Embed Size (px)
Citation preview

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
#AULÃO EXTRA03 (PROFA. MÔNICA ROBERTA) DE CONT. QUALIDADE (1 a 60)
(CESG/PETROBRAS/2010/EPROD/APO/QLDE) Considere o quadro a seguir para responder às três questões abaixo. O quadro abaixo apresenta os resultados da avaliação, em 4 lotes, de um determinado produto de uma
manufatura que, posteriormente, passaram por uma inspeção de qualidade mais completa, abrangendo todas as unidades produzidas.
(CESG/PETROBRAS/2010/EPROD/APO/QLDE) 01/64- Com base nos resultados apresentados na tabela e os conceitos de aceitação de lotes de produção no controle de qualidade, afirma-se que o lote (A) P teve análise correta, pois não acarretou prejuízos ao fabricante nem ao comprador. (B) Q estava fora dos limites especificados e causou prejuízos apenas ao comprador. (C) R foi aprovado pelo comprador apesar de estar fora dos limites especificados. (D) S foi aprovado indevidamente pelo fabricante, pois estava fora dos limites aceitos pelo comprador. (E) P e Q foram responsáveis pelos maiores prejuízos por parte do comprador, pois foram rejeitados. (CESG/PETROBRAS/2010/EPROD/APO/QLDE) 02/65- Considerando a avaliação da aplicação dos resultados da amostragem da tabela, qual a associação correta entre os lotes testados e os fatores de riscos para aceitação, denominados Erro Tipo 1 e Erro Tipo 2? (A) O lote P apresentou o Erro Tipo 1, pois o fabricante recusou um lote de qualidade aceitável pelo comprador. (B) O lote Q apresentou o Erro Tipo 2, pois o comprador recebeu um lote de má qualidade. (C) O lote R apresentou o Erro Tipo 1, pois o fornecedor liberou o lote sem mensurar os riscos da não qualidade. (D) Os lotes P e Q apresentaram o Erro Tipo 2, pois a técnica de amostragem não demonstrou consistência estatística para atender aos limites impostos pelo comprador. (E) Os lotes R e S apresentaram o Erro Tipo 1 no qual o fabricante condenou os lotes, considerando que eles estariam de acordo com os limites do comprador. (CESG/CMOEDA/2009/TQUIM20/APO/QLDE) 03/244- Em um espectrômetro, foi realizada uma série de medidas de absorbância de soluções produzidas por tratamento idêntico de amostras aquosas, contendo 8 ppm de Ferro III com um excesso de íon tiocianato, sendo as absorbâncias medidas diretamente proporcionais à concentração de ferro na amostra. A fim de se verificar a precisão das medidas realizadas, os dados de absorbância foram organizados em classes contíguas de igual tamanho e dispostos num diagrama em função da frequência relativa de ocorrência de cada classe, permitindo a verificação dos erros aleatórios produzidos pelas sucessivas medidas analíticas. O resultado obtido foi uma curva semelhante à apresentada na figura abaixo.
Essa curva é usualmente conhecida como curva de (A) erro normal. (B) erro padrão. (C) erro sistêmico. (D) padronização. (E) intervalo de confiança

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(A&E/MRS/2010/ MATTOS/APO/QLDE) 04/541- A diferença entre os gráficos-P e gráficos-C é: (A) Gráfico-P: proporção (%) de erros em uma amostra e Gráfico-C: quantidade de erros em uma amostra. (B) Gráfico-P: proporção (%) de acertos em uma amostra e Gráfico-C: quantidade de erros em uma amostra. (C) Gráfico-P: proporção (%) de erros em uma amostra e Gráfico-C: quantidade de acertos em uma amostra. (D) Gráfico-P: quantidade de erros em uma amostra e Gráfico-C: proporção (%) de erros em uma amostra. (E) NRA – Nenhuma das Respostas Anteriores (CESG/FINEP/2011/CARGO03/PPLAAO/APO/QLDE) 05/34- O CEP - Controle Estatístico de Processos - é uma das ferramentas mais utilizadas na Gestão da Qualidade, seja na indústria ou em serviços. Através dessa técnica, é possível controlar a média e a variação dos processos. O CEP utiliza como base o gráfico de controle. Existem diversos tipos de gráficos de controle, para variáveis e atributos, cada qual aplicado em situações específicas. Associe os tipos de gráficos de controle às suas características de aplicação. I - Gráfico de controle para variáveis II - Gráfico de controle para atributos III - Gráfico de controle para medidas individuais P - Mede uma característica de qualidade específica de um processo, através de amostras. Q - É usado nos casos em que é preciso fazer amostragem total de uma característica de qualidade específica do processo. R - Considera várias características de qualidade ao mesmo tempo. S - Acompanha a utilização dos recursos usados no processo. (A) I - P , II - Q , III – S (B) I - P , II - R , III – Q (C) I - Q , II - P , III - S (D) I - Q , II - S , III – P (E) I - R , II - P , III - Q (CESG/CMOEDA/2009/EPROD35/APO/QLDE) 06/248- Uma empresa utiliza a técnica de Gráfico de Controle para garantir a qualidade de seus produtos.
