Embed Size (px)
Citation preview

Fenômenos tribológicos intrínsecos ao travamento de juntas de engenharia aparafusadas
José Maria Muniz Escola Politécnica da Universidade de São Paulo
Mestrado Profissional em Engenharia Automotiva Av. Prof. Mello Moraes, 2231, Cidade Universitária
05508-900 – São Paulo - Brasil Cidade Universitária
E-mail: [email protected]
Prof. Dr. Amilton Sinatora Escola Politécnica da Universidade de São Paulo
Departamento de Engenharia Mecânica Av. Prof. Mello Moraes, 2231, Cidade Universitária
05508-900 – São Paulo - Brasil E-mail: [email protected]
. Abstract:
The most common operation at the vehicle assembling companies’ routine is the thread tightening. This is a design resource mainly used for structural assembling, peripheral fixations and tubes connections. A difficulty inherent to this operation, however, affects the assembling routine. Production flow interruptions and reworks in products often derive from broken bolts, smashed components and audited torques outside the tolerances. The causes for those disturbances are very often attributed to excessive or insufficient assembling force on the bolts. On the present paper we look for a quick answer concerned to tribologic elements that can control the friction rate at the surfaces involved in the threaded assembling forces.
Key-words: Threading, Automotive assembling, Bolts, Screws, Tightening torque, Tightening force.
Resumo:
A mais comum e freqüente operação realizada numa linha de montagem de uma empresa montadora automotiva é o rosqueamento. Este é um recurso de projeto utilizado para montagens estruturais, fixações periféricas e vedações de tubos e canos que distribuem os fluido no veículo. Uma dificuldade, no entanto, afeta sistematicamente a rotina de montagem, na forma de interrupções e retrabalhos dos produtos. Parafusos rompidos, componentes esmagados torques de controle fora do especificado, são sintomas de que a força de montagem foi excessiva ou não chegou ao nível suficiente para travar a junta projetada. Neste estudo buscamos a resposta mais imediata e disponível para o controle dos parâmetros tribológicos das superfícies envolvidas no rosqueamento atuador na obtenção da força de montagem.
Palavras chave: Rosqueamento, Montagem automotiva, Parafusos, Torque de aperto, Força de aperto. 1
1 Artigo extraído da tese: “Fenômenos tribológicos intrínsecos ao travamento de juntas de engenharia aparafusadas”, de José Maria Muniz, apresentada à Escola Politécnica da Universidade de São Paulo para obtenção do Título de Mestre em Engenharia Automotiva sob a orientação do Prof. Dr. Amilton Sinatora.
2
1. INTRODUÇÃO: - O ROSQUEAMENTO
O recurso de rosqueamento é usado no projeto de componentes na indústria automotiva de diversas formas. O que rege a escolha deste recurso é principalmente a necessidade de se desmontar a junção durante o uso e manutenção do veículo. Junções não desmontáveis são feitas por soldagem, rebitagem, colagem, etc.
Três principais formas de uso deste recurso são:
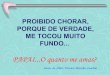
MONTAGEM – A mais importante é aquela usada em componentes nos quais os elementos de fixação (parafusos) participam dos esforços estruturais. Por isso, constituem o ponto mais crítico de tais junções.
FIXAÇÃO – Geralmente parafusos menores ou pinos rosqueados em abraçadeiras promovem a fixação de componentes auxiliares de motores eixos e cabinas. A função básica é simplesmente segurar o componente em uma determinada posição evitando a sua interferência com outros.
VEDAÇÃO - O rosqueamento promove o contato entre partes em que a união de suas superfícies é responsável pelo impedimento de passagem de algum fluido. As tampas dos diversos reservatórios presentes nos veículos e as conexões de tubos são exemplos dessa aplicação.
Figura 1. - Exemplos de montagem, fixação e vedação em um único componente de motor (Compressor).
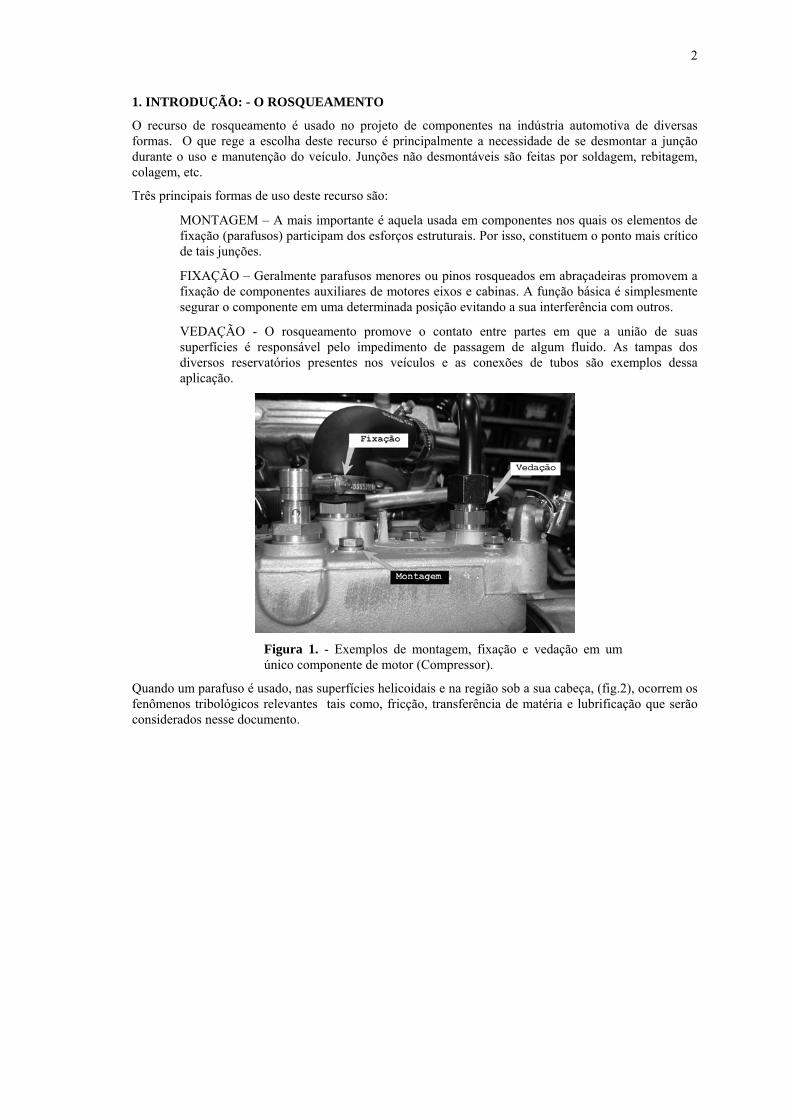
Quando um parafuso é usado, nas superfícies helicoidais e na região sob a sua cabeça, (fig.2), ocorrem os fenômenos tribológicos relevantes tais como, fricção, transferência de matéria e lubrificação que serão considerados nesse documento.
3
Figura 2. - Regiões de atrito do parafuso durante sua aplicação.
A energia aplicada por torque ao sistema composto de um ou mais parafusos, para a união de duas ou mais partes de um determinado componente automotivo, é dividida em duas parcelas. Uma parcela gera a força de montagem, ou força tensora, como é referida por alguns. Outra parcela é consumida pelo sistema na forma de deformações e atrito entre as superfícies em contato, na rosca e nas faces das “cabeças” dos parafusos. É óbvio que o que interessa para a junção é a força tensora. Esta, porém, não pode ser medida no ato da montagem na própria linha de produção, pois não se dispõe de sensores para medi-la.
Esta divisão de parcelas torna-se o ponto crítico de montagens por aparafusamento pois o resultado desejado de força de montagem depende absolutamente do regime de dispersão da energia no coeficiente de atrito e deformações nas superfícies em contato.
