Embed Size (px)
DESCRIPTION
Revista O Mundo da Usinagem 89
Citation preview

Publicação da Sandvik Coromant do Brasil ISS nº 1518-6091 RGBN 217-147
89
Cummins:Programa de Incremento da Produtividade (PIP) gera mais uma vez grandes resultados
Lean Summit 2012: produção enxuta avança no Brasil
Torneamento de peças duras:
em prol da economia e do meio ambiente


3o mundo da usinagemoutubro.2012/89
04 Soluções de Usinagem I Cummins: investimento em confiança e foco nos resultados
12 Produtividade Lean Manufacturing: discutindo o conceito Toyota de Produção Enxuta
16 Negócios da Indústria I Pensamento Lean no Brasil: na vanguarda da qualidade
22 Educação e Tecnologia I Testes Vocacionais: eles funcionam?
26 Negócios da Indústria II Troféu Produtividade Blaser 2012
28 Soluções de Usinagem II Torneamento de peças duras
34 Educação e Tecnologia II O gap entre a educação e a indústria
36 Nossa Parcela de Responsabilidade Nos dias de hoje
38 Anunciantes / Distribuidores / Fale com Eles
VERIFICARVERIFICAR
AGIRAGIR
PLANEJARPLANEJAR
FAZERFAZER
4 Soluções de Usinagem I 16 Negócios da Indústria I
12 Produtividade
22 Educação e Tecnologia I 34 Educação e Tecnologia II
edição 89Índice 10/2012
Contato da Revista OMU Você pode enviar suas sugestões de reportagens, críticas, reclamações ou dúvidas para o e-mail da revista O Mundo da Usinagem: [email protected] ou ligue para: 0800 777 7500
Acompanhe a Revista O Mundo da Usinagem digital em:www.omundodausinagem.com.br
EXPEDIENTEO MUNDO DA USINAGEM é uma publicação da Sandvik Coromant do Brasil, com circulação de seis edições ao ano e distribuição gratuita para 15.000 leitores qualificados. Av. das Nações Unidas, 21.732 - Sto. Amaro - CEP 04795-914 - São Paulo - SPEditor-chefe: Fernando OliveiraCo-editora: Vera Natale Coordenação editorial, redação, produção gráfica e revisão: Ação e Contexto (Fernando Sacco, Gustavo R. Sanchez, João M. S. B. Meneses, Renato Neves, Thais Kuperman, Vivian Camargo)Jornalista responsável: Fernando Sacco - MTB 49007/SPProjeto gráfico: Renato Neves Impressão: Ipsis Gráfica e Editora
Pastilha de CBN com interface SafeLock Crédito: AB Sandvik Coromant

Cummins: Investimento em confiança e foco nos resultadosPrograma de Incremento da Produtividade (PIP) conduzido na Cummins gera economia de US$ 400 mil anuais
4
soluções de usinagem I
o mundo da usinagem outubro.2012/89o mundo da usinagem outubro.2012/89
Arq
uivo
Cum
min
s

Trabalhar em equipe tem sido uma especialidade entre a Cummins Bra-
sil e a Sandvik Coromant. Desde 2005, o gerenciamento completo das ferramentas está centralizado dentro da planta da Cummins,
localizada em Gua-rulhos (SP). As-
sim, do forne-
cimento do ferramental, passando pela sua preparação, logística, até a reafiação, os processos são condu-zidos internamente.
A proximidade entre as duas companhias possibilita uma res-posta rápida às necessidades da produção e o conhecimento com-partilhado abre portas para a me-lhoria dos processos internos. Foi assim em 2008, quando as duas empresas se uniram para solucio-nar um gargalo na produção da linha de blocos de cilindro C, ISC e ISL por meio do Programa de In-cremento da Produtividade (PIP)
da Sandvik Coromant que, resumi-damente, abrange a avaliação e oti-mização dos processos em parceria com o cliente.
Na ocasião, atualização das ferramentas, alteração dos parâ-metros de corte e dos sistemas de fixação geraram ganhos expressi-vos e permitiram um aumento na capacidade produtiva em um curto espaço de tempo, como declarou então Geraldo Sumitomo, à épo-ca supervisor de manufatura da Cummins do Brasil. “Os resultados do último PIP se refletem até hoje, para nós foi um trabalho extrema-mente válido com foco nos resulta-dos” relembra hoje Emerson San-tos, engenheiro de manufatura da Cummins e responsável pela linha de blocos de cilindro C, ISC e ISL.
Todavia, a dinâmica de merca-do exige um trabalho de melhoria contínua e, mesmo apresentando uma linha altamente competitiva, o Programa de Incremento da Pro-dutividade não é um processo está-tico, como enfatiza oportunamente Silvio Bauco, supervisor de proces-sos PIP e Machine Investments da Sandvik Coromant: “O PIP é um programa contínuo e está pautado pela necessidade do cliente, até por-que os gargalos mudam de posi-ção. Então o primeiro trabalho nos
5o mundo da usinagemoutubro.2012/89outubro.2012/89

ajudou a entender o funcionamen-to da linha, abrindo espaço para novas melhorias”.
Antonio Granzoto, responsável pelo atendimento à Cummins, re-força a importância do sucesso do trabalho iniciado em 2008 e que até hoje repercute positivamente: “A Cummins é uma empresa forte, competitiva e nesses anos de tra-balho conjunto aprendemos que sempre há espaço para melhorar”,
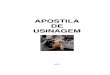
Operação realizada antes do processo de otimização (PIP): usinagem do furo do comando do bloco de motor diesel com guias e barras mancalizadas
As barras mancalizadas foram totalmente substituídas pela barra de mandrilar Silent Tools. No detalhe, a Silent Tools em ação
pontua o vendedor técnico da Sandvik Coromant que realizou o trabalho de PIP, ao lado de Thiago Vasques, engenheiro de manufa-tura da Cummins, para otimizar um processo de produção na uni-dade da empresa em Guarulhos.
Novos DesafiosPassados três anos desde o pri-
meiro PIP, a empresa se deparou com um novo gargalo na mesma linha, dessa vez no processo de desbaste do comando dos moto-
res, como explica Emerson Santos: “Notamos que essa operação da usinagem estava apresentando nú-meros insatisfatórios com base nos resultados do CPK, índice utilizado para avaliar a capabilidade produti-va dos processos ”. Outro problema apresentado era a necessidade cons-tante da troca de ferramentas, o que poderia comprometer a ergonomia do operador e por si só já era moti-vo para melhorar o processo. Além disso, cálculos preliminares indica-vam perdas de Horas de Máquina Parada (HMP) em torno de R$ 95 mil/ano. “Essa operação era de fato um gargalo: tanto a máquina quanto o conceito empregado não estavam correspondendo às necessidades”, conclui Thiago Vasques.
Mudanças à vista
A fim de contornar esses pro-blemas e otimizar o processo de fabricação dos blocos de cilindro, uma equipe de onze pessoas (oito profissionais da Cummins e três da Sandvik Coromant) optou por reali-zar um novo PIP, que teve início em setembro de 2011. A partir daí, foi elaborado um estudo que envolveu a atualização do ferramental, para eliminar o número de operações da linha, além de reduzir o ciclo de tempo das CNCs, o que reduziria despesas operacionais.
Uma das primeiras iniciativas do PIP foi a atualização das ferramen-tas. Foram incorporadas ao proces-
6 outubro.2012/89o mundo da usinagem
soluções de usinagem I
Viv
ian
Cam
argo
Viv
ian
Cam
argo

Linha de usinagem
de blocos de motor diesel
produzidos na unidade fabril
da Cummins em Guarulhos
so brocas helicoidais de performan-ce diferenciada (Corodrill 861) e brocas calibradoras especiais para usinagem de furos com tolerâncias centesimais. “Com essas mudanças ganhamos em desempenho e quali-dade”, resume Thiago Vasques.
O balanceamento das máqui-nas foi outro ponto trabalhado no projeto, bem como as fases de tryout com vistas à otimização das ferramentas, etapa que contou com auxílio dos operadores, que colo-caram à disposição o conhecimen-to operacional do processo, como pontuou Kleber Santos, líder de produção da Cummins durante a visita de nossa reportagem.
Vale ressaltar que os operadores, engenheiros e técnicos da unidade passam por treinamentos regulares de manuseio e otimização das fer-ramentas conduzidos pela Sandvik Coromant. Além disso, anualmente são apresentadas as novidades dos CoroPaks, pacotes de lançamentos de novas ferramentas de corte da
Sandvik Coromant, estreitando as-sim conhecimento e atualização na área de ferramentas para usinagem.
Política de resultados
Uma das principais mudanças trazidas pelo PIP foi a eliminação de uma das máquinas utilizadas na linha de usinagem, justamente aquela dedicada ao problemático processo de desbaste do furo do comando. Com isso, o fato de con-tar com uma operação a menos ge-rou uma economia, em termos de despesas operacionais, na casa dos US$ 90 mil anuais. Contudo, a eli-minação de uma das máquinas po-deria gerar problemas de logística e gargalo operacional pior que o an-terior, devido ao realocamento da usinagem. A solução para esse caso foi a adoção da barra antivibratória Silent Tools dedicada ao processo de mandrilamento, o que permitiu
Arq
uivo
Cum
min
s
Arq
uivo
Cum
min
s
7o mundo da usinagemoutubro.2012/89

