Embed Size (px)
Citation preview

Módulo 2
Os seis elementos fundamentais que dão amparo à filosofia e àmetodologia do TPM.

Visão dos elementos do TPM� Com sua visão sistêmica, o TPM utiliza um conjunto de elementos, que serão
descritos a seguir, alguns técnicos e outros comportamentais (lembrar queuma empresa é sempre um sistema sócio-técnico).
6) Segurança
5) Atividades dos APG’s
1) Treinar em operaçãoe manutenção
4) Melhorar a eficiênciaglobal do equipamento
2) Conduzir manutençãoplanejada
3) Gerenciamento de todoo ciclo de vida do
equipamento

Treinar em operação e manutenção
� Trabalho em equipe�Compartilhamento de conhecimentos
�Dar e receber apoio�Busca da sinergia de resultados
� Lição de Ponto Único�Elaboração de instruções de trabalho
�Uso de simplicidade e de comunicação aberta
� Treinamento especializado na função�Técnicas de inspeção e de coleta de dados
�Equipamentos de segurança
�Noções e atualizações em mecânica, hidráulica, lubrificação, pneumática, eletricidade, etc
�Conhecimentos em confiabilidade e manutenabilidade
O treinamento tem papelfundamental no TPM
1ºElemento do
TPM

Conduzir manutenção planejada
� Utilização de pessoas especializadas, facilitadoras, com alto nível de conhecimento técnico
� Escolha e preparação dos facilitadores� Capacitação técnica dos mesmos
� Atuação conjunta dos operadores de máquinas e da área de manutenção
� Formação de “times”� Operacionalização dos “times”
� Elaboração de cronograma de manutenção preventiva
� Levantamento de necessidades� Elaboração de plano de ação� Construção do cronograma, com atividades,
responsabilidades e recursos básicos
� PMEA – Prêmio de excelência em manutenção
2ºElemento do TPM

Gerenciamento de todo o ciclo de vida do equipamento
� Minimizar o custo do ciclo de vida de um novo equipamento
� Escolha dos equipamentos e eventual formação de famílias
� Análises dos seus ciclos de vida� Ações visando a minimização dos custos
� Dados coletados pelos APG’s para prevenir a reocorrência de problemas
� Diagnóstico e coleta de dados� Adoção de medidas preventivas
�MTBF - Tempo médio entre falhas�MTTR - Tempo médio para reparo�Histórico de falhas do equipamento�Confiabilidade e Manutenabilidade�FMEA – Analise dos modos de falha e seus efeitos�Técnicas de ações corretivas, Ishikawa, etc
3ºElemento do TPM

MTTR, MTBF e outras ferramentas� MTTR (Mean time to repair): Tempo médio para reabilitar uma
máquina/equipamento, para condições pré-determinadas (quantomenor for esse tempo, melhor será o resultado).
� MTBF (Mean time between failure): Tempo médio entre ocorrênciasde falhas (quanto maior, melhor).
� R&M - Reliability & Maintenability: Análise de técnicas deConfiabilidade e de Manutenabilidade.
� FMEA (Failure modes and effects analisys): Análise dos modos defalha e seus efeitos.
� Histórico de falhas do equipamento: Descrição detalhada dasfalhas anteriores do equipamento, com base em fichas deacompanhamento atualizadas.
� Técnicas de solução de problemas: Buscam analisar um problemae encontrar soluções viáveis.

Confiabilidade e Manutenabilidade
Melhoria dos Equipamentos
Projeto doprocesso
Projeto doproduto
Aquisição deferramentas eequipamentos
Novoequipamento
SegurançaQualidadeProdutividadeManutenção
RetornoRetornododo
timetime
APG’s

Confiabilidade
Baixa confiabilidade resulta em:� Aumento dos custos com garantia da qualidade (custos da não conformidade),
que são perdas sem retorno.
� Menor satisfação de cliente, devido a entrega de produtos defeituosos, ou fora do prazo, ou que exigem retrabalho.
� Decréscimo da fidelidade do cliente, em função de erros acumulados, no passado e no presente, gerando mecanismos de desconfiança.
� Impacto de diminuição nas vendas futuras, na competitividade da empresa e, consequentemente, no seu lucro.