2. O ROSQUEAMENTO NAS JUNTAS DE ENGENHARIA
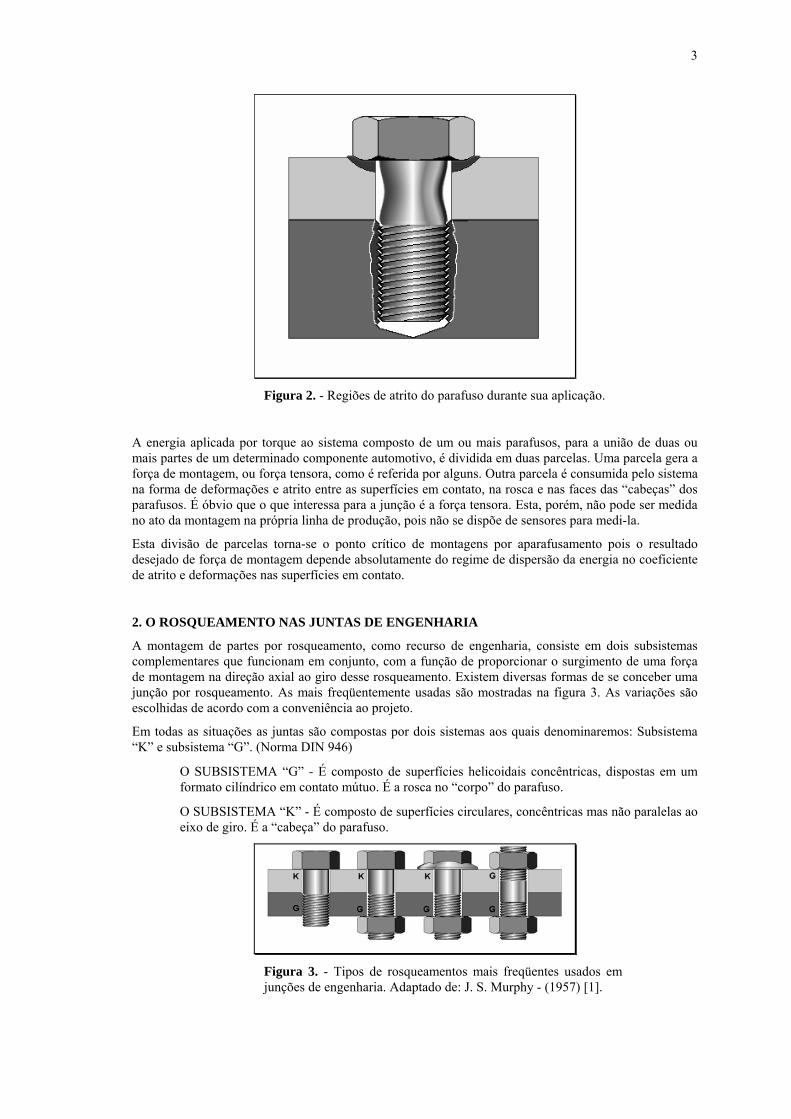
A montagem de partes por rosqueamento, como recurso de engenharia, consiste em dois subsistemas complementares que funcionam em conjunto, com a função de proporcionar o surgimento de uma força de montagem na direção axial ao giro desse rosqueamento. Existem diversas formas de se conceber uma junção por rosqueamento. As mais freqüentemente usadas são mostradas na figura 3. As variações são escolhidas de acordo com a conveniência ao projeto.
Em todas as situações as juntas são compostas por dois sistemas aos quais denominaremos: Subsistema “K” e subsistema “G”. (Norma DIN 946)
O SUBSISTEMA “G” - É composto de superfícies helicoidais concêntricas, dispostas em um formato cilíndrico em contato mútuo. É a rosca no “corpo” do parafuso.
O SUBSISTEMA “K” - É composto de superfícies circulares, concêntricas mas não paralelas ao eixo de giro. É a “cabeça” do parafuso.
Figura 3. - Tipos de rosqueamentos mais freqüentes usados em junções de engenharia. Adaptado de: J. S. Murphy - (1957) [1].
4
Com a intenção de facilitar o intercâmbio de parafusos nas diversas aplicações, foram adotados padrões de perfis de roscas e bitolas que estão escalonados de forma a permitir o uso em projetos diversos e por fabricantes diferentes.
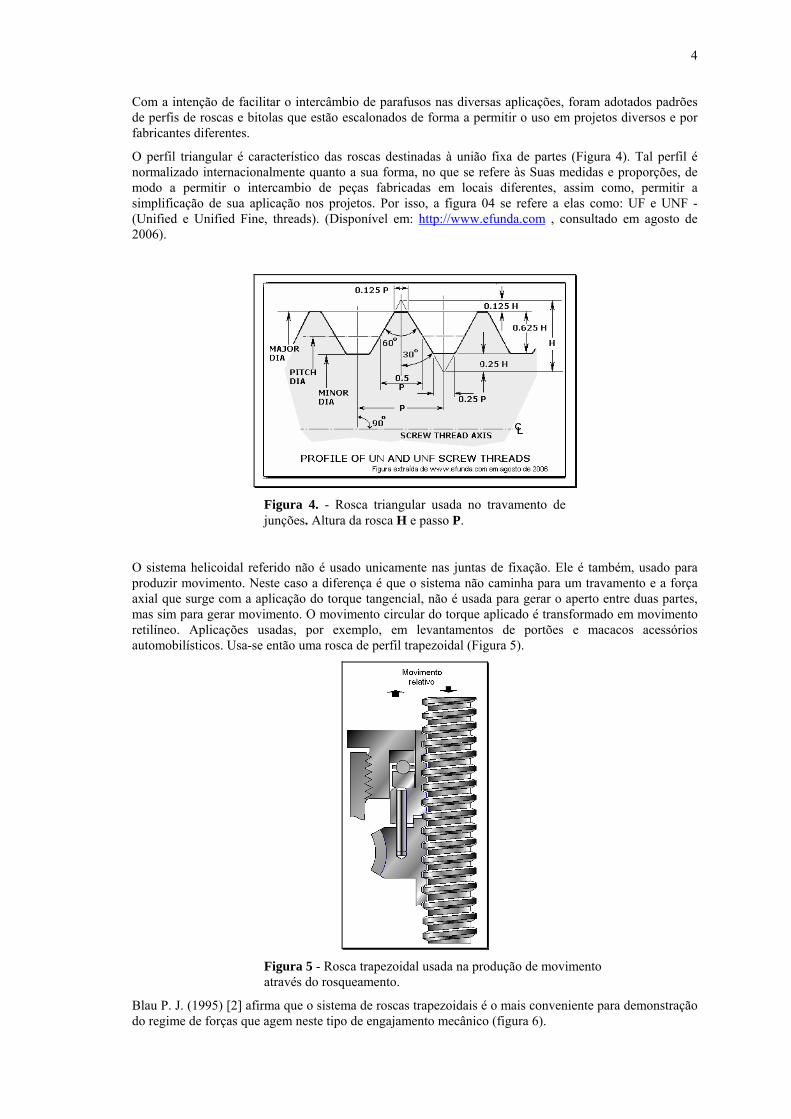
O perfil triangular é característico das roscas destinadas à união fixa de partes (Figura 4). Tal perfil é normalizado internacionalmente quanto a sua forma, no que se refere às Suas medidas e proporções, de modo a permitir o intercambio de peças fabricadas em locais diferentes, assim como, permitir a simplificação de sua aplicação nos projetos. Por isso, a figura 04 se refere a elas como: UF e UNF - (Unified e Unified Fine, threads). (Disponível em: http://www.efunda.com , consultado em agosto de 2006).
Figura 4. - Rosca triangular usada no travamento de junções. Altura da rosca H e passo P.
O sistema helicoidal referido não é usado unicamente nas juntas de fixação. Ele é também, usado para produzir movimento. Neste caso a diferença é que o sistema não caminha para um travamento e a força axial que surge com a aplicação do torque tangencial, não é usada para gerar o aperto entre duas partes, mas sim para gerar movimento. O movimento circular do torque aplicado é transformado em movimento retilíneo. Aplicações usadas, por exemplo, em levantamentos de portões e macacos acessórios automobilísticos. Usa-se então uma rosca de perfil trapezoidal (Figura 5).
Figura 5 - Rosca trapezoidal usada na produção de movimento através do rosqueamento.
Blau P. J. (1995) [2] afirma que o sistema de roscas trapezoidais é o mais conveniente para demonstração do regime de forças que agem neste tipo de engajamento mecânico (figura 6).
