Embed Size (px)
Citation preview

ESTUDO DO COMPORTAMENTO FÍSICO-QUÍMICO DE COMPÓSITOS
POLIMÉRICOS PULTRUDADOS REFORÇADOS COM FIBRA DE VIDRO
SOB DIFERENTESCONDIÇÕES AMBIENTAIS
CAROLINA MATTEDI CÓ
UNIVERSIDADE ESTADUAL DO NORTE FLUMINENSE DARCY RIBEIRO
CAMPOS DOS GOYTACAZES
JULHO - 2011

ii
ESTUDO DO COMPORTAMENTO FÍSICO-QUÍMICO DE
COMPÓSITOS POLIMÉRICOS PULTRUDADOS REFORÇADOS COM
FIBRA DE VIDRO SOB DIFERENTESCONDIÇÕES AMBIENTAIS
CAROLINA MATTEDI CÓ
“Dissertação de mestrado
apresentada ao Centro de Ciência e
Tecnologia, da Universidade Estadual do
Norte Fluminense Darcy Ribeiro, como
parte das exigências para obtenção do
título de Mestre em Engenharia Civil.”
Orientador: Prof. Guilherme Chagas Cordeiro
Campos dos Goytacazes
Julho - 2011

iii
ESTUDO DO COMPORTAMENTO FÍSICO-QUÍMICO DE
COMPÓSITOS POLIMÉRICOS PULTRUDADOS REFORÇADOS COM
FIBRA DE VIDRO SOB DIFERENTESCONDIÇÕES AMBIENTAIS
CAROLINA MATTEDI CÓ
“Dissertação de mestrado
apresentada ao Centro de Ciência e
Tecnologia, da Universidade Estadual do
Norte Fluminense Darcy Ribeiro, como
parte das exigências para obtenção do
título de Mestre em Engenharia Civil.”
Aprovado em 15 de julho de 2011.
Comissão Examinadora:
Prof. José Roberto Moraes D'Almeida (PUC-Rio), D.Sc.
Profa. Janine Domingos Vieira (UFF), D.Sc.
Prof. Marcelo Filgueira (UENF), D.Sc.
Prof. Guilherme Chagas Cordeiro (UENF), D.Sc. – Orientado

iv
AAggrraaddeecciimmeennttooss
Agradeço a Deus por me iluminar e guiar meus caminhos e sempre ter
colocado pessoas maravilhosas na minha vida.
Aos meus pais Márcia e Sérgio e ao meu irmão, Gabriel, pelo constante
carinho, amor e incentivo durante todo período de minha graduação e pós-
graduação.
Aos meus familiares (avós, tias, tio e primos) por todo carinho, em especial a
tia Valéria por sempre me hospedar na sua casa.
Ao Diego, pelo constante amor, carinho, paciência, incentivo, dedicação e
apoio, principalmente nas horas mais difíceis.
Ao professor Guilherme Chagas Cordeiro, meu orientador, por sua amizade,
paciência, grande ajuda e compreensão.
À professora Janine Vieira pela contribuição e empenho para que este
trabalho fosse concluído da melhor forma possível.
Aos técnicos e funcionários que foram de grande importância para o
desenvolvimento do programa experimental: Milton, José Renato, André, Wallace,
Vanuza, Jô e Phelipe, do Laboratório de Engenharia Civil da UENF; Carlan e
Luciana, do Laboratório de Materiais Avançados da UENF, Robson, do Programa de
Engenharia Metalúrgica e de Materiais da COPPE/UFRJ; e João, do Laboratório de
Estruturas da COPPE/UFRJ.
Ao Laboratório de Produtos Florestais (LPF/ IBAMA), em cooperação com a
Universidade de Brasília (UnB), principalmente ao professor José Arlete e à Patrícia.
Aos meus amigos de Campos: Ana Bia, Carol, Davi, Fabio, Felipinho,
Fernando, Gabriel, Gabriel Mello, Gaúcho, Iolanda, Jair, Josimar, Marconi, Meline,
Noelço, Sérgio Raphael, Sérgio, Thaís, Wagner.
À Marcella e ao Mateus, minha família em Campos, pela amizade,
compreensão, apoio em todos os momentos que precisei.
Aos professores da UFV, José Luiz, Gustavo Veríssimo e Márcio Sampaio,
por todo apoio e conselhos para o ingresso na pós-graduação.
Aos amigos de Viçosa, que mesmo distante, sempre me ajudaram.
À FAPERJ e à UENF pelo suporte financeiro.
Por fim, a todos àqueles que, de forma direta ou indireta, participaram para
tornar esta dissertação possível.

v
RReessuummoo
O estudo do comportamento estrutural de compósitos poliméricos e da
degradação dos mesmos é imprescindível para que se possa avaliar o desempenho
desses materiais quando expostos a diferentes condições ambientais. O presente
trabalho propõe um programa experimental para verificar alterações em
propriedades físico-mecânicas, como variação de massa, resistência à tração e
mudança de cor, de compósitos pultrudados (matrizes éster vinílica e fenólica)
submetidos a três diferentes ambientes de degradação. A primeira condição
consistiu de ciclos contínuos de exposição à radiação ultravioleta (UV) seguida de
condensação. No segundo ambiente, os corpos-de-prova foram expostos a névoa
salina com temperatura constante de 40°C. Por fim, os compósitos foram mantidos
em soluções alcalinas com temperatura constante de 40 °C. Os resultados indicaram
que os compósitos submetidos à exposição aos ciclos de UV/condensação
apresentaram uma pequena variação de massa e mudanças cromáticas
consideráveis para os dois compósitos. Neste caso, entretanto, não foram
observadas variações expressivas nas propriedades mecânicas de ambos os
compósitos. A exposição em névoa salina não acarretou variação significante de
massa, de cor e de resistência mecânica para os compósitos éster vinílico e fenólico
quando comparados com os de referência. Por fim, os corpos de prova mantidos em
solução alcalina apresentaram redução considerável de resistência e ganho de
massa, principalmente o fenólico, e suas cores originais foram expressivamente
alteradas.

vi
AAbbssttrraacctt
The study of the structural behavior of polymer composites and their
degradation is essential to evaluate the performance of these materials when
exposed to different environmental conditions. This study proposes an experimental
program to verify changes in physical-mechanical properties such as mass change,
tensile strength and color change of pultruded composites (vinyl ester and phenolic
matrices) submitted to tree different degradation environments. The first condition
consisted of the continuous cycles of exposure to ultraviolet radiation followed by
water condensation. In the second environment the specimens were exposed to salt
spray at a constant temperature of 40°C. Finally, the composites were exposed to
alkaline solution at a constant temperature of 40°C. The results indicated that the
composites were submitted to continuous cycles of exposure to UV / condensation
showed a small mass variation and considerable color changes for the two
composites. In this case, however, there were no significant variations in the
mechanical properties of both. The exposure to salt spray showed no significant
variation of mass, color and strength for the vinyl ester and phenolic composites
when compared with the reference. Finally, the specimens immersed in the alkaline
solution showed considerable reduction of strength and mass gains mainly phenolic,
and their original colors were changed significantly.
vii
ÍÍnnddiiccee
1. INTRODUÇÃO .................................................................................. 1
1.1. Justificativa ................................................................................. 6
1.2. Motivação ................................................................................... 6
1.3. Objetivos .................................................................................... 8
1.4. Organização do Trabalho ........................................................... 8
2. MATERIAIS COMPÓSITOS ............................................................. 9
2.1. Considerações Gerais sobre Materiais Compósitos .................. 9
2.2. Matriz ....................................................................................... 11
2.3. Reforços para Compósitos ....................................................... 14
2.4. Processo de Fabricação de Compósitos .................................. 17
2.5. Degradação de Compósitos ..................................................... 18
2.6. Ligações em Compósitos ......................................................... 23
2.6.1. Estudos de Ligações em Compósitos ................................... 25
3. PROGRAMA EXPERIMENTAL ...................................................... 27
3.1. Materiais................................................................................... 27
3.1.1. Compósitos Poliméricos ....................................................... 27
3.1.2. Reagentes Químicos ............................................................ 29
3.2. Metodologia de Ensaios ........................................................... 31
3.2.1. Caracterização das Matrizes ................................................ 31
3.2.2. Caracterização da Fibra de Vidro ......................................... 32
3.2.3. Caracterização dos Compósitos ........................................... 33
3.2.4. Ambientes de Exposição ...................................................... 47
4. APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS ............... 55
4.1. Caracterização das Matrizes .................................................... 55

viii
4.2. Caracterização da Fibra de Vidro ............................................. 57
4.3. Caracterização dos Compósitos de Referência ....................... 60
4.3.1. Avaliação dos Compósitos Expostos a Ciclos de Radiação
Ultravioleta- Condensação ............................................................................. 65
4.3.2. Avaliação dos Compósitos Expostos em Névoa Salina ........ 74
4.3.3. Avaliação dos Compósitos Expostos em Solução Alcalina... 83
5. CONCLUSÃO ................................................................................. 97

ix
LLiissttaa ddee FFiigguurraass
Capítulo 1
Figura 1.1. Perfis retos, barras, tubos de geometria variada (DURA COMPOSITE,
2011). .......................................................................................................................... 2
Figura 1.2. Passarela Pontresina, Suíça, 1997 (TEIXEIRA, 2007). ............................. 3
Figura 1.3. Passarela Kolding, Dinamarca, 1997 (FIBERLINE, 2011). ....................... 3
Figura 1.4 - Passarela em Lleida, Espanha, 2001 (CORREIA et al. 2006). ................ 4
Figura 1.5 - Aplicações de perfis pultrudados em plataformas industriais, como (a)
grade de piso; (b) guarda corpo (COGUMELO, 2009). ............................................... 5
Figura 1.6. Plataforma off-shore na Bacia de Campos (PETROBRAS, 2011). ........... 7
Capítulo 2
Figura 2.1. Classificação dos materiais compósitos. Adaptado de Daniel e Isha
(1994). ....................................................................................................................... 10
Figura 2.2. Tipos de matrizes utilizadas em materiais compósitos: (a) cimentícia, (b)
metálicas (SCIENCE 20, 2011); (c) cerâmicas (GLENN RESEARCH CENTER,
2011); e (d) poliméricas (INTERGLOBAL, 2011). ..................................................... 12
Figura 2.3. Estrutura molecular de resinas (a) éster vinílica e (b) fenólica (LEVY
NETO e PARDINI, 2006). .......................................................................................... 14
Figura 2.4. Alguns tipos de fibras utilizados como reforço: (a) sisal, (b) boro, (c)
kevlar, (d) carbono; (e) fibra de vidro em fio contínuo e; (f) manta de fibra de vidro
(LEVY NETO e PARDINI, 2006). .............................................................................. 15
Figura 2.5. Processo de pultrusão para obtenção de perfis de compósitos
poliméricos reforçado com fibras de vidro (COMPOSITE BUILDING STRUCTURE,
2010). ........................................................................................................................ 18
Figura 2.6. Perfis compósitos de diferentes formas e cores (COGUMELO, 2010). ... 18
Capítulo 3
Figura 3.1. Perfis pultrudados reforçados com fibra de vidro: (a) retangulares e; (b)
tipo cantoneira. .......................................................................................................... 28
Figura 3.2. Fotos das (a) fibras de vidro e da (b) manta de vidro. ............................. 29

x
Figura 3.3. Equipamentos: (a) picnômetro a gás (Hélio) e (b) equipamento de
Tg/DSC do Laboratório de Estruturas da COPPE/UFRJ. .......................................... 32
Figura 3.4: (a) Máquina universal de ensaios Shimadzu; (b) molde de papel para
realização do ensaio; e (c) detalhe dos cortes feito no molde de papel. ................... 33
Figura 3.5. Microscópio eletrônico de varredura (MEV) do LAMAV/UENF................ 33
Figura 3.6. (a) Determinação da massa do cadinho Pesagem do cadinho, (b), da
amostra e (c) a amostra pronta para a queima. ........................................................ 34
Figura 3.7. Confecção dos corpos-de-prova pela central de usinagem .................... 35
Figura 3.8. (a) Vista em planta e (b) lateral dos corpos de prova (medidas em mm).
.................................................................................................................................. 35
Figura 3.9. (a) Máquina universal de ensaios EMIC do PEMM/COPPE e (b) detalhe
do extensômetro utilizado.......................................................................................... 36
Figura 3.10. Modos de ruptura de ligações sob esforços de tensão, (a) tração; (b)
esmagamento; (c) cisalhamento; e (d) clivagem de acordo com Cooper e Turvey
(1995). ....................................................................................................................... 37
Figura 3.11. Geometria da peça de ligação para realização do ensaio à tração. ...... 37
Figura 3.12. Corpos de provas isoftálicos com diâmetros variados (10, 15 e 19 mm)
após de ensaio de tração .......................................................................................... 38
Figura 3.13. Vistas (a) em planta e (b) lateral do aparato de aço utilizado nos ensaios
de tração dos elementos de ligação e (c) vista lateral do pino metálico de ligação do
aparato com o corpo de prova. Medidas em mm. ..................................................... 39
Figura 3.14. Foto do aparato de aço utilizados nos ensaios de tração dos elementos
de ligação. ................................................................................................................. 39
Figura 3.15. (a) Máquina universal de ensaios; e (b) detalhe do aparato de aço
utilizado para realizar o ensaio. ................................................................................. 40
Figura 3.16. Diagrama de força atuante no pino durante o ensaio de tração. ........... 40
Figura 3.17. (a) Equipamento utilizado para fazer os furos nos corpos de prova; (b)
detalhe de como foi realizado o furo e (c) corpo de prova pronto para ensaio. ......... 42
Figura 3.18. Sistema CIE La*b*: (a) sólido de cores; e (b) corte central (CAMARGOS
e GONÇALEZ, 2001)................................................................................................. 44
Figura 3.19. Diferença de cores no Sistema CIE La*b* de 1976 (CAMARGOS e
GONÇALEZ, 2001). .................................................................................................. 45
Figura 3.20. Espectrofotocolorímetro Coloreye XTH do Laboratório de Tecnologia do
Departamento de Engenharia Florestal da Universidade de Brasília. ....................... 46

xi
Figura 3.21. Sistema acelerado de envelhecimento para não metálicos com radiação
ultravioleta “B”/condensação do LECIV/UENF. ......................................................... 49
Figura 3.22. (a) Posicionamento e (b) detalhe dos corpos de prova no sistema
acelerado de envelhecimento. ................................................................................... 50
Figura 3.23. Câmara para teste de corrosão salt spray do LAMAV/UENF. ............... 51
Figura 3.24. Detalhe da disposição dos corpos de prova na câmara salina.............. 51
Figura 3.25. (a) Os corpos de prova dispostos no recipiente contendo solução
alcalina; e (b) Controle do pH. ................................................................................... 53
Figura 3.26. Monitoramento da temperatura da estufa com multímetro. ................... 53
Capítulo 4
Figura 4.1.Análise termogravimétrica (TG) da resina éster vinílica. .......................... 56
Figura 4.2. Análise de calorimetria diferencial exploratória (DSC) da resina éster
vinílica. ...................................................................................................................... 56
Figura 4.3. Análise termogravimétrica (TG) de resina fenólica. ................................. 57
Figura 4.4. Análise de calorimetria diferencial exploratória (DSC) da resina fenólica.
.................................................................................................................................. 57
Figura 4.5. Curva tensão de tração versus deformação da fibra de vidro estudada. 58
Figura 4.6. Morfologia das fibras: (a) vista lateral da fibra com seu respectivo
diâmetro; (b) aspecto de um conjunto de fibras; (c) vista superior das fibras e (d)
detalhe da extremidade de uma fibra. As imagens foram obtidas por MEV. ............. 59
Figura 4.7. Fotomicrografias em MEV que mostram a morfologia da manta: (a)
aspectos da forma da manta; (b) detalhes das fibras que compõem a manta. ......... 60
Figura 4.8. Curvas tensão versus deformação dos compósitos éster vinílico e
fenólico. ..................................................................................................................... 61
Figura 4.9. Curvas típicas força versus deslocamento em ensaios à tração nos
elementos de ligação dos compósitos estudados. .................................................... 62
Figura 4.10. Compósito éster vinílico (a) rompido e (b) detalhe do modo de ruptura.
.................................................................................................................................. 62
Figura 4.11. Compósito fenólico (a) rompido e (b) detalhe do modo de ruptura. ...... 63
Figura 4.12. Fotomicrografias em MEV: (a) superfície do compósito éster vinílico de
referência, (b) superfície do compósito fenólico de referência, (c) fibra do compósito
éster vinílico de referência, (d) fibra do compósito fenólico de referência, (e) modo de

xii
ruptura por tração do compósito éster vinílico e (f) modo de ruptura por compressão
do compósito fenólico. ............................................................................................... 64
Figura 4.13. Variação de massa dos compósitos éster vinílico e fenólico durante o
período de exposição na câmara UV/condensação. ................................................. 65
Figura 4.14. Curvas tensão de tração versus deformação dos compósitos de
referência e submetidos aos ciclos UV/condensação. .............................................. 66
Figura 4.15. Curvas força versus deslocamento dos elementos de ligação dos
compósitos éster vinílicos de referência e expostos na câmara UV/condensação
ensaiados à tração. ................................................................................................... 67
Figura 4.16. Compósitos éster vinílicos expostos em ambientes UV/condenação
após 320 ciclos: (a) rompido por tração e (b) detalhe do modo de ruptura e após 480
ciclos: (c) rompido por esmagamento e (d) detalhe do modo de ruptura. ................. 67
Figura 4.17. Curvas força versus deslocamento de ensaio à tração nos elementos de
ligação dos compósitos fenólico de referência e expostos em ambiente
UV/condensação. ...................................................................................................... 68
Figura 4.18. Compósito fenólico exposto em ambientes UV/condenação após 320
ciclos: (a) rompido por esmagamento e (b) detalhe do modo de ruptura .................. 68
Figura 4.19. Gráfico das forças máximas e os desvios padrão dos compósitos (a)
éster vinílicos e (b) fenólicos de referência e os expostos em câmara
UV/condensação. ...................................................................................................... 69
Figura 4.20. Reflectância das cores dos compósitos éster vinílicos em função do
comprimento de onda. ............................................................................................... 70
Figura 4.21. Fotos dos corpos de prova (a) éster vinílico de referência, (b) éster
vinílico após 460 ciclos exposto na câmara de UV/condensação. ............................ 71
Figura 4.22. Reflectância das cores dos compósitos fenólicos em função do
comprimento de onda. ............................................................................................... 71
Figura 4.23. Fotos dos corpos de prova (a) fenólico de referência e (b) fenólico após
460 ciclos exposto na câmara de UV/condensação. ................................................. 72
Figura 4.24. Variação total da cor (∆E*) dos compósitos éster vinílicos e fenólicos
após exposição UV/condensação por 160, 320 e 480 ciclos. ................................... 73
Figura 4.25. Superfície dos compósitos (a) éster vinílico, (b) fenólico após 480 ciclos
na câmara UV/condensação e fibras de vidro retiradas do interior dos compósitos (c)
éster vinílico e (d) fenólico expostos a raios UV/condensação.................................. 74

xiii
Figura 4.26. Variação de massa dos compósitos éster vinílico e fenólicos durante o
período de exposição na câmara de névoa salina. ................................................... 75
Figura 4.27. Curvas tensão de tração versus deformação dos compósitos de
referência e expostos em ambiente salino. ............................................................... 76
Figura 4.28. Curvas força versus deslocamento de ensaios à tração nos elementos
de ligação dos compósitos éster vinílicos de referência e submetidos à névoa salina.
.................................................................................................................................. 77
Figura 4.29. Compósito éster vinílico após 24 ciclos na câmara de névoa salina (a)
rompido e (b) detalhe do modo de ruptura. ............................................................... 77
Figura 4.30. Curvas força versus deslocamento de ensaios à tração nos elementos
de ligação dos compósitos fenólico de referência e submetidos à névoa salina. ...... 78
Figura 4.31. Compósito fenólico após 24 ciclos na câmara de névoa salina (a)
rompido e (b) detalhe do modo de ruptura. ............................................................... 78
Figura 4.32. Gráfico das forças máximas e os desvios padrão dos compósitos de
referência e condicionados em câmara de névoa salina: (a) éster vinílicos e (b)
fenólicos. ................................................................................................................... 79
Figura 4.33. Reflectância das cores dos compósitos éster vinílicos em função do
comprimento de onda. ............................................................................................... 80
Figura 4.34. Fotos dos corpos de prova (a) éster vinílico de referência e (b) éster
vinílico após 24 ciclos de exposição em névoa salina. .............................................. 80
Figura 4.35. Reflectância das cores dos compósitos fenólicos em função do
comprimento de onda. ............................................................................................... 81
Figura 4.36. Foto dos corpos de prova (a) fenólico de referência e (b) fenólico após
24 ciclos de exposição em névoa salina. .................................................................. 81
Figura 4.37. Variação total da cor (∆E*) dos compósitos éster vinílicos e fenólicos
condicionados em câmara de névoa salina por 8,16 e 24 ciclos. .............................. 82
Figura 4.38. Superfície dos compósitos após exposição em ambiente salino (a) éster
vinílico, (b) fenólico, fibras de vidro retiradas do interior dos compósitos após
expostos em névoa salina (c) éster vinílico e (d) fenólico. ........................................ 83
Figura 4.39. Valores de ganho de massa dos corpos de prova versus raiz quadrada
do tempo de exposição em solução alcalina. ............................................................ 84
Figura 4.40. Delaminação dos corpos de prova após exposição em ambiente
alcalino: (a) largura e (b) espessura. ......................................................................... 85

xiv
Figura 4.41. Curvas tensão de tração versus deformação dos compósitos de
referência e expostos em ambiente alcalino. ............................................................ 86
Figura 4.42. Curvas força versus deslocamento de ensaios à tração nos elementos
de ligação dos compósitos éster vinílicos de referência e imersos em solução
alcalina. ..................................................................................................................... 87
Figura 4.43. Compósito éster vinílico após 120 dias em imersão em solução alcalina
(a) rompido e (b) detalhe do modo de ruptura. .......................................................... 87
Figura 4.44. Curvas força versus deslocamento de ensaios à tração nos elementos
de ligação dos compósitos fenólico de referência e imersos em solução alcalina. ... 88
Figura 4.45. Compósito fenólico após 120 dias em imersão em solução alcalina: (a)
rompido e (b) detalhe do modo de ruptura. ............................................................... 88
Figura 4.46. Gráfico das forças máximas e os desvios padrão dos compósitos de
referência e os imersos em solução alcalina: (a) éster vinílicos e (b) fenólicos. ....... 89
Figura 4.47. Fotos dos corpos de prova (a) éster vinílicos de referência e (b) éster
vinílicos após 120 dias em solução alcalina. ............................................................. 90
Figura 4.48. Reflectância das cores dos compósitos éster vinílicos em função do
comprimento de onda. ............................................................................................... 90
Figura 4.49. Fotos dos corpos de prova (a) fenólico de referência e (b) fenólico após
120 dias em solução alcalina. ................................................................................... 91
Figura 4.50. Reflectância das cores dos compósitos fenólicos em função do
comprimento de onda. ............................................................................................... 91
Figura 4.51. Variação total da cor (∆E*) dos compósitos éster vinílicos e fenólicos
imersos em solução alcalina após 60, 90 e 120 dias. ............................................... 92
Figura 4.52. Superfície dos compósitos (a) éster vinílico e (b) fenólico após imersão
em solução alcalina e de fibras de vidro retiradas do interior dos compósitos (c) éster
vinílico e (d) fenólico após imersão em solução alcalina. .......................................... 93
Figura 4.53. Curvas força versus deslocamento de ensaio à tração nos elementos de
ligação dos compósitos éster vinílicos de referência, imersos em solução alcalina e
em estufa a 40°C. ...................................................................................................... 94
Figura 4.54. Curvas força versus deslocamento de ensaios à tração nos elementos
de ligação dos compósitos fenólicos de referência, imersos em solução alcalina e em
estufa a 40°C. ............................................................................................................ 95

xv
Figura 4.55. Gráfico das forças máximas e os desvios padrão dos compósitos (a)
éster vinílicos e (b) fenólicos de referência, dos imersos em solução alcalina e dos
mantidos em estufa a 40°C. ...................................................................................... 96