Confiabilidade – Curva da bacia
É a probabilidade da máquina/equipamento operarcontinuamente, sem falhar, por um intervalo de tempo,sob condições pré-determinadas.
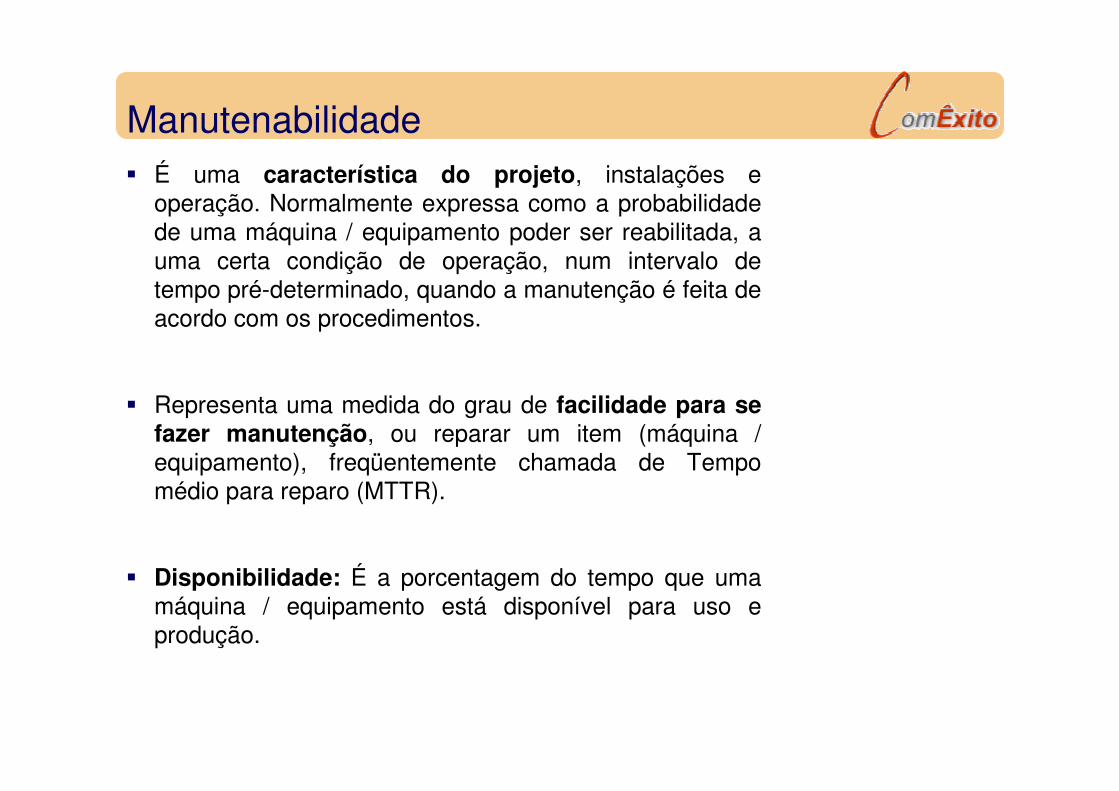
Manutenabilidade� É uma característica do projeto, instalações e
operação. Normalmente expressa como a probabilidadede uma máquina / equipamento poder ser reabilitada, auma certa condição de operação, num intervalo detempo pré-determinado, quando a manutenção é feita deacordo com os procedimentos.
� Representa uma medida do grau de facilidade para sefazer manutenção, ou reparar um item (máquina /equipamento), freqüentemente chamada de Tempomédio para reparo (MTTR).
� Disponibilidade: É a porcentagem do tempo que umamáquina / equipamento está disponível para uso eprodução.

Robustez
� Robustez: representa uma pequena variação do funcionamento de um equipamento, na presença de ruído, que provoca algum tipo de perda.
� Ruído = fonte de variação, que normalmente está fora de controle, apesar de até poder ser conhecida.
Ruídos
Internos
Ruídos
Externos
1. Variação peça-a-peça2. Mudanças nas dimensões / na resistência, ao
longo do tempo
Condições de uso3. Cliente4. Ambiente de operação
4.1. Externo (umidade, clima, etc)4.2. Interno, devido a sub-
sistemas vizinhos
Exemplos de ruídos que afetam o funcionamento:

Melhorar a eficiência global do equipamento
PRODUTIVIDADEPRODUTIVIDADE
DISPONIBILIDADEDISPONIBILIDADE
QUALIDADEQUALIDADE
O. E. E.O. E. E.
� Melhoria da qualidade
� Melhoria da produtividade
� Redução dos custos
� Satisfação dos clientes
� Segurança no trabalho
� Questão de sobrevivência
4ºElemento do TPM

Eficiência global do equipamento
=O.E.E.EFICIÊNCIA GLOBAL
DOEQUIPAMENTO
ÍNDICEDE
DISPONIBILIDADE
ÍNDICEDE
QUALIDADE
ÍNDICEDE
PERFORMANCE
FALHAS DEEQUIPAMENTO
PERDAS DEPREPARAÇÃOOU AJUSTES
PERDAS PORDESGASTE DEFERRAMENTA
OCIOSIDADEE PEQUENAS
PARADAS
PERDAS PORVELOCIDADE
REDUZIDA
DEFEITOS DEQUALIDADE ERETRABALHO
PERDAS DEINÍCIO DE
PRODUÇÃO
x x

OEE - Cálculos
Tempo disponível – (Tempo falhas + Tempo setup + Falta MO + Falta MP)
Tempo disponível para a máquinaDisponibilidade =
Quantidade real produzida (Kg ou número de produtos)
Qt. média de produto hora x tempo de produção (Kg ou número de produtos)Produtividade =
Qualidade = Quantidade real produzida – Qt. rejeitada (Kg ou número de produtos)
Quantidade real produzida (Kg ou número de produtos)

Descrição da OEE
Tempo total de operação
DisponibilidadeA. Tempo de operação líquido
Produção não-
programada
B. Tempo de rodada Setupfalho
Desempenho
C. Output buscado
D. Output realPequenas paradas
Qualidade
E. Output real
F. Output bomRefugo e
retrabalho
OEE = B/A x D/C x F/E

OEE - Exemplo
Item Dados
Duração do turno 8 horas = 480 min.
Pequenos intervalos 2 X 15 min. = 30 min.
Intervalo do almoço 1 X 30 min. = 30 min.
Downtime (pequenas paradas) 47 minutos
Produção ideal 22.380 peças / turno
Total de peças produzidas 19.271 peças / turno
Peças rejeitadas 423 peças
� Tempo planejado de produção = Duração do turno - Intervalos = 480 - 60 = 420 minutos.
� Tempo de operação = Tempo planejado de produção – Tempo ocioso = 420 -47 = 373 minutos.
� Peças boas = Total de peças – Peças rejeitadas = 19.271 - 423 = 18.848 peças.

OEE - Exemplo
Disponibilidade = 373 minutos / 420 minutos = 0,8881 (88,80%)
Desempenho = 19.271 peças / 22.380 peças = 0,8611 (86,10%)
Qualidade = 18.848 / 19.271 peças = 0,9780 (97,80%)
OEE = 0,8881 x 0,8611 x 0,9780 = 0,7480 (74,80%)
Isso é bom? Possivel melhorar? Como?