Motor ISL, fabricado de acordo com as normas Euro 5
manter tolerâncias estreitas mes-mo havendo longos balanços da ferramenta. A barra antivibratória Silent Tools foi incorporada a uma das máquinas CNC da linha, que passou em seguida por um novo arranjo de layout.
“A adoção dessa ferramenta fez a grande diferença, já que ao redu-zir a vibração foi possível elevar os dados de corte, com impacto direto na cadeia produtiva, ou seja, mais do que uma ferramenta utilizada na correção de processos deficientes, a Silent Tools foi uma solução de pro-dutividade”, pondera Silvio Bauco.
Com essas mudanças, o tempo de desbaste do furo do comando diminuiu de seis para dois minutos, o que possibilitou a eliminação da antiga operação sem aumentar o tempo de ciclo da linha. Não se tra-ta apenas de uma linha mais enxuta e eficaz, o trabalho do PIP trouxe resultados como a melhoria na se-gurança e ergonomia dos operado-res, tecnologias mais competitivas e adequação dos ciclos de máquinas. “Chegamos a ficar dois dias com a
Cummins: Recorde na produção de motores e nova unidade em Itatiba
O ano de 2011 marcou um bom momento para a Cummins Inc. e sua subsidiária brasileira. Foram produzidos 112 mil motores em terri-tório nacional, 16,6% a mais do que 2010 e um recorde para a unida-de, que começou a operar em Guarulhos-SP em 1974.
O faturamento total na América do Sul foi de US$ 1,9 bilhão, um crescimento de 45%, cuja receita ficou dividida em 61% para a unidade de Negócios de Motores, 19% Distribuição, 14% Geração de Energia e 6% para Componentes.
A América do Sul já responde por 10,5% do faturamento global da maior fabricante independente de motores diesel do mundo, fun-dada em 1919.
Prova dessa importância é a construção da mais nova unidade da Cummins no Brasil em Ita-tiba (SP), para receber a nova unidade de negócio de grupos geradores e o centro de distribuição. Em um terreno de 436 mil m² e área construída de aproximadamente 50 mil m², a nova planta in-dustrial da Cummins vai demandar investimentos iniciais da ordem de US$ 90 milhões entre com-
pra do terreno e construção da fábrica.A expectativa é que a nova unidade esteja
em operação a partir de março de 2014, geran-do inicialmente 250 empregos diretos, com pro-jeção de alcançar 700 postos de trabalho nos anos seguintes.
Arq
uivo
Cum
min
s
Arq
uivo
Cum
min
s
8
soluções de usinagem I
o mundo da usinagem outubro.2012/89
Bloco usinado

Anúncio_FEIMAFE_21x28_port.pdf 1 19/09/2012 14:58:57

Antonio Granzoto e Marcos Morine, da Sandvik Coromant, de capas amarelas, apresentam aos operadores José Carlos dos Santos, Ronaldo Mendes e André Talhares, engenheiros Thiago Vasques e Emerson Carlos dos Santos e o líder de produção Kleber Santos, todos
da Cummins, o novo conceito da barra Silent Tools que substituiu as barras mancalizadas anteriormente usadas na linha do bloco C.
Foto de toda a equipe Cummins e Sandvik Coromant que participou ativamente do processo de otimização: Ronaldo Mendes, André Talhares, Antonio Granzoto, Katia Regina F. de Almeida, Thiago Vasques, José Carlos dos Santos, Kleber Santos, Marcos Morine, Emerson Carlos, Adilson Lopes e Roberto Tino
máquina responsável pelo desbaste do furo de comando parada e, após essa melhoria, ainda não tivemos nenhuma parada corretiva. Além disso, o peso da ferramenta dimi-nuiu cerca de 60%, o que facilita e dinamiza o tempo de troca”, deta-lha Kleber Santos.
O foco e profissionalismo dos en-volvidos trouxe outro ponto positivo: nenhuma peça foi perdida durante as fases de teste e aplicação do PIP. “Todos os blocos saíram dentro do especificado”, comemora Emerson Santos. A confiança nos resultados tende a gerar novas melhorias: “Em um futuro próximo pretendemos uti-lizar ferramentas Silent Tools para ganhar cada vez mais tempo de ciclo também nas furações”, prevê Marcos Morine, vendedor técnico da área de Round Tools da Sandvik Coromant.
atende as normas Euro 5, responsá-vel por controlar a redução de emis-são de poluentes. A diretriz, em vigor desde 1º de janeiro de 2012, também confere mais desempenho e menor consumo aos motores, a fim de garantir baixo custo opera-cional ao consumidor final.
Com foco nos resultados e atenta às mudanças nos processos produ-tivos, a parceria entre Cummins e Sandvik Coromant é prova de que o investimento em confiança gera mudanças positivas e fortalece toda a cadeia produtiva. Mais do que isso, evidencia que a melhoria é sempre um objetivo possível e, acima de tudo, mútuo.
Fernando Sacco Jornalista
De olho no mercado
Atualmente, a linha de blocos de cilindro ISC e ISL produz cerca de 1.500 unidades por mês e atende clientes como a Ford Caminhões e MAN, duas grandes empresas do segmento no País. O modelo ISL
Viv
ian
Cam
argo
Viv
ian
Cam
argo
10
soluções de usinagem I
o mundo da usinagem outubro.2012/89

Tel:. (11) 5643-0040 • [email protected] • www.mitutoyo.com.br
Principais Características:• Capacidade: 2,4m (diâmetro)
• Sistema Laser que permite:- Escaneamento de peças de diferentes cores- Escaneamento de peças expostas à luz solar- Autoajuste no escaneamento de superfícies com texturas diferentes
• Gera nuvem de pontos em formato IGS (*) para abertura em softwares CAD• Realiza comparações do modelo CAD com a peça real• Exatidão:
- Com laser: ± 0,070mm- Com sensor de toque: ± 0,055mm(*) O formato mais adequado do mercado para trabalhos com nuvens de pontos.
Grande mobilidade e alto desempenho na medição de peças e escaneamento para engenharia reversa. Ideal para lugares de difícil acesso aos meios convencionais, por exemplo: em lugares altos e peças de grande porte.
Soluções em Metrologia
Escaneamento de peças pelo Sistema Laser
Sistema Laser
anuncio.indd 1 13/09/2012 09:54:55

Lean Manufacturing:Discutindo o conceito Toyota de Produção Enxuta
sobre estudos de caso de diferentes empresas que atuam no Brasil nas mais diversas áreas industriais. Segundo levantamento do LIB, 13% dos participantes represen-tavam o setor automotivo, 10% a área de metalurgia, 7% o setor de máquinas e equipamentos e 6% o setor aeroespacial.
O Lean Summit 2012, 10º even-to organizado pelo LIB, foi o fórum privilegiado para que empresas de diversos segmentos tivessem co-nhecimento, apresentassem e com-partilhassem suas experiências em diversos momentos da “jornada Lean”, que busca enxugar procedi-mentos, custos, tempos, falhas, em busca de maior produtividade e qualidade, por isso mesmo também
Modelo de gestão empresarial embasado em metodologia originada há quase oito décadas na japonesa Toyota vem ganhando cada vez mais destaque
do Lean Institute Brasil (LIB). Foi um evento riquíssimo de conteúdos conceituais, práticos e bons exem-plos de empresas que são referên-cia nos seus devidos segmentos. Além de palestras de autoridades internacionais, como James Woma-ck (Fundador e Senior Advisor do Lean Enterprise Institute, EUA), Mike Rother (Consultor e pesqui-sador da Universidade de Michi-gan, que estuda a Toyota desde 1989), David Meier (Presidente da Lean Associates), David Verble (Consultor e Presidente da Ver-ble, Worth & Verble e Ex-Gerente de Desenvolvimento de Recursos Humanos na Matriz da Toyota nos EUA) e Brian Maskell (Presidente da BMA Inc.), o evento também contou com mais de 30 palestras
O Lean Summit de 2012 apresentou a mais de mil participantes, de
quase 200 empresas do Brasil e do exterior, o caminho que, há quase quinze anos, se percorre no Brasil com incentivo e direta participação
João
Luí
s de
Oliv
eira
12
produtividade
o mundo da usinagem outubro.2012/89

ther, “praticar hábitos e modificar a cultura” em busca de soluções.
Já Brian Maskell, palestrando sobre “Os fundamentos econômico--financeiros do Lean”, tratou de termos e conceitos do pensamento Lean e lembrou as vantagens da “li-beração de capacidade”, uma vez que esta reduz os desperdícios den-tro do fluxo de valor do produto.
O fundamental conceito de fluxo de valor estendido foi apresentado pelo próprio James Womack em sua palestra sobre as novas perspectivas para este conceito. A melhoria do flu-xo de valor pelo processo Lean não se restringe mais apenas ao interior da empresa, devendo ser buscada de ponta a ponta na cadeia, dos for-
chamada de “produção enxuta”. Segundo José Roberto Ferro, presi-dente do LIB, “o objetivo do even-to foi prover conhecimento para apoiar as empresas e praticantes de diferentes setores e em diversos es-tágios da “jornada Lean”. Os que já aplicavam o sistema puderam apro-fundar seus conhecimentos com o que há de mais recente no mundo”.
Em sua palestra, “Criando a cultura de melhoria através dos Kata”, Mike Rother enfatizou a ne-cessidade de se criar uma cultura de melhoria contínua dentro do contexto fabril/empresarial para se ter êxito dentro das propostas Lean. A estratégia Lean pressupõe boas técnicas produtivas e ferra-
mentas atreladas a uma forma de agir e pensar. Esta forma de agir e a mudança de como se vê este tipo de gestão gera uma análise dos há-bitos inconscientes e propicia mu-danças que liberam a capacidade produtiva, eliminando atitudes subconscientes e permitindo con-centração em outras funções.
Ainda segundo Rother, “para superar desafios é preciso praticar as possibilidades, é preciso mudar o piloto automático”. O pensamen-to Lean permeia a capacitação e a reorganização das organizações fa-bris, mudando velhas práticas para novas soluções e desenvolvendo respostas positivas para situações adversas. Ser Lean é, segundo Ro-
Participantes do Lean Summit 2012 durante a palestra de Mike Rother
13o mundo da usinagemoutubro.2012/89

