Embed Size (px)
Citation preview

Sede:Rio de JaneiroAv. Treze de Maio, 13 28º andarCEP 20003-900 – Caixa Postal 1680Rio de Janeiro – RJTel.: PABX (021) 210-3122Fax: (021) 220-1762/220-6436Endereço eletrônico:www.abnt.org.br
ABNT – AssociaçãoBrasileira deNormas Técnicas
Copyright © 2000,ABNT–Associação Brasileirade Normas TécnicasPrinted in Brazil/Impresso no BrasilTodos os direitos reservados
DEZ 2000 ABNT ISO/TR 10017Guias de técnicas estatísticas paraNBR ISO 9001:1994
Origem: Projeto ABNT ISO/TR 10017:2000ABNT/CB-25 - Comitê Brasileiro da QualidadeCE-25:000.06 - Comissão de Estudo de Técnicas EstatísticasABNT ISO/TR 10017 - Guidance on statistical techniques for ISO 9001:1994Descriptors: Quality management. Quality assurance. Quality assurance system.Statistic. QualityEste Relatório Técnico é equivalente ao ISO/TR 10017:1999Válido a partir de 29.01.2001
Palavras-chave: Gestão da qualidade. Garantia da qualidade.Sistema de garantia da qualidade. Estatística.Qualidade
21 páginas
SumárioPrefácioIntrodução1 Objetivo2 Termos e definições3 Identificação das necessidades potenciais de técnicas estatísticas4 Descrição das técnicas estatísticas identificadasANEXOA Visão das técnicas estatísticas identificadas que podem ser utilizadas para apoiar os requisitos das seções daNBR ISO 9001Bibliografia
Prefácio
O ABNT ISO/TR 10017 é equivalente ao ISO/TR 10017:1999, o qual, segundo as regras da ISO, é publicado quando osdados coletados pelo Comitê Técnico (ISO/TC) têm um caráter diferente daqueles pertinentes à norma (por exemplo:“estado da arte”). O Relatório Técnico constitui-se em um documento de natureza estritamente informativa.
Este Relatório Técnico circulou para comentários entre os associados da ABNT inscritos no ABNT/CB-25, através do Editaln!"04/2000, de 28/04/2000.
Este Relatório Técnico contém o anexo A, de caráter informativo.
Introdução
O objetivo deste Relatório Técnico é auxiliar uma organização na identificação de técnicas estatísticas que possam serúteis no desenvolvimento, implementação ou manutenção de um Sistema da Qualidade de acordo com aNBR ISO 9001:1994.
Nesse contexto, a utilização de técnicas estatísticas é resultante da variabilidade que pode ser observada no comporta-mento e na saída de praticamente todos os processos, mesmo sob condições de aparente estabilidade. Tal variabilidadepode ser observada nas características quantificáveis de produtos e processos, e pode vir a existir em vários estágios detodo o ciclo de vida dos produtos desde pesquisa de mercado até o serviço ao cliente e disposição final.
Técnicas estatísticas podem ajudar a medir, descrever, analisar, interpretar e modelar tal variabilidade, mesmo com umaquantidade de dados relativamente limitada. A análise estatística de tais dados pode ajudar a obter um melhorentendimento da natureza, extensão e causa da variabilidade. Isso poderia ser útil para resolver e também prevenirproblemas que possam resultar de tal variabilidade.
Técnicas estatísticas podem então permitir uma melhor utilização de dados disponíveis para auxiliar na tomada de decisãoe conseqüentemente ajudar a melhorar a qualidade dos produtos e processos nos estágios de projeto, desenvolvimento,produção, instalação e serviços associados.

ABNT ISO/TR 10017:20002
É intenção deste Relatório Técnico fornecer diretrizes e auxiliar uma organização na consideração e seleção de técnicasestatísticas apropriadas às suas necessidades. O critério para determinação das necessidades de técnicas estatísticas e aadequação de sua seleção permanece como prerrogativa da organização.As técnicas estatísticas descritas neste Relatório Técnico são também relevantes para uso com outras normas da famíliaNBR ISO 9000. Em particular, o anexo D da NBR ISO 9000-1:1994 apresenta uma referência cruzada das seções e tópicoscorrespondentes nas NBR ISO 9001, NBR ISO 9002, NBR ISO 9003 e NBR ISO 9004-1 (edições 1994).
1 ObjetivoEste Relatório Técnico fornece um guia para seleção de técnicas estatísticas apropriadas que podem ser úteis para umaorganização no desenvolvimento, implementação ou manutenção de um Sistema da Qualidade, de acordo com aNBR ISO 9001. Isso é feito por meio da análise dos requisitos da NBR ISO 9001 que envolvem o uso de dadosquantitativos e então identificando e descrevendo aquelas técnicas estatísticas que podem ser úteis, quando aplicáveis, atais dados.
A listagem das técnicas estatísticas citadas neste Relatório Técnico não é completa nem exaustiva, e não deve impedir ouso de qualquer outra técnica (estatística ou outra qualquer) que a organização julgue beneficiá-la. Além disso, esteRelatório Técnico não tem a intenção de prescrever quais técnicas estatísticas devam ser usadas, nem recomendar comoestas devem ser implementadas.
Este Relatório Técnico não tem objetivos contratuais, regulamentares ou de certificação. Não é intenção usá-lo como umalista de verificação mandatória para atender aos requisitos da NBR ISO 9001:1994. A justificativa para a utilização detécnicas estatísticas é que sua aplicação poderia ajudar a melhorar a eficácia de um Sistema da Qualidade.2 Termos e definições
Para os efeitos deste Relatório Técnico, aplicam-se os termos e definições das NBR ISO 8402, ISO 3534 (todas as partes)e IEC 60050.
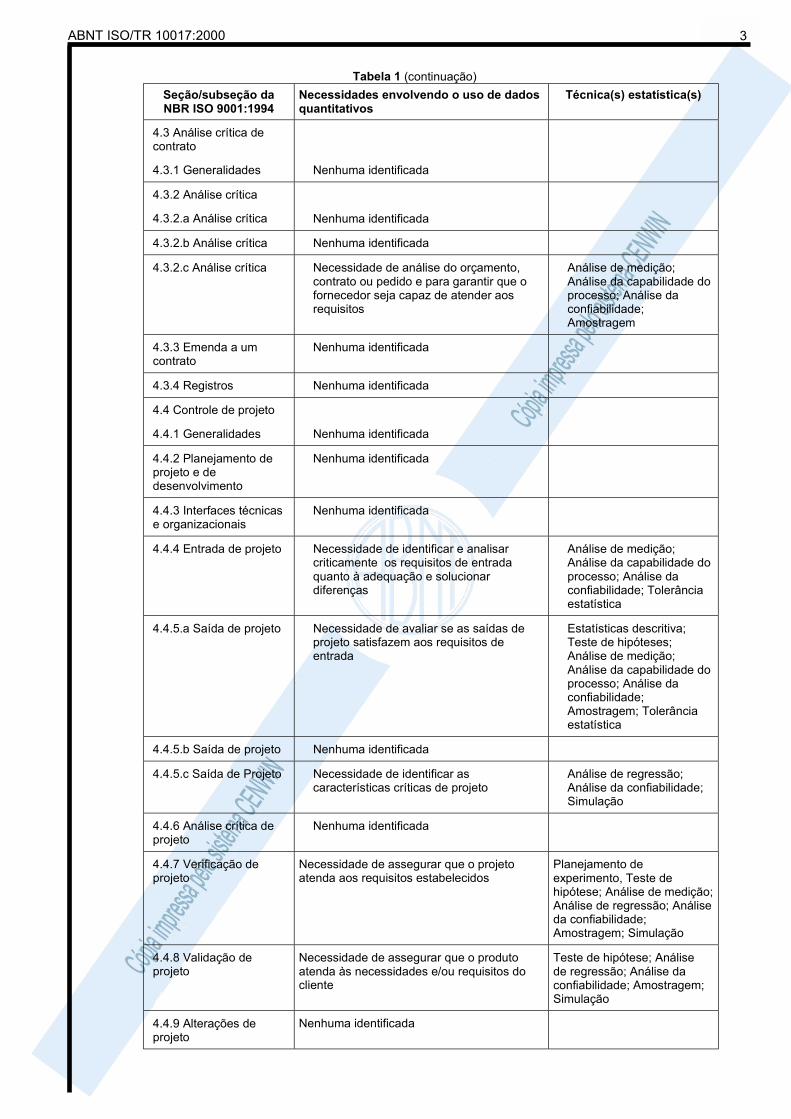
Referências neste Relatório Técnico a “produto” são aplicáveis à categoria genérica de produto, de serviço, equipamentos,informações, materiais processados, ou uma combinação destes, conforme Notas 1 e 2 que acompanham a definição de“produto” na NBR ISO 8402.3 Identificação das necessidades potenciais de técnicas estatísticasA necessidade de dados quantitativos que pode estar associada à implementação de seções e subseções daNBR ISO 9001 está identificada na tabela 1. Foi listada a necessidade de dados quantitativos versus uma ou mais técnicasestatísticas apropriadas que potencialmente podem ser aplicadas a tais dados, e cuja aplicação poderia beneficiar aorganização.
Onde nenhuma necessidade de dados quantitativos pôde ser prontamente associada com uma seção ou subseção da NBRISO 9001, nenhuma técnica estatística está identificada.
Tomou-se cuidado ao citar somente aquelas técnicas que são bem conhecidas, e que têm sido largamente aplicadas comreconhecido benefício aos usuários.
Cada uma das técnicas estatísticas listadas na tabela 1 está descrita resumidamente na seção 4 com o objetivo de auxiliara organização a avaliar a relevância e o valor das técnicas estatísticas citadas, e para ajudar na decisão de usá-las ou nãoem um contexto específico.
Tabela 1 - Necessidade envolvendo dados quantitativos e técnica(s) estatística(s) de suporte
Seção/subseção daNBR ISO 9001:1994
Necessidades envolvendo o uso de dadosquantitativos
Técnica(s) estatística(s)
4.1 Responsabilidade daadministração
4.1.1 Política da qualidade Necessidade de avaliar a extensão na qual apolítica da qualidade está implementada naorganização
Amostragem
4.1.2 Organização4.1.2.1 Responsabilidadee autoridade
Nenhuma identificada
4.1.2.2 Recursos Nenhuma identificada4.1.2.3 Representante daadministração
Nenhuma identificada
4.1.3 Análise crítica pelaadministração
Necessidade de avaliação quantitativa dodesempenho da organização em relação aosseus objetivos
Estatística descritiva; Amostragem;Cartas de controle; Análise deséries temporais
4.2 Sistema da qualidade4.2.1 Generalidades Nenhuma identificada4.2.2 Procedimentos dosistema da qualidade
Nenhuma identificada
4.2.3 Planejamento daqualidade
Nenhuma identificada
ABNT ISO/TR 10017:2000 3
Tabela 1 (continuação)Seção/subseção daNBR ISO 9001:1994
Necessidades envolvendo o uso de dadosquantitativos
Técnica(s) estatística(s)
4.3 Análise crítica decontrato
4.3.1 Generalidades Nenhuma identificada
4.3.2 Análise crítica
4.3.2.a Análise crítica Nenhuma identificada
4.3.2.b Análise crítica Nenhuma identificada
4.3.2.c Análise crítica Necessidade de análise do orçamento,contrato ou pedido e para garantir que ofornecedor seja capaz de atender aosrequisitos
Análise de medição;Análise da capabilidade doprocesso; Análise daconfiabilidade;Amostragem
4.3.3 Emenda a umcontrato
Nenhuma identificada
4.3.4 Registros Nenhuma identificada
4.4 Controle de projeto
4.4.1 Generalidades Nenhuma identificada
4.4.2 Planejamento deprojeto e dedesenvolvimento
Nenhuma identificada
4.4.3 Interfaces técnicase organizacionais
Nenhuma identificada
4.4.4 Entrada de projeto Necessidade de identificar e analisarcriticamente os requisitos de entradaquanto à adequação e solucionardiferenças
Análise de medição;Análise da capabilidade doprocesso; Análise daconfiabilidade; Tolerânciaestatística
4.4.5.a Saída de projeto Necessidade de avaliar se as saídas deprojeto satisfazem aos requisitos deentrada
Estatísticas descritiva;Teste de hipóteses;Análise de medição;Análise da capabilidade doprocesso; Análise daconfiabilidade;Amostragem; Tolerânciaestatística
4.4.5.b Saída de projeto Nenhuma identificada
4.4.5.c Saída de Projeto Necessidade de identificar ascaracterísticas críticas de projeto
Análise de regressão;Análise da confiabilidade;Simulação
4.4.6 Análise crítica deprojeto
Nenhuma identificada
4.4.7 Verificação deprojeto
Necessidade de assegurar que o projetoatenda aos requisitos estabelecidos
Planejamento deexperimento, Teste dehipótese; Análise de medição;Análise de regressão; Análiseda confiabilidade;Amostragem; Simulação
4.4.8 Validação deprojeto
Necessidade de assegurar que o produtoatenda às necessidades e/ou requisitos docliente
Teste de hipótese; Análisede regressão; Análise daconfiabilidade; Amostragem;Simulação
4.4.9 Alterações deprojeto
Nenhuma identificada

