Embed Size (px)
Citation preview

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
Manual de Operação
MOD Eva 10 S / DNC 880 S
Séries: AD-S / E
Eng° João Paulo de Menezes Gonçalves Gerente Assistência Técnica

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
Cybelec ModEVA 10 S / DNC 880 S
Ligando a Máquina - Dobradeiras 1.1 Ligar a chave geral (esta chave encontra-se na parte frontal ou lateral do armário elétrico da
máquina); 1.2 Aguardar o comando iniciar por completo, inclusive o programa de dobra cybelec; 1.3 Acionar o botão AMARELO (Emergency Restart), após isso acionar o botão VERDE (Hidro
Pump), assim a bomba deverá ser ligada; Obs.: Caso o botão AMARELO seja pressionado e não ficar aceso, o operador deverá conferir os botões de emergência da máquina pois algum (uns) dele (s) estará (ao) acionado(s), após desabilitar o botão de emergência o operador deverá repetir o processo ( 1.3 ).
2.0 Indexando a Máquina
2.1 Pressione o botão ( semi automático), após este processo aparecerá um aviso com a seguinte escrita: Confirma troca de ferramentas e duas opções 1 CONFIRMAR ou 00 CANCELAR, o
operador deverá colocar o cursor em cima do numero 1 – CONFIRMAR, e pressionar a tecla verde ( Start ). 2.1 Após realizado esta sequência os eixos X,Y e R deverão se posicionar no modo indexação. Obs. 1: A máquina deverá estar com o Avental em baixo para que seja indexada corretamente. Obs. 2: O operador não conseguirá trabalhar com a máquina caso os eixos não estejam indexados, onde neste caso irá aparecer uma mensagem ( INDEXAÇÃO ) no canto superior direito da tela, assim deverá fazer o procedimento 2.1 Obs. 3: A máquina para indexar deverá estar sempre com algum programa na tela, caso contrário a indexação não será possível. Obs. 4: Para fazer este processo, pressione a tecla F2 e depois, QUINAGEM NUMERICA.
Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
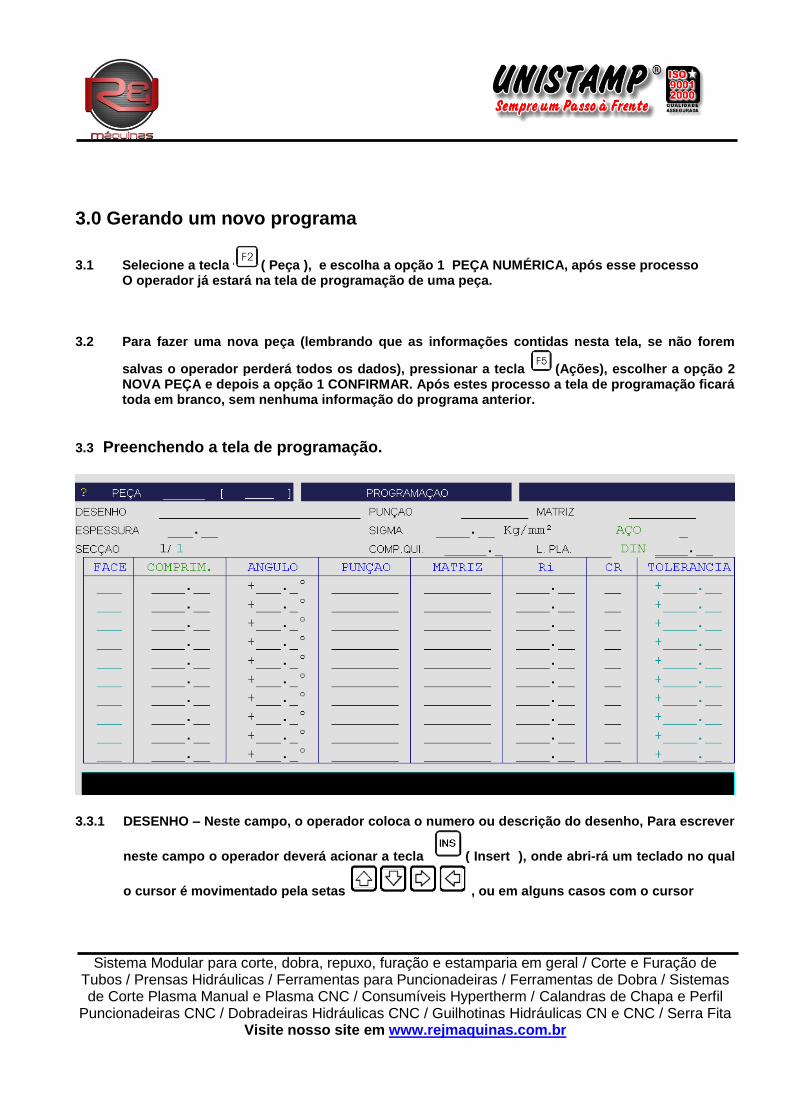
3.0 Gerando um novo programa
3.1 Selecione a tecla ( Peça ), e escolha a opção 1 PEÇA NUMÉRICA, após esse processo O operador já estará na tela de programação de uma peça.
3.2 Para fazer uma nova peça (lembrando que as informações contidas nesta tela, se não forem