VERIFICARVERIFICAR
AGIRAGIR
PLANEJARPLANEJAR
FAZERFAZER
necedores aos clientes. O novo enfo-que, em função da globalização da economia, contempla provedores de serviços, distribuidores, varejistas e a consequente necessidade de valo-rizar as relações com fornecedores e clientes que vão, hoje, de continente a continente. Apenas analisando todo o fluxo passo a passo é que se atinge o conhecimento do fluxo global, po-dendo assim analisar seu valor. Com gráficos para discutir alguns exem-plos, Womack sugeriu as várias abor-dagens analíticas possíveis.
A “disciplina da melhoria”, tam-bém dita “Toyota kata”, ou “pen-samento Toyota” , além de ter sido apresentada em uma segunda pales-tra de Mike Rother, na realidade per-meou a totalidade das apresentações.
Sistema Lean de Negócios - o Conceito
O Sistema Lean de Negócios é definido pelo LIB como “uma estra-tégia de negócios para aumentar a
satisfação dos clientes por meio da melhor utilização dos recursos”. O propósito da gestão Lean é atingir preços mais baixos por meio de processos que melhorem fluxos e suporte, envolvendo pessoas quali-ficadas, motivadas e proativas.
Desenvolver produtos como soluções para o cliente, analisan-do e melhorando o fluxo de valor nas fábricas em todos os níveis de funcionamento, da matéria-prima até o produto acabado, criando fluxos contínuos e sistemas puxa-dos em função da demanda real dos clientes são as práticas do princípio Lean.
O termo Lean foi cunhado há cerca de 20 anos. Entre 1988 e 1990, Womack coordenou o projeto de pesquisa International Motor Vehi-cle Program (IMVP) do Massachu-setts Institute of Technology (MIT). Esse projeto visava entender a di-nâmica de competição das indús-trias automotivas e culminou na descoberta da excelência do Siste-ma Toyota em comparação aos sis-temas de produção de massa então em vigor no mundo ocidental.
O grande marco da concepção do termo Lean foi o livro “A Má-quina que Mudou o Mundo”, de Wo-mack , Daniel Jones e Daniel Roos, publicado em 1990, hoje com mais de dois milhões de cópias vendidas em todo o mundo, que apresentou os resultados dessa pesquisa e con-cebeu o termo Lean para caracteri-zar o Sistema Toyota. José Roberto Ferro lembra que “em maio de 1998, Womack veio ao Brasil pela primei-ra vez para promover o lançamento do seu novo livro ‘Lean Thinking’ — traduzido para o português como ‘A Mentalidade Enxuta nas Empresas’ —, que ampliava as ideias, concei-tos e práticas da Toyota, levando-os a outro patamar. Naquela oportu-nidade, visitamos algumas empre-sas e organizamos o primeiro Lean Summit para cerca de 100 partici-pantes. Ao final de uma semana, fizemos uma avaliação conjunta e concluímos que o conhecimento sobre Lean era praticamente inexis-tente no país”.
Sob a liderança de José Rober-to Ferro foi constituído, em 1998, o Lean Institute Brasil (LIB), como uma instituição sem fins lucrativos, com o propósito de disseminar a filosofia Lean no país. Tratava-se do segundo instituto criado para difundir e disseminar o sistema de gestão Lean, apenas um ano após Womack ter fundado o Lean En-terprise Institute (LEI) nos Esta-dos Unidos. Segundo José Roberto Ferro, “ o LIB foi concebido com o propósito de disseminar a filosofia e o sistema Lean de gestão de forma pública e prática, de modo a contri-
14
produtividade
o mundo da usinagem outubro.2012/89

Termos mais usados pelo conceito Lean
buir para a efetiva transformação das empresas”.
Desde então, o Lean Summit foi realizado anualmente em 1999 (São Bernando do Campo, SP), 2000 (Campinas, SP), 2001 (Curitiba, PR) e 2002 (Gramado, RS); a partir de
2004 ocorre bienalmente na cidade de São Paulo, SP.
O Lean Institute Brasil vem que-brando paradigmas empresariais e demonstrando que os conceitos e práticas Lean são aplicáveis a todos os segmentos empresariais e indus-
triais, basicamente transformando a maneira de pensar, agir e produzir, não apenas nos setores de manufa-tura como também nos de serviços.
João Manoel S.Bezerra de MenesesGestor Ambiental/Jornalista
fábrica ao constatar a existência de al-gum problema na linha de produção. Na terminologia inglesa é o conceito de MBWA: management by walking around.
GEMBA KAIZEN: melhoria do chão de fábrica.
HEIJUNKA: nivelamento da produ-ção, que se obtém pelo sequenciamen-to dos pedidos, tornando a demanda dos clientes previsível. É o conceito principal para estabilizar o fluxo de va-lor e, com isso, o inteiro processo de manufatura.
HOSHIN KANRI: é o desdobramento da estratégia, também chamado de desdobramento de metas, sistema de planejamento estratégico que combina os recursos disponíveis com as ativida-des-chave de modo que apenas o dese-jável, relevante, importante e atingível seja permitido.
JIDOKA: trata-se do princípio de dar ao operador a autonomia de parar o processo quando alguma anormalida-de for detectada.
KAIKAKU: melhoria radical e revolu-cionária de um fluxo de valor, a fim de rapidamente se criar mais valor com menos desperdício.
KAIZEN: mudança para melhor, me-lhoria contínua de um fluxo completo de valor ou de um processo individual, a fim de se criar mais valor com menos desperdício. Além de melhorar a produ-tividade, o kaizen contribui para a me-lhoria das condições de trabalho.
KANBAN: significa, em japonês, “cartão visual” ou “quadro de sinais” usados na gestão do estoque para o funcionamento “just in time“ das ope-rações. O KANBAN pode coordenar (e
apontar a necessidade de alternar) as produções “empurrada” (push system) e “puxada” (pull system).
KATA: a palavra significa pensa-mento, então Toyota Kata são os prin-cípios da Toyota, a maneira de pensar da empresa.
LEAN ENTERPRISE: um acordo con-tínuo entre todas as empresas que compartilham o fluxo de valor para uma família de produtos, a fim de especificar corretamente o valor sob a ótica do cliente final, eliminando ações que geram desperdício e fa-zendo com que as atividades que agregam valor ocorram em um fluxo contínuo puxado pelo cliente.
LOGÍSTICA LEAN: um sistema puxado com reposição frequente em pequenos lotes, estabelecido entre cada uma das empresas e plantas ao longo do fluxo de valor.
MUDA: o que é supérfluo e inútil; par-ceiro de MURA (fora do padrão) e MURI (sobrecarregado).
POKA-YOKE: termo derivado do ja-ponês Yokeru, que significa “Prevenir” e Poka, “erros por desatenção”. Assim, o poka-yoke (se pronuncia poká-yokê) visa prevenir as falhas humanas decor-rentes da desatenção que provoquem defeitos no produto.
SISTEMA 5 S: Seiri (senso de utili-zação e descarte), Seiton (senso de arrumação e ordenação), Seiso (sen-so de limpeza), Seiketsu (senso de saúde e higiene) e Shitsuke (senso de autodisciplina).Fontes para o Glossário:Léxico Lean, 2003, Glossário Ilustrado para pratican-tes do Pensamento Lean, Lean Enterprise Institute.http://www.manufacturingterms.com/Portuguese/
O vocabulário Lean reflete com preci-são a estrutura conceitual da produção “enxuta” conforme contribuições estru-turais de Taiichi Ohno (1912-1990), fun-cionário da Toyota desde 1932 e vice--presidente nos anos 1970, e de Shigeo Shingo (1909-1990), seu grande parcei-ro no estabelecimento do que o mundo passou a chamar de “toyotismo”.
ANDON: ferramenta de gestão para estimular colaboração entre as dife-rentes categorias profissionais da orga-nização fabril no processo de solução de problemas, oferecer suporte visual ao encaminhamento de sugestões de melhorias e mostrar o estado das ope-rações em uma área, avisando ocorrên-cias fora do padrão.
CHAKU-CHAKU: método de condução do fluxo de uma só peça em uma célula em que as máquinas descarregam as peças automaticamente, de modo que se possa levar uma peça diretamente de uma máquina a outra, sem parar para descarregar.
FLUXO DE VALOR: todas as ações, que criam valor ou não, necessárias para tra-zer um produto ou serviço do conceito ao lançamento (também conhecido como fluxo de valor do desenvolvimento) ou do pedido à entrega (também conhecido por fluxo de valor operacional). Inclui todas as etapas de processamento de informa-ções e materiais necessários para que o valor seja entregue ao cliente.
GEMBA ou GENBA: termo japonês para “local real”, normalmente utilizado para o chão de fábrica ou qualquer lugar em que ocorra o trabalho que cria valor.
GEMBA WALKS: “passeio” que os en-genheiros devem fazer pelo chão de
15o mundo da usinagemoutubro.2012/89

Participantes da abertura do Lean Summit 2012
Pensamento Lean no Brasil: Na vanguarda da qualidade
16
negócios da indústria I
o mundo da usinagem outubro.2012/89agosto.2012/88o mundo da usinagem

A busca contínua por uma gestão enxuta, eficiente e flexível deixou de ser
apenas um fator competitivo e hoje já se traduz como sinônimo de sobrevi-vência. A eliminação de desperdícios e gargalos, o aumento da produtivi-dade por meio de soluções simples e a manutenção dos processos de qua-lidade encontraram no sistema Lean
Manufacturing a ferramenta mais adequada em um mercado acirrado e cada vez mais volátil.
Em diferentes níveis e trazen-do suas experiências Lean nos diferentes segmentos industriais, o Lean Summit 2012 foi um su-cesso pela amplitude de seus de-bates e pela excelência de seus palestrantes. Apesar da grande qualidade de todas as apresenta-ções durante o evento, nos limi-taremos às apresentações afeitas ao setor metalmecânico.
Soluções em cadeia
Um case de sucesso de gestão en-xuta é a MAN Latin America, que desde 1996 realiza suas opera-ções por meio do modelo de con-sórcio modular, reunindo uma
dezena de empresas parceiras para a fabricação de caminhões e ônibus Volkswagen.
A chamada “Jornada Lean” co-meçou em 2009 com o planejamento A3, “uma prática pioneira da Toyo-ta, na qual a análise e a solução de problemas e o desenvolvimento de projetos são feitos com base num método desenvolvido numa única folha de papel, no formato A3”, ex-plica José Roberto Ferro, presidente do Lean Institute Brasil.
A MAN Latin America, as oito empresas que participam do con-sórcio modular e seus prestadores de serviço, e os dois parceiros de lo-gística realizam o planejamento en-cadeado, envolvendo toda a orga-nização, pelo pensamento A3. Com isso promove-se o alinhamento e consenso entre as áreas, suportados pelo método PDCA, para controle de processos. A sigla PDCA resume
Mike Rother discutindo soluções para dilemas dos processos de manufatura.
João
Luí
s O
livei
ra
João
Luí
s O
livei
ra
Como grandes empresas adotaram o Sistema Lean para alcançar a excelência operacional em sua gestão?
17o mundo da usinagemoutubro.2012/89 o mundo da usinagemoutubro.2012/89