ABNT ISO/TR 10017:20004
Tabela 1 (continuação)Seção/subseção daNBR ISO 9001:1994
Necessidades envolvendo o uso de dadosquantitativos
Técnica(s) estatística(s)
4.5 Controle dedocumentos e dados
4.5.1 Generalidades Nenhuma identificada
4.5.2 Aprovação eemissão de documentos edados
Nenhuma identificada
4.5.3 Alterações emdocumentos e dados
Nenhuma identificada
4.6 Aquisição
4.6.1 Generalidades Nenhuma identificada
4.6.2.a Avaliação desubcontratados
Necessidade de avaliar subcontratados combase na sua capacidade de atender requisitos
Estatística descritiva; Testede hipótese; Análise dacapabilidade do processo;Amostragem
4.6.2.b Avaliação desubcontratados
Nenhuma identificada
4.6.2.c Avaliação desubcontratados
Necessidade de descrever e resumir odesempenho dos subcontratados
Estatística descritiva
4.6.3 Dados paraaquisição
Nenhuma identificada
4.6.4 Verificação doproduto adquirido
4.6.4.1 Verificação pelofornecedor nasinstalações dosubcontratado
Nenhuma identificada
4.6.4.2 Verificação pelocliente do produtosubcontratado
Nenhuma identificada
4.7 Controle de produtofornecido pelo cliente
Nenhuma identificada
4.8 Identificação erastreabilidade de produto
Nenhuma identificada
4.9 Controle de processo
4.9.a Controle deprocesso
Nenhuma identificada
4.9.b Controle deprocesso
Necessidade de assegurar a adequabilidadedos equipamentos
Estatística descritiva; Análisede medição; Análise dacapabilidade do processo
4.9.c Controle deprocesso
Nenhuma identificada
4.9.d Controle deprocesso
Necessidade de monitorar e controlaradequadamente parâmetros do processo ecaracterísticas do produto
Estatística descritiva;Planejamento deexperimentos; Análise deregressão; Amostragem;Cartas de controle; Análise deséries temporais
4.9.e Controle deprocesso
Necessidade de aprovar processos eequipamentos
Estatística descritiva; Análisede medição; Análise dacapabilidade do processo
4.9.f Controle de processo Nenhuma identificada
4.9.g Controle deprocesso
Necessidade de manutenção adequada deequipamento para assegurar a continuidadeda capabilidade do processo
Estatística descritiva; Análiseda capabilidade do processo;Análise da confiabilidade;Simulação

ABNT ISO/TR 10017:2000 5
Tabela 1 (continuação)Seção/subseção daNBR ISO 9001:1994
Necessidades envolvendo o uso de dadosquantitativos
Técnica(s) estatística(s)
4.10 Inspeção e ensaios4.10.1 Generalidades Necessidade de definir atividades de
inspeção e ensaios para verificar se osrequisitos do produto são atendidos
Teste de hipóteses; Análiseda confiabilidade;Amostragem
4.10.2 Inspeção e ensaiosno recebimento4.10.2.1 Inspeção eensaios no recebimento
Necessidade de verificar se o produtorecebido está em conformidade com osrequisitos especificados
Estatística descritiva; Testede hipótese; Análise daconfiabilidade; Amostragem
4.10.2.2 Inspeção eensaios no recebimento
Nenhuma identificada
4.10.2.3 Inspeção eensaios no recebimento
Nenhuma identificada
4.10.3.a Inspeção eensaios durante oprocesso
Necessidade de inspecionar e ensaiarproduto conforme requerido
Estatística descritiva; Testede hipóteses; Análise daconfiabilidade; Amostragem
4.10.3.b Inspeção eensaios durante oprocesso
4.10.4 Inspeção e ensaiosfinais
Necessidade de verificar se o produtoacabado atende aos requisitos especificados
Estatística descritiva; Testede hipóteses; Análise daconfiabilidade; Amostragem
4.10.5 Registros deinspeção e ensaios
Nenhuma identificada
4.11 Controle deequipamentos deinspeção, medição eensaios
4.11.1 Generalidades Nenhuma identificada
4.11.2.a Procedimento decontrole
Necessidade de avaliar a capabilidade deequipamentos de inspeção, medição eensaios
Estatística descritiva; Análisede medição; Análise dacapabilidade do processo;Cartas de controle
4.11.2.b Procedimento decontrole
Nenhuma identificada
4.11.2.c Procedimento decontrole
Necessidade de definir o processo para acalibração de equipamentos de inspeção,medição e ensaios
Estatística descritiva; Análisede medição; Análise dacapabilidade do processo;Cartas de controle
4.11.2.d Procedimento decontrole
Nenhuma identificada
4.11.2.e Procedimento decontrole
Nenhuma identificada
4.11.2.f Procedimento decontrole
Necessidade de avaliar a validade dosresultados de inspeção e ensaios anteriores
Estatística descritiva; Testede hipóteses; Análise daconfiabilidade; Amostragem;Cartas de controle
4.11.2.g Procedimento decontrole
Nenhuma identificada
4.11.2.h Procedimento decontrole
Nenhuma identificada
4.11.2.i Procedimento decontrole
Nenhuma identificada
4.12 Situação de inspeçãoe ensaios
Nenhuma identificada

ABNT ISO/TR 10017:20006
Tabela 1 (continuação)Seção/subseção daNBR ISO 9001:1994
Necessidades envolvendo o uso de dadosquantitativos
Técnica(s) estatística(s)
4.13 Controle de produtonão-conforme
4.13.1 Generalidades Nenhuma identificada
4.13.2.a Análise crítica edisposição de produtonão-conforme
Nenhuma identificada
4.13.2.b Análise crítica edisposição de produtonão-conforme
Nenhuma identificada
4.13.2.c Análise crítica edisposição de produtonão-conforme
Nenhuma identificada
4.13.2.d Análise crítica edisposição de produtonão-conforme
Nenhuma identificada
4.14 Ação corretiva eação preventiva
4.14.1 Generalidades Nenhuma identificada
4.14.2.a Ação corretiva Necessidade de avaliar a eficiência doprocesso de tratamento de reclamações declientes e de relatórios de não-conformidadesde produto
Estatística descritiva;Amostragem
4.14.2.b Ação corretiva Necessidade de examinar a causa da não-conformidade relacionada ao produto,processo ou sistema da qualidade
Estatística descritiva;Planejamento deexperimento; Análise demedição; Análise dacapabilidade do processo;Análise de regressão; Análiseda confiabilidade;Amostragem; Simulação,Cartas de controle; Tolerânciaestatística; Análise de sériestemporais
4.14.2.c Ação corretiva Nenhuma identificada
4.14.2.d Ação corretiva Necessidade de avaliar a eficácia da açãocorretiva
Estatística descritiva; Testede hipóteses; Análise deregressão; Amostragem;Cartas de controle; Análise deséries temporais
4.14.3.a Ação preventiva Necessidade de listar e analisar dados deprodutos ou processos relacionados comnão-conformidades atuais ou potenciais
Estatística descritiva; Análisede regressão; Análise deséries temporais
4.14.3.b Ação preventiva Nenhuma identificada
4.14.3.c Ação preventiva Necessidade de assegurar a eficácia da açãopreventiva
Estatística descritiva; Testede hipóteses; Análise deregressão; Amostragem;Cartas de controle; Análise deséries temporais
4.14.3.d Ação preventiva Nenhuma identificada

