Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE SANTA MARIA
CENTRO DE TECNOLOGIA
ENGENHARIA CIVIL
MÓDULOS DE BANHEIROS E COZINHAS PRÉ-
FABRICADOS QUE VISAM A ECONOMIA DE ÁGUA
COM FOCO EM EDIFICAÇÕES
TRABALHO DE CONCLUSÃO DE CURSO
Fabrício Berger de Vargas
Santa Maria, RS, Brasil
2015

MÓDULOS DE BANHEIROS E COZINHAS PRÉ-
FABRICADOS QUE VISAM A ECONOMIA DE ÁGUA
COM FOCO EM EDIFICAÇÕES
Fabrício Berger de Vargas
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia Civil da
Universidade Federal de Santa Maria como parte dos requisitos para obtenção
do grau de Engenheiro Civil.
Orientadora: Profa. Dra. RutinéiaTassi
Santa Maria, RS, Brasil
2015

Universidade Federal de Santa Maria
Centro de Tecnologia
Engenharia Civil
A Comissão Examinadora, abaixo assinada,
aprova o Trabalho de Conclusão de Curso
MÓDULOS DE BANHEIROS E COZINHAS PRÉ-FABRICADOS
QUE VISAM A ECONOMIA DE AGUA COM FOCO EM
EDIFICAÇÕES
elaborado por
Fabrício Berger de Vargas
como requisito parcial para obtenção do grau de
Engenheiro Civil
COMISSÃO EXAMINADORA:
Rutinéia Tassi, Dra.
(Presidente/Orientador)
Larissa Degliuomini Kirchhof, Dra. (UFSM)
Marcos Alberto Oss Vaghetti, Dr. (UFSM)
Santa Maria, 10 de julho de 2015.

Dedico este trabalho aos meus pais,
Cleber e Gilzani, e ao meu irmão Juliano.

AGRADECIMENTOS
Agradeço primeiramente a Deus, por sempre ter me dado força e vontade para alcançar
os meus objetivos, enfrentar todos os problemas e que me acompanhou e guiou em toda esta
trajetória.
Aos meus pais, Cleber e Gilzani, por sempre me apoiarem em todas as minhas decisões.
Agradeço de coração todo o carinho que vocês sempre me deram e todas as possibilidades que
me propiciaram na vida. Tudo o que sou hoje é fruto do que vocês me ensinaram e fizeram por
mim. Obrigado por serem um exemplo de companheirismo, confiança, amizade e honestidade.
Não consigo pôr em palavras a admiração que tenho por vocês e a importância de ter vocês
sempre ao meu lado.
Ao meu irmão Juliano, que também sempre esteve presente ao meu lado me dando total
apoio nas minhas decisões. Sempre procurou me ajudar e me guiar para eu alcançar meus
sonhos e me tornar uma pessoa bem-sucedida e feliz na vida. Sou imensamente grato por tudo.
Aos meus avós, que sempre me deram muito amor e carinho, me cuidaram e
participaram de toda minha formação como pessoa. Agradeço ao meu avô que tenho certeza
que sempre me guiou lá de cima, para que sempre fizesse o correto e praticando o bem com as
pessoas. Agradeço também a toda minha família, que sempre se manteve unida para ajudar uns
aos outros e sempre estiveram presentes torcendo pelas minhas vitórias e conquistas.
À Professora Rutinéia, que depositou confiança em mim desde o momento em que
havíamos conversado para eu realizar o trabalho de conclusão no 9° semestre. Tive admiração
pelo teu trabalho e criei gosto por esta área desde as aulas de instalações prediais. Obrigado
pela orientação e ao tempo a mim dedicado. Consegui realizar este trabalho graças ao teu apoio.
Aos meus amigos agradeço por todos os momentos alegres e difíceis que passamos
juntos. É incrível como podemos ser felizes com coisas tão simples. Não somos nada sem os
amigos. E todos vocês de uma maneira ou outra participaram ativamente dessa minha trajetória
que não foi fácil. Fico feliz em ter escolhido a profissão que amo e ter sido presenteado com
amigos que vou levar para a vida toda.
Por fim, quero agradecer a todas as pessoas que de uma maneira ou outra contribuíram
para a realização deste trabalho.
RESUMO
Trabalho de Conclusão de Curso
Engenharia Civil
Universidade Federal de Santa Maria
MODULOS DE BANHEIROS E COZINHAS PRÉ-FABRICADOS QUE
VISAM A ECONOMIA DE AGUA COM FOCO EM EDIFICAÇÕES
AUTOR: FABRICIO BERGER DE VARGAS
ORIENTADORA: RUTINEIA TASSI
Data e Local da Defesa: Santa Maria, 10 de julho de 2015.
Com o anseio de desenvolver e industrializar a construção civil, tenta-se utilizar
métodos construtivos mais avançados, do ponto de vista tecnológico, que possibilitem a
execução de edificações em um período de tempo menor. Além da necessidade do
desenvolvimento e da industrialização, o país enfrenta problemas de escassez de água e
desperdício exacerbado de material. Diante da demanda por soluções que ajudem a reduzir estes
problemas, surge o conceito de sistemas construtivos de banheiros e cozinhas em módulos pré-
fabricados fora do canteiro de obra que, posteriormente, possam ser transportados prontos até
a edificação para instalação. Assim, o objetivo do presente trabalho foi realizar uma revisão da
literatura sobre sistemas construtivos de banheiros e cozinhas em módulos pré-fabricados,
compatíveis com os métodos construtivos e materiais utilizados no Brasil, visando aumentar a
economia de água, acelerar o processo construtivo e diminuir o desperdício de material. Nesta
revisão foram abordados itens importantes para caracterizar um modulo construtivo ideal,
incluindo materiais, técnicas construtivas, equipamentos e dispositivos pertinentes ao trabalho.
Com isso, foi possível realizar uma análise comparativa buscando encontrar e sugerir quais
seriam os itens mais adequados a serem utilizados. Neste trabalho, verificou-se que a construção
de banheiros e cozinhas em módulos pré-fabricados é uma solução eficiente, sustentável e que
propicia uma construção mais rápida. A utilização de dispositivos economizadores de água, se
apresenta como uma solução eficiente para evitar o desperdício de água, e o Light Steel Frame,
que permite que os módulos sejam leves, de fácil execução e manutenção, são algumas das
estratégias que adicionam valor e vantagens a esse sistema construtivo.
Palavras-chave: Construção modular; módulos; dispositivos economizadores de água;
banheiros modulares; cozinhas modulares; Light Steel Frame.

ABSTRACT
Course Completion Assignment
Civil Engineering
Universidade Federal de Santa Maria
MODULES OF BATHROOMS AND KITCHENS PREFABRICATED
THAT AIM TO SAVE WATER, FOCUSING ON BUILDINGS
AUTHOR: FABRICIO BERGER DE VARGAS
ADVISER: RUTINEIA TASSI
Defense Place and Date: Santa Maria, July 10th, 2015.
In order to develop and industrialize the construction, more advanced and technological
construction methods are used to reduce construction time. Besides the need of development
and industrialization, Brazil faces water shortage and excessive material waste. In consequence
of the demand for solutions that help reducing these problems, emerges the idea of modular
factory built bathrooms and kitchens, which are prefabricated out of the construction site and
then are transported ready-to-install in the building. The purpose of this study was to do a
literature review on modules of bathrooms and kitchens prefabricated, which are compatible
with the construction methods and materials used in Brazil. Furthermore, these modules aim to
increase water savings, accelerate the construction process and reduce material waste. In this
study, important topics were covered to characterize an ideal module, including materials,
construction techniques, equipment and other relevant topics. Thus, it was performed a
comparative analysis to find and suggest which are the most appropriate items that should be
used in the modules. In addition, it was found that the construction of bathrooms and kitchens
in prefabricated modules is an efficient and sustainable solution that provide a faster
construction. The use of water-saving devices as an efficient solution to prevent the waste of
water, and the Light Steel Frame system, which brings to the module lightness, easy
construction and maintenance, are some of the strategies that add value and advantages to this
building system.
Key words: Modular construction; modules; water-saving devices; bathroom pods; kitchen
pods; Light Steel Frame.
LISTA DE FIGURAS
Figura 1 - Esquema comparativo entre a construção tradicional e a construção modular. ...... 14 Figura 2 - Foto da produção de banheiros modulares. ............................................................. 15 Figura 3 - Sistemática da conectividade entre componentes da edificação. ............................. 23 Figura 4 - Modelo em 3D utilizando sistema BIM de um módulo de banheiro. ...................... 24
Figura 5 – Projeto do hotel Broadmoor West utilizando plataforma CAD e BIM. .................. 24 Figura 6 - Esquema da construção de um empreendimento. .................................................... 27 Figura 7: Edifício residencial de múltiplos pavimentos. .......................................................... 28 Figura 8: Principais elementos estruturas de um edifício. ........................................................ 29 Figura 9: Exemplo de construção de parede em drywall. ........................................................ 31
Figura 10 - Diferentes tipos de chapas de gesso acartonado. ................................................... 32 Figura 11 – Componentes do sistema Light Steel Frame de uma casa .................................... 35
Figura 12 - Transporte vertical com uso de Grua e plataforma fixa......................................... 37 Figura 13 - Transporte vertical com uso de elevador cremalheira. .......................................... 38 Figura 14 - (a) Tubo de PVC soldável e (b) tubo de PVC rosqueável. .................................... 40 Figura 15 - (a) Preparo dos tubos e conexões, (b) Limpeza das superfícies com solução
limpadora, (c) Aplicação de adesivo plástico na parte interna da conexão e na parte externa do
tubo. (d) Encaixe das peças sem torcer, (e) Remoção do excesso de adesivo plástico. ........... 41 Figura 16 – (a) Preparo dos produtos, (b) Fixação de tubo na morsa, (c) Montagem da tarraxa,
(d) Colocação da tarraxa, (e) Desenvolvimento da rosca, (f) Aplicação de fita veda rosca, (g)
Execução de junta roscável....................................................................................................... 42
Figura 17 – Tubulação roscável: (a) Realizar a limpeza dos produtos certificando que as roscas
macho e fêmea estejam livres de gordura e oxidação, (b) Aplicar fita Veda Rosca, (c) Realizar
o aperto da junta manualmente. ................................................................................................ 42
Figura 18 -Tubulação soldável: (a) Realizar a limpeza dos produtos e depois cortar tubos no
esquadro com auxílio de tesoura apropriada, (b) Aplicar adesivo plástico na conexão e no tubo,
(c) Encaixar as duas peças e dar ¼ de volta e pressioná-las por 30 segundos e deixar secar. . 43 Figura 19 - Desenho explicativo de uma Lira. ......................................................................... 43
Figura 20 - Junta de Expansão Aquatherm®. ............................................................................ 44 Figura 21 – (a) Limpeza do termofusor, (b) Corte dos tubos, (c) Limpeza de tubos e conexões,
(d) Marcação na extremidade do tubo a profundidade da bolsa da conexão, (e) Introdução
simultânea do tubo e e a conexão no termofusor e processo de aquecimento, (f) A conexão deve
cobrir toda a face macho do bocal e o tubo não deve ultrapassar a marcação feita, (g) Retirada
simultânea do tubo e da conexão após passado o tempo mínimo de aquecimento, (h) Quando
retirar a conexão do termofusor, introduzir a ponta do tubo até o anel da conexão formado pelo
aquecimento. ............................................................................................................................. 45 Figura 22 - Instalação ponto a ponto com PEX. ....................................................................... 47 Figura 23–Composição do PEX Tigre Multicamada. .............................................................. 47
Figura 24 – (a) Colocar Anéis de Crimpagem, (b) Alicate Grimpador pronto para uso, (c) Cortar
o tubo, (d) Inserir o calibrador/chanfrador dentro do tubo e girar no sentido horário para fazer
o chanfro no tubo, (e) Chanfro realizado, (f) Inserir tubo na conexão até que apareça no furo de
checagem, (g) Realizar a crimpagem da conexão, (h) Grimpagem realizada, (i) Uso alternativo
do curvador para dobrar tubo em vez de usar conexões. .......................................................... 48 Figura 25 - Distribuidores modulares com duas e três saídas conectados................................ 49 Figura 26 - Método de instalação da linha PEX. ...................................................................... 49 Figura 27 – Ligação do PEX com prumadas de diferentes tipos. (a) Derivação com Colar de
Tomada, (b) Derivação com Tê + Luva Soldável e com Rosca, (c) Derivação com Colar de
Tomada, (d) Derivação com Tê Aquatherm® + Luva de Transição Aquatherm®, (e) Derivação
com Colar de Tomada, (f) Derivação com Tê Normal PPR + Conector Fêmea. ..................... 50
Figura 28 - Demonstração da instalação com PEX em drywall. .............................................. 50
Figura 29 - Joelho Removível. ................................................................................................. 51 Figura 30 - (a) Limpar com estopa a ponta e a bolsa a serem unidas, (b) Marcar no tubo a
profundidade da bolsa, (c) Encaixar o anel de vedação na virola da bolsa, (d) Aplicar a camada
de Pasta Lubrificante na ponta do tubo e introduzir o tubo até o fundo da bolsa e depois recuar
1cm. .......................................................................................................................................... 52
Figura 31 - Esquema de uma instalação de esgoto com ventilação secundária. ...................... 52 Figura 32 - Fecho hídrico presente nos desconectores. ............................................................ 53 Figura 33 - Esquema de assentamento do piso-box/drywall. ................................................... 54 Figura 34 - Instalação aparente com uso de abraçadeira e caixa de passagem. ....................... 56 Figura 35 - Tubo para instalação de gás GLP e GN. ................................................................ 57
Figura 36 – Instalação da tubulação de gás: (a) corte do tubo de gás, (b) criação de chanfro para
inserção da conexão com uso de calibrador, (c) inserção da conexão no tubo, (d)
posicionamento da matriz sobre o anel de plástico, (e) prensagem do tubo com o alicate, (f)
retirada do alicate e a conexão está pronta. .............................................................................. 58 Figura 37 -Torneira com sensor para lavatório de mesa. ......................................................... 61 Figura 38 - Torneira Pressmatic, com funcionamento hidromecânico para bancada. .............. 62 Figura 39 - Válvula de pé Mebermatic. .................................................................................... 62
Figura 40 - Válvula Pedalnatic para piso ou parede. ................................................................ 63 Figura 41 - Arejador Econômico. ............................................................................................. 63
Figura 42 - Registro regulador de vazão. ................................................................................. 64 Figura 43 - Mictório com funcionamento através de válvula hidromecânica. ......................... 66 Figura 44 - Válvula para mictório com acionamento por sensor Decalux. .............................. 66
Figura 45 - Corte Transversal do EcoTrap®. ............................................................................ 67 Figura 46 - Válvula de descarga Hydralux Duo. ...................................................................... 69
Figura 47 - Instalação da caixa de descarga acoplada. ............................................................. 70 Figura 48: Pontos positivos e negativos da construção modular industrial. ............................. 75
Figura 49 - Sobreposição do projeto feito em plataforma CAD utilizando a tecnologia BIM e
uma foto do empreendimento pronto........................................................................................ 80 Figura 50 - Etapas para o desenvolvimento dos módulos de banheiros e cozinhas. ................ 82

LISTA DE QUADROS
Quadro 1: Pesos Máximos por Eixo. ........................................................................................ 36
Quadro 2: Comparativo de diâmetros PPR, Soldável, Roscável e Aquatherm®. ..................... 44 Quadro 3: Tempo de Termofusão para PN 12, PN 20 e PN25. ................................................ 46 Quadro 4: Comparativo entre diferentes tipos de eletrodutos. ................................................. 55 Quadro 5: Dimensões dos eletrodutos Roscáveis e Soldáveis. ................................................ 56 Quadro 6: Quadro comparativo do consumo equipamentos convencionais e equipamentos
economizadores. ....................................................................................................................... 60
SUMÁRIO
1 INTRODUÇÃO ........................................................................................................... 12 1.1 Objetivo ........................................................................................................................ 15 1.1.1 Objetivo geral ............................................................................................................... 15 1.1.2 Atividades a serem desenvolvidas para atingir o objetivo ............................................ 16 1.2 Estrutura do trabalho ..................................................................................................... 16
2 METODOLOGIA ....................................................................................................... 17
3 INDUSTRIALIZAÇÃO DA CONSTRUÇÃO CIVIL E A CONSTRUÇÃO
MODULAR ................................................................................................................. 19 3.1 Sistemas construtivos abertos e fechados ..................................................................... 21 3.2 Coordenação modular ................................................................................................... 22 3.3 Tecnologias e softwares que auxiliam na industrialização da construção civil ............ 22 3.4 A construção modular no mundo .................................................................................. 25
3.5 A sustentabilidade e a economia de água ..................................................................... 25
4 OS SISTEMAS CONSTRUTIVOS E A CONCEPÇÃO DOS MÓDULOS DE
BANHEIROS E COZINHAS NAS EDIFICAÇÕES ............................................... 27 4.1 Sistemas construtivos .................................................................................................... 30
4.1.1 Drywall ......................................................................................................................... 30 4.1.2 Lajes maciças em concreto armado .............................................................................. 32
4.1.3 Light Steel Frame (LSF) ............................................................................................... 33 4.2 Transporte e manuseio dos módulos ............................................................................. 35
5 INSTALAÇÕES PREDIAIS ...................................................................................... 39 5.1 Instalações hidrossanitárias .......................................................................................... 39
5.1.1 Instalações prediais de água fria e de água quente. ...................................................... 40 5.1.1.1 PVC ............................................................................................................................... 40 5.1.1.2 CPVC ............................................................................................................................ 42
5.1.1.3 PPR ............................................................................................................................... 44 5.1.1.4 PEX ............................................................................................................................... 46 5.1.2 Instalação predial de esgoto .......................................................................................... 51
5.2 Instalações elétricas ...................................................................................................... 54 5.3 Instalação interna de gás ............................................................................................... 57 5.4 Dispositivos economizadores de água .......................................................................... 59 5.4.1 Torneiras ....................................................................................................................... 60 5.4.2 Mictórios ....................................................................................................................... 64
5.4.3 Bacias sanitárias ............................................................................................................ 68
5.4.4 Chuveiros ...................................................................................................................... 71
6 ANÁLISES E DISCUSSÕES ..................................................................................... 73 6.1 Comparativo entre a construção modular industrial e a convencional ......................... 73
6.2 Concepção e compatibilização dos sistemas construtivos e instalações com os
módulos ......................................................................................................................... 75 6.3 Dispositivos economizadores de água .......................................................................... 80 6.4 Processo de planejamento, produção, transporte, entrega e implantação dos
módulos. ........................................................................................................................ 81

7 CONSIDERAÇÕES FINAIS ..................................................................................... 84 7.1 Conclusões .................................................................................................................... 84 7.2 Limitações do trabalho ................................................................................................. 86 7.3 Sugestões para pesquisas futuras .................................................................................. 86
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 87

12
1 INTRODUÇÃO
A construção civil apresenta-se hoje como um importante setor em desenvolvimento no
Brasil e no mundo. É notável a necessidade de utilizar métodos construtivos mais avançados,
do ponto de vista tecnológico, possibilitando a execução de edificações em um período de
tempo menor (ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND, 2012). A
construção civil, em um âmbito mundial, já investiu muitos recursos financeiros e
conhecimento com o objetivo de aumentar a qualidade e a eficiência dos métodos e processos
construtivos.
O Brasil, assim como outros países, teve grandes avanços na construção civil. Esse setor
tem um papel socioeconômico importante no país, entretanto, ainda apresenta problemas de
qualidade e produtividade que impedem o pleno desenvolvimento da construção civil brasileira
(MELLO, 2009). Com isso, nota-se a necessidade de desenvolver e implementar métodos que
tragam uma maior eficiência à construção civil brasileira.
Do ponto de vista da sustentabilidade, há uma série de problemas que a população
brasileira e a construção civil enfrentam. Nesse contexto, um dos principais problemas é o
desperdício exacerbado de material e o excesso de resíduos gerados durante o processo da
execução de obras (PINTO, 1989). Outro problema que comumente afronta a população
brasileira é a escassez de água. Portanto, nada mais coerente do que implementar técnicas e
métodos construtivos mais sustentáveis no país, especialmente aqueles voltados para a
economia e uso racional desses recursos.
Analisando o processo construtivo utilizado em edificações, vê-se que muitas vezes
estes são ineficientes. Hoje em dia, há uma necessidade de se edificar em um período de tempo
menor, pois pretende-se finalizar a construção da obra o quanto antes, para que se possa
começar a ter um retorno financeiro do investimento feito.
Quando observadas as fases construtivas de uma edificação, nota-se que as instalações
prediais, tais como as instalações hidráulicas, elétricas e de gás, começam a ser realizadas nas
fases iniciais da obra e se estendem por todas as fases construtivas. Também é percebido que
uma grande quantidade de tempo é despendida na execução dos banheiros e das cozinhas.
Ambos os locais demandam uma execução de maior complexidade quando comparados com as
demais dependências de uma edificação. Isso deve-se ao fato de que nesses locais são
executadas as instalações hidrossanitárias, impermeabilização e revestimentos. Nesse contexto,

13
ainda se observa que, para a execução das instalações hidrossanitárias em banheiros e cozinhas,
é necessária uma grande gama de profissionais. Dentre os profissionais envolvidos nesse
serviço se destacam os encanadores, que devem ter muita atenção no momento de executar seu
trabalho, pois uma intervenção futura, devido à má instalação hidrossanitária, pode trazer
grandes incômodos ao construtor. Além de encanadores, vários outros profissionais são
necessários durante a execução das instalações prediais, e para acompanhar e avaliar esses
serviços, quanto a sua qualidade, são necessárias pessoas responsáveis, que muitas vezes têm
de resolver vários problemas relacionados à execução desses serviços (LOPES, 2005). Além
disso, as instalações hidrossanitárias necessitam de uma grande quantidade de materiais de
naturezas distintas, que devem ser estocados durante as diversas fases da obra em um local
próprio, além da necessidade de transporte horizontal e vertical até o local onde o material será
utilizado.
Com todos esses fatores, é notável a necessidade de ampliar a industrialização da
construção brasileira e de desenvolver técnicas construtivas mais eficazes. A industrialização
visa aumentar a eficiência da construção brasileira, diminuir o tempo de execução das obras,
trazer um maior controle de qualidade, e também visa diminuir a quantidade de resíduos
gerados e o desperdício de material. Além disso, a industrialização gera uma redução da
quantidade de funcionários e subempreiteiros presentes na obra, além da quantidade de material
sendo estocado e transportado, melhorando o andamento da construção e reduzindo as
preocupações do construtor. Outra meta relevante para o processo de industrialização é a
necessidade de reduzir custos de execução, que pode ocorrer através da produção em massa
(FABRICIO, 2013).
Assim, a construção modular pode ser uma importante ferramenta para a otimização do
processo construtivo, possibilitando a produção de banheiros e cozinhas em módulos pré-
fabricados e depois transportados para a edificação na fase correta. A produção de módulos
dentro de uma fábrica possibilita ter um alto controle de qualidade, visto que os processos
construtivos se tornam padronizados (GREVEN; BALDAUF, 2007). Com um controle de
qualidade maior, torna-se mais viável avaliar e reduzir os custos indiretos e também diminuir o
prazo de fabricação. Além disso, a variável climática que é um fator de grande interferência no
andamento da execução da obra, é praticamente extinta. Então, com um maior controle sobre o
processo construtivo e com menos pessoas envolvidas dentro da obra, a construção do
empreendimento se torna mais racional, e a redução do desperdício de materiais e dos resíduos
gerados durante a construção se torna considerável.

14
Através do esquema apresentado na figura 1, é possível comparar os diferentes tipos de
construção. Observa-se que na construção modular há uma concentração das atividades em um
período menor, proporcionando um ganho de tempo ao processo de construção modular quando
comparado com o processo tradicional.
Figura 1 - Esquema comparativo entre a construção tradicional e a construção modular.
Fonte: Eurobras Construções Metálicas Moduladas Ltda, 2015.
No Brasil já existem empresas que são especializadas em utilizar a construção modular
como solução construtiva. Entretanto, muitas dessas empresas utilizam este modelo construtivo
como uma solução única e não integrada à construção convencional. Por isso, deve ser analisada
a ideia de produzir banheiros e cozinhas em módulos sustentáveis que visam ser integrados aos
modelos construtivos convencionais empregados no país.
A ideia da produção de banheiros modulares e sua posterior integração a estrutura já
existente é utilizada nos Estados Unidos e no mundo afora. A figura 2 mostra o exemplo de
uma empresa americana que se dedica à construção de banheiros modulares. Estes banheiros
são geralmente produzidos para serem utilizados na construção de hotéis, devido à necessidade

15
de agilidade da sua construção. No Brasil, apesar de o tema já ter começado a ser abordado,
ainda não é amplamente estudado e utilizado.
Figura 2 - Foto da produção de banheiros modulares.
Fonte: Oldcastle Modular Bathroom Pods, 2015.
Outro importante aspecto relacionado às instalações hidrossanitárias é a economia de
água, pois a escassez desse recurso é um problema grave que afronta a população brasileira
(CORONATO, 2014). Nesse contexto, é imprescindível a busca por soluções sustentáveis que
amenizem esta situação. Logo, dispositivos economizadores de água podem ser integrados aos
módulos construtivos de banheiros e cozinhas, visando aumentar a economia de água
(VIMIEIRO, 2005).
Além das instalações hidrossanitárias, é vista a necessidade de executar as instalações
elétricas de baixa tensão e de gás enquanto os módulos estão na fábrica sendo produzidos. Isto
evita a necessidade de uma intervenção futura, que poderia comprometer o uso deste método
construtivo.
1.1 Objetivo
1.1.1 Objetivo geral
16
Este trabalho tem como objetivo realizar uma revisão bibliográfica de sistemas
construtivos de banheiros e cozinhas em módulos pré-fabricados, compatíveis com os métodos
construtivos e materiais utilizados no Brasil, visando aumentar a economia de água, acelerar o
processo construtivo e diminuir o desperdício de material.
1.1.2 Atividades a serem desenvolvidas para atingir o objetivo
Avaliar a necessidade da industrialização da construção civil, através da análise da
necessidade da construção em módulos e de execução de obras mais rápidas, eficazes e
sustentáveis;
Analisar a concepção de banheiros e cozinhas em edificações;
Identificar as técnicas construtivas e os materiais utilizados nas instalações
hidrossanitárias, elétricas e de gás empregadas no Brasil;
Identificar os dispositivos economizadores de água disponíveis no mercado e que
possam ser utilizados nos módulos;
Comparar a construção modular pré-fabricada com a construção convencional;
Analisar soluções construtivas e materiais compatíveis com a fabricação de cozinhas e
banheiros em módulos, verificando a viabilidade técnica de implantação no Brasil;
Organizar a sequência de etapas necessárias para o desenvolvimento do módulo.
1.2 Estrutura do trabalho
Este trabalho encontra-se dividido em 7 capítulos.
O capítulo 1 apresenta a introdução, o tema, as justificativas do trabalho, o objetivo
deste trabalho e as atividades que serão desenvolvidas a fim de atingir este objetivo.
O capítulo 2 apresenta a metodologia que será empregada no decorrer do trabalho.
O capítulo 3 apresenta um breve histórico a respeito da industrialização da construção
civil, introduz a ideia de construção modular e como ela se apresenta em termos mundiais. Além
disso, este capítulo explica o que é a coordenação modular, mostra a diferença entre os sistemas

17
construtivos abertos e fechados, apresenta os softwares que auxiliam na industrialização da
construção, e apresenta os problemas enfrentados em relação a sustentabilidade e escassez de
água.
O capítulo 4 é introduzido pela ideia de como é a concepção de uma edificação, e ao
longo do capítulo é mostrado e discutido os sistemas construtivos que servirão para a construção
dos módulos de banheiros e cozinhas. No final do capítulo é apresentado como podem ser
transportados os módulos, e os cuidados necessário com eles.
O capítulo 5 apresenta uma revisão da literatura dos diferentes materiais e métodos
utilizados nas instalações de água fria, água quente, esgoto, gás e elétrica. Além disso, com o
anseio de promover a economia de água em módulos sustentáveis, são abordados diversos
dispositivos economizadores de água.
O capítulo 6 é composto pela comparação entre o sistema modular pré-fabricado e o
convencional. Também é feita uma análise das técnicas e diretrizes de projetos e materiais
abordados ao longo do trabalho. Além disso, são sugeridas soluções construtivas e materiais a
serem utilizados na concepção de um modelo construtivo ideal.
O capítulo 7 apresenta as limitações do trabalho e todas as considerações finais a
respeito dos módulos propostos.
1.3 Metodologia
Este estudo consistiu em realizar uma revisão bibliográfica a respeito da necessidade da
industrialização da construção civil, do histórico da construção modular e da necessidade de
técnicas construtivas mais eficazes e sustentáveis. Além disso, foi realizada uma revisão da
literatura a respeito da concepção de banheiros e cozinhas em edificações, das soluções
construtivas que são compatíveis com os módulos, das técnicas e materiais empregados nas
instalações hidrossanitárias, elétricas e de gás, e de dispositivos economizadores de água.
Para esta revisão bibliográfica foram consultados livros, manuais técnicos, revistas,
trabalhos de conclusão de curso, dissertações, teses e artigos presentes em bibliotecas virtuais.
Em busca destes materiais foram utilizados os seguintes termos: “construção modular”,
“dispositivos economizadores de água”, “industrialização da construção civil”, “sistemas
construtivos”, “instalações hidrossanitárias”, “instalações elétricas” e “instalações prediais”.
18
Por fim, baseada na revisão bibliográfica, buscou-se compreender e comparar os
diferentes sistemas construtivos, as instalações prediais e os dispositivos economizadores de
água, para assim propor sugestões para o conceito de módulos de banheiros e cozinhas ideais.

