Embed Size (px)
DESCRIPTION
trabalho realizado para a disciplina de Resistência de Materiais leccionado no Mestrado de Design e Desenvolvimento do Produto do IPCA
Citation preview

R20
R5
Mestrado em Design e Desenvolvimento do
Produto2011/12
Resistência dos MateriaisAnálise dos materiais e processos de fabrico do banco “taburet C” desenhado por Jorgen Moller e produzido
pela Askman
Artur Branco 7950Emanuel Vinhas 8176Guilherme Nunes 8179
Trabalho realizado por:


Índice
Pág.1 Índice
Pág.2 Sumário
Pág.3 Jorgen Moller
Pág.4 Taburet C
Pág.6 Análise da adequabilidade dos materiais originais
Pág.19 Sugestão para alteração dos materiais e processos de fabrico
Pág.28 Conclusões
Pág.29 Bibliografia

Sumário:
Análise do banco “Taburet C” desenhado por Jorgen Moller e produzido e comercializado pela Askman. Análise da adequação dos materiais e processos de produção prováveis do objecto em estudo. Proposta de melhoria tanto a nível de materiais como de processos de fabrico.

Jorgen Moller, 1930
Jorgen Moller segue as pisadas do seu mestre Arne Jacobsen produzindo peças muito típicas do design escandinavo apelando à sobriedade formal e escolha por materiais naturais sem nenhuma ornamentação.
Abriu o seu próprio escritório em 1967 tendo já sido alvo de várias publicações internacionalmente conhecidas tais como: “Living Architecture”,”Graphics”, entre outras.
É conhecido por ter em exposição o banco em forma de W e produzido em contraplacado “Taburet M” no MoMA de Nova York.
A atenção aos detalhes e a capacidade de síntese formal são as principais características desde arquitecto tornado designer, produzindo peças de alto valor comercial que só uma pessoa de créditos provados pode produzir.

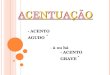
Taburet C
Material: Produzido em contraplacado de bétula com diversos acabamentos Parafusos em aço inoxidável
Dimensões: H 40 x Ø 38 cm
Preço: €110
Designer: Jorgen Moller
Produção/Comercialização: Askman
Esta simples mas requintada peça é objecto de estudo por vários arquitectos e designers sendo muitas vezes considerada um dos ícones do design escandinavo e mundial.
Possui uma das estruturas mais simples e com pequenas alterações foi redesenhada de forma a se adequar a diferentes tempo e utilizações mas sempre com a mesma essência e funcionalidade.
Processo de fabrico: Tampo . Corte mecânico · Lixagem · Envernizamento · Furação Pernas · Dobragem a vapor · Corte mecânico · Lixagem · Envernizamento · Furação

Análise da adequabilidade dos materiais originais:

400
380
40
R20
R5
15 80
360
120°
A
2 25
40
DETAIL A SCALE 1 : 5
taburet C by Jorgen Moller
taburet CWEIGHT:
A4
SHEET 1 OF 1SCALE:1:10
DWG NO.
TITLE:
REVISIONDO NOT SCALE DRAWING
MATERIAL:
DATESIGNATURENAME
DEBUR AND BREAK SHARP EDGES
FINISH:UNLESS OTHERWISE SPECIFIED:DIMENSIONS ARE IN MILLIMETERSSURFACE FINISH:TOLERANCES: LINEAR: ANGULAR:
Q.A
MFG
APPV'D
CHK'D
DRAWN

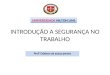
LCA Calculator PDF report on 'Taburet C', produced for Artur Branco
Overview of 'Taburet C'Manufacture371000000 g
Transport37100000 g
Use0 g
Disposal39200 g
Total product impactduring lifetime
408,000,000 g CO2
Manufacture and disposalAssembly name: Taburet C
Part name Material Part mass Qty CO2 Graph
perna Plywood, indoor 275 g 30000 107000000 g
Material: Plywood, indoor 107000000 g
Process: Cutting 5260g
Disposal method: 75% recycled, 25% landfilled 11300g
assento Plywood, indoor 2030 g 10000 264000000 g
Material: Plywood, indoor 264000000 g
Process: Cutting 1750g
Disposal method: 75% recycled, 25% landfilled 27900g
Totals: 28500000 g 371000000 g
Page 1 of 3 © IDC 2012

LCA Calculator PDF report on 'Taburet C', produced for Artur Branco
TransportTransport name Assembly
transportedMode Distance CO2
entrega Taburet C Truck 10000 km 37100000 g
Totals: 37100000 g
Page 2 of 3 © IDC 2012