5
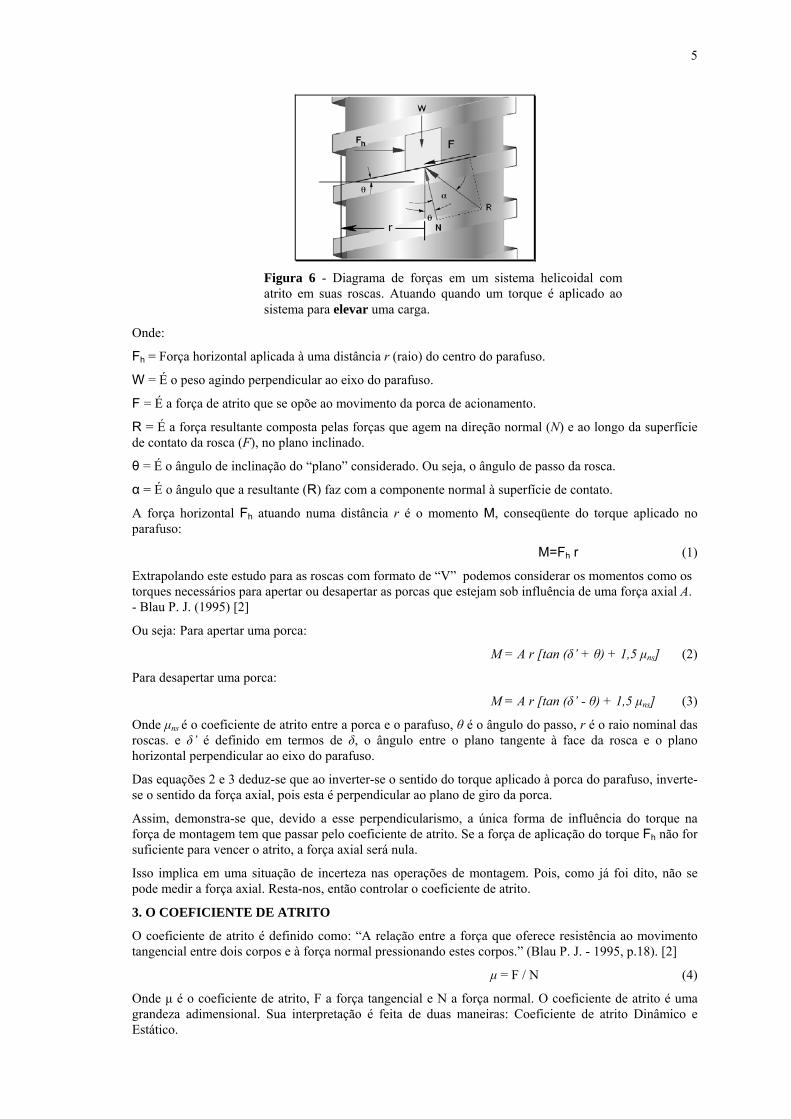
Figura 6 - Diagrama de forças em um sistema helicoidal com atrito em suas roscas. Atuando quando um torque é aplicado ao sistema para elevar uma carga.
Onde:
Fh = Força horizontal aplicada à uma distância r (raio) do centro do parafuso.
W = É o peso agindo perpendicular ao eixo do parafuso.
F = É a força de atrito que se opõe ao movimento da porca de acionamento.
R = É a força resultante composta pelas forças que agem na direção normal (N) e ao longo da superfície de contato da rosca (F), no plano inclinado.
θ = É o ângulo de inclinação do “plano” considerado. Ou seja, o ângulo de passo da rosca.
α = É o ângulo que a resultante (R) faz com a componente normal à superfície de contato.
A força horizontal Fh atuando numa distância r é o momento M, conseqüente do torque aplicado no parafuso:
M=Fh r (1)
Extrapolando este estudo para as roscas com formato de “V” podemos considerar os momentos como os torques necessários para apertar ou desapertar as porcas que estejam sob influência de uma força axial A. - Blau P. J. (1995) [2]
Ou seja: Para apertar uma porca:
M = A r [tan (δ’ + θ) + 1,5 μns] (2)
Para desapertar uma porca:
M = A r [tan (δ’ - θ) + 1,5 μns] (3)
Onde μns é o coeficiente de atrito entre a porca e o parafuso, θ é o ângulo do passo, r é o raio nominal das roscas. e δ’ é definido em termos de δ, o ângulo entre o plano tangente à face da rosca e o plano horizontal perpendicular ao eixo do parafuso.
Das equações 2 e 3 deduz-se que ao inverter-se o sentido do torque aplicado à porca do parafuso, inverte-se o sentido da força axial, pois esta é perpendicular ao plano de giro da porca.
Assim, demonstra-se que, devido a esse perpendicularismo, a única forma de influência do torque na força de montagem tem que passar pelo coeficiente de atrito. Se a força de aplicação do torque Fh não for suficiente para vencer o atrito, a força axial será nula.
Isso implica em uma situação de incerteza nas operações de montagem. Pois, como já foi dito, não se pode medir a força axial. Resta-nos, então controlar o coeficiente de atrito.
3. O COEFICIENTE DE ATRITO
O coeficiente de atrito é definido como: “A relação entre a força que oferece resistência ao movimento tangencial entre dois corpos e à força normal pressionando estes corpos.” (Blau P. J. - 1995, p.18). [2]
μ = F / N (4)
Onde μ é o coeficiente de atrito, F a força tangencial e N a força normal. O coeficiente de atrito é uma grandeza adimensional. Sua interpretação é feita de duas maneiras: Coeficiente de atrito Dinâmico e Estático.
6
DINÂMICO - quando a força tangencial for medida durante o movimento entre as partes em contato.
ESTÁTICO - quando esta força for a força necessária para tirar do repouso, um dos corpos em contato.
Mais adiante será visto que o coeficiente de atrito relevante em nossas discussões, é o coeficiente de atrito dinâmico. Pois ele é que aparece, numericamente, nos cálculos de confiabilidade das juntas aparafusadas. Porém, o travamento final da junta é feito pelo coeficiente de atrito estático. Este é o responsável pelo torque final de desaperto da junta. O torque de controle da eficiência da junta.
Hutchings (1992, p.1) [3] define Tribologia como: “A ciência e a tecnologia da interação entre superfícies em movimento relativo”. E abrange o estudo do Atrito, do Desgaste abrasivo e da Lubrificação. A palavra Tribologia vem do Grego: Esfregar ou atritar. Foi usada pela primeira vez pelo comitê governamental Inglês.
O estudo tribológico da interação das superfícies em contato nos parafusos requer uma abordagem diferente das formas habituais encontradas nos livros que versam sobre o assunto.
- Primeiro, não existe um desgaste abrasivo constante das superfícies, visto que o movimento não é constante e na maior parte do tempo, as superfícies ficarão em repouso relativo.
- No rosqueamento, o movimento relativo entre as superfícies, é apenas inicial e a deformação devido ao contato se dá por pressão e não por desgaste como ocorre na maioria dos casos estudados pelos diversos autores que escrevem sobre Tribologia.
- A abrasão somente ocorrerá se as superfícies em contato não estiverem separadas por algum elemento lubrificante ou não houver alguma proteção superficial nos componentes em contato.
Hutchings (1992) [3] afirma que altas forças de adesão são notadas em superfícies de materiais metálicos sujeitos a pressões, mútuo movimento relativo e entre eles não houver outros materiais. As superfícies de materiais metálicos, limpos, no vácuo apresentam um elevado coeficiente de atrito.
Em uma junção de engenharia, deseja-se juntar duas ou mais partes com uma firmeza suficiente para que esta cumpra o seu papel diante das solicitações das cargas de trabalho. Esta força de montagem inicial, conhecida como pré-carga, representa a força necessária à junta para que resista ás solicitações de trabalho sem se romper ou mesmo afrouxar. Na maioria das vezes estas juntas terão que ser desmontadas e montadas diversas vezes. A repetibilidade tem que ser garantida. Sendo assim, parâmetros como rugosidade, proteção superficial, lubrificante método de aperto, etc. têm de ser controlados pois são eles que têm influência direta sobre o coeficiente de atrito.
4. A LUBRIFICAÇÃO
A lubrificação é usada para reduzir o atrito e o desgaste entre duas superfícies sólidas em movimento relativo. Em alguns casos para controlar, sob razoáveis limites, a temperatura grada pelo atrito. Bhushan e Gupta et al, (1997). [4]
No caso da aplicação da lubrificação no rosqueamento, o uso vai se restringir a diminuir o atrito dinâmico durante a aplicação do torque, até o ponto onde a força axial gerada seja a força de montagem. Se esta redução for excessiva poderá haver ruptura de algum elemento da junta. Se for insuficiente a força de montagem não será conseguida.
A lubrificação pode ser liquida ou sólida. Apesar da importância do óleo lubrificante no controle do coeficiente de atrito nas superfícies de contato dos parafusos, não abordaremos a análise dos óleos lubrificantes neste estudo. A análise dos lubrificantes sólidos ficará restrita ao fosfato encontrado nas peças testadas em laboratório.
4.1. A COBERTURA DE FOSFATO
A fosfatização de aço, ferro, ou alumínio, etc., consiste em um tratamento do metal, mergulhado em uma solução diluída de ácido fosfórico e outros produtos químicos (aceleradores) de maneira a se formar sobre este, uma camada, densa, contínua, não-metálica, insolúvel de fosfato cristalino ou amorfo. Os mais comuns são os fosfatos de Mn, Fe e Zn.