ABNT ISO/TR 10017:2000 7
Tabela 1 (conclusão)Seção/subseção daNBR ISO 9001:1994
Necessidades envolvendo o uso de dadosquantitativos
Técnica(s) estatística(s)
4.15 Manuseio,armazenamento,embalagem, preservaçãoe entrega
4.15.1 Generalidades Nenhuma identificada
4.15.2 Manuseio Nenhuma identificada
4.15.3 Armazenamento Necessidade de avaliar a deterioração doproduto em estoque e de determinarintervalos adequados entre as avaliações
Estatística descritiva; Testede hipóteses; Análise daconfiabilidade; Amostragem;Análise de séries temporais
4.15.4 Embalagem Necessidade de avaliar os processos deembalagem, acondicionamento e marcaçãoem conformidade com os requisitosespecificados
Estatística descritiva; Análiseda capabilidade do processo;Amostragem; Cartas decontrole
4.15.5 Preservação Necessidade de avaliar a adequação dapreservação e segregação do produtoenquanto o mesmo estiver sob controle dofornecedor
Estatística descritiva; Testede hipóteses; Amostragem;Análise de séries temporais
4.15.6 Entrega Necessidade de avaliar a adequação daproteção da qualidade do produto após ainspeção e os ensaios finais
Estatística descritiva;Amostragem
4.16 Controle de registroda qualidade
Nenhuma identificada
4.17 Auditorias internasda qualidade
Necessidade potencial de amostragem noplanejamento e condução de auditoriasinternas; e necessidade de resumir os dadosdas auditorias e verificação da eficácia
Estatística descritiva;Amostragem
4.18 Treinamento Nenhuma identificada
4.19 Serviços associados Necessidade de verificar se os serviçosassociados atendem aos requisitosespecificados
Estatística descritiva;Amostragem
4.20 Técnicas estatísticas
4.20.1 Generalidades Esta seção alerta para a identificação danecessidade de técnicas estatísticas
Consideração da técnicaestatística adequada
4.20.2 Procedimentos Nenhuma identificada
Os resultados da tabela 1 estão resumidos no anexo A, que apresenta uma visão do escopo das técnicas estatísticas e aextensão na qual ela pode ser usada para apoiar a implementação da NBR ISO 9001.
4 Descrições das técnicas estatísticas identificadas
4.1 Generalidades
As seguintes técnicas estatísticas ou famílias de técnicas, que podem auxiliar uma organização a atingir suasnecessidades, estão identificadas na seção 3:
—- estatística descritiva;
—- projeto de experimentos;
—- teste de hipóteses;
—- análise de medição;
—- análise da capabilidade do processo;
—- regressão;
—- análise da confiabilidade;

ABNT ISO/TR 10017:20008
—- amostragem;
—- simulação;
—- cartas de controle;
—- tolerância estatística;
—- análise de séries temporais.
Como afirmado anteriormente, o critério usado na seleção das técnicas listadas acima é que estas sejam bem conhecidase largamente utilizadas, e cuja aplicação tenha tido resultados benéficos para os usuários.
A escolha da técnica e a maneira da sua aplicação dependerão das circunstâncias e do objetivo da utilização, o qual diferecaso a caso.
Uma breve descrição de cada uma das técnicas estatísticas ou família de técnicas listadas acima é fornecida em 4.2 a4.13. As descrições são destinadas a auxiliar um leitor leigo a avaliar a aplicabilidade potencial e os benefícios dautilização de técnicas estatísticas na implementação dos requisitos de um Sistema da Qualidade. Entretanto, a realaplicação das técnicas estatísticas citadas aqui requererá mais orientações e experiência do que é fornecido nesteRelatório Técnico.
Existe uma grande quantidade de informação em técnicas estatísticas de domínio público, de fontes tais como textos,jornais, relatórios, manuais da indústria e outras fontes de informação, que podem auxiliar a organização na efetivautilização das técnicas estatísticas1). Entretanto, está além do escopo deste Relatório Técnico citar essas fontes e a buscade tais informações fica a critério de cada organização.
4.2 Estatística descritiva
4.2.1 O que é
O termo estatística descritiva se refere a procedimentos para resumir e apresentar dados quantitativos, de forma querevele as características da distribuição de dados.
As características dos dados que são tipicamente de interesse são sua tendência central (mais freqüentemente descritapela média, e também pela moda ou mediana) e sua amplitude ou dispersão (usualmente medidas pela amplitude, desvio-padrão ou variância). Outra característica de interesse é a distribuição de dados, para a qual há medidas quantitativas quedescrevem a forma da distribuição (tal como o coeficiente de assimetria, que descreve a simetria).
As informações fornecidas pela estatística descritiva podem freqüentemente ser expressas por uma variedade de métodosgráficos. Estes vão desde simples gráficos na forma de setores (pizza), gráficos de barras, histogramas, gráficos dedispersão e de tendência, até gráficos de natureza mais complexa envolvendo escala especializada, tais como gráficos deprobabilidade e gráficos envolvendo variáveis e dimensões múltiplas.
Os métodos gráficos são úteis porque eles freqüentemente revelam características incomuns dos dados, que nãopoderiam ser detectados rapidamente em uma análise quantitativa. Eles têm um uso extenso em análise de dados quandoexplorando ou verificando as relações entre variáveis, e na estimação de parâmetros que descrevem tal relacionamento.Também, eles têm uma aplicação importante no resumo e apresentação de dados complexos ou na relação de dados emuma maneira efetiva, especialmente para audiências não especialistas.
Os métodos gráficos são muitas vezes usados implicitamente em muitas das técnicas estatísticas referidas neste RelatórioTécnico, e devem ser vistos como um componente vital da análise estatística.
4.2.2 É usada para
A estatística descritiva é usada para resumir e caracterizar dados. Geralmente é o passo inicial na análise de dadosquantitativos, e freqüentemente constitui o primeiro passo para o uso de outros procedimentos estatísticos.
As características dos dados amostrais podem servir como base para fazer inferência acerca das características daspopulações, com uma margem de erro e um nível de confiança prefixados e considerando que as premissas estatísticasassumidas foram satisfeitas.
4.2.3 Benefícios
A estatística descritiva oferece uma maneira eficiente e relativamente simples de resumir e caracterizar dados, e tambémoferece uma maneira conveniente de apresentar tais informações. É facilmente compreendida e pode ser usada paraanálise e tomada de decisões em todos os níveis.
_________________1) Listadas na bibliografia estão as normas ISO e IEC e relatórios técnicos relativos a técnicas estatísticas. Eles são citados aqui parainformação; este Relatório Técnico não demonstra conformidade com os mesmos.

ABNT ISO/TR 10017:2000 9
4.2.4 Limitações e cuidados
A estatística descritiva fornece medidas quantitativas (como média e desvio-padrão) de características de uma amostra dedados. Contudo, essas medidas estão sujeitas a limitações devido ao tamanho da amostra e do método de amostragemempregado. Também, estas medidas quantitativas não podem ser assumidas como estimativas válidas de característicasde uma população da qual a amostra foi retirada, a menos que as premissas associadas com a amostragem estejamsatisfeitas.4.2.5 Exemplos de aplicaçõesA estatística descritiva tem aplicação útil em quase todas as áreas onde dados quantitativos sejam coletados. Algunsexemplos de tais aplicações são:
resumir parâmetros-chave de características de um produto (tais como média e amplitude);
descrever o desempenho de alguns parâmetros do processo, como temperatura de forno;
caracterizar o tempo de remessa ou tempo de resposta em serviço industrial;
resumir dados de pesquisas de clientes.4.3 Projeto de experimentos4.3.1 O que éProjeto de experimentos (abreviado como “PE”, ou às vezes chamado de experimento projetado) refere-se a investigaçõesdesenvolvidas de forma planejada, as quais dependem da avaliação estatística dos resultados para obter-se conclusõescom um nível de confiança definido.O arranjo específico e a forma com que os experimentos são conduzidos chama-se “projeto de experimentos” e esteprojeto é direcionado pelo objetivo prático e as condições sob as quais os experimentos devem ser conduzidos.PE significa induzir mudança(s) no sistema sob investigação, e avaliar estatisticamente o efeito de tal(is) mudança(s) nosistema. Seu objetivo pode ser validar alguma(s) característica(s) de um sistema ou investigar a influência de um ou maisfatores em alguma(s) característica(s) de um sistema.4.3.2 É usado paraPE pode ser usado para avaliar uma característica de um produto, processo ou sistema, com um nível de confiançaestabelecido. Ele pode ser usado com o propósito de validar por meio de um padrão especificado ou para avaliaçãocomparativa de sistemas diferentes.PE é particularmente útil para investigar sistemas complexos cujo resultado pode ser potencialmente influenciado por umgrande número de fatores. O objetivo do experimento pode ser maximizar ou otimizar a característica de interesse, oureduzir sua variabilidade. PE pode ser usado para identificar os fatores mais influentes no sistema, a extensão de suainfluência e a relação (interação), se existir, entre os fatores. Os resultados podem ser usados para facilitar o projeto edesenvolvimento do produto ou processo, ou para controlar ou melhorar um sistema existente.A informação de um projeto de experimento pode ser usada para formular um modelo matemático que descreva a(s)característica(s) do sistema sob estudo, como uma função dos fatores de influência e com certas limitações (citadasresumidamente abaixo), de modo que o modelo possa ser usado para fins de previsão.4.3.3 BenefíciosNa estimativa ou validação de uma característica de interesse, existe a necessidade de se assegurar que os resultadosobtidos não são devidos ao acaso. Isto se aplica a avaliações feitas contra algum padrão preestabelecido e, em maiorgrau, na comparação de dois ou mais sistemas. PE permite fazer estas avaliações com um nível de confiançaestabelecido.A maior vantagem do PE é a sua relativa eficiência e economia em investigar os efeitos de fatores múltiplos num processo,se comparados ao se investigar cada fator individualmente. Além disso, sua habilidade de identificar a interação entrecertos fatores pode levar a um profundo conhecimento do processo. Tais benefícios são acentuados especialmentequando se trata de processos complexos, ou seja, processos que envolvam um grande número de fatores potenciais deinfluência.Finalmente, na investigação de um sistema, existe o risco de se assumir incorretamente casualidades, onde há chance deexistir correlação entre duas ou mais variáveis. O risco deste erro pode ser reduzido pelo uso dos princípios do projeto deexperimento.4.3.4 Limitações e cuidadosAlgum nível de variação inerente (freqüentemente chamado de “ruído”) está presente em todos os sistemas, e isto podealgumas vezes mascarar os resultados das investigações e levar a conclusões incorretas. Outras fontes potenciais de erroincluem o efeito de que se possa confundir fatores desconhecidos (ou simplesmente não reconhecidos) que podem estarpresentes, ou as dependências entre os vários fatores no sistema. O risco devido a estes erros pode ser mitigado por umexperimento bem elaborado, por exemplo, através da escolha do tamanho da amostra ou outras considerações no projetodo experimento, mas estes riscos nunca podem ser totalmente eliminados, e devem ser considerados na elaboração dasconclusões.Também, rigorosamente falando, os resultados do experimento são válidos para os fatores e faixas de valores neleconsiderados. Entretanto, deve-se tomar cuidado na extrapolação (ou interpolação) muito além da faixa dos valoresconsiderados no experimento.Finalmente, a teoria do PE faz certas premissas fundamentais, tais como a existência de uma relação canônica entre ummodelo matemático e a realidade física que está sendo estudada, cuja validade ou adequação estão sujeitas a debates.

