Embed Size (px)
Citation preview

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 1 de 6
INFORMAÇÃO TÉCNICA
Prefácio
Caros leitores,
Apresentamos de seguida as chamadas "Informações específicas da Mercedes-Benz", que desempenham um papel importante na pintura de reparação de grande qualidade. O objetivo desta nova forma de informação técnica consiste em fornecer aos colaboradores de uma oficina de pintura indicações técnicas e qualificadas para uma execução segura e bem-sucedida de uma reparação de acordo com os requisitos da Mercedes-Benz.
Outras informações específicas do fabricante de esmaltes, por exemplo, informações técnicas relativas a produtos, processos de reparação, folhas de dados de segurança dos materiais, formulações de corantes (fórmulas mistas) e muitas outras podem ser consultadas diretamente na nossa página web. Para isso, ative o link seguinte:
www.glasurit.com
A ter em atenção:
As indicações nesta publicação baseiam-se nos conhecimentos e experiências atuais. Devido ao número de possíveis influências no processamento e aplicação dos nossos produtos, o transformador deve efetuar verificações e ensaios próprios. Das nossas indicações não é possível deduzir uma garantia de determinadas características ou de aptidão do produto para uma finalidade concreta. Quaisquer descrições, desenhos, fotografias, dados, relações, pesos e semelhantes aqui apresentados servem unicamente para informação geral; estes podem alterar-se sem aviso prévio e não representam as características contratuais dos produtos (especificação do produto). Esta publicação perde a validade com uma nova edição. Pode obter a versão atual na Internet, em www.glasurit.com, ou através do seu parceiro comercial. Compete ao recebedor dos nossos produtos respeitar eventuais direitos de propriedade intelectual, assim como as leis e disposições vigentes.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 2 de 6
INFORMAÇÃO TÉCNICA
Índice 1. Pintura de reparação de qualidade 1.1 Preparação para a pintura de reparação 1.2 Processo de lixagem
- Lixagem a seco - Ferramentas 1.3 Primário aparelho para reparações de garantia
- Epóxi e PUR
2. Sistemas de reparação de garantia 2.1 Materiais de metal - Aplicação do primário aparelho epóxi 801-72 VOC - Aplicação do primário aparelho Pro 285-270 2.2 Plásticos
3. Pintura em conformidade com o valor do veículo 3.1 Matriz de decisão 3.2 MB 1: Pintura de superfícies 3.3 MB 2: Pintura de reparação riscos/danos causados por gravilha 3.4 MB 3: Pintura de reparação com aplicação de betume (<1dm²) 3.5 MB 4: Pintura de peças novas 3.6 MB 5: Peça da carroçaria reparada ou soldada
4. Processos de reparação específicos da Mercedes-Benz 4.1. Alubeam 4.2. Tonalidades de 3 camadas (por ex. vermelho jacinto) 4.3. Verniz mate 4.4. Compósito de fibra de carbono (CFK)
5. Combinação de cores 5.1. Indicação do código de tonalidade na placa de identificação 5.2 Pesquisa e seleção da formulação do corante (fórmula mista)
6. Informações específicas do fabricante de esmaltes
Pode consultar as seguintes informações na nossa página web: www.glasurit.com - Informação técnica - Folhas de dados de segurança - Formulações de tonalidades (fórmulas mistas)

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 3 de 6
INFORMAÇÃO TÉCNICA 1. Pintura de reparação de qualidade
Por pintura de reparação de qualidade entende-se, de forma geral, uma reparação perfeita de possíveis danos resultantes de acidentes. O objetivo é que o adjudicante (por ex., o proprietário do veículo) não identifique quaisquer diferenças óticas entre a pintura de série e a zona das superfícies do veículo reparadas (conformidade da tonalidade, brilho, aspeto, etc.).
1.1 Preparação para a pintura
A execução de uma pintura de reparação de qualidade como a acima descrita não depende somente das capacidades técnicas do pintor, mas também da consideração dos seguintes requisitos: o Limpeza meticulosa (em todo o meio envolvente da carroçaria a pintar) o Seleção das ferramentas e dos meios auxiliares adequados (abrasivos, equipamento de
polimento, coberturas/adesivos, panos de limpeza, etc.) o Seleção e utilização de desengordurante e agente de limpeza necessários o Seleção dos esmaltes de reparação corretos para a finalidade em questão, bem como a sua
aplicação especializada de acordo com a informação técnica e o método de aplicação recomendado do fabricante de esmaltes.
o Seleção e aplicação especializada dos respetivos produtos e panos de polimento, etc. para o acompanhamento das zonas de reparação, bem como das áreas da carroçaria adjacentes.