As aplicações mais freqüentes da proteção por fosfato são (1) proteção fraca temporária à corrosão (2) base preparatória para pintura (3) base de preparação para trabalho a frio (4) lubrificante promotor de
7
resistência ao desgaste, ao Galling, ao Scoring de peças sujeitas a contato em movimento, com ou sem óleo. (Bhushan e Gupta, 1997) [4]. A função básica do fosfato no parafuso é reter o óleo e funcionar como um lubrificante sólido controlador do coeficiente de atrito.
5. O CONTROLE DO COEFICIENTE DE ATRITO
Na engenharia, sempre que estamos às voltas com o desconhecido ou imprevisível, buscamos uma forma de monitoramento dos parâmetros controláveis para proporcionar resultados próximos dos desejados. A ferramenta mais eficiente em certas circunstâncias, é a Estatística.
Brockett e Levine (1984) [5] consideram a divisão da estatística em duas matérias: A Estatística Descritiva e a Estatística Preditiva. A descritiva é aquela que apenas expõe os dados de forma numérica e / ou gráfica. A preditiva é aquela que tenta definir as características principais de uma determinada população através do estudo e processamentos de dados de uma amostra caracterizada deste grupo.
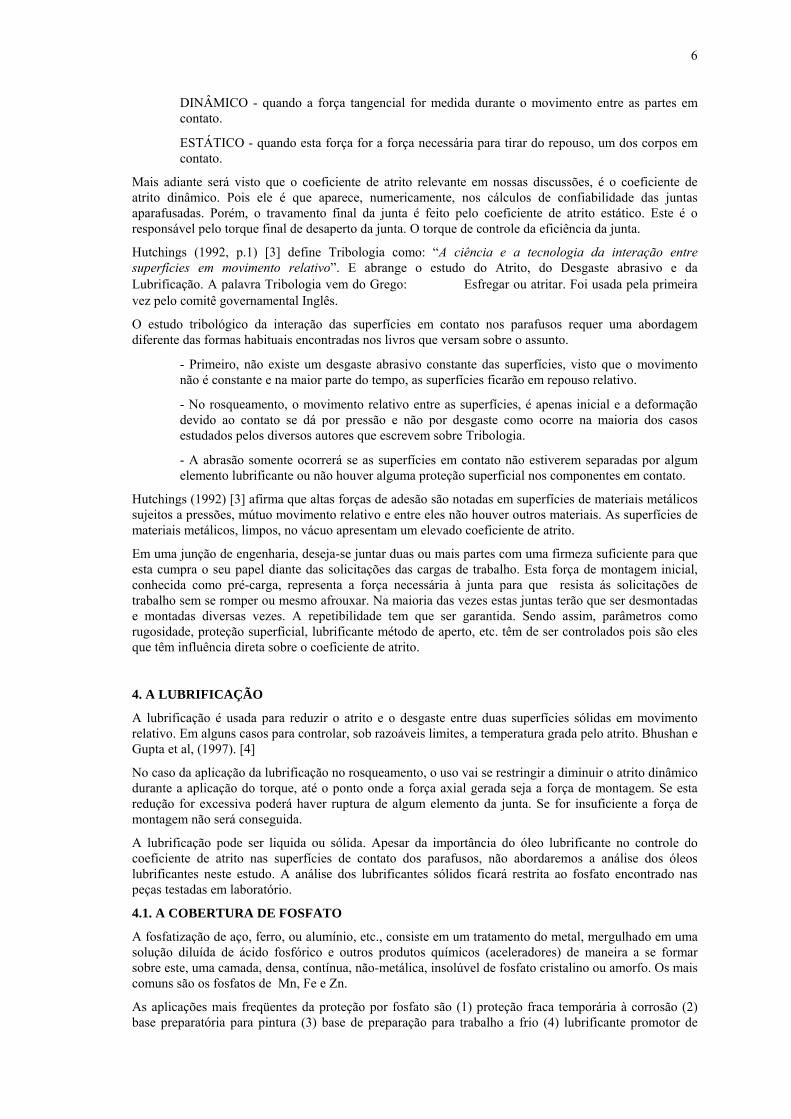
Para controle do coeficiente de atrito de um determinado lote de parafusos a ser usado na montagem de componentes, temos que testar uma amostra do lote produzido para buscar uma previsão do seu comportamento na produção. A ferramenta usada é a estatística preditiva. Conhecendo a média, o desvio padrão e o intervalo de confiança da amostragem, podemos prever, com uma pequena margem de erro, qual será o comportamento do lote na produção. A figura 7 mostra um gráfico compilado através de dados obtidos em ensaios numa máquina de determinação de torque e tensão.
Figura 7 - Variação linear da força de montagem em relação ao torque aplicado. O valor do coeficiente de atrito é representado pelo coeficiente angular de uma reta. Cada reta representa um determinado coeficiente de atrito.
Uma fonte de muitos enganos de interpretação dos fenômenos tribológicos intrínsecos ao aparafusamento é a consideração de que o coeficiente de atrito seja uma propriedade de um determinado material. Por definição, o coeficiente de atrito é um parâmetro obtido pela interação de duas superfícies. Como se pode, então, controlar este parâmetro em apenas um dos elementos da junta? Em um lote de parafusos, por exemplo. E a outra superfície? E a aplicação deste parafuso? Para onde ele vai e como será utilizado?
Tudo vai depender de onde este parafuso vai ser aplicado. Com que superfície a sua superfície vai interagir.
A resposta é medir o coeficiente de atrito em contato com superfícies conhecidas de forma padronizada, para se obter valores comparativos que sirvam de referência para a definição das diversas aplicações.
A norma DIN 946 determina os procedimentos necessários para se obter valores de coeficientes de atrito de forma comparativamente coerente. Ou seja, se a amostra de um lote de parafusos, verificado segundo as condições definidas na norma, demonstrar valores dentro de uma determinada faixa previamente estudada, podemos reconhecer que os parafusos deste lote cumprirão o mesmo papel em uma determinada aplicação, também, previamente estudada.
As faixas de aplicação de torque adotadas para a montagem de um determinado produto, reproduzirão uma faixa adequada de possíveis pré-cargas nas juntas, se o coeficiente de atrito das superfícies em contato estiver em conformidade com as condições estudadas no desenvolvimento do produto.
A padronização dos testes de verificação das condições tribológicas dos parafusos antes das montagens foi conseguida com o uso de uma máquina de medição da pré-carga resultante da aplicação de torques conhecidos, conhecida como máquina de determinação de Torque x Tensão (DTT). Esta máquina controla os valores de pré-carga e torque total aplicado e com esses números calcula o coeficiente de
8
atrito resultante através de fórmulas contidas no programa de computador que gerencia os resultados. As fórmulas usadas estão mostradas na norma DIN 946 (outubro de 1991).
Como visto anteriormente, a aplicação industrial mais freqüente utiliza o parafuso mostrado na figura 3. Isto é, dotado de duas regiões de atrito K e G. O coeficiente de atrito em um parafuso como estes, conhecido como μGes, é a média dos dois tipos de coeficientes medidos. μK na cabeça do parafuso e μG na região helicoidal do corpo. A fórmula do coeficiente μG é a seguinte:
(5)
Onde:
MG = É o componente do torque que age sobre a rosca. (medido em separado na máquina)
FV = É a carga considerada para teste.
P = Passo da rosca.
d2 = Diâmetro do passo do parafuso.
A fórmula para o μK é:
(6)
Onde:
MK = É o torque decorrente da fricção agindo na face de contato da cabeça do parafuso.
DKm = É o diâmetro médio da face de contato da cabeça do parafuso.