ABNT ISO/TR 10017:200010
4.3.5 Exemplos de aplicações
Uma aplicação familiar do PE é na avaliação de produtos ou processos como, por exemplo, na validação do efeito de umtratamento médico, ou na avaliação da eficácia relativa de vários tipos de tratamento. Exemplos industriais desta aplicaçãoincluem testes de validação de produtos em relação a algum padrão de desempenho especificado.
PE é largamente usado para identificar fatores de influência em processos complexos e, assim, controlar ou melhorar umvalor médio, ou reduzir a variabilidade de alguma característica de interesse, como rendimento do processo, durabilidadedo produto, nível de ruído, etc. Tais experimentos são freqüentemente encontrados na produção, por exemplo, decomponentes eletrônicos, automobilísticos e químicos. Também são usados nas mais diversas áreas como agricultura emedicina. O escopo de aplicações permanece potencialmente vasto.4.4 Teste de hipóteses4.4.1 O que éTeste de hipóteses é um procedimento estatístico para determinar, com um risco prefixado, se um conjunto de dados(tipicamente de uma amostra) está compatível com as hipóteses dadas. As hipóteses podem pertencer a uma distribuição,ou modelo estatístico particular, ou dizer respeito ao valor de um parâmetro da distribuição (tal como sua média).
O procedimento para teste de hipóteses envolve a avaliação de evidência (em forma de dados) para decidir se a hipótesedada, relativa ao modelo estatístico ou parâmetro, deve ou não deve ser rejeitada.4.4.2 É usado paraO teste de hipóteses é amplamente utilizado para permitir que se conclua, com um nível de confiança definido, se umahipótese relativa a um parâmetro da população (estimado de uma amostra) é válida ou não. O procedimento pode ser,dessa forma, aplicado para testar se um parâmetro populacional satisfaz ou não a um critério particular; ou pode ser usadopara testar a diferença entre duas ou mais populações.
Teste de hipóteses também é usado para testar suposições de modelos, tais como se a distribuição de uma população énormal, se a amostra de dados é aleatória, etc.
O teste de hipótese é explicitamente ou implicitamente utilizado em muitas das técnicas estatísticas citadas neste RelatórioTécnico, tais como amostragem, cartas de controle, projeto de experimento, análise de regressão, análise de medição, etc.
Junto com o teste de hipóteses, uma faixa de valores na qual o parâmetro em questão pode plausivelmente estar contido(chamado de “intervalo de confiança”) pode ser construído para fornecer informações suplementares.4.4.3 BenefíciosO teste de hipóteses permite que seja feita uma afirmação sobre um parâmetro populacional, com um nível de confiançaprefixado. Assim, ele pode ajudar na tomada de decisões que dependam de um parâmetro.
Teste de hipóteses pode similarmente permitir que sejam feitas afirmações sobre a natureza da distribuição da população,como também de propriedades da própria amostra.4.4.4 Limitações e cuidadosPara assegurar a validade das conclusões do teste de hipóteses, é essencial que as premissas estatísticas assumidassejam adequadamente satisfeitas, principalmente que as amostras sejam independentes e aleatoriamente selecionadas.Em nível teórico, há algumas discussões sobre como um teste de hipóteses pode ser usado para fazer inferências válidas.4.4.5 Exemplos de aplicaçõesTeste de hipóteses tem aplicação genérica quando uma afirmação sobre um parâmetro de uma ou mais populações temque ser feita. Este procedimento pode ser usado:
para testar se a média (ou desvio-padrão) de uma população satisfaz a um valor dado, tal como um objetivo ou padrão;
para testar se as médias de duas populações são diferentes, como quando se comparam diferentes lotes decomponentes;
para testar se a proporção de unidades defeituosas de uma população não excede um valor dado;
para testar a diferença das proporções de unidades defeituosas na saída de dois processos;
para testar se a amostra foi retirada aleatoriamente de uma única população;
para testar se a distribuição de uma população é normal;
para testar se uma observação em uma amostra é um "outlier", isto é, um valor extremo de validade questionável.4.5 Análise de medição4.5.1 O que éAnálise de medição (também chamada de “análise de sistema de medição”) é um conjunto de procedimentos para avaliar aincerteza de sistemas de medição de acordo com as condições na qual o sistema opera. Erros de medição também podemser analisados usando os mesmos métodos que são usados para análise de características de produtos.4.5.2 É usada paraIncertezas de medição deveriam ser levadas em consideração sempre que os dados são coletados. Análise de medição éusada para avaliar, com um nível de confiança preestabelecido, se um sistema de medição está adequado a seus fins.É usada para quantificar a variação de várias fontes, como a variação devida ao avaliador (isto é, a pessoa que realiza amedição) ou variação do próprio instrumento de medição. É também usada para descrever a variação devida ao sistema demedição como uma proporção da variação total do processo, ou a variação total permitida.

ABNT ISO/TR 10017:2000 11
4.5.3 Benefícios
Análise de medição fornece uma maneira quantitativa e de baixo custo para selecionar um instrumento de medição, ou paradecidir se um instrumento é capaz de avaliar o parâmetro do produto ou processo sob exame. Análise de medição forneceuma base para comparar e conciliar diferenças na medição, pela quantificação da variação das várias fontes no seu própriosistema de medição.
4.5.4 Limitações e cuidados
Mesmo nos casos mais simples, análise de medição deve ser conduzida por especialistas treinados. A menos que se tenhacuidado e experiência no uso desta aplicação, os resultados da análise de medição podem levar a uma falsa epotencialmente cara superestimação tanto nos resultados da medição quanto na aceitação do produto. Por outro lado, umasubestimação pode resultar na troca desnecessária de sistemas de medição adequados.
4.5.5 Exemplos de aplicações
a) Determinação da incerteza de medição: A quantificação das incertezas de medição pode servir de apoio a umaorganização em garantir a seus clientes (internos e externos) que seus processos de medição são capazes de mediradequadamente o nível de qualidade a ser alcançado. A análise da incerteza de medição pode freqüentemente salientara variabilidade em áreas que são críticas para a qualidade do produto, e assim auxiliar a organização na alocação derecursos em tais áreas para melhorar ou manter a qualidade.
b) Seleção de novos instrumentos: A análise de medição pode auxiliar na escolha de um novo instrumento pela verificaçãoda proporção de variação associada com o instrumento.
c) Determinação das características de um método particular (exatidão, precisão, repetitividade, reprodutibilidade, etc.):Permite a seleção do(s) método(s) de medição mais apropriado(s) a ser(em) usado(s) como suporte para garantia daqualidade do produto. Permite também à organização balancear o custo e eficácia de vários métodos de medição emrelação ao seu efeito na qualidade do produto.
d) Ensaios de proficiência: Um sistema de medição de uma organização pode ser avaliado e quantificado pela comparaçãode seus resultados de medição com aqueles resultados obtidos de outros sistemas de medição. Além de garantia aosclientes, eles podem também ajudar uma organização a melhorar seus métodos e treinar sua equipe no que tange àanálise de medição.
4.6 Análise da capabilidade do processo
4.6.1 O que é
Análise da capabilidade do processo é a verificação da variabilidade e distribuição inerente a um processo, de modo aestimar sua capacidade de produzir resultados que estejam de acordo com a variação permitida pelas especificações.
Quando o dado é uma variável mensurável (do produto ou processo), a variabilidade inerente do processo é estabelecidaem termos da “faixa” do processo quando está sob controle estatístico (ver 4.11), e é normalmente medida como seisdesvios-padrão (6σ) da distribuição do processo. Se o dado do processo é uma variável normalmente distribuída (“forma desino”), esta faixa abrangerá (na teoria) 99,73% da população.
A capabilidade do processo pode ser convenientemente expressa como um índice que relaciona a variabilidade atual doprocesso à tolerância permitida pela especificação. Um índice amplamente usado de capabilidade para dados variáveis é“Cp”, uma razão da tolerância total dividido por 6σ, que é uma medida da capabilidade teórica de um processo que estáperfeitamente centrado entre os limites da especificação. Outro índice amplamente usado é o “Cpk”, que descreve acapabilidade real de um processo que pode ou não estar centrado. Outros índices de capabilidade têm sido propostos paramelhor representação da variabilidade de curto ou longo prazo e para a variação em torno do valor da meta pretendida parao processo.
Quando os dados do processo envolvem “atributos” (por exemplo: percentual de não-conformidades ou número de não-conformidades), a capabilidade do processo é estabelecida como uma proporção média de unidades não-conformes outaxa média de não-conformidades.
4.6.2 É usada para
A análise da capabilidade de processo é usada para determinar a habilidade de um processo em produzir resultados queconsistentemente atendam à especificação e para estimar a quantidade de produtos não-conformes que pode seresperada.
Este conceito pode ser aplicado para avaliar a capabilidade de qualquer subconjunto de processo, tal como para umamáquina específica. A análise da “capabilidade da máquina” pode ser usada, por exemplo, para avaliar um equipamentoespecífico ou para avaliar sua contribuição para a capabilidade total do processo.
4.6.3 Benefícios
A análise da capabilidade do processo fornece uma avaliação da variabilidade inerente de um processo e uma estimativada porcentagem de itens não-conformes que pode ser esperada. Isso permite que a organização estime os custos de não-conformidade e pode ajudar a orientar decisões, visando a melhoria do processo.
O estabelecimento de padrões mínimos para a capabilidade do processo pode orientar a organização na seleção deprocessos e equipamentos que possam gerar produtos aceitáveis.