as palavras plan (planejar), do (fa-zer/agir), check (checar ou verificar) e action (agir de forma corretiva).
“Através de um ‘A3 Mãe’ a em-presa definiu requisitos de qua-lidade e metas que deveriam ser alcançados por seus parceiros e for-necedores”, explicou Adilson Dezo-to, diretor da MAN Latin America. A empresa preconiza a cultura da liderança com foco no gemba (pala-vra japonesa para chão de fábrica) e valoriza a cadeia de ajuda.
Trata-se de uma mudança de postura coletiva em diversos níveis da empresa que garantiram à MAN projetar para 2012 um aumento de produtividade de 15%, a redução de 25% das ocorrências por veículo, a redução de 50% do inventário in house e um aumento de 50% na Fi-delidade do Programa de Produção.
Sistemas à prova
de erros Na Eaton, empresa diversificada
que atua no gerenciamento de ener-gia e que na América do Sul fabrica componentes elétricos e sistemas de distribuição de energia, produtos para motores automotivos, para fil-tração industrial e sistemas hidráuli-cos, além de sistemas de transmissão para veículos em geral, a filosofia de produção enxuta trouxe à empresa ganhos como redução dos tempos de ciclos e set up, nivelamento dos esto-ques, padronização dos trabalhos e sistemas à prova de erros. As práti-cas enxutas em escala mundial fazem parte de um sistema de gerenciamento
e negócios denominado Eaton Business System (EBS).
José Roberto de Lima, gerente da unidade de negócios de transmissões leves da empresa, comparou o trabalho Lean conduzido na Eaton ao funcio-namento de um carro: “O trabalho pa-drão da liderança é o motor, o processo de prestação de contas diário é a dire-ção e a disciplina é o combustível”. De acordo com o executivo, os próximos passos da cultura Lean na empresa são consolidar o trabalho padrão da lide-rança, continuar vivendo uma cultura de melhoria contínua dos processos, valorizando as pessoas e a obtenção de resultados de longo prazo.
Já a Mercedes-Benz do Brasil, centenária e moderna empresa que tem em seu histórico ter produzi-do o primeiro ônibus, o primeiro caminhão com motor a gasolina e o primeiro caminhão a Diesel do mundo, como vê o Lean? A empresa tomou fôlego para uma ação notável e o “Começando certo” do título da apresentação de André Luiz Mo-reira, seu Diretor de Produção, nos introduz na aventura da transforma-ção da antiga fábrica de carros, em
Juiz de Fora-MG, em uma das mais modernas plantas do mundo para produção de caminhões. Em apenas 18 meses concretizaram-se na nova planta os objetivos da empresa: ma-ximizar o retorno sobre um investi-mento de R$ 450 milhões por meio de um rigoroso planejamento dentro dos princípios da produção enxuta. Conceitos como one-piece-flow, just--in-sequence e kanbans asseguram a ausência de estoques e de desperdí-cios. Ao longo da linha de montagem final com 36 estações e da montagem de cabines com 67 estações, portais garantem a verificação da qualidade de cada etapa da produção. O I-Park, “parque industrial de fornecedores” ali mesmo, na própria planta, sedia as empresas parceiras que fornecem componentes, realizam pré-monta-gens e pintura de peças.
“Começar certo”, no caso da Mer-cedes-Benz de Juiz de Fora significa também o inovador processo de fa-bricar seus dois distintos produtos, o Accelo (leve) e o Actros (extrapesa-do), na mesma linha de montagem, o que indica a extrema otimização dos processos da logística Lean.
James Womack: “temos que consertar as lideranças”.
João
Lui
s O
livei
ra
18
negócios da indústria I
o mundo da usinagem outubro.2012/89

C
M
Y
CM
MY
CY
CMY
K
anu_dup_okuma_jun_12_01_05_sai.pdf 1 29/05/12 15:50

Mudança de culturaA Villares Metals, maior produtora
de Aços Especiais não planos de Alta Liga da América Latina, além de outros segmentos de mercado, investe forte-mente no que define como “mudança cultural”. Valorizando as pessoas den-tro do contexto fabril, a Villares Metals está em fase de elaboração de um ma-nual do sistema de gestão que é a base das condutas e práticas dentro do cam-po produtivo e administrativo. No ano de 2011, partindo de duas áreas-piloto - Acabamento de Barras e Usinagem - a empresa dedicou 1120 horas a semanas kaizen, para 257 participantes, com 775 ideias implantadas. No chão de fábri-ca, além da gestão visual de todos os procedimentos e do fluxo de materiais, obteve-se redução de até 80% na mo-vimentação dos operadores e redução de alguns tempos de set up, da ordem de 50%. O objetivo para 2012-2013 é ampliar a implementação da filosofia de gestão Lean para as áreas de Acaba-mento Bruto, Célula de Aços Rápidos, Tratamento Térmico e Forjaria. Nessa “mudança cultural” necessária ao fun-cionamento do sistema Lean, na Villa-res Metals todos estão envolvidos, do presidente aos operadores.
Melhoria Contínua
Uma das mais antigas adeptas do sistema Lean no Brasil, o Grupo ThyssenKrupp iniciou seu primeiro programa piloto logo após o Lean Summit de 2000. Construtor de uma das maiores usinas de aço do país, com vários ramos de negócios, de motores a elevadores, o grupo, ao longo da última década, implemen-tou o programa SeisSigma, estendeu o conceito Lean às áreas administra-
tivas, implantou outros programas--piloto do sistema Lean e chegou ao 5 S ou níveis de excelência, que são os pilares do sistema Lean (ver termino-logia Lean, à pág. 15). Os resultados foram notáveis quedas no índice de acidentes (-94%), diminuição de qua-se 50% nos tempos de produção, en-tre outros. Os próximos passos da em-presa estão direcionados à extensão do sistema Lean e à sua intensificação nas áreas administrativas e de suporte à produção.
Investimento em
PessoasDo Grupo Bosch, empresas de
tecnologia automotiva, industrial e de construção, vem o alerta sobre a importância do modelo de trabalho implantado na empresa como fator preponderante dos resultados que se pretende obter, passando-se da burocracia coercitiva e de gerência corretora de problemas a uma bu-rocracia habilitadora, que capacita seus colaboradores e disponibiliza uma gerência “próxima”, que apoia as necessidades da fábrica. Estabele-cer responsablidades, formar times e, sobretudo, capacitar o pessoal é a dinâmica da responsabilidade que a empresa vem seguindo, tendo obtido 8% de melhoria na produtividade e grande aprimoramento no clima or-ganizacional, entre outros.
Metas Claras
Centrada na estabilidade, a Scania, fornecedora de soluções em transportes, tem buscado a excelência na produção,
com zero desvio, melhoria de lead times e baixos custos, pela cooperação de to-dos os níveis operativos – Planejamen-to, Logística, Compras, Manutenção, RH – suportando a estabilidade da pro-dução. Diminuir a instabilidade do pro-cesso, com zero acidentes, zero desvios e ganho em produtividade são metas trabalhadas em todos os níveis da or-ganização. O objetivo de zero acidente, partindo de 24 em 2008, baixando para 10 em 2010, está prestes a ser alcançado em 2012 em uma das plantas da fábrica de São Bernardo do Campo.
O Lean hoje
Vemos, portanto, que o Lean não é apenas um instrumento de melhoria de produção, mas uma perspectiva de negócio capaz de suportar e superar os desafios impostos pela nova eco-nomia. Não por acaso, o conceito de produção enxuta já se estendeu para áreas como saúde, educação, constru-ção, serviços e até mesmo para a ad-ministração pública.
Nas palavras de James Womack, “para se dar o próximo passo na jor-nada Lean nós precisamos criar lide-ranças Lean, que façam uso pleno das ferramentas Lean”.
A figura do líder se torna funda-mental e estratégica. “O líder não executa só mudanças individuais, ele introduz uma nova mentalidade de gestão”, enfatizou Womack. É o que vem fazendo a EMBRAER, desde 2007, um exemplo de gestão Lean que esperamos tratar em breve.
Fernando SaccoJoão Manoel S.Bezerra de Meneses
Jornalistas
20
negócios da indústria I
o mundo da usinagem outubro.2012/89

VP ATLAS. UM NOVO AÇO PARAUMA NOVA FORMA DE VER O MUNDO.
Com boa usinabilidade, excelente polibilidade e elevada resistência mecânica, o aço para moldes plásticosVP ATLAS é o novo integrante da família de aços verdes da Villares Metals. Isso signifi ca inovação, respeito pelo meio ambiente em sua fabricação e um futuro melhor para as próximas gerações.
Saiba mais sobre nossas ações sustentáveis em www.villaresmetals.com.br
SOLUÇÕES COMPLETAS: NA VILLARES METALS VOCÊENCONTRA TUDO O QUE PRECISA NUM ÚNICO FORNECEDOR.
Centro de Usinagem:Peças próximas do acabado ou acabadas, o que simplifi ca a logística, reduz o número de etapas e encurta o tempo, adicionando conveniênciaà fabricação do melhor produto.
Unidades Centro de Distribuição:• Sumaré/SP• NOVO: Joinville/SC
Centro de Serviço deTratamento Térmico (CSTT):Equipado para atender às necessidadesde cada cliente de maneira sustentável.
AF_LS-0012-12K_anuncio_VP-atlas_villares_metals_21x28cm 1 8/10/12 4:59 PM