Para coeficiente de atrito total, o μGes a fórmula é:
(7)
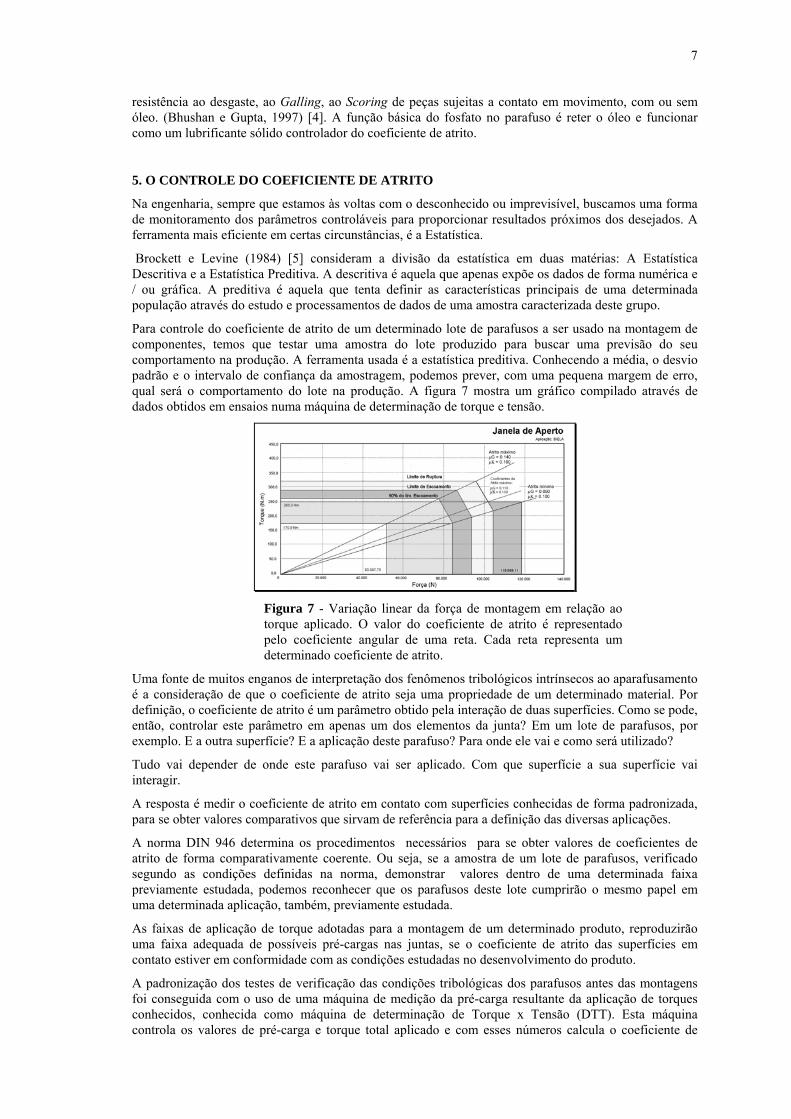
Para cada um desses coeficientes a máquina fornece um resultado calculado em tempo real, usando os dados coletados nos sensores (células de carga) que fazem parte de seu projeto. O programa residente também calcula a média de cada série de resultados e fornece os limites para três desvios padrões. Um gráfico Torque x Força Axial é desenhado na tela do computador em tempo real e pode ser impresso. A figura 8 mostra uma tabela com resultados obtidos em um ensaio de 25 parafusos: M12 x 1,75 x 72 - ISO898-1 classe 10.9.
Figura 8 - Resultados dos ensaios de 25 parafusos M12 x 1,75 em uma máquina DTT.
O gráfico Torque x Tensão do primeiro parafuso ensaiado está na figura 9:
9
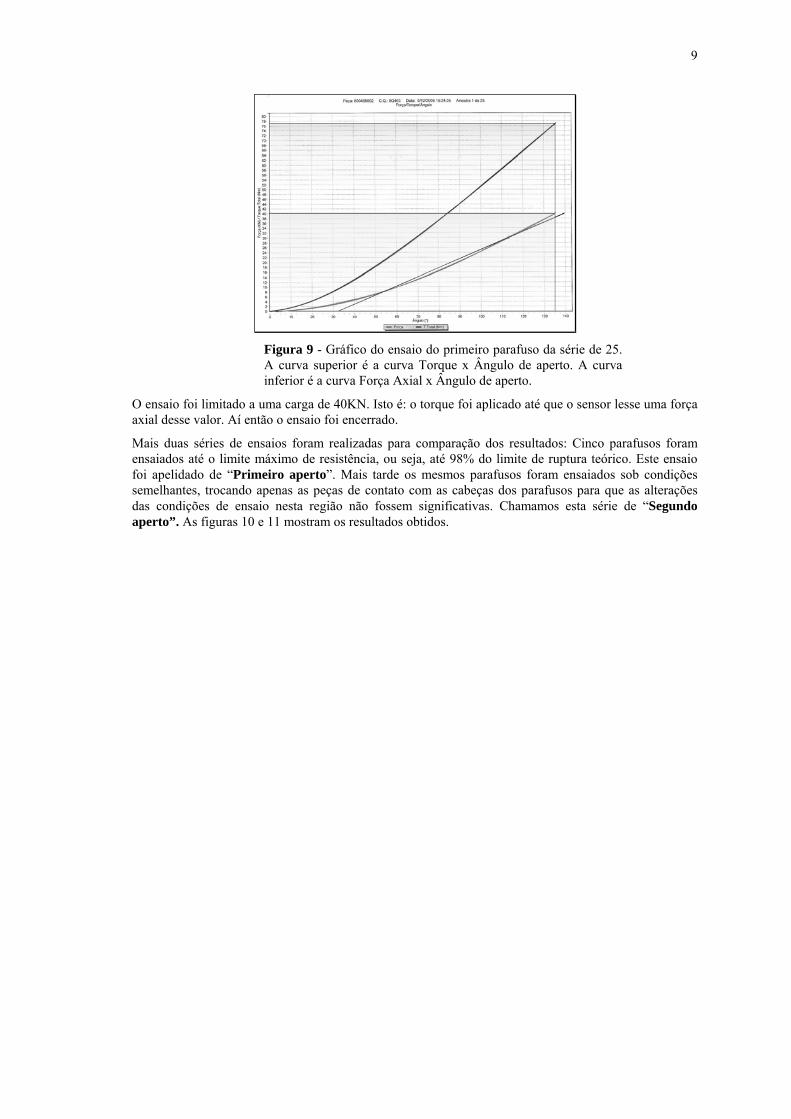
Figura 9 - Gráfico do ensaio do primeiro parafuso da série de 25. A curva superior é a curva Torque x Ângulo de aperto. A curva inferior é a curva Força Axial x Ângulo de aperto.
O ensaio foi limitado a uma carga de 40KN. Isto é: o torque foi aplicado até que o sensor lesse uma força axial desse valor. Aí então o ensaio foi encerrado.
Mais duas séries de ensaios foram realizadas para comparação dos resultados: Cinco parafusos foram ensaiados até o limite máximo de resistência, ou seja, até 98% do limite de ruptura teórico. Este ensaio foi apelidado de “Primeiro aperto”. Mais tarde os mesmos parafusos foram ensaiados sob condições semelhantes, trocando apenas as peças de contato com as cabeças dos parafusos para que as alterações das condições de ensaio nesta região não fossem significativas. Chamamos esta série de “Segundo aperto”. As figuras 10 e 11 mostram os resultados obtidos.
10
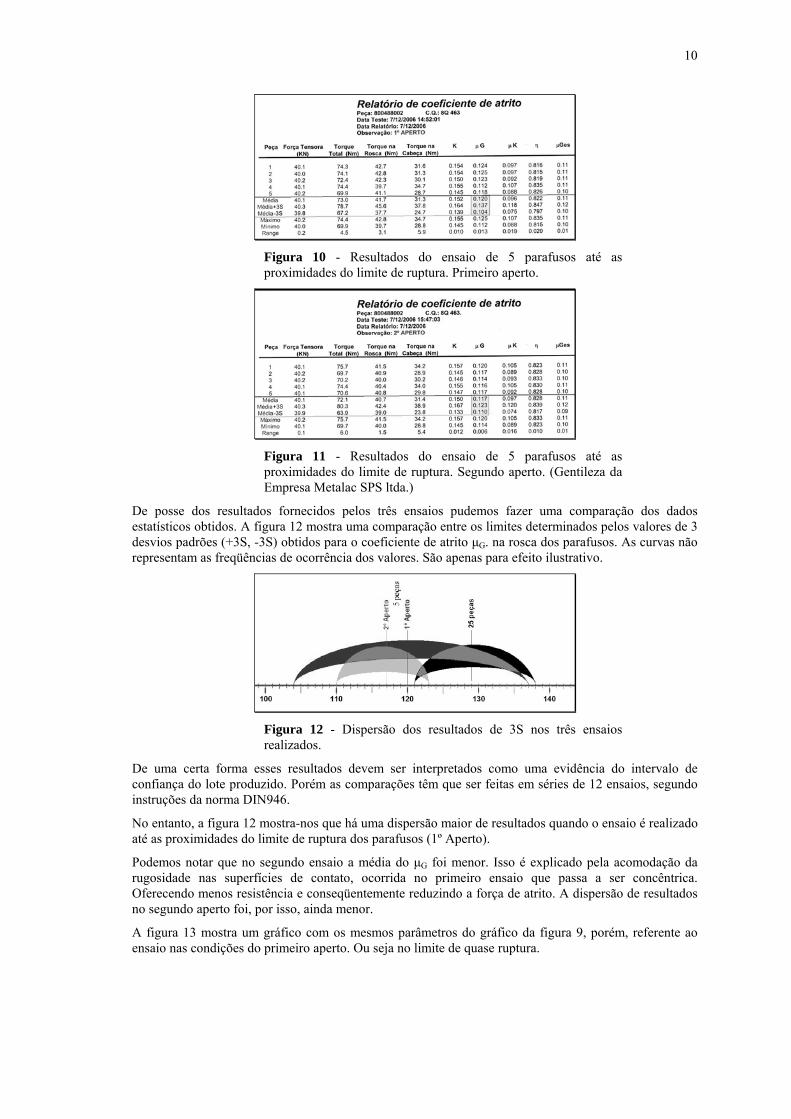
Figura 10 - Resultados do ensaio de 5 parafusos até as proximidades do limite de ruptura. Primeiro aperto.