Naturalmente, um equipamento de oficina moderno e atualizado, uma sequência de processos e um local de trabalho bem organizados, bem como o estado de formação atual do pintor, também desempenham um papel crucial na obtenção de uma pintura de reparação de qualidade ("First-run-ok"). Observações:
Todos os trabalhos são, evidentemente, executados sob consideração das disposições de proteção no trabalho em vigor, por exemplo, a utilização de luvas, máscaras antipoeira, óculos de proteção, etc. (equipamento de proteção pessoal).
o Da mesma forma, também as respetivas disposições ambientais têm de ser
impreterivelmente respeitadas. o Uma "utilização mista" de esmaltes de diferentes fabricantes não é permitida, tanto por
motivos de qualidade como de garantia!

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 4 de 6
INFORMAÇÃO TÉCNICA 1.2 Processo de lixagem
A indústria de abrasivos fornece, atualmente, abrasivos específicos extraordinários e muito eficazes para cada processo de lixagem e para cada tecnologia de pintura de reparação. Os atuais e modernos esmaltes de reparação estão, entretanto, todos (desde o material de base ao esmalte de cobertura) preparados para uma lixagem a seco. Por esse motivo, o processo de lixagem eventualmente necessário é significativamente mais eficiente do que uma lixagem a húmido, preservando um resultado de polimento perfeito! Tal como descrito já no ponto 1.1., a seleção do abrasivo mais adequado, bem como do equipamento (por ex.: granulometria, lixadora de movimento rotativo orbital), é especialmente importante, tanto para o processo de reparação como também para o respetivo esmalte de reparação. Para conseguir o resultado de pintura com a qualidade e eficiência máximas pretendidas, é absolutamente necessário respeitar as especificações e as recomendações do fabricante do esmalte de reparação. As respetivas informações detalhadas e recomendações podem ser consultadas nas informações técnicas correspondentes. Além disso, a recomendação do fabricante dos abrasivos é igualmente útil para uma aplicação eficaz (granulometria, tempo de atuação, equipamento, excentricidade, etc.). Observações: Em qualquer caso, o equipamento de polimento a utilizar tem de estar ligado a um sistema de aspiração de pó através de uma ligação adequada. Para garantir a potência de aspiração máxima do sistema de aspiração de pó são impreterivelmente necessárias uma manutenção e limpeza regulares. Na indústria automóvel moderna, são utilizados atualmente também na área da pintura do revestimento exterior os mais variados materiais, nomeadamente com vista à redução do peso (alumínio, magnésio, plásticos, carbono, etc.). Este desenvolvimento merece especial atenção, uma vez que, em caso de uma operação de lixagem eventualmente necessária, poderão ocorrer problemas graves do ponto de vista da qualidade e da proteção pessoal (ver informação seguinte)! Alumínio o Perigo de corrosão por contacto ao utilizar simultaneamente um abrasivo para alumínio e
chapa de aço/chapa de aço galvanizada. o Perigo de explosão de poeiras em caso de uma aspiração de pó insuficiente ou inexistente.
Medidas recomendadas o Para o processamento de superfícies em alumínio, é obrigatoriamente necessário criar
um posto de trabalho separado no qual ocorre exclusivamente o processamento de substratos de alumínio!
o Todos os meios auxiliares de trabalho utilizados (por ex.: abrasivos, retificadoras) serão utilizados exclusivamente nesta área (posto de trabalho para alumínio).
o É absolutamente necessário um sistema de aspiração de pó eficaz das partículas abrasivas de alumínio! Também aqui são estritamente necessárias uma manutenção e limpeza regulares!

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 5 de 6
INFORMAÇÃO TÉCNICA
Compósitos de fibra de carbono (CFK) o Na lixagem de superfícies de carbono, uma aspiração de pó insuficiente ou inexistente pode
originar uma explosão de poeiras (ver também Alumínio). o Ao processar "superfícies de carbono visíveis" (como por ex. no AMG GT), é absolutamente necessário respeitar as informações técnicas do fabricante de esmaltes, por forma a garantir a seleção correta do abrasivo.
Medidas recomendadas o Para o processamento de superfícies de carbono também é obrigatoriamente necessário criar um posto de trabalho separado no qual são trabalhadas exclusivamente superfícies em carbono! o Todos os meios auxiliares de trabalho utilizados (por ex.: abrasivos, retificadoras, etc.) serão
utilizados exclusivamente nesta área (posto de trabalho para carbono). o É absolutamente necessário um sistema de aspiração de pó eficaz das partículas abrasivas de carbono!