LCA Calculator PDF report on 'Taburet C', produced for Artur Branco
Product use
Electricity useThis product has no electrical usage.
Consumables use
This product has no consumables.
Powered by TCPDF (www.tcpdf.org)
Page 3 of 3 © IDC 2012

Stage 1 - E e RRR
No warranty is given for the accuracy of this data. Values marked * are estimates.
Young's Modulus (GPa)1e-3 0.01 0.1 1 10 100
Rec
ycle
False
True
Leather
Polyurethane
Tungsten alloys
Polyoxymethylene (Acetal, POM)
Rigid Polymer Foam (HD)
Rigid Polymer Foam (LD)
Polychloroprene (Neoprene, CR)
Bamboo

Stage 2 - € e RRR
No warranty is given for the accuracy of this data. Values marked * are estimates.
Price (EUR/kg)0.1 1 10 100
Rec
ycle
False
True
Cast iron, grey
Concrete Rigid Polymer Foam (LD)
Copper alloys
Low alloy steel
Cork
Stainless steel
Rigid Polymer Foam (HD)
EVA
Polycarbonate (PC)
Rigid Polymer Foam (LD)
Leather
Stone
Polyethylene (PE)
Polyvinylchloride (tpPVC)

Page 1 of 3Plywood
No warranty is given for the accuracy of this data. Values marked * are estimates.
DescriptionThe MaterialPlywood is laminated wood, the layers glued together such that the grain in successive layers are at right angles, giving stiffness and strength in both directions. The number of layers varies, but isalways odd (3, 5, 7…) to give symmetry about the core ply - if it is unsymmetric it warps when wet or hot. Those with few plies (3,5) are significantly stronger and stiffer in the direction of the outermost layers; with increasing number of plies the properties become more uniform. High quality plywood is bonded with synthetic resin. The data listed below describe the in-plane properties of a typical 5-ply.
CompositionCellulose/Hemicellulose/Lignin/12%H2O/Adhesive
Image
CaptionPlywood dominates the market for both wood and steel stud construction. It is widely used, too, for furniture and fittings, boat building and packaging.
General propertiesDensity 700 - 800 kg/m^3Price 0.4342 - 0.7237 EUR/kg
Mechanical propertiesYoung's Modulus 6.9 - 13 GPaShear Modulus * 0.5 - 2 GPaBulk modulus * 1.6 - 2.5 GPaPoisson's Ratio 0.22 - 0.3Hardness - Vickers 3 - 9 HVElastic Limit * 9 - 30 MPaTensile Strength 10 - 44 MPaCompressive Strength 8 - 25 MPaElongation 2.4 - 3 %Endurance Limit * 7 - 16 MPaFracture Toughness * 1 - 1.8 MPa.m^1/2Loss Coefficient * 8e-3 - 0.11
Thermal propertiesThermal conductor or insulator? Good insulatorThermal Conductivity 0.3 - 0.5 W/m.KThermal Expansion 6 - 8 µstrain/°CSpecific Heat 1660 - 1710 J/kg.KGlass Temperature 120 - 140 °C

Page 2 of 3Plywood
No warranty is given for the accuracy of this data. Values marked * are estimates.
Maximum Service Temperature * 100 - 130 °CMinimum Service Temperature * -100 - -70 °C
Electrical propertiesElectrical conductor or insulator? Poor insulatorResistivity 6e13 - 2e14 µohm.cmDielectric Constant 6 - 8Power Factor * 0.08 - 0.11Breakdown Potential * 0.4 - 0.6 1000000*V/m
Optical propertiesTransparency Opaque
Eco propertiesProduction Energy 25 - 29 MJ/kgCO2 creation -0.9 - -0.7 kg/kgRecycleDowncycleBiodegradeIncinerateLandfillA renewable resource?Impact on the environmentWood is a renewable resource, absorbing CO2 as it grows. Present day consumption for engineering purposes can readily be met by controlled planting and harvesting, making wood a truly sustainable material.
Processability (Scale 1 = impractical to 5 = excellent)Mouldability 3 - 4Machinability 5
DurabilityFlammability PoorFresh Water AverageSea Water AverageWeak Acid AverageStrong Acid Very PoorWeak Alkalis GoodStrong Alkalis PoorOrganic Solvents GoodUV GoodOxidation at 500C Very Poor
Supporting informationDesign guidelinesPlywoods offers high strength at low weight. Those for general construction are made from softwood plys, but the way in which plywood is made allows for great flexibility. For aesthetic purposes, hardwoods can be used for the outermost plys, giving "paneling plywoods" faced with walnut, mahogany or other expensive woods on a core of softwood. Those for ultra-light design have hardwood outer plys on a core of balsa. Metal-faced plywoods can be riveted. Curved moldings for furniture such as chairs are made by laying-up the unbonded plys in a shaped mouldand curing the adhesive under pressure using an airbag or matching mould. Singly curved shapesare straightforward; double curvatures should be minimized or avoided.
Technical notesLow cost plywoods are bonded with starch or animal glues and are not water resistant -- they areused for boxes and internal construction. Waterproof and marine plywoods are bonded with synthetic resin -- they are used for external paneling and general construction.
Typical uses