Figura 11 - Resultados do ensaio de 5 parafusos até as proximidades do limite de ruptura. Segundo aperto. (Gentileza da Empresa Metalac SPS ltda.)
De posse dos resultados fornecidos pelos três ensaios pudemos fazer uma comparação dos dados estatísticos obtidos. A figura 12 mostra uma comparação entre os limites determinados pelos valores de 3 desvios padrões (+3S, -3S) obtidos para o coeficiente de atrito μG. na rosca dos parafusos. As curvas não representam as freqüências de ocorrência dos valores. São apenas para efeito ilustrativo.
Figura 12 - Dispersão dos resultados de 3S nos três ensaios realizados.
De uma certa forma esses resultados devem ser interpretados como uma evidência do intervalo de confiança do lote produzido. Porém as comparações têm que ser feitas em séries de 12 ensaios, segundo instruções da norma DIN946.
No entanto, a figura 12 mostra-nos que há uma dispersão maior de resultados quando o ensaio é realizado até as proximidades do limite de ruptura dos parafusos (1º Aperto).
Podemos notar que no segundo ensaio a média do μG foi menor. Isso é explicado pela acomodação da rugosidade nas superfícies de contato, ocorrida no primeiro ensaio que passa a ser concêntrica. Oferecendo menos resistência e conseqüentemente reduzindo a força de atrito. A dispersão de resultados no segundo aperto foi, por isso, ainda menor.
A figura 13 mostra um gráfico com os mesmos parâmetros do gráfico da figura 9, porém, referente ao ensaio nas condições do primeiro aperto. Ou seja no limite de quase ruptura.
11
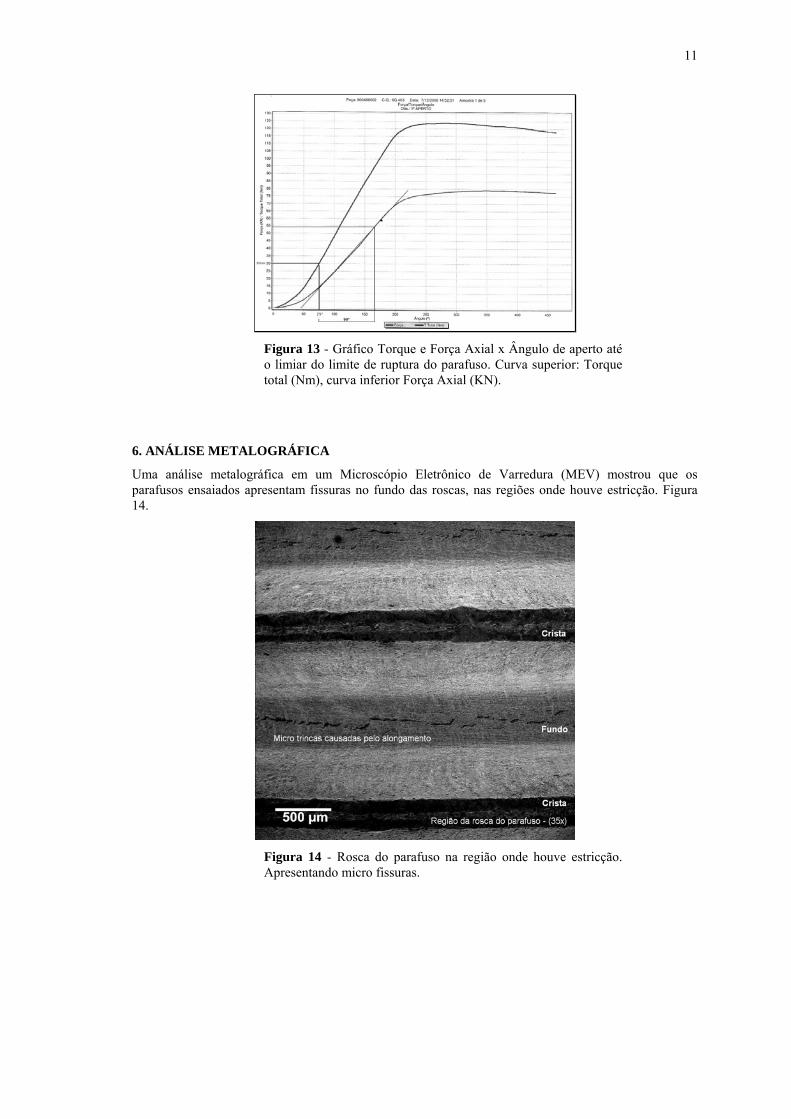
Figura 13 - Gráfico Torque e Força Axial x Ângulo de aperto até o limiar do limite de ruptura do parafuso. Curva superior: Torque total (Nm), curva inferior Força Axial (KN).
6. ANÁLISE METALOGRÁFICA
Uma análise metalográfica em um Microscópio Eletrônico de Varredura (MEV) mostrou que os parafusos ensaiados apresentam fissuras no fundo das roscas, nas regiões onde houve estricção. Figura 14.
Figura 14 - Rosca do parafuso na região onde houve estricção. Apresentando micro fissuras.
12
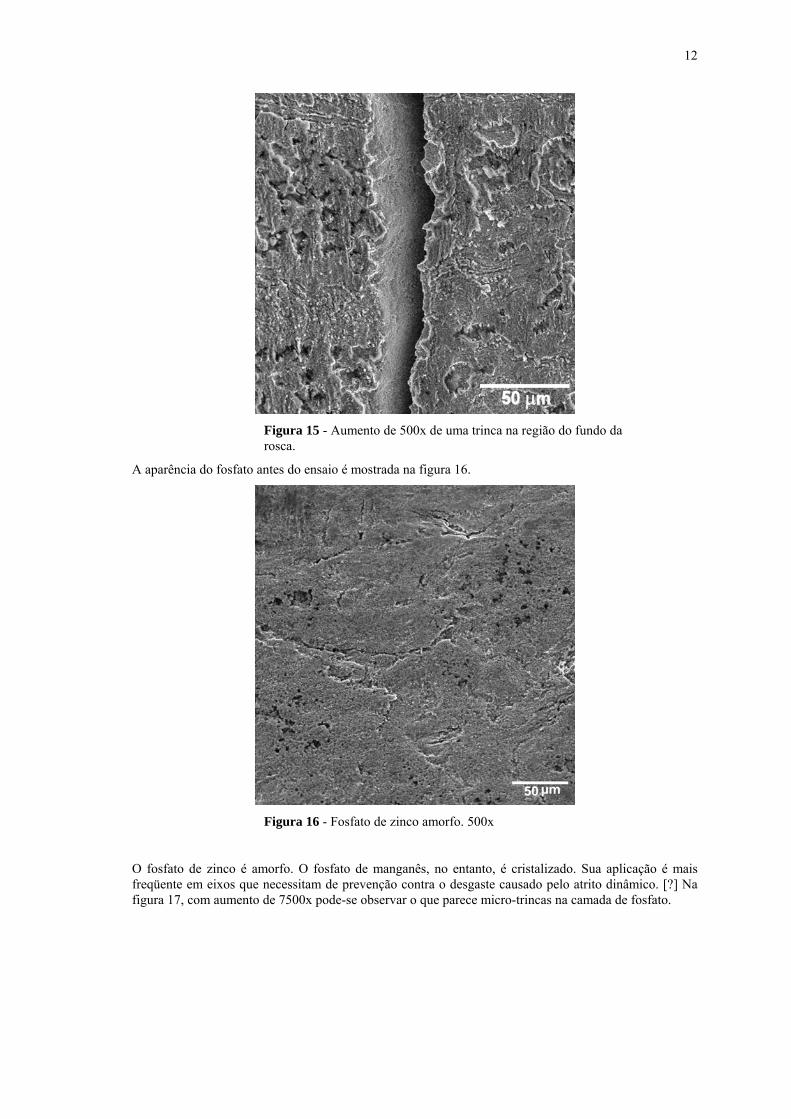
Figura 15 - Aumento de 500x de uma trinca na região do fundo da rosca.
A aparência do fosfato antes do ensaio é mostrada na figura 16.