xvi
LLiissttaa ddee TTaabbeellaass
Capítulo 2
Tabela 2.1. Propriedades mecânicas das matrizes, segundo o Eurocomp (VIEIRA,
2008). ........................................................................................................................ 13
Tabela 2.2. Propriedades típicas de fibras (BENTUR e MINDESS, 1990). ............... 15
Tabela 2.3. Composição química aproximada de tipos de fibras de vidro (% em
massa) – CHAWLA (1987). ....................................................................................... 16
Tabela 2.4. Propriedades dos tipos de fibras de vidro utilizadas como reforço em
compósitos (LEVY NETO e PARDINI, 2006). ........................................................... 17
Capítulo 3
Tabela 3.1. Especificações do cloreto de sódio ........................................................ 29
Tabela 3.2. Especificações do hidróxido de sódio. .................................................... 30
Tabela 3.3. Especificações do hidróxido de potássio. ............................................... 30
Tabela 3.4. Especificações do hidróxido de cálcio. ................................................... 31
Tabela 3.5. Nomenclatura e classificação dos aços estruturais disponível no
mercado (VILABOL, 2010). ....................................................................................... 41
Tabela 3.6. Nomenclatura dos compósitos utilizados neste trabalho. ....................... 48
Capítulo 4
Tabela 4.1. Valores médios de massa específica das matrizes éster vinílica e
fenólica. ..................................................................................................................... 55
Tabela 4.2. Valores de fração mássica de fibra de vidro e de massa específica média
dos compósitos éster vinílicos e fenólicos. Os valores de desvio padrão de cada
resultado estão indicados entre parênteses. ............................................................. 60
Tabela 4.3. Valores de resistência à tração e de módulo de elasticidade dos
compósitos de referência. Os valores de entre parênteses representam o desvio-
padrão. ...................................................................................................................... 61
Tabela 4.4. Valores da força máxima nas juntas de ligação e o desvio padrão. ....... 62
Tabela 4.5. Valores de resistência à tração e de módulo de elasticidade dos
compósitos submetidos aos ciclos de UV/condensação. Os valores entre parênteses
representam o desvio-padrão. ................................................................................... 66

xvii
Tabela 4.6. Parâmetros colorimétricos dos compósitos éster vinílicos e fenólicos
antes e após exposição em câmara de UV/condensação, conforme o sistema
CIELAB 1976. ............................................................................................................ 73
Tabela 4.7. Valores de resistência à tração e de módulo de elasticidade dos
compósitos expostos em ambiente salino. Os valores entre parênteses representam
o desvio-padrão. ........................................................................................................ 76
Tabela 4.8. Parâmetros colorimétricos dos compósitos éster vinílicos e fenólicos
antes e após em névoa salina, conforme o sistema CIELAB 1976. .......................... 82
Tabela 4.9. Valores de resistência à tração e de módulo de elasticidade dos
compósitos expostos em ambiente alcalino. Os valores entre parênteses
representam o desvio-padrão. ................................................................................... 85
Tabela 4.10. Parâmetros colorimétricos dos compósitos éster vinílicos e fenólicos
antes e após degradação em solução alcalina, conforme o sistema CIELAB 1976. . 92

xviii
LLiissttaa ddee SSíímmbboollooss ee AAbbrreevviiaattuurraass
AA – Exposição ao ambiente alcalino;
Ab – Área efetiva do pino
Dcal – Diâmetro calculado do pino
DSC – Calorimetria exploratória diferencial
E – Módulo de elasticidade secante
Ei – Espessura inicial do corpo de prova.
Ester – Compósito éster vinílico;
Et – Espessura do corpo de prova seco no tempo t;
Ev – Variação percentual da espessura;
F – Máxima força de tração adotada
Fenol – Compósito fenólico;
fub – Resistência à ruptura do material do pino metálico
Li – Largura inicial do corpo de prova.
Lt – Largura do corpo de prova seco no tempo t;
Lv – Variação percentual da largura
MEV – Microscopia eletrônica de varredura
Mi – Massa inicial do corpo de prova
Mt – Massa seca do corpo de prova no tempo t;
Mv – Variação percentual de massa
NS – Exposição ao ambiente de névoa salina;
REF – Compósito de referência;
TC – Exposição ao ambiente de temperatura constante
UV – Raio ultravioleta
TG – Análise termogravimétrica

xix
UV – Exposição ao ambiente de UV/condensação;
Δa* – Variação das coordenadas cromáticas no eixo x
Δb* – Variação das coordenadas cromáticas no eixo y
∆E* – Variação total da cor
ΔL* – Variação da luminosidade
ε1 – Deformação correspondente à tensão σ1
ε2 – Deformação correspondente à tensão σ2
σ1 – Tensão correspondente à 10% da tensão máxima
σ2 – Tensão correspondente à 40% da tensão máxima
Υa2 – Valor do coeficiente de ponderação da resistência

1
CCaappííttuulloo 11
11.. IINNTTRROODDUUÇÇÃÃOO
Atualmente, na Engenharia Civil tem-se buscado o desenvolvimento de
novos materiais e novas concepções estruturais em face de obras cada vez mais
arrojadas. É nesse cenário que surgem os materiais compósitos com matrizes
poliméricas reforçadas com fibras. Pesquisas atuais mostram que estes materiais
apresentam baixo peso específico, baixa condutividade elétrica (isolante) e alta
resistência à corrosão quando comparados ao aço, por exemplo, além de
propriedades mecânicas adequadas ao uso na Engenharia (CHAWLA, 1987).
Desde a década de 60, os materiais compósitos de alto desempenho foram
incorporados à indústria aeroespacial. A utilização do carbono como reforço permitiu
que houvesse uma redução significativa do peso das aeronaves, assim como
melhorias nas resistências à corrosão e à fadiga. Durante décadas, o uso desse
material ficou restrito a alguns setores industriais devido ao seu alto custo. Na
construção civil, a utilização desses materiais consistia, basicamente, de reparos de
pontes e edificações. No entanto, com o desenvolvimento de novos processos de
fabricação do material uma maior produtividade foi alcançada, o que possibilitou a
produção de compósitos de excelente qualidade a custos competitivos (REZENDE e
BOTELHO, 2000).
A competitividade de preço de materiais compósitos no mercado da
construção civil está associada, principalmente, ao seu processo de fabricação, que
corresponde de 50 a 60% do custo total. Desta forma, o processo de fabricação é
considerado uma das etapas mais importantes na produção de materiais
compósitos. Dentre os diferentes processos de produção se destaca a pultrusão,
que é um processo produtivo contínuo e altamente automatizado (LEVY NETO e
PARDINI, 2006). Além disso, o consumo de energia utilizada na produção de perfis
pultrudados é baixo, aproximadamente 25% menor em comparação com os perfis
estruturais de aço (FIBERLINE, 2011). O processo de pultrusão ocorre por meio da

2
impregnação do reforço com resina que, em seguida, passa através de um molde
aquecido, na forma da seção desejada. Esse processo permitiu o uso de compósitos
poliméricos em diversos setores industriais como, por exemplo, em artefatos
esportivos como tacos de basebol, de hóquei, varas de pescar, esqui, pesças de
bicicletas, além de perfis pultrudados, que podem ser obtidos com geometrias
bastante variadas (LEVY NETO e PARDINI, 2006), como barras, tubos e perfis
retos, exemplificados na Figura 1.1, dentre outros (DURA COMPOSITE, 2011).
Figura 1.1. Perfis retos, barras, tubos de geometria variada (DURA COMPOSITE, 2011).
Os compósitos quando utilizados para fins estruturais têm vantagens de
combinar propriedades mecânicas que normalmente não são encontrados
individualmente nos materiais convencionais da engenharia, além da possibilidade
de ser especificados e concebidos para um determinado tipo de carga. Isso implica
no aumento do emprego de perfis compósitos em áreas onde há predominância por
materiais metálicos e à base de cimento Portland, como é o caso da Construção
Civil (VIEIRA, 2008). Existem vários projetos estruturais em andamento, ou já
elaborados em materiais compósitos. Os tipos de projetos mais comuns são aqueles
nos quais os compósitos substituem os materiais convencionais (aço, concreto),
mantendo-se a concepção estrutural inicial. Entretanto, nos dias atuais é crescente o
número de projetos concebidos de modo a aproveitar melhor as propriedades dos
materiais compósitos (TEIXEIRA, 2007).
As Figura 1.2, 1.3 e 1.4 mostram passarelas construídas com materiais
compósitos nos elementos estruturais principais na Suíça, Dinamarca e Espanha,

3
respectivamente. As superestruturas foram projetadas com vigas retas e treliçadas
cujos seus perfis foram moldados através do processo de pultrusão. Os perfis de
compósitos adotados foram semelhantes aos usualmente utilizados em estruturas
de aço, e os tipos de ligações adotadas foram parafusados para maioria das
superestruturas, com exceção a ponte de Pontresina (Figura 1.3), que utilizou
ligações coladas (TEIXEIRA, 2007). A opção da construção das passarelas em
perfis compósitos ocorreu pelas suas características, pois esses materiais
apresentam excelente resistência aos ciclos gelo/degelo, comuns na Europa, e
também à corrosão no ambiente marinho da região. Além disso, a rapidez e a
facilidade de execução foram outros aspectos considerados na escolha do material
(FIBERLINE, 2011).
Figura 1.2. Passarela Pontresina, Suíça, 1997 (TEIXEIRA, 2007).
Figura 1.3. Passarela Kolding, Dinamarca, 1997 (FIBERLINE, 2011).

4
Figura 1.4 - Passarela em Lleida, Espanha, 2001 (CORREIA et al. 2006).
Ao contrário dos países europeus e dos Estados Unidos, onde se têm uma
utilização intensa de perfis compósitos, no Brasil, ainda observa-se um uso pequeno
desse material. O emprego desses perfis é observado principalmente em estruturas
secundárias, como grades de pisos, guarda-corpos, dutos e escadas de incêndio.
Entretanto, há uma expectativa da utilização desses perfis em estruturas principais
como passarelas de pedestres, pontes, estruturas de telecomunicações e edifícios
em virtude de suas propriedades (VIEIRA, 2008). A Figura 1.5 mostra a aplicação de
perfis compósitos em guarda corpo e em grade de pisos, no Brasil.

5
(a)
(b)
Figura 1.5 - Aplicações de perfis pultrudados em plataformas industriais, como (a) grade de piso; (b) guarda corpo (COGUMELO, 2009).
Paradoxalmente a todas as vantagens citadas anteriormente, um dos fatores
que retarda a aceitação generalizada de perfis de compósitos na Engenharia Civil é
a falta de garantia sobre sua durabilidade, principalmente quando expostos em
ambientes agressivos, como exposição a raios ultravioleta (UV), imersão em água,
exposição a ambientes salinos, entre outros (CORREIA et al., 2006). Segundo
D‟Almeida et al. (2008), algumas propriedades dos materiais poliméricos podem
sofrer alterações quando sujeitos a imersão em água. Os autores destacam que este
ambiente pode permitir que a matriz polimérica sofra plastificação, que ocorra a
redução da temperatura de transição vítrea da resina e que a resistência da interface
fibra-matriz seja reduzida. Segundo Correia et al. (2006), a exposição a raios UV
pode causar variação de cor, brilho e massa, além de redução nas propriedades
Guarda
Corpo
Grade
de piso
Grade de
Piso
Guarda
Corpo

6
mecânicas. Ainda neste sentido, Dejke (2001) destaca que misturas alcalinas podem
degradar perfis compósitos, devido à ação dos hidróxidos e da lixiviação. Por isso, é
importante avaliar o desempenho e a durabilidade de estruturas de compósitos
pultrudados em longo prazo sob ambientes de degradação, a fim de mensurar o
limite de utilização deste material.
11..11.. JJuussttiiffiiccaattiivvaa
Diante da fundamentação apresentada é de extrema importância um estudo
de durabilidade dos materiais compósitos expostos às intempéries, para analisar sua
integridade por longos períodos de exposição, pois suas propriedades podem ser
afetadas, em particular devido períodos de imersão em soluções aquosas, à
exposição UV, condensação e a ambiente salino. A escolha das resinas utilizadas
neste trabalho ocorreu pela sua grande aplicação no mercado nacional. Observou-
se, ainda, uma carência nos estudos em juntas de ligações parafusadas, que é um
ponto merecedor de atenção de qualquer estrutura, pois é onde há concentração de
tensão, devido aos furos. Além disso, os furos podem permitir a entrada de umidade
e outros agentes químicos se não forem bem vedados, causando a degradação do
material.
11..22.. MMoottiivvaaççããoo
Os materiais compósitos apresentam um histórico muito interessante, visto
que a sua utilização tem crescido bastante ultimamente. No entanto, ainda são
necessários estudos adicionais para aprimorar o conhecimento sobre o desempenho
destes materiais ao longo de sua vida útil, principalmente quando expostos a
intempérie por um amplo período de tempo.
No Brasil, os perfis compósitos são utilizados, principalmente, em estruturas
oceânicas e em instalações industriais em geral, onde a corrosão ataca os materiais
metálicos. A escolha de materiais compósitos para esses determinados ambientes
ocorre devido às suas propriedades, que já foram citadas anteriormente. Porém, há
alguns desafios, no qual os esses perfis devem atender algumas exigências severas
de resistência à propagação de chama, limitação da emissão de fumaça e de gases
tóxicos, e de resistência às intempéries. Para qualificação de produtos estruturais,
recentemente, foram criadas normas técnicas pela Associação Brasileira de Normas

7
Técnicas (ABNT) para indústria do petróleo e gás natural em perfis pultrudados
como, por exemplo: NBR 15708-1 (2011), que estabelece os requisitos dos
materiais, métodos de ensaio, tolerâncias dimensionais; NBR 15708-2 (2011) para
utilização de compósitos em guarda-corpos; NBR 15708-3 (2011) para grades de
piso em compósitos; e NBR 15708-4 (2011) para o sistema de bandejamento
(ABMACO, 2009).
A Bacia de Campos, que é considerada a maior reserva petrolífera da
plataforma continental brasileira, tem cerca de 100 mil quilômetros quadrados. A
exploração de petróleo na Bacia de Campos tem crescido muito nos últimos anos,
sendo, atualmente, responsável por mais de 80% da produção nacional de petróleo.
A Petrobrás é a maior responsável pela exploração de óleo na Bacia de Campos,
possui e 55 campos, que se dividem em plataformas fixas, semi-submersíveis e os
navios adaptados (PETROBRAS, 2011). A Figura 1.6 mostra uma plataforma da
Bacia de Campos.
Figura 1.6. Plataforma off-shore na Bacia de Campos (PETROBRAS, 2011).
Com o avanço da extração de petróleo, há uma tendência de aumento no
número de plataformas, levando a um possível crescimento do uso de perfis
pultrudados. Além disso, há também o crescente emprego de compósitos, como
elementos estruturais, em plantas industriais. Portanto, cresce também a
preocupação do comportamento destes materiais perante a ação das intempéries,
como por exemplo, ação de ambientes salinos, ácidos e alcalinos, de radiação
ultravioleta (UV) e de ambientes com umidade e temperatura elevadas. Diante
desses problemas surgiu a motivação de se realizar um estudo de degradação nos
perfis compósitos, considerando tais exposições ambientais.
8
11..33.. OObbjjeettiivvooss
Com base no que foi apresentado, este trabalho tem como objetivo geral o
estudo do comportamento físico e mecânico de compósitos pultrudados,
confeccionados com diferentes tipos de resinas (éster vinílica e fenólica) reforçadas
com fibra de vidro (E-glass), expostos em diferentes condições ambientais: câmara
de radiação UV/condensação, câmara de névoa salina e solução alcalina.
Como objetivos específicos do programa experimental que foi desenvolvido,
pode-se destacar: (i) avaliação da resistência mecânica dos compósitos, através de
ensaios à tração e carga de ruptura das juntas de ligação, que representam a parte
mais suscetível a problemas em uma estrutura submetida a condições de
carregamento e ambientais severas; (ii) avaliação microestrutural dos compósitos
submetidos aos ambientes de degradação com análise de microscopia; (iii)
avaliação da variação de cor dos compósitos ao longo do tempo de exposição aos
diferentes ambientes com ensaios de espectrofotometria.
11..44.. OOrrggaanniizzaaççããoo ddoo TTrraabbaallhhoo
No capítulo 2 deste trabalho está apresentada uma revisão bibliográfica
sobre materiais compósitos, matrizes e fibras. Também estão descritos alguns
processos de fabricação, com ênfase no processo de pultrusão, além de estudos de
degradação com compósitos pultrudados. Segue uma apresentação de conceitos
importantes de ligações estruturais, com ênfase nos tipos de ligações existentes,
mostrando as vantagens e desvantagens de cada uma delas e trabalhos em juntas
de ligações realizados em perfis compósitos.
O capítulo 3 apresenta todos os materiais utilizados na pesquisa, incluindo
os perfis utilizados para a confecção dos corpos de prova. Além disso, estão
descritos os métodos de ensaios aplicados no presente estudo.
No capítulo 4 estão apresentados os resultados dos ensaios experimentais e
as análises realizadas nas matrizes, nas fibras e nos compósitos antes e após o
período de degradação, que são confrontados entre si.
O capítulo 5 apresenta as conclusões obtidas e sugestões para trabalhos
futuros.
O trabalho contém, ainda, no capítulo 6 todas as referências bibliográficas
citadas no texto.

9
CCaappííttuulloo 22
22.. MMAATTEERRIIAAIISS CCOOMMPPÓÓSSIITTOOSS
Este capítulo apresenta uma revisão bibliográfica sobre os principais temas
relacionados com este trabalho, tais como: considerações gerais sobre materiais
compósitos, matrizes, reforços, processos de fabricação, degradação de compósitos
e juntas de ligações em material compósitos.
22..11.. CCoonnssiiddeerraaççõõeess GGeerraaiiss ssoobbrree MMaatteerriiaaiiss CCoommppóóssiittooss
Os materiais compósitos são definidos, a nível macroscópico, como a
combinação de no mínimo duas fases, denominadas matriz e reforço. Essas fases,
quando combinadas, apresentam desempenho e propriedades mecânicas
superiores ao efeito de cada componente individualmente. O compósito, em uma
classificação generalizada, pode ser dividido em dois grupos: natural e sintético.
Dentre estes, deve-se enfatizar os sintéticos, pois são os materiais estudados na
presente pesquisa. Dentre os compósitos sintéticos, eles ainda podem ter outras
classificações, dependendo do tipo de material a ser utilizado. Por exemplo, os
compósitos podem ter os seguintes tipos de matrizes: pastas, argamassas ou
concretos a base de cimento Portland, polímeros termoplásticos e termorrígidos,
metais ou cerâmicas; e os reforços podem ser formados por carbono, aramida, boro,
aço, alumínio e, mais frequentemente, por de fibras de vidro (BANK, 2006).
Compósitos podem ser divididos em duas fases, as quais são classificadas
em três categorias dependendo do tipo, geometria e orientação do reforço. A Figura
2.1 mostra uma classificação dos tipos de materiais compósitos, adaptada de Daniel
e Isha (1994). Neste caso, compósito particulado consiste de partículas de vários
tamanhos e formas aleatoriamente dispersar dentro da matriz. Essas partículas
podem ser metálicas ou não-metálicas em combinações com matrizes também
metálicas e não-metálicas.

10
O compósito descontínuo contém fibras pequenas e descontínuas, porém,
quando comparadas com o tamanho do diâmetro das mesmas, podem ser
consideradas longas. Suas fibras podem ter dois tipos de orientação: todas voltadas
para a mesma direção (compósito unidirecional com fibras descontínuas) ou
orientação aleatória (compósito com fibras randômicas descontínuas).
Os compósitos de fibras contínuas são reforçados com fibras longas e
contínuas e são mais eficientes quando se considera a rigidez e resistência do
material. As fibras contínuas podem ser posicionadas todas em paralelo (compósito
unidirecional com fibras de vidro); ou formando ângulos retos umas com as outras
(compósito com fibras bidirecionais contínuas); ou, ainda, podem ser orientadas em
várias direções (compósito com fibras multidirecionais contínuas), de acordo com
Daniel e Isha (1994).
Figura 2.1. Classificação dos materiais compósitos. Adaptado de Daniel e Isha (1994).
A fim de garantir um bom desempenho ao compósito, alguns fatores devem
ser considerados. Um destes fatores é observado ao se combinar um dado arranjo
de fibras com uma matriz, isto é, a combinação fibra-matriz influencia
significativamente nas propriedades físicas, químicas e mecânicas dos compósitos,
garantindo características e propriedades únicas.

11
Outro fator importante no desempenho do compósito é a fração volumétrica
(ou mássica) de fibras que é, responsável pelas suas características mecânicas. No
entanto, é bom ressaltar que as propriedades finais do produto não dependem
somente das frações volumétricas e dos constituintes, mas também da interação
entre eles (aderência fibra-matriz) e de todo o processo de fabricação, capacitação e
conhecimento da mão-de-obra operacional, projeto do produto, matérias primas,
maquinário, dentre outros (ABMACO, 2010).
22..22.. MMaattrriizz
As principais funções da matriz consistem em proteger o reforço e garantir
seu posicionamento e sua orientação, permitindo que os esforços atuantes sejam
transferidos para os reforços. De fato, a matriz protege o reforço contra abrasão e
ataque ambiental e permite uma maior flexibilidade e amortecimento para o material,
fazendo com que este tenha uma menor amplitude de vibração mecânica (BANK,
2006).
Como citado anteriormente, as matrizes utilizadas em compósitos podem ser
cimentícias, metálicas, cerâmicas ou poliméricas (Figura 2.2). Dentre estas, a mais
utilizada é a matriz polimérica. Isso ocorre pelo fato de que esta matriz apresenta um
custo menor quando comparada a outros tipos de matrizes e tem fácil processo de
fabricação, apesar de possuir uma resistência inferior se comparada a matrizes
metálicas e cerâmicas (LEVY NETO e PARDINI, 2006).
As matrizes poliméricas podem ser classificadas como termoplásticas ou
termorrígidas. A principal diferença entre elas é a sensibilidade de suas
propriedades mecânicas quando submetidas a dadas pressões e temperaturas. As
matrizes termoplásticas podem “amolecer” quando submetidas a altas temperaturas
e pressão, e quando resfriadas retornam a sua rigidez inicial. Outra questão
importante é o fato de materiais termoplásticos serem recicláveis a partir dos
rejeitos. Isto ocorre pelo fato de se remodelarem quando submetidos a uma
combinação de pressão e temperatura. Exemplos destes tipos de polímeros são:
polietileno, polipropileno e nylon (CHAWLA, 1987). Por outro lado, as matrizes
poliméricas termorrígidas não podem ser re-processadas. Para esse tipo de
polímero a elevação da temperatura por um tempo prolongado e contínuo levará a
degradação do material antes que o mesmo modifique suas propriedades

12
mecânicas. Por isso, as matrizes poliméricas termorrígidas são materiais de difícil
reciclagem após terem adquirido seu formato final. Exemplos desse tipo de material
são poliésteres, resinas epóxi e fenólicas (TITA, 2006).
(a)
(b)
(c)
(d)
Figura 2.2. Tipos de matrizes utilizadas em materiais compósitos: (a) cimentícia, (b) metálicas (SCIENCE 20, 2011); (c) cerâmicas (GLENN RESEARCH CENTER,
2011); e (d) poliméricas (INTERGLOBAL, 2011).
Os polímeros termorrígidos respondem por cerca de dois terços do mercado
de materiais compósitos e, consequentemente, representam a principal classe de
polímeros para matrizes de compósitos (MAHIEUX, 2006). Entre os termorrígidos
destacam-se as resinas poliésteres que são preferencialmente reforçadas com fibras
de vidro, devido ao seu baixo custo e uma maior facilidade de sua produção.
Algumas dessas resinas são: ortoftálica, isoftálica e teraftálica. Dentre estas, a
resina isoftálica, que apresenta boas propriedades mecânicas, químicas e térmicas,
poder ser destacada (LEVY NETO e PARDINI, 2006).

13
Outra resina bastante utilizada é a fenólica, que apresenta um alto
desempenho quando exposta a altas temperaturas, isto é, conserva suas
propriedades em caso de incêndio, por exemplo. Além disso, a resina fenólica
apresenta menor refração quando comparada com as resinas poliésteres.
A resina epóxi também muito utilizada por apresentar alta resistência à
umidade e a altas temperaturas, boa adesão com as fibras de vidro e baixa retração,
quando comparada com as resinas poliéster e éster vinílicas. O processo de cura da
resina epóxi pode ocorrer em temperatura ambiente ou em temperaturas elevadas
(VIEIRA, 2008).
Por fim, tem-se a resina éster vinílica derivada do componente da resina
epóxi. O compósito fabricado com resinas éster vinílicas tem, em geral um
desempenho melhor que as resinas poliéster isoftálicas, pois apresenta uma maior
resistência mecânica quando exposto a altas temperaturas. Além disso, a resina
éster vinílica possui uma boa resistência a ataques químicos e é um material de alta
dureza (VIEIRA, 2008). A seguir, na Tabela 2.1, estão apresentadas algumas
propriedades mecânicas importantes das resinas citadas anteriormente.
Tabela 2.1. Propriedades mecânicas das matrizes, segundo o Eurocomp (VIEIRA, 2008).
Propriedades
Resinas
Poliéster
Isoftálica Éster vinílica Fenólica
Resistência à tração
(MPa) 55 – 65 68 – 82 24 – 40
Módulo de elasticidade
na tração (GPa) 3,7 – 4,1 3,5 1,5 – 2,5
Resistência a flexão
(MPa) 100 – 125 125 – 131 60 – 80
Módulo de elasticidade
na flexão (GPa) 3,7 – –
Alongamento na ruptura
(%) 1,5 – 2,5 3 – 6 1,8
A Figura 2.3 apresenta a estrutura química das resinas utilizadas nos dois
principais tipos de compósitos empregados neste trabalho: resina éster vinílica (a) e
resina fenólica (b).