19
2 INDUSTRIALIZAÇÃO DA CONSTRUÇÃO CIVIL E A
CONSTRUÇÃO MODULAR
No início do século 20, novas ideias e remodelações do modo de organização das
indústrias começaram a trazer grandes mudanças aos processos industriais. Nesta época,
espalhavam-se novas ideias pelos Estados Unidos e pela Europa, advindas da revolução
industrial, que trariam grandes melhorias na produtividade das indústrias.
No âmbito das melhorias na eficiência dos processos industriais e da industrialização da
construção civil, o International Council for Research and Innovation in Building and
Construction (CIB, 2010) define: “A industrialização na construção é uma racionalização dos
processos de trabalho na indústria para atingir a eficiência de custos, maior produtividade e
qualidade.”
Em 1914, surgiu o sistema de produção fordista, que foi introduzido por Henry Ford.
Este sistema de produção visou o aperfeiçoamento da linha de montagem e a produção em
massa, com consequente redução do preço final do produto. Neste modelo fordista, a máquina
é considerada o elemento principal da produção. Na linha de montagem, os funcionários são
responsáveis por realizar apenas a sua atribuição, repetidamente, e sincronizadamente com os
outros funcionários da empresa. Assim, o processo produtivo se torna parcelado e a linha de
produção vai ditar o ritmo de trabalho (LIPIETZ; LEBORGNE, 1988).
Nesse pensamento fordista de se produzir, é notável o ganho de produtividade e
qualidade, devido à linha de montagem. Entretanto, o operário às vezes se rebaixa quase que a
um complemento da máquina (FLEURY; VARGAS, 1983).
O processo de industrialização da construção civil também foi influenciado por estas
ideias fordistas tayloristas. Ideias essas que foram transplantadas do processo fabril para o
processo construtivo. Buscou-se deslocar o operário do canteiro de obra para a indústria,
possibilitando aplicar e adaptar o modelo de produção industrial em massa ao processo
construtivo (FABRICIO, 1996). Assim como na indústria, o parcelamento das tarefas entre os
operários, que passaram a trabalhar dentro da fábrica com o auxílio de máquinas e métodos de
produção mais eficientes, e não mais no canteiro de obra, possibilitou a redução de custos
tornando o processo construtivo mais eficiente.
Para que fosse possível a industrialização da construção, algumas adaptações foram
necessárias, conforme destacadas por alguns autores como Bruna (1976), Serrano (1980),
20
Rosso (1980) e Martucci (1990). Essas adaptações são consequências das estratégias
organizacionais e tecnológicas de produto, baseadas nos ideais tayloristas de racionalização do
trabalho, na utilização de máquinas para produção em massa e na linha de produção fordista.
Estas estratégias trazem como ideia principal a padronização do produto, que traz um
ganho considerável na sua qualidade final e viabiliza a sua produção em massa. Estes ganhos
ocorrem devido ao processo ter uma linha de produção, na qual o operário vai se especializando
à medida em que realiza a sua parcela de trabalho. Com a linha de produção é possível ditar o
ritmo de produção através do tempo das máquinas, trazendo assim um maior controle do ritmo
de produção (FABRICIO, 2013).
Fabricar o produto fora da obra e dentro de uma indústria, possibilita a pré-fabricação
de módulos que possam ser instalados já prontos em edifícios. Entretanto, para que isto seja
possível, os projetos dos módulos devem possuir uma lógica construtiva, para que o
desmembramento do processo de produção torne viável a produção em escala. A pré-fabricação
de módulos gera a necessidade de se pensar em como estes serão transportados, içados e unidos
à construção. Além destes, vários outros quesitos devem ser analisados no momento de se
projetar. Deve-se realizar um estudo e um projeto muito bem detalhado para que não se
encontrem obstáculos que possam dificultar consideravelmente o andamento da produção, e
assim poder tornar esta produção inviável.
O transporte é um dos quesitos mais relevantes quando se pensa em produzir um módulo
fora do canteiro de obra e de transportá-lo até o local onde será instalado. Para que a produção
em massa se torne viável economicamente, é necessário que a área de abrangência da fábrica
seja suficientemente grande. Entretanto, quanto maior a distância de destino dos módulos mais
caro se torna o transporte. O custo de transporte depende da distância, do peso e da fragilidade
do produto. Logo, quando compara-se custo do transporte de um produto leve, com alto valor
agregado que vai ser transportado à grandes distâncias, com um produto manufaturado pesado
e de baixo valor agregado, nota-se que no segundo caso, o transporte é um fator relevante e
determinante na sua viabilidade (FABRICIO; MELHADO, 2002). Deste modo, percebe-se que
o raio de abrangência da empresa é limitado pelo custo de transporte, para que a atuação da
empresa se torne viável.

21
2.1 Sistemas construtivos abertos e fechados
De acordo com Paulo de Camargo e Almeida (1972), os sistemas construtivos podem
ser separados em Sistemas Abertos e Sistemas Fechados. Esses sistemas possuem
características e regras de produção distintas. O sistema fechado baseia-se apenas na utilização
de equipamentos e técnicas que seguem as especificações e padrões da empresa. Ao longo do
desenvolvimento do produto, a substituição dos equipamentos utilizados no produto só é
possível caso o equipamento substituto possua sua especificação igual ao produto anterior. Com
o sistema fechado, a empresa pode ter maior domínio sobre todo o processo produtivo e a
tecnologia utilizada. Além disso, a empresa tem total responsabilidade sobre a compatibilidade
entre os componentes, o produto, a produção e a supervisão da produção.
Já o sistema aberto torna possível a utilização de equipamentos e componentes com
especificações distintas do produto original proposto pela empresa. Isto possibilita ao
comprador substituir os equipamentos pelos quais deseja, dentro de uma ampla gama de opções.
Entretanto, os equipamentos substitutos devem ser compatíveis com o produto final, além de
terem que obedecer às regras acordadas e normatizadas preestabelecidas pela empresa. Assim,
o sistema aberto possibilita várias combinações e uma maior liberdade escolha (CAMARGO,
1975; BRUNA,1976; SERRANO, 1980).
Quando comparados os dois sistemas, percebe-se que a principal vantagem dos sistemas
fechados é a maior facilidade de produção em massa, o que reduz os custos e melhora a
qualidade do produto final. Além disso, tem-se uma certeza da compatibilidade dos
equipamentos, visto que se pode investir uma quantidade de capital maior para o detalhamento
de projeto, pois este custo será diluído na produção. Entretanto, este sistema limita a liberdade
e a possibilidade do comprador em escolher os equipamentos que serão utilizados no módulo,
tornando esses componentes quase que padronizados. Além disso, este sistema precisa ter uma
demanda alta para viabilizar a produção.
Quando o sistema aberto é utilizado no desenvolvimento dos módulos, o comprador tem
a liberdade de escolher e utilizar diferentes componentes e diversos equipamentos, que
independem do fabricante, mas que são compatíveis com a linha de montagem e com o padrão
do módulo (MARTUCCI, 1990). O sistema construtivo aberto também é chamado de
industrialização de catálogo por Paulo Bruna (1976), o que reflete a ideia da liberdade que o
comprador possui de escolher o que será utilizado no módulo.

22
2.2 Coordenação modular
Com o passar dos anos, foi gerada a necessidade de criar normas que pudessem
coordenar a modulação. Então, segundo Greven e Baldauf (2007), as primeiras normas de
coordenação modular surgiram no final da primeira metade do século 20. Dentre as associações
e pessoas que realizaram estudos para a coordenação modular estão a American Standard
Association (ASA), a Associação Francesa para a Normatização (AFNOR) e o francês Le
Corbusier (GREVEN; BALDAUF, 2007).
A coordenação modular implica na coordenação das dimensões dos componentes para
trazer uma referência para os fornecedores de materiais e componentes. Essas referências são
pré-requisitos para tornar os insumos compatíveis com os elementos pré-fabricados, além de
reduzir desperdícios e a racionalizar a produção.
Além da coordenação modular, a normalização dos insumos de componentes e materiais
é um assunto de suma importância. A normalização surge para que a linha de produção não
fique comprometida pela necessidade de realizar ajustes durante a produção, devido à falta de
compatibilidade de componentes. Quando analisada a construção brasileira, nota-se que muitas
vezes há um elevado grau de tecnologia aplicada à produção, mas faltam normalizações de
compatibilidade e combinação entre os componentes; em outras palavras, falta uma
padronização dos sistemas construtivos a fim de evitar a necessidade de adaptar as técnicas e
os equipamentos para poder utilizá-los na construção (FABRICIO, 2013). Possivelmente,
evitando estes problemas, haverá uma redução dos desperdícios.
2.3 Tecnologias e softwares que auxiliam na industrialização da construção civil
Para que se possa industrializar a construção civil, é vista a necessidade de desenvolver
projetos extremamente detalhados. Para que seja possível detalhar e projetar da melhor forma
possível, é necessário utilizar recursos de informática e equipamentos informatizados. Cada
projeto possui suas peculiaridades, que no momento em que o projetista para e pensa em tudo,
torna cada etapa de execução da obra previsível e permite a compatibilização entre todos os
componentes da obra. Uma analogia a este pensamento é feita com a figura 3, por meio de um
quebra-cabeça, em que as peças representam os componentes e a edificação. Os componentes
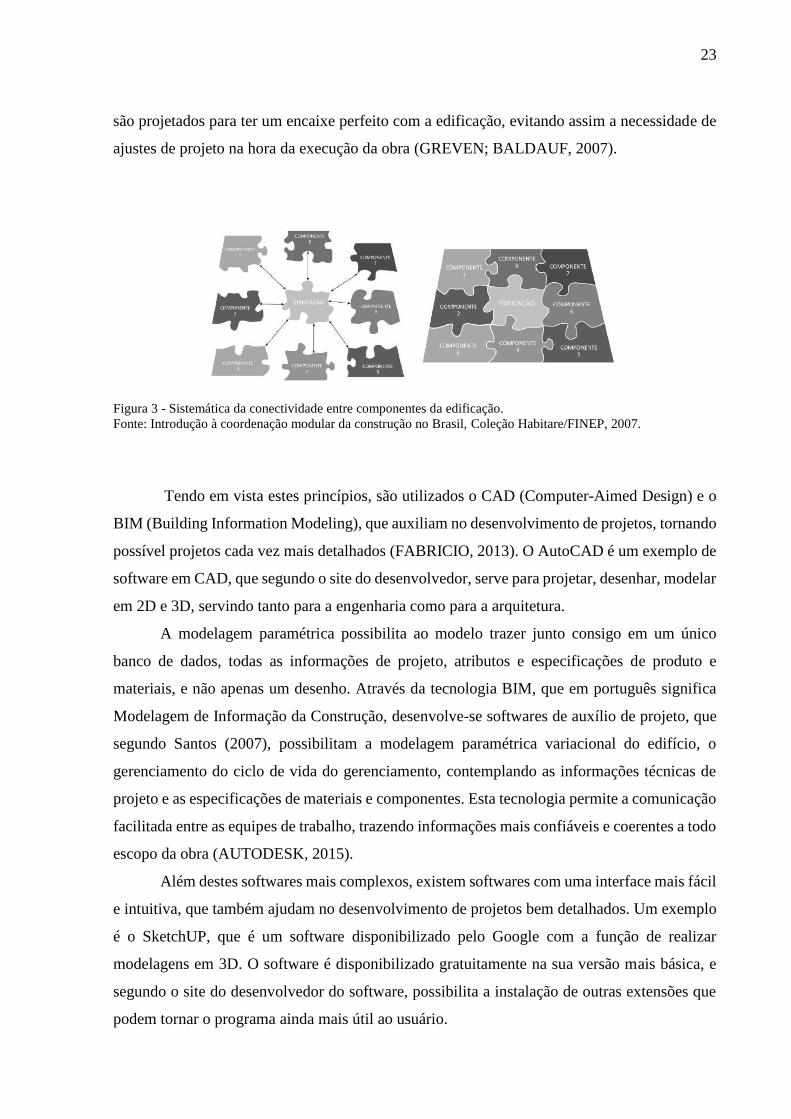
23
são projetados para ter um encaixe perfeito com a edificação, evitando assim a necessidade de
ajustes de projeto na hora da execução da obra (GREVEN; BALDAUF, 2007).
Figura 3 - Sistemática da conectividade entre componentes da edificação.
Fonte: Introdução à coordenação modular da construção no Brasil, Coleção Habitare/FINEP, 2007.
Tendo em vista estes princípios, são utilizados o CAD (Computer-Aimed Design) e o
BIM (Building Information Modeling), que auxiliam no desenvolvimento de projetos, tornando
possível projetos cada vez mais detalhados (FABRICIO, 2013). O AutoCAD é um exemplo de
software em CAD, que segundo o site do desenvolvedor, serve para projetar, desenhar, modelar
em 2D e 3D, servindo tanto para a engenharia como para a arquitetura.
A modelagem paramétrica possibilita ao modelo trazer junto consigo em um único
banco de dados, todas as informações de projeto, atributos e especificações de produto e
materiais, e não apenas um desenho. Através da tecnologia BIM, que em português significa
Modelagem de Informação da Construção, desenvolve-se softwares de auxílio de projeto, que
segundo Santos (2007), possibilitam a modelagem paramétrica variacional do edifício, o
gerenciamento do ciclo de vida do gerenciamento, contemplando as informações técnicas de
projeto e as especificações de materiais e componentes. Esta tecnologia permite a comunicação
facilitada entre as equipes de trabalho, trazendo informações mais confiáveis e coerentes a todo
escopo da obra (AUTODESK, 2015).
Além destes softwares mais complexos, existem softwares com uma interface mais fácil
e intuitiva, que também ajudam no desenvolvimento de projetos bem detalhados. Um exemplo
é o SketchUP, que é um software disponibilizado pelo Google com a função de realizar
modelagens em 3D. O software é disponibilizado gratuitamente na sua versão mais básica, e
segundo o site do desenvolvedor do software, possibilita a instalação de outras extensões que
podem tornar o programa ainda mais útil ao usuário.

24
A modelagem de módulos pré-fabricados desenvolvida pela empresa Oldcastle
Modular, que utiliza a integração das plataformas CAD e BIM pode ser observada nas figuras
4 e 5. A figura 4 mostra o protótipo de um banheiro, que foi desenvolvido em plataforma BIM
e CAD, possuindo todas as instalações necessárias e informações pertinentes ao projeto do
módulo. Pode-se visualizar que o modelo pode ser desmembrado para ser melhor visualizado.
Já a figura 5 mostra o projeto de renovação do hotel Broadmoor West, no qual utilizou-se a
integração do CAD e do sistema BIM para desenvolver um projeto completo contendo todo o
projeto estrutural e os projetos complementares detalhados e compatibilizados, permitindo
visualizar como os módulos dos banheiros serão transportados e instalados.
Figura 4 - Modelo em 3D utilizando sistema BIM de um módulo de banheiro.
Fonte: Oldcastle Modular Bathroom Pods, 2015.
Figura 5 – Projeto do hotel Broadmoor West utilizando plataforma CAD e BIM.
Fonte: Oldcastle Modular Bathroom Pods, 2015.

25
2.4 A construção modular no mundo
No mercado há uma grande variedade de sistemas de construção modular. A sua
aplicação varia de cabines de transatlânticos a hospitais, prédios, shoppings, supermercados e
escritórios. Esta solução já vem sendo utilizada em muitos países para a produção de banheiros
pré-fabricados. A necessidade destes banheiros pré-fabricados foi gerada pela demanda de
maior agilidade na construção, advinda de empreendimentos como hotéis que tinham de ser
construídos em um curto período, e também de outros empreendimentos que tinham urgência
para estarem construídos.
A empresa Norte Americana Oldcastle® Modular é uma das principais empresas do
ramo e trabalha com uma produção de módulos customizada e pronta para instalar. A empresa
utiliza as tecnologias BIM e Lean manufacturing. A Lean manufacturing é uma iniciativa que
busca eliminar os desperdícios e garante uma produção mais sustentável (WERKEMA, 2011).
Os módulos de banheiros produzidos pela empresa geralmente são utilizados em construções
como hospitais, hotéis, quartéis militares e unidades residenciais. Segundo Ed Kirk, diretor da
SODO Builders (Construtora Americana), a utilização do sistema modular trouxe um ganho de
aproximadamente 8 semanas no cronograma geral da obra (OLDCASTLE® MODULAR,
2015).
No Brasil, existem empresas que trabalham com a construção modular. A Polibox
Construção Modular é uma delas. Esta empresa traz soluções para ambientes educacionais,
como por exemplo, salas de aula, bibliotecas, laboratórios, dentre outros. Além da Polibox,
outra empresa que trabalha com construção modular é a TecnoBagno. A TecnoBagno é uma
empresa especializada em executar banheiros prontos, e emprega uma linha de produção
industrial, produzindo os banheiros dentro da indústria e depois os módulos são levados para a
obra prontos para serem instalados.
2.5 A sustentabilidade e a economia de água
A consciência ambiental é cada vez mais presente, e deve ser aplicada na construção
civil e no uso dos recursos disponíveis. Esse pensamento, somado com todos os problemas

26
presentes no Brasil e no mundo, referentes à escassez de água e ao uso racional dos recursos
naturais, conduz ao conceito de sustentabilidade, definido por Merico (2008), que diz:
Sustentabilidade significa tornar as coisas permanentes ou duráveis através dos
tempos. Propor um desenvolvimento econômico sustentável seria, assim propor a
permanência ao longo dos tempos da capacidade produtiva do ambiente natural (bens
e serviços ambientais) voltada para os objetivos da ciência econômica, ou seja, o
atendimento das necessidades humanas (MERICO, 2008, p.12).
A água que era considerada um recurso infinito, já causa preocupação em vários países
que lidam com a sua escassez. Com o seu consumo desenfreado e o desperdício exacerbado, os
órgãos responsáveis pela gestão dos recursos hídricos criam iniciativas e tomam decisões para
tentar reduzir e controlar o uso da água. Junto à conscientização promovida por estes órgãos, a
construção civil também deve adotar medidas para tentar evitar o desperdício e ter um uso mais
racional deste recurso.
Além da água, outro problema que afronta os dias de hoje é o excesso de resíduos
gerados na construção civil. Segundo Pinto (1999), a estimativa da geração de resíduos de
construção civil por ano no Brasil é de 230 a 660 kg/habitante. Estes resíduos gerados na
construção civil podem ser reduzidos se forem adotadas medidas que ajudem a evitar o
desperdício de material utilizado.
Tanto o problema relacionado com a escassez dos recursos hídricos, quanto o problema
relacionado com o excesso de resíduos gerados pela construção civil, serão abordados nos
capítulos subsequentes.
27
3 OS SISTEMAS CONSTRUTIVOS E A CONCEPÇÃO DOS MÓDULOS
DE BANHEIROS E COZINHAS NAS EDIFICAÇÕES
Quando entramos no edifício onde trabalhamos, passando pelas rampas da garagem,
subindo os elevadores até o nosso andar e caminhando em direção a nossa mesa de
trabalho, não temos ideia de tudo o que é preciso existir para que isso ocorra com
segurança e eficiência. Da mesma maneira, não paramos para pensar que, para
realizarmos nossos trabalhos diários, atendermos ao telefone, ou usarmos nossos
laptops com sistema de wireless em qualquer ponto do escritório, foram gastos muitos
meses de planejamento para projetar e executar o edifício que estamos ocupando
(REVISTA BUILDINGS, 2009).
É com este trecho que a Revista Buildings insere a complexidade do que é projetar e
executar um edifício. Os edifícios geralmente são locais de grande circulação e acúmulo de
pessoas. De acordo com Bobroff (1993), a construção de cada empreendimento é única e
singular, e ainda há autores que se referem à construção como uma indústria de protótipos, na
qual se produz produtos únicos e diferenciados (AMORIM, 1996).
Para que se possa desenvolver um projeto condizente com o seu uso e obter o resultado
esperado, é necessário que o projetista saiba a qual função o empreendimento será destinado, e
também tenha um amplo conhecimento e uma visão crítica do todo. Quando se pensa em
construir, deve-se seguir uma sequência lógica e esquemática para que o empreendimento seja
concebido e construído como o esperado. Esta sequência é mostrada na figura 6.
Figura 6 - Esquema da construção de um empreendimento.
Com este pensamento, quando se pensa na concepção, no projeto e na execução de um
prédio, deve-se pensar em uma infinidade de itens para que todos atendam as suas funções,
sejam compatíveis, ou senão compatibilizados, evitando problemas na fase de execução do
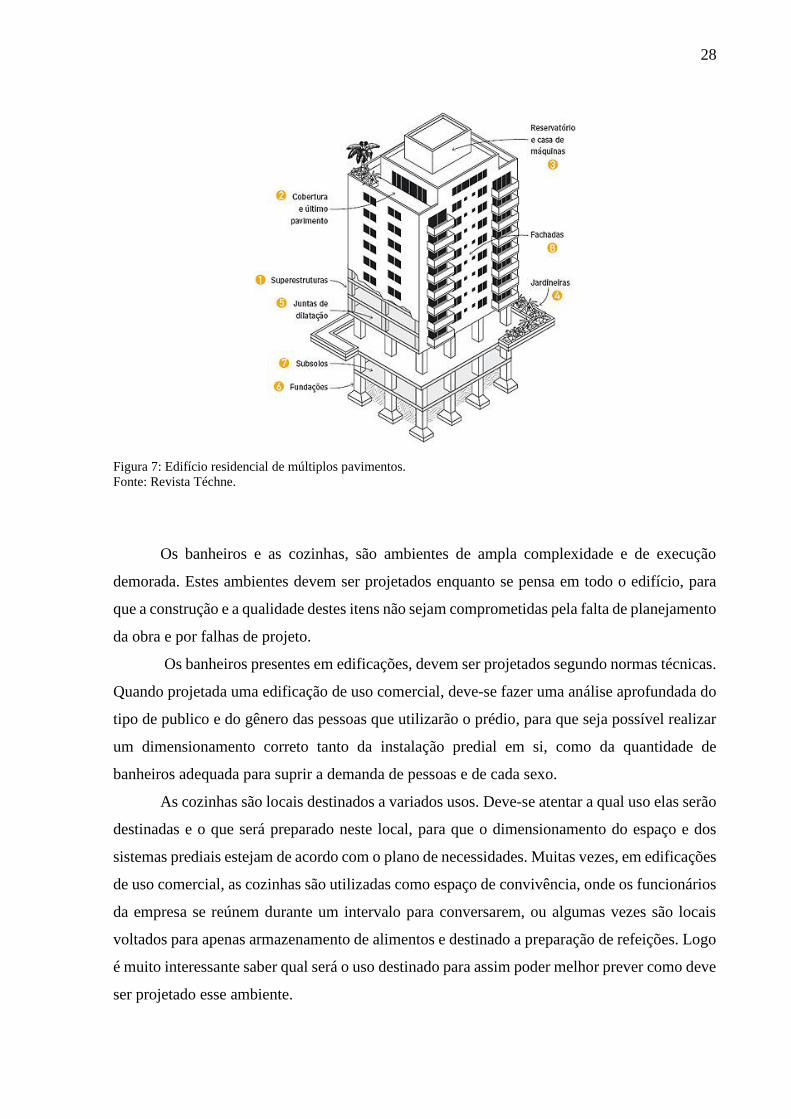
prédio. Para melhor mostrar os principais itens que constituem uma edificação, foi utilizada
uma figura ilustrativa de um prédio residencial (Figura 7).
CONCEPÇÃO PROJETO EXECUÇÃO
28
Figura 7: Edifício residencial de múltiplos pavimentos.
Fonte: Revista Téchne.
Os banheiros e as cozinhas, são ambientes de ampla complexidade e de execução
demorada. Estes ambientes devem ser projetados enquanto se pensa em todo o edifício, para
que a construção e a qualidade destes itens não sejam comprometidas pela falta de planejamento
da obra e por falhas de projeto.
Os banheiros presentes em edificações, devem ser projetados segundo normas técnicas.
Quando projetada uma edificação de uso comercial, deve-se fazer uma análise aprofundada do
tipo de publico e do gênero das pessoas que utilizarão o prédio, para que seja possível realizar
um dimensionamento correto tanto da instalação predial em si, como da quantidade de
banheiros adequada para suprir a demanda de pessoas e de cada sexo.
As cozinhas são locais destinados a variados usos. Deve-se atentar a qual uso elas serão
destinadas e o que será preparado neste local, para que o dimensionamento do espaço e dos
sistemas prediais estejam de acordo com o plano de necessidades. Muitas vezes, em edificações
de uso comercial, as cozinhas são utilizadas como espaço de convivência, onde os funcionários
da empresa se reúnem durante um intervalo para conversarem, ou algumas vezes são locais
voltados para apenas armazenamento de alimentos e destinado a preparação de refeições. Logo
é muito interessante saber qual será o uso destinado para assim poder melhor prever como deve
ser projetado esse ambiente.

