Embed Size (px)
Citation preview

FAQ – Faculdade XV de Agosto
TRABALHO DE CONCLUSÃO DE CURSO
CONTROLE ESTATÍSTICO DE PROCESSO NO RECEBIMENTO DE
VASILHAMES EM UMA INDÚSTRIA DE BEBIDAS
MARCO AURÉLIO DE SOUZA
SOCORRO – 2005

FAQ – Faculdade XV de Agosto
TRABALHO DE CONCLUSÃO DE CURSO
CONTROLE ESTATÍSTICO DE PROCESSO NO RECEBIMENTO DE
VASILHAMES EM UMA INDÚSTRIA DE BEBIDAS
Aluno: MARCO AURÉLIO DE SOUZA Orientador: PROF. Ms. LUIZ ANTONIO FERNANDES
Trabalho de conclusão de curso apresentado à Faculdade XV de Agosto,
curso de Administração de Empresas.
SOCORRO – 2005

AGRADECIMENTO
Agradeço primeiramente a Deus, que me deu saúde, perseverança, força e
determinação para realizar este curso e este trabalho. À minha esposa e filha, que
abdicaram de momentos de lazer para me apoiar e ajudar com esta tarefa. Agradeço
ao meu professor Luiz, orientador deste trabalho, que me permitiu atuar juntamente
com ele na implantação deste precioso projeto.
A essas e todas outras pessoas que voluntária ou involuntariamente me apoiaram e
me incentivaram durante o período que me dediquei a este trabalho, agradeço.

RESUMO
Este trabalho apresenta o projeto executado em uma empresa de bebidas localizada na cidade de Socorro/SP, iniciado em agosto de 2002. Este projeto visou desenvolver um sistema para controle de vasilhames encaminhados pelos seus clientes para o envase. Foram utilizados conceitos de CEP (Controle Estatístico de Processo) que possibilitou à empresa um controle sobre os índices de rejeição dos vasilhames inadequados para o envase, bem como a classificação de seus vasilhames e clientes por tipo de problema e percentuais de rejeições. O projeto findou no desenvolvimento de um Sistema de Informação, o qual está em funcionamento até o momento (março/2005) e contemplam todos os históricos dos recebimentos de vasilhame durante esse período e classificações de seus clientes. Com isso consegui-se controlar e diminuir a quantidade de rejeições dos vasilhames recebidos dos clientes.

SUMÁRIO
I – Introdução................................................................................................... 06 1.1 – A Empresa analisada ............................................................................ 07 II – Referencial Teórico ................................................................................... 10 2.1 – Sistemas de Informação ........................................................................ 10 2.1.1 – Classificação dos SI............................................................................ 12 2.2 – Controle Estatístico de Processo – CEP.............................................. 13 2.3 – Cartas de Controle ................................................................................. 14 2.3.1 – Carta de Controle por Variáveis......................................................... 16 2.3.2 – Carta de Controle por Atributos......................................................... 17 2.3.3 – Distribuição Normal de Probabilidade............................................... 17 2.3.4 – Limites de Controle............................................................................. 18 2.3.5 – Cartas de Controle por atributos tipo “P”......................................... 18 2.3.6 – Gráficos de Controle (Gráficos de Shewhart)................................... 20 2.4 – Gráfico de Pareto ................................................................................... 22 III – Metodologia .............................................................................................. 22 3.1 – O projeto ................................................................................................. 23 IV – Resultados................................................................................................ 33 V – Análise dos resultados............................................................................ 35 VI – Considerações finais ............................................................................... 38 Referências bibliográficas.............................................................................. 40

6
I – INTRODUÇÃO
Este trabalho diz respeito ao projeto executado em uma indústria de cerveja e
refrigerante, para um controle de bens de terceiros (os vasilhames) encaminhados
por seus clientes para o envase.
Dentro do processo de logística da empresa que foi realizada esse estudo e projeto
existe um fluxo para retorno de materiais, um controle sobre os materiais de
terceiros em poder da empresa. Neste caso o controle é sobre os vasilhames
recebidos dos clientes, os quais muitos deles não vêm em condições de serem
utilizados nas máquinas de envase por apresentarem diversos problemas ou
defeitos que ocasionariam a quebra destes vasilhames, ou o aumento da quantidade
de vezes que o vasilhame teria que passar pelos processos de higienização para
estar pronto ao envase. Este controle é importante devido a quantidade de
vasilhames recebidos, a quantidade de rejeição encontrada e o custo de aquisição
dos vasilhames. Um controle de qualidade sobre estes vasilhames é de fundamental
importância, visto que as más condições dos vasilhames recebidos impacta no ideal
andamento da linha produtiva.
Partindo deste problema, a empresa decidiu obter um controle na inspeção dos
vasilhames recebidos para classificar os vasilhames por tipo de rejeição e classificar
os clientes por índice de rejeição utilizando técnicas de CEP (Controle Estatístico de
Processo).
Inicialmente fazia-se a inspeção e contagem de todos os vasilhames que entravam
na indústria, com a finalidade de separará-los para o envase, apontando as rejeições
e cobrando dos clientes. Este procedimento inicial, apesar de necessário, tornava-se
inadequado ocasionando alguns problemas para a empresa, entre eles: Um gargalo
na produção, que dependia da inspeção destes vasilhames para alimentação das

7
esteiras nas linhas produtivas; Além deste fator, quando o movimento de
carregamento era alto, abortava-se a inspeção fazendo com que o cliente ficasse
isento de cobrança, assumindo a empresa a perda pelos vasilhames impróprios para
envase. Esse sistema era ineficiente e inadequado, podendo causar prejuízos para a
empresa ou para o cliente caso os apontamentos falhassem.
Assim, esse trabalho baseou-se em analisar o seguinte problema: Como
desenvolver um Sistema para controle dos vasilhames, utilizando os conceitos de
CEP e fundamentos de Sistemas de Informação?
De acordo com o problema relatado acima, a empresa optou por desenvolver um
sistema de informação (SI) contemplando ferramentas de controle estatístico de
processos (CEP), com o objetivo de inspecionar os vasilhames e classificar seus
clientes de forma a identificar o percentual individual de rejeição de cada cliente,
cujos objetivos resumem-se em:
Ordenar a inspeção de forma que seja feito um controle por amostragem, classificar
os recebimentos de vasilhame identificando os principais motivos de rejeição, utilizar
ferramentas de CEP (Controle estatístico de Processo) para desenvolver um
controle de inspeção que possa apontar os defeitos dos vasilhames, classificar seus
clientes por índice de vasilhames rejeitados, entre outros.
1.1 – A Empresa Analisada.
A empresa fabrica os produtos refrigerantes nos sabores: cola, guaraná, laranja,
soda limonada e tuti-fruti em embalagens de 600ml (garrafa de vidro) e 350ml (latas
de alumínio). A empresa conta também com a produção da cerveja pilsen, em
embalagens de 600ml (garrafa de vidro), 350ml (lata de alumínio) e 355ml