14
(a)
(b)
Figura 2.3. Estrutura molecular de resinas (a) éster vinílica e (b) fenólica (LEVY NETO e PARDINI, 2006).
22..33.. RReeffoorrççooss ppaarraa CCoommppóóssiittooss
Os reforços utilizados, em materiais compósitos têm a finalidade aumentar
sua resistência ao impacto, à tração e à flexão, ou seja, aumentar a resistência
mecânica do material. Eles podem ser encontrados, basicamente, em duas formas:
fibras ou partículas. Os reforços em fibras são os mais frequentemente encontrados.
As fibras podem ser naturais como, por exemplo, algodão, linho, juta e sisal, ou
sintéticas, como boro, aço, aramida, carbono, vidro, entre outras (LEVY NETO e
PARDINI, 2006). A Figura 2.4 mostra alguns tipos de reforços citados.

15
(a)
(b)
(c)
(d)
(e)
(f)
Figura 2.4. Alguns tipos de fibras utilizados como reforço: (a) sisal, (b) boro, (c) kevlar, (d) carbono; (e) fibra de vidro em fio contínuo e; (f) manta de fibra de vidro
(LEVY NETO e PARDINI, 2006).
Na Tabela 2.2 estão listadas as propriedade típicas de algumas fibras mais
utilizadas em materiais compósitos.
Tabela 2.2. Propriedades típicas de fibras (BENTUR e MINDESS, 1990).
Fibra
Massa
específica
(g/cm³)
Módulo de
elasticidade
(GPa)
Resistência à
tração (GPa)
Alongamento
(%)
Aço 7,84 200 0,5-2,0 0,5-3,5
Vidro 2,60 70-80 2-4 2-3,5
Amianto - Crocidolita 3,4 196 3,5 2,0-3,0
Polipropileno fibrilada 0,9 5-77 0,5-0,75 8,0
Aramida (Kevlar) 1,45 65-133 3,6 2,1-4,0
Carbono 1,90 230 2,6 1,0
Nylon 1,1 4,0 0,9 13,0-15,0
Celulose 1,2 10 0,3-0,5 -
Acrílico 1,18 14-19,5 0,4-1,0 3
Polietileno 0,95 0,3 0,7x10-3 10
Fibra de madeira 1,5 71,0 0,9 -
Sisal 1,50 - 0,8 3,0

16
Dentre os tipos de reforços citados anteriormente, o mais usado em
compósitos poliméricos é a fibra de vidro. Isto ocorre pelo fato de a fibra de vidro
proporcionar baixo custo, alta resistência, alta rigidez e baixa densidade. Pode-se
encontrar uma variedade de fibras de vidro no mercado, apenas variando a
porcentagem de seus componentes como, por exemplo, E-glass, C-glass e S-glass
(CHAWLA, 1987), cada uma possuindo características diferentes, que estão
descritas a seguir:
E-glass – bom isolante elétrico, além de possuir uma boa resistência e um
razoável módulo de elasticidade;
C-glass – apresenta maior resistência à corrosão química;
S-glass – é capaz de resistir a temperaturas mais altas do que outros vidros.
A Tabela 2.3 mostra a diferença em termos de composição química entre as
três fibras de vidro citadas anteriormente.
Tabela 2.3. Composição química aproximada de tipos de fibras de vidro (% em massa) – CHAWLA (1987).
Composto E-glass C-glass S-glass
SiO2
Al2O2
CaO
MgO
Na2O
K2O
B2O3
55,2
8,0
18,7
4,6
0,3
0,2
7,3
65,0
4,0
14,0
3,0
8,5
–
5,0
65,0
25,0
–
10,0
0,3
–
–
As fibras de vidro, por apresentarem alta resistência mecânica e baixo custo,
são bastante utilizadas em compósitos. Entretanto, na maioria das vezes, são
aplicadas em estruturas secundárias de baixo a médio desempenho. Essa limitação
em aplicação de compósitos com fibras de vidro na construção civil ocorre devido à
rigidez relativamente baixa, baixa resistência à fadiga e rápida degradação de suas
propriedades quando expostas em condições ambientais severas (DANIEL e ISHAI,
1994). As fibras de vidro sofrem um processo de degradação geralmente lento em
solução aquosa neutra, porém quando acrescentado soluções ácidas ou alcalinas o
processo se torna extremamente rápido (MAHIEUX, 2006), por isso precisam ser
bem protegidas pelas resinas. A Tabela 2.4 mostra algumas propriedades
mecânicas das fibras de vidro.

17
Tabela 2.4. Propriedades dos tipos de fibras de vidro utilizadas como reforço em compósitos (LEVY NETO e PARDINI, 2006).
Característica E-glass S-glass C-glass
Massa específica (g/cm³) 2,54 2,55 2,70
Módulo de elasticidade (GPa) 70 86 75
Resistência à tração (MPa) 2,40 2,80 1,70
22..44.. PPrroocceessssoo ddee FFaabbrriiccaaççããoo ddee CCoommppóóssiittooss
Os processos de moldagem dos perfis de compósitos podem ser manuais ou
automatizados. A escolha adequada do processo é determinada, basicamente, pelas
matrizes e reforços a serem utilizados, além da forma geométrica do perfil que se
pretende obter (LEVY NETO e PARDINI, 2006). A produção de materiais compósitos
poliméricos tem um custo relativamente menor se comparado aos compósitos com
matrizes metálicas e cerâmicas. Essa diferença se deve ao fato de as matrizes
poliméricas não necessitarem de altas pressões na moldagem e apresentarem
temperaturas menores quando comparadas aos outros processos de fabricação
(TITA, 2007). Dentre os métodos existentes para a produção de materiais
compósitos fibrosos, especialmente os de matriz polimérica, se destaca o processo
de pultrusão, que apresenta melhores resultados em termos industriais (LEVY NETO
e PARDINI, 2006).
A pultrusão é um mecanismo automatizado e contínuo, cujos rolos de fibras
contínuas são impregnadas por uma resina termofixa, a qual se pretende utilizar. Os
reforços impregnados dirigem-se às cavidades do molde aquecido, passando por
reações químicas para acelerar o processo de cura. A resina sofre polimerização e
adquire em conjunto com reforço, a forma desejada. O perfil endurecido é tracionado
(“puxado”) em um processo contínuo e um dispositivo de corte dimensiona o
comprimento dos perfis, que é limitado apenas pelo transporte (LEVY NETO e
PARDINI, 2006). A Figura 2.5 mostra o esquema do processo de pultrusão.

18
Figura 2.5. Processo de pultrusão para obtenção de perfis de compósitos poliméricos reforçado com fibras de vidro (COMPOSITE BUILDING STRUCTURE,
2010).
Os materiais compósitos pultrudados podem ser aplicados para diversas
finalidades por apresentarem uma variedade de materiais que os compõem. Essa
diversificação vai além dos tamanhos e geometria diferenciados, pois os compósitos
podem ser produzidos com cores, tamanhos e propriedades específicas para a
aplicação desejada (ABMACO, 2009). A Figura 2.6 mostra compósitos pultrudados
com diferentes seções e cores.
Figura 2.6. Perfis compósitos de diferentes formas e cores (COGUMELO, 2010).
22..55.. DDeeggrraaddaaççããoo ddee CCoommppóóssiittooss
O interesse pelo estudo da degradação de compósitos poliméricos é
recente. Um dos primeiros trabalhos a tratar deste tema foi apresentado por Liao et
al. (1999), que investigaram as propriedades de flexão (resistência e módulo de
elasticidade) de compósitos pultrudados reforçados com fibra de vidro com matriz
éster vinílica expostos a diferentes condições ambientais. Os ambientes de

19
degradação estudados foram imersão em água à 25°C e 75°C e imersão em solução
salina com duas concentrações de NaCl, 5% e 10%. Os autores notaram que os
corpos de prova se degradaram, ou seja, houve redução da resistência à flexão e do
módulo de elasticidade. No entanto, os autores também observaram que a
concentração de sal pareceu não afetar as propriedades mecânicas de uma forma
notável.
Cunha (2004) avaliou o efeito combinado do condicionamento higrotérmico
(em câmara de climatização) e o condicionamento em névoa salina (em câmara de
salt spray) com a temperatura nos compósitos poliméricos de fibra de carbono com
matriz de resina epóxi. O autor observou possíveis mudanças na sua resistência
mecânica por meio de ensaios de cisalhamento interlaminar, resistência à
compressão, resistência à tração transversal e longitudinal, em temperaturas
ambiente (22C) e elevada (82C). A pesquisa concluiu que os compósitos
condicionados em câmara de climatização obtiveram um ganho de massa maior do
que os condicionados em névoa salina e que a matriz polimérica de epóxi foi mais
afetada em altas temperaturas.
O objetivo principal do estudo conduzido por Miyano et al. (2004) foi
desenvolver uma nova metodologia para efetuar um teste acelerado de degradação
física em perfis pultrudados de compósitos de matriz éster vinílica reforçada com
fibra de vidro. Foram utilizadas elevadas temperaturas e diferentes condições de
carga para acelerar o mecanismo de degradação. A metodologia proposta consistiu
de efeitos combinados do tempo e da temperatura sobre a resistência e a vida útil de
compósitos poliméricos. Isso pode ser confirmado após a caracterização dos
compósitos laminados através dos resultados de ensaios de resistência à fadiga e à
flexão, que diminuiram muito com o aumento do tempo e da temperatura, assim
como o número de ciclos de carga até a ruptura.
Kim et al. (2006) estudaram, em um curto período de tempo, a durabilidade
de um compósito de matriz éster vinílica reforçada com fibra de vidro exposto em
seis diferentes condições ambientais. A principal finalidade foi verificar a influência
que a degradação dos perfis de compósitos pultrudados pode ter na resistência à
tração dos mesmos. Os corpos de provas foram expostos a diferentes ambientes de
degradação, como imersão em água deionizada à 20°C e à 80°C, solução alcalina à
20°C e à 80°C, solução salina, ciclo de molhagem e secagem, exposição a
temperatura de 60°C e solução para simular a ação de degelo. A fim de avaliar a

20
degradação das amostras foi medido o ganho de massa no tempo e a microestrutura
dos compósitos foi investigada por microscopia eletrônica de varredura. Também,
foram realizados ensaios de resistência à tração nas amostras. Os resultados
mostraram que a redução na resistência à tração foi significativa devido à
degradação dos perfis de compósitos pultrudados sob as condições ambientais
consideradas. Dentre os ambientes de degradação utilizados na pesquisa, o
ambiente alcalino proporcionou a maior redução na resistência à tração após 150
dias de exposição.
Correia et al. (2006) apresentaram os resultados de uma pesquisa sobre
alterações físicas, químicas, mecânicas e estéticas sofridas em perfis pultrudados de
matriz polimérica isoftálica reforçada com fibra de vidro com ensaios de
envelhecimento acelerado. Os perfis foram submetidos a quatro diferentes
exposições ambientais: câmara de imersão em água, câmara de condensação,
aceleração dos efeitos do tempo através do equipamento de radiação ultravioleta
(UV) e degradação acelerada em arco de xenônio. Os parâmetros avaliados foram:
mudança de massa, absorção de água, resistência à tração e à flexão, cor e brilho.
As alterações químicas foram investigadas por espectroscopia de infravermelho.
Consideráveis mudanças cromáticas foram observadas, principalmente devido à
radiação UV. Embora tenha sido observada redução nas propriedades mecânicas,
em particular na imersão e na câmara de condensação, os testes revelaram que os
compósitos isoftálicos foram duráveis, independente das condições de exposição.
Chen et al. (2007) avaliaram a durabilidade de polímeros reforçados com
fibras de vidro e de aço, que foram expostos em 5 diferentes soluções: água, dois
tipos de solução alcalina, solução salina e combinação de solução alcalina com íons
de cloreto. Foram usadas temperaturas elevadas (40 a 60 °C) para acelerar o
envelhecimento. Além disso, na pesquisa ciclos de molhagem e secagem, e
congelamento e descongelamento foram combinados com algumas soluções para
simular os efeitos de ligação do material em condições de campo. As resistências à
tração e ao cisalhamento das fibras de vidro foram determinadas antes e após a
exposição, e foram consideradas como medidas padrão da durabilidade das
amostras. Além disso, foram realizados ensaios de arrancamento para verificar a
resistência de ligação entre as barras de fibra de vidro e concreto sob os efeitos da
exposição acelerada. Os resultados mostraram que, quando expostos aos
ambientes estudados, a perda de resistência foi significativa para ambas as barras,

21
especialmente para soluções a 60°C. Para o polímero reforçado com fibra de
carbono, a imersão contínua resultou em maior degradação. Os ciclos de
congelamento e descongelamento combinados com soluções tiveram pouco efeito
da degradação sobre as barras de fibra de vidro.
Rodrigues (2007) avaliou o comportamento mecânico (resistências à tração
e à flexão e rigidez) e o mecanismo de fratura de compósitos poliméricos, sendo um
reforçado com fibras de vidro-E e o outro híbrido (quando dois ou mais tipos de
reforços são usados em dois ou mais tipos de resina) reforçado com fibras vegetais
de curauá e fibra de vidro-E, ambos de matriz poliéster ortoftálica, submetidos aos
ensaios de tração uniaxial e flexão em três pontos sob condições de envelhecimento
ambiental. Este envelhecimento ambiental foi avaliado pela exposição à radiação UV
e umidade (vapor de água aquecido a 60°C, com variação de ±3°C) em uma
“câmara de envelhecimento”. Como conclusão, o autor observou que o compósito
híbrido, comparado ao compósito polimérico reforçado com fibra de vidro,
apresentou maior deterioração para todas as propriedades mecânicas estudadas.
Esse fato foi consequência da presença da fibra natural, que por ser orgânica teve a
degradação intensificada de acordo com a intensidade e tempo de exposição aos
raios UV e vapor d‟água.
D‟Almeida et al. (2008) realizaram um estudo para verificar os efeitos da
absorção de água sobre o desempenho mecânico de tubos de resina éster vinílica
reforçados com fibras de vidro. Períodos de imersão em água variaram entre 25 e
270 dias neste estudo. Segundo os autores, a plastificação da resina e o
descolamento da interface fibra-matriz foram os responsáveis pela significante
redução da rigidez evidenciada nos resultados. No entanto, os autores observaram
que a resistência à tração e a pressão associada à classe dos tubos não foram
afetadas.
Dantas et al. (2008) analisaram as propriedades mecânicas de tração uniaxial e
de flexão de um compósito poliéster. Neste caso, os compósitos foram
confeccionados em laboratório com resina poliéster e fibra de vidro (E-glass) e foram
imersos em petróleo por um período de 120 dias. Ao término desse período foram
ensaiados à tração e flexão. Os autores observaram que o desempenho do material
imerso em petróleo não foi alterado em relação ao compósito de controle (sem
exposição). Assim, os autores concluíram que as propriedades mecânicas avaliadas
de tração e flexão permaneceram constantes.
22
Vieira (2008) investigou o desempenho estrutural dos perfis pultrudados de
seção “H” por meio de ensaios de flexão simples e de compressão centrada a
diferentes temperaturas (entre 25 e 90°C). Especificamente, dois tipos de
compósitos com fibras de vidro longas e unidirecionais foram estudados: com matriz
de resina de poliéster isoftálica e com matriz de resina éster vinílica. Os resultados
indicaram que os perfis pultrudados para uso estrutural devem ser avaliados levando
em conta a temperatura de serviço na qual o material será mantido. Isso porque o
estudo revelou considerável a variação nas propriedades mecânicas sob a ação da
temperatura, sobretudo para compósitos mantidos em temperaturas acima de 60°C.
Alawsi et al. (2009) estudaram o impacto da exposição à alta umidade
relativa do ar (98%), que simulou as condições ao ar livre na região do Golfo
Pérsico, na durabilidade de compósitos de resina reforçada com fibras de vidro
dispostas de forma simétrica e assimétrica. Observou-se a absorção de umidade, os
mecanismos de degradação e as propriedades mecânicas das camadas de
orientação simétricas e assimétricas. Concluiu-se que as amostras de compósitos de
matriz polimérica absorvem instantaneamente umidade superficial quando expostas
ao ambiente úmido, seguida por difusão através da matriz. Além disso, os resultados
mostraram que em ambiente úmido a resistência à flexão das amostras diminuiu.
Arun et al. (2010) estudaram compósitos híbridos reforçados com fibras de
vidro e tecido de vidro em condições normais e em ambientes de água do mar. Os
fatores de intensidade de tensão crítica, a força de cisalhamento interlaminar e a
resistência ao impacto foram avaliadas, tanto nas direções interlaminares quanto
nas translaminares. Os resultados revelaram que os danos em compósitos híbridos
com diferentes proporções de fibras e tecido de vidro em ambiente de água do mar
são completamente diferentes entre si. Os parâmetros de caracterização mostraram
mudanças em suas magnitudes com a variação do tempo de imersão. Foi analisada
a natureza da fratura em função do volume de reforço, de carga e das condições
ambientais com o auxílio de microscopia eletrônica de varredura. Essa análise
mostrou que as fibras foram arrancadas, as matrizes fissuraram e a natureza do
crescimento da fissura também foi diferente no ambiente de água do mar em relação
à amostra de controle. Fraturas de fibras individuais também foram identificadas.
23
22..66.. LLiiggaaççõõeess eemm CCoommppóóssiittooss
Na engenharia de estruturas, os elementos de ligação são definidos como
componentes que possibilitam a união entre dois elementos estruturais, ou um
elemento de ligação com partes estruturais que se almeja conectar (CBCA, 2004).
As ligações coladas, parafusadas ou ligações combinadas são algumas formas
utilizadas para esse fim. Apesar da facilidade de obtenção de formas e tamanhos
variados, o emprego de perfis pultrudados requer ligações entre eles. Essa ligação é
importante para que ocorra transferência de cargas entre diferentes partes da
estrutura. Sendo assim, as estruturas devem ser bem concebidas e dimensionadas,
assim como suas ligações.
As propriedades favoráveis de compósitos podem ser ofuscadas se as
características das articulações associadas não são devidamente previstas. Para
garantir um bom funcionamento da estrutura é conveniente que os deslocamentos e
rotações se comportem como desejados. Para que isto ocorra, a rigidez das
ligações, ou seja, a capacidade de impedir a rotação relativa local das peças ligadas
tem como responsabilidade reger o comportamento no que diz respeito aos
deslocamentos da estrutura (BANK, 2006).
As ligações podem ser classificadas segundo alguns critérios. Um desses
critérios baseia-se no grau de impedimento das rotações relativas de suas partes.
Neste caso, as ligações são divididas em rígidas, flexíveis e semi-rígidas (CBCA,
2004), conforme descrição a seguir:
Ligações rígidas – ocorre quando o ângulo das ligações estruturais não
sofre uma rotação significante após aplicarmos uma carga sob a
estrutura.
Ligações flexíveis – neste caso, a restrição à rotação é praticamente nula.
Teoricamente, nenhum momento é transmitido entre as ligações.
Ligação semi-rígida – é um caso intermediário de ligações, onde o
momento transmitido será resultante da rotação relativa entre os
elementos de ligação.
As ligações também podem ser classificadas segundo os esforços atuantes
na estrutura. Os esforços podem ser de tração centrada, cisalhamento centrado,
cisalhamento excêntrico ou tração com cisalhamento (CBCA, 2004).

24
Outra forma das ligações serem classificadas é através do meio de conexão,
podendo ser coladas ou parafusadas. Segundo Bank (2006), a maioria das ligações
utilizadas em perfis compósitos é parafusada. Isto se aplica, particularmente, a
ligações de compósitos pultrudados nos quais normalmente se utiliza parafusos de
aço. As ligações coladas não são normalmente usadas como ligação principal; elas
são encontradas, geralmente, como auxiliar em ligações parafusadas. Estão listadas
abaixo algumas vantagens e desvantagens das ligações coladas e parafusadas dos
materiais compósitos, segundo Bank (2006):
Para a ligação parafusada a fabricação de perfis e parafusos é mais simples,
tornando-as mais fácil;
As ligações parafusadas são de fácil montagem no campo e não precisam de
preparação especial na superfície como em ligações coladas;
Ligações parafusadas depois de montadas são de fácil inspeção;
Ao contrário das ligações coladas, as parafusadas podem ser montadas
rapidamente e alcançam sua resistência total e rigidez imediatamente;
Diferentes do que ocorre nas ligações soladas, as parafusadas podem ser
desmontadas com facilidade;
As ligações parafusadas apresentam um custo mais baixo quando
comparadas com ligações coladas, até mesmo quando somadas a fabricação
do material e a mão de obra;
As ligações parafusadas aceitam pequenos ajustes devido ao tamanho do
furo do parafuso usando simples ferramentas de mão;
As ligações parafusadas apresentam uma concentração de tensão em volta
dos furos dos parafusos, reduzindo a seção dos materiais utilizados e assim
diminuindo a eficiência do mesmo. Já isso não ocorre nas ligações coladas;
Ao contrário das ligações coladas que são contínuas, as ligações parafusadas
se tornam descontínuas devido aos furos os elementos de ligações, criando
concentrações de tensões em alguns lugares;
O material pultrudado deve ser perfurado com uma ferramenta especial
adiamantada, preferencialmente. Essas peças não podem ser perfuradas com
peças de aço, devido às propriedades dos materiais pultrudados;
Os furos nos materiais pultrudados em ligações parafusadas abrem caminhos
para a entrada de umidade e outros agentes químicos que podem degradar o
material. Portanto, todos os furos em perfis compósitos pultrudados devem
25
ser selados com uma camada fina de resina epóxi. Isto é feito normalmente
na fabrica, logo após das peças serem perfuradas.
Com base nestas observações, optou-se no presente trabalho por ensaios
de tração em elementos que simulam ligações parafusadas, como está descrito no
item 3.2.3.4.
22..66..11.. EEssttuuddooss ddee LLiiggaaççõõeess eemm CCoommppóóssiittooss
A seguir estão apresentados alguns estudos de ligações em perfis
compósitos reforçados com fibra de vidro. Cooper e Turvey (1995) investigaram
experimentalmente juntas de ligações parafusadas em perfis de compósitos
pultrudados com 6,35 milímetros de espessura e reforçados com fibra de vidro. A
configuração da ligação (relação entre a distância do limite da peça ao diâmetro do
parafuso, E/D, e largura da corpo de prova pelo diâmetro, W/D) variou e foram
investigados os efeitos de torque dos parafusos de fixação. As cargas de ruptura, as
distâncias finais críticas e as larguras críticas foram determinadas para aumentar o
torque de aperto do parafuso. Ao iniciar o ensaio foi observado, através da curva
força versus deslocamento, um comportamento linear até o momento em que as
ligações romperam ou a rigidez reduziu significativamente. A carga para a qual a
rigidez da ligação reduziu significativamente foi chamada de carga de ruptura. Os
resultados mostraram que o carregamento de ruptura diminuiu em 45 e 80% para os
pinos ligeiramente apertados e totalmente apertados, respectivamente. Uma análise
estatística foi realizada nas cargas de ruptura, nas quais foram determinados, para
os níveis de confiança estabelecidos, as cargas de ruptura nas juntas de ligações
simples.
Teixeira (2007) propôs uma nova concepção de ponte desmontável. O autor
utilizou perfis pultrudados em material compósito com resina poliéster reforçados
fibra de vidro e de seções circulares. Foi construída uma ponte com 30 metros de
vão com um tabuleiro central apoiado em vigas treliçadas protendidas, formadas por
perfis tubulares pultrudados e nós de ligação em aço. Para realizar os ensaios
experimentais e avaliar o comportamento estrutural da viga treliçada até a ruptura foi
determinado um modelo reduzido na escala 1:2,3, montado no Laboratório de
Estruturas da COPPE/UFRJ. Posteriormente foi simulado por um modelo numérico
considerando todos os componentes estruturais e suas ligações. Os resultados

26
experimentais demonstraram a viabilidade da nova concepção e indicaram possíveis
melhorias no projeto.
Guimarães (2007) mostrou a potencialidade de perfis poliméricos reforçados
com fibra de vidro na construção de treliça para uma estrutura de cobertura. O
estudo baseou-se na confecção de três séries de treliças, variando o tipo de ligação
das peças estruturais. Na primeira série foram analisadas treliças usando adesivo
epóxi nas ligações estruturais. Na segunda série foi usado rebite nas ligações
estruturais, e na última série foram usados adesivo epóxi e rebite, em conjunto, nas
ligações estruturais. As vigas em questão (treliças de cordas paralelas) foram
construídas com treliças com 3 m de vão livre e 23 cm de altura. Foram realizados
ensaios de flexão e constatou-se que a treliça com ligações coladas pode ser usada
em coberturas de edificações residenciais, comercias e industriais, sem restrições.
Ligações somente com rebite não devem ser usadas em qualquer lugar,
principalmente em ambientes industriais, pois pode haver uma reação química,
enfraquecendo o rebite. A treliça com ligação mista, por sua vez, mostrou-se
apropriada para o suporte da cobertura, além de resistir também a algumas cargas
extras.
Turvey e Wang (2007) estudaram os efeitos de degradação causados pelas
condições quentes e úmidas em juntas de ligações parafusadas simples de perfis de
compósitos pultrudados. Para isso foram selecionadas três temperaturas (20, 60 e
80°C) e dois períodos de imersão em água (6,5 e 13 semanas) a fim de analisar os
efeitos combinados de umidade e temperatura sob o carregamento último e modo de
ruptura das ligações tracionadas. Foram escolhidas duas geometrias diferentes para
análises, correspondentes ao modo de esmagamento das peças e ao modo ruptura
por tração. As reduções na capacidade de carga das ligações devido às condições
quentes e de umidade foram muito relevantes. Por exemplo, verificou-se que as
juntas de ligação reduziram mais de 60% da capacidade de carregamento após um
período de imersão em água de 6,5 semanas à 60ºC.
Diante da fundamentação apresentada, este trabalho propõe o estudo do
comportamento físico e mecânico de perfis de compósito pultrudados em juntas de
ligações tracionadas quando expostos a diferentes condições ambientais, o que se
traduz em avanço ao estado da arte atual, uma vez que há pouco material disponível
na literatura sobre este tema.