ABNT ISO/TR 10017:200012
4.6.4 Limitações e cuidados
O conceito de capabilidade se aplica estritamente a um processo sob controle estatístico. Conseqüentemente, a análise dacapabilidade do processo pode ser realizada em conjunto com métodos de controle para fornecer uma verificação docontrole em processo.
Estimativas de porcentagem de produtos não-conformes estão sujeitas à premissa da normalidade. Quando a normalidadenão acontece na prática, tais estimativas devem ser tratadas com cautela, especialmente no caso de processos com altastaxas de capabilidade.
Índices de capabilidade podem ser mal interpretados quando a distribuição do processo é substancialmente não normal.
Estimativas da porcentagem de unidades não-conformes devem ser baseadas em métodos de análise desenvolvidos paratais distribuições. Por outro lado, no caso de processos que estão sujeitos a causas sistemáticas de variação, tal como usode ferramentas, devem ser usadas aproximações especializadas para calcular e interpretar a capabilidade.
4.6.5 Exemplos de aplicações
Capabilidade do processo é usada para estabelecer especificações de engenharia para produtos manufaturados, de formaa garantir que variações dos componentes do produto estejam consistentes com a tolerância final permitida para o produtomontado. Por outro lado, quando são necessárias tolerâncias apertadas, os fabricantes de componentes são solicitados aatingir níveis especificados de capabilidade do processo para assegurar alta produção com o mínimo de desperdício.
Altas metas de capabilidade do processo (por exemplo, Cp ≥ 2) são algumas vezes usadas em componentes e níveis desubsistemas para alcançar a qualidade acumulada desejada e confiabilidade de sistemas complexos.
A análise da capabilidade de máquinas é usada para avaliar a capabilidade de uma máquina para produzir ou executar deacordo com requisitos estabelecidos. Isto ajuda na tomada de decisões de aquisição ou reparo.
Fabricantes de equipamento para indústria automotiva, aeroespacial, eletrônica, de alimentos, farmacêutica e médicausam rotineiramente capabilidade de processo como um critério principal para avaliar subcontratados e produtos. Issopermite ao fabricante minimizar a inspeção direta na aquisição de produtos e materiais.
Algumas empresas de manufatura e serviços acompanham os índices de capabilidade para identificar a necessidade demelhoria do processo, ou para verificar a eficácia de tais melhorias.
4.7 Análise de regressão4.7.1 O que éA análise de regressão relaciona o comportamento de uma característica de interesse (geralmente chamada de “variáveldependente”) com fatores causadores potenciais (geralmente chamados de “variáveis independentes”). Tal relacionamentoé especificado por um modelo que pode vir das ciências, da economia, da engenharia, etc. O objetivo é auxiliar noentendimento da causa potencial de variação na resposta e explicar quanto cada fator contribui para aquela variação. Istoé obtido relacionando estatisticamente a variação na variável resposta com a variação das variáveis independentes eobtendo o melhor ajuste através da minimização dos desvios entre a resposta estimada e a resposta real.
4.7.2 É usada para
A análise de regressão permite o usuário fazer o seguinte:
testar a hipótese sobre a influência das variáveis independentes na variável dependente, e usar esta informação paradescrever a mudança estimada na resposta para uma dada mudança na variável independente;
prever o valor da variável dependente, para valores dados das variáveis independentes;
prever (com nível preestabelecido de confiança) a faixa de valores dentro dos quais a resposta se encontra, dandovalores específicos para as variáveis independentes;
estimar a direção e o grau de associação entre a variável de resposta e uma variável independente (contudo estaassociação não implica em causa). Esta informação pode ser usada, por exemplo, para determinar o efeito de mudarum fator, tal como a temperatura na produção de um processo, enquanto outros fatores se mantêm constantes.
4.7.3 Benefícios
A análise de regressão pode fornecer subsídios para as relações entre vários fatores e a resposta de interesse, e estesubsídio pode ajudar a tomar decisões relativas ao processo sob estudo e, em última análise, melhorar o processo.
O subsídio produzido pela análise de regressão deve-se à sua capacidade de descrever padrões em dados de processode forma concisa, comparar subconjuntos de dados diferentes, mas relacionados, e analisar relações de causa e efeitopotenciais. Quando as relações são bem modeladas, a análise de regressão pode fornecer uma estimativa da ordem degrandeza relativa do efeito das variáveis independentes, bem como a influência relativa destas variáveis. Esta informaçãoé potencialmente valiosa no controle ou melhoria de resultados do processo.
A análise de regressão também pode fornecer estimativas da grandeza e fonte de influências na resposta que provenhamde fatores não medidos ou omitidos na análise. Esta informação pode ser usada para melhorar o sistema de medição oucontrolar o processo.
A análise de regressão pode ser usada para prever o valor da variável dependente, para valores dados de uma ou maisvariáveis independentes; de forma semelhante, ela pode ser usada para previsão do efeito das mudanças nas variáveisindependentes para uma variável dependente prevista ou existente. Ela pode ser útil para conduzir tais análises antes deinvestir tempo ou dinheiro num problema, quando a eficácia desta ação não é conhecida.