Page 3 of 3Plywood
No warranty is given for the accuracy of this data. Values marked * are estimates.
Furniture, building and construction, marine and boat building, packaging, transport and vehicles, musical instruments, aircraft, modeling.
LinksReference
ProcessUniverse
Producers

Page 1 of 2Organic solvent-based painting
No warranty is given for the accuracy of this data. Values marked * are estimates.
DescriptionThe process In ORGANIC-SOLVENT BASED PAINTING, the coloring materials (pigments) are suspended, together with the binding agents (resins), in a volatile organic solvent (VOC). When spread thin over a surface, the solvent evaporates; the resins hold the pigments in place to form a decorativeand protective coating. Some few paints are not much more than this today. Watching paint dry isa synonym for boredom. But modern paints are far from boring. New developments now give formulations that dry in seconds, have fade-resistant colors, soft textures, visual effects, powerfulprotective qualities, and much more. But there is a problem. Solvent-based paints are environmentally bad, so bad that their very future is under threat.
Process Schematic
Figure captionOrganic solvent-based painting
Physical AttributesSurface roughness (A=v. smooth) ACurved surface coverage GoodCoating thickness 15 - 500 µmSurface hardness 10 - 16 VickersComponent size non-restrictedProcessing temperature 9.85 - 99.85 °C
Process CharacteristicsDiscreteContinuous
Economic AttributesRelative tooling cost lowRelative equipment cost mediumLabor intensity medium
Function of TreatmentCorrosion Protection (aqueous)Corrosion Protection (gases)Corrosion Protection (organics)Electrical Insulation

Page 2 of 2Organic solvent-based painting
No warranty is given for the accuracy of this data. Values marked * are estimates.
AestheticsColourReflectivity
Supporting InformationDesign guidelinesSolvent-based paints give the smoothest, most uniform coating and the greatest control of color - the automobile industry and most product designers insists on them. Metallic paints mix flake aluminum powder in the coating; the trick is to have the coating thin enough that the metal flakeslie in a plane so that the color does not 'flip' when viewed from different angles. But there is a taste, too, for 'traveling colors'. Color is determined by the differential absorption and reflection ofthe various wavelengths of light; the color seen is that at the least absorbed wavelength form theangle of view. Traveling colors use additives to change the absorption-reflection characteristics from various angles.
Technical notesPaints are applied by brushing, dipping or spraying, and can be applied to virtually any surface provided it is sufficiently clean.
Examples of uses
Typical usesAbout half of all paints are used for decorating and protecting buildings, the other half for manufactured products, most particularly cars and domestic appliances; marine applications create important market for high-performance corrosion and anti-fouling formulations; 'printers inks' are paints that play a central role in publishing and packaging.
The economicsPainting is cost effective. The equipment costs are low for non-automated painting, but can be high if the equipment is automated. Paints are a $75 billion per year industry.
The environmentEmissions from the evaporating solvents from solvent-based paints (VOCs) are toxic, react in sunlight to form smog and are generally hostile to the environment. Auto manufacturers and others are under increasing pressure to meet demanding environmental standards. The solvents must now be recaptured, burnt or recycled. There is growing incentive to replace them by water-based paints (but they dry slowly) or dry polymer coatings (but they cannot yet offer the same surface quality).
LinksReference
MaterialUniverse