27
Capítulo 3
33.. PPRROOGGRRAAMMAA EEXXPPEERRIIMMEENNTTAALL
Neste capítulo estão descritos os materiais e os métodos que foram
utilizados neste trabalho. A primeira parte descreve os materiais utilizados:
compósitos poliméricos, fibras de vidro, matrizes poliméricas e reagentes usados na
solução de degradação. Na segunda parte são detalhados os métodos aplicados
para o desenvolvimento do trabalho: ensaios de caracterização dos compósitos
antes e após os períodos de degradação e os ensaios à tração.
33..11.. MMaatteerriiaaiiss
33..11..11.. CCoommppóóssiittooss PPoolliimméérriiccooss
Para a realização do trabalho foram adquiridos 40 perfis retangulares com
600 mm de comprimento e 30 mm de largura e espessura de 5 mm e 8 perfis tipo
cantoneira com abas de 50 mm, espessura de 6 mm e 500 mm de comprimento de
compósitos pultrudados reforçados com fibras longas de vidro (E-glass). Foram
adquiridos perfis compósitos de matrizes poliéster éster vinílico e fenólica. Esses
compósitos foram utilizados nos ensaios de degradação e à tração nas juntas de
ligação. Para caracterizar e definir o diâmetro dos corpos de prova para os ensaios à
tração nas ligações foram usados perfis de compósito isoftálico. A Figura 3.1 (a)
mostra os perfis pultrudados com os três tipos de matrizes e a Figura 3.1 (b) mostra
os perfis tipo cantoneira usados na caracterização. A compra dos perfis foi realizada
junto à empresa Enmac – Engenharia de Materiais Compósitos1, localizada na
cidade de São Paulo/SP.
1 A referência à empresa não representa endossamento dos seus produtos.

28
(a)
(b)
Figura 3.1. Perfis pultrudados reforçados com fibra de vidro: (a) retangulares e; (b) tipo cantoneira.
As amostras utilizadas na caracterização de cada tipo de resina (éster
vinílica e fenólica) foram cedidas pela Enmac. As amostras para análise foram
moldadas em laboratório, ou seja, as resinas e os catalisadores foram dosados,
misturados e curados de acordo com a orientação dos fornecedores. A fibra e manta
de vidro (Figura 3.2) que são utilizadas como reforços nos compósitos na presente
pesquisa foram também fornecidas pela Enmac.

29
(a)
(b)
Figura 3.2. Fotos das (a) fibras de vidro e da (b) manta de vidro.
33..11..22.. RReeaaggeenntteess QQuuíímmiiccooss
Para reprodução do ambiente alcalino foram usados água destilada e os
seguintes reagentes químicos P.A.: hidróxido de potássio (KOH), hidróxido de sódio
(NaOH) e hidróxido de cálcio [Ca(OH)2]. Para o ensaio de névoa salina utilizou-se
água filtrada e cloreto de sódio (NaCl). As Tabela 3.1, 3.2, 3.3 e 3.4 apresentam as
especificações do cloreto de sódio, do hidróxido de sódio, do hidróxido de potássio e
do hidróxido de cálcio, respectivamente, segundo seus fabricantes.
Tabela 3.1. Especificações do cloreto de sódio
Cloreto de sódio (P.A.-A.C.S.) - NaCl – fornecedor : Synth
Especificações
Teor mínimo NaCl 95,0%
Máximo de impurezas
Bário (Ba)
Brometo (Br)
Clorato e nitrato (como NO3)
Compostos nitrogenados (N)
Ferro (Fe)
Fosfato (PO4)
Materiais insolúveis
Iodeto (I)
Metais pesados (como Pb)
Potássio (K)
Precipitados de Ca, Mg e R2O3
Sulfatos (SO4)
0,001%
0,01%
0,003%
0,001%
2 ppm
5 ppm
0,005%
0,002%
5 ppm
0,005%
0,005%
0,004%

30
Tabela 3.2. Especificações do hidróxido de sódio.
Hidróxido de sódio (P.A.) - NaOH – fornecedor : Synth
Especificações
Teor mínimo de NaOH 97,0%
Máximo de impurezas
Carbonato de sódio (Na2CO3)
Cloreto (Cl-)
Compostos nitrogenados (como N)
Ferro (Fe)
Fosfato (PO4)
Mercúrio (Hg)
Metais pesados (como Ag)
Níquel (Ni)
Potássio (K+)
Precipitados por NH4OH
Sulfatos (SO4)
1,0%
0,01%
0,001%
0,001%
0,001%
0,002%
0,002%
0,001%
0,3%
0,02%
0,01%
Tabela 3.3. Especificações do hidróxido de potássio.
Hidróxido de potássio (P.A.) – KOH – fornecedor : Synth
Especificações
Teor mínimo KOH 85,0%
Máximo de impurezas
Carbonato de Potássio (K2CO3)
Cloreto (Cl-)
Compostos nitrogenados (como N)
Ferro (Fe)
Fosfato (PO4)
Metais pesados (como Ag)
Precipitados por NH4OH
Sódio (Na)
Sulfatos (SO4)
2,0%
0,02%
0,005%
0,001%
0,001%
0,001%
0,02%
0,3%
0,005%

31
Tabela 3.4. Especificações do hidróxido de cálcio.
Hidróxido de cálcio (P.A.) - Ca(OH)2 – fornecedor : Synth
Especificações
Teor mínimo de Ca(OH)2 95,0%
Máximo de impurezas
Máximo de impurezas
Carbonato de cálcio (CaCO3)
Insoluvél em HCl
Cloreto (Cl)
Compostos sulfurados (como SO4)
Metais pesados (como Pb)
Ferro (Fe)
Magnésio e sais básicos (como SO4)
3,0%
0,1%
0,03%
0,1%
0,003%
0,05%
1,0%
33..22.. MMeettooddoollooggiiaa ddee EEnnssaaiiooss
33..22..11.. CCaarraacctteerriizzaaççããoo ddaass MMaattrriizzeess
Para a caracterização das matrizes foram realizados ensaios de massa
específica, análise termogravimétrica (TG) e de calorimetria exploratória diferencial
(DSC). Para a determinação dos valores de massa específica das matrizes foram
realizados ensaios em picnômetro a gás (hélio) modelo Accupyc 1340 Micromeritics
(Figura 3.3). O método de picnometria a hélio determina o volume de uma massa
conhecida de amostra (com massa pré-determinada) através da variação de pressão
do gás em um volume calibrado. As análises foram realizadas no Laboratório de
Estruturas (LABEST) do Programa de Engenharia Civil da COPPE/UFRJ.
As análises de TG e de DSC foram realizadas em equipamento Q600, da TA
Instruments do LABEST/COPPE (Figura 3.3 (b)). Foram utilizadas as seguintes
condições experimentais: taxa de aquecimento de 10°C/min da temperatura
ambiente até 600°C, vazão de 100 ml/min de nitrogênio e massa da amostra entre 3
e 5 mg.
32
(a)
(b)
Figura 3.3. Equipamentos: (a) picnômetro a gás (Hélio) e (b) equipamento de Tg/DSC do Laboratório de Estruturas da COPPE/UFRJ.
33..22..22.. CCaarraacctteerriizzaaççããoo ddaa FFiibbrraa ddee VViiddrroo
A resistência à tração axial da fibra de vidro foi determinada utilizando uma
máquina universal de ensaios Shimadzu AZX (Figura 3.4 (a)) equipada com uma
célula de carga de 1 kN. A Figura 3.4 (b) mostra a fibra de vidro posicionada,
individualmente, em um molde de papel com formato retangular (50 mm de
comprimento e 30 mm de largura). Para fixar a fibra foram utilizadas cola e fita
adesiva em dois pontos a uma distância igual a 50 mm. A Figura 3.4 (c) mostra os
locais de corte nos moldes que foram feitos antes da realização do ensaio à tração
para não interferir no valor de resistência à tração das fibras. Foram ensaiadas 27
amostras com velocidade de ensaio de 0,1 mm/min.
Para o cálculo da resistência à tração foi necessário medir o diâmetro de
cada amostra. Esse procedimento foi realizado com análises de microscopia
eletrônica de varredura (MEV). A Figura 3.5 mostra o microscópio eletrônico
Superscan SSX 560 Shimadzu, do Laboratório de Materiais Avançados da UENF
(LAMAV/UENF). As amostras foram aderidas com fita dupla face no porta-amostra e
recobertas com uma camada de ouro para garantir uma condução elétrica durante
as análises.

33
(a)
(b)
(c)
Figura 3.4: (a) Máquina universal de ensaios Shimadzu; (b) molde de papel para realização do ensaio; e (c) detalhe dos cortes feito no molde de papel.
O método para a determinação da massa específica (em picnômetro a gás)
da fibra foi o mesmo utilizado na caracterização das matrizes, descrito anteriormente
no item 1.2.1.
Figura 3.5. Microscópio eletrônico de varredura (MEV) do LAMAV/UENF.
33..22..33.. CCaarraacctteerriizzaaççããoo ddooss CCoommppóóssiittooss
A seguir estão descritos os ensaios realizados para a caracterização dos
compósitos, os quais foram realizados antes da exposição aos diferentes ambientes
de degradação.

34
3.2.3.1. Massa Específica
A metodologia aplicada para determinar a massa específica dos compósitos
foi a mesma descrita para as matrizes no item 2.2.1.
3.2.3.2. Fração Mássica de Fibras
A determinação da fração mássica de fibra dos corpos de prova foi obtida
através de ensaios de perda de massa realizados em um forno tipo mufla do
LABEST/COPPE. O ensaio foi realizado de acordo com a norma ASTM D 297/93
(2006). Os ensaios foram feitos após a retirada das amostras, aleatoriamente, dos
perfis utilizados. As Figura 3.6 (a) e (b) mostram a determinação da massa das
amostras e dos cadinhos de porcelana utilizados como porta-amostras. Em seguida,
as amostras foram colocadas no forno (Figura 3.6 (c)), o qual foi aplicado uma taxa
de aquecimento de 10ºC/min até alcançar a temperatura máxima de 600ºC. O
material foi mantido à 600ºC por três horas.
(a)
(b)
(c)
Figura 3.6. (a) Determinação da massa do cadinho Pesagem do cadinho, (b), da amostra e (c) a amostra pronta para a queima.
3.2.3.3. Ensaio de Tração Direta
Para obtenção da resistência à tração e do módulo de elasticidade dos
materiais, antes e após os períodos de degradação, foram realizados ensaios de
tração uniaxial. Os corpos de prova foram extraídos dos perfis pultrudados em uma
Central de Usinagem ROMI – Discovery 560 do LECIV/UENF (Figura 3.7). As
dimensões dos corpos de prova foram adotadas com base nos estudos
desenvolvidos por VIEIRA (2008) e estão indicadas na Figura 3.8.
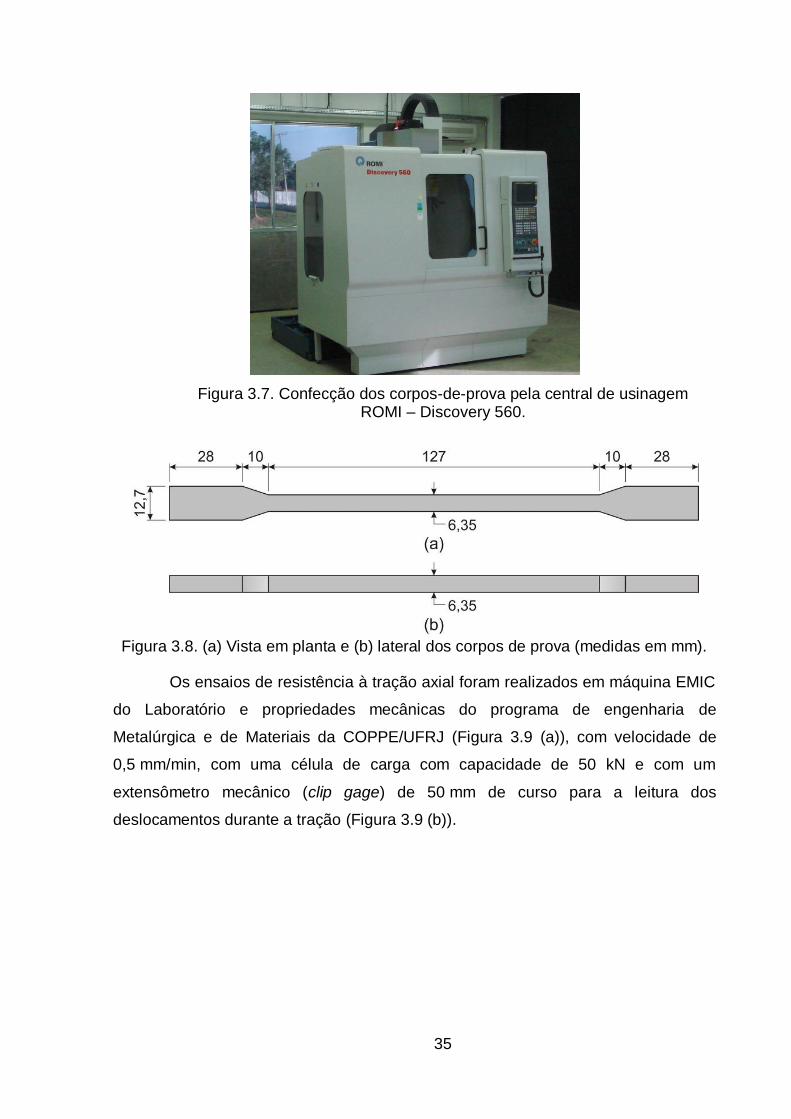
35
Figura 3.7. Confecção dos corpos-de-prova pela central de usinagem ROMI – Discovery 560.
Figura 3.8. (a) Vista em planta e (b) lateral dos corpos de prova (medidas em mm).
Os ensaios de resistência à tração axial foram realizados em máquina EMIC
do Laboratório e propriedades mecânicas do programa de engenharia de
Metalúrgica e de Materiais da COPPE/UFRJ (Figura 3.9 (a)), com velocidade de
0,5 mm/min, com uma célula de carga com capacidade de 50 kN e com um
extensômetro mecânico (clip gage) de 50 mm de curso para a leitura dos
deslocamentos durante a tração (Figura 3.9 (b)).

36
(a)
(b)
Figura 3.9. (a) Máquina universal de ensaios EMIC do PEMM/COPPE e (b) detalhe do extensômetro utilizado.
O cálculo do módulo de elasticidade secante foi realizado de acordo com a
Equação (3.1):
(3.1)
Sendo:
E: módulo de elasticidade secante;
σ1: tensão correspondente à 10% da tensão máxima;
σ2: tensão correspondente à 40% da tensão máxima;
ε1: deformação correspondente à tensão σ1;
ε2: deformação correspondente à tensão σ2.
3.2.3.4. Tração de Elemento de Ligação
Para a definição da geometria dos corpos de prova foi realizado um estudo
com compósitos de resina isoftálica reforçados com fibra de vidro (E-glass),
semelhantes aos compósitos utilizados nesta pesquisa (éster vinílicos e fenólicos).
Os ensaios de ligações foram feitos em corpos de prova prismáticos com as
seguintes dimensões: 200 mm de comprimento, 30 mm de largura e 5 mm de
espessura. Essas dimensões foram adotadas segundo relações estabelecidas por
Cooper e Turvey (1995), que observaram que o modo de ruptura para ensaio de

37
tração das juntas de ligação de compósitos poliméricos com fibras de vidro depende
diretamente da geometria do corpo de prova. Ou seja, diferentes relações
espessura-diâmetro (E/D) e comprimento-diâmetro (L/D) possibilitam rupturas por
esmagamento, tração, cisalhamento e clivagem, como pode ser observado nas
Figuras 3.9 (a) a (d).
Figura 3.10. Modos de ruptura de ligações sob esforços de tensão, (a) tração; (b) esmagamento; (c) cisalhamento; e (d) clivagem de acordo com Cooper e Turvey
(1995).
Diante das conclusões obtidas por Copper e Turvey (1995) foram adotados
os parâmetros de dimensionamento de D, L e E (Figura 3.10) estabelecidos de
acordo com as relações E/D = 7 e L/D = 3, para o qual foram definidos os diâmetros
dos furos em 10 mm. As razões E/D e L/D foram adotadas para que a ruptura dos
corpos de prova ocorresse exclusivamente por tração. No entanto, quando foram
realizados os ensaios preliminares à tração nas juntas de ligação observou-se que
os corpos de prova romperam por esmagamento (compressão).
Figura 3.11. Geometria da peça de ligação para realização do ensaio à tração.
Devido ao diferente modo de ruptura dos corpos de prova optou-se por
avaliar os modos de ruptura dos compósitos para diferentes diâmetros. Desta forma
foram alteradas também as relações adotadas de acordo com Cooper e Turvey
(1995) com as dimensões L e E mantidas constantes. Foram testados corpos de
prova com diâmetro de 15 e 19 mm. Os corpos de prova com diâmetro de 19 mm
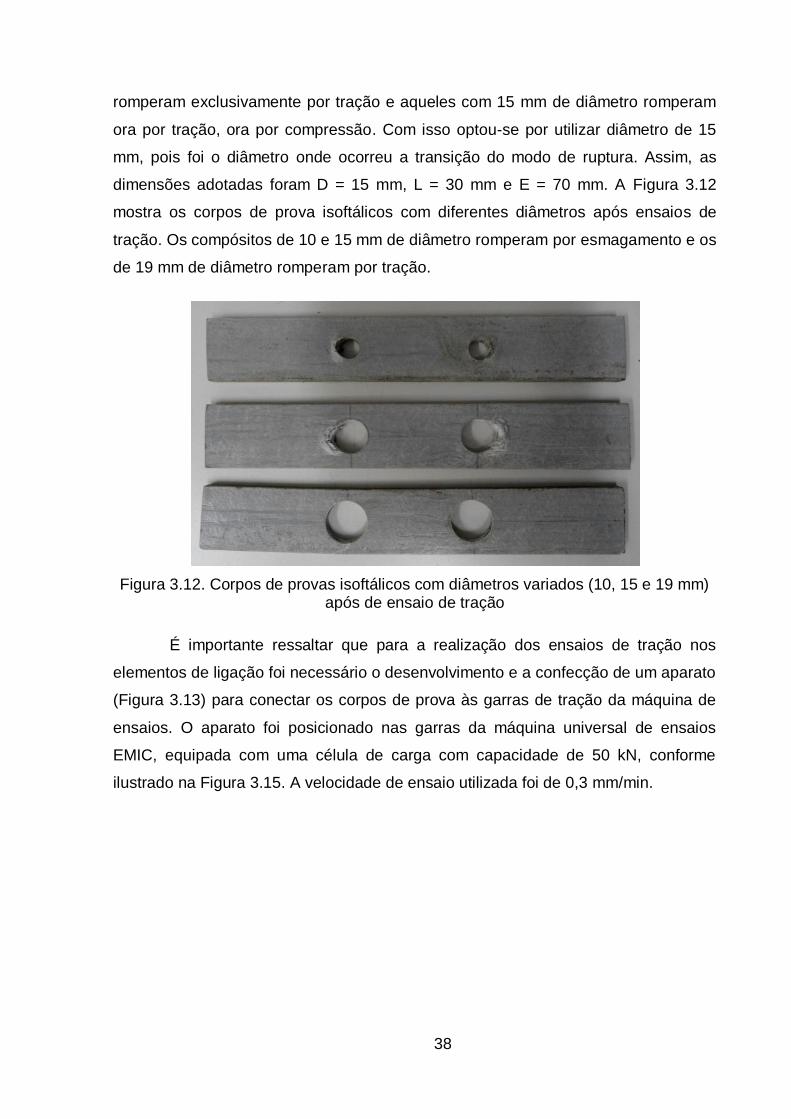
38
romperam exclusivamente por tração e aqueles com 15 mm de diâmetro romperam
ora por tração, ora por compressão. Com isso optou-se por utilizar diâmetro de 15
mm, pois foi o diâmetro onde ocorreu a transição do modo de ruptura. Assim, as
dimensões adotadas foram D = 15 mm, L = 30 mm e E = 70 mm. A Figura 3.12
mostra os corpos de prova isoftálicos com diferentes diâmetros após ensaios de
tração. Os compósitos de 10 e 15 mm de diâmetro romperam por esmagamento e os
de 19 mm de diâmetro romperam por tração.
Figura 3.12. Corpos de provas isoftálicos com diâmetros variados (10, 15 e 19 mm) após de ensaio de tração
É importante ressaltar que para a realização dos ensaios de tração nos
elementos de ligação foi necessário o desenvolvimento e a confecção de um aparato
(Figura 3.13) para conectar os corpos de prova às garras de tração da máquina de
ensaios. O aparato foi posicionado nas garras da máquina universal de ensaios
EMIC, equipada com uma célula de carga com capacidade de 50 kN, conforme
ilustrado na Figura 3.15. A velocidade de ensaio utilizada foi de 0,3 mm/min.

39
Figura 3.13. Vistas (a) em planta e (b) lateral do aparato de aço utilizado nos ensaios de tração dos elementos de ligação e (c) vista lateral do pino metálico de
ligação do aparato com o corpo de prova. Medidas em mm.
„
Figura 3.14. Foto do aparato de aço utilizados nos ensaios de tração dos elementos de ligação.

40
(a)
(b)
Figura 3.15. (a) Máquina universal de ensaios; e (b) detalhe do aparato de aço utilizado para realizar o ensaio.
Após a definição do diâmetro dos furos nos corpos de prova foi necessária a
verificação da capacidade da carga do pino metálico utilizado para a ligação entre o
corpo de prova e o aparato. As ligações foram dimensionadas de acordo com a
norma NBR 8800 (2008). Foram considerados, para razão de cálculo, parafusos
SAE 1045, devido a sua resistência. Suas propriedades estão descritas na Tabela
3.5 de acordo com a norma da SAE (VILABOL, 2010). A Figura 3.16 mostra o
diagrama de forças atuantes no pino metálico durante o ensaio de tração.
Figura 3.16. Diagrama de força atuante no pino durante o ensaio de tração.