29
A construção dos banheiros e cozinhas fora da obra, pode ser feita com diferentes
sistemas construtivos. Entretanto, neste trabalho apenas serão abordados sistemas e técnicas
construtivas presentes no Brasil e que possibilitem ao módulo após pronto ser unido aos
elementos estruturais do prédio. Os principais elementos estruturais encontrados em um prédio
podem ser observados na figura 8.
Figura 8: Principais elementos estruturas de um edifício.
Fonte: Alva, 2007.
Dentre os diferentes sistemas construtivos que servem para a construção dos módulos
dos banheiros e copas, destacam-se: o drywall, o concreto armado e o Light Steel Frame. Além
destes sistemas, existem alguns outros, que não serão abordados em detalhes, são eles: o
monobloco de GFRC (Glass Fiber Reinforced Concrete – Concreto reforçado com fibra de
vidro), o bloco de concreto autoclavado, os painéis pré-fabricados alveolares, dentre outros
(LOPES, 2005).
30
3.1 Sistemas construtivos
3.1.1 Drywall
O sistema drywall já é amplamente conhecido e aceito na construção civil brasileira. O
termo drywall é usual nos Estados Unidos, e é utilizado no Brasil para referir-se a divisórias de
gesso acartonado. Segundo o Eng. Luiz Antonio Filho, em artigo publicado na Associação
Brasileira do Drywall, a tecnologia drywall cumpre com todos os requisitos de termoacústica,
resistência mecânica e comportamento ao fogo presentes na Norma de Desempenho de
Edificações, NBR 15575 (ABNT, 2013). Além disso, este sistema substitui a alvenaria de
vedação convencional que é feita com tijolos ou blocos, e argamassa composta de cimento,
areia e água. O sistema drywall é composto por uma série de componentes e materiais, sendo
eles: uma estrutura metálica, feita com perfis de aço galvanizado, chapas de vedação feitas de
gesso acartonado, painéis OSB ou placas cimentícias, componentes de fixação para as chapas
e para os perfis metálicos, materiais para tratamento das juntas e materiais de isolamento
termoacústico inseridos no interior da divisória (DINIZ; RODRIGUES; KOVACS, 2014).
Segundo o Instituto Brasileiro de Desenvolvimento da Arquitetura (IBDA), o drywall
apresenta algumas vantagens, que são:
Facilidade e agilidade para construir e reformar;
Adaptável às estruturas de concreto, aço e madeira;
Redução do peso próprio quando comparado a outros sistemas construtivos,
devido a utilização de materiais leves;
Possível redução do custo da obra;
Possibilita a utilização de materiais isolantes no seu interior;
Maior facilidade de realizar as instalações hidrossanitárias e elétricas;
Aceita vários tipos de materiais sobre a sua superfície: tintas PVA e acrílica,
papel de parede, tecidos, texturas, cerâmica e pastilha de vidro.
A estrutura deste sistema é constituída de uma estrutura metálica, que é composta por
guias e montantes de aço. Os montantes são em forma de “C” e são dispostos verticalmente na
estruturação de paredes. Já as guias são em forma de “U” e são utilizados na horizontal, na
estruturação de forros e paredes (KNAUF DRYWALL, 2014).
31
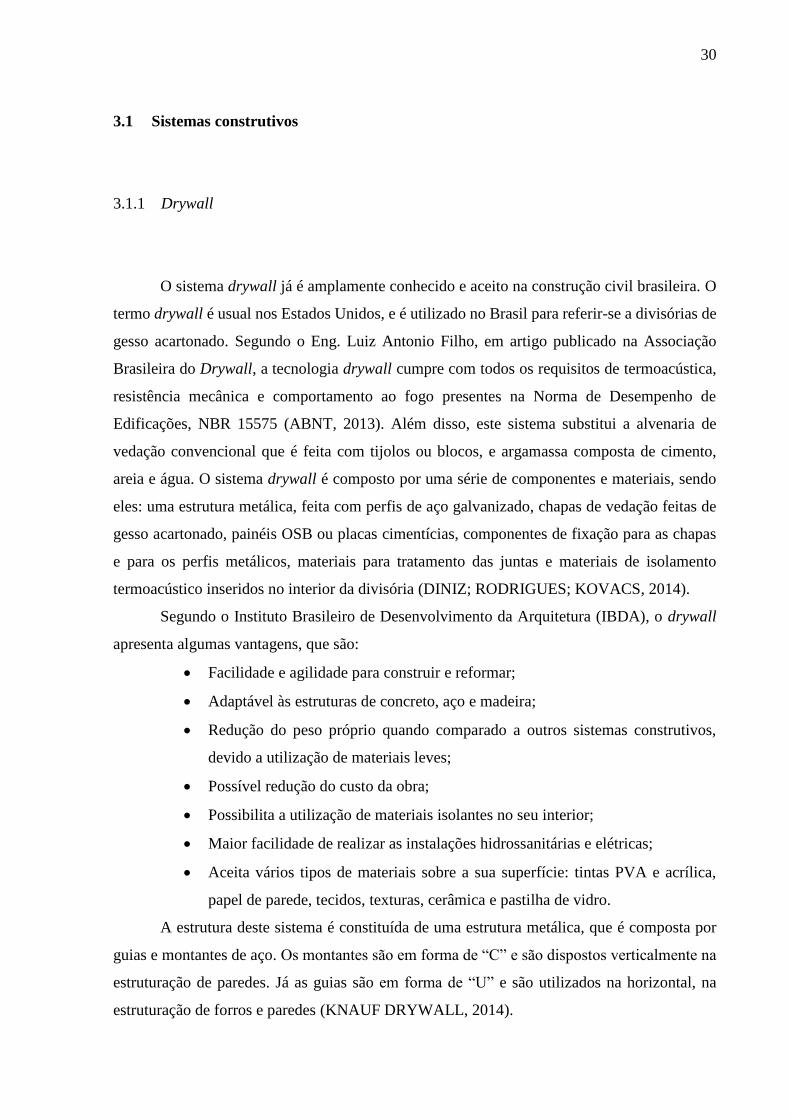
As chapas, ou placas, que são fixadas nessa estrutura metálica, podem ser duplas ou
simples. Essas chapas estão disponíveis no mercado em diversas espessuras. Além das chapas
e da estrutura metálica, outro elemento que pode ser inserido nos vãos livres e aumentar o
isolamento térmico e acústico é a lã de vidro. Além deste material, existem alguns outros
materiais que também são adequados para este fim, como por exemplo a lã de rocha. O sistema
drywall já tem um bom desempenho termoacústico devido à formação de um colchão de ar no
interior da estrutura; entretanto a adição da lã permite melhorar este desempenho. Todos os
itens presentes na instalação em drywall podem ser observados na figura 9 que mostra uma
parede feita com este sistema (DINIZ; RODRIGUES; KOVACS, 2014).
Figura 9: Exemplo de construção de parede em drywall.
Fonte: Revista Arquitetura e Construção, 2014.
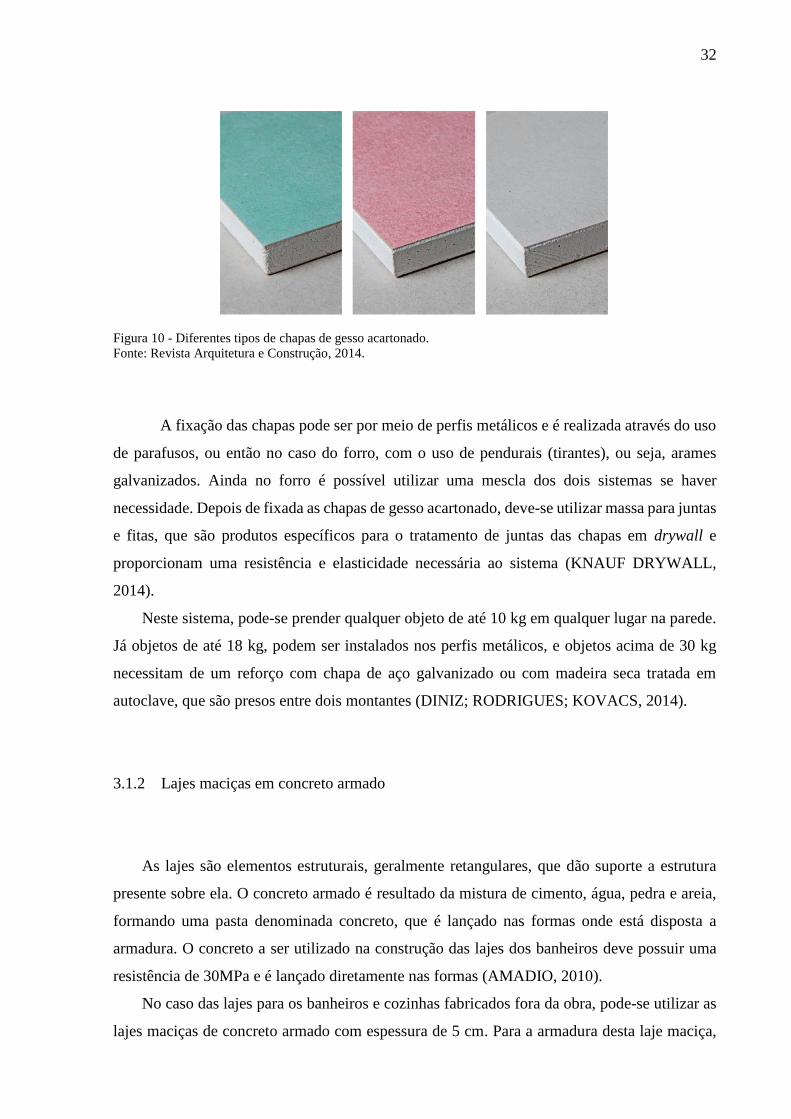
As placas fixadas na estrutura metálica mostradas acima, podem ser feitas de gesso
acartonado. Estas placas possuem seu miolo de gesso e a face de papel cartão, e vêm com uma
das faces em diferentes cores (Figura 10). A chapa na cor verde pode ser utilizada em áreas
úmidas, devido ter fungicidas e silicone misturados ao gesso. A chapa rosa é resistente ao fogo,
devido ter fibra de vidro presente na composição. A chapa branca é a chapa básica e é utilizada
em forros e em paredes de ambientes secos. Além das chapas feitas de gesso acartonado, ainda
existem as chapas cimentícias, que são usadas para áreas externas.
32
Figura 10 - Diferentes tipos de chapas de gesso acartonado.
Fonte: Revista Arquitetura e Construção, 2014.
A fixação das chapas pode ser por meio de perfis metálicos e é realizada através do uso
de parafusos, ou então no caso do forro, com o uso de pendurais (tirantes), ou seja, arames
galvanizados. Ainda no forro é possível utilizar uma mescla dos dois sistemas se haver
necessidade. Depois de fixada as chapas de gesso acartonado, deve-se utilizar massa para juntas
e fitas, que são produtos específicos para o tratamento de juntas das chapas em drywall e
proporcionam uma resistência e elasticidade necessária ao sistema (KNAUF DRYWALL,
2014).
Neste sistema, pode-se prender qualquer objeto de até 10 kg em qualquer lugar na parede.
Já objetos de até 18 kg, podem ser instalados nos perfis metálicos, e objetos acima de 30 kg
necessitam de um reforço com chapa de aço galvanizado ou com madeira seca tratada em
autoclave, que são presos entre dois montantes (DINIZ; RODRIGUES; KOVACS, 2014).
3.1.2 Lajes maciças em concreto armado
As lajes são elementos estruturais, geralmente retangulares, que dão suporte a estrutura
presente sobre ela. O concreto armado é resultado da mistura de cimento, água, pedra e areia,
formando uma pasta denominada concreto, que é lançado nas formas onde está disposta a
armadura. O concreto a ser utilizado na construção das lajes dos banheiros deve possuir uma
resistência de 30MPa e é lançado diretamente nas formas (AMADIO, 2010).
No caso das lajes para os banheiros e cozinhas fabricados fora da obra, pode-se utilizar as
lajes maciças de concreto armado com espessura de 5 cm. Para a armadura desta laje maciça,
33
pode ser utilizada a tela soldada de aço CA-50 de 5 mm e de malha 10 por 10 cm (AMADIO,
2010). Esta tela soldada nervurada é disponibilizada pela empresa Gerdau, e tem todos os seus
pontos de cruzamento soldados, permitindo um excelente controle da fissuração e uma melhor
ancoragem. Esta malha é ideal para a construção de lajes em concreto armado (GERDAU,
2015). Em locais onde se tem a presença de vãos, como por exemplo, nas portas, deve-se
realizar um reforço com vergalhões CA-60 com bitolas de 6 e 10 mm (AMADIO, 2010).
Para a execução desta laje, que é realizada fora do canteiro de obra, são utilizadas formas
metálicas em forma de mesa, que permitem moldar as lajes nas dimensões necessárias. Quando
disposta a armadura, deve-se atentar para colocar a quantidade de espaçadores necessária, para
garantir o cobrimento do concreto e evitar a exposição e corrosão do aço (GIRIBOLA, 2013).
Depois de realizada a concretagem da laje, é necessário esperar que a laje alcance uma
resistência mínima de 8MPa para que seja possível desformar. A fim de acelerar o processo de
cura, as lajes podem ser aquecidas (AMADIO, 2010).
3.1.3 Light Steel Frame (LSF)
O sistema Light Steel Frame (LSF) é um sistema estrutural, composto por uma estrutura
metálica em aço galvanizado, vedado por chapas de gesso acartonado, no caso de ser vedação
interna, ou por painéis OSB ou placas cimentícias para vedação externa. Apesar deste sistema
apresentar semelhanças ao drywall, conceitualmente estes dois sistemas possuem
características bem particulares. O drywall é um sistema de vedação, não estrutural como o
LSF, e possui uma estrutura em aço galvanizado com uma espessura menor do que a utilizada
no LSF. Segundo Freitas e Crasto (2006), Frame é o esqueleto estrutural e serve para dar
suporte e forma a edificação, e Light e Steel significam leve e aço respectivamente. Este sistema
substitui a concepção estrutural convencional e utiliza perfis de aço galvanizado dobrados a frio
(TERNI ET AL.,2008). O LSF é composto não apenas pela estrutura, muitos outros elementos
fazem parte do sistema, como a vedação interna e externa, o isolamento termoacústico, a
fundação, as instalações elétricas e hidráulicas (FREITAS; CRASTO, 2006).
Segundo Santiago e Araújo (2008), este sistema apresenta algumas vantagens. O sistema
utiliza materiais que possuem um baixo peso próprio, ele gera uma redução de desperdício de
material, traz uma maior facilidade na execução de instalações embutidas, possibilita um ganho
34
de área útil construída, traz uma maior organização do espaço de trabalho, possui um simples
sistema de montagem e fechamento, traz uma facilidade de introduzir isolamentos e possibilita
um canteiro mais limpo.
Os tipos de placas cimenticias, que servem para realizar a vedação deste sistema e estão
disponíveis no mercado são: o CRFS (Cimento Reforçado com Fios Sintéticos), que são placas
com cimento Portland, agregados naturais, celulose e fios sintéticos, o GRFC (Glass Fiber
Reinforced Concrete), que são placas feitas com cimento Portland, agregados e fibras de vidro
resistentes a álcalis dispersos na matriz, e as placas com cimento Portland, composta por
agregados leves, reforçadas com telas de fibra de vidro nas superfícies (CICHINELL, 2007).
Este sistema utiliza painéis que são autoportantes e com função estrutural (FREITAS;
CASTRO, 2006). Os esforços gerados pela edificação são distribuídos pela estrutura. Logo, no
projeto de fechamento em Light Steel Frame, é necessário realizar um levantamento das cargas
que o fechamento estará sujeito e qual é a amplitude destes deslocamentos (SANTIAGO;
ARAUJO, 2008). Além disso, podem ser construídas paredes que não tem função estrutural,
podendo ser alteradas no momento em que for necessário, sem a necessidade de realizar um
reforço estrutural.
Este sistema também pode compor lajes leves e assim constituir uma estrutura leve e
monolítica desde o piso até o forro. As lajes feitas em LSF podem ser secas ou mistas. Na laje
seca, os painéis são distribuídos diretamente sobre o vigamento metálico e diferentes
revestimentos podem ser aplicados sobre os painéis. Já na laje mista, adiciona-se um contrapiso
de argamassa de 3 a 4 cm, que é reforçado com fibras de Polipropileno ou fibras de aço. Neste
tipo de laje além dos diferentes materiais que podem ser aplicados nas lajes secas, pode-se
aplicar porcelanatos, cerâmicas, entre outros. O LSF é um sistema composto por diversos
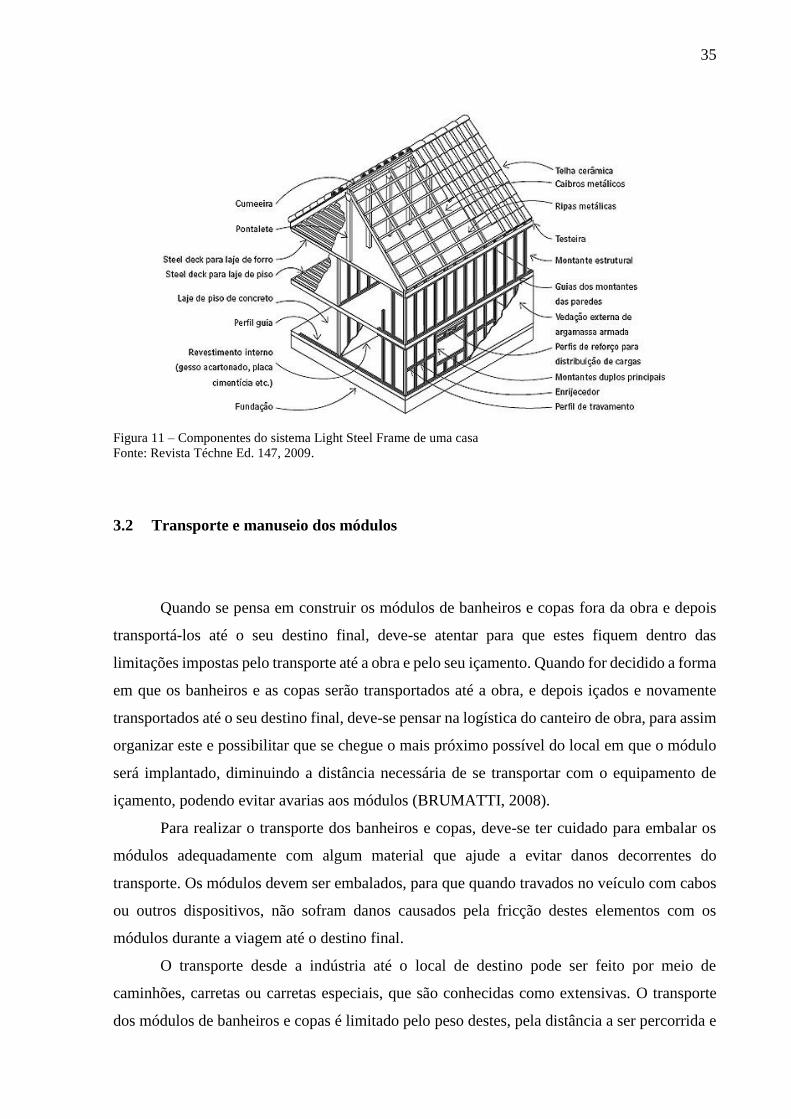
componentes, que são mostrados na figura 11 de uma casa feita neste sistema.
35
Figura 11 – Componentes do sistema Light Steel Frame de uma casa
Fonte: Revista Téchne Ed. 147, 2009.
3.2 Transporte e manuseio dos módulos
Quando se pensa em construir os módulos de banheiros e copas fora da obra e depois
transportá-los até o seu destino final, deve-se atentar para que estes fiquem dentro das
limitações impostas pelo transporte até a obra e pelo seu içamento. Quando for decidido a forma
em que os banheiros e as copas serão transportados até a obra, e depois içados e novamente
transportados até o seu destino final, deve-se pensar na logística do canteiro de obra, para assim
organizar este e possibilitar que se chegue o mais próximo possível do local em que o módulo
será implantado, diminuindo a distância necessária de se transportar com o equipamento de
içamento, podendo evitar avarias aos módulos (BRUMATTI, 2008).
Para realizar o transporte dos banheiros e copas, deve-se ter cuidado para embalar os
módulos adequadamente com algum material que ajude a evitar danos decorrentes do
transporte. Os módulos devem ser embalados, para que quando travados no veículo com cabos
ou outros dispositivos, não sofram danos causados pela fricção destes elementos com os
módulos durante a viagem até o destino final.
O transporte desde a indústria até o local de destino pode ser feito por meio de
caminhões, carretas ou carretas especiais, que são conhecidas como extensivas. O transporte
dos módulos de banheiros e copas é limitado pelo peso destes, pela distância a ser percorrida e
36
pelas dimensões das peças. O principal problema neste caso seria a largura e a altura do módulo.
Os limites de dimensão para os veículos, são limitadas pelo CONTRAN, na resolução 12 de
1998 a 2,60 metros de largura e 4,40 metros de altura, sendo que a altura útil é de em torno de
3,30 metros. Só é possível exceder essa largura caso consulte o órgão ou concessionária
responsável pelo trecho, e eles liberem o transporte e realizem escoltas que visam garantir a
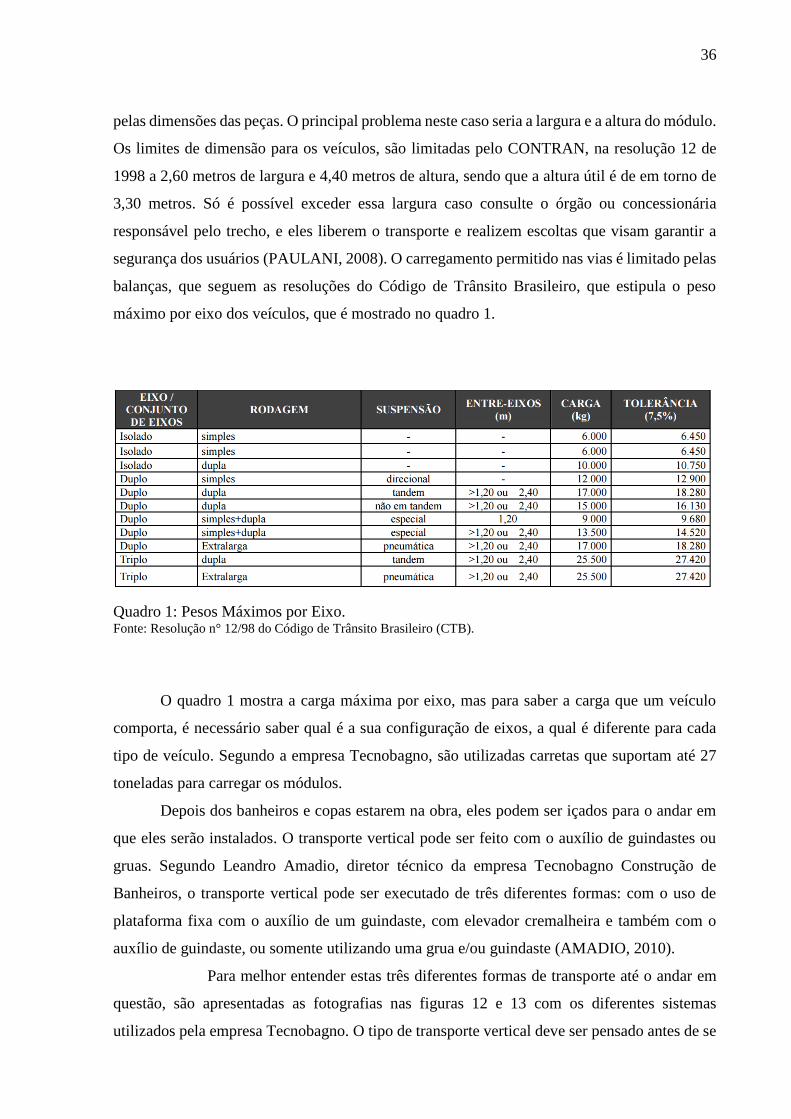
segurança dos usuários (PAULANI, 2008). O carregamento permitido nas vias é limitado pelas
balanças, que seguem as resoluções do Código de Trânsito Brasileiro, que estipula o peso
máximo por eixo dos veículos, que é mostrado no quadro 1.
Quadro 1: Pesos Máximos por Eixo. Fonte: Resolução n° 12/98 do Código de Trânsito Brasileiro (CTB).
O quadro 1 mostra a carga máxima por eixo, mas para saber a carga que um veículo
comporta, é necessário saber qual é a sua configuração de eixos, a qual é diferente para cada
tipo de veículo. Segundo a empresa Tecnobagno, são utilizadas carretas que suportam até 27
toneladas para carregar os módulos.
Depois dos banheiros e copas estarem na obra, eles podem ser içados para o andar em
que eles serão instalados. O transporte vertical pode ser feito com o auxílio de guindastes ou
gruas. Segundo Leandro Amadio, diretor técnico da empresa Tecnobagno Construção de
Banheiros, o transporte vertical pode ser executado de três diferentes formas: com o uso de
plataforma fixa com o auxílio de um guindaste, com elevador cremalheira e também com o
auxílio de guindaste, ou somente utilizando uma grua e/ou guindaste (AMADIO, 2010).
Para melhor entender estas três diferentes formas de transporte até o andar em
questão, são apresentadas as fotografias nas figuras 12 e 13 com os diferentes sistemas
utilizados pela empresa Tecnobagno. O tipo de transporte vertical deve ser pensado antes de se
37
começar a construir, para que sejam atendidas as necessidades de transporte vertical de
materiais e equipamentos do prédio. Além da necessidade de içamento das cozinhas e dos
banheiros até o seu destino.
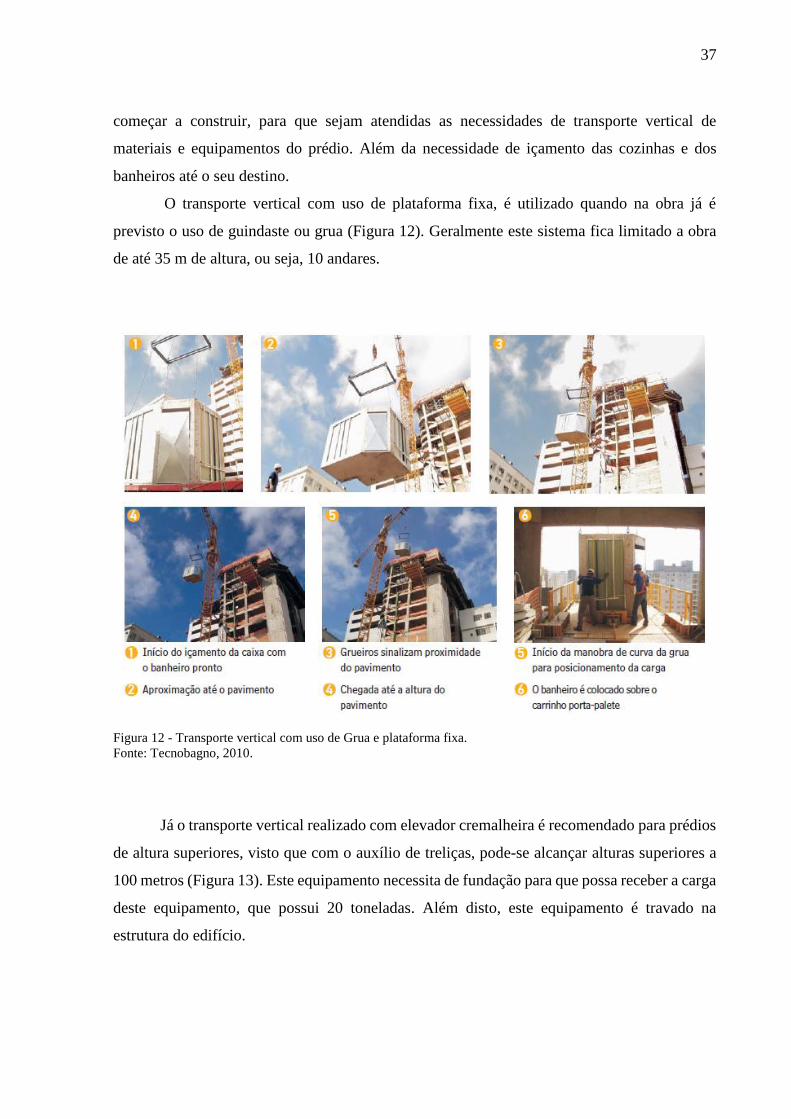
O transporte vertical com uso de plataforma fixa, é utilizado quando na obra já é
previsto o uso de guindaste ou grua (Figura 12). Geralmente este sistema fica limitado a obra
de até 35 m de altura, ou seja, 10 andares.
Figura 12 - Transporte vertical com uso de Grua e plataforma fixa.
Fonte: Tecnobagno, 2010.
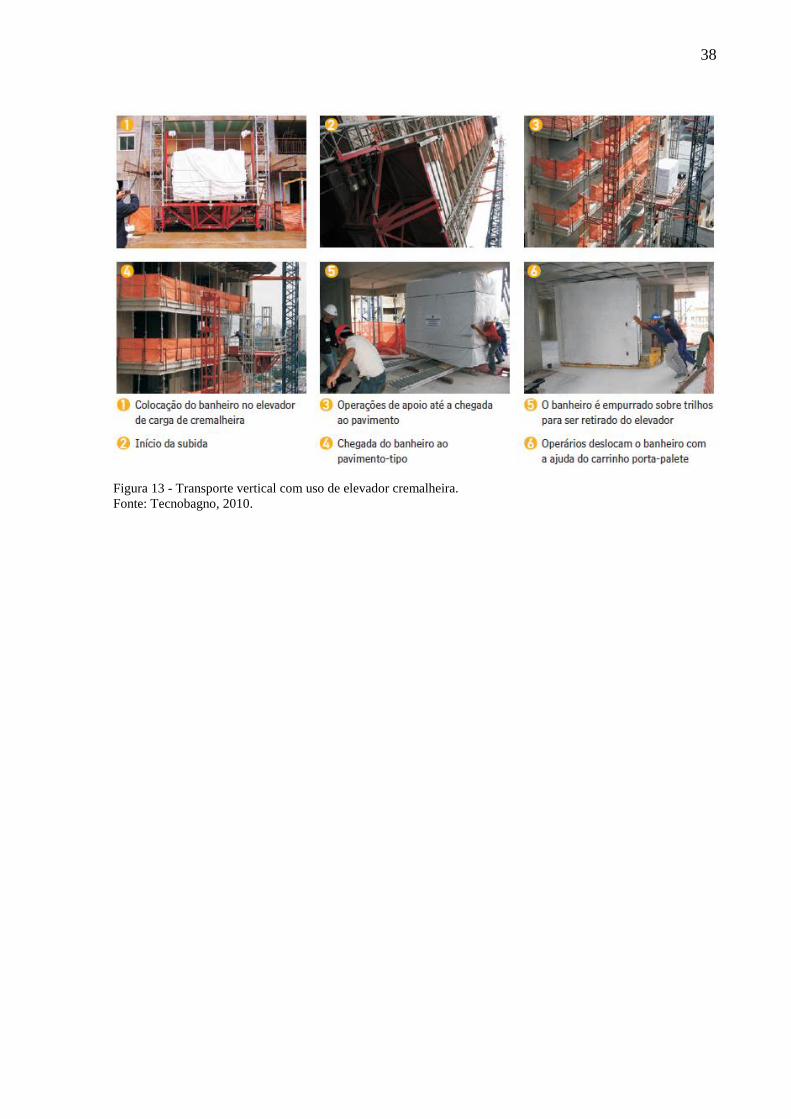
Já o transporte vertical realizado com elevador cremalheira é recomendado para prédios
de altura superiores, visto que com o auxílio de treliças, pode-se alcançar alturas superiores a
100 metros (Figura 13). Este equipamento necessita de fundação para que possa receber a carga
deste equipamento, que possui 20 toneladas. Além disto, este equipamento é travado na
estrutura do edifício.
38
Figura 13 - Transporte vertical com uso de elevador cremalheira.
Fonte: Tecnobagno, 2010.