Page 1 of 2Threaded fasteners
No warranty is given for the accuracy of this data. Values marked * are estimates.
DescriptionThe processWhen we get "down to the nuts and bolts" we are getting down to basics. Screws are as old as engineering - the olive press of roman times relied on a gigantic wooden screw. THREADED FASTENERS are the most versatile of mechanical fasteners, with all the advantages they offer: they do not involve heat, they can join dissimilar materials of very different thickness and they canbe disassembled. Ordinary screws require a pre-threaded hole or a nut; self-tapping screws cut their own thread.
Process Schematic
Physical AttributesSection thickness 1 - 1000 mmUnequal thicknessesComponent size non-restrictedDissimilar materialsNeed for surface preparationProcessing temperature 16.85 - 36.85 °C
Process CharacteristicsDiscrete
FunctionElectrically conductiveThermally conductiveWatertight/airtightDemountableService temperature regime Limited by material of joint
Economic AttributesRelative tooling cost lowRelative equipment cost lowLabor intensity medium
Materials to be joinedMetalsPolymersCompositesGlassesNatural materials
Joint GeometryLapButtSleeveScarf

Page 2 of 2Threaded fasteners
No warranty is given for the accuracy of this data. Values marked * are estimates.
Tee
Recommended LoadingTension CompressionShearBendingTorsion
ShapeCircular PrismaticNon-circular PrismaticDished Sheet
Supporting InformationDesign guidelinesMechanical fasteners allow great freedom of design, while allowing replacement of components or access to components because of the ease of which they can be disassembled. They can be used up to high temperatures (700 C) and - with proper location - allow high precision assembly.
Technical notesThreaded fasteners are commonly made of carbon steel, stainless steel, nylon or other rigid polymers. Stainless steel and nickel alloy screws can be used at high temperatures and in corrosive environments. Tightening is critical: too little, and the fastener will loosen; too much, and both the fastener and the components it fastens may be damaged - torque wrenches overcome the problem. Locking washers or adhesives are used to prevent loosening.
Typical usesThreaded fasteners are universal in engineering design. But increasingly their use is becoming limited to products in which disassembly (or the ability to have access) is essential because other joining methods are cheaper, less likely to loosen, lighter and easier to automate.
The economicsThreaded fasteners are cheap, as is the equipment to insert them when this is done by hand. Butthe insertion is difficult to automate, making other methods (welding, riveting, adhesives) more attractive for a permanent bond.
The environmentThreaded fasteners have impeccable environmental credentials.
LinksReference
MaterialUniverse

Sugestão para alteração dos materiais e processos de fabrico

Verificação de materiais:
Depois de uma sessão de brainstorming verificou-se que apesar do custo excessivo do banco a possibilidade de ter uma peça que é mais do que um simples objecto do dia-a-dia, se justifica mesmo com o elevadíssimo preço final.
Visto isto decidimos ir numa direcção completamente diferente e aliar o que aprendemos com o trabalho anterior com a selecção de materiais e processos.
Com a utilização do modelo de SolidWorks e o CES edupack podemos fazer uma extensa pesquisa e partir para a selecção de materiais duma forma mais esclarecida tirado pleno uso das ferramentas ao nosso dispor.
Os dados acerca do contraplacado de bétula já tinham sido verificados e discutidos no último trabalho facilitando por isso a selecção dos materiais.
Vamos portanto primeiro definir os materiais do redesenho:
Para as pernas há as seguintes possibilidades: .tubular metálico .bambo
Para o assento as possibilidades são maiores visto não estar sujeito a tanto esforço: .bambo laminado .formica .polipropileno
Os processos são alterados consoante os materiais: .bambo (dobrado a vapor) .tubular metálico (extrudido, dobrado e soldado) .polipropileno (moldagem por injecção)

Stage 1 - E e RRR
No warranty is given for the accuracy of this data. Values marked * are estimates.
Young's Modulus (GPa)1e-3 0.01 0.1 1 10 100
Rec
ycle
False
True
Leather
Polyurethane
Tungsten alloys
Polyoxymethylene (Acetal, POM)
Rigid Polymer Foam (HD)
Rigid Polymer Foam (LD)
Polychloroprene (Neoprene, CR)
Bamboo

Stage 2 - € e RRR
No warranty is given for the accuracy of this data. Values marked * are estimates.
Price (EUR/kg)0.1 1 10 100
Rec
ycle
False
True
Cast iron, grey
Concrete Rigid Polymer Foam (LD)
Copper alloys
Low alloy steel
Cork
Stainless steel
Rigid Polymer Foam (HD)
EVA
Polycarbonate (PC)
Rigid Polymer Foam (LD)
Leather
Stone
Polyethylene (PE)
Polyvinylchloride (tpPVC)