Ela utiliza os gráficos das médias e amplitudes de variáveis mensuráveis no processo produtivo. Analisando a figura acima, conclui-se que o desvio apresentado na situação (A) X pode ser identificado pelo gráfico de controle da média (Xm). (B) X pode ser identificado pelo gráfico de peças defeituosas (R). (C) X pode ser identificado pelo gráfico de quantidade de defeitos (C). (D) Y pode ser identificado pelo gráfico de controle da média (Xm). (E) Y pode ser identificado pelo gráfico de amplitudes (R).
(CESG/IBGE/2010/EPROD/APO/QLDE) 07/249- Analise

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
Legenda: . LIE: Limite Inferior de Especificação; . LSE: Limite Superior de Especificação; . LIC: Limite Inferior de Controle; . LSC: Limite Superior de Controle. Quanto às três situações de capabilidade de processos (Cpk) apresentadas acima, conclui-se que a situação I - X apresenta Cpk menor que 1 e o processo não é capaz de atender às especificações. II - Y apresenta Cpk menor que 1 e o processo é capaz de atender às especificações. III - Z apresenta Cpk maior que 1 e o processo é capaz de atender às especificações. IV - Y apresenta Cpk menor que 1 e o processo não é capaz de atender às especificações. Estão corretas as conclusões (A) I e II, apenas. (B) I e III, apenas. (C) II e III, apenas. (D) I, II e III, apenas. (E) I, II, III e IV. (CESG/PETROBRAS/2011/ADM/APO/QLDE) 08/57- Um processo industrial é acompanhado por meio da técnica de Controle Estatístico de Processo (CEP). A característica da qualidade medida é distribuída normalmente. Das situações mostradas abaixo, aquela que representa a alternativa adequada em termos de centralização e variabilidade do processo é
Considere: LSC = Limite Superior de Controle; LIC = Limite Inferior de Controle; LSE = Limite Superior de Especificação; LIE = Limite Inferior de Especificação

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/PETROBRAS/2011/EPROD/APO/QLDE) 09/53- No atual estágio de desenvolvimento das técnicas de controle de qualidade, várias ferramentas estatísticas contam com o prestígio dos setores especializados da indústria, cada uma direcionada a aferir um aspecto do processo de produção. Observe abaixo um modelo cujo objetivo é identificar variações dos resultados do processo que se encontrem fora do padrão de variação aleatória esperado.
Considerando-se o exposto, a ferramenta descrita e representada acima é o(a) (A) Gráfico de Shewhart. (B) Método Taguchi. (C) Mapeamento de Processos. (D) Análise de Capacidade. (E) Análise de Variância.
(CESG/PROMIMP/2008/QLD/APO/QLDE) Considere a figura a seguir para responder as duas questões abaixo.
(CESG/PROMIMP/2008/QLD/APO/QLDE) 10/214- A figura acima é um dos métodos usados nos processos para gerenciar a qualidade e é denominado (A) Gráfico linear de qualidade. (B) Gráfico de controle. (C) Diagrama de Ishikawa. (D) Diagrama dente de serra. (E) Diagrama de PDCA. (CESG/PROMIMP/2008/QLD/APO/QLDE) 11/215- Com base na figura, que interpretação deve ser feita sobre a qualidade do processo de produção representado? (A) Apresenta uma tendência esperada para o processo, recomendando-se manter a produção. (B) Observam-se variações aceitáveis das dimensões, sem necessidade de intervenção. (C) Constata-se comportamento alternante equilibrado e dentro dos limites, sem ação necessária. (D) Percebe-se uma tendência não natural em uma direção, recomendando-se investigar. (E) Verifica-se um comportamento estranhamento próximo à linha central, recomendando-se investigar. (CESG/IBGE/2010/EPROD/APO/QLDE) Considere a figura para responder às questões ABAIXO.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/IBGE/2010/EPROD/APO/QLDE) 12/250R- A figura apresenta uma das ferramentas usadas no controle de qualidade e é denominada Gráfico de Controle de (A) variáveis da média de valores medidos na amostra. (B) variáveis da média das amplitudes na amostra. (C) atributos tipo P, da quantidade de peças defeituosas por amostra. (D) atributos tipo C, dos defeitos totais encontrados por amostra. (E) atributos tipo C, da média dos defeitos encontrados por amostra. (CESG/IBGE/2010/EPROD/APO/QLDE) 13/251- Analise as afirmações a seguir, com relação ao gráfico de controle apresentado. I - As amostras 1, 7 e 9 estão dentro dos limites de variação natural do processo. II - As amostras 5 e 12 estão dentro do LSE, mas fora dos limites de limites de variação natural do processo. III - As amostras 5, 10 e 11 estão fora do limites de especificação e da variação natural do processo. IV - As amostras 3 e 4 estão fora da variação natural do processo. Estão corretas APENAS as afirmações (A) I e II (B) I e III (C) II e III (D) I, II e IV (E) I, III e IV (CESG/PETROBRAS/2005/EPP/APO/QLDE/CON) Considere a carta de controle estatístico de processo, representada pela figura abaixo para responder às DUAS questões ABAIXO.