TESTES VOCACIONAIS:
ELES FUNCIONAM?“O que você vai ser quando crescer?” é uma frase comumente dirigida às crianças assim que elas adquirem capacidade de resposta verbal, por volta dos três anos de idade
Jogador de futebol, bombeiro, médico, piloto de avião.... as crianças respondem em fun-
ção das identificações projetadas pe-las figuras parentais ou responsáveis que exerçam estas funções, por seus professores, grupos de afinidades e, atualmente, daquilo que apreen-dem nos meios de comunicação, muitas vezes mediados pelos valo-res da cultura de massa. De tempos em tempos, algumas profissões são mais populares do que outras, e as crianças podem variar suas esco-lhas na medida em que crescem e se desenvolvem.
A sociedade, contudo, ou a famí-lia, acabam forçando-as a uma defi-nição no momento em que situações reais lhes batem à porta: trabalhar para ajudar a família, desenvolver sua própria independência e auto-nomia — normalmente vindos com o término do Ensino Médio e a deci-são de cursarem uma universidade.
Como se dão tais escolhas em nossos dias? A própria sociedade
vem alargando os tempos do inse-rimento dos jovens no mercado de trabalho, criando cursos universitá-rios para profissões que, até pouco tempo, eram aprendidas na prática: culinária, moda, turismo, educação física, geriatria, para citar apenas al-guns do grande elenco.
Nesse universo, existe orien-tação possível aos jovens de hoje? Algumas escolas de Ensino Médio organizam ciclos de palestras, com representantes de várias profissões — normalmente pais de alunos — vindo apresentá-las aos estudantes. Outras escolas aplicam testes voca-cionais ou encaminham seus alunos para fazê-los.
O momento da escolha profis-sional envolve questões profundas do ser humano, muito estudadas no campo da Filosofia, sobre o “ser alguém”, que escolha seguir, iden-tidade social, etc. Como a escolha também abrange as expectativas que os outros depositam no indiví-duo, bem como as próprias expecta-S
hutte
rSto
ck
22
educação e tecnologia I
o mundo da usinagem outubro.2012/89o mundo da usinagem

tivas do indivíduo sobre si mesmo, isso pode gerar angústias, dúvidas e muita confusão.
A área da Psicologia comporta o campo de orientação vocacional, que se desenvolve como um instrumen-to facilitador do processo de escolha, buscando revelar aptidões indivi-duais e sua relação com a satisfação pessoal. Esses estudos, porém, não consideram a vocação como algo fechado e concluído, que os especia-listas reconheceriam e o seu possui-dor seguiria ou seria instado a fazê--lo. Para os psicólogos que veiculam suas posições na Revista Brasileira de Orientação Profissional, publicação da Associação Brasileira de Orientação Profissional, a vocação não é algo cristalizado, que se descobre, mas um processo aberto, que vai se cons-truindo e desconstruindo ao longo da vida, em processo de reorganiza-ção e enriquecimento.
Os testes vocacionais, contudo, podem ajudar enormemente em um momento de muitas dúvidas durante a adolescência. Associadas aos testes vocacionais abordam-se
questões paralelas, como a timidez e o QI (quociente de inteligência). Pode uma pessoa com QI bastan-te alto, portanto muito inteligente, não se sentir inclinada por nenhu-ma profissão e, em outras palavras, não progredir e nem mesmo se de-senvolver intelectualmente? Ou uma pessoa extremamente tímida pode se tornar um brilhante ator, profissão que automaticamente li-gamos à desinibição?
As inclinações das pessoas em direção a atividades que poderão ser o centro de suas atenções du-rante toda a vida adulta, dependem de fatores profundos de persona-lidade, educação, meio familiar e socioeconômico. Se não bastassem, existem fatores biológicos, como memória, acuidade visual, força e tonicidade física que obviamente têm peso determinante na escolha do caminho profissional.
Nos últimos 30 anos, as carrei-ras profissionais saltaram das an-tigas quatro ou cinco tradicionais, chamadas “liberais” — médico, engenheiro, advogado, professor e padre — para centenas de outras, todas fruto da chamada “Terceira Revolução Industrial”: a era da informática, da ciência nuclear e da biotecnologia. Grande parte das carreiras exige formação específica, por comportarem manuseio e leitura de maquinário de grande precisão, usado desde a gestão de planos de deslocamento de milha-res de aviões, trens, metrôs, passan-do pela administração das finanças
de bilhões de indivíduos, até o de-licado e preciso trabalho de diag-nósticos de saúde e intervenções médicas.
A Terceira Revolução Indus-trial gerou centenas de profissões de nível técnico ou superior que, no elenco do MEC (Ministério de Educação) comparecem em 99 arcos de profissões divididas em cinco grandes áreas, nos seguintes agru-pamentos: Ciências Biológicas e da Saúde, Ciências Exatas e da Terra, Ciências Humanas e So-ciais, Ciências Sociais Aplicadas e Engenharias. O secretário de Edu-cação Profissional e Tecnológica do MEC em 2009, Eliezer Pache-co, lançou, naquele ano, o Catá-logo Nacional de Cursos Técnicos, elencando 185 carreiras!
É bastante claro, portanto, que nenhum teste vocacional, por mais bem montado e aplicado que seja, conseguiria dar conta de leque tão amplo de possibilidades. No en-tanto, esse tipo de teste continua a proliferar não apenas em nosso país como pelo mundo todo, espe-cialmente nos EUA. O “autoteste” existe em vários sites de diversa
natureza, pertencentes a esco-las, consultores, empresas de
colocação. Tais testes são
Açã
o e
Con
text
o
Açã
o e
Con
text
o
23o mundo da usinagemoutubro.2012/89 o mundo da usinagem

sempre muito superficiais, mon-tados sobre perguntas de grande obviedade e clara superficialidade: “Você gosta de organizar seus perten-ces?”, “Você tem paciência em explicar o que lhe perguntam?”, “Você gosta de ficar em casa vendo um filme ou ir ao estádio para ver seu time jogar?”
O teste psicológico desenhado por psicólogos, normalmente resul-tado de anos de pesquisas, se baseia em respostas que o examinado dá sem perceber a ligação entre ela e seu significado no campo da psico-logia. Muitas vezes, o simples ato de pedir que a pessoa copie cinco linhas de um texto já revelam característi-cas como cuidado, acuidade, aten-ção, concentração e, claro, limpeza.
No entanto, é conhecido dos psi-cólogos há quase 70 anos, o chama-do Modelo de Locus de Controle, criado dentro da teoria da aprendizagem so-cial de Julian Rotter, em 1954, um dos mais eminentes psicólogos do século, cujos estudos serviram de base para o desenvolvimento da psicologia da personalidade, entre outros enfo-ques. Rotter chamou a atenção para o controle da motivação no indivíduo, interno e dependente apenas de suas crenças e mentalidade, ou externo, suscetível ao peso do ambiente.
De início ficou clara a importân-cia do modelo de análise em ambien-te hospitalar, para identificar manei-ras de motivar o paciente a receber tratamento, entender suas reações a ele e oferecer pistas para a interação com os médicos. A seguir, ainda na década de 1960, deu-se a interlocu-ção com a Psicologia Organizacional
e o conceito de locus de controle pas-sou a ser muito usado em avaliações, seleção de pessoal e treinamentos, inclusive em trabalhos de reforço de motivação dentro das empresas.
Vem se constatando cada vez mais que a contratação de pessoal, em to-dos os níveis e tipos de instituição, balizada somente pela capacidade técnica dos contratados (facilmente detectável em currículos escritos e entrevistas técnicas), raramente de-tecta questões de personalidade que, enfatizadas por motivação de fazer carreira, podem prejudicar equilí-brios já sedimentados nas instituições contratantes. Mais que isso, a coloca-ção de determinados tipos de pesso-as em um setor pode abrir caminho para que ela se torne o algoz de seus colegas, levando-os não apenas a desenvolverem stress e sintomas de burn out como, sobretudo, à perda do
ritmo e produtividade anteriores.Assim sendo, os testes vocacio-
nais, como os demais testes psico-lógicos existentes no campo da psi-cologia, devem ser cuidadosamente utilizados como mais um instrumen-to de análise, e não como instrumento exclusivo de resposta propriamente dita, pois para a realização de uma boa avaliação do interessado deve-se considerar, principalmente, os ele-mentos e dados da história de vida de cada um, seu contexto sócio-his-tórico, a rede psicossocial de apoio, bem como suas singularidades e po-tencialidades, particulares a cada in-divíduo e, assim, realmente auxiliar o sujeito em sua descoberta a respeito da importante escolha profissional a percorrer em sua jornada de vida.
Maria Julia Bezerra de MenesesPsicóloga
Para saber mais:ROTTER, J. & Hochreich,D., 1980, Personalidade, Rio de Janeiro, Editora Interamericana, 1980.
GOULART, I. e SAMPAIO, J., Psicologia do Trabalho e Recur-sos Humanos. São Paulo, Casa do Psicólogo, 1998.
FORTE, A., “Locus of Control and the Moral Reasoning of Managers”, Journal of Business Ethics, publica-ção online, 2005( 58): 65–77.
BORGES, L.; ALVES FILHO, A., A Mensuração da motivação e do significado do Trabalho. Estudos de Psicologia (Natal), 6(2):177-194, 2001
AZEVEDO, Beatriz M. de e CRUZ, Roberto M., “O processo de diagnóstico e de intervenção do psicólogo do trabalho”. Cadernos de Psicologia Social e do Trabalho, vol.9, no.2, p.89-98. 2006
www.colegio24horas.com.br
www.oportaldosestudantes.com.br
http://www.guiadacarreira.com.br
http://www.eduquenet.net
http://www.caiuaficha.com.br
http://www.abopbrasil.org.br
24
educação e tecnologia I
o mundo da usinagem outubro.2012/89