Page 1 of 2Bamboo
No warranty is given for the accuracy of this data. Values marked * are estimates.
DescriptionThe MaterialBamboo is nature's gift to the construction industry. Think of it: a hollow tube, exceptionally strong and light, growing so fast that it can be harvested after a year, and - given a little longer - reaching a diameter of 0.3 meters and a height of 15 meters. This and its hard surface and ease of working makes it the most versatile of materials. Bamboo is used for building and scaffolding, for roofs and flooring, for pipes, buckets, baskets, walking sticks, fishing poles, window blinds, mats, arrows and furniture. Tonkin bamboo is strong and flexible (fishing poles); Tali bamboo is used for structural applications (houses or furniture); Eeta bamboo is the fastest growing and is used as a source of cellulose for the production of cellulose or Rayon.
CompositionCellulose/Hemicellulose/Lignin/12% H2O
Image
CaptionBamboo is exceptionally light, and stiff and strong in bending. It is widely used for construction (like this bridge), even today.
General propertiesDensity 600 - 800 kg/m^3Price 1.447 - 2.171 EUR/kg
Mechanical propertiesYoung's Modulus 15 - 20 GPaElastic Limit 35 - 44 MPaTensile Strength 36 - 45 MPaElongation 2.88 - 5.5 %Hardness - Vickers 2 - 12 HVEndurance Limit * 25 - 35 MPaFracture Toughness 5 - 7 MPa.m^1/2
Thermal propertiesThermal conductor or insulator? Good insulatorThermal Conductivity 0.1 - 0.18 W/m.KThermal Expansion 2.6 - 10 µstrain/°CSpecific Heat 1660 - 1710 J/kg.KMaximum Service Temperature 116.9 - 136.9 °C
Electrical propertiesElectrical conductor or insulator? Poor insulator
Optical propertiesTransparency Opaque

Page 2 of 2Bamboo
No warranty is given for the accuracy of this data. Values marked * are estimates.
Eco propertiesProduction Energy 14.4 - 15.9 MJ/kgCO2 creation * -1.16 - -1.05 kg/kgRecycle
Supporting informationTypical usesBuilding & construction; scaffolding; furniture; pulp & paper making; ropes; reinforcement for concrete; frames for early aircraft, pipes, baskets, walking sticks, fishing poles, window blinds, mats, arrows and furniture.
LinksReference
ProcessUniverse
Producers

Page 1 of 3Stainless steel
No warranty is given for the accuracy of this data. Values marked * are estimates.
DescriptionThe MaterialStainless steels are alloys of iron with chromium, nickel, and - often - four of five other elements. The alloying transmutes plain carbon steel that rusts and is prone to brittleness below room temperature into a material that does neither. Indeed, most stainless steels resist corrosion in most normal environments, and they remain ductile to the lowest of temperatures.
CompositionFe/<0.25C/16 - 30Cr/3.5 - 37Ni/<10Mn + Si,P,S (+N for 200 series)
Image
CaptionOne the left: Siemens toaster in brushed austenitic stainless steel (by Porsche Design). On the right, scissors in ferritic stainless steel; it is magnetic, austenitic stainless is not.
General propertiesDensity 7600 - 8100 kg/m^3Price 2.171 - 8.684 EUR/kg
Mechanical propertiesYoung's Modulus 189 - 210 GPaShear Modulus 74 - 84 GPaBulk modulus 134 - 151 GPaPoisson's Ratio 0.265 - 0.275Hardness - Vickers 130 - 570 HVElastic Limit 170 - 1000 MPaTensile Strength 480 - 2240 MPaCompressive Strength 170 - 1000 MPaElongation 5 - 70 %Endurance Limit * 175 - 753 MPaFracture Toughness 62 - 150 MPa.m^1/2Loss Coefficient * 2.9e-4 - 1.48e-3
Thermal propertiesThermal conductor or insulator? Poor conductorThermal Conductivity 12 - 24 W/m.KThermal Expansion 13 - 20 µstrain/°CSpecific Heat 450 - 530 J/kg.KMelting Point 1375 - 1450 °CMaximum Service Temperature 650 - 900 °CMinimum Service Temperature -272.2 - -271.2 °C
Electrical propertiesElectrical conductor or insulator? Good conductorResistivity 64 - 107 µohm.cm