ABNT ISO/TR 10017:2000 13
4.7.4 Limitações e cuidadosNa modelagem de um processo, é necessária habilidade para definir a melhor especificação para o modelo de regressão eno uso de diagnósticos para melhorar o modelo. A presença de variáveis omitidas, erro(s) de medição e outras fontes devariações não explicadas na variável dependente pode comprometer a modelagem. Premissas específicas que suportam omodelo de regressão em questão e características dos dados disponíveis determinam qual técnica de estimação éapropriada em um problema de análise de regressão.
A inclusão ou omissão de uma simples observação ou um pequeno grupo de observações pode influenciar a estimativa davariável dependente. Assim, observações influentes precisam ser entendidas e distinguidas de “dados espúrios” (“outliers”),isto é, valores extremos cuja validade deve ser questionada onde for possível.
É importante simplificar o modelo através da minimização do número de variáveis independentes. A inclusão de variáveisdesnecessárias pode mascarar a influência de variáveis independentes e reduzir a precisão das previsões do modelo.Todavia, omitir uma variável independente importante pode limitar seriamente o modelo e a utilidade dos resultados
4.7.5 Exemplos de aplicações
A análise de regressão é usada para modelar características de produção, tais como desempenho, tempo de ciclo,probabilidade de falha de um ensaio ou inspeção, e vários padrões de deficiências em processos. A análise de regressão éusada para identificar os fatores mais importantes nestes processos, e a grandeza e natureza de sua contribuição navariação da característica de interesse.
A análise de regressão é usada para prever resultados de um experimento, ou de estudos controlados, prospectivo ouretrospectivo, da variação em materiais ou condições de produção.
A análise de regressão é também usada para verificar a substituição de um método de medição por outro, isto é,substituindo um método destrutivo ou que consuma tempo por um não-destrutivo ou economizador de tempo.
Exemplos de aplicação não linear de regressão incluem modelagem de concentração de drogas em função do tempo emassa dos componentes; modelagem de reações químicas em função do tempo, temperatura e pressão, etc.
4.8 Análise da confiabilidade4.8.1 O que é
Análise da confiabilidade é a aplicação de métodos analíticos e de engenharia para avaliação, previsão e garantia dedesempenho livre de problemas no tempo em estudo2 ) de um produto ou sistema.
As técnicas usadas na análise da confiabilidade freqüentemente requerem o uso de métodos estatísticos para lidar comincertezas, características aleatórias ou probabilidade de ocorrência (de falhas, etc.) no tempo. Tais análises geralmenteenvolvem o uso de modelos estatísticos adequados para caracterizar variáveis de interesse, tais como tempos de falha, outempo entre falhas. Os parâmetros destes modelos estatísticos são provenientes de dados empíricos obtidos de teste delaboratório ou de fábrica ou de operação no campo.
Análise da confiabilidade engloba outras técnicas (tais como modelo de falha ou análise de efeito) que focam a naturezafísica e causas de falha e a prevenção ou redução de falhas.
4.8.2 É usada para
Análise da confiabilidade é usada para os seguintes propósitos:
verificar se medidas especificadas da confiabilidade foram alcançadas com base nos dados de um teste de duraçãolimitada e envolvendo um número específico de unidades testadas;
prever a probabilidade de operação livre de problemas ou outra medida de confiabilidade, tais como taxas de falhas outempo entre falhas de componentes ou sistemas;
modelar modos de falha e traçar cenários de desempenho de produtos ou serviços;
quantificar dados estatísticos de parâmetros de projeto, tais como tensão e resistência usada para projeto probabilístico;
identificar componentes críticos ou de alto risco e prováveis modos e mecanismos de falhas prováveis e para apoiar apesquisa de causas e medidas de prevenção.
As técnicas estatísticas empregadas na análise da confiabilidade permitem níveis de confiança estatísticos associados àestimativa de parâmetros e modelos de confiabilidade que são desenvolvidos e para predições feitas usando tais modelos.
4.8.3 Benefícios
A análise da confiabilidade fornece uma medida quantitativa do desempenho do produto ou serviço, em relação às falhasou interrupções de serviço. Atividades de confiabilidades são intimamente associadas com a contenção de riscos emsistemas operacionais. A confiabilidade é freqüentemente um fator de influência na percepção da qualidade do produto ouserviço e na satisfação do cliente.
Os benefícios de se usarem técnicas estatísticas na análise da confiabilidade incluem:
a capacidade de predizer e quantificar as prováveis falhas e outras medidas de confiabilidade, que estejam dentro dolimites de confiança estabelecidos;
os subsídios para orientar decisões relativas a diferentes alternativas de projeto usando redundâncias diferentes eestratégias mitigadoras;
_________________2) Análise da confiabilidade está relativamente próxima ao vasto campo da “dependabilidade”, que inclui mantenabilidade e disponi-bilidade. Essas e outras técnicas relacionadas e aproximações são definidas e discutidas nas publicações da IEC citadas na bibliografia.
ABNT ISO/TR 10017:200014
o desenvolvimento de critérios objetivos de aceitação ou rejeição para executar teste de aceitação para demonstrar querequisitos de confiabilidade foram atendidos;
a capacidade para planejar a manutenção preventiva ótima e programar trocas baseadas na análise da confiabilidadedo desempenho do produto, ou dados de serviço e desgaste.
4.8.4 Limitações e cuidados
Uma condição básica da análise da confiabilidade é que o desempenho de um sistema em estudo pode estarrazoavelmente caracterizado por uma distribuição estatística. A exatidão da estimativa da confiabilidade dependerá,entretanto, da validade desta condição.
A complexidade da análise da confiabilidade é composta quando modos de falha múltipla estão presentes, os quais podemou não estar em conformidade com a mesma distribuição estatística. Também, quando o número de falhas observado emum teste de confiabilidade é pequeno, isto pode afetar seriamente a confiança estatística e a precisão associada paraestimar a confiabilidade.
Outra consideração refere-se à condição sob a qual o teste da confiabilidade é conduzido, e isto é particularmenteacentuado quando o teste envolve alguma forma de “esforço acelerado” ("accelerated stress”), isto é, esforço que ésignificativamente maior do que aquele que o produto estará submetido em condições normais. Pode ser difícil determinar arelação entre as falhas observadas no teste e no desempenho do produto em condições normais de operação e isso sesomará à incerteza das predições da confiabilidade.
4.8.5 Exemplos de aplicações
Exemplos típicos de aplicações da análise da confiabilidade incluem:
— verificação de que componentes ou produtos podem alcançar os requisitos de confiabilidade estabelecidos;
— projeção do custo comparativo do ciclo de vida do produto, baseada na análise da confiabilidade na introdução de umnovo produto;
— orientação na tomada de decisão para fazer ou comprar produtos de reposição, baseada na análise da suaconfiabilidade e no efeito estimado das metas de entrega e redução de custos relativos a falhas projetadas;
— projeção sobre a maturidade do produto de software baseada nos resultados de teste, melhorias da qualidade ecrescimento da confiabilidade e estabelecimento de metas de entrega do software compatíveis com os requisitos demercado;
— determinação das características dominantes do desgaste de um produto para ajudar na melhoria do projeto do produtoou para planejar o programa adequado de manutenção do serviço e as medidas necessárias.
4.9 Amostragem
4.9.1 O que é
Amostragem é um método estatístico sistemático para obter informação sobre algumas características de uma população,através do estudo de uma fração representativa (por exemplo, amostra) da população. Existem várias técnicas que podemser empregadas, tais como aleatórias simples, sistemática, seqüencial, skip-lot etc., e a escolha da técnica é determinadapelo propósito da amostragem e as condições sobre as quais ela será conduzida.
4.9.2 É usada para
A amostragem pode ser dividida, de uma maneira não muito precisa, em duas grandes áreas não exclusivas: "amostragemde aceitação" e "amostragem de pesquisa".
A amostragem de aceitação está relacionada com a tomada de decisão com respeito a aceitar ou não aceitar um “lote” (porexemplo: um grupo de itens), baseado no resultado de uma(s) amostra(s) selecionada(s) daquele “lote”. Uma grande gamade planos de amostragem de aceitação está disponível para satisfazer requisitos e aplicações específicas.
A amostragem de pesquisa é usada em estudos analíticos ou contábeis para estimar valores de uma ou maiscaracterísticas na população, ou para estimar como aquelas características são distribuídas na população. Uma vez que aamostragem de pesquisa é freqüentemente associada à votação onde a informação é obtida da opinião das pessoas sobreo assunto, ela pode ser aplicada igualmente para todos os dados obtidos para outros propósitos, tais como auditorias.
A amostragem exploratória usada em estudos contábeis para ter informação sobre a(s) característica(s) de uma populaçãoou um subconjunto da população é uma forma especializada de amostragem de pesquisa. Assim é a amostragem deprodução que pode ser executada para conduzir, por exemplo, a uma análise da capabilidade do processo.
4.9.3 Benefícios
Um plano de amostragem construído adequadamente oferece economia de tempo, custo e trabalho, quando comparadotanto com o censo da população total quanto com a inspeção 100% de um lote. Onde a inspeção do produto envolveensaios destrutivos, a amostragem é o único meio prático para obter informações pertinentes.
A amostragem oferece um meio econômico e rápido de obter informação preliminar relativa ao valor ou distribuição de umacaracterística de interesse em uma população.

ABNT ISO/TR 10017:2000 15
4.9.4 Limitações e cuidados
Quando for construir um plano de amostragem, muita atenção deve ser dada para as decisões relativas ao tamanho daamostra, freqüência de amostragem, seleção da amostra, base de subgrupos e vários outros aspectos da metodologia daamostragem.
A amostragem requer que a amostra seja escolhida de forma não tendenciosa, isto é, amostra deve ser representativa dapopulação em que ela foi retirada. Se isso não é feito, ela resultará numa estimativa inadequada das características dapopulação. No caso de amostragem de aceitação, amostras não representativas podem resultar tanto em rejeiçõesdesnecessárias de lotes bons quanto na aceitação inadvertida de lotes com qualidade inadequada.
Mesmo com amostras não tendenciosas, a informação resultante de amostras está sujeita a um grau de erro. A magnitudedesse erro pode ser reduzida pegando-se uma amostra de tamanho maior, mas ele não pode ser totalmente eliminado.Dependendo da questão específica e do contexto da amostragem, o tamanho da amostra necessário para alcançar o nívelde confiança e precisão desejados pode ser exageradamente grande.
4.9.5 Exemplos de aplicações
Uma aplicação freqüente de amostragem de pesquisa é em pesquisa de mercado, para estimar (dizer) a proporção de umapopulação que pode comprar um determinado produto. Uma outra aplicação é em auditorias de inventários, para estimaras porcentagens de itens que estejam em conformidade com os critérios especificados.
Amostragem é usada para conduzir processos de verificação de operadores, máquinas ou produtos, de modo a monitorarvariações, e para definir ações corretivas e preventivas.
A amostragem de aceitação é amplamente usada na indústria para fornecer algum nível de garantia que o materialrecebido atenda a requisitos predefinidos.
4.10 Simulação
4.10.1 O que é
A simulação é um termo coletivo para procedimentos nos quais um sistema (teórico ou empírico) é representadomatematicamente por um programa de computador para solução de problema. Se a representação envolve conceitos dateoria da probabilidade, em particular variáveis aleatórias, a simulação é chamada de “método de Monte Carlo”.
4.10.2 É usada para
No contexto da ciência teórica, a simulação é usada se nenhuma teoria abrangente é conhecida para solução do problema(ou, se conhecida, impossível ou difícil para resolver), e onde a solução pode ser obtida através da força brutal docomputador. No contexto empírico, a simulação é usada se o sistema pode ser adequadamente descrito por um programade computador. A simulação é também uma ferramenta de ajuda no ensino da estatística.
A evolução relativamente barata da capacidade de computação está resultando na aplicação de simulação para problemasque até agora não haviam sido tentados.
4.10.3 Benefícios
Na ciência teórica, a simulação (em particular o método de Monte Carlo) é usada se cálculos explícitos para soluções deproblemas são impossíveis ou muito trabalhosos para fazê-los diretamente (por exemplo, integração n-dimensional). Damesma forma, no contexto empírico, a simulação é usada quando as investigações são impossíveis ou muito caras.O benefício da simulação é que ela permite uma solução com economia de tempo e dinheiro.
O benefício de uma simulação no ensino da estatística é óbvio, uma vez que ela pode ilustrar efetivamente variaçõesaleatórias.
4.10.4 Limitações e cuidados
Na ciência teórica, a comprovação baseada em razões conceituais é preferível à simulação, uma vez que a simulaçãofreqüentemente não fornece razões compreensíveis para o resultado.
A simulação por computador de métodos empíricos está sujeita à limitação de que o modelo pode não ser adequado, istoé, ele pode não representar suficientemente o problema. Conseqüentemente não pode ser considerado um substituto paraa experimentação e investigação real.
4.10.5 Exemplos de aplicações
Projetos de grande porte (tal como o programa espacial) usam rotineiramente o método de Monte Carlo. As aplicações nãosão limitadas a qualquer tipo de indústria específica. As áreas típicas de aplicação incluem tolerâncias estatísticas,simulação de processos, teoria e previsão da confiabilidade. Algumas aplicações específicas são: modelar a variação emsubconjuntos mecânicos; modelar o perfil de vibração em montagens complexas; determinar a programação ótima demanutenção preventiva; conduzir análises de custos e outras em projeto e processos produtivos para otimizar a alocaçãode recursos.
4.11 Cartas de controle
4.11.1 O que é
Uma carta de controle é um gráfico derivado de amostras que são periodicamente coletadas de um processo e plotadasseqüencialmente. Pode-se notar também nas cartas de controle os "limites de controle" que descrevem a variabilidadeinerente do processo quando estável. A função da carta de controle é possibilitar a estabilidade do processo, e isto é feitoexaminando os dados plotados em relação aos limites de controle.