41
Tabela 3.5. Nomenclatura e classificação dos aços estruturais disponível no mercado (VILABOL, 2010).
Tipo de aço
Teor de
Carbono
(%)
Limite de
Elasticidade
ƒel (GPa)
Limite de
escoamento
ƒy (MPa)
Limite de
resistência à
tração
ƒu (MPa)
Alonga-
mento
(%)
ASTM-A-36 0,25 a 0,30 200 250 400 a 500 20
comercial - ±190 ± 240 370 a 520 20
ASTM-A570 0,25 185 230 360 23
SAE 1008 0,08 135 170 305 30
SAE 1010 0,10 145 180 325 28
SAE 1020 0,20 170 210 380 25
SAE 1045 0,45 250 310 560 17
ASTM-A242 <0,22 250 290 a 350 435 a 480 18
ASTM-A441 - 220 a 275 275 a 345 415 a 485 ± 18
ASTM-A572 - 220 a 275 290 a 345 415 a 450 ± 18
ASTM-A588 - 230 a 280 290 a 350 415 a 450 ± 18
COR-TEN A/B - 275 345 480 ± 19
COR-TEN C - 330 415 550 ± 19
ABNT MR250 - 200 250 400
ABNT MR290 - 230 290 415
ABNT MR345 - 275 345 450
O diâmetro do pino metálico submetido ao esforço de cisalhamento foi
calculado seguindo o roteiro da NBR:8800 (2008).
(3.2)
(3.3)
Sendo,
F : máxima força de tração adotada (20 kN);
resistência à ruptura do material do pino metálico (560 MPa);
valor do coeficiente de ponderação da resistência (1,35);
Ab : área efetiva do pino.
O diâmetro mínimo do pino foi calculado pela Equação (3.4). Área efetiva do
parafuso, para cisalhamento, é dada pela NBR 8800 (2008)

42
(3.4)
Como o diâmetro do pino adotado no aparato (D = 15 mm) foi maior que o
diâmetro calculado (Dcal = 7,84 mm), não houve risco de ruptura durante os ensaios,
como foi observado.
Após a definição das dimensões dos corpos de prova, iniciou-se a confecção
dos mesmos. Primeiro, os corpos de prova foram cortados com 200 mm de
comprimento e 30 mm de largura. Em seguida, foram feitos furos a 70 mm das
extremidades do corpo de prova. Para a realização do furo foi utilizada uma broca
diamantada de 15 mm. A Figura 3.17 mostra a furadeira elétrica e a execução de um
furo em uma das peças. As peças foram revestidas por resina epóxi nas bordas e
em volta dos furos de forma que todo o material ficasse totalmente revestido. Este
procedimento foi feito para que não ocorresse uma degradação pontual no material
e sim uma degradação uniforme, simulando uma situação real. Toda a etapa de
preparação dos corpos de prova foi realizada no Laboratório de Engenharia Civil
(LECIV/UENF).
(a)
(b)
(c)
Figura 3.17. (a) Equipamento utilizado para fazer os furos nos corpos de prova; (b) detalhe de como foi realizado o furo e (c) corpo de prova pronto para ensaio.

43
3.2.3.5. Determinação da Cor
Para a avaliação quantitativa da variação de cor nos compósitos submetidos
às diferentes condições de exposição foi utilizado o sistema CIE L*a*b*, 1976
(Comission International de L’Eclairage ou Comissão Internacional de Iluminação). O
sistema CIE-L*a*b* é um método que define a intensidade da cor através de três
parâmetros: luminosidade ou claridade, tonalidade ou matiz e saturação ou
cromaticidade (CAMARGOS e GONÇALEZ, 2001). Neste caso, a luminosidade ou
claridade é definida pela escala cinza entre o branco e o preto e pode ser
representada, graficamente, por uma reta perpendicular a um círculo, passando pelo
seu centro, como mostra a Figura 3.18 (a). A luminosidade é expressa pela variável
“L” e assume o valor zero para o preto absoluto e 100 para o branco total. A
tonalidade é expressa pelas cores primárias: a* (representa o eixo vermelho +a e
verde -a) e b* (varia entre o eixo amarelo +b e azul -b), conforme indica a Figura
3.18 (b) em forma de um círculo cortado por duas retas perpendiculares (horizontal e
vertical) passando pelo centro. A tonalidade pode também ser dada pelo ângulo do
círculo, expresso pela variável “H”, conhecida como ângulo da tinta e derivada dos
valores de a* e b*. A saturação ou cromaticidade, que é expressa pela variável “C”, é
o desvio a partir do ponto correspondente ao cinza no eixo L. Quanto mais distante
do eixo, mais saturada será a cor. A saturação parte do ponto cinza do eixo de
luminosidade até a cor pura espectral localizada na extremidade do círculo. O valor
da saturação da cor (C) e o ângulo de tinta (H) podem variar de 0 a 60, sem
unidades de medida, e foram calculados pelas Equações (3.5) e (3.6) (CAMARGOS
e GONÇALEZ, 2001):
(3.5)
(3.6)

44
(a)
(b)
Figura 3.18. Sistema CIE La*b*: (a) sólido de cores; e (b) corte central (CAMARGOS e GONÇALEZ, 2001).
O sistema CIE-L*a*b* inclui um espectrofotômetro de reflexão que mede a
reflectância da amostra através de um branco padrão no mesmo comprimento de
onda, o que leva à porcentagem de luz refletida pelo objeto em função da amostra
padrão (COSTA, 2009).
Para determinar as alterações da cor dos compósitos, foram feitas
comparações entre a variação total de cor, indicada pela Equação (3.7), dos
compósitos de referência com os compósitos expostos aos diferentes ambientes de
degradação. Vale ressaltar que a variação total da cor (Figura 3.19), leva em conta
as diferenças das coordenadas cromáticas e de luminosidade (CAMARGOS e
GONÇALEZ, 2001):
(3.7)
Sendo:
∆E* - variação total da cor
ΔL* - variação da luminosidade (corpo de prova degradado menos de referência)
Δa* e Δb* - variação das coordenadas cromáticas (corpo de prova degradado menos
de referência).

45
Figura 3.19. Diferença de cores no Sistema CIE La*b* de 1976 (CAMARGOS e GONÇALEZ, 2001).
Para a obtenção das medidas de cor foi utilizado um espectrofotocolorímetro
Coloreye XTH (Figura 3.20) do Laboratório de Tecnologia do Departamento de
Engenharia Florestal da Universidade de Brasília, com iluminante D65 e ângulo 10°,
conectado a um computador para a aquisição de dados, no qual foi usado o
programa Color IQC da X-rite. Para a análise de cor foram utilizados cinco corpos de
prova de cada tipo de compósito em diferentes condições ambientais. Foram
realizadas três leituras de cor na face tangencial dos corpos de prova. O
equipamento foi calibrado de acordo com padrões de cores fornecido pelo fabricante
antes das medições.

46
Figura 3.20. Espectrofotocolorímetro Coloreye XTH do Laboratório de Tecnologia do Departamento de Engenharia Florestal da Universidade de Brasília.
3.2.3.6. Análise Microestrutural
A microscopia eletrônica é indiscutivelmente um valioso instrumento para
analisar as condições físicas dos corpos de prova antes e após degradação. As
imagens de microscopia eletrônica de varredura confirmam os resultados de ganho
de massa e perda de resistência. Através dessa ferramenta foi possível comparar as
superfícies, as fibras e o modo de ruptura das amostras íntegras e degradadas.
A análise microestrutural dos compósitos nos pontos de ruptura foi feita a fim
de avaliar o comportamento das fibras e da matriz após os ensaios à tração nas
juntas de ligação. Essas análises foram feitas no microscópio eletrônico do
LAMAV/UENF antes e após degradação. As amostras foram preparadas da mesma
forma descrita anteriormente no item 1.2.2.
3.2.3.7. Variação de Massa
Para o cálculo da variação da massa dos compósitos, a priori, os corpos de
prova foram pesados e identificados. Em seguida, os corpos de prova foram
expostos aos diferentes ambientes de degradação. Ao final do período de
degradação, os corpos de prova ficaram em estufa a 40°C por 24 horas e foram
novamente pesados (secos). A variação de massa foi calculada de acordo com a
Equação (3.8).
Mv = 100.(Mt – Mi)/Mi [%] (3.8)

47
Sendo:
Mv a variação percentual de massa;
Mt a massa seca do corpo de prova no tempo t;
Mi a massa inicial do corpo de prova.
33..22..44.. AAmmbbiieenntteess ddee EExxppoossiiççããoo
Após a confecção dos corpos de prova, os compósitos de referência
(ambiente laboratorial 21 ± 2°C) foram prontamente caracterizados e os demais
foram submetidos aos seguintes ambientes de degradação:
Radiação ultravioleta (UV)/condensação;
Névoa salina com temperatura constante a 40°C;
Ambiente alcalino com temperatura a 40°C.
Para facilitar a compreensão das diferentes características apresentadas
neste capítulo foi criada uma nomenclatura de identificação dos materiais e
ambientes de exposição, conforme descrição a seguir:
Ester – compósito éster vinílico;
Fenol – compósito fenólico;
REF – compósito de referência;
UV – exposição ao ambiente de UV/condensação;
NS – exposição ao ambiente de névoa salina;
AA – exposição ao ambiente alcalino;
TC – exposição ao ambiente de temperatura constante.
A Tabela 3.6 apresenta as nomenclaturas utilizadas para as amostras dos
dois tipos de compósitos e das amostras dos dois tipos de compósitos expostos aos
diferentes ambientes de degradação.

48
Tabela 3.6. Nomenclatura dos compósitos utilizados neste trabalho.
Ambiente de
Exposição
Tipo de
Compósito
Período de
Exposição Nomenclatura
Referência Éster vinílico
Fenólico
-
-
Ester - REF
Fenol - REF
UV/Condensação
Éster vinílico
Fenólico
160 ciclos
320 ciclos
480 ciclos
160 ciclos
320 ciclos
480 ciclos
Ester - UV160
Ester - UV320
Ester - UV480
Fenol - UV160
Fenol - UV320
Fenol - UV480
Névoa Salina
Éster vinílico
Fenólico
8 ciclos
16 ciclos
24 ciclos
8 ciclos
16 ciclos
24 ciclos
Ester - NS8
Ester - NS16
Ester - NS24
Fenol - NS8
Fenol - NS16
Fenol - NS24
Alcalino
Éster vinílico
Fenólico
60 dias
90 dias
120 dias
60 dias
90 dias
120 dias
Ester - AA60
Ester - AA90
Ester - AA120
Fenol - AA60
Fenol - AA90
Fenol - AA120
Temperatura
Constante (40°)
Éster vinílico
Fenólico
120 dias
120 dias
Ester - TC120
Fenol - TC120
Após o período de exposição nas diferentes condições citadas foram
realizados ensaios de massa específica, variação de massa e dimensional, cor,
resistência à tração em juntas de ligação e análise microestrutural.
3.2.4.1. Exposição à Radiação Ultravioleta/Condensação
A exposição à radiação ultravioleta dos corpos de prova foi realizada em
equipamento de envelhecimento acelerado para materiais não metálicos com
radiação ultravioleta “B”/Condensação da empresa COMEXIM, mostrado na Figura
3.21. Os efeitos destrutivos da radiação solar são simulados por oito fontes de
radiação UV-B que operam a uma faixa entre 280/320 nm, com picos em 313 nm,
que reproduzem os efeitos fotoquímicos responsáveis pela degradação dos
materiais orgânicos quando sujeitos às intempéries. O sistema de aquecimento,
49
automaticamente controlado, permite a aceleração do envelhecimento para os casos
previstos no teste e a reprodução dos efeitos da natureza em menor tempo.
O sistema foi programado para realizar ciclos na seguinte sequência: cinco
horas de exposição à radiação ultravioleta; uma hora de condensação; e 10 minutos
de ventilação. Os corpos de prova foram ensaiados ao final de três períodos
diferentes: 160, 320 e 480 ciclos de cada lado dos corpos de prova e foram mantidos
a uma temperatura constante de 40 ± 2°C. Para cada período de avaliação foram
ensaiados cinco corpos de prova de cada tipo de compósito confeccionado a partir
de perfis selecionados aleatoriamente.
Figura 3.21. Sistema acelerado de envelhecimento para não metálicos com radiação ultravioleta “B”/condensação do LECIV/UENF.
Os corpos de prova foram fixados às placas do sistema acelerado de
envelhecimento com fios metálicos. A Figura 3.22 mostra o posicionamento e os
detalhes das placas com os corpos de prova no equipamento, respectivamente.

50
(a)
(b)
Figura 3.22. (a) Posicionamento e (b) detalhe dos corpos de prova no sistema acelerado de envelhecimento.
3.2.4.2. Exposição em Névoa Salina
Perfis de compósitos poliméricos são normalmente expostos de forma
contínua à água do mar e à maresia por longos períodos de tempo, principalmente
quando utilizados em estruturas de plataformas de óleo e gás. Para simular este
ambiente de degradação, corpos de prova foram mantidos em câmara de névoa
salina de cloreto de sódio, com uma temperatura constante de 40°C. A Figura 3.23
mostra o equipamento para teste de corrosão acelerada salt spray, Modelo SS 600e,
da empresa EQUILAM, do LAMAV/UENF, onde corpos de prova foram mantidos por
diferentes períodos de tempo.

51
Figura 3.23. Câmara para teste de corrosão salt spray do LAMAV/UENF.
Durante a exposição, os corpos de prova foram posicionados na câmara de
maneira que ficassem com uma inclinação entre 15° e 30°. Eles foram expostos a
uma solução salina, que foi preparada pela dissolução de 500 gramas de cloreto de
sódio (NaCl) em 9,6 litros de água destilada (pH na faixa de 6,5 e 7,2). Os corpos de
prova foram expostos à temperatura de 35°C, sendo que, para obter a saturação da
solução salina a temperatura é de 46 ºC e uma pressão do saturador entre 0,8 e 1
kgf/cm², conforme a NBR 8094 (1983). A Figura 3.24 mostra como os corpos de
prova foram dispostos na câmara para teste de corrosão salt spray.
Figura 3.24. Detalhe da disposição dos corpos de prova na câmara salina.

52
Os ciclos de ensaios consistiram de 120 horas na câmara de névoa salina a
40°C, seguidas de 48 horas em estufa à 40°C. Quando retirados da câmara de
névoa salina para serem colocados em estufas, os corpos de provas foram sempre
lavados em água corrente. Ao final de cada período de exposição selecionado, ou
seja, após 8, 16 e 24 ciclos de exposição na câmara de névoa salina, cinco corpos
de prova de cada compósito foram ensaiados.
3.2.4.3. Exposição em Ambiente Alcalino
De acordo com Kim et al. (2006), os perfis de compósitos poliméricos se
degradam devido a umidade e à presença de álcalis. Para simular as condições de
ambiente alcalino, os compósitos ficaram imersos em recipientes com uma solução
básica contendo concentrações mássicas de 1,4% de hidróxido de potássio (KOH),
1,0% de hidróxido de sódio (NaOH), e 0,16% de hidróxido de cálcio [Ca(OH)2], e
permaneceram em estufa a 40°C durante todo o processo de degradação. Este
método de envelhecimento acelerado é similar ao adotado por Kim et al. (2006).
As amostras de compósitos foram ensaiadas em três idades diferentes após
60, 90 e 120 dias de imersão contínua. Foram ensaiados cinco corpos de prova de
cada tipo de compósito por idade. O volume de solução alcalina foi igual ao triplo do
volume total dos corpos de prova. Além disso, foi realizado um monitoramento do pH
da solução com leituras periódicas, de 30 em 30 dias, durante o período de imersão,
para manter o pH em torno de 14. O pH foi monitorado com um pHmetro HI 16108
da Hanna Instruments. A Figura 3.25 mostra como os corpos de prova foram
dispostos no recipiente e a leitura do pH feita com o pHmetro.

53
(a)
(b)
Figura 3.25. (a) Os corpos de prova dispostos no recipiente contendo solução alcalina; e (b) Controle do pH.
Durante toda a exposição também foi realizado um monitoramento da
temperatura da estufa com dois sensores de temperatura tipo pt 100, e foi
constatado que a temperatura manteve-se constante em 40 ± 2°C. A Figura 3.23
mostra o monitoramento realizado na estufa com multímetro digital MD-6540 da Icel.
Figura 3.26. Monitoramento da temperatura da estufa com multímetro.
Na exposição alcalina dois efeitos de degradação ocorreram
concomitantemente: degradação alcalina propriamente dita e degradação térmica à
40°C. Na tentativa de separar os efeitos de degradação da solução alcalina e aos
ocasionados pela temperatura de 40°C foram colocados quatro corpos de prova de

54
cada tipo de compósito (éster vinílico e fenólico) na estufa por 120 dias (máximo de
exposição em ambiente alcalino). Após os testes de todos os corpos de prova à
tração da junta de ligação, os valores da força máxima à tração dos corpos de prova
em solução alcalina a 40°C e os que só permaneceram em estufa à 40°C por 120
dias foram comparados entre si.

55
CCaappííttuulloo 44
44.. AAPPRREESSEENNTTAAÇÇÃÃOO EE DDIISSCCUUSSSSÃÃOO DDOOSS RREESSUULLTTAADDOOSS
Neste capítulo são apresentados os resultados dos ensaios de
caracterização dos materiais utilizados na pesquisa e de tração direta das juntas de
ligação. Inicialmente são expostas as características das matrizes, das fibras e dos
compósitos íntegros. Em seguida estão apresentadas as avaliações dos compósitos
após a exposição a cada tipo de ambiente de degradação.
44..11.. CCaarraacctteerriizzaaççããoo ddaass MMaattrriizzeess
Os valores de massa específica das resinas éster vinílica e fenólica estão
apresentados na Tabela 4.1. Como pode ser observado, a resina fenólica
apresentou massa específica superior ao valor obtido para a resina éster vinílica. É
importante enfatizar que os valores de massa específica podem variar, uma vez que
o processo de produção dos mesmos (pultrusão) tem influência direta sobre essa
propriedade. Neste caso, os valores de massa específica foram obtidos para
amostras moldadas sem pressão, conforme descrito no item 3.2.1. Valores similares
foram observados por Levy Neto e Pardini (2006) para uma resina fenólica.
Tabela 4.1. Valores médios de massa específica das matrizes éster vinílica e fenólica.
Matrizes Massa específica (kg/m³) Desvio padrão (kg/m³)
Éster vinílica 1219 1
Fenólica 1342 4
A partir da análise termogravimétrica (TG), pode-se observar que a resina
éster vinílica apresentou estabilidade térmica até aproximadamente 300°C. A
termodecomposição da resina, neste caso, foi alcançada em torno de 440°C, com
uma perda de massa de 82% (Figura 4.1). Esse comportamento foi confirmado na
análise por calorimetria diferencial exploratória (DSC), indicada na Figura 4.2, que
mostra picos endotérmicos e exotérmicos a partir de 300°C. Através das curvas de

56
TG e DSC, pode-se notar que o ponto de fusão do compósito éster vinílico ocorre
em torno dos 400°C. A curva de DSC indica, ainda, que a resina éster vinílica
apresenta temperatura de transição vítrea (Tg) em torno de 80°C, que está dentro da
faixa de Tg citada por Bank (2006) para resina éster vinílica. Cabe ressaltar que esta
resina apresenta grande variação nos valores de temperatura de transição vítrea
(VIEIRA, 2008).
Figura 4.1.Análise termogravimétrica (TG) da resina éster vinílica.
Figura 4.2. Análise de calorimetria diferencial exploratória (DSC) da resina éster vinílica.
A Figura 4.3 mostra a análise termogravimétrica (TG) da resina fenólica,
onde é possível observar que a partir de cerca de 260°C a resina começa a perder
0
20
40
60
80
100
0 200 400 600 800
Massa (%
)
Temperatura ( C)
-5
0
5
10
15
20
0 200 400 600 800
Flu
xo
de c
alo
r (m
W)
Temperatura ( C)
Endo
Atmosfera: N2
Vazão: 100 ml/min
Atmosfera: N2
Vazão: 100 ml/min
Tg

57
massa. A Figura 4.4 indica a curva de DSC, onde se pode verificar que a
temperatura de transição vítrea (Tg) da resina fenólica ocorreu em torno de 60°C.
Figura 4.3. Análise termogravimétrica (TG) de resina fenólica.
Figura 4.4. Análise de calorimetria diferencial exploratória (DSC) da resina fenólica.
44..22.. CCaarraacctteerriizzaaççããoo ddaa FFiibbrraa ddee VViiddrroo
A Figura 4.5 mostra uma curva típica tensão versus deformação da fibra de
vidro tipo E-glass estudada. A partir dos resultados de tração direta foi possível
observar que as fibras de vidro alcançaram uma resistência média à tração de 1,2
GPa, com desvio padrão de 0,37 GPa, e módulo de elasticidade de 72 GPa. Apesar
60
70
80
90
100
0 200 400 600 800
Massa (%
)
Temperatura ( C)
0
5
10
15
20
0 200 400 600 800
Flu
xo
de c
alo
r (m
W)
Temperatura ( C)
Endo
Atmosfera: N2
Vazão: 100 ml/min
Atmosfera: N2
Vazão: 100 ml/min
Tg
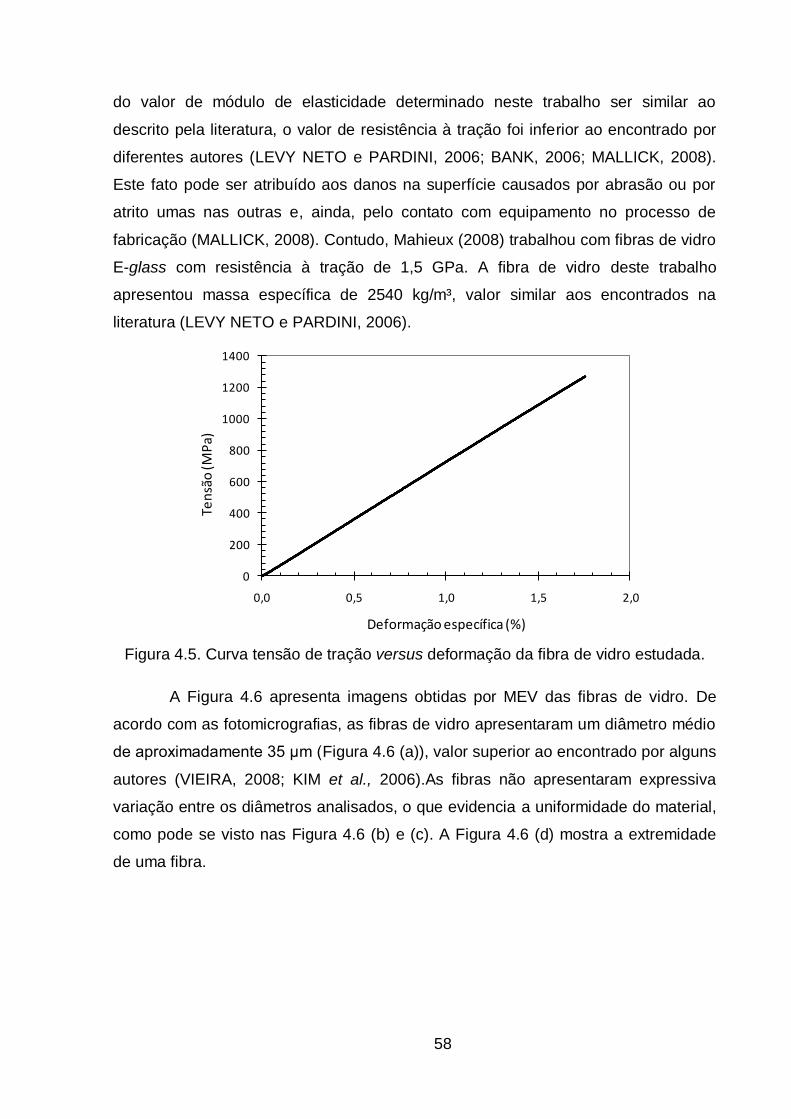
58
do valor de módulo de elasticidade determinado neste trabalho ser similar ao
descrito pela literatura, o valor de resistência à tração foi inferior ao encontrado por
diferentes autores (LEVY NETO e PARDINI, 2006; BANK, 2006; MALLICK, 2008).
Este fato pode ser atribuído aos danos na superfície causados por abrasão ou por
atrito umas nas outras e, ainda, pelo contato com equipamento no processo de
fabricação (MALLICK, 2008). Contudo, Mahieux (2008) trabalhou com fibras de vidro
E-glass com resistência à tração de 1,5 GPa. A fibra de vidro deste trabalho
apresentou massa específica de 2540 kg/m³, valor similar aos encontrados na
literatura (LEVY NETO e PARDINI, 2006).
Figura 4.5. Curva tensão de tração versus deformação da fibra de vidro estudada.
A Figura 4.6 apresenta imagens obtidas por MEV das fibras de vidro. De
acordo com as fotomicrografias, as fibras de vidro apresentaram um diâmetro médio
de aproximadamente 35 μm (Figura 4.6 (a)), valor superior ao encontrado por alguns
autores (VIEIRA, 2008; KIM et al., 2006).As fibras não apresentaram expressiva
variação entre os diâmetros analisados, o que evidencia a uniformidade do material,
como pode se visto nas Figura 4.6 (b) e (c). A Figura 4.6 (d) mostra a extremidade
de uma fibra.
0
200
400
600
800
1000
1200
1400
0,0 0,5 1,0 1,5 2,0
Ten
são
(MP
a)
Deformação específica (%)

59
(a)
(b)
(c)
(d)
Figura 4.6. Morfologia das fibras: (a) vista lateral da fibra com seu respectivo diâmetro; (b) aspecto de um conjunto de fibras; (c) vista superior das fibras e (d)
detalhe da extremidade de uma fibra. As imagens foram obtidas por MEV.
A Figura 4.7 mostra imagens detalhadas da morfologia da manta de fibra de
vidro que fica posicionada entre as camadas de fibras contínuas dos compósitos
utilizados nesta pesquisa. As mantas são utilizadas no processo de fabricação do
material pultrudado para dar acabamento às peças, e têm por objetivo proteger a
superfície das fibras contra o desgaste.

