Embed Size (px)
Citation preview

BOLETIM DETECNOLOGIA DELATICÍNIOS
Distribuição gratuita da Ano XIV • Edição 57 • Julho/Agosto/Setembro de 2017.SACCO Comércio, Importação e Exportação de Alimentos Ltda. •
Juiz de Fora
MINI CURSO
As inscrições deverãoser realizadas no
Instituto de LaticíniosCândido Tostes.
Fundamentos básicos da produção de queijos
revisão tecnológicae novas alternativas
de produção.
QueijoMinas Frescal:
20 | 07 | 2017 8:00 às 12:30 horas
Esp
alha
ndo
cult
ura
pelo
Bra
sil
Eduardo R. P. Dutra
Juiz de Fora18 de julho de 2017
Estande da SACCO BrasilMinas Láctea
Temos a satisfaçãode comunicar o
lançamentodo livro
Tecnologia em Laticínios
Maturação de cremes para fabricação de manteiga.
A maturação de cremes, uma prática importante na melhoria geral da qua-lidade da manteiga, tem sido abandonada em boa parte das industrias pro-dutoras. A operação, que pode ser ao mesmo tempo física e biológica, confe-re ao produto final características que não podem ser negligenciadas, dentre as quais se destacam:±melhoria do sabor e do aroma;±aumento da segurança alimentar;±ganho de rendimento fabril;±melhoria da textura da manteiga resfriada e±maior inativação enzimática.
O sucesso da maturação está diretamente relacionado com o estabelecimento adequado dos parâmetros que regem o processo:
t̄empo de duração;t̄emperatura es̄eleção microbiológica.
Para melhor compreender o mecanismo da maturação, é preciso conhecer o comportamento da reversão dos glóbulos de gordura no momento da bateção. Muitos estudos foram realizados com o intuito de evidenciar a necessidade de se atribuir uma relação de gordura na fase dispersa - dentro do glóbulo e na fase continua - dispersa ao redor do glóbulo, para que a textura se torne mais untuosa ou mais firme dependendo da característica de cristalização da gordura no momento da maturação do creme. A gordura na fase continua, funciona como um hidratante entre os glóbulos, favorecendo a textura un-tuosa da manteiga. Quanto maior o percentual de gordura dispersa, mais ma-cia será a manteiga. Ao contrário, quando presente em quantidade insuficien-te, maior a tendência de endurecimento e aparecimento de arenosidade na manteiga. Essas variações podem ser controladas através das etapas da matu-ração.íA maturação física:
É necessária para que ocorra principalmente a cristalização da gordura, deter-minante na consistência da manteiga. A Cristalização é o fenômeno de trans-formação de um componente liquido para a fase sólida, onde a solidificação ou cristalização pode ser realizada a partir do resfriamento induzido do creme após a maturação biológica ou a pasteurização. Existem várias possibilida-des, mas boa parte dos estudos realizados recomendam a temperatura de 8 °C por um período de 2 horas. Esse fator é determinante na reversão da gordura e influencia diretamente o rendimento da fabricação da manteiga. íA maturação biológica:
É o resultado da atividade da cultura adicionada, que permite uma correta aci-dificação do creme em decorrência da fermentação lática. As culturas empre-gadas são sempre mesofílicas aromatizantes ou heterofementativas. Dois fa-tores são considerados de grande importância no processo:
um ligado à produção de diacetil e outros compostos aromáticos oriundos da fermentação do citrato presente no creme e leite, pelas bactérias mesofili-cas heterofermentativas e
outro ligado à produção de ácidos orgânicos por bacilos mesofilicos, que tem se tornado um aliado na produção de componentes de proteção biológica contra o crescimento de mofos e leveduras na manteiga envasada. Os melhores resultados são obtidos quando a maturação biológica do creme é realizada a temperaturas compreendidas entre 14 e 18 °C. É importante res-saltar que 20 °C é a temperatura limite para se evitar o aparecimento de are-nosidade na manteiga. Atualmente, há uma grande preocupação com o de-senvolvimento de acidez durante a maturação bilógica em função do apro-veitamento do leitelho. Neste sentido, tem-se buscado o emprego de culturas
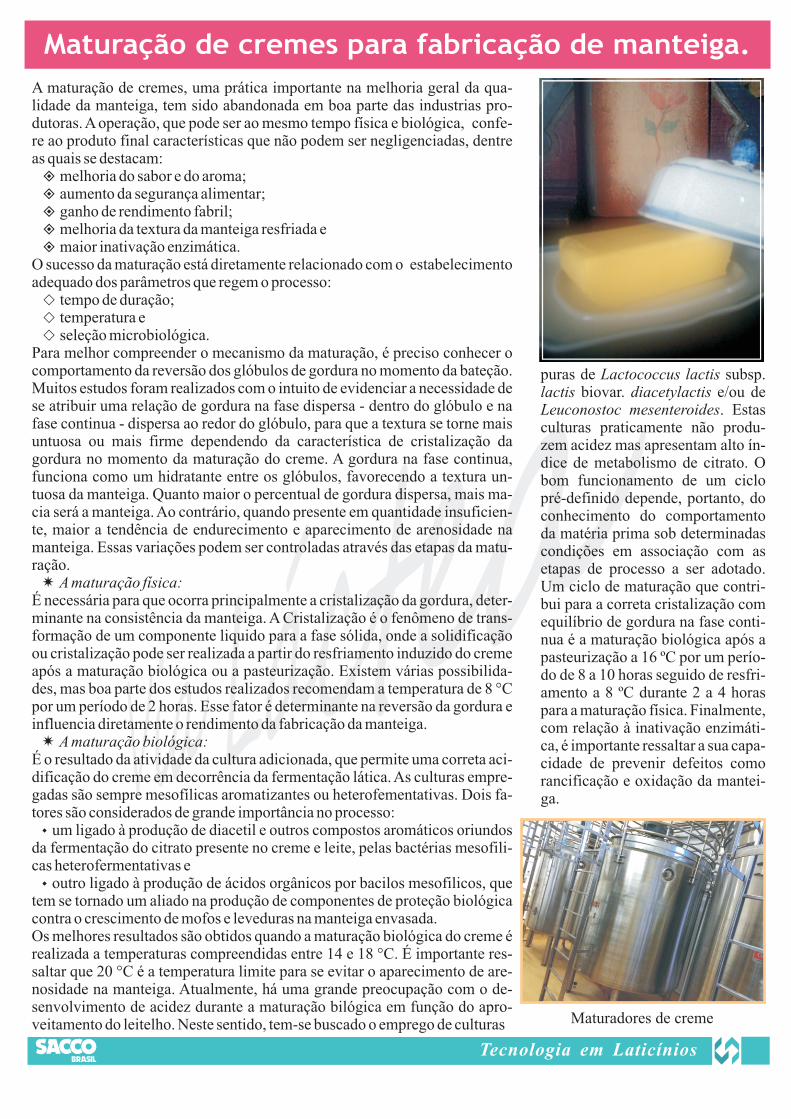
puras de Lactococcus lactis subsp. lactis biovar. diacetylactis e/ou de Leuconostoc mesenteroides. Estas culturas praticamente não produ-zem acidez mas apresentam alto ín-dice de metabolismo de citrato. O bom funcionamento de um ciclo pré-definido depende, portanto, do conhecimento do comportamento da matéria prima sob determinadas condições em associação com as etapas de processo a ser adotado. Um ciclo de maturação que contri-bui para a correta cristalização com equilíbrio de gordura na fase conti-nua é a maturação biológica após a pasteurização a 16 ºC por um perío-do de 8 a 10 horas seguido de resfri-amento a 8 ºC durante 2 a 4 horas para a maturação física. Finalmente, com relação à inativação enzimáti-ca, é importante ressaltar a sua capa-cidade de prevenir defeitos como rancificação e oxidação da mantei-ga.
