Embed Size (px)
Citation preview

MB – 755
GESTÃO DE OPERAÇÕES
Professor: Rodrigo A. Scarpel
www.mec.ita.br/~rodrigo

• O que é? É a gestão de sistemas ou processos que criam bens e/ou provém serviços.
• Bens: itens físicos produzidos pelas organizações
• Serviços: atividades que geram alguma combinação de tempo, localização, forma e/ou valor
psicológico
• Bens x Serviços:
Gestão de Operações:
CARACTERÍSTICA BENS SERVIÇOS
Contato com cliente BAIXO ALTO
Uniformidade dos insumos ALTA BAIXA
Conteúdo de trabalho BAIXO ALTO
Uniformidade das saídas ALTA BAIXA
Saídas TANGÍVEIS INTANGÍVEIS
Mensuração da produtividade SIMPLES DIFÍCIL
Estoques MUITO POUCO
Patenteável? NORMALMENTE RARAMENTE
Oportunidade para corrigir problemas de qualidade antes da entrega ALTA BAIXA

• Organizações:
• Cadeia de suprimentos: sequência de organizações (instalações, funções e atividades) envolvidas na produção e
entrega de um produto
ORGANIZAÇÕES (objetivo: compatibilizar oferta
e demanda)
ÁREAS DE APOIO: FINANÇAS (objetivo: prover fundos para
operações, orçamentos, controladoria)
RECURSOS HUMANOS (RH)
TECNOL. INFORMAÇÃO (TI)
COMERCIAL (objetivo: vendas e marketing –
identificar desejos e necessidades
dos clientes, promover os bens e
serviço da organização)
OPERAÇÕES (objetivo: produzir bens e/ou entregar serviços
– projeto de produto e do processo, gestão da
capacidade, planejamento e controle da
produção, gestão da qualidade, ...)
Gestão de Operações:
FORNECEDOR
DO
FORNECEDOR
FORNECEDOR
DIRETO PRODUTOR DISTRIBUIDOR
CONSUMIDOR
FINAL
Instalações: fábricas, armazéns, escritórios, lojas,...
Funções e atividades: previsões, compras, planejamento e programação, produção, serviços ao consumidor, ...

• A evolução histórica da gestão de operações:
Gestão de Operações:
EVOLUÇÃO DA GESTÃO DE OPERAÇÕES
Revolução Industrial (1769 a 1840):
• Produção artesanal Mecanização, Divisão do Trabalho
Administração Científica (início do século 20):
• Taylorismo: tempos e métodos, padronização do trabalho
• Fordismo: Ford Modelo T, produção em massa (grande volume, modelo
único), linha de montagem

• A evolução histórica da gestão de operações:
Gestão de Operações:
EVOLUÇÃO DA GESTÃO DE OPERAÇÕES
Relações humanas e behaviorismo (1950 a
1960):
• Motivação, fadiga, iluminação
• Responsabilidade nas decisões

• A evolução histórica da gestão de operações:
Gestão de Operações:
EVOLUÇÃO DA GESTÃO DE OPERAÇÕES
Modelos de decisão (1960 a 1980):
• Ferramentas quantitativas (previsão, gestão de
estoques, sequenciamento, ...)

• A evolução histórica da gestão de operações:
• Reflexos nas operações: automação, controle numérico, qualidade total, projeto auxiliado por computador, cadeia de
suprimentos e outsourcing.
Gestão de Operações:
EVOLUÇÃO DA GESTÃO DE OPERAÇÕES
A Revolução dos Serviços (1980 a ?):
• Setor financeiro
• Tecnologia da informação
• Softwares
• Grandes varejistas
• Educação e ensino
• Telecomunicações
• Internet

• Planejamento e gestão ao longo da cadeia de suprimentos:
Fornecimento Produção Logística Demanda
Estratégico
Tático
Execução
Gestão de Operações:
Produtos, Processos, Capacidade e Instalações
Processos de alta gerência (estratégicos)
ERP
Gestão dos
Fornecedores
Planejamento
da Produção &
Programação
Planejamento dos
Transportes
Planejamento
da
Demanda
Gestão dos
Estoques
Processos operacionais (estratégicos, táticos e de execução)
Processos de controle (táticos e de execução)
Gestão da
Qualidade

Aula Conteúdo
Módulo 1
Projeto e
Planejamento de
Longo Prazo
Apresentação da disciplina. Competitividade, Estratégia e a Gestão de Operações.
Métodos de Previsão.
Projeto de Produtos e de Processos de Produção.
Planejamento do arranjo físico (layout) das instalações.
Planejamento da capacidade.
Módulo 2
Planejamento
Tático e Operação
Planejamento da Produção (planejamento agregado, plano mestre da produção, sequenciamento e programação da produção).
Planejamento e controle dos estoques.
MRP e ERP
Módulo 3
Melhoria
Melhoria em Operações: Variedade.
Melhoria em Operações: Agilidade.
Melhoria em Operações: Qualidade.
Melhoria em Operações: Produtividade.
Manufatura enxuta e Just-in-time.
Programa de um Curso de GO:

Aula Conteúdo
Módulo 1
Projeto e
Planejamento de
Longo Prazo
Apresentação da disciplina. Competitividade, Estratégia e a Gestão de Operações Aula 1
Métodos de Previsão
Projeto de Produtos e de Processos de Produção Aula 1 (Seleção do Processo de Produção)
Planejamento do arranjo físico (layout) das instalações Aula 1
Planejamento da capacidade Aula 1
Módulo 2
Planejamento
Tático e Operação
Planejamento da Produção (planejamento agregado, plano mestre da produção, sequenciamento e programação da produção) Aula 2
Planejamento e controle dos estoques Aula 2
MRP e ERP Aula 3
Módulo 3
Melhoria
Melhoria em Operações: Variedade. Aula 3
Melhoria em Operações: Agilidade. Aula 3
Melhoria em Operações: Qualidade. Aula 4
Melhoria em Operações: Produtividade. Aula 4
Manufatura enxuta e Just-in-time. Aula 4
Programa do Curso:

Avaliação:
• 1 Prova (Exame em 8/6) – 70% da nota
• 1 Trabalho – 30% da nota
Programa do Curso:
Bibliografia:
Stevenson, W. J., Operations Management, 10th edition. McGraw-Hill Irwin, 2009.
Slack, N., Chambers, S e Johnston, R., Administração da Produção , 3a edição. Editora
Atlas, 2009.
Correa, H. L., Correa, C. A. Administração de Produção e de Operações - Manufatura
e Serviços - Uma Abordagem Estratégica. São Paulo: Atlas, 2007

Trabalho:
• Formular (por programação matemática) alguns dos principais problemas de gestão de operações
existentes (serão indicados ao longo do curso)
• Resolver os problemas formulados com auxílio de software (Excel, LP Solve, …)
• Formular por programação matemática:
• Definir as variáveis de decisão
• Criar a função objetivo e o conjunto de restrições
• Problemas:
• Determinação do caminho crítico (em projetos)
• Balanceamento de linha de montagem
• Planejamento agregado da produção
• Sequenciamento da produção (Job Shop)
• Planejamento de setup (ordenação das trocas)
Programa do Curso:
MB – 755
COMPETITIVIDADE, ESTRATÉGIA E
A GESTÃO DE OPERAÇÕES
Professor: Rodrigo A. Scarpel
www.mec.ita.br/~rodrigo

Competitividade:
• O que é? Quão efetivamente uma organização entende e atende os desejos e necessidades dos
clientes comparativamente a outras organizações que oferecem produtos ou serviços
similares.
• Competitividade depende da interação de Operações e Marketing:
OPERAÇÕES MARKETING
Identificar os desejos e necessidades
dos clientes
Precificação dos produtos
Propaganda e promoções
Projeto dos produtos e serviços
Produtividade Custos
Localização (conveniência)
Qualidade (do bem e do serviço)
Rapidez no atendimento
Flexibilidade (resposta a mudanças)
Gestão dos estoques
Gestão da cadeia de suprimento

Missão, estratégia e tática:
Missão: razão para a existência da organização
(deve identificar seu propósito) Missão
Objetivos
Organizacionais
Estratégia Organizacional
Objetivos Funcionais
Estratégias
RH, TI e
Finanças
Estratégia de
Operações
Estratégia
Comercial
Táticas
Procedimentos
Operacionais (tarefas)
Táticas
Procedimentos
Operacionais (tarefas)
Táticas
Procedimentos
Operacionais (tarefas)
Objetivos Organizacionais: detalhar a missão e
identificar seu escopo
Estratégia Organizacional: criar o plano para
atingir os objetivos organizacionais
Tática: indicar os métodos e ações
para cumprir a estratégia
Ex: Identificar missão, objetivo, estratégia,
tática e tarefas para um jovem de 17 anos

• Relação entre Gestão de Operações e Estratégia da Organização:
O que você deseja quando vai a um...
Gestão de Operações:
HOSPITAL “RESTAURANTE”
(FAST-FOOD)
LOJA DE
DEPARTAMENTO
• Quatro dimensões de Performance:
Custo: quanto maior a produtividade, menor será o custo
Variedade: quanto maior a flexibilidade, maior será a variedade e melhor atenderá a demanda
Qualidade: quanto maior for a qualidade, menor será o custo e melhor atenderá a demanda
Tempo: quanto mais rápida for a operação, melhor atenderá a demanda