8
(longneck) além de produzir também o xarope de groselha em embalagem plástica
descartável de 920 ml.
Foi fundada em 1986, está localizada na Estância Hidromineral de Socorro (SP),
conhecida como “Circuito das Águas”, famosa em todo país por suas riquezas
naturais e pela abundância de fontes de água mineral radioativa.
Em 1994 a cerveja era produzida, ainda de maneira “semi artesanal”, mas a história
de sucesso iniciou-se há muito mais tempo, na década de 50. Nesta época, a família
Mantovani, tradicional em Socorro, iniciou suas atividades em uma pequena
indústria.
Da produção de bebidas quentes como fernet, licores e conhaques, logo a empresa
passou a produzir o que viria a ser uma de suas principais bebidas: o refrigerante.
Não demorou muito e o guaraná Mantovani, ou Indião como era conhecido, tornou-
se líder do mercado regional e sucesso absoluto entre habitantes e turistas do
“Circuito das Águas”.
No início dos anos 80, a empresa foi vendida a um grupo de empresários paulistas,
ganhando, em 1987, investimentos financeiros e estruturais que possibilitaram a
triplicação da sua capacidade da produção, sempre mantendo a alta qualidade de
suas bebidas.
A empresa surgiu em 1994, quando os empresários perceberam a necessidade de
lançar um novo produto no mercado. A bebida causou uma verdadeira revolução na
região, sendo muito bem aceita pelos consumidores e superando as expectativas de
seus idealizadores. O sucesso veio e, com ele, a necessidade de mais
investimentos. No início de 1996, a empresa adquiriu uma linha de produção ainda
mais moderna, munida de centrais computadorizadas, dando início ao grande
projeto de expansão que se vê atualmente.

9
Atualmente a estrutura da empresa com relação ao número de colaboradores se
encontra assim definida: 03 (três) Diretores na Presidência; 18 (dezoito)
colaboradores na Divisão Administrativa, que se divide nos departamentos
Financeiro, Contábil, Informática e de Recursos Humanos; e 215 (duzentos e quinze)
colaboradores na Divisão Operacional, sendo que estes se dividem nos
departamentos de Vendas, Compras, Produção, Envase, Expedição e Manutenção.
A expedição subdivide-se em almoxarifado, carga e descarga e transporte, a
distribuição dos seus produtos é por conta dos seus clientes, atacado e varejo
possuem distribuição própria, cada cliente possui suas próprias caixas (engradados)
e garrafas (vasilhames) para o envase.

10
II - REFERENCIAL TEÓRICO
Nesta seção será apresentado o referencial teórico. Base para o estudo, aplicação e
desenvolvimento do projeto.
2.1 - Sistemas de Informação.
Segundo O’Brien (2004) sistema pode ser definido simplesmente como grupo de
elementos inter-relacionados ou em interação que formam um todo unificado. Seus
elementos trabalham juntos rumo uma meta em comum recebendo insumos e
produzindo resultados em um processo organizado de transformação.
De acordo com Oliveira (2004) os sistemas apresentam alguns componentes, que
são classificados da seguinte forma:
Objetivos: referem-se tanto aos objetivos dos usuários quanto aos objetivos do
próprio sistema. É a própria razão da existência do sistema, ou seja, é a finalidade
para qual o sistema foi criado.
Entradas: as entradas do sistema caracterizam as forças que são fornecidas ao
sistema, como: O material, a energia e a informação. Estas devem estar em sintonia
com os objetivos pré-estabelecidos.
Transformação: o processo que visa transformar dos insumos (entradas) em
produto, serviço ou resultado (saída). É o meio pelo qual os componentes do
sistema interagem com a finalidade de produzir as saídas desejadas.
Saídas: correspondem ao resultado do processo de transformação das entradas. As
saídas podem ser definidas como as finalidades para as quais se uniram os
objetivos, atributos e relações do sistema. Devem ser quantificáveis de acordo com
os critérios e parâmetros previamente estabelecidos além de coerentes com o
resultado esperado do sistema.

11
Controles: as avaliações do sistema que objetiva verificar se as saídas estão
coerentes com os objetivos, para realizar este controle se faz necessária uma
medida do desempenho do sistema, chamada padrão.
Retroalimentação: ou feedback, considerada a reintrodução de uma saída sob a
forma de informação. É um processo de comunicação que reage a cada entrada de
informação incorporando o resultado da ação resposta desencadeada por meio de
nova informação, a qual afetará seu comportamento subseqüente e assim
sucessivamente. Com esse processo faz-se com que o sistema se torne auto-
regulador, a fim de proporcionar maior qualidade da informação da saída produzida
pelo sistema. (OLIVEIRA, 2004, p.24).
A seguir, figura 01 representando este conceito:
Figura 01 – Objetivos de um Sistema de Informação
Fonte: Oliveira(2004,p. 25)
Os sistemas de informações ajudam gerenciar melhor as decisões na tentativa de
obter uma vantagem competitiva estratégica. Diversas decisões são normalmente
tomadas depois de uma análise das informações fornecida pelos sistemas de
informação, isso não só apóia a tomada de decisões dos gerentes como também os
ajuda a procurar maneiras de obter uma vantagem sobre outros concorrentes na
competição por clientes. (O’BRIEN, 2004, p.8).