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 6 de 6
INFORMAÇÃO TÉCNICA 1.3 Primário aparelho para reparações de garantia
Nos casos em que é necessária a chamada reparação "de garantia", trata-se, normalmente, de uma reparação em que são utilizados, entre outros, materiais de base com uma resistência à corrosão tão grande quanto possível. Pretende-se aqui obter uma proteção contra a corrosão que é, em grande medida, comparável à da pintura de série. Para este requisito muito exigente do ponto de vista da qualidade podem ser utilizadas duas tecnologias diferentes que, fundamentalmente, se distinguem pela química de ligantes utilizada: 1. Primário aparelho epóxi (801-72 VOC)
- produto tradicionalmente utilizado com possibilidades de aplicação diversas - elevada proteção contra a corrosão - aplicável sobre aço, chapa de aço galvanizada e alumínio
2. Primário aparelho PUR Pro (285-270) - a mais recente tecnologia para material de base - proteção contra a corrosão muito elevada - possibilidades de aplicação diversas (por ex.: agentes de ligação, proteção contra a
corrosão, processamento molhado-sobre-molhado, primer para escalas de cinza, …) - aplicável sobre aço, chapa de aço galvanizada e alumínio
Nas páginas seguintes poderá consultar informações detalhadas relativas à utilização e ao sistema de reparação.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 1 de 3
INFORMAÇÃO TÉCNICA 2. Pintura de reparação de garantia 2.1 Materiais de metal
Aplicação do primário aparelho epóxi 801-72 VOC
Informações gerais: A aplicação deste processo de pintura é sobretudo recomendada para todos os trabalhos relacionados com a garantia (por ex., reclamações relativas à construção). Estão aqui abrangidos todos os tipos de reparação geralmente emergentes, desde a aplicação de betume até à pintura de superfícies.
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Eliminação mecânica do óxido das zonas danificadas
P16 -P150
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
em alternativa: Glasurit® Removedor de cera e silicone 541-5
Betume (grosso + fino)
Glasurit® Betume Ratio 839-20/ -20K
Glasurit® Endurecedor em pasta, vermelho 948-36
+ 2-3%
20°C 20-30 min.
3-5 min.
P80/150 lixagem grossa
Glasurit® Guia de lixado, antracite 581-90
P240/P320 lixagem fina
700-1 1x
secar com pano
Retificar bem as transições
Primário aparelho
Glasurit® Primário aparelho epóxi 801-72
Glasurit® Endurecedor para epóxi 965-60
Glasurit® Diluente 352-91/-216
4:1:1 bitola
HVLP 1,7-1,9 mm 2,0-3,0 bar
2 40-50µm
60°C 30 min.
11 min.
P 400
700-1 1x
secar com pano
Primário (apenas em eventuais pontos de retificação)
Glasurit® Primário aparelho epóxi 801-72
Glasurit® Endurecedor para epóxi 965-60
Glasurit® Diluente 352-91/-216
4:1:1 bitola
HVLP 1,7-1,9 mm 2,0-3,0 bar
1 15-20 µm
20°C 10-20 min.
Sistema Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS 923-447
Glasurit® Endurecedor VOC 929-33 / -31 / -34
Glasurit® Diluente 352-91/-216
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 2 de 3
INFORMAÇÃO TÉCNICA 2. Pintura de reparação de garantia 2.1 Materiais de metal
Aplicação do primário aparelho PUR 285-270
Informações gerais: A aplicação deste processo de pintura é sobretudo recomendada para todos os trabalhos relacionados com a garantia (por ex., reclamações relativas à construção). Estão aqui abrangidos todos os tipos de reparação geralmente emergentes, desde a aplicação de betume até à pintura de superfícies.
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Eliminação mecânica do óxido das zonas danificadas
P16 -P150
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
em alternativa: Glasurit® Removedor de cera e silicone 541-5
Betume (grosso + fino)
Glasurit® Betume Ratio 839-20/ -20K
Glasurit® Endurecedor em pasta, vermelho 948-36
+ 2-3%
20°C 20-30 min.
3-5 min.
P80/150 lixagem grossa
Glasurit® Guia de lixado, antracite 581-90
P240/P320 lixagem fina
700-1 1x
secar com pano
Primário aparelho
Glasurit® Primário aparelho Pro 285-270
Glasurit® Endurecedor para aparelho HS 929-58
Glasurit® Diluente 352-
5:1:1 bitola
HVLP 1,7-1,9 mm 2,0-3,0 bar
2 50 – 70 µm
60°C 35 min.
10 min.
P 400
700-1 1x
secar com pano
Sistema Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS 923-447
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-91/-216
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 3 de 3
INFORMAÇÃO TÉCNICA 2. Pintura de reparação de garantia 2.2 Plásticos
Aplicação do primário aparelho p. plástico 2 c VOC 934-70
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Lixar/retificar local danificado
P400-/P600
ou com lixa
vermelha
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Em alternativa: Glasurit® Limpador universal para plásticos 541-30
Betume fino
Glasurit® Betume para plásticos 839-90
Glasurit® Endurecedor em pasta 948-36
+ 2-3 %
20°C 25-35 min.