39
4 INSTALAÇÕES PREDIAIS
As instalações prediais estão presentes nas construções a fim de trazer recursos tais
como água, energia elétrica e gás. Nos módulos de cozinhas e banheiros pré-fabricados, estas
instalações de água, eletricidade e gás já devem ser realizadas dentro da indústria, durante o
processo de fabricação, para quando estes módulos chegarem ao local de destino, tenham suas
instalações hidrossanitárias, elétricas e de gás apenas ligadas às esperas das instalações prediais
já deixadas no local.
Para obter uma qualidade desejada destas instalações, deve-se haver uma
compatibilidade entre o projeto dos módulos e da estrutura, para que estes módulos sejam
facilmente acoplados a estrutura. No desenvolvimento dos projetos hidrossanitários, elétricos e
de gás, deve-se analisar diversos materiais e métodos de instalação, para que seja possível
adotar o mais adequado ao módulo. Cabe ao projetista coletar todas as informações necessárias
e definir as tecnologias e acabamentos que serão adotados.
Logo, neste capítulo, é feita uma revisão a respeito dos diversos sistemas que podem ser
adotados nas instalações prediais e dos diferentes materiais disponíveis no mercado, para que
possa ser discutido e verificado qual seria mais adequado para utilizar nos módulos.
4.1 Instalações hidrossanitárias
As instalações hidrossanitárias devem ser muito bem projetadas a fim de atender a todos
requisitos essenciais para um bom fornecimento de água e para a condução dos efluentes de
esgoto até o seu destino correto. As tubulações devem ser locadas em locais adequados, para
não prejudicar a estabilidade estrutural e para permitir o fácil acesso na necessidade de realizar
algum tipo de reparo na instalação.

40
4.1.1 Instalações prediais de água fria e de água quente.
O projeto de instalações de água fria e de água quente deve ser realizado com muita
cautela, para que a qualidade da água seja preservada e a tubulação conduza a água pela
tubulação dentro dos requisitos estipulados pelas normas técnicas da Associação Brasileira de
Normas Técnicas (ABNT). Deve-se ter atenção ao realizar o dimensionamento da tubulação
para atender aos limites mínimos e máximos de velocidade e pressão, assegurando o bom
funcionamento da tubulação e evitando problemas como ruídos e vazamentos. Para a instalação
de água fria e água quente, os materiais mais comumente utilizados e presentes no mercado
brasileiro são: o PVC, o CPVC, o PPR e o PEX.
4.1.1.1 PVC
A tubulação em PVC é leve e é utilizada na instalação de água fria, podendo trabalhar
numa temperatura máxima de 20°C (TIGRE, 2008). Com a grande disponibilidade de
tubulações e conexões em PVC, este produto se tornou acessível ao mercado podendo ser
encontrado em qualquer loja de materiais de construção.
A tubulação em PVC se divide em duas linhas, a linha roscável e a linha soldável. A
figura 14 mostra estas duas linhas de tubulação:
Figura 14 - (a) Tubo de PVC soldável e (b) tubo de PVC rosqueável.
Fonte: Catálogo Técnico Predial de Água Fria Soldável e Roscável, Tigre, 2008.
Segundo a Tigre em seu Catálogo Técnico Predial de Água Fria Soldável e Roscável
(2008), a linha soldável é fácil de ser instalada. As juntas desta linha são soldadas a frio com o

41
uso de um adesivo plástico, não sendo necessário o uso de ferramentas ou equipamentos
específicos. Esta tubulação apresenta uma excelente durabilidade e resistência a produtos
químicos. Os tubos são comercializados nos comprimentos de 3 e 6 metros e os diâmetros
disponíveis e mais usuais são de 20, 25, 32, 40, 50, 60, 75, 85 e 110 mm. As instruções para a
execução da ligação entre tubos e peças em PVC soldável, segundo o Catálogo Predial da
Amanco (2014), são ilustradas na figura 15.
Figura 15 - (a) Preparo dos tubos e conexões, (b) Limpeza das superfícies com solução limpadora, (c) Aplicação
de adesivo plástico na parte interna da conexão e na parte externa do tubo. (d) Encaixe das peças sem torcer, (e)
Remoção do excesso de adesivo plástico.
Fonte: Catálogo Predial Amanco, 2014.
Já a linha roscável serve para obras em que ao longo do período construtivo será
necessário desmontar ou modificar a instalação de água e também em casos onde pode ser
necessário realizar a reparação da linha. Além de possuir uma ótima resistência química, a linha
roscável facilita a remontagem do sistema com grande agilidade. As paredes desta linha são
mais espessas quando comparadas à linha soldável, melhorando seu desempenho em tubulações
aparentes que devem resistir a eventuais choques que venham a ocorrer. Os tubos também são
fornecidos em 3 e 6 metros e os diâmetros disponíveis mais usuais são de ½”, ¾”, 1”, 1 ¼”,
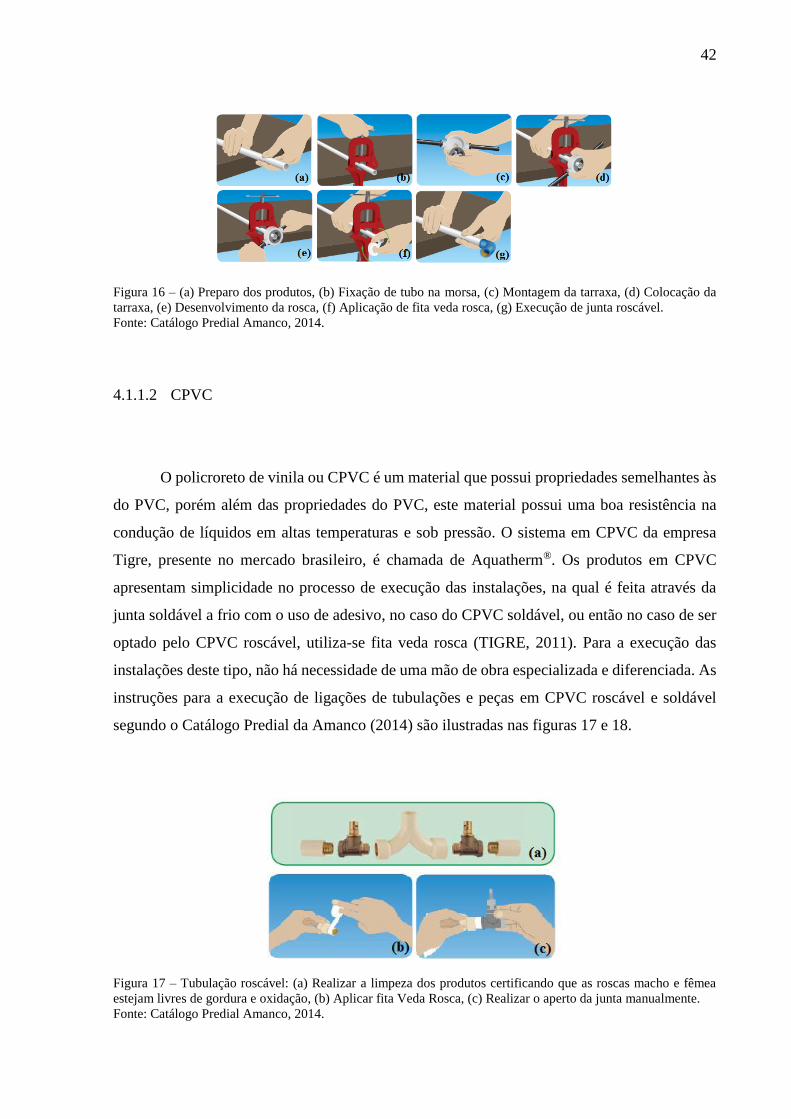
1½” e 2” (TIGRE, 2008). As instruções para a execução da ligação entre tubos e peças em PVC
roscável, segundo o Catálogo Predial da Amanco de 2014, são ilustradas na figura 16.
42
Figura 16 – (a) Preparo dos produtos, (b) Fixação de tubo na morsa, (c) Montagem da tarraxa, (d) Colocação da
tarraxa, (e) Desenvolvimento da rosca, (f) Aplicação de fita veda rosca, (g) Execução de junta roscável.
Fonte: Catálogo Predial Amanco, 2014.
4.1.1.2 CPVC
O policroreto de vinila ou CPVC é um material que possui propriedades semelhantes às
do PVC, porém além das propriedades do PVC, este material possui uma boa resistência na
condução de líquidos em altas temperaturas e sob pressão. O sistema em CPVC da empresa
Tigre, presente no mercado brasileiro, é chamada de Aquatherm®. Os produtos em CPVC
apresentam simplicidade no processo de execução das instalações, na qual é feita através da
junta soldável a frio com o uso de adesivo, no caso do CPVC soldável, ou então no caso de ser
optado pelo CPVC roscável, utiliza-se fita veda rosca (TIGRE, 2011). Para a execução das
instalações deste tipo, não há necessidade de uma mão de obra especializada e diferenciada. As
instruções para a execução de ligações de tubulações e peças em CPVC roscável e soldável
segundo o Catálogo Predial da Amanco (2014) são ilustradas nas figuras 17 e 18.
Figura 17 – Tubulação roscável: (a) Realizar a limpeza dos produtos certificando que as roscas macho e fêmea
estejam livres de gordura e oxidação, (b) Aplicar fita Veda Rosca, (c) Realizar o aperto da junta manualmente.
Fonte: Catálogo Predial Amanco, 2014.

43
Figura 18 -Tubulação soldável: (a) Realizar a limpeza dos produtos e depois cortar tubos no esquadro com auxílio
de tesoura apropriada, (b) Aplicar adesivo plástico na conexão e no tubo, (c) Encaixar as duas peças e dar ¼ de
volta e pressioná-las por 30 segundos e deixar secar.
Fonte: Catálogo Predial Amanco, 2014.
Além das vantagens apresentadas anteriormente, as juntas realizadas na tubulação em
CPVC apresentam uma alta resistência e estanqueidade. Este material é totalmente atóxico e
demonstra uma grande durabilidade e resistência a corrosão, não transmitindo nenhum gosto à
água. Ainda, devido as paredes da tubulação serem lisas, a tubulação não sofre com incrustações
internas, garantindo que não ocorra uma redução do diâmetro da tubulação ao longo de sua vida
(TIGRE, 2011).
Este material isenta a necessidade de isolamento térmico para tubulações de até 20 m
de comprimento, visto que o material possui uma baixa condutibilidade térmica. O CPVC
possui a menor perda de calor entre os materiais utilizados em instalações prediais de água
quente e é recomendado para operar na temperatura de serviço de 80°C conduzindo água sob a
pressão de 60 m.c.a. e suportando picos de temperaturas de 95°C. Os diâmetros disponíveis e
mais utilizados neste material são DN 15, 22, 28, 35, 42, 54, 73, 89 e 114. Além disso, é
importante lembrar que todos os materiais estão sujeitos a dilatação térmica, sendo importante
evitar trechos longos retilíneos entre dois pontos fixos. Entretanto, se não for possível evitar
estes trechos longos, é possível utilizar juntas de expansão ou liras, que permitem a expansão
da tubulação devido a dilatação térmica (TIGRE, 2011). Estes dispositivos estão representados
nas figuras 19 e 20.
Figura 19 - Desenho explicativo de uma Lira.
Fonte: Catálogo Técnico Predial Aquatherm® Tigre, 2011.

44
Figura 20 - Junta de Expansão Aquatherm®.
Fonte: Catálogo Técnico Predial Aquatherm® Tigre, 2011.
4.1.1.3 PPR
Desenvolvida pelos europeus, o polipropileno (PPR) é uma resina poliolefinica,
composta principalmente por petróleo. Países como Itália e Alemanha utilizam este tipo de
material há mais de 30 anos para água quente. Os diâmetros disponíveis mais usuais são de 20,
25, 32, 40, 50, 63, 75 e 90 mm (TIGRE, 2012). O quadro 2 mostra a comparação dos diâmetros
entre os diferentes sistemas utilizados pela Tigre.
Quadro 2: Comparativo de diâmetros PPR, Soldável, Roscável e Aquatherm®. Fonte: Catálogo Técnico PPR Termofusão, Tigre, 2012.
O produto feito desse material e que possui maior resistência a alta temperatura, a alta
pressão e maior durabilidade é o Polipropileno Copolímero Random – Tipo 3. A utilização do
PPR proporciona uma boa resistência a impactos, um maior isolamento acústico, além de
suportar altas temperaturas e possui as paredes internas extremamente lisas, proporcionando
instalações sem incrustações. Além disso, este produto garante uma baixa perda de calor, não
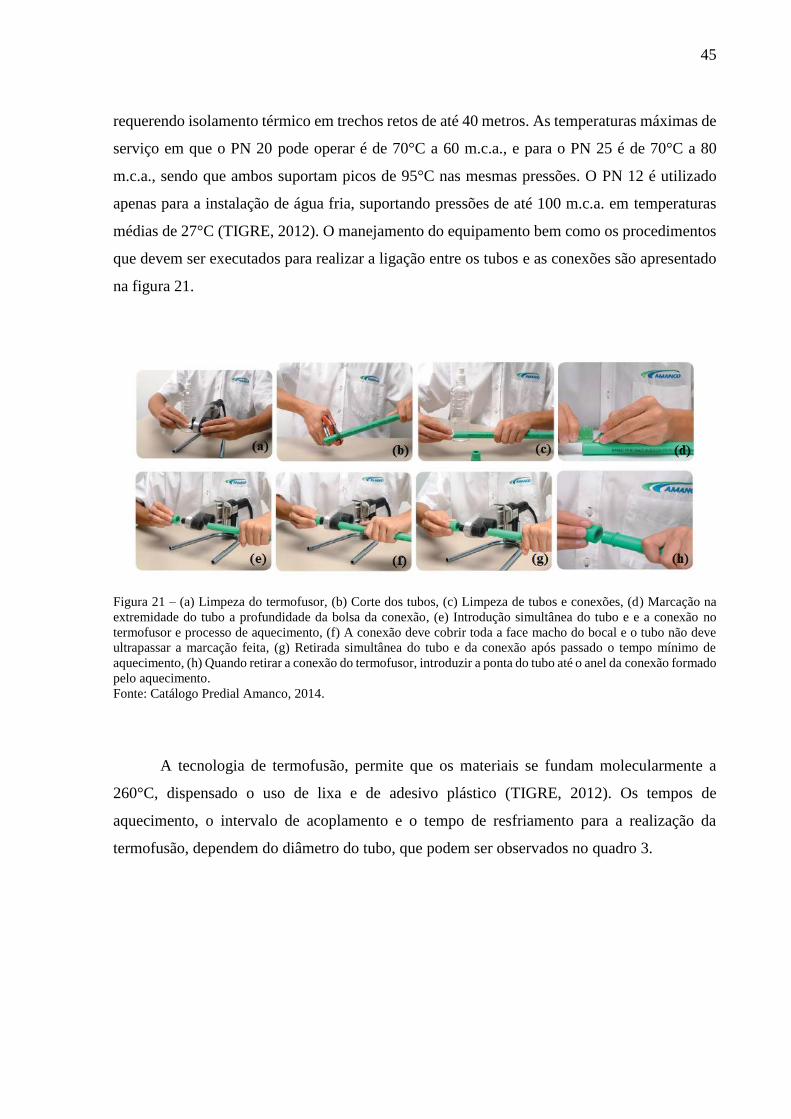
45
requerendo isolamento térmico em trechos retos de até 40 metros. As temperaturas máximas de
serviço em que o PN 20 pode operar é de 70°C a 60 m.c.a., e para o PN 25 é de 70°C a 80
m.c.a., sendo que ambos suportam picos de 95°C nas mesmas pressões. O PN 12 é utilizado
apenas para a instalação de água fria, suportando pressões de até 100 m.c.a. em temperaturas
médias de 27°C (TIGRE, 2012). O manejamento do equipamento bem como os procedimentos
que devem ser executados para realizar a ligação entre os tubos e as conexões são apresentado
na figura 21.
Figura 21 – (a) Limpeza do termofusor, (b) Corte dos tubos, (c) Limpeza de tubos e conexões, (d) Marcação na
extremidade do tubo a profundidade da bolsa da conexão, (e) Introdução simultânea do tubo e e a conexão no
termofusor e processo de aquecimento, (f) A conexão deve cobrir toda a face macho do bocal e o tubo não deve
ultrapassar a marcação feita, (g) Retirada simultânea do tubo e da conexão após passado o tempo mínimo de
aquecimento, (h) Quando retirar a conexão do termofusor, introduzir a ponta do tubo até o anel da conexão formado
pelo aquecimento.
Fonte: Catálogo Predial Amanco, 2014.
A tecnologia de termofusão, permite que os materiais se fundam molecularmente a
260°C, dispensado o uso de lixa e de adesivo plástico (TIGRE, 2012). Os tempos de
aquecimento, o intervalo de acoplamento e o tempo de resfriamento para a realização da
termofusão, dependem do diâmetro do tubo, que podem ser observados no quadro 3.
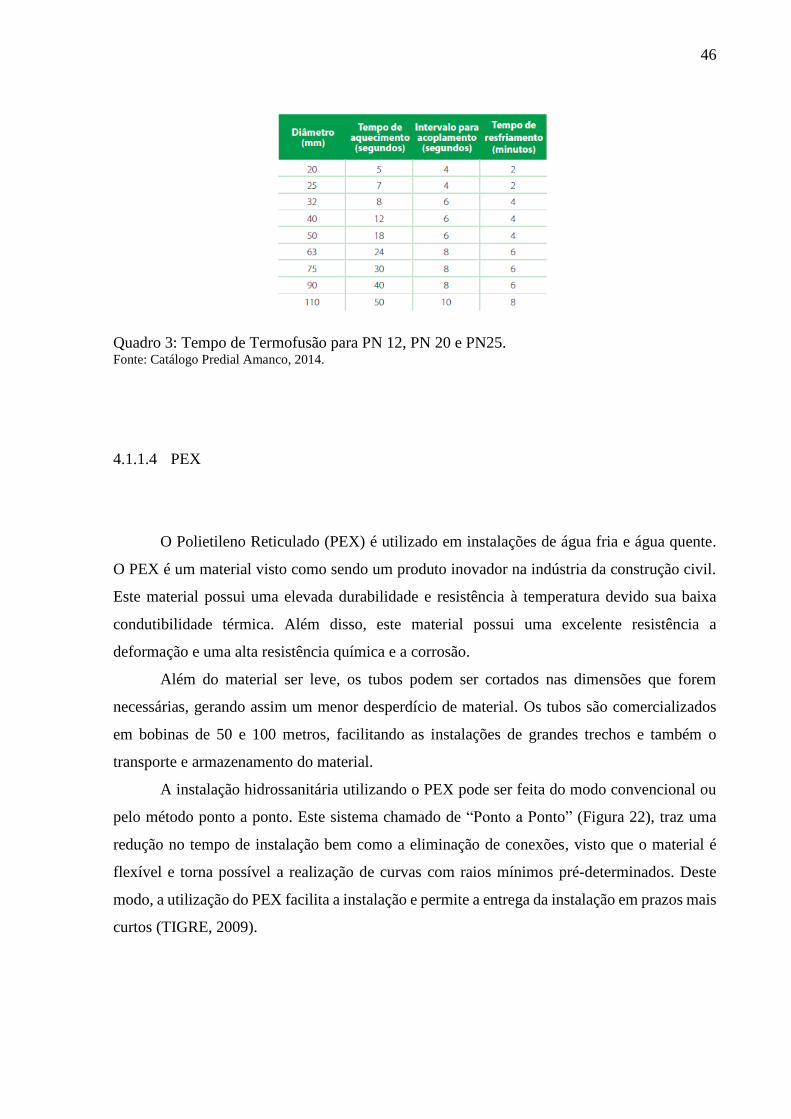
46
Quadro 3: Tempo de Termofusão para PN 12, PN 20 e PN25. Fonte: Catálogo Predial Amanco, 2014.
4.1.1.4 PEX
O Polietileno Reticulado (PEX) é utilizado em instalações de água fria e água quente.
O PEX é um material visto como sendo um produto inovador na indústria da construção civil.
Este material possui uma elevada durabilidade e resistência à temperatura devido sua baixa
condutibilidade térmica. Além disso, este material possui uma excelente resistência a
deformação e uma alta resistência química e a corrosão.
Além do material ser leve, os tubos podem ser cortados nas dimensões que forem
necessárias, gerando assim um menor desperdício de material. Os tubos são comercializados
em bobinas de 50 e 100 metros, facilitando as instalações de grandes trechos e também o
transporte e armazenamento do material.
A instalação hidrossanitária utilizando o PEX pode ser feita do modo convencional ou
pelo método ponto a ponto. Este sistema chamado de “Ponto a Ponto” (Figura 22), traz uma
redução no tempo de instalação bem como a eliminação de conexões, visto que o material é
flexível e torna possível a realização de curvas com raios mínimos pré-determinados. Deste
modo, a utilização do PEX facilita a instalação e permite a entrega da instalação em prazos mais
curtos (TIGRE, 2009).
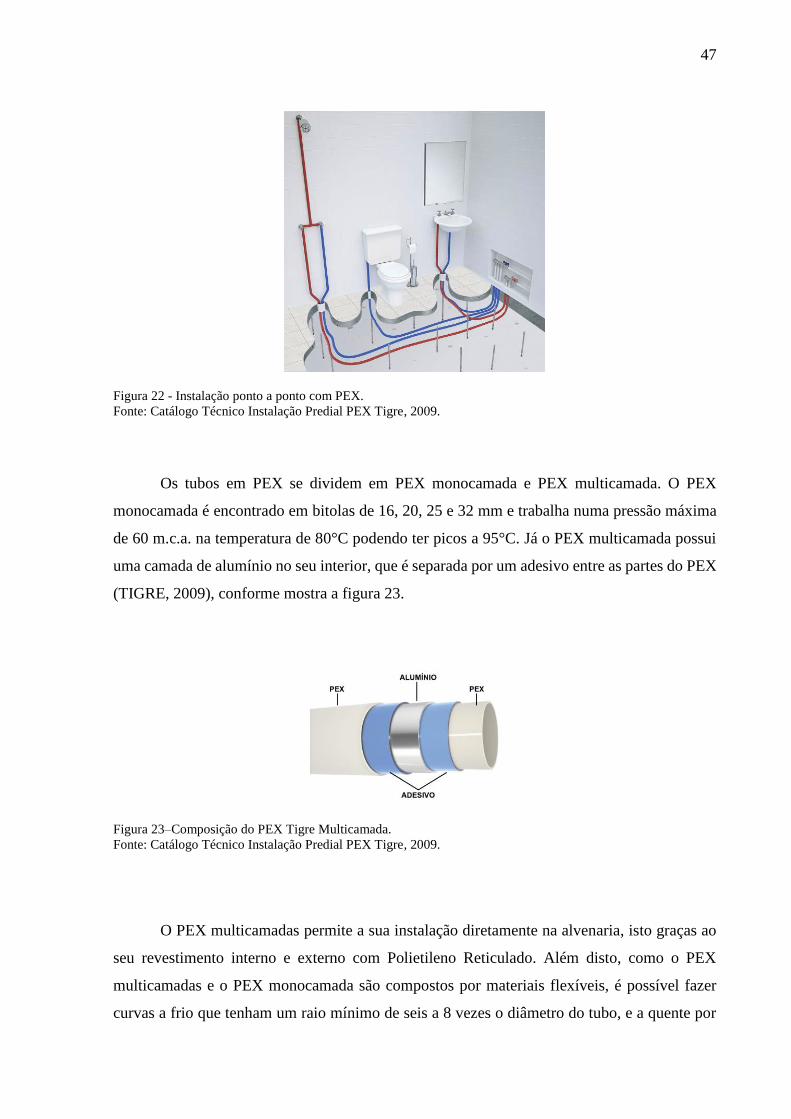
47
Figura 22 - Instalação ponto a ponto com PEX.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
Os tubos em PEX se dividem em PEX monocamada e PEX multicamada. O PEX
monocamada é encontrado em bitolas de 16, 20, 25 e 32 mm e trabalha numa pressão máxima
de 60 m.c.a. na temperatura de 80°C podendo ter picos a 95°C. Já o PEX multicamada possui
uma camada de alumínio no seu interior, que é separada por um adesivo entre as partes do PEX
(TIGRE, 2009), conforme mostra a figura 23.
Figura 23–Composição do PEX Tigre Multicamada.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
O PEX multicamadas permite a sua instalação diretamente na alvenaria, isto graças ao
seu revestimento interno e externo com Polietileno Reticulado. Além disto, como o PEX
multicamadas e o PEX monocamada são compostos por materiais flexíveis, é possível fazer
curvas a frio que tenham um raio mínimo de seis a 8 vezes o diâmetro do tubo, e a quente por