OEE – Análise técnica reversa
Início
Calcular o OEE
Disponibilidade Performance Qualidade
Coleta de
dados
Coleta de
dados
Coleta de
dados
Pareto Pareto Pareto
Esforços para redução das
perdas
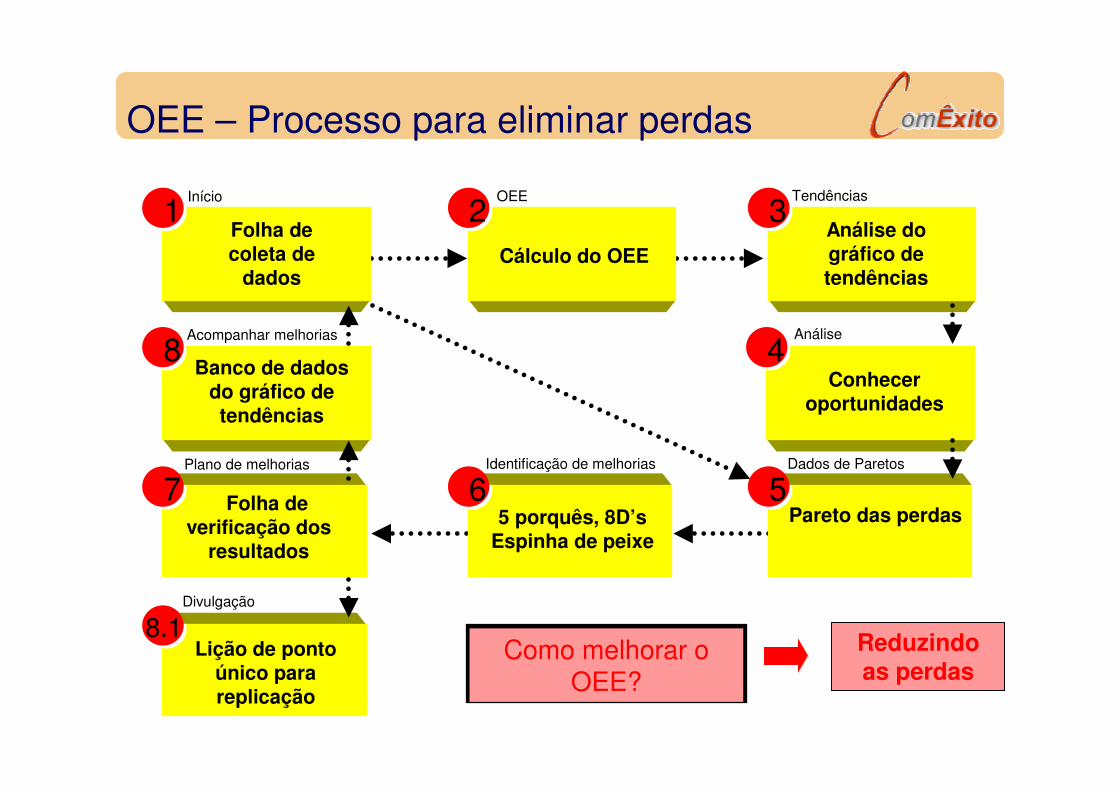
OEE – Processo para eliminar perdas
1
8
7
8.1
2
6
3
5
4
Folha de verificação dos
resultados
Lição de ponto único para replicação
Banco de dadosdo gráfico de tendências
Folha de coleta de
dadosCálculo do OEE
Análise do gráfico de tendências
Conhecer oportunidades
Pareto das perdas5 porquês, 8D’sEspinha de peixe
InícioInício
Acompanhar melhoriasAcompanhar melhorias
Plano de melhoriasPlano de melhorias
DivulgaçãoDivulgação
Identificação de melhoriasIdentificação de melhorias Dados de ParetosDados de Paretos
OEEOEE TendênciasTendências
AnáliseAnálise
Como melhorar o OEE?
Reduzindo as perdas