60
(a)
(b)
Figura 4.7. Fotomicrografias em MEV que mostram a morfologia da manta: (a) aspectos da forma da manta; (b) detalhes das fibras que compõem a manta.
44..33.. CCaarraacctteerriizzaaççããoo ddooss CCoommppóóssiittooss ddee RReeffeerrêênncciiaa
A caracterização dos compósitos foi realizada em corpos de provas íntegros
por meio de ensaios de massa específica, fração mássica de fibra, resistência à
tração direta, módulo de elasticidade e carregamento último das juntas de ligação.
Na Tabela 4.2 estão apresentados os resultados de fração mássica de fibras
de vidro e os valores de massa específica dos compósitos éster vinílico e fenólico.
Pode-se observar que o compósito fenólico apresentou fração mássica de fibras de
vidro superior ao éster vinílico. Esse fato contribuiu para que a massa específica do
compósito fenólico fosse maior em comparação com o compósito éster vinílico. A
fração mássica de fibras de vidro para o compósito fenólico foi similar à encontrada
por Vieira (2008) e Correia et al. (2006). O compósito éster vinílico apresentou
fração mássica semelhante à obtida por Miyano et al. (2004) e superior ao
observado por Liao et al. (1999) e Kim et al. (2006).
Tabela 4.2. Valores de fração mássica de fibra de vidro e de massa específica média dos compósitos éster vinílicos e fenólicos. Os valores de desvio padrão de cada
resultado estão indicados entre parênteses.
Compósito Fração de fibras sem manta
(%)
Massa específica
(kg/m³)
Ester – REF 50 (± 1) 1827 (± 2)
Fenol – REF 60 (± 2) 2064 (± 5)
A Figura 4.8 mostra as curvas típicas tensão versus deformação dos
compósitos éster vinílico e fenólico. Pode-se observar que as curvas foram quase

61
perfeitamente lineares até a ruptura, que é comum em compósitos reforçados com
fibras de vidro. Todos os corpos de prova sofreram ruptura brusca, típica de
materiais frágeis. Pela Figura 4.8 e Tabela 4.3 verifica-se que o compósito com
resina éster vinílico apresentou valor médio de resistência à tração superior ao
compósito fenólico. Do mesmo modo foi observado que o valor médio de módulo de
elasticidade para os compósito éster vinílico foi maior que o observado para o
fenólico. O compósito éster vinílico apresentou resistência à tração e módulo de
elasticidade superiores quando comparados com estudos realizados por Vieira
(2008) com a mesma resina e semelhante teor de fibra de vidro.
Figura 4.8. Curvas tensão versus deformação dos compósitos éster vinílico e fenólico.
Tabela 4.3. Valores de resistência à tração e de módulo de elasticidade dos compósitos de referência. Os valores de entre parênteses representam o desvio-
padrão.
Compósito Resistência à tração
(MPa)
Módulo de elasticidade
(GPa)
Ester – REF 394,4 (± 15,7) 30,0 (± 1,5)
Fenol – REF 201,7 (± 9,5) 27,3 (± 1,4)
A Figura 4.9 mostra curvas típicas de força versus deslocamento das juntas
de ligação simples. A força de ruptura do compósito éster vinílico foi maior que a do
fenólico, como se pode notar também pela Tabela 4.4. O compósito éster vinílico
rompeu por tração, como pode ser observado pela Figura 4.10. Segundo Turvey e
Wang (2007), não há redução da rigidez durante o processo de carregamento
0
80
160
240
320
400
0 5000 10000 15000
Tensão
de t
ração
(M
Pa)
Deformação específ ica (10-6)
Ester - REF
Fenol - REF

62
quando as juntas de ligação rompem por tração. Por isso, neste caso, a carga de
ruptura das juntas de ligação é também o seu carregamento último. O modo de
ruptura do compósito fenólico foi caracterizado unicamente por ruptura de
esmagamento. Pode-se notar, pela Figura 4.9, que a carga aplicada aumentou
linearmente até ocorrer a redução da rigidez, o que indica o início da ruptura por
compressão na interface de contato do parafuso do aparato experimental com o furo
do corpo de prova (Figura 4.11) devido às deformações das fibras ou delaminação
do material. Este comportamento foi também observado por Turvey e Wang (2007)
para os compósitos com resina poliéster.
Figura 4.9. Curvas típicas força versus deslocamento em ensaios à tração nos elementos de ligação dos compósitos estudados.
Tabela 4.4. Valores da força máxima nas juntas de ligação e o desvio padrão.
Compósito Força máxima (kN) Deslocamento de pico (mm)
Ester – REF 14,2 (± 0,7) 2,3
Fenol – REF 2,9 (± 0,3) 0,8
(a)
(b)
Figura 4.10. Compósito éster vinílico (a) rompido e (b) detalhe do modo de ruptura.
0
3
6
9
12
15
0,0 0,5 1,0 1,5 2,0 2,5
Fo
rça (kN
)
Deslocamento (mm)
Ester - REF
Fenol - REF

63
(a)
(b)
Figura 4.11. Compósito fenólico (a) rompido e (b) detalhe do modo de ruptura.
A Figura 4.12 mostra as microfotografias realizadas por MEV dos
compósitos de referência éster vinílicos e fenólicos. As Figura 4.12 (a) e (b)
apresentam as superfícies íntegras dos compósitos éster vinílico e fenólico,
respectivamente. O compósito éster vinílico apresentou uma superfície lisa,
enquanto o fenólico revelou uma superfície mais áspera. As Figura 4.12 (c) e (d)
mostram as fibras de vidro retiradas do interior dos compósitos éster vinílico e
fenólico, respectivamente. Aparentemente, observou-se que a resina éster vinílica
manteve-se mais aderida às fibras de vidro que para a resina fenólica. As Figura
4.12 (e) e (f), por sua vez, mostram as seções fraturadas dos compósitos éster
vinílico e fenólico, respectivamente, onde pode-se observar que o compósito éster
vinílico, que rompeu por tração, apresentou deslocamento fibra-resina, ruptura e
arrancamento de fibras. No compósito fenólico que apresentou ruptura por
compressão notou-se um esmagamento da resina e das fibras, típico para este
modo de ruptura.
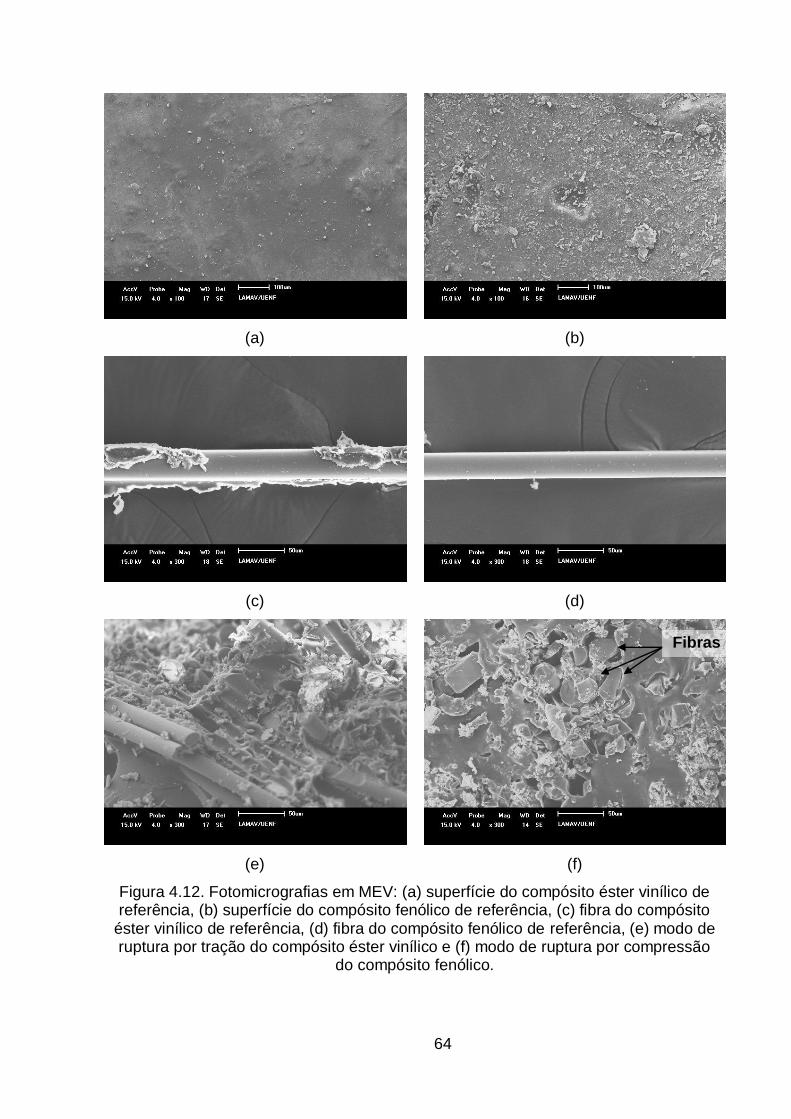
64
(a)
(b)
(c)
(d)
(e)
(f)
Figura 4.12. Fotomicrografias em MEV: (a) superfície do compósito éster vinílico de referência, (b) superfície do compósito fenólico de referência, (c) fibra do compósito
éster vinílico de referência, (d) fibra do compósito fenólico de referência, (e) modo de ruptura por tração do compósito éster vinílico e (f) modo de ruptura por compressão
do compósito fenólico.
Fibras

65
Todos os resultados apresentados neste item serão utilizados como
referência para verificar a influência dos diferentes ambientes de degradação na
variação da resistência mecânica dos compósitos no tempo, como será discutido
nos próximos itens.
44..33..11.. AAvvaalliiaaççããoo ddooss CCoommppóóssiittooss EExxppoossttooss aa CCiiccllooss ddee RRaaddiiaaççããoo UUllttrraavviioolleettaa--
CCoonnddeennssaaççããoo
A Figura 4.13 apresenta a variação de massa pela raiz quadrada do tempo
para os compósitos éster vinílicos e fenólicos durante a exposição contínua aos
ciclos UV/condensação. É possível observar que a exposição acarreta uma ligeira
perda de massa para ambos os compósitos. Especificamente, perdas de massa
iguais a 0,3% e 0,8% foram observadas para os compósitos éster vinílicos e
fenólicos, respectivamente, após 480 ciclos de exposição. Valores similares de
variação de massa foram observados por Rodrigues (2007) em estudo sobre a
degradação por UV de um compósito com resina ortoftálica reforçada com fibras de
vidro.
Figura 4.13. Variação de massa dos compósitos éster vinílico e fenólico durante o período de exposição na câmara UV/condensação.
A Tabela 4.5 apresenta valores de resistência à tração e de módulo de
elasticidade dos compósitos submetidos aos ciclos de UV/condensação. A Figura
4.14 apresenta as curvas tensão versus deformação dos compósitos de referência e
submetidos aos ciclos UV/condensação, mostrando uma queda da resistência dos
compósitos após a degradação. Com base nos valores obtidos pode-se observar
y = -0,019xR² = 0,79
y = -0,0358xR² = 0,50
-2,0
-1,5
-1,0
-0,5
0,0
0,5
1,0
0 2 4 6 8 10 12
Variação
de m
assa (
%)
Tempo de exposição1/2 (dias1/2)
Éster-vinílico
Fenólico

66
uma redução de cerca de 8% dos valores de resistência para o compósito éster
vinílico e 15% para o fenólico quando comparados com os corpos de prova de
referência (Tabela 4.5). Contudo, não houve variação expressiva entre 160 e 480
ciclos completos de exposição, que são equivalentes a 960 e 2880 horas,
respectivamente. Uma redução similar foi observada por Correia et al. (2006) em
compósitos com matriz isoftálica após cerca de 2000 horas de exposição ao UV e
por Rodrigues (2007) em compósitos com matriz poliéster ortoftálica, por um período
de 1512 horas de exposição. Os compósitos éster vinílico e fenólico não
apresentaram variações expressivas nos valores de módulo de elasticidade após o
período de exposição UV/condensação.
Tabela 4.5. Valores de resistência à tração e de módulo de elasticidade dos compósitos submetidos aos ciclos de UV/condensação. Os valores entre parênteses
representam o desvio-padrão.
Compósito Resistência à tração
(MPa)
Módulo de elasticidade
(GPa)
Ester – REF 394,4 (± 15,7) 30,0 (± 1,5)
Ester – UV160 355,6 (± 27,3) 29,9 (± 3,4)
Ester – UV320 340,9 (± 31,6) 30,4 (± 4,9)
Ester – UV480 356,1 (± 23,1) 32,2 (± 1,7)
Fenol – REF 201,7 (± 9,5) 27,3 (± 1,4)
Fenol – UV160 171,0 (± 10,9) 28,6 (± 2,2)
Fenol – UV320 189,0 (± 13,4) 30,7 (± 3,2)
Fenol – UV480 185,6 (± 24,4) 28,1 (± 1,3)
Figura 4.14. Curvas tensão de tração versus deformação dos compósitos de referência e submetidos aos ciclos UV/condensação.
0
80
160
240
320
400
480
0 5000 10000 15000
Tensão
de t
ração
(M
Pa)
Deformação específ ica (10-6)
Ester - REF
Ester - UV160
Ester - UV320
Ester - UV480
Fenol - REF
Fenol - UV160
Fenol - UV320
Fenol - UV480

67
A Figura 4.15 mostra curvas típicas de força versus deformação obtidas em
ensaios à tração nos elementos de ligação dos compósitos éster vinílicos. Neste
caso, o modo de ruptura variou entre tração e esmagamento (compressão). Essa
variação no modo de ruptura do material, que inicialmente rompeu por tração e após
480 ciclos de UV/condensação por esmagamento, pode indicar uma redução da
rigidez do material. A Figura 4.16 mostra corpos de prova rompidos e o detalhe do
modo de ruptura por tração e compressão.
Figura 4.15. Curvas força versus deslocamento dos elementos de ligação dos
compósitos éster vinílicos de referência e expostos na câmara UV/condensação ensaiados à tração.
(a)
(b)
(c)
(d)
Figura 4.16. Compósitos éster vinílicos expostos em ambientes UV/condenação após 320 ciclos: (a) rompido por tração e (b) detalhe do modo de ruptura e após 480
ciclos: (c) rompido por esmagamento e (d) detalhe do modo de ruptura.
A Figura 4.17 mostra curvas típicas de forca versus deslocamento dos
corpos de prova fenólicos antes e após a exposição na câmara UV/condensação.
0
3
6
9
12
15
18
0,0 1,0 2,0 3,0
Fo
rça (kN
)
Deslocamento (mm)
Ester - REF
Ester - UV160
Ester - UV320
Ester - UV480

68
Nota-se que com a crescente exposição à radiação UV e condensação, os valores
da carga de ruptura aumentaram em comparação com os de referência. No entanto,
houve uma redução da carga de ruptura após 480 ciclos de exposição. O modo de
ruptura observado em todas as idades foi por exclusivamente esmagamento (Figura
4.18).
Figura 4.17. Curvas força versus deslocamento de ensaio à tração nos elementos de ligação dos compósitos fenólico de referência e expostos em ambiente
UV/condensação.
(a)
(b)
Figura 4.18. Compósito fenólico exposto em ambientes UV/condenação após 320 ciclos: (a) rompido por esmagamento e (b) detalhe do modo de ruptura
A Figura 4.19 compara as forças máximas obtidas nos ensaios de tração
pelos compósitos éster vinílico e fenólico antes e após o período de exposição a
raios UV/condensação. Como pode ser observado, o compósito éster vinílico
apresentou uma carga de ruptura superior ao fenólico em todos os pontos
analisados. Além disso, é possível notar que ambos os tipos de compósitos
apresentaram uma pequena redução da carga de ruptura ao final do período de
exposição. O compósito éster vinílico apresentou uma queda da carga de ruptura de
aproximadamente 3% e 7% após 160 e 480 ciclos de exposição em câmara de
UV/condensação, respectivamente, em relação à referência. Porém, aos 320 ciclos
0,0
1,0
2,0
3,0
4,0
0,0 1,0 2,0 3,0
Fo
rça (kN
)
Deslocamento (mm)
Fenol - REF
Fenol - UV160
Fenol - UV320
Fenol - UV480

69
foi constatado aumento na carga de ruptura de cerca de 5% em relação a referência.
No compósito fenólico foram observados cargas de ruptura maiores do que a de
referência para 160 e 320 ciclos (cerca de 11% e 21%, respectivamente). Após 480
ciclos observou-se uma queda cerca de 5%, em relação à referência, no valor da
carga de ruptura. Segundo Mahieux (2006), a radiação UV pode alterar algumas
propriedades dos materiais devido à cura adicional. O autor ressalta que essas
alterações podem ser benéficas, como aumento de resistência, ou prejudiciais,
tornando o material extremamente frágil, dependendo do tipo de aplicação da carga.
(a)
(b)
Figura 4.19. Gráfico das forças máximas e os desvios padrão dos compósitos (a) éster vinílicos e (b) fenólicos de referência e os expostos em câmara
UV/condensação.
Além das alterações mecânicas, a exposição contínua aos ciclos
UV/condensação promoveu expressivas alterações na cromaticidade dos
compósitos. A Figura 4.20 mostra mudança no formato da curva, além do aumento
14,2 13,8 14,9
13,2
0
3
6
9
12
15
18
Ester-REF Ester-UV160 Ester-UV320 Ester-UV480
Fo
rça (kN
)
Ambiente
3,0 3,3 3,62,9
0
3
6
9
12
15
18
Fenol-REF Fenol-UV160 Fenol-UV320 Fenol-UV480
Fo
rça (kN
)
Ambiente
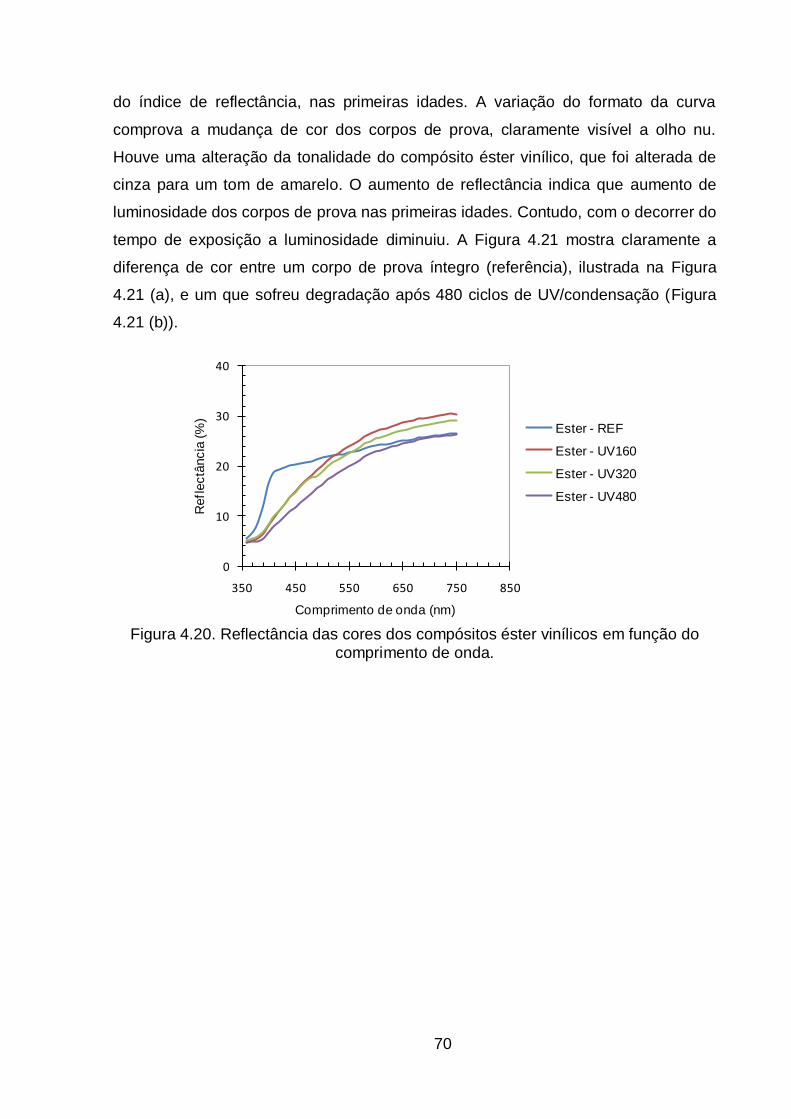
70
do índice de reflectância, nas primeiras idades. A variação do formato da curva
comprova a mudança de cor dos corpos de prova, claramente visível a olho nu.
Houve uma alteração da tonalidade do compósito éster vinílico, que foi alterada de
cinza para um tom de amarelo. O aumento de reflectância indica que aumento de
luminosidade dos corpos de prova nas primeiras idades. Contudo, com o decorrer do
tempo de exposição a luminosidade diminuiu. A Figura 4.21 mostra claramente a
diferença de cor entre um corpo de prova íntegro (referência), ilustrada na Figura
4.21 (a), e um que sofreu degradação após 480 ciclos de UV/condensação (Figura
4.21 (b)).
Figura 4.20. Reflectância das cores dos compósitos éster vinílicos em função do comprimento de onda.
0
10
20
30
40
350 450 550 650 750 850
Refl
ectâ
ncia
(%
)
Comprimento de onda (nm)
Ester - REF
Ester - UV160
Ester - UV320
Ester - UV480

71
(a)
(b)
Figura 4.21. Fotos dos corpos de prova (a) éster vinílico de referência, (b) éster vinílico após 460 ciclos exposto na câmara de UV/condensação.
A Figura 4.22 mostra curvas de reflectância versus comprimento de onda
para o compósito fenólico. Através desta nota-se que com o aumento do período de
exposição houve diminuição da luminosidade, ou seja, os corpos de prova ficaram
mais escuros. Essa diferença de cor pode ser melhor observada na Figura 4.23, que
mostra o compósito de referência, com um tom marrom claro (Figura 4.23 (a)) e o
compósito após o período de exposição, com um tom marrom escuro (Figura 4.23
(b)).
Figura 4.22. Reflectância das cores dos compósitos fenólicos em função do comprimento de onda.
0
10
20
30
40
50
60
70
350 450 550 650 750 850
Refl
ectâ
ncia
(%
)
Comprimento de onda (nm)
Fenol - REF
Fenol - UV160
Fenol - UV320
Fenol - UV480

72
(a)
(b)
Figura 4.23. Fotos dos corpos de prova (a) fenólico de referência e (b) fenólico após 460 ciclos exposto na câmara de UV/condensação.
A variação cromática dos compósitos éster vinílicos e fenólicos pode ser observada
na Figura 4.24, que apresenta o parâmetro de variação total de cor ∆E* (dependente
dos parâmetros ∆L*, ∆a* e ∆b*) com a evolução no tempo. A
Tabela 4.6 mostra os valores médios dos parâmetros colorimétricos dos
compósitos estudados. Foi observado que a variação cromática nos compósitos
éster vinílicos e fenólicos tendeu a se estabilizar após um longo período de
exposição. O compósito fenólico apresentou uma variação cromática superior ao
éster vinílico durante todo o periodo de exposição. Apesar da menor variação de cor,
o compósito éster vinílico, por ser mais claro, aparentou maior variação de cor pelos
raios UV. Correia et al. (2006) analisaram a variação cromática de compósito
isoftálicos expostos em câmaras de UV e obtiveram variação de cor superior ao
encontrado neste estudo para ambos os compósitos. Os autores ainda destacaram
que as variações cromáticas ocorridas pelo envelhecimento podem comprometer a
estética da estrutura, principalmente para aplicações externas. No entanto, como
pode ser observado na Figura 4.24, as maiores variações de cor ocorrem nas
primeiras idades, o que torna eventuais substituições de perfis ineficazes. Caso haja
essa preocupação, o mais indicado seria trocar o tipo de resina ou utilizar algum
revestimento.