ABNT ISO/TR 10017:200016
Qualquer variável (dado medido) ou atributo (dado contado) representando uma característica de interesse de um produtoou processo pode ser representada graficamente. No caso de dados de variáveis, é normalmente usada uma carta decontrole para monitorar mudanças no centro do processo, e uma outra carta de controle para monitorar as mudanças navariabilidade do processo.
Para dados de atributos, as cartas de controle expressam usualmente o número ou a proporção de unidades não-conformes, encontradas em amostras retiradas de um processo.
A forma convencional da carta de controle para dados de variáveis é o gráfico de “Shewhart”. Existem outras formas decarta de controle, cada uma com propriedades que são adequadas para aplicações em circunstâncias especiais. Exemplosdisso são as "cartas de somas cumulativas", que permitem detectar pequenas mudanças no processo, e "cartas de médiamóvel" (uniformes ou ponderadas), que servem para suavizar variações curtas a fim de revelar tendências persistentes.
4.11.2 É usada para
Uma carta de controle é usada para detectar mudanças em um processo. O dado plotado, que pode ser uma leituraindividual ou algo estatístico como a média de amostras, é comparado com os limites de controle. No nível mais simples,um ponto plotado que caia fora dos limites de controle sinaliza para uma provável mudança no processo, possivelmentedevido a alguma "causa identificável". Isso indica a necessidade de se investigar a causa da leitura "fora de controle" efazer ajustes no processo, onde necessário. Isso auxilia a manutenção da estabilidade do processo e a melhoria contínuados processos ao longo do mesmo.
O uso de cartas de controle pode ser refinado para produzir indicações mais rápidas de mudanças no processo ouaumentar a sensibilidade para pequenas mudanças, por meio do uso de critérios adicionais para interpretação dos modelose tendências dos dados plotados
4.11.3 Benefícios
Em adição à possibilidade de melhor visualização ao usuário, as cartas de controle facilitam a resposta apropriada avariações do processo pela distinção da variável aleatória que é inerente em um processo estável, de uma variação que éprovavelmente devido a "causas identificáveis". O papel e o valor das cartas de controle em vários processos relativos àsatividades estão identificados a seguir:
a) Controle de processo: cartas de controle de variáveis são usadas para detectar alterações no centro do processo ouvariabilidade do processo, de forma a se iniciarem ações corretivas, assim mantendo ou restaurando a estabilidade doprocesso.
b) Análise da capabilidade do processo: se o processo está sob uma condição estável, os dados das cartas de controlepodem ser usados subseqüentemente para estimar a capabilidade do processo.
c) Análise do sistema de medição: através da incorporação de limites de controle que refletem a variabilidade inerente deum sistema de medição, uma carta de controle pode mostrar se o sistema de medição é capaz de detectar avariabilidade do produto ou do processo de interesse. Cartas de controle podem também ser utilizadas para monitorar amedição do processo propriamente dito.
d) Análise de causa e efeito: correlação entre eventos de processo e modelos de cartas de controle pode ajudar a inferir acausa identificável assinalada e planejar ações efetivas.
e) Melhoria contínua: cartas de controle são usadas para monitorar e auxiliar na identificação de causas de variações deprocesso e para ajudar a reduzir causas de variação.
4.11.4 Limitações e cuidados
É importante retirar amostras do processo de modo que possa revelar a melhor variação de interesse, e tal amostragem éconhecida como "subgrupo racional". Isto é importante para o uso e interpretações efetivos das cartas de controle e paraentender as fontes de variações do processo.
Processos curtos apresentam dificuldades especiais, assim como dados suficientes são raros para estabelecer limites decontrole apropriados.
Há um risco de "alarmes falsos" quando se interpretam cartas de controle; isto é, corre-se o risco de concluir erradamenteque ocorreu uma mudança no processo, quando não é o caso. Este risco pode ser minimizado, mas nunca eliminado.
4.11.5 Exemplos de aplicações
Empresas do setor automobilístico, eletrônico, defesa e outros freqüentemente solicitam que seus fornecedoresmantenham cartas de controle para características críticas como evidência da continuidade da estabilidade e capabilidadedo processo.
As cartas de controle são usadas como ferramenta de trabalho para encontrar soluções de problemas. Elas têm sidoaplicadas em todos os níveis das organizações para dar suporte no reconhecimento de problemas e na análise da causabásica.
As cartas de controle são usadas em indústrias mecanizadas para reduzir intervenções desnecessárias no processohabilitando os empregados na distinção entre a variação que é inerente ao processo e a variação que pode ser atribuída auma "causa identificável".
As cartas de controle de amostras características tais como tempo médio de resposta, taxas de erro e freqüência dereclamações são usadas para medir, diagnosticar e melhorar o desempenho em indústrias de serviço.

ABNT ISO/TR 10017:2000 17
4.12 Tolerância estatística
4.12.1 O que éTolerância estatística é um procedimento que tem a finalidade de estabelecer os limites aceitáveis de um atributo ouvariável. Ela utiliza-se de distribuições estatísticas, de dimensões relevantes dos componentes para determinar a tolerânciatotal para a unidade montada.4.12.2 É usada paraQuando da montagem de componentes individuais em um módulo, freqüentemente o fator crítico ou requisito em termosde montagem e intercambiabilidade de tais módulos não são as dimensões dos componentes individuais mas, ao contrário,a dimensão total obtida como um resultado da montagem.Valores extremos para a dimensão total, isto é, valores muito maiores ou menores ocorrem somente se as dimensões detodos os componentes individuais encontrarem-se no limite inferior ou superior de suas faixas individuais relevantes dastolerâncias. Na estrutura da cadeia de tolerâncias, se as tolerâncias individuais são adicionadas na tolerância dimensionaltotal, então alguns se referem a isto como a tolerância total aritméticaPara a determinação estatística das tolerâncias totais, assume-se que em montagens envolvendo um grande número decomponentes individuais, dimensões de uma extremidade da amplitude das tolerâncias individuais serão balanceadas pordimensões do outro extremo da amplitude das tolerâncias. Por exemplo, uma dimensão individual posicionada naextremidade inferior de uma tolerância pode ser equilibrada com uma outra dimensão (ou combinação de dimensões) nolado superior da tolerância. No campo da estatística, a dimensão total terá aproximadamente uma distribuição normal sobcertas circunstâncias. Este fato é completamente independente da distribuição das dimensões individuais e pode,conseqüentemente, ser usado para estimar a amplitude da tolerância da dimensão total do módulo montado. Alterna-tivamente, dando a tolerância dimensional total, ela pode ser usada para determinar a amplitude da tolerância admissíveldos componentes individuais.4.12.3 BenefíciosDado um conjunto individual de tolerâncias (que não precisam ser as mesmas) o cálculo da tolerância estatística totalrenderá uma tolerância dimensional total que será significantemente menor do que a tolerância dimensional total, calculadaaritmeticamente.Isto significa que, dada uma tolerância dimensional total, tolerâncias estatísticas permitirão o uso de tolerâncias maislargas para dimensões individuais do que para aquelas determinadas pelo cálculo aritmético. Em termos práticos isso podeser um benefício significativo, uma vez que tolerâncias mais largas são associadas a métodos de produção mais simples emais efetivos economicamente.4.12.4 Limitações e cuidadosTolerância estatística requer primeiramente que se estabeleça qual a proporção de módulos montados pode aceitarposicionamento fora da amplitude da tolerância da dimensão total. Os seguintes requisitos devem ser atendidos para que atolerância estatística seja factível (sem necessitar de métodos avançados):—- as dimensões individuais reais podem ser consideradas como variável aleatória não correlacionada;—- a cadeia dimensional é linear;—- a cadeia dimensional tem pelo menos quatro unidades;—- as tolerâncias individuais são da mesma ordem de grandeza;—- as distribuições das dimensões individuais da cadeia dimensional são conhecidas.É óbvio que alguns desses requisitos só podem ser atendidos se a fabricação dos componentes individuais em questãopuder ser controlada e monitorada continuamente. No caso de um produto ainda em desenvolvimento, experiência econhecimento de engenharia devem guiar a aplicação do cálculo da tolerância estatística.4.12.5 Exemplos de aplicaçõesA teoria da tolerância estatística é normalmente aplicável na montagem de partes que envolvem relações aditivas ou casosenvolvendo subtrações simples (por exemplo: eixo e furo). Setores industriais que usam a tolerância estatística incluemindústrias mecânicas, eletrônica e química. A teoria é também aplicada em simulação de computador para determinartolerâncias ótimas.4.13 Análise de séries temporais4.13.1 O que éAnálise de séries temporais (algumas vezes chamada de análise de tendência) é uma família de métodos para estudaruma coleção de observações feitas seqüencialmente no tempo. Os métodos incluem:— plotar uma série temporal, freqüentemente chamada de gráfico de tendência, de alguma característica de interesse no
eixo y (vertical) e o período no eixo x (horizontal);— achar padrões de passo pelo enfoque estatístico de como cada observação está correlacionada com a observação
imediatamente anterior a ela, e repetindo isto para cada período de passo sucessivo (usando uma ferramenta chamadafunção de autocorreção);
— encontrar padrões que sejam cíclicos ou sazonais, para entender como fatores causais do passado representaminfluência no futuro (usando uma ferramenta chamada função de densidade espectral);
— usar ferramentas estatísticas dos campos de econometria e engenharia de controle para prever observações futurasou entender quais fatores causais contribuíram mais para as variações na série temporal.