� Perda esporádica: Os defeitos ocorrem subitamente, ou uma peça do equipamentopara de forma imprevista. A raiz da causa é usualmente fácil de localizar, por seridentificável.
� Perda crônica: Esse tipo não ocorre repentinamente. Há, usualmente, mais de um tipode causa (causas aleatórias), o que torna difícil identificar a causa raiz, pois há umacombinação das causas. Elas ocorrem, geralmente, por queda na confiabilidade doequipamento, devido a: projeto, manufatura, instalação, operação e manutenção.
Categorias de quebras e defeitos
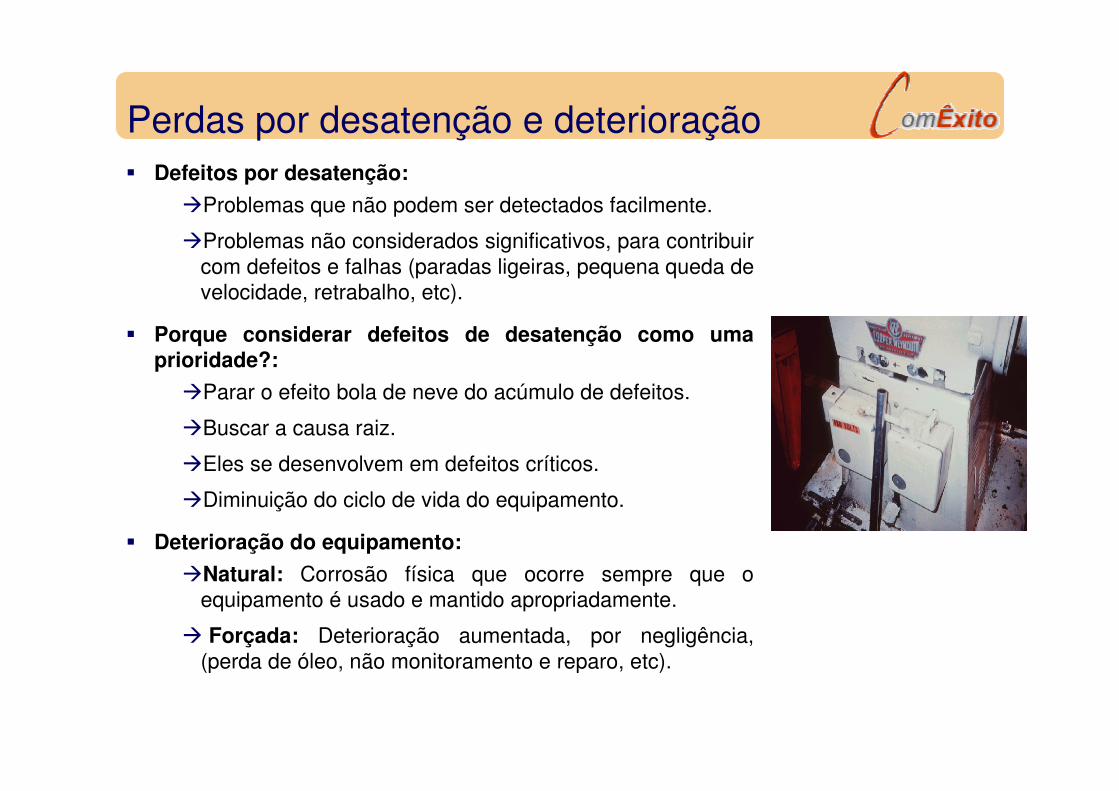
Perdas por desatenção e deterioração� Defeitos por desatenção:
�Problemas que não podem ser detectados facilmente.
�Problemas não considerados significativos, para contribuircom defeitos e falhas (paradas ligeiras, pequena queda develocidade, retrabalho, etc).
� Porque considerar defeitos de desatenção como umaprioridade?:
�Parar o efeito bola de neve do acúmulo de defeitos.
�Buscar a causa raiz.
�Eles se desenvolvem em defeitos críticos.
�Diminuição do ciclo de vida do equipamento.
� Deterioração do equipamento:
�Natural: Corrosão física que ocorre sempre que oequipamento é usado e mantido apropriadamente.
� Forçada: Deterioração aumentada, por negligência,(perda de óleo, não monitoramento e reparo, etc).

Defeitos latentes� São problemas de causa oculta e que provocam deterioração. Podem ser:
�Físicos: Não são visíveis, estão ocultos, cobertos de sujeira, manchas, etc, ounecessitam alguma montagem para serem percebidos.
�Psicológicos: Ignorados, por perda de interesse ou habilidade, indiferença dosoperadores e da manutenção, ou erro de julgamento do defeito.
� Descubra os defeitos latentes, para prevenir falhas!!!
Falha (é só a ponta do iceberg)
Defeitos latentes
�Sujeira, mancha, aderência de escórias, �Abrasão, risco, folga, vazamento.�Corrosão, deformação, falha, trinca.�Temperatura, vibração, barulho e outros erros.

Medidas de contenção para zero quebra
1.
2.
3.
4.
5.
Estabelecer condiçõesbásicas
Seguir condiçõesde operação
Introduzir pontos derobustez no projeto
Aumentar o nível de habilitação
Educação e treina-mento
Eliminação de perda
Manutenção planejada
Controle do fluxoinicial do
equipamento
Operação autônomade manutenção
Restaurar equipa-mento de um estado
de deterioração
Outras perdas
Atuação das APG’s (Atividades dos Pequenos Grupos)
• Medir e eliminar tendências de deterioração:�Monitoramento�Coleta de dados�Análises estatísticas
• Assegurar que o equipamento seja mantido no nívelideal de operação:
�Condição atual (a ser melhorada)�Ações de melhoria�Condição futura (ideal)
• Eliminar problemas que afetem a produtividade e aqualidade:
�Detectar perdas e outros problemas�Atacá-los e eliminá-los
5ºElemento do TPM