73
Figura 4.24. Variação total da cor (∆E*) dos compósitos éster vinílicos e fenólicos
após exposição UV/condensação por 160, 320 e 480 ciclos.
Tabela 4.6. Parâmetros colorimétricos dos compósitos éster vinílicos e fenólicos antes e após exposição em câmara de UV/condensação, conforme o sistema
CIELAB 1976.
L* a* b* ∆E*
Ester - REF 54,7 1,3 4,6 -
Ester – UV160 56,8 0,8 14,8 3,8
Ester – UV320 51,4 1,3 16,4 4,8
Ester – UV480 48,9 1,9 16,7 6,8
Fenol – REF 44,8 13,3 12,9 -
Fenol – UV160 37,2 14,7 16,4 6,9
Fenol – UV320 35,4 14,5 12,7 8,4
Fenol – UV480 35,4 14,5 12,7 9,5
A Figura 4.25 mostra microfotografias da superfície e de fibras de vidro
retiradas do interior dos compósitos éster vinílicos e fenólicos. Através da Figura
4.25 (a) observa-se que a superfície do compósito éster vinílico, apresenta
microfissuras, provavelmente originadas por deformações de origem térmica
promovidas durante os ciclos UV/condensação. A Figura 4.25 (b) mostra a superfície
do compósito fenólico, a qual se pode notar pequenas fissuras e desgaste da resina,
permitindo a exposição das fibras da manta de fibra de vidro. As Figura 4.25 (c) e (d)
mostram fibras de vidro dos compósitos éster vinílicos e fenólicos, respectivamente,
retiradas após os ensaios à tração das juntas. Essas fibras do interior dos
compósitos não apresentaram danos, o que evidencia que o mecanismo de
degradação por UV/condensação dos compósitos ocorreu predominantemente na
superfície.
0
2
4
6
8
10
12
0 100 200 300 400 500
Var
iaçã
o T
ota
l d
e c
or
(ΔE*
)
Tempo de degradação (ciclos)
Éster vinílico
Fenólico

74
(a)
(b)
(c)
(d)
Figura 4.25. Superfície dos compósitos (a) éster vinílico, (b) fenólico após 480 ciclos na câmara UV/condensação e fibras de vidro retiradas do interior dos compósitos (c)
éster vinílico e (d) fenólico expostos a raios UV/condensação.
44..33..22.. AAvvaalliiaaççããoo ddooss CCoommppóóssiittooss EExxppoossttooss eemm NNéévvooaa SSaalliinnaa
A variação de massa dos compósitos condicionados em câmara de névoa
salina foi baixa, como esperado. A Figura 4.39 mostra a variação de massa versus
raiz quadrada do tempo de exposição dos compósitos éster vinílicos e fenólicos. A
variação de massa do compósito éster vinílico foi desprezível. Para o compósito
fenólico, a curva pode ser ajustada por regressão linear. O compósito fenólico teve
um ganho de massa de aproximadamente 3,0%. Os valores de variação de massa
do compósito éster vinílico foram semelhantes ao valor encontrado por Cunha
(2004), para compósitos produzidos com resina epóxi expostos em câmara de névoa
salina. No entanto, quando comparados com os compósitos fenólicos os valores de
variação de massa de Cunha (2004) foram inferiores.

75
Figura 4.26. Variação de massa dos compósitos éster vinílico e fenólicos durante o período de exposição na câmara de névoa salina.
Os corpos de prova que foram expostos na câmara de névoa salina durante
oito ciclos (600 horas de exposição salina) não apresentaram redução expressiva na
resistência à tração para ambos os compósitos, conforme se pode observar na
Figura 4.27 e na Tabela 1.7. O mesmo foi constatado por Cunha (2004) após nove
semanas de exposição à névoa salina de compósitos de resina epóxi. O valor médio
de módulo de elasticidade permaneceu constante para o compósito éster vinílico se
comparado com o de referência. Entretanto, o compósito fenólico submetido à
exposição em névoa salina apresentou um aumento de aproximadamente 20% em
relação ao de referência (
Figura 4.27. Curvas tensão de tração versus deformação dos compósitos de
referência e expostos em ambiente salino.
Tabela 4.7).
y = 0,0011xR² = 0,02
y = 0,2535xR² = 0,93
-1
0
1
2
3
4
5
6
0 2 4 6 8 10 12 14
Variação
de m
assa (
%)
Tempo de exposição1/2 (dias1/2)
Éster-vinílico
Fenólico
0
80
160
240
320
400
480
0 3000 6000 9000 12000 15000
Tensão
de t
ração
(M
Pa)
Deformação específ ica (10-6)
Ester - REF
Ester - NS8
Fenol - REF
Fenol - NS8

76
Figura 4.27. Curvas tensão de tração versus deformação dos compósitos de referência e expostos em ambiente salino.
Tabela 4.7. Valores de resistência à tração e de módulo de elasticidade dos compósitos expostos em ambiente salino. Os valores entre parênteses representam
o desvio-padrão.
Compósito Resistência à tração (MPa) Módulo de elasticidade (GPa)
Ester – REF 394,4 (± 15,7) 30,0 (± 1,5)
Ester – NS8 391,1 (± 43,2) 31,4 (± 4,2)
Fenol – REF 201,7 (± 9,5) 27,3 (± 1,4)
Fenol – NS8 197,1 (± 15,0) 32,7 (± 8,7)
A Figura 4.28 apresenta curvas típicas força versus deslocamento obtidas
por ensaios de tração direta nas juntas de ligação de compósitos éster vinílicos de
referência e após períodos pré-determinados em câmara de névoa salina. As curvas
são bem caracterizadas pelo seu modo de ruptura, que ocorreram por tração.
Observa-se que houve um pequeno decréscimo da carga de ruptura dos compósitos
em névoa salina em relação à referência. No entanto, não se notou uma diferença
expressiva nos períodos de exposição avaliados. Pela Figura 4.29 pode-se observar
o modo de ruptura por tração dos corpos de prova rompidos após 24 ciclos em
névoa salina e o detalhe do modo de ruptura.
0
80
160
240
320
400
480
0 3000 6000 9000 12000 15000
Tensão
de t
ração
(M
Pa)
Deformação específ ica (10-6)
Ester - REF
Ester - NS8
Fenol - REF
Fenol - NS8

77
Figura 4.28. Curvas força versus deslocamento de ensaios à tração nos elementos de ligação dos compósitos éster vinílicos de referência e submetidos à névoa salina.
(a)
(b)
Figura 4.29. Compósito éster vinílico após 24 ciclos na câmara de névoa salina (a) rompido e (b) detalhe do modo de ruptura.
A Figura 4.30 mostra curvas típicas força versus deslocamento do compósito
fenólico mantido em câmara de névoa salina. Ao contrário do observado para o
compósito éster vinílico, o modo de ruptura das juntas de ligação foi exclusivamente
por esmagamento. Na Figura 4.31 é possível visualizar um corpo de prova fenólico
rompido e o detalhe do seu modo de ruptura por compressão.
0
3
6
9
12
15
0,0 0,5 1,0 1,5 2,0 2,5
Fo
rça (kN
)
Deslocamento (mm)
Ester - REF
Ester - NS8
Ester - NS16
Ester - NS24

78
Figura 4.30. Curvas força versus deslocamento de ensaios à tração nos elementos
de ligação dos compósitos fenólico de referência e submetidos à névoa salina.
(a)
(b)
Figura 4.31. Compósito fenólico após 24 ciclos na câmara de névoa salina (a) rompido e (b) detalhe do modo de ruptura.
Observou-se que os compósitos éster vinílicos e fenólicos praticamente
mantiveram a capacidade máxima de carregamento das juntas de ligação após 24
ciclos de exposição à névoa salina. O mesmo foi observado para a resistência do
material quando submetido a 8 ciclos em ambiente salino. Essa pequena variação
do valor da carga de ruptura do material pode ser confirmando pela Figura 4.32, que
compara a carga de ruptura de ambos os compósitos de referência e durante o
período de exposição em ambiente salino. Notou-se um decréscimo da carga de
ruptura do compósito éster vinílico, comparado com a referência, em todos os
período de exposição, com reduções de cerca de 13%, 4% e 8% para 8, 16 e 24
ciclos, respectivamente. O compósito fenólico apresentou uma variação muito
pequena do valor carga de ruptura máxima após 8 ciclos de exposição. Após 16
ciclos de exposição observou-se uma ligeira queda do valor da carga de ruptura
(cerca de 8%), e ao final dos 24 ciclos de exposição foi notado um ganho no valor
carga de ruptura de 9%, em relação a referência. Esse aumento de carga última
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0,0 0,5 1,0 1,5 2,0
Fo
rça (kN
)
Deslocamento (mm)
Fenol - REF
Fenol - NS8
Fenol - NS16
Fenol - NS24

79
pode ter ocorrido devido à cura adicional do compósito fenólico. Neste caso, a
exposição dos corpos de prova em temperatura de 40°C por um período prolongado
pode ter ocasionado essa cura adicional, aumentando a resistência do material.
(a)
(b)
Figura 4.32. Gráfico das forças máximas e os desvios padrão dos compósitos de referência e condicionados em câmara de névoa salina: (a) éster vinílicos e (b)
fenólicos.
O compósito éster vinílico apresentou uma pequena variação de cor quando
comparado com o de referência. Isso pode ser observado na Figura 4.33, que indica
aumento da reflectância com o aumento do período de exposição, ou seja, o
aumento da luminosidade. O corpo de prova éster vinílico de referência e o corpo de
prova após 24 ciclos de exposição à névoa salina, estão apresentados na Figura
4.34. Ambos apresentam cores acinzentadas muito semelhantes de difícil
comparação a olho nu.
14,2
12,1
13,913,0
0
4
8
12
16
Ester-REF Ester-NS8 Eester-NS16 Ester-NS24
Fo
rça (kN
)
Ambiente
3,0 3,0 2,8
3,3
0
4
8
12
16
Fenol-REF Fenol-NS8 Fenol-NS16 Fenol-NS24
Fo
rça (kN
)
Ambiente

80
Figura 4.33. Reflectância das cores dos compósitos éster vinílicos em função do comprimento de onda.
(a)
(b)
Figura 4.34. Fotos dos corpos de prova (a) éster vinílico de referência e (b) éster vinílico após 24 ciclos de exposição em névoa salina.
O compósito fenólico ficou um pouco mais escuro após a exposição
prolongada em ambiente salino em comparação com o material de referência. Isso
pode ser notado na Figura 4.35, que mostra que a luz refletida diminuiu com o
aumento do tempo de exposição. Porém, conforme ilustrado na Figura 4.36, que
apresenta os compósitos de referência e os expostos a 24 ciclos à névoa salina, é
possível notar que ambos compósitos apresentaram uma tonalidade muito similar
(tons de marrom). É importante destacar que os corpos de prova mantidos na
câmara de névoa salina apresentaram algumas manchas esbranquiçadas devido ao
cloreto de sódio presente na solução.
0
10
20
30
40
350 450 550 650 750 850
Refl
ectâ
ncia
(%
)
Comprimento de onda (nm)
Ester - REF
Ester - NS8
Ester - NS16
Ester - NS24

81
Figura 4.35. Reflectância das cores dos compósitos fenólicos em função do comprimento de onda.
(a)
(b)
Figura 4.36. Foto dos corpos de prova (a) fenólico de referência e (b) fenólico após 24 ciclos de exposição em névoa salina.
A Figura 4.37 mostra a variação de cor (∆E*) para os compósitos éster
vinílicos e fenólico em função do tempo. A Tabela 4.8 apresenta os valores médios
dos parâmetros colorimétricos (∆E*, ∆L*, ∆a* e ∆b*) dos compósitos estudados. O
compósito fenólico seguiu uma tendência crescente, aparentemente linear, não
apresentando uma estabilização da variação de cor. O comportamento dos
compósitos éster vinílicos aparentou ser não linear, com tendência assintótica com o
aumento do período de exposição. A mudança de cor do compósito éster vinílico
aparentou ser maior nas primeiras idades, enquanto que para o compósito fenólico
aparentou ser gradual, ou seja, a cada ciclo analisado os corpos de prova
apresentaram uma variação semelhante ao valor medido anteriormente.
0
10
20
30
40
50
60
70
350 450 550 650 750 850
Refl
ectâ
ncia
(%
)
Comprimento de onda (nm)
Fenol - REF
Fenol - NS8
Fenol - NS16
Fenol - NS24

82
Comparados com a variação total de cor após 24 ciclos de exposição a névoa
salina, o compósito fenólico apresentou uma variação de cor de 35% para 8 ciclos e
57% para 8 e 16 ciclos e o éster vinílico uma variação de cor de aproximadamente
47% e 80% após 8 e 16 ciclos de exposição a ambiente salino, respectivamente.
Figura 4.37. Variação total da cor (∆E*) dos compósitos éster vinílicos e fenólicos condicionados em câmara de névoa salina por 8,16 e 24 ciclos.
Tabela 4.8. Parâmetros colorimétricos dos compósitos éster vinílicos e fenólicos antes e após em névoa salina, conforme o sistema CIELAB 1976.
∆L* ∆a* ∆b* ∆E*
Ester - REF 54,7 1,3 4,6 -
Ester – NS8 56,8 1,1 5,0 2,2
Ester – NS16 58,3 1,2 5,9 3,7
Ester – NS24 59,3 1,0 5,3 4,6
Fenol – REF 35,5 8,2 4,5 -
Fenol – NS8 43,4 14,0 14,1 1,9
Fenol – NS16 41,7 12,8 12,2 3,2
Fenol – NS24 39,7 14,7 15,0 5,9
A Figura 4.38 mostra microfotografias das superfícies e das fibras de vidro
do interior dos compósitos éster vinílicos e fenólicos após 24 ciclos condicionados
em câmara de névoa salina. A superfície do compósito éster vinílico (Figura 4.38 (a))
apresentou desgaste e microfissuras em relação ao de referência (Figura 4.38 (a))
que estava completamente íntegro e liso. A Figura 4.38 (b) mostra a superfície do
compósito fenólico que, aparentemente, apresentou maior degradação, pois as
fibras da manta de vidro, que são utilizadas para proteger as fibras longitudinais,
ficaram mais visíveis. Além disso, observou-se microfissuras pela superfície. As
0
1
2
3
4
5
6
0 5 10 15 20 25 30
Var
iaçã
o T
ota
l d
e c
or
(ΔE*
)
Tempo de degradação (ciclos)
Éster vinílico
Fenólico

83
Figura 4.38 (c) e (d) mostram as fibras de vidro do interior dos compósitos éster
vinílico e fenólico, respectivamente. Não foram observados danos nas fibras que
estavam no interior dos compósitos. Este fato pode ter ocorrido pela não
delaminação do material.
(a)
(b)
(c)
(d)
Figura 4.38. Superfície dos compósitos após exposição em ambiente salino (a) éster vinílico, (b) fenólico, fibras de vidro retiradas do interior dos compósitos após
expostos em névoa salina (c) éster vinílico e (d) fenólico.
44..33..33.. AAvvaalliiaaççããoo ddooss CCoommppóóssiittooss EExxppoossttooss eemm SSoolluuççããoo AAllccaalliinnaa
De acordo com Kim et al. (2006), a taxa de degradação dos compósitos
expostos em soluções alcalinas pode ser quantificada através da taxa de absorção
da solução pelo compósito. Logo, uma das maneiras de avaliar as propriedades dos
compósitos é quantificar a variação de massa no tempo. A Figura 4.39 apresenta a
variação de massa versus a raiz quadrada do tempo de exposição dos compósitos
éster vinílicos e fenólicos em solução alcalina. Observando a Figura 4.39 nota-se
que as curvas podem ser ajustadas por regressão linear e, portanto, obedecem a Lei

84
de Fick, como também foi observado por Kim et al. (2006) e Correia et al. (2006), em
estudos com compósitos isoftálicos. Como pode ser observado, as variações de
massa podem ser explicadas através do tempo de imersão. Isto pode ser observado
através dos coeficientes de determinação de 90 e 98% para os compósitos éster
vinílico e fenólico, respectivamente.
Figura 4.39. Valores de ganho de massa dos corpos de prova versus raiz quadrada
do tempo de exposição em solução alcalina.
De acordo com a Figura 4.39 nota-se que a variação da massa o compósito
fenólico foi muito superior ao éster vinílico. O compósito éster vinílico apresentou
uma variação de massa de cerca de 0,7% após 71 dias de exposição. Isso se
confirma pela equação da reta de ajuste (y = 0,068.x), onde o coeficiente angular é
muito baixo. Esse ganho de massa é semelhante ao valor encontrado por Kim et al.
(2006) e Correia et al. (2006). O compósito fenólico, por sua vez, após 71 dias,
obteve uma variação de massa considerável, de aproximadamente 15% de ganho
de massa. O compósito fenólico obteve um ganho de massa muito superior se
comparado com os autores citados anteriormente. Isso ocorreu, provavelmente, pela
alta delaminação observada para o material e que será discutida a seguir.
Na Figura 4.40 pode-se verificar que ocorreu uma delaminação expressiva
no compósito fenólico, aumentando a espessura dos perfis. Basicamente, essa
delaminação provocou também o ganho de massa, pois, a medida que a
delaminação aumentou, a penetração da solução também aumentou, permitindo que
y = 0,068xR² = 0.90
y = 1,945xR² = 0.98
-3
0
3
6
9
12
15
18
0 2 4 6 8 10
Variação
de m
assa (
%)
Tempo de imersão1/2 (dias1/2)
Ester vinílico
Fenólico

85
os hidróxidos se depositassem em torno das fibras internas, como poderá ser
observado adiante.
(a)
(b)
Figura 4.40. Delaminação dos corpos de prova após exposição em ambiente alcalino: (a) largura e (b) espessura.
Para a verificação da resistência dos corpos de prova imersos em solução
alcalina foram realizados ensaios à tração direta. Observa-se que houve redução
expressiva na resistência à tração para ambos os compósitos (Tabela 4.9). Os
corpos de prova éster vinílicos apresentaram queda de resistência de cerca de 20%
e 40% após 90 e 120 dias de exposição, respectivamente. Pela análise das curvas
tensão versus deformação, observadas na Figura 4.41 nota-se que houve perda da
linearidade em cerca de 50% da carga de ruptura após a imersão em solução
alcalina. Como o módulo de elasticidade no presente trabalho foi calculado a partir
de valores de referentes à 40% da tensão máxima (trecho elástico), não foram
observadas variações expressivas para esta propriedade para os compósitos éster
vinílicos (Tabela 4.9).
Tabela 4.9. Valores de resistência à tração e de módulo de elasticidade dos compósitos expostos em ambiente alcalino. Os valores entre parênteses
representam o desvio-padrão.
Compósito Resistência à tração
(MPa)
Módulo de elasticidade
(GPa)
Ester – REF 394,4 (± 15,7) 30,0 (± 1,5)
Ester – AA90 316,9 (± 22,2) 29,7 (± 2,5)
Ester – AA120 241,3 (± 25,4) 30,3 (± 1,7)
Fenol – REF 201,7 (± 9,5) 27,3 (± 1,4)
Fenol – AA90 34,6 (± 4,0) 19,2 (± 2,0)
Fenol –AA120 23,7 (± 5,3) 19,2 (±1,7)
Para os corpos de prova fenólicos, a redução da resistência à tração foi muito
mais expressiva (Figura 4.41 e Tabela 4.9). Neste caso, o valor médio de resistência
foi reduzido em cerca de 80% após 90 dias de imersão, e em cerca de 90% para

86
120 dias de imersão na solução alcalina. Neste caso também foi verificada queda
significativa nos valores de módulo de elasticidade para os corpos de prova
degradados, em relação à referência, como também mostra a Tabela 4.9. Kim et al.
(2006) observaram uma redução similar da resistência em compósitos reforçados
com fibras de vidro.
Figura 4.41. Curvas tensão de tração versus deformação dos compósitos de referência e expostos em ambiente alcalino.
A Figura 4.42 mostra curvas típicas força versus deslocamento obtidas
através de ensaios à tração para os compósitos éster vinílico. O modo de ruptura
dos corpos de prova éster vinílicos imersos em solução alcalina foram,
exclusivamente por tração (Figura 4.43). Essa ruptura por tração é caracterizada
pela queda brusca da força observada na Figura 4.42. Através da mesma, nota-se
que à medida que o tempo de exposição ao ambiente alcalino aumenta, o
deslocamento de pico diminui, tornado o compósito menos dúctil.
0
80
160
240
320
400
0 5000 10000 15000
Tensão
de t
ração
(M
Pa)
Deformação específ ica (10-6)
Ester - REF
Ester - AA90
Ester - AA120
Fenol - REF
Fenol - AA90
Fenol - AA120

87
Figura 4.42. Curvas força versus deslocamento de ensaios à tração nos elementos de ligação dos compósitos éster vinílicos de referência e imersos em solução
alcalina.
(a)
(b)
Figura 4.43. Compósito éster vinílico após 120 dias em imersão em solução alcalina (a) rompido e (b) detalhe do modo de ruptura.
A Figura 4.44 mostra curvas típicas de força versus deslocamento de
ensaios à tração de elementos de compósitos fenólicos expostos à solução alcalina.
A ruptura desses compósitos ocorreu, exclusivamente, por compressão, como indica
a Figura 4.45. Apesar da queda da carga máxima de ruptura com o aumento do
tempo de imersão, não houve variação considerável do deslocamento de pico nos
compósitos fenólicos se comparados com os corpos de prova de referência.
0
3
6
9
12
15
0,0 0,5 1,0 1,5 2,0 2,5
Fo
rça (kN
)
Deslocamento (mm)
Ester - REF
Ester - AA60
Ester - AA90
Ester - AA120

88
Figura 4.44. Curvas força versus deslocamento de ensaios à tração nos elementos de ligação dos compósitos fenólico de referência e imersos em solução alcalina.
(a)
(b)
Figura 4.45. Compósito fenólico após 120 dias em imersão em solução alcalina: (a) rompido e (b) detalhe do modo de ruptura.
A Figura 4.46 compara as forças máximas obtidas através dos ensaios de
tração nas juntas de ligação para os compósitos éster vinílico e fenólico de
referência e após imersão em solução alcalina. O compósito éster vinílico
apresentou uma carga de ruptura maior que a do fenólico, como foi observado
durante todo o estudo. Para ambos os compósitos estudados foi observado uma
redução da carga de ruptura relevante quando imersos em solução alcalina. Através
da Figura 4.46 fica evidente o decréscimo da carga de ruptura para compósitos éster
vinílicos comparados com a referência em cerca de 34%, 38% e 39% após 60, 90 e
120 dias de imersão, respectivamente. Porém, não foram observadas diferenças
expressivas entre os valores de carga de ruptura dos compósitos expostos em
ambiente alcalino comparados entre si. Para os compósitos fenólicos, por sua vez, a
carga de ruptura reduziu em aproximadamente 40%, 37% e 37% para os corpos de
prova imersos em 60, 90 e 120 dias em solução alcalina, respectivamente, em
relação à referência. Neste caso foi possível observar que houve um pequeno
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0,0 0,5 1,0 1,5 2,0 2,5
Fo
rça (kN
)
Deslocamento (mm)
Fenol - REF
Fenol - AA60
Fenol - AA90
Fenol - AA120

89
aumento nos valores de carga de ruptura máxima com o aumento do período de
imersão. Visto isso, é importante salientar que o uso de materiais compósitos
fenólico e éster vinílico em ambientes alcalinos devem ser feito com cuidado.
(a)
(b)
Figura 4.46. Gráfico das forças máximas e os desvios padrão dos compósitos de referência e os imersos em solução alcalina: (a) éster vinílicos e (b) fenólicos.
Os compósitos éster vinílicos de referência apresentaram uma cor
acinzentada. Após a exposição em ambiente alcalino, os compósitos éster vinílicos
adquiriram tonalidades mais claras (Figura 4.47). Este fato foi confirmado pelo
ensaio de fotocolorimetria, que indicou uma crescente intensidade de luz refletida
nos corpos de prova expostos em ambiente alcalino, como pode ser observado na
Figura 4.48. Neste caso, quanto maior foi o tempo de exposição maior foi a
reflectância, ou seja, maior foi a luminosidade. Nota-se também que não ocorreu
grande variação de cor entre as idades pré-determinadas de exposição.
14,2
9,3 8,8 8,7
0
4
8
12
16
Ester-REF Ester-AA60 Ester-AA90 Ester-AA120
Fo
rça (kN
)
Ambiente
3,0
1,8 1,9 1,9
0
4
8
12
16
Fenol-REF Fenol-AA60 Fenol-AA90 Fenol-AA120
Fo
rça (kN
)
Ambiente

