação de pressão é praticamenteconstante [RIBEIRO, 2003].
Em relação à característica de igualporcentagem a vazão é proporcionalexponencialmente à abertura da válvula,sendo aplicado quando a variação depressão decresce com a abertura.Quando essa característica é utilizadatemos que para pequenas aberturas avariação de vazão é baixa, porém quandopróximo de sua abertura total, produzaltas variações de vazão [RIBEIRO,2003].
A válvula de abertura rápida possuicaracterística oposta à da válvula de igualpercentagem, sendo que produz umagrande vazão com pequenodeslocamento da haste da válvula, sendoaplicada em situações que a um aumentona queda de pressão simultaneamente aum aumente de vazão [MATHIAS, 2014].
1.2.3. Característica instalada
Na prática, as condições deoperação do processo influenciam ascaracterísticas de vazão, e devem serconsiderados na seleção da característicainerente a ser empregada. Uma mudançade vazão ocasiona variação na queda depressão através da válvula, dessa forma,quando instalada, a válvula apresentacaracterística diferente da sua, ou seja,diferente da inerente [NUNES et al.,2010].
Usualmente, uma válvula comcaracterística inerente de igualporcentagem se torna linear, quandoinstalada. A exceção, quando acaracterística inerente é igual àinstalação, ocorre quando se tem umsistema com bombeamento comvelocidade variável, onde é possível semanter uma queda de pressão constanteatravés da válvula, pelo ajuste davelocidade da bomba [RIBEIRO, 2003].
Em virtude do que foi explicadoanteriormente, este trabalho buscourealizar um estudo da relação pressãopelo tempo em vasos separadoresverticais da Estação de ProcessamentoPrimário X de uma empresa Y, de modo aequacionar o comportamento dinâmico dapressão do vaso, levando emconsiderações variáveis como vazão degás de entrada, pressão à jusante daválvula de controle e abertura de umaválvula de controle especificada, dentreoutros, e validar o modelo desenvolvido apartir de dados operacionais obtidos emtestes de campo.
2. METODOLOGIA
Para o presente trabalho foirealizado um estudo de caso para umvaso separador vertical pertencente àEstação de Processamento Primário X deuma empresa Y. Esse equipamento éutilizado para testar os poços de petróleocom o intuito de verificar sua produçãoatual, a fim de atender a um requisitolegal da Agência Nacional de Petróleo,Gás Natural e Biocombustíveis (ANP),acompanhar desvios de produção eavaliar a sua viabilidade econômica.
2.1. Balanço material de gás novaso separador
Aplicando o balanço molar para ogás no vaso separador, têm-se:
seg nn
dt
dn [1]
A pressão absoluta do vasoseparador no qual ocorre teste de umdeterminado poço neste estudo nãoultrapassa o valor de 10 kgf/cm², logopodemos considerar o comportamentoideal do gás (Z = 1). Assim:
RT
PVn g [2]
RT
PGn [3]
Substituindo as Equações 2 e 3 naEquação 1, e admitindo que para avariação de tempo no qual ocorreu oestudo de caso a temperatura sejaconstante e que a malha de controle denível do vaso mantenha este controlado(assim, o volume do vaso ocupado pelogás é constante), então:
)( seg GG
RT
P
RTdt
dPV [4]
Considera-se que as condições detemperatura e pressão das correntes deentrada e saída de gás (à montante daválvula de controle de pressão) são asmesmas condições do interior do vaso.Simplificando a Equação 4, chegamos a:
)( seg
GGV
P
dt
dP [5]
O gás na saída do vaso separadorpassa por uma válvula de controle. Avazão que passa por esta pode sercalculada através de uma relação queconsidere a queda de pressão noescoamento. Segundo Pinto [2009] avazão de saída do gás pode ser calculada
pela Equação 6, considerando que afunção de abertura da válvula é linear.
ACxG vvs ...0002881,0' [6]
Onde:
Ag
arjj
MMP
MMTPPPP
².