Page 2 of 3Stainless steel
No warranty is given for the accuracy of this data. Values marked * are estimates.
Optical propertiesTransparency Opaque
Eco propertiesProduction Energy * 77.2 - 85.3 MJ/kgCO2 creation * 4.86 - 5.37 kg/kgRecycleDowncycleBiodegradeIncinerateLandfillA renewable resource?Impact on the environmentStainless steels are FDA approved -- indeed, they are so inert that they can be implanted in the body, and are widely used in food processing equipment. All can be recycled.
Processability (Scale 1 = impractical to 5 = excellent)Castability 3 - 4Formability 2 - 3Machinability 2 - 3Weldability 5 Solder/Brazability 5
DurabilityFlammability Very GoodFresh Water Very GoodSea Water Very GoodWeak Acid Very GoodStrong Acid GoodWeak Alkalis Very GoodStrong Alkalis Very GoodOrganic Solvents Very GoodUV Very GoodOxidation at 500C Very Good
Supporting informationDesign guidelinesStainless steel must be used efficiently to justify its higher costs, exploiting its high strength and corrosion resistance. Economic design uses thin, rolled gauge, simple sections, concealed welds to eliminate refinishing, and grades that are suitable to manufacturing (such as free machining grades when machining is necessary). Surface finish can be controlled by rolling, polishing or blasting. Stainless steels are selected, first, for their corrosion resistance, second, for their strength and third, for their ease of fabrication. Most stainless steels are difficult to bend, draw and cut, requiring slow cutting speeds and special tool geometry. They are available in sheet, strip, plate, bar, wire, tubing and pipe, and can be readily soldered and braised. Welding stainless steel is possible but the filler metal must be selected to ensure an equivalent composition to maintain corrosion resistance. The 300 series are the most weldable; the 400 series are less weldable.
Technical notes

Page 3 of 3Stainless steel
No warranty is given for the accuracy of this data. Values marked * are estimates.
Stainless steels are classified into four categories: the 200and 300 series austenitic (Fe-Cr-Ni-Mn)alloys, the 400 series ferritic (Fe-Cr) alloys, the martensitic (Fe-Cr-C) alloys that also form part ofthe 400 series, and precipitation hardening or PH (Fe-Cr-Ni-Cu-Nb) alloys with designations starting with S. Typical of the austenitic grades of stainless steel is the grade 304: 74% iron, 18% chromium and 8 % nickel. Here the chromium protects by creating a protective Cr2O3 film on all exposed surfaces, and the nickel stabilizes face-centered cubic austenite, giving ductility and strength both at high and low temperatures; they are non-magnetic (a way of identifying them). The combination of austenitic and ferritic structures (the duplex stainless steels) provide considerably slower growth of stress-induced cracks, they can be hot-rolled or cast and are often heat treated as well. Austenitic stainless steel with high molybdenum content and copper has excellent resistance to pitting and corrosion. High nitrogen content austenitic stainless steel gives higher strength. Superferrites (over 30% chromium) are very resistant to corrosion, even in water containing chlorine. More information on designations and equivalent grades can be found in the Users section of the Granta Design website, www.grantadesign.com
Typical usesRailway cars, trucks, trailers, food-processing equipment, sinks, stoves, cooking utensils, cutlery, flatware, architectural metalwork, laundry equipment, chemical-processing equipment, jet-engineparts, surgical tools, furnace and boiler components, oil-burner parts, petroleum-processing equipment, dairy equipment, heat-treating equipment, automotive trim. Structural uses in corrosive environments, e.g. nuclear plants, ships, offshore oil installations, underwater cables and pipes.
LinksReference
ProcessUniverse
Producers

Conclusão:
Neste trabalho tivemos a sorte de no sorteio dos números nos ter saído uma peça quase idêntica à do trabalho anterior o que facilitou em termos de compreensão da mecânica dos materiais. Já na compreensão da selecção de materiais tivemos algumas dificuldades pelo facto das aulas serem bastante espaçadas e não ter dado muito tempo para desenvolver trabalho tanto no SolidWorks como no CES edupack, mas o pouco que se investigou e tentou usar já foi suficiente para verificar a potencialidade dos softwares apresentados. Na aplicação dos materiais a maior dificuldade foi mesmo como modificar os materiais sem comprometer a forma e a estética dum ícone do design mas penso que isso foi ultrapassado com sucesso.

Bibliografia:
http://grabcad.com/
http://www.lathamtimber.co.uk/
http://www.koskisen.com
http://www.ikea.com
http://www.theage.com.au
http://www.youtube.com/watch?feature=player_embedded&v=nmvF2NWb6Gg
http://www.askman.com
CES edupack 2005

Trabalho realizado para a disciplina de Resistência dos Materiais leccionada no
Instituto Politécnico do Cávado e Ave











![2 - Nomenclatura de RM[1]](https://img.document.onl/doc/110x75/55cf972c550346d03390158f/2-nomenclatura-de-rm1.jpg)