Estratégias em Operações:
• É a abordagem, consistente com a estratégia organizacional, que é usada para guiar as funções em
operações.
• Objetivos de desempenho / Dimensões de Performance:
i. Qualidade: fazer certo as coisas
• Qualidade do produto (quão bom) Performance
• Qualidade do processo (tão bom como prometido) Conformidade
ii. Rapidez: fazer as coisas com rapidez (responsividade)
iii. Flexibilidade: mudar o que faz
• Produtos e serviços: introdução e modificação de produtos e serviços e na variedade do mix
(satisfazer a heterogeneidade dos clientes)
• Processos: possibilidade de ajustar a oferta com a demanda (reprogramação, estoques) e/ ou na
alteração do tempo de entrega
iv. Custo: f(Produtividade)
Obs: Confiabilidade: fazer as coisas em tempo (~ rapidez e conformidade)

Estratégias em Operações:
• Os “4 Vs” da produção:
Baixo VOLUME Alto
Alta VARIAÇÃO NA DEMANDA Baixa
Alta VARIEDADE Baixa
Alta VISIBILIDADE Baixa
Baixa repetição
Menos sistematização
Alto custo unitário
Flexível
Atende às necessidades
Alto custo unitário
Capacidade mutante
Flexibilidade
Antecipação
Satisfação definida pela
percepção do
consumidor
Alto custo unitário
Alta repetitividade
Sistematização
Capital intensivo
Baixo custo unitário
Rotineira
Padronizada
Baixo custo unitário
Estável
Previsível
Alta utilização da capacidade
Alta utilização dos
funcionários
Padronização
Baixo custo unitário

Estratégias em Operações:
• Alguns exemplos: Accor
i. Qualidade: fazer certo as coisas
• Qualidade do produto → Performance
• Qualidade do processo → Conformidade
ii. Rapidez: fazer as coisas com rapidez (responsividade)
iii. Flexibilidade: mudar o que faz
• Produtos e serviços
• Processos
iv. Custo: f(Produtividade)

Estratégias em Operações:
• Alguns exemplos:
i. Qualidade: fazer certo as coisas
• Qualidade do produto → Performance
• Qualidade do processo → Conformidade
ii. Rapidez: fazer as coisas com rapidez (responsividade)
iii. Flexibilidade: mudar o que faz
• Produtos e serviços
• Processos
iv. Custo: f(Produtividade)

Objetivos de Desempenho:
• Critérios qualificadores e ganhadores de pedidos:
DESEMPENHO
BE
NE
FÍC
IO
CO
MP
ET
ITIV
O
CRITÉRIOS GANHADORES
DE PEDIDO
DESEMPENHO
BE
NE
FÍC
IO
CO
MP
ET
ITIV
O
CRITÉRIOS
QUALIFICADORES
NÍVEL DE
QUALIFICAÇÃO
DESEMPENHO
BE
NE
FÍC
IO
CO
MP
ET
ITIV
O
CRITÉRIOS MENOS
IMPORTANTES

• Definição dos objetivos de desempenho:
Fator Serviço bancário de varejo Serviço bancário corporativo
Produtos Serviços financeiros pessoais (empréstimos, cartão de crédito)
Serviços especiais para clientes corporativos
Clientes Indivíduos Empresas
Gama de produtos Média, mas padronizada Muito ampla, mas precisa ser customizada
Mudanças de projeto Ocasionais Contínuas
Entrega Decisões rápidas Serviço confiável
Qualidade Significa transações sem erros Significa relacionamento próximo
Volume por tipo de serviço A maioria dos serviços é de alto volume A maioria dos serviços é de baixo volume
Margem de lucro Baixa a média Média a alta
Fatores competitivos Serviço bancário de varejo Serviço bancário corporativo
Ganhadores de pedido Preço, Acessibilidade, Rapidez Customização, Qualidade do serviço
Qualificadores Qualidade, gama de produtos Rapidez, Preço
Menos importantes Acessibilidade
Objetivos de desempenho Custo, Velocidade e Qualidade Flexibilidade e Qualidade
Objetivos de Desempenho:

• Definição dos objetivos de desempenho:
Fator Serviço bancário de varejo Serviço bancário corporativo
Produtos Serviços financeiros pessoais (empréstimos, cartão de crédito)
Serviços especiais para clientes corporativos
Clientes Indivíduos Empresas
Gama de produtos Média, mas padronizada Muito ampla, mas precisa ser customizada
Mudanças de projeto Ocasionais Contínuas
Entrega Decisões rápidas Serviço confiável
Qualidade Significa transações sem erros Significa relacionamento próximo
Volume por tipo de serviço A maioria dos serviços é de alto volume A maioria dos serviços é de baixo volume
Margem de lucro Baixa a média Média a alta
Fatores competitivos Serviço bancário de varejo Serviço bancário corporativo
Ganhadores de pedido Preço, Acessibilidade, Rapidez Customização, Qualidade do serviço
Qualificadores Qualidade, gama de produtos Rapidez, Preço
Menos importantes Acessibilidade
Objetivos de desempenho Custo, Velocidade e Qualidade Flexibilidade e Qualidade
Objetivos de Desempenho:

Estratégias em Operações:
• Estratégias em Operações e suas implicações em gestão de operações:
Estratégia Organizacional Implicações em Gestão de Operações
Baixo Preço (liderança em custos)
Requer pouca variabilidade e um alto volume. Deve-se utilizar os recursos disponíveis ao
máximo, padronizar as tarefas, produzir com alta conformidade e ter baixos níveis de
estoque (em todos os níveis).
Alta Qualidade (diferenciação pela
qualidade)
Demanda maiores custos iniciais no projeto dos produtos / serviços e/ou do processo.
Grande ênfase na garantia da qualidade (sua e dos fornecedores).
Respostas rápidas (diferenciação
pela agilidade)
Requer flexibilidade e alta capacidade (maior ociosidade ou menor produtividade do
trabalho). Possui maior nível de estoques.
Diferenciação pela inovação
Requer alto investimento em pesquisa e desenvolvimento (novos produtos, melhoria dos
produtos e processos existentes). Necessita continuamente de adaptações na cadeia de
suprimentos e nas operações para se ajustar aos novos produtos e serviços.
Diferenciação pela variedade de
produtos ou serviços
Requer alta variação nos recursos e maior ênfase no projeto de produtos e serviços.
Necessita funcionários com maior habilidade. Estimação dos custos, garantia da
qualidade, programação (sequenciamento), controle de estoques e, consequentemente,
“casar” a oferta com a demanda é mais complexo.

• Avaliação da performance: identificar os tipos de métricas necessárias
• Ex: Métricas de performance para uma rede de fast-food:
Qualidade: - Performance: pesquisa de opinião (ambiente, satisfação, cortesia,...)
- Conformidade: quantidade de queijo, qualidade da carne, ingredientes estão frescos
Rapidez: tempo de serviço (tempo médio entre a chegada e saída dos clientes)
Flexibilidade: - Produtos: # itens no menu, variabilidade dos produtos
- Processo: tempo médio de fila, % dos pedidos não atendidos (falta do item)
Custo: Produtividade do trabalho (pedidos atendidos/funcionário, tempo médio para atender um
pedido), Produtividade da rede (pedidos atendidos/loja, funcionários/loja)
Objetivos de Desempenho:

Fechamento:
• Leitura:
Stevenson (Operations Management): Capítulo 2
Slack, Chambers e Johnston (Administração da Produção): Capítulos 1 e 2
Corrêa e Corrêa (Administração de Produção e de Operações): Capítulos 1 e 2

MB – 755
SELEÇÃO DO PROCESSOS DE PRODUÇÃO
PLANEJAMENTO DO ARRANJO FÍSICO (LAYOUT)
PLANEJAMENTO DA CAPACIDADE
Professor: Rodrigo A. Scarpel
www.mec.ita.br/~rodrigo

Processos de Produção e os “4 Vs” :
Volume Alto Baixo
Vari
ed
ad
e
Alt
a
Baix
a
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Tare
fas
R
ep
etid
as
/
Div
idid
as
D
ive
rsa
s/
Co
mp
lex
as
Processo
em Lotes

Relação com os objetivos de desempenho:
Exemplos:
Seleção do Processo de Produção:

Relação entre o tipo de processo e seu mapa / fluxo:
Volume Alto Baixo
Vari
ed
ad
e
Alt
a
Baix
a
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Tare
fas
R
ep
etid
as
/
Div
idid
as
D
ive
rsa
s/
Co
mp
lex
as
Processo
em Lotes
1. Processo de projeto:
• Baixo volume, alta variedade, tarefas diversas e complexas
5. Processo contínuo:
• Alto volume, baixa variedade, tarefas divididas e repetidas
...
Seleção do Processo de Produção:

Tipos de processo e de layout:
• Relação entre os tipos de processo e de layout:
Tipos de Processo Tipos de Layout
Processo em Massa
Processo ContínuoPor produto / Em linha
Por processo
Celular
Posição fixaProcesso de Projeto
Processo de Jobbing
Processo em Lotes
Volume Alto Baixo
Vari
ed
ad
e
Alt
a
Baix
a
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Tare
fas
R
ep
eti
da
s /
Div
idid
as
Div
ers
as
/
Co
mp
lex
as
Processo
em Lotes
Posição
Fixa
Por
Processo
Celular
Produto /
Linha