Troféu Produtividade Blaser 2012maturando o conceito de Ferramentas Líquidas®
das conjuntamente entre os clientes e a Blaser. “Este Troféu representa, portanto, a análise das melhores so-luções e escolhas de fluidos refrige-rantes levando-se em consideração indicativos como qualidade de pro-cesso, rentabilidade, produtividade, diminuição do volume de descarte,
aumento da vida útil da ferramenta, maior disponibilidade da máquina, entre outros” – afirma Alessandro Alcantarilla, gerente-geral da Blaser Swisslube do Brasil.
Na primeira entrega do Troféu Produtividade Blaser, todos os par-ticipantes finalistas das categorias
Aconteceu no último dia 18 de setembro, em São Paulo, capital, a entre-
ga do Troféu Produtividade 2012, promovido pela Blaser Swisslube do Brasil. O evento contou com a presença de uma série de empresas participantes de diversos segmen-tos que concorriam ao prêmio em cinco categorias, a saber: Consumo de Fluido, Consumo de Ferramenta, Segurança no Processo, Sustenta-bilidade e Produtividade. O Troféu Produtividade teve início na Unida-de francesa da Blaser, e se encontra, atualmente, em sua segunda edição. No Brasil a premiação ocorreu pela primeira vez e o objetivo foi o mes-mo da iniciativa europeia: reconhe-cer e premiar clientes que usaram as melhores soluções para fluidos em seus processos, soluções devida-mente documentadas e desenvolvi-
Premiados com o Troféu Produtividade 2012 Blaser Swisslube, da esquerda para a direita:Ivan B. Neves, Imafix Industria e Comercio de Peças Ltda (Consumo de ferramenta), Marilia Gevaerd, Siadrex Industria Metalurgica Ltda (Sustentabilidade), Eder F. Gonçalves, Delta Usinagem e Fundidos Ltda (Segurança no processo); Fabio A. Menezes, Icape Industria Campineira de Peças Ltda (Produtividade); Anderson Bovo e Ricardo Vieira, PW Industria e Comércio de Componentes Ltda (Consumo de fluido)
Arq
uivo
Bla
ser
Sw
issl
ube
Arq
uivo
Bla
ser
Sw
issl
ube
26 o mundo da usinagem outubro.2012/89
negócios da indústria II

compartilharam exemplos e solu-ções. Nitidamente ali estavam em-presas e corporações que entendem a importância e o agregamento de valores à produção quando se va-lem de boas técnicas no uso dos fluidos para usinagem.
Em cada categoria foram indica-dos três finalistas que, segundo os gestores da Blaser, são igualmente merecedores de reconhecimento, as-sim como o vencedor. Na Categoria Produtividade o vencedor do prêmio foi a empresa Icape Indústria Cam-pineira de Peças – SP. Já na Cate-goria Consumo de Fluido foi eleita a PW Ind. e Com. de Componentes – SP. “Esta categoria premia o clien-te que consome menos fluidos Bla-ser, o que pode parecer antagônico em um primeiro momento, mas que está fundado em uma das principais premissas da empresa que é justa-mente gerar economia, aumentar a produtividade e prover maior valor agregado para ambas as partes” – explica Alcantarilla. Sequenciando o evento foi entregue o troféu da Cate-goria Consumo de Ferramenta para a empresa Imafix – SP. O 4º Troféu, na Categoria Segurança no Processo
foi entregue para a Delta Usinagem e Fundidos – SP. Por último, mas não menos importante, a Categoria Sus-tentabilidade, que contou com dois finalistas, teve como eleita a Siadrex Ind. e Metalúrgica – SP.
Apesar de ser uma iniciativa nova no mercado brasileiro, o que se pôde notar nesta primeira edição brasileira do Troféu Produtividade Blaser 2012 foi a garra e empenho de empresas que atuam no âmbito nacional, en-fatizados pela competência de seus anfitriões que, de maneira singular, vêm apostando na maturação e no reconhecimento de um mercado ain-
Blaser: produzindo fluidos de alto desempenho desde 1936
Blaser SwissLube orgulha-se de ser uma empresa familiar que tem por foco o cliente satisfeito e não o mercado de ações. Fundada em 1936 por Willy Blaser, ganhou projeção global com seu filho Peter Blaser e já tem em Marc Blaser a terceira geração de comprometimento com o mesmo ideal: produzir fluidos de alto desempenho e amigáveis ao meio ambiente. Sediada na Suiça, ali mantém seu laboratório de pesquisas para fluidos de usinagem e lubrifican-tes, o maior da Suíça, de onde saem suas fórmulas para óleos de base mineral e vegetal, miscíveis e integrais e hidrocraqueados para afiação e retificação.
Há dez anos estabelecida no Brasil, a Blaser SwissLube disponibiliza sua ampla gama de fluidos em todo o território nacional, efetivamente colaborando para a melhoria do padrão da usinagem nacional e difundindindo a responsa-bilidade com o meio ambiente.
http://www.blaser.com
Representantes da Blaser Swisslube presentes à premiação, da esquerda para a direita: Claus Hirschmann, Alessandro Alcantarilla, Carsten Witthüser, Marcelo Kuroda e João Carosella
da muito pouco valorizado no país, o mercado das Ferramentas Líquidas®.
A ideia básica da premiação é não apenas destacar empresas que em-pregam produtos da Blaser segundo as precisas indicações do fabricante, como também, colocar as várias em-presas que têm tal política em contato umas com as outras, em encontros que propiciam trocas de experiências fru-tíferas. Raramente se cresce sozinho e compartilhar ideias e soluções é a base da colaboração e do crescimento.
João Manoel Bezerra de MenesesJornalista/Gestor Ambiental
Arq
uivo
Bla
ser
Sw
issl
ube
27o mundo da usinagemoutubro.2012/89

Torneamento de peças duras
O acabamento de peças com dureza acima de 45HRc e geralmente entre 55 e 68
HRc é considerado como usinagem de peças duras. Mudar essa usinagem de retificação para torneamento pode gerar economias significativas, tanto do ponto de vista financeiro quanto ambiental.
A melhor maneira de se fazer isso é utilizar pastilhas de Nitreto Cúbico de Boro (CBN) pois, em termos de du-reza, o CBN é superado apenas pelo diamante, sendo ainda mais resisten-te em relação à oxidação provocada pelas altas temperaturas geradas du-rante a usinagem.
A combinação do grau de dureza e tenacidade das classes em CBN e a preparação de aresta atende com mui-ta eficiência as diferentes necessidades na usinagem de peças endurecidas como, por exemplo, em cortes contí-nuos e cortes interrompidos.
As ferramentas para torneamento de CBN podem ser programadas para usinar perfis que na retificação requerem rotinas muito demoradas para dres-sagem do rebolo
O torneamento com CBN não deve ser visto como alternativa para as ope-rações de retificação, mas pode oferecer muitas vantagens do ponto de vista técnico e econômico, sendo as principais:
• Rapidez• Altas taxas de remoção de material• Usinagem de peças com perfis complexos• Utilização da mesma máquina da usinagem em verde• Várias operações em uma única montagem • Flexibilidade na troca de tipos de peças • Dispensa refrigeração (na maioria dos casos)• Fácil descarte de cavacos • Maior produtividade • Menor custo do processo
Arq
uivo
AB
San
dvik
Cor
oman
t
28
soluções de usinagem II
o mundo da usinagem outubro.2012/89

A estabilidade e rigidez do con-junto máquina, ferramenta e peça é fundamental para o sucesso no torneamento de peças duras. A qualidade superficial e tolerâncias estreitas que são necessárias no acabamento desse tipo de operação dependem da estabilidade do pro-cesso como um todo.
O sucesso do torneamento com CBN depende muito do processo de usinagem adotado e pontos impor-tantes, como número de passes, pro-fundidade de corte, avanço da ferra-menta, velocidade de corte e fixação da peça e ferramenta, determinam a viabilidade da usinagem.
A necessidade de flexibilização e otimização da usinagem somadas à maior produtividade fazem do CBN uma opção valiosa para o desenvol-vimento e competitividade na usina-gem de peças duras.
A Sandvik Coromant tem uma oferta de produtos completa para a otimização do torneamento de peças duras e algumas vantagens em se uti-lizar as pastilhas de CBN serão discu-tidas a seguir.
Microgeometria da pastilha
A preparação da aresta das pastilhas de CBN tem influência efetiva no tor-neamento de peças duras, tanto do ponto de vista da qualidade superficial quanto da vida útil. Há dois tipos de chanfros de aresta específicos para cada tipo de usinagem: o chanfro tipo S, com melhor resistência da aresta contra microlascamento e qualidade superficial consistente e o chanfro tipo T, para melhor acabamento superficial em cortes contínuos e mínima formação de rebarbas em cortes interrompidos .
Chanfro S - Fase negativa e aresta de corte com tratamento ER
Chanfro T - Fase negativa
As peças mais comuns no torneamento de peças duras são eixos e engrenagens, coroa e pinhão, entre outras
Sistema de fIxação Safe-Lok
Além de várias opções de chan-fros de aresta, a Sandvik Coromant tem geometrias de pastilhas positivas e negativas com raios de 0,2mm até 1,2mm; para pastilhas de CBN com formatos negativos há a Tecnologia Safe-Lok, com formato confiável e se-guro mecanicamente, intertravado e soldado nos cantos, resistente a altas forças de corte e a altas temperaturas porque mantém a solda longe do ca-lor gerado na zona de corte, tratando--se de uma solução única e patentea-da pela multinacional sueca.
Aumentar a faixa de avanço com pastilhas Wiper é uma das maneiras mais eficientes de melhorar a produ-tividade no torneamento. O desen-volvimento das pastilhas Wiper da Sandvik Coromant teve início com as pastilhas de metal duro T-Max P há muitos anos.
A oferta Wiper está disponível em pastilhas negativas e positivas in-cluindo as pastilhas de CBN para usi-nagem interna e externa.
Com a tecnologia Wiper é possível dobrar o avanço e ganhar em produ-
tividade mantendo o acabamento su-perficial, ou manter o avanço e obter um acabamento superficial duas ve-zes melhor. A geometria Wiper com a combinação de cinco raios é patentea-da pela Sandvik Coromant.
O conceito Xcel reúne uma série de vantagens na geometria da aresta an-teriormente não disponíveis em uma única ferramenta. Com uma aresta de corte reta e um pequeno ângulo de entrada, o conceito Xcel reúne uma
Tecnologia multi-aresta Safe-Lok.Cantos de CBN mecanicamente Inter-travados - soldados longe da zona de corte quente - proporcionam excelente resistência e segurança para pastilhas com design converncional
Solda Safe-Lok
Solda convencional
Arq
uivo
AB
San
dvik
Cor
oman
t
Arq
uivo
AB
San
dvik
Cor
oman
t
29o mundo da usinagemoutubro.2012/89

série de vantagens na usinagem de peças duras, mantendo a espessura do cavaco constante e o desgaste uniforme, o que permite altos avanços com um excelente acabamento superficial .
Pode-se aplicar a pastilha Xcel em operações de usinagem estável e corte contínuo, em superfícies paralelas ou perpendiculares à linha de centro sem cantos a 90o.
Além das pastilhas Wiper e Xcel, a Sandvik Coromant oferece outros produtos para usinagem de peças duras: as pastilhas CoroTurn-TR com intertravamento com trilho tipo T iLock que fixa a pastilha contra for-ças multidirecionais no torneamento de perfis, proporcionando alta preci-são na usinagem de peças com tole-râncias apertadas. A interface iLock está disponível em pastilhas positi-
10
Interface ilock
vas com 35o e 55o, com raios de 0,4 e 0,8 mm.
Para rosqueamento de peças du-ras, o CoroThread® 266 é uma alter-nativa para roscas com perfil V 60o, projetado com uma interface iLock para garantir a perfeita fixação da pastilha nas operações de rosqueamento. O CoroThread® 266 com ponta de CBN tem uma excelente estabilidade para máxima precisão na usinagem de roscas.
CoroThread 266
Todas as nossas classes foram otimizadas em sua área de aplicação para proporcionar a melhor produti-vidade possível, além da segurança do processo de usinagem.
Para operações de usinagem leve, pesada ou interrompida em aços endurecidos com dureza acima de 55HRc, nossas classes têm excelente desempenho e auxiliam a atingir alta produtividade.
Além das classes 7015 para cor-tes contínuos e alta resistência ao desgaste, 7025 para cortes contínu-os e interrompidos leves e a 7525 para cortes interrompidos pesados, a Sandvik Coromant tem diponível
Xcel
Pastilhas CoroTurn -TR
Arq
uivo
AB
San
dvik
Cor
oman
t
30
soluções de usinagem II
o mundo da usinagem outubro.2012/89