12
2.1.1 - Classificação dos SI
Os sistemas de informações, em termos conceituais, podem ser classificados de
diferentes maneiras para destacar os papéis principais de cada um deles que
desempenha nas operações e administração de um negócio (O’BRIEN, 2004).
A seguir, a figura 02 demonstra uma consideração resumida de como um sistema de
informação opera no mundo dos negócios:
Figura 02 – Classificação dos Sistemas de Informações Fonte: O’Brien (2004,p10)
Entretanto, num mundo real, essas classificações conceituais normalmente são
combinadas em um sistema de informação interfuncional, que fornecem informações
e apoio à decisão para os gerentes e também executam atividades de
processamento de informações operacionais (O’BRIEN, 2004).
O mesmo autor afirma que os sistemas de informação têm por objetivo apoiar aos
usuários e/ou gerentes à tomada de decisão, na tentativa de obter uma vantagem
estratégica e competitiva. As decisões são geralmente tomadas após uma análise
dos dados fornecida pelo sistema de informação computadorizado. Desta forma,
sistemas de informação estratégicos podem ajudar a fornecer produtos ou serviços
que conferem a uma organização uma vantagem comparativa sobre seus
concorrentes, ou ainda oferecer produtos ou serviços com possibilidade de maior
qualidade para seus clientes.

13
Os sistemas de apoio às operações são sistemas que processam informações, ou
seja, rede de procedimentos rotineiros que servem para o processamento de
transações recorrentes, (BIO, 1996, p.34).
Ainda Bio(1996,p.34) relata que dentro da categoria de apoio às operações pode-se
identificar ainda duas subclasses: O primeiro caso pertencem aos sistemas
processadores de transação tais como: folha de pagamento, processamento de
pedidos, faturamento compra, etc. O segundo caso pertencem aos sistemas
operacionais para tomada de decisão, que voltam para decisões referentes às
operações e envolvem uma agregação de muitas transações. Todavia não se pode
imaginar essas duas subclasses como mutuamente exclusivas, na verdade, elas se
sobrepõem.
2.2 – Controle Estatístico de Processo – CEP
O CEP tem sido estudado e desenvolvido por muitas instituições, além de muito
praticado por outras diversas empresas. Muitas universidades e outras instituições
têm intensificado a pesquisa sobre este tema. A constante aplicação no meio
industrial tem sido também, estimulada nos últimos tempos por algumas normas
descritas por organismos internacionais. Dentre estas destacam-se a série ISO 9000
e a QS 9000. Ambas, no item 4.20, se não fazem referência direta ao CEP, induzem
a utilização desta ferramenta como um meio estatístico de controle de processos
(NBR-ISO 9001, 1994) E (QS 9000,1995 ), (SCHISSATTI, 1998.p.7).
O Controle estatístico de processo (CEP) constitui-se de um conjunto de técnicas e
ferramentas estatísticas, organizadas de modo a proporcionar, através da aplicação
destas, a manutenção e melhoria dos níveis de qualidade de um processo. Pode ser
considerado uma ferramenta ou estratégia da qualidade dentre as diversas

14
existentes, sendo, portanto, um dos caminhos para se atingir alguns resultados
importantes para uma organização (SCHISSATTI, 1998.p.7).
O mesmo autor salienta que quando se trata de CEP, todos os resultados
importantes que podem ser agregados a um negócio são provenientes da redução
da variabilidade dos processos. O objetivo maior de qualquer organização produtora
de bens e serviços é a obtenção de lucros, que garantam a sua sobrevivência em
um mercado competitivo. O CEP potencialmente reduz os custos de fabricação
através da redução da variabilidade, estabilização e melhoria da capacidade do
processo. Assim índices de sucata e reprocesso tendem a valores menores,
reduzindo-se os desperdícios do processo. Com a implantação do CEP aumenta-se
o conhecimento sobre o processo, desta forma, aumenta-se também a solução de
problemas, reduzindo tempos ou a fabricação de produtos dentro de não
conformidades.
O CEP potencialmente reduz os custos de fabricação através da redução da
variabilidade, ou dito de outra forma, através da estabilização e melhoria da
capacidade do processo. Adicionalmente, com a implantação do CEP aumenta-se o
conhecimento sobre o processo, aumentando-se o poder de "fogo" para a solução
de problemas, reduzindo-se assim, quando da ocorrência desses, os tempos mortos
ou a fabricação de produtos não conformes. (SCHISSATTI, 1998)
2.3 – Cartas de Controle
Desde o início da Revolução Industrial, Shewhart preocupou-se em estudar a
variabilidade dos processos, explicações sobre a impossibilidade de produzirem
itens exatamente iguais são até hoje aceitas. Segundo ele, todo processo por mais
bem projetado e controlado que seja, possui uma variabilidade, um componente

15
impossível de ser eliminado, trata-se da variabilidade natural do processo ou causas
aleatórias contra as quais pouco ou nada pode ser feito. (COSTA, EPPRECHT e
CARPINETTI, 2004.p.24).
O objetivo do processo de controle é manter a qualidade do produto
satisfatoriamente uniforme, prevenindo a fabricação do item fora da especificação de
fabricação. A inspeção de que o processo está ou não sob controle é executada
através de exame dos itens conforme amostras extraídas periodicamente. Se o
processo estiver sob controle, as amostras apresentarão variabilidade
correspondente a amostras extraídas de uma população normal, ou seja, a
variabilidade devida apenas ao acaso na amostragem. O processo, quando está sob
controle, supõe que o característico de qualidade do conjunto dos itens produzidos
possua distribuição normal. Além disso, supõe também que essa distribuição
permaneça estável, isto é, que seus dois parâmetros, a média e o desvio padrão,
permaneçam constantes, o que é verificado periodicamente pela extração de uma
seqüência de amostras. A inspeção de qualidade faz-se em produto para que seja
possível verificar se a qualidade das partidas apresentadas atende a especificação
de aceitação. De modo geral, não impede a produção de itens defeituosos, mas em
alguns casos, permite separar os itens perfeitos dos itens separados. (RUY,
1984.p.35).
Ainda Ruy (1984, p.35) salienta que a inspeção por amostragem realiza-se sobre
uma fração de partida (amostra), formadas por determinada quantidade de peças
extraídas de acordo com regras bem determinadas. A partir de informações
subtraídas deste exame, inferem-se em bases estatísticas os característicos de
qualidade do total da partida.