Seleção do tipo de layout:
• Seleção do tipo de layout pelo custo total (custo fixo + custo variável):
Cu
sto
to
tal
($)
Volume (unidades)
Processo
Celular
Linha
CFposicional
CFprocesso
CFcelular
CFlinha
Exemplo:
Processo Custo Fixo ($/ano) Custo Variável ($/un)
Linha automatizada (L) 110.000,00 2,00
Celular (C) 80.000,00 4,00
Processo (P) 75.000,00 5,00
110.000 + 2Q = 80.000 + 4Q Q = 15.000
80.000 + 4Q = 75.000 + 5Q Q = 5.000
Se Q < 5.000, utilizar layout por processo
Se Q = 5.000, utilizar layout por processo ou celular
Se 5.000 < Q < 15.000, utilizar layout celular
Se Q = 15.000, utilizar layout celular ou linha automatizada
Se Q > 15.000, utilizar linha automatizada

Tipos de Layout: Posição Fixa
• Posição fixa (ou posicional): os recursos transformados
não se movem (recursos transformadores se
movimentam conforme necessidade).
Ex: construção civil, restaurantes tradicionais, cirurgias,
indústria naval.
Volume Alto Baixo
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Processo
em Lotes
Posição
Fixa
Vari
ed
ad
e
Alt
a
Baix
a
Tare
fas
R
ep
eti
da
s /
Div
idid
as
Div
ers
as
/
Co
mp
lexas

Projeto detalhado de arranjo físico:
• Arranjo físico posicional:
− Neste caso, o projeto detalhado se preocupa com os recursos transformadores (não no seu fluxo mas
na conveniência da localização).
− Objetivo: conceber um arranjo que possibilite aos recursos transformadores maximizarem sua
contribuição potencial ao processo de transformação.
− Análise de localização de recursos:
1. Definir a instalação e seus possíveis locais
2. Definir os centros de recursos e serem localizados e seus requisitos
3. Formalizar os critérios de avaliação (da localização e de localização relativa) em função das
características da instalação e os requisitos dos centros de recursos.
4. Estimar o grau de adequação entre os centros de recursos e localizações disponíveis
5. Visualizar uma alocação preliminar
6. Ajustar a localização com base em critérios de localização relativa

Projeto detalhado de arranjo físico:
• Arranjo físico posicional:
− Exemplo: Passos 1 e 2 - Centros de recursos e requisitos:
• Fabricação estrutural: 3 locais próximos ao ponto de acesso externo
• Ajuste mecânico: 3 locais próximos ao ponto de acesso interno
• Eletricistas: 2 locais distantes da fabricação estrutural
• Técnicos de controle: 2 locais próximos ao acesso externo e distantes da
fabricação estrutural
• Escritório de planejamento: 1 local com bom acesso a área de montagem
• Técnicos de comunicações: 3 locais próximos ao escritório de planejamento
Passo 3 - Critérios de avaliação:
• Localização:
1. Proximidade do ponto de acesso externo
2. Proximidade do ponto de acesso interno
3. Proximidade da parede externa
• Localização relativa
1. Proximidade do escritório de planejamento
2. Distância da fabricação estrutural
Passo 4 – Estimar o grau de adequação (atribuição dos pesos):
• Localização ideal = 3
• Localização aceitável = 2
• Localização pobre = 1
• Critério muito importante = 3
• Critério importante = 2
• Critério pouco importante = 1
• Critério nada importante = 0
Para os locais (1 a 14)
Para os centros de recursos

Projeto detalhado de arranjo físico:
• Arranjo físico posicional:
− Exemplo:
Passo 4 – Estimar o grau de adequação:
Passo 5 – Alocação preliminar:
Passo 6 – Alocação final:
Fabricação
estrutural
Aju
ste
mecân
ico
Técnicos
controle
Técn
ico
s
co
mu
nic
açõ
es
Eletric.
EP

Planejamento de capacidade:
• Arranjo físico posicional:
− Capacidade: atendimento dos prazos do projeto Determinação do caminho crítico do projeto (CPM)

Exemplo:
0 1
2
3
5
4
6
7
8 9 10
Número Atividade Atividade de pré-requisito Duração
0 Início do Trabalho - 0
1 Projeto de Simulação 0 2
2 Treinamento de Pessoal 1 6
3 Construção das Instalações 1 4
4 Certificação das Instalações 3,6 1
5 Aquisição de material 1 1
6 Aferição dos instrumentos 5 3
7 Teste do material adquirido 2,4 3
8 Montagem da cabine de simulação 7 1
9 Execução da simulação 8 2
10 Fim 9 0
Planejamento de capacidade:
• Arranjo físico posicional: CPM (critical path method)

A determinação do caminho crítico envolvem dois passos:
Passo 1: Forward pass (tempo mais cedo de ocorrência)
Passo 2: Backward pass (tempo mais tarde de ocorrência)
Uma atividade estará no caminho crítico se:
Planejamento de capacidade:
• Arranjo físico posicional: CPM (critical path method)

0 1
2
3
5
4
6
7
8 9 10
0 0
2
2
2 3
6
8
11
12
14
0 0
14
12
11
8
0
2
2
2
6
4
1
3
1 3
1 2
2
7
4 3
3
Caminho crítico: 0 – 1 – 2 – 7 – 8 – 9 – 10 : distância = 14
Exemplo:
Planejamento de capacidade:
• Arranjo físico posicional: CPM (critical path method)

Caminho crítico: 0 – 1 – 2 – 7 – 8 – 9 – 10 : distância = 14
tempo
1
2
2
8
7
11
8
9
12 14
3
5
6
6
4
Exemplo:
Planejamento de capacidade:
• Arranjo físico posicional: CPM (critical path method)

Tipos de Layout: Funcional
• Por processo (ou funcional): recursos ou processos
similares são localizados juntos uns aos outros.
Ex: Hospital, oficinas de reparo de automóveis,
usinagem de peças.
Volume Alto Baixo
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Processo
em Lotes
Vari
ed
ad
e
Alt
a
Baix
a
Tare
fas
R
ep
eti
da
s /
Div
idid
as
Div
ers
as
/
Co
mp
lexas
Por
Processo

Projeto detalhado de arranjo físico:
• Arranjo físico por processo (funcional):
− Seu projeto detalhado se trata de um problema combinatório (alocação dos centros de trabalho para
minimizar o deslocamento) respeitando:
A área requerida para os centros de trabalho
O nível e a direção do fluxo entre cada par de centros de trabalho Diagrama de fluxo
O quão desejável é manter centros de trabalho próximos entre si Diagrama de relacionamentos
− Diagrama de relacionamentos: indica o quão desejável é manter pares de centros juntos uns dos outros.
E
E
I
I
I
A
A
U U
U
O
O
O
X X
Metrologia
Teste eletrônico
Análise
Teste ultrassônico
Teste de fadiga
Teste de impacto

Projeto detalhado de arranjo físico:
• Arranjo físico por processo (funcional):
− Diagrama de fluxo: indica o nível e a direção de
fluxo entre centros de trabalho.
− Eficácia do deslocamento:
Ex: Diagrama de fluxo
ji
ijijij
ji
ijij DCFouDF EficáciaEficácia
em que
Fij é o fluxo em carregamento do centro i para o centro j (input)
Cij é o custo da jornada entre o centro i e o centro j (input)
Dij é a distância do centro i para o centro j

Projeto detalhado de arranjo físico:
• Arranjo físico por processo (funcional):
− Resolução:
1. Faça uma um layout esquemático inicial colocando próximo os centros com fluxo mais intenso (de acordo com o
fluxo ajustado, ou seja, considerando o diagrama de relacionamento).
2. Ajuste o layout esquemático de forma a levar em conta as restrições da área dentro da qual o layout deve caber.
3. Desenhe os layout físico mostrando as áreas reais dos centros de trabalho e as distâncias que os materiais e
pessoas devem percorrer (e estime a eficácia do arranjo).
4. Cheque se a troca da localização dos centros faz reduzir a distância total percorrida (aumenta a eficácia do arranjo).
Exemplo:
A CORREDOR
B
C D E F
G H I J K

Planejamento de Capacidade:
• Arranjo físico por processo (funcional): Identificando o recurso gargalo (alternativa 1)
3 casos / h
11 casos / h
4 casos /h
Estação 1
m=1
3 min/caso
Estação 2
m=2
20 min/caso
Estação 3
m=3
15 min/caso
Estação 4
m=2
8 min/caso
Estação 5
m=1
2 min/caso
Estação 1: capacidade = 20 casos/h
demanda = 18 casos/h
Estação 2: capacidade = (2/20)*60 = 6 casos/h
demanda = 3 casos/h
Estação 3: capacidade = 12 casos/h
demanda = 14 casos/h
Estação 4: capacidade = (2/8)*60 = 15 casos/h
demanda = 4 casos/h
Estação 5: capacidade = 30 casos/h
demanda = 18 casos/h
m: número de recursos / funcionários
Capacidade = m / tempo de processamento

Capacidade = 12 casos/h
(permite considerar atividades com
diferentes tempo de processamento)
Planejamento de Capacidade:
• Arranjo físico por processo (funcional): Identificando o recurso gargalo (alternativa 2)

• Identificando o recurso gargalo para processos com perda (ou seleção):
Conceito
mercado
2 dias
Plano de
negócios Produto para
produção
Plano
preliminar 500 ideias/ano
Tempo de
processamento: 10 dias 30 dias
Protótipo
70 dias 200 dias
70/500 20/70 6/20 1/6
5 pessoas Recursos (250
dias/ano) : 3 pessoas 2 pessoas 2 pessoas 1 pessoa
Planejamento de Capacidade:

Tipos de Layout: por produto (ou em linha)
• Por produtos (ou em linha): segue-se uma
sequência de atividades pré definidas ao longo de
uma linha de processos.
Ex: montagem de automóveis, restaurante
universitário, vacinação em massa.
Volume Alto Baixo
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Processo
em Lotes
Vari
ed
ad
e
Alt
a
Baix
a
Tare
fas
R
ep
eti
da
s /
Div
idid
as
Div
ers
as
/
Co
mp
lexas
Produto/
linha
Planejamento de Capacidade:
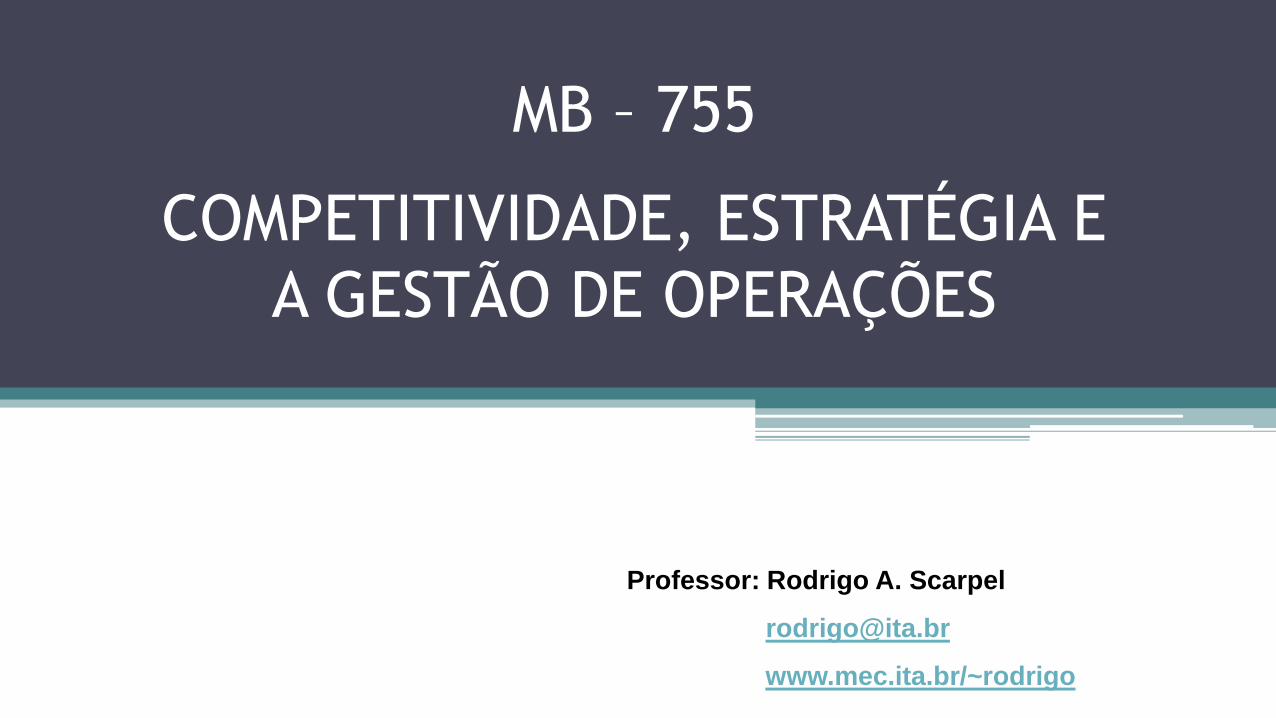
• Identificando o recurso gargalo:
Matéria-prima Estação 1
cliente 37 s
Fila Estação 2
46 s
Estação 3
37 s
Fila
• Tempo de processamento (p): tempo gasto em cada tarefa (por estação)
Estações 1 e 3 (37s = 0,6167 min), Estação 2 (46s = 0,7667 min)
• Capacidade = m / tempo de processamento (quantas unidades são processadas por unidade de tempo)
Estações 1 e 3 (= 1/0,6167 = 1,6216 un/min), Estação 2 (=1/0,7667 = 1,3043 un/min)
• Recurso gargalo: passo do processo com a menor capacidade Estação 2
• Capacidade do processo: capacidade do recurso gargalo 1,3043 unidades/min = 78,261 unidades/h
• Taxa de fluxo = mínimo {demanda, capacidade do processo} = 1,3043 un/min (considerando demanda ilimitada)
• Tempo takt: tempo médio entre unidades emergindo do processo (= 1 / taxa de fluxo) 1/1,3043 = 0,7667 min (=46 s)
• Utilização = tempo takt/ capacidade
Estações 1 e 3 (= 1,3043/1,6216 = 0,8043), Estação 2 (= 1,3043/1,3043 = 1,0)
3 funcionários
(um por estação,
m=1)

Projeto detalhado de arranjo físico:
• Arranjo físico por produto (linha):
− Decisões:
Quantos estágios (centros de trabalho) são necessários?
Quais tarefas serão alocadas em quais estágios?
− Tempo takt: tempo que decorre entre produtos finalizados (= Tempo total/demanda)
Ex: Na próxima semana serão trabalhadas 40h e demanda é de 160 unidades Tempo takt = 15 min
− Número de estágios = conteúdo de trabalho do produto / tempo takt
Ex: Produto necessita de 55 horas de trabalho Número de estágios = 55/15 = 3,67 (4 estágios)
− Alocação de tarefas aos estágios: balanceamento de linhas de montagem

Projeto detalhado de arranjo físico:
• Arranjo físico por produto:
− Balanceamento de linhas de montagem:
Objetivo: minimizar o tempo desperdiçado por meio da alocação desigual de trabalho.
Diagrama de pendências: procedimento heurístico de alocação das atividades pendentes até que o tempo
alocado esteja próximo, mas não superior, ao tempo de ciclo.
Ex:
3,93
min 9,82
min
12,25
min
8,18
min
5,56
min
1,19
min
3,27
min
2,62
min
8,18
min
3,93
min 9,82
min
12,25
min
8,18
min
5,56
min
1,19
min
3,27
min
2,62
min
8,18
min
ESTÁGIO 1 ESTÁGIO 2 ESTÁGIO 3 ESTÁGIO 4
13,75 min 12,25 min 14,93 min 14,07 min
Tempo ocioso em cada ciclo = (13,74-15) + ... + (14,07-15) = 5 min
Proporção do tempo ocioso = 5/(15*4) = 8,33%

Projeto detalhado de arranjo físico:
• Arranjo físico por produto: exemplo 2 (heurística de utilização incremental)
− Fabricante de calculadoras:
Demanda: 540 unidades/h
Atividades (considerar 54 min de montagem/h):
Tempo takt = 0,10 min/calculadora
Número mínimo de estações de
trabalho= 53,6

Projeto detalhado de arranjo físico:
• Arranjo físico por produto: exemplo 2 (heurística de utilização incremental)
− Fabricante de calculadoras:

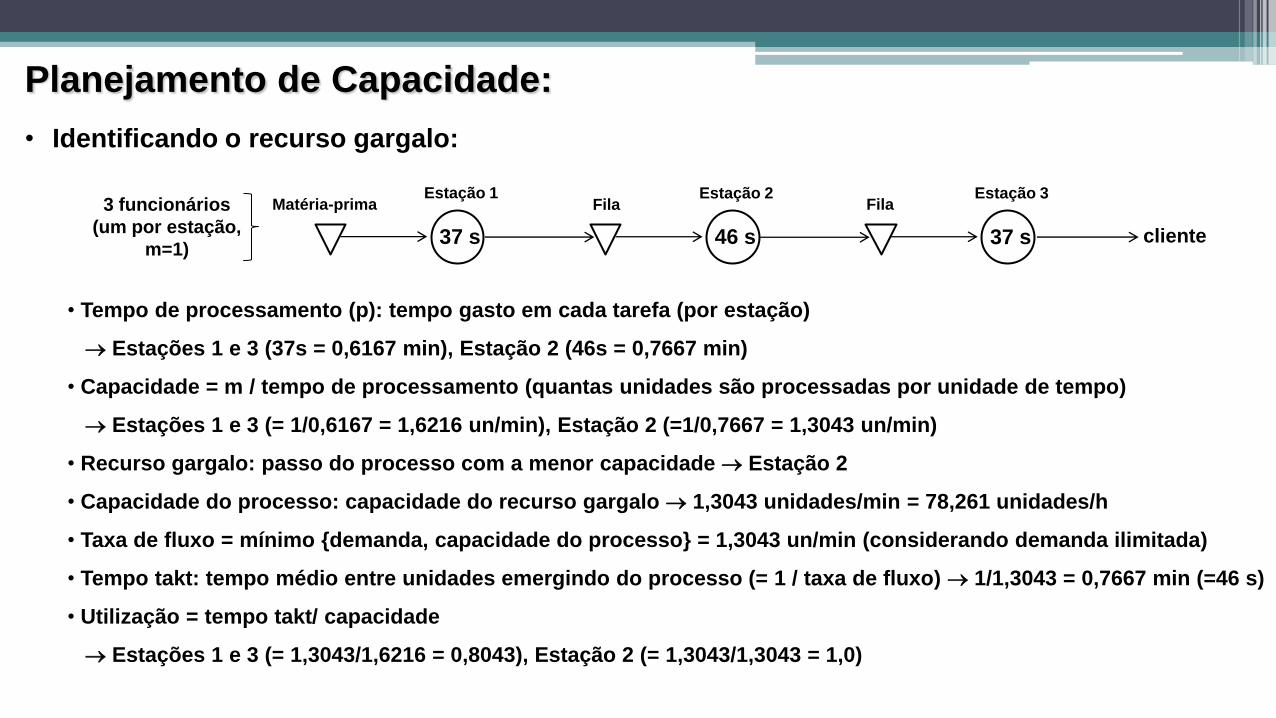
• Tipos básicos de arranjo físico:
Celular: grupos de recursos transformados são
direcionados para uma parte específica da operação
com todos os recursos transformadores necessários
para sua transformação.
Ex: maternidade de um hospital, “loja-dentro-da-loja”.
Tipos de Layout: Celular
Volume Alto Baixo
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Processo
em Lotes
Vari
ed
ad
e
Alt
a
Baix
a
Tare
fas
R
ep
eti
da
s /
Div
idid
as
Div
ers
as
/
Co
mp
lex
as
Celular
Projeto detalhado de arranjo físico:
• Arranjo físico celular:
− Com o intuito de aumentar a capacidade, de forma racional, os arranjos funcionais podem ser divididos em
células, cada uma das quais com recursos suficientes para processar uma ou mais famílias de produtos.
Exemplo:

Projeto detalhado de arranjo físico:
• Arranjo físico celular:
− Célula: compromisso entre arranjos físicos por processo e por produto (linha)
− Alternativa: Cluster analysis (formação de agrupamentos) de processos e de produtos (em famílias).
− Análise do fluxo de produção: método heurístico que analisa os requisitos do produto e agrupamento
de processos simultaneamente.
Ex:
1 2 3 4 5 6 7 8
1 X X
2 X X X
3 X X X
4 X X X
5 X X X
6 X X
7 X X
8 X X
FAMÍLIAS DE COMPONENTES
MÁ
QU
INA
S
3 6 8 5 2 4 1 7
4 X X X
1 X X
6 X X
3 X X X
8 X X
2 X X X
5 X X X
7 X X
FAMÍLIAS DE COMPONENTES
MÁ
QU
INA
S
Mudar ordem das
linhas e colunas
(mover X para o
mais próximo
possível da
diagonal da matriz)

• Definindo e medindo capacidade:
• Capacidade é o máximo nível de atividade de valor adicionado em determinado período de tempo que
o processo pode realizar sob condições normais de operação.
• Medir capacidade é simples quando há apenas 1 item. Quando há muitos itens:
Oferta ampla de produtos Produção altamente
padronizada e repetitiva
Demanda e capacidade de operação:

• Avaliação da capacidade existente (e dos gaps de capacidade):
• Análise de processo: taxa de chegada, tempo de atravessamento e estoque
Exemplos:
• Lei de Little: Estoque (I) = Taxa de fluxo (R) x Tempo de fluxo (T)
Clientes esperando atendimento = 1 cliente/minuto x 20 minutos = 20 clientes
Hospital: R = 10 nascimentos por dia, T = 80%*(2 dias)+ 20%*(5 dias) = 2,6 dias I = 26 bebês
Demanda e capacidade de operação:
Medida ITA Banco Fábrica de vinho Montadora de veículos
Unidade de fluxo Alunos Clientes Garrafas de vinho Carros
Taxa de fluxo 180/ano 360/dia = 1/minuto
Garrafas vendidas/ano
Vendas/ano
Tempo de fluxo 5 anos 20 minutos Tempo no barril 60 dias
Estoque 900 alunos (total de alunos)
Clientes esperando atendimento
Estoque de vinho (nos barris)
Estoque de veículos

Demanda e capacidade de operação:
• Previsão da necessidade de capacidade futura (demanda agregada):
• Para o longo prazo: tendência futura e sua conversão em requisitos de capacidade
Padrões de demanda comuns:
→ Havendo tendência: quanto tempo deve durar e qual seu “slope”.
→ Havendo ciclos: qual a duração do ciclo e qual sua amplitude (desvio-padrão)
→ Abordagens: Modelos causais ou Modelos de extrapolação de tendência

• Previsão da necessidade de capacidade futura: “desagregação” da demanda
• Para os casos sem sazonalidade: considerar a taxa média da previsão futura para o período de curto
prazo.
Ex: Previsão de longo prazo = 5.000 unidades/ano Curto prazo: 5.000/365 = 13,7 unidades dia
• Para os casos com sazonalidade:
Ex:
Q 90
50 50 50
20
35 35
70 70
Janeiro: 50 unidades/mês
Fevereiro: 70 unidades/mês
Março e Abril: 90 unidades/mês
Maio: 70 unidades/mês
Junho: 50 unidades/mês
Dez: 50 unidades/mês
Demanda e capacidade de operação:

Demanda e capacidade de operação:
• Determinação do momento de alteração da capacidade:
• Capacidade antecipada à demanda: sempre haja capacidade suficiente para atender a demanda prevista
• Vantagens: Os clientes são mais satisfeitos e se a previsão estiver correta a receita é maximizada
• Desvantagens: A utilização das instalações é relativamente mais baixa (custos mais altos), maiores
riscos de supercapacidade, antecipação do desembolso de capital
• Capacidade acompanhando a demanda: demanda sempre será igual ou maior que a capacidade
• Vantagens: funciona sempre a plena capacidade (menores custos unitários), é adiado o desembolso de
capital, problemas de supercapacidade são minimizados se as previsões estão otimistas
• Desvantagens: pode não ter capacidade suficiente para atender totalmente a demanda
• Alternativa: Nivelamento da produção (com estoques, horas extras, terceiro turno, entre outros).
• Vantagens: toda a demanda é satisfeita (clientes mais satisfeitos), a utilização da capacidade é alta
(custos mais baixos)
• Desvantagens: há custo de estocagem e riscos de deterioração e obsolescência do produto

Demanda e capacidade de operação:
• Determinação do momento de alteração da capacidade:
• Integrando planejamento da expansão e balanceamento da linha de montagem:
Exemplo 1: um produto (não há tempo de preparação)
Alternativas: i. Capacidade acompanhando a demanda
ii. Nivelamento da produção
3,93
min 9,82
min
12,25
min
8,18
min
5,56
min
1,19
min
3,27
min
2,62
min
8,18
min
Etapas da operação e tempo de processamento: Previsão de vendas (mensal):
t + 1: 1.156 unidades (1 unidade a cada 7,5 minutos)
t + 2: 1.290 unidades (1 unidade a cada 6,72 minutos)
t + 3: 1.238 unidades (1 unidade a cada 7 minutos)
(Considere 250 dias úteis do ano, 8 h por dia e 52 minutos/h)

Fechamento:
• Leitura:
Stevenson (Operations Management): Capítulos 4, 5 e 6
Slack, Chambers e Johnston (Administração da Produção): Capítulos 4, 5, 6, 7 e 11
Corrêa e Corrêa (Administração de Produção e de Operações): Capítulos 8, 9, 12 e 13

MB – 755
SISTEMAS DE PLANEJAMENTO DA
PRODUÇÃO
Professor: Rodrigo A. Scarpel
www.mec.ita.br/~rodrigo

• O planejamento da produção é feito seguindo uma hierarquia (associado ao horizonte do
planejamento).
• Hierarquia do planejamento da produção:
Introdução:
Planejamento de Capacidade
de Longo Prazo
Planejamento Agregado da
Produção
Plano Mestre da Produção
Horizonte
Anos
2 a 12 meses
1 a 8 semanas
Saídas
Novas Instalações
Mão-de-obra (quantidade alvo)
Mão-de-obra (contratações, demissões, turnos, ...)
Produção e Estoques
Modificações nas Instalações
Cronograma de produção (com datas de entrega)
Cronograma de compra de materiais
Cronogramas da força de trabalho Detalhamento:
Sequenciamento e Programação

• Os 4 sistemas de planejamento e controle da produção mais utilizados são:
Sistemas de Planejamento da Produção:
• Sistema de Estoque de Reserva:
• Ênfase na manutenção dos estoques.
• Opera com pouca informação percorrendo a
cadeia do sistema de produção.
• Funciona melhor quando a demanda pelos
produtos é verdadeiramente aleatória.

• Os 4 sistemas de planejamento e controle da produção mais utilizados são:
Sistemas de Planejamento da Produção:
• Sistema Empurrar (Push):
• Atividades são programadas por meio de um
sistema central (MRP).
• Cada centro de trabalho empurra o trabalho
sem levar em consideração se o centro de
trabalho seguinte pode utilizá-lo.
• Sistema Puxar (Pull):
• Se uma requisição não é passada para trás
pelo consumidor para o fornecedor, o
fornecedor não é autorizado a produzir.
• A demanda é transmitida para trás ao longo
das etapas.