Quadro de atividades dos grupos multifuncionais(exemplo)
MinutaGMF
Status GMF
Boletins de TPM
Desenhos de lubrificação
# 3
# 9
# 10
# 11
Procedimentos Agenda de atividades,semanal e
mensal
# 23
Agenda porturno
e por dia
# 23
Lista do sumáriodos problemas
Segurança
# 4
Fontes de contamina-
ção# 12
Locais de difícil
acesso# 13
Defeitos
# 5
Lições de ponto único
Total
TPM Boletins
(Corrente) # 15
TPM Boletins de
melhoria
(Total)
Atual
# 22
Quadro de atividadesdos grupos multifuncionais
Análise de problemas
5 Ws & 1 H
# 18
Outrasferram. de
análise de probl.# 19 # 21
G8Ds
# 19
Diagramaespinha de
peixe# 19
Medidores do TPM
Fotos(Anteriores)
# 2
Defeitos
(gráficos)
Seguran-ça
acidentes(gráficos)
Fotos(atuais)
# 14# 16
Paradas
(gráficos)
Produtivi-dade
(gráficos)
# 6 Procedimentos de
destravamento# 7 # 8
# 17
Missãodo GMF
# 1
TPMMelhorias(gráficos)
Metasdo GMF
# 1
Objetivos do GMF
# 1
# 24 Passo_______Eventoschave
Grupo multifuncional
# 1
Departamento: # 1_______________________________________
Operação: # 1_______________________________________
TPMImplementa-
cão# 24

Segurança
�Implantação deve proporcionar um ambiente mais agradável e, também, maiores níveis de segurança.
�Identificação de inseguranças�Criação de condições favoráveis
�Travamento de fonte de energia, �Diagnóstico de pontos que necessitem travamento�Construção dos travamentos�Operacionalização dos travamentos
6ºElemento do TPM

Travamento de fontes de energia� Objetivo: Fazer com que a máquina, equipamento ou sistema, permaneçam no Estado
Zero Energia, anulando toda a energia que se encaminha para a máquina e quepermaneça em seu interior.
� Tipos de energia que podem causar acidentes, durante serviços ou manutenção demáquinas e equipamentos: elétrica, hidráulica, pneumática, térmica, entre outras.
� Exemplos de sistemas de bloqueio:

Segurança
Foco na investigação de acidentes:
�Prevenção da reocorrência.
�Identificação das condições que poderiam causar outrosacidentes.
�Identificar vulnerabilidades no sistema de gestão de segurança.
�Demonstração de compromisso com segurança.
�Elevação da confiabilidade dos colaboradores na segurança doprocesso.
CAUSAS BÁSICAS E CAUSAS SISTÊMICAS