(CESG/PETROBRAS/2005/EPP/APO/QLDE/CON) 14/62- Após análise da carta de controle estatístico, é correto concluir que o processo: (A) está estável. (B) está instável. (C) estava inicialmente (quatro primeiras amostras) sob controle e depois ficou instável. (D) estava instável inicialmente e depois se apresentou estável. (E) obtém os resultados esperados. (CESG/PETROBRAS/2005/EPP/APO/QLDE/CON) 15/63- A partir da quarta amostra, que tipos de causas e/ou problemas aparecem nesta carta de controle estatístico de processo? (A) Causas normais. (B) Causas especiais. (C) Causas normais e especiais. (D) Problemas crônicos. (E) Problemas crônicos e causas normais. (FGV/POTIGÁS/2006/ENG/APO/QLDE) 16/17- Por desvio-padrão entende-se: (A) média ponderada. (B) afastamento da média. (C) média aritmética. (D) amostra. (E) combinação.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/FINEP/2011/AMAT/APO/QLDE) 17/29- Uma das ferramentas mais utilizadas na Gestão da Qualidade, seja na indústria ou em serviços, é o CEP – Controle Estatístico de Processos. Através dessa técnica, é possível controlar a média e a variação dos processos. Sobre a relação entre os Limites de Controle (LSC e LIC) de um processo e os Limites de Especificação (LSE e LIE) afirma-se que Considere: LSC = Limite Superior de Controle; LIC = Limite Inferior de Controle; LSE = Limite Superior de Especificação; LIE = Limite Inferior de Especificação. (A) LSC = LIE + amplitude do processo (B) LIC = média do processo − LIE (C) LSE = LIE + 3 desvios padrão (D) LSC = LIE + 6 desvios padrão (E) não há relação matemática entre os Limites de Controle e os Limites de Especificação. (CESG/FINEP/2011/CARGO03/PPLAAO/APO/QLDE) 18/30- A Cp, capacidade ou capabilidade, é um dos indicadores mais utilizados para medir a variabilidade de um processo. Considerando-se um processo normalmente distribuído, ao afirmar-se que um processo está centralizado e possui Cp = 2, esse processo apresenta (A) 2 desvios padrão entre a média e cada limite de especificação (B) 3 desvios padrão entre a mediana e cada limite de especificação (C) 3 desvios padrão entre a média e cada limite de especificação (D) 6 desvios padrão entre a média e cada limite de especificação (E) 12 desvios padrão entre a média e cada limite de especificação (FCC/SABESPE/2012/EPROD/APO/QLDE) 19/55. Um engenheiro avaliou uma característica de uma peça produzida por usinagem. No projeto, esta característica tem a dimensão mínima de 5,0 mm e máxima de 9,0 mm. A cada hora ele retirou uma amostra de cinco peças e calculou a média da amostra. Este procedimento foi repetido por 50 vezes. Calculou o desvio padrão da amostragem e encontrou o valor de 0,5. Em seguida, calculou a média das médias das 50 amostras e obteve 7,0 mm. Utilizou estes valores para calcular os limites de controle superior e inferior do gráfico de controle para este processo. Os valores do limite superior de controle (LSC) e do limite inferior de controle (LIC) são, respectivamente, em milímetros: (A) 8,5 e 5,5. (B) 8,0 e 6,0. (C) 8,5 e 6,5. (D) 7,75 e 6,25. (E) 9,5 e 4,5. (SMRJ/COMLURB/2008/EPROD/APO/QLDE) 20/52. Um fabricante de válvulas industriais do tipo globo controlou durante 25 dias sua produção e verificou a ocorrência média de quatro defeitos por amostra diária. Os limites de controle do gráfico C (o limite superior – LSC, o limite médio – LM e o limite inferior – LIC), adotando-se Z = 3, são: A) LSC = 7, LM = 4 e LIC = - 3 B) LSC = 10, LM = 4 e LIC = 0 C) LSC = 7, LM = 6 e LIC = 2 D) LSC = 6, LM = 4 e LIC = 0 (ML/2006/APO/QLDE/ADAP) 21/362- Um fabricante de meias controlou, durante 25 dias, sua produção e verificou a ocorrência média de 9 defeitos por amostra diária. Calcular os limites de controle do gráfico. (A) 2 e 8 (B) 0 e 8 (C) 3 e 5 (D) -2 e 10 (E) NRA – Nenhuma das Respostas Anteriores (VUNESP/BNDES/2001/ENG/APO/QLDE) 22/78- O coeficiente de capabilidade de processo tem como meta a redução da variação do processo a 50% da tolerância de projeto, sendo o núcleo teórico central do programa de melhoria de qualidade a ferramenta gerencial denominada Seis Sigmas. Assinale a formulação matemática mais adequada para o coeficiente de capabilidade do processo: (A) Cp = (Limite de tolerância inferior - Limite de tolerância superior)/6s. (B) Cp = (Limite de tolerância superior - Limite de tolerância inferior)/6s. (C) Cp = (Limite de variância - Desvio Padrão)/6s. (D) Cp = (Limite de β1 - β2)/6s. (E) Cp = (β1Nx)/6S.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/PETROBRAS/2006/ADMP/APO/QLDE/CON) 23/46- Um processo industrial encontra-se sob controle e os limites do gráfico de controle das médias são: Limite Superior de Controle igual a 141,00 mm e Limite Inferior de Controle igual a 139,55 mm. Determinado cliente só quer receber peças nas dimensões de 139,00 mais ou menos 1,00 mm. Quanto ao valor do índice de capacidade do processo e ao atendimento às especificações do cliente, respectivamente, pode-se afirmar que: (A) é menor que 1; não atende. (B) é menor que 1; atende. (C) é igual a 1; não atende. (D) é maior que 1; não atende. (E) é maior que 1; atende. (CESG/PETROBRAS/2005/EPJ/APO/QLDE/CON) 24/44- Um fabricante de pregos estruturou o controle estatístico do processo na empresa e controla o diâmetro dos pregos através do gráfico da média que apresenta limite inferior de controle igual a 4,0 mm e limite superior de controle igual a 8,0 mm. Sabendo-se que um cliente está disposto a aceitar pregos