• Os 4 sistemas de planejamento e controle da produção mais utilizados são:
Sistemas de Planejamento da Produção:
• Concentrando-se nos gargalos (tambor, pulmão e corda):
• O controle do processo é feito na etapa gargalo (tambor estipula a “batida”)
• Como o gargalo deve trabalhar o tempo todo é sensato manter um “pulmão” de estoque antes deste
• Para não acumular estoque nas etapas antes do da etapa gargalo, deve haver alguma forma de
comunicação (corda para puxar a produção)

• Empregado por empresas que vivenciam flutuações de demanda (sazonalidade, entre outros) e de
capacidade.
• Objetivo: gerar um plano de produção que considere o nível de produção, estoques de produtos
acabados e emprego (horário regular, turnos de trabalho, horas extras e subcontratações).
• Situação ideal: alinhamento entre os planos de demanda e fornecimento
• Em planejamento agregado é conveniente pensar em capacidade em termos de horas de trabalho (ou
horas de produção) ou volume de produção.
Planejamento Agregado:

Planejamento Agregado:
• Planos agregados tradicionais:
• Produção acompanhando a demanda: o
volume de produção varia para coincidir
com a demanda prevista
• Nivelamento da produção: o volume de produção
é mantido constante ao longo do horizonte e a
diferença entre a demanda e a capacidade é
composta com estoques, horas extras,
subcontratações e backlog.

• Passos do planejamento agregado:
1. Determinar a demanda em cada período (considerando a previsão de vendas – make-to-stock ou a
data de entrega acordada – make-to-order e o nível de serviço desejado)
2. Determinar as capacidades (horas de trabalho): produção regular, turnos de trabalho, horas extras e
subcontratação
3. Determinar as políticas (organizacionais e departamentais) pertinentes: estoques de segurança,
rotatividade da força de trabalho, questões sindicais, ...
4. Determinar os custos unitários: produção regular, horas extras, subcontratação, carregamento de
estoques de produtos acabados, entre outros.
5. Desenvolver planos de produção alternativos (e estimar seus custos).
6. Selecionar um plano que satisfaça os objetivos.
Planejamento Agregado:

• Desenvolvimento de planos de produção alternativos:
Alternativas: i. Tentativa e erro, ii. Programação linear (modelo do transporte)
Planejamento Agregado:
Período t-1 Período t Período t+1 Período t+2
Quanto produzir no
horário regular?
Quantos turnos de
trabalho?
Serão feitas
contratações /
demissões?
Nivelamento da
produção com horas-
extra?
Estoque Estoque
Quanto produzir no
horário regular?
Quantos turnos de
trabalho?
Serão feitas
contratações /
demissões?
Nivelamento da
produção com horas-
extra?
Estoque ...
Quanto é a demanda
prevista? Quanto é a demanda
prevista?

• Desenvolvimento de planos de produção alternativos:
Exemplo: i. Tentativa e erro
Planejamento Agregado:
Estoque médio = (estoque inicial+estoque final)/2
Estoque final = Estoque inicial + Produção - Previsão

• Desenvolvimento de planos de produção alternativos:
Programação linear (problema do transporte)
Planejamento Agregado:
r: custo unitário regular de produção
t: custo unitário de produção com horas extra
t: custo unitário de produção com subcontratação
h: custo unitário de estocagem por unidade de tempo
b: custo unitário de devolução por unidade de tempo
Exemplo:

Um fabricante de barcos deve decidir quantas unidades serão fabricadas nos próximos 4 trimestres.
Em sua carteira de pedidos há 30 barcos a serem entregues no primeiro trimestre, 60 no segundo
trimestre, 75 no terceiro trimestre e 25 no quarto trimestre.
O fabricante tem capacidade de produzir 40 barcos por trimestre (nesse caso cada barcos custa
$40.000).
Há a possibilidade de produzir 20 unidades adicionais, porém o custo unitário vai para $45.000.
O custo de carregamento (manter um barco estocado) é de $2.000.
Faça o planejamento da produção objetivando minimizar o custo total nos próximos 4 trimestres.
Planejamento Agregado:
• Desenvolvimento de planos de produção por programação linear:
Exemplo:

• Objetivo: Desagregar o plano agregado gerando os cronogramas de produção, compra de materiais e de
entrega dos produtos acabados com as quantidades e datas.
• Janela de tempo:
• Reunião de S&OP:
Plano Mestre da Produção:
Fixa
(fechada)
Semi-
fechada
Aberta
Previsão de Vendas
Pedidos de Compra Estoque inicial
Capacidade produtiva
Plano de
Fornecimento

• Exemplo:
Plano Mestre da Produção:
1 2 3 4 5 6 7 8
Previsão 30 30 30 30 40 40 40 40
Ordens firmes 33 20 10 4 2
Estoque projetado 31 1 -29 11 -29 1 -39 -9
Plano mestre (70 un) 70 70 70 70
Estoque atualizado 31 1 41 11 41 1 31 61
Junho JulhoEstoque inicial: 64
Fixa
(fechada)
Não haverá
produção
deste item e
novas
vendas ≤ 11
unidades
Semi-fechada
Será
produzido um
lote deste item
no período 3 e
novas vendas
≤ 56 unidades
(70-10-4).
Aberta
Pretende-se produzir
3 lotes deste item e
novas vendas ≤ 208
unidades (3*70 – 2)

• O sequenciamento se refere a ordem em que as tarefas (pedidos) serão executados.
• Regras de prioridade normalmente utilizadas:
• FIFO (First In Firts Out): respeitando a sequência das chegadas
• Data prometida: de acordo com a data de entrega prometida
• Operação mais curta: quanto mais rápida a tarefa, antes ela será executada
• Exemplo: pedidos conforme a ordem de chegada
Sequenciamento:
Tarefas / Pedidos Tempo de processo (dias) Data prometida
A 5 6
B 3 5
C 6 8
D 2 7
E 1 3

• Exemplo:
• FIFO:
• Data prometida:
• Operação mais curta:
Sequenciamento:
Tarefas / Pedidos Tempo de processo (dias) Início Término Data prometida Atraso (dias)
A 5 0 5 6 0
B 3 5 8 5 3
C 6 8 14 8 6
D 2 14 16 7 9
E 1 16 17 3 14
Atraso total: 32 dias
Atraso médio: 6,4 dias
Tarefas / Pedidos Tempo de processo (dias) Início Término Data prometida Atraso (dias)
E 1 0 1 3 0
B 3 1 4 5 0
A 5 4 9 6 3
D 2 9 11 7 4
C 6 11 17 8 9
Atraso total: 16 dias
Atraso médio: 3,2 dias
Tarefas / Pedidos Tempo de processo (dias) Início Término Data prometida Atraso (dias)
E 1 0 1 3 0
D 2 1 3 7 0
B 3 3 6 5 1
A 5 6 11 6 5
C 6 11 17 8 9
Atraso total: 15 dias
Atraso médio: 3,0 dias
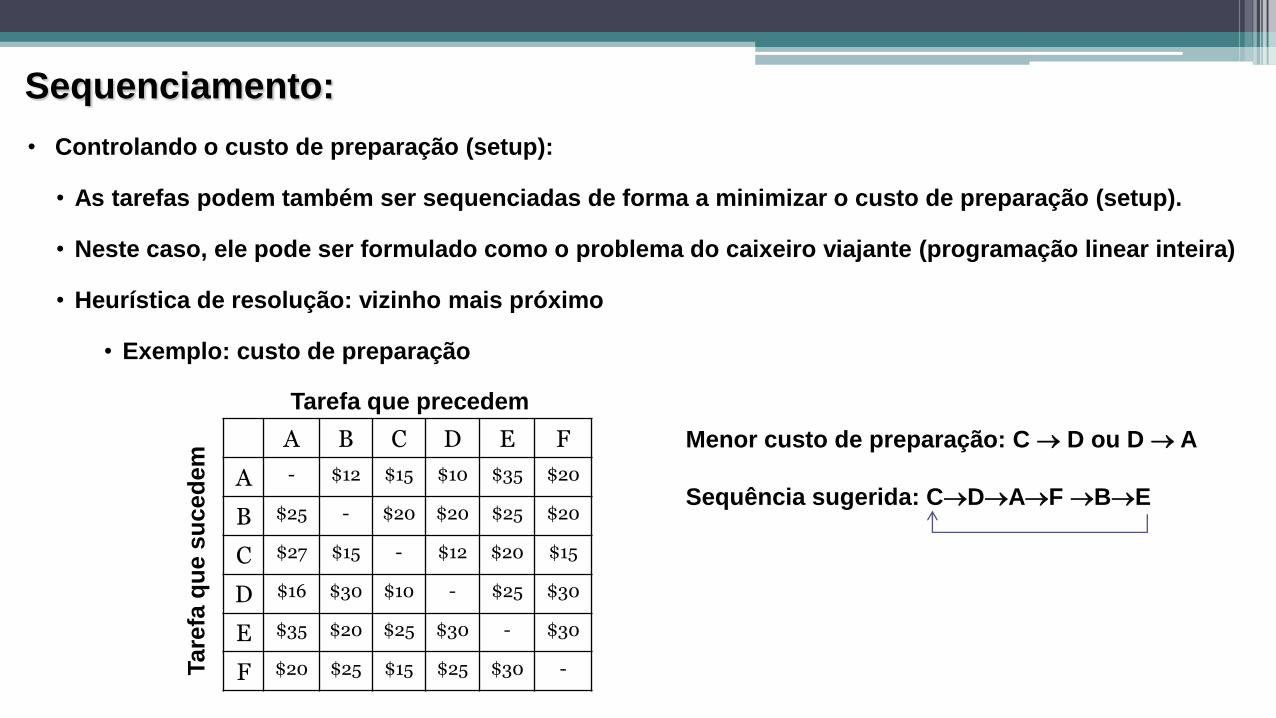
• Controlando o custo de preparação (setup):
• As tarefas podem também ser sequenciadas de forma a minimizar o custo de preparação (setup).
• Neste caso, ele pode ser formulado como o problema do caixeiro viajante (programação linear inteira)
• Heurística de resolução: vizinho mais próximo
• Exemplo: custo de preparação
Sequenciamento:
A B C D E F
A - $12 $15 $10 $35 $20
B $25 - $20 $20 $25 $20
C $27 $15 - $12 $20 $15
D $16 $30 $10 - $25 $30
E $35 $20 $25 $30 - $30
F $20 $25 $15 $25 $30 -
Tarefa que precedem
Tare
fa q
ue s
uced
em
Menor custo de preparação: C D ou D A
Sequência sugerida: CDAF BE