48
volta de duas vezes e meia. O interior do tubo é liso, gerando uma redução nas perdas de carga
devido o comprimento da tubulação. A utilização do PEX na tubulação de água quente também
esta sujeita a dilatação térmica, que deve ser considerada neste tipo de instalação. No caso de a
instalação ser embutida na parede, a dilatação já é compensada no tubo bainha, que serve
também para o isolamento térmico. Nas instalações que não são embutidas na parede, deve-se
realizar a instalação com expansão por meio de lira ou por meio de um trecho flexível. (TIGRE,
2009).
A instalação da linha PEX é realizada com o auxílio do cortador de tubos, do alicate
crimpador, de anéis de crimpagem, do chanfrador e do curvador. O uso destes equipamentos é
descrito na figura 24, que mostra os procedimentos para a execução da linha PEX.
Figura 24 – (a) Colocar Anéis de Crimpagem, (b) Alicate Grimpador pronto para uso, (c) Cortar o tubo, (d) Inserir
o calibrador/chanfrador dentro do tubo e girar no sentido horário para fazer o chanfro no tubo, (e) Chanfro
realizado, (f) Inserir tubo na conexão até que apareça no furo de checagem, (g) Realizar a crimpagem da conexão,
(h) Grimpagem realizada, (i) Uso alternativo do curvador para dobrar tubo em vez de usar conexões.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
Diferentemente do PEX multicamada, o PEX monocamada não pode ser embutido
direto na alvenaria, sendo necessário o uso de tubo bainha que protege a tubulação que fica
dentro deste. Essa pratica permite a fácil substituição de um tubo no sistema sem que seja
necessário quebrar a parede. Basta desligar o tubo do distribuidor e retirar o tubo pela saída do
ponto de água, e depois pode-se inserir uma nova tubulação. Ao longo dos tubos bainha utiliza-
se lubrificante, tornando desnecessário considerar a dilatação térmica da tubulação. Para o
sistema de distribuição de água, existem distribuidores modulares de 2 e 3 saídas. Entretanto,
se haver necessidade de mais saídas, basta conectar mais outro distribuidor até que a quantidade
de saídas seja suficiente para abastecer todos os pontos de água, como é mostrado na figura 25.
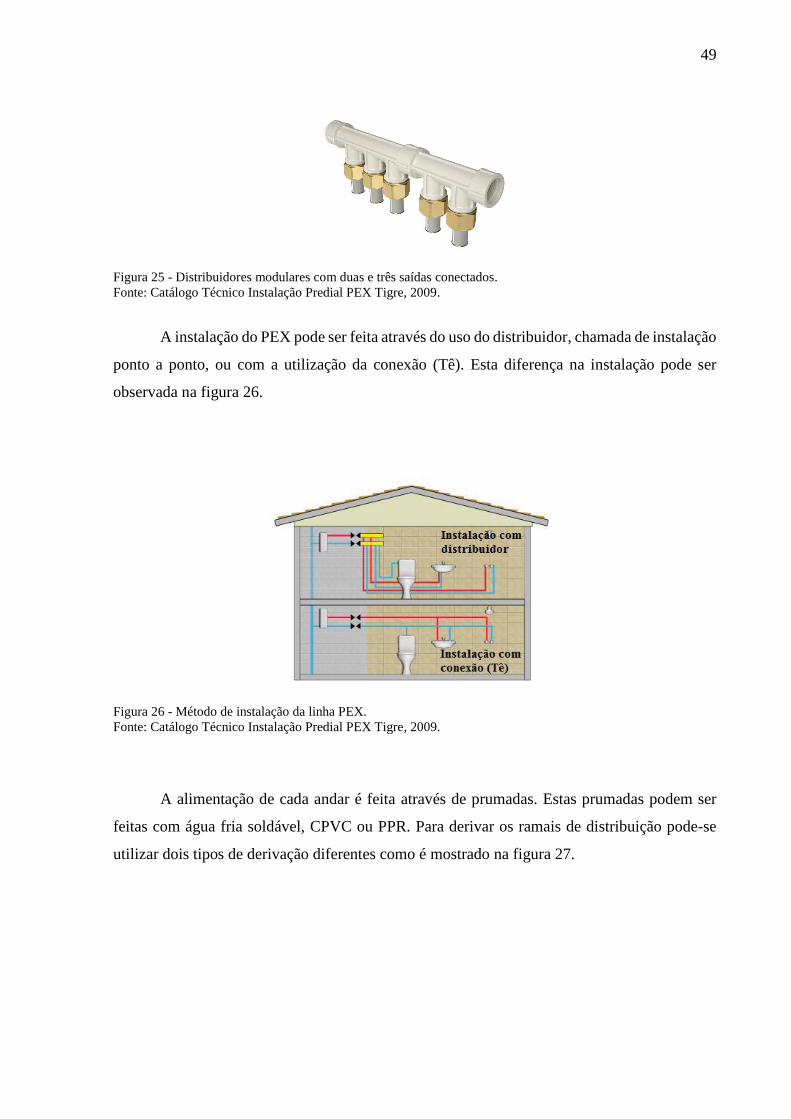
49
Figura 25 - Distribuidores modulares com duas e três saídas conectados.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
A instalação do PEX pode ser feita através do uso do distribuidor, chamada de instalação
ponto a ponto, ou com a utilização da conexão (Tê). Esta diferença na instalação pode ser
observada na figura 26.
Figura 26 - Método de instalação da linha PEX.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
A alimentação de cada andar é feita através de prumadas. Estas prumadas podem ser
feitas com água fria soldável, CPVC ou PPR. Para derivar os ramais de distribuição pode-se
utilizar dois tipos de derivação diferentes como é mostrado na figura 27.

50
Figura 27 – Ligação do PEX com prumadas de diferentes tipos. (a) Derivação com Colar de Tomada, (b) Derivação
com Tê + Luva Soldável e com Rosca, (c) Derivação com Colar de Tomada, (d) Derivação com Tê Aquatherm®
+ Luva de Transição Aquatherm®, (e) Derivação com Colar de Tomada, (f) Derivação com Tê Normal PPR +
Conector Fêmea.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
No caso de optar por realizar a instalação do PEX em drywall, é recomendado que o
joelho seja fixado no montante como mostrado na figura 28.
Figura 28 - Demonstração da instalação com PEX em drywall.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
Já no caso de optar por instalar a tubulação em alvenaria, é recomendado utilizar a
conexão joelho removível, podendo ser removido de sua carenagem. O tubo bainha deve estar
dentro da capa do joelho, como mostra a figura 29, a fim de facilitar a inserção da nova
tubulação.
51
Figura 29 - Joelho Removível.
Fonte: Catálogo Técnico Instalação Predial PEX Tigre, 2009.
4.1.2 Instalação predial de esgoto
O sistema de esgoto serve para coletar e conduzir por gravidade os efluentes de esgoto
advindos dos aparelhos hidrossanitários (ABNT, 1999). Este sistema tem a função de tratar e
dispor corretamente estes efluentes, a fim de garantir a saúde do homem e a proteção do meio
ambiente. Após a utilização de água pelo usuário, estas são coletadas por ralos e ramais,
transportados por tubos de quedas e subcoletores até que cheguem no coletor predial e lançado
na rede coletora pública.
Os tubos de esgoto são fabricados em PVC rígido e vem em diâmetros nominais (DN)
de 40, 50, 75, 100, 150 e 200 mm. Os tubos se dividem em Série Normal, com a coloração
branca e em Série reforçada, com a coloração bege pérola. A série reforçada possui uma maior
espessura de parede quando comparada a Série Normal, e é aconselhada a ser utilizada em
trechos com maiores impactos, como tubos de quedas, subcoletores, dentre outros. Além disso,
a série reforçada possui uma resistência maior a temperaturas altas, podendo trabalhar na
temperatura máxima de 75°C em regimes não contínuos (TIGRE, 2008). Os procedimentos da
execução da junta soldável com a utilização do adesivo plástico são similares aos utilizados na
tubulação de água fria. Já a execução de juntas elásticas em tubos de PVC é mostrada na figura
30.

52
Figura 30 - (a) Limpar com estopa a ponta e a bolsa a serem unidas, (b) Marcar no tubo a profundidade da bolsa,
(c) Encaixar o anel de vedação na virola da bolsa, (d) Aplicar a camada de Pasta Lubrificante na ponta do tubo e
introduzir o tubo até o fundo da bolsa e depois recuar 1cm.
Fonte: Catálogo Predial Amanco, 2014.
É importante lembrar que para que o sistema de esgoto funcione perfeitamente, este
deve possuir um sistema de ventilação adequado. O conjunto de tubulações de ventilação
permitem a entrada do ar no interior da tubulação, protegendo os desconectores e impedindo o
rompimento do fecho hídrico no desconector, que é causado pela pressão negativa no interior
da instalação. O trecho em que liga a tubulação do desconector a coluna de ventilação, ou o
ramal de descarga a uma coluna de ventilação se chama Ramal de Ventilação. E a coluna de
ventilação é o tubo ventilador em construções de mais de dois andares. A extremidade superior
da coluna ventiladora deve ser aberta à atmosfera, e para evitar a entrada de folhas e água da
chuva pela coluna, utiliza-se um terminal de ventilação (FORTLEV, 2013). O esquema de uma
instalação de esgoto com ventilação secundária pode ser observado na figura 31.
Figura 31 - Esquema de uma instalação de esgoto com ventilação secundária.
Fonte: Catálogo Técnico de Esgoto Fortlev, 2013.
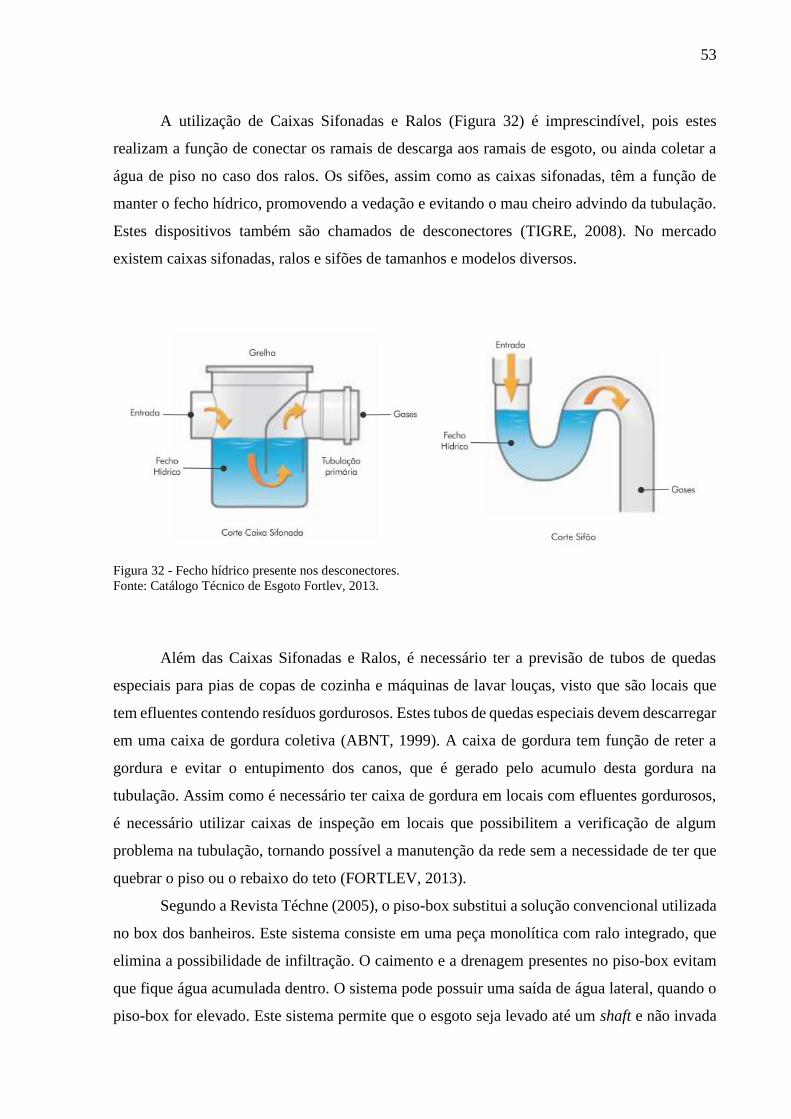
53
A utilização de Caixas Sifonadas e Ralos (Figura 32) é imprescindível, pois estes
realizam a função de conectar os ramais de descarga aos ramais de esgoto, ou ainda coletar a
água de piso no caso dos ralos. Os sifões, assim como as caixas sifonadas, têm a função de
manter o fecho hídrico, promovendo a vedação e evitando o mau cheiro advindo da tubulação.
Estes dispositivos também são chamados de desconectores (TIGRE, 2008). No mercado
existem caixas sifonadas, ralos e sifões de tamanhos e modelos diversos.
Figura 32 - Fecho hídrico presente nos desconectores.
Fonte: Catálogo Técnico de Esgoto Fortlev, 2013.
Além das Caixas Sifonadas e Ralos, é necessário ter a previsão de tubos de quedas
especiais para pias de copas de cozinha e máquinas de lavar louças, visto que são locais que
tem efluentes contendo resíduos gordurosos. Estes tubos de quedas especiais devem descarregar
em uma caixa de gordura coletiva (ABNT, 1999). A caixa de gordura tem função de reter a
gordura e evitar o entupimento dos canos, que é gerado pelo acumulo desta gordura na
tubulação. Assim como é necessário ter caixa de gordura em locais com efluentes gordurosos,
é necessário utilizar caixas de inspeção em locais que possibilitem a verificação de algum
problema na tubulação, tornando possível a manutenção da rede sem a necessidade de ter que
quebrar o piso ou o rebaixo do teto (FORTLEV, 2013).
Segundo a Revista Téchne (2005), o piso-box substitui a solução convencional utilizada
no box dos banheiros. Este sistema consiste em uma peça monolítica com ralo integrado, que
elimina a possibilidade de infiltração. O caimento e a drenagem presentes no piso-box evitam
que fique água acumulada dentro. O sistema pode possuir uma saída de água lateral, quando o
piso-box for elevado. Este sistema permite que o esgoto seja levado até um shaft e não invada

54
o pavimento inferior. O material utilizado na peça, deve ser de boa qualidade e de desempenho
comprovado, para que no decorrer do uso não apareçam fissuras. Os materiais mais comumente
utilizados neste sistema são: ABS com revestimento de acrílico e o poliéster reforçado com
fibra de vidro (PRFV). A interface do sistema com a parede em drywall é mostrado na figura
33.
Figura 33 - Esquema de assentamento do piso-box/drywall.
Fonte: Revista Téchne, 2005.
O piso-box é assentado sobre cordões de argamassa, que possibilitam nivelar as bordas
da peça. As abas são parafusadas no perfil metálico da parede em drywall, ou montante como
é chamado. Depois disso já é possível instalar as chapas que podem ser de gesso acartonado, e
pode-se impermeabilizar a folga com silicone ou poliuretano. Deste modo o piso-box fica
pronto para o uso.
4.2 Instalações elétricas
A instalação elétrica deve possuir um projeto que propicie segurança ao usuário.
Existem diferentes linhas de materiais para instalações elétricas, sendo que a instalação pode
ser feita embutida ou aparente. As instalações podem ser feitas com eletrodutos com uma

55
elevada resistência mecânica, são eles: os eletrodutos rígidos roscáveis, os eletrodutos
soldáveis, ou os eletrodutos aparentes. Também pode-se utilizar os eletrodutos corrugados, que
são disponíveis em dois modelos, um que possui uma resistência mecânica razoável e outro que
possui uma baixa resistência mecânica. Estas diferenças podem ser observadas no quadro 4.
Quadro 4: Comparativo entre diferentes tipos de eletrodutos. Fonte: Catálogo Predial Amanco, 2014.
Dentro destes eletrodutos, passam os fios, que tem sua ocupação máxima limitada pela
norma NBR 5410 (ABNT, 2008). Ao longo da instalação elétrica, no encontro das tubulações
horizontais com as verticais deve-se utilizar caixas, que podem servir de caixa de inspeção, de
caixas de passagem, de tomadas ou de interruptores.
A instalação aparente de baixa tensão (Figura 34), utiliza eletrodutos de PVC na cor
cinza, que são disponibilizados nos diâmetros de ½”, ¾”, 1” e 1 ¼”. Estes eletrodutos são
comercializados em comprimentos de 3 metros. Como complemento desta instalação ainda são
utilizadas conexões, caixas, tampas e adaptadores em PVC. Estes tubos são fixados com o
auxílio de abraçadeiras, e as caixas são parafusadas na parede (AMANCO, 2014). Este tipo de
instalação aparente traz algumas vantagens. Essas vantagens são: uma maior facilidade na
manutenção da instalação, fácil inserção de novos pontos sem a necessidade de abrir a parede,

56
e a fácil alteração do layout do cômodo. Entretanto, para que a instalação fique aparente, é
necessário utilizar os eletrodutos de alta resistência e também ter um profissional especializado
para realizar o serviço, pois como a instalação fica aparente, qualquer instalação mal realizada
fica visivel a qualquer pessoa que estiver no ambiente.
Figura 34 - Instalação aparente com uso de abraçadeira e caixa de passagem.
Fonte: Catálogo Predial Amanco, 2014.
Os tubos rígidos de PVC na cor preta, são também utilizados em instalações de baixa
tensão. Estes podem ser embutidos na parede, e se for optado por deixá-los aparente, eles devem
estar em local protegido. Esta linha possui eletrodutos roscáveis e soldáveis, que são instalados
de maneira similar a instalação de água fria em PVC (AMANCO, 2014). Estes eletrodutos são
disponibilizados nos diâmetros conforme o quadro 5.
Quadro 5: Dimensões dos eletrodutos Roscáveis e Soldáveis. Fonte: Catálogo Predial Amanco, 2014.
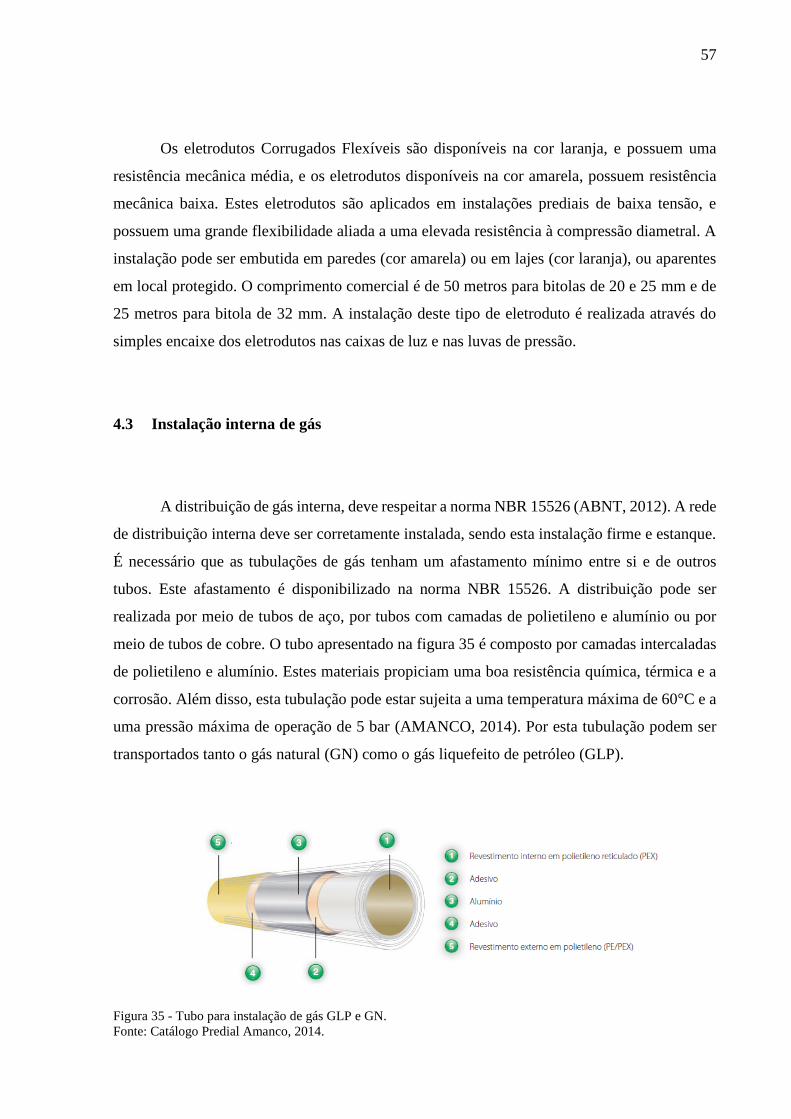
57
Os eletrodutos Corrugados Flexíveis são disponíveis na cor laranja, e possuem uma
resistência mecânica média, e os eletrodutos disponíveis na cor amarela, possuem resistência
mecânica baixa. Estes eletrodutos são aplicados em instalações prediais de baixa tensão, e
possuem uma grande flexibilidade aliada a uma elevada resistência à compressão diametral. A
instalação pode ser embutida em paredes (cor amarela) ou em lajes (cor laranja), ou aparentes
em local protegido. O comprimento comercial é de 50 metros para bitolas de 20 e 25 mm e de
25 metros para bitola de 32 mm. A instalação deste tipo de eletroduto é realizada através do
simples encaixe dos eletrodutos nas caixas de luz e nas luvas de pressão.
4.3 Instalação interna de gás
A distribuição de gás interna, deve respeitar a norma NBR 15526 (ABNT, 2012). A rede
de distribuição interna deve ser corretamente instalada, sendo esta instalação firme e estanque.
É necessário que as tubulações de gás tenham um afastamento mínimo entre si e de outros
tubos. Este afastamento é disponibilizado na norma NBR 15526. A distribuição pode ser
realizada por meio de tubos de aço, por tubos com camadas de polietileno e alumínio ou por
meio de tubos de cobre. O tubo apresentado na figura 35 é composto por camadas intercaladas
de polietileno e alumínio. Estes materiais propiciam uma boa resistência química, térmica e a
corrosão. Além disso, esta tubulação pode estar sujeita a uma temperatura máxima de 60°C e a
uma pressão máxima de operação de 5 bar (AMANCO, 2014). Por esta tubulação podem ser
transportados tanto o gás natural (GN) como o gás liquefeito de petróleo (GLP).
Figura 35 - Tubo para instalação de gás GLP e GN.
Fonte: Catálogo Predial Amanco, 2014.