Figura 16 - Fosfato de zinco amorfo. 500x
O fosfato de zinco é amorfo. O fosfato de manganês, no entanto, é cristalizado. Sua aplicação é mais freqüente em eixos que necessitam de prevenção contra o desgaste causado pelo atrito dinâmico. [?] Na figura 17, com aumento de 7500x pode-se observar o que parece micro-trincas na camada de fosfato.
13
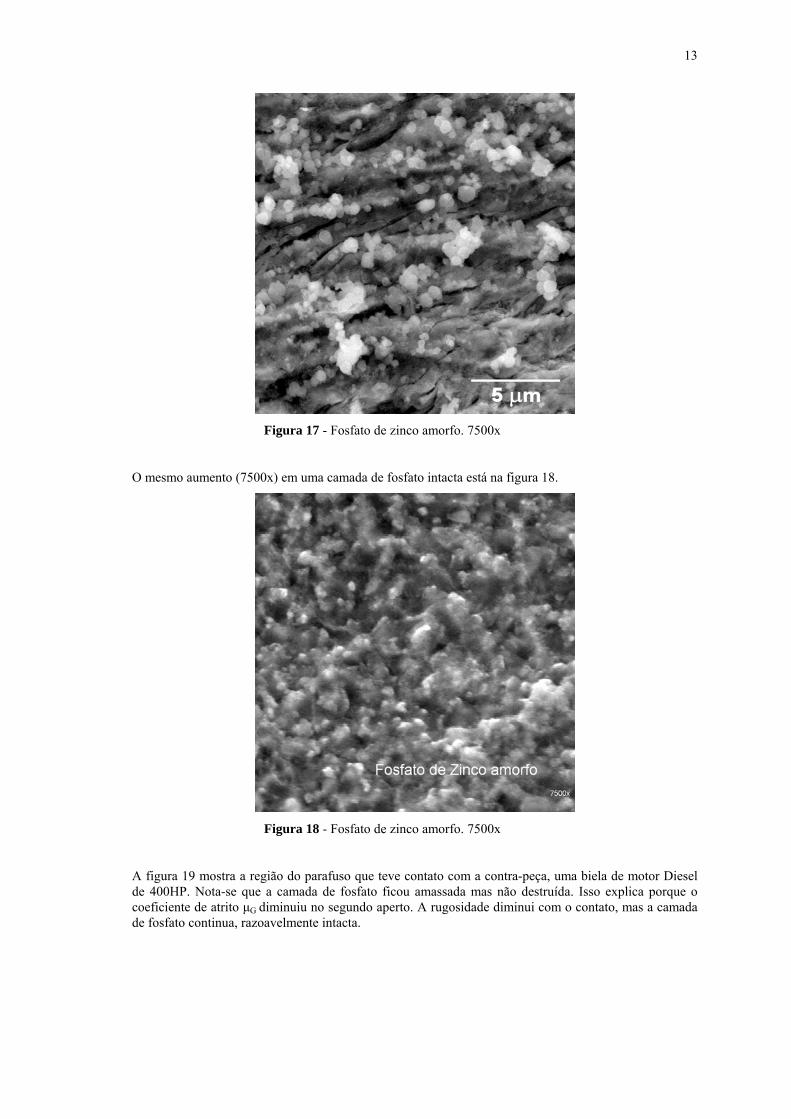
Figura 17 - Fosfato de zinco amorfo. 7500x
O mesmo aumento (7500x) em uma camada de fosfato intacta está na figura 18.
Figura 18 - Fosfato de zinco amorfo. 7500x
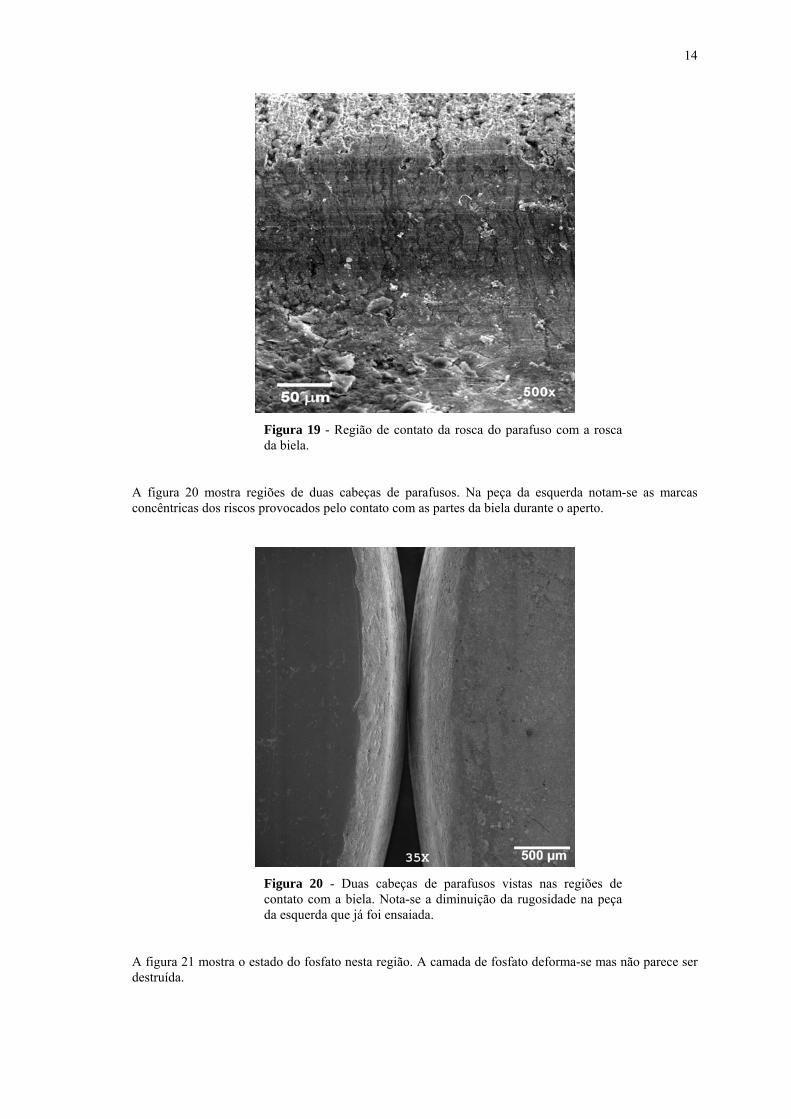
A figura 19 mostra a região do parafuso que teve contato com a contra-peça, uma biela de motor Diesel de 400HP. Nota-se que a camada de fosfato ficou amassada mas não destruída. Isso explica porque o coeficiente de atrito μG diminuiu no segundo aperto. A rugosidade diminui com o contato, mas a camada de fosfato continua, razoavelmente intacta.
14
Figura 19 - Região de contato da rosca do parafuso com a rosca da biela.
A figura 20 mostra regiões de duas cabeças de parafusos. Na peça da esquerda notam-se as marcas concêntricas dos riscos provocados pelo contato com as partes da biela durante o aperto.
Figura 20 - Duas cabeças de parafusos vistas nas regiões de contato com a biela. Nota-se a diminuição da rugosidade na peça da esquerda que já foi ensaiada.