16
O mesmo autor menciona que dada uma partida de peças, para inspeção por
amostragem, os ensaios de qualidade poderão consistir em mensurações, ao longo
de uma escala contínua, para cada característico de peça, o que envolve a
consideração de característicos quantitativos, ou de variáveis. Os ensaios poderão,
de outro modo, consistir na simples verificação da presença ou ausência de
determinado caráter qualitativo, classificando-se as peças em uma de duas
características, mutuamente exclusivas: realiza-se então uma inspeção de atributos.
Este último tipo de inspeção é aplicado somente quando não seja possível, ou
conveniente, realizar mensurações ou quando for mais econômico verificar se
apenas uma peça é ou não defeituosa, seguindo critérios previamente
estabelecidos.
2.3.1 - Carta de Controle por Variáveis
Normalmente identificam-se três tipos de gráficos de controle por variáveis (a média,
o desvio padrão e a amplitude), esse sistema baseia-se no intervalo de 3 sigmas. A
probabilidade de que um ponto caia na zona II é aproximadamente 3 vezes em cada
mil (0,3%) enquanto a probabilidade que caia na zona I é 99,7% aproximadamente
RUY(1984.p.48).
O mesmo autor salienta que o controle de variáveis exige que se estabeleçam dois
gráficos (um para a média e outro da dispersão) para cada característico de
qualidade mensurável que deseja controlar. Muitas vezes não será possível realizar
mensurações das características da qualidade, devido ao problema econômico ou
impossibilidade em si. Recorre-se então ao controle de atributos.

17
2.3.2 - Carta de Controle por Atributos
No controle por atributos, a presença de um defeito leva a classificar a peça como
defeituosa, sem considerar a intensidade ou grau do próprio defeito. (RUY,
1984.p.70)
O controle de atributos é recomendável quando se verificar uma ou mais das
seguintes condições:
O número de característicos de peças a ser controlado é elevado, em lugar de
mensurações convém empregar calibres de passa-não-passa, a mensuração do
característico é antieconômica diante do custo de cada peça e a verificação de cada
peça é feita por simples inspeção visual. O controle de atributos é o único possível
quando o característico de qualidade não seja mensurável, como por exemplo, a
falta de partes, a cor ou estado do acabamento da peça. (RUY,1984.p.70).
2.3.3 - Distribuição Normal de Probabilidade.
Segundo Triolla(1999), uma variável aleatória tem distribuição normal se esta
distribuição é simétrica e apresenta a forma de um sino, conforme figura abaixo:
πσγ
σµχ
2
2)(21 −
−
=e
Figura 03 – Curva simétricaFonte: Triolla (1999)

18
A distribuição se ajusta à equação dada acima cuja fórmula nos mostra que qualquer
distribuição normal é determinada por dois parâmetros: A média µ e o desvio
padrão σ . Dados os valores específicos para a média e o desvio padrão é
possível fazer o cálculo para o gráfico da distribuição normal. (TRIOLA, 1999).
2.3.4 – Limites de Controle
Os limites de controle são calculados sobre a média das unidades não-conformes do
processo (JURAN,1992).
Teoricamente quando o tamanho da amostra muda, os limites de controle também
mudam, e específicos limites de controle deveriam ser calculados para cada
tamanho específico da amostra. Entretanto, de forma prática, os limites de controle
calculados como tamanho médio da amostra são aceitáveis desde que o tamanho
de cada subgrupo varie dentro de aproximadamente vinte e cinco por cento, quando
os tamanhos dos subgrupos variam mais do que o mencionado acima são
necessários limites de controles diferentes para os períodos nos quais o tamanho da
amostra foi muito grande ou muito pequeno. Assim ocorrendo deve-se proceder da
seguinte forma:
Determinar a amplitude do tamanho, recalcular limites corretos para todos
subgrupos, traçar novos limites superior e inferior na carta de controle para todos os
subgrupos afetados e usá-los para a identificação de causas especiais
(JURAN,1992).
2.3.5 – Cartas de Controle por Atributos Tipo “P”.
A carta de controle "p" tem por finalidade medir a fração de unidades não-conforme
(discrepantes ou defeituosas) de um grupo de inspeção. Esta avaliação pode referir-

19
se a uma amostra de 75 peças, feita duas vezes por dia, ou a 100% da produção
agrupada em base horária, diária, etc. Cada componente a ser inspecionado deve
ser registrado quanto a sua conformidade ou não conformidade (mesmo que o item
apresente várias não conformidades é registrado apenas uma vez como um item
não-conforme). Os resultados destas inspeções são agrupados de forma significativa
e os itens não conforme são expressos como fração do tamanho do grupo
amostrado. (FORD, 1984).
As cartas tipo “P” exigem, antes do seu uso, algumas fases preparatórias:
Estabelecer o ambiente próprio para a ação: Todo método estatístico falhará em seu
intento a menos que a gerência prepare um ambiente receptível e hábil.
Definir o processo: O processo deve ser comprometido quanto a suas relações com
outras operações / com os usuários, bem como, em termos de seus elementos
(materiais, máquinas, pessoal, equipamentos e ambiente) que o afeta em todos os
seus estágios. O diagrama de causa e efeito pode auxiliar na visualização destas
relações.
Determinar as características a controlar: Concentrar-se nas características mais
promissoras quanto ao aperfeiçoamento do processo (aplicação do gráfico de
Pareto).
Definir o sistema de medição: Uma característica deve ser operacionalmente
definida, para que os resultados possam ser comunicados a todos com o mesmo
significado hoje tal qual significativa ontem. Isto implica em especificar qual
informação deve ser coletada, aonde, como e sob que condições.
Minimizar as variações inúteis: As causas de variação desnecessárias devem ser
eliminadas antes do início de qualquer estudo. O propósito é evitar os problemas
que podem e devem ser corrigidos sem o uso das cartas de controle. (FORD, 1984)