salvas o operador perderá todos os dados), pressionar a tecla (Ações), escolher a opção 2 NOVA PEÇA e depois a opção 1 CONFIRMAR. Após estes processo a tela de programação ficará toda em branco, sem nenhuma informação do programa anterior.
3.3 Preenchendo a tela de programação.
3.3.1 DESENHO – Neste campo, o operador coloca o numero ou descrição do desenho, Para escrever
neste campo o operador deverá acionar a tecla ( Insert ), onde abri-rá um teclado no qual
o cursor é movimentado pela setas , ou em alguns casos com o cursor
Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
(Botão preto) localizado na parte frontal do comando, após escolhido o caractere desejado pressionar o
botão para confirmar a letra e, assim por diante. Para fechar o teclado pressionar o botão DEIXAR que aparecerá quando o teclado for acionado.
3.3.2 PUNÇÃO / MATRIZ – Nestes campos o operador deverá pressionar a tecla ( List – Listagem ) onde nela irá aparecer todos os punções/matrizes cadastrados de fabrica ou então algum outro que o próprio operador já cadastrou em ocasiões posteriores ( Veja como cadastrar novas ferramentas em Cadastramento de Punção/Matriz ).
3.3.3 ESPESSURA – Neste campo colocamos a espessura da chapa, de preferência a mais exata
possível e sempre em MILíMETROS. 3.3.4 SIGMA – Neste campo, colocamos valores correspondentes ao material que vamos dobrar. No
caso de:
Aço Carbono 1010/1020 o valor a ser colocado é de 42 Kg / mm; Aço Inox 304/310 o valor a ser colocado é de 75 Kg / mm; Alumínio o valor a ser colocado é de 38 Kg/mm. Obs.: No caso de ter algum material com uma dureza maior para dobrar, o operador deverá aumentar gradativamente o valor do Sigma, até que maquina tenha força para dobrar a peça pretendida. Caso este procedimento não tenha resolvido, procure a Assistência Técnica R & J Máquinas.
3.3.5 SECÇÃO - Sempre devemos deixar os seguintes valores 1/1; 3.3.6 COMPRIMENTO DA QUINAGEM: Neste campo, colocamos a medida da peça que será dobrada,
lembrando que quanto mais exato for o valor, mais exata será a conformação da peça. 3.3.7 DIN - Neste campo, o comando resultará no blank da peça de acordo com as abas e grau
colocadas abaixo.
Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
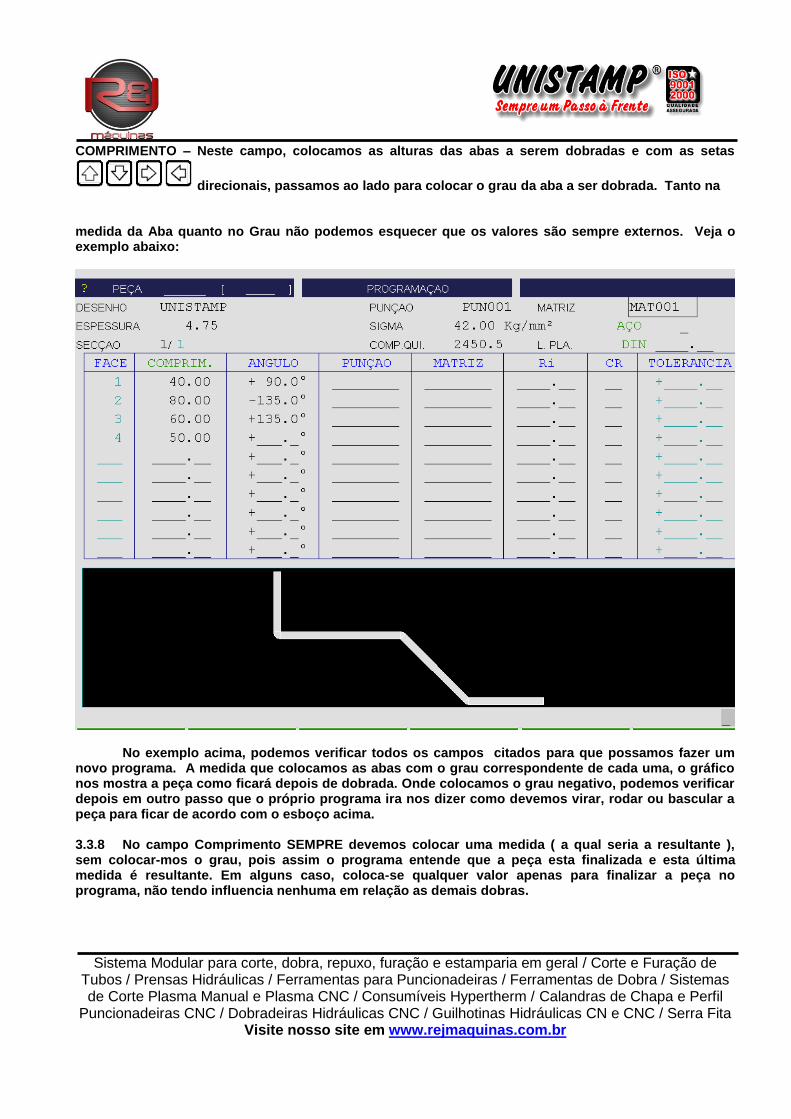
COMPRIMENTO – Neste campo, colocamos as alturas das abas a serem dobradas e com as setas
direcionais, passamos ao lado para colocar o grau da aba a ser dobrada. Tanto na medida da Aba quanto no Grau não podemos esquecer que os valores são sempre externos. Veja o exemplo abaixo:
No exemplo acima, podemos verificar todos os campos citados para que possamos fazer um novo programa. A medida que colocamos as abas com o grau correspondente de cada uma, o gráfico nos mostra a peça como ficará depois de dobrada. Onde colocamos o grau negativo, podemos verificar depois em outro passo que o próprio programa ira nos dizer como devemos virar, rodar ou bascular a peça para ficar de acordo com o esboço acima. 3.3.8 No campo Comprimento SEMPRE devemos colocar uma medida ( a qual seria a resultante ), sem colocar-mos o grau, pois assim o programa entende que a peça esta finalizada e esta última medida é resultante. Em alguns caso, coloca-se qualquer valor apenas para finalizar a peça no programa, não tendo influencia nenhuma em relação as demais dobras.