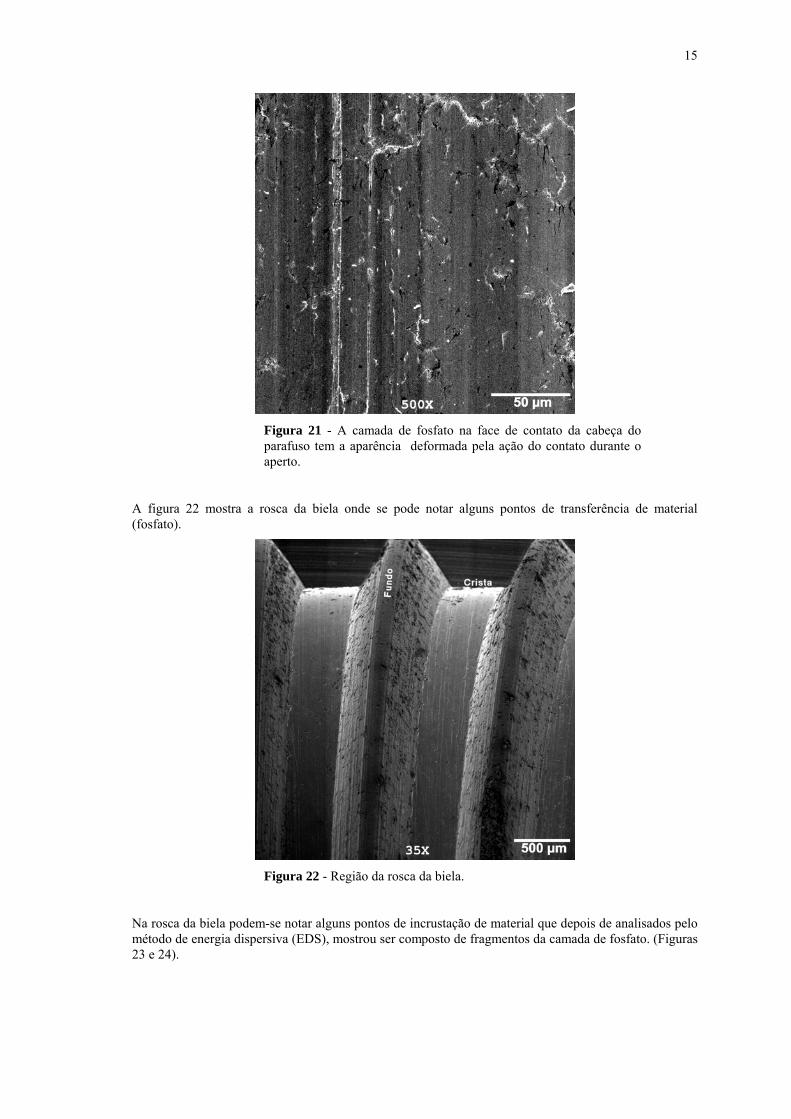
A figura 21 mostra o estado do fosfato nesta região. A camada de fosfato deforma-se mas não parece ser destruída.
15
Figura 21 - A camada de fosfato na face de contato da cabeça do parafuso tem a aparência deformada pela ação do contato durante o aperto.
A figura 22 mostra a rosca da biela onde se pode notar alguns pontos de transferência de material (fosfato).
Figura 22 - Região da rosca da biela.
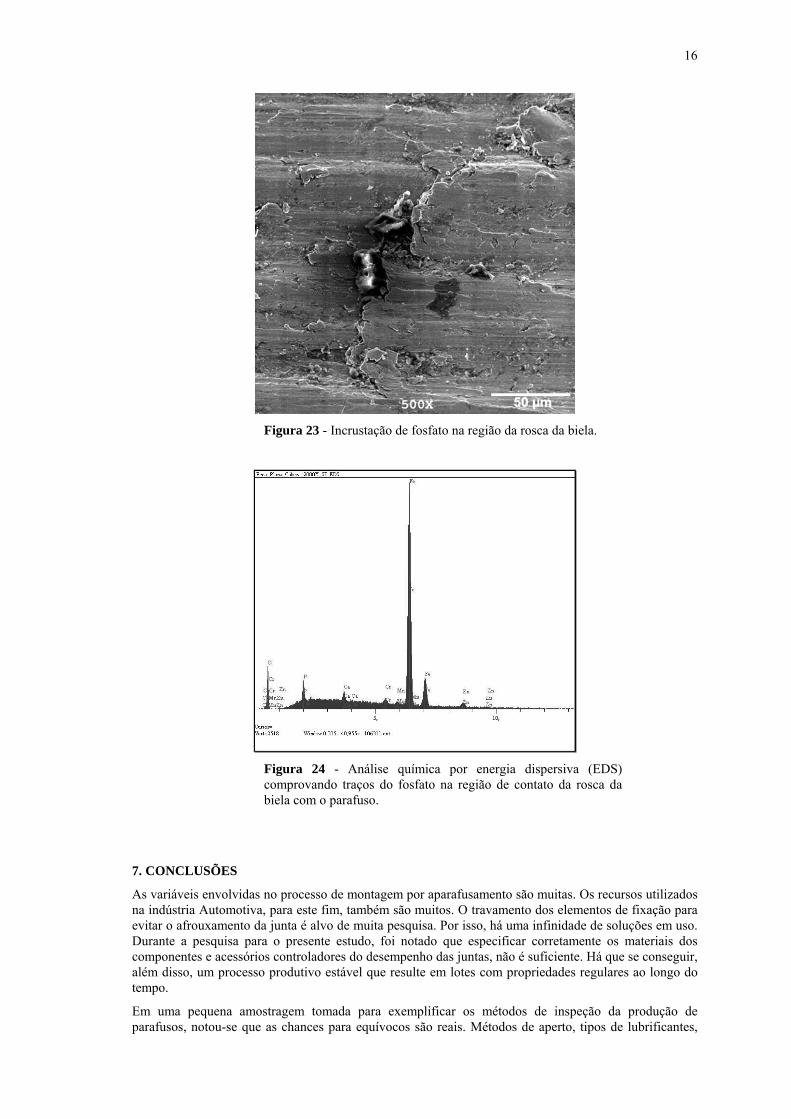
Na rosca da biela podem-se notar alguns pontos de incrustação de material que depois de analisados pelo método de energia dispersiva (EDS), mostrou ser composto de fragmentos da camada de fosfato. (Figuras 23 e 24).
16
Figura 23 - Incrustação de fosfato na região da rosca da biela.
Figura 24 - Análise química por energia dispersiva (EDS) comprovando traços do fosfato na região de contato da rosca da biela com o parafuso.
7. CONCLUSÕES
As variáveis envolvidas no processo de montagem por aparafusamento são muitas. Os recursos utilizados na indústria Automotiva, para este fim, também são muitos. O travamento dos elementos de fixação para evitar o afrouxamento da junta é alvo de muita pesquisa. Por isso, há uma infinidade de soluções em uso. Durante a pesquisa para o presente estudo, foi notado que especificar corretamente os materiais dos componentes e acessórios controladores do desempenho das juntas, não é suficiente. Há que se conseguir, além disso, um processo produtivo estável que resulte em lotes com propriedades regulares ao longo do tempo.
Em uma pequena amostragem tomada para exemplificar os métodos de inspeção da produção de parafusos, notou-se que as chances para equívocos são reais. Métodos de aperto, tipos de lubrificantes,

17
tipos de proteção superficial, geometria da junta, necessidades básicas de produção como tempo e espaço, condições do clima como umidade e temperatura, entre outros, são fatores que estão envolvidos diretamente com os resultados. Deles depende o sucesso do comportamento da junta.
Certamente, o problema mais evidente é subestimar a intensidade que uma falha de uma junta pode trazer prejuízos ao produto ou à produção. É perigoso pensar que o elemento de fixação é barato, pode ser estocado em quantidade, é padronizado, fácil de encontrar e comprar. O poder de disseminação de uma falha distribuída em um lote de peças defeituosas que são usadas em grande quantidade é considerável. A troca em campanha de um simples parafuso de motor, por exemplo, pode acarretar milhares de reais de custo de qualidade de campo.
O único caminho para o conhecimento dos produtos e dos processos, no sentido de que eles resultem em situações esperadas e confiáveis, é a avaliação estatística dos seus parâmetros. Neste caso, não há possibilidade de uso de dispositivos “Poka Yoke”. A garantia virá da verificação, da auditoria e da vigilância constante, pois em produção seriada não há “tarefa cumprida” nem “final feliz”. O preço da tranqüilidade é a eterna vigilância.
Infelizmente, uma máquina de ensaio DTT não é barata. Mas vale cada centavo pago por ela. A quantidade de informações que se pode obter através de seus ensaios é muito grande. Ela pode servir, tanto à rotina de produção quanto ao controle de qualidade e também à pesquisa e desenvolvimento. Testes complicados de verificação de coeficiente de atrito e torque prevalente em juntas especiais que usam porcas auto-atarraxantes, só são possíveis com este tipo de máquinas.
O campo para trabalhos complementares nos diversos aspectos abordados pelo estudo é muito vasto. A necessidade de testes que consagrem e definam muitas variáveis ainda discutíveis, como juntas sujeitas a vibrações, travamento químico, corrosão nas juntas aparafusadas, etc. torna muito fértil o campo para pesquisa.
8. REFERÊNCIAS BIBLIOGRÁFICAS:
[1] - Murphy, J. S. Screw Thread Production. Londres: The Machinery Publishing Co. Ltd. (1957).
[2] - Blau, P. J. Friction Science and technology. New York: McGraw-Hill, (1995) pg16 - 41
[3] - Hutchings, I. M.; Tribology - Friction and Wear of Engineering Materials. Londres: Edward Arnold - (1992)
[4] - Bhushan, B.; Gupta, B. K. Handbook of Tribology - Materials, Coatings and Surface Treatments. Malabar - Florida: Krieger Publishing Company. (1997)
[5] - Brockett, P.; Levine, A. Statistic and Probability and Their Applications, New York: Saunders College Publishing. (1984)
JMM - São Paulo - 2007