.).).((
Sabe-se que a vazão obtida pelaEquação 6 está referenciada a 15°C (Tce)e 1,013 bar (Pce), portanto é necessáriocalcular este nas condições de operaçãodo vaso. Então:
PT
TGPG
T
PG
T
GP
ce
sces
s
ce
sce '' [7]
Finalmente, substituindo a Equação7 na Equação 5 chegamos ao modeloproposto para a variação pressão emrelação ao tempo.
)'
(PT
TGPG
V
P
dt
dP
ce
scee
g
[8]
2.2. Validação do Modelo
A Tabela 1 mostra os dados do vasoseparador vertical utilizado para o estudode caso, bem como os valores referentesao processo e das especificações dofluido de acordo com o relatório de testede um poço Z. Para o cálculo do volumelevou-se em consideração que a malha decontrole de nível do vaso atuaperfeitamente mantendo este em 30% daaltura compreendida entre a tomadasuperior e inferior do indicador etransmissor de nível.
Tabela 1: Dados referentes aosparâmetros do modelo proposto.
Cv da válvula decontrole 34
MMg (kg/kmol) 17,58
MMar (kg/kmol) 29
Temperatura deoperação do vaso
(K)304
Volume ocupadopelo gás (m³) 1,35
Para validação do modelo proposto(MP), foram realizadas rotinas no Excelutilizando o método numérico de Eulerpara resolver a equação diferencial, a fimde verificar a variação de pressão do vasoem relação ao tempo. Para tanto, osresultados obtidos foram comparadoscom os valores coletados no softwarePlant Information (PI), que é um banco dedados das variáveis de processo, dentreoutras, da planta industrial.
A Tabela 2 mostra as condiçõesiniciais para aplicação do métodonumérico proposto, uma vez que foramrealizados testes para uma determinadaabertura da válvula, e um intervalo detempo de 16 minutos (960 segundos). Foiutilizada uma variação de tempo paracada iteração de 30 segundos. A vazãomédia de entrada encontra-se na T e P dovaso.
Tabela 2: Condições iniciais paraaplicação do método de Euler.
xv (%)Pressão
inicial(kgf/cm²)
VazãoMédia deentrada(m³/s)
70 2,864 0,03043
80 2,899 0,03417
85 2,889 0,03176
3. RESULTADOS E DISCUSSÃO
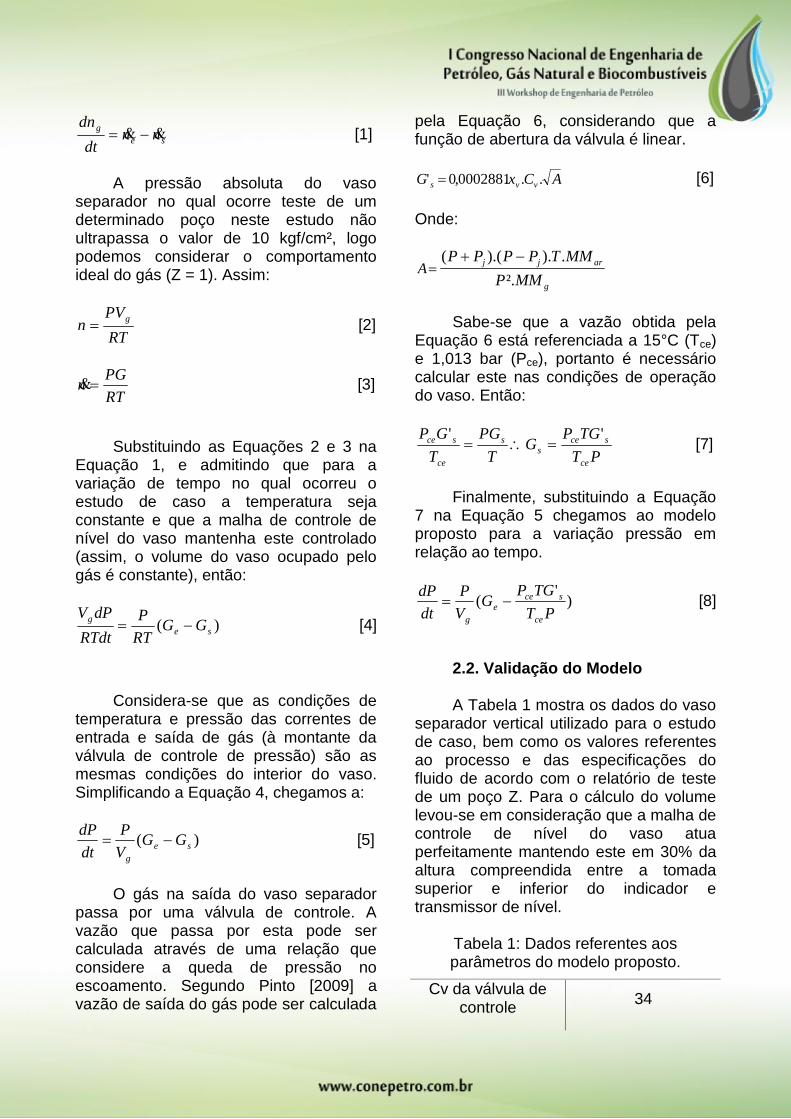
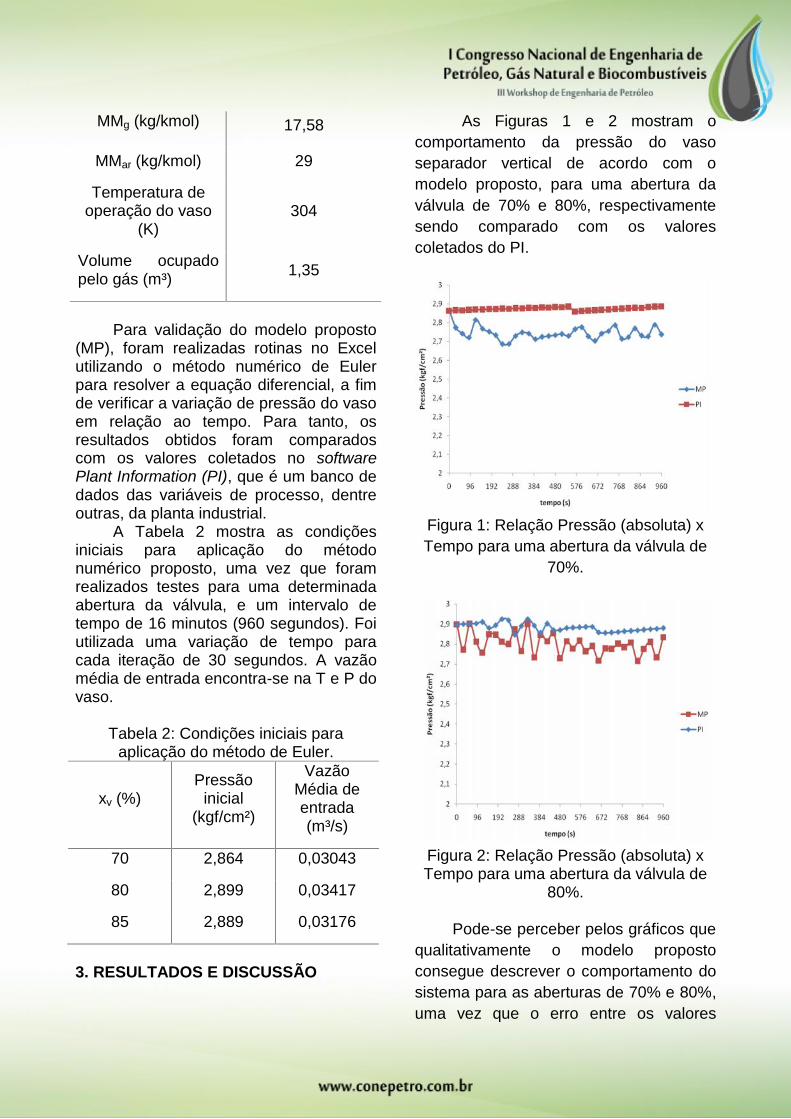
As Figuras 1 e 2 mostram ocomportamento da pressão do vasoseparador vertical de acordo com omodelo proposto, para uma abertura daválvula de 70% e 80%, respectivamentesendo comparado com os valorescoletados do PI.