P 80/150 lixagem grossa
Glasurit® Guia de lixado, antracite 581-90
P 240/320
lixagem fina
1x 700-1
secar com pano
Primário aparelho
Glasurit® Primário aparelho p. plástico 2 c VOC 934-70
Glasurit® Endurecedor para aparelho HS 929-56
Glasurit® Diluente 352-50/-91
4:1:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
½ +1 30-40µm
20°C 20 min.
Sistema Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS 923-447
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-91/-216
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 1 de 6
INFORMAÇÃO TÉCNICA 3. Pintura de reparação em conformidade com o valor do veículo 3.1 Matriz de decisão
MB 1 Pintura de superfícies
MB 2
Pintura de reparação riscos/danos
causados por gravilha
MB 3
Pintura de reparação com aplicação de betume (<1dm²)
MB 4 Pintura de peças
novas
MB 5 Peça da carroçaria
reparada ou soldada
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
Em alternativa: Glasurit® Removedor de cera e silicone 541-5
Betume (grosso + fino)
Glasurit® Betume Ratio 839-20 / 20K
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
Primário
Glasurit® Primário aparelho para automóveis ligeiros 283-150
Aparelhos
Glasurit® Aparelho não lixável 285-31/-38/-49
Glasurit® Primário aparelho 285-700/-730/-790
○ ○ ○ ○
Primário aparelho
Glasurit® Primário aparelho Pro 285-270
Esmalte base
Glasurit® Bicapa - Metallic/Uni 90-
Verniz Glasurit® Verniz HS VOC 923-
= obrigatório = se necessário ○ = opcional
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 2 de 6
INFORMAÇÃO TÉCNICA
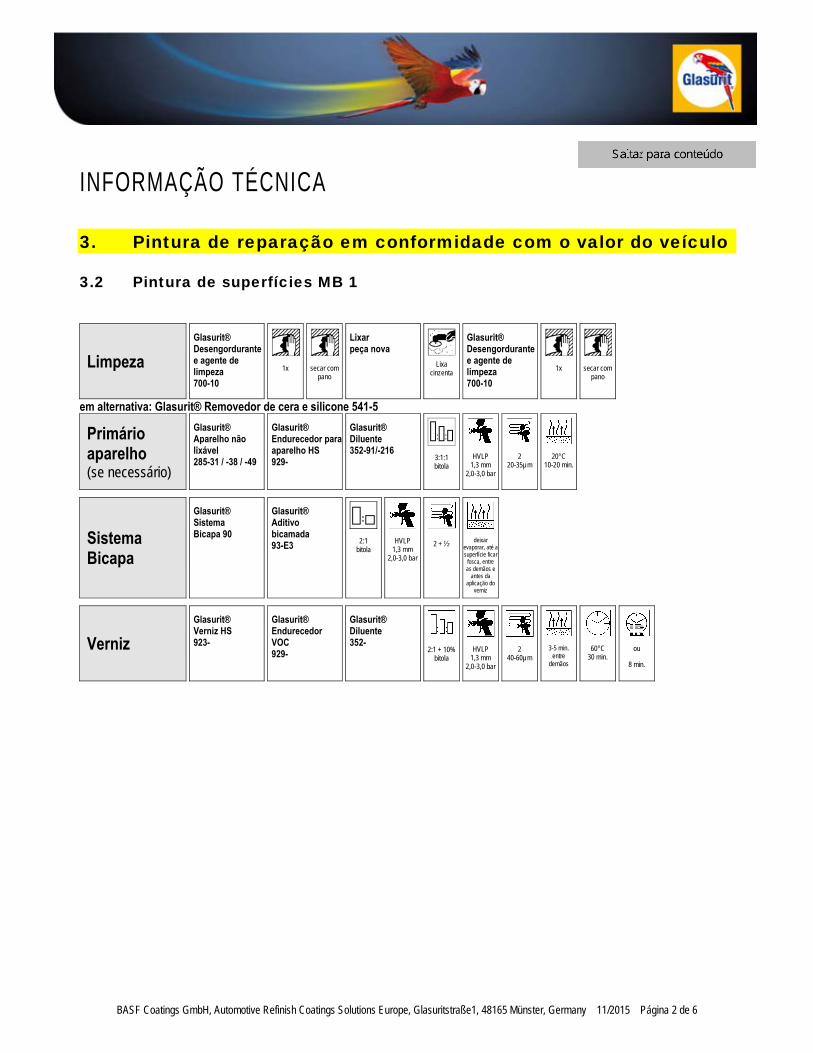
3. Pintura de reparação em conformidade com o valor do veículo 3.2 Pintura de superfícies MB 1
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Lixar peça nova
Lixa
cinzenta
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
em alternativa: Glasurit® Removedor de cera e silicone 541-5
Primário aparelho (se necessário)
Glasurit® Aparelho não lixável 285-31 / -38 / -49
Glasurit® Endurecedor paraaparelho HS 929-
Glasurit® Diluente 352-91/-216
3:1:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 min.