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
PEÇA – Neste campo logo no começo da tela de programação, colocamos o numero de algum programa o qual já fizemos anteriormente e esta com todas correções feitas, porém este campo iremos explica-lo melhor a seguir, quando falarmos de Lista de Peça ou Lista de Peças Gráficas. Obs.: Os demais campos não devemos preencher, pois o comando nos dará todas as outras informações necessárias para realizar-mos esta peça.
4.0 Executando o Programa Desejado
4.1 Após os passos citados acima, o operador deverá executar o programa para que ele possa começar seu trabalho, este procedimento acontece de duas maneiras:
Sem Quinagem Imposta - O programa escolhendo a melhor maneira de dobrar a peça. Com Quinagem Imposta – O operador introduz as dobras de acordo com sua necessidade. 4.2 O procedimento para executar um programa após fazer a programação é o seguinte:
4.3 O operador deverá acionar a tecla ( Quinagem ), onde abrirá uma janela com diversas opções, escolher a Opção 2 QUINAGEM 2D, onde aparecerá já uma tela de fundo azul com o perfil do punção, matriz e o encosto.
4.4 Após este processo o operador deverá acionar a tecla ( Ações ), onde deverá escolher a opção 1 ESCOLHER ORDEM QUINAGEM, e a comando já irá escolher automaticamente todas as ordens das dobras a serem executadas. Caso a maquina dê um erro chamado SOLUÇÃO NÃO ENCONTRADA, é que ela não conseguiu encontrar uma solução de dobra para a peça. Sendo assim o operador deverá então fazer a dobra manualmente da seguinte maneira. 4.5 Gerando uma seqüência de dobra manualmente. 4.5.1 Primeiro o operador deverá seguir os mesmos passos citados acima até a opção 4.3. Após este passo o operador deverá seguir a seguinte ordem: 4.5.2 No canto superior direito onde aparece um campo chamado SIMULA deverá selecionar o campo e
com a tecla list selecionar a opção 2 COM QUINAGEM IMPOSTAS. 4.5.3 Na linha de baixo podemos ver o seguinte campo, ES (Esbarro), ou seja onde a chapa será encostada ou apoiada nos encostos do eixo X e R. Para Selecionarmos que a chapa seja encostada neste devemos optar pelo numero 1. No caso da chapa ser apoiada nos encostos devemos optar pelo numero 2. 4.5.4 O próximo campo é SECÇÃO que deverá ser mantido sempre com 1/1. 4.5.5 No campo FACE devemos colocar o numero da face que vamos fazer a dobra, e devemos atentar para que a seqüência que colocamos as dobras na programação sejam iguais as colocadas neste

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
campo. Ou seja devemos manter a seqüência. ( No caso da face começamos a contagem a partir do numero 1 ) 4.5.6 No campo APOIO devemos colocar onde nosso blank será apoiado para que seja feita a dobra. ( No caso do apoio começamos nossa contagem a partir do numero 0 ).
4.5.7 Após estes processos mudamos a nossa dobra em duas teclar chamadas e e repetimos o processo até a última dobra a ser feita. Veja o exemplo abaixo, baseado na programação que fizemos no item 3.3.7

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
Após este processo podendo ser COM QUINAGEM IMPOSTA ou SEM QUINAGEM IMPOSTA o operador
deverá acionar o botão (SEMI-AUTOMATICO), e começar a fazer as dobras. Obs.: Recomenda-se que o operador sempre que fizer uma nova peça, faça a primeira seqüência de dobra sem a peça, pois assim ele poderá observar se no caso de ser uma dobra de 90º o punção ficará com uma distancia de aproximadamente a espessura da chapa programada, acima da matriz. Caso nesta simulação o punção já encoste na matriz algo no programa estará errado e deverá ser corrigido imediatamente.