58
Os tubos compostos por camadas de polietileno e alumínio são fornecidos em bobinas,
gerando uma redução de desperdícios e também podem ser facilmente curvados com curvadores
ou manualmente. Os tubos são disponíveis na cor amarela, e nos diâmetros de 16, 20, 26 e 32
mm. Os tubos de 16 e 20 mm são fornecidos em bobinas de 100 metros, e os tubos de 26 e 32
mm são disponíveis em bobinas de 50 metros (AMANCO, 2014). A realização das ligações dos
tubos com as conexões é mostrada na figura 36.
Figura 36 – Instalação da tubulação de gás: (a) corte do tubo de gás, (b) criação de chanfro para inserção da
conexão com uso de calibrador, (c) inserção da conexão no tubo, (d) posicionamento da matriz sobre o anel de
plástico, (e) prensagem do tubo com o alicate, (f) retirada do alicate e a conexão está pronta.
Fonte: Catálogo Predial Amanco, 2014.
Sempre que possível a rede interna deve passar por espaços com ventilação adequada.
No caso de a tubulação ter de passar por um local que não apresenta a ventilação adequada,
deve-se utilizar tubo luva ou um shaft, que possuam abertura para um local bem ventilado. A
ventilação depende dos equipamentos que estarão instalados no ambiente, e para garantir a
ventilação necessária, deve-se seguir os requisitos da norma NBR 13103 (ABNT, 2013).
59
4.4 Dispositivos economizadores de água
Os dispositivos economizadores de água permitem reduzir o consumo de água sem que
os usuários sejam afetados enquanto utilizam os equipamentos hidrossanitários. As vantagens
apresentadas pela utilização destes dispositivos são consequência da maior eficiência
apresentada por eles, que permitem um menor consumo de água e uma consequente economia.
Estes equipamentos são vendidos por diversos fabricantes, que disponibilizam as orientações e
especificações de como deve ser feita a instalação correta (SCHMIDT, 2004).
Os dispositivos economizadores de água devem ser especificados de acordo com o perfil
do usuário e dependem do tipo de uso para o qual serão destinados. Deve-se ter conhecimento
das atividades que ocorrerão no local, para que a utilização de algum dispositivo economizador
não comprometa esta atividade.
Além disso, o funcionamento destes equipamentos depende da pressão no ponto de
utilização. Pressões mais altas podem resultar em tempos de funcionamento menores do que
em pontos com pressões mais baixas. Logo, deve ser feita uma avaliação da instalação
hidrossanitária aliada ao controle da pressão no sistema hidráulico. Isto pode representar uma
importante ferramenta na economia de água. Por exemplo, uma redução de pressão de 30 m.c.a.
para 17 m.c.a. pode trazer uma economia de aproximadamente 30% no consumo de água
(GENESIS, 2007). Esta economia é dada pela redução da pressão elevada nos pontos de
utilização, que poderia gerar golpe de ariete, frequências de rupturas e fornecer água numa
quantidade superior à necessária ao funcionamento do equipamento. Essa redução pode ser feita
através do uso de dispositivos capazes de reduzir a pressão até um valor necessário.
Além do controle da pressão, os equipamentos hidrossanitários podem ser acionados
por sistemas de acionamento automático que também geram uma redução do consumo de água.
Segundo Schmidt (2004), os equipamentos hidrossanitários possuem dois diferentes sistemas
de acionamento automático: o acionamento por sensor de presença e o hidromecânico. O
sistema de funcionamento por sensor de presença geralmente apresenta sensores
infravermelhos em funcionamento constante, que contam com um controle de fluxo através de
uma unidade anexa eletrônica, que emite o comando de abertura do fluxo de água. A partir do
momento em que o equipamento não detecta mais a presença do usuário, o equipamento
interrompe o fornecimento de água. Este sistema possui variados usos, destacando-se o uso em
bacias sanitárias, mictórios e torneiras (SCHMIDT, 2004).
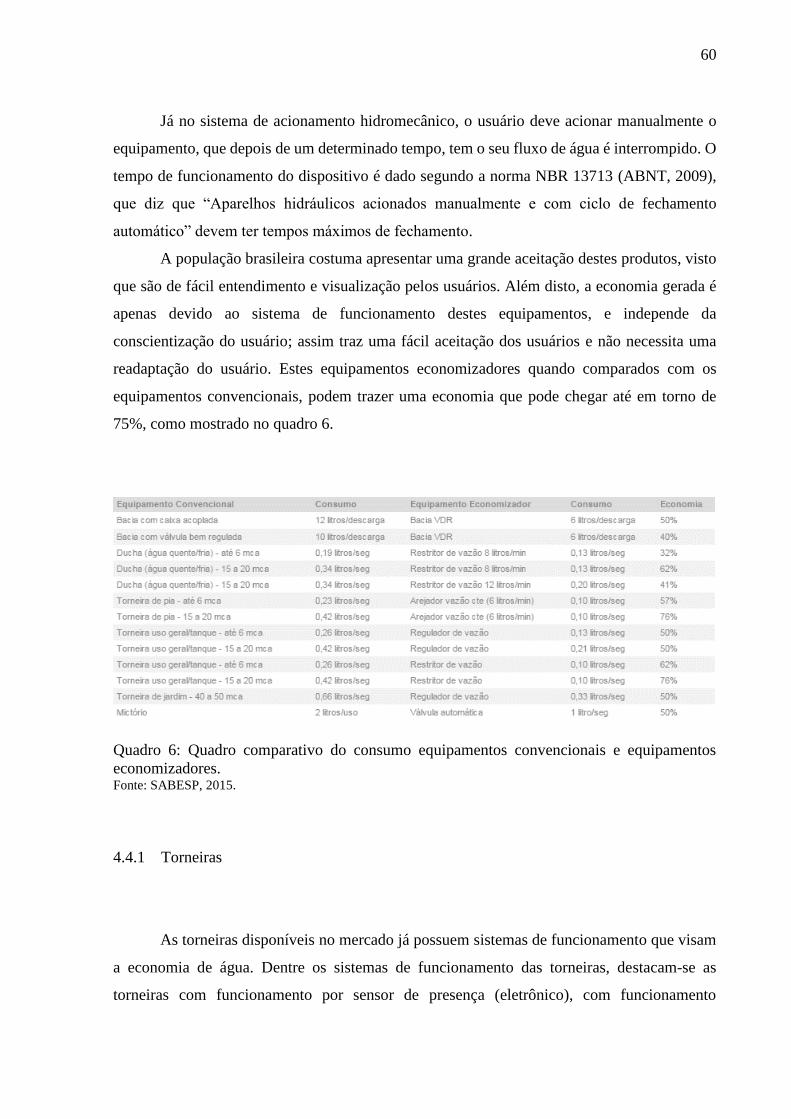
60
Já no sistema de acionamento hidromecânico, o usuário deve acionar manualmente o
equipamento, que depois de um determinado tempo, tem o seu fluxo de água é interrompido. O
tempo de funcionamento do dispositivo é dado segundo a norma NBR 13713 (ABNT, 2009),
que diz que “Aparelhos hidráulicos acionados manualmente e com ciclo de fechamento
automático” devem ter tempos máximos de fechamento.
A população brasileira costuma apresentar uma grande aceitação destes produtos, visto
que são de fácil entendimento e visualização pelos usuários. Além disto, a economia gerada é
apenas devido ao sistema de funcionamento destes equipamentos, e independe da
conscientização do usuário; assim traz uma fácil aceitação dos usuários e não necessita uma
readaptação do usuário. Estes equipamentos economizadores quando comparados com os
equipamentos convencionais, podem trazer uma economia que pode chegar até em torno de
75%, como mostrado no quadro 6.
Quadro 6: Quadro comparativo do consumo equipamentos convencionais e equipamentos
economizadores. Fonte: SABESP, 2015.
4.4.1 Torneiras
As torneiras disponíveis no mercado já possuem sistemas de funcionamento que visam
a economia de água. Dentre os sistemas de funcionamento das torneiras, destacam-se as
torneiras com funcionamento por sensor de presença (eletrônico), com funcionamento
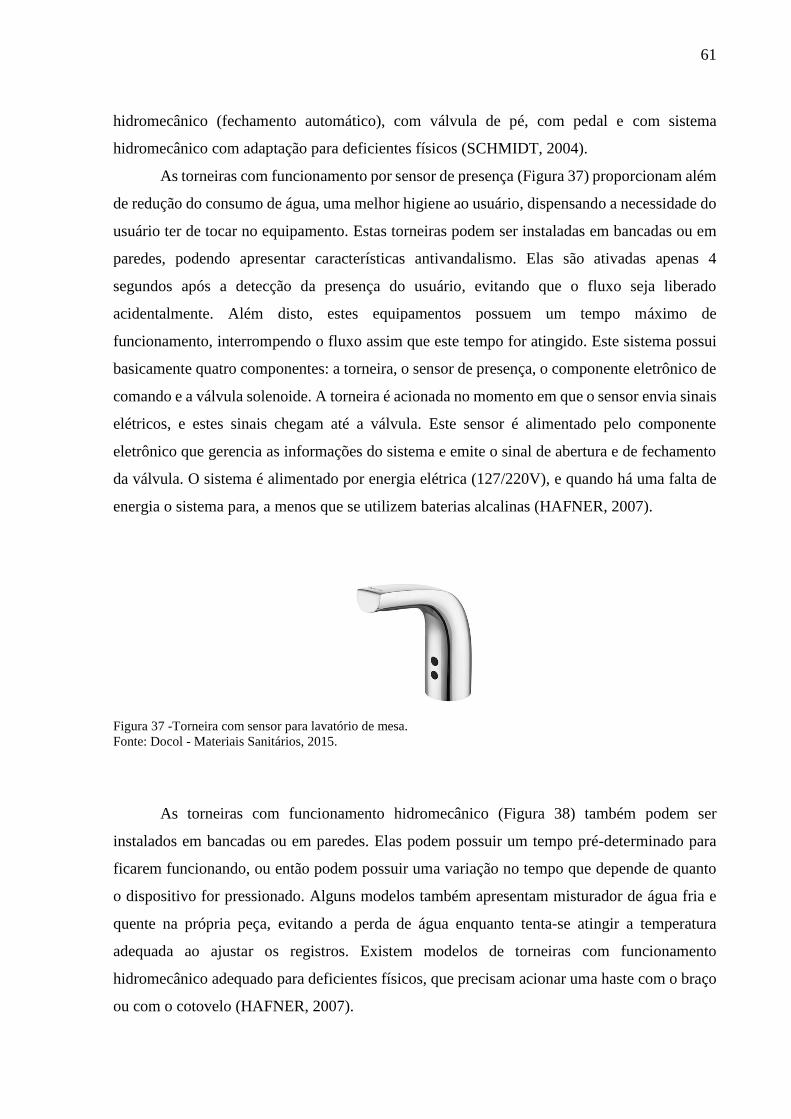
61
hidromecânico (fechamento automático), com válvula de pé, com pedal e com sistema
hidromecânico com adaptação para deficientes físicos (SCHMIDT, 2004).
As torneiras com funcionamento por sensor de presença (Figura 37) proporcionam além
de redução do consumo de água, uma melhor higiene ao usuário, dispensando a necessidade do
usuário ter de tocar no equipamento. Estas torneiras podem ser instaladas em bancadas ou em
paredes, podendo apresentar características antivandalismo. Elas são ativadas apenas 4
segundos após a detecção da presença do usuário, evitando que o fluxo seja liberado
acidentalmente. Além disto, estes equipamentos possuem um tempo máximo de
funcionamento, interrompendo o fluxo assim que este tempo for atingido. Este sistema possui
basicamente quatro componentes: a torneira, o sensor de presença, o componente eletrônico de
comando e a válvula solenoide. A torneira é acionada no momento em que o sensor envia sinais
elétricos, e estes sinais chegam até a válvula. Este sensor é alimentado pelo componente
eletrônico que gerencia as informações do sistema e emite o sinal de abertura e de fechamento
da válvula. O sistema é alimentado por energia elétrica (127/220V), e quando há uma falta de
energia o sistema para, a menos que se utilizem baterias alcalinas (HAFNER, 2007).
Figura 37 -Torneira com sensor para lavatório de mesa.
Fonte: Docol - Materiais Sanitários, 2015.
As torneiras com funcionamento hidromecânico (Figura 38) também podem ser
instalados em bancadas ou em paredes. Elas podem possuir um tempo pré-determinado para
ficarem funcionando, ou então podem possuir uma variação no tempo que depende de quanto
o dispositivo for pressionado. Alguns modelos também apresentam misturador de água fria e
quente na própria peça, evitando a perda de água enquanto tenta-se atingir a temperatura
adequada ao ajustar os registros. Existem modelos de torneiras com funcionamento
hidromecânico adequado para deficientes físicos, que precisam acionar uma haste com o braço
ou com o cotovelo (HAFNER, 2007).

62
Figura 38 - Torneira Pressmatic, com funcionamento hidromecânico para bancada.
Fonte: Docol - Materiais Sanitários, 2015.
As torneiras com funcionamento por válvula de pé (Figura 39) possuem desvantagens
quando comparados a outros sistemas. O acionamento da torneira é realizado pelo usuário, que
ficar pressionando o pé sobre o acionador, o fluxo de água é liberado. Ao ficar pressionando o
acionador, o equipamento pode se desgastar. Além disto, caso alguém deixe um objeto
pressionando o acionador, pode haver um desperdício maior de água. Este sistema requer uma
boa impermeabilização da instalação, visto que a interrupção do fluxo de água se dá no
momento em que o usuário retira o seu pé do botão acionador e através de um sistema de molas
o embolo retorna à posição inicial. Todo este equipamento se encontra dentro de uma caixa
metálica no chão, que é removível para manutenção. A utilização deste sistema é mais comum
em locais como hospitais e locais onde não se deve colocar as mãos na torneira (Hafner, 2007).
Figura 39 - Válvula de pé Mebermatic.
Fonte: Meber - Mebermatic, 2015.
As torneiras com funcionamento por pedal, são ativadas através do acionamento de um
pedal em forma de alavanca (Figura 40), que permite a liberação da água por um tempo. Alguns
modelos impossibilitam que o usuário fique acionando o pedal por um grande período de tempo.
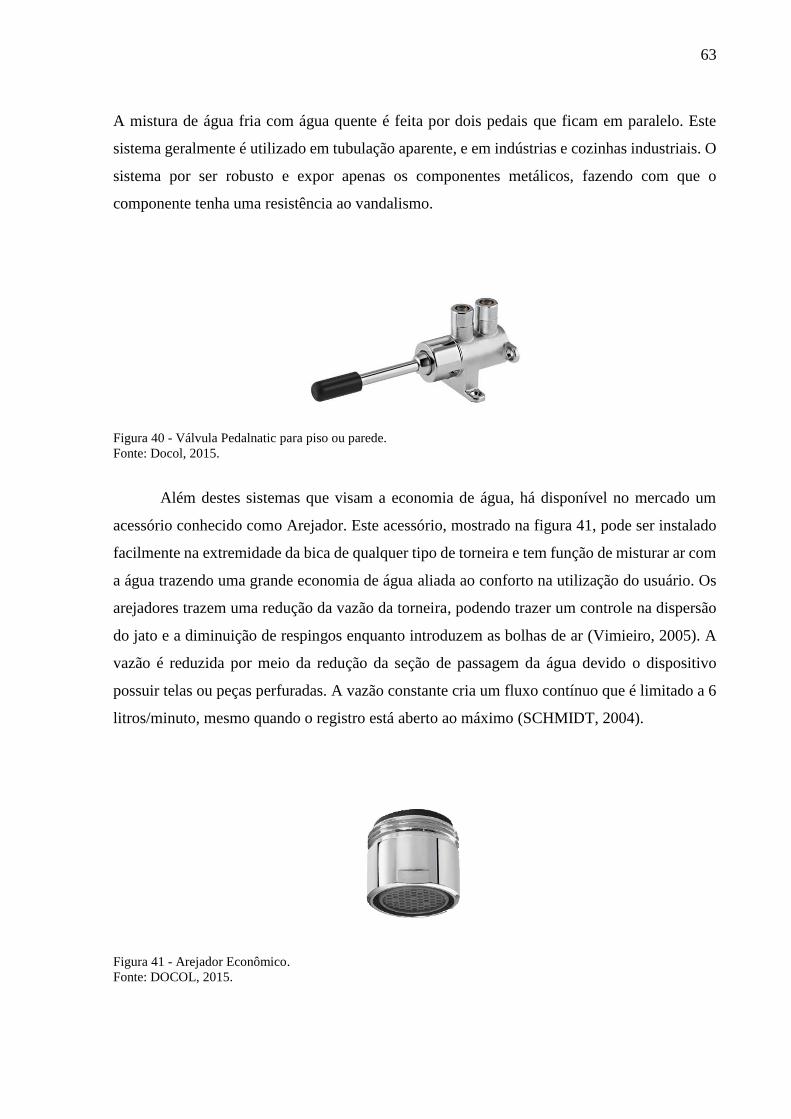
63
A mistura de água fria com água quente é feita por dois pedais que ficam em paralelo. Este
sistema geralmente é utilizado em tubulação aparente, e em indústrias e cozinhas industriais. O
sistema por ser robusto e expor apenas os componentes metálicos, fazendo com que o
componente tenha uma resistência ao vandalismo.
Figura 40 - Válvula Pedalnatic para piso ou parede.
Fonte: Docol, 2015.
Além destes sistemas que visam a economia de água, há disponível no mercado um
acessório conhecido como Arejador. Este acessório, mostrado na figura 41, pode ser instalado
facilmente na extremidade da bica de qualquer tipo de torneira e tem função de misturar ar com
a água trazendo uma grande economia de água aliada ao conforto na utilização do usuário. Os
arejadores trazem uma redução da vazão da torneira, podendo trazer um controle na dispersão
do jato e a diminuição de respingos enquanto introduzem as bolhas de ar (Vimieiro, 2005). A
vazão é reduzida por meio da redução da seção de passagem da água devido o dispositivo
possuir telas ou peças perfuradas. A vazão constante cria um fluxo contínuo que é limitado a 6
litros/minuto, mesmo quando o registro está aberto ao máximo (SCHMIDT, 2004).
Figura 41 - Arejador Econômico.
Fonte: DOCOL, 2015.

64
Os reguladores ou redutores de vazão para torneiras trazem benefícios em locais onde
há altas pressões na tubulação de água. Estes dispositivos permitem uma maior economia ao
reduzir a vazão das torneiras. A instalação dos redutores permite que o usuário tenha a sua
liberdade de abertura fluxo reduzida, uma vez que a vazão é fixada à pressão do sistema. Estes
redutores de vazão geralmente são instalados no engate do tubo flexível junto a parede. Grande
parte destes redutores são “registros regulares de vazão” (Figura 42).
Figura 42 - Registro regulador de vazão.
Fonte: Produtos Docol, 2015.
Grande parte das torneiras encontradas no mercado não possuem misturador integrado
na peça. Neste caso, uma opção seria utilizar a água quente e fria pré-misturada na temperatura
desejada. Neste equipamento ajusta-se a temperatura desejada e ele mesmo realiza a mistura da
água, assim evitando a necessidade de o usuário ajustar a temperatura e nesse intervalo
desperdiçar água. Entretanto, deve-se ter atenção para utilizar um dispositivo que no momento
em que há uma falta de água fria, não libere apenas água quente, que pode ocasionar
queimaduras ao usuário (SCHMIDT, 2004).
4.4.2 Mictórios
Os mictórios podem representar uma porção bem grande do consumo total de um
banheiro ou vestiário masculino. Neste equipamento, a água é responsável pela lavagem e por
repor o fecho hídrico, evitando assim o mau cheiro e mantendo a salubridade do ambiente. É
importante que os dispositivos utilizados nos mictórios possuam soluções adequadas a fim de
evitar o desperdício de água. Estes mictórios podem ser individuais ou coletivos.

65
Os mictórios coletivos têm a capacidade de atender a vários usuários ao mesmo tempo,
atendendo a mais homens por metro linear quando comparado ao mictório individual. Estes
mictórios podem ser pré-fabricados ou moldados in loco, feitos com materiais impermeáveis,
como chapas metálicas inoxidáveis dobradas e soldadas. O uso do mictório coletivo, gera uma
falta de privacidade aos usuários, além de uma dificuldade de limpeza através do uso de
descarga. Estes aparelhos são mais utilizados em locais de maior incidência de vandalismo
(SCHMIDT, 2004).
Já os mictórios individuais, geralmente são constituídos de uma bacia, feita de louça
cerâmica, um sifão na saída, com a função de preservar o fecho hídrico, e de dispositivos de
descarga. Estes dispositivos de descarga são responsáveis por liberar o fluxo de água
responsável pela limpeza do mictório e pela manutenção do fecho hídrico. Estes dispositivos
podem ser acionados diretamente ou indiretamente, similarmente como os dispositivos
presentes nas torneiras. O registro de pressão que era utilizado nos mictórios, é um sistema em
que o usuário abre o registro, e a água fica correndo até o momento em que o usuário feche o
mesmo. Esta solução apesar de ser mais econômica para instalar, gera um consumo de água
muito maior, além de ter problemas de gotejamento.
Focando mais nos dispositivos utilizados em mictórios individuais, e sabendo que os
mictórios têm grande representação no consumo total de um banheiro masculino, deve-se optar
por utilizar dispositivos e equipamentos dotados de tecnologias que permitam uma economia
de água. Dentre estes dispositivos, encontram-se válvulas de acionamento hidromecânico,
válvulas de acionamento por sensor infravermelho, válvulas de acionamento por ultrassom, as
válvulas de descarga manual, do tipo fluxível, e as válvulas de descarga temporizada
(HAFNER, 2007).
A válvula de acionamento hidromecânico, conforme mostra a figura 43, é acionada pelo
usuário, o qual deve pressionar o êmbolo da válvula logo após o seu uso, assim o fluxo de água
é liberado. O tempo médio de fluxo de água é regulado geralmente no próprio equipamento, e
é em média de 6 a 9 segundos. A vazão deste equipamento funcionando adequadamente para
efetuar a limpeza e manter o fecho hídrico é em torno de 6 litros/minuto. Este equipamento só
é possível desmontar com ferramentas adequadas e pessoas habilitadas, gerando assim uma
maior segurança contra o vandalismo (HAFNER, 2007).
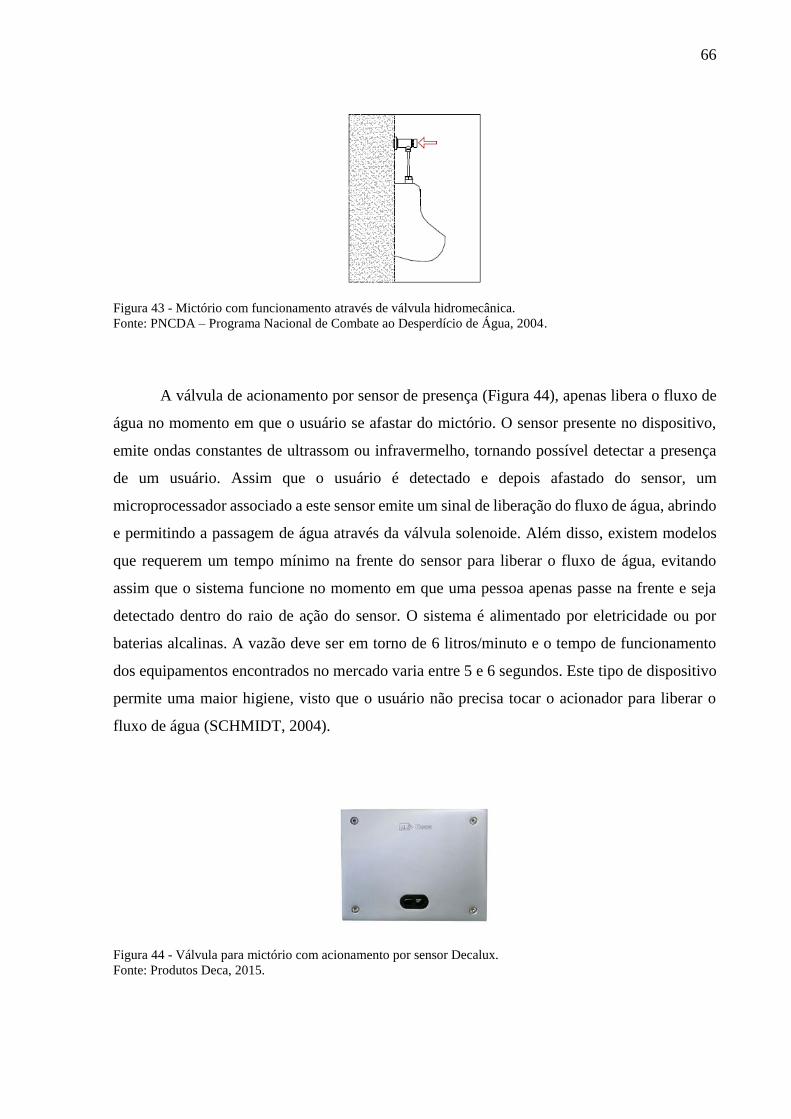
66
Figura 43 - Mictório com funcionamento através de válvula hidromecânica.
Fonte: PNCDA – Programa Nacional de Combate ao Desperdício de Água, 2004.
A válvula de acionamento por sensor de presença (Figura 44), apenas libera o fluxo de
água no momento em que o usuário se afastar do mictório. O sensor presente no dispositivo,
emite ondas constantes de ultrassom ou infravermelho, tornando possível detectar a presença
de um usuário. Assim que o usuário é detectado e depois afastado do sensor, um
microprocessador associado a este sensor emite um sinal de liberação do fluxo de água, abrindo
e permitindo a passagem de água através da válvula solenoide. Além disso, existem modelos
que requerem um tempo mínimo na frente do sensor para liberar o fluxo de água, evitando
assim que o sistema funcione no momento em que uma pessoa apenas passe na frente e seja
detectado dentro do raio de ação do sensor. O sistema é alimentado por eletricidade ou por
baterias alcalinas. A vazão deve ser em torno de 6 litros/minuto e o tempo de funcionamento
dos equipamentos encontrados no mercado varia entre 5 e 6 segundos. Este tipo de dispositivo
permite uma maior higiene, visto que o usuário não precisa tocar o acionador para liberar o
fluxo de água (SCHMIDT, 2004).
Figura 44 - Válvula para mictório com acionamento por sensor Decalux.
Fonte: Produtos Deca, 2015.

67
A válvula de descarga temporizada, possui algumas desvantagens quando comparada
aos outros sistemas. Este sistema funciona com a liberação do fluxo de água em intervalos de
tempos preestabelecidos, com o uso do temporizador que envia um sinal para uma válvula
solenoide elétrica. O ponto fraco deste sistema é que mesmo quando o sistema não é utilizado,
o fluxo é liberado, causando assim um desperdício de água.
As válvulas de descarga fluxíveis e manuais, são sistemas que consomem uma maior
quantidade de água, chegando a liberar em torno de 3,79 litros por descarga. Este sistema é
pouco utilizado no Brasil (SCHMIDT, 2004).
Além de todos estes sistemas tradicionais, há uma novidade no mercado que já vem
ganhando aceitação há alguns anos. O mictório sem água, conhecido também como “mictório
No-Flush”, que em português significa mictório sem descarga, já é disponível aqui no Brasil
pela empresa Waterless. A aparência de um mictório sem água é similar a aparência de um com
água, entretanto não possui nenhum dispositivo de acionamento para dar descarga e ele terá um
cartucho que realiza o papel do sifão. Para melhor explicar o sistema, é utilizado o sistema
EcoTrap® (Figura 45) disponível pela empresa Waterless. A urina escorre pela bacia cerâmica
do mictório sem água. A bacia já é desenvolvida para que a urina escorra mais rapidamente e
não fique aderida na superfície. Ao escorrer, a urina entra dentro do dispositivo EcoTrap®, e
dentro deste dispositivo atravessa a camada flutuante de BlueSeal®, responsável por impedir
que odores saiam pelo mictório. Quando a urina está abaixo do BlueSeal®, ela transborda e
escorre para o esgoto convencional (WATERLESS, 2007).
Figura 45 - Corte Transversal do EcoTrap®.
Fonte: Mictórios secos No-Flush - Waterless, 2015.
Segundo o fabricante deste dispositivo, o EcoTrap® deve ser substituído de 1 a 6 vezes
por ano, dependendo do uso. E a camada de BlueSeal® é reabastecida a cada 1.500 utilizações.
68
Além da Waterless há outras empresas que possuem tecnologias similares a esta, utilizando
mictórios sem água.
4.4.3 Bacias sanitárias
Segundo Gonçalves (1999), existem algumas bacias sanitárias que visam a economia de
água. Dentre elas estão as bacias sanitárias com válvula de descarga de ciclo fixo e de volume
de descarga na ordem de 6 litros, as bacias sanitárias com caixa de descarga externa ou embutida
com volume de descarga da ordem de 6 litros, as bacias sanitárias com caixa de descarga
pressurizada e as bacias sanitárias com válvula de descarga eletrônica de ciclo fixo e volume
de descarga da ordem de 6 litros.
As bacias com válvula de descarga são conhecidas pelo seu alto consumo de água.
Entretanto, nos dias de hoje, há bacias no mercado que necessitam apenas em média 6 litros
para realizar a limpeza de forma eficiente. O padrão de bacias utilizadas no Brasil são de
6l/descarga. Estas bacias que necessitam de uma menor quantidade de água para limpeza,
estipulada para que seu consumo chegue em até 6,8 litros, são conhecidas como bacias de
volume de descarga reduzido (VDR). No mercado há uma grande quantidade e variedade de
dispositivos de acionamento de descarga para bacias sanitárias. Os modelos mais adequados
quando é visada a economia de água, podem ser divididos em válvulas de descarga embutidas
e válvulas de descarga aparentes. Dentre essas válvulas, as que visam a economia de água,
possuem um volume de descarga em torno de 6 litros.
Nas válvulas de descarga embutidas, o acionamento é realizado através de um botão que
libera um volume de água que independe do tempo em que o botão é pressionado. Para que este
dispositivo libere mais água, o usuário terá de apertar o botão novamente. Estes dispositivos
geralmente ficam embutidos na parede. Além deste dispositivo, exitem dispositivos também
embutidos na parede que funcionam com sensor de presença, onde similarmente como acontece
nas torneiras, a válvula solenoide libera o fluxo de água no momento em que o usuário se afasta
do sistema. Já existem modelos disponíveis que detectam o tempo em que o usuário permaneceu
em frente ao sensor, como é o caso do modelo disponibilizado pela empresa Hydra. O Hydralux
Duo, possui um sensor que detecta se o usuário permaneceu mais, ou menos de 60 segundos.
No caso de ter permanecido menos de 60 segundos, é dada apenas meia descarga, e se for o
usuário for detectado por mais de 60 segundos, é dada uma descarga inteira de 6 litros. Além