Causas básicas de acidentes - Exemplos
Causas BásicasTOTAL
4%6%
9%
13%
2%
2%
7%
2%4%2%7%
2%
2%
2%
2%
2%
2%
4%
2%
7%
2%
17%
Manutenção inadequada
Posição imprópria para a tarefa
EPI inadequado ou impróprio
Padrão de trabalho inadequado
Limpeza de equipamento em operação
Falta de APS
Engenharia inadequada
Movimentação imprópria
Falta de habilidade
Piso escorregadio
Ferramenta, equipamento ou material def.
Mal uso do equipamento
Manutenção de equipamento em operação
Distração
Uso impróprio do equipamento
Stress
Velocidade para tender produção A
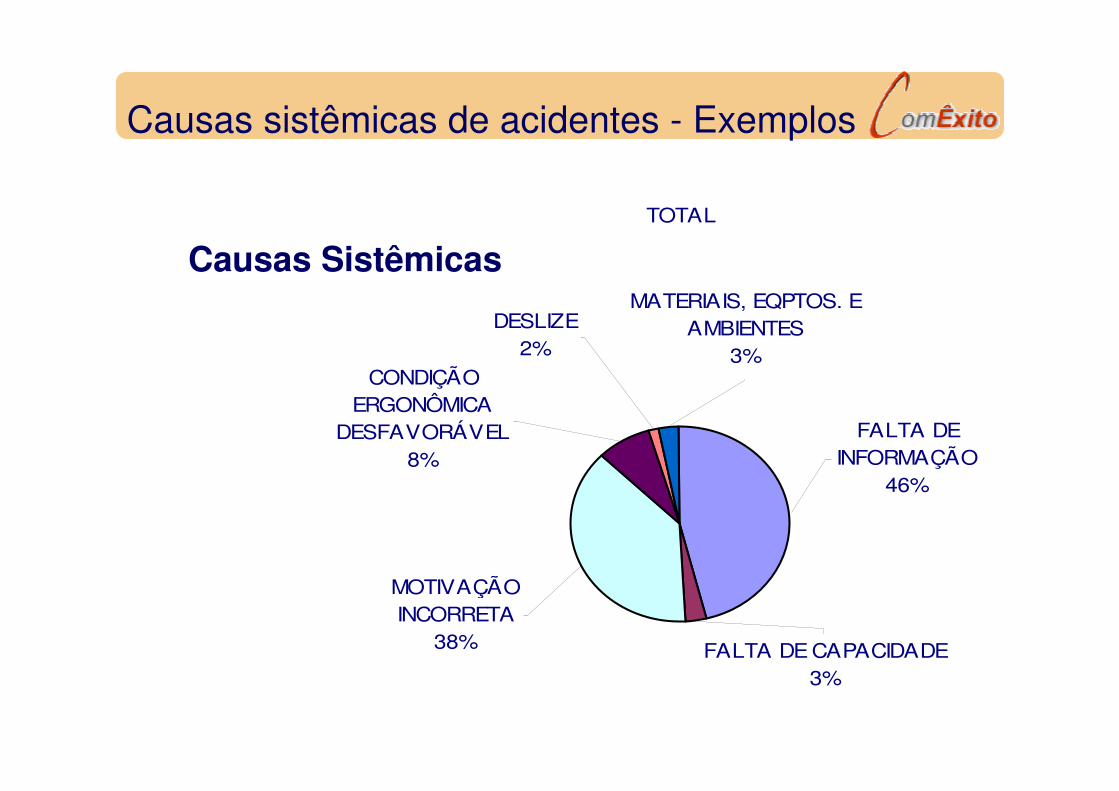
Causas sistêmicas de acidentes - Exemplos
TOTAL
FALTA DE INFORMAÇÃO
46%
DESLIZE2%
MATERIAIS, EQPTOS. E AMBIENTES
3%CONDIÇÃO
ERGONÔMICA DESFAVORÁVEL
8%
MOTIVAÇÃO INCORRETA
38% FALTA DE CAPACIDADE3%
Causas Sistêmicas

Estatísticas de acidentes� Estatísticas mundiais de segurança – 2003 (Fonte: OIT)
� 2 milhões de mortes e 250 milhões de acidentes do trabalho�160 milhões de doenças profissionais� US$ 1,25 trilhão de prejuízo com acidentes de trabalho e doenças ocupacionais
� Acidentes – Brasil�Grave nos setores agrícola e indústria extrativa (uso de tecnologias antigas e
distância da fiscalização), com tendência de queda na indústria de transformação(melhoria da gestão).
� 2000: mais de 363.000 acidentes de trabalho.� 2001: 340.000 acidentes de trabalho e 2.557 mortes em acidentes.� 2002: 387.000 acidentes de trabalho.
� Gastos com acidentes�Brasil: Gastos com pacientes de doenças ocupacionais = R$ 26 bilhões/ano, que
corresponde ao equivalente a 2,2% do Produto Interno Bruto (PIB) no ano de 2001.�Brasil: R$ 89 mil gastos pelas empresas no primeiro ano de afastamento (encargos
sociais, complementação salarial, pagamento ao funcionário substituto).�Japão: atingiu o auge na década de 70 e a Austrália: auge na década de 80.� EUA: 650 mil novos casos (1998) - 2/3 das ausências ao trabalho, a um custo de
US$ 15 a 20 bilhões (OMS).

Hexágono da falha humana
DESLIZES
FALTA CAPACIDADE
MOTIVAÇÃOINCORRETA
FALTA DE INFORMAÇÃO
FALTA DE INFORMAÇÃO
FALTA DE APTIDÃO FÍSICA
OU MENTAL
CONDIÇÕES ERGONOMICAS INADEQUADAS
CONDIÇÕES ERGONOMICAS INADEQUADAS
COMUNICAÇÃO
HABILITAÇÃO
ADEQUAÇÃO
INSTRUMENTO DEFORMAÇÃO DE
ATITUDE
ESTUDOS DE ERGONOMIA
BLOQUEIO DA AÇÃO ERRADADA CONSEQÜÊNCIA DA MESMA
Essas falhas estão relacionadas com
as principais causas básicas e sistêmicas de acidentes!!!

Fim do Módulo 2