com diâmetro de 6,0 mm +/- 1,0 mm, o índice de capacidade do processo será: (A) 0,5 (B) 1,0 (C) 2,0 (D) 3,0 (E) 4,0 (CESG/BR/2012/ADM/APO/QLDE) 25/51- O processo de entrega de uma empresa varejista apresenta um tempo médio de 95 horas, a partir da aprovação do pagamento. A empresa considera “defeituosas” as entregas ocorridas abaixo de 70 horas e acima de 100 horas. O desvio padrão do processo é de 5 horas, e a variável tempo de entrega segue uma distribuição normal. Com relação ao tempo de entrega, nessa empresa, o processo está (A) centralizado, e sua capacidade é maior do que 1. (B) centralizado, e sua capacidade é igual a 1. (C) centralizado, e sua capacidade é menor do que 1, necessitando de ajustes em sua variação. (D) descentralizado, e sua capacidade é igual a 1, mas a média precisa ser ajustada. (E) descentralizado, e sua capacidade é menor do que 1, necessitando de melhorias urgentes. (SLACK/2002/567/APO/QLDE) 26/285- Geralmente, quando o índice de capabilidade ( Cp) de um processo é maior do que um, é considerada indicativa de que o processo é “capaz”. Freqüentemente, todavia, a média do processo é viesada em relação à faixa de especificação, nesses casos, são necessários índices de capabilidade unilateral para compreender a capabilidade do processo. Algumas vezes, somente o inferior dos dois índices unilaterais para um processo é usado para indicar a sua capabilidade (Cpk). Quanto aos gráficos:
(A) No gráfico A, Cp = 1,0 (B) No gráfico B, Cp > 1,0 (C) No gráfico C, Cp > 1,0 (D) No gráfico D, Cpk < 1,0 (E) NRA – Nenhuma das Respostas Anteriores

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(ML/2006/540/APO/QLDE/ADAP) 27/256- A fabricação de uma peça tem uma média igual a 5,8mm e desvio-padrão de 0,5mm. O processo se encontra sob controle. O cliente está disposto a aceitar peças com LSE = 6,5mm e LIE = 4,6mm, de quanto é o Cpk? Nota: O Cpk mede o potencial que o processo tem em apresentar resultados ruins diante dos limites inferior e superior de controle. (A) 0,7 (B) 0,64 (C) 1,1 (D) 0,58 (E) 0,46 (CESG/BR/2010/ADMJ/APO/QLDE) 28/42- Um fabricante de peças e equipamentos para a indústria de óleo e gás identificou um grave problema na fabricação de uma determinada peça, resultando em uma taxa de rejeição de 40% das peças fabricadas, devido à falta de padronização do diâmetro de um furo na peça. Os projetistas da peça especificaram um alvo de 5 cm para o diâmetro do furo, com limites de especificação de 5,005 cm e 4,995 cm. Analisando-se todas as peças produzidas, calculou-se a média da variável diâmetro e obteve-se o valor de 5 cm. Com relação à centralização, a variação e ao índice de capabilidade (Cp) deste processo, conclui-se que (A) está centralizado, porém sua variação está fora de controle, com Cp > 1. (B) está centralizado, porém sua variação está fora de controle, com Cp < 1. (C) está centralizado e fora de controle, pois não é possível inferir sobre o valor de Cp, já que os limites superior e inferior de controle não foram fornecidos. (D) a variação está fora de controle, com Cp < 1, e apenas pela média do processo não é possível concluir sobre sua centralização. (E) a variação está fora de controle, com Cp > 1, mas apenas pela média do processo não é possível concluir sobre sua centralização. (CESG/BIO/2010/ADM/APO/QLDE) 29/34- Um determinado produto tem sua qualidade medida por meio da característica de qualidade/peso. Ao longo de um turno de produção, foram extraídas 10 amostras de tamanho n = 3 e calculadas as médias de cada amostra, conforme a tabela abaixo.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
Com base nas informações fornecidas, analise as afirmativas a seguir. I - O processo está sob controle estatístico. II - Existe uma causa especial na amostra 8, relativa à variabilidade do processo. III - Existe uma causa especial na amostra 10, relativa à centralização do processo. IV - O processo está centralizado, mas sua variabilidade está fora de controle. V - Existe uma causa natural na amostra 4, relativa à centralização e à variabilidade. Está correto APENAS o que se afirma em (A) I. (B) I e V. (C) II e III. (D) II e IV. (E) III e V. (CESG/PETROBRAS/2010/EPROD/APO/QLDE) Utilize a tabela e o formulário a seguir para resolver as duas questões abaixo:

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/PETROBRAS/2010/EPROD/APO/QLDE) 30/62X- Uma empresa controla a qualidade da uma linha de produção por meio da contagem de peças defeituosas e de defeitos encontrados em uma amostra diária de 200 peças. A tabela apresenta o acompanhamento do processo, durante 5 dias, que será usado para determinar os limites de controle. Quais são, em percentagem, os limites superior e inferior, do gráfico de controle de atributos tipo p, considerando os limites de 3 desvios padrões? (A) 0 e 12 (B) 4 e 12 (C) 4 e 28 (D) 8 e 18 (E) 14 e 18 (CESG/PETROBRAS/2010/EPROD/APO/QLDE) 31/63X- Quais são, em percentagem, os limites superior e inferior do gráfico de controle de atributos tipo c, considerando os limites de 3 desvios padrões? (A) 2 e 10 (B) 4 e 14 (C) 4 e 28 (D) 8 e 14 (E) 14 e 18 (CESG/BNDES/2009/ADM/APO/QLDE) 32/38/242- Uma fábrica utiliza duas máquinas injetoras para produzir peças plásticas. O gráfico de controle da máquina 1 apresenta uma média igual a 180 mm e um desvio padrão igual a 8 mm, enquanto, na máquina 2, a média é 185 mm e o desvio padrão, 5 mm. Um comprador estabeleceu limites de aceitação das peças entre 200 e 160 mm.