ABNT ISO/TR 10017:200018
4.13.2 É usada para
A análise de séries temporais é usada para descrever padrões em séries de dados ao longo do tempo e identificar "outliers"(isto é, valores extremos cuja validade deve ser investigada) para ajudar a entender os padrões ou para fazer ajustes, epara detectar quando um ponto muda a direção de uma tendência. Outro uso é para explicar padrões em séries temporaisem relação a outras séries temporais, com todos os objetivos inerentes da análise de regressão.
A análise de séries temporais é usada para prever valores futuros da série temporal, representado através dos limitesinferior e superior, conhecido como intervalo de previsão. É muito usada na área de controle e freqüentemente aplicada emprocessos automatizados. Neste caso, o modelo probabilístico é ajustado aos dados históricos da série temporal, valoresfuturos são previstos e então parâmetros específicos de processo são ajustados para manter o processo no alvo ou com amenor variação possível.
4.13.3 Benefícios
Os métodos de análise de séries temporais são usados no planejamento, na engenharia de controle, na identificação deuma mudança em um processo, em previsões gerais e na medição do efeito de alguma intervenção ou ação externa.
A análise de séries temporais é útil também para comparar o desempenho projetado de um processo com os valores pre-determinados na série temporal, caso uma mudança específica aconteça.
Os métodos de análise de séries temporais podem fornecer um entendimento sobre possíveis elementos de causa e efeito.Métodos existem para separar causas sistemáticas (ou identificáveis) de causas variáveis e de padrões cíclicos sazonaisnuma série temporal.
A análise de séries temporais é freqüentemente útil para entender como um processo se comportará sob condiçõesespecíficas e quais ajustes (se necessário) podem influenciar o processo em direção a algum valor-alvo ou quais ajustespodem reduzir a variabilidade no processo.
4.13.4 Limitações e cuidados
As limitações e cuidados citados para análise de regressão também se aplicam à análise de séries temporais. Quando semodela um processo para entender causas e efeitos, é preciso um nível significante de habilidade para se selecionar omodelo mais apropriado e para usar ferramentas de diagnósticos para melhorar o modelo.
Se incluída ou omitida da análise, uma única observação ou um pequeno conjunto de observações pode ter influênciasignificante no modelo. Por esse motivo, observações influentes podem ser entendidas e distinguidas dos "outliers" nosdados.
Diferentes técnicas de estimações de séries temporais podem apresentar vários graus de sucesso, dependendo dospadrões das séries temporais e do número de períodos para os quais as estimativas são desejadas, relativas ao número deperíodos de tempo para cada série de dados temporais disponível. A escolha de um modelo deve considerar o objetivo daanálise, a natureza dos dados, o custo relativo e as propriedades preditivas e analíticas dos vários modelos.
4.13.5 Exemplos de aplicações
A análise de séries temporais é aplicada para estudar padrões de desempenho ao longo do tempo, por exemplo, medidasde processo, reclamações dos clientes, não-conformidades, resultados de produtividade e de ensaios.
Prever aplicações inclui predição de peças sobressalentes, absenteísmo, pedidos de clientes, necessidade de material,consumo de eletricidade, etc.
A análise de séries temporais casuais é usada para desenvolver modelos preditivos de demanda. Por exemplo, no contextoda confiabilidade, ela é usada para prever o número de eventos num dado período de tempo e a distribuição de tempo dosintervalos entre eventos, tais como desgaste ("outages") de equipamentos.
_________________
/ANEXO A

AB NT I SO
/ TR 1 001 7:20 001 9
Anexo A (informativo)Visão das técnicas estatísticas identificadas que podem ser utilizadas para apoiar os requisitos das seções da NBR ISO 9001
Itens da ISO 9001:1994 Estatísticadescritiva
Projeto deexperimentos
Testede
hipótesesAnálise demedição
Análise dacapabilidadedo processo
Análise deregressão
Análise daconfiabilidade Amostragem Simulação Cartas
de controleTolerânciaestatística
Análise deséries
temporais4.1 Responsabilidade daadministração
X X X X
4.2 Sistema da qualidade4.3 Análise crítica de contrato X X X X4.4 Controle do projeto X X X X X X X X X X4.5 Controle de documentose de dados4.6 Aquisição X X X X4.7 Controle de produtofornecido pelo cliente4.8 Identificação erastreabilidade do produto4.9 Controle de processo X X X X X X X X X X4.10 Inspeção e ensaios X X X4.11 Controle deequipamentos de Inspeção eensaios
X X X X X X X
4.12 Situação de inspeção eensaios4.13 Controle de produtonão-conforme4.14 Ação corretiva e açãopreventiva
X X X X X X X X X X X X
4.15 Manuseio,armazenamento,embalagem, preservação eentrega
X X X X X X X
4.16 Controle de registros daqualidade4.17 Auditorias internas daqualidade
X X
4.18 Treinamento4.19 Serviços associados X X4.20 Técnicas estatísticas Esta seção trata da identificação da necessidade de técnicas estatísticas
_________________/Bibliografia

ABNT ISO/TR 10017:200020
Bibliografia
Publicações da ISO relativas a técnicas estatísticas:[1] ISO 2602 (1980): Statistical interpretation of test results - Estimation of the mean - Confidence interval
[2] ISO 2854 (1976): Statistical interpretation of data - Techniques of estimation and test relating to means and variances
[3] ISO 2859-0 (1995): Sampling procedures for inspection by attributes - Part 0: Introduction to the ISO 2859 attributesampling system
[4] ISO 2859-1 (1989): Sampling procedures for inspection by attributes - Part 1: Sampling plans indexed by acceptablequality level (A QL) for lot-by-lot inspection
[5] ISO 2859-2 (1985): Sampling procedures for inspection by attributes - Part 2: Sampling plans indexed by limiting quality(LQ) for isolated lot inspection
[6] ISO 2859-3 (1991): Sampling procedures for inspection by attributes - Part 3: Skip-lot sampling procedures
[7] ISO 3207 (1975): Statistical interpretation of data - Determination of statistical tolerance interval
[8] ISO 3301 (1975): Statistical interpretation of data - Comparison of two means in the case of paired observations
[9] ISO 3494 (1976): Statistical interpretation of data - Power of tests relating to means and variances
[10] IS0 3534-1(1993): Statistics - Vocabulary and Symbols - Part 1: Probability and General Statistical terms
[11] IS03534-2(1993): Statistics -Vocabulary and Symbols - Part 2: Statistical Quality Control
[12] IS0 3534-3 (1985): Statistics - Vocabulary and Symbols - Part 3: Design of Experiments
[13] IS0 3951(1989): Sampling procedures and charts for inspection by variables for percent nonconforming
[14] ISO 5479 (1997): Tests for departure from the normal distribution
[15] ISO 5725-1 (1994): Accuracy (trueness and precision) of measurement methods and results - Part 1: Generalprinciples and definitions
[16] ISO 5725-2 (1994): Accuracy (trueness and precision) of measurement methods and results - Part2: the basic methodfor determination of repeatability and reproducibility of a standard measurement method
[17] ISO 5725-3 (1994): Accuracy (trueness and precision) of measurement methods and results - Part 3: Intermediatemeasures of the precision of a standard measurement method
[18] ISO 5725-4 (1994): Accuracy (trueness and precision) of measurement methods and results - Part 4: Basic methods forthe determination of the trueness of a standard measurement method
[19] ISO 5275-5 (1998): Accuracy (trueness and precision) of measurement methods and results - Part 5: Alternativemethods for the determination of the precision of a standard measurement method on o measurement methods and
[20] ISO 5275-6 (1994): Accuracy (trueness and precision) of measurement methods and results - Part 6: Use and practiceof accuracy values
[21] ISO 7870 (1993): Control charts - General guide and introduction
[22] ISO TR 7871(1997): Guide to quality control and data analysis using cusum techniques
[23] ISO 7873 (1993): Control charts for arithmetic average with warning limits
[24] ISO 7966 (1993): Acceptance control charts
[25] ISO 8402 (1994): Quality management and quality assurance - Vocabulary
[26] ISO 8258 (1991): Shewhart control charts
[27] ISO 8422 (1991): Sequential sampling plans for inspection by attributes
[28] ISO 8423 (1991): Sequential sampling lans for inspection by variables for percent nonconformíng (known standarddeviation)
[29] ISO/-IR 8550 (1994): Guide for selection of an acceptance sampling system, scheme or plan for inspection of discreteitems in lots
[30] ISO 8595 (1999): Interpretation of statistical data - Estimation of a median
[31] IS0 9004-4(1993): Quality management and system elements - Part 4: Guidelines for quality improvement
[32] ISO 11 095 (1996): Linear calibration using reference materials
[33] ISO 11453 (1996): Statistical interpretation of data - Tests and confidence intervals relating to proportions
[34] ISO 11843-1 (1997): Decision limit - Defection limit - Capability of detection - Part 1:Terms and definitions
[35] ISO TR 13425 (1995): Guide for the selection of statistical methods in standardization and specification
[36] ISO Guide 33 (1989): Uses of certified reference materials
[37] ISO Guide 35 (1989): Certification of reference materials - General and statistical principles
[38] ISO/IEC Guide 43 (1997): Proficiency testing by interlaboratory comparisons

ABNT ISO/TR 10017:2000 21
[39] ISO Handbook (1995): Statistical methods for quality control
Volume 1: Terminology and symbols; Acceptance sampling
Volume 2: Measurement methods and results; Interpretation of statistical data- Process control
Publicações da ISO/IEC relativas à análise da confiabilidade:
[40] ISO 9000-4 /IEC 60300-1 (1993): Dependability management - Part 1: Dependability programme management
Publicações da IEC relativas à análise da confiabilidade:
[41] IEC 60050 (191), (1990): International electrotechnical vocabulary (IEV), Chapter 191, Dependability and quality ofservice
[42] IEC 60300-2(1995):Dependability management - Part 2: Dependability programme elements and tasks
[43] IEC 60300-3-9(1995): Dependability management - Part 3: Application guide - Section 9: Risk analysis of technologicalsystems
[44] IEC 60812 (1985): Analysis techniques for system reliability - Procedure for failure mode and effects analisys
[45] IEC 60863 (1986): Presentation of reliability, maintainability end availability predictions
[46] IEC 61014 (1989): Programmes for reliability growth
[47] IEC 61025 (1990): Fault tree analysis (FTA)
[48] IEC 61070 (1991): Compliance test procedures for steady - state availability
[49] IEC61078 (1991):Analysis techniques for dependability - Reliability block diagram method
[50] IEC 61123 (1991): Reliability testing - Compliance test plansfor success ratio
[51] IEC 61124 (1997): Reliability testing - Compliance test for constant failure rate and constant failure intensity
[52] IEC 61163-1 (1995): Reliability stress screening - Part 1: Repairable items manufactured in lots
[53] IEC 61164 (1995): Reliability growth - Statistical test and estimation methods
[54] IEC 61165 (1995): Application of Markov techniques
[55] IEC 61649 (1997): Goodness-of-fit tests, confidence intervals and lower confidence limits for Weibull distributed data
[56] IEC 61650 (1997): Reliability data analysis techniques - Procedures for comparison of two constant failure rates andtwo constant failure (event) intensities
_________________





