20
2.3.6 – Gráficos de Controle (Gráficos de Shewhart)
Costa, Epprecht e Carpinetti (2004,p.24) salienta que nenhum processo deixa de
estar sujeito a ocorrência ocasional de perturbações maiores, chamadas de causas
especiais, que tem o efeito de deslocar a distribuição da variável aleatória ‘X’ (tirando
sua média do valor alvo) e/ou aumentar sua dispersão. Causa especial trata-se de
um problema de operação anormal do processo que pode ser corrigido ou eliminado.
Quando além das causas aleatórias de variabilidade as causas especiais estiverem
presentes, diz-se que o processo está fora do controle. Um ponto acima do limite
superior de controle (LSC) ou abaixo do limite inferior de controle (LIC) em um dos
gráficos de controle é interpretado como sinal de que o processo deve estar fora do
controle e alguma ação corretiva é necessária.
Já Juran(1992,p.280) menciona que é uma comparação dos dados de desempenho
do processo com o limite dos controles estatísticos, estes ajudam a avaliar a aptidão,
avaliando em primeiro lugar se o processo está operando na sua variação inerente
mínima. Variações no processo podem resultar de dois tipos de causas:
Comuns: Em função apenas do acaso
Assinaláveis (Especiais): Em função de causas específicas e detectáveis.
Idealmente, apenas as causas do “acaso” devem estar presentes no processo, já
que representa a menor quantidade possível da variação como um dado conjunto de
condições.
Para construir os gráficos de controle, precisamos estimar o desvio padrão do
processo, ou simplesmente dependendo do caso, estimar a média do processo ou
avaliar se a estimativa da média está suficientemente próxima do valor alvo pré-
especificado. Esses parâmetros devem ser estimados com base nos valores da
característica de interesse obtidos de unidades produzidas durante o período em

21
que o processo permaneceu isento de causas especiais, pois em geral tais causas
aumentam sua dispersão e/ou tiram sua média do valor alvo ou do valor em controle.
Ocorrendo isso, é necessário intervir no processo antes de construir os gráficos de
controle. (COSTA, EPPRECHT e CARPINETTI, 2004.p.30).
Se fosse possível fotografar a distribuição das amostras em vários instantes de
tempo, possivelmente teríamos quadros semelhantes ao abaixo:
A figura 04 apresenta o gráfico de controle cujo processo está estável e ajustável, ou
seja, dentro dos limites de controle.
Figura 04 - Processo estável e ajustável Fonte: Costa (2004 p.34)
Já a figura 05 (abaixo) apresenta o gráfico de controle com o processo instável, onde
as amostras encontram-se acima do limite superior de controle e abaixo do limite
inferior de controle.

22
Figura 05 - Processo instável Fonte: Costa (2004 p.31)
2.4 - Gráfico de Pareto.
Em qualquer processo de melhoramento, vale a pena distinguir entre o que é
importante e o que é menos importante. O propósito do diagrama de Pareto é
distinguir as questões “poucas vitais” das “muitas triviais”. É uma técnica
relativamente direta, que envolve classificar os itens de informação nos tipos de
problemas ou causas de problemas por ordem de importância. Isso pode ser usado
para destacar áreas onde investigações adicionais podem ser úteis. (SLACK,
1999.p.471).
O mesmo autor diz que a análise de Pareto é baseada no fenômeno que ocorre
freqüentemente de relativamente poucas causas explicarem a maioria dos defeitos.
Por exemplo, provavelmente a maioria das receitas de uma companhia venha de
relativamente poucos consumidores da companhia. De maneira similar,
relativamente poucos pacientes de um médico vão provavelmente tomar a maioria
do seu tempo.

23
III - METODOLOGIA
A pesquisa de estudo de caso tem por objetivo estabelecer uma série de
compreensões no sentido de descobrir respostas para as indagações e questões
que existem em todos os ramos do conhecimento humano, tem por finalidade tentar
conhecer e explicar os fenômenos que ocorrem nas suas mais diferentes
manifestações e a maneira que se processam os seus aspectos estruturais e
funcionais a partir de uma série de indagações. (OLIVEIRA, 2002,p.117).
Conforme Thiollent (2000, p.14) a pesquisa-ação é um tipo de pesquisa social com
base empírica que é concebida e utilizada em estreita associação com uma ação ou
com a resolução de um problema coletivo, e no qual os pesquisadores e os
participantes representativos da situação ou do problema estão envolvidos de modo
cooperativo ou participativo.
Já para Eden & Huxham (2001, p.94) a pesquisa-ação envolve o pesquisador no
trabalho com os membros de uma organização sobre um assunto que seja de
genuíno interesse e no qual há uma priorização em ações com base na intervenção.
3.1 - O Projeto
O projeto realizado na empresa e descrito neste trabalho teve a participação direta
do pesquisador, funcionário da empresa, e de um consultor contratado pela
empresa.
Após ter identificado a necessidade da empresa deu-se início ao estudo da solução
baseada nos conceitos estatísticos do CEP.
Antes de aplicar qualquer metodologia, foi necessária a mudança do layout atual do
processo de inspeção dos vasilhames recebidos pela empresa, para estabelecer o
ambiente próprio para a ação. Este procedimento foi executado com o intuito de

24
preparar o ambiente para inspeção por amostragem e aplicação das cartas de
controle do tipo “P”.
Foi criado um grupo de trabalho com a única finalidade de inspecionar os
vasilhames. Esse grupo realizaria somente esta tarefa dentro da empresa, com o
objetivo de estarem cada vez mais habituados com o processo e com a identificação
dos defeitos encontrados.
Com o auxílio dos especialistas de produção pôde identificar diversos tipos de
vasilhames que, se estivessem nas esteiras de produção, certamente apresentariam
problemas para o produto acabado (envasado). Identificados esses tipos de defeito,
foram tiradas fotos dos problemas encontrados nos vasilhames e estando em poder
deste material elaborou-se um treinamento para o grupo de inspeção. Uma esteira
foi projetada para o recebimento das caixas (engradados), de forma que a inspeção
ocorresse em “linha”, onde o grupo de trabalho poderia facilmente identificar os
problemas, e cada inspetor tinha a oportunidade de inspecionar o restante das
garrafas caso o inspetor anterior não tenha conseguido identificar problema.
O processo deveria ser executado sob forma de inspeção por amostragem, com as
regras bem analisadas e definidas. Após o layout já trabalhado, instalado e o grupo
de inspeção já familiarizado com os tipos de problemas, deu-se início à aplicação da
carta de controle do tipo ”P” com a finalidade de medir a porcentagem de unidades
não conformes.
O grupo de trabalho após ter feito a inspeção por amostragem do caminhão de cada
cliente, preenche as cartas de controle daquelas amostras inspecionadas. Cada
cliente que passava por esse processo de inspeção tinha sua carta de controle
registrada e separada, para que fosse possível verificar posteriormente as
tendências de possíveis aumentos de rejeição.