onde: LST : Limite Superior de Tolerância LIT : Limite Inferior de Tolerância σ: Desvio padrão Xm : Média
Para atender ao critério estabelecido pelo cliente, com base no índice Cpk, a(s) máquina(s) (A) 1 deve ser usada, pois apresenta Cpk menor que 1. (B) 1 deve ser usada, pois apresenta Cpk maior ou igual a 1. (C) 2 deve ser usada, pois apresenta Cpk menor que 1. (D) 2 deve ser usada, pois apresenta Cpk maior ou igual a 1. (E) 1 e 2 podem ser usadas, pois ambas apresentam Cpk maior ou igual a 1. #MANUTENÇÃO: (A&E/MRS/2010/APO/MAN) 33/550- Para a maioria das partes de uma operação as falhas são uma função do tempo. É a representação gráfica da probabilidade de falha ao longo do tempo: (A) Curva da Gauss (B) Curva da banheira (C) Curva de Pareto (D) Curva ABC (E) NRA – Nenhuma das Respostas Anteriores (CESG/BR/2008/EPROD/APO/MAN) 34/67- A curva da figura acima é uma curva da banheira de um equipamento. Esta curva representa a variação da(dos)
(A) taxa de falha função do tempo de utilização do equipamento. (B) eficiência energética função da rotação do eixo. (C) custos função da velocidade de operação do equipamento. (D) custos de manutenção função da taxa de falhas ao longo do tempo. (E) custos operacionais função da velocidade de operação do equipamento.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/BR/2012/EMEC22/APO/MAN) 35/43- A figura representa a curva característica da vida de equipamentos, constituída de três períodos, a saber: Mortalidade Infantil, Vida Útil e Envelhecimento ou Degradação.
As justificativas para o seu formato são que (A) a grande incidência de falhas no período 1 decorre de componentes com defeitos de fabricação, deficiências de projeto ou de instalação. (B) o comportamento praticamente constante nas falhas no período 2 é decorrente de manutenções corretivas. (C) o comportamento praticamente constante nas falhas no período 2 é decorrente de desgaste natural. (D) a ocorrência de falhas no período 3 decorre de fatores menos controláveis, como fadiga ou corrosão acelerada, e, assim, sua previsão é mais difícil. (E) o comportamento crescente das falhas no período 3 decorre da complexidade do equipamento. (IPLAD/SENAC_PE/2011/AT2PAT/APO/MAN/CAE) 36/18. Os bens como equipamentos e instalações, se desgastam com o uso, necessitando cada vez mais de manutenção. Assim, não é mais interessante manter o bem, quando ele atingiu: A) a vida econômica. B) a vida financeira. C) dois terços de sua vida útil. D) a vida útil. E) a maturidade. (A&E/MRS/2010/APO/MAN) 37/549- Há vários mecanismos que permitem a busca de falhas (postura pró-ativa), tais como, exceto: (A) Verificação no processo por parte dos empregadores. (B) Diagnóstico de máquinas; entrevistas na saída (“tudo bem?”). (C) Pesquisas telefônicas. (D) Focus group (E) Ficha de reclamações ou folhas de feedback. (MRS/2010/APO/MAN) 38/11- A partir do gráfico, pode-se afirmar que:
(A) Um baixo nível de manutenção preventiva, significa que baixo custo total (B) Se as tarefas de rotina de manutenção forem realizadas por operadores e se o custo real da parada for considerado, o nível “ótimo” de manutenção preventiva desloca-se para os níveis mais baixos. (C) Um alto nível de manutenção preventiva, significa que baixo custo total (D) Um modelo de custos associado com manutenção preventiva mostra um nível ótimo de esforços de manutenção. (E) NRA – Nenhuma das Respostas Anteriores