NOVO ESTILO MAZAK:Identidade e padronização no design como foco na ergonomia.
MÁQUINAS INTELIGENTES: Controles que auxiliam na
operação e manutenção das máquinas, proporcionando
mais eficiência e segurança.
CONSIDERAÇÕES AMBIENTAIS: Mínimo impacto ao meio ambiente da
fabricação ao uso das máquinas.
SUPORTE: Suporte completo, desde a escolha da melhor solução até o pós-venda e treinamento de utilização e manutenção.
ProdutIvIdade
+ PreCISão
= PERfEIÇãODESCUBRA MAZAK
INteGreX i-200
TECNOLOGIA AVANÇADA: Liderança e alta tecnologia em máquinas-ferramenta. Flexibilidade para produzir extensa gama de peças. automação a serviço da produtividade.
Descubra os diferenciais que só quem é líder pode proporcionar.
Centro Técnico Caxias do Sulrua alcides Longhi, 84 - Lot. villagio Iguatemi Floresta – Caxias do Sul-rStels.: +55 (54) 3223 5805 / 3223 5791
Mazak Sulamericanaav. Juscelino K. de oliveira, 1.350distrito Industrial - Sta. Bárbara d`oeste-SP tels.: +55 (19) 3464 9100
www.mazak.com.br

em algumas geometrias a classe de cerâmica 7925 para desbaste e cortes interrompidos severos e a classe de cerâmica CC6050 como classe com-plementar para acabamentos que, juntas, abrangem praticamente todo o campo de aplicação de usinagem de peças duras. As classes de CBN 7525 e 7925 são indicadas também para usinagem de ferros fundidos.
Res
istê
ncia
ao
desg
aste
Carga Frequência Tempo em corte
Parâmetros de intermitência
Exigência de tenacidade
Principais classes de CBN
Dicas Práticas no torneamento de peças duras
Optar por uma estratégia de usina-gem de um corte ou de dois cortes é uma questão de analisar as exigências da usinagem em relação ao acaba-mento e à tolerância da peça e à pro-dutividade total.
Estratégia de um corte
A estratégia de remoção de metal com um corte é adequada para set ups estáveis com balanço de uma vez o diâmetro (1xD) no corte interno. Para uma boa usinagem, recomendamos pastilhas chanfradas, levemente rone-adas (tipo S) e avanço e velocidade mo-derados. As vantagens dessa estratégia são menor tempo de usinagem, além do uso de apenas uma ferramenta. As desvantagens incluem dificuldades em atender tolerâncias dimensionais mais estreitas, vida útil mais curta
(comparado aos dois-cortes) e desvios de tolerância devido ao desgaste relati-vamente rápido.
`
Estratégia de dois cortes
Uma estratégia de dois cortes per-mite usinagem de superfícies com acabamento de alta qualidade. São recomendadas pastilhas do primeiro corte para desbaste com um raio de 1.2 mm e a pastilha para o acabamen-to com um chanfro (tipo T) ambas na geometria Wiper. As vantagens in-cluem ferramentas otimizadas para desbaste e acabamento, maior segu-rança e tolerâncias mais estreitas e maior vida útil da pastilha. Por outro
lado, são necessárias duas ferramen-tas e uma troca a mais, aumentando o tempo total de usinagem.
No ponto de vista ambiental, o tor-neamento de peças duras é mais vanta-joso que a retificação pelo fato da não utilização de óleo na maioria dos casos, sendo que na retificação a utilização do oleo é fundamental para lubrificação na área de contato entre a peça e o rebolo para a qualidade da peça .
Na retificação, o desgaste do rebo-lo gera uma borra, um resíduo sóli-do que tem um alto custo ambiental para ser decartado, portanto deve-mos considerar o torneamento com pastilhas de CBN como primeira es-colha quando o processo de fabrica-ção tem usinagem de peças duras.
Com o desenvolvimento de no-vas classes, geometrias e opções de chanfros, o torneamento de peças duras com CBN faz de fato diferença na redução dos custos e aumento da produtividade durante o processo de fabricação.
Okis BigelliEspecialista de produtoCortes e Canais e CBN
Arq
uivo
AB
San
dvik
Cor
oman
t
32
soluções de usinagem II
o mundo da usinagem outubro.2012/89


R ecentemente reporta-gens a respeito da falta de engenheiros no País,
um suposto déficit de 40 mil profis-sionais, viraram lugar-comum. As especulações sobre os motivos pas-sam pelo crescimento repentino da economia nacional em valores de 7,5% e vão até a eficácia das univer-sidades na empreitada da formação de engenheiros.
O vestibular da FUVEST 2012, o maior do Brasil, confirma esse dé-ficit. Nos cursos de Engenharia da Escola Politécnica tivemos 15 candi-datos para uma vaga, enquanto nas carreiras de Publicidade e Propa-ganda e de Relações Internacionais essa relação foi de 47 e 44 candida-tos por vaga, respectivamente.
Curiosamente, em outubro de 2010, a Casa Branca justificou a participação especial do presidente Barack Obama no programa Myth-Busters do canal pago Discovery (a
escolas de Engenharia, o que expõe falta de interesse na profissão e la-cunas, legado dos ensinos básico e médio. A distância verificada entre as aulas conceituais e o entusiasmo pela ciência e tecnologia é outra dura prova de resistência. Em um ambiente tecnológico tão veloz, no-tadamente em áreas como eletrôni-ca e comunicação, fica difícil culpar as universidades.
Como pano de fundo dessa aná-lise, cabe lembrar que, em geral, as universidades têm os cursos notur-nos como pilares de sustentação. Em muitos casos isso se traduz em alunos já integrados ao mercado de trabalho, que passam o dia em roti-nas exaustivas e que chegam cansa-dos à aula, não raro questionando a utilidade dos conceitos a que estão sendo expostos. Não esqueçam: eles têm poder de comparação e perce-bem a distância entre o acadêmico e o corporativo.
O gap entre a educação e a indústria
atração que busca separar ciência de mito), como “uma tentativa de despertar o interesse dos jovens americanos em matemática e ciên-cia, face à falta de entusiasmo nes-ses assuntos”.
Hoje o Brasil faz parte do bloco dos mercados emergentes, e sua industrialização foi iniciada timida-mente na década de 1930 com os jo-vens padecendo do mesmo desinte-resse pelas ciências exatas que os de países cujo desenvolvimento cientí-fico já demonstrou sua supremacia, colocando o homem na Lua. Ago-ra é tratar a doença da indiferença para que não se transforme em um mal crônico, e, para isso é preciso ir à raiz do problema.
Nesse palco temos dois atores, a universidade de um lado e a indús-tria de outro. Permeado pelos ári-dos primeiros anos da graduação, o ambiente acadêmico tem registrado taxas de evasão de 55% em algumas
34
educação e tecnologia II
o mundo da usinagem outubro.2012/89

O modelo “professor-lousa--giz-saliva” também não ajuda muito a resolver essa equação. Evoluímos do retroprojetor ao Po-werpoint, mas apenas a embala-gem mudou. O conteúdo continua basicamente o mesmo, e perde em dinamismo para a internet que democratizou o conhecimento. Longos anos de crescimento me-díocre criaram alguns professores de engenharia que tiveram pouca oportunidade de frequentar um chão de fábrica, e, portanto, sen-tem dificuldade em contextualizar o conhecimento teórico. O mesmo se passa com os laboratórios das universidades, também defasados em relação à indústria.
O universo corporativo exibe no Brasil um ambiente altamente competitivo. Que o diga o cres-cente mercado de veículos, perto de 4 milhões de unidades/ano, e o importante parque industrial automotivo espalhado país afora, que, ao menor soluço do merca-do, pode nos posicionar perigo-
samente próximos da ociosidade. Essa indústria anseia por novos engenheiros que possam imedia-tamente cumprir objetivos sem-pre ambiciosos.
Além da formação técnica in-trínseca à atividade, espera-se do recém-formado que saiba trabalhar em equipe em ambientes multicul-turais, entenda e se adapte rapi-damente à cultura corporativa da empresa. Longas jornadas de traba-lho são comuns, e dificultam ainda mais o esforço para o imprescindí-
SAE BRASIL
A Society of Automobile Engineers foi inaugurada nos EUA em 1905 e dez anos depois já contava com 1800 sócios. Dela fizeram parte grandes nomes da indústria automotiva, inclusive o engenheiro Elmer Sperry, que cunhou o termo “automotivo”. A SAE representa engenheiros de todas as atividades que envolvem mobilidade e seu pensamento e avanços da indústria da mobilidade se fazem presentes em um grande número de eventos e publicações distribuídas anualmente em mais de 65 países. Dando particular atenção à formação em engenha-ria, a SAE patrocina mais de 450 eventos anuais.
A SAE Brasil foi criada em 1990 e atualmente conta com 1500 membros e um congresso internacional sob sua responsabilidade. Consulte http://www.saebrasil.org.br/ para se inteirar de todos os projetos em curso, sobretudo BAJA SAE BRASIL, FORMULA SAE e AeroDesign SAE BRASIL.
vel aprendizado contínuo, como cursos de pós-graduação, mestra-dos profissionais ou até mesmo cur-sos de idiomas.
Harmonizar e aproximar esses dois universos é uma das tarefas a que se dedica a SAE BRASIL, atra-vés de seus programas estudantis, BAJA SAE BRASIL, FORMULA SAE e AeroDesign SAE BRASIL e de suas ferramentas de educação continuada com cursos específi-cos ao mundo da mobilidade, nem sempre encontrados nas universi-dades. A SAE BRASIL está engaja-da no esforço de minimizar o gap entre a educação de engenharia e a indústria.
Mauro Andreassa
Membro do Comitê de Educação de Engenha-ria do Congresso SAE BRASIL 2012,
Professor associado do Instituto Mauá de Tecnologia e
Gerente de Assistência Técnica ao Forne-cedor América do Sul da Ford Brasil
(Matéria reproduzida com permissão da Companhia de Imprensa,
www.companhiadeimprensa.com.br)
Além da formação técnica intrínseca à atividade, espera-se do recém-formado que saiba trabalhar
em equipe em ambientes
multiculturais
35o mundo da usinagemoutubro.2012/89