5.0 Fazendo as correções no programa
Para que possamos fazer as correções em um programa devemos corrigir uma dobra de cada vez, não necessariamente a correção que eu fizer para uma dobra de 90 será a mesma para uma dobra de 135. Devemos ressaltar também que de acordo com o tamanho da peça a correção poderá ser alterada.O modo para fazer-mos as correções necessárias é o seguinte:
5.1 Acionamos a tecla ( CORREÇÕES ), escolhemos a opção 1 CORREÇÕES, após este processo o comando nos apresentará uma tela onde teremos as informações dos eixos. Para fazermos uma
Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
correção devemos ir até o campo ÂNGULO / QUINAGEM ( localizado na segunda tabela ) e colocar-mos o grau que encontramos em nosso transferidor. Caso a peça esteja aberta PEDIDO 90 ENCONTRADA 95, devemos notar que após colocado o 95 no campo, na tabela de cima onde encontra-se os eixos Y1 e Y 2 aparecerá um valor que será – 0.50 ( Exemplo), onde a maquina irá abaixar mais 0.50 para que o grau fique com 90. No caso do PEDIDO 90 ENCONTRADO 85 iremos observar que a maquina irá nos dar uma valor positivo nos campos Y1 e Y2. 5.2 No canto superior esquerdo da tela de correção, devemos observar a seguinte mensagem QUINAGEM 1 / 1 , sou seja estamos fazendo a correção apenas na primeira dobra. Este procedimento deverá ser repetido em todas as dobras caso seja necessário fazer a correção. Obs.: NUNCA devemos fazer a correção direto nos campos Y 1 e Y2.
5.3 Após feitas as devidas correções na peça devemos voltar a acionar a tecla , escolher a opção 2
QUINAGEM 2D e já pressionar o botão , sem escolher nova ordem de quinagem ou então escolher FACE / APOIO novamente.Feitos estes passos, já estamos prontos para Gravar nossa peça, que veremos abaixo como será feito.
6.0 Gravando uma nova peça
Após todos os passos acima executados sem nenhum problema, já estamos prontos para gravar nossa peça. Para isso devemos seguir os seguintes passos: 6.1 Na tela de QUINAGEM 2D ( a qual o operador devera estar trabalhando ), devemos ir até o campo chamado PEÇA. Neste campo devemos digitar o numero de nossa peça ( com no máximo 5 caracteres).
6.2 Devemos pressionar o botão , escolher a opção 06 MEMORIZAR PEÇA e 01 CONFIRMAR nossa escolha, após este processo a peça já estará gravada na listagem de peças, com todos as correções e alteração que foram feitas antes da gravação. Obs.: No campo PEÇA serão aceitos apenas números.
7.0 Puxando o programa de uma lista
As peças a serem “puxadas” são as mesmas gravadas na maquina de acordo com o procedimento acima citado. Para puxar-mos um programa gravado em nosso comando, deve seguir os seguintes passos.

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
7.1 O operador deverá pressionar a tecla ( PEÇA ), e escolher a opção 1 PEÇA NUMÉRICA, após este procedimento voltaremos na tela de programação onde devemos colocar o numero da peça que
queremos no campo chamado PEÇA ( localizado no canto superior esquerdo) e acionar a tecla ( ENTER ). 7.2 Para saber qual a peça que devemos “puxar” devemos fazer o seguinte:
7.2.1 Acionamos a tecla , ( MENU ), onde teremos duas opções de Visualização de peças, que são elas: LISTA PEÇAS – Onde temos apenas os códigos que colocamos no campo PEÇA na hora em que gravamos o programa e também o que colocamos no campo DESENHO. LISTA PEÇAS GRAFICAS - Além das opções citadas acima, a opção também apresenta a imagem da peça dobrada. Obs.: Temos também outro modo de escolher a peça nesta tela, mesmo Gráfica ou não, podemos
apenas colocar o numero no campo PEÇA e pressionar a tecla ( ENTER ) que já irá automaticamente na tela de programação, com suas medidas e correções, se feitas anteriormente.

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
8.0 Programação de Punção
Neste item veremos como fazer a programação de novos punções.