25
Inicialmente foi elaborada uma planilha do Excel para arquivar esses dados, até que
os processos de inspeção estivessem devidamente alinhados com o ideal.
O próximo passo foi a elaboração de um sistema de informação para arquivar e
manter o histórico de rejeição por amostras defeituosas e por cliente, além de
realizar todos os cálculos estatísticos do processo. O Sistema de informação foi
elaborado pensando no sistema de Apoio às Operações e no Sistema de Apoio
Gerencial.
O software foi desenvolvido para plataforma Windows, para que fosse aproveitado o
ambiente atual da empresa e pela vantagem de possuir um layout já conhecido
pelos usuários, utiliza um banco de dados Sybase, foi desenvolvido em Delphi e
requer uma configuração mínima na estação de trabalho de 500mhz de processador
e 128mb de memória. Contempla as funções para apontamento das inspeções,
cálculo de limites (inferior, superior), cálculo da classificação dos clientes, consultas
e relatórios diversos. O software foi instalado e disponibilizado para o grupo de
inspeção, sendo um único membro (por turno de trabalho) responsável por seus
inputs (entradas), utilizando a tela apresentada na figura 06 (abaixo).

26
Figura 06 – Inclusão de Lançamentos Fonte: SI desenvolvido no trabalho
O usuário informa a ordem de carregamento do caminhão (romaneio) que foi
inspecionado, o cliente (buscado do cadastro que consta no ERP), a quantidade de
caixas e a quantidade de vasilhames rejeitados por tipo de rejeição (660ml, bicada,
cimento, suja, tinta, verdes e faltou). Aproveitou-se os mesmos conceitos para a
inspeção e controle de caixas e pallets recebidos do cliente.
Ao digitar a quantidade de caixas (onde cada caixa contém 24 garrafas) e inserir os
valores de cada rejeição, o sistema calcula o percentual de rejeição da amostra
conforme fórmulas abaixo:

27
100.
=VVRPA
Onde:
PA Percentual de Rejeição da Amostra
V Total de Vasilhames recebidos na amostra (caminhão)
VR Total de Vasilhames rejeitados na amostra
Caso o PA seja superior ao LSC (Limite Superior de Controle) a amostra é
automaticamente rejeitada para que não venha a distorcer o controle estatístico. O
LSC é obtido através dos cálculos efetuados sobre as amostragens, dentro de um
determinado período, tal cálculo será descrito mais abaixo.
Após entrar com os dados, o sistema armazena-os para futuros cálculos com o
objetivo de guardar o histórico do cliente e para consultas futuras.
O procedimento de entrada de dados (input) é executado diariamente de acordo
com a amostra de cada cliente. No final do exercício, mensal ou quinzenal, o usuário
executa a rotina de Cálculo de Limites, onde o sistema, a partir dos dados inseridos
durante o período, calcula o Total de Inspeção, Total de Rejeição, Percentual de
Rejeição, Desvio Padrão, Média de Rejeição e os LSC (Limite Superior de Controle)
e LIC (Limite Inferior de Controle). O sistema, de acordo com os dados
anteriormente inseridos, soma o total de rejeição e o total de vasilhames
inspecionados no período, calcula o percentual total de rejeição no período “PA”,
arquiva esses valores e demonstra em tela para visualização do usuário, figura 07.

28
Figura 07 – Cálculo dos Limites (LIC e LSC)
Fonte: SI desenvolvido no trabalho
Depois deste processo de cálculo do “PA”, o sistema executa os seguintes
procedimentos:
Calcula o Desvio Padrão (DP):
( )( )( )1
2
−
−= ∑
QPAPR
DP
Onde:
PR Percentual de Rejeição da Amostra
PA Percentual de Rejeição total do Período
Q Quantidade de amostra no período
Calcula o Limite A e Limite B, de acordo com a curva de Gaus (distribuição
normal), considerando a divisão de probabilidade das amostras em três
partes.
( )( )DPPALA .44,0−=

29
( )( )DPPALB .44,0+=
Onde:
LA Limite A
LB Limite B
PA Percentual de Rejeição total do Período
DP Desvio Padrão
Calcula os limites inferiores e superiores de controle:
( )( )DPPALIC .3−=
( )( )DPPALSC .3+=
Onde:
LIC Limite Inferior de Controle
LSC Limite Superior de Controle
PA Percentual de Rejeição Total do Período
DP Desvio Padrão
Calcula a Média dos Limites:
+
=2LSCLICMD
Onde:
MD Média dos Limites
LIC Limite Inferior de Controle
LSC Limite Superior de Controle

30
Após estes cálculos os dados são armazenados numa das tabelas existentes no
banco de dados para a classificação de cada cliente de acordo com os registros
referentes a cada um deles. Em outra tela (figura 08), o Usuário executa a rotina de
classificação dos clientes, onde de acordo com o Desvio Padrão, LIC e LSC
(calculados anteriormente) o sistema classifica todos os clientes em I, II e III.
Figura 08 – Classificação dos Clientes Fonte: SI desenvolvido no trabalho
Nesta tela o sistema seleciona todos os clientes registrados naquele período, verifica
o percentual total de rejeição por cliente, ordena de forma ascendente os clientes
por total de rejeição e de acordo com os Limites A e B separa os clientes na
Classificação I, II e III.