69
disto, conforme a figura 46, este sistema possui um acionador manual caso o usuário necessite
acionar a descarga manualmente.
Figura 46 - Válvula de descarga Hydralux Duo.
Fonte: Hydra, 2015.
Já as válvulas de descarga aparentes, possuem seu acionador em forma de alavanca, que
ao serem acionados, liberam apenas a quantidade estabelecida da ordem de 6 litros. Sendo que
se a alavanca for mantida pressionada, não sairá mais água a menos que o usuário pressione
esta novamente. Quando comparado estas válvulas às válvulas embutidas, é notado que estas
possuem uma maior imprecisão na vazão liberada, mesmo quando ambos os tipos de válvulas
são regulados.
Assim como as bacias com válvula de descarga, as bacias sanitárias com caixa acoplada
também funcionam com consumo de até 6,8 litros. Estas bacias com caixa acoplada geralmente
apresentam uma maior economia de água quando comparada a bacia com válvula de descarga.
Isto se deve a tecnologias presentes nos dispositivos de descarga para caixas acopladas
presentes no mercado. Os dispositivos conhecidos como “dual-flush” permitem que o usuário
opte por acionar um dos dois diferentes botões: um é utilizado para efluentes líquidos e utiliza
meia descarga, que libera em torno de 3 litros de água; o outro botão serve para conduzir os
efluentes sólidos, com a descarga utilizando em torno de 6 litros. O único ponto fraco deste
sistema é que pode ser alvo de vandalismo, visto que todo o sistema fica aberto ao usuário.
Além destas opções, pode-se utilizar caixas de descarga embutidas no interior de
paredes em alvenaria e drywall. Estas caixas geralmente são de plástico, conforme mostrado na
figura 47, e são acionadas por meio de válvulas de descarga para caixa de descarga embutida
mecânica.
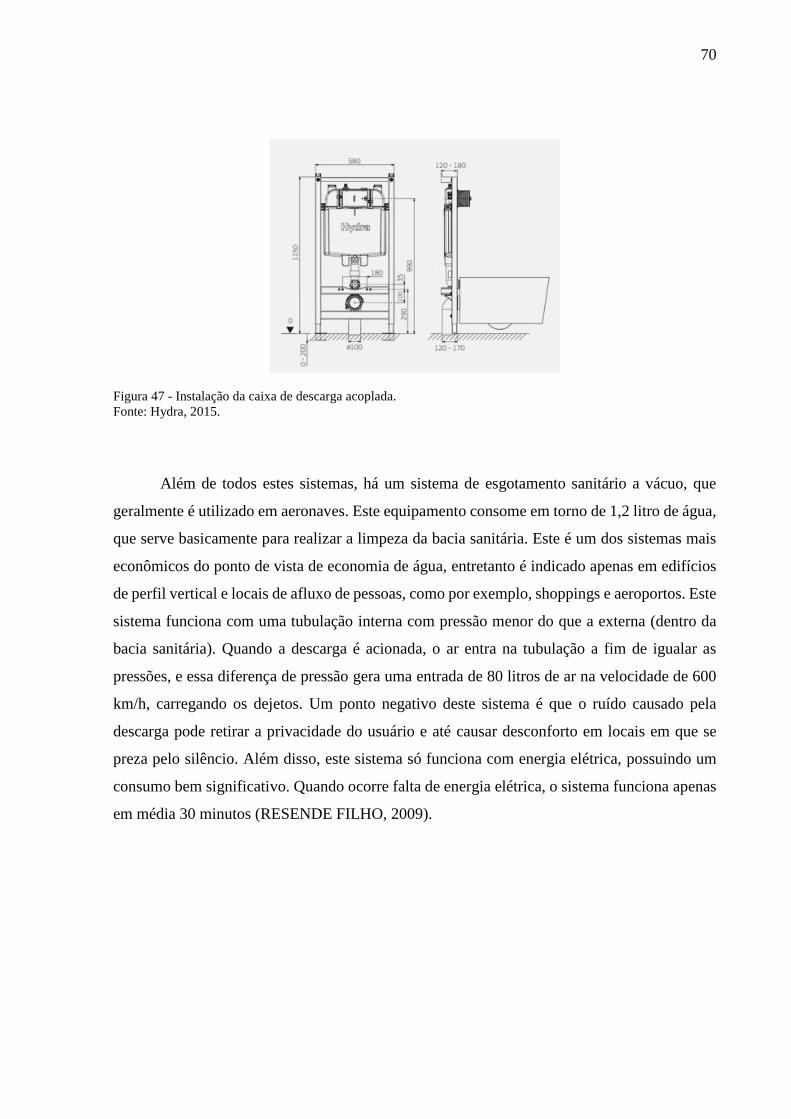
70
Figura 47 - Instalação da caixa de descarga acoplada.
Fonte: Hydra, 2015.
Além de todos estes sistemas, há um sistema de esgotamento sanitário a vácuo, que
geralmente é utilizado em aeronaves. Este equipamento consome em torno de 1,2 litro de água,
que serve basicamente para realizar a limpeza da bacia sanitária. Este é um dos sistemas mais
econômicos do ponto de vista de economia de água, entretanto é indicado apenas em edifícios
de perfil vertical e locais de afluxo de pessoas, como por exemplo, shoppings e aeroportos. Este
sistema funciona com uma tubulação interna com pressão menor do que a externa (dentro da
bacia sanitária). Quando a descarga é acionada, o ar entra na tubulação a fim de igualar as
pressões, e essa diferença de pressão gera uma entrada de 80 litros de ar na velocidade de 600
km/h, carregando os dejetos. Um ponto negativo deste sistema é que o ruído causado pela
descarga pode retirar a privacidade do usuário e até causar desconforto em locais em que se
preza pelo silêncio. Além disso, este sistema só funciona com energia elétrica, possuindo um
consumo bem significativo. Quando ocorre falta de energia elétrica, o sistema funciona apenas
em média 30 minutos (RESENDE FILHO, 2009).
71
4.4.4 Chuveiros
Geralmente o modelo do chuveiro ou da ducha é escolhido pelo usuário levando em
consideração o volume de água que este proporciona ao seu banho. Deste modo, torna o uso
deste aparelho difícil de ser escolhido em função da economia de água. A economia de água
nos chuveiros pode acontecer de duas maneiras: na escolha da ducha ou do chuveiro, ou na
escolha dos dispositivos utilizados para a liberação do fluxo de água.
As duchas são utilizadas quando se opta pelo sistema de fornecimento de água quente
por tubulação. A água quente é misturada com água a água fria pelo misturador para deixar a
temperatura ideal para o banho. A vazão no ponto de utilização deste sistema é influenciada
pela pressão disponível no mesmo. Existem diversos modelo de duchas no mercado, sendo que
há uma grande quantidade de tecnologias e características peculiares a cada modelo. Alguns
modelos de duchas vêm com sistema de aspersão de água, entretanto no caso de a pressão no
ponto ser baixa, o sistema pode ser comprometido. Já os chuveiros elétricos, possuem um
mecanismo de aquecimento próprio, onde a temperatura depende do volume de água e da opção
de temperatura escolhida na chave presente no chuveiro. Apesar de serem opções mais
econômicas em relação ao consumo de água, consomem muita energia elétrica. Atualmente,
existem uma série de modelos disponíveis, dos quais podem ser encontrados com e sem sistema
de pressurização (SCHMIDT, 2004).
Visando a economia de água, é possível utilizar dispositivos restritores de vazão nas
duchas e nos chuveiros. Estes dispositivos fazem com que o sistema funcione com uma vazão
constante. Existem restritores presentes no mercado de 6, 8, 10, 14 e 16 litros/minuto.
Entretanto, este sistema deve ser instalado apenas em duchas que apresentam a pressão
hidrostática no ponto de utilização superior a 10 m.c.a. Este sistema permite reduzir a vazão e
assim gerar uma economia de água, visto que o consumo de água da ducha aumenta
proporcionalmente com a pressão no ponto. Segundo Oliveira (1999), para a utilização destes
dispositivos, deve ser analisada a curva de vazão da ducha, para que estas fiquem numa faixa
adequada que varia de 6 a 9 litros/minuto. Se o chuveiro ou a ducha apresentarem estes valores
de vazão, não há porque instalar este dispositivo e comprometer a instalação. Além disso, este
equipamento não é tão recomendado para ser utilizado em chuveiros.
Como visto, não há muito o que ser feito em relação à economia de água na escolha dos
chuveiros e duchas. Então, a outra forma de economia de água é realizada através da escolha
dos misturadores e das válvulas de fechamento para os chuveiros elétricos e duchas. Dentre
72
estes dispositivos, os dispositivos temporizados têm o seu fluxo interrompido após um tempo
de funcionamento preestabelecido. De modo geral, estes acionadores já vêm com o tempo
ajustado de fábrica, sendo este em torno de 30 segundos. Estes dispositivos podem possuir um
misturador incorporado, que realiza a mistura da água quente com a água fria, evitando assim
que o usuário desperdice água tentando a temperatura da água. Entretanto, este dispositivo deve
apresentar um sistema de interrupção de fluxo, que identifique quando a temperatura da água
atingir uma máxima permitida e não permita que o sistema funcione. Isto serve para a segurança
do usuário, pois deve-se evitar que na falta de água fria, o usuário se queime. Já no caso de a
água ser mistura previamente, não há necessidade deste dispositivo de segurança (SCHMIDT,
2004).
Em relação aos dispositivos economizadores de água, existem inúmeras opções e
modelos que possibilitam reduzir o consumo de água e estimular o seu uso racional. A escolha
do equipamento a ser utilizado deve ser criteriosa e baseada no perfil do uso a que será destinado
o equipamento.
Neste capítulo foram abordados os materiais, equipamentos e dispositivos que podem
ser utilizados nas instalações prediais. Além disso, também foi comentado sobre as vantagens
e desvantagens destes componentes, incluindo o tempo de execução, o desperdício de material
e o consumo de água. A partir desses dados, conclui-se que alguns materiais e componentes
seriam mais adequados e compatíveis com a ideia proposta dos módulos. Com isso, no Capítulo
6 é sugerido e analisado quais materiais, equipamentos e dispositivos se sobressaem e são
aconselhados para o fim desejado.

73
5 ANÁLISES E DISCUSSÕES
5.1 Comparativo entre a construção modular industrial e a convencional
A construção modular traz uma nova ideia e uma concepção construtiva diferente dos
métodos tradicionais empregados no país. Este sistema inovador apresenta uma série de
questões que visam melhorar a construção convencional. A produção de banheiros e cozinhas
fora do canteiro de obra, e dentro de uma indústria, visa reduzir a quantidade de operários
presentes dentro da obra. Quando estes operários são retirados de dentro do canteiro de obra,
há uma redução da preocupação da empresa que está construindo devido a todos os operários
que trabalham dentro de uma obra estarem sujeitos a sofrer acidentes. Além disso, não há
necessidade de um supervisor responsável para fiscalizar o trabalho destes operários, o que
poderia ser uma grande dor de cabeça, no caso do operário não cumprir com as atividades que
lhe foram propostas ou, no caso do operário estar fazendo-as incorretamente.
Quando os módulos de banheiros e cozinhas para edifícios passam a ser produzidos
dentro de uma empresa especializada, a mão de obra empregada no desenvolvimento dos
módulos se torna cada vez mais experiente e especializada no que faz. Com isso, pode haver
um aumento no rendimento do operário e da produção, que acompanhados da produção em
massa podem vir a reduzir os custos de produção. Com todos estes fatores aliados a um maior
controle de qualidade, o trabalho realizado pelos operários se torna cada vez mais detalhado e
bem-feito.
Em relação à sustentabilidade, a construção modular industrial gera uma redução dos
desperdícios, visto que em uma indústria é possível ter uma maior organização do espaço de
trabalho e um maior aproveitamento da matéria prima utilizada. A matéria prima, neste caso, é
utilizada em sua totalidade, quando possível, sendo que quando não for utilizada em um módulo
pode servir para outro. Com a redução dos desperdícios, há uma redução dos resíduos gerados
e uma consequente redução do custo devido ao desperdício. Além disso, quando se constroem
módulos fora do canteiro de obra, não há mais a necessidade de estocagem de material no
canteiro de obras, pois eles são estocados na indústria. Desse modo, o canteiro de obras fica
mais livre e limpo, liberando o espaço para outros fins.
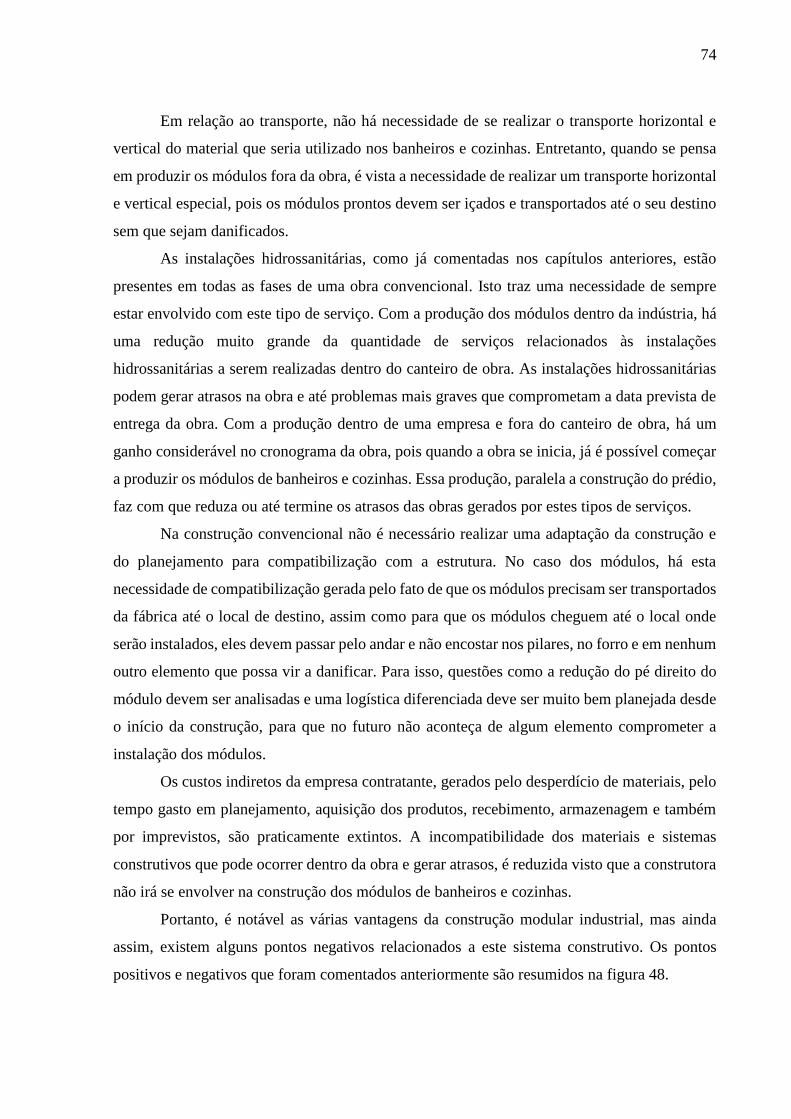
74
Em relação ao transporte, não há necessidade de se realizar o transporte horizontal e
vertical do material que seria utilizado nos banheiros e cozinhas. Entretanto, quando se pensa
em produzir os módulos fora da obra, é vista a necessidade de realizar um transporte horizontal
e vertical especial, pois os módulos prontos devem ser içados e transportados até o seu destino
sem que sejam danificados.
As instalações hidrossanitárias, como já comentadas nos capítulos anteriores, estão
presentes em todas as fases de uma obra convencional. Isto traz uma necessidade de sempre
estar envolvido com este tipo de serviço. Com a produção dos módulos dentro da indústria, há
uma redução muito grande da quantidade de serviços relacionados às instalações
hidrossanitárias a serem realizadas dentro do canteiro de obra. As instalações hidrossanitárias
podem gerar atrasos na obra e até problemas mais graves que comprometam a data prevista de
entrega da obra. Com a produção dentro de uma empresa e fora do canteiro de obra, há um
ganho considerável no cronograma da obra, pois quando a obra se inicia, já é possível começar
a produzir os módulos de banheiros e cozinhas. Essa produção, paralela a construção do prédio,
faz com que reduza ou até termine os atrasos das obras gerados por estes tipos de serviços.
Na construção convencional não é necessário realizar uma adaptação da construção e
do planejamento para compatibilização com a estrutura. No caso dos módulos, há esta
necessidade de compatibilização gerada pelo fato de que os módulos precisam ser transportados
da fábrica até o local de destino, assim como para que os módulos cheguem até o local onde
serão instalados, eles devem passar pelo andar e não encostar nos pilares, no forro e em nenhum
outro elemento que possa vir a danificar. Para isso, questões como a redução do pé direito do
módulo devem ser analisadas e uma logística diferenciada deve ser muito bem planejada desde
o início da construção, para que no futuro não aconteça de algum elemento comprometer a
instalação dos módulos.
Os custos indiretos da empresa contratante, gerados pelo desperdício de materiais, pelo
tempo gasto em planejamento, aquisição dos produtos, recebimento, armazenagem e também
por imprevistos, são praticamente extintos. A incompatibilidade dos materiais e sistemas
construtivos que pode ocorrer dentro da obra e gerar atrasos, é reduzida visto que a construtora
não irá se envolver na construção dos módulos de banheiros e cozinhas.
Portanto, é notável as várias vantagens da construção modular industrial, mas ainda
assim, existem alguns pontos negativos relacionados a este sistema construtivo. Os pontos
positivos e negativos que foram comentados anteriormente são resumidos na figura 48.
75
Figura 48: Pontos positivos e negativos da construção modular industrial.
5.2 Concepção e compatibilização dos sistemas construtivos e instalações com os
módulos
A concepção dos módulos de banheiros e cozinhas envolve uma série de fatores e itens,
que já foram apresentados nos capítulos anteriores. Quando se pensa em projetar e produzir um
módulo, várias decisões devem ser tomadas, que vão desde decisões relacionadas aos sistemas
de pedido e produção até decisões referentes ao sistema construtivo adotado e o acabamento
dos equipamentos que poderão compor o módulo. Todas estas questões são relevantes e
- Redução dos desperdícios
- Redução dos custos indiretos
- Redução do número de funcionários dentro do canteiro de obras.
- Redução de problemas com funcionários
- Não há envolvimento na execução e planejamento dos módulos
- Não há necessidade de supervisão
- Maior controle de qualidade
- Maior qualificação da mão de obra
- Maior limpeza da obra
- Ganho de tempo no cronograma da obra
- Necessidade de transporte horizontal e vertical diferenciada
- Logística especial para implantação dos módulos
- Investimento inicial alto pelo contratante
76
particulares da empresa que produzirá os módulos. Com isso, a partir das técnicas, materiais e
ideias apresentadas nos capítulos que antecedem, foram realizadas análises que servem como
base e ideia para a concepção, produção e implantação de módulos de banheiros e cozinhas.
Primeiramente, devem ser analisadas as restrições impostas pela empresa ao cliente. E
quando entra-se neste assunto, deve-se focar no sistema de pedido e produção a ser utilizado
pela empresa. Estes sistemas podem ser abertos ou fechados, conforme já foi apresentado
anteriormente. Os sistemas de pedido e produção trazem um panorama para a empresa e para o
cliente de como é o fluxo de decisões que devem ser tomadas ao longo do projeto e execução
dos módulos, e em qual etapa essas decisões devem ser feitas. Esta visão ampla, permite ao
cliente saber qual é a liberdade que ele tem de personalizar o seu módulo, e também o permite
ter uma ideia de como a empresa trabalha. Deste modo, o comprador não terá surpresas ao longo
do período de projeto e execução.
O sistema fechado dá ao cliente uma menor liberdade de personalização do módulo,
visto que a substituição de algum equipamento ou alguma alteração no sistema construtivo deve
seguir uma série de padrões estipulados pela empresa. Entretanto, como o cliente geralmente
questiona a necessidade de ter um módulo personalizável e provavelmente optaria por contratar
uma empresa que tem flexibilidade na escolha dos itens que irão compor o módulo, é
interessante a empresa trabalhar com um sistema de produção aberto. Este sistema de produção,
torna os módulos de banheiros e cozinhas muito mais atrativos ao comprador.
Quando se pensa em produzir um módulo personalizável, num sistema onde o cliente
possa escolher a sua forma e o tamanho, é muito importante analisar as questões referentes ao
transporte destes módulos. As dimensões dos módulos são limitadas pelas dimensões limites
que são estabelecidas para veículos, que são de 2,60 metros de largura e de 4,40 metros de
altura. Sendo que a altura útil do baú é em torno de 3,30 metros. Deste modo, quando for
solicitado pelo cliente um módulo de um determinado tamanho, deve ser analisado se este se
enquadra nas dimensões mostradas anteriormente ou então se o projetista pode em vez de
projetar um bloco monolítico, realizar um módulo dividido em mais de uma parte e que possa
ser encaixado no local de destino. É importante que o módulo possua um pé-direito reduzido
em relação ao pé direito apresentado pelo prédio. Este fato se dá para tornar possível o
transporte do módulo no andar e para que a tubulação de esgoto do módulo do andar de cima
possa passar por cima do forro do módulo em questão.
A estrutura do módulo dos banheiros e cozinhas é composta pela laje, pelas paredes e
pelo forro. Uma das soluções seria fazer a laje em concreto armado e as paredes em gesso
acartonado (drywall), ou então toda estrutura em Light Steel Frame. Ambos sistemas

77
construtivos são viáveis para serem utilizados nos módulos, entretanto cada um destes possui
características peculiares.
O Light Steel Frame traz um conceito de construção rápida, leve e seca. A redução do
peso próprio deste sistema construtivo, quando comparado ao sistema construtivo convencional
de laje de concreto e parede em alvenaria, se deve a utilização de materiais leves, que além de
reduzir o peso sobre a estrutura do prédio, facilita o transporte dos módulos até a obra, bem
como o transporte horizontal e vertical dentro do canteiro. A construção seca se deve a não
utilização de água na execução da obra, o que gera uma economia e uma redução no desperdício
de água. Além disso, este sistema possibilita uma produção de módulos mais rápida, visto que
o sistema é mais simples e possui uma quantidade menor de etapas construtivas quando
comparada a construção convencional, que necessita de chapisco, reboco, e outras atividades.
No sistema tradicional deve-se esperar a cura do concreto e a execução da alvenaria, que além
de demorar mais tempo, gera uma maior quantidade de resíduos e sujeira. Nesse sistema mais
limpo, a manutenção e a passagem das instalações hidrossanitárias, elétricas e de gás é mais
fácil, pois esta passagem é realizada antes do fechamento das paredes e lajes. E depois de
fechadas, as paredes funcionam como shafts visíveis, permitindo a fácil manutenção, que é feita
através de um recorte pontual na chapa e, depois de feita a manutenção, é recolocado e fechado.
Deste modo, não é necessário quebrar parte da parede para embutir a tubulação, como é o caso
da alvenaria convencional. Antes de realizar o fechamento das paredes, ainda é possível inserir
um material para melhorar o isolamento térmico e acústico.
A construção dos módulos com laje em concreto e paredes em drywall, como comentado
anteriormente, é uma solução compatível com a ideia da construção de banheiros e cozinhas
em módulos fora do canteiro de obra. Entretanto, como foi apresentado, a laje feita em LSF
possui várias vantagens sobre a feita em concreto. Já as paredes feitas em drywall quase que se
assemelham as feitas em LSF, com a diferença que as últimas têm função estrutural. Entretanto,
o sistema Light Steel Frame se enquadra melhor na concepção dos módulos devido às vantagens
que possui, mesmo possuindo um custo geralmente mais elevado.
Os painéis utilizados para vedação no sistema LSF devem ser chapas de gesso
resistentes à umidade, visto que os módulos serão de banheiros e cozinhas, locais que possuem
umidade e instalações hidrossanitárias internas nas paredes. O acabamento sobre estas chapas
pode ser uma camada seladora e pintura acrílica, ou o revestimento cerâmico. Para os banheiros
é melhor utilizar o revestimento cerâmico, que propicia uma proteção maior para as paredes. Já
na copa, em paredes onde não há possibilidade de respingos de água e problemas com umidade,
pode-se utilizar a camada seladora e a pintura acrílica. O forro dos módulos também é feito com