• E quando deve-se fazer o sequenciamento de n trabalhos em dois centros de trabalho?
• Exemplo:
Sequenciamento:
Impressão Encadernação
A 60 46
B 35 65
C 65 58
D 57 40
E 50 60
F 53 70
Tempo de processamento (min)
Tarefa / Pedido
Regra da operação mais curta:
Menor tempo: D → 1ª tarefa
Próximo menor tempo: B → 2ª tarefa
Próximo menor tempo: A → 3ª tarefa
Próximo menor tempo: E → 4ª tarefa
Próximo menor tempo: F → 5ª tarefa
Próximo menor tempo: C → 6ª tarefa
Impressão
Encadernação
B E F C A D
B E F C A D
→ 106
→ 100
→ 123
→ 97
→ 110
→ 123
T = 396 min

• Regra de Johnson: aplica-se ao sequenciamento de n trabalhos em dois centros de trabalho
• Exemplo:
Sequenciamento:
Impressão Encadernação
A 60 46
B 35 65
C 65 58
D 57 40
E 50 60
F 53 70
Tempo de processamento (min)
Tarefa / Pedido
Regra:
Menor tempo: B / impressão → B: 1ª tarefa
Próximo menor tempo: D / encadernação → D: 6ª tarefa
Próximo menor tempo: A / encadernação → A: 5ª tarefa
Próximo menor tempo: E / impressão → E: 2ª tarefa
Próximo menor tempo: F / impressão → F: 3ª tarefa
Próximo menor tempo: C / encadernação → C: 4ª tarefa
Impressão
Encadernação
B E F C A D
B E F C A D
T = 374 min

• É o cronograma detalhado mostrando em que momento os trabalhos devem começar e quando eles
deveriam terminar.
• O cronograma comumente é feito utilizando o gráfico de GANTT. Exemplo:
Programação da produção:
B
E
F
C
A
D
0 1 2 3 4 5 6 7 8
I
I
I
I
I
I
E
E
E
E
E
E
0 1 2 3 4 5 6 7

• Tipos de programação da produção:
• Programação para frente: iniciar o trabalho logo que possível
• Programação para trás: iniciar o trabalho no último momento possível sem que ele tenha atraso
• Exemplos:
Programação da produção:

• Hierarquia do planejamento da produção:
Fechamento:
Planejamento de Capacidade
de Longo Prazo
Planejamento Agregado da
Produção
Plano Mestre da Produção
Detalhamento:
Sequenciamento e Programação
Sistema de planejamento da produção
Próximas etapas:
• Planejamento e controle dos estoques
• MRP e ERP

Fechamento:
• Leitura:
Stevenson (Operations Management): Capítulo 13
Slack, Chambers e Johnston (Administração da Produção): Capítulos 10 e 11
Corrêa e Corrêa (Administração de Produção e de Operações): Capítulos 15 e 18

MB – 755
PLANEJAMENTO E CONTROLE DOS
ESTOQUES
Professor: Rodrigo A. Scarpel
www.mec.ita.br/~rodrigo

• Estoque: acumulação armazenada de recursos materiais em um sistema de transformação
• Os 5 motivos para ter estoque:
i. Estoque de ciclo (devido a lei de Little: Estoque = Taxa de fluxo x Tempo de fluxo). Há necessidade
de estoque pois tempo de fluxo (T) > 0.
Ex: Fábrica de vinho se T= 2 anos, Estoque = 2 anos para não faltar produto
ii. Estoque de antecipação ( ou sazonal): compensar diferenças de ritmo de fornecimento e demanda
iii. Estoque de segurança: compensar as incertezas inerentes a fornecimento (falhas e atrasos na
entrega) e demanda (erros na previsão de demanda)
iv. Estoque de desacoplamento: criar oportunidade para programação e velocidades de processamento
independentes entre os estágios do processo de produção (estoque em processo).
v. Estoque no canal (de distribuição): os materiais não podem ser transportados instantaneamente
entre os pontos de fornecimento e de demanda (também proporciona economia de escala).
Introdução:
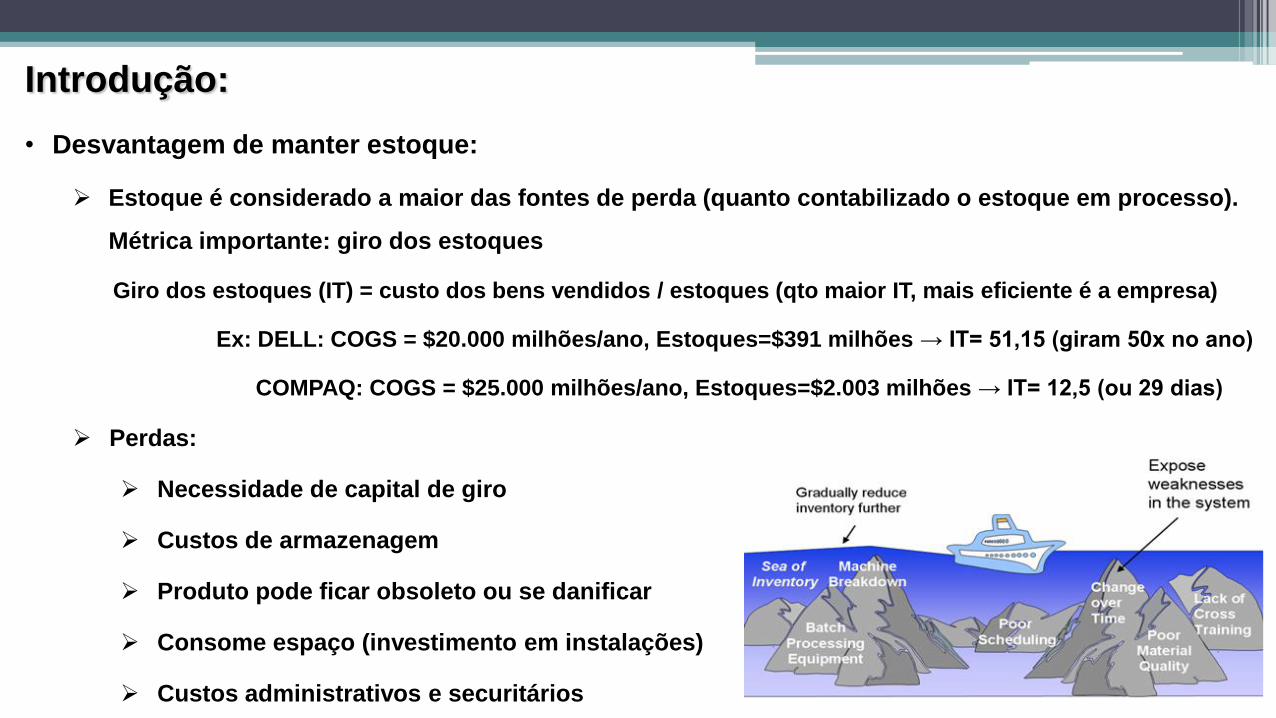
• Desvantagem de manter estoque:
Estoque é considerado a maior das fontes de perda (quanto contabilizado o estoque em processo).
Métrica importante: giro dos estoques
Giro dos estoques (IT) = custo dos bens vendidos / estoques (qto maior IT, mais eficiente é a empresa)
Ex: DELL: COGS = $20.000 milhões/ano, Estoques=$391 milhões → IT= 51,15 (giram 50x no ano)
COMPAQ: COGS = $25.000 milhões/ano, Estoques=$2.003 milhões → IT= 12,5 (ou 29 dias)
Perdas:
Necessidade de capital de giro
Custos de armazenagem
Produto pode ficar obsoleto ou se danificar
Consome espaço (investimento em instalações)
Custos administrativos e securitários
Introdução:

• Tipos de estoque: componentes e matérias-primas, material em processo e produtos acabados
• Relacionamentos de estoque dentro da operação:
Sistemas de Estoque:

• Questões-chave em gerenciamento de estoques:
QUANTO pedir (nível apropriado de estoques)?
o Volume de ressuprimento: lote econômico de compra
QUANDO as ordens de compra deveriam ser colocadas para repor os estoques?
o Ponto de ressuprimento
o Nível de serviço projetado: simulação de performance
o Políticas de reposição dos estoques: revisão contínua ou revisão periódica
COMO controlar o sistema?
o Sistema de controle e análise de estoque
Decisões de estoque:

• Priorização dos estoques: o sistema ABC
− Alguns itens estocados são mais importantes para a organização do que outros
− O sistema ABC prioriza os itens conforme sua movimentação de valor (taxa de uso
multiplicada pelo seu valor individual)
Controle dos estoques:
Itens Classe A: os 20% de itens de alta movimentação
de valor (cerca de 80% do valor total
do estoque)
Itens Classe B: os itens de média movimentação de
valor (30% dos itens que representam
cerca de 15% do valor total do
estoque)
Itens Classe C: os itens de baixa movimentação de
valor (50% dos itens que representam
cerca de 5% do valor total do
estoque)