90
(a)
(b)
Figura 4.47. Fotos dos corpos de prova (a) éster vinílicos de referência e (b) éster vinílicos após 120 dias em solução alcalina.
Figura 4.48. Reflectância das cores dos compósitos éster vinílicos em função do comprimento de onda.
O compósito fenólico de referência apresentou cor marrom, semelhante à
madeira. Após a exposição em ambiente alcalino, os corpos de prova escureceram
(Figura 4.49), e isso foi confirmado na queda na intensidade da luz refletida pelo
equipamento de espectrofotocolorimetria. A mudança de cor foi observada para
todas as idades, com escurecimento cada vez mais pronunciado com o aumento do
tempo em imersão, como pode ser observado na Figura 4.50. No entanto, não foi
observada uma variação expressiva de cor quando os corpos de prova dos
compósitos expostos por 60, 90 e 120 dias de exposição em solução alcalina são
comparados.
0
10
20
30
40
50
350 450 550 650 750 850
Refl
ectâ
ncia
(%
)
Comprimento de onda (nm)
Ester - REF
Ester - AA60
Ester - AA90
Ester - AA120

91
(a)
(b)
Figura 4.49. Fotos dos corpos de prova (a) fenólico de referência e (b) fenólico após 120 dias em solução alcalina.
Figura 4.50. Reflectância das cores dos compósitos fenólicos em função do comprimento de onda.
A Tabela 4.10 apresenta os valores médios dos parâmetros colorimétricos
dos compósitos estudados e a Figura 4.51 mostra a variação cromática total de
ambos compósitos no tempo. Foi possível identificar que as variações de cor, dos
compósitos éster vinílico e fenólico, foram similares em relação ao tempo de imersão
em solução alcalina. Observou-se que o compósito éster vinílico, apesar de
aparentar estar mais íntegro, apresentou uma diferença total de cor maior que o
fenólico. Através da Figura 4.51, nota-se que houve uma mudança rápida de cor na
superfície dos compósitos estudados durante os primeiros 60 dias. Contudo, a partir
de 90 dias de imersão a variação total de cor dos compósitos éster vinílico e fenólico
tendeu a se estabilizar, não variando muito de cor após 120 dias de imersão. O
0
10
20
30
40
50
350 450 550 650 750 850
Refl
ectâ
ncia
(%
)
Comprimento de onda (nm)
Fenol - REF
Fenol - AA60
Fenol - AA90
Fenol - AA120

92
compósito éster vinílico apresentou uma variação de cor de aproximadamente 70%
do valor total aos 60 dias e de cerca de 94% do valor final aos 90 dias. Para os
fenólicos, a variação total de cor foi de aproximadamente 72% e 91% após 60 e 90
dias, respectivamente, em relação à variação observada aos 120 dias.
Tabela 4.10. Parâmetros colorimétricos dos compósitos éster vinílicos e fenólicos antes e após degradação em solução alcalina, conforme o sistema CIELAB 1976.
L* a* b* ∆E*
Ester - REF 54,7 1,3 4,6 -
Ester - AA60 63,3 1,5 4,8 8,6
Ester - AA90 66,3 1,7 5,1 11,6
Ester - AA120 67,1 1,7 5,1 12,4
Fenol - REF 35,5 8,2 4,5 -
Fenol - AA60 35,1 5,2 7,4 4,2
Fenol - AA90 31,6 4,6 4,7 5,4
Fenol - AA120 31,6 4,8 7,1 5,9
Figura 4.51. Variação total da cor (∆E*) dos compósitos éster vinílicos e fenólicos imersos em solução alcalina após 60, 90 e 120 dias.
Através de microfotografias feitas no MEV (Figura 4.52) pode-se notar a
degradação da superfície dos compósitos quando expostas a 120 dias em solução
alcalina. A Figura 4.52 (a) apresenta desgaste superficial do compósito éster vinílico,
permitindo que a fibra da manta de vidro fique exposta na superfície. Pela Figura
4.52 (b) é possível observar, além do desgaste causado pela solução alcalina,
pequenas fissuras na superfície do compósito fenólico, provavelmente em
decorrência do grande transporte de massa no material. Através das Figura 4.52 (c)
e (d) foi possível observar o aspecto de fibras do interior dos corpos de prova de
0
2
4
6
8
10
12
14
0 50 100 150
Var
iaçã
o T
ota
l d
e c
or
(ΔE*
)
Tempo de degradação (dias)
Éster vinílico
Fenólico
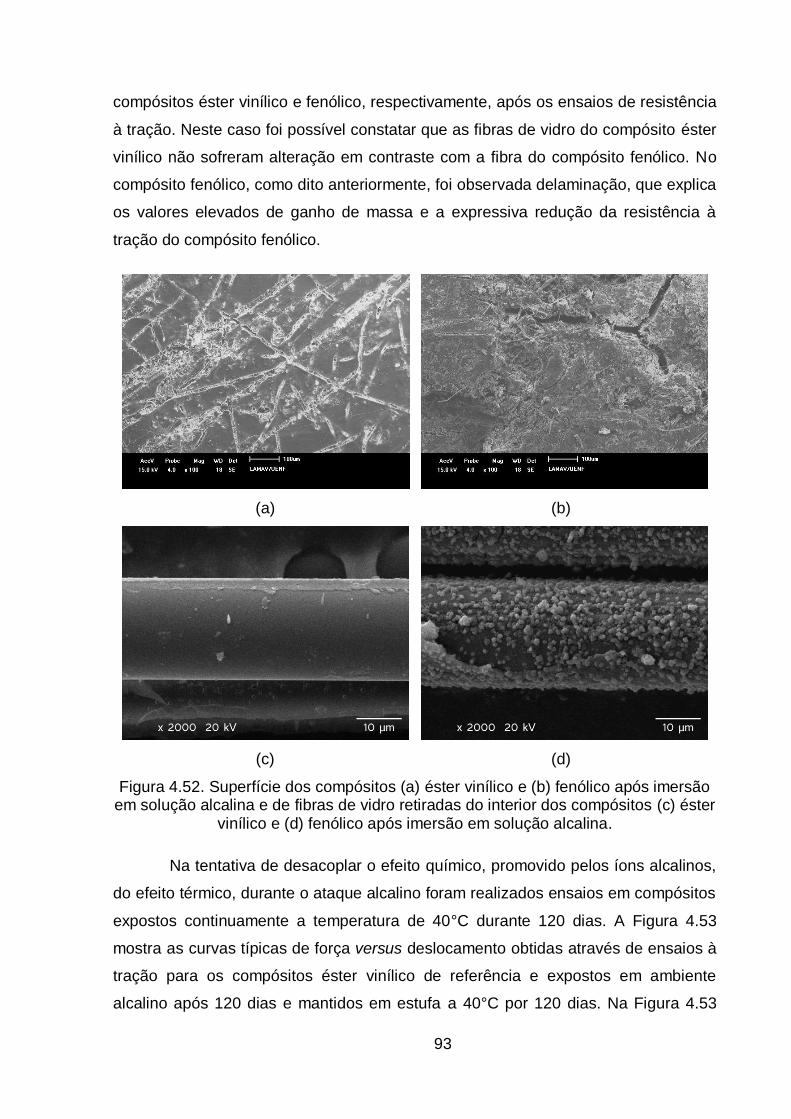
93
compósitos éster vinílico e fenólico, respectivamente, após os ensaios de resistência
à tração. Neste caso foi possível constatar que as fibras de vidro do compósito éster
vinílico não sofreram alteração em contraste com a fibra do compósito fenólico. No
compósito fenólico, como dito anteriormente, foi observada delaminação, que explica
os valores elevados de ganho de massa e a expressiva redução da resistência à
tração do compósito fenólico.
(a)
(b)
(c)
(d)
Figura 4.52. Superfície dos compósitos (a) éster vinílico e (b) fenólico após imersão em solução alcalina e de fibras de vidro retiradas do interior dos compósitos (c) éster
vinílico e (d) fenólico após imersão em solução alcalina.
Na tentativa de desacoplar o efeito químico, promovido pelos íons alcalinos,
do efeito térmico, durante o ataque alcalino foram realizados ensaios em compósitos
expostos continuamente a temperatura de 40°C durante 120 dias. A Figura 4.53
mostra as curvas típicas de força versus deslocamento obtidas através de ensaios à
tração para os compósitos éster vinílico de referência e expostos em ambiente
alcalino após 120 dias e mantidos em estufa a 40°C por 120 dias. Na Figura 4.53

94
nota-se que a ausência de resistência residual e a constância na rigidez da peça
indica que a ruptura dos elementos de ligação ocorreu por tração.
Figura 4.53. Curvas força versus deslocamento de ensaio à tração nos elementos de ligação dos compósitos éster vinílicos de referência, imersos em solução alcalina e
em estufa a 40°C.
A Figura 4.54 mostra curvas típicas de força versus deslocamento de
ensaios à tração nos elementos de ligação dos compósitos fenólicos de referência,
dos expostos por 120 dias em solução alcalina e dos mantido em estufa a 40°C por
120 dias. A forma das curvas de força versus deslocamento, que apresentam uma
resistência residual após a ruptura com a mudança na rigidez da peça, indica que a
ruptura dos elementos de ligação ocorreu por esmagamento.
0
3
6
9
12
15
0,0 0,5 1,0 1,5 2,0 2,5
Fo
rça (kN
)
Deslocamento (mm)
Ester - REF
Ester - AA120
Ester - TC120

95
Figura 4.54. Curvas força versus deslocamento de ensaios à tração nos elementos de ligação dos compósitos fenólicos de referência, imersos em solução alcalina e em
estufa a 40°C.
A Figura 4.55 compara as forças máximas obtidas para os compósitos éster
vinílico e fenólico, de referência, e os compósitos mantidos em imersão em solução
alcalina e após 120 dias em estufa a 40°C. A carga máxima de ruptura variou pouco
para o compósito de referência e o mantido em estufa a 40°C. Foi observada uma
redução de cerca de 39% da carga máxima de ruptura para os compósitos éster
vinílicos expostos em solução alcalina, quando comparados com o de referência.
Para os corpos de prova que foram mantidos em estufa de 40°C por 120 dias
obtiveram uma redução de aproximadamente 14%. Observa-se que o compósito
éster vinílico quando imerso em solução alcalina apresentou seu carregamento
último consideravelmente menor se comparado com os corpos de prova mantidos a
40°C fora da solução alcalina. Os compósitos fenólicos quando mantidos em estufa
a 40°C apresentaram um aumento de aproximadamente 20% da carga de ruptura
em relação aos corpos de prova de referência. No entanto, para os corpos de prova
imersos em solução alcalina foi observada uma redução de cerca de 37% se
comparados com os de referência. O ganho de resistência na exposição ao calor,
segundo o fabricante, pode ter ocorrido pela cura adicional que os corpos de prova
sofreram quando permaneceram em estufa a 40°C por 120 dias.
0,0
1,0
2,0
3,0
4,0
0,0 0,5 1,0 1,5 2,0
Fo
rça (kN
)
Deslocamento (mm)
Fenol - REF
Fenol - AA120
Fenol - TC120

96
(a)
(b)
Figura 4.55. Gráfico das forças máximas e os desvios padrão dos compósitos (a) éster vinílicos e (b) fenólicos de referência, dos imersos em solução alcalina e dos
mantidos em estufa a 40°C.
14,2
8,7
12,2
0
4
8
12
16
Ester-REF Ester-AA120 Ester-TC120
Fo
rça (kN
)
Ambiente
3,01,9
3,6
0
4
8
12
16
Fenol-REF Fenol-AA120 Fenol-TC120
Fo
rça (kN
)
Ambiente

97
CCaappííttuulloo 55
55.. CCOONNCCLLUUSSÃÃOO
De acordo com o programa experimental realizado e os resultados
apresentados no capítulo anterior é possível concluir que para os compósitos de
referência, ou seja, os que não sofrerem degradação, o éster vinílico apresentou
resistência à tração superior ao fenólico para os ensaios à tração axial e nas juntas
de ligação. Ambos os compósitos apresentaram rupturas bruscas nos ensaios de
tração axial, o que caracteriza o tipo de ruptura como frágil. Observou-se, através
dos ensaios à tração nas juntas de ligação, que o compósito éster vinílico
apresentou um modo de ruptura característico por tração diferentemente do
compósito fenólico, que rompeu exclusivamente por esmagamento.
Os dois compósitos apresentaram bom desempenho frente à exposição
prolongada a ciclos de UV/condensação. Verificou-se uma pequena perda de massa
(inferior a 1%) para os compósitos éster vinílico e fenólico. Não foram observadas
reduções expressivas nas propriedades mecânicas após o período de exposição
para ambos os compósitos. Entretanto, mudanças cromáticas consideráveis foram
observadas para os dois compósitos devido à radiação UV, sendo foi mais evidente
para o compósito éster vinílico, que adquiriu um tom amarelado após ataque.
Através de análises de microscopia eletrônica de varredura ficou evidente o
desgaste superficial dos materiais.
Os compósitos éster vinílico e fenólico apresentaram pouca variação em
suas propriedades em comparação com os materiais de referência após a exposição
prolongada em câmara de névoa salina. Neste caso, o compósito fenólico
apresentou um ganho de massa de cerca de 3%, enquanto que a variação de massa
do éster vinílico foi desprezível. Os valores de resistência à tração axial e das juntas
de ligação de ambos os compósitos não apresentaram variações expressivas em
função do tempo de exposição. Ambos os compósitos mantiveram os modos de
ruptura observados nos compósitos de referência quando foram submetidos a

98
ensaios à tração nas juntas de ligação, ou seja, o éster vinílico apresentou um modo
de ruptura por tração e o fenólico por esmagamento. A variação de cor para os dois
compósitos foi muito pequena, não perceptível a olho nu. Apenas algumas manchas
esbranquiçadas foram notadas na superfície, provavelmente causadas pelo cloreto
de sódio da solução. Porém, essas não causaram danos aos corpos de prova, que
pode ser confirmado através de microfotografias. Assim como observado na
exposição à radiação UV, as fibras internas não apresentaram evidências de
degradação.
Os dois tipos de compósitos estudados apresentaram comportamento
distinto com relação à absorção da solução alcalina. O compósito éster vinílico
variou sua massa em menos de 1% e o fenólico apresentou ganho de massa de
aproximadamente 15%, com visível delaminação do compósito. A exposição durante
120 dias em ambiente alcalino proporcionou quedas de resistência para ambos os
compósitos, principalmente para o fenólico. Foi observada uma redução significativa
da resistência axial para o compósito fenólico de aproximadamente 90% e também
redução do módulo de elasticidade. Para o compósito éster vinílico a redução de
resistência axial foi de aproximadamente 40%. Para os ensaios de tração nas juntas
de ligação foi observada uma redução semelhante para ambos os compósitos (cerca
de 40%). O modo de ruptura dos compósitos éster vinílico e fenólico não foi
modificado em relação ao modo de ruptura dos corpos de prova de referência. Para
os dois tipos de compósitos estudados foi verificada uma variação de cor
considerável. Nas análises de microscopia eletrônica de varredura verificou-se
microfissuração da superfície de ambos os compósitos com deposição acentuada de
compostos alcalinos hidratados sobre as fibras de vidro.
Os compósitos éster vinílico e fenólico, quando expostos exclusivamente em
estufa a 40 °C por 120 dias, apresentaram bom comportamento mecânico,
principalmente se comparados aos perfis compósitos que foram imersos em solução
alcalina e mantidos em estufa por um mesmo período de tempo. O compósito éster
vinílico imerso em solução alcalina apresentou redução de aproximadamente 39%
da carga máxima de ruptura. Os corpos de prova que foram mantidos somente em
estufa obtiveram uma redução de cerca de 14%, em relação ao de referência. Para
o compósito fenólico observou-se uma redução da carga de ruptura de quase 38%
quando imerso em solução alcalina, enquanto os corpos de prova mantidos apenas

99
em estufa apresentaram um aumento da carga máxima em aproximadamente 20%
em relação aos corpos de prova de referência.
Dentre os ambientes de degradação avaliados, o ambiente alcalino foi o
mais severo, principalmente para o compósito fenólico. Com isso é possível concluir
que o emprego de compósitos éster-vinílico e fenólico em ambientes alcalinos
requer cuidados especiais. Para a exposição destes compósitos em ambientes com
UV/condensação e com névoa salina a preocupação é mais estética, pois não foram
observadas reduções pronunciadas nas propriedades mecânicas.

100
RReeffeerrêênncciiaass BBiibblliiooggrrááffiiccaass
ABMACO – Associação Brasileira de Materiais Compósitos. Disponível em:
<http://www.abmaco.org.br > Acessado em: 05 out. 2009.
ALAWSI, G., ALDAJAH, S., RAHMAAN, S. A. (2008). Impact of Humidity on the
Durability of E-glass/Polymer Composites. Materials and Design, v. 30, n. 7, pp
2506-2512.
ALMEIDA, S. P. de S. (2004). Avaliação das Propriedades Mecânicas de
Compósitos Pultrudados de Matriz Polimérica com Reforço de Fibra de Vidro. Tese
de Mestrado, Universidade Federal do Rio de Janeiro, COPPE, Rio de Janeiro, 87 p.
ARUN K.V., BASAVARAJAPPA S., SHERIGARA B.S. (2010). Damage
characterisation of glass/textile fabric polymer hybrid composites in sea water
environment. Materials and Design, v. 31, n. 2, pp 930–939.
ASTM D - 297- 93 American Society for Testing and Materials (2002). Standard Test
Methods for Rubber Products – Chemical Analysis.
ASTM D1525 American Society for Testing and Materials (2006). Standard Test
Method for Vicat Softening Temperature of Plastics.
ASTM G53-96 Practice for Operating Light- and Water-Exposure Apparatus
(Fluorescent UV-Condensation Type) for Exposure of Nonmetallic Materials
(Withdrawn 2000)
BANK, L.C. (2006). Composite for Construction – Structural design with FRP
Materials, John Wiley & Sons, 551 p.
CAMARGOS, J. A. A. (1999). Colorimetria Quantitativa Aplicada na Elaboração de
uma Tabela de Cores para Madeiras Tropicais. Tese de Mestrado, Universidade de
Brasília, Brasília, 99 p.

101
CAMARGOS, J. A. A.; GONÇALEZ, J. C. (2001). A colorimetria aplicada como
instrumento na elaboração de uma tabela de cores de madeira. Brasil Florestal.
n. 71, Brasília: MMA.
CBCA – Centro Brasileiro da Construção em Aço (2004). Manual de Construção em
Aço. Ligações em Estruturas Metálicas.
CHAWLA, K.K., (1987). Composite Materials Science and Engineering. Springer-
Verlag New York Inc, 292 p.
CHEN, Y., DAVALOS, J. F., RAY, I., KIM H. Y. (2007). Accelerated aging tests for
valuations of durability performance of FRP reinforcing bars for concrete
structures. Composite Structures, v. 78, n. 1, pp 101-11.
COGUMELO LTDA. Disponível em: < http://www.cogumelo.com.br > Acessado em:
05 out. 2009.
COOPER C., TURVEY G.J. (1995) Effects of joint geometry and bolt torque on the
structural performance of single bolt tension joints in pultruded GRP sheet material.
Composite Structures, v. 32, n. 1-4, pp 203-15.
CORREIA J. R., CABRAL-FONSECA S., BRANCO F. A., FERREIRA J. G.,
EUSÉBIO M. I., RODRIGUES M. P. (2006). Durability of Pultruded Glass-Fiber-
Reinforced Polyester Profiles for Structural Applications. Mechanics of Composite
Materials, v. 42, pp 463-474.
COSTA, M. de A. (2009). Avaliação de Metodologias Alternativas para
Caracterização do Ataque de Fungos Apodrecedores de Madeiras. Tese de
Mestrado, Universidade de Brasília, Brasília, 70 p.
CUNHA, J. A. P. (2004). Estudo do Comportamento Mecânico de Compósitos
Poliméricos Termorrígidos em Atmosfera Salina e Condicionamento Higrotérmico.
Dissertação de Mestrado, Instituto Tecnológico de Aeronáutica – ITA, São José dos
Campos, 138 p.
D‟ALMEIDA, J. R. M., ALMEIDA, R. C., LIMA, W. R. (2008). Effect of water
absorption of the mechanical behavior of fiberglass pipes used for offshore service
waters. Composite Structures, v. 83, pp 221–225.

102
DANIEL, I.M.; ISHA, O., (1994). Engineering Mechanics of Composite Materials.
Oxford University Press Company, 395 p.
DANTAS, C.M.; MASIEIRO, F.R.S.; FELIPE, R.C.T.S.; FELIPE, R.N.B.; MEDEIROS,
G. G. (2008). Compósito de Matriz Poliéster e Reforço de Fibra de Vidro, até onde
Pode Ter Contato com Petróleo. 18°CEBCimat.
ENGENHARIA DE MATERIAIS COMPOSTOS LTDA. Disponível em:
<http://www.enmac.com.br>. Acessado em: 06 out. 2009.
FHA Federal Highway Administration, Building High-Performance Structures with
Composites Technology, < http://www.tfhrc.gov > Acessado em: 12 jan. 2010.
FIBERLINE COMPOSITES, Dinamarca. Disponível na internet via:
<www.fiberline.com> Acessado em: 08 Fev. 2011.
GUIMARÃES, A. J. A. (2007). Estudo dos Perfis Compostos em Fibra de Vidro pelo
Processo de Fabricação por Pultrusão Combinando as Vantagens do Plástico com a
Madeira e o Aço. Cadernos UniFOA, v. 5, pp 22-29.
KIM J. T., NETRAVALI A. N. (2010). Mercerization of sisal fibers: Effect of tension on
mechanical properties of sisal fiber and fiber-reinforced composites. Composites:
Part A.
KIM, H. Y., PARK Y. H., YOU Y. J., MOON C. K., (2006). Durability of GFRP
Composite Exposed to Various Environmental Conditions. Structural Engineering,
291- 295.
LEVY NETO, F.; PARDINI, L. C. (2006) Compósito Estrutural: ciência e tecnologia.
Ed. Edgard Blϋcher, 313 p.
MIYANO Y., NAKADA M., SEKINE N. (2004). Accelerated testing for long-term
durability of GFRP laminates for marine use. Composites: Part B. v. 35, pp 497-502.
NBR 15708-1 (2011). Indústria do Petróleo e gás natural – Perfis pultrudados.
Parte1: Materiais, métodos de ensaio e tolerâncias dimensionais. Associação
Brasileira de Normas Técnicas. Rio de Janeiro.

103
NBR 15708-2 (2011). Indústria do Petróleo e gás natural – Perfis pultrudados. Parte
2: Guarda-corpo. Associação Brasileira de Normas Técnicas. Rio de Janeiro.
NBR 15708-3 (2011). Indústria do Petróleo e gás natural – Perfis pultrudados. Parte
3: Grade de piso. Associação Brasileira de Normas Técnicas. Rio de Janeiro.
NBR 15708-4 (2011). Indústria do Petróleo e gás natural – Perfis pultrudados. Parte
4: Sistema de bandejamento. Associação Brasileira de Normas Técnicas. Rio de
Janeiro.
NBR 8800 (2008). Projeto e Execução de Edifícios em Estrutura de Aço. Associação
Brasileira de Normas Técnicas. Rio de Janeiro.
REZENDE, M. C.; BOTELHO, E. C. (2000). O Uso de compósitos Estruturais na
Indústria Aeroespacial. Polímeros, v. 10, n. 2, São Carlos. Disponível na internet via:
<www.scielo.br>
RODRIGUES, L. P. S. (2007) Efeitos do Envelhecimento Ambiental Acelerado em
Compósitos Poliméricos. Dissertação de Mestrado, Universidade Federal do Rio
Grande do Norte, Rio Grande do Norte, 127 p.
TEIXEIRA A. M. A. J. (2007). Ponte Desmontável em Material Compósito de Fibra de
Vidro. Tese de Doutorado, Universidade Federal do Rio de Janeiro, COPPE, Rio de
Janeiro, 224 p.
TITA, V., (2006) Projeto e Fabricação de Estruturas em Material Compósito
Polimérico. Escola de Engenharia de São Carlos, Universidade de São Paulo, São
Carlos, 68 p.
TURVEY G.J., WANG P. (2007). Failure of pultruded GRP single-bolt tension joints
under hot-wet conditions. Composite Structures, v.77, pp 514-520.
VIEIRA, J. D. (2008). Estudo do Comportamento Estrutural de Perfis Pultrudados
sob Efeito de Alta Temperatura. Tese de Doutorado, Universidade Federal do Rio de
Janeiro, COPPE, Rio de Janeiro, 196 p.

104
VILABOL ESTRUTURAS METÁLICAS DE PEQUENO PORTE ON-LINE. Disponível
na internet via: <http://www.estruturasmetalicas.vilabol.uol.com.br/acos> Acessado
em: novembro de 2010.





