Sistema
Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS 923-
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre
demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 3 de 6
INFORMAÇÃO TÉCNICA
3. Pintura de reparação em conformidade com o valor do veículo 3.3 Pintura de reparação riscos/danos causados por gravilha MB 2
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Retificar local danificado
P 16-P 150
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Primário
Glasurit® Primário aparelho para automóveis ligeiros 283-150
Glasurit® Ativador 352-228
Glasurit® Diluente 352-91/-50
1:1+30% bitola
HVLP 1,3- 1,8 mm 2,0-3,0 bar
1-2 mais diluído
10-15µm
20°C 10 min.
Aparelhos
Glasurit® Aparelho não lixável 285-31 / -38 / -49
Glasurit® Endurecedor paraaparelho HS 929-
Glasurit® Diluente 352-91/-216
3:1:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 min.
Sistema
Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS 923-
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 4 de 6
INFORMAÇÃO TÉCNICA
3. Pintura de reparação em conformidade com o valor do veículo 3.4 Pintura de reparação com aplicação de betume (<1dm²) MB 3
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Eliminação mecânica do óxido da zona danificada
P 16-P 150
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Betume (grosso + fino)
Glasurit® Betume Ratio 839-20/ -20K
Glasurit® Endurecedor em pasta, vermelho 948-36
+ 2-3%
20°C 20-30 min.
3-5 min.
P80/150 lixagem grossa
Glasurit® Guia de lixado, antracite 581-90
P240/P320 lixagem fina
700-1 1x
secar com pano
Primário
Glasurit® Primário aparelho para automóveis ligeiros bege claro 283-150
Glasurit® Ativador 352-230
1:1
HVLP 1,3- 1,8 mm 2,0-3,0 bar
1-2 10-15 µm
20°C aprox. 10 min.
Primário aparelho
Glasurit® Aparelho não lixável 285-31/ -38/ -49
Glasurit® Endurecedor paraaparelho HS 929-
Glasurit® Diluente 352-91/-216
3:1:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 min.
Sistema
Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS 923-
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 5 de 6
INFORMAÇÃO TÉCNICA
3. Pintura de reparação em conformidade com o valor do veículo 3.5 Pintura de peças novas MB 4
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Lixar peça nova
Lixa
cinzenta
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Betume (grosso + fino) (se necessário)
Glasurit® Betume Ratio 839-20/ -20K
Glasurit® Endurecedor em pasta, vermelho 948-36
+ 2-3%
20°C 20-30 min.
3-5 min.
P80/150 lixagem grossa
Glasurit® Guia de lixado, antracite 581-90
P240/P320 lixagem fina
700-1 1x
secar com pano
Primário
Glasurit® Primário aparelho para automóveis ligeiros bege claro 283-150
Glasurit® Ativador 352-230
1:1
HVLP 1,3- 1,8 mm 2,0-3,0 bar
1-2 10-15 µm
20°C aprox. 10 min.
Primário aparelho
Glasurit® Aparelho não lixável 285-31/ -38/ -49
Glasurit® Endurecedor paraaparelho HS 929-
Glasurit® Diluente 352-91/-216
3:1:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 min.
Sistema
Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS 923-
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 6 de 6
INFORMAÇÃO TÉCNICA
3. Pintura de reparação em conformidade com o valor do veículo 3.6 Painel adjacente reparado ou soldado MB 5
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Eliminação mecânica do óxido das zonas danificadas
P 16 - P 150
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Betume (grosso + fino)
Glasurit® Betume Ratio 839-20/ -20K
Glasurit® Endurecedor em pasta, vermelho 948-36
+ 2-3%
20°C 20-30 min.
3-5 min.
P80/150 lixagem grossa
Glasurit® Guia de lixado, antracite 581-90
P240/P320 lixagem fina
700-1 1x
secar com pano
Primário aparelho
Glasurit® Primário aparelho Pro 285-270
Glasurit® Endurecedor paraaparelho HS 929-58
Glasurit® Diluente 352-
5:1:1 bitola
HVLP 1,7-1,9 mm 2,0-3,0 bar
2 50 – 70 µm
60°C 35 min.
10 min.
P 400
700-1 1x
secar com pano
Sistema
Bicapa
Glasurit® Sistema Bicapa 90
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + ½
deixar evaporar, até a superfície ficar
fosca, entre as demãos e
antes da aplicação do
verniz
Verniz
Glasurit® Verniz HS VOC 923-
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min. entre demãos
60°C 30 min.
ou
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 1 de 8
INFORMAÇÃO TÉCNICA 4. Processos de reparação específicos da Mercedes-Benz 4.1 Alubeam
Limpeza
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Eliminação mecânica do óxido das zonas danificadas
P16 -P150
Glasurit® Desengordurante e agente de limpeza 700-10
1x
secar com pano
Betume (grosso + fino)
Glasurit® Betume Ratio 839-20/ -20K
Glasurit® Endurecedor em pasta, vermelho 948-36
+ 2-3%
20°C 20-30 min.