Figura 1: Relação Pressão (absoluta) xTempo para uma abertura da válvula de
70%.
Figura 2: Relação Pressão (absoluta) xTempo para uma abertura da válvula de
80%.
Pode-se perceber pelos gráficos quequalitativamente o modelo propostoconsegue descrever o comportamento dosistema para as aberturas de 70% e 80%,uma vez que o erro entre os valores
calculados e os encontrados no PI foimenor que 5%, como podemos observarpela representação quantitativa presentena Tabela 3.
Tabela 3: Comparação entre o MP e o PIpara os valores de pressão.
Xv (%)
Pressãomédia
pelo MP(kgf/cm²)
Pressãomédiapelo PI
(kgf/cm²)
ErroRelativo
(%)
70 2,74 2,87 4,5380 2,80 2,88 2,78
Devemos observar que variações navazão de entrada no vaso tambémacontecem devido às chamadas“golfadas”, e uma vez que isso ocorrehaverá uma variação também no volumeocupado pelo gás por causa da variaçãodo nível do líquido. A simulação foi feitasendo fixada a vazão de entrada e ovolume ocupado pelo gás.
Outro ponto a ser considerado é queum modelo mais rigoroso para o cálculoda vazão de saída do gás leva emconsideração o fator de geometria datubulação adjacente à válvula, fator decompressibilidade e de expansão do gás.
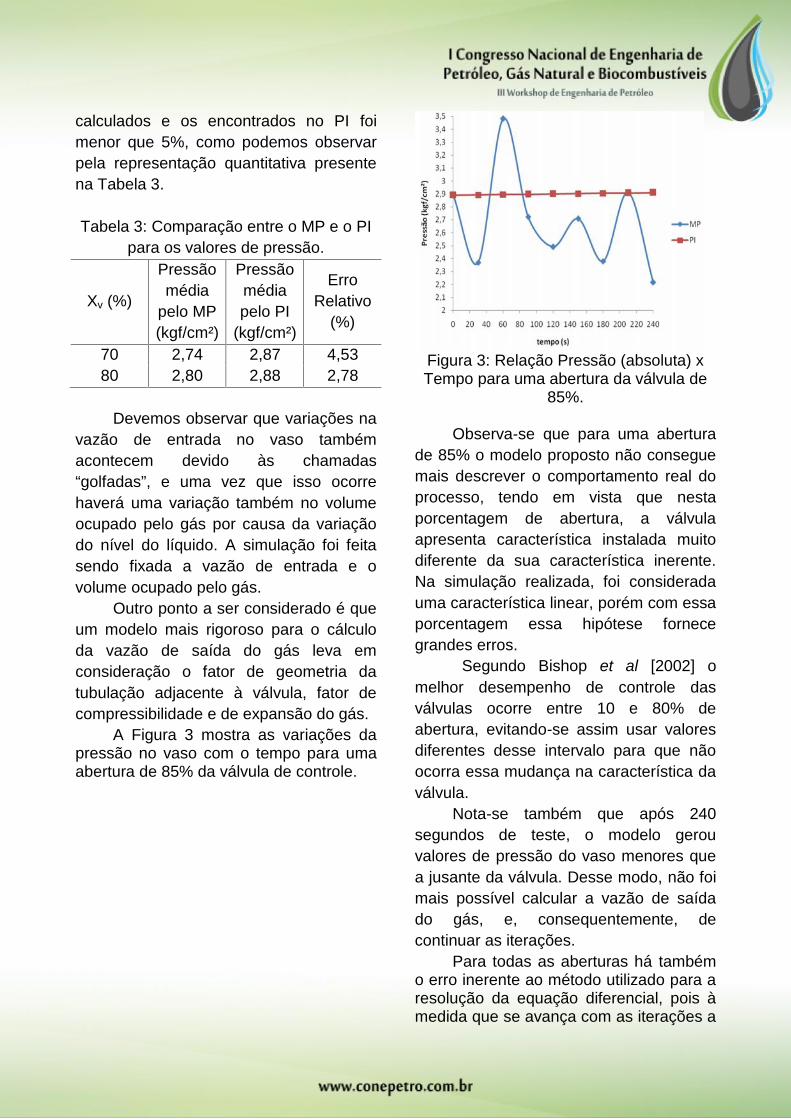
A Figura 3 mostra as variações dapressão no vaso com o tempo para umaabertura de 85% da válvula de controle.