31
Usando o exemplo da figura 08, os clientes que obtiveram um percentual de rejeição
menor que 0,62% (naquele período) ficariam na classificação I, os clientes que
obtiveram percentual de rejeição entre 0,63% e 1,32% ficariam classificados como II
e os clientes que obtiveram percentual de rejeição superior a 1,32% ficariam
classificados como III.
Antes de gravar esses dados no banco de dados o sistema informa quais os clientes
que foram classificados e os devidos percentuais separando-os em “abas” diferentes
para análise. Após confirmação de gravação, o sistema acessa o ERP, e no
cadastro dos clientes atualiza cada cliente com a devida classificação.
Essa classificação é usada para cobrança de vasilhames no mês seguinte ao cliente,
onde no ERP é inserido o valor por vasilhame a ser cobrado (independente das
rejeições atuais). Ou seja, a cobrança é efetuada de acordo com a classificação do
período anterior. Exemplo: Caso o cliente esteja na classificação I, ele se torna
isento de cobrança no período seguinte, sendo que as rejeições naquele mês serão
consideradas para novos cálculos após o próximo fechamento do exercício, as
classificações II e III possuem um percentual definido pela empresa a ser aplicado
pelo total de vasilhame encaminhado pelo cliente à empresa.
Após o lançamento dos dados, qualquer usuário poderá consultar através de
relatórios ou telas de consulta a posição de rejeição de um determinado cliente ou o
total da empresa até o momento. A figura 09 ilustra o exemplo de consulta de
rejeição por cliente:

32
Figura 09 – Consulta de Rejeição por cliente
Fonte: SI desenvolvido no trabalho
São apresentadas: a freqüência em que o cliente esteve presente na empresa, as
rejeições de cada caminhão, os percentuais por tipo de rejeição, a classificação atual
dos clientes e um gráfico para acompanhar a evolução da rejeição durante o período
da consulta. Esta tela pode ser impressa ou encaminhada ao cliente via e-mail para
acompanhamento de seus vasilhames e projeção de valores a serem cobrados no
mês seguinte.

33
IV - RESULTADOS.
Neste capítulo será apresentado, através de gráficos, os resultados obtidos com a
implantação do projeto no decorrer do período.
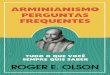
A figura 10 apresenta o total e percentual de rejeição dos vasilhames recebidos,
desde o início da implantação do projeto (08/2002) até o mês 03/2005.
Gráfico de Percentual de Rejeição de Vasilhame
0
1
2
3
4
5
6
ago/0
2se
t/02ou
t/02
nov/0
2
dez/0
2jan
/03fev
/03
mar/03
abr/0
3
mai/03
jun/03
jul/03
ago/0
3se
t/03ou
t/03
nov/0
3
dez/0
3jan
/04fev
/04
mar/04
abr/0
4
mai/04
jun/04
jul/04
ago/0
4se
t/04ou
t/04
nov/0
4
dez/0
4jan
/05fev
/05
mar/05
35.776 vasilhamesrejeitados (5,12%)
11.521 vasilhamesrejeitados (1,20%)
6.945vasilhamesrejeitados(1,22%)
% RejeiçãoFigura 10 – Percentual de Rejeição dos Vasilhames - Total Fonte: Dados da pesquisa elaborada pelo autor
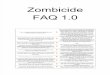
Na figura 11 é demonstrado um comparativo de rejeição sobre os principais tipos de
defeito encontrado nos vasilhames. Comparando os valores com os períodos:
junho/2002 (antes da implantação do projeto) e junho/2003 (após um ano do projeto
implantado).

34
28433
5587
210 66
5968
588 138 37 481 54
0
5000
10000
15000
20000
25000
30000
BICADA CIMENTO SUJA TINTA VERDE
Comparativo de Rejeição (06/2002 X 06/2003)
jun/02jun/03
Figura 11 – Comparativo de Rejeição (junho/2002 X junho/2003)
Fonte: Dados da pesquisa elaborada pelo autor
Já a figura 12 apresenta um gráfico de rejeição de um determinado cliente,
demonstrando os percentuais de rejeição com o decorrer do período.
6,03
4,12
3,29
1,641,43
1,08
0
1
2
3
4
5
6
7
%
ago/02 set/02 out/02 nov/02 dez/02 jan/03
Percentual de Rejeição do Cliente
Figura 12 – Rejeição de um cliente.
Fonte : Dados da pesquisa elaborada pelo autor

35
A figura 13 demonstra os percentuais médios de rejeição por tipo de defeito dos
vasilhames, dados desde o início da implantação do projeto até o mês 03/2005.
Percentual por tipo de Defeito
81,5
5,37
6,26
0,68
0,7
5,49
BicadasSujasVerdesCimentoTintaFaltando
Figura 13 – Percentual por tipo de defeito dos vasilhames Fonte: Dados da pesquisa elaborada pelo autor

36
V - ANÁLISE DOS RESULTADOS.
De acordo com o gráfico demonstrado na figura 01 observa-se que houve uma
queda de rejeição de vasilhames já nos primeiros meses de implantação do sistema.
Em agosto de 2002, quando o sistema estava sendo implantado, a rejeição de
vasilhames foi de 36.776 (5,12%), logo após três meses do projeto implantado pode-
se observar que a rejeição foi de 11.521 vasilhames (1,20%), uma redução de 219%
em apenas quatro meses. Considera-se no total de vasilhames rejeitados durante o
mês de agosto a falta de preocupação dos clientes com o processo seletivo dos
vasilhames enviados para a empresa, após os primeiros índices de rejeição por
clientes eles (clientes) passaram a inspecionar os vasilhames antes de encaminhá-
los para a empresa, fazendo com que houvesse a diminuição apresentada. Após
esse período inicial de quatro meses a média do percentual de rejeição gira em torno
de 1,20%.
Levando em consideração os números referentes aos meses que antecedem a
implantação do projeto, comparados com os números apresentados após a sua
implantação, destaca-se a redução dos índices de rejeição. Com base na figura 11,
pode-se observar que a redução de rejeição de vasilhames somente nos defeitos
identificados como “bicados” foi de 509%, sendo rejeitados 28.433 vasilhames
bicados em junho de 2002 (sem o sistema implantado) contra 5.587 vasilhames
bicados em junho de 2003 (com o sistema implantado). Uma redução média de
42,41% ao mês aproximadamente.
No que diz respeito a redução dos vasilhames com defeito enviados à empresa, a
preocupação do cliente em inspecionar os vasilhames antes de ser enviados para a
empresa foi fundamental. Foi escolhido um cliente ativo desde o início da
implantação do projeto até a presente data e pode-se observar a evolução da