Maturadores de creme
Tecnologia em Laticínios
O controle do processo fermentati-vo na fabricação de iogurte e outras bebidas lácteas fermentadas é roti-neiro no processo fabricação. Po-rém, apesar de seu impacto imedia-to, a importância desta operação vai muito além da padronização físico-quimica e microbiológica do produ-to final. Muitos dos problemas de-correntes do descontrole da acidifi-cação - insuficiente, excessiva ou posterior, podem ser identificados já durante o processo ou posterior-mente, durante a vida útil no merca-do. Nós trataremos este assunto em duas ou três partes com o objetivo de contribuir para o seu entendimento e na tentativa de oferecer soluções.Na produção de iogurtes e bebidas lácteas, a simbiose entre o Strepto-coccus thermophilus e Lactobacil-lus delbrueckii subsp. bulgaricus, bactérias típicas destes produtos; re-gula o processo de fermentação. De fato, na fabricação de leites fermen-tados, a acidificação é um fator de-terminante do processo de transfor-mação ao promover o abaixamento do pH e por consequência, a deses-tabilização das proteínas. Quando o pH atinge valores próximos a 4,60, ocorre a formação do gel. O produto considerado ideal é aquele no qual o processo de fermentação pratica-mente se encerra após o resfriamen-to, fase final da fabricação do produ-to. Entretanto, é muito comum que durante as etapas posteriores, de ar-mazenamento e comercialização, o-corra a continuidade da produção de ácido lático. Este fenômeno é deno-minado pós-acidificação e é consi-derado como responsável por possí-veis alterações posteriores das ca-racterísticas funcionais e das propri-edades sensoriais do produto. Em condições normais, durante a etapa de fermentação, realizada na faixa de temperatura compreendida entre 40 e 45 ºC, o St. thermophilus cresce mais rápido e cria condições favorá-veis para o crescimento do Lactoba-cillus delbrueckii subsp. bulgaricus.
É ele portanto, que domina a fase i- nicial da fermentação. Inerente ao seu desenvolvimento, ocorre a dimi-nuição progressiva do pH e quando este atinge valores próximos a 5,70, inicia-se à ocorrência de fenômenos como a redução do potencial redox, o consumo de oxigênio dissolvido, a produção de CO como resultado da 2
atividade urease e a produção de áci-do fórmico. Estes compostos são considerados fatores estimulantes para o crescimento do Lactobacillus delbrueckii subps. bulgaricus. Em contrapartida, com seu crescimento estimulado, grande parte das ativi-dades proteolíticas produzidas pelos lactobacilos, conduz à formação de pequenos peptídeos e aminoácidos de caseína que estimulam o cresci-mento do St. thermophilus. Com es-ta simbiose, acelera-se portanto o a-baixamento do pH. Este é um mo-mento delicado da fabricação e que pode interferir decisivamente na pós-acidificação. Dois fatores preci-sam ser criteriosamente definidos:?a cultura a ser usada:
É muito importante escolher uma cultura com atividade equilibrada. A pós-acidificação tem relação estrei-ta com alta velocidade de acidifica-ção. Se por um lado as culturas mais lentas oferecem menos risco de pós acidificação, mas diminuem a pro-dutividade, por outro, as culturas muito rápidas em acidificação po-dem ser o primeiro fator gerador de pós-acidificação no produto. Hoje é muito comum, em nome da produti-vidade, leia-se insuficiência de fer-menteiras; o uso de culturas rápi-
das. Evidentemente, o risco de pós-acidificação aumenta. Na atualida-de, a evolução tecnológica possibi-lita a escolha de culturas compostas, por exemplo, de cepas de Strepto-coccus termophilus muito suaves, ou seja, com baixa capacidade de pós-acidificação.?a temperatura de fermentação e
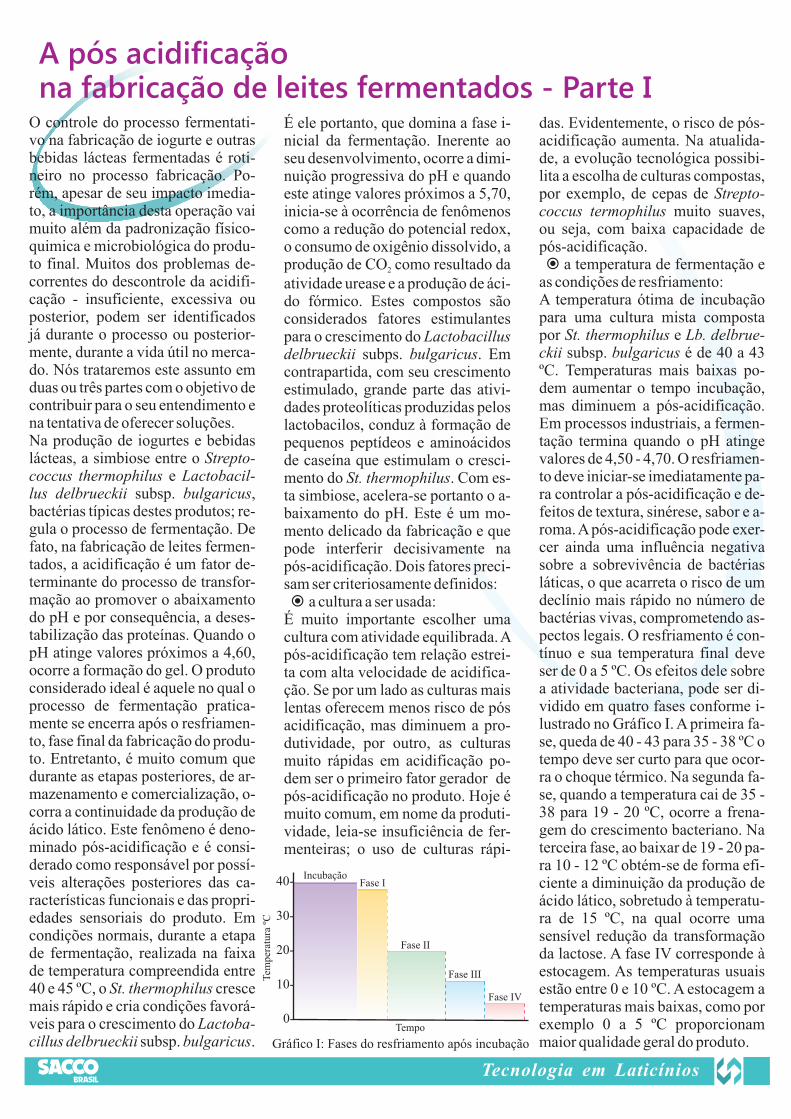
as condições de resfriamento:A temperatura ótima de incubação para uma cultura mista composta por St. thermophilus e Lb. delbrue-ckii subsp. bulgaricus é de 40 a 43 ºC. Temperaturas mais baixas po-dem aumentar o tempo incubação, mas diminuem a pós-acidificação. Em processos industriais, a fermen-tação termina quando o pH atinge valores de 4,50 - 4,70. O resfriamen-to deve iniciar-se imediatamente pa-ra controlar a pós-acidificação e de-feitos de textura, sinérese, sabor e a-roma. A pós-acidificação pode exer-cer ainda uma influência negativa sobre a sobrevivência de bactérias láticas, o que acarreta o risco de um declínio mais rápido no número de bactérias vivas, comprometendo as-pectos legais. O resfriamento é con-tínuo e sua temperatura final deve ser de 0 a 5 ºC. Os efeitos dele sobre a atividade bacteriana, pode ser di-vidido em quatro fases conforme i-lustrado no Gráfico I. A primeira fa-se, queda de 40 - 43 para 35 - 38 ºC o tempo deve ser curto para que ocor-ra o choque térmico. Na segunda fa-se, quando a temperatura cai de 35 - 38 para 19 - 20 ºC, ocorre a frena-gem do crescimento bacteriano. Na terceira fase, ao baixar de 19 - 20 pa-ra 10 - 12 ºC obtém-se de forma efi-ciente a diminuição da produção de ácido lático, sobretudo à temperatu-ra de 15 ºC, na qual ocorre uma sensível redução da transformação da lactose. A fase IV corresponde à estocagem. As temperaturas usuais estão entre 0 e 10 ºC. A estocagem a temperaturas mais baixas, como por exemplo 0 a 5 ºC proporcionam maior qualidade geral do produto.