78
chapas de gesso resistentes a umidade. Além disso, para evitar problemas de infiltração nos
módulos, o box do banheiro, o piso e a faixa em torno de 15 cm junto ao chão demandam
impermeabilização com manta asfáltica ou polimérica.
Dentro deste mesmo pensamento de tornar mais rápida, segura e eficiente a construção
dos módulos, a utilização do Polietileno Reticulado (PEX) para a realização das instalações
hidráulicas de água fria e água quente traz uma série de vantagens. O PEX possui um grande
diferencial que é a sua flexibilidade, gerando uma redução do número de conexões, da perda de
carga, do tempo de execução e uma consequente redução do desperdício de material. Este
sistema apresenta alguns pontos fortes que são apresentados por outros sistemas, como a
resistência mecânica, térmica e à corrosão química. O PEX permite a instalação “ponto a
ponto”, que traz uma maior facilidade e agilidade à instalação, a qual é realizada através da
ligação das saídas dos distribuidores de água até os pontos de utilização, por meio de um tubo
flexível. A utilização do tubo bainha propicia ao sistema uma manutenção ainda mais fácil. Os
tubos em PEX monocamada, após serem lubrificados, são introduzidos no tubo bainha,
propiciando uma proteção ao tubo e tornando desnecessário considerar a dilatação térmica, no
caso das instalações de água quente. Apesar do material ainda ser pouco difundido, de ter de
ser adquirido diretamente com o fornecedor e ter o seu custo mais elevado, as vantagens
apresentadas pelo sistema trazem uma maior facilidade à empresa e ao cliente no futuro quando
tiver que realizar alguma manutenção. Além disso, a mão de obra para a realização das
instalações deve ter de passar por treinamento por uma empresa especializada neste tipo de
instalação, visto que o sistema não é amplamente utilizado no país e poucos profissionais têm
conhecimento da execução do sistema. Já a instalação das esquadrias é realizada de maneira
similar ao sistema convencional.
O esgoto, assim como o PEX, deve atender as normas da ABNT e requisitos à boa
instalação hidrossanitária. O esgoto deve ter a declividade necessária para escoar os efluentes e
em trechos em que são previstos maiores impactos, como os tubos de queda e subcoletores,
preferencialmente, deve-se utilizar tubos de esgoto da série reforçada. Para garantir o bom
funcionamento, o sistema deve ser ventilado corretamente, propiciando ao sistema escoar sob
pressão atmosférica e não sob pressão. Visto a necessidade de dispor ralos e caixas sifonadas,
deve-se ter um desnível do banheiro e das cozinhas em relação à laje. No box para os banheiros,
pode-se utilizar o sistema piso-box, que traz uma maior segurança contra a infiltração, visto que
esta tecnologia é composta por uma peça monolítica já com o ralo integrado.
A ligação das instalações hidráulicas do módulo com os tubos de queda e as colunas de
água fria e quente deve ser feita dentro de shafts, o que facilita a ligação dos tubos. Além destes,
79
os tubos ventiladores, que servem para manter a tubulação de esgoto ventilada, devem passar
por dentro destes shafts. Quando for desenvolvido o projeto do prédio, já deve-se analisar o
local onde irão ser colocados os módulos e, deste modo, deve-se deixar ao lado um shaft para
passagem dos tubos de queda, colunas de água fria e quente e tubos ventiladores.
O sistema de aquecimento de gás deve ser realizado em uma central com um reservatório
ou outro sistema que seja do interesse do cliente. No módulo apenas deverá chegar a tubulação
de água quente, não sendo necessária a passagem da tubulação de gás pelos shafts.
A instalação elétrica dos módulos deve ser realizada de acordo com os procedimentos
utilizados nas instalações elétricas feitas em Light Steel Frame. Os materiais convencionais
utilizados nas instalações convencionais podem ser utilizados neste sistema. As caixas de luz
comuns podem ser fixadas em peças auxiliares ou nos próprios montantes da estrutura em LSF.
Pode-se utilizar os conduítes corrugados para a passagem da fiação, que como são flexíveis
facilitam na passagem por dentro da parede. A utilização do Light Steel Frame permite a fácil
execução e manutenção dos subsistemas, além de reduzir a sujeira e o tempo utilizado para abrir
as paredes para colocação dos conduítes, que seria necessário no sistema convencional.
Como as paredes e lajes funcionam como shafts visíveis, há uma maior facilidade na
compatibilização dos projetos e uma redução da chance de acontecer danificação de qualquer
tipo de instalação, por conta da necessidade de se quebrar a parede para realizar outra instalação.
Na necessidade de fixar alguma tubulação para evitar problemas com vibrações, é possível
utilizar braçadeiras.
Durante a etapa de desenvolvimento dos projetos relacionados com o prédio e o módulo,
deve-se pensar na ventilação dos módulos. A ventilação do módulo pode ser feita de forma
natural, ou a partir de um duto pelo teto ou pela lateral. Para a passagem dos dutos de ventilação
dos módulos, também é aconselhado a utilização de um shaft, visto que os dutos de ventilação
são grandes e não cabem dentro das paredes em LSF. Os shafts devem levar os dutos que saem
de dentro dos módulos até local ventilado.
Tendo em vista todos os projetos e informações necessárias ao bom desenvolvimento
de um projeto de banheiros e cozinhas em módulos pré-fabricados, deve-se utilizar ferramentas
em CAD e a tecnologia BIM, que facilitam a comunicação entre as equipes de trabalho, visto
que todas as informações sobre o projeto se encontram nele. Estas informações se tornam mais
confiáveis e coerentes. A visualização de todo o empreendimento em 3D, bem como a
compatibilização de todos os projetos, permite que se tenha um melhor entendimento de toda a
construção. A figura 49 mostra a sobreposição de todos os projetos compatibilizados feitos com
esta tecnologia com uma foto do empreendimento pronto.
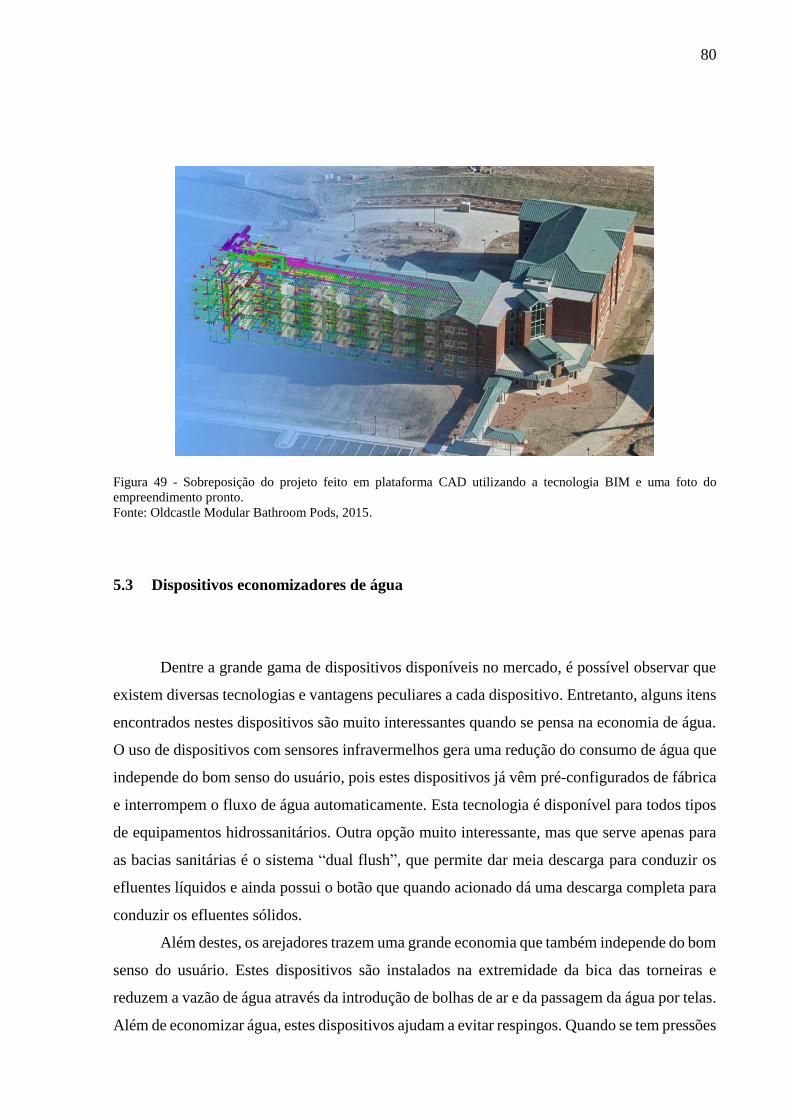
80
Figura 49 - Sobreposição do projeto feito em plataforma CAD utilizando a tecnologia BIM e uma foto do
empreendimento pronto.
Fonte: Oldcastle Modular Bathroom Pods, 2015.
5.3 Dispositivos economizadores de água
Dentre a grande gama de dispositivos disponíveis no mercado, é possível observar que
existem diversas tecnologias e vantagens peculiares a cada dispositivo. Entretanto, alguns itens
encontrados nestes dispositivos são muito interessantes quando se pensa na economia de água.
O uso de dispositivos com sensores infravermelhos gera uma redução do consumo de água que
independe do bom senso do usuário, pois estes dispositivos já vêm pré-configurados de fábrica
e interrompem o fluxo de água automaticamente. Esta tecnologia é disponível para todos tipos
de equipamentos hidrossanitários. Outra opção muito interessante, mas que serve apenas para
as bacias sanitárias é o sistema “dual flush”, que permite dar meia descarga para conduzir os
efluentes líquidos e ainda possui o botão que quando acionado dá uma descarga completa para
conduzir os efluentes sólidos.
Além destes, os arejadores trazem uma grande economia que também independe do bom
senso do usuário. Estes dispositivos são instalados na extremidade da bica das torneiras e
reduzem a vazão de água através da introdução de bolhas de ar e da passagem da água por telas.
Além de economizar água, estes dispositivos ajudam a evitar respingos. Quando se tem pressões

81
altas nos equipamentos hidrossanitários, há um desperdício maior de água, visto que acarretará
numa vazão maior no ponto de utilização. A fim de evitar este problema, os reguladores ou
redutores de vazão permitem a redução da vazão nos pontos de utilização, não comprometendo
o funcionamento dos equipamentos hidrossanitários. Outras soluções a serem consideradas são
a utilização de mictórios No-Flush, que geram uma economia de água devido à tecnologia que
não utiliza descarga com água, e o sistema de esgotamento sanitário a vácuo, que consome uma
quantidade mínima de água.
Na questão da água quente, o usuário abre o registro e perde um tempo até ajustar a
temperatura adequada ao seu uso. Logo, é interessante utilizar um equipamento que possui um
controlador de temperatura no misturador da água quente com a água fria, para que realize esta
mistura automaticamente. Assim há uma economia de água gerada pela não necessidade de
ajustar a temperatura da água.
5.4 Processo de planejamento, produção, transporte, entrega e implantação dos
módulos.
O planejamento e o processo de desenvolvimento dos módulos devem contar com o
auxílio de uma equipe experiente e com grande conhecimento, para que acompanhados de
projetistas encontrem soluções de projeto compatíveis com as esperadas pelos clientes. Com
uma equipe competente e focada é possível ter um controle sobre o processo de produção e
também otimizar o tempo e reduzir os custos de produção. A empresa deve ter uma visão geral
de todo o processo para que atenda a todas necessidades da produção. Um esquema simples,
mas bem abrangente das etapas para o bom desenvolvimento dos módulos, é apresentado na
figura 50.

82
Figura 50 - Etapas para o desenvolvimento dos módulos de banheiros e cozinhas.
Para realizar todas as atividades necessárias à construção dos módulos previamente
descritas, é interessante ter uma equipe composta por engenheiros civis, arquitetos,
orçamentistas, inspetores e uma mão de obra qualificada. Além da mão de obra, alguns
softwares auxiliam no desenvolvimento dos projetos e na execução dos módulos e do prédio
em si.
Durante o processo de execução dos módulos, deve-se realizar a fiscalização
paralelamente a conclusão de cada etapa, para verificar se todos os itens estão de acordo com o
projeto e se todos os equipamentos estão funcionando. Tanto as instalações hidrossanitárias
como elétricas devem ser testadas e o fiscal deve realizar a inspeção associada a um checklist
que o permita não esquecer de nenhum detalhe. Assim que tudo estiver correto, ele deve emitir
um certificado do controle de qualidade para o cliente saber que o módulo foi inspecionado e
tudo está corretamente instalado e construído. Assim que o módulo passar pela inspeção final,
é possível iniciar o processo de entrega e instalação. O módulo é embalado, para que não seja
danificado durante o transporte e para que não entre sujeira, e é nomeado para ter um controle
de onde ele deverá ser instalado.
O processo de entrega é geralmente realizado em veículos articulados, que levam mais
de um módulo por viagem. Durante o transporte da indústria até o local da obra deve-se ter
cuidado no manuseio dos módulos, visto que qualquer avaria pode trazer um grande transtorno
para a indústria. A colocação do módulo sobre o veículo que realizará o transporte é feita por
meio de uma empilhadeira ou grua. O módulo deve ser preso sobre o veículo para que não se
movimente e danifique a sua estrutura e os equipamentos. Chegando na obra, os módulos são
levados até o local preestabelecido para assim serem içados até o andar correspondente. O
Pro
jeto
e D
esig
n
▪ Concepção
▪ Escolha de equipamentos
▪ Compatibilização
▪ Planejamento
▪ Análise de custos
▪ Protótipo em 3DEx
ecu
ção
▪ Estrutura
▪ Esquadrias
▪ Instalações hidrossanitárias
▪ Instalações elétricas
▪ Revestimento e acabamento
▪ Mobiliário e equipamentos
Insp
eção
e T
este
s
▪ Controle de qualidade
▪ Verificação do funcionamento das instalações e equipamentos
Arm
azen
ame
nto
Tran
spo
rte
Inst
alaç
ão
Insp
eção
83
transporte vertical pode ser feito com a plataforma fixa com o auxílio de um guindaste, com
elevador cremalheira com o auxílio de guindaste, ou somente utilizando uma grua e/ou
guindaste.
Quando os módulos chegam até o andar, podem ser levados até o seu destino final por
trilhos ou por um carrinho. No local devem ser nivelados e depois ligadas as instalações de água
fria, água quente, esgoto e de energia elétrica. Com os módulos no local e instalados, deve-se
complementar o pé direito com fechamento em placas de gesso acartonado. No caso do forro
ser rebaixado na altura do módulo não há necessidade de realizar este serviço.
Grande parte das tecnologias utilizadas nos módulos já são amplamente conhecidas e
algumas tecnologias mais novas já estão presentes no mercado brasileiro. No entanto,
dependendo do serviço a ser prestado, deve-se contratar uma mão de obra mais qualificada ou
então realizar o treinamento da mão de obra.
84
6 CONSIDERAÇÕES FINAIS
6.1 Conclusões
Este trabalho teve como objetivo principal a realização de uma revisão bibliográfica
sobre sistemas de construção de banheiros e cozinhas em módulos pré-fabricados fora do
canteiro de obra, e trasportados prontos para instalação, que visassem uma economia de água.
Através de uma linha de raciocínio, foi possível analisar as diferentes etapas necessárias para o
bom desenvolvimento dos projetos e para a execução dos módulos. Para tal, foi realizada uma
revisão bibliográfica abrangente, onde foi possível comparar diferentes sistemas construtivos,
materiais, equipamentos e outros assuntos pertinentes ao desenvolvimento dos módulos.
Concluiu-se que há uma série de questões importantes que envolvem o bom
desenvolvimento do módulo. Há uma grande gama de equipamentos, materiais e sistemas que
podem ser utilizados nos módulos e que são compatíveis com a ideia deste. Entretanto, alguns
destes produtos e tecnologias se sobressaem quando comparados entre si.
Com a revisão bibliográfica e a sua análise foi possível observar que:
Os problemas ambientais relacionados a escassez de água e desperdício de materiais na
construção civil podem ser reduzidos com o uso de dispositivos economizadores de
água e de técnicas mais eficientes, que reduzem o desperdício de material.
A industrialização da construção civil brasileira ainda caminha em busca do amplo uso
de técnicas mais aprimoradas e eficientes. Deve-se primar por sistemas construtivos
mais industrializados, como pré-fabricados e pré-moldados.
A construção de banheiros e cozinhas em módulos pré-fabricados fora do canteiro de
obra traz muitas vantagens, que tornam viável o amplo uso de módulos pré-fabricados
no Brasil.
A construção modular pré-fabricada possibilita o aperfeiçoamento da mão obra e um
maior controle de qualidade sobre a produção, fazendo com que as chances de se ter um
melhor acabamento sejam muito maiores.
O sistema construtivo Light Steel Frame (LSF) apresenta muitas vantagens sobre outros
sistemas construtivos, e é compatível com a ideia de construção rápida e fácil dos
módulos de cozinhas e banheiros.
85
O material Polietileno Reticulado (PEX) apresenta grandes vantagens para a instalação
nos módulos. Quando comparado a outros sistemas, o PEX traz uma maior agilidade na
execução da instalação hidrossanitária, propicia uma manutenção mais fácil e uma série
de outras vantagens.
A construção modular, utilizando o PEX e o LSF, propiciam ao sistema uma produção
e execução mais racionalizada.
Todos os dispositivos economizadores de água trazem benefícios à economia de água;
entretanto, alguns dispositivos e tecnologias apresentam grandes vantagens sobre os
outros. Os dispositivos que mais se destacam e são interessantes no sistema modular são
os de fechamento automático, que trazem uma maior higiene ao usuário e evitam que o
equipamento hidrossanitário permaneça funcionando enquanto nenhum usuário utiliza
o equipamento.
Com a utilização do modelo construtivo de banheiros e copas em módulos, há uma
redução da probabilidade de atraso da obra causada pelas instalações hidrossanitárias,
além de ser possível ter um maior controle sobre o processo e prazos.
A utilização dos módulos é visada em edificações que possuem um cronograma de
entrega mais curto.
O sistema construtivo reduz a quantidade de material estocado na obra, que traz uma
consequente redução do desperdício e do roubo de material.
A utilização deste sistema gera uma redução considerável dos custos indiretos para o
cliente.
O sistema necessita de um alto investimento inicial por parte do cliente.
O sistema é utilizado por várias empresas ao redor do mundo.
O raio de abrangência da empresa é limitado pelo custo de transporte. Entretanto, para
que a atuação da empresa se torne viável, deve-se atender a longas distâncias.
A utilização da plataforma CAD e da tecnologia BIM, permite ampliar a compreensão
do projeto e visualizar o empreendimento em 3D. Com isto, há uma redução de
desperdícios em consequência do aumento da precisão e da facilitação de tomadas de
decisão.
Portanto, o modelo construtivo de banheiros e cozinhas em módulos pré-fabricados fora
da obra e dentro da indústria, juntamente com a os dispositivos economizadores de água,
compõem uma solução rápida, leve, sustentável e eficiente. Com a industrialização da

86
construção civil e com um maior controle sobre a produção é possível racionalizar a construção,
facilitar a execução e manutenção, agregar valor ao produto final e evitar problemas tais como
o desperdício de material e a escassez de água.
6.2 Limitações do trabalho
O trabalho se limita a uma análise qualitativa e não quantitativa. Não são analisados os
custos de produção dos módulos de cozinhas e banheiro, e nem a comparação do custo de se
produzir estes com o sistema modular e com o sistema convencional. Apenas foram abordados
dispositivos disponíveis no mercado e que eram compatíveis com a ideia dos módulos.
6.3 Sugestões para pesquisas futuras
Realizar uma análise da viabilidade econômica da produção e a aceitação destes
módulos pelo mercado brasileiro. Além disso, seria interessante realizar uma comparação do
custo de produção dos módulos frente ao sistema convencional e analisar a viabilidade
econômica destes.

87
REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, P. C. Industrialização da construção. São Paulo: Escola de Engenharia de São
Carlos. Departamento de Arquitetura e Planejamento, p. 432, 1971.
AMADIO, L. Como construir - Instalação de banheiros prontos. Publicado em: Téchne, p.
78 - 84, 2010.
AMANCO. Catálogo Predial – Soluções Amanco. 2014. Disponível em:
<http://www.amanco.com.br/web/image/texto/file/Catalogo_Predial_2014-FINAL-
WEB.pdf>. Acesso em: maio 2015.
AMORIM, S. L. Inovações tecnológicas nas edificações: papéis diferenciados para
construtores e fornecedores. Gestão & Produção, São Carlos, v.3, p. 262 - 73, 1996.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND (ABCP). Sistemas construtivos
racionalizados permitem obras mais rápidas e eficientes. 2012. Disponível em:
<http://www.abcp.org.br/conteudo/imprensa/sistemas-construtivos-racionalizados-permitem-
obras-mais-rapidas-e-eficientes>. Acesso em: maio 2015.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 13103: Instalação
de aparelhos a gás para uso residencial — Requisitos. Rio de Janeiro, 2013.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 13713: Instalações
hidráulicas prediais - Aparelhos automáticos acionados mecanicamente e com ciclo de
fechamento automático - Requisitos e métodos de ensaio. Rio de Janeiro, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 15526: Redes de
distribuição interna para gases combustíveis em instalações residenciais e comerciais -
Projeto e execução. Rio de Janeiro, 2012.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 15575:
Desempenho de edificações habitacionais. Rio de Janeiro, 2013.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 5410: Instalações
elétricas de baixa tensão. Versão corrigida. Rio de Janeiro, 2008.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 8160: Sistemas
prediais de esgoto sanitário – Projeto e execução. Rio de Janeiro, 1999.
AUTOCAD. Disponível em: <www.autodesk.com.br/products/autocad/overview>. Acesso
em: maio 2015.
AUTODESK. Disponível em:
<www.autodesk.com.br/adsk/servlet/index?siteID=1003425&id=16162683>. Acesso em:
junho 2015.
88
BOBROFF, J. The project management: a new profile for the actors in the building industry.
Em: Encontro Nacional de Tecnologia do Ambiente Construído, Avanços em Tecnologia e
Gestão da Produção de Edificações, 1993, São Paulo. Anais... São Paulo: USP/ANTAC, 1993.
v.1, p.41-54.
BRUMATTI, D. O. Uso de Pré-moldados – Estudo e Viabilidade. Monografia (Especialista
na Construção Civil) - Universidade Federal de Minas Gerais, Vitória, 2008.
BRUNA, Paulo. J. V. Arquitetura, industrialização e desenvolvimento. São Paulo:
Perspectiva/EDUSP, p. 308, 1976.
CAMARGO, A. R. Industrialização da construção no Brasil. 1975. Dissertação (Mestrado
em Arquitetura) - Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos,
1975.
CICHINELL, G. Parede ou vedação. Revista Téchne, São Paulo, n. 128, p. 52 - 57, nov. 2007.
CONTRAN. Resolução Nº 12/98. Brasilia, 1998.
DINIZ, C.; RODRIGUES, S.; KOVACS, V. Drywall: entenda como funciona esse sistema
de construção. Publicado em: Revista Arquitetura e Construção, 2014. Disponível em:
<www.casa.abril.com.br/materia/drywallentendacomofuncionaessesistemadeconstrucao>.
Acesso em: maio 2015.
FABRICIO, M. M. Industrialização das construções: revisão e atualização de conceitos.
IAU-USP, v.20, n.33, p. 228 - 248, São Paulo, 2013.
FABRICIO, M. M. Processos construtivos flexíveis: projeto da produção. 1996. Dissertação
(Mestrado em Arquitetura e Urbanismo) - Escola de Engenharia de São Carlos, Universidade
de São Paulo, São Carlos, 1996.
FABRICIO, M. M.; MELHADO, S.B. Globalização e a modernização industrial na construção
de edifícios. In: ENCONTRO NACIONAL DE TECNOLOGIA DO AMBIENTE
CONSTRUÍDO: cooperação & responsabilidade social, 9., 2002, Foz do Iguaçu. Anais... Foz
do Iguaçu, 2002. CD-ROM.
FILHO, L. A. M. Sistema drywall atende à Norma de Desempenho. Artigo publicado em:
Associação Brasileira do Drywall. 2010. Disponível em:
<www.drywall.org.br/artigos.php/3/45/sistemadrywallatendeanormadedesempenho>. Acesso
em: maio 2015.
FLEURY, A. C. C.; VARGAS, N. Organização do trabalho: uma abordagem
interdisciplinar: sete casos brasileiros para estudo. São Paulo: Atlas, p. 232, 1983.
FORTLEV. Catálogo Técnico – Soluções Fortlev para Instalações Prediais – Esgoto. Mar.
2013. Disponível em: <http://www.fortlev.com.br/externos/suporte/catalogo_tecnico_esgoto
_19.03._14052013111857.pdf>. Acesso em: maio 2015.
FREITAS, A. M. S.; CRASTO, R. C. M. Steel Framing: arquitetura. Rio de Janeiro:
IBS/CBCA, 2006. Série Manuais da Construção em Aço.
89
GENESIS. Manual de Conservação de Água – Programa de Conservação de Águas. São
Paulo, 2007.
GERDAU. Aço para Construção Civil. Manual técnico. Disponível em:
<https://www.comercialgerdau.com.br/produtos/download/6_AcoConstrucaoCivil.pdf>
Acesso em: maio 2014.
GIRIBOLA, M. Espaçadores para armadura. Publicado em: Equipe de Obra, ed. 62, ago.
2013.
GIRMSCHEID, G.; SCHEUBLIN, F. New Perspective in Industrialisation in Construction:
A State-of-the-Art Report. Council for Research and Innovation in Building and Construction
(CIB), Holanda. 2010.
GONÇALVES, O. M.; IOSHIMOTO, E.; OLIVEIRA, L.H. Tecnologias Poupadoras de
Água nos Sistemas Prediais. Secretaria Especial de Desenvolvimento Urbano, Brasília. 1999.
GREVEN, H. A.; BALDAUF, A. S. F. Introdução à Coordenação modular na construção
no Brasil: uma abordagem atualizada. Porto Alegre: Coleção Habitare/FINEP, 2007. 72 p.
HAFNER, A. V. Conservação e Reuso de Água em Edificações – Experiências Nacionais e
Internacionais. Dissertação (Mestrado em Engenharia Civil) - Universidade Federal do Rio de
Janeiro, Rio de Janeiro. 2007.
INSTITUTO BRASILEIRO DE DESENVOLVIMENTO DA ARQUITETURA (IBDA).
Gesso Acartonado – Drywall: Usos e Vantagens Disponível em: <http://www.forumda
construcao.com.br/conteudo.php?a=29&Cod=1740>. Acesso em: maio 2015.
KNAUF DRYWALL. Manual de Instalação – Sistemas Knauf drywall. Ago. 2014.
Disponível em: <http://www.knauf.com.br/folder/manual/pdf/manual_instalacao.pdf>. Acesso
em: maio 2015.
LIPIETZ, A.; LEBORGNE, D. O Pós - Fordismo e seu Espaço. Em: Espaço e Debates.
Tradução: Regina Silva Pacheco. São Paulo: Annablume Editora, . n. 25, p. 12 -29, 1988.
LOPES, R. D. Banheiro Pronto. Monografia (Trabalho de Conclusão de Curso de Engenharia
Civil) - Universidade Anhembi Morumbi, São Paulo, 2005.
MARTUCCI, R. Projeto tecnológico para edificações habitacionais: utopia ou desafio?
1990. Tese (Doutorado em Arquitetura e Urbanismo) - Faculdade de Arquitetura e Urbanismo,
Universidade de São Paulo, São Paulo, 1990.
MERICO, L. F. K. Economia e sustentabilidade: o que é, como faz. 2. ed. São Paulo: Loyola,
2008.
OLDCASTLE MODULAR. Disponível em: <www.oldcastlemodular.com>. Acesso em: maio
2015.
90
PAULANI, Fernando. A tecnologia das construções em pré-fabricados de concreto.
Monografia (Trabalho de Conclusão do curso de Engenharia Civil) - Universidade São
Francisco, Itatiba. 2008.
PINTO, T. P. Metodologia para a gestão diferenciada de resíduos sólidos da construção
urbana. São Paulo, 1999. 189f. Tese (Doutorado em Engenharia) - Escola Politécnica,
Universidade de São Paulo, 1999.
PINTO, T.P. Perdas de materiais em processos construtivos tradicionais. São Carlos:
Universidade Federal de São Carlos / Depto. de Engenharia Civil, 1989.
RESENDE FILHO, A. Esgotamento Sanitário a Vácuo: Descrição e Avaliação Econômica.
Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia de São Carlos, USP, São
Paulo, 2009.
REVISTA BUILDINGS. Especificações Técnicas de edifícios comerciais. Ano 2, Ed. 6, 2°
trimestre de 2009. Disponível em: <http://www.buildings.com.br/revista/pdf/revista_buildings
_especificacoes_tecnicas_do_edificio.pdf>.
REVISTA TÉCHNE. Piso-box para banheiro com drywall. Ed. 105, dez. 2005. Disponível
em: <http://techne.pini.com.br/engenharia-civil/105/artigo285524-1.aspx>. Acesso em: maio
2015.
ROSSO, T. Racionalização da Construção. São Paulo: FAUUSP, p. 300, 1980.
SANTIAGO, A. K.; ARAÚJO, E. C. Sistema Light Steel Framing Como Fechamento Externo
Vertical Industrializado. In: CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO
METÁLICA, 3., 2008, São Paulo. Anais... São Paulo: ABCEM, 2008.
SANTOS, E. T. Building Information Modeling. Em: WORKSHOP BRASILEIRO DE
GESTÃO DO PROCESSO DE PROJETO NA CONSTRUÇÃO DE EDIFÍCIOS, ISSN:
1982-7296. Disponível em: < http://www.cesec.ufpr.br/workshop2007/>. Acesso em: maio
2015.
SCHMIDT, W. DTA F2 – Produtos Economizadores de Água nos Sistemas Prediais.
Programa Nacional de Combate ao Desperdício de Água (PNCDA). Revisão 2004.
SERRANO, J. S. Alojamiento y tecnologia: industrialización abierta? Madrid: Instituto
Eduardo Torroja de La Construction y Del Cemento, Consejo Superior de Investigaciones
Científicas, p. 160, 1980.
SKETCHUP. Disponível em: <www.sketchup.com/pt-BR>. Acesso em: maio 2015.
TECNOBAGNO. Tecnologia. Disponível em: <http://www.banheiropronto.com.br/
tecnologia.html >. Acesso em: maio 2015.
TERNI, A. W.; SANTIAGO, A. K.; PIANHERI, J. Steel frame – estrutura. Revista Téchne,
São Paulo: Pini, ano 16, n. 137, p. 84-88, ago. 2008.
91
TIGRE. Catálogo Técnico Instalação Predial de Esgoto. Fev. 2008. Disponível em:
<http://www.tigre.com.br/pt/catalogos_tecnicos.php>. Acesso em: maio 2015.
TIGRE. Catálogo Técnico Instalação Predial PEX. Maio 2009. Disponível em:
<http://www.tigre.com.br/pt/catalogos_tecnicos.php>. Acesso em: maio 2015.
TIGRE. Catálogo Técnico PPR Termofusão. Jul. 2012. Disponível em:
<http://www.tigre.com.br/pt/catalogos_tecnicos.php>. Acesso em: maio 2015.
TIGRE. Catálogo Técnico Predial Aquatherm®. Maio. 2011. Disponível em:
<http://www.tigre.com.br/pt/catalogos_tecnicos.php>. Acesso em: maio 2015.
TIGRE. Catálogo Técnico Predial de Água Fria Soldável e Roscável. Fev. 2008. Disponível
em: <http://www.tigre.com.br/pt/catalogos_tecnicos.php>. Acesso em: maio 2015.
VIMIEIRO, G. V. Educação Ambiental e Emprego de Equipamentos Economizadores na
Redução do Consumo de Água em Residências de Famílias de Baixa Rende e em uma
Escola de Ensino Fundamental. Dissertação (Mestrado em Saneamento, Meio Ambiente e
Recursos Hídricos) - Universidade Federal de Minas Gerais, Belo Horizonte, 2005.
WATERLESS. Mictórios secos No-Flush. 2007. Disponível em: <http://www.exergis.com
.br/download/Catalogo%20_Waterless.pdf>. Acesso em: maio de 2015.
WERKEMA, C.; Lean Seis Sigma: Introdução às ferramentas do Lean Manufacturing.
Rio de Janeiro, 2. ed., 2011.





