37
redução dos problemas enviados para a empresa na figura 12. Este cliente vinha
com uma média de 6,03% de rejeição sobre todos os vasilhames encaminhados por
ele durante o mês de agosto/2002, passando para uma média de 1,08% de rejeição
sobre os vasilhames encaminhados pelo mesmo cliente, redução obtida durante seis
meses da implantação do projeto.
Com relação a identificação dos principais tipos de defeitos encontrados nos
vasilhames, o sistema informa o percentual de vasilhames recebidos desde o início
do projeto até o mês de março/2005, ordenados por tipo de defeitos, conforme
demonstrado na figura 13. Os vasilhames bicados (vasilhames com o bico lascado
ou trincado) são responsáveis por 81,5% do total de vasilhame recebido na
empresa, os demais vasilhames com defeito ocupam apenas 18,5% do total de
vasilhames.

38
VI - CONSIDERAÇÕES FINAIS.
O sistema foi homologado definitivamente em agosto de 2002, a partir desta data a
empresa detém todos os históricos de vasilhames por tipo de rejeição e históricos de
rejeição por clientes.
Com a implantação do Sistema de Informação foram encontradas algumas
melhorias no processo as quais:
Os clientes, ao estarem cientes da inspeção e controle dos vasilhames
recebidos pela empresa, passaram a executar uma pré-inspeção em seus
próprios estabelecimentos. Fazendo com que a qualidade de vasilhames
recebidos aumentasse significativamente já nos três primeiros meses e
continuassem melhorando conforme o passar do tempo, até que se chegou
num valor esperado de aproximadamente 1%.
Com o passar dos meses, após uma base de conhecimento já formada, os
clientes eram informados através de relatórios o total de rejeição mensal ou
semanal. Isso fazia com que o cliente se empenhasse em melhorar seu
processo interno de inspeção que fora criado, para que ficasse isento de
cobrança no mês seguinte.
Pode-se identificar através de Gráficos de Pareto quais os problemas mais
comuns encontrados nas amostras, com isso a equipe de inspeção
especializava-se cada vez mais em seu trabalho, destinando maior atenção
aos problemas com maior índice de rejeição.
Com o controle conseguiu-se identificar quais clientes que obtiveram rejeição
fora do controle, desta forma iniciou-se um trabalho junto a esses clientes
(conscientização, regras e formas de inspeção).

39
Além dos muitos benefícios relatados acima, encontrou-se algumas dificuldades
antes e após implantação do projeto, como:
Por ser tratar de uma inspeção por amostragem, alguns clientes buscavam
colocar as caixas que continham os vasilhames inadequados em lugares de
difícil acesso para a equipe de inspeção. Isso para tentar mascarar seu índice
e fazer com que os vasilhames com problemas não fossem vistos. Ao
identificar a tática dos clientes, que correu de cliente em cliente rapidamente,
o grupo de inspeção foi instruído, também por amostragem de caminhões, a
buscar caixas que poderiam conter os vasilhames arranjados pelos clientes.
Esta solução causou elevação de índice de rejeição de alguns clientes que
pagaram por eles no mês seguinte, inibindo a prática por parte de todos os
demais clientes.
Os clientes ao terem seus caminhões inspecionados e rejeitados devido ao
alto índice de rejeição, retiravam seus caminhões levando-os ao uma
empresa próxima para trocar os vasilhames rejeitados. Após isso retornava
para o carregamento, passando novamente por uma análise até que seu
índice fosse suficiente para ser aceito. Com isso, gerou um comércio informal
de vasilhames ao redor da empresa, o qual logo foi resolvido.
A empresa precisou, através de palestras e cartas, demonstrar o sistema e
apresentar os cálculos estatísticos aos clientes para que alguns deles dessem
crédito ao processo e não oferecessem resistências na hora do faturamento.

40
REFERÊNCIAS BIBLIOGRÁFICAS.
BIO, Sergio Rodrigues. Sistema de Informação um enfoque gerencial. São Paulo: Atlas ,1996
COSTA, Antonio Fernando Branco, EPPRECHT, Eugênio K, CARPINETTI, Luiz Cezar R. Controle estatístico de qualidade. São Paulo: Atlas, 2004.
EDEN, C. & HUXHAM, C. Pesquisa-ação no estudo das organizações. In CLEGG, S.R. et.al. (Orgs.) Handbook de estudos organizacionais: reflexões e novas direções. São Paulo: Atlas, 2000. v.02 . p. 94.
FORD, Apostila utilizada para treinamento de conceitos de CEP na empresa automobilística FORD,1985.
JURAN, J.M. Controle da qualidade: ciclos do produto, do projeto à produção. Volume III. Editora Makron Books,1992. LOURENÇO FILHO, Rui C.B. Controle estatístico de qualidade. São Paulo: LTC,1984.
O’BRIEN, James A. Sistema de informações e as decisões gerenciais na era da Internet. Tradução da 9ª Edição Americana. São Paulo: Saraiva, 2004.
OLIVEIRA, Djalma de Pinho Rebouças de. Sistema de informações gerenciais. 9 ed. São Paulo: Atlas, 2004.
OLIVEIRA, Silvio Luiz. Tratado de metodologia científica: projetos de pesquisas, TGI, TCC, monografias, dissertações e teses. São Paulo: Pioneira , 2002.
SCHISSATTI, Márcio Luiz. Uma Metodologia De Implantação De Cartas De Shewhart Para O Controle De Processos. Dissertação submetida à Universidade Federal de Santa Catarina para obtenção do grau de Mestre em Engenharia,1998.
SLACK, Nigel et al . Administração da produção. Edição compacta. São Paulo: Atlas,1999.
THIOLLENT, M. Metodologia da pesquisa-ação. São Paulo: Cortez, 2000. p. 14.