Figura 3: Relação Pressão (absoluta) xTempo para uma abertura da válvula de
85%.
Observa-se que para uma aberturade 85% o modelo proposto não conseguemais descrever o comportamento real doprocesso, tendo em vista que nestaporcentagem de abertura, a válvulaapresenta característica instalada muitodiferente da sua característica inerente.Na simulação realizada, foi consideradauma característica linear, porém com essaporcentagem essa hipótese fornecegrandes erros.
Segundo Bishop et al [2002] omelhor desempenho de controle dasválvulas ocorre entre 10 e 80% deabertura, evitando-se assim usar valoresdiferentes desse intervalo para que nãoocorra essa mudança na característica daválvula.
Nota-se também que após 240segundos de teste, o modelo gerouvalores de pressão do vaso menores quea jusante da válvula. Desse modo, não foimais possível calcular a vazão de saídado gás, e, consequentemente, decontinuar as iterações.
Para todas as aberturas há tambémo erro inerente ao método utilizado para aresolução da equação diferencial, pois àmedida que se avança com as iterações a

tendência é ocorra um acumulo desseerro, uma vez que o passo posteriordepende do anterior.
4. CONCLUSÕES
Neste trabalho foi realizado umestudo sobre vasos separadores, tendocomo objetivo a compreensão de comoeste equipamento funciona e como eleestá envolvido no processo de separaçãodo petróleo em óleo, gás e águaproduzida. Ficou claro também aimportância de um controle adequadopara esse tipo de equipamento.
Foi desenvolvido um modelomatemático para estudar a relação dapressão dentro do vaso separador com otempo de processo, sendo verificado queo mesmo conseguiu descrever com ocomportamento real do processo quandoa abertura da válvula foi de 70% e 80%,sendo que para uma porcentagem de85% o modelo não conseguiu descrever oprocesso real, uma vez que aconsideração de que a característica daválvula linear é válida para um intervaloentre 10% e 80%.
6. REFERÊNCIAS BIBLIOGRÁFICAS
BISHOP, T.; CHAPEAUX, M.; JAFFER,L.; NAIR, K.; PATEL, S. Ease controlvalve selection. Disponível em:<http://www.cepmagazine.org>. Acessoem: 10 fev. 2015.
BRASIL, N. I do; ARAÚJO, M. A. S.; DESOUSA, E. C. M. ProcessamentoPrimário de Petróleo e Gás. Rio deJaneiro-RJ: LTC, 2011.
GAUTO, M. A. Petróleo S.A –Exploração, produção, refino ederivados. 2011, 130p, Editora CiênciaModerna Ltda., 2011.
MATHIAS, A. C. Controle de fluxoatravés de válvulas manuais eautomáticas. 22f, 2014.
NUNEZ, G. C.; MEDEIROS, J. L.;ARAÚJO, O. Q. F. Modelagem econtrole na produção de petróleo –aplicações em MATLAB. São Paulo:Blucher, 2010.
PINTO, D. D. D. Estratégias de ControleContra Intermitência Severa naAlimentação de Separadores Offshore.2009, 179p, Dissertação de Mestrado,Universidade Federal do Rio de Janeiro,Programa de Pós-Graduação emProcessos Químicos e Bioquímicos, Riode Janeiro-RJ.
RIBEIRO, M. A. Medição de petróleo egás natural. 297f, 3ed, Salvador-BA:TEK, 2003.
RIBEIRO, M. A. Válvula de controle.259f, 5ed, Salvador-BA: TEK, 2003.
SPANDRI, R. Sintonia de controladoresregulatórios. 28f, Curso técnicoPetrobras, 2003.
THOMAS, J. E. Fundamentos deEngenharia de Petróleo. 2ed, Rio deJaneiro-RJ: Interciência, Petrobras, 2004.
TYCO FLOW CONTROL. Manual dedimensionamento de válvula. 32f, 2012.