3-5 min.
P80/150 lixagem grossa
Glasurit® Guia de lixado, antracite 581-90
P240/P320 lixagem fina
700-1 1x
secar com pano
Primário aparelho
Glasurit® Primário aparelho Pro 285-270
Glasurit® Endurecedor paraaparelho HS 929-58
Glasurit® Diluente 352-
5:1:1 bitola
HVLP 1,7-1,9 mm 2,0-3,0 bar
2 50 – 70 µm
60°C 35 min.
ou
10 min.
P 400
700-1 1x
secar com pano
Verniz primário 90-M5 (transparente)
Glasurit® Aditivo tricapa 90-M5
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2
Evaporar até mate
90-MB 0047
Glasurit® Sistema Bicapa 90-MB 0047
Glasurit® Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm
2,0-3,0 bar
2 + 2 x ½ para
correspondência do efeito
deixar evaporar
após cada demão até ficar mate
Verniz
Glasurit® Verniz HS VOC, 923-
Glasurit® Endurecedor VOC 929-
Glasurit® Diluente 352-
2:1 + 10% bitola
HVLP 1,3 mm
2,0-3,0 bar
2 40-60µm
3-5 min.
entre demãos
30 min. 60°C
ou
8 min.
A

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 2 de 8
INFORMAÇÃO TÉCNICA 4. Processos de reparação específicos da Mercedes-Benz 4.2 Tonalidades de 3 camadas no exemplo de vermelho jacinto MB 3996
A tonalidade vermelho jacinto da Mercedes-Benz é um sistema de pintura transluzente de 3 camadas. Uma pintura das peças da carroçaria adjacentes não é, em regra, necessária. Se forem expectáveis diferenças de tonalidade que excedam os valores de tolerância, poderá no entanto ser conveniente compensá-las com uma pintura de retoque. Neste caso, o pintor pode optar, dependendo do tipo de dano, pela pintura dentro da área ou pelo esbatimento do painel adjacente. Este processo pode ser significativamente mais económico do que o moroso ajuste de cores posterior. Para o processo apresentado de seguida são utilizados diferentes ajustes do esmalte base (Steps):
- Step 1 Esmalte base conferidor de cor e efeito (tom de base) - Step 2 Esmalte base transluzente - Combinação do Step 1 e Step 2
1. Pré-tratamento do painel adjacente
Glasurit Limpador 700-1
1X
secar com pano
Placa de suporte macio
P1000 - P2000
Glasurit Limpador 700-1
1X
secar com pano
2.1 Pintura do painel adjacente reparado/novo Step 1
Glasurit Sistema Bicapa vermelho jacinto Step 1
2:1 93-E3*
HVLP 1,3 mm 2,0 bar
2 (de cobertura)
+ ½ para
correspondência do efeito
Nota: Cobrir o painel adjacente e remover novamente a película de cobertura após a última demão. * ao utilizar uma base de mistura 90-M4 lento na fórmula mista utilizar igualmente o 93-E3 lento

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 3 de 8
INFORMAÇÃO TÉCNICA 2.2 Pintura com Glasurit® verniz de esbatido 90-M50
Glasurit Verniz de esbatido 90-M50
2:1 93-E3
93-E3 lento
HVLP 1,3 mm 2,0 bar
2*
Aplicação numa única demão sem tempo de espera intermédio com duas demãos no painel a reparar. 2.3 Pintura da transição no painel adjacente com o Step 1
Glasurit Sistema Bicapa vermelho jacinto Step 1
2:1 93-E3*
HVLP 1,3 mm 1,0 bar
1-2 esbatendo a
área circundante
evaporar até mate
3. Pintura da transição no painel adjacente com combinação do Step 2 e Step 1
Glasurit Sistema Bicapa vermelho jacinto Combinação do Step 1 e Step 2
2:1 Step 2 com
Step 1
2:1 93-E3
HVLP 1,3 mm 1,0 bar
1-3
evaporar até mate
Nota: pintar com esbatimento em ambas as áreas
4. Pintura do painel reparado/novo e do painel adjacente com o Step 2
Glasurit Sistema Bicapa vermelho jacinto Step 2
2:1 93-E3
HVLP 1,3 mm 2,0 bar
1
evaporar até mate
Nota: pintar com esbatimento e sobreposição no painel adjacente

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 4 de 8
INFORMAÇÃO TÉCNICA 4.1 Pintura do painel reparado/novo e do painel adjacente com o Step 2
Glasurit Sistema Bicapa vermelho jacinto Step 2
2:1 93-E3
HVLP 1,3 mm 2,0 bar
1
evaporar até mate
Nota: pintar novamente com esbatimento e sobreposição da demão anterior no painel adjacente
5. Pintura com verniz
Glasurit Verniz HS VOC 923-
2:1+10% 929-VOC
352-
HVLP 1,3 mm 2,0 bar
1½ - 2
60°C 30 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 5 de 8
INFORMAÇÃO TÉCNICA 4. Processos de reparação específicos da Mercedes-Benz 4.3 Verniz mate Procedimento de reparação para tonalidades de 2 camadas da Série 90 com verniz MS extra mate 923-55
Glasurit e verniz fosco flexível MS 923-57 Glasurit.
Através das diferentes relações de mistura dos vernizes a serem utilizados é obtido um brilho de 12-65 unidades (com uma geometria de medição a 60°). As tonalidades de prata claras e puras podem apresentar um brilho muito maior. Além disso, podem existir diferentes brilhos de acordo com a geometria da carroçaria (horizontal ou vertical). Por isso, antes de cada pintura, recomendamos a criação de uma chapa modelo para fazer uma comparação correspondente com a área a ser reparada.
Os vernizes 923-55 e 923-57 devem ser bem agitados antes da utilização! Para não obter oscilações no brilho durante a pintura de vernizes mate, é importante:
manter as espessuras do esmalte base e verniz recomendadas aplicar camadas de esmalte base e verniz uniformes através de zonas de sobreposição deslocadas deixar evaporar bem após cada demão do verniz, isto é, até a superfície estar totalmente mate
(o tempo de evaporação é, em média, de 10-15 minutos após a 1.ª demão e de 15-20 minutos após a 2.ª demão) dependendo da velocidade da corrente de ar e da temperatura na cabina de pintura. O tempo de evaporação máximo após cada demão é de 25 minutos.
Para superfícies mate não existe a possibilidade de:
eliminar inclusões de pó através do polimento, pois através do polimento o brilho é alterado. Por isso, deve ter-se muita atenção à limpeza e proceder com muito cuidado durante a limpeza antes da aplicação!
aplicar o verniz de modo a escorrer porque a espessura da camada varia nas extremidades, alterando, assim, o brilho. Por isso, o verniz deve ser aplicado sempre sobre toda a peça!
Ver também as informações de produto do verniz MS extra mate 923-55 Glasurit e do verniz fosco
flexível MS 923-57 Glasurit.
Limpeza
700-1 1x
secar com pano
P 400
700-11x
secar com pano
Série 90
Glasurit Sistema Bicapa 90-
Glasurit Aditivo bicamada 93-E3
2:1 bitola
HVLP 1,3 mm 2,0 bar
2 ½ Espessura da camada 10-15 µm
Deixar evaporar
após cada demão até ficar mate

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 6 de 8
INFORMAÇÃO TÉCNICA
Relações de mistura dos vernizes Glasurit para 12-65 unidades de brilho ao utilizar o endurecedor 929-33 Glasurit
Unidade de brilho +/- 2
com uma geometria de medição a 60°
923-55 923-57 923-335
Relação de mistura em % de peso:
12 100 - - 20 50 50 - 25 30 70 - 30 20 80 - 40 - 100 - 53 - 90 10 65 - 75 25
Verniz
Mistura Glasurit Verniz MS 923-55 + 923-57
Glasurit Endurecedor VOC 929-33
Glasurit Diluente 352-91
100 % peso 33 % peso 17 % peso
HVLP 1,3 mm 2,0 bar
2 Espessura da camada 40-50 µm
Deixar evaporar
após cada demão até ficar mate
60°C 30 min.
Nota: O tempo de evaporação é de 10 minutos após a 1.ª demão e de 15 minutos após a 2.ª demão.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 7 de 8
INFORMAÇÃO TÉCNICA
4. Processos de reparação específicos da Mercedes-Benz 4.4 Compósito de fibra de carbono (CFK)
Os compósitos de fibra de carbono são compostos por tecidos de fibra de carbono integrados em resina epóxi. Estes materiais distinguem-se por uma estabilidade muito elevada e uma densidade reduzida. Se estes tecidos de fibra de carbono forem utilizados para a produção de carroçarias de automóveis ou painéis adjacentes, eles serão integrados em resina epóxi transparente ou colorida, dependendo da finalidade de utilização. Uma vez que a resina epóxi não possui uma resistência aos raios UV suficiente, os tecidos de fibra de carbono são, em regra, protegidos com duas camadas de verniz. A primeira camada de verniz tem como objetivo uma superfície lisa do ponto de vista ótico, enquanto a segunda camada de verniz se destina à proteção contra os raios UV. Esta última é especialmente importante quando se trata da chamada “fibra de carbono visível”. A fibra de carbono visível distingue-se do carbono esmaltado na medida em que, neste caso, a fibra (o filamento) é visível. Uma reparação da fibra de carbono visível só faz sentido nos casos em que se trata apenas de danos na superfície que possam ser reparados com a aplicação de uma camada de verniz. Isto significa que o tecido (filamento) não pode ser danificado, caso contrário o local danificado permanece visível! A reparação de uma peça de carbono esmaltado não representa, pelo contrário, quaisquer dificuldades de maior. Neste caso, podem ser aplicados os processos de reparação padrão para as superfícies metálicas ou em plástico termoendurecido (SMC, GFK), incluindo a aplicação de betume.