A pós acidificaçãona fabricação de leites fermentados - Parte I
40-
30-
20-
10-
0-Tempo
IncubaçãoFase I
Fase II
Fase III
Fase IV
Tem
pera
tura
ºC
Gráfico I: Fases do resfriamento após incubação

Produção:Sacco Brasil Comercio de Alimentos Ltda.R. Emilio , 103 | Jd. Conceição | Souza 13.105-080 | Campinas | SP
Colaboração:João Pedro de M. Lourenço NetoHans Henrik KnudsenEduardo Reis Peres DutraAlencar Moreira de Oliveira Pablo F. LourençoLeonardo Seccadio dos Santos
Publicação trimestralTiragem: 3.500Publicação de distribuição gratuitaImpressão: Master GrafEx
ped
iente
:
Brasil
naturalmente
limpo...
YH 092E
LH 591
LH 591
LH 591
LH 091
LH 091
LH 091
LH 591
YH 092 E
LH 591
YH 092 E
SH 092 F
SH 092 FST 064
ST 082ST 086
ST 080 ST 060
SH 092 F
ST 080
SH 092 F
ST 066
MOS 064 C
PB 1PB 1
MOS 066 B
M 030 NPB 1
M 036 L
M 030 NDH 1
LPR A
MO 040
GCA
PCV 5
LRB
LC4 P1LRB
NatamicinaPCV 5
PCV 5
GCALisozima
LisozimaNisima
MOS 066 B
Nisina
M 036 N
DH 1
MO 040CLO
CLO
MWO 040
LPR A
LRB
M 030 N
ST 080
YH 092 E
LH 091
LH 591
LH 591
ST 060
SH 092 F
LH 591
ST 066
LH 591
BLC 1ABC 1
Y 470 E
BGP 93
LA 3
SAB 440 A
Y 430 A
Y 439 A Y 439 A
Y 450 B
Y 438 A
Y 456 B
Y 450 BY 472 E
PRN PRN
M 539 N
PR N
M 030 N
MO 040
PRN
M 030 N
M 536 N
M 536 N
M 030 N
M 536 N
M 536 NPRN
M 536 N
M 536 N MO 040
MO 040
ClericiAlbamax
AlbamaxClerici
AlbamaxAlbamax Clerici
Clerici
Clerici
Albamax
Albamax
Clerici
Microperfurada: forma com forma!
NisinaLisozima
LC4 P1
LC4 P1
ST 060
MOS 066 B
PB 1
M 030 N
LH 591
Clerici
Clerici
Albamax
ClericiClerici
LPR A
ST 060 Nisina
Natamicina
SH 092 FST 084
ST 060
ST 066 SH 092 FSH 092 F
ST 082 SH 092 FMWO 040
MO 046
M 030 N
M 036 L
MO 032 MOS 062 EMOS 064 C
MO 040
MWO 040
LH 091
YH 092 EST 060
Ambiente
Albamax
UseSem Lactovacillos