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(MRS/SLACK/2008/APO/MAN) 39/48- Um lote de 50 componentes eletrônicos é testado durante 2.000hs. Quatro dos componentes falham durante o teste, como segue: C1 – 1.200hs C2 – 1.450hs C3 – 1.720hs C4 – 1905hs. Qual o percentual da Taxa de Falhas? a-10% b-12% c-8% d-15% e- 18% (MRS/SLACK/2008/APO/MAN) 40/49- Ainda com o exercício anterior, qual é o tempo de não-operação (TNO)? a- 1995horas b- 1925horas c- 1855horas d- 1725horas e- 1625horas (MRS/SLACK/2008/APO/MAN) 41/50- Ainda com o exercício anterior, o tempo da taxa de falhas é de: a- 0,000041 b- 0,000050 c- 0,000086 d- 0,000056 e- 0,000061 (MRS/SLACK/2008/APO/MAN) 42/52- Se taxa de falhas, em tempo, é de 0,000041, então o tempo médio entre falhas é de: a- 25.670,50hs b- 24.390,24hs c- 22.590,30hs d- 21.570,20hs e- 20.390,24hs (MRS/SLACK/2008/APO/MAN) 43/51- U´a máquina automática de produção de pizza em uma fábrica de alimentos tem cinco componentes principais, com confiabilidades individuais (probabilidade do componente não falhar), como segue: C1: confiabilidade = 0,95; C2: confiabilidade = 0,99; C3: confiabilidade = 0,97; C4: confiabilidade = 0,90; C5: confiabilidade = 0,98. Se uma dessas partes do sistema de produção falhar, todo o sistema vai parar de funcionar. Logo a confiabilidade do sistema é: a- 0,810 b- 0,705 c- 0,805 d- 0,605 e- 0,610 (MRS/2010/APO/MAN/ADAP) 44/257- Um sistema com dois componentes associados, têm confiabilidade de 90% 70%, quando dispostos de forma seqüencial e paralela, as confiabilidades serão de, respectivamente: (A) 80% e 63% (B)72% e 98% (C)90% e 80% (D) 63% e 97% (E) 98% e 110% (MRS/2010/APO/MAN/ADAP) 45/258- Qual o MTBF e a disponibilidade de um equipamento que tem confiabilidade 90% e TMDR de 1 hora, respectivamente? (A) 5hs e 83%. (B) 4hs e72%. (C) 10hs e 91% (D) 5hs e 63% (E) 4hs e 90%. (MRS/2010/APO/MAN/ADAP) 46/258- Qual o MTBF e a disponibilidade de um equipamento que tem confiabilidade 80% e TMDR de 1 hora, respectivamente? (A) 5hs e 83%. (B) 4hs e72%. (C) 10hs e 91%. (D) 5hs e 63%. (E) NRA – Nenhuma das Respostas Anteriores (CESG/CMOEDA/2009/AGES27/APO/MAN) 47/60- Um equipamento trabalha 8 horas por dia durante 25 dias do mês e fica parado para manutenção preventiva durante 5 dias. Em geral, este equipamento tem 4 falhas por mês no período operacional. A Taxa de Falha (FR) e o Tempo Médio entre Falhas (TMEF) do equipamento, respectivamente, são Formulário: FR = (número de falhas no período)/[(tempo disponível para operação)-(tempo não operacional)] TMEF= 1/FR (A) 0,02 falhas por hora e 50 horas. (B) 0,025 falhas por hora e 40 horas. (C) 0,1 falhas por hora e 10 horas. (D) 0,2 % e 5 horas. (E) 0,22 % e 4,5 horas.

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
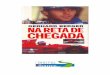
(OKD/PETROBRAS/2012/APO/MAN) 48/01- Uma plataforma de petróleo possui em seu sistema de geração de energia elétrica três turbogeradores, acionados por turbinas aeroderivadas. Foi solicitado a um engenheiro que calcula-se a confiabilidade total do sistema de geração elétrica da plataforma. Sabendo-se que as confiabilidades estão representadas no esquema abaixo, pede-se calcular a confiabilidade total?
(A) 99,40% (B) 25,40% (C) 94,00% (D) 96,51%. (E) 97,58%
(OKD/PETROBRAS/2012/APO/MAN) 49/02- Em uma fábrica de lubrificantes, o engenheiro responsável pretendia estudar a disponibilidade do sistema de envasamento de óleo lubrificante automotivo. O mesmo constatou que a cada 200 horas trabalhadas, 25 defeitos são produzidos. Sabendo-se que o tempo médio de reparo era de 5 horas e que o tempo total de operação mensal era de 20 dias, onde o dia possuia 8 horas de trabalho. Determine a disponibilidade do sistema? (A) 0,66 (B) 0,33 (C) 0,56. (D) 0,62 (E) 0,29 (CESG/BIO/2010/EPROD/APO/MAN) 50/24- Por medida de segurança e com o propósito de evitar a interrupção da produção, um fabricante de tubos de aço tem dois equipamentos em regime de espera, conhecidos como redundâncias, como se fossem backups, e que estão prontos para o caso de o equipamento em uso parar de funcionar por razões desconhecidas.
