Embed Size (px)
Citation preview

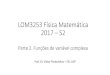
SEQUÊNCIAS DE PRODUÇÃO

EXTRUSÃO
PRODUZ PERFIS CONTÍNUOS COM SEÇÃO TRANSVERSAL SIMPLES OU COMPLEXA
DESENHO ESQUEMÁTICO DE UMA EXTRUSORA

EXEMPLOS DE
EXTRUSORAS
POLIMÉRICAS

EXEMPLOS DE EXTRUSORAS POLIMÉRICAS





TROCA DO FILTRO DA EXTRUSORA
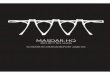
EXEMPLOS DE PRODUTOS EXTRUDADOS

PRODUÇÃO DE GRANULADOS PARA INJEÇÃO
CORTE SECO
CORTE APÓS BANHO DE RESFRIAMENTO











PRODUÇÃO DE TUBOS CORRUGADOS
ALIMENTAÇÃO DO FUNIL EXTRUSORA E CORRUGADOR CORRUGADOR
FERRAMENTAS DE CORRUGAR ENTRADA DO CORRUGADOR INÍCIO DO PROCESSO

PRODUÇÃO DE
TUBOS RÍGIDOS

berço de resfriamento do produto
extrudado
extrusora


equipamento de arraste do
produto extrudado
equipamento de corte do produto
extrudado

berço de resfriamento do produto
extrudado
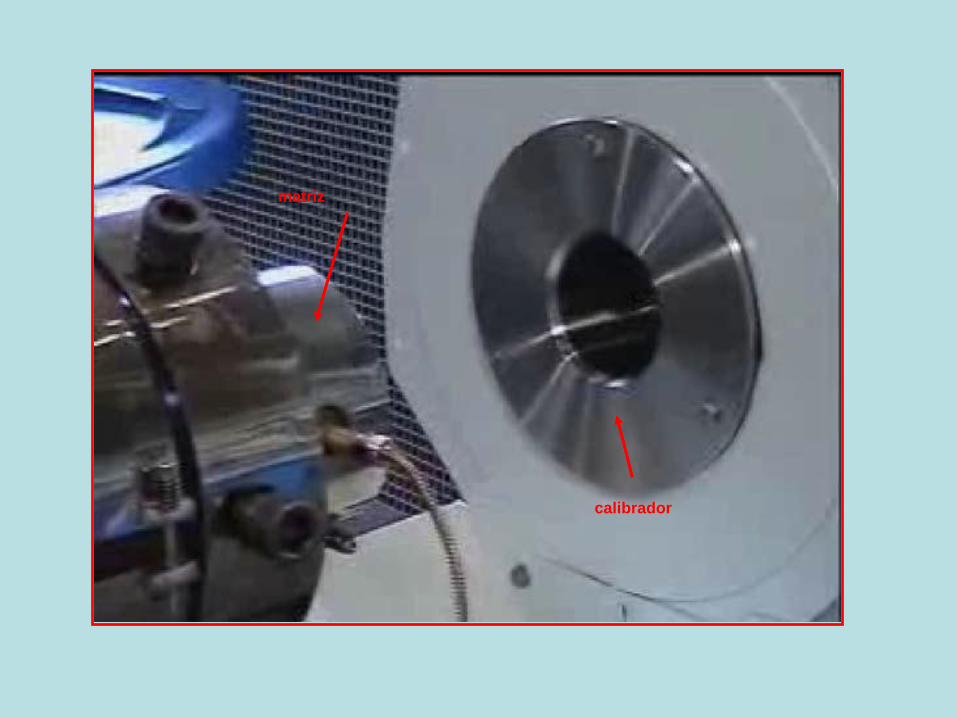
matriz
calibrador