Em agosto tivemos um acontecimento relativa-mente raro que fez muitas
pessoas saírem da rotina e olharem para o céu. Tratava-se da Lua Azul, um fenômeno que ocorre uma vez a cada dois ou três anos (o próximo será em 2015), quando temos duas luas cheias em um mesmo mês.
Nos dias de hoje, com a rotina de responsabilidades, cobranças e demandas, quase não há tempo de olhar para os lados quando dirigi-mos ou andamos - quem dirá apre-ciar a Lua.
E assim como não olhamos para a Lua, não temos mais chance de ver o nascer e o pôr do sol, não contempla-mos a florada das árvores, não ouvi-mos mais o canto dos pássaros. São apenas alguns exemplos da beleza a que renunciamos diariamente.
Pode parecer lúdico para alguns, lugar comum para outros, mas o fato é que a maioria não se permite o tempo adequado para coisas que fogem dos compromissos rotinei-ros, o que acaba por gerar desequi-líbrios pessoais interiores.
De fato a qualidade de vida, es-pecialmente nos grandes centros urbanos, é discutível e certamente influencia negativamente este as-
pecto do relacionamento do homem com o meio ambiente natural.
Aliado a isso, a rotina de busca por metas e resultados muitas vezes nos torna mecânicos demais. Não temos tempo para nada que não seja nosso trabalho e os finais de se-mana são usados para os problemas que não puderam ser resolvidos de segunda a sexta-feira.
Por outro lado, é comum ver em-presas desenvol-vendo programas e práticas voltadas ao meio ambiente, sustentabilidade e qualidade de vida. Nós, que fazemos parte de tudo isso, temos uma parcela de culpa por não interiorizarmos estas preocupa-ções, ou seja, não trazermos esses cuidados para o nosso dia-a-dia.
Por isso, reavaliar nosso compor-tamento é fundamental não só nes-se aspecto, mas em todos que even-tualmente signifiquem um melhor equilíbrio em nossas vidas. E como gestores, temos a missão de ‘’reedu-car’’ os jovens para mudarem este estado de coisas. Se eles entende-rem a necessidade de tal mudança,
certamente serão profissionais me-lhores e mais bem preparados.
Não custa nada, vamos parar e olhar o céu, ver os ipês, ouvir os pás-saros. Quem sabe isso não se torna uma rotina como foi no passado.
Entender os sinais que nos cer-cam pode ser uma ferramenta valiosa. Por isso, vamos in-vestir em nós mes-mos, deixar nossa re-alidade mais musical e com mais cores.
As responsabili-dades, cobranças e demandas que te-
mos pela frente não vão mudar, mas podem se tornar mais brandas, pois estaremos em harmonia com o que ocorre à nossa volta.
E se ainda não alcançamos a ple-nitude, continuaremos tentando, pois a Lua, as árvores e os pássaros estarão sempre ali para nos lembrar.
Marcos SotoGerente Técnico
Ferramentas Rotativas Sandvik Coromant
Nos dias de hoje
como gestores, temos a missão de
“reeducar” os jovens para mudarem este estado de coisas
Viv
ian
Cam
argo
36
nossa parcela de responsabilidade
o mundo da usinagem outubro.2012/89

C
M
Y
CM
MY
CY
CMY
K

FALE COM ELESCia de Imprensa: (11)4432-4000
Cummins: (11) 2106-9800
Eaton: (11) 2465-8822
Ergomat: (11) 5633.5000
Grupo Bosch: (19) 2103-1954
Lean Institute Brasil: (11) 5571-0804
MAN Latin America: www.man-la.com
Marcos Soto: cel: (11) 98354-6750
Mercedes-Benz: 0800 970-9090
Okis Bigelli: cel: (12) 98125-9203
Scania: (11) 4344-9333
ThyssenKrupp: (11) 3679-2166
Villares Metals: (19) 3303-8000
DistribuidoresSandvik Coromant
Anunciantes nesta ediçãoO Mundo da Usinagem 89
Agie-Charmilles 25
Blaser 2ª capa
Deb´Maq 3ª capa
Ergomat 33
Feimafe 9
Mazak 31
Mitutoyo 11
Okuma 19
Romi 37
Sandvik Coromant 4ª capa
Villares Metals 21
ARWI Tel: 54 3026-8888 Caxias do Sul - RS
ATALANTA TOOLS Tel: 11 3837-9106 São Paulo - SP
COFAST Tel: 11 4997-1255 Santo André - SP
COFECORT Tel: 16 3333-7700 Araraquara - SP
COMED Tel: 11 2442-7780 Guarulhos - SP
CONSULTEC Tel: 51 3321-6666 Porto Alegre - RS
COROFERGS Tel: 51 3337-1515 Porto Alegre - RS
CUTTING TOOLS Tel: 19 3243-0422 Campinas – SP
DIRETHA Tel: 11 2063-0004 São Paulo - SP
ESCÂNDIA Tel: 31 3295-7297 Belo Horizonte - MG
FERRAMETAL Tel: 85 3226-5400 Fortaleza - CE
GALE Tel: 41 3339-2831 Curitiba - PR
GC Tel: 49 3522-0955 Joaçaba - SC
HAILTOOLS Tel: 27 3320-6047 Vila Velha - ES
KAYMÃ Tel: 67 3321-3593 Campo Grande - MS
MACHFER Tel: 21 3882-9600 Rio de Janeiro - RJ
MAXVALE Tel: 12 3941-2902 São José dos Campos - SP
MSC Tel: 92 3237-4949 Manaus - AM
NEOPAQ Tel: 51 3527-1111 Novo Hamburgo - RS
PÉRSICO Tel: 19 3421-2182 Piracicaba - SP
PRODUS Tel: 15 3225-3496 Sorocaba - SP
PS Tel: 14 3312-3312 Bauru - SP
PS Tel: 44 3265-1600 Maringá - PR
REPATRI Tel: 48 3433-4415 Criciúma - SC
SANDI Tel: 31 3295-5438 Belo Horizonte - MG
SINAFERRMAQ Tel: 71 3379-5653 Lauro de Freitas - BA
TECNITOOLS Tel: 31 3295-2951 Belo Horizonte - MG
THIJAN Tel: 47 3433-3939 Joinville - SC
TOOLSET Tel: 21 2290-6397 Rio de Janeiro - RJ
TRIGONAL Tel: 21 2270-4835 Rio de Janeiro - RJ
TUNGSFER Tel: 31 3825-3637 Ipatinga - MG
Movimento - CursosDurante todo o ano, a Sandvik Coromant oferece cursos específicos para os profissionais do mundo da usinagem. Acesse www.sandvik.coromant.com.br, na barra principal, clique em ‘treinamento’ e confira o Programa de Treinamento 2012. Você poderá participar de palestras e também de cursos in plant, ministrados dentro de sua empresa!
O leitor de O Mundo da Usinagem pode entrar em contato com os
editores pelo e-mail: [email protected] ou
ligue: 0800 770 5700
38 o mundo da usinagem outubro.2012/89

COLOQUE MAIS FORÇA EM SUA PRODUÇÃO.
Crescer é fazer mais
› www.debmaq.com.br / (35) 3433.8310
› LINHA HEADMAN A PRONTA ENTREGA.Amplie a capacidade de sua empresa em produzir desenvolvimento. DEB'MAQ tem tornos CNC HEADMAN a pronta entrega. Soluções que se encaixam perfeitamente nas necessidades de empresas dos mais variados portes. Temos altas doses de produtividade e qualidade em estoque. Entre em contato com seu representante.
› TORNO CNC HEADMAN CK 6232L
09/2012
AUDAZ, FINALIZADO POR: RENAN W. SANTANA / (19) 3471.0800
DEBMAQ JOB 4374-O ESPECIAIS
ESCALA C M Y K
› TORNO CNC HEADMAN CK 6232L

Produtos disponíveis a partir
de 1º de outubro de 2012
newsDiminua os custos de furação em aços e ferros fundidos
CoroDrill®870
ISO13399
Uma novaweb, umanova norma
CoroMill®Plura, CoroTap™, CoroDrill®, CoroReamer™
Flexibilidade otimizada
O poder da precisão – direcione sua refrigeração
www.sandvik.coromant.com/br
Escaneie esse código com um smartphone e conheça nossos produtos um pouco mais.
C
M
Y
CM
MY
CY
CMY
K


![USINAGEM parte 1 junho2016 [Modo de Compatibilidade] · Conformação por Corte ou Usinagem ... USINAGEM Processos Mecânicos de Fabricação Danielle Bond USINAGEM. 3 Danielle Bond](https://img.document.onl/doc/110x75/5be30e4f09d3f20f518cce9d/usinagem-parte-1-junho2016-modo-de-compatibilidade-conformacao-por-corte.jpg)