Conforme mostrado na figura acima, o equipamento que está em uso tem uma confiabilidade de 0,95, o backup E-1 tem confiabilidade de 0,90 e o backup E-2 tem confiabilidade de 0,60. Em caso de falha do equipamento que está em uso, qualquer um dos backups pode entrar em operação imediatamente. Caso um dos backups falhe, o outro backup pode ser acionado. A confiabilidade total desse sistema está compreendida entre (A) 0,20 e 0,30 (B) 0,35 e 0,40 (C) 0,50 e 0,65 (D) 0,70 e 0,80 (E) 0,90 e 1,00
(CESG/CMOEDA/2009/EPROD35/APO/MAN) 51/62-Um sistema tem três componentes com as confiabilidades apresentadas na figura acima.
A confiabilidade total do sistema é calculada por (A) 1 - (1-0,9) x (1-0,8) x (1-0,9) (B) 1 - (1-0,9) x (1-0,8) /(1-0,9) (C) 1 - (1-0,9 x 0,8) x (1-0,9) (D) 1 - (0,9 x 0,8) x (1-0,9) (E) 1 - (1-0,9 x 0,8) x (0,9)

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/BR/2010/EPROD/APO/MAN) 52/12- Um sistema é composto por três componentes com confiabilidades (R) e arranjo em série, conforme ilustrado na figura acima. Dado: usar três casas decimais.
Qual a confiabilidade total do sistema? (A) 0,270 (B) 0,729 (C) 0,900 (D) 2,700 (E) 3,704
(CESG/TRANSPETRO/2006/AMBJ/APO/MAN) 53/29- Sabendo-se que a eficiência de um processo de tratamento de esgoto é dada pela porcentagem de redução da concentração de um determinado parâmetro de carga poluidora no efluente, em relação ao afluente, considere a Estação de Tratamento de Esgoto (ETE) a seguir, composta por três processos em série: A, B e C.
Para a remoção de determinado poluente, sabe-se que a eficiência total da ETE é de 99,1 % e que as eficiências de remoção deste mesmo poluente pelos processos B e C são de 80 e 70 %, respectivamente. Logo, a eficiência de remoção do referido poluente pelo processo A é de: (A) 75,0% (B) 82,5% (C) 85,0% (D) 88,5% (E) 89,0% (CESG/PETROBRAS/2010/EPROD/APO/MAN) 54/61- A partir dos dados do Sistema de Gestão de Manutenção de uma empresa, verificou-se que uma centrífuga apresenta um Tempo Médio entre Falhas (TMEF) de 148 horas e o Tempo Médio De Reparo (TMDR) de 12 horas. Qual é a disponibilidade, em percentual, desse equipamento? (A) 74,0 (B) 91,9 (C) 92,5 (D) 99,5 (E) 100,0 (CESG/BR/2010/EPROD/APO/MAN) 55/69- As bombas de uma estação de distribuição de combustíveis funcionam 24 horas por dia e 7 dias por semana. Nos últimos anos, foram testados os esquemas de manutenção apresentados no quadro ABAIXO com os dados médios de MTBF e MTTR levantados para cada esquema durante o período de sua adoção.
Qual desses esquemas apresentou maior disponibilidade? (A) V (B) X (C) Y (D) Z (E) W

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
(CESG/CMOEDA/2012/EPROD25/APO/MAN) 56/11- Um determinado processo produtivo é constituído por três máquinas com as seguintes confiabilidades (probabilidade de a máquina não falhar): Máquina A – confiabilidade de 0,94; Máquina B – confiabilidade de 0,90; e Máquina C – confiabilidade de 0,95. As máquinas operam em sequência de tal modo que, se uma máquina falhar, o processo é interrompido até que a mesma seja consertada. Especificamente no caso da Máquina B, que é a máquina que apresenta menor confiabilidade, o conserto pode demorar, acarretando diversos problemas para a empresa. A fim de aumentar a confiabilidade do processo produtivo, o gerente de produção sugeriu à direção da empresa a compra de uma segunda Máquina B (máquina de reserva ou backup), também com confiabilidade de 0,90, para entrar em operação na eventualidade de uma falha ocorrer na primeira máquina, garantindo a continuidade da produção. O argumento do gerente de produção é que, com a possibilidade de utilização dessa máquina de reserva, a confiabilidade de todo o processo produtivo passaria a ser de, aproximadamente, (A) 0,72 (B) 0,80 (C) 0,88 (D) 0,92 (E) 0,93 (OKD/PETROBRAS/2012/APO/MAN) 57/03- Na indústria automobilística existem basicamente três técnicas de manutenção mundialmente difundidas, são elas: Manutenção Preventiva, Manutenção Corretiva e Manutenção Preditiva. Desta forma, classifique os itens abaixo de acordo com a manutenção mais indicada. 