saída do tubo da matriz
e entrada no calibrador




Análise do escoamento
- Inicialmente um filme de material fundido se forma na parede do cilindro.
- Como o parafuso se move, seus filetes raspam este filme movimentando o polímero fundido que
se mistura com o polímero ainda sólido, trocando calor e homogeneizando a massa polimérica.
Aderência do material polimérico
1o Caso: o material adere completamente ao parafuso e “tudo” gira como um cilindro sólido,
resultando em vazão zero, e é claro numa situação indesejável.
2o Caso: o material não gira (desliza sobre o parafuso), resultando apenas em movimento axial.
Esta é a situação ideal.
A situação real está entre estes dois limites.
Aspectos térmicos
Em extrusoras de grande vazão, o material passa tão rápido dentro do cilindro que calor suficiente
para a fusão é gerado pela ação cisalhante no polímero e os aquecedores não são necessários.
Em alguns casos, resfriadores para o cilindro e para o parafuso são usados.
O estado térmico numa extrusora pode ser comparado com dois estados termodinâmicos ideais.
Adiabático: não há troca termica externa e todo o calor gerado pelo trabalho no polímero aquece
os novos grãos.
Isotérmico: a temperatura é constante requerendo aquecimento ou resfriamento no cilindro para
compensar variações de temperatura.
A situação real é intermediária e a região de fusão praticamente opera como isotérmica.


dx.dy.VdQ
H
yVdV
T
0
H
0
dx.dy.H
y.VdQd
Vd.H.T2
1Qd
cos.N.D.Vd
cosetan.D.T
HcosN.D.etan.D.2
1Qd
2
cos.sen.H.N.D.2
1Qd
22
A
D C
y
dy
B
V
H
O
Vd placa móvel
placa estacionária
z
y
dx = elemento largura
T = largura do canal
EXTRUSÃO
VAZÃO DE ARRASTE
Para o elemento ABCD, a vazão volumétrica é dada por:
Assumindo um gradiente linear de velocidade V, tem-se:
Substituindo V e integrando na seção do canal, tem-se a vazão de arraste:
Esta equação pode ser ajustada para o arraste causado pelo movimento entre o parafuso e o cilindro.
Com a geometria do parafuso:
0

dx.dydz.z
PP1F
dx.dy.P2F dx.dz.d3F
3F22F1F
ddydz
dP
2
1
0
y2
0
ddydz
dP
2
1 dz
dPy
dy
dV..
dy
dV
dz
dPy
y
2H
V
0
dy.ydz
dP1dV
8
H
2
y
dz
dP1V
22
A
D C F1
dy B
H
baixa pressão alta pressão
z
y dx = elemento largura
T = largura do canal
F3
F3
F2 y
CONTRA VAZÃO DE PRESSÃO
Sobre o elemento ABCD, as forças são:
Para escoamento em regime estacionário, as forças estarão em equilíbrio. Portanto:
Substituindo-se as equações chega-se a:
Integrando-se: Obtem-se a tensão
Para fluidos Newtonianos a tensão cisalhante é relacionada com a viscosidade e a taxa de cisalhamento pela equação:
Substituindo-se na equação anterior:
Integrando, obtem-se:

2H
0
22
P dy8
H
2
yT.
dz
dP12Q
3
P H.T.dz
dP
12
1Q
dL
dP.
12
senDHQ
23
P
sen.dL
dP
dz
dP
dz
dLsen
cos.tanDT
dy.T.VdQ
0dL
dPtan
e12
DQ
322
F
CONTRA VAZÃO DE PRESSÃO
A vazão volumétrica é dada por:
Integrando, obtem-se a contra vazão de pressão
Esta equação pode ser ajustada para a geometria do parafuso e cilindro usando-se as seguintes substituições:
considerando-se e pequeno
senΦ = cat oposto / Hip
CONTRA VAZÃO DE FUGA QF OU VAZAMENTO PELA FOLGA δ DO PARAFUSO E CILINDRO
Com um procedimento semelhante chega-se a: se δ for pequeno

dL
dP.
12
senDHcos.sen.H.N.D.
2
1Q
2322
axbY
L
P
dL
dP
cos.sen.H.N.D.2
1QQ
22
max
0Q
L
P.
12
senDHcos.sen.H.N.D.
2
123
22
tanH
.N.L.D.6PP
2maxpressão
vazão
Pmax
Qmax
N1 N2 > N1
0 0
VAZÃO TOTAL
A vazão volumétrica total é dada por:
Para a maioria das aplicações práticas:
1) despreza-se a contra vazão de fuga;
2) considera-se linear a variação da pressão no comprimento do parafuso
DIAGRAMA DA MÁQUINA
Serão analisadas duas situações:
1) Vazão livre = não há matriz no final do parafuso.
Sendo P=0, tem-se:
2) Vazão zero = saída da extrusora bloqueada.
Veja que a vazão é grande se
a pressão na saída for pequena