Volume de ressuprimento:
• Função custo de estoque:
OBS: Custo de estocagem = custos de armazenagem + custos de capital de giro + custos de obsolecência
• Alternativas:
• Se a demanda mensal média ~ constante e V (=100*DP/média) < 20%: demanda
determinística e constante → O problema do lote econômico
• Se a demanda mensal média é variável mas V < 20%: a demanda determinística, mas
variável → O problema do lote econômico (considerando sazonalidade)
• Se V > 20%: a demanda é estocástica → O problema do lote econômico (com demanda
estocástica)

• O problema do lote econômico:
Variável de decisão: y = quantidade do pedido (unidades)
Dados: D = taxa de demanda (unidades por unidade de tempo)
t0 = duração do ciclo do pedido (unidades de tempo) = y / D
K = custo de preparação do pedido ($)
h = custo de estocagem ($/unidade*unidade de tempo)
Volume de ressuprimento:

Custo total ($) = Custo do pedido + Custo de estocagem
→
→
→
Volume de ressuprimento:

=>
Order cost
Holding cost
• O problema do lote econômico:
Volume de ressuprimento:
Exemplo: Seja um produto com D=100 unidades/dia, K=$100/pedido, h=$0,02/unidade*dia
Tamanho ótimo do lote:

• Tamanho ótimo do lote:
• Ponto de resuprimento: como L > , o pedido deve ser feito 12 dias antes
do estoque acabar (quando houver 200 unidades em estoque)
Exemplo: D=100 un/dia, K=$100/pedido, h=$0,02/un*dia, L = 12 dias (tempo de ciclo do pedido)
Ponto de ressuprimento:
• O problema do lote econômico:
→ e

• Sistemas de duas e três gavetas:
− Método simples e evidente de indicação do momento em que o ponto de ressuprimento
é alcançado
− De grande utilidade quando há muitos itens para serem monitorados
Controle dos estoques:

• Para um nível de serviço de 97% (z=1,88): Estoque de segurança = 1,88*5*raiz(12) = 32,56 un
→ o pedido deve ser feito quando houver 233 unidades em estoque
Exemplo: D=100 un/dia (sD=5 un/dia), L = 12 dias (tempo de ciclo do pedido)
Ponto de ressuprimento:
• O problema do lote econômico: demanda estocástica

Qual é o nível de serviço projetado? Simulação de Performance
Demanda ~ N(100,202)
Performance esperada (nível de serviço) = 90%
0
200
400
600
800
1000
1200
1 8
15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
183
190
197
204
211
218
225
232
239
246
Estoque
Nível de serviço:
• O problema do lote econômico: demanda estocástica

E quando há desconto em função da quantidade comprada?
Custo total = Custo do pedido + Custo de estocagem + Custo do produto
Portanto, para
→
→
→
• O problema do lote econômico:
Volume de ressuprimento:

E quando há desconto em função da quantidade comprada?
I : (0,ym), em que
II: (ym,Q), em que TC2(Q) = TC1(ym)
III: (Q,∞)
• O problema do lote econômico:
Volume de ressuprimento:

E quando há desconto em função da quantidade comprada?
,
• O problema do lote econômico:
Volume de ressuprimento:

Exemplo: D=187,5 un/dia, h = $0,02/un*dia, K = $20/pedido, c1=$3,00/un, c2 = $2,50/un, q = 1.000 un
• Etapa 1: Calcular ym
Como q > ym, não está na zona I
• Etapa 2: Determinar Q em que TC2(Q) = TC1(ym)
→
→ ... →
• O problema do lote econômico: quando há desconto em função da quantidade comprada
Volume de ressuprimento:

Política de reposição dos estoques:
• Tipo de revisão:
• Contínua: monitoramento contínuo dos estoques (o que fizemos até o momento)
• Periódica: monitora os estoques em intervalos de tempo pré-estabelecidos (semanalmente,
mensalmente,...):
• Volume de ressuprimento: y = demanda esperada + estoque de segurança – quantidade em estoque
y = d(OI + LT) + z*sd*raiz(OI + LT) – quantidade em estoque
Ex: OI = 7 dias, LT=3 dias, d=100 un/dia, sd= 5 unidades
• Para um nível de serviço de 99% (z=2,33) e 380
unidades em estoque:
y = 100*10 + 2,33*5*raiz(10) – 380 = 656,84 ~ 657 un

Amplamente utilizado para produtos perecíveis com demanda estocástica
Também é conhecido como o problema do jornaleiro
Variável de decisão: quantas unidades ordenar (y)
Dados: - Distribuição da demanda (D),
- Custo de perda (h) + custo de oportunidade (p):
DEMANDA
40 200
D = 70 SE y = 120, CUSTO PERDA = (120-70)*$5 = $250
SE y = 50, CUSTO OPORT = (70-50)*$10 = $200
D = 120 SE y = 120, CUSTO PERDA = (120-120)*$5 = $0
SE y = 50, CUSTO OPORT = (120-50)*$10 = $700
Produto é comprado por $5 e
vendido por $15: h = $5 , p = $10
Caso especial: single-period model

Custo esperado:
No exemplo: y = 70, h=$5, p=$10
DEMANDA
40 200 70
18,75% 81,25%
E{C(70)} = $5*18,75% + $10*81,25% = $9,0625
P{D ≤ y*} = $10 / ($5 + $10) = 66,67% → y*=147
Caso especial: single-period model

Exemplo 2: Feijoada … custo = $15,00, preço de venda =$50,00
• Se Demanda ~ N(200,502) → z = 0,5244 e y*=200+50*0,5244 = 227 un
• Se
p = $50,00 - $15,00 = $35,00
h = $15,00
70%
y* = 200 unidades
Caso especial: single-period model

• Sistema de Estoque de Reserva (make-to-stock):
Volume de produção:
Volume Alto Baixo
Vari
ed
ad
e
Alt
a
Baix
a
Processo
de Projeto
Processo
em Jobbing
Processo
em Massa
Processo
Contínuo
Tare
fas
R
ep
etid
as
/
Div
idid
as
D
ive
rsa
s/
Co
mp
lex
as
Processo
em Lotes
Questão chave Qual o tamanho do lote?

Variável de decisão: Q = qtde de produção (unidades)
Dados: D = taxa de demanda (unidades por unidade de tempo, usualmente por ano)
K = custo de preparação do pedido ($) CUSTO DE SETUP($)
h = custo de estocagem ($/unidade/unidade de tempo)
Custo Total ($/ano) = Custo de carregamento + Custo de Setup =
• O problema do lote econômico de produção:
Volume de produção:
Hipóteses:
- Apenas um item produzido
- Demanda anual conhecida
- Taxa de uso é constante
- Uso é contínuo, mas produção é periódica
- Tempo de preparação (setup) constante
- Não há desconto pela quantidade
KQ
Dh
2
IMAX

• O problema do lote econômico de produção:
Volume de produção:
up
p
h
DK2Q
em que
p: taxa de produção
u: taxa de utilização
Tempo de ciclo:
Tempo de produção:
Estoque máximo:
uQ
pQ
upp
Q
Ex: Um fabricante de brinquedos demanda 48.000 rodas de plástico
por ano. Ele produz as próprias rodas com usa taxa de produção de
800 unidades/dia. As rodas são utilizadas uniformemente ao longo
do ano e o custo de carregamento é de $1 por unidade/ano. O custo
de setup é de $45 e a empresa opera 240 dias/ano.
400.2200800
800
1
45)48000(2Q
Tempo de ciclo = 2.400 / 200 = 12 dias
Tempo de produção = 2.400/800 = 3 dias
Estoque máximo = 3(800-200) = 1.800 un

Fechamento:
• Leitura:
Stevenson (Operations Management): Capítulo 12
Slack, Chambers e Johnston (Administração da Produção): Capítulo 12
Corrêa e Corrêa (Administração de Produção e de Operações): Capítulo 16

OBSERVAÇÃO
Este material refere-se às notas de aula do curso MB-755 (Gestão de
Operações) do Instituto Tecnológico de Aeronáutica (ITA). Não
substitui o livro texto, as referências recomendadas e nem as aulas
expositivas. Este material não pode ser reproduzido sem autorização
prévia do autor. Quando autorizado, seu uso é exclusivo para
atividades de ensino e pesquisa em instituições sem fins lucrativos.














![[PPT]Programação de GPU - ICMC - Instituto de Ciências ...icmc.usp.br/~castelo/CUDA/slides1.ppt · Web viewSaída: atributos (1)dados por variáveis embutidas (pelo menos a posição](https://img.document.onl/doc/110x75/5c04f57409d3f291388cdac4/pptprogramacao-de-gpu-icmc-instituto-de-ciencias-icmcuspbrcastelocuda.jpg)
![[PPT]Programação de GPU - ICMC - Instituto de Ciências ...conteudo.icmc.usp.br/pessoas/castelo/CUDA/slides1.ppt · Web viewIV Programa de Verão em Matemática Computacional, Estatística](https://img.document.onl/doc/110x75/5c04f57409d3f291388cdacd/pptprogramacao-de-gpu-icmc-instituto-de-ciencias-web-viewiv-programa.jpg)