1- Farol; 2- Pneu; 3- Óleo do motor; (A) Preventiva; Corretiva e Preventiva. (B) Corretiva, Corretiva e Preventiva. (C) Preventiva; Preditiva e Corretiva. (D) Corretiva, Preditiva e Preventiva. (E) Preditiva, Preventiva e Preventiva. (CESG/CMOEDA/2012/AOIMEC08/APO/MAN) 58/24- A manutenção de máquinas e equipamentos pode ser dividida em dois grandes grupos: a manutenção planejada e a não planejada. A manutenção planejada se subdivide em vários tipos. A manutenção fundamentada em acompanhamento periódico através de testes, como análise de vibrações, monitoramento de mancais por termografia, dentre outros, é classificada como (A) corretiva (B) preditiva (C) preventiva (D) produtiva total (E) terotecnológica (FCC/SABESPE/2012/EPROD/APO/MAN) 59/51. A probabilidade de um produto, equipamento ou serviço desempenhar a função que dele se espera por um intervalo de tempo, sob condições de uso, aplica-se à definição de (A) durabilidade. (B) usabilidade. (C) manutenabilidade. (D) capabilidade. (E) confiabilidade. (CESG/CMOEDA/2012/EPROD25/APO/MAN/TÉC) 60/12- Uma empresa está aplicando a metodologia FMEA (Failure Mode and Effect Analysis), também denominada de FMECA (Failure Modes, Effects and Criticality Analysis) por incorporar a análise de criticalidade. A equipe responsável pela aplicação da metodologia identificou 5 modos de falha, tendo atribuído os seguintes valores para os índices de Severidade (S), Ocorrência (O) e Detecção (D):
Com base nos dados da tabela e considerando-se apenas o cálculo convencional do NPR (Número de Prioridade de Risco), o modo de falha que deve ser priorizado para a implementação de ações de melhoria é o modo de falha (A) 1 (B) 2 (C) 3 (D) 4 (E) 5

RETA DE CHEGADA “Mais que a partida, é a chegada” – Mônica Roberta
Site: www.retadechegada.com.br
Tel/Fax.: (21) 3902-1462 (Centro) e (21) 99157-5825 (Claro)
E-Mail: [email protected]
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo. Registro na FBN/MinC.
ACREDITE EM VOCÊ
“Ao longo da sua vida, muitos lhe dirão que aquilo que você pretende fazer é impossível. Porém, basta ter
imaginação para sonhar, planejar e alcançar. (...) Haverá obstáculos. Haverá céticos. Haverá enganos. Mas com
trabalho duro, fé e segurança em você mesmo e nas pessoas a sua volta, não há limites. Perseverança, determinação,
compromisso e coragem são realidades. O desejo de redenção guia você na jornada. E a vontade de ser bem-sucedido é
tudo. Por isso, houve momentos em Pequim, no verão de 2008, em que não havia palavras, apenas gritos. (...) Porque,
acredite nisso, os sonhos podem se tornar realidade.” - Michael Phelps.
CARTÃO-RESPOSTA
01- (A) (B) (C) (D) (E) 13- (A) (B) (C) (D) (E) 25- (A) (B) (C) (D) (E) 37- (A) (B) (C) (D) (E) 49- (A) (B) (C) (D) (E)
02- (A) (B) (C) (D) (E) 14- (A) (B) (C) (D) (E) 26- (A) (B) (C) (D) (E) 38- (A) (B) (C) (D) (E) 50- (A) (B) (C) (D) (E)
03- (A) (B) (C) (D) (E) 15- (A) (B) (C) (D) (E) 27- (A) (B) (C) (D) (E) 39- (A) (B) (C) (D) (E) 51- (A) (B) (C) (D) (E)
04- (A) (B) (C) (D) (E) 16- (A) (B) (C) (D) (E) 28- (A) (B) (C) (D) (E) 40- (A) (B) (C) (D) (E) 52- (A) (B) (C) (D) (E)
05- (A) (B) (C) (D) (E) 17- (A) (B) (C) (D) (E) 29- (A) (B) (C) (D) (E) 41- (A) (B) (C) (D) (E) 53- (A) (B) (C) (D) (E)
06- (A) (B) (C) (D) (E) 18- (A) (B) (C) (D) (E) 30- (A) (B) (C) (D) (E) 42- (A) (B) (C) (D) (E) 54- (A) (B) (C) (D) (E)
07- (A) (B) (C) (D) (E) 19- (A) (B) (C) (D) (E) 31- (A) (B) (C) (D) (E) 43- (A) (B) (C) (D) (E) 55- (A) (B) (C) (D) (E)
08- (A) (B) (C) (D) (E) 20- (A) (B) (C) (D) (E) 32- (A) (B) (C) (D) (E) 44- (A) (B) (C) (D) (E) 56- (A) (B) (C) (D) (E)
09- (A) (B) (C) (D) (E) 21- (A) (B) (C) (D) (E) 33- (A) (B) (C) (D) (E) 45- (A) (B) (C) (D) (E) 57- (A) (B) (C) (D) (E)
10- (A) (B) (C) (D) (E) 22- (A) (B) (C) (D) (E) 34- (A) (B) (C) (D) (E) 46- (A) (B) (C) (D) (E) 58- (A) (B) (C) (D) (E)
11- (A) (B) (C) (D) (E) 23- (A) (B) (C) (D) (E) 35- (A) (B) (C) (D) (E) 47- (A) (B) (C) (D) (E) 59- (A) (B) (C) (D) (E)
12- (A) (B) (C) (D) (E) 24- (A) (B) (C) (D) (E) 36- (A) (B) (C) (D) (E) 48- (A) (B) (C) (D) (E) 60- (A) (B) (C) (D) (E)
Boa Sorte!!! Profa. Mônica Roberta, M.Sc