P.KQ
d
4
L..8
R.K
R
d
3
d
L..12
H.TK
T
Hd
d
3
d
L..12
H.Dm.K
Hd
Dm
DIAGRAMA DA MATRIZ
Deve-se combinar a extrusora com a matriz que conforma o produto extrudado.
Para fluidos Newtonianos, a vazão de uma matriz é dada por :
Sendo:
1) Para uma matriz capilar
2) Para uma matriz retangular
3) Para uma matriz anelar
( y = a.x )
Ld = comprimento da matriz
pressão
vazão
0
Q = K.P
0
A vazão de saída da extrusora é a vazão de entrada da matriz,
e a vazão de saída da matriz aumenta com a pressão da
entrada.

DIAGRAMA DO PROCESSO
Combinando-se a extrusora com a matriz, tem-se:
Onde: Qop e Pop são, respectivamente, a vazão de operação e a pressão de operação.
pressão
vazão
Pmax
Qmax
N1 N2 > N1
0
Q = K.P
Pop
Qop
0
ponto de operação

senDT Vd.H.T2
1Qd cos.N.D.Vd
mm76,477,17sen50T
s/cm3,14s/mm142947,17cos60/100504,276,472
1Qd
33
sen.H.T.L
P
12
1Q
3
P
s/cm67,110120012
7,17sen0024,004776,01020Q
3636
P
s/cm6,1267,13,14QQdQ3
PT
Exercício 1
Numa extrusora:
a viscosidade do material polimérico é 200 N.s / m2
a distância entre o corpo do parafuso e a parede do cilindro é de 2,4 mm, folga zero,
o diâmetro do parafuso é de 50 mm, gira a 100 rpm e tem comprimento de 1000 mm,
o ângulo da rosca do parafuso é de 17,7o,
a pressão varia linearmente de zero, na entrada de material até 20 MPa na entrada da matriz.
Determine:
(a) a vazão de arraste,
(b) a contravazão de pressão,
(c) a vazão total.
Solução:
e
onde
(b)
(c)
(a)

Exercício 2
Ache o ponto de operação da extrusora do exercício 1, quando esta for combinada com uma matriz anelar com
comprimento de 150 mm para a extrusão de um tubo com diâmetro médio de 20 mm e espessura de parede de 1,2 mm.
Verifique o efeito sobre a pressão de operação e sobre a vazão de operação se a viscosidade do material modificar-se
para 400 N.s / m2.
Solução
s/cm3,147,17cos.7,17sen.24,0).60/100.(5.2
1cos.sen.H.N.D.
2
1Q
32222
max
MPa9,1707,17tan.4,2
10.200).60/100.(1000.50..6
tanH
.N.L.D.6P
2
6
2200max
s.N/mm6,3011501020012
2,120
L..12
H.Dm.K
5
6
3
d
3
d
200
P.KQ
MPa8,341P 400max s.N/mm8,150K5
400

K(400) K(200)
Pmax(400)
[MPa]
Q [cm³/s]
Pontos de Operação Lidos no Gráfico: veja que a vazão de produção se mantem.
η = 200 N.s/m² P = 37,8 MPa Q = 11,2 cm³ / s = 0,672 dm³ / min
η = 400 N.s/m² P = 74,3 MPa Q = 11,2 cm³ / s = 0,672 dm³ / min

VARIÁVEIS DO PROCESSO
VAZÃO DE OPERAÇÃO (Qop)
AJUSTE DO TRACIONADOR
CAPACIDADE DE RESFRIAMENTO
ESTIRAMENTO DO PRODUTO EXTRUDADO
VISCOSIDADE (η)
TEMPERATURA DAS
ZONAS DO CILINDRO
VARIANDO-SE TEMPERATURA E/OU VISCOSIDADE
MODIFICA A VAZÃO DE OPERAÇÃO
DIMENSIONAL DO PRODUTO
VELOCIDADE DE ROTAÇÃO
DO PARAFUSO (N)