Carbono esmaltado
Pré-tratamento
541-30 1x
secar com pano
Lixa vermelha embebida em 541-30
700-10 1x
secar com pano
Limpar a superfície com o desengordurante e agente de limpeza 700-10 Glasurit antes da aplicação do 285-270.
Primário aparelho
Glasurit® Primário aparelho Pro 285-270
Glasurit® Endurecedor 929-58
Glasurit® Diluente 352-91, -216
5 : 1 : 1
HVLP
1,7-1,9 mm 2,0-3,0 bar
½+2
80-120 µm
60 °C 60 min.
P400- P600
P800- P1000
Em alternativa: Primário aparelho Glasurit® Pro 285-230, -290 Nota: Após a primeira aplicação do primário aparelho, os defeitos visíveis na superfície (por ex. picadas de agulha) podem ser compensados manualmente com um pincel. Após uma lixagem intermédia com uma lixadora de movimento rotativo orbital (P400 - P600) ou lixagem manual (P800 - P1000), este processo pode ser repetido até obter o resultado desejado.
Esmalte de cobertura
Glasurit® Série 90 e Glasurit® Verniz VOC HS

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 8 de 8
INFORMAÇÃO TÉCNICA
Fibra de carbono visível
Pré-tratamento
541-30 1x
secar com pano
Lixa vermelha embebida em 541-30
700-10 1x
secar com pano
Verniz
Glasurit® HS-Racing Clear VOC 923-135
Glasurit® Endurecedor 929-31,-33
Glasurit® Aditivo Racing 523-15
2 : 1 + 10 %
HVLP 1,3 mm
2,0-3,0 bar
2 40 – 60 µm
60 °C 60 min.
Nota: Após a primeira aplicação do verniz, os defeitos visíveis na superfície (por ex. picadas de agulha) podem ser compensados manualmente com um pincel. Após uma lixagem intermédia com uma lixadora de movimento rotativo orbital (P400 - P600) ou lixagem manual (P800 - P1000), este processo pode ser repetido até obter o resultado desejado.
Acabamento Premium (se necessário)
Pré-tratamento
541-30 1x
P1200
541-30 1x
secar com pano
Verniz
Glasurit® Verniz HS Multi VOC 923-335
Glasurit® Endurecedor 929-31,-33
Glasurit® Diluente 352-91, -216
2 : 1 + 10 %
HVLP
1,3 mm 2,0-3,0 bar
2
40 – 60 µm
60 °C 30 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 1 de 2
INFORMAÇÃO TÉCNICA
5. Combinação de cores 5.1 Indicação do código de tonalidade na placa de identificação O primeiro passo para a combinação de cores é sempre a identificação da tonalidade com base na placa de identificação do
veículo. A respetiva localização pode variar em função do modelo do veículo. Na maior parte dos modelos Mercedes-Benz e smart, a placa de identificação encontra-se na/sobre a coluna B (ver ilustrações). Veículos Mercedes mais antigos possuem, parcialmente, também placas de identificação em metal embutidas que se encontram, normalmente, no compartimento do motor.
séries antigas séries recentes
As seguintes ilustrações mostram a localização das placas de identificação com o código do verniz, em comparação com as séries smart mais antigas e atuais. O número da cor (A) é indicado na placa de identificação e subdivide-se em duas secções:
- os primeiros três dígitos reproduzem o respetivo código de equipamento da célula de segurança tridion (1) - Os últimos três dígitos são fundamentais para o código de equipamento do revestimento de plástico de série
(bodypanels, ver 2)
1: Código de equipamento da célula de segurança tridion 2: Código de equipamento do revestimento de plástico de série A: Placa de identificação
séries smart antigas (450, 451) série smart atual (453)

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Página 2 de 2
5.2 Pesquisa e seleção da formulação do corante (fórmula mista) O segundo passo para a combinação de cores é, naturalmente, encontrar a formulação do corante correta (fórmula mista). Aqui é
possível recorrer a duas soluções: - através do Color Profi System
- com um colorímetro
- ou diretamente através da Internet (http://www.glasurit.com/de) com Color Online
Para uma segurança absoluta, recomendamos sempre a criação de uma chapa de teste com a solução identificada e a sua comparação com a tonalidade do veículo antes de proceder à pintura de reparação. Eventualmente poderá ser necessário utilizar uma variante da cor para conseguir uma melhor correspondência da cor.