8.1 Para programar um novo punção o operador deverá acionar a tecla ( MENU ) escolher a opção
07 PROGRAMAÇÃO PUNÇÕES , e clica em ( ENTER ). Após este passo deverá aparecer a tela onde tem - se o perfil de um punção com suas medidas. Se prestarmos a atenção veremos que as cotas apresentadas no perfil assim que alterado os valores as cotas mudam automaticamente ficando com o perfil que o operador alterou.
Obs.: Caso o operador queira mudar a tipo de punção, ele poderá acionar a tecla ( LIST ) que aparecerá os demais tipos de punções gravados, podendo ser alterado qualquer um deles. 8.2 Para que um novo punção seja gravado o operador deverá preencher todos os dados do novo punção e depois adicionar um numero a ele no campo PUNÇÃO localizado no canto superior esquerdo
da tela, e pressionar a tecla , ( ACCOES ) e escolher a opção 2 MEMORIZAR. Após estes passos seu novo punção já estará cadastrado e gravado para que seja utilizado em peças futuras. Obs. 1: IMPORTANTE – Para que um punção possa ser gravado o operador deverá estar na função 2 ou
seja, deverá manter pressionada a tecla + a tecla numérica 2. Após esse passo deverá aparecer no canto inferior direito o numero 2.
9.0 Programação de Matrizes
Neste item veremos como fazer a programação de novas matrizes.
9.1 Para programar um novo punção o operador deverá acionar a tecla ( MENU ) escolher a opção
08 PROGRAMAÇÃO MATRIZES , e clica em ( ENTER ). Após este passo deverá aparecer a tela onde tem - se o perfil de uma matriz com suas medidas. Se prestarmos a atenção veremos que as cotas apresentadas no perfil assim que alterado os valores as cotas mudam automaticamente ficando com o perfil que o operador alterou.

Sistema Modular para corte, dobra, repuxo, furação e estamparia em geral / Corte e Furação de Tubos / Prensas Hidráulicas / Ferramentas para Puncionadeiras / Ferramentas de Dobra / Sistemas de Corte Plasma Manual e Plasma CNC / Consumíveis Hypertherm / Calandras de Chapa e Perfil
Puncionadeiras CNC / Dobradeiras Hidráulicas CNC / Guilhotinas Hidráulicas CN e CNC / Serra Fita Visite nosso site em www.rejmaquinas.com.br
Obs.: Caso o operador queira mudar a tipo de matriz, ele poderá acionar a tecla ( LIST ) que aparecerá os demais tipos de matrizes gravadas, podendo ser alterada qualquer uma delas. 9.2 Para que um novo punção seja gravado o operador deverá preencher todos os dados do novo punção e depois adicionar um numero a ele no campo PUNÇÃO localizado no canto superior esquerdo
da tela, e pressionar a tecla , ( ACCOES ) e escolher a opção 2 MEMORIZAR. Após estes passos sua nova matriz já estará cadastrada e gravada para que seja utilizada em peças futuras. Obs. 1: IMPORTANTE – Para que uma matriz possa ser gravada o operador deverá estar na função 2 ou
seja, deverá manter pressionada a tecla + a tecla numérica 2. Após esse passo deverá aparecer no canto inferior direito o numero 2. Para conferir se um PUNÇÃO ou uma MATRIZ foram gravados corretamente não deverá aparecer nenhuma mensagem no canto superior esquerdo. Caso apareça o operador deverá refazer a operação. Caso ainda restem dúvidas se sinta a vontade para entrar entrar em contato conosco ... estaremos a disposição para ajudá-los no que for necessário.
Eng° João Paulo de Menezes Gonçalves
Gerente de Assistência Técnica
- Fone: 55 (31) 3022-2354
- Fax: 55 (31) 3309-0588
- Celular: 55 (31) 9120-4316
- www.